Embed Size (px)
Citation preview
PROPOSAL SKRIPSI
RANCANG BANGUN SISTEM KONTROL SELEKSI
DIMENSI BARANG MENGGUNAKAN PLC
( PROGRAMMABLE LOGIC CONTROLLER )
Oleh:
BARA WIBOWO 2010.02.3.0006
JURUSAN TEKNIK ELEKTRO
FAKULTAS TEKNIK DAN ILMU KELAUTAN
UNIVERSITAS HANG TUAH
SURABAYA
2013
PROPOSAL SKRIPSI
Judul :Rancang bangun sistem kontrol seleksi
dimensi barang Menggunakan PLC
Oleh : Bara Wibowo
NIM : 2010.02.3.0006
Jurusan Prodi : Teknik Elektro
Telah diseminarkan pada :
Hari : Kamis
Tanggal : 10 Oktober 2013
Tempat : Ruang Seminar Fakultas
Mengetahui / Menyetujui
Dosen Pembimbing
1. H. Suryadhi Thaha, S.T., M.T. 1……………….
Dosen Penguji
1. Muh. Taufiqurrohman, S.T., M.T. 1……………….
2. H. Untung Sutoko, Ir., M.Eng.Sc 2……………..
3. T.P. Siregar, Ir., M.SEE. 3……………….
4. Djogi Lubis, Ir., M.A.P. 4……………..
ii
Menyetujui,
Ketua Jurusan Teknik Elektro
Muhammad Taufiqurrohman, S.T., M.T.NIK. 01235
RANCANG BANGUN SISTEM KONTROL SELEKSI DIMENSI BARANG
MENGGUNAKAN PLC ( PROGRAMMABLE LOGIC CONTROLLER )
Calon Dosen Pembimbing : H. Suryadhi Thaha, S.T., M.T.
ABSTRAK
Otomatisasi merupakan alternatif yang tidak dapatdielakkan lagi untuk memperoleh sistem kerja yangsederhana, praktis, dan efisien. Untuk menunjang prosesini dapat digunakan Programable Logic Control (PLC). Proyekakhir ini adalah membuat alat yang dapat digunakan untukmenyeleksi barang yaitu balok dengan menggunakan PLC yangdikerjakan secara otomatis. Tujuan dari proses seleksidimensi barang ini adalah membedakan objek yang sesuaidengan ukuran dengan objek yang tidak sesuai denganukuran. Sensor yang digunakan dalam proses ini adalahlimit switch. Limit switch akan mengenali objek barang yangberbentuk kubus atau balok yang dijalankan oleh konveyor.Saat tersentuh oleh barang, limit switch akan on yang akanmengirimkan sinyal pada PLC sebagai input device. Objek akandikenali apakah sesuai dengan ukuran yang diinginkan atautidak setelah objek menyentuh semua limit switch. Objekakan diseleksi berdasarkan panjang, lebar dan tingginya.
iii
Apabila objek dikenali sebagai barang yang sesuai denganukuran, maka objek akan jalan terus. Bila objek dikenalisebagai barang yang tidak sesuai ukuran, maka objek akandibuang. Dari hasil pengujian proyek akhir sistem kontrolseleksi dimensi barang ini memiliki toleransi kesalahanyaitu untuk panjang 2.45%, lebar 1.95%, dan tinggi2.45% .Kata kunci : Otomatisasi, Programable Logic Control (PLC),Limit switch
DAFTAR ISI
HALAMAN JUDUL..........................................i
HALAMAN PENGESAHAN.....................................ii
iv
ABSTRAK
.......................................................
iii
DAFTAR ISI.............................................iv
DAFTAR GAMBAR..........................................v
I. PENDAHULUAN........................................1
II.
PERUMUSAN MASALAH..................................1
III.
TUJUAN PENELITIAN..................................2
IV.
BATASAN MASALAH....................................2
V. TINJAUAN PUSTAKA...................................3
VI.
METODOLOGI PENELTIAN...............................6
v
VII.
DAFTAR PUSTAKA.....................................9
DAFTAR GAMBAR
Gambar 1. Blok diagram.................................6
Gambar 2. Rancangan Bentuk Mekanik.....................6
vi
I. PENDAHULUAN
Peran teknologi dewasa ini telah berkembang dengan
pesat, ditambah dengan adanya era persaingan bebas.
Otomatisasi merupakan salah satu realisasi dari
perkembangan teknologi, dan merupakan satu – satunya
alternatif yang tidak dapat dielakkan lagi untuk
memperoleh sistem kerja yang sederhana, praktis, dan
efisien sehingga memperoleh hasil dengan tingkat
keakuratan yang tinggi. Segi waktu juga harus
dipertimbangkan, karena dengan semakin pendek waktu yang
diperlukan untuk proses produksi, maka akan mendapatkan
hasil yang mempunyai kualitas lebih jika dibandingkan
dengan proses produksi yang menggunakan waktu lebih
lama. Selain jumlah produksi lebih banyak, biaya
pengoperasiannya juga dapat ditekan seminim mungkin
serta membutuhkan tenaga yang lebih sedikit, sehingga
proses produksi tersebut memperoleh keuntungan lebih
tinggi.
II. PERUMUSAN MASALAH
Berdasarkan pertimbangan – pertimbangan diatas,
untuk menunjang proses otomatisasi agar faktor – faktor
produksi dapat tercapai dibutuhkan sistem kontrol.
1
Progarmable Logic Control (PLC) merupakan salah satu
kontroler yang umum digunakan. Pada dasarnya didalam PLC
terdapat beberapa peralatan yang berfungsi sebagai
relay, coil, latching coil, timer, counter, perubahan
analog ke digital, perubahan digital ke analog dan lain
sebagainya yang dapat digunakan untuk mengendalikan
peralatan dengan bantuan program yang kita rancang
sesuai dengan kehendak kita.
PLC dapat digunakan untuk mengatur peralatan dengan
pengendali perangkat lunak. Programable Logic Control (PLC)
merupakan salah satu controller yang memenuhi kriteria –
kriteria diatas, oleh karena itu kami mengambil judul
tugas akhir dengan menggunakan kontrol berbasis PLC
sebagai pengontrol dalam proses seleksi barang 3D.
III. TUJUAN PENELETIAN
Dari penelitian ini diharapkan akan diperoleh hasil
yaitu Untuk membuat alat produksi yang dapat digunakan
untuk menyeleksi barang tiga dimensi (khususnya kubus dan
balok) dengan menggunakan Programabel Logic Control (PLC) yang
berfungsi untuk memperoleh suatu benda yang mempunyai
ukuran sesuai dengan apa yang diinginkan yang dikerjakan
secara otomatis.
2
IV. BATASAN MASALAH
Dengan adanya permasalahan yang harus diselesaiakan
pada proses seleksi barang tiga dimensi ini, maka dalam
proyek akhir ini dibatasi pada hal-hal sebagai berikut:
1. Software yang digunakan adalah MICROCHIP MPLAB IDE
6.6
2. Bentuk objek yang diseleksi adalah hanya berbentuk
kubus atau balok saja.
3. Bagaimana proses penyeleksian barang yang berbeda
ukuran?
4. Sensor apa yang digunakan untuk mendeteksi objek?
V. TINJAUAN PUSTAKA
PLC adalah peralatan elektronika yang beroperasi
secara digital, yang Penggunakan programable memori untuk
menyimpan internal bagi intruksi – intruksi fungsi
spesifik seperti logika, sekuensial, timing, counting dan
aritmatika untuk mengendalikan secara digital atau analog
input atau output sebagai tipe mesin.
PLC (Programmable Logic Controller) memiliki input device
yang disebut sensor, output device serta controller.
Peralatan yang dihubungkan pada PLC yang berfungsi
mengirim sebuah sinyal ke PLC disebut input device.
3
Sinyal input masuk pada PLC disebut input poin. Input poin
ini ditempatkan dalam lokasi memori sesuai dengan
statusnya on atau off. Lokasi memori ini disebut lokasi
bit. CPU dalam suatu siklus proses yang normal memantau
keadaan dari input poin dan menjalankan on dan off sesuai
dengan input bitnya.
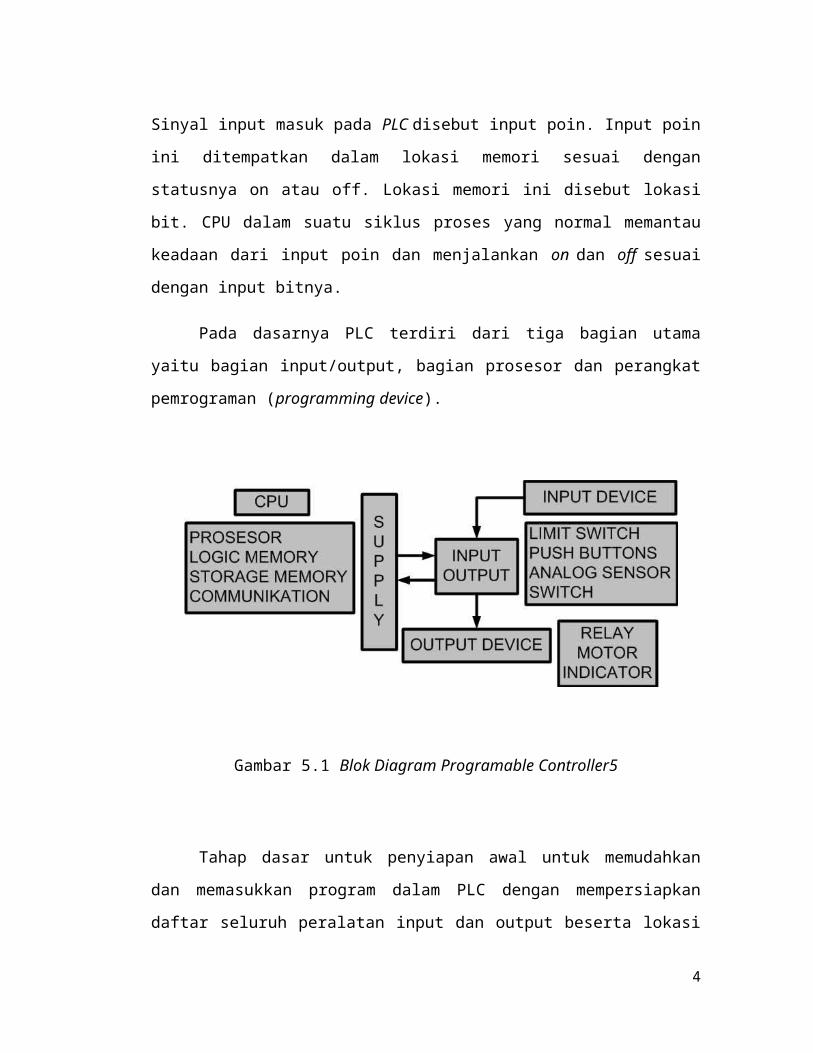
Pada dasarnya PLC terdiri dari tiga bagian utama
yaitu bagian input/output, bagian prosesor dan perangkat
pemrograman (programming device).
Gambar 5.1 Blok Diagram Programable Controller5
Tahap dasar untuk penyiapan awal untuk memudahkan
dan memasukkan program dalam PLC dengan mempersiapkan
daftar seluruh peralatan input dan output beserta lokasi
4
I/O bit, penempatan lokasi word dalam penulisan data.
Untuk pemrograman sebuah Programmable Logic Controller terlebih
dahulu kita harus mengenal atau mengetahui tentang
organisasi dan memorinya.
Ilustrasi dari organisasi memori adalah sebagai peta
memori (memori map), yang spacenya terdiri dari kategori
User Programable dan Data Table. User Program adalah dimana
program Logic Ladder dimasukkan dan disimpan yang berupa
instruksi – instruksi dalam format Logic Ladder. Setiap
instruksi memerlukan satu word didalam memori.
Motor Arus Searah (Motor DC)
Prinsip kerja motor DC sebuah kawat yang dialiri
arus diletakkan diantara dua kutub magnet yang
berlawanan, maka pada kawat tersebut akan bekerja suatu
gaya yang menggerakkan kawat tersebut. Arah gerak gaya
tersebut dapat ditentukan dengan kaidah tangan kiri yang
berbunyi sebagai berikut. Apabila tangan kiri terbuka
diantara kutub U dan S, sehingga garis-garis gaya yang
keluar dari Kutub Utara menembus telapak tangan kiri arus
didalam kawat mengalir searah dengan arah keempat jari,
maka kawat itu akan mendapat gaya yang arahnya sesuai
dengan arah ibu jari. Gaya menimbulkan torsi yang akan
menghasilkan rotasi mekanik, sehingga motor akan
5
berputar. Jadi motor arus searah ini menerima sumber arus
searah kemudian diubah menjadi enegri mekanik.
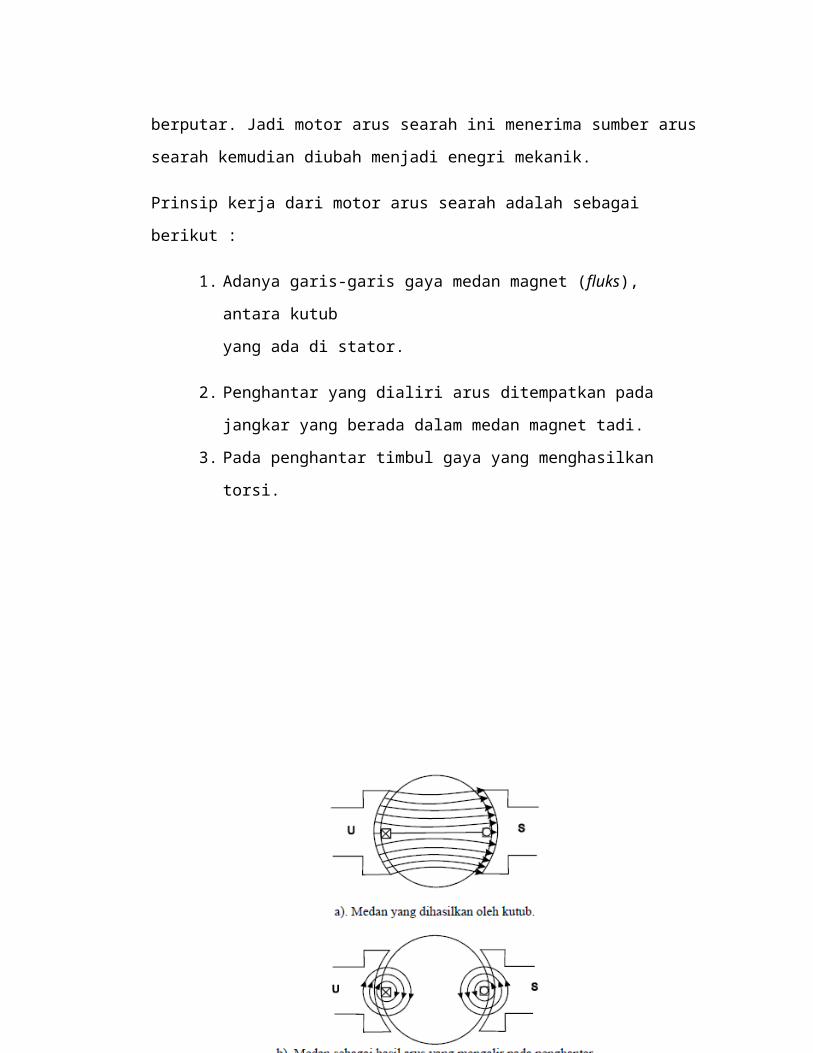
Prinsip kerja dari motor arus searah adalah sebagai
berikut :
1. Adanya garis-garis gaya medan magnet (fluks),
antara kutub
yang ada di stator.
2. Penghantar yang dialiri arus ditempatkan pada
jangkar yang berada dalam medan magnet tadi.
3. Pada penghantar timbul gaya yang menghasilkan
torsi.
6
Gambar 5.2. Prinsip Kerja Motor DC
Karena garis gaya berusaha mencari jalan yang
sependek-pendeknya, maka kawat akan mendapat tekanan yang
arahnya kebawah. Hal ini disebabkan gaya saling dorong
dari kedua medan magnet. Bila sebuah belitan terletak
dalam medan magnet yang serupa, tetapi kedua sisi belitan
itu mempunyai arus yang arahnya berlawanan, maka arah
gerak kawat berlainan sehingga menghasilkan suatu gaya
putaran atau disebut kopel.
Limit Switch
7
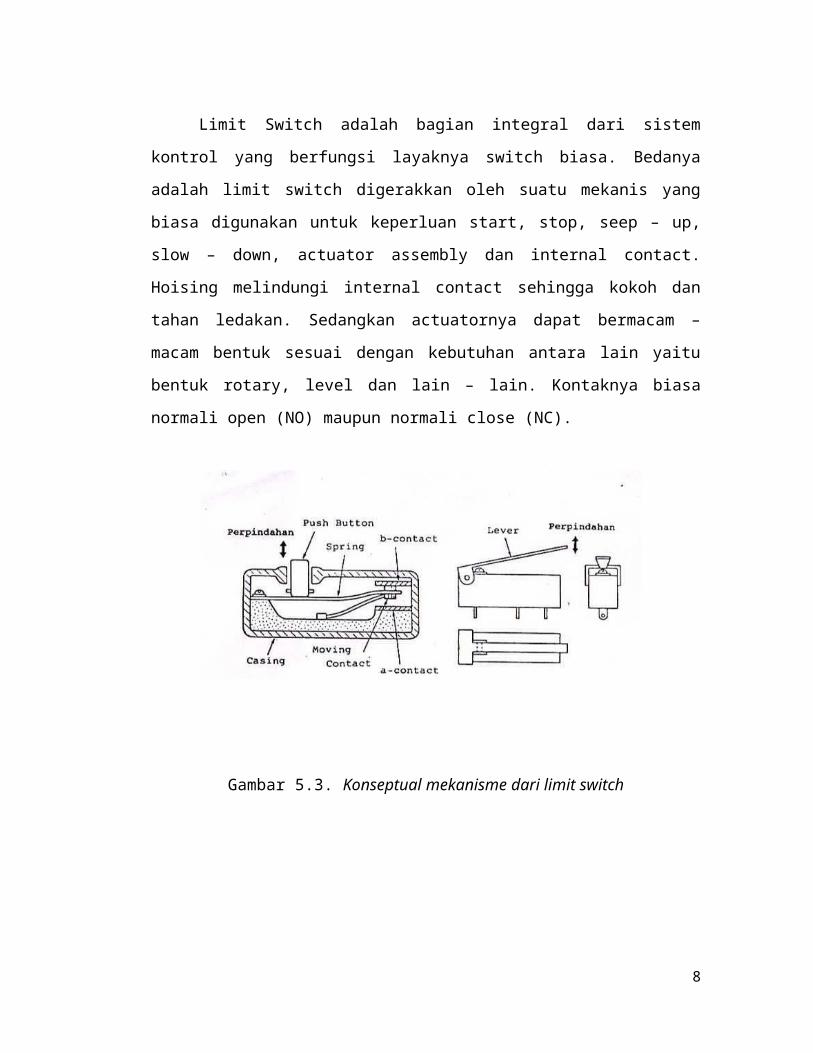
Limit Switch adalah bagian integral dari sistem
kontrol yang berfungsi layaknya switch biasa. Bedanya
adalah limit switch digerakkan oleh suatu mekanis yang
biasa digunakan untuk keperluan start, stop, seep – up,
slow – down, actuator assembly dan internal contact.
Hoising melindungi internal contact sehingga kokoh dan
tahan ledakan. Sedangkan actuatornya dapat bermacam –
macam bentuk sesuai dengan kebutuhan antara lain yaitu
bentuk rotary, level dan lain – lain. Kontaknya biasa
normali open (NO) maupun normali close (NC).
Gambar 5.3. Konseptual mekanisme dari limit switch
8
Limit switch biasa digunakan iuntuk mengetahui
posisi dari sebuah batasan yang berhubungan dengan piston
silinder, rotor, pergerakan tempat mesin dan lainnya,
supaya peralatan tersebut dapat terkontrol secara
otomatis.
Transformator Daya
Transformator tenaga adalah suatu peralatan tenaga
listrik yang berfungsi untuk menyalurkan tenaga/daya
listrik dari tegangan tinggi ke tegangan rendah atau
sebaliknya (mentransformasikan tegangan).Suatu
transformator terdiri atas beberapa bagian yang mempunyai
fungsi masing-masing:
Inti besi
Inti besi berfungsi untuk mempermudah jalan fluksi,
yang ditimbulkan oleh arus listrik yang melalui kumparan.
Dibuat dari lempengan-lempengan besi tipis yang
berisolasi, untuk mengurangi panas (sebagai rugi-rugi
besi) yang ditimbulkan oleh “Eddy Current”.
Kumparan trafo
Beberapa lilitan kawat berisolasi membentuk suatu
kumparan. Kumparan tersebut diisolasi baik terhadap inti
9
besi maupun terhadap kumparan lain dengan isolasi padat
seperti karton, pertinax dan lain-lain.
Umumnya pada trafo terdapat kumparan primer dan
sekunder. Bila kumparan primer dihubungkan dengan
tegangan/arus bolak-balik maka pada kumparan tersebut
timbul fluksi yang menginduksikan tegangan, bila pada
rangkaian sekunder ditutup (rangkaian beban) maka akan
mengalir arus pada kumparan ini. Jadi kumparan sebagai
alat transformasi tegangan dan arus.
Pendingin
Pada inti besi dan kumparan-kumparan akan timbul
panas akibat rugi-rugi besi dan rugi-rugi tembaga. Bila
panas tersebut mengakibatkan kenaikan suhu yang
berlebihan, akan merusak isolasi di dalam trafo, maka
untuk mengurangi kenaikan suhu yang berlebihan tersebut
trafo perlu dilengkapi dengan system pendingin untuk
menyalurkan panas keluar trafo. Media yang digunakan pada
sistem pendingin dapat berupa udara / gas, minyak dan
air.
10
VI. METODE PENELITIAN
Untuk menyelesaikan proyek akhir ini, dilakukan
langkah-langkah sebagai berikut:
1. Penentuan Judul
2. Studi literature
Berisikan pembahasan teoritis melalui studi
literatur dari buku-buku atau jurnal ilmiah yang
berkaitan dengan dasar PLC , limit switch ,simulasi
software MICROCHIP MPLAB IDE , analisa performansi
alat.
3. Perencanaan perangkat keras
Berisikan desain alat yang akan digunakan sebagai
control.
4. Melakukan survey komponen
Berupa pengetesan komponen yang akan digunakan.
5. Pembuatan alat
Berisikan proses pembuatan alat control yang
menggunakan PLC.
6. Melakukan pengujian alat
11
Berisikan tentang pengujian alat yang telah selesai
dibuat apakah sudah beroperasi sesuai rencana atau
belum.
7. Penyempurnaan alat
Berisikan tentang penyempurnaan alat jika masih
belum dapat beroperasi dengan baik.
8. Menyusun buku laporan proyek akhir.
Berisikan penyusunan hasil dari penelitian dalam
bentuk laporan penelitian.
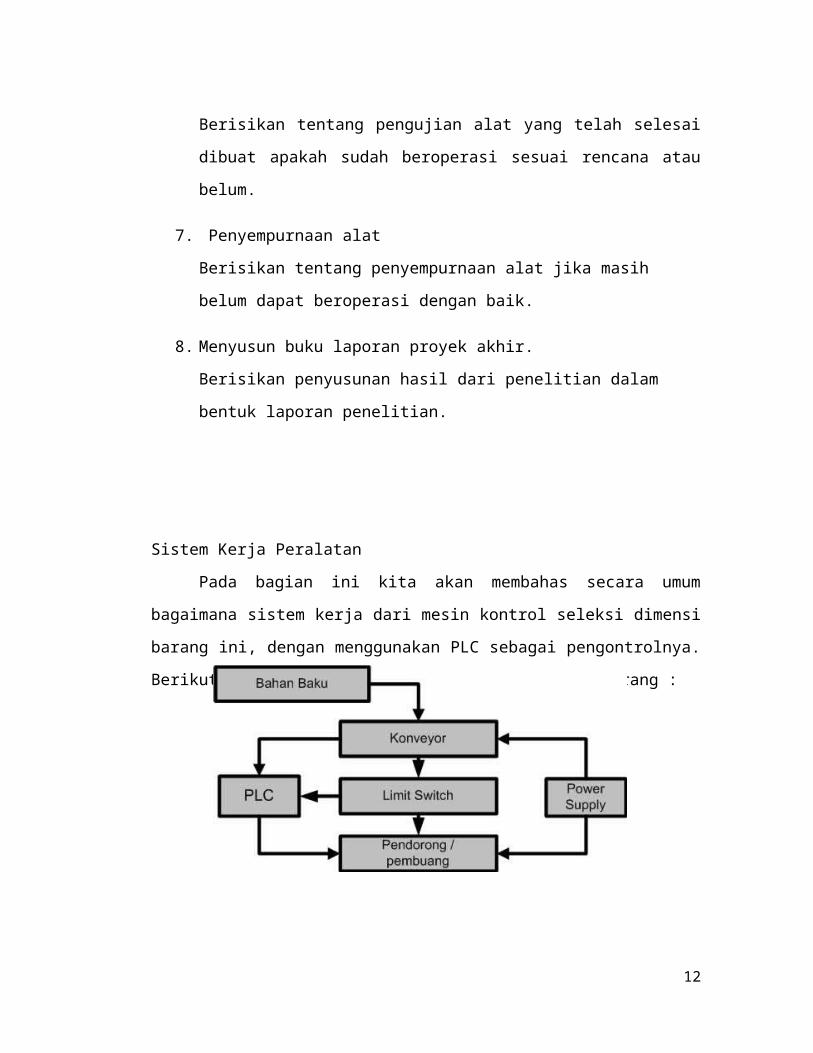
Sistem Kerja Peralatan
Pada bagian ini kita akan membahas secara umum
bagaimana sistem kerja dari mesin kontrol seleksi dimensi
barang ini, dengan menggunakan PLC sebagai pengontrolnya.
Berikut ini adalah system dari seleksi dimensi barang :
12
Gambar 6.1 Sistem Blok Diagram
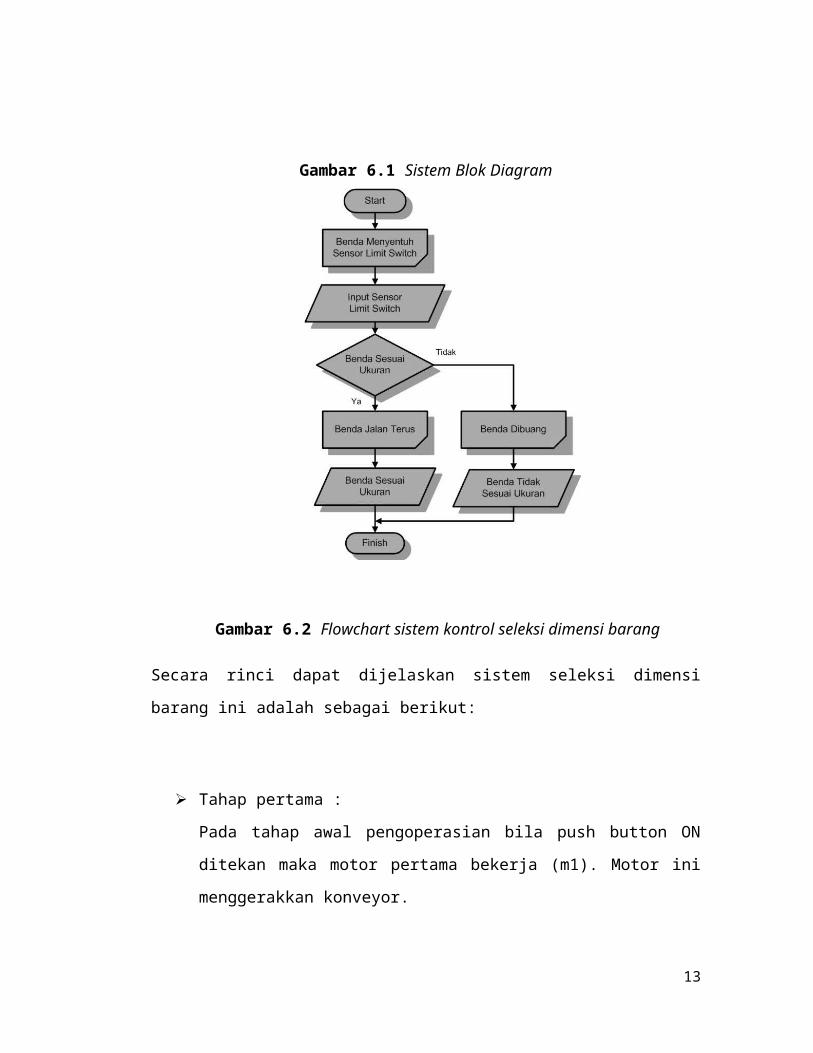
Gambar 6.2 Flowchart sistem kontrol seleksi dimensi barang
Secara rinci dapat dijelaskan sistem seleksi dimensi
barang ini adalah sebagai berikut:
Tahap pertama :
Pada tahap awal pengoperasian bila push button ON
ditekan maka motor pertama bekerja (m1). Motor ini
menggerakkan konveyor.
13
Tahap kedua :
Pada tahap selanjutnya objek akan berjalan diatas
konveyor. Objek ini akan berjalan menuju tempat
limit swit yang berfungsi sebagai sensor penyeleksi.
Tahap ketiga :
Pada tahap ini objek akan menyentuh salah menyentuh
limit switch yang salah satunya digunakan untuk
menghentikan jalannya konveyor.
Tahap keempat :
Pada tahap ini semua limit switch yang tesentuh
objek tersebut akan ON dan akan mengirimkan inputan
pada PLC. Dengan program yang telah diisikan, maka
PLC akan mengetahui apakan objek tersebut sesuai
dengan ukuran apa tidak.
Tahap kelima :
Pada tahap ini apabila dinyatakan sesuai ukuran maka
konveyor (Motor 1) akan berjalan kembali, sehingga
objek akan terus dijalankan. Apabila objek
dinyatakan tidak sesuai dengan ukuran maka pendorong
(Motor 2) akan ON dan akan mendorong objek tersebut
kesamping atau keluar dari konveyor.
14
V.KESIMPULAN
1. Dari penelitian ini akan diperoleh hasil yaitu Untuk
membuat alat produksi yang dapat digunakan untuk
menyeleksi barang tiga dimensi (khususnya kubus dan
balok) dengan menggunakan Programabel Logic Control (PLC).
2. Sensor yang digunakan dalam proses ini adalah limit
switch. Limit switch akan mengenali objek barang yang
berbentuk kubus atau balok yang dijalankan oleh
konveyor. Saat tersentuh oleh barang, limit switch akan
on yang akan mengirimkan sinyal pada PLC sebagai
input device.
15
VII. DAFTAR PUSTAKA
1. Factory Automation, Singapore, 1992, hal. 3
2. Ir. Hamzah Berahim, Teknik Tenaga Listrik, Andi Offset
Yogyakarta, Yogyakarta, 1991, hal. 44
3. Ir. Sutedja, MA. Mesin Listrik, Politeknik Elektronika
Negeri Surabaya, Surabaya, 1991. hal. 2
4. Drs. Suminto, MA. Mesin Arus Searah, Andi Offset
Yogyakarta, Yogyakarta, 1991, hal. 120
5. CPM1 Programable Controller ( Programming Manual),
Omron, Bandung, 1998
6. Ibid hal 11
16
7. Y. MAEDA, Dr. Eng, Ptofesor Akhesi National College of
Technologi, Jepang SON KUSWADI, Ir. MOHAMMAD NUH, Dr,
Ir. SULISTYO MB, IR. Dosen, Politeknik Elektronika
Surabaya “KONTROL OTOMATIK” Politeknik Elektronika
Surabaya, Institut Elektronika Negeri Surabaya
17





























