Embed Size (px)
Citation preview

48
BAB IV
HASIL PENELITIAN DAN PEMBAHASAN
4.1. Data hasil penelitian
Dari hasil pembuatan specimen yang telah dilakukan dengan
variasi suhu 1500C, 1550C, 1600C, 1650C dan 1700C diperoleh
data sebagai berikut:
Tabel 4.1 Data hasil proses percobaan
Parameter Nilai
Temperatur Air 31.44°C
Temperatur Cetakan 33°C
Temperatur Leleh 150° C -170°C
Temperatur Spesimen 57°C
Tekanan Injeksi 25Kg/cm²
Waktu Tahan 8 detik
Dari data yang didapat dalam pembuatan spesimen
menunjukkan bahwa pada temperature rendah (1500C dan
1550C) sudah ditemukan cacat short shot seperti lubangan
yang membuat spesimen tidak rata atau sempurna, cacat
tersebut juga dapat dilihat dengan kasat mata,dan ketika suhu
dinaikkan pada temperature 1600C, 1650C dan 1700C sudah
tidak ditemukanya cacat short shot.

49
Tabel 4.2 Hasil pengamatan short shot pada produk
Dari hasil pengamatan yang telah dilakukan bahwa pada
parameter suhu 1500 dan 1550 diketahui semua specimen
Short Shot
N0 Temperature
(°C )
Tidak Ada
1 150°C
Specimen 1 V
Specimen 2 V
Spesimen 3 V
2 155°C
Spesimen 1 V
Spesimen 2 V
Specimen 3 V
3 160°C
Specimen 1 V
Spesimen 2 V
Spesimen 3 V
4 165°C
Spesimen 1 V
Spesimen 2 V
Spesimen 3 V
5 170°C
Spesimen 1 V
Spesimen 2 V
Spesimen 3 V

50
mengalami cacat short shot sedangkan pada suhu 1600 -1700
spesimen tidak mengalami cacat short shot.Pada percobaan
ini indicator pada parameter waktu tahan,parameter pendingin
dan tekanan di atur konstan.Berikut adalah gambar yang di
hasilkan:
Gambar 4.1 spesimen yang di hasilkan
4.2. Hasil Pengukuran Cacat Short Shot
4.2.1. Pengukuran dengan menggunakan mesin CNC Router
Dari hasil proses injeksi pada produk,kemudian di
lakukan pengamatan cacat produk dengan melakukan titik
koordinat menggunakan mesin CNC Router dengan
maksud untuk mengukur titik koordinat luasan cacat short
shot agar di dapatkan hasil yang akurat dan selanjutnya di
lakukan analisa dengan menggunakan solidwork.

51
Gambar 4.2 penandaan luasan short shot
Penandaan luasan short shot bertujuan untuk
mengetahui permukaan specimen yang cacat pada
specimen.Penandaan dilakukan pada area yang mengalami
cacat short shot kemudian ditandai dengan beberapa titik
koordinat (sesuai luasan short shot).Selanjutnya
menentukan titik nol pada specimen yang akan di ukur.
Gambar 4.3 penentuan titik nol koordinat
52
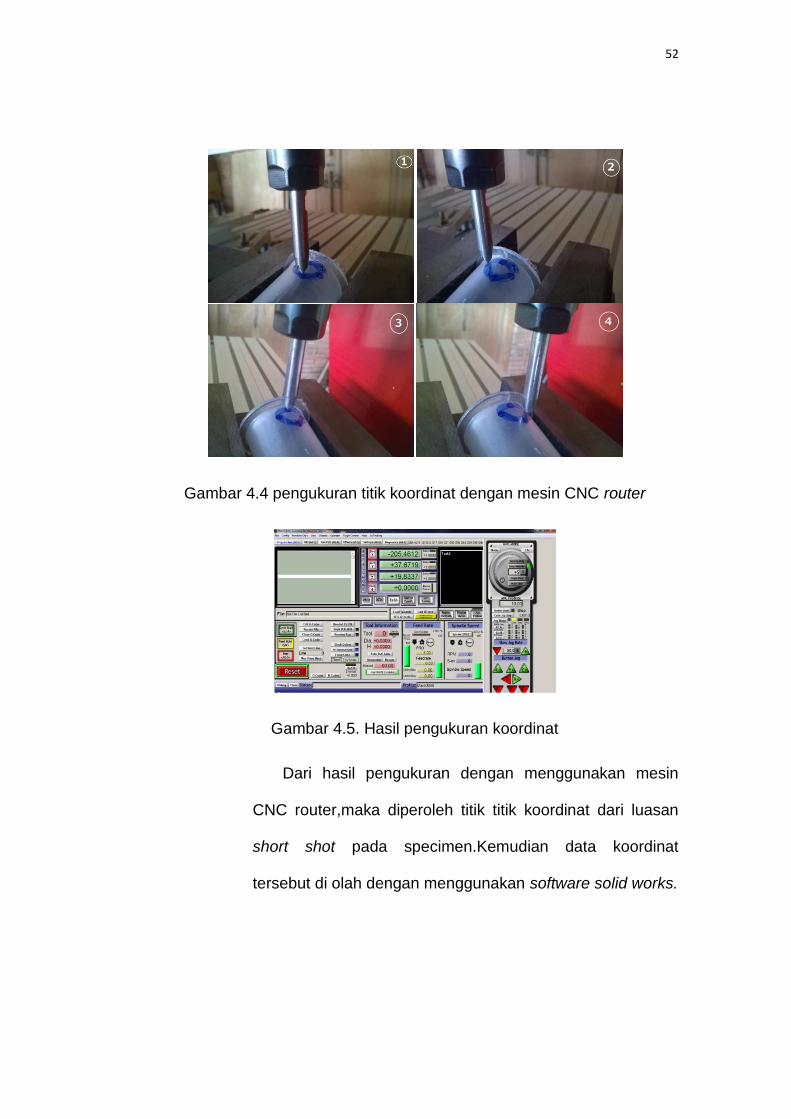
Gambar 4.4 pengukuran titik koordinat dengan mesin CNC router
Gambar 4.5. Hasil pengukuran koordinat
Dari hasil pengukuran dengan menggunakan mesin
CNC router,maka diperoleh titik titik koordinat dari luasan
short shot pada specimen.Kemudian data koordinat
tersebut di olah dengan menggunakan software solid works.

53
4.2.2 Analisa cacat short shot dengan solid works
Dari hasil pengukuran koordinat dengan mesin CNC
router diperoleh gabungan titik X dan titik Y untuk
membentuk koordinat satu,koordinat dua,koordinat
tiga,koordinat empat dan seterusnya. Hasil dari beberapa
titik koordinat tersebut kemudian disatukan sehingga dapat
diketahui luasan short shot yang dianalisa.
Gambar 4.6 koordinat titik pada solid works
Dari semua titik tersebut kemudian digabungkan sehingga
terbentuk pola lingkaran pada luasan. Untuk memperjelas
kontur dari luasan cacat short shot maka dibuat dalam
bentuk 3D dengan software solid works.

54
Gambar 4.7 bentuk 3D specimen
Gambar 4.8 Luas short shot
Dari hasil pengukuran dengan solidworks di dapatkan
hasil luas short shot adalah sebagai berikut:

55
Tabel 4.3 Hasil luasan cacat short shot
No Temperatur Luas Short Shot
1 150°C
Spesimen 1 1323,72 mm²
Spesimen 2 364,14 mm²
Spesimen 3 5574,256 mm²
Rata-rata 754,256 mm²
2 155°C
Spesimen 1 52,21 mm²
Spesimen 2 140,21 mm²
Spesimen 3 20,83 mm²
Rata-rata 71,083 mm²
3 160°C
Spesimen 1 Tidak ada
Spesimen 2 Tidak ada
Spesimen 3 Tidak ada
4 165°C
Spesimen 1 Tidak ada
Spesimen 2 Tidak ada
Spesimen 3 Tidak ada
5 170°C
Spesimen 1 Tidak ada
Spesimen 2 Tidak ada
Spesimen 3 Tidak ada

56
Grafik 4.1. Histogram luas area short shot
Penguukuran besaran short shot dari data-data yang
diperoleh dari percobaan injection molding pada
temperature 150 C pada ketiga specimen ditemukan cacat
short shot dengan besaran terkecil sebesar 364,14 mm2 dan
berturut-turut sebesar 574,256 mm2 dan 1323,72 mm2
dengan rata-rata 754,256 mm2dan cacat short shot
mengecil menjadi 140,21 mm2 , 52,21 mm2 dan20,83 mm2
pada temperature 155 C dengan rata-rata 71,083 mm2.
Pada temperature 160-170 tidak ditemukan cacat short
shot.
0
100
200
300
400
500
600
700
800
Lu
as
Ra
ta-r
ata
Sh
ort
sh
ot(
mm
)
(Temperatur 150°C, 155°C)
Luas Rata-rata Short shot Ke-2 Spesimen
suhu 150
suhu 155

57
Tabel 4.4. Hasil persentase cacat short shot
NO Temperatur Short Shot
Luas (mm²) %
1 150°C
Spesimen 1 1323,72 mm² 0,344%
Spesimen 2 364,14 mm² 0,094%
Spesimen 3 574,91 mm² 0,144%
Rata-rata 754,256 mm² 0,196%
2 155°C
Spesimen 1 52,21 mm² 0,013%
Specimen 2 140,21 mm² 0,036%
Spesimen 3 20,83 mm² 0,005%
Rata-rata 71,083 mm² 0,018%
3 160°C
Spesimen 1 0 0
Spesimen 2 0 0
Spesimen 3 0 0
4 165°C
Spesimen 1 0 0
Spesimen 2 0 0
Spesimen 3 0 0
5 170°C
Spesimen 1 0 0
Spesimen 2 0 0
Spesimen 3 0 0

58
Grafik 4.2. Histogram hasil presentase besaran short shot
Dari grafik presentase besaran cacat short shot dapat
diketahui pada percobaan 150 C di temukan cacat pada
ketiga specimen dengan luas terkecil 364,14 mm2 (0,094%)
dan luas terbesar 1323,72 mm2 (0,344%) dan pada
temperature 1550C besarnya cacat short shot menjadi lebih
kecil yaitu dengan luasan terkecil 20,83 mm2 (0,005%) dan
luas terbesarnya adalah 140,21 mm2 (0,036%) Jika dilihat
dari data tersebut memperlihatkan bahwa menggunakan
temperatur proses 1500C - 1550C tidak optimal dalam
produksi produk Injection Molding dengan bahan
polyprophylene.
0
0,05
0,1
0,15
0,2
0,25
Pe
rse
nta
se
Sh
ort
sh
ot
(%)
(Temperatur 150°C, 155°C)
suhu 150
suhu 155

59
4.2.3. Pembahasan hasil pengukuran luasan dan persentase cacat
Short Shot
Dalam percobaan yang telah dilakukan dapat dilihat dari
hasil analisa penelitian pada produk bahwa pada suhu 150°C
dan 155°C ditemukannya cacat Short Shot pada produk. Pada
suhu 150°C dari ketiga percobaan terdapat luasan produk yang
terbesar adalah 1323,72 mm² dan dengan persentase terbesar
juga yakni 0,344 % dan pada luasan terkecil adalah 364,14
mm² dan dengan persentase terkecil juga yakni 0,094 %.
Sehingga didapat luasan rata-rata sebesar 754,256 mm² dan
dengan persentase rata-rata sebesar 0,196 %.
Dan pada suhu 155°C dari ketiga percobaan terdapat luasan
produk yang terbesar adalah 140,21 mm² dan dengan
persentase terbesar juga yakni 0,036 % dan pada luasan
terkecil adalah 20,83 mm² dan dengan persentase terkecil juga
yakni 0,005 %. Sehingga didapat luasan rata-rata sebesar
71,083 mm² dan dengan persentase rata-rata sebesar 0,018 %.





























