Embed Size (px)
Citation preview
UNIVERSITETI I PRISHTINËSFAKULTETI I INXHINIERISË MEKANIKE
PRISHTINË
PUNIMI I PARË SEMINARIK NGA:
SALDIMI II
Profesori: Kandidati:Dr. sc. BAJRUSH BYTYÇI prof. ord. Inxh. Blerim KRASNIQI

Prishtinë 2010
PËRMBAJTJA
1.0. QËLLIMI I LËNDËS 42.0. QËLLIMI I SEMINARIT 43.0. HYRJE: (Saldimi, analiza, vegla, pajisja, makinat, përparsit, saldimi, regjenerimi, ndarja e proceseve,të metat) 5
3.1. Saldimi 53.2. Analiza, vegla, pajisja, makinat 53.3. Përparësit ekonomike të saldimit 53.4. Saldimi 53.5. Regjenerimi 53.6. Ndarja e proceseve 53.7. Të metat kryesore 5
4.0. PROCESET SPECIALE TË SALDIMIT 64.1. Saldimi me fërkim 64.2. Saldimi me ultratingull (ultrazë) 84.3. Saldimi me plazmë 84.4. Saldimi me tufë elektronesh 104.5. Saldimi me laser 114.6. Saldimi me shpërthim 12
5.0. SALDIMI ME FREKUENCA TË LARTA 135.1. Saldimi i gypave me frekuenca të larta 135.2. Pregaditja e llamarinave për prodhimin e gypave 135.3. Ndarja e gypave 145.4. Prodhimi i gypave me saldim 145.5. Saldimi i gypave me tegel drejtvizorë 145.6. Trajta e buzve për saldim dhe roli i tyre 155.7. Përparësit e prodhimit të gypave me saldim me frekuenca të larta 15
6.0. PROVAT E SALDUESHMËRISË 166.1. Provat e saldueshmërisë operative 166.2. Provat e saldueshmërisë metalurgjike 16
6.2.1. Prova në bashkësin e salduar 166.2.2. Prova në kampion që emitojnë kushtet e saldimit 16
6.3. Provat e saldueshmërisë konstruktive ose të përgjithshme 166.3.1. Prova e afinitetit ndaj shfaqjes së plasaritjeve 176.3.2. Prova e plasaritjeve në llamarinat e lira 176.3.3. Prova e Folke – Vulfit 176.3.4. Prova e plasaritjeve në llamarinat e fiksuara 176.3.5. Prova e O'Nillit 186.3.6. Prova Murex 186.3.7. Provat e Varestraint 186.3.8. Provat e Transvarestraint 196.3.9. Prova sipas Tekkenit 196.3.10. Prova Lehigh 206.3.11. Prova CTS 20
6.4. Prova e tegelit saldues me mjete të thjeshta 216.4.1. Prova në lakim 216.4.2. Prova e shtypjes me ujë 21
6.5. Provat jo shkatrruese 216.5.1. Prova e depërtimit të ngjyrës 21
2
6.5.2. Prova me ultratingull 216.5.3. Prova magnetike ............ 22
6.6. Reaksionet e tkurrjes 22
6.7. Sforcimet vetijake të saldimit 236.8. Masat kundër shtrembërimit 246.9. Pajisja e testimit me ultratingull për testimin e saldimit jo shkatrrues të gypave të çelikut 25 6.10. Parregullsit e saldimit të tegelit ballor dhe këndor (Rëntgen fotografi) 25
7.0. KONSTRUKSIONET BARTËSE TË SALDUARA 267.1. Çeliqet për konstruksione të saldume 267.2. Cilsia e tegeleve të salduara 277.3. Shënimi i tegeleve 287.4. Rregullat themelore për llogaritjen e bashkësive të salduara 29
7.4.1. Llogaritja e tegeleve të bashkësive të salduara 297.4.2. Sforcimet e lejuara të bashkësive të salduara 31
7.5. Konstruktimi i bashkësive të salduara 328.0. NDIKIMI I TEKNOLOGJISË NË SHFAQJEN E DEFORMIMEVE 349.0. MASAT PËR PENGIMIN E DEFORMIMEVE 37
9.1. Masat gjatë saldimit 3810. KONTRIBUTI NGA LITERATURA DHE INTERNETI............................................... 41
10.1 Simbolizimi i vendsaldimit......................................................................43 10.2 Saldimi me shpërthim (eksplodim) dhe llojet e eksplozivëve...........................44 10.3 saldimi me plazmë............................................................................................ 45 10.4 saldimi me ultrazë............................................................................................4611. KONTRIBUTI NGA PRAKTIKA............................................................................. 4712. PËRFUNDIM 4813. LITERATURA 50
3

1. QËLLIMI I LËNDËS
Qëllimi i lëndës së saldimit është që studentët dhe të gjithë të tjerët që kanë të bëjnë me saldimin të studiojnë dhe të aftësohen edhe më shumë për punë profesionale dhe shkencore
2. QËLLIMI I SEMINARIT
Qëllimi i këtij seminar është hulumtimi dhe studimi më i thellë për lëminë e saldimit e përqëndruar në një pjesë të lëndës, siç janë:Proceset speciale të saldimitSaldimi me frekuenca të lartaProvat e saldueshmërisëKonstruksionet bartëse të salduaraNdikimi i teknologjisë në shfaqjen e deformimeveMasat për pengimin e deformimevePërmbajtja e seminarit sipas mundësive është përcjellur me vizatime dhe ilustrime grafike duke lehtësuar të kuptuarit e tyre.
4

3. HYRJE – (Saldimi, analiza, vegla, pajisja, makinat, përparësitë, saldimi, regjenerimi, ndarja e proceseve, të metat)
3.1. SaldimiMundësia e punimit të konstruksioneve të lehta, në krahasim me ato të punuara me
derdhje ose ribatim, pastaj kursimi më i madh për shkak të zvogëlimit të masës së materialit, shpenzimeve për energji ngasëse etj., kushtëzuan zhvillimin e hovshëm të metodave për saldim. Mirëpo, me zbulimin e burimeve të reja të energjisë si p.sh. me tufë elektronesh dhe laser, zhvillohen edhe metoda të reja për saldimin e materialeve, të cilat deri atëherë nuk mund të saldoheshin. Deri më sot janë zhvilluar dhe gjetën zbatim me tepër se pesëdhjetë metoda të saldimit dhe ngjitjes së metaleve dhe të masave plastike.
Pavarësisht nga numri aq i madhe i metodave të saldimit, te saldimi i konstruksioneve të salduara, më tepër se 90% e masës së materialit të përpunuar bëhet me pesë – gjashtë metoda universale.
3.2. Analiza, vegla, makinaNga ana e praktikes, që të bëhet saldimi i dy apo me shumë detaleve duhet që së pari të
bëhet analiza e detaleve se çfarë materiali janë dhe disa veti të tij, më pas duhet ta caktojmë se çfarë veglash duhet të përdorim në raste të saldimit. Pas caktimit të veglës duhet ta caktojmë se cilën pajisjen për saldim të cilën duhet ta përdorim për tu arrit saldimi sa ma efikas, dhe në fund duhet ta cekim edhe makinën e cila i përgjigjet atij saldimi.
3.3. PajisjaPajisja për saldim përbëhet prej këtyre pjesëve kryesore:- Burimit të rrymës për saldim (me veçori të caktuara), të sistemit për lëvizjen e elektrodës
dhe të sistemit të ftohjes;- pajisjes për lëvizjen e telit (elektrodës)- bombolës me gaz mbrojtës, në të cilën është e vendosur valvola redtukuese,matësi i
rrjedhjes dhe nxehtësi i gazit;- pjesëve të tjera ndihmëse: kabllove, gypave, etj.
3.4. Përparësitë ekonomike të saldimitMe përdorimin e saldimit në prodhimtari, jo vetëm që ngritët prodhueshmëria, por arrihet
edhe efektet tjera: - konstruksioni lehtësohet për 15 – 20%, - zhduket dyfishimi i llamarinave, - zvogëlohet gjithnjë e më tepër nevojat për profile të ndërlikuara, - lehtësohet transporti, - shkurton afatin e ndërtimit – investimit, - pajisja është relativisht e lirë dhe e thjeshtë për përdorim dhe mirëmbajtje, - aftësimi i fuqisë punëtore bëhet më shpejt dhe lirë, etj.
Për këtë arsye sot saldimi gjeti përdorimin të madh. Duhet theksuar se rreth 70% të konstruksioneve metalike sot bëhen me saldim.
3.5. SaldimiSaldimi është bashkimi i dy e më shumë detaleve, me ose pa material plotësues, në atë
mënyrë që ti ketë vetit e nevojshme për çka është dedikuar konstruksioni-bashkësia. 3.6. RegjenerimiRegjenerimi është mbushja me material e vendit të përgatitur, me qëllim të fitimit të
përmasave, vetive mekanike, apo përmasave dhe vetive të caktuara. 3.7. Ndarja e proceseveNdarja e proceseve të saldimit mund të bëhet në shumë mënyrë në varësi nga faktorët që
ndikojnë. Kështu p.sh. mund të ndahen në saldimi me shtypje ose me nxehje, ose pa material plotësues, etj.
Sipas standardit ISO 4063 metodat e saldimit janë klasifikuar: saldimi me hark elektrik, saldimi me elektro-rezistencë, saldimi me gazë,– saldimi me shtypje (fërkim) etj.
5

3.8. Të metat kryesore Të metat kryesore janë: shfrytëzimi i dobët i energjisë (vetëm 3 – 6%), ndikimi i
nxehtësisë në zonën e ndikimit termik është i madh, deformimi i madh i detaleve, etj.
4. PROCESET SPECIALE TË SALDIMITNë proceset speciale të saldimit bëjnë pjesë:1. Saldimi me fërkim,2. Saldimi me ultratingull (ultrazë),3. Saldimi me frekuenca të larta,4. Saldimi me plazmë,5. Saldimi me tufë elektronesh, 6. Saldimi me laser dhe,7. Saldimi me shpërthim (eksplodim).
4.1. Saldimi me fërkimSaldimi me fërkim është proces në të cilin nxehtësia për saldim krijohet me shndërrimin e
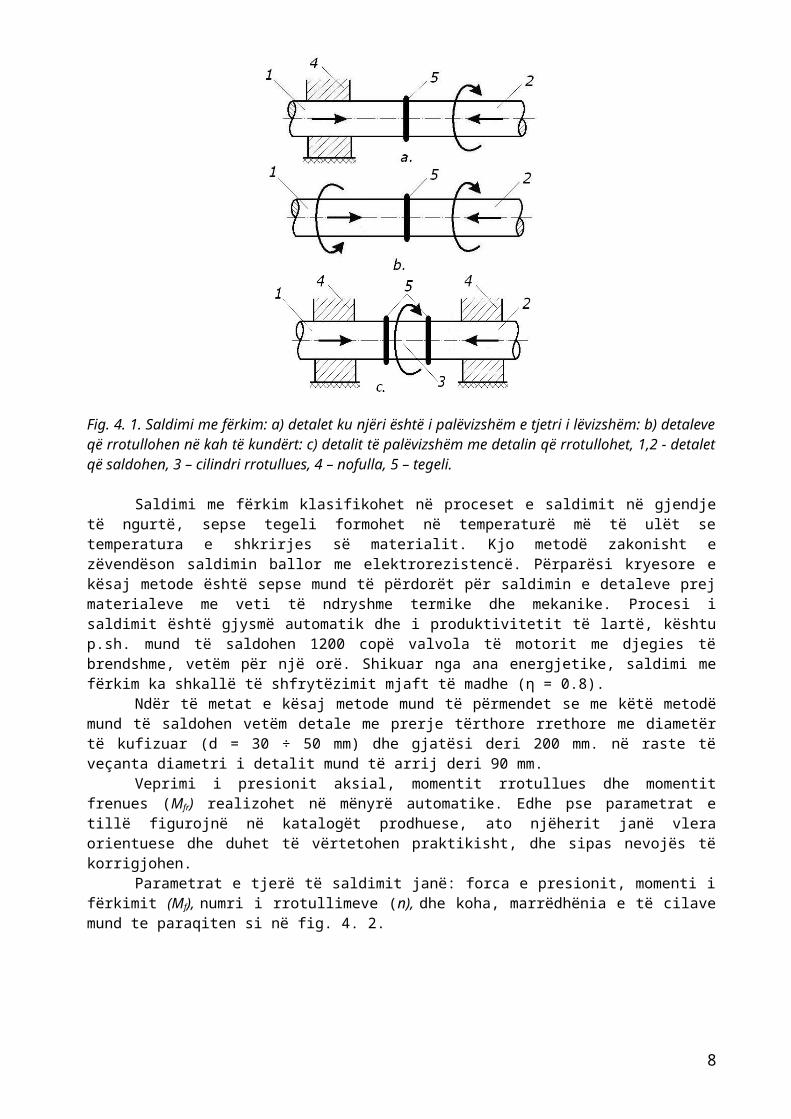
drejtpërdrejt të energjisë mekanike në atë të nxehtësisë. Ky shndërrim i energjisë zakonisht bëhet në sipërfaqe kontaktuese të detaleve që saldohen. Më së shpeshti, njëri detal që saldohet është i palëvizshëm (fiksuar), ndërsa tjetri rrotullohet (fig.4.1.a). Në momentin e kalimit të një shtrese të hollë të materialit në gjendje plastike frenohet me shpejtësi momenti rrotullues dhe njëkohësisht vepron presioni aksial (shtypja). Saldimi me fërkim mund të bëhet edhe gjatë rrotullimit të dy detaleve në kah të kundërt (fig.4.1.b) ose me vendosjen e cilindrit i cili rrotullohet në mes të dy detaleve të palëvizshme (fig. 4. 1. c).
Fig. 4. 1. Saldimi me fërkim: a) detalet ku njëri është i palëvizshëm e tjetri i lëvizshëm: b) detaleve që rrotullohen në kah të kundërt: c) detalit të palëvizshëm me detalin që rrotullohet, 1,2 - detalet që saldohen, 3 – cilindri rrotullues, 4 – nofulla, 5 – tegeli.
Saldimi me fërkim klasifikohet në proceset e saldimit në gjendje të ngurtë, sepse tegeli formohet në temperaturë më të ulët se temperatura e shkrirjes së materialit. Kjo metodë zakonisht e zëvendëson saldimin ballor me elektrorezistencë. Përparësi kryesore e kësaj metode është sepse mund të përdorët për saldimin e detaleve prej materialeve me veti të ndryshme termike dhe mekanike. Procesi i saldimit është gjysmë automatik dhe i produktivitetit të lartë, kështu p.sh. mund të saldohen 1200 copë valvola të motorit me djegies të brendshme, vetëm për një orë. Shikuar nga ana energjetike, saldimi me fërkim ka shkallë të shfrytëzimit mjaft të madhe (η = 0.8).
Ndër të metat e kësaj metode mund të përmendet se me këtë metodë mund të saldohen vetëm detale me prerje tërthore rrethore me diametër të kufizuar (d = 30 ÷ 50 mm) dhe gjatësi deri 200 mm. në raste të veçanta diametri i detalit mund të arrij deri 90 mm.
Veprimi i presionit aksial, momentit rrotullues dhe momentit frenues (Mfr) realizohet në mënyrë automatike. Edhe pse parametrat e tillë figurojnë në katalogët prodhuese, ato njëherit janë vlera orientuese dhe duhet të vërtetohen praktikisht, dhe sipas nevojës të korrigjohen.
Parametrat e tjerë të saldimit janë: forca e presionit, momenti i fërkimit (Mf), numri i rrotullimeve (n), dhe koha, marrëdhënia e të cilave mund te paraqiten si në fig. 4. 2.
6

Fig. 4. 2. Cikli i saldimit me fërkimPresioni i fërkimit Pf varet nga vetit fiziko – kimike të materialit bazë, e në radhë të parë
nga plasticiteti dhe përmasat e detalit. Koha e fërkimit tf dhe presioni i fërkimit PfF janë parametrat kryesor në procesin e shfaqjes së nxehtësisë, me ç’rast materiali në sipërfaqet kontaktuese sillet në gjendje plastike. Presioni aksial Pa, vepron në momentin e arritjes së nxehtësisë së nevojshme dhe pas frenimit të trupit rrotullues (në disa raste presioni aksial mund të veproj edhe gjatë kohës së frenimit të trupit rrotullues).
Koha e veprimit të presionit aksial (ta) është relativisht e shkurtër në krahasim me kohën e fërkimit (tf) dhe sillet në kufijtë ta=1 5 s. Sasia e nxehtësisë, e cila lirohet gjatë procesit të saldimit caktohet sipas shprehjes:
Mf – momenti i fërkimit i cili varet nga lloji i materialit dhe gjendja e sipërfaqeve,ω – shpejtësia këndore.
Saldimi me fërkim mund të përdorët për përpunimin e veglave, detaleve të ndryshme në industrinë e automobilave, traktorëve, biçikletave, etj. Prej metaleve të njëjta ose të ndryshme. Me këtë metodë mund të saldohen detalet me prerje tërthore rrethore, unazore.
Shembuj tipik të saldimit me fërkim në fushën e përpunimit të instrumenteve metalprerëse janë burgia (fig. 4. 3a) frezat dhe kalizvarët me bosht që punohen prej dy materialeve të ndryshme. Pjesa punuese (prerëse) e instrumenteve është prej çeliku shpejtëprerës apo prej metalit të fortë, i cili është mjaft i shtrenjtë ndërsa mbajtësi është prej çeliku karbonik.
Në industrinë automobilistike, saldimi me fërkim përdorët për përpunimin e boshteve, akseve, valvolave për motorët me djegies të brendshme (fig. 4. 3b), për saldimin e mocos me dhëmbëzorin, etj.
Fig.4.3. Saldimi me fërkim: a) burgia; b) valvola
7
dh.
Fig. 4. 4. Mundësit e përdorimit të saldimit me fërkim: a) saldimi i detaleve të plota, b) saldimi i gypave, c) saldimi i gypit me detal të plotë, ç) saldimi i detalit cilindrik me pllakë, d) saldimi i gypit me pllakë, dh) pamja e detaleve pas saldimit.
4.2. Saldimi me ultratingull (ultrazë) Ky proces saldimi mbështetet në shfrytëzimin e dridhjeve mekanike të shkaktuara nga
ultratingulli në vendin ku duhet të saldohet (fig.4.5), tegeli formohet me veprimin e menjëhershëm të forcës dhe të dridhjeve mekanike me frekuenca të larta.
Dridhjet e ultratingullit frekuencën e kanë më të madhe se 16 – 20 kHz. Për saldim përdorën dridhjet me frekuenca deri në 100 kHz. Kjo metodë gjeti zbatim te saldimi pikëzor (fig. 4.5a) dhe tegelor (fig.4.5b) i detaleve të holla dhe të imta prej materiali të njëjtë ose të ndryshëm si dhe për saldimin e masave plastike. Kështu mund të saldohen llamarina me trashësi 0.004 -2.0 mm prej çeliku karbonik, çeliku të derdhur, bakri, alumini, ari, argjendi etj. Tegeli i salduar me këtë metodë ka veti të mira mekanike. Me këtë metodë nuk mund të saldohen metalet shumë të buta, p.sh. bakri nuk mund të saldohet, sepse përreth tegelit do të shfaqen plasaritjet. Kjo metodë më së tepërmi përdorët në industrinë precize, në teknikën radio dhe televizive (kondensatorët, transistorët, etj). Tegeli i salduar me saldim tegelor (i pandërprerë) është hermetik, përkatësisht fluidi nuk mund të rrjedh.
Fig.4.5. Skema parimore e saldimit me ultratingull: a) saldimi pikëzor, b) saldimi tegelor,1 – bobina, 2 – përcjellësi i valëve, 3 – materiali bazë.
4.3 Saldimi me plazmë Nëse nëpër gypin në të cilën formohet harku elektrik (i frekuencave të larta), kalon
çfarëdo gazi, atëherë ai do të jonizohet dhe do të shkaktohet ndeshja e elektroneve. Kështu nga diza do të dalë në formë të tufës plazmatike, që ka shkëlqim të zjarrtë (fig.4.6)
8

Fig. 4. 6. Saldimi me plazmë.
Në varësi nga gazi dhe nga sasia e tij, zgjidhet rryma dhe gjatësia e harkut elektrik si dhe përmasat e gypit dhe të dizës. Kështu që temperatura e plazmës në dalje arrin vlerën deri në 40000 K. Temperatura kaq e lartë është rezultat i ndeshjes intensive në shtyllën e harkut elektrik.
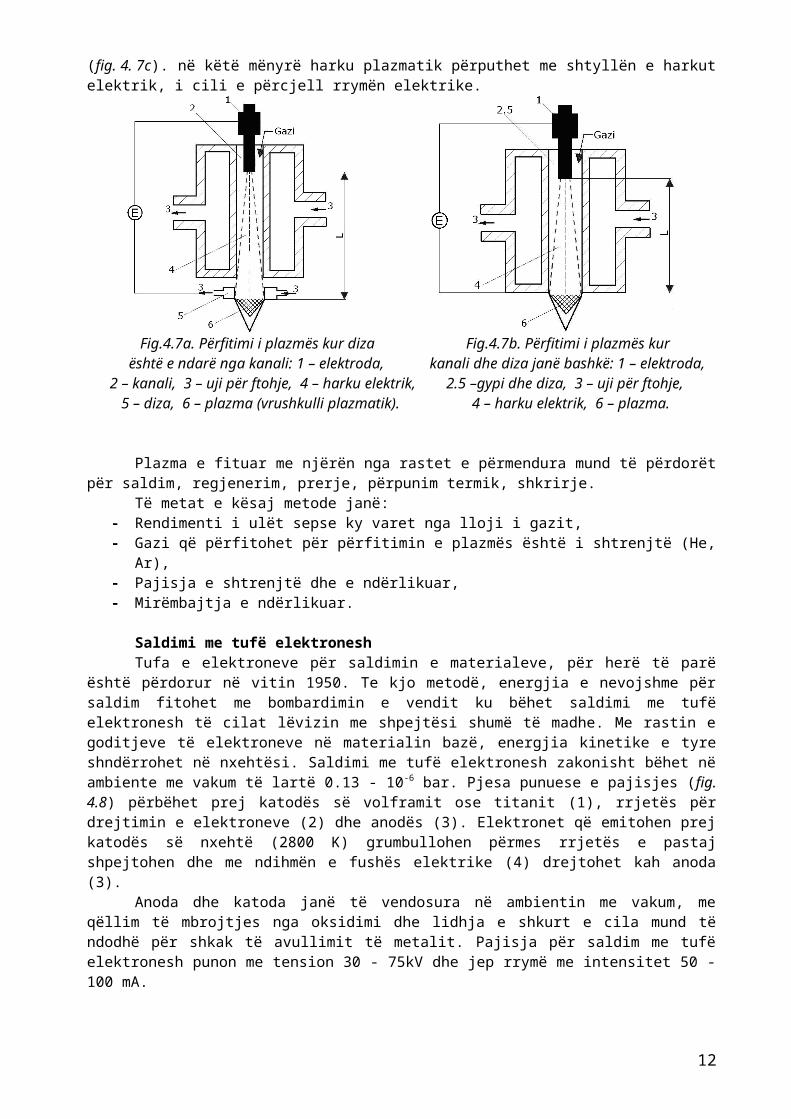
Plazma fitohet me zbrazjen e harkut elektrik (4) (fig. 4. 7a) i cili formohet në mes elektrodës (1) dhe elektrodës së shpuar – dizës (5). Zbrazja elektrike në hark bëhet në kanalin (2), i cili është i izoluar nga rryma elektrike e dizës dhe elektrodës. Plazma mund të fitohet edhe kur kanali e luan rolin e dizës (fig. 4. 7b). Në këtë rast gjatësia e harkut elektrik (L) është në funksion të energjisë së burimit (E) dhe të diametrit të dizës.
Te saldimi i materialeve elektro-përçues, detalet mund të lidhën me burimin e energjisë, me ç’rast rritet edhe shkalla e shfrytëzimit (fig. 4. 7c). në këtë mënyrë harku plazmatik përputhet me shtyllën e harkut elektrik, i cili e përcjell rrymën elektrike.
Fig.4.7a. Përfitimi i plazmës kur diza Fig.4.7b. Përfitimi i plazmës kur është e ndarë nga kanali: 1 – elektroda, kanali dhe diza janë bashkë: 1 – elektroda, 2 – kanali, 3 – uji për ftohje, 4 – harku elektrik, 2.5 –gypi dhe diza, 3 – uji për ftohje, 5 – diza, 6 – plazma (vrushkulli plazmatik). 4 – harku elektrik, 6 – plazma.
Plazma e fituar me njërën nga rastet e përmendura mund të përdorët për saldim, regjenerim, prerje, përpunim termik, shkrirje.
Të metat e kësaj metode janë:- Rendimenti i ulët sepse ky varet nga lloji i gazit,- Gazi që përfitohet për përfitimin e plazmës është i shtrenjtë (He, Ar),- Pajisja e shtrenjtë dhe e ndërlikuar,- Mirëmbajtja e ndërlikuar.
4.4 Saldimi me tufë elektroneshTufa e elektroneve për saldimin e materialeve, për herë të parë është përdorur në vitin
1950. Te kjo metodë, energjia e nevojshme për saldim fitohet me bombardimin e vendit ku bëhet saldimi me tufë elektronesh të cilat lëvizin me shpejtësi shumë të madhe. Me rastin e goditjeve të elektroneve në materialin bazë, energjia kinetike e tyre shndërrohet në nxehtësi. Saldimi me tufë
9

elektronesh zakonisht bëhet në ambiente me vakum të lartë 0.13 - 10-6 bar. Pjesa punuese e pajisjes (fig. 4.8) përbëhet prej katodës së volframit ose titanit (1), rrjetës për drejtimin e elektroneve (2) dhe anodës (3). Elektronet që emitohen prej katodës së nxehtë (2800 K) grumbullohen përmes rrjetës e pastaj shpejtohen dhe me ndihmën e fushës elektrike (4) drejtohet kah anoda (3).
Anoda dhe katoda janë të vendosura në ambientin me vakum, me qëllim të mbrojtjes nga oksidimi dhe lidhja e shkurt e cila mund të ndodhë për shkak të avullimit të metalit. Pajisja për saldim me tufë elektronesh punon me tension 30 - 75kV dhe jep rrymë me intensitet 50 -100 mA.
Fig.4.8. Skema parimore e saldimit me tufë elektronesh: 1 – katoda, 2 – rrjeta për drejtimin e elektroneve, 3 – anoda, 4 – fusha elektrike, 5 – elektromagneti, 6 – fusha magnetike,7 – materiali bazë, 8 – tavolina e lëvizshme.
Tufa e padukshme e elektroneve fiton formë konike në saje të fushës magnetike (6) e cila formohet me ndihmën e elektromagnetit (5). Vatra e tufës (pjesa e fokusuar) bie në vendin ku duhet të bëhet saldimi i detaleve (7).
Saldimi me tufë elektronesh karakterizohet me koncentrim të madh të nxehtësisë në vatrën e tufës (rreth 1000 herë më e madhe se te harku elektrik), saldimi pa material plotësues dhe pa përgatitje të teheve, tegel shumë të ngushtë (fig. 4.9), mundësi saldimi gati të gjithave metaleve dhe lidhjeve të tyre, diapazon të gjerë të trashësisë së materialit bazë (s = 0.05 – 300 mm) dhe mundësi saldimi të metaleve, të cilat vështirë saldohen ose nuk saldohen fare me metoda të tjera (beriliumi, molibdeni, volframi, tantali, vanadiumi, etj.).
Fig.4.9. Tegeli i salduar me tufë elektronesh.
10

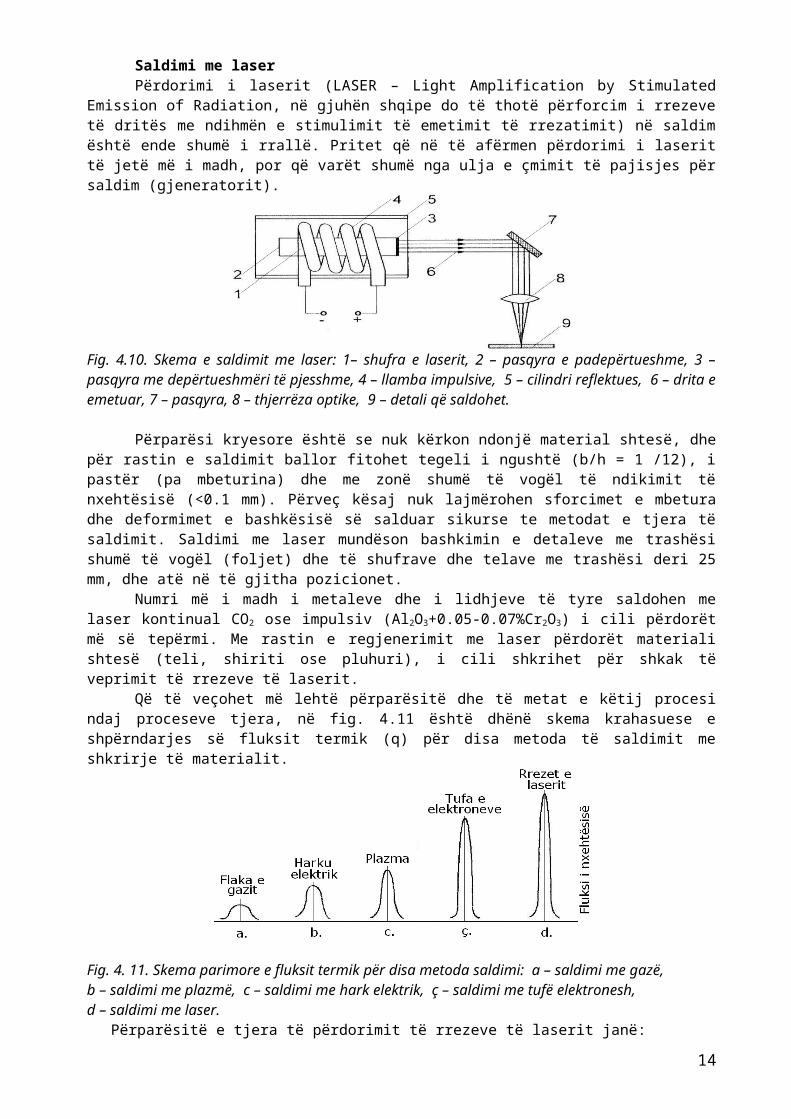
4.5 Saldimi me laserPërdorimi i laserit (LASER – Light Amplification by Stimulated Emission of Radiation, në
gjuhën shqipe do të thotë përforcim i rrezeve të dritës me ndihmën e stimulimit të emetimit të rrezatimit) në saldim është ende shumë i rrallë. Pritet që në të afërmen përdorimi i laserit të jetë më i madh, por që varët shumë nga ulja e çmimit të pajisjes për saldim (gjeneratorit).
Fig. 4.10. Skema e saldimit me laser: 1– shufra e laserit, 2 – pasqyra e padepërtueshme, 3 – pasqyra me depërtueshmëri të pjesshme, 4 – llamba impulsive, 5 – cilindri reflektues, 6 – drita e emetuar, 7 – pasqyra, 8 – thjerrëza optike, 9 – detali që saldohet.
Përparësi kryesore është se nuk kërkon ndonjë material shtesë, dhe për rastin e saldimit ballor fitohet tegeli i ngushtë (b/h = 1 /12), i pastër (pa mbeturina) dhe me zonë shumë të vogël të ndikimit të nxehtësisë (<0.1 mm). Përveç kësaj nuk lajmërohen sforcimet e mbetura dhe deformimet e bashkësisë së salduar sikurse te metodat e tjera të saldimit. Saldimi me laser mundëson bashkimin e detaleve me trashësi shumë të vogël (foljet) dhe të shufrave dhe telave me trashësi deri 25 mm, dhe atë në të gjitha pozicionet.
Numri më i madh i metaleve dhe i lidhjeve të tyre saldohen me laser kontinual CO2 ose impulsiv (Al2O3+0.05-0.07%Cr2O3) i cili përdorët më së tepërmi. Me rastin e regjenerimit me laser përdorët materiali shtesë (teli, shiriti ose pluhuri), i cili shkrihet për shkak të veprimit të rrezeve të laserit.
Që të veçohet më lehtë përparësitë dhe të metat e këtij procesi ndaj proceseve tjera, në fig. 4.11 është dhënë skema krahasuese e shpërndarjes së fluksit termik (q) për disa metoda të saldimit me shkrirje të materialit.
Fig. 4. 11. Skema parimore e fluksit termik për disa metoda saldimi: a – saldimi me gazë, b – saldimi me plazmë, c – saldimi me hark elektrik, ç – saldimi me tufë elektronesh, d – saldimi me laser.
Përparësitë e tjera të përdorimit të rrezeve të laserit janë:- Tufa e rrezeve mund të përcillet në largësi të madhe nga burimi.- Tufa e rrezeve të laserit nuk është e ndjeshme në fushën magnetike.- Me ndihmën e thjerrëzave, tufa e rrezeve të laserit mund të përcillet në ato vende ku me
metodat e tjera nuk është i mundshëm.- Rrezet e laserit nuk reflektojnë rreze iks “X”.Të metat janë:- Shpenzimi i madh i gazit (heliumi, dyoksidi i karbonit).- Ndjeshmëria e madhe e rrezeve të laserit në dridhjet mekanike.- Shkalla e shfrytëzimit shumë e ulët (η = 0.15).- Mbrojtja e domosdoshme nga veprimi i rrezeve të laserit për sytë e saldatorit dhe të
personave përreth.
11
4.6 Saldimi me shpërthimSaldimi me shpërthim (me material shpërthyes), është proces i rrallë që nuk mund të
radhitet as në saldim me hark elektrik e as me saldim me elektro-rezistencë d.m.th. nuk e shfrytëzon as energjinë elektrike as mekanike për shkrirjen e materialit bazë apo atij plotësues. Me këtë metodë mund të saldohen sipërfaqe të mëdha me konfiguracion të rrafshët ose të ndërlikuara, që nuk mund të saldoheshin me metoda tjera. Në fig .4. 12 është dhënë skema parimore e saldimit me shpërthim.
Fig. 4.12. Skema parimore e saldimit me shpërthim: 1– bazamenti, 2 – detali i poshtëm që saldohet, 3 – detali i epërm që saldohet, 4 – distancuesi teknologjik, 5 – materiali shpërthyes.
Procesi i saldimit zhvillohet në këtë mënyrë: mbi bazamentin (1) vendosët njëri nga detalet që duhet të saldohen (2. mbi detalin (2) vendosët distancuesi teknologjik (4) që ka për detyrë të siguroj distancën e nevojshme në mes të detalit (2) dhe (3). Mbi distancues vendosët detali (3) që duhet të saldohet, ndërsa mbi të duhet të vendosët materiali shpërthyes (5) (eksplozivi).
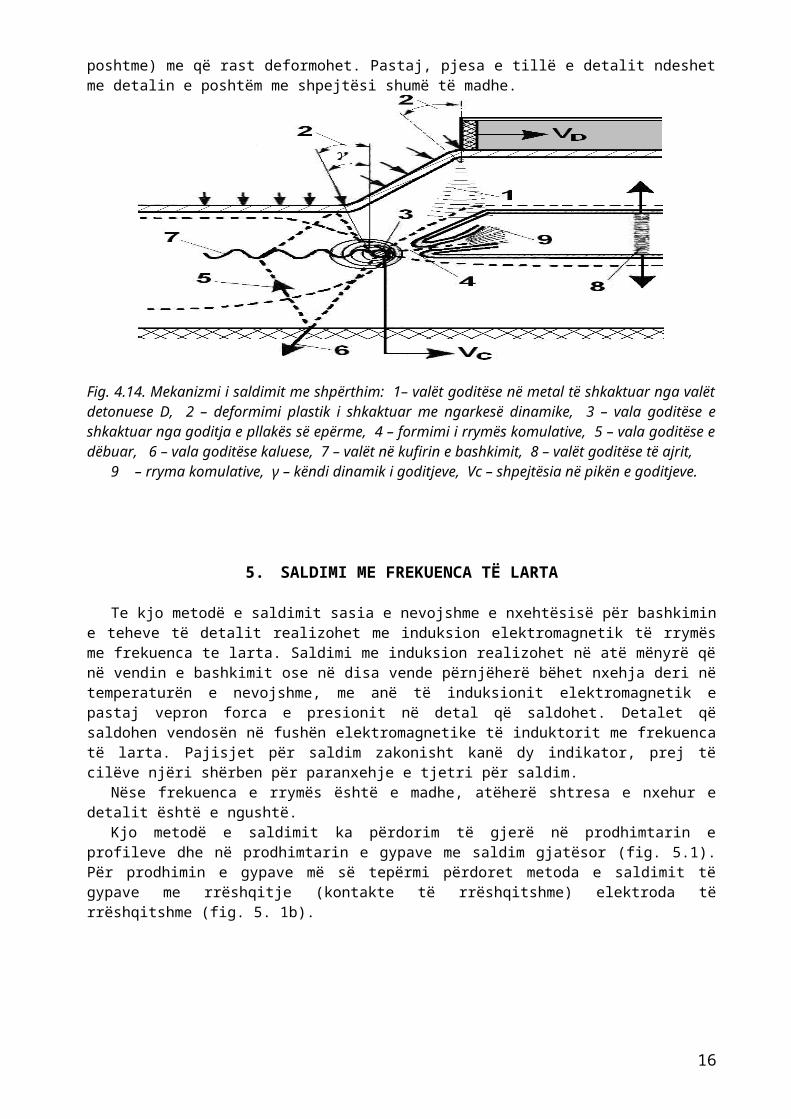
Mekanizmi i saldimit me shpërthim është dhënë në fig. 4.14, ku pas fillimit të procesit të detonimit përgjatë mbushjes me material shpërthyes (eksploziv) shpërndahen valët e detonimit me shpejtësi konstante të cilat varen nga lloji i materialit shpërthyes, dendësia dhe trashësia e tij. Valët detonuese transferohen në valët goditëse në metal dhe arrijnë më shpejtësi prej 0.5 0.75 VD (VD-shpejtësia e detonimit). Detali i epërm (pllaka e epërme), i cili ka trashësi dhe dendësi të caktuar lëviz në drejtim të detalit të poshtëm (pllakës së poshtme) me që rast deformohet. Pastaj, pjesa e tillë e detalit ndeshet me detalin e poshtëm me shpejtësi shumë të madhe.
Fig. 4.14. Mekanizmi i saldimit me shpërthim: 1– valët goditëse në metal të shkaktuar nga valët detonuese D, 2 – deformimi plastik i shkaktuar me ngarkesë dinamike, 3 – vala goditëse e shkaktuar nga goditja e pllakës së epërme, 4 – formimi i rrymës komulative, 5 – vala goditëse e dëbuar, 6 – vala goditëse kaluese, 7 – valët në kufirin e bashkimit, 8 – valët goditëse të ajrit,
9 – rryma komulative, γ – këndi dinamik i goditjeve, Vc – shpejtësia në pikën e goditjeve.
12

5. SALDIMI ME FREKUENCA TË LARTA
Te kjo metodë e saldimit sasia e nevojshme e nxehtësisë për bashkimin e teheve të detalit realizohet me induksion elektromagnetik të rrymës me frekuenca te larta. Saldimi me induksion realizohet në atë mënyrë që në vendin e bashkimit ose në disa vende përnjëherë bëhet nxehja deri në temperaturën e nevojshme, me anë të induksionit elektromagnetik e pastaj vepron forca e presionit në detal që saldohet. Detalet që saldohen vendosën në fushën elektromagnetike të induktorit me frekuenca të larta. Pajisjet për saldim zakonisht kanë dy indikator, prej të cilëve njëri shërben për paranxehje e tjetri për saldim.
Nëse frekuenca e rrymës është e madhe, atëherë shtresa e nxehur e detalit është e ngushtë. Kjo metodë e saldimit ka përdorim të gjerë në prodhimtarin e profileve dhe në prodhimtarin e
gypave me saldim gjatësor (fig. 5.1). Për prodhimin e gypave më së tepërmi përdoret metoda e saldimit të gypave me rrëshqitje (kontakte të rrëshqitshme) elektroda të rrëshqitshme (fig. 5. 1b).
Fig. 5.1. Saldimi me frekuenca të larta: a – me induksion, b – me kontakt.
Saldimi me frekuenca të larta më së tepërmi përdorët në prodhimtarin e gypave me diametër 10 1000 mm, trashësi 0.5 100 mm, nga çeliku me pak karbon, çeliku i lidhur prej metaleve me ngjyra. Në vendin e kontaktit të rrëshqitësit (elektrodave) dhe gypit lajmërohet një nxehtësi e caktuar e cila është më e vogël se te metoda klasike e saldimit me elektro-rezistencë. Elektroda punohen prej lidhjeve të bakrit dhe të volframit, me qëllim të rritjes së rezistencës ndaj konsumit dhe qëndrueshmërisë në temperatura të larta.
5.1 Saldimi i gypave me frekuenca të larta Me sukses po zëvendësohet gypat e pa salduara që përfitohen me proces të shtrenjta
me gypa të salduara, të cilët janë më të lirë. Për prodhimin e tyre gjithnjë e më tepër po përdorën çeliqet me veti të fisnikëruara mekanike në mënyrë që të ngritët siguria e tyre.
Përdorimi i çeliqeve të këtilla zvogëlon trashësinë e mureve, e me të zvogëlohet edhe masa e gypit. Çeliqet për nevojat e këtilla janë të ultë lidhura (me pak elemente leguruese) me niob (Nb) dhe vanad (V).Kërkimet e deri tashme kanë treguar se procesi më cilësor dhe ekonomik për prodhimin e gypave është ai me frekuenca të larta, i cili me sukses po zbatohet edhe në prodhimtarin e gypave me diametër deri 1000 mm dhe me trashësi t ë mureve prej 0.5 deri 14 mm.
5.2 Përgatitja e llamarinës për prodhimin e gypaveLlamarina para se të hyjë në procesin e prodhimit, përgatitet në përmasat të caktuara. Me
këtë rast ajo kalon nëpër këto faza (operacione): çmbështjellje, drejtim, kontroll (me ultratingull), prerje anësore sipas përmasave të caktuara të gypit që duhet të prodhohet, përgatitje të buzëve për saldim.
Fig.5.2. Përgatitja e llamarinës për prodhimin e gypave.
13
5.3 Ndarja e gypave
Në varësi nga përdorimi, gypat e salduara ndahen në gypa për konstruksione metalike, ujësjellës, naftësjellës, gazsjellës, shpim të thellë (për kërkime nëntokësore), etj. Gypat për konstruksione të salduara mund të jenë cilindrike, katror, kënddrejtë, etj. Mund të prodhohen me saldim në të nxehtë dhe në të ftohtë. Rreth 60% e gypave prodhohen me saldim.
5.4 Prodhimi i gypave me saldimMe saldim prodhohen gypat me diametër prej 10 4000 mm, dhe me gjatësi deri 18 m.
Për formimin kontinual të gypave ekzistojnë dy metoda: spirale dhe gjatësore. Saldimi kryesisht bëhet me këto metoda: me elektro-rezistencë, me induksion dhe me hark elektrik.
Fig. 5.3. Parimi i saldimit të gypave me: a – kontakt dhe b – induksion.
5.5 Saldimi i gypave me tegel drejtvizorGypat me tegel drejtvizor mund të prodhohen nga llamarinat në formë të pllakave të
rrafshëta me përmasa përkatëse, ose prej llamarinave në formë të shiritit mbështjellës. Në rastin e prodhimit të gypave prej llamarinave në formë të shiritit, prodhimi rrjedh në mënyrë kontinuale.
Në fig. 5.4 është paraqitur skema e formësimit dhe e saldimit të gypave me tegel drejtvizor.
Fig. 5.4. Formësimi dhe saldimi i gypave me tegel drejtvizor me frekuenca të larta.
Pajisja për saldim me frekuenca të larta që përdorët për prodhimin e gypave me tegel drejtvizor, përbëhet prej sistemit të rulave horizontale dhe vertikale apo të pjerrtë, dy kontaktues rrëshqitës, gjeneratori dhe pajisjet për përpunim mekanik të tegelit ( figurat 5.5 dhe 5.6 ).
Saldimi bëhet me gjenerator, fuqia e cilit është 300 , kurse frekuenca 400 . Në cilësinë e gypave të salduar, pos gjerësisë së llamarinës, ndikojnë edhe këta faktorë:
- Cilësia e formësimit të gypit.- Sforcimet e brendshme.- Parametrat e regjimit të saldimit.- Përpunimi termik.- Shkalla e deformimit, etj.
Duke rregulluar forcën në elektroda, drejtpërdrejt ndikojnë në largësinë e buzëve dhe në përmasat e kanalit për saldim.
14

Fig. 5.5. Pozicioni i elektrodave dhe i rulave gjatë saldimit të gypave me frekuenca të larta.
Fig. 5.6. Skema e induktimit të rrymës dhe vend saldimi i gypit.
5.6 Trajta e buzëve për saldim dhe roli i tyreTë saldimi me frekuenca të larta, trajta e buzëve ndikon në cilësinë dhe përmasat e tegelit
të salduar drejtvizor. Ato mund të përgatiten në mënyra të ndryshme, por më së tepërmi përdorën trajtat e treguara në figurën 5.7.
Fig.5.7. Trajta e buzëve për saldim me frekuenca të larta.a) Buzët e pjerrëta e formojnë kanalin “V” me hapje të jashtme (fig. 5.7a). Takimi i këtyre
bëhet në diametrin e brendshëm. Sipërfaqja e këtillë nxehet tepër, andaj edhe shkrirja e materialit është më e madhe. Spostimit i rrënjës është më i madh. Preferohet në raste kur tegeli përpunohet nga ana e jashtme.
b) Buzët e pjerrëta e formojnë kanali “Λ“ të hapur nga ana e brendshme (fig. 5.7b). Buzët takohen në diametrin e jashtëm. Sipërfaqja e jashtme nxehet më tepër, shkrirja e materialit është më e madhe, tegeli ka mbilartësi më të madhe, etj. Preferohet kur tegeli nuk përpunohet në anën e brendshme.
c) Buzët e gypit janë paralel me njëra tjetrën dhe formojnë trajtën “I” (fig. 5.7c). Kontakti bëhet me diametrin e mesëm të gypit, nxehësi shpërndahet njëtrajtësisht në të dy anët, andaj edhe materiali shkrihet njëtrajtësisht në të dy anët. Për këtë arsye fitohet tegeli simetrik. Preferohet kur tegeli nuk ka nevojë të përpunohet ose kur përpunohet nga të dy anët.
5.7 Përparësitë e prodhimit të gypave me saldim me frekuenca të lartaSaldimi i gypave me frekuenca të larta përdorët për prodhimin e gypave me diametër 10
1000 mm, me trashësi të mureve mjaft të madhe. Materiali i gypave mund të jetë çelik karbonik, metal me ngjyrë (bakër, bronz, etj) ose çelik i leguruar. Rryma për saldim ka intensitet dhe frekuencë të lartë (I=100 2000 A). Shpejtësi e saldimit sillet prej 10 120 m/min. Përparësia kryesore e prodhimit të gypave me frekuenca të larta qëndron në çmimin e ulët të prodhimit.
15
PROVAT E SALDUESHMËRIS
Provat e saldueshmëris mund të ndahen në:1. Provat e saldueshmëris operative,2. Provat e saldueshmëris metalurgjike,3. Provat e saldueshmëris konstruktive ose të përgjithshme.
5.1. Provat e saldueshmëris operativeProvat e saldueshmëris operative zbulojnë cilësitë e materialit gjatë procesit të shkrirjes
dhe mundësin e përfitimit të bashkësisë së salduar.Bëhet kontrollimi i sipërfaqes së thyer që ka qenë e shkrirë (material i tegelit). Kontrollimi
bëhet me sy ose me mikroskop me rritje të vogël. Me që rast përcaktohet karakteri i kristalizimit dhe zbulohen gabimet eventuale të homogjenitetit (poret, mbeturinat etj.).
Nëse llamarinat janë të holla 1 2 mm përcaktimi i saldueshmëris së tyre bëhet duke i salduar ato me flakë oksi-acetilenik. Ngurtësimi i vendeve të shkrira duhet të jetë i qetë nëpër sipërfaqe dhe pa gazra. Për këtë qëllim përdorët kampioni i Voaren-it, me përmasa 200x200x0.5 mm. Nxehja e kampionit bëhet me flakëdhënës të presionit të ulët, ndërsa bërthama e flakës mbahet në largësi 2 mm nga sipërfaqja e llamarinës. Voareni saldueshmërin operative e vlerëson sipas diametrit të vrimës së shkrirë “fundosur” dhe kohës së shkrirjes në varësi të trashësisë së llamarinës (fig.6.1)
Fig. 6.1. Prova e Voarenit.Nga kjo provë mund të përfundojmë:
- Për llamarina të çelikta me trashësi më të madhe se 2mm diametri i vrimës nuk mund të merret si kriter për vlerësimin e saldueshmëris operative, sepse në këtë rast viskoziteti i materialit të shkrirë ka ndikim më të madh.
- Sa më tepër që zgjatë koha e formimit të vrimës, saldueshmëria është më e mirë dhe anasjelltas.
6.2 Provat e saldueshmëris metalurgjikeKëto prova përcaktojnë transformimet fiziko-kimike të materialit bazë në ndikimin e ciklit
termik të saldimit.6.2.1 Provat në bashkësinë e salduar
Në përgjithësi këto prova parashohin përcaktimin e karakteristikave mekanike të bashkësisë së salduara ballore, nën ndikimin e sforcimeve statike dhe dinamike në temperatura të larta dhe të ulëta. Këtu bëhen këto prova: e tërheqjes, prerjes, lakimit, shtalbësisë, fortësisë etj.
6.2.2 Provat në kampion që emetojnë kushtet e saldimitMe rëndësi është prova e shpërbërjes së fortësisë në zonën kalimtare, pasi që kjo zonë
është e ndjeshme ndaj shfaqjes së plasaritjeve. Prova mbështetet në saldimin me hark elektrik të një tegeli dhe në marrjen e mikrofortësis përgjatë prerjes tërthore të tegelit. Për matjen e fortësisë përdorët metoda e Vikersit (me forcë shtypëse 100N) ose ndonjë metodë tjetër.
6.3 Prova e saldueshmëris konstruktive ose të përgjithshmeMe këto prova përcaktohet afiniteti i çelikut ndaj shfaqjes së plasaritjeve ose ndjeshmëria
e tij ndaj kanalit.Prova bëhet në kampion të lirë ose të ngarkuar mekanikisht, nëse llamarinat janë shumë të holla ose në kampion të vetfiksuar, për rastet e llamarinave të trasha.
16

6.3.1 Prova e afinitetit ndaj shfaqjes së plasaritjeveMe këto prova përcaktohet afiniteti i çelikut ndaj shfaqjes së plasaritjeve,
mikroplasaritjeve dhe atë pas saldimit. Këto prova përdorën për çeliqe karbonike dhe legurim të ulët.
6.3.2 Provat e plasaritjeve në llamarinat e liraProva më e thjeshtë është prova e bashkësisë kryqësore (fig.6.2) të dy llamarinave të
çelikta me trashësi deri 2mm dhe gjerësi 100mm, llamarina saldohet me flakë oksi-acetilenike. Kampioni pas saldimit i nënshtrohet lakimeve në njërën dhe tjetrën anë deri sa të paraqitën plasaritjet në zonën e ndikimit të nxehtësisë.
Fig. 6.2. Prova e bashkësisë kryqësore.
6.3.3 Prova e Foke – VulfitKjo provë është më e përsosur se provat e mëparshme për shkak se shkrirja fillon nga
këndi i llamarinës e vazhdon deri në qendër (Fig. 6.3).Prova duket mjaft e thjesht, por është provë mjaft rigoroze për përcaktimin e afinitetit ndaj
shfaqjes së plasaritjeve.
Fig. 6.3. Prova e Foke – Vulfit.
6.3.4 Provat e plasaritjeve në llamarinat e fiksuaraProva e Bolenratit (fig. 6.4) mbështetet në saldimin e bashkësisë ballore të llamarinave të
shtrënguara me pajisje speciale. Nëse gjatë ftohjes paraqitën plasaritjet atëherë çeliku konsiderohet i pa salduar.
Nëse plasaritjet nuk shihen, atëherë kontrollimi përsëritet dhe plotësohet me prova radiologjike ose me prova me shkatërrim, tërheqje, lakim etj.
17
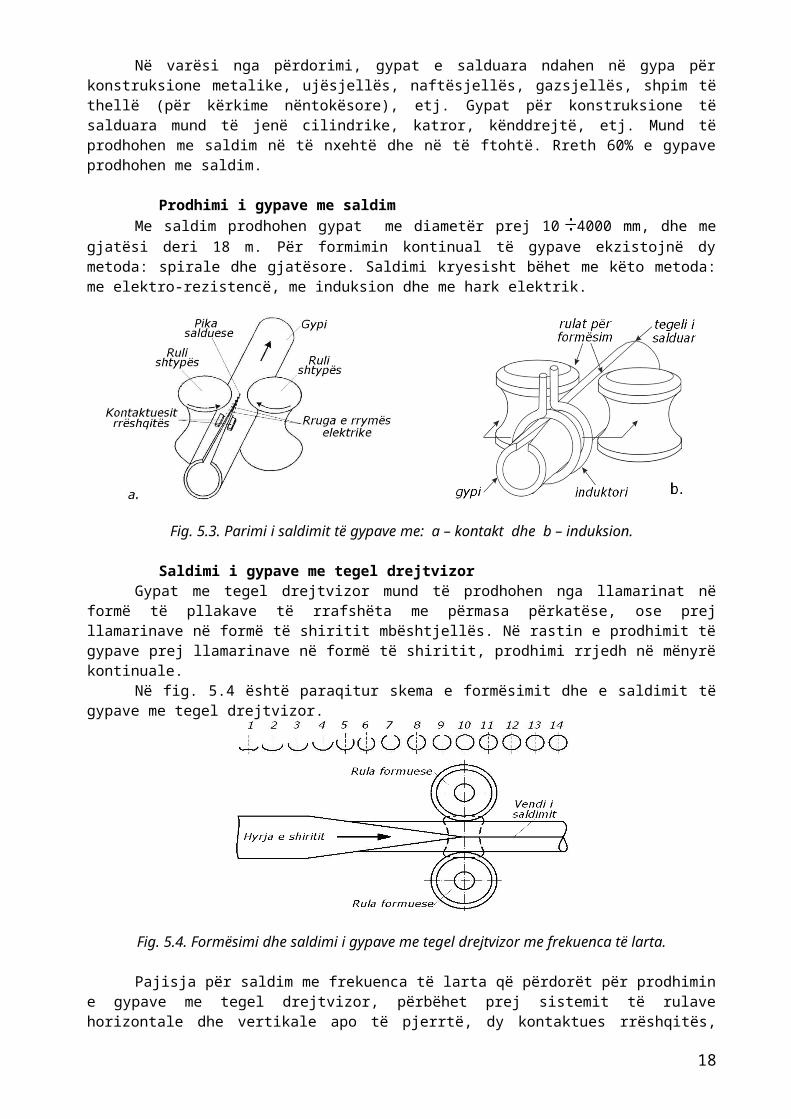
Fig.6.4. Prova e Bolenratit.
6.3.5 Prova e O’NilitKjo provë po ashtu përdorët për kontrollimin e saldueshmëris së llamarinave të
shtrënguara. Kampioni përbëhet prej dy llamarinave, të cilat saldohen njëra mbi tjetrën (fig.6.5) dhe të shtrënguara në pajisje speciale. Gjatësia e mbështetjes së llamarinave është 25mm. Saldimi i kampionit bëhet sipas radhës së shënuar në vizatimin (1,2,3 dhe 4, ku tegeli 4 saldohet pas ftohjes së plotë të kampionit). Pas saldimit kampioni pritet një pjesë e caktuar (I, II, III dhe IV) me qëllim të zhvillimit të plasaritjeve.
Fig. 6.5. Prova e O’Nilit.
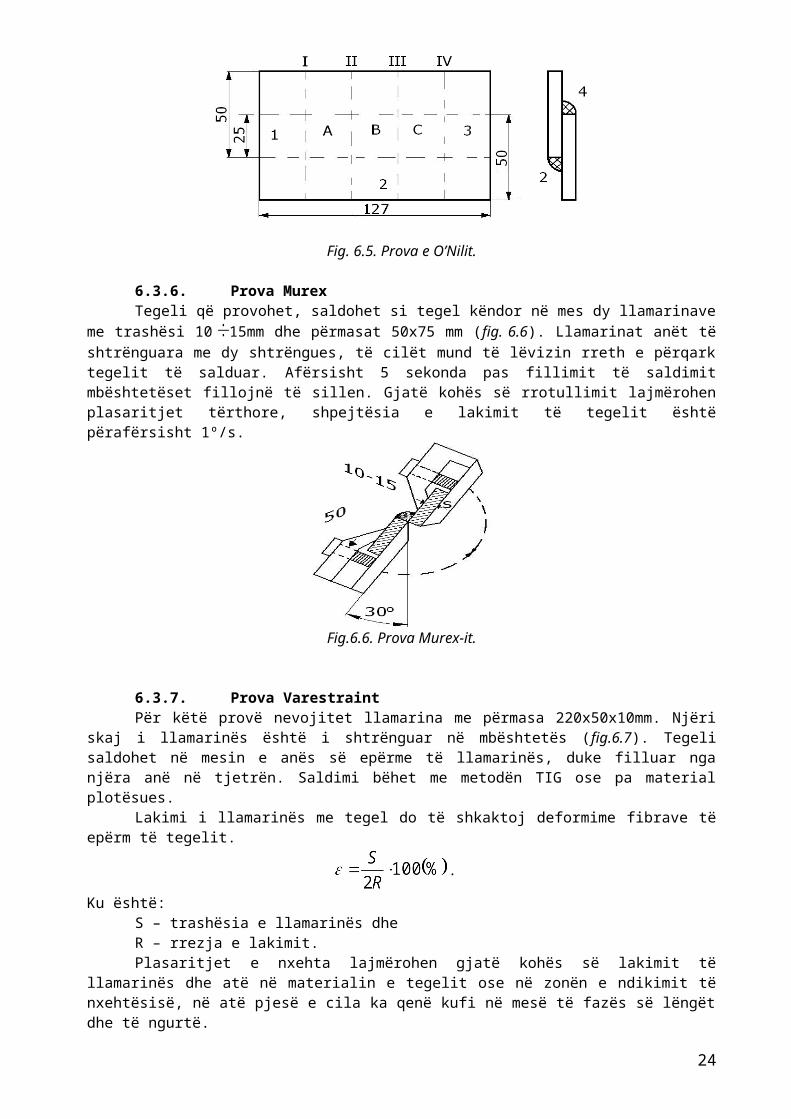
6.3.6. Prova MurexTegeli që provohet, saldohet si tegel këndor në mes dy llamarinave me trashësi 10
15mm dhe përmasat 50x75 mm (fig. 6.6). Llamarinat anët të shtrënguara me dy shtrëngues, të cilët mund të lëvizin rreth e përqark tegelit të salduar. Afërsisht 5 sekonda pas fillimit të saldimit mbështetëset fillojnë të sillen. Gjatë kohës së rrotullimit lajmërohen plasaritjet tërthore, shpejtësia e lakimit të tegelit është përafërsisht 1º/s.
Fig.6.6. Prova Murex-it.
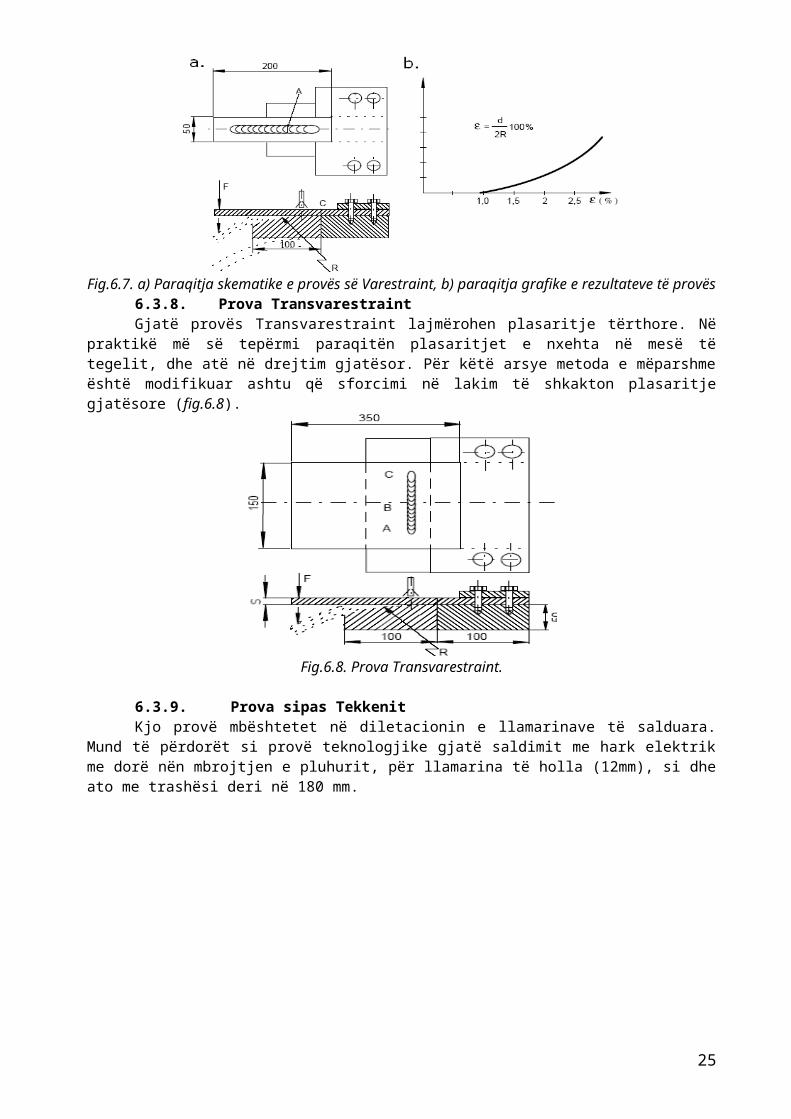
6.3.7. Prova VarestraintPër këtë provë nevojitet llamarina me përmasa 220x50x10mm. Njëri skaj i llamarinës
është i shtrënguar në mbështetës (fig.6.7). Tegeli saldohet në mesin e anës së epërme të llamarinës, duke filluar nga njëra anë në tjetrën. Saldimi bëhet me metodën TIG ose pa material plotësues.
Lakimi i llamarinës me tegel do të shkaktoj deformime fibrave të epërm të tegelit.
18

.
Ku është:S – trashësia e llamarinës dhe R – rrezja e lakimit.Plasaritjet e nxehta lajmërohen gjatë kohës së lakimit të llamarinës dhe atë në materialin
e tegelit ose në zonën e ndikimit të nxehtësisë, në atë pjesë e cila ka qenë kufi në mesë të fazës së lëngët dhe të ngurtë.
Fig.6.7. a) Paraqitja skematike e provës së Varestraint, b) paraqitja grafike e rezultateve të provës
6.3.8. Prova TransvarestraintGjatë provës Transvarestraint lajmërohen plasaritje tërthore. Në praktikë më së tepërmi
paraqitën plasaritjet e nxehta në mesë të tegelit, dhe atë në drejtim gjatësor. Për këtë arsye metoda e mëparshme është modifikuar ashtu që sforcimi në lakim të shkakton plasaritje gjatësore (fig.6.8).
Fig.6.8. Prova Transvarestraint.
6.3.9. Prova sipas TekkenitKjo provë mbështetet në diletacionin e llamarinave të salduara. Mund të përdorët si provë
teknologjike gjatë saldimit me hark elektrik me dorë nën mbrojtjen e pluhurit, për llamarina të holla (12mm), si dhe ato me trashësi deri në 180 mm.
19

Fig.6.9. Prova e Tekkenit.
6.3.10. Prova LehighKjo metodë (fig.6.10) përdorët kryesisht për zgjedhjen e elektrodës për saldim me hark
elektrik me dorë. Trashësia e materialit bazë është 10 50mm. Hapësira dritë në rrënjën e tegelit është 1.6 2mm. Te kjo plasaritjet lajmërohen kryesisht në materialin e tegelit dhe mund të jenë në rrënjën e tegelit ose në sipërfaqen e epërme.
Fig.6.10. Prova Lehigh.
6.3.11. Prova CTS (Control Thermal Severity)Prova CTS (Control Thermal Severity) është provë e cila mbështetet në parimin e tegelit
këndor. Materiali bazë (pllaka) me trashësi 12mm shtrëngohet me anën e bulonit (fig.6.11), pastaj bëhet saldimi i dy ose tre tegelave ndihmës. Pas ftohjes së tegelave ndihmës dhe shtrëngimit të bulonit saldohet tegeli provues me trashësi 4 6mm dhe gjatësi 75mm. Kampioni nga pllaka e salduar mund të merren më së paku 72 orë pas saldimit.
Fig.6.11. Skema e provës së plasaritjeve me metodën CTS.
20

6.4 Prova e tegelit saldues me mjete të thjeshta
6.4.1 Prova në lakimProva e lakimit jep përfundime mbi deformim dhe cilësinë e lidhjes salduese shkrirëse.
Cilësia e lidhjes konstatohet nga pamja e sipërfaqeve të thyera. Prova e lakimit bëhet me një pajisje mekanike ose hidraulike. Provat bëhen deri në arritjen e këndit të kërkuar të lakimit.
Fig.6.12. Prova e lakimit.6.4.2 Prova e shtypjes me ujë
Izolimi dhe qëndrueshmëria e tegelave saldues në kazanë dhe tubacione (gypa përçues) vlerësohet (konstatohet) edhe me shtypje të ujit. Për shembull në detajin - DVS për provë bëhet me shtypje provuese të paraparë me rregulla.
Fig.6.13. Tegelat saldues në tubacione.
6.5 Provat jo shkatërruese
6.5.1 Prova me penetrant (lëng kapilar)Për tu provuar mundë të merren të gjitha – lëndët bazë jo poroze mbi sipërfaqen e
mundshme të qarjes.
a) Sipërfaqja e sipërme e pastruar. b) Qarja dhe sipërfaqja me masë
lëngu kapilar.
c) Sipërfaqja e pastër, masa e d) Zhvilluesi mbi sipërfaqe tregohetlëngët depërtuese në qarje. nëpërmjet të ngjyrosjes së qarjes.
Fig.6.14. Prova me penetrant (lëng kapilar).
6.5.2 Prova me ultratingullNë fig.6.15 është treguar në mënyrë skematike parimi i provës së materialit me ultratingull
me metodën ”eho”. Parimi i punës është: për shkak të kalimit të rrymës elektrike nëpër gjenerator të impulseve, ky do të prodhojë impulse elektrike të cilat e bëjnë ngacmimin e vibratorit, i cili bënë përcjelljen e impulseve në materialin që provohet. Impulset (ehot) e reflektuara (kthyera) i pranon sonda e cila tash ka rolin e pranuesit të impulseve dhe i shëndrron në impulse elektrike që regjistrohen në ekranin katodik të oshilografit.
21

Fig.6.15. Paraqitja skematike e provës me ultratingull.
6.5.3 Prova magnetikeProva magnetike për kontrollim të kualitetit përdoret për zbulimin e gabimeve në
sipërfaqe dhe nënsipërfaqe të materialit. Provat magnetike ndahen në dy grupe: 1. Provat që shfrytëzojnë pasojat e ndikimit të forcës magnetike të prodhuar në detalin
e magnetizuar, që kontrollohet dhe,2. Provat që shfrytëzojnë veprimin induktiv të forcës magnetike, të rrymës alternative.
Materiali i cili duhet të provohet, vendoset në mes të poleve të elektromagnetit, nëpër dredhat e të cilit kalon rryma alternative (fig.6.16). Fusha magnetike devijon më tepër kur gabimet në material ndodhen të vendosura në mënyrë të tërthortë ndaj kahut të fushës magnetike, se sa atëherë kur ndodhen në kah të njëjtë me gabimin. Për këtë arsye fusha magnetike përherë duhet të induktohet ashtu që ajo të veprojë tërthorazi në gabim.
Fig.6.16. Paraqitja skematike e zbulimit të gabimeve me metodën magnetike.
6.6 Reaksionet e tkurrjes Tkurrje tërthoreShkurtim së gjati tërthorazi në tegel te llamarinat e shtrira dhe tegelat simetrike.
Tërheqje këndore e tegelit V dhe tegelat këndor në ballin T.
22

Shkurtim i dyfishtë i trarëve T me tegel në gjitha anët.
Kërrusja e trarëve T me tegel gjatësore.
Shtrembërim i llamarinave të holla.
Fig.6.17. Reaksionet e tkurrjes dhe deformimit.
6.7 Sforcimet vetjake të saldimitSforcimet vetjake të saldimit shkaktohen, kur të shkurtuarit është me pengesa. Deformimet
e penguara kanë arsye të shumta e të ndryshme. Sforcimet e jashtme te konstruksionit
23
Sforcimet e brendshme nëpërmjet materialit bazë fqinje
Sforcimet e brendshme nëpërmjet saldimeve te shpeshta
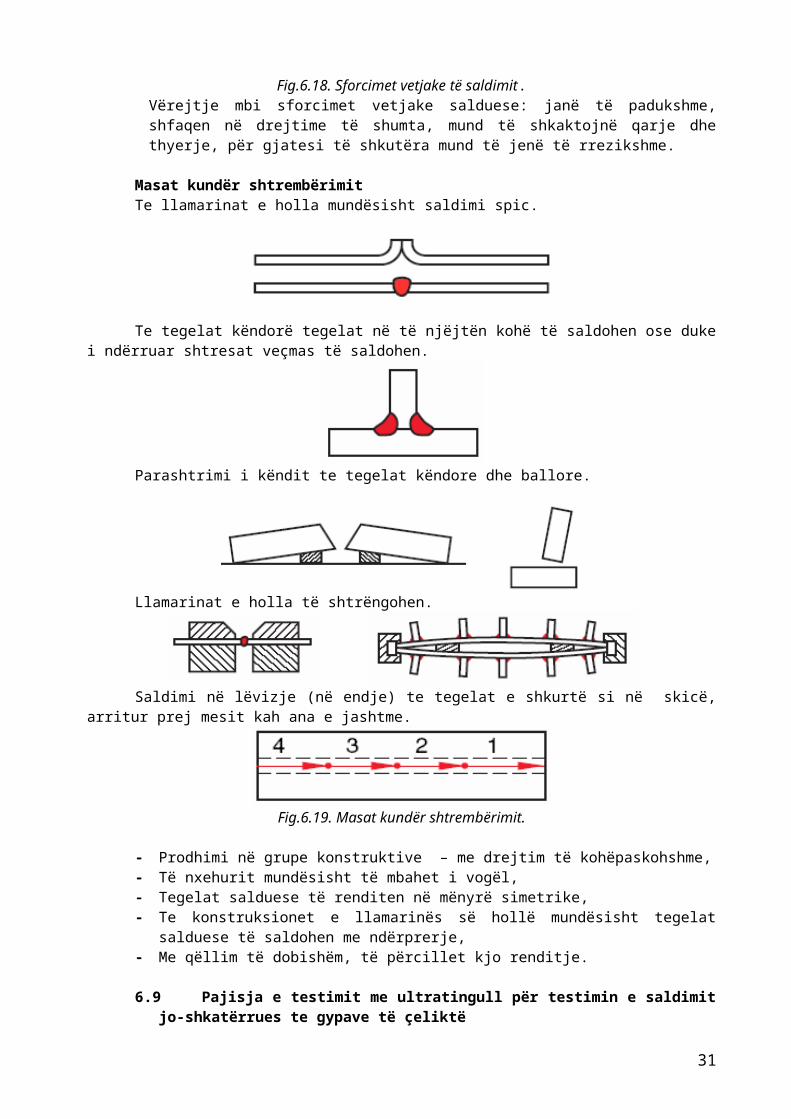
Fig.6.18. Sforcimet vetjake të saldimit.Vërejtje mbi sforcimet vetjake salduese: janë të padukshme, shfaqen në drejtime të shumta, mund të shkaktojnë qarje dhe thyerje, për gjatesi të shkutëra mund të jenë të rrezikshme.
6.8 Masat kundër shtrembërimitTe llamarinat e holla mundësisht saldimi spic.
Te tegelat këndorë tegelat në të njëjtën kohë të saldohen ose duke i ndërruar shtresat veçmas të saldohen.
Parashtrimi i këndit te tegelat këndore dhe ballore.
Llamarinat e holla të shtrëngohen.
Saldimi në lëvizje (në endje) te tegelat e shkurtë si në skicë, arritur prej mesit kah ana e jashtme.
Fig.6.19. Masat kundër shtrembërimit.
24
- Prodhimi në grupe konstruktive – me drejtim të kohëpaskohshme, - Të nxehurit mundësisht të mbahet i vogël,- Tegelat salduese të renditen në mënyrë simetrike,- Te konstruksionet e llamarinës së hollë mundësisht tegelat salduese të saldohen me
ndërprerje,- Me qëllim të dobishëm, të përcillet kjo renditje.
6.9 Pajisja e testimit me ultratingull për testimin e saldimit jo-shkatërrues te gypave të çeliktë
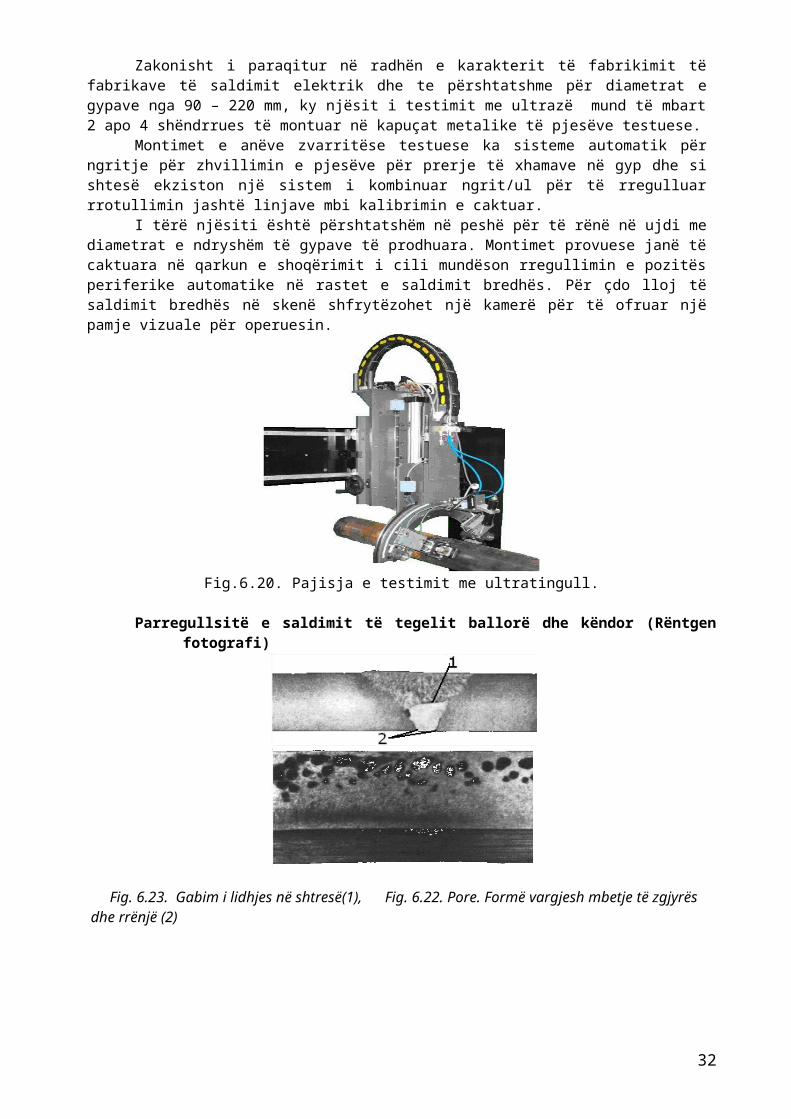
Zakonisht i paraqitur në radhën e karakterit të fabrikimit të fabrikave të saldimit elektrik dhe te përshtatshme për diametrat e gypave nga 90 – 220 mm, ky njësit i testimit me ultrazë mund të mbart 2 apo 4 shëndrrues të montuar në kapuçat metalike të pjesëve testuese.
Montimet e anëve zvarritëse testuese ka sisteme automatik për ngritje për zhvillimin e pjesëve për prerje të xhamave në gyp dhe si shtesë ekziston një sistem i kombinuar ngrit/ul për të rregulluar rrotullimin jashtë linjave mbi kalibrimin e caktuar.
I tërë njësiti është përshtatshëm në peshë për të rënë në ujdi me diametrat e ndryshëm të gypave të prodhuara. Montimet provuese janë të caktuara në qarkun e shoqërimit i cili mundëson rregullimin e pozitës periferike automatike në rastet e saldimit bredhës. Për çdo lloj të saldimit bredhës në skenë shfrytëzohet një kamerë për të ofruar një pamje vizuale për operuesin.
Fig.6.20. Pajisja e testimit me ultratingull.
6.10 Parregullsitë e saldimit të tegelit ballorë dhe këndor (Rëntgen fotografi)
Fig. 6.23. Gabim i lidhjes në shtresë(1), Fig. 6.22. Pore. Formë vargjesh mbetje të zgjyrës dhe rrënjë (2)
Fig. 6.24. Gabim i lidhjes në shtresë(1), Fig. 6.25. Pore në formë gypi.gabim i lidhjes në krah (2), plasaritje (3)
25

Fig. 6.28. Saldim i pa mjaftueshëm - Fig. 6.29. Devijim i teheve. rrënja nuk është kapur (1),vargje të zgjyrës (2), plasaritje (3).
7. KONSTRUKSIONET BARTËSE TË SALDUARA
7.1 Çeliqet për konstruksione të salduaraInstituti ndërkombëtar i saldimit , në dokumentin Doc. 367-71 me titull ”Saldimi i
udhëzimeve lidhur me çeliqet për konstruksione të salduara” ka dhënë udhëzimet për zgjedhjen e çeliqeve për konstruksione të salduara. Në dokumentin e lartë përmendur është bërë klasifikimi i çeliqeve të cilat ndahen në katër grupe në varësi nga cilësia: B, C, D dhe E.
Çeliqet e cilësisë “B” përdorën për konstruksione ose detale me trashësi mesatare të ngarkuara me ngarkesa nominale. Çeliqet e cilësisë “C” dhe “D” janë të qëndrueshëm ndaj efektit të kanalit dhe përdorën për konstruksione ose detale qe janë të rrezikuar nga thyerja e egër. Çeliqet e cilësisë “E” përdorën në ato raste kur duhet që çeliku të ketë qëndrueshmëri jashtëzakonisht të lartë ndaj thyerjes së egër.
Për çeliqet e cilësisë “C”, “D”, “E” duhet të bëhet prova e egër sipas metodës së Sharpit me kanal “V”.
Në tab.7.1 është paraqit shtalbësia sipas Sharpit, ndërsa në tab.nr.7.2 dhe 7.3 përbërja kimike e materialit.
Tab.nr.7.1 – Shtalbësia e çeliqeve “C”, “D” dhe “E”.
Grupi i Çelikut
Qëndrueshmëria në tërheqje [N/mm2]
370 ÷ 520 500 ÷ 700
Shtalbësia Z2V Shtalbësia Z2V
[N/mm2] [J] [ºC] [N/mm2] [J] [ºC]C 350 27 0 350÷500 27÷39 -10÷0D 350 27 -25 350÷500 27÷39 -30÷-20E 350 27 -40 350÷500 27÷39 -50÷-40
Tab.nr.7.2 – Përbërja kimike e çeliqeve me qëndrueshmëri 370 dhe 520 N/mm2.
Grupi i ÇelikutPërmbajtja kimike [%]Cmax Mnmax Simax Smax Pmax
B 0.24 1.5 - 0.05 0.06C 0.24 1.5 0.05 0.05 0.05D 0.24 1.5 0.40 0.05 0.05E 0.22 1.5 0.40 0.04 0.04
Tab.nr.7.3 – Përbërja kimike e çeliqeve me qëndrueshmëri 560 dhe 700 N/mm2.
Grupi i ÇelikutPërmbajtja kimike [%] Cmax Mnmax Simax Smax Pmax
B 0.22 1.60 0.55 0.05 0.05C 0.22 1.60 0.55 0.04 0.04D 0.20 1.60 0.55 0.04 0.04E 0.20 1.60 0.55 0.04 0.04
Në realizimin e konstruksioneve të salduara, përdorim mjaft të madh kanë edhe gypat pa tegel. Përbërja kimike e tyre është dhënë në tab.7.4 ndërsa vetit mekanike në tab.7.5.
26

Tab.7.4 – Përmbajtja kimike e materialeve të gypave pa tegel.
Shenja e ÇelikutPërmbajtja kimike [%]
C Si Mn Pmax Smax
Ç.1212 ≤0.17 0.10÷0.35 ≤0.40 0.05 0.05
Ç.1213 ≤0.22 0.10÷0.35 ≤0.40 0.05 0.05
Ç.1402 ≤0.36 0.10÷0.35 ≤0.40 0.05 0.05
Ç.1502 ≤0.45 0.10÷0.35 ≤0.40 0.05 0.05Ç.3100 ≤0.22 0.10÷0.35 ≤1.50 0.05 0.05
Tab.7.5 – Vetit mekanike të materialit të gypave pa tegel.Shenja e Çelikut
Qëndrueshmëria në tërheqje [N/mm2]
Kufiri i elasticitetit[N/mm2]
ZgjatimiAs[%] min
Ç.1212 340÷440 235 25Ç.1213 440÷540 255 21Ç.1402 540÷640 295 17Ç.1502 640÷740 390 12Ç.3100 510÷610 355 12
7.2 Cilësia e tegelave të salduaraDokumentacioni teknik duhet të jetë në përputhje të plotë me rregulloren për
konstruksionet e çelikta bartëse të salduara. Për konstruksione të rëndësishme plani i saldimit është pjesë e dokumentacionit teknik. Plani i saldimit duhet të përmbajë: procesin e saldimit, llojin e materialit plotësues, radhën e saldimit, cilësinë e prodhimit, kërkesat për prodhim dhe përpunimi, provat dhe mënyrën e kontrollimit të tegelave të salduara.
Ekzistojnë tri lloje të cilësisë së tegelit:1. Cilësia speciale “S”,2. Cilësia “I” dhe3. Cilësia “II”.Tegelat me cilësi speciale duhet të jenë:- Të mirë dhe pa plasaritje,- Pa gabime në fillim dhe në mbarim të tegelit,- Me rrënjë të pastër dhe të salduar mirë,- Pa kanale (prerje) dhe pa mbilartësi të fytyrës,- I shndritshëm për gjatë gjatësisë.Gjatë prodhimit të konstruksioneve dhe përgatitjes së detaleve për saldim sipas
rregullave bëhet shënimi me ngjyrë dhe atë :- Me ngjyrë të verdhë – cilësia S,- Pa ngjyrë – cilësia “I” dhe- Me ngjyrë të kaltër – cilësia “II”.
Fig. 7.1. Shënimi i cilësisë së tegelave.
Shënimi i cilësisë së tegelave bëhet sipas standardit përkatës dhe në përputhje me paraqitjen e tegelave ne vizatim (fig. 7.1).
27

Kur parashihet ndonjë kontroll i tegelave të salduar: radiologjik, ultratingull, magnetik ose ndonjë tjetër duhet të formohet plani me të cilën duhet të shënohen vendet dhe vëllimi i kontrollit.
Për konstruksione të çelikta bartëse të salduara përdorën çeliqet përkatëse për material plotësues përdorët: elektroda për saldim me hark elektrik, teli për saldim me gaz, teli për saldim me metoda tjera, shiritat etj. Këto materiale plotësuese janë të standardizuara.
7.3 Shënimi i tegelave.Paraqitja e tegelave në saldim bëhet sipas standardit ISO 2553/94. Tegelat shënohen në
përputhje me rregullat e vizatimit teknik. Në tabelë (tab.7.6) janë paraqit shenjat themelore dhe plotësuese të tegelave.
Tab.7.6 – Shenjat themelore dhe plotësuese të tegelit.Shenja themelore Shenja plotësuese
Emërtimi i tegelit Simboli Sqarim Simboli
Tegeli – IRrënja e salduar
Tegeli – VTegeli –V më nënshtresë Fytyra ose rrënja e
përpunuarTegeli –Y
Tegeli –XTegeli këndor kontinual
Tegeli –U
Tegeli –U i dyfishtë Fytyra e rrafshët kontinualeTegeli – ½ V
Tegeli – K Fytyra e rrafshët e tegelit këndorTegeli – J Ч
Tegeli këndorFytyra konvekse e tegelit këndorTegeli këndor i
dyfishtë
Tegeli në këndë Tegeli këndor i salduar përgjatë tërë konstruksionitTegeli pikëzor
Çdo lloj i tegelit ka simbolin e vetë të caktuar. Paraqitja e plotë e tegelave në vizatim është dhënë në fig.7.2 dhe përbëhet prej:
- Shigjetës (1),- Vijave treguese (2),- Shenjës së tegelit (3).Vija treguese përbëhet prej dy vijave paralele (2a) dhe të ndërprera (2b). Vija e ndërprerë
e cila mund të jetë mbi ose nën vijën e pandërprerë tregon se në cilën anë të shigjetës gjendet fytyra e tegelit. Nëse tegeli është simetrik vija nuk vizatohet.
Fig.7.2. Shënimi i tegelave: 1– shigjetat, 2 – vijat treguese, 3 – shenja e tegelit.
28

Mënyra e paraqitjes së shenjës së kombinuar është treguar në fig.7.3, ndërsa shënimi i përmasave të tegelit në fig.7.4.
Fig. 7.3. Paraqitja e kombinuar: a – shenja, b – prerja tërthore e tegelit.
Fig. 7.4. Shënimi i përmasave të tegelit.
Përveç këtyre ekzistojnë edhe shenja të tjera plotësuese:- Rrethi, tregon se saldimi bëhet përreth detalit (fig.7.5.a).- Flamuri, tregon tegelin montues (fig.7.5.b).- Vlera numerike që tregon shenjën e metodës së saldimit (111 – saldimi me hark
elektrik me dorë me elektrodë të mbështjellur).
Fig. 7.5. Shenjat plotësuese: a) rrethi – tegeli i salduar përreth tërë detalit, b) flamuri – tegeli montues, c) vlera numerike që tregon metodën e saldimit (111 – saldimi me hark elektrik me dorë me elektrodë të mbështjellur).
7.4 Rregullat themelore për llogaritjen e bashkësive të salduaraÇdo bashkësi e salduar duhet të llogaritet për ngarkesë të vërtet – reale, përkatësisht për
ngarkesë të pacaktuar me rregulloren plotësuese për ngarkesë me që rast merren parasysh ngarkesat dinamike dhe lodhja nëse ka.
7.4.1 Llogaritja e tegelave të bashkësive të salduara
- Tegelat Ballor Gjatë llogaritjes se bashkësisë së salduar ballore, trashësia e tegelit merret e barabartë
me trashësinë e llamarinës që saldohet (fig. 7.6). Nëse saldohen llamarinat me trashësi të ndryshme merret trashësia më e vogël.
29

Fig. 7.6. Tegeli ballor dhe dimensionet e tegelit.
- Llogaritja e tegelave ballor Dimensionimi i tegelave të bashkësive të salduara me tegel ballor sipas rregullores nuk
bëhet nëse janë plotësuar kushtet paraprake. Bashkësia e tegelave ballor është përcaktuar gjatë dimensionimit të detaleve të materialit bazë dhe raportit të formësimit të lejuar të materialit bazë. Nëse tegeli ballor llogaritet, sforcimi krahasues përcaktohet sipas hipotezës së punës deformuese në ndërrimin e trajtës.
- Tegelat këndor Trashësia teorike “a” e tegelit këndor është lartësia e trekëndëshit barabrinjës të vizatuar
në prerjen tërthore të tegelit (fig. 7.7). Gjatë saldimit në mbrojtjen e pluhurit, trashësia llogaritëse mund të rritet për 0.6 a ≤ 3 mm. Gjerësia llogaritëse “I” e tegelit këndor është gjatësia në të cilin është arritur trashësia “a” e paraparë e tegelit.
Fig. 7.7. Tegeli këndor dhe trashësia llogaritëse e tegelit.
Prerja tërthore e tegelit bartës është e barabartë me shumën e prodhimit të trashësisë “a” dhe të gjatësive “I” të tegelave.
- Llogaritja e tegelave këndor Supozohet se sforcimi σn, τI.τII veprojnë në tegelin këndor dhe atë sipas rrafshit ABCD
(fig.7.8).
Fig. 7.8. Skema për llogaritjen e tegelave këndor.
Për ngarkesa dyboshtore sforcimi është:
30
σgj – Sforcim ekuivalent.σII – Sforcimi normal, i cili vepron në drejtim të gjatësisë së tegelit, dhe shtrihet në rrafshin ABCD.σI – Sforcimi normal në shtypje ose në tërheqje i cili vepron normalisht në rrafshin ADCD.τI – sforcimi tangjencial që vepron normalisht në gjatësinë e tegelit dhe shtrihet në rrafshin
ABCD.τII – sforcimi tangjencial që vepron në drejtim të gjatësisë së tegelit dhe shtrihet në rrafshin
ABCD.
7.4.2 Sforcimet e lejuara të bashkësive të salduara Sforcimet e lejuara gjatë ngarkimit të qetë, për disa lloje të çeliqeve janë paraqitur në tab.7.7.
Tab.7.7 – Sforcimet e lejuara për materialin bazë.Sforcimi i lejuar te materiali bazë [N/mm2]
Lloji i ngarkesës Lloji i ngarkimitLLOJI I ÇELIKUTÇ.0361 Ç.0451 Ç.0561
TërheqjeShtypjeLakim
I 160 185 240
II 180 205 265
Sforcimet e lejuara te tegelat ballor, varet nga lloji i ngarkimit dhe cilësia e tegelit. Sforcimet e lejuara për tegel të tillë fitohen kur sforcimet e lejuara për materialin bazë, që janë paraqitur në tab.nr.7.7, zvogëlohen për koeficient “k” të dhënë në tab.nr.7.8.
Tab.7.8 – Koeficienti korrigjues në varësi nga lloji dhe cilësia e tegelit.Cilësia etegelit
Lloji isforcimit
Vlera e koeficientit – kÇ0361, Ç0451 Ç0561
Cilësiaspeciale
Në tërheqje ose lakim 1.0 1.0Shtypje 1.0 1.0Prerje 0.6 0.6
Cilësia INë tërheqje ose lakim 0.8 0.8Shtypje 1.0 1.0Prerje 0.6 0.6
Cilësia IINë tërheqje ose lakim 0.72 0.65Shtypje 1.0 0.8Prerje 0.55 0.50
Te tegelat ballor sforcimet e lejuara në tegel (σtlej) nuk guxojnë të kalojnë vlerën: σIlog ≤ σtlej ≤ k + σlej.
k – koeficienti korrigjues në varësi nga lloji dhe cilësia e tegelit (tab.5.2).σtlej – Sforcimi i lejuar për materialin bazë. Sforcimet e lejuara të tegelat këndor, janë dhënë në tab.7.9 ndërsa përcaktohet në bazë të formulës:
Rm – qëndrueshmëria në tërheqje e materialit bazë sipas standardit përkatës.V – koeficienti i sigurisë sipas standardit përkatës.Tab.7.9 – Sforcimi i lejuar për tegela këndor.
Sforcimet e lejuara për tegela këndor [N/mm2]
Mënyra eNgarkimit
Lloji i Çelikut
Ç.0361 Ç.0451 Ç.0561I 120 145 170II 135 160 190
31
7.5 Konstruktimi i bashkësive të salduara
Koncepti i konstruksionit të salduar duhet të jetë i tillë që rrjedhja e forcave të jetë sa më e njëtrajtshme dhe gjatë prodhimit sa më tepër të zvogëlohen deformimet dhe sforcimet e mbetura gjatë saldimit. Gjatë projektimit të konstruksioneve të salduara numri i tegelave montues duhet të jetë në minimum.
Tegelat duhet të jenë në vende sa më të përshtatshme (vende ku mund të afrohemi). Gjatë saldimit të konstruksioneve duhet ti shmangemi saldimit mbi kokë dhe duhet të tentojmë që saldimin ta bëjmë në pozitë horizontale. Gjatë saldimit të detaleve të konstruksioneve trashësia e të cilave është më e madhe se 30mm, sipas rregullës duhet të merren masa të posaçme (duhet të bëhet paranxehja). Nuk lejohet saldimi i konstruksioneve të ngarkuara me ngarkesa dinamike ose të sforcuara, të cilat gjatë prodhimit në gjendje të ftohtë deformohen më tepër se 5%.
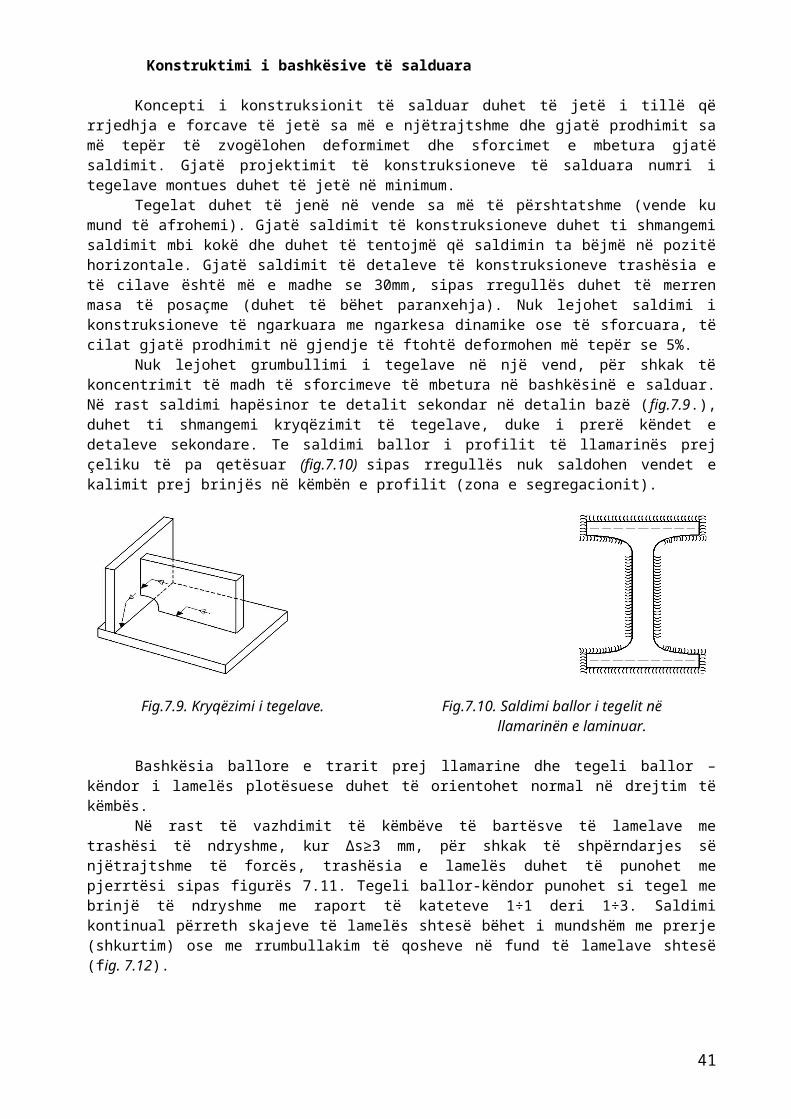
Nuk lejohet grumbullimi i tegelave në një vend, për shkak të koncentrimit të madh të sforcimeve të mbetura në bashkësinë e salduar. Në rast saldimi hapësinor te detalit sekondar në detalin bazë (fig.7.9.), duhet ti shmangemi kryqëzimit të tegelave, duke i prerë këndet e detaleve sekondare. Te saldimi ballor i profilit të llamarinës prej çeliku të pa qetësuar (fig.7.10) sipas rregullës nuk saldohen vendet e kalimit prej brinjës në këmbën e profilit (zona e segregacionit).
Fig.7.9. Kryqëzimi i tegelave. Fig.7.10. Saldimi ballor i tegelit në llamarinën e laminuar.
Bashkësia ballore e trarit prej llamarine dhe tegeli ballor – këndor i lamelës plotësuese duhet të orientohet normal në drejtim të këmbës.
Në rast të vazhdimit të këmbëve të bartësve të lamelave me trashësi të ndryshme, kur Δs≥3 mm, për shkak të shpërndarjes së njëtrajtshme të forcës, trashësia e lamelës duhet të punohet me pjerrtësi sipas figurës 7.11. Tegeli ballor-këndor punohet si tegel me brinjë të ndryshme me raport të kateteve 1÷1 deri 1÷3. Saldimi kontinual përreth skajeve të lamelës shtesë bëhet i mundshëm me prerje (shkurtim) ose me rrumbullakim të qosheve në fund të lamelave shtesë (fig. 7.12).
Fig. 7.11. Saldimi i llamarinave me trashësi të ndryshme.
Trashësia e tegelave ballor-këndor nuk guxon të jetë më e madhe se që është paraparë me llogaritje, përkatësisht me rregulla për konstruktimin e bashkësive të salduara.
32

Fig. 7.12. Saldimi horizontal në afërsi të lamelës.
Në rastet kur duhet që këmbët të punohen prej dy lamelave të mbështetura në njëra-tjetrën, atëherë ato saldohen paraprakisht. Të dy lamelat mund të bashkohen në një tërësi më ndihmën e tegelit “Y” (fig. 7.13). bashkimi paraprak i lamelave në mes veti bëhet për shkak të mundësisë së përpunimit të kanalit dhe risaldimit të rrënjës (fig. 7.13.a), ose të përfitimit të tegelit pa gabime të cilat shkaktohen nga paraleliteti i lamelave (fig. 7.13.b).
Fig.7.13. Saldimi i këmbëve prej dy lamelave.
Fig.7.14. Këmbëzat e trajtave prej llamarinave.
Këmbëza e trarit prej llamarinës, e salduar me brinjët e trarit, sipas rregullës nuk guxon të jetë më e trashë se 50 mm. nëse këmbët janë më të trasha se 50 mm, atëherë duhet të punohen prej lamelave të veçanta (fig. 7.14. a) ose të përdorën këmbët me brinjë (fig. 7. 14. b), me që rast kjo shtesë duhet të jetë më së paku 40 mm, ose të bëhet bashkimi i këmbës dhe brinjës përmes një këndori të madh (fig. 7. 14. c).
Atëherë kur duhet të vazhdohen brinjët me trashësi të ndryshme, kalimi prej brinjës më të hollë në atë më të trashë duhet të jetë i tillë që të mos ndodh koncentrimi i sforcimeve. Kur dallimi i trashësive është Δs/2 ≥ 3 mm, përgatitja bëhet sipas fig. 7.15.
33

Fig. 7.15. Saldimi i brinjëve prej llamarinave me trashësi të ndryshme.
Ngurtësia e brinjës së trarit në vendin, e ku është i mundshëm shfaqja e koncentrimit të sforcimeve duhet të vendosën me saldim ose me puthitje për këmbë përmes së cilës presioni përcillet në brinjë (fig. 7.16).
Nëse këmbët e trarit punohen prej dy profileve të njëjta, atëherë bashkimi i tyre bëhet me ndihmën e pllakave lidhëse, të cilat duhet të kenë trashësi të njëjtë me atë të këmbës (fig. 7.17).
Fig. 7.16. Ngurtësimi i brinjëve të trarit. Fig. 7.17. Saldimi i trarit prej dy profileve.
8.0 NDIKIMI I TEKNOLOGJISË PRODHUESE NË SHFAQJEN E DEFORMIMEVE GJATË SALDIMIT
Procesi më ekonomik për mënjanimin e deformimeve të krijuara gjatë procesit ë saldimit qëndron në zgjedhjen e procesit të tillë të montimit dhe të saldimit të konstruksioneve, i cili bënë të mundshme që deformimet e krijuara nga njëri tegel të mënjanohen nga deformimet e shkaktuara nga tegelat e tjerë.
Ndikimi i radhës së montimit, varet nga mënyra e bashkimit të detaleve gjatë montimit. Nëse detalet gjatë montimit bashkohen me tegela të shkurtër, atëherë detali do të sillet si të ishte prej një pjese. Në fig. 8.1, është paraqit skema e montimit dhe e saldimit të bashkësisë për të cilën janë salduar brinjët tërthor. Në fig. 8. 1a është paraqitur saldimi me tegel të shkurtë i pllakave për brinjët. Mirëpo nëse pjesa e epërme e trarit do të bashkohet në mënyrë elastike për brinjët me ndihmën e pllakave (fig .8. 1b) saldimi i brinjëve tërthor do të shkaktonte vetëm shkurtim gjatësor të pjesës së epërme të trarit. Pjesët tjera të trarit nuk do të deformohen meqë pllaka elastike do të bënin të mundshme shkurtimin e lirë gjatësor të pjesës së epërme.
34

Fig.8.1. Skema e montimit dhe saldimit të trarit – bartës.
Radha e saldimit, ndikon në gjendjen e sforcuar dhe deformimin e detaleve të salduara (fig.8.2). Në fig.8.2 është paraqit deformimi i shiritit të gjeneruar. Nëse regjenerimi i shiritit bëhet vetëm në një drejtim atëherë shiriti do të deformohet sipas lakores 3-2-1-0-1’-2’-3’ (fig.8.2.b). për këtë regjenerim duhet bërë sipas kaheve të paraqitura në fig.7.18.a me që rast shiriti do të deformohet sipas lakores 5-4-1-0-1’-4’-5’.
Fig.8.2. Skema e deformimit të shiritit të regjeneruar.
Në fig.8.3 është paraqitur formimi i sforcimeve reaktive te tegelat montues të trarit “I” në varësi nga radha e saldimit.
Fig.8.3. Sforcimet reaktive te tegelat montues të trarit “I”
35

Nëse së pari saldohen tegelat 1 dhe 2 në breza e pastaj tegeli 3 në brinjën e trarit, kjo do të shkaktoj formimin e sforcimit në tërheqje në brinjën dhe sforcimin në shtypje në breza (fig. 8.3a). mirëpo nëse së pari saldohet tegeli 1 në brinjën, e pastaj tegelat 2 dhe 3 në brezat e trarit , kjo do të shkaktoj shfaqjen e sforcimit në shtypje në brinjët dhe sforcimi në tërheqje në breza (fig. 8.3b). Gjatë saldimit të tegelave montues në kushtet e tilla, sforcimet relative do të jenë dukshëm më të vogla (fig. 8.3c). Shkalla e zvogëlimit të sforcimeve reaktive varet prej gjatësisë “I”.
Ndikimi i formësimit, në saktësinë e konstruksioneve shfaqët përmes ndërrimit të përmasave dhe pozicioneve të detaleve. Në fig .8.4, është paraqit procesi i mënjanimit të vijës së lakimit të trarit të shkaktuar nga tegeli gjatësor, me ndihmën e ndërrimit të përmasave dhe shpërndarjes së tegelave të llamarinave nyjore.
Fig. 8.4. Mënjanimi i vijës së lakimit të trarit.
Meqë trari pjesën e epërme e ka të gjerë, atëherë ai do të lakohet në formë konvekse në atë anë të brezit (fig. 8.4a). me shpërndarje adekuate dhe në zgjedhjen e përmasave të tegelave të llamarinave nyjore mund të mënjanohet lakimi i mbetur i trarit, shkaktuar nga tegeli gjatësor (fig. 8.4b).
Gjatë saldimit të detaleve të holla me detale të trasha mund të paraqitën plasaritjet përreth tegelit. Për këtë, bashkësitë e tilla duhet të bëhen ashtu siç është paraqitur në fig. 8.5a dhe fig. 8.5b. gjatë saldimit të gypave për llamarinë të trashë përreth gypit duhet patjetër të punohet kanali, i cili do të bëjë të mundshme që gjatë procesit të ftohjes dhe të tkurrjes, tegeli të mund të deformohet lirisht në mënyrë që të mos shfaqën plasaritjet (fig. 8.5a). kjo vlen edhe gjatë saldimit të llamarinave të holla me llamarina të trasha (fig. 8.5b).
Fig.8.5. Skema e saldimit të disa detaleve.
Dhëmbëzoret në fig. 8.5c është punuar prej dy lloje materialesh; kurora 1 dhe koka 2 prej çeliku të lidhur, ndërsa trupi 3 prej çeliku me pak karbon. Që të mund të bëhet saldimi pa plasaritje është e domosdoshme që detali prej çeliku të lidhur të paranxehet. Paranxehja e kokës 2 të dhëmbzorit gjatë ftohjes po ashtu do të shkaktoj zvogëlimin e diametrit të tij.
Zgjedhja e teknologjisë së prodhimit, duhet të bëhet para së gjithash sipas kërkesës së saktësisë së konstruktorit, në mënyrë që ti shmangemi riparimeve dhe të bëhet i mundshëm shfrytëzimi maksimal i automateve për saldim. Në fig. 8.6 janë paraqitur rastet e mundshme të montimit dhe të saldimit të profileve “I” për shiritin dhe brinjën tërthorë.
Nëse brinja e parë saldohet për profilin “L” (fig. 8.6a) atëherë tegelat vertikal do të shkaktojnë lakimin e profilit “L”. Saldimi i profilit “L” dhe brinjës tërthore për pllakën horizontale (fig. 8.6b) po ashtu do të shkaktonte lakimin e profilit “L”.
36

Nëse së pari saldohen brinjët tërthor me pllakën horizontale, a pastaj bëhet montimi dhe saldimi i profilit “L” për llamarinën dhe për brinjën tërthore (fig. 8.6c dhe 8.6b,d) mund të arrihet që lakimi i mbetur i trarit të mënjanohet.
Nëse së pari saldojmë trarin “L” për pllakën horizontale, pastaj montojmë brinjët tërthore (fig. 8.6.e dhe f), lakimi i gjithmbarshëm është më i vogël se kur saldimi bëhet sipas fig. 8.6a dhe fig. 8.6b. teknologjia më e përshtatshme e prodhimit është ajo e treguar në fig. 8.6c dhe 8.6d.
Fig. 8.6. Skema e teknologjisë së prodhimit me saldim të një trari.
9.0 MASAT PËR PENGIMIN E DEFORMIMEVE
Deformimet në konstruksionet e salduara mund të pengohen (mënjanohen apo zvogëlohen) me shumë masa. Ato parimisht, mund të ndërmerren para, gjatë dhe pas saldimit.
Masat e parandalimit janë:- Zgjedhja adekuate konstruktive e tërë konstruksionit të salduar,- Shfrytëzimi i deformimeve paraprake,- Nxehja paraprake, përkatësisht paranxehja,- Radha adekuate e saldimit etj.Llamarinat që janë të përgatitura në kanal “V” duhet të vendosën në pozitë të
përshtatshme për saldim. Para saldimit nën to vendosën mbështetës të caktuar të cilët zgjedhën në varësi të aftësisë së materialit për tkurrje (fig. 9.1a). Te saldimi gjatësor i anëve cilindrike ose i gypave nuk ka nevojë të bëhet përgatitja e kanalit (fig. 9.1b). te tegelat rrethor te enët cilindrike ose sferike, buzët paraprakisht lakohen nga ana e jashtme (fig. 9.2a).
Pjesët për arnim që duhen të saldohen në detale të ndryshme domosdo duhet të deformohen (kuposën) (fig. 9.2b). gjithashtu mund të përdorët edhe kuposja e llamarinave ose lakimi i gypave, për shkak se bëhet e mundshme tërheqja e lirë pas procesit të saldimit (fig. 9.2c). te trupat masiv mund të bëhet përpunimi i kanaleve rrethore me qëllim të zvogëlimit të koncentrimit të sforcimeve (fig. 9.2c).
37

Fig. 9.1. Pozita e detaleve me qëllim të mënjanimit të gabimeve për shkak të tkurrjes: a – pllaka, b – gypi.
Fig. 9.2. Forma e përgatitës së detaleve me qëllim të zvogëlimit të gabimeve për shkak të tkurrjes.
Fig. 9.3. Përgatitja e detaleve Fig. 9.4. Ndikimi i pozitës së tegelit për saldim në kënde. me deformimet e profilit “T”.
Në tegelat e njëanshëm këndor këndi në mes të detaleve duhet të jetë më i madh për aq sa është këndi i tkurrjes (fig. 9.3). Deformimi këndor i brezit të profilit mund të eliminohet nëse brezi paraprakisht lakohet në anën e kundërt (fig. 9.4b).
9.1 Masat gjatë saldimit- Saldimi sipas planit paraprak dhe radhës së caktuar,- Zgjedhja adekuate e diametrit të elektrodës, përkatësisht intensitetit të rrymës,- Shpejtësia e drejt gjatë saldimit, përkatësisht e lëvizjes së harkut elektrik etj.
Meqë gjatë pikimit të bashkësisë së salduar paraqitën tkurrjet tërthore, duhet pasur parasysh edhe radhën e pikimit. Preferohet radha e pikimit (fig. 9.5) prej mesit kah skajet dhe prej skajeve kah mesi.
Fig. 9.5. Radha e pikimit të detaleve që saldohen: a – prej mesit kah skajet, b – prej skajeve kah mesi.
38

Gjatësia e tegelit të pikimit është 50 80 mm, ndërsa caktohet në atë mënyrë që çdo tegel i dytë ose i tretë të filloj me elektrodë të re.
Në varësi nga pika në të cilën fillon saldimi dallojmë:- Saldimi prej skajit të tegelit dhe - Saldimi kah skajet e tegelit.Në të dy rastet saldimi mund të bëhet:- Pa ndërprerje,- Me ndërprerje dhe - Me hap kthyes – kërcyes.Saldimi prej skajit të bashkësisë së salduar pa ndërprerje bëhet me një kalim. Më së
shumti përdorët te saldimi automatik (fig. 9.6). Saldimi me ndërprerje (kërcyes), bëhet me një varg tegelash dhe me radhë që është paraqitur në fig. 9.7. Zakonisht gjatësia e tegelit është e barabartë me gjatësinë e saldimit me një elektrodë.
Fig. 9.6. Saldimi pa ndërprerje. Fig. 9.7. Saldimi me ndërprerje.
Saldimi me hapë kthyes, bëhet me disa tegela, ku kahu u saldimit është i kundërt me atë të saldimit të bashkësisë së salduar me një elektrodë.
Saldimi me hapë kthyes – kërcyes, bëhet me disa tegela, ku kahu i saldimit është i kundërt me atë të bashkësisë së salduar (fig. 9.9).
Fig. 9.8. saldimi me hapë kthyes. Fig. 9.9. Saldimi me hapë kthyes – kërcyes.
Fig. 9.10. Saldimi kah skajet.Saldimi kah skajet mund të jetë:- Saldimi kah skajet pa ndërprerje dhe - Saldimi kah skajet zig-zage.Saldimi kah skajet pa ndërprerje mund të jetë i punuar prej një apo dy saldatorëve për
njëherë, ndërsa kahu i saldimit është paraqitur në fig.9.10.Nëse duhet të bëhet saldimi i tegelave që përbëjnë tegela gjatësor dhe tërthorë atëherë së
pari duhet të saldohen tegelat tërthor (A) e pastaj tegelat gjatësor (B) (fig.9.11).
Fig. 9.11. Radha e saldimit të Fig. 9.12. Radha e saldimit të tegelave tegelave gjatësor dhe tërthor: ballor këndor: A – tegeli ballor (tërthor), A – tërthor, B – gjatësor. B – tegeli (gjatësor) këndor.
39

Nëse tegeli këndor kalon mbi atë ballor, për shkak të prerjes tërthore më të madh të tegelit ballor, së pari duhet të saldohet tegeli tërthor (A) e pastaj ai këndor (gjatësor) (B) (fig. 9.12).
Tegelat kontinual duhet salduar prej mesit kah skajet dhe atë sipas mundësisë nga të dy anët përnjëherë (fig. 9.13). kur ka pengesa, saldimi bëhet me dore ose me gravitacion.
Fig. 9.13. Saldimi i tegelave kontinual këndor prej mesit kah skajet.
Kujdes të posaçëm duhet të kem i gjatë saldimit dhe arnimit të detaleve të ndryshme për pllaka. Gjatë saldimit të rrënjës mund të shfaqën plasaritjet. Për këtë shkak tegelat e tillë duhet të saldohen sipas radhës së treguar në fig. 9.14.
Fig. 9.14. Radha e saldimit (arnimit) të detaleve: a – cilindrike, b – të profiluara.
Përveç radhës i duhet të përpilohet edhe plani i saldimit, i cili duhet të përmbaj:- Të dhënat për materialin me pozitën e saldimit, për kanale,- Të dhënat lidhur me pozitën e saldimit,- Të dhënat lidhur me procesin dhe parametrat e saldimit, temperaturen,- Të dhënat lidhur me procesin e përpunimit pas saldimit (përp. termik, me prerje, etj).Masat pas saldimit janë:- Përpunimi termik i tërë bashkësisë së salduar,- Nxehja lokale e bashkësisë së salduar,- Drejtimi (rrafshimi) me nxehje bashkësisë së salduar etj.Përpunimi termik, shpesh përdorët për zvogëlimin e sforcimit të brendshëm. Më së
tepërmi përdorët pikja. Ajo bëhet me nxehje të materialit deri në temperaturën e përpunimit termik, qëndrimin në atë temperaturë dhe ftohjen e kontrolluar deri në temperaturë normale.
40
10. KONTRIBUTI I JUAJ NGA: LITERATURA dhe INTERNETINë vazhdim janë paraqitur disa të dhëna interesante lidhur me saldimin e në veçanti me proceset speciale të saldimit.
Fig.10.1 Thellsia depërtuese e tegelit nga përdorimi i disa gazrave mbrojtëse
Fig10.2. Efektet e oksigjenit përkundër shtimit të CO2 në mbrojtjen me Argon dhe Helium
Fig.10.3 Shpenzimi i telit gjatë saldimit të çeliqeve karbonike dhe të ulët lidhura.
41

Fig. 10.5. Trajektorja e elektrodës te saldimi vertikal
Fig. 10.6. Ndërtimi i mirë i tegelit ka pamje të jashtme shkëlqyese
Masat e përgjithshme që duhet ndërmarrë gjatë saldimit janë:Eliminimi i poroziteteve:1. Pastrimi i vendsaldimit nga lagështia, ndryshku, yndyrat, ngjyra dhe papastërtitë tjera.2. Zvogëlimi i tensionit3. Rregullimi i harkut elektrik (distanca mes elektrodës dhe materialit bazë) 4. Zmadhimi i shpejtësisë së ushqimit me material shtesë,5. Zvogëlimi i këndit zvarritës.
Eliminimi i lidhjeve konvekse (të lugëta)1. Korrigjimi i tensionit2. Zvogëlimi i harkut elektrik3. Zvogëlimi i shpejtësisë ushqyese me material shtesë,4. Zvogëlimi i shpejtësisë së lëvizjes së elektrodës5. Zvogëlimi i këndit zvarritës
Eliminimi i spërkatjeve: 1. Rregullimi i tensionit2. Zvogëlimi i këndit zvarritës3. Zvogëlimi i harkut elektrik4. Zmadhimi i ushqimit me material shtesë 5. Zvogëlimi i shpejtësisë së lëvizjes së elektrodës
Rregullimi i depërtueshmërisë së materialit të shkrirë1. Zvogëlimi i harkut elektrik2. Zmadhimi i ushqimit me material shtesë
42

3. Zvogëlimi i tensionit4. Zvogëlimi i shpejtësisë së lëvizjes së elektrodës5. Zvogëlimi i këndit zvarritës
10.1 Simbolizimi i vensaldimit
43

10.2. Saldimi me shpërthim (eksplodim) dhe llojet e eksplozivëve
Skema e saldimit me shpërthim
Explozivët Shpejtësia e detonimit, VD
(m/s)
RDX (Cyclotrimethylene trinitramine, C3H6N6O6 8100
PETN (Pentaerythritol tetranitrate, C5H8N12O4) 8190
TNT (Trinitrotoluene, C7H5N3O6) 6600
Tetryl (Trinitrophenylmethylinitramine, C7H5O8N5) 7800
Lead azide (N6Pb) 5010
Detasheet 7020
Ammonium nitrate (NH4NO3) 2655
44

10.3. Saldimi me plazmë
flakëhedhësi i plazmës me elementet e tij
Skema e saldimit me plazmë
Faza e I (aktivizimi i rrymës me frekuencë të lartë dhe i gazit )
Faza II (drejtimi i harkut të plazmes)
45

Faza III (formimi i harkut të plazmes dhe ndalja e frekuencave të larta)
Orientuesi i plazmës me dorë
Saldimi me ultrazë
11. KONTRIBUTI I JUAJ NGA: PRAKTIKA 46

Plani i ndërtimit të një tavoline për saldim dhe renditja e punimeve në praktikë
përgatitja e materialit fillimi i punës
punmi pllakes saldim edhe nga ana e poshtme e pllakes
47

saldimi i këmbëve te tavolines saldimi i plakes ndihmse
saldimi i rrotave saldimi i pjesëve ndihmëse
pamja e tavolines pas saldimit
12. PËRFUNDIM (konkluzionet lidhur me këto pika)
Saldimi është bashkimi i dy materialeve me ose pa materialin shtesë ashtu që ti ketë vetitë e nevojshme përçka është dedikuar konstruksioni- bashkësia. Saldimi me hark elektrik ndahet në: saldimi me hark elektrik me dorë, saldimi nën mbrojtjen e pluhurit, saldimi me hark elektrik nën mbrojtjen e gazit inert (TIG dhe MIG), saldimi me elektrodë të pashkrijshme nën mbrojtjen e gazit inert (TIG), etj.
Në këtë seminar rëndësi të veçantë i është dhënë proceseve speciale të saldimit siç janë: saldimi me fërkim, saldimi me ultratingull (ultrazë), saldimi me frekuenca të larta, saldimi me plazmë, saldimi me tufë elektronesh, saldimi me laser dhe saldimi me shpërthim (eksplodim). Këto procese kanë gjetur një përdorim të gjerë në industri për shkak të saktësisë dhe efikasitetit të tyre.
48

Saldimi me fërkim është proces në të cilin nxehtësia për saldim krijohet me shëndrrimin e drejtpërdrejt të energjisë mekanike në atë të nxehtësisë. Saldimi me fërkim mund të përdorët për përpunimin e veglave, detaleve të ndryshme në industrinë e automobilave, traktorëve, biçikletave, etj.
Saldimi me ultratingull mbështetet në shfrytëzimin e dridhjeve mekanike të shkaktuara nga ultratingulli në vendin ku saldohet. Kjo metodë më së tepërmi përdorët në industrinë precize, në teknikën radio dhe televizive (kondensatorët, transistorët, etj). Tegeli i salduar me saldim tegeli (i pandërprerë) është hermetik, përkatësisht fluidi nuk mund të rrjedh.
Te saldimi me plazmë, plazma e fituar mund të përdorët për saldim, regjenerim, prerje, përpunim termik, shkrirje.
Saldimi me tufë elektronesh ofron mundësi saldimi gati të gjithave metaleve dhe lidhjeve të tyre, diapazon të gjerë të trashësisë së materialit bazë (s = 0.05 – 300 mm) dhe mundësi saldimi të metaleve, të cilat vështirë saldohen ose nuk saldohen fare me metoda të tjera (beriliumi, molibdeni, volframi, tantalit, vandiumi, etj.).
Përdorimi i laserit në saldim është ende shumë i rrallë, për shkak të çmimit shumë të lart. Pritet që në të afërmen përdorimi i laserit të jetë më i madh, por që varët shumë nga ulja e çmimit të pajisjes për saldim (gjeneratorit).
Saldimi me shpërthim (me material shpërthyes), është proces i rrallë që nuk mund të radhitet as në saldim me hark elektrik e as me saldim me elektro-rezistencë d.m.th. nuk e shfrytëzon as energjinë elektrike as mekanike për shkrirjen e materialit bazë apo atij plotësues. Me këtë metodë mund të saldohen sipërfaqe të mëdha me konfiguracion të rrafshët ose të ndërlikuara, që nuk mund të saldoheshin me metoda tjera.
Saldimi me frekuenca të larta ka përdorim të gjerë në prodhimtarin e profileve dhe në prodhimtarin e gypave me saldim gjatësor. Për prodhimin e gypave më së tepërmi përdorët metoda e saldimit të gypave me rrëshqitje (kontakte të rrëshqitshme) elektroda të rrëshqitshme.
Gjithashtu pas kryerjes së saldimit duhet të bëhet prova e saldimit për të zbuluar cilësitë e materialit gjatë procesit të shkrirjes dhe mundësin e përfitimit të bashkësisë së salduar.
Provat e saldueshmëris mund të ndahen në: provat e saldueshmëris operative, provat e saldueshmëris metalurgjike, provat e saldueshmëris konstruktive ose të përgjithshme.Provat e saldueshmëris operative zbulojnë cilësitë e materialit gjatë procesit të shkrirjes dhe mundësin e përfitimit të bashkësisë së salduar.
Provat e saldueshmëris metalurgjike përcaktojnë transformimet fiziko-kimike të materialit bazë në ndikimin e ciklit termik të saldimit.
Provat e saldueshmëris konstruktive ose të përgjithshme parashohin përcaktimin e karakteristikave mekanike të bashkësisë së salduara ballore, nën ndikimin e sforcimeve statike dhe dinamike në temperatura të larta dhe të ulëta. Këtu bëhen këto prova: e tërheqjes, prerjes, lakimit, shtalbësis, fortësisë etj.
Instituti ndërkombëtar i saldimit ( ), në dokumentin Doc.367-71 ka bërë klasifikimi i çeliqeve të cilat ndahen në katër grupe në varësi nga cilësia: B,C,D dhe E. Plani i saldimit duhet të përmbajë: procesin e saldimit, llojin e materialit plotësues, radhën e saldimit, cilësinë e prodhimit, kërkesat për prodhim dhe përpunimi, provat dhe mënyrën e kontrollimit të tegelave të salduara.
Ekzistojnë tri lloje të cilësisë së tegelit: 1. Cilësia speciale “S”, 2. Cilësia “I” dhe 3. Cilësia “II”.Shënimi i cilësisë së tegelave bëhet sipas standardit përkatës dhe në përputhje me
paraqitjen e tegelave ne vizatim. Paraqitja e tegelave në saldim bëhet sipas standardit ISO 2553/94. Tegelat shënohen në përputhje me rregullat e vizatimit teknik.
Paraqitja e plotë e tegelave në vizatim përbëhet prej: - Shigjetës,- Vijave treguese,- Shenjës numerike të përmasave.
Procesi më ekonomik për mënjanimin e deformimeve të krijuara gjatë procesit ë saldimit qëndron në zgjedhjen e procesit të tillë të montimit dhe të saldimit të konstruksioneve, i cili bënë të mundshme që deformimet e krijuara nga njëri tegel të mënjanohen nga deformimet e shkaktuara nga tegelat e tjerë.
49

Ndikimi i radhës së montimit, varet nga mënyra e bashkimit të detaleve gjatë montimit. Nëse detalet gjatë montimit bashkohen me tegela të shkurtër, atëherë detali do të sillet si të ishte prej një pjese
Radha e saldimit, ndikon në gjendjen e sforcuar dhe deformimin e detaleve të salduara. Ndikimi i formësimit, në saktësinë e konstruksioneve shfaqët përmes ndërrimit të
përmasave dhe pozicioneve të detaleve. Gjatë saldimit të detaleve të holla me detale të trasha mund të paraqitën plasaritjet
përreth tegelit. Gjatë saldimit të gypave për llamarinë të trashë përreth gypit duhet patjetër të punohet kanali, i cili do të bëjë të mundshme që gjatë procesit të ftohjes dhe të tkurrjes, tegeli të mund të deformohet lirisht në mënyrë që të mos shfaqën plasaritjet kjo vlen edhe gjatë saldimit të llamarinave të holla me llamarina të trasha.
Deformimet në konstruksionet e salduara mund të pengohen (mënjanohen apo zvogëlohen) me shumë masa. Ato parimisht, mund të ndërmerren para, gjatë dhe pas saldimit.
Masat e parandalimit janë: zgjedhja adekuate konstruktive e tërë konstruksionit të salduar, shfrytëzimi i deformimeve paraprake, nxehja paraprake, përkatësisht paranxehja, radha adekuate e saldimit etj.
13.LITERATURA
1.Dr.sc. Bajrush Bytyçi; Dr.sc. Hysni Osmani; Mr.sc. Nexhat Qehaja: Materialet e makinerisë, Prishtinë 1999
2Mr. inxh. Bajrush Bytyqi: Saldimi, Universiteti i Kosovës në Prishtinë. 1986.
3Dr. Bajrush Bytyqi. Mr. Hysni Osmani: Saldimi I. UP. Prishtinë. 1996.
4Dr. Bajrush Bytyqi. Mr. Hysni Osmani: Saldimi II. UP. Prishtinë. 1997.
5Prof. Dr Nexhat Boshnjaku: Njohuri materialesh të makinerisë, Universiteti i Kosovës në
Prishtinë, Prishtinë, 1981
1. welding prove.com.
2. welding machinery.com.
3. welding in the woalrd.de etj.
50





























