Embed Size (px)
Citation preview
77
BAB IV
PEMBAHASAN
4.1 Perhitungan Gaya Potong dan Gaya Pengecapan.
4.1.1 Penentuan gaya potong dari rumus
Pada penentuan gaya potong bisa ditentukan melaui rumus yang ada di leteratur. Pada
rumus ini perlu diketahui data-data mengenai luasan yang mengalami gaya potong dan UTS
dari material yang dipotong. Untuk besarnya gaya pemotongan yang terjadi dapat
diperkirakan dengan menggunakan rumus sebagai berikut :
F = 0,7 TL (UTS)
Dimana F = Gaya potong
UTS = Ultimate tensile strength dari material yang dipotong.
T = Tebal benda kerja
L = Panjang daerah yang dipotong
Dari data yang diketahui dari lampiran besarnya UTS untuk jenis material spon EVA sebesar
0,74 N/mm2.
Dari hasil surve yang dilakukan ke daerah wedoro didapatkan bahwa jumlah
permintaan untuk pembuatan ukuran 39-43 sangat banyak dari pada ukuran sandal yang lain.
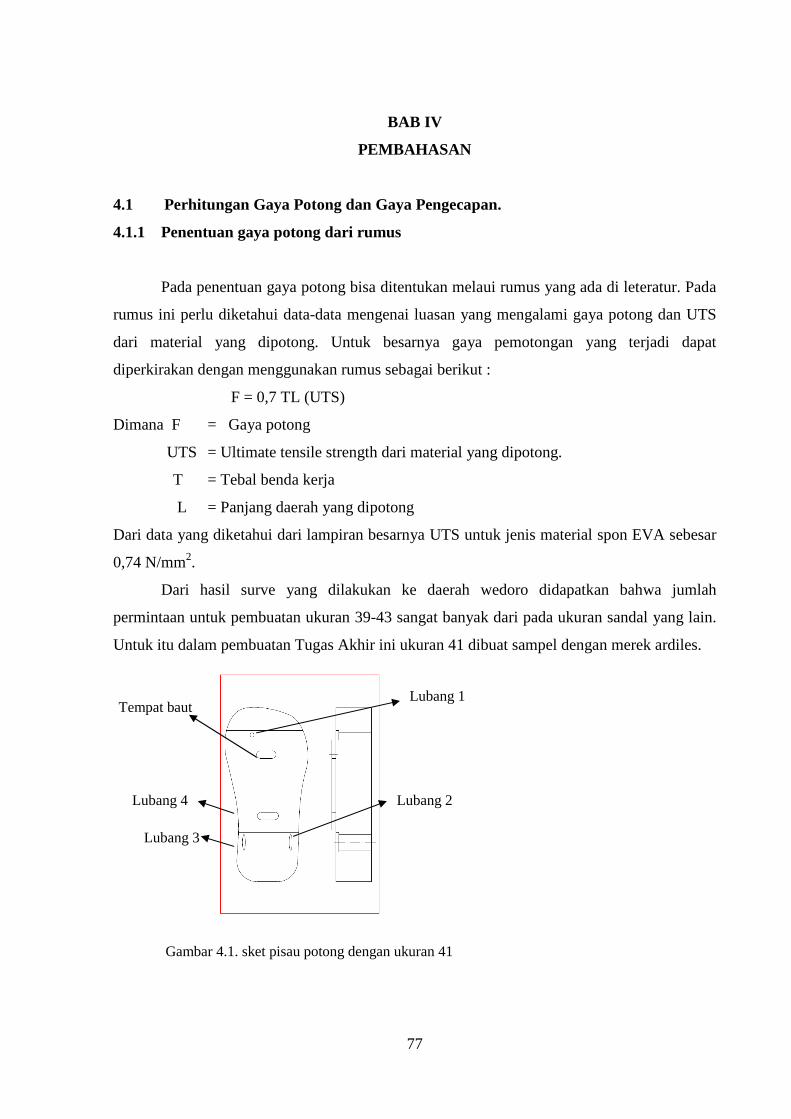
Untuk itu dalam pembuatan Tugas Akhir ini ukuran 41 dibuat sampel dengan merek ardiles.
Lubang 4
Lubang 3
Lubang 2
Lubang 1 Tempat baut
Gambar 4.1. sket pisau potong dengan ukuran 41
78
Untuk melakukan proses pemotongan perlu diketahui total luasan potong yang akan
terjadi. Luasan pemotongan pada pembuatan sandal terbagi menjadi beberapa bagian yaitu
pada bagian kanan dan kiri.bagian sebelah kanan terdapat beberapa lubang antara lain :
1. Lubang 1
Keliling L1 = π x d = 3,14 x 5
= 15,7 mm = 0,0157 m
Luas L1 = Kel L1 x tinggi (tebal material)
= 0,0157 x 0,01
= 0,000157 m2
2. Lubang 2
Keliling L2 = 75 mm = 0,075 m
Luas L2 = Kel L2 x tinggi (tebal material)
= 0,075 x 0,01
= 0,00075 m2
3. Lubang 3
Pada lubang 3 besarnya luasan potong sama dengan lubang 2. Jadi besar luasan
lubang 3 = 0,00075 m2
4. Sedang pada lubang 4 adalah keliling bagian sisi terluar pada pisau pemotong.
Keliling lubang 4 = 67,8 cm = 0,678 m
Jadi luas pada L4 = kel L4 x 0,01
= 0,00678 m2
Untuk total lubang yang terjadi pada bagian pisau sebelah kanan adalah : Atotal = L1 + L2 +
L3 + L4
= 0,000175 + 0,00075 + 0,00075 + 0,00678
= 0,008437 m2
Dengan melihat data-data yang ada di atas dapat di cari besar gaya potong yang terjadi pada
luasan (T x L) 0,008437 m2
79
F = 0,7 TL (UTS)
F = 0,7 x 0,008437 m2 x 0,74 N/mm2
F = 4370,37 N
Hasil observasi di home industri di daerah Wedoro dan studi pustaka dari Tugas Akhir
Dica Novianto dan Ferry Ardianto (2006). Dari data Tugas Akhir Dica Novianto dan Ferry
Ardianto (2006) didapat gaya potong ( F ) = 16792,4 N = 1679,24 kgf dan saat melakukan
proses pemotongan atau cutting di dapat Pressure sebesar P = 900 psi = 6205500 N/m2.
Diketahui besarnya luasan potong yang terjadi pada saat pemotongan sebesar Atot= 0,016874
m2.
Perhitungan gaya yang dirancangkan :
)24,1679%30(24,1679 kgfxkgfF +=
kgfF 012,2183=
Jadi besar gaya potong yang terjadi pada saat proses cutting sebesar F = 4370,37 N. Dengan
melihat bahwa besar gaya yang didapat rumus < besar gaya yang direncanakan , maka
dianggap besar gaya potong yang direncanakan bisa melakukan pemotongan.
4.1.2 Penentuan gaya pengecapan untuk dasar perencanaan
Untuk menentukan dasar rancangan gaya pengecapan didapat dari hasil percobaan
proses embossing pada bahan Spon EVA di Lab Fluid Power D3 Teknik Mesin ITS dengan
menggunakan mesin hot embossing yang ada dengan spesifikasi sbb:
Dp (diameter piston atau diameter bor) = 63mm
P (tekanan yang terjadi) = 7 bar
= 7 – 1,5 Kgf/cm2
= 5,5 Kgf/cm2
µ (koofisien gesekan yang terjadi pada silinder) = 0,95
80
Maka didapat gaya pembentukan:
F =4
πD2 P µ
= 4
π (6.3 cm)2 7 Kgf/cm2 – 1,5 Kgf/cm2 0.95
= 163 kgf
= 163 N
Didapatkan hasil pengujian yang terbaik pada :
Temperature = 85°C
Holding Time = 12 detik
4.2. Perhitungan Perpindahan Panas Konduksi Pada Mesin dan Konfigurasi Sensor
Temperatur
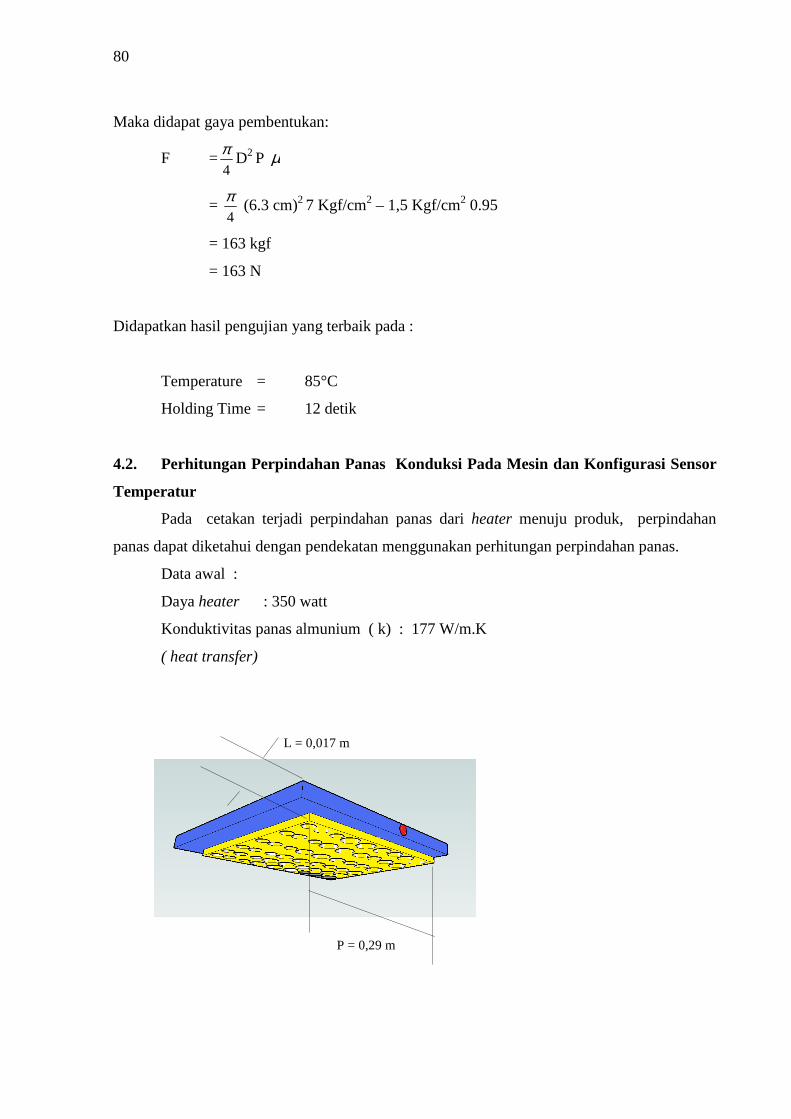
Pada cetakan terjadi perpindahan panas dari heater menuju produk, perpindahan
panas dapat diketahui dengan pendekatan menggunakan perhitungan perpindahan panas.
Data awal :
Daya heater : 350 watt
Konduktivitas panas almunium ( k) : 177 W/m.K
( heat transfer)
P = 0,29 m
L = 0,017 m

81
Gambar. 4.4. Perpindahan Panas yang terjadi
Asumsi : 1. steady state condition
2. perpindahan panas satu dimensi ( arah x )
pada almunium
3. perpindahan panas pada cetakan atas dan
bawah sama
4.perambatan panas merata di seluruh
permukaan dengan
arah x
Dari data diatas dapat diketahui temperatur pada cetakan dengan menggunakan rumus
perpindahan panas konduksi.
q” = - k A ( T2 – T1 )
L
350 W = -177 W/m.K x (0,29x0,24) m2 ( T2 – T1)
0,017 m
( T2 – T1 ) = 350 W x 0,017m
(-177 W/m.K x 0,0696 m2)
T2 = T1 – 0,483 oC
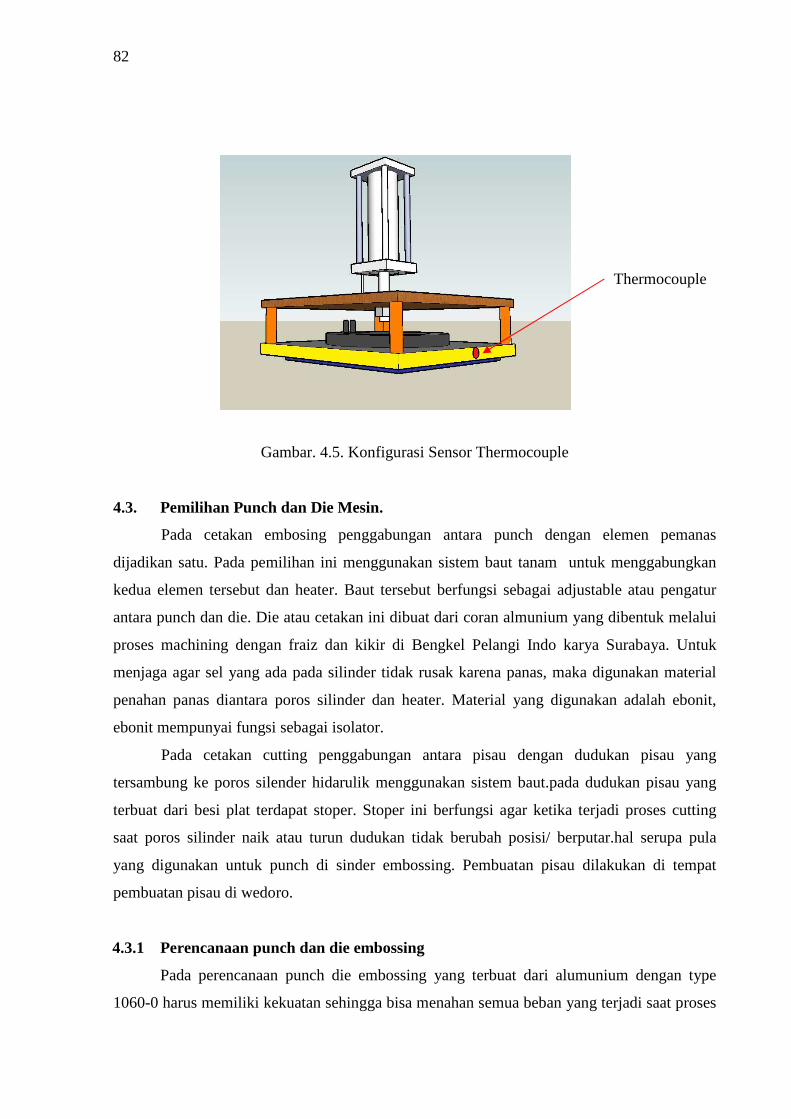
Dari rumus didapatkan temperatur pada cetakan die sebesar T2= T1 – 0,483 oC,dengan T1 disetting 850C. Jadi temperatur pada cetakan die berbeda 0,483 oC dari
temperatur pada heater. Hal ini disebabkan karena ada panas yang terbuang ke lingkungan,
sehingga untuk memperoleh temperatur yang mendekati sama dengan temperatur produk
maka sensor temperatur diletakkan pada dinding cetakan, seperti yang terlihat pada gambar
dibawah.
l = 0,24 m
q”
T1 = 85 º C
T2
82
Gambar. 4.5. Konfigurasi Sensor Thermocouple
4.3. Pemilihan Punch dan Die Mesin.
Pada cetakan embosing penggabungan antara punch dengan elemen pemanas
dijadikan satu. Pada pemilihan ini menggunakan sistem baut tanam untuk menggabungkan
kedua elemen tersebut dan heater. Baut tersebut berfungsi sebagai adjustable atau pengatur
antara punch dan die. Die atau cetakan ini dibuat dari coran almunium yang dibentuk melalui
proses machining dengan fraiz dan kikir di Bengkel Pelangi Indo karya Surabaya. Untuk
menjaga agar sel yang ada pada silinder tidak rusak karena panas, maka digunakan material
penahan panas diantara poros silinder dan heater. Material yang digunakan adalah ebonit,
ebonit mempunyai fungsi sebagai isolator.
Pada cetakan cutting penggabungan antara pisau dengan dudukan pisau yang
tersambung ke poros silender hidarulik menggunakan sistem baut.pada dudukan pisau yang
terbuat dari besi plat terdapat stoper. Stoper ini berfungsi agar ketika terjadi proses cutting
saat poros silinder naik atau turun dudukan tidak berubah posisi/ berputar.hal serupa pula
yang digunakan untuk punch di sinder embossing. Pembuatan pisau dilakukan di tempat
pembuatan pisau di wedoro.
4.3.1 Perencanaan punch dan die embossing
Pada perencanaan punch die embossing yang terbuat dari alumunium dengan type
1060-0 harus memiliki kekuatan sehingga bisa menahan semua beban yang terjadi saat proses
Thermocouple

83
embossing. Dari literatur dan uji coba di lab pneumatik dan hidraulik D3 Teknik Mesin
didapat data-data sebagai berikut :
• Tekanan yang terjadi saat proses embossing dengan menggunakan alat yang telah
direncanakan, P = 55 bar
• Gaya yang terjadi saat proses embossing dengan menggunakan alat yang telah
direncanakan, F = 6908 N
• Luasan Punch and Die yang mengalami proses embossing, A = 0,0696 m2
• Besarnya nilai Yield Strength untuk material Punch and Die yang digunakan Alumunium
1060-0 dengan besar Yield Strength = 28 Mpa (Mott, 2004)
Dengan memperhatikan data-data di atas didapat besarnya tegangan ijin material Tegangan
tarik ijin material [σt] = N
gthYieldStren dimana N = angka keamanan pada saat cetakan ini
bekerja = 2,5 maka besarnya tegangan tarik ijin material adalah [σt] = 5,2
280bar = 112 bar.
Sedang tegangan kompresi yang terjadi saat proses pengecapan dengan memperhatikan data-
data sebagai berikut :
• F = 6908 N
• A = 0,0696 m2
Maka besarnya adalah σc = A
F =
20696,0
6908
m
N = 99252,87 N/m2 = 99252,87 Pa = 0,99 bar
Dari perhitungan diatas didapatkan tegangan tarik ijin pada material adalah 112 bar > 0,99 bar
sehingga punch ini sangat aman digunakan untuk proses embossing selama mesin press
beroperasi
Gambar. 4.6 Desain Die embossing yang Direncanakan
84
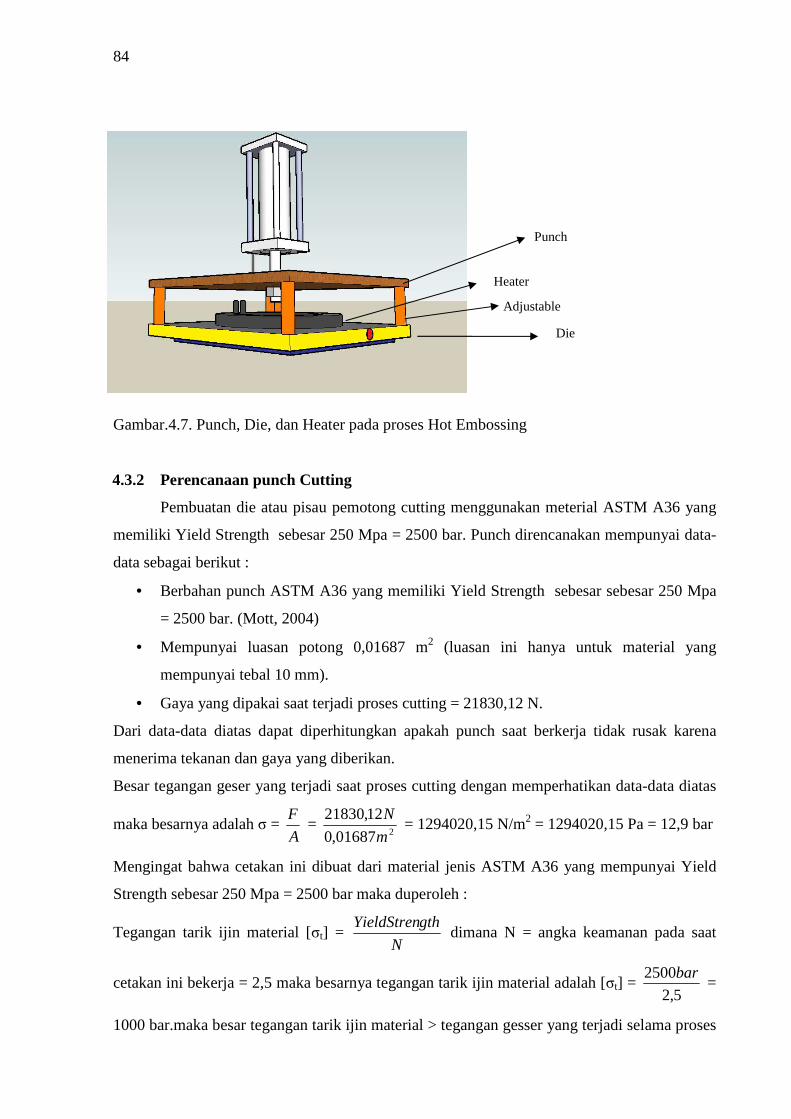
Gambar.4.7. Punch, Die, dan Heater pada proses Hot Embossing
4.3.2 Perencanaan punch Cutting
Pembuatan die atau pisau pemotong cutting menggunakan meterial ASTM A36 yang
memiliki Yield Strength sebesar 250 Mpa = 2500 bar. Punch direncanakan mempunyai data-
data sebagai berikut :
• Berbahan punch ASTM A36 yang memiliki Yield Strength sebesar sebesar 250 Mpa
= 2500 bar. (Mott, 2004)
• Mempunyai luasan potong 0,01687 m2 (luasan ini hanya untuk material yang
mempunyai tebal 10 mm).
• Gaya yang dipakai saat terjadi proses cutting = 21830,12 N.
Dari data-data diatas dapat diperhitungkan apakah punch saat berkerja tidak rusak karena
menerima tekanan dan gaya yang diberikan.
Besar tegangan geser yang terjadi saat proses cutting dengan memperhatikan data-data diatas
maka besarnya adalah σ = A
F =
201687,0
12,21830
m
N = 1294020,15 N/m2 = 1294020,15 Pa = 12,9 bar
Mengingat bahwa cetakan ini dibuat dari material jenis ASTM A36 yang mempunyai Yield
Strength sebesar 250 Mpa = 2500 bar maka duperoleh :
Tegangan tarik ijin material [σt] = N
gthYieldStren dimana N = angka keamanan pada saat
cetakan ini bekerja = 2,5 maka besarnya tegangan tarik ijin material adalah [σt] = 5,2
2500bar =
1000 bar.maka besar tegangan tarik ijin material > tegangan gesser yang terjadi selama proses
Punch
Heater
Die
Adjustable
85
cutting sehingga bisa dikatakan bahwa cetakan ini aman saat digunakan untuk memotong
material sandal selama mesin hidraulik ini bekerja.
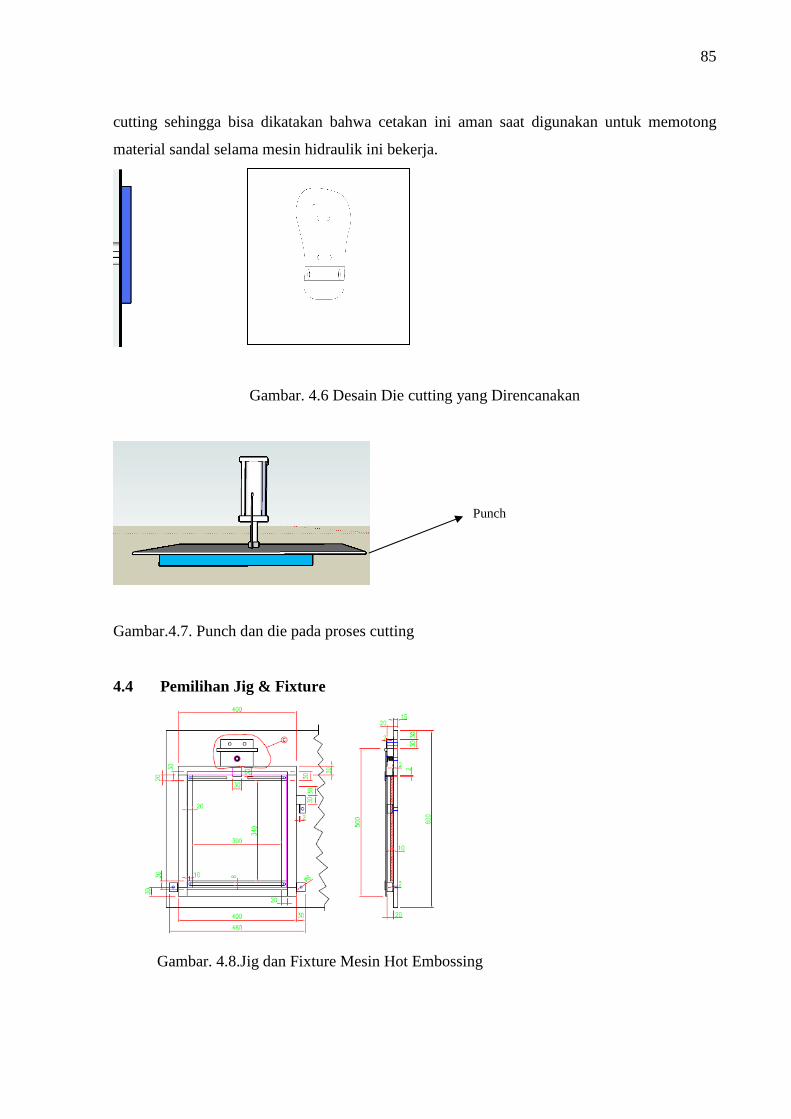
Gambar. 4.6 Desain Die cutting yang Direncanakan
Gambar.4.7. Punch dan die pada proses cutting
4.4 Pemilihan Jig & Fixture
Gambar. 4.8.Jig dan Fixture Mesin Hot Embossing
Punch
86
Pemilihan jig dan fixture dibuat agar operator tidak perlu menggunakan tangan dalam
menahan benda kerja sehingga memiliki safety yang tinggi. Jig ini dibuat dari besi plat yang
dilas kemudian dihubungkan dengan rangka dengan mur dan baut sebagai runner. Untuk
proses penekanan penjepit yang biasa digunakan untuk lemari. Pada satu buah jig di beri dua
penjepit sehingga gaya penekanan pada material bisa bagus sehingga material tida berubah-
ubah posisi saat di prosess cutting maupun embossing.
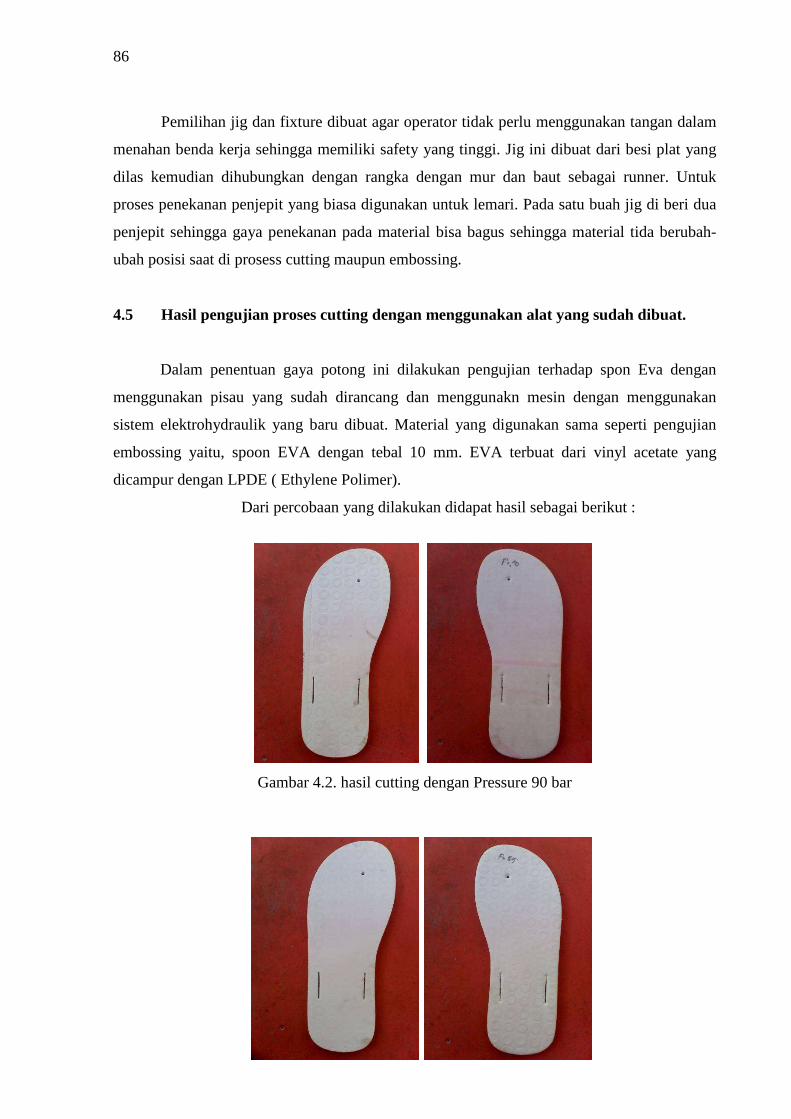
4.5 Hasil pengujian proses cutting dengan menggunakan alat yang sudah dibuat.
Dalam penentuan gaya potong ini dilakukan pengujian terhadap spon Eva dengan
menggunakan pisau yang sudah dirancang dan menggunakn mesin dengan menggunakan
sistem elektrohydraulik yang baru dibuat. Material yang digunakan sama seperti pengujian
embossing yaitu, spoon EVA dengan tebal 10 mm. EVA terbuat dari vinyl acetate yang
dicampur dengan LPDE ( Ethylene Polimer).
Dari percobaan yang dilakukan didapat hasil sebagai berikut :
Gambar 4.2. hasil cutting dengan Pressure 90 bar
87
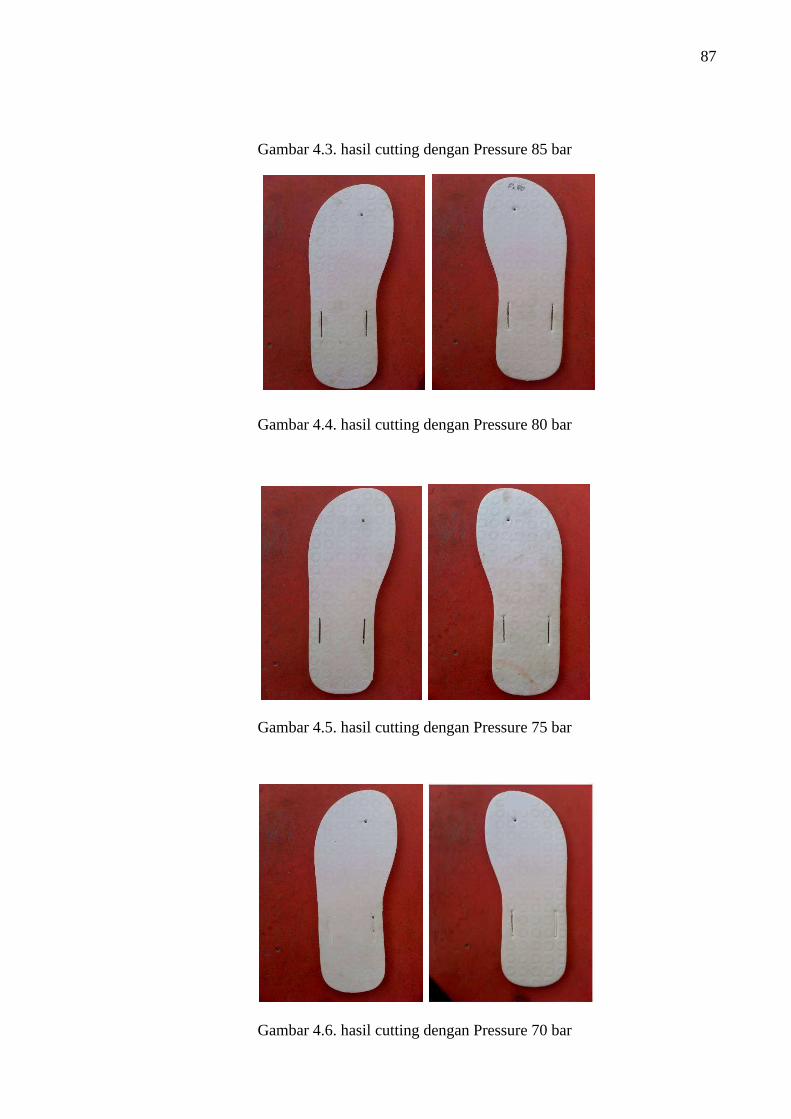
Gambar 4.3. hasil cutting dengan Pressure 85 bar
Gambar 4.4. hasil cutting dengan Pressure 80 bar
Gambar 4.5. hasil cutting dengan Pressure 75 bar
Gambar 4.6. hasil cutting dengan Pressure 70 bar
88
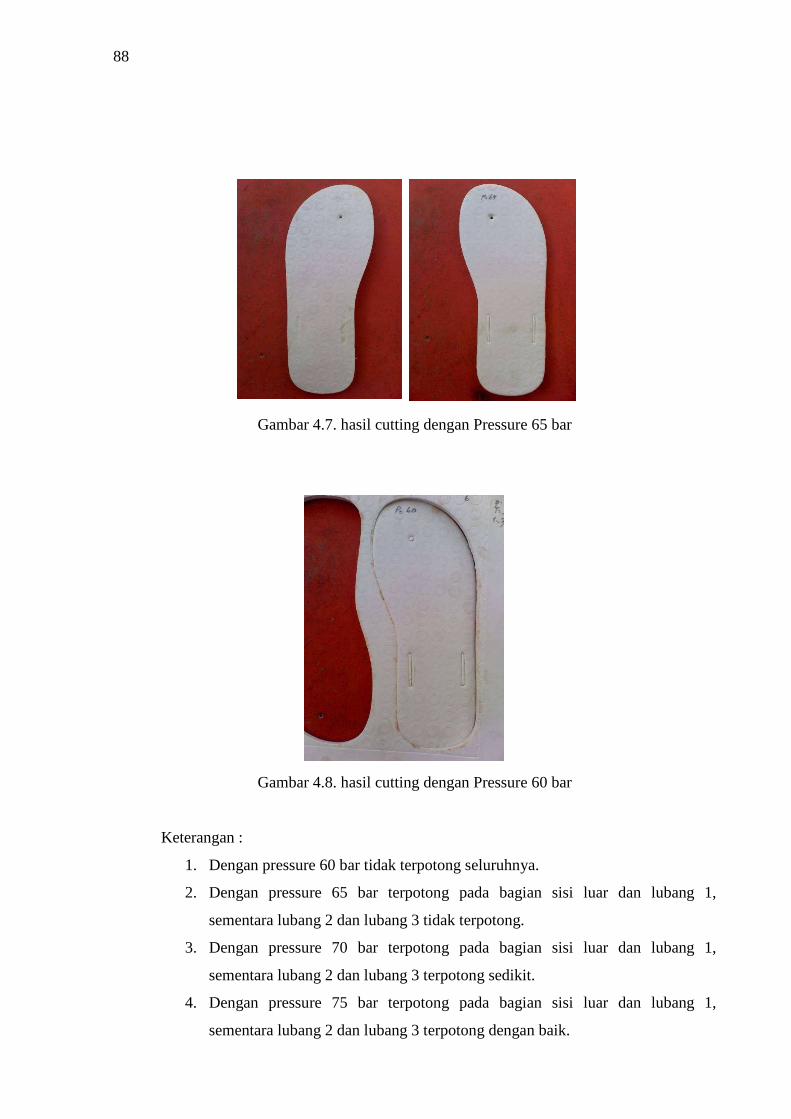
Gambar 4.7. hasil cutting dengan Pressure 65 bar
Gambar 4.8. hasil cutting dengan Pressure 60 bar
Keterangan :
1. Dengan pressure 60 bar tidak terpotong seluruhnya.
2. Dengan pressure 65 bar terpotong pada bagian sisi luar dan lubang 1,
sementara lubang 2 dan lubang 3 tidak terpotong.
3. Dengan pressure 70 bar terpotong pada bagian sisi luar dan lubang 1,
sementara lubang 2 dan lubang 3 terpotong sedikit.
4. Dengan pressure 75 bar terpotong pada bagian sisi luar dan lubang 1,
sementara lubang 2 dan lubang 3 terpotong dengan baik.
89
5. Dengan pressure 80 bar terpotong pada bagian sisi luar dan lubang 1,
sementara lubang 2 dan lubang 3 terpotong dengan baik.
6. Dengan pressure 85 dan 90 bar terpotong dengan baik.
Dari hasil pengujian didapat bahwa dengan pressure 75 bar dapat melakukan
pemotongan dengan baik. Dengan besar deameter bor silender 63 mm akan bisa didapat besar
gaya yang dihasilkan saat proses cutting.
Jadi gaya yang digunakan sehingga bisa terpotong dengan baik adalah F = 23367.53 N
4.5 Hasil pengujian proses hot embossing dengan menggunakan alat yang sudah
dibuat.
Dari hasil uji coba dengan menggunakan mesin yang baru didapat bahwa hasil terbaik
saat melakukan embossing dengan memberi tekanan saat proses embosing dengan tekanan (P)
55 bar dan temperatur (T) 90o
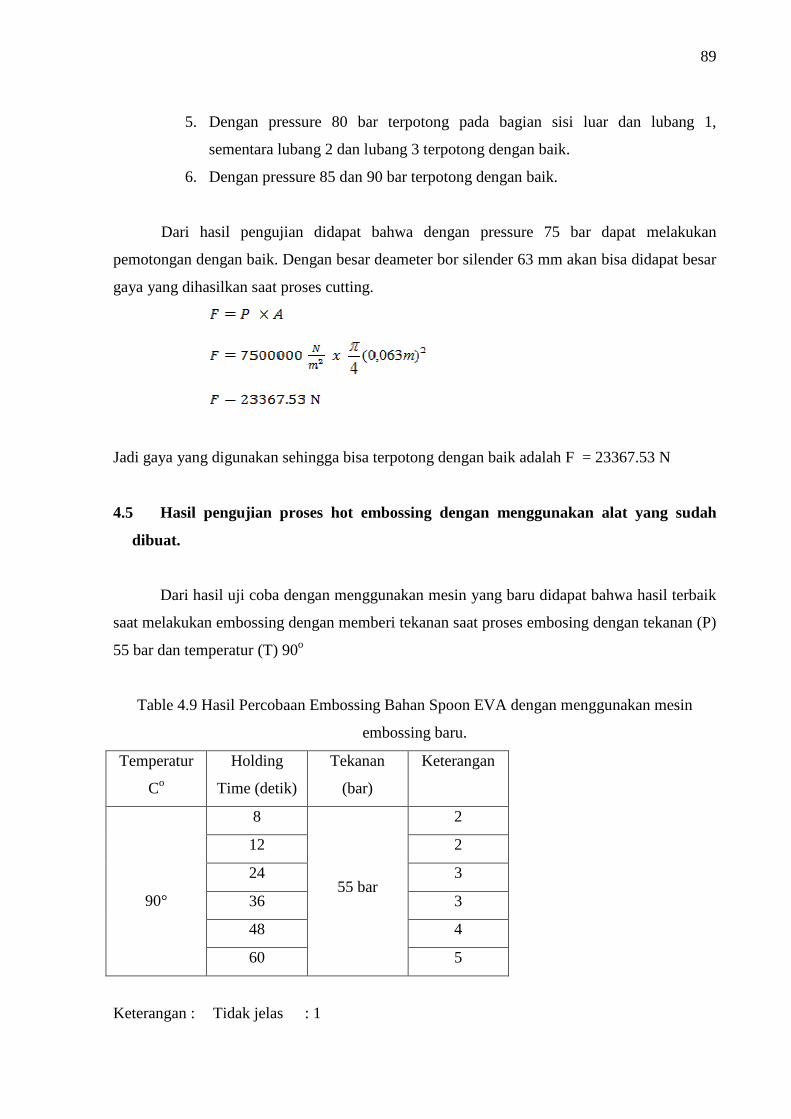
Table 4.9 Hasil Percobaan Embossing Bahan Spoon EVA dengan menggunakan mesin
embossing baru.
Temperatur
Co
Holding
Time (detik)
Tekanan
(bar)
Keterangan
90°
8
55 bar
2
12 2
24 3
36 3
48 4
60 5
Keterangan : Tidak jelas : 1
90
Kurang jelas : 2
Agak jelas : 3
Jelas : 4
Sangat jelas : 5
Dari pengujian material dengan material EVA (Etyline Vinyl Asetat Copolymer) yang
merupakan polimer jenis plastik dengan bahan utama adalah ethylene copolymers. Prosedure
pengujian dilakukan dengan menggunakan parameter tekanan yang sama yaitu 55 bar, dengan
perubahan variasi holding time berdasarkan hasil observasi dan data spon eva. Berikut ini
beberapa contoh hasil proses embosing menggunakan mesin yang dibuat.
Gambar 4.10 hasil embossing dengan holding time 8 detik
Gambar 4.11 hasil embossing dengan holding time 12detik
91
Gambar 4.12 hasil embossing dengan holding time 24 detik
Gambar 4.13 hasil embossing dengan holding time 36 detik
92
Gambar 4.14 hasil embossing dengan holding time 48 detik
Gambar 4.15 hasil embossing dengan holding time 60 detik
Hasil pengujian diatas dilakukan dengan cara pengamatan visual dan perabaan untuk
menentukan hasil kualitas embossing. Dari hasil tersebut dapat disimpulkan material
embossing dapat terbentuk pada saat mencapai temperature glas / transisinya. Serta
memerlukan waktu penahanan tertentu dan ketebalan cetakan tertentu.Berdasarkan hasil
pengujian diperoleh data terbaik hasil pengembosan adalah pada temperature 90oC holding
time 60 detik.Dengan besar deameter bor silender 40 mm akan bisa didapat besar gaya yang
dihasilkan saat proses cutting.
Jadi gaya yang digunakan untuk mengecap dengan baik adalah F = 6908 N





























