Embed Size (px)
Citation preview
Sveučilište u Zagrebugrafički fakultet
Kvalitativne KaraKteristiKedigitalnog i Konvencionalnog
ofsetnog tisKa
DiPlOMSki raD
Mentor: Student:doc. dr. sc. igOr ZJakiĆ katJa kriZMaNiĆ
Zagreb, 2010.
SAŽETAK Prateći tendenciju digitalizacije, suvremeno tiskarstvo je došlo na prekretnicu gdje se digitalno, u kvaliteti i mogućnostima, sve više približava klasičnom tisku. klasični ofsetni tisak polako se zamjenjuje digitalnim ofsetnim, što zbog brzine tiska što zbog konkurentne cijene. Ofsetni tisak još je uvijek dominantan kad je riječ o većim nakladama i velikim for-matima ali pitanje je vremena kad će indigo tisak zamijeniti klasični ofset. u ovom radu usporedili smo dvije konkurentne tehnike tiska: klasični ofsetni i digi-talni ofsetni (indigo) tisak. kako bi utvrdili kvalitetu obiju otisaka provest ćemo spektrofo-tometrijska i denzitometrijska mjerenja te vizualnu kontrolu kvalitete. također smo obradili granicu ekonomske isplativosti kako ovog, tako i drugih projekta općenito.Ključne riječi: klasični ofset, digitalni ofset, indigo
sUMMarY following the trend of digitalization, modern printing has came to the turning point, where the digital quality and features is more and more closer to the classic print. Classic offset printing is slowly beeing replaced with the digital offset, due to the printing speed and the competitive prices. Offset printing is still always dominant when it comes to the larger editions and formats but the big question is the time when indigo will replace the classic offset. in this paper we compare two competing printing techniques: classical offset and di-gital offset (indigo) printing. to determine the quality of prints we will conduct spectrometric and densitometric measurements and visual control of the prints. We will also comment the economic viability of the process to this, and other projects in general.Key words: classical offset, digital offset, indigo
SADRŽAJ
SaŽetak ............................................................................................................................2uvOD ..................................................................................................................................41. SvrHa raDa ...............................................................................................................5 1.1 PrObleM .......................................................................................................5 1.2. ZaDatak .......................................................................................................5 2. teOretSki DiO ...........................................................................................................6 2.1. raZvOJNe teNDeNCiJe SuvreMeNOg tiSkarStva ...........................6 2.2. klaSičNi OfSetNi tiSak ...........................................................................6 2.2.1. PriNCiP raDa ...............................................................................7 2.2.2. PrOCeS tiSka ...............................................................................8 2.2.3. bOJilO ............................................................................................8 2.2.4. PODlOge .......................................................................................9 2.2.5. račuNalO u SluŽbi tiSka ........................................................9 2.3. DigitalNi OfSetNi tiSak - iNDigO ........................................................11 2.3.1. PriNCiP raDa .............................................................................13 2.3.2. PrOCeS tiSka ............................................................................14 2.3.3. bOJilO ..........................................................................................15 2.3.4. PODlOge .....................................................................................17 2.3.5. račuNalO u SluŽbi tiSka .......................................................183. ekSPeriMeNtalNi DiO ...........................................................................................20 3.1. PlaN raDa i MetODe iStraŽivaNJa .....................................................20 3.2. kOrišteNi StrOJevi i ureĐaJi .............................................................20 3.2.1. klaSičNi OfSetNi tiSak ...........................................................21 3.2.2. DigitalNi OfSetNi tiSak ..........................................................26 3.3. kOrišteNi MateriJali..............................................................................28 3.3.1. bOJila ...........................................................................................29 3.3.2. tiSkOvNe PODlOge ..................................................................304. reZultati iStraŽivaNJa ........................................................................................315. DiSkuSiJa reZultata .............................................................................................38 5.1. kvaliteta OtiSaka ..................................................................................38 5.2. brZiNa tiSka .............................................................................................42 5.3. DiSkuSiJa trOškOva iZraDe ................................................................436. ZaklJučCi ...............................................................................................................457. literatura ..............................................................................................................478. POPiS Slika, grafikONa i tabliCa ......................................................................48
4
Uvod „Sve što može postati digitalno, postat će digitalno.“
banny landa, osnivač HP indiga
Nekako je uvriježeno mišljenje da se male naklade tiskaju digitalnim tiskom, papir i karton u ofsetu, samoljepljive etikete i folije u fleksu a aluminijske folije, uv flekso ili du-bokim tiskom. Za velike naklade je naravno najbolji duboki tisak, kao i za tvrtke koje drže do svog imidža. Neke postavke su stvarno takve, pa je tako digitalni tisak najbolji odabir za jako male naklade kao i za print-on -demand poslove, te poslove koji zahtijevaju personali-zaciju. Danas je digitalni tisak neprikosnoven za vizitke, poslovne izvještaje, pa čak i me-morandume koji imaju malu pokrivenost bojom. Međutim, ekonomski je opravdan i tisak prospekata ukoliko je naklada mala ili ukoliko imamo prevedene prospekte u malim količi-nama, te nam se ne isplati tiskati velike naklade prospekata, već ih dotiskujemo kada nam je to potrebno, kao u našem slučaju. Stoga može se reći da digitalni ofsetni tisak sve više preuzima poslove koji su prije bili namijenjeni klasičnom ofsetnom. Sve to prati i strahovit pad cijena digitalnih tiskarskih strojeva. Pitanje „Kojom tehnikom tiskati određeni proizvod“ se još uvijek ne postavlja toliko često koliko bi trebalo jer klasični ofset nije uvijek najbolje rješenje kao što ni digitalni tisak ne daje uvijek željene rezultate. Zašto je to tako? Prvenstveno radi tradicije, jer je ljudima jako teško odbaciti staru tehnologiju i prihvatiti novu. S druge strane, većina naših tiskara ima samo jednu tehniku pa je normalno da forsiraju samo svoju tehniku, bez obzira je li to idealan izbor. treći, a najžalosniji razlog je da većina naručitelja tiskanih materijala ili diza-jneri, ali čak i njihovi savjetnici, bilo da su to same tiskare ili reklamne agencije, ne znaju kako najekonomičnije i najadekvatnije tiskati neki proizvod. Za razliku od ofsetnog tiska, digitalno otisnut materijal može se proizvesti trenutač-no jer je vrijeme pripreme gotovo zanemarivo a svaki od otisaka može se modificirati i per-sonalizirati, a naklade su male, tako da se npr. i knjige mogu tiskati jedna po jedna. a opet, digitalni se tisak ponekad povezuje s većim troškovima i slabijom kvalitetom u usporedbi s tradicionalnim metodama tiska. Međutim, dolaskom indigo tiska te se predrasude polako ali sigurno mijenjaju u korist digitalnih tehnika.
5
1. svrHa rada
1.1 PrObleM Pri svakom planiranju o budućim aktivnostima, bilo da se radi o kratkoročnim ili dugoročnijim strateškim odlukama, specijalizaciji ili preorijentaciji proizvodnje ili investici-jama, potrebno je znati s jedne strane stanje i kratkoročno i dugoročno kretanje na tržištu potražnje, a s druge strane stanje i kratkoročno i dugoročno kretanje na tržištu ponude, kako u pogledu konkurencije, tako i u pogledu tehnologije, kako bi se pri tom mogli davati adekvatni odgovori. Ovim radom želim istražit da li su i u kolikoj mjeri nove tehnologije tj. digitalni ofsetni tisak ili indigo, dostigle ili prestigle u kvalitativnom i ekonomskom pogledu klasične tiskovne tehnike, te na kojim tržišnim segmentima, odnosno kojim područjima i proizvodima.
1.2 ZaDatak Zadatak ovog rada bit će ispitivanje kvalitete otisaka otisnutih u klasičnom ofsetnom i digitalnom ofsetnom tisku. Za ispitivanje će se koristiti 5-erobojni Heideleberg Speedma-ster 74 i HP indigo 5500. Otiskivanje će se vršiti na standardnom premaznom papiru nakon čega će biti provedena spektrofotometrijska i denzitometrijska mjerenja. vizualna kontrola bit će provedena pomoću testnih klinova za vizualnu kontrolu te objektivnom procjenom. Za kraj provest će se ekonomska diskusija te na temelju svih prikupljenih podataka donijet će se konačni zaključak o prednostima i nedostacima navedenih tehnika.
6
2. teoretsKi dio
2.1 raZvOJNe teNDeNCiJe SuvreMeNOg tiSkarStva Prijelaz na digitalni radni tijek ključan je čimbenik za rast digitalnog tiska. Porast i važnost digitalnog tiska može se usporediti s pojavom tradicionalnog ofsetnog tiska 60-ih godina prošlog stoljeća; u to je vrijeme knjigotisak bio dominantan postupak koji je činio 99,9 % industrije tiska. u roku od 18 godina, knjigotiska je nestao, a pojavio se tradicionalni ofsetni tisak s poboljšanim procesima pripreme, boljom kvalitetom boja te boljom kvalitetom tiska. Digitalni tisak sada je u fazi u kojoj je bio tradicionalni ofsteni tiska 60-ih godina proš-log stoljeća. Međutim, primjena klasičnog ofsetnog tiska neće u potpunosti nestati i to zbog toga što će se tiskare teško odricati starih poznatih tehnologija, ali će se do 2020. njegov udio u cjelokupnom tisku značajno smanjiti.
2.2 klaSičNi OfSetNi tiSak Ofsetni tisak spada u indirektnu tehniku tiska a razvio se od kamenoga ili litograf-skog tiska. Posljednjih tridesetak godina pratimo dominaciju ofset tehnike, koja je potpuno potisnula knjigotisak. razvoj ofseta stimuliran je razvojem višebojne reprodukcijske foto-grafije, digitalizacijom izrade tiskovne forme od Ctf-a (Computer to film, s kompjutera na film) preko CtP-a (Computer to Plate, s kompjutera na ploču) do CtPress-a (Computer to Press, s kompjutera u tisak), te razvojem kontrolne i upravljačke tehnologije poput sustava CPC1-CPC4 (Computer Print Control, kompjutersko upravljanje tiskom), kao i razvojem sustava sušenja i općenito porastom kvalitete i brzine, odnosno smanjenjem pripreme i troškova općenito. Ofsetni strojevi grade se od najmanjih formata (a4), preko srednjih do najvećih (a0 i više), od onih koji tiskaju na arke do onih koji tiskaju iz role, od jednobojnih do višebojnih. Najviša kvaliteta i učinci postižu se na višebojnim strojevima srednjeg formata od a3 do b1. Danas ovi strojevi mogu imati preko 10 tiskovnih jedinica (četverobojni obostrani tisak, Schen und Wiederdruck, heksakromija i više boja, lak, ...), a brzine tiska su do izvanrednih 17.000 otisaka na sat.u najnovije vrijeme tiskovnim agregatima dodaju se osvjetljivački uređaji, i zatvoreni centra-lizirani sistem kemikalija.

7
Slika 1: Heidelberg SM 52
2.2.1 PriNCiP raDa Za tehnologiju ofseta karakteristična je ravna tiskovna forma i princip oleofilnosti ti-skovnih elemenata, odnosno oleofobnosti slobodnih površina, te indirektni (prijenosni “set-off”) tisak odakle mu i ime, a ulogu tog prijenosa ima ofsetni cilindar s gumenom navlakom smješten između temeljnog cilindra na kome je napeta aluminijska tiskovna forma i tiskov-nog cilindra koji nosi tiskovnu podlogu (papir). Najprije se na tiskovnu formu nanosi otopina za vlaženje, hidrofobni elementi odbijaju vodu, a zatim se nanosi boja koju prihvaćaju te hidrofobne (oleofilne) površine, tj. tiskovni elementi, te se tako obojena slika tiskovne forme prenosi na gumu i s ove na tiskovni papir koji prolazi između tiskovnog i ofsetnog cilindra (slika 2.)
Slika 2: Osnovna shema ofseta
8
2.2.2 PrOCeS tiSka Proces tiska u ofsetu se sastoji od nekoliko faza. kako bi otisak bio što kvalitetniji trebamo zadovoljiti određeni broj parametra koje nam tehnologija zadaje. Dokument koji se tiska mora biti dobro pripremljen i spremljen kao .pdf ili .eps format sa parametrima za osvjetljivač na kojem se razvija tiskovna forma. Nakon toga se vrši separacija boja te tako pripremljena datoteka (separacija) odlazi na riP (raster image Processor) gdje se vek-torska slika pretvara u rastersku rastriranjem, nakon čega se osvjetljavanjem prenosi na tiskovnu formu. Svaka boja zahtjeva zasebnu tiskovnu formu preko koje se vrši otiskivanje. Osvijetljene tiskovne forme se potom razvijaju i ugrađuju na temeljni cilindar tiskovne je-dinice koji je nositelj iste. Nakon što je stroj pripremljen i umetnut papir, proces tiska može započeti. Papir se vakumskim pipcima dovodi do ulagaćeg mosta gdje se bočnim i čeonim markama poravnava. takav papir prihvaća uređaj za predulaganje koji ga ubrzava na obod-nu brzinu cilindra te ga predaje tiskovnom cilindru. temeljni cilindar sa tiskovnom formom se prvo vlaži, te potom prihvaća boju na mjestima koja su oleofilna; takvu sliku prenosi na ofsetni cilindar koji zajedno sa tiskovnim cilindrom vrši otiskivanje. Za svaku se proces po-navlja a nakon što smo otisnuli sve boje, papir prolazi kroz jedinicu za sušenje (ako ju stroj posjeduje ) te odlazi na uređaj za izlaganje koji ga izlaže na izlagači kup. tokom cijelog procesa tiska, potrebno je vodit računa o radu stroja, o pH otopine za vlaženje, o temperaturi i vlažnosti zraka na kojem se tiska , o papiru, boji i gotovo svim parametrima kako bi nam otisak kroz cijelu nakladu bio konstantne kvalitete.
2.2.3 bOJila tiskarska boja za ofsetni tisak je najsloženija boja jer osim što je izložena djelovanju tekućine za vlaženje, mora podnijeti i dva prijelaza, s tiskovne forme na ofsetni cilindar i ca ofsetnog cilindra na tiskovnu podlogu. boje za indirektni plošni tisak ne smiju jako emulgirati vodu iz tekućine za vlaženje, što se dešava ako se boja previše razrijedi ili ako joj se doda previše sikativa. Međutim, optimalno bi bilo da boja ipak preuzme na sebe mali dio vode. također boja za ofsetni tisak mora imati dobru ljepljivost ali ne pre veliku da ne bi došlo do čupanja papira. Ova dva zahtjeva daju se uskladiti odabirom pravilne viskoznosti koja ovisi o brzini tiska. viskoznost ofsetnih boja se kreće od ŋ=40-80 Pa•s. takvo bojilo u svom sastavu sadrži: pigmente, otapala, veziva i dodatke. Pigmenti su sitne čestice koje određuju obojenje i njihov udio se kreće između 10-30%. Pigmenti moraju biti izdašni i što je njihova koncentracija veća to je boja bolja. veziva međusobno po-vezuju čestice pigmenata stvarajući tako jednu kompaktnu jednoličnu masu. Po kemijskom sastavu najčešće mogu biti: kolofonske smole (20-50%), alkidne smole (0-20%), biljna ulja (0-30%), mineralna ulja (20-40%). Dodaci služe za poboljšanje svojstva bojila, a kao glavne dodatke koristimo: katalizatore sušenja (kobalt, mangan), voskove za povećanje otpornosti
9
bojila na habanje, agense za sprečavanje preranog sušenja bojila. boje za ofsetni tisak najčešće suše oksipolimerizacijom ali kod tiska iz role to nije dovoljno brz proces jer se tiska velikom brzinom pa se u tom slučaju primjenjuju boje niskog viskoziteta koje suše prodiranjem u podlogu ili nekim pomoćnim mehaničkim uređajima.
2.2.4 PODlOge Ofsetni tisak je najzahtjevnija tehnika tiska kad je riječ o tiskarskim podlogama. ra-zlog tome je to što prilikom otiskivanja, papir dolazi u kontakt sa tekućinom za vlaženje što dovodi do neizbježnog prodora vode u vlaknastu strukturu. to može dovesti do neželjenih promjena kao što su bubrenje čestica vlakna i dimenzionalna nestabilnost. također, često dolazi do pojave „prašenja“ papira usred kojeg sitne čestice papira prelaze na gumeni cilin-dar i tako dospijevaju u tekućinu za vlaženje uzrokujući loš otisak. Jako je važna kemijska neutralnost papira kako ne bi došlo do kemijskog oštećenja tiskovne forme. Osim toga po-trebno je posvetiti veliku pažnju prilikom obrade vlaknastih sirovina i dodavanja pomoćnih sredstava u papir te tokom cijelog proizvodnog ciklusa. bitna stavka je rezanje papira i umetanje istog u stroj. Da bi se postigla kvaliteta, rezanje se uvijek mora vršiti u smjeru toka vlakanaca a prilikom ulaganja u stroj, tok vlaka-naca treba biti paralelan s osi tiskovnog cilindra.
2.2.5 račuNalO u SluŽbi tiSka Danas gotovo svi proizvođači tiskarskih strojeva imaju u svom proizvodnom pro-gramu strojeve potpomognute računalnim uređajima. računalni uređaji za podešavanje ti-skarskih strojeva omogućuju da rad na stroju postaje fizički lakši, psihička napetost radnika manja, a produktivnost veća. ujednačenost kvalitete dolazi u uže granice, porast kvalitete je očigledan, a u tisku se smanjuje količina makulatura, ali takva računalna oprema ima svoju cijenu. Sve je počelo krajem 70-tih godina. 1976. g. Heidelberg je riješio mnoge pretpostav-ke za kontrolu i primjenu računalno/daljinskog upravljanja strojem, i na DruPi 1977. prvi put predstavlja CPC1, a iste godine i CPC2. već slijedeće godine njima je opremljeno 20% svih višebojki. Slijede CPC3 i DruPa‘82. i na prijelazu godine već je 90% višebojki pod CPC upravljanjem, i konačno CPC4 i DruPa’90. iako nisu svi nastali odjednom, za 90-tu godinu može se reći da se vrhunski sustavi za aparativno vođenje tiska sastoje od nekoliko odvojenih cjelina, od kojih svaka obavlja dio potrebnih operacija. Proces započinje na ure-đaju koji očitava i integrira gustoću tiskovnih elemenata na tiskovnoj formi, za svaku zonu i za svaku tiskovnu formu posebno (CPC3) Dobiveni podaci se upisuju na magnetski medij te zatim prenose u računalo na komandnom stolu za daljinsko upravljanje strojem (CPC 1). Nakon automatskog pretpodešavanja stroja (zonskih segmenata, duktora), započinje se s tiskom. Prvi kvalitetno otisnuti arak uzima se iz stroja i postavlja pod uređaj za očitavanje

10
otisaka. taj je uređaj postavljen zasebno ili u sklopu komandnog stola. Na osnovi rezultata mjerenja stripova na otisku, koji se tiskaju u svim upotrebljenim bojama, obavlja se korek-cija na stroju automatski posredstvom komandnog stola ili korekciju pomoću uređaja istog stola obavlja strojar. Da bi otisak što brže dosegao traženu kvalitetu, uređaj CPC4 auto-matski pomoću registarskih oznaka podešava boje kod višebojnog tiska (”paser”). kako bi se kontrolirao rad samog stroja, danas postoje također automatski uređaji koji kontroliraju funkcioniranje raznih važnih mjesta stroja od podmazivanja do uvjeta rada cijelih sklopova. Na nekim se strojevima kontrolira i blizu 1.500 mjesta. Svi rezultati kontrole mogu se pratiti na dodatnom uređaju komandnog stola (Heidelbergov CPtronic). Neki najmoderniji strojevi opskrbljeni su također i s uređajem za automatsko mijenjanje ofsetnih ploča. Na taj način je skraćeno potrebno vrijeme za promjenu tiskovnih formi, a i olakšan je rad na stroju. Zbog istih razloga ugrađuju se i uređaji za automatsko pranje stroja nakon završetka tiska. Digitalizacijom pripreme, tj. kompletnog sadržaja tiska i kompletnog sustava tiska, a uvođenjem istoga i u doradu, široko je otvoren put integraciji tiska u kompletan sustav medija, a on se dovršava uz pomoć standarda i upravljačkih jezika, odnosno formata i aplikacija, konkretnije od JDf (Job Definition format), preko XlM (eXtensible language Markup) unutar standarda CiP4 (international Cooperation for the integration of Processes in Prepress, Press and Postpress ) konzorcija. Ovaj proces je upravo u tijeku i osigurava konkurentnost ofseta, pa i drugih konvencionalnih, ili “digitaliziranih konvencionalnih” teh-nika, kod bilo kojeg većeg, odnosno ozbiljnijeg posla u usporedbi sa digitalnim NiP (Non imPact) postupcima i tehnikama, a kojih je, kako se to vidi iz pregleda tiskovnih postupaka za proizvodnju tiskovnih medija, jako mnogo.
Slika 3. Heidelbarg Printec CP 2000

11
2.3 DigitalNi OfSetNi tiSak – HP iNDigO Digitalni ofset je nova tiskarska tehnologija koja se većinom koristi u komercijalne svrhe ali sa naznakom na kvalitetu. Osnova čitavog procesa bazirana je na otkriću tekućeg bojila HP electroinka i or-ganske fotoosjetljive poluvodičke tiskovne folije. HP indigo, jedinstven je po tome što za razliku od većine drugih elektrofotografskih strojeva ne koristi praškasta bojila (tonere), već patentirano tekuće bojilo HP electroink. kako su pigmenti tekućeg bojila znatno manji od onih iz praškastih tonera, postiže se bolja kvaliteta otiska i bolje prianjanje uz različite tiskovne podloge. razvoj tog bojila je započela izraelska tvrtka indigo Nv još početkom ‘80.- ih godina prošlog stoljeća, a prvi tiskarski stroj, zasnovan na indirektnom elektrofotografskom postupku s tekućim bojilom predstavljen je na tržištu 1993. pod nazivom e-Print 1000+ (4/0). 2002. godine tvrtku preuzima dugogodišnji partner Helwet-Packard Company, a 2005. na tržište je plasirana treća generacija uređaja pod imenom HP indigo press 5000 (7/0) čija se svojstva i kvalitete približavaju razini klasičnog ofsetnog tiska. iako klasični off-set postupak i dalje ostaje najzastupljenija tehnika tiska, razvoj indigo sustava otvara nove mogućnosti i nova tržišta u oblasti grafičke djelatnosti. Danas postoje tri osnovne kategorije HP indigo strojeva za tisak:• HP indigo strojevi iz role i arka namijenjeni klasičnom komercijalnom tisku – marke-tinški materijali, materijali namijenjeni direktnom marketingu, fotoaplikacije, varijabilni tisak, transpromotivni materijali i slično (slika 4 hpindigo 7000 )
Slika 4: Hp indigo 7000
12
• HP indigo strojevi iz arka namijenjeni sigurnosnom tisku, izradi kartica, promotivnih materijala od plastike i slično (slika 5 Hp indigo s2000 )
Slika 5: Hp indigo s2000
• HP indigo strojevi iz role namijenjeni tisku etiketa, fleksibilne ambalaže i termosku-pljajuće folije (slika 6 hpindigo w4500 )
Slika 6: Hp indigo w4500
konstrukcijski su riješeni po uzoru na vodeće proizvođače ofsetnih strojeva. rezolu-cija tiska doseže 2,438x2,438 točaka po inču i 230 linija po inču. Osnovna prednost indigo strojeva leži u vrhunskoj kvaliteti otiska, otisak ima ofsetni izgled i “osjećaj” te u robusnosti strojeva, jer su koncipirani na isti način kao ofsetni strojevi.

13
2.3.1. PriNCiP raDa Digitalni ofsetni tisak ili indigo tisak je digitalna tehnika tiska koja se najviše pribli-žava klasičnom ofsetu ali se i bitno razlikuje od ofseta, što u pripremi, što u samom tisku. Cjelokupna priprema se vrši on-line pomoću računala, što isključuje korištenje filma i ofset-nih ploča čime se postiže ušteda vremena i materijala. Stvaranje tiskovne forme je sličnije kserografiji nego mehaničkom postupku; kao tiskovna forma služi plašt temeljnog cilindra izrađen od fotovodljivog organskog materijala. laserska zraka na njemu upisuje digitalizi-rane elemente slike ali pritom ne dolazi do mehaničke destrukcije ili kemijske promjene već samo do raspodjele naboja koji će elektrostatičkim silama vezati molekule tekuće boje. Sam proces tiska je hladan i baziran na tekućoj boji koja je sastavljena od sitnih čestica pigmentacije veličine jednog mikrona, koje se za medij na kojem se tiska vezuju pritiskom i elektricitetom. Zbog toga indigo ima mogućnost tiska na najširem spektru mate-rijala – od 12 do 600 mikrona ovisno o modelu stroja – na običnim i reljefnim papirima, preko filmova, folija, plastike, metaliziranih i obojenih medija. uz to, indigo strojevi, za razliku od drugih digitalnih tehnologija tiska, jedini mogu tiskati sa sedam boja istovremeno i na njima se može pokriti 97% Pantone skale. to je jako bitno ako tiskate za tvrtke koje imaju svoje korporativne standarde koji zahtijevaju da se nji-hove korporativne boje vjerno prikažu u tisku. Moguće je tiskati i neke specijalne boje – digi-talni parcijalni lak za postizanje dizajnerskih efekata, boje vidljive samo pod uv svjetlom za sigurnosni tisak, bijelu boju kao podlogu za tisak ambalaže na transparenentim medijima i light Cyan i light Magenta za tisak u fotokvaliteti te narančastu, ljubičastu i zelenu boju za proširenje gamuta.
Slika 7: Shematski prikaz stroja HP indigo 5500
14
2.3.2. PrOCeS tiSka Sam proces tiska na HP indigo strojevima bazira se na 7osnovnih koraka:
1. UČITAVANJE POSLA
Nakon što se dokument pošalje na stroj i učita u program on se pretvara u separacije (CMYk+XYZ); prilom pritiska tipke print posao se pokreće i papir putuje iz ulagaćih ladica na cilindar.
2. NABIJANJE „TISKOVNE FORME“
tiskovnu formu predstavlja temeljni cilindar, „PiP-Photo imaging Plate“, koji je izrađen od fotoosjetljivog organskog materijala; on se elektronički nabija od strane Scorotrona.
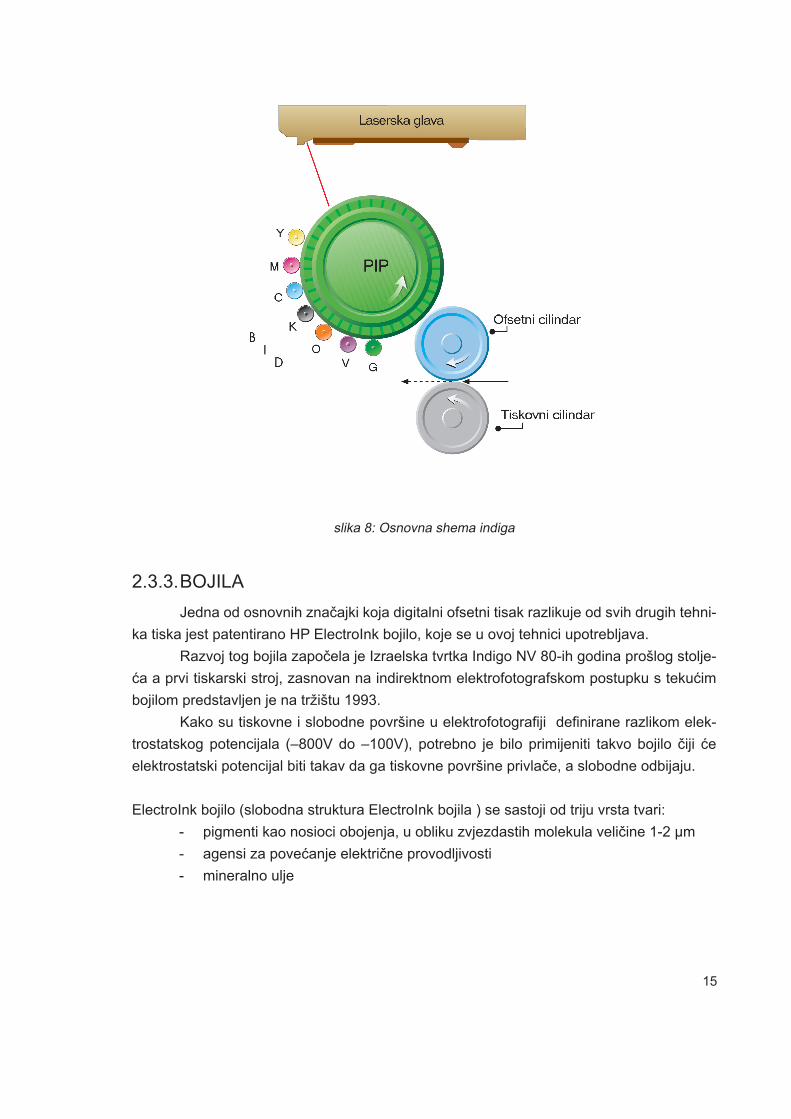
3. LASERSKO OSVJETLJAVANJE PIPa
tako nabijena tiskovna forma laserski se osvjetljava pomoću 12 laserskih glava liniju po liniju a rezultat je latentna slika jedne kolor separacije.
4. NANOŠENJE BOJILA
Svaka boja ima svoju mlaznicu i jedinicu i koja se naziva „biD - binary ink Developer“. Mla-znica štrca boju-HP electroink koja je nabijena suprotnim nabojem između PiPa i biDa a ona se zahvaljujući razlici u naboju prihvaća samo na osvijetljena mjesta stvarajući tiskovne elemente. Neosvijetljena područja ostaju prazna i predstavljaju slobodne površine.
5. PRIMARNI TRANSFER NA OFSETNI CILINDAR
temeljni cilindar sa bojom rotira kako bi došao u kontakt sa ofsetnim prijenosnim cilindrom koji je elektrostatički nabijen tako da preuzme sliku.
6. SKIDANJE OSTATKA BOJILA
kada je temeljni cilindar predao boju na ofsetni, dolazi do dijela za čišćenje koji skida ostatke bojila sa temeljnog cilindra. u ovom trenutku je temeljni cilindar napravio puni krug i spreman je za preuzimanje sljedeće boje.
7. seKUndarni transfer na tisKovni cilindar
u međuvremenu, HP electroink se zagrijava na rotirajućem ugrijanom ofsetnom cilindru. to dovodi do parcijalnog sljepljivanja i vezivanja čestica formirajući tako ljepljivu tekuću plastičnu masu. kada bojilo dođe u kontakt sa podlogom koja je temperaturno niža ono se učvršćuje, prihvaća na podlogu i ostavlja ofsetni cilindar čist. Na taj se način osigurava kompletan prijenos sa ofsetnog cilindra na podlogu nakon čega je ofsetni cilindra spremam prihvatiti sljedeću boju.HP indigo digitalni strojevi tiskaju višebojne reprodukcije sa istog ofsetnog cilindra; ciklus se ponavlja za svaku boju separacije posebno a jedina je razlika u boji koja se prihvaća i informaciji koju ta boja sadrži.
15
slika 8: Osnovna shema indiga
2.3.3. bOJila Jedna od osnovnih značajki koja digitalni ofsetni tisak razlikuje od svih drugih tehni-ka tiska jest patentirano HP electroink bojilo, koje se u ovoj tehnici upotrebljava. razvoj tog bojila započela je izraelska tvrtka indigo Nv 80-ih godina prošlog stolje-ća a prvi tiskarski stroj, zasnovan na indirektnom elektrofotografskom postupku s tekućim bojilom predstavljen je na tržištu 1993. kako su tiskovne i slobodne površine u elektrofotografiji definirane razlikom elek-trostatskog potencijala (–800v do –100v), potrebno je bilo primijeniti takvo bojilo čiji će elektrostatski potencijal biti takav da ga tiskovne površine privlače, a slobodne odbijaju.
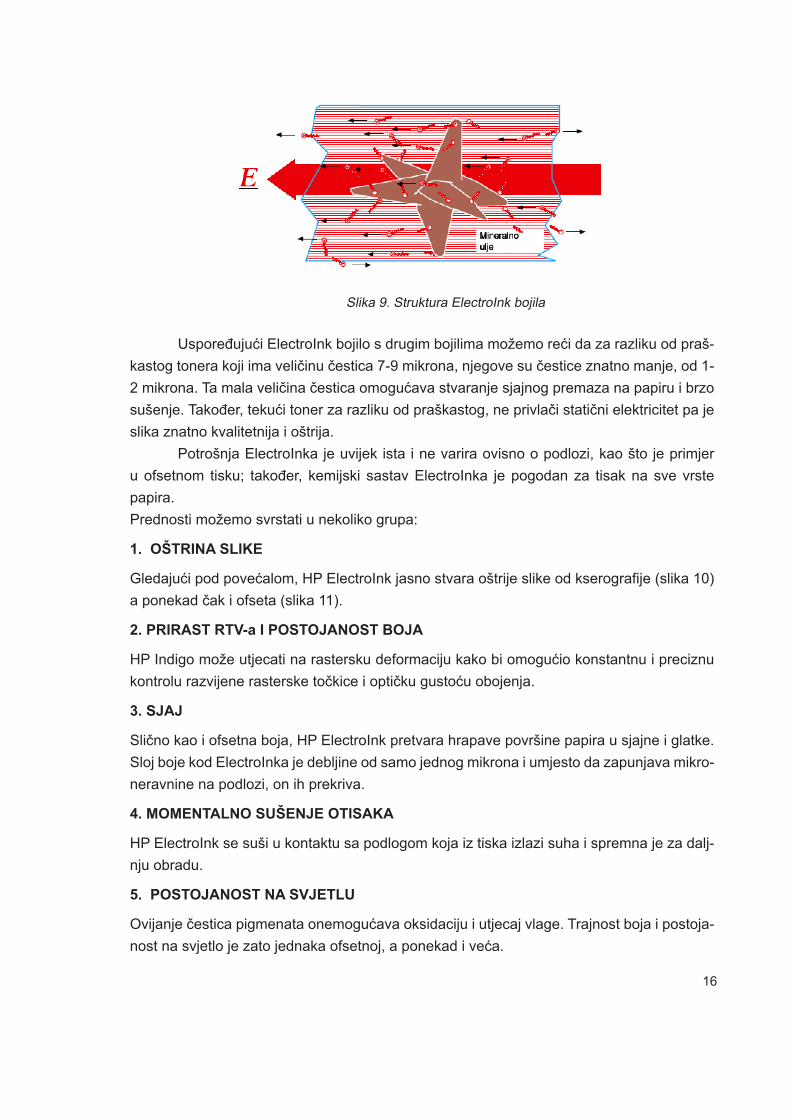
electroink bojilo (slobodna struktura electroink bojila ) se sastoji od triju vrsta tvari: - pigmenti kao nosioci obojenja, u obliku zvjezdastih molekula veličine 1-2 µm - agensi za povećanje električne provodljivosti - mineralno ulje
16
Slika 9. Struktura electroink bojila
uspoređujući electroink bojilo s drugim bojilima možemo reći da za razliku od praš-kastog tonera koji ima veličinu čestica 7-9 mikrona, njegove su čestice znatno manje, od 1-2 mikrona. ta mala veličina čestica omogućava stvaranje sjajnog premaza na papiru i brzo sušenje. također, tekući toner za razliku od praškastog, ne privlači statični elektricitet pa je slika znatno kvalitetnija i oštrija. Potrošnja electroinka je uvijek ista i ne varira ovisno o podlozi, kao što je primjer u ofsetnom tisku; također, kemijski sastav electroinka je pogodan za tisak na sve vrste papira.Prednosti možemo svrstati u nekoliko grupa:
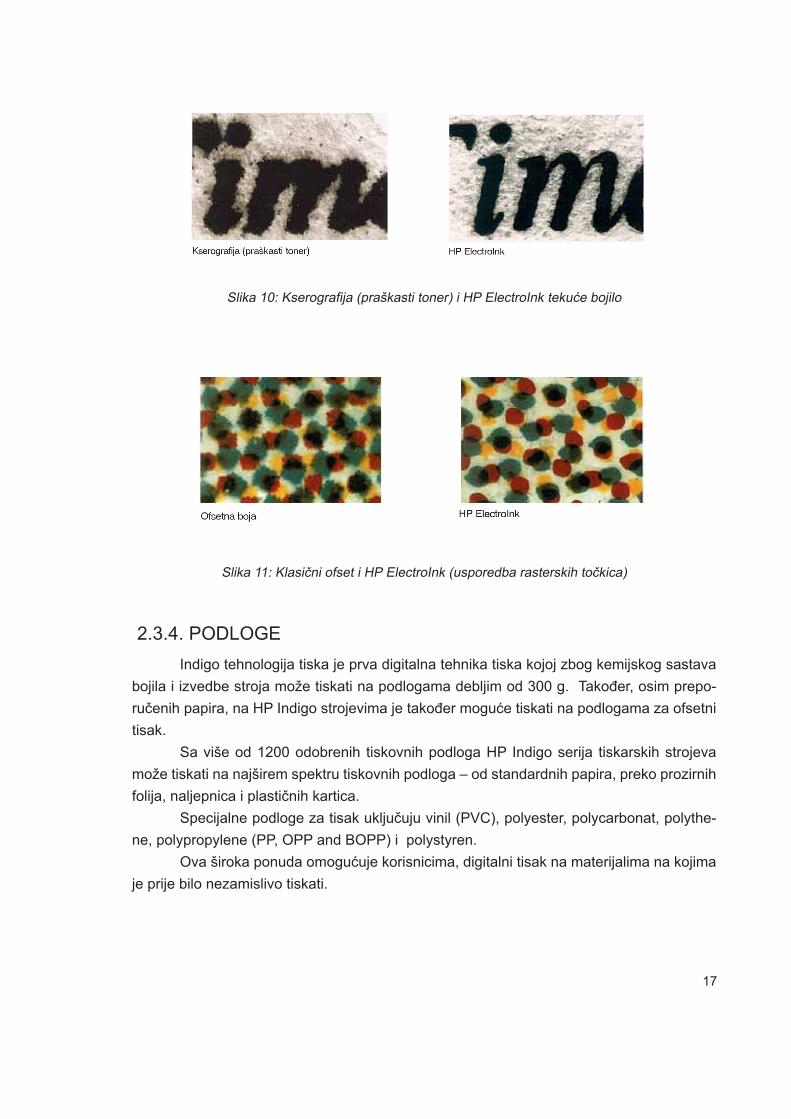
1. oŠtrina sliKe
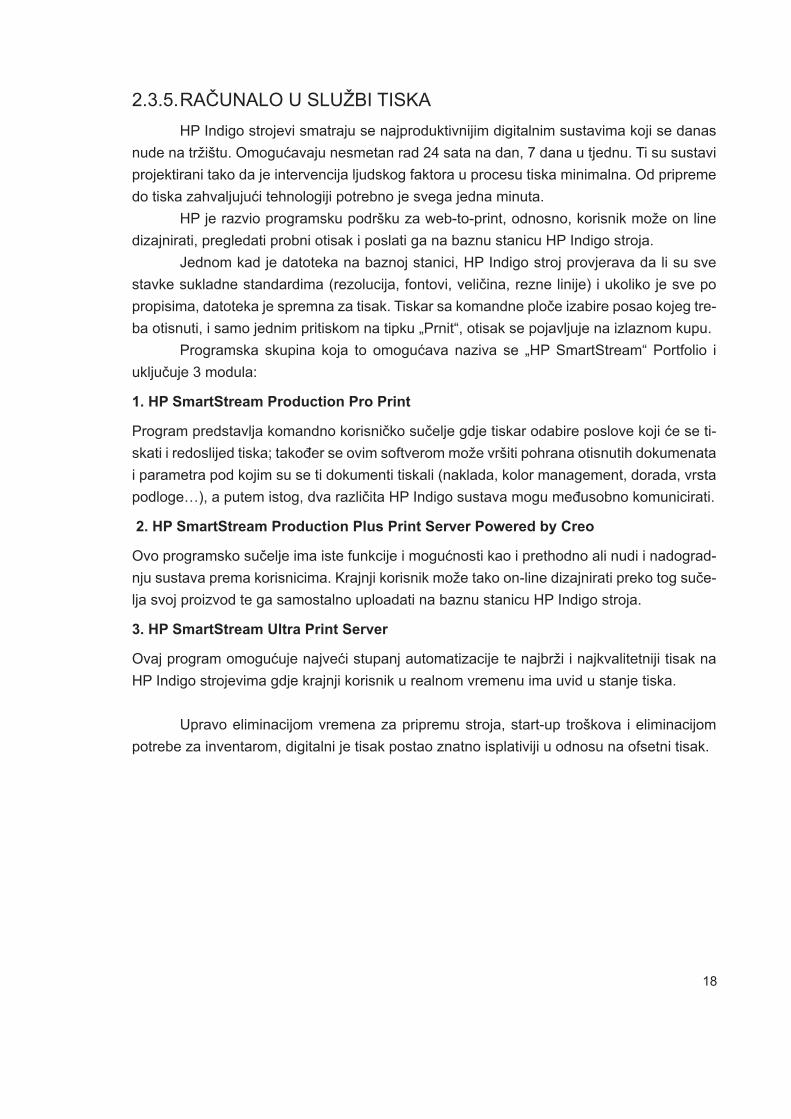
gledajući pod povećalom, HP electroink jasno stvara oštrije slike od kserografije (slika 10) a ponekad čak i ofseta (slika 11).
2. PRIRAST RTV-a I POSTOJANOST BOJA
HP indigo može utjecati na rastersku deformaciju kako bi omogućio konstantnu i preciznu kontrolu razvijene rasterske točkice i optičku gustoću obojenja.
3. SJAJ
Slično kao i ofsetna boja, HP electroink pretvara hrapave površine papira u sjajne i glatke. Sloj boje kod electroinka je debljine od samo jednog mikrona i umjesto da zapunjava mikro-neravnine na podlozi, on ih prekriva.
4. MOMENTALNO SUŠENJE OTISAKA
HP electroink se suši u kontaktu sa podlogom koja iz tiska izlazi suha i spremna je za dalj-nju obradu.
5. POSTOJANOST NA SVJETLU
Ovijanje čestica pigmenata onemogućava oksidaciju i utjecaj vlage. trajnost boja i postoja-nost na svjetlo je zato jednaka ofsetnoj, a ponekad i veća.
17
Slika 10: kserografija (praškasti toner) i HP electroink tekuće bojilo
Slika 11: klasični ofset i HP electroink (usporedba rasterskih točkica)
2.3.4. PODlOge indigo tehnologija tiska je prva digitalna tehnika tiska kojoj zbog kemijskog sastava bojila i izvedbe stroja može tiskati na podlogama debljim od 300 g. također, osim prepo-ručenih papira, na HP indigo strojevima je također moguće tiskati na podlogama za ofsetni tisak. Sa više od 1200 odobrenih tiskovnih podloga HP indigo serija tiskarskih strojeva može tiskati na najširem spektru tiskovnih podloga – od standardnih papira, preko prozirnih folija, naljepnica i plastičnih kartica. Specijalne podloge za tisak uključuju vinil (PvC), polyester, polycarbonat, polythe-ne, polypropylene (PP, OPP and bOPP) i polystyren. Ova široka ponuda omogućuje korisnicima, digitalni tisak na materijalima na kojima je prije bilo nezamislivo tiskati.
18
2.3.5. račuNalO u SluŽbi tiSka HP indigo strojevi smatraju se najproduktivnijim digitalnim sustavima koji se danas nude na tržištu. Omogućavaju nesmetan rad 24 sata na dan, 7 dana u tjednu. ti su sustavi projektirani tako da je intervencija ljudskog faktora u procesu tiska minimalna. Od pripreme do tiska zahvaljujući tehnologiji potrebno je svega jedna minuta. HP je razvio programsku podršku za web-to-print, odnosno, korisnik može on line dizajnirati, pregledati probni otisak i poslati ga na baznu stanicu HP indigo stroja. Jednom kad je datoteka na baznoj stanici, HP indigo stroj provjerava da li su sve stavke sukladne standardima (rezolucija, fontovi, veličina, rezne linije) i ukoliko je sve po propisima, datoteka je spremna za tisak. tiskar sa komandne ploče izabire posao kojeg tre-ba otisnuti, i samo jednim pritiskom na tipku „Prnit“, otisak se pojavljuje na izlaznom kupu. Programska skupina koja to omogućava naziva se „HP SmartStream“ Portfolio i uključuje 3 modula:
1. HP SmartStream Production Pro Print
Program predstavlja komandno korisničko sučelje gdje tiskar odabire poslove koji će se ti-skati i redoslijed tiska; također se ovim softverom može vršiti pohrana otisnutih dokumenata i parametra pod kojim su se ti dokumenti tiskali (naklada, kolor management, dorada, vrsta podloge…), a putem istog, dva različita HP indigo sustava mogu međusobno komunicirati.
2. HP SmartStream Production Plus Print Server Powered by Creo
Ovo programsko sučelje ima iste funkcije i mogućnosti kao i prethodno ali nudi i nadograd-nju sustava prema korisnicima. krajnji korisnik može tako on-line dizajnirati preko tog suče-lja svoj proizvod te ga samostalno uploadati na baznu stanicu HP indigo stroja.
3. HP SmartStream Ultra Print Server
Ovaj program omogućuje najveći stupanj automatizacije te najbrži i najkvalitetniji tisak na HP indigo strojevima gdje krajnji korisnik u realnom vremenu ima uvid u stanje tiska. upravo eliminacijom vremena za pripremu stroja, start-up troškova i eliminacijom potrebe za inventarom, digitalni je tisak postao znatno isplativiji u odnosu na ofsetni tisak.

19
Slika 12: Hp indigo radni tok
20
3. EXPERIMENTALNI DIO
3.1. PlaN raDa i MetODe iStraŽivaNJa kako bi se utvrdila kvalitativna razlika između klasičnog i digitalnog ofsetnog tiska, otisnut je četverobojni katalog u obim tehnikama na gramaturno i kvalitativno istim podloga-ma. kako bi otisak ispao što bolji, dokument koji je kreiran u adobe illustrator-u pohranjen je kao .pdf sa postavkama osvjetljivača za klasični ofset, odnosno postavkama za digitalni ofsetni tisak, strojeva na kojima se vršio tisak. tokom tiska naklade, koja je bila granično isplativa za obje tehnike tiska uzeto je po 5 araka ( s početka, sredine i kraja naklade ) te su na njima prvedena denzitometrijska i spektrofotometrijska ispitivanja te ispitivanja pomoću signalnih stripova. također se pro-vela manju ekonomska diskusija na temelju prikupljenih ponuda i troškova tiska pojedine tehnike. Prilikom istraživanja uzeta je u obzir i brzina, kako samog tiska tako i cjelokupnog procesa, od datoteke, do gotovog proizvoda. u konačnici je dan zaključak koji se temelji ne samo na kvaliteti otiska već i na njegovoj ekonomskoj i vremenskoj isplativosti.
3.2. kOrišteNi StrOJevi i ureĐaJi Datoteke su pripremljene na Macintosh računalu u adobe programskom paketu koji su trenutačno standardni i vodeći na polju grafičke pripreme. tisak u klasičnom ofsetu vršio se na peterobojnom stroju Heidelberg Speedmaster 74; kada se govori o klasičnom ofsetu prije samog otiskivanja, potrebno je napraviti probne otiske i razviti tiskovne forme. Datoteka je iz vektorskog oblika pretvorena u rasterski pomo-ću riP-a nakon čega je izrađen probni tisak na printeru za probne otiske epson Stylus PrO 4880 a pomoću CtP uređaja kodak Magnus 400 razvijene su tiskovne forme. tisak u digitalnom ofsetu vršio se na HP indigo 5500 stroju. Za ovu vrstu tiska nije potreb-no raditi nikakve pripremne radnje već je odmah nakon odobrenom prvog otiska moguće započeti sa tiskom naklade. riPanje se u ovom slučaju radi direktno na stroju neposredno prije tiska.Nakon što je katalog otisnut u obim tehnikama izvršena su denzitometrijska i spektrofoto-metrijska mjerenja pomoću uređaja X-rite Swatchbook. izmjerene su vrijednosti standar-dnih stepenastih CMYk klinova u rasponu od 10 do 100% rtv radi izrade krivulja prirasta, te kolorimetrijske razlike vrijednosti sivog balansa. izračun pogreške pri određivanju sivog balansa izveden je mjerenjem i usporedbom l*a*b vrijednosti akromatskog polja (k 50% rtv) i kromatskog ekvivalenta (C50% M40% Y40% rtv). također su izmjerene vrijednosti punog polja kako bi se odredila gustoću obojenja.
21
3.2.1. klaSičNi OfSetNi tiSak Današnji ofsetni tisak je uvelike automatiziran naprema ofsetu kojeg smo nekoć po-znavali. Međutim, to je još uvijek klasična tehnika tiska koja zahtijeva nekoliko mehaničkih međufaza koje će nas dovesti do krajnjeg proizvoda. kako bi krajnji otisak bio što vjerniji pripremi, potrebno je napraviti probni otisak na uređaju koji je kalibriran prema ofsetnom stroju kako bi provjerili da li je dokument dobro pripremljen za tisak. Za potrebe ovog rada, koristio se printer za probne otiske epson Stylus Pro 4800 ( slika 13, tablica 1 ).
Slika 13: epson Stylus Pro 4800
22
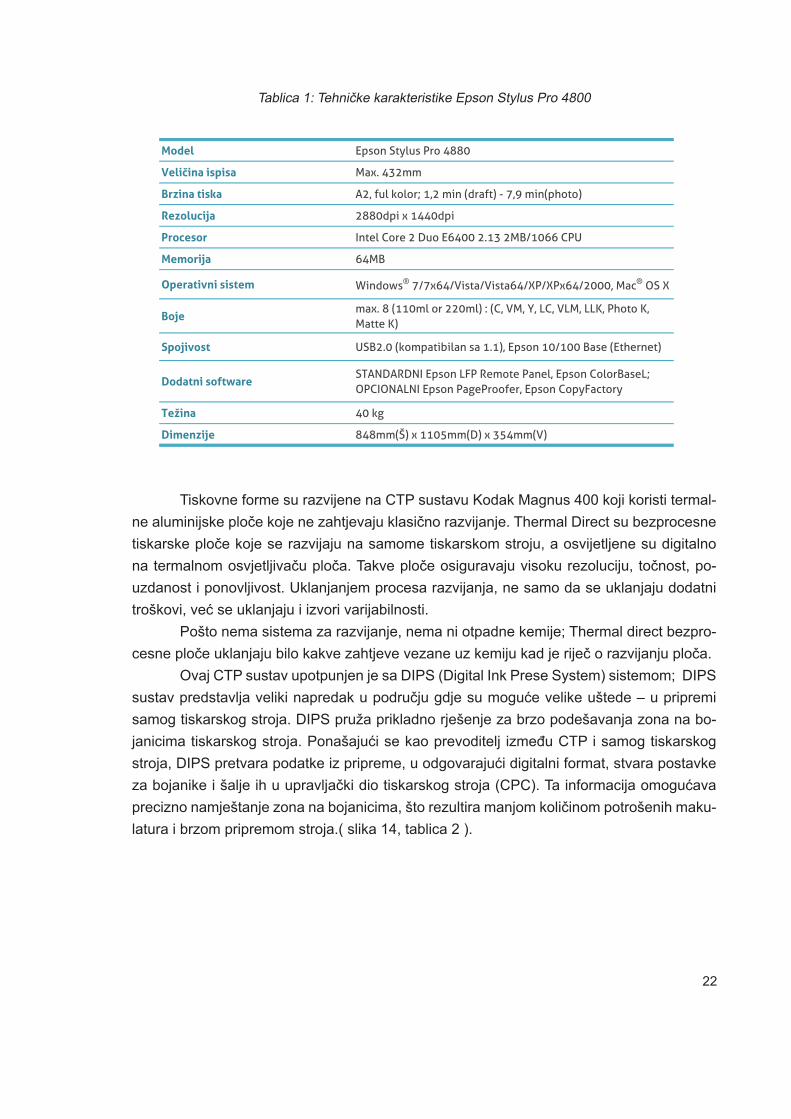
tablica 1: tehničke karakteristike epson Stylus Pro 4800
tiskovne forme su razvijene na CtP sustavu kodak Magnus 400 koji koristi termal-ne aluminijske ploče koje ne zahtjevaju klasično razvijanje. thermal Direct su bezprocesne tiskarske ploče koje se razvijaju na samome tiskarskom stroju, a osvijetljene su digitalno na termalnom osvjetljivaču ploča. takve ploče osiguravaju visoku rezoluciju, točnost, po-uzdanost i ponovljivost. uklanjanjem procesa razvijanja, ne samo da se uklanjaju dodatni troškovi, već se uklanjaju i izvori varijabilnosti. Pošto nema sistema za razvijanje, nema ni otpadne kemije; thermal direct bezpro-cesne ploče uklanjaju bilo kakve zahtjeve vezane uz kemiju kad je riječ o razvijanju ploča. Ovaj CtP sustav upotpunjen je sa DiPS (Digital ink Prese System) sistemom; DiPS sustav predstavlja veliki napredak u području gdje su moguće velike uštede – u pripremi samog tiskarskog stroja. DiPS pruža prikladno rješenje za brzo podešavanja zona na bo-janicima tiskarskog stroja. Ponašajući se kao prevoditelj između CtP i samog tiskarskog stroja, DiPS pretvara podatke iz pripreme, u odgovarajući digitalni format, stvara postavke za bojanike i šalje ih u upravljački dio tiskarskog stroja (CPC). ta informacija omogućava precizno namještanje zona na bojanicima, što rezultira manjom količinom potrošenih maku-latura i brzom pripremom stroja.( slika 14, tablica 2 ).
Model Epson Stylus Pro 4880
Veli ina ispisa Max. 432mm
Brzina tiska A2, ful kolor; 1,2 min (draft) - 7,9 min(photo)
Rezolucija 2880dpi x 1440dpi
Procesor Intel Core 2 Duo E6400 2.13 2MB/1066 CPU
Memorija 64MB
Operativni sistem Windows® 7/7x64/Vista/Vista64/XP/XPx64/2000, Mac® OS X
Bojemax. 8 (110ml or 220ml) : (C, VM, Y, LC, VLM, LLK, Photo K, Matte K)
Spojivost USB2.0 (kompatibilan sa 1.1), Epson 10/100 Base (Ethernet)
Dodatni softwareSTANDARDNI Epson LFP Remote Panel, Epson ColorBaseL; OPCIONALNI Epson PageProofer, Epson CopyFactory
Težina 40 kg
Dimenzije 848mm(Š) x 1105mm(D) x 354mm(V)

23
Slika 14: kodak Magnus 400
tablica 2: tehničke karakteristike kodak Magnus 400
Model Kodak Magnus 4000
Karakteristike830 nm termalni osvjetljiva plo a,automatski ili poluautomatski, vanjski bubanj
Ulaganje/izlaganjeKontinuirano ulaganje/izlaganjesa jednom ili više ulaga ih/izlaga ih ladica
Propusnost (2400 dpi/plo adimenzije 724 x 680 mm)
najmanja brzina: 17 plo a/h; najve a brina 22 plo e/h;Quantum 38 plo a/h
Povezanost tokom rada KODAK PRINERGY Workflow System
Rezolucija 2032/3048 dpi
Linijatura 250 lpi max
Veli ina plo aširina: min. 300 mm - max. 685 mm;dužina: min. 228 - max. 762
Veli ina ispisa max. širina669 mm; max. dužina 762 mm
24
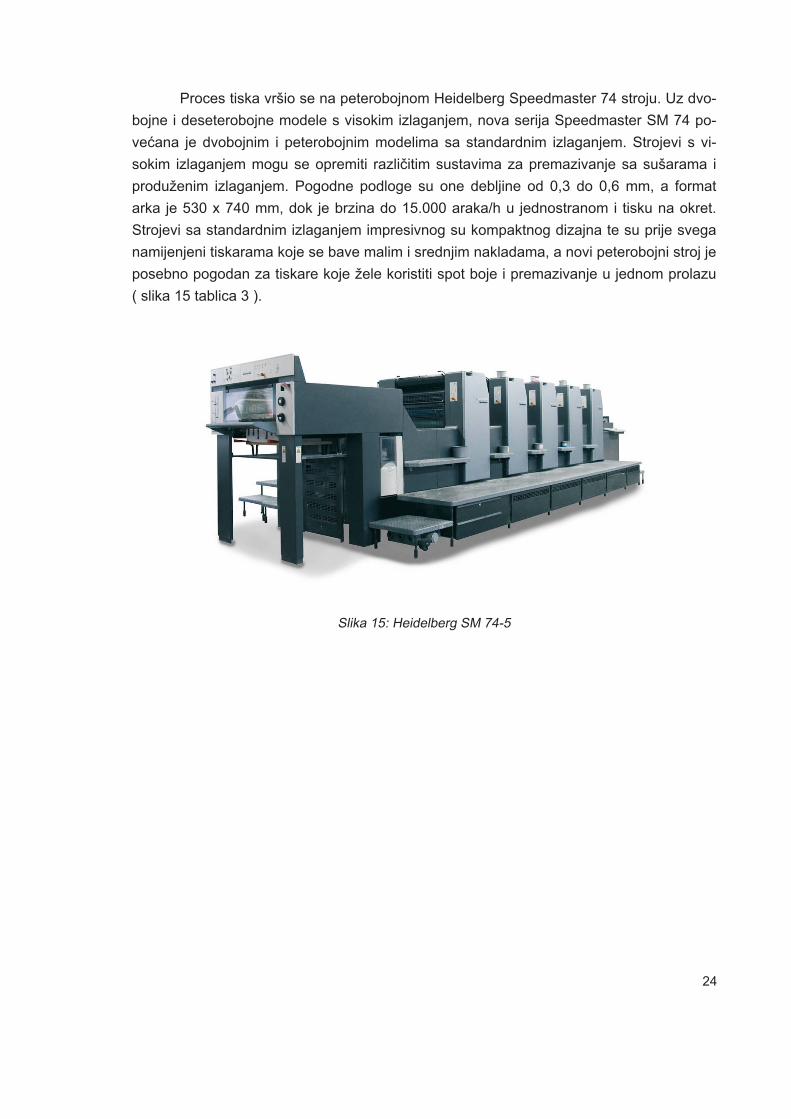
Proces tiska vršio se na peterobojnom Heidelberg Speedmaster 74 stroju. uz dvo-bojne i deseterobojne modele s visokim izlaganjem, nova serija Speedmaster SM 74 po-većana je dvobojnim i peterobojnim modelima sa standardnim izlaganjem. Strojevi s vi-sokim izlaganjem mogu se opremiti različitim sustavima za premazivanje sa sušarama i produženim izlaganjem. Pogodne podloge su one debljine od 0,3 do 0,6 mm, a format arka je 530 x 740 mm, dok je brzina do 15.000 araka/h u jednostranom i tisku na okret. Strojevi sa standardnim izlaganjem impresivnog su kompaktnog dizajna te su prije svega namijenjeni tiskarama koje se bave malim i srednjim nakladama, a novi peterobojni stroj je posebno pogodan za tiskare koje žele koristiti spot boje i premazivanje u jednom prolazu ( slika 15 tablica 3 ).
Slika 15: Heidelberg SM 74-5
25
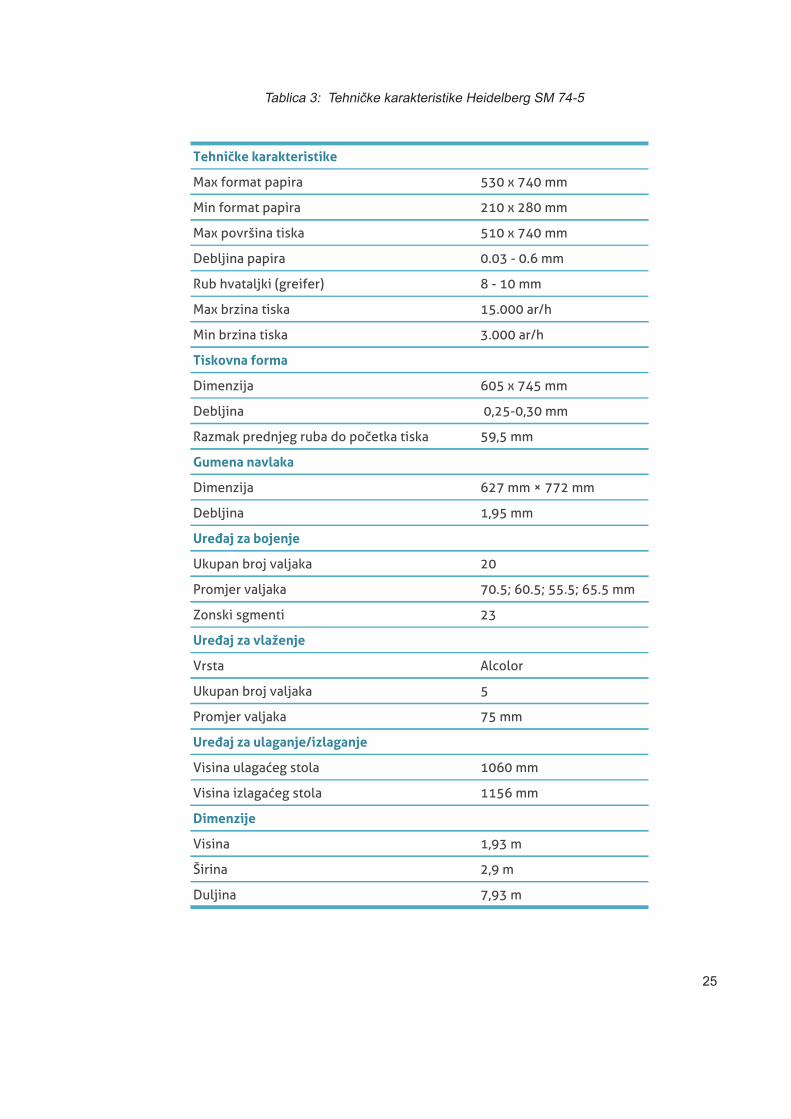
tablica 3: tehničke karakteristike Heidelberg SM 74-5
Tehni ke karakteristike
Max format papira 530 x 740 mm
Min format papira 210 x 280 mm
Max površina tiska 510 x 740 mm
Debljina papira 0.03 - 0.6 mm
Rub hvataljki (greifer) 8 - 10 mm
Max brzina tiska 15.000 ar/h
Min brzina tiska 3.000 ar/h
Tiskovna forma
Dimenzija 605 x 745 mm
Debljina 0,25-0,30 mm
Razmak prednjeg ruba do po etka tiska 59,5 mm
Gumena navlaka
Dimenzija 627 mm × 772 mm
Debljina 1,95 mm
Ure aj za bojenje
Ukupan broj valjaka 20
Promjer valjaka 70.5; 60.5; 55.5; 65.5 mm
Zonski sgmenti 23
Ure aj za vlaženje
Vrsta Alcolor
Ukupan broj valjaka 5
Promjer valjaka 75 mm
Ure aj za ulaganje/izlaganje
Visina ulaga eg stola 1060 mm
Visina izlaga eg stola 1156 mm
Dimenzije
Visina 1,93 m
Širina 2,9 m
Duljina 7,93 m

26
3.2.2. DigitalNi OfSetNi tiSak HP indigo 5500 s Creo serverom za upravljanje bojama i varijabilni tisak je stroj na kojem smo tiskali naš katalog. Ovaj stroj ima 4 electroink boje i lak kao 5. boju te sustav za okretanje araka čime se povećava produktivnost. HP indigo 5500 može tiskati i sa 7 boja te tako može pokriti 97% Pantone skale. također može tiskati i sa specijalnim (spot) bojama ( slika 16 tablica 4 ).
Slika 16: HP indigo 5500
27
tablica 4: tehničke karakteristike HP indigo 5500
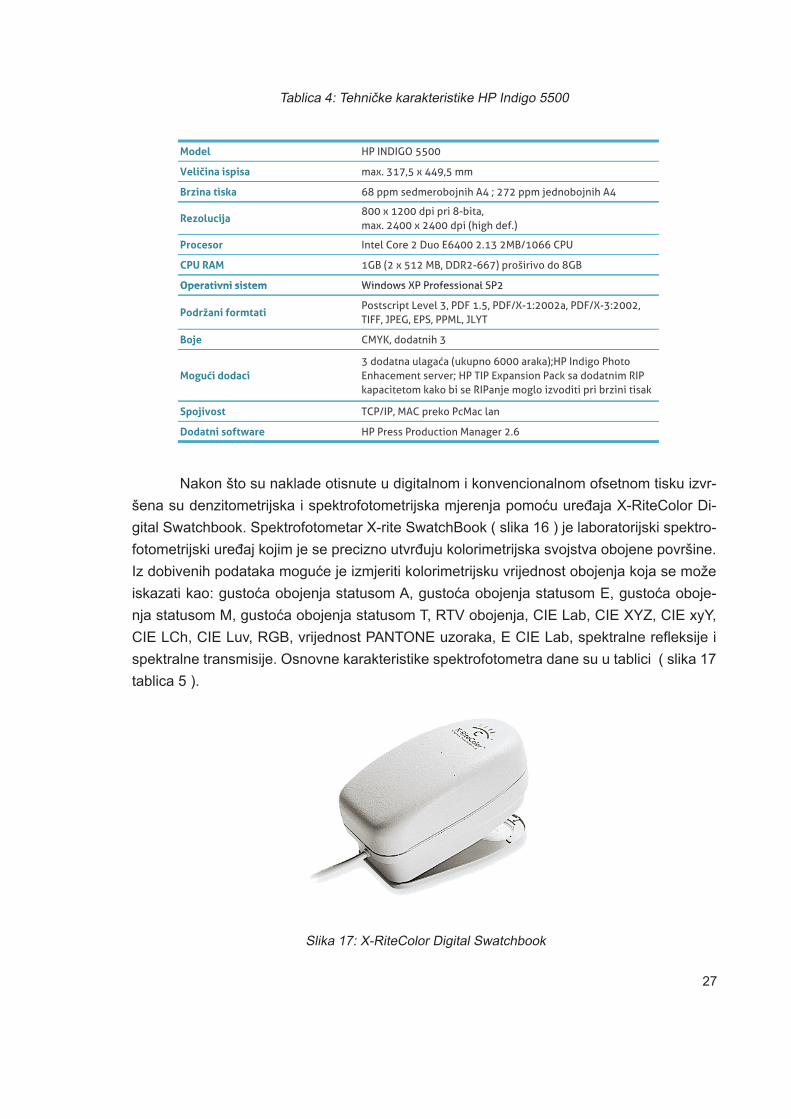
Nakon što su naklade otisnute u digitalnom i konvencionalnom ofsetnom tisku izvr-šena su denzitometrijska i spektrofotometrijska mjerenja pomoću uređaja X-riteColor Di-gital Swatchbook. Spektrofotometar X-rite Swatchbook ( slika 16 ) je laboratorijski spektro-fotometrijski uređaj kojim je se precizno utvrđuju kolorimetrijska svojstva obojene površine. iz dobivenih podataka moguće je izmjeriti kolorimetrijsku vrijednost obojenja koja se može iskazati kao: gustoća obojenja statusom a, gustoća obojenja statusom e, gustoća oboje-nja statusom M, gustoća obojenja statusom t, rtv obojenja, Cie lab, Cie XYZ, Cie xyY, Cie lCh, Cie luv, rgb, vrijednost PaNtONe uzoraka, e Cie lab, spektralne refleksije i spektralne transmisije. Osnovne karakteristike spektrofotometra dane su u tablici ( slika 17 tablica 5 ).
Slika 17: X-riteColor Digital Swatchbook
Model HP INDIGO 5500
Veli ina ispisa max. 317,5 x 449,5 mm
Brzina tiska 68 ppm sedmerobojnih A4 ; 272 ppm jednobojnih A4
Rezolucija800 x 1200 dpi pri 8-bita,max. 2400 x 2400 dpi (high def.)
Procesor Intel Core 2 Duo E6400 2.13 2MB/1066 CPU
CPU RAM 1GB (2 x 512 MB, DDR2-667) proširivo do 8GB
Operativni sistem Windows XP Professional SP2Operativni sistem Windows XP Professional SP2
Podržani formtatiPostscript Level 3, PDF 1.5, PDF/X-1:2002a, PDF/X-3:2002, TIFF, JPEG, EPS, PPML, JLYT
Boje CMYK, dodatnih 3
Mogu i dodaci3 dodatna ulaga a (ukupno 6000 araka);HP Indigo Photo Enhacement server; HP TIP Expansion Pack sa dodatnim RIP k i k k bi RIP j l i di i i b i i i kkapacitetom kako bi se RIPanje moglo izvoditi pri brzini tisak
Spojivost TCP/IP, MAC preko PcMac lan
Dodatni software HP Press Production Manager 2.6
28
tablica 5: tehničke karakteristike X-riteColor Digital Swatchbook
3.3. kOrišteNi MateriJali
iako su u ovom radu uspoređivane dvije tehnike koje cjenovno i kvalitativno kon-kuriraju, materijali kojima se postižu ti odnosi nisu isti u obim tehnikama. glavna razlika između tih dviju tehnika je upravo u boji, odnosno, boja za konvencionalni ofsetni tisak se bitno razlikuje od boje za digitalni ofsetni tisak. S druge strane, gledajući s aspekta tiskovnih podloga, može se reći da i tu postoji diskrepancija, međutim, mnogo manja nego u odnosu na bojila. iako se danas sve više preporučuje otiskivati na podlogama koje su verificirane za tisak na HP indigo strojevima, isti mogu često tiskat i na papire na kojima se tiska u of-setu. razlog tome je izuzetno velika izdašnost i mala veličina čestica pigmenata koji dobro prianjaju na skoro svaku podlogu. iako, bitno je napomenuti da zbog vrlo male električne provodljivosti koje papir mora imati kako bi bio adekvatan za tisak na HP indigo strojevima, nije moguće uvijek tiskati na svim podlogama jer dolazi do ne prihvaćanja, odnosno otira-nja, boje s otiska.
Model X-RiteColor® Digital Swatchbook®
To nost <1 E max., <5 prosjek
Spektralni senzor DRS tehnologija
Spektralni opseg mjerenja 400 - 700 nm
Ponovljivost 0,2 E max
Brzina mjerenja 2 s po mjerenju
Interno instrumentsko slaganje <1 E max., <5 prosjek
Mjerna geometrija 45%/0° ANSI i ISO standard
Izlaz31 to ka spektralnih podataka, kolorimetrijski podaci statusa (T, I, A i E)
Dimenzije / masa 6,9 x 7,6 x 13,7 cm / 340 g
Izvor svjetlosti A, C, D50, D55, D65, D75, F2,F7, F11,F12
Kut promatranja po CIE 2° 10°Kut promatranja po CIE 2°, 10°
Mjerni zaslon 4 mm

29
3.3.1. bOJila Dok su bojila za ofsetni tisak na arke sastavljena većinom od : pigmenata (15 – 20%), sušivih ulja (20 – 35%), mineralnih ulja (20 – 25%), tvrdih smola (20 – 25%) i aditiva (5 – 10%) boje za HP indigo tisak su sastavljene od: pigmenata, agensa za povećanje elek-trične provodljivosti i mineralnih ulja. Pošto se za konvencionalni ofsetni tisak razlikuju boje za tisak na arke i boje za tisak iz role, bitno je napomenuti da je ispitivana naklada tiskalna na stroju koji tiska na arke pa je i korištena boja za konvencionalni ofsetni tisak na arke, i to osnovne 4 boje ( CMYk ) epple Premium Print. tu boju karakterizira mogućnost tisak na različitim materijalima, i različitim strojevima. Ne sadrži mineralna ulja i ima dobru ravnotežu voda/boja. Ovu boju također ka-rakterizira veliki intenzitet obojenja i otpornost na abraziju te dobro postizanje sivog balansa i oštre rasterske točkice. Pošto udovoljava svim ovim zahtjevima, ova boja posjeduje iSO 12647-2 standard koji se odnosi na boje za tisak u grafičkoj industriji. Za digitalni ofsetni HP indigo tiska postoji samo jedna vrsta bojila (za sve vrste podloga) i to patentirano HP electroink bojilo. Međutim, osim standardnih osnovnih CMYk boja može se tiskati i sa dodatnim light Cyan i light Magenta bojama koje povećavaju foto kvalitetu, te narančastom, ljubičastom i zelenom bojom, koje proširuju gamut reprodukcije. Za potrebe ovog rada upotrebljene su samo osnovne 4 boje isto kao i u ofsetnom tisku.
Slika 18: HP electroink boja

30
3.3.2. tiSkOvNe PODlOge kao što je u prethodnim poglavljima spomenuto, papiri za tisak u digitalnom of-setnom tisku su obično nešto veće kvalitete od onih za tisak u klasičnom ofsetnom tisku. razlog tome jest što je bitno da papir kojim tiskamo u digitalnom ofsetu ne privlači statički elektricitet jer uslijed njega dolazi do većih problema u tisku elektroink bojilom koji radi na principu električne povodljivosti. Stoga je naš katalog tisakn na standardnom kunstdruck uPM Maxi gloss 300 g papiru za ofsetni tisak na arke a u digitalnom ofsetnom tisku korišten je ekvivalent tome, kunstdruck 300 g Core gloss papir.
tablica 6: tehničke karakteristike 300 g Core gloss
tablica 7: tehničke karakteristike 300 g uPM maxi glos
Parametar Jedinica Metoda Vrijednost
Gramatura g/m2 ISO 536 300
Debljina mm ISO 534 0,253
Bjelina % ISO 2470 97
Svjetlina % CIE 121
Sjajnost % L/H 75
Parametar Jedinica Metoda Vrijednost
Gramatura g/m2 ISO 536 300
Debljina mm ISO 534 0,252
Bjelina % ISO 2470 96
Svjetlina % CIE 127
Sjajnost % L/H 77
31
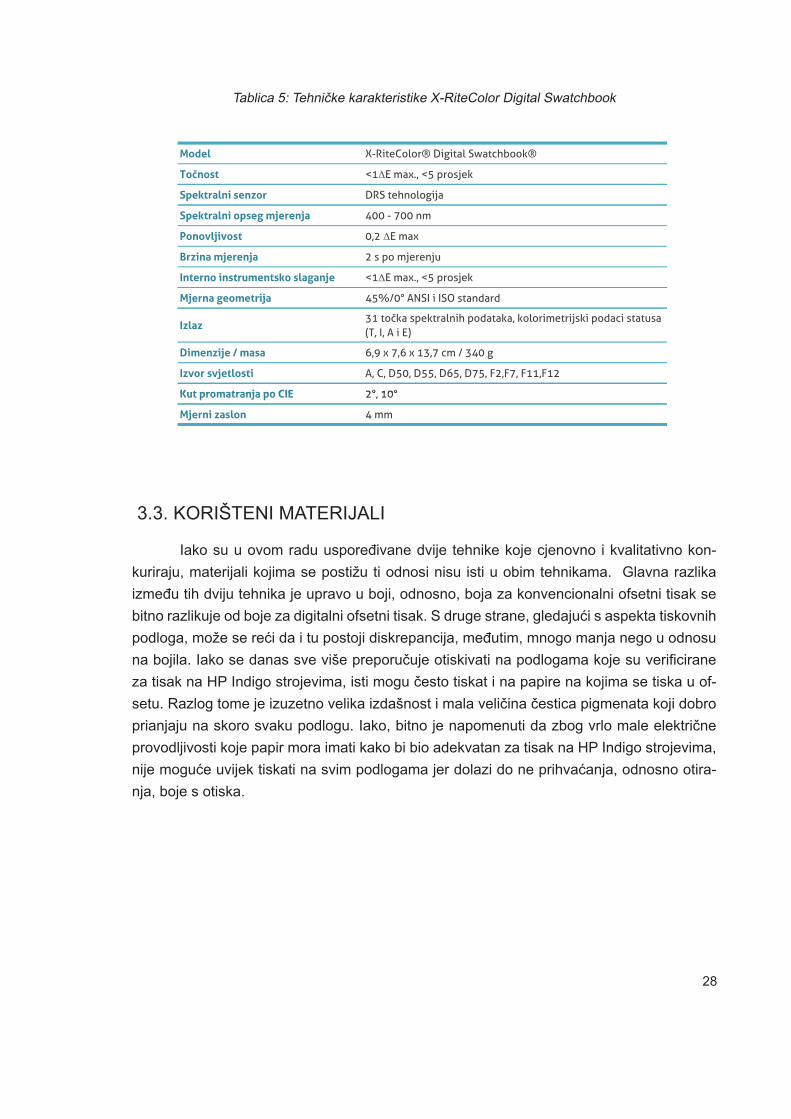
4. REZULTATI ISTRAŽIVANJA kako bi kvantificirali kvalitetu, pomoću fOgra i gatf kontrolnih stripova izmjerene su vrijednosti prema kojima su izrađene tablice i krivulje prema kojimaje izvršeno ocjenjiva-nje kvalitete otisaka. Denzitometrijska kontrola kvalitete reprodukcije vrši se usporedbom gustoće oboje-nja punog tona i različitih rastertonskih vrijednosti. Odnos rastertonskih vrijednosti originala i rastertonske vrijednosti otiska (rtv OtiSka i rtv OrigiNala) pokazuje odstupanja u tisku i prikazan je karakterističnom krivuljom prirasta za svaku CMYk separaciju, ovisno o tehnici tiska. tako su konstruirane karakteristične krivulje prirasta za svaku separaciju i tehniku tiska zasebno kako bi se odredila odstupanja u reprodukciji, a koja se izražavaju prirastom rastertonskih vrijednosti Z (%).
grafikon 1: krivulja prirasta za cyan
32
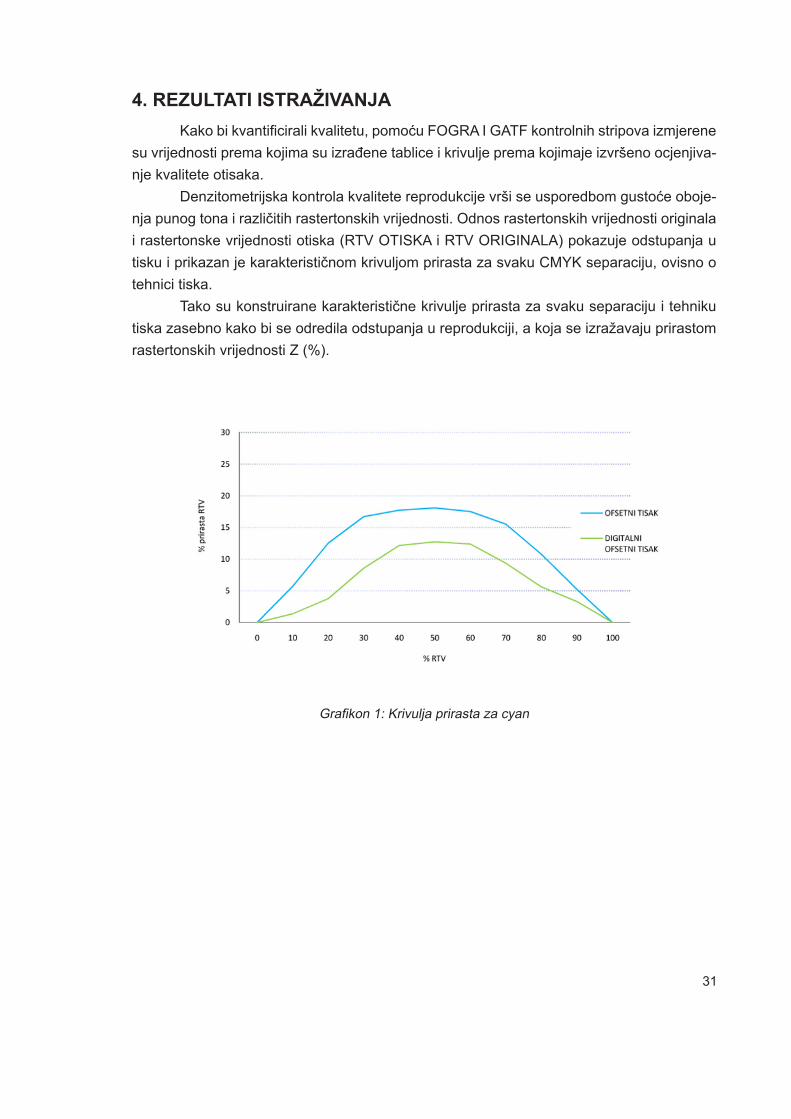
grafikon 2: krivulja prirasta za magentu
grafikon 3: krivulja prirasta za žutu
33
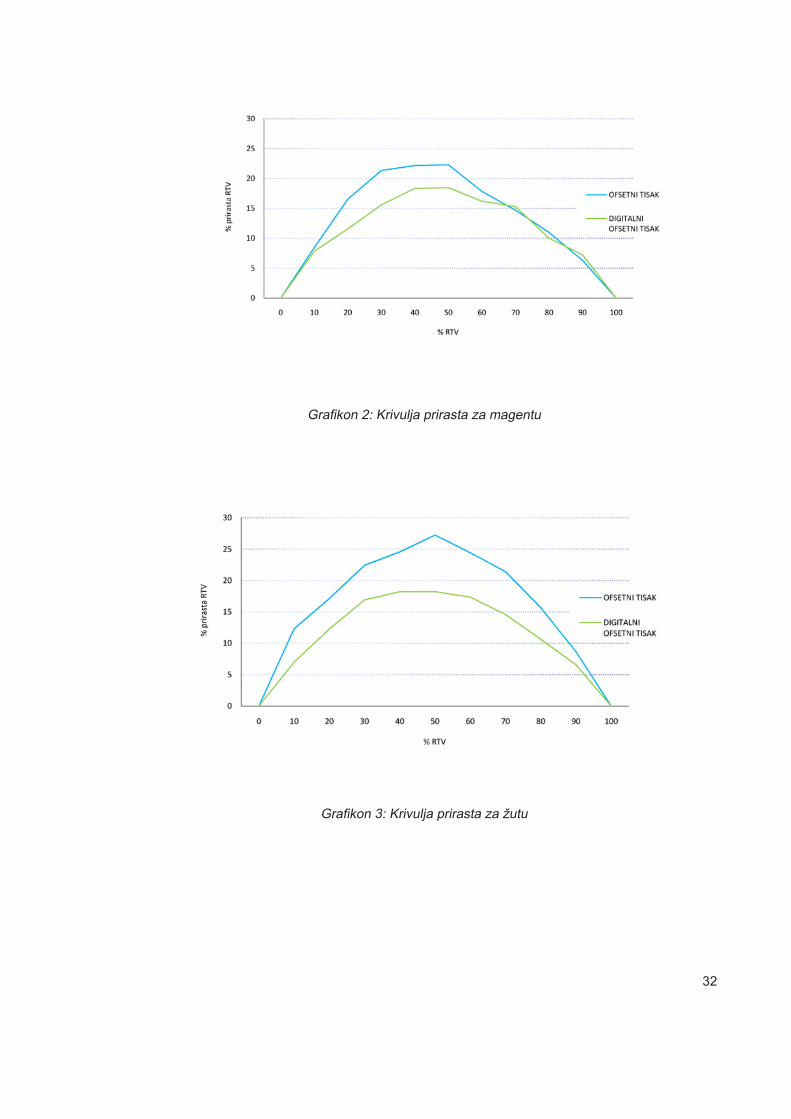
grafikon 4: krivulja prirasta za crnu
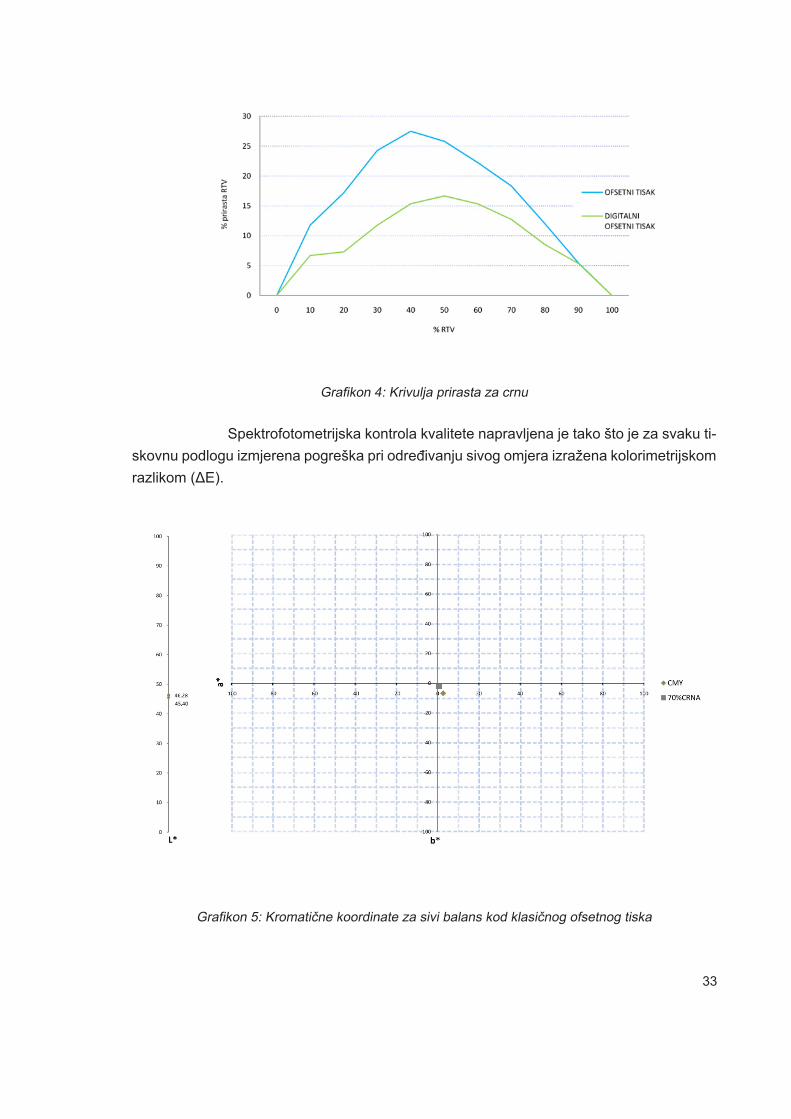
Spektrofotometrijska kontrola kvalitete napravljena je tako što je za svaku ti-skovnu podlogu izmjerena pogreška pri određivanju sivog omjera izražena kolorimetrijskom razlikom (Δe).
grafikon 5: kromatične koordinate za sivi balans kod klasičnog ofsetnog tiska
34
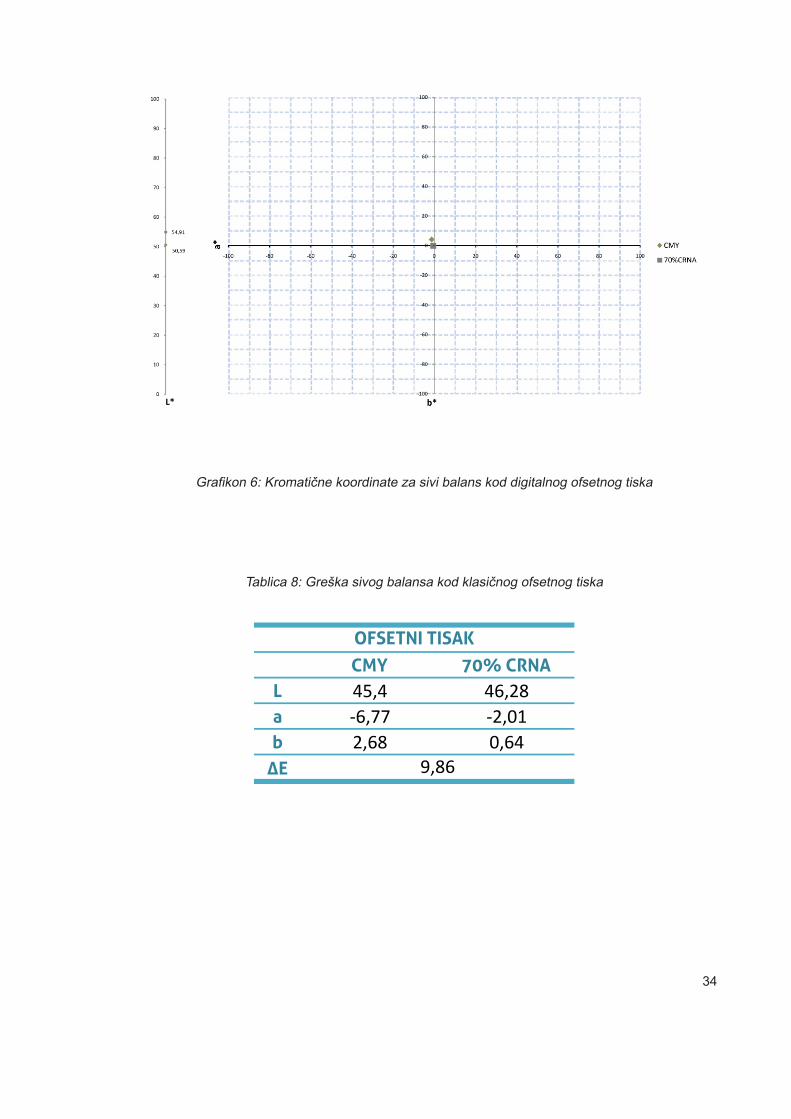
grafikon 6: kromatične koordinate za sivi balans kod digitalnog ofsetnog tiska
tablica 8: greška sivog balansa kod klasičnog ofsetnog tiska
Paramet
Jedinica Metoda Vrijednost
Gramat
g/m2 ISO 536 300
Debljina
mm ISO 534 0,253
Bjelina
% ISO 2470 97
Svjetlina
% CIE 121
Sjajnost
% L/H 75
CMY 70% CRNAL 45,4 46,28a 6,77 2,01b 2,68 0,64E
CMY 70% CRNAL 50,59 54,91a 4,15 0,15b 1,26 0,48E
OFSETNI TISAK
9,86
DIGITALNI OFSETNI TISAK
6,43

35
tablica 9: greška sivog balansa kod digitalnog ofsetnog tiska
grafikon 7: Cie lab kromatične koordinate za klasični ofsetni tisak
Paramet
Jedinica Metoda Vrijednost
Gramat
g/m2 ISO 536 300
Debljina
mm ISO 534 0,253
Bjelina
% ISO 2470 97
Svjetlina
% CIE 121
Sjajnost
% L/H 75
CMY 70% CRNAL 45,4 46,28a 6,77 2,01b 2,68 0,64E
CMY 70% CRNAL 50,59 54,91a 4,15 0,15b 1,26 0,48E
OFSETNI TISAK
9,86
DIGITALNI OFSETNI TISAK
6,43

36
grafikon 8: Cie lab kromatične koordinate za digitlani ofsetni tisak
grafikon 9 : gustoća obojenja za klasični i digitalni ofsetni tisak

37
vizualna procjena kvalitete provedena je tako što se kontrolirala razlučivost polja sa zapunjenošću od 3 i 97 % rastertonske vrijednosti te kontrolom tiska pomoću zvjezdastog kontrolnog stripa gdje su se provjeravale geometrijske deformacije u tisku i mjerili radijus kružnice.
tablica 10: Određivanje raspona gustoće obojenja pomoću polja 3% i 97% rtva
tablica 11: Promjer kružnice zvjezdastog stripa
C M Y KKLASI NI OFSET 1,26 1,86 1,04 1,28DIGITALNI OFSET 2,4 2 1,46 2,92
PROMJER KRUŽNICE
C M Y K C M Y K C M Y K C M Y K C M Y K3% + + + + + + + + + + + + + + + +97% + + + + + + + + + + + + + + + +
C M Y K C M Y K C M Y K C M Y K C M Y K3% + + + + + + + + + + + + + + + +
97% + + + + + + + + + + + + + + +
RASPON GUSTO E OBOJENJA OFSET
RASPON GUSTO E OBOJENJA INDIGOOTISAK 1 OTISAK 2 OTISAK 3 OTISAK 5
OTISAK 3 OTISAK 4 OTISAK 5OTISAK 1 OTISAK 2
OTISAK 4

38
5. DISKUSIJA REZULTATA
u ovom radu ocjenjivana je granično isplativa naklada od 500 araka upravo zbog kvalitativne i cjenovne isplativosti koju takva naklada donosi. u klasičnom ofsetnom tisku, prava se, standardizirana kvaliteta postiže tek nakon otisnutih prvih 1000 araka, kada je riječ o zahtjevnom 4/4 tisku, dok se u digitalnom ofsetu najviša kvaliteta postiže kod prvog i zadnjeg arka potpuno isto. uzimajući u obzir tu činjenicu i činjenicu da se ovo istraživa-nje baziralo na nakladu od samo 500 komada na samom početku može se pretpostaviti da klasični ofset u tim okvirima neće postići najbolju kvalitetu koju može postići inače. tu su pretpostavku potvrdila i mjerenja koja su rezultirala većim prirastom rtv, kao i velikim odstupanje vrijednosti sivog balansa kod klasičnog ofsetnog tiska, te dužim rokom izrade.
5.1. kvaliteta OtiSaka kvalitetu otisaka moguće je definirati pomoću više parametara; što je veći broj para-metra po kojima se mjeri kvaliteta, to je veća mogućnost za kontroliranje kvalitete i djelova-nje na njeno poboljšanje. Jedan od elemanata koji je korišten za definiranje kvalitete tiska je definiranje sivog balansa. Pravilan sivi balans je takav da vrijednosti akromatskog sivog polja i kromatskog sivog polja (koje je sastavljeno od različitih omjera C, M i Y boje) daju isti neutralno sivi osjećaj. Sivi balans je moguće odrediti vizualnom procjenom ili izračunavanjem Cie l*a*b* vrijednosti razlike dviju boja. Dobiveni ∆e govori kolika je razlika dvije mjerene boje. u ovom slučaju, srednja vrijednost ∆e za klasični ofsetni tisak iznosi 9.86 a za digitalni ofsetni tisak 6.43. razlike u obojenju ∆e svrstavaju se u 5 kategorija:
i. ∆e između 0 i 1 = veoma mala razlikaii. ∆e između 1 i 2 = mala razlika
iii. ∆e između 2 i 3,5 = srednja razlikaiv. ∆e između 3,5 i 5 = velika razlikav. ∆e veći od 5 = značajna razlika
Prema toj klasifikaciji može se reći da ni kod klasičnog ni digitalnog ofsetnog tisak nije posti-gnut zadovoljavajući sivi balans iako je greška puno manja kod digitalnog ofsetnog tiska.
39
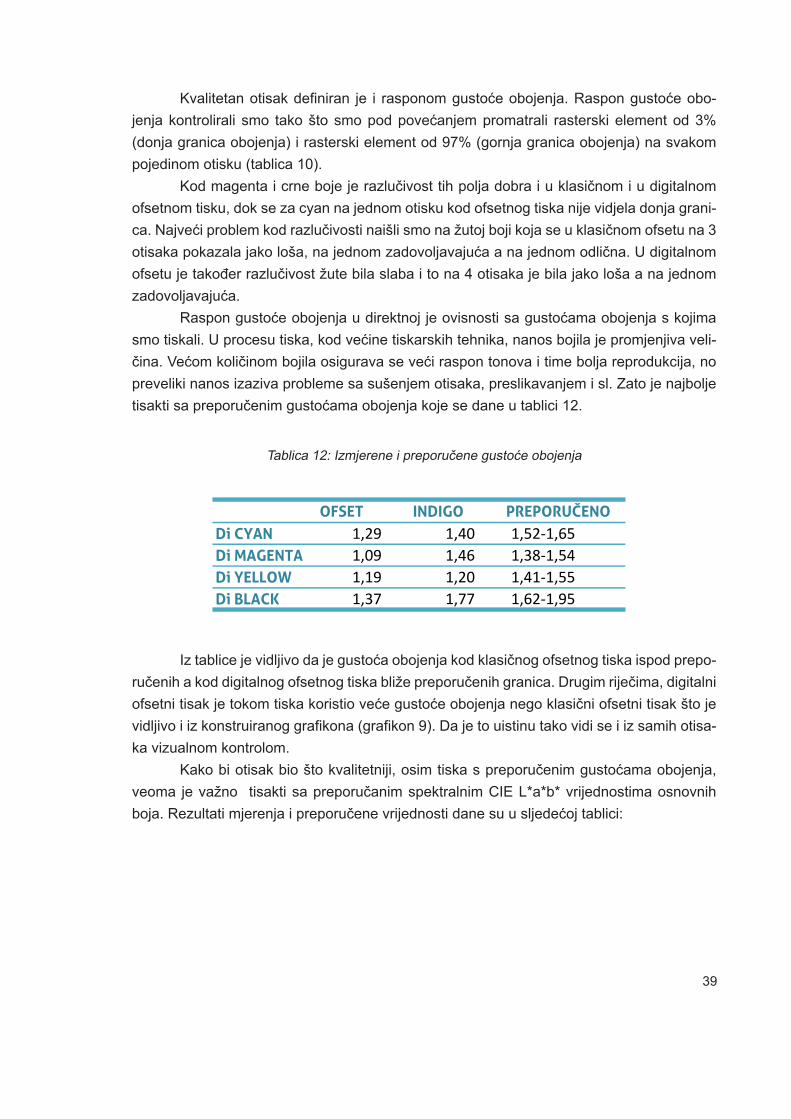
kvalitetan otisak definiran je i rasponom gustoće obojenja. raspon gustoće obo-jenja kontrolirali smo tako što smo pod povećanjem promatrali rasterski element od 3% (donja granica obojenja) i rasterski element od 97% (gornja granica obojenja) na svakom pojedinom otisku (tablica 10). kod magenta i crne boje je razlučivost tih polja dobra i u klasičnom i u digitalnom ofsetnom tisku, dok se za cyan na jednom otisku kod ofsetnog tiska nije vidjela donja grani-ca. Najveći problem kod razlučivosti naišli smo na žutoj boji koja se u klasičnom ofsetu na 3 otisaka pokazala jako loša, na jednom zadovoljavajuća a na jednom odlična. u digitalnom ofsetu je također razlučivost žute bila slaba i to na 4 otisaka je bila jako loša a na jednom zadovoljavajuća. raspon gustoće obojenja u direktnoj je ovisnosti sa gustoćama obojenja s kojima smo tiskali. u procesu tiska, kod većine tiskarskih tehnika, nanos bojila je promjenjiva veli-čina. većom količinom bojila osigurava se veći raspon tonova i time bolja reprodukcija, no preveliki nanos izaziva probleme sa sušenjem otisaka, preslikavanjem i sl. Zato je najbolje tisakti sa preporučenim gustoćama obojenja koje se dane u tablici 12.
tablica 12: izmjerene i preporučene gustoće obojenja
iz tablice je vidljivo da je gustoća obojenja kod klasičnog ofsetnog tiska ispod prepo-ručenih a kod digitalnog ofsetnog tiska bliže preporučenih granica. Drugim riječima, digitalni ofsetni tisak je tokom tiska koristio veće gustoće obojenja nego klasični ofsetni tisak što je vidljivo i iz konstruiranog grafikona (grafikon 9). Da je to uistinu tako vidi se i iz samih otisa-ka vizualnom kontrolom. kako bi otisak bio što kvalitetniji, osim tiska s preporučenim gustoćama obojenja, veoma je važno tisakti sa preporučanim spektralnim Cie l*a*b* vrijednostima osnovnih boja. rezultati mjerenja i preporučene vrijednosti dane su u sljedećoj tablici:
OFSET INDIGO PREPORU ENODi CYAN 1,29 1,40 1,52 1,65Di MAGENTA 1,09 1,46 1,38 1,54Di YELLOW 1,19 1,20 1,41 1,55Di BLACK 1,37 1,77 1,62 1,95
40
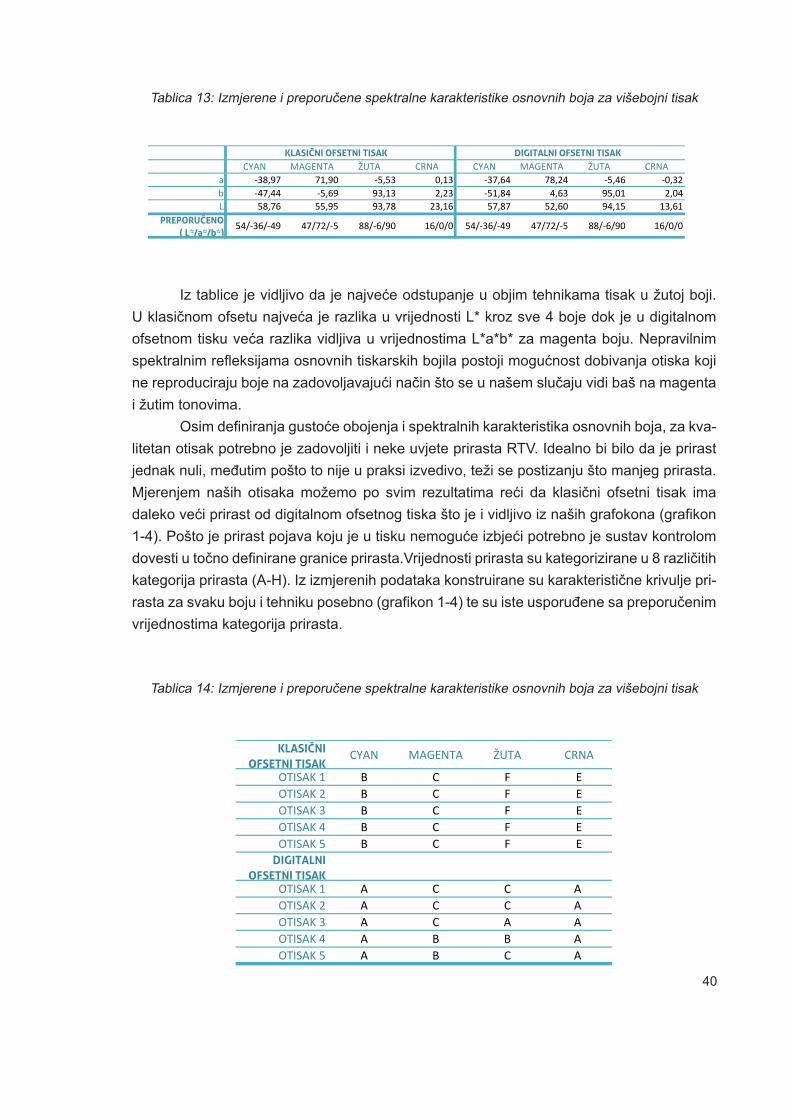
tablica 13: izmjerene i preporučene spektralne karakteristike osnovnih boja za višebojni tisak
iz tablice je vidljivo da je najveće odstupanje u objim tehnikama tisak u žutoj boji. u klasičnom ofsetu najveća je razlika u vrijednosti l* kroz sve 4 boje dok je u digitalnom ofsetnom tisku veća razlika vidljiva u vrijednostima l*a*b* za magenta boju. Nepravilnim spektralnim refleksijama osnovnih tiskarskih bojila postoji mogućnost dobivanja otiska koji ne reproduciraju boje na zadovoljavajući način što se u našem slučaju vidi baš na magenta i žutim tonovima. Osim definiranja gustoće obojenja i spektralnih karakteristika osnovnih boja, za kva-litetan otisak potrebno je zadovoljiti i neke uvjete prirasta rtv. idealno bi bilo da je prirast jednak nuli, međutim pošto to nije u praksi izvedivo, teži se postizanju što manjeg prirasta. Mjerenjem naših otisaka možemo po svim rezultatima reći da klasični ofsetni tisak ima daleko veći prirast od digitalnom ofsetnog tiska što je i vidljivo iz naših grafokona (grafikon 1-4). Pošto je prirast pojava koju je u tisku nemoguće izbjeći potrebno je sustav kontrolom dovesti u točno definirane granice prirasta.vrijednosti prirasta su kategorizirane u 8 različitih kategorija prirasta (a-H). iz izmjerenih podataka konstruirane su karakteristične krivulje pri-rasta za svaku boju i tehniku posebno (grafikon 1-4) te su iste usporuđene sa preporučenim vrijednostima kategorija prirasta.
tablica 14: izmjerene i preporučene spektralne karakteristike osnovnih boja za višebojni tisak
KLASI NIOFSETNI TISAK
CYAN MAGENTA ŽUTA CRNA
OTISAK 1 B C F EOTISAK 2 B C F EOTISAK 3 B C F EOTISAK 4 B C F EOTISAK 5 B C F E
DIGITALNIOFSETNI TISAK
OTISAK 1 A C C AOTISAK 2 A C C AOTISAK 3 A C A AOTISAK 4 A B B AOTISAK 5 A B C A
KLASI NI OFSETNI TISAK DIGITALNI OFSETNI TISAKCYAN MAGENTA ŽUTA CRNA CYAN MAGENTA ŽUTA CRNA
a 38,97 71,90 5,53 0,13 37,64 78,24 5,46 0,32b 47,44 5,69 93,13 2,23 51,84 4,63 95,01 2,04L 58,76 55,95 93,78 23,16 57,87 52,60 94,15 13,61
PREPORU ENO( L*/a*/b*)
54/ 36/ 49 47/72/ 5 88/ 6/90 16/0/0 54/ 36/ 49 47/72/ 5 88/ 6/90 16/0/0

41
kad se otiskivanje vrši na način da su vrijednosti priratsa rtv u jednoj od preporu-čenih krivulja prirasta, stalnim poboljšanjem treba se težiti postizanjem što manjeg prirasta, idealno bi bilo tiskati s prirastom unutar b kategorije što je u ovom slučaju postignuto samo kod cyan boje u klasičnom ofsetnom tisku. što je manja kategorija prirasta to je otisak kvali-tetniji, dok se gornje kategorije g i H trebaju izbjegavati. iz dane tablice vidljivo je da se naj-veći prirast postiže kod žute i crne u klasičnom ofsetu dok najmanji kod cyana u digitalnom ofsetu. Po tome bi se moglo zaključiti da je sveukupni prirast manji kod digitalnog ofsetnog tiska gdje se međutim javlja jedna negativna pojava a to je veća ukošenost odnosno veća odstupanja na pojedinim rtv što je vidljivo iz tablice 14 ali i iz grafikona 2 i 3. razlika prira-sta na početku i na kraju naklade među bojama ne bi trebala prelaziti 4% što večina otisaka zadovoljava osim zadnjeg mjerenog otiska kod klasičnog ofsetnog tiska gdje je razlika ne-što veća od 4%. Osim mjernih metoda za određivanje kvalitete, postoje i signalni stripovi za vizualno ustanovljavanje kvalitete i kontrole tiska. Na uzorcima je kontroliran i zvjezdasti strip koji je konstruiran od linija koje su usmjerene od ruba kružnice prema središtu. linije se propor-cionalno smanjuju da bi se u središtu u potpunosti izgubile. Ovisno o smjeru smicanja ili dubliranja tanji dijelovi linija se mjenjaju čime se latentni osjećaj kružnice u središtu defor-mira u osjećaj elipse. uslijed geometrijske deformacije smjer smicanja ili dubliranja okomit je na dužu diagonalu latentne elipse. Među našem se otiscima vizualno ustanovilo da nema smicanja ni dubliranja ali se gotovo na svim otiscima pojavljuje zadebljani radijus što ozna-čava puniji tisak. radijus zvjezdastog stripa je veći kod digitalnog ofsetnog tiska nego kod klasičnog što govori da je tu postignut jači, puniji otisak (tablica 11.)

42
5.2. brZiNa tiSka kad se govori o kvaliteti tiska jedna od bitnih čijenica koja uvjetuje kvalitetu je i brzi-na otiskivanja. u klasičnom ofsetu brzina tiska ograničena je uglavnom viskoznošću i kon-zistencijom boje i kreće se od 3.000-15.000 otisaka/sat, pa ukoliko se povećava brzina, kao što je slučaj kod rotacije, treba upotrijebiti rjeđu boju. Naravno tu utječu i drugi faktori, kao što su sušenje, ulaganje araka i sl., ali u manjoj mjeri. Nasuprot tome Non-impact postupci su mnogo sporiji i ovdje brzina ovisi o memorijskim i softverskim mogućnostima pri formira-nju latentne slike na bubnju i kreće se u slučaju HP indiga oko 2.000 četverobojnih otisaka/satu ili 8000 jednobojnih otisaka. iz ovih podataka je vidljivo da će veće naklade biti znatno brže otisnute u klasičnom ofsetu nego u digitalnom ofsetu. S druge strane, ako se uzimaju u obzir pripremne radnje koje prethode samom tisku, u tom segmentu digitalni tisak donosi znatnu uštedu u vremenu. kod klasičnog ofsetnog tiska prije samog otiskivanja potrebno je napraviti probne otiske na nekom digitalnom tiskarskom stroju. Nakon toga, potrebno je digitalno pripremiti dokument praveći separacije boja; nakon separacija dokument odlazi na riPanje nakon čega se prenosi na tiskovne ploče u CtP odjelu. Nakon što su tiskovne for-me razvijene, potrebno je pripremiti stroj. kad je stroj pripremljen tiska se makulatura prema kojoj se podešavaju tiskovni parametri za kvalitetan otisak. Digitalni ofsetni tisak za razliku od klasičnom gotovo da i nema pripremnih radnji već jednom kada je datoteka poslana na radnu stanicu ona je i spremna za otiskivanje. uzimajući u obzir sve ove stavke izrađena je vremenska liniju koja prati tisak ispiti-vane granično isplative naklade:
grafikon 10: vremenska linija tiska naklade kataloga od 500 komada
43
iz gore prikazanih podataka vidljivo je da je za konkretan slučaj, nakaldu od 500 obostrano otisnutih a3 araka, potrebno 213.1 minuta u klasičnom ofsetnom tisku odno-sno 62.7 minuta u digitalnom ofsetnom tisku. tu veliku uštedu u vremenu najviše donosi izostanak pripremnog dijela i dorade dok je tisak same naklade približno jednak kod obiju tehnika.
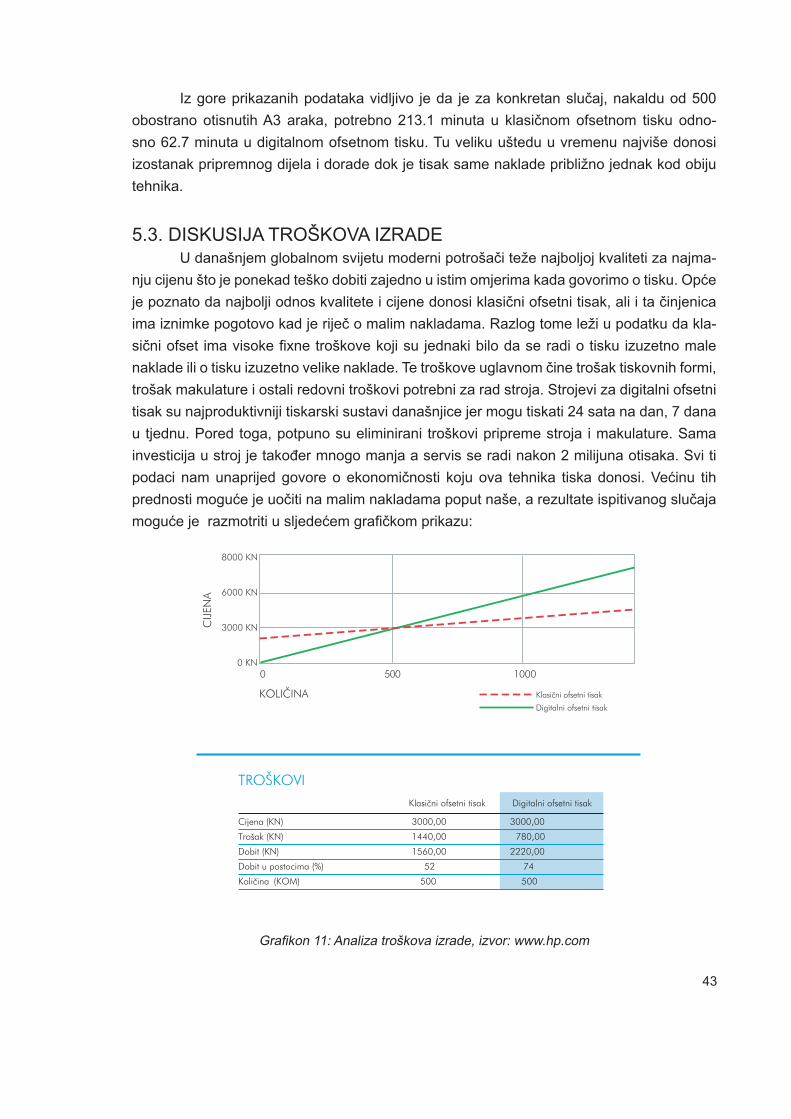
5.3. DiSkuSiJa trOškOva iZraDe u današnjem globalnom svijetu moderni potrošači teže najboljoj kvaliteti za najma-nju cijenu što je ponekad teško dobiti zajedno u istim omjerima kada govorimo o tisku. Opće je poznato da najbolji odnos kvalitete i cijene donosi klasični ofsetni tisak, ali i ta činjenica ima iznimke pogotovo kad je riječ o malim nakladama. razlog tome leži u podatku da kla-sični ofset ima visoke fixne troškove koji su jednaki bilo da se radi o tisku izuzetno male naklade ili o tisku izuzetno velike naklade. te troškove uglavnom čine trošak tiskovnih formi, trošak makulature i ostali redovni troškovi potrebni za rad stroja. Strojevi za digitalni ofsetni tisak su najproduktivniji tiskarski sustavi današnjice jer mogu tiskati 24 sata na dan, 7 dana u tjednu. Pored toga, potpuno su eliminirani troškovi pripreme stroja i makulature. Sama investicija u stroj je također mnogo manja a servis se radi nakon 2 milijuna otisaka. Svi ti podaci nam unaprijed govore o ekonomičnosti koju ova tehnika tiska donosi. većinu tih prednosti moguće je uočiti na malim nakladama poput naše, a rezultate ispitivanog slučaja moguće je razmotriti u sljedećem grafičkom prikazu:
grafikon 11: analiza troškova izrade, izvor: www.hp.com

44
iz gornjeg prikaza vidljivo je da nakon velikih početnih fiksnih troškova, oportunitetni trošak po jedinici proizvoda znatno pada povećanjem naklade u slučaju klasičnog ofseta dok je kod digitalnog ofsetnog unatoč niskim fiksnim troškovima oportunitetni trošak po je-dinici proizvoda skoro pa upravno proporcionalan. taj je odnos povoljan za digitalni ofsetni tisak pri malim količinama dok je pri većim nakladama odnos povoljniji za klasični ofsetni tisak. Stoga kao granično isplativu nakaldu može se, prema podacima s kojima se danas raspolaže, zaključiti da je naklada isplativa za tisak u digitalnom ofsetu do 500 obostrano otisnutih a3 araka nakon čega je isplativost veća u klasičnom ofsetnom tisku.

45
6. ZAKLJUČCI
uspoređujući dvije konkurentne tehnike tiska, klasični i digitalni ofsetni tisak, kroz granično isplativu nakladu uočljivo je nekoliko relevantnih razlika između te dvije tehnike tiska koje su najviše utjecale na konačni rezultat kvalitete.
klasični i digitalni ofsetni tisak uspoređeni su temeljem denzitometrijskih i spektrofo-tometrijskih analiza otisnutih na kvalitativno istim tiskovnim podlogama koje su dale slijede-će rezultate: prosječni iznosi prirasta rtv je za sve boje veći kod klasičnog ofsetnog tiska nego kod digitalnog, pogreška pri određivanju sivog balansa: za klasični ofsetni tisak iznosi Δe=9.86, a za digitalni ofsetni tisak je manja i iznosi Δe= 6.43; kod klasičnog ofseta gustoća obojenja Di iznosi: DiC=1.29, DiM=1.09, DiY=1.19, Dik=1.37, dok je ona kod digitalnog nešto veća i iznosi: DiC=1.40, DiM=1.46, DiY=1.20, Dik=1.77; Cie l*a*b* vrijednosti punog tona u klasičnom ofsetnom tisku za cyan iznose 58.76/-38.97/-47.44, za magentu 55.95/71.90/-5.69, za žutu 93.78/-5.53/93.13 te za crnu 23.16/0.13/2.23; kod digitalnog ofseta rezultati su za cyan 57.87/-37.64/-51.84, za magentu 52.60/78.24/4.63, za žutu 94.15/-5.46/95.01 a za crnu 13.61/-0.32/2.04.
Jedan od glavnih faktora koji idu u korist klasičnom ofsetnom tisku je veličina tiska; digitalni ofsetni tisak je do danas konstrukcijski limitiran na maksimalni format ispisa 33 x 44 cm dok klasični ofsetni tisak može tiskat i na većim formatima (do b1). Druga činjenica koja ide također u korist klasičnog ofseta jest gramatura materijala na koji se tiska: u digitalnom ofsetnom tisku najveća gramatura tiska je 370 grama dok je kod klasičnom ofseta mnogo veća.
Do dolaska HP indigo 5500 strojeva, specijalne Spot boje (Pantone) je bilo moguće tiskat samo u klasičnom ofsetnom tisku, međutim, danas je u digitalnom ofsetu moguće po-kriti 97% Pantone skale. Maksimalni broj boja koje HP indigo strojevi mogu tiskat je 7, dok klasični ofsetni strojevi mogu imati i do 10 tiskovnih jedinica. Nekad je također lakiranje bilo moguće samo na klasičnim ofsetnim strojevima, kao i tisak pokritno bijele boje no danas je to moguće i sa indigo tehnologijom. kad govorimo o bojama, velika je prednost HP indigo tehnologije debljina nanosa boje koji iznosi 1 mikrometar pa za razliku od klasičnog ofseta, gdje je debljina nanosa boje 2 mikrometra, može veoma dobro reproducirat sitne detalje i oštriju sliku. brzina tiska je još uvijek znatno manja kod digitalnog ofsetnog tiska i ona iznosi 8000 araka na sat za jednobojni tisak, 4000 za dvobojni i 2000 za četverobojni tisak. kod klasičnog ofseta iz arka danas se postižu brzine od 7000 otisaka na sat kad je riječ o četve-robojnom tisku odnosno 15000 araka na sat za jednobojni tisak.uza sve ove činjenice potrebno je uzeti u obzir i nove medije kao faktor koji će u budućnosti promijeniti svijet tiska. Novi komunikacijski mediji sve agresivnije i brže uzimaju svoj dio tržišnog kolača, istovremeno mijenjajući to tržište. to se već vidi na primjeru kataloških internet prodaja

46
(kako po pitanju kataloga, tako i po pitanju ambalaže koja više ne prodaje proizvod s poli-ca u trgovinama, već u najobičnijim transportno-poštanskim kutijama), internetska prodaja nekretnina, turistička ponuda itd. Novine na zahtjev ili internetske novine priča su za sebe. Zadatak klasičnih tehnologija, u takvoj situaciji, nije više samo smanjiti vrijeme pripreme i sl. Zadatak je naprotiv, povezati se s novim medijem i u toj simbiozi osigurati opstanak (JDf, XlM, CiP4), graditi sustave specijalne namjene i specijalizirati se zapodručja koja odgovaraju usvojenoj tehnologiji. tehnološke promjene su sve brže, odgovori moraju biti sve kraći i precizniji, sve veći su i ulozi i rizici. u tom segmentu je HP indigo tehnologija u velikoj prednosti nasprema klasičnom ofsetnom tisku zahvaljujući “web to print” aplikaciji gdje krajnji korisnik direktno izrađuje, pohranjuje i šalje svoje dokumente u tisak te ima uvid u stanje tiska u realnom vremenu. Nakon svih gore navedenih faktora koji znatno razlikuju ove dvije tehnike tiska može se iznijeti i kvalitativni zaključak. Prema podacima dobivenim iz provedenih mjerenja i istra-živanja a i vizualnom procjenom, može se u konačnici zaključiti da je za granično isplative naklade kvaliteta otisaka bolja u digitalnom ofstenom tisku. Jedna američka tvrtka za istraživanje tržišta je krajem 2008. godine provela istraži-vanje, te je na temelju uzorka od 2500 tiskara širom svijeta zaključila da strojevi za digitalni tisak zauzimaju prvo mjesto u planiranim investicijama u iduće tri godine. Digitalni tisak će u sljedećih 10-15 godina biti dopuna ofsetnom tisku. činjenica da od Drupe do Drupe brzina digitalnih strojeva raste 100%, te da troškovi tiska padaju za isti postotak, dovode do rezul-tata od 8 000 araka na sat i konkurentnost u odnosu na ofset na poslovima s više od 1 000 primjeraka. to nadalje govori da će se nastaviti trend od 3% godišnjeg rasta araka koji se otisnu digitalno. kod uvođenja strojeva za digitalni tisak važno je da tiskari povećaju profita-bilnost tiskanjem kompleksnijih poslova i/ili da rasterete postojeće strojeve onih poslova čiji je tisak na njima neisplativ – male i srednje serije, probni otisci, materijali za test marketing, varijabilni tisak i slično. uslijed trenutne financijske krize, klijenti traže manje naklade, mjere povrat svakog eura uloženog u marketing, žele eliminirati sve nepotrebne troškove logistike vezane uz skladištenje, transport, ostatak materijala koji se baca zbog neaktualnosti, a odgovor na te zahtjeve je upravo digitalni ofsetni tisak koji je kvalitetom i cijenom sve bliži klasičnom ofsetu.
47
7. literatUra
1. babić Darko, uvod u grafičku tehnologiju, grafički centar za ispitivanje i projektiranje d.o.o., Zagreb 1998.2. bolanča Stanislav, glavne tehnike tiska, acta graphica, Zagreb 1997.3. kipphan Helmut, Handbook of Print Media, Springer verlag berlin Heidelberg New York, 2001.4. Majnarić igor, kvaliteta digitalnih otisaka uvjetovana starenjem tiskovne podloge, Magistarski rad, Sveučilište u Zagreb 2004.5. Majnarić igor, Studija indirektne elektrofotografije, Doktorska direstacija, Sveučilište u Zagrebu 2007. 6. rešetar Mirko, Papir:Proizvodnja, svojstva, primjena, Društvo grafičkih inženjera i tehničara Osječko-baranjske županije, Osijek, 2001.7. vančina vesna, Mikota Miroslav, Materijali u grafičkoj proizvodnji-boje, priručnik za vježbe, grafički fakultet Sveučilišta u Zagrebu, Zagreb,1993.8. Zjakić igor, upravljanje kvalitetom ofsetnog tiska, Hrvatska sveučilišna naklada, Zagreb, 2007.9. http://www.hp.com, Hp indigo 550010. http://www.heidelberg.com, Speedmaster 7410. http://www.wikipedia.org , indigo digital press, Wikipedia-free encyclopedia11. http://www.epple-druckfarben.de, epple bojila 12. http://www.erawanet.com/digital.html, about digital offset printing13. http://www.lightninglabels.com/documents/indigoink.pdf14. http://www.prodigital.hr15. http://www.grafokor.hr
48
8. POPIS SLIKA, GRAFIKONA I TABLICA
SLIKE:
Slika 1. Heidelberg SM 52 (str. 7)
Slika 2. Osnovna shema ofseta (str. 7)
Slika 3. Heidelbarg Printec CP 2000 (str. 10)
Slika 4. Hpindigo 7000 (str. 11)
Slika 5. Hpindigo s2000 (str. 12)
Slika 6. Hpindigo w4500 (str. 12)
Slika 7. Shematski prikaz stroja HP indigo 5500 (str. 13)
slika 8. Osnovna shema indiga (str. 15)
Slika 9. Struktura electroink bojila (str. 16)
Slika 10. kserografija (praškasti toner) i HP electroink tekuće bojilo (str. 17)
Slika 11. klasični ofset i HP electroink (usporedba rasterskih točkica) (str. 17)
Slika 12. Hp indigo radni tok (str. 19)
Slika 13. epson Stylus Pro 4800 (str. 21)
Slika 14. kodak Magnus 400 (str. 23)
Slika 15. Heidelberg SM 74-5 (str. 24)
Slika 16. HP indigo 5500 (str. 26)
Slika 17. X-riteColor Digital Swatchbook (str. 27)
Slika 18. HP electroink boja (str. 29)
GRAFIKONI:grafikon 1. krivulja prirasta za cyan (str. 31)
grafikon 2. krivulja prirasta za magentu (str. 32)
grafikon 3. krivulja prirasta za žutu (str. 32)
grafikon 4. krivulja prirasta za crnu (str.33)
grafikon 5. kromatične koordinate za sivi balans kod klasičnog ofsetnog tiska (str. 33)
grafikon 6. kromatične koordinate za sivi balans kod digitalnog ofsetnog tiska (str. 34)
grafikon 7. Cie lab kromatične koordinate za klasični ofsetni tisak (str. 35)
grafikon 8. Cie lab kromatične koordinate za digitlani ofsetni tisak (str. 36)
grafikon 9. gustoća obojenja za klasični i digitalni ofsetni tisak (str. 36)
grafikon 10. vremenska linija tiska naklade kataloga od 500 komada (str. 42)
grafikon 11. analiza troškova izrade (str. 43)
49
TABLICE:
tablica 1. tehničke karakteristike epson Stylus Pro 4800 (str. 22)
tablica 2. tehničke karakteristike kodak Magnus 400 (str. 23)
tablica 3. tehničke karakteristike Heidelberg SM 74-5 (str. 25)
tablica 4. tehničke karakteristike HP indigo 5500 (str. 27)
tablica 5. tehničke karakteristike X-riteColor Digital Swatchbook (str. 28)
tablica 6. tehničke karakteristike 300 g Core gloss (str. 30)
tablica 7. tehničke karakteristike 300 g uPM maxi glos (str. 30)
tablica 8. greška sivog balansa kod klasičnog ofsetnog tiska (str. 34)
tablica 9. greška sivog balansa kod digitalnog ofsetnog tiska (str. 35)
tablica 10. Određivanje raspona gustoće obojenja pomoću polja 3% i 97% rtva (str. 37)
tablica 11. Promjer kružnice zvjezdastog stripa (str. 37)
tablica 12. izmjerene i preporučene gustoće obojenja (str. 39)
tablica 13. izmjerene i preporučene spektralne karakteristike osnovnih boja za
višebojni tisak (str. 40)
tablica 14. izmjerene i preporučene spektralne karakteristike osnovnih boja za
višebojni tisak (str. 40)
Sveučilište u Zagrebugrafički fakultet
KATJA KRIZMANIĆ
Kvalitativne KaraKteristiKedigitalnog i Konvencionalnog
ofsetnog tisKa
DIPLOMSKI RAD
Zagreb, 2010.





























