
INOM EXAMENSARBETE TEKNIK,GRUNDNIVÅ, 15 HP
, STOCKHOLM SVERIGE 2018
Strategiskt underhåll för en driftsäker produktion
AXEL THÅLIN
VICTOR GJERS
KTHSKOLAN FÖR INDUSTRIELL TEKNIK OCH MANAGEMENT

Strategiskt underhåll för en driftsäker produktion
av
Axel Thålin
Victor Gjers
Axel Thålin
____________________
Victor Gjers
_____________________
MG110X Examensarbete inom Industriell Produktion
2018
KTH Industriell teknik och management
SE-100 44 STOCKHOLM

Förord
Denna rapport är resultatet av ett kandidatexamensarbete inom Industriell Produktion vid
Kungliga Tekniska Högskolan. Arbetet har haft utgångspunkt i frågeställningen ”Strategiskt
underhåll för en driftsäker produktion”.
Vi vill tacka Tobias Bredenwall, Maintenance Manager på Mondelez Upplands Väsby, för att
tagit sig tid att ställa upp på en intervju samt vara tillgänglig för frågor.
Vi vill även tacka Håkan Lindqvist, Chef Underhållscenter på Cementa Slite, för att tagit sig
tid för en intervju, ge oss en rundtur på fabriken och för att finnas tillgänglig för frågor.
Vi vill slutligen tacka Ove Bayard som varit vår handledare och gett oss feedback och hjälp
kring rapportskrivandet och formulering av frågeställning.
Sammanfattning
I dagens industrier ställs höga krav på att ha en driftsäker produktion för att skapa lönsamhet
och konkurrenskraft. För att uppnå en driftsäker produktion är det fundamentalt att ha en väl
fungerande underhållsorganisation. Det finns flera olika strategier och arbetssätt kring
underhåll där vi i detta arbete valt att presentera en litteraturstudie med fokus på de två
underhållsstrategierna funktionssäkerhetsinriktat underhåll (RCM) och Total Productive
Maintenance (TPM) som båda har vissa kopplingar till Lean Maintenance. RCM är en
underhållsmetod med mål att minimera underhållskostnader genom optimering och
förbättring av vidtagna åtgärder för underhåll av system. TPM handlar om att involvera hela
organisationen i underhållsarbetet för att förbättra tillförlitlighet och effektivitet hos maskiner
i produktionen. Lean är en välkänd princip inom produktion som främst syftar till att
minimera olika typer av slöseri samt att öka effektiviteten i ett företag.
För att få en inblick i om, och i så fall hur, olika underhållsstrategier och metoder tillämpas i
praktiken har en fältstudie genomförts. Fältstudiens utgångspunkt har bestått i intervjuer med
underhållsansvariga personer i två tillverkande företag, Cementa AB i Slite där man tillverkar
cement och Mondelez International i Upplands Väsby som producerar choklad. På Mondelez
fabrik i Upplands Väsby arbetar man främst med förebyggande underhåll och tillämpar till
stor del TPM genom att involvera hela produktionsorganisationen i underhållsarbetet. I
underhållsarbetet används även metoder som kan kopplas till RCM och Lean. På Cementa
Slite är majoriteten av underhållet avhjälpande men man lägger stor vikt i att ha ett
välfungerande förebyggande underhåll. På koncernnivå har man skapat en underhållsstrategi
och filosofi som grundar sig i RCM och Lean men även har influenser av TPM.
Vid jämförelse av teorin och praktiken finner man flera likheter i underhållsarbetet hos de
studerade företagen. Den främsta slutsatsen som kan dras av detta arbete är att företag i regel
inte implementerar en specifik underhållsstrategi utan att man skapar en välfungerande
underhållsorganisation genom att tillämpa passande metoder från olika underhållsstrategier.

Abstract
In today's industries, high demands are placed on having reliable production to create
profitability and competitiveness. In order to achieve reliable production, it is fundamental to
have a well-functioning maintenance organization. There are several different strategies and
working methods for maintenance in which we have chosen to present a literature study
focusing on the two maintenance strategies Reliability-centered Maintenance (RCM) and
Total Productive Maintenance (TPM), both of which have some links to Lean Maintenance.
RCM is a maintenance method with the aim of minimizing maintenance costs through
optimization and improvement of the measures taken for maintenance of systems. TPM have
focus on involving the entire organization in the maintenance work to improve the reliability
and efficiency of machines in the production. Lean is a well-known principle of production,
primarily aimed at minimizing various types of waste in a company and increasing the overall
efficiency.
To gain an insight into whether, and if so how, different maintenance strategies and methods
are applied in practice, a field study has been conducted. The starting point of the field study
has been interviews with maintenance officers in two manufacturing companies, Cementa AB
in Slite, where they produce cement and Mondelez International in Upplands Väsby,
producing chocolate. At Mondelez's factory in Upplands Väsby, work is mainly done with
preventive maintenance and largely applies TPM by involving the entire production
organization in the maintenance work. The maintenance work also uses methods that can be
connected to RCM and Lean. At Cementa Slite, the majority of maintenance is corrective, but
they put great importance into having well-functioning preventive maintenance. A
maintenance strategy and philosophy has been created based on RCM and Lean, but also
influences from TPM.
In comparison with the theory and practice, there are several similarities in the maintenance
work of the studied companies. The main conclusion that can be drawn from this work is that
companies generally do not implement a single maintenance strategy, but they create a well-
functioning maintenance organization by applying appropriate methods from different
maintenance strategies.

Förkortningar
AU – Avhjälpande underhåll
FU – Förebyggande underhåll
RCM – Funktionssäkerhetsinriktat underhåll (Reliability-centered Maintenance)
TPM – Total Productive Maintenance
OEE – Overall equipment effectiveness
KPI – Key Performance Indicator
RCFA – Rotfelsanalys (Root Cause Failure Analysis)
FMEA–Failure Modes and Effects Analysis
GE – Global Efficiency
Innehåll
1 Inledning .............................................................................................................................. 1
1.1 Bakgrund ..................................................................................................................... 1
1.2 Problemställning .......................................................................................................... 1
1.3 Syfte ............................................................................................................................. 1
1.4 Metod ........................................................................................................................... 2
1.5 Avgränsningar ............................................................................................................. 2
2 Litteraturstudie ..................................................................................................................... 3
2.1 Grundbegrepp inom underhåll ..................................................................................... 3
2.2 Funktionssäkerhetsinriktat underhåll ........................................................................... 4
2.3 Total Productive Maintenance ..................................................................................... 8
3 Fältstudie ........................................................................................................................... 13
3.1 Cementa Slite ............................................................................................................. 13
3.2 Mondelez Upplands Väsby ........................................................................................ 17
4 Resultat .............................................................................................................................. 21
5 Diskussion ......................................................................................................................... 23
Referenser ................................................................................................................................. 25
Bilaga 1 ................................................................................................................................... 1

1
1 Inledning
I denna del behandlas bakgrunden till arbetet, problemställningen, arbetets syfte och
tillvägagångssätt samt vilka avgränsningar som gjorts.
1.1 Bakgrund
I dagens tillverkande företag blir kraven allt högre på att vara så effektiva som möjligt för att
bibehålla god vinst och konkurrenskraft. I och med att kraven ökar på effektivitet är det av
stor vikt att produktionen är driftsäker för att säkerställa att inga förluster i form av stopp sker.
När det kommer till driftsäkerhet är det av yttersta vikt att jobba aktivt med olika typer av
underhåll. Det kan se väldigt annorlunda ut i olika företag och det finns många modeller och
strategier kring underhåll. Genom att aktivt underhålla sin utrustning förebygger man stopp i
produktionen. Underhållsprocessen startar redan på en organisatorisk nivå där beslut tas om
hur företaget skall skapa en underhållsplan. Utifrån företagets mål, förutsättningar och
begränsningar ligger sedan denna plan till grund för företagets strategi för hur ett effektivt
underhållsarbete ska utföras.
1.2 Problemställning
Oplanerade driftstopp är något som medför oönskade kostnader för tillverkande företag. För
att bedriva en effektiv och lönsam verksamhet inom tillverkande industri krävs att
produktionen är tillförlitlig och driftsäker. Underhåll är en central del för att undvika
oplanerade stopp i produktionen. Vi har därför valt att titta närmare på två metoder av
strategiskt underhåll där målet är att uppnå en så driftsäker produktion som möjligt,
Funktionssäkerhetsinriktat underhåll (RCM) och Total Productive Maintenance (TPM).
Vidare har fältstudier genomförts för att undersöka hur två företag arbetar med olika metoder
och strategier kring underhåll samt hur de förhåller sig till teorin.
1.3 Syfte
Syftet med detta arbete är att undersöka och jämföra olika typer av underhåll och strategier
kring dessa samt vilken inverkan de har på produktionen. Utgångspunkten för detta arbete blir
att anskaffa oss kunskap kring olika typer av underhåll, att analysera och jämföra olika
metoder och strategier samt se hur de används i praktiken inom olika industrier.

2
1.4 Metod
För att kunna jämföra olika typer av underhåll behövs en djupare kunskap kring dessa. Genom
KTH Biblioteket och dess databas Primo har en litteraturstudie gjorts där ett antal böcker och
vetenskapliga artiklar använts för att söka kunskap kring strategier, metoder och begrepp
inom underhåll. Utifrån olika källor har information som ansetts relevant för detta arbete
sammanfattas i litteraturstudieavsnittet.
Fältstudier har genomförts för att få en förståelse kring hur underhåll tillämpas praktiskt i två
olika industrier samt vilka övergripande strategier de arbetar kring. På Mondelez
Internationals fabrik i Upplands Väsby tillverkas produkter under varumärket Marabou. På
Cementa AB:s fabrik i Slite på Gotland tillverkar man cement. Hos dessa två företag har
intervjuer genomförts med ledande personer inom underhållsorganisationen. Resultatet av
fältstudierna har analyserats och en slutsats har formulerats kring hur de två företagen arbetar
med underhåll. Vidare har de båda företagens arbetssätt kring underhåll jämförts med teorin i
litteraturstudien för att hitta samband och olikheter.
1.5 Avgränsningar
Eftersom detta är ett kandidatexamensarbete har vissa avgränsningar gjorts för att hålla
projektet inom ramarna avseende tid och arbetsinsats. Detta har lett till att vi i litteraturstudien
begränsat oss till en fördjupning inom två huvudsakliga underhållsstrategier, RCM och TPM
samt fältstudier hos två företag, Cementa AB och Mondelez International.

3
2 Litteraturstudie
Detta avsnitt presenteras en litteraturstudie av strategier och metoder kring underhåll. Några
grundbegrepp förklaras och vidare studeras metoderna TPM och RCM djupare.
2.1 Grundbegrepp inom underhåll
Underhåll kan med en grov förenkling delas in i avhjälpande underhåll (AU) och
förebyggande underhåll (FU). Det avhjälpande underhållet används när ett system misslyckas
att leverera den krävda prestandan (Gulati, 2013). Syftet är att återställa systemet till ett
kapabelt tillstånd där det uppfyller sina krav. AU används exempelvis vid totalhaveri hos en
maskin eller vid mindre fel som medför otillräcklig eller felaktig produktion. Denna typ av
underhåll är svårt att planera och förutse och blir ofta kostsamt då produktionen avstannar och
felet måste avhjälpas innan produktionen kan återupptas.
FU är en typ av planerat underhåll som utförs för att förebygga fel i utrustningen och på så
sätt säkerställa en driftsäker produktion. FU delas ofta in i schemalagt underhåll och
tillståndsbaserat underhåll. Schemalagt underhåll sker baserat på drifttid, kalendertid eller
antal driftcykler medan tillståndsbaserat underhåll baseras på utrustningens skick. Genom att
titta på olika parametrar som påverkas av tillståndet hos utrustningen kan en analys göras för
att avgöra när underhåll krävs.
Lean är en välkänd princip inom tillverkande företag som främst handlar om minskandet av
slöseri i produktionen och att skapa effektivare processer. Lean Production har fokus på kort
ledtid, god kvalité och lägst kostnad (Allen, Robinson, & Stewart, 2001). Detta är en
tidskrävande process som kräver stort engagemang och ständiga förbättringar. För att uppnå
detta krävs det ett bra underhåll (Smith & Hawkins, 2004). Lean Maintenance bygger på Lean
Production och kräver tid och engagemang från företaget. Lean Maintenance handlar om
eliminering av slöseri, precis som i Lean Production. Det gäller att endast utföra det underhåll
som är nödvändigt och inte slösa resurser på underhållsoperationer som inte medför någon
vinning för företaget. Därför kan t.ex. inte en hel fabrik ha ett jämt roterande
underhållsschema eftersom all utrustning har olika underhållsbehov. För att uppnå Lean
Maintenance genomförs analyser kring vilka underhållsbehov olika maskiner har och hur
underhållet ska utföras bästa sätt. Om implementeringen genomförs korrekt kommer företaget
reducera underhållskostnader samt kostnader som uppkommer till följd av driftstopp.
4
5S är en metod inom Lean som syftar till att skapa en trivsam och välorganiserad arbetsplats
med god ordning (Carreira & Trudell, 2006). De fem S:en står för:
• Sortera – Ta bort saker som inte behövs på platsen i fråga och behåll det som är
nödvändigt.
• Systematisera – Här handlar det om att organisera verktyg och utrustning så att de
befinner sig på rätt plats och enkelt kan lokaliseras när de behövs.
• Städa – Håll arbetsplatsen ren genom inspektion och städning på en daglig basis.
• Standardisera – Bibehåll en ren och välorganiserad omgivning.
• Se till/Sköt om – Se till att de fyra S:en följs grundligt av samtliga på arbetsplatsen.
Lean Maintenance är något många företag strävar efter och det finns olika strategier för hur
man uppnår det på bästa sätt, två av dem är RCM och TPM.
2.2 Funktionssäkerhetsinriktat underhåll
Funktionssäkerhetsinriktat underhåll (RCM), är en underhållsmetod som syftar till att
minimera underhållskostnaderna genom att optimera och förbättra vidtagna åtgärder rörande
underhåll av system. Uppkomsten av RCM grundar sig i USA:s flygindustri där man på 1960-
talet tillsatte en utredning för att undersöka effektiviteten hos schemalagt underhåll.
Enligt Moubray (Moubray, 1997) syftar metoden RCM att söka svar på sju frågor kring det
system som avses. Frågorna är tänkta att skapa en djupare förståelse kring hur underhållet ska
skötas på bästa sätt.
• Vilka är funktionerna och vad är prestandan hos systemet i dess operativa
sammanhang?
• På vilka sätt misslyckas systemet att uppfylla sina funktioner?
• Vad är orsaken till varje funktionsfel?
• Vad händer när felet inträffar?
• Vilken påverkan har felet på systemet?
• Vad kan göras för att förutse och förebygga felet?
• Vad ska göras om ingen lämplig proaktiv lösning kan fastställas?
Med hjälp av dessa frågor kan en RCM-analys genomföras.

5
2.2.1 Funktioner, funktionsfel och FMEA
Det första steget i RCM-analysen är att identifiera systemets funktioner. Genom att identifiera
systemets funktioner får man en förståelse för vad som ska utföras och hur det ska utföras.
När funktionerna identifierats bör de också definieras på ett sådant sätt att samtliga användare
av systemet enkelt kan tillhandahålla information kring dess samtliga funktioner. Ett system
har ofta flera funktioner där den huvudsakliga kallas för primär funktion och resterande kallas
sekundära funktioner. En bil har exempelvis den primära funktionen att transportera en eller
flera personer önskad sträcka. Bilen har också mängder av sekundära funktioner som
exempelvis radio, klimatanläggning och indikationslampor. Det är viktigt att komma fram till
vilken nivå av prestanda som är den lägsta godtagbara för att alltjämt uppnå önskad kvalitet i
slutet av systemet i fråga.
Om systemet misslyckas att leverera en godtagbar prestanda enligt första frågan har
funktionsfel uppstått och svar söks till den andra frågan. Ett funktionsfel kan vara ett
totalhaveri som gör att hela systemet slutar fungera eller ett mindre fel som påverkar systemet
till den gräns att det inte längre kan leverera den prestanda som krävs. Funktionsfelen länkas
till sina respektive funktioner och därigenom kan man klargöra på vilket sätt systemet
misslyckas i att uppfylla funktionen. Utifrån funktionerna är det lämpligt att lista
funktionsfelen för att tydligt och snabbt kunna avgöra vilket funktionsfel som uppstått samt
vilken funktion som berörs av felet.
Failure Modes and Effects Analysis(FMEA) behandlar den tredje och fjärde frågan. För att
söka svar på frågorna genomförs en FMEA för varje enskilt funktionsfel. Begreppet
feltillstånd, failure mode, avser ett tillstånd hos ett system som sannolikt medför uppkomsten
av funktionsfel. Syftet med att finna feltillstånd hos ett system är att man ska ha möjlighet att
förebygga funktionsfel eller åtminstone få en uppfattning om när funktionsfel kommer att
inträffa. Målet är att på så vis undvika funktionsfel om det är möjligt och annars se till att
samma fel inte inträffar igen. Feleffekter, failure effects, syftar till de effekter feltillståndet har
på systemet. Genom att lista, beskriva och sammankoppla funktioner, funktionsfel, fellägen
och feleffekter kan ett RCM-baserat informationsblad tas fram för att underlätta
underhållsprocessen.
2.2.2 Konsekvenser, förebyggande arbete och identifiering av fel
Den femte frågan söker svar på vilka konsekvenser felet ger ur ett större perspektiv än bara
hos systemet i sig. Beroende på vilket område konsekvenserna påverkar delas de upp i olika

6
kategorier. Bristande personsäkerhet och brott mot miljölagstiftningar är exempel på
säkerhets- och miljörelaterade konsekvenser. Operationella konsekvenser är sådana som
medför bristande kvalitet hos slutprodukten eller extrakostnader utöver direkta kostnader för
reparation. Uppenbara fel med icke-operationella konsekvenser påverkar varken säkerhet eller
produktion men innefattar de direkta kostnaderna för reparation. När ett fel uppstår under
normala omständigheter men felläget inte kan identifieras av en operatör kallas felet för ett
gömt fel och faller då under kategorin konsekvenser av gömda fel.
Utifrån de sista två frågorna söker man svar på hur felet kan förutses och förebyggas och vad
som måste göras om ingen lämplig proaktiv lösning kan fastställas. Det som eftersträvas är att
upprätthålla en nivå av FU som medför önskvärd driftsäkerhet. Genom att kontinuerligt
analysera system utifrån relevanta parametrar kan man enkelt utföra FU när någon av
parametrarna ligger utanför sina riktvärden. Idag har utvecklingen kommit så långt att man i
regel har parametrar för varje enskild komponent i ett system och man kan därför lokalisera
var felet uppkommer och hur allvarligt det är. Utifrån felets allvarlighetsgrad kan åtgärder
utföras och konsekvenserna av felets uppkomst förebyggs. Antingen byts komponenten ut
eller så utförs en reparation av komponenten. Om felet är av en allvarligare grad kan det vara
ekonomiskt hållbart att byta ut eller bygga om systemet.
2.2.3 Implementering, fördelar och mål
Implementeringsprocessen av RCM gör enklast genom att följa fyra steg (Duffuaa & Raouf,
2015). Det första steget syftar till att på en organisatorisk nivå skapa ett underlag för RCM i
företaget. Detta inkluderar utbildning av personal där det är viktigt att alla är medvetna om
RCM och dess fördelar. Det måste fastställas vilka resurser som krävs samt att dessa resurser
finns tillgängliga. För att förväntningarna kring RCM ska uppfyllas krävs att man tydliggör på
vilken nivå den nuvarande prestandan ligger och visar på vilka förväntade fördelar som
skapas med RCM. Det är också viktigt att skapa en plan som beskriver hur implementeringen
ska genomföras och även se till att det finns en tydlig ledning som styr arbetet. I det andra
steget skapas ett optimerat underhållsprogram utifrån RCM:s metodologi. Programmet ska
inkludera instruktioner för tillvägagångsätt gällande underhåll vid varje enskilt funktionsfel i
ett system. Nästa steg är att integrera RCM-arbetet i underhållsprocessen och analysera dess
inverkan utifrån fördelar och kostnader. Om integreringen inte ger önskvärda resultat
omformar man underhållsprogrammet. Det sista steget i processen är att mäta inverkan av

7
RCM-analysen genom att jämföra tillgänglighet, funktionssäkerhet, kvalitet och kostnader
mot hur det såg ut innan implementeringen.
Fördelarna med RCM kommer av att metoden är uppbyggd kring tydliga mål och principer
samt effektiva strategier. Målen innefattar att säkerställa en hög övergripande säkerhet och en
tillförlitlig prestanda. Det är viktigt att säkerställa systemets funktionalitet på det mest
lönsamma sättet samt att ha ett underhåll som minimerar riskerna för haveri men också att
minimera påverkan på resterande utrustning vid ett eventuellt haveri. En viktig aspekt av
RCM är att angripa problem på systemnivå. Om företaget endast tittar på problem på
komponentnivå finns det en stor risk att grundorsaken till problemet inte kan fastställas. Tittar
man istället på problem på fabriksnivå kan perspektivet bli för brett och analysen blir
svårgenomförlig. Ett haveri av en komponent behöver nödvändigtvis inte bero på
komponenten i sig utan kan vara orsakat av att andra delar av systemet arbetar felaktigt.

8
2.3 Total Productive Maintenance
TPM är ett initiativ till att förbättra effektiviteten och tillförlitligheten hos maskiner i en
tillverkande produktion. Syftet med TPM som strategi är att involvera hela företagets
organisation i underhållsarbetet och det är viktigt att alla är delaktiga för att nå bästa möjliga
resultat (Duffuaa & Raouf, 2015). TPM kan definieras utifrån fem mål:
• Maximera den totala utrustningseffektiviteten (OEE)
• Ha ett systematiskt tillvägagångsätt gällande tillförlitlighet, underhållbarhet och
livscykelkostnader
• Involvera operationer, materialhantering, underhåll, teknisk utveckling och
administration i hantering av utrustning
• Involvera samtliga anställda i företaget
• Förbättra utrustningsprestanda genom mindre projektgrupper
2.3.1 Autonomt underhåll
För att nå dessa mål finns flera element som måste uppnås. Ett av dem är autonomt underhåll.
De som styr utrustningen fyller en viktig roll i TPM. Trots att många arbetare förstår vad
deras maskiner gör är det få som förstår hur maskinernas mekaniska delar fungerar. För att få
ett bättre självstyrande underhåll är det därför viktigt att alla som arbetar med olika typer av
maskiner lär sig mer på djupet hur de fungerar. Denna process sker stegvis från att de lär sig
göra simpla uppgifter som städning och smörjning av maskiner, till mer avancerade uppgifter
som utbyte av komponenter. På så vis kommer arbetarna gradvis lära sig att diagnostisera
problem innan de blir för allvarliga. En bra strategi för att uppnå detta är att man inför ett
kunskapsöverföringssystem mellan operatörer och underhållsarbetare. Detta kan ske genom
att man skapar en arbetsgrupp med en gemensam uppgift istället för att ha flera självständiga
arbetare som jobbar med sina egna arbetsuppgifter.

9
Detta medför följande fördelar:
• Arbetarna blir mångsidiga i sin kunskap. En maskinoperatör kan utföra en
underhållsarbetares uppgift och vice versa. Detta leder till att man får en flexibel
personal med en ökad arbetstillfredsställelse
• Samarbetet mellan operatörer och underhållstekniker förbättras
• Stopptiderna reduceras och produktiviteten ökar
• Involveringen av operatörer i underhållsrutiner ger en känsla av ansvar och stolthet
2.3.2 Systematisk planering och ständiga förbättringar
En viktig del i TPM är planering och ständig förbättring. Det är viktigt att
underhållsavdelningen har en systematisk planering för FU och AU samt att de stödjer
autonomt underhåll som utförs av operatörerna. De ska se till att operatörerna utbildas
kontinuerligt och blir bättre på att utföra underhåll.
2.3.3 Hantering av utrustning
Utöver det som nämnts ovan är utrustningshantering viktigt för att nå TPM. Utrusning och
maskiner som håller en hög nivå av underhåll reducerar förluster som uppkommer från stopp,
låg hastighet och bristande kvalité. Det man vill uppnå med utrustningshantering sett till TPM
är att uppnå effektivitet av högsta möjliga potential och bibehålla den nivån. Detta uppnås
genom att identifiera de stora kapacitetsförlusterna och förstå samt eliminera dem. För varje
förlust finns ett tillvägagångsätt för att eliminera den.
Haveri av utrustning står för en stor del av de totala förlusterna som sker. Alla möjliga försök
till att undvika ett sådant scenario ska göras. En nollvision för haveri måste anammas för att
ändra attityden till att haverier är oundvikliga. När del av produktionen ska ställas om för att
förbereda tillverkning av en annan produkt uppkommer förluster i form av ställtid. Dessa
förluster kan reduceras genom att till exempel implementera SMED (Olhager, 2013) där
förberedelser sker innan produktionsbyte äger rum, dvs. att man utför så mycket av arbetet
som möjligt innan omställning samt att reducera ställtiden så mycket som möjligt. Detta kan
kräva olika produktionstekniska lösningar vilket ofta kräver investeringar. Det kan innebära
standardiserade mått av fixturer och verktyg, eller att en större del av maskinen har en snabbt
utbytbar komponent.

10
Tomgång och mindre stopp är en annan av förlusterna. Produktionen kan bli avbruten av ett
mindre stopp om fel uppstår hos någon av maskinerna eller om en maskin går på tomgång
mellan produkter. Kärnan till problemet måste då identifieras och elimineras. Reducerad
produktionshastighet är en förlust som utgörs av skillnaden mellan designhastigheten och den
faktiska hastigheten som används för operationerna. En reducerad hastighet kan bero på
mekaniska och kvalitetsrelaterade problem eller att operatören inte utnyttjar en maskins fulla
kapacitet. Detta elimineras genom att finna orsakerna till varför produktionen sker med
reducerad hastighet. Defekter i processen är förluster i form av bristande kvalitet till följd av
utrustningen. Den utrustning som orsakar dålig kvalitet måste identifieras och felen
elimineras. Reducerad produktion är förluster som uppstår vid uppstart av produktionen och
kvarstår till dess att produktionen stabiliserats.
För att förbättra utrusningseffektiviteten (equipment efectivness) måste de förluster som
nämns ovan mätas och reduceras. Förlusterna kommer att påverka följande:
• Utrustningens tillgänglighet (equipment availability) påverkas av ställtider samt haveri
av utrustning.
• Utrustningens verkningsgrad (equipment efficiency) påverkas av tomgång och mindre
stopp samt reducerad produktionshastighet.
• Produktkvalitet (product quality) påverkas av defekter i processen och reducerad
produktion.
Den totala utrustningseffektiviteten (Overall Equipment Effectiveness, OEE) ges av:
OEE = Availabilty x Performance efficiency x Quality rate
OEE är ett bra mätvärde för att få en överblick i hur väl man har lyckats med TPM. Det är
dock viktigt att inte enbart fokusera på OEE-faktorns procentsats utan även fokusera på
områdena som berör den (Smith & Hawkins, 2004).
2.3.4 Implementering
TPM tar vanligtvis tre år att implementera (Duffuaa & Raouf, 2015). För att
implementeringen ska kunna genomföras smidigt sker den i fyra stadier med ett flertal delsteg
i varje stadie.
Det första stadiet är förberedelse för implementeringen vilket består av fem delsteg. Det första
som görs är att ledningen fattar beslut om implementering av TPM samt att de informerar
beslutet till de anställda. En utbildningskampanj startas för att introducera TPM i det andra

11
steget. Här måste utbildning initieras omgående efter att de anställda blivit meddelade. Det är
viktigt att utbildningen är utformad på sådant vis att de anställda får en positiv inställning till
TPM. Utbildningen bör ske i grupp med olika gruppledare som i sin tur träffas och diskuterar
läget i grupperna samt utbyter information. Det tredje steget är att skapa en organisation som
främjar TPM. Företagsorganisationer har vanligtvis en struktur som är matrisformad
bestående av horisontella grupper och projektgrupper med en vertikal ledning. Ett nätverk
bildas inom organisationen som består av grupper med en blandning av personer från hela
företaget, från fabriksarbetare till personer i ledningen. Varje grupp ska i sin tur ha en
gruppledare som sköter kommunikationen mellan grupperna. Steg fyra är att etablera
grundläggande TPM policys. Ledningen etablerar grundläggande mål och policys, exempelvis
att eliminera haverier. Steg fem består i att utforma en plan för utvecklingen av TPM
centrerad kring fem grundpunkter: Förbättra utrustningseffektiviteten genom att eliminera de
sex stora förlusterna, införa ett autonomt underhållsprogram, skapa en kvalitetförsäkran,
etablera ett schema för planerat underhåll samt utföra utbildning och träning för att utveckla
kunskaper.
Det andra stadiet av implementeringen är preliminär implementering. I detta skede ska man
genomföra en TPM kickoff. Detta är det första som ska göras i implementeringen och det är
början för att eliminera de sex stora förlusterna. Här är det av stor vikt att alla är delaktiga och
ledningen har ett stort ansvar i att få det att fungera. I möten ska cheferna rapportera om vad
man kommit överens om i förberedelsefasen.
Det tredje stadiet är den faktiska implementeringen som består av fem steg. Första steget är att
öka effektiviteten för all utrustning. För att nå målet med att eliminera de stora förlusterna
måste man skapa projektgrupper med blandad kompetens som ska jobba med att identifiera
och eliminera förluster. En bra inledande taktik är att fokusera på utrustning som har stora
förluster. Anledningen till detta är att fördelarna tydliggörs och det medför en ökad
motivation. Det andra steget i detta stadie är att införa ett autonomt underhållsprogram för
operatörer. Detta implementeras genom att hela organisationen skapar en tro på att alla
operatörer kan ansvara för att utföra autonomt underhåll och vara ansvariga för deras egen
utrustning. För att det ska vara möjligt måste man investera i utbildning av operatörer i
autonomt underhåll såsom granskning, smörjning, rengöring samt annat enklare FU. Det
tredje som ska genomföras är att utveckla ett schemalagt underhållsprogram för
underhållsavdelningen. Detta steg bör initieras innan införingen av ett autonomt
12
underhållsprogram är helt genomfört. Det existerande underhållsprogrammet skall utvärderas
och förbättras. För att förbättra FU programmet är det bra att göra en RCM-baserad analys.
Det fjärde steget i detta stadie är att bedriva utbildning för att förbättra process och
underhållskunskaper. Utbildning är av stor vikt i TPM implementationen för att utveckla
personalen i att hantera deras utrustning på bästa sätt. Utbildningen bör inkludera
underhållstekniker, utrusningsoperationer, testning, felsökning och planering. Sista steget i
detta stadie är att utveckla ett effektivt ledarskap. Detta utförs av produktionsingenjörer och
underhållspersonal. Ledarskapet ska vara utformat från målen med TPM att ha hög
utrustningsverkningsgrad och tillgänglighet samt kvalitet för att få ett bra OEE. Det sista
stadiet består av en momentstabilisering. Här bör man uppnått en perfekt TPM-
implementering. Det är viktigt att man ständigt jobbar med utveckling av TPM i företaget i
detta skede.

13
3 Fältstudie
I denna del presenteras en fältstudie kring hur Mondelez och Cementa arbetar med strategier
och metoder kring underhåll. Fältstudien har bestått i intervjuer med ledande personer inom
underhållsorganisationerna i respektive företag. Intervjuerna har baserats på frågor som
presenteras i bilaga 1.
3.1 Cementa Slite
Cementa är Sveriges största tillverkare av cement och har tre fabriker i Sverige varav den
största ligger i Slite på Gotlands östra kust. Företaget är en del av koncernen Heidelberg
Cement Group som har totalt 53 000 anställda i verksamhet i stora delar av världen. Fabriken
i Slite har 230 anställda och en årlig cementproduktion på 2,5 miljoner ton.
Håkan Lindqvist är chef för Slitefabrikens underhållscenter och har arbetat med underhåll
inom företaget sedan 1987. Han ansvarar främst över den förebyggande
underhållsavdelningen som innefattar bl.a. underhållsingenjörer, maskinanalytiker och
inspektörer (Lindqvist, 2018). Intervjun med Håkan genomfördes 2018-04-09 och baserades
på de frågor som presenteras i bilaga 1.
3.1.1 Organisation och filosofi
Underhållsorganisationen på Slitefabriken är indelad i en avdelning för AU och en för FU
med elektriskt underhåll integrerat i dessa. Av de 230 anställda på fabriken arbetar 75 i
underhållsorganisationen varav 19 är tjänstemän och resterande är arbetare. Av arbetarna är
det ungefär 70% som arbetar med AU och 30% arbetar med FU. Detta avspeglas också i
statistiken över hur stor del av det totala underhållet som är avhjälpande och hur mycket som
är förebyggande. Anledningen till att majoriteten av underhållet är AU beror till största del på
att cementindustrin är en bransch med många slitande och påfrestande processer i
produktionskedjan.
14
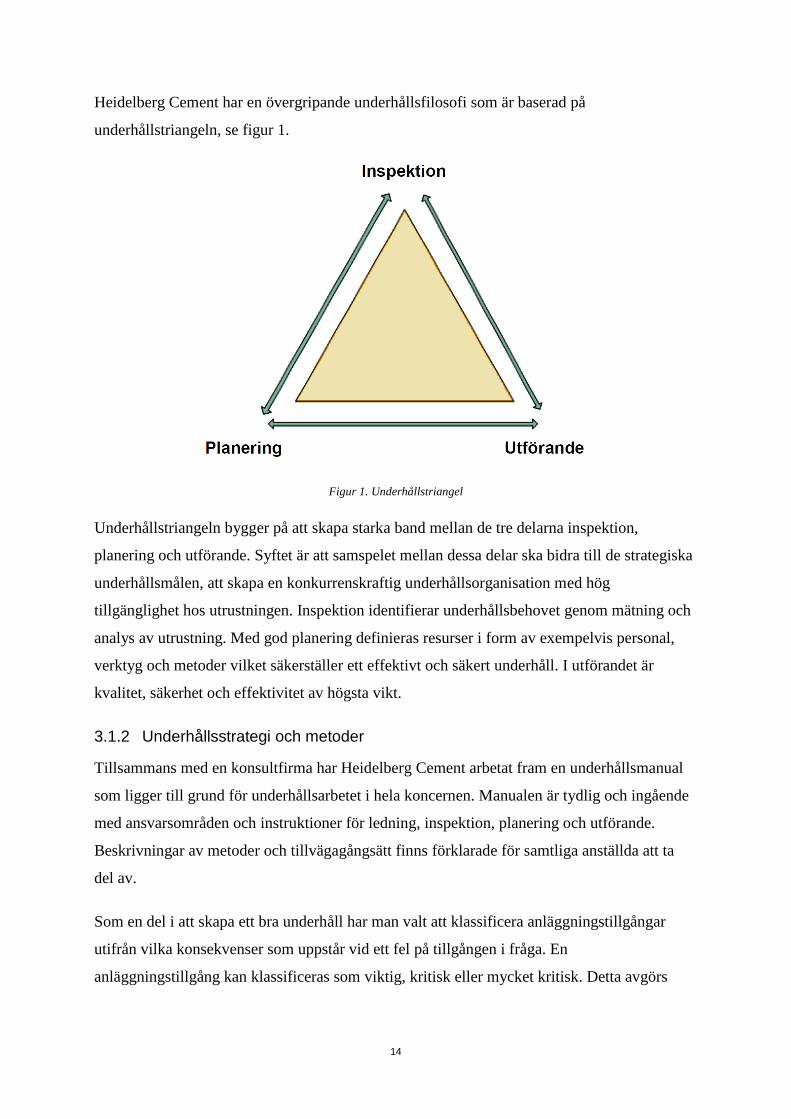
Heidelberg Cement har en övergripande underhållsfilosofi som är baserad på
underhållstriangeln, se figur 1.
Figur 1. Underhållstriangel
Underhållstriangeln bygger på att skapa starka band mellan de tre delarna inspektion,
planering och utförande. Syftet är att samspelet mellan dessa delar ska bidra till de strategiska
underhållsmålen, att skapa en konkurrenskraftig underhållsorganisation med hög
tillgänglighet hos utrustningen. Inspektion identifierar underhållsbehovet genom mätning och
analys av utrustning. Med god planering definieras resurser i form av exempelvis personal,
verktyg och metoder vilket säkerställer ett effektivt och säkert underhåll. I utförandet är
kvalitet, säkerhet och effektivitet av högsta vikt.
3.1.2 Underhållsstrategi och metoder
Tillsammans med en konsultfirma har Heidelberg Cement arbetat fram en underhållsmanual
som ligger till grund för underhållsarbetet i hela koncernen. Manualen är tydlig och ingående
med ansvarsområden och instruktioner för ledning, inspektion, planering och utförande.
Beskrivningar av metoder och tillvägagångsätt finns förklarade för samtliga anställda att ta
del av.
Som en del i att skapa ett bra underhåll har man valt att klassificera anläggningstillgångar
utifrån vilka konsekvenser som uppstår vid ett fel på tillgången i fråga. En
anläggningstillgång kan klassificeras som viktig, kritisk eller mycket kritisk. Detta avgörs

15
utifrån vilka ekonomiska förluster felet ger samt hur felet riskerar att påverka säkerhet för
personal eller miljö. Klassificeringen sker i tre steg:
• Identifiering av kritiska anläggningstillgångar –Ett ”critical assets team” bildas för att
identifiera och klassificera kritiska tillgångar. Teamet består av medlemmar från
underhåll, produktion och andra avdelningar som ses som relevanta i detta arbete. Med
hjälp av fabrikens flödesschema samt insamlade data görs en lista över kritiska
tillgångar.
• Bedöma feleffekter och fellägen till följd av fel på kritiska tillgångar – De mest
kritiska tillgångarna utvärderas med hjälp av FMEA och utifrån analysen skapas en
lista över fel inkluderat deras orsaker och följder.
• Definiera underhållsåtgärder – Med hjälp av resultat från FMEA fastställs åtgärder för
att undvika fel och minska konsekvenserna av fel.
Koncernen använder sig av ett det övergripande informationssystemet SAP där det finns en
inbyggd funktion för att skapa felanmälan och arbetsorder på utrustning. Med hjälp av
informationssystemet kan fel enkelt rapporteras och en arbetsorder skapas för att göra
information kring felet tillgänglig för alla. Systemet är tydligt och man kopplar varje order till
det objekt som berörs. Vidare antecknas information om felets omfattning samt vilken
avdelning som bör utföra arbetet. På dagligt ledningsgruppsmöte går man igenom nyinkomna
order och avgör när det är rimligt att utföra arbetet. Order som inte är brådskande planeras in
när det är lämpligt och mer kritiska order prioriteras. Detta informationssystem bidrar även till
att kunna jämföra underhållet hos olika fabriker i koncernen.
Ett av de viktigaste mätetalen som man använder är Mean Time Between Failure (MTBF)
som beskrivs som en tillförlitlighets-KPI. Mätetalet används separat på de två ugnslinjerna
och är ett mått på hur länge ugnarna är i drift mellan varje driftstopp d.v.s. ett mått på
effektiviteten hos underhållet. Sedan 1970-talet, då MTBF låg kring 30 timmar, har denna
siffra förbättrats markant till dagens siffra på ca 250 timmar. Man använder även rotfelsanalys
(RCFA) för att identifiera grundorsakerna till fel på utrustning. Denna analys innefattar bl.a.
metoden ”fem varför”. Ett exempel:
- Varför stannade cementkvarnen? För att cementkylaren stannade
- Varför stannade cementkylaren? För att cementtemperaturen efter kylaren överskred
maxvärdet

16
- Varför överskred temperaturen maxvärdet? För att kylaren inte rengjorts på länge
- Varför har kylaren inte rengjorts på länge? För att en operatör slarvat vid det senaste stoppet
- Varför slarvade operatören? För att operatören är relativt nyanställd och inte blivit
informerad korrekt
Genom att ställa frågan ”varför?” fem gånger har man kommit fram till grundorsaken till felet
och kan i detta fall vidta åtgärder genom att informera nya operatörer om grundläggande
arbetsuppgifter som bör utföras när möjlighet ges.
Gällande FU så arbetar man med ett flertal metoder av tillståndsövervakning:
• Vibrationsanalys
• Slitagemätningar
• Shoremätningar
• Hårdhetsmätningar
• Temperaturmätningar (termografi)
• Ultraljudsmätningar
• Tjockleksmätningar
Dessa mätningar syftar till att förutse och förebygga fel med hjälp av FU. I vissa fall är det
kanske inte möjligt att förebygga felet men förhoppningsvis har man då kunnat förutse
ungefärlig omfattning och tidpunkt för felet. Man kan då på förhand planera vilka åtgärder
som är lämpliga att tillgå när felet väl inträffar.
3.1.3 Underhållsarbete
Det dagliga FU-arbetet består främst i smörjning, rengöring och inspektion. Gällande
inspektion använder man sina sinnen samt ett antal olika mätinstrument för
tillståndsövervakning. Vid okulär besiktning ser man till att systemet ser ut att vara i skick.
Missljud kan uppfattas genom att lyssna noga vid exempelvis motorer eller fläktar. För
temperaturmätningar använder man sig av värmekameror och utifrån riktvärden kan man hitta
eventuella avvikelser. För vibrationsmätningar använder man bl.a. ett ronderingsinstrument
med en givare som mäter vibration horisontellt, vertikalt och axiellt. Ultraljudsinstrument
används för att lokalisera tryckluftsläckage men har även andra användningsområden. Som ett
exempel kan nämnas att man med hjälp av ultraljudsanalys kunde lokalisera en spricka i en
löpring till en av ugnarna som vid haveri skulle fått förödande konsekvenser.

17
Ultraljudsanalysen bidrog till att spricktillväxten kunde dokumenteras över tid och åtgärder
kunde fastställas för att undvika haveri.
Operatörer bistår också i underhållsarbetet genom inspektion och autonomt underhåll.
Eftersom operatörerna arbetar nära processen och är internt utbildade har de god kunskap om
hur de olika systemen fungerar. Utöver att övervaka systemen utförs inspektionsronder
dagligen där det säkerställs att viktiga delar av processen är i funktionsdugligt skick. Även 5S
är implementerat för att samtliga anställda ska hjälpas åt att skapa en god arbetsmiljö och
förutsättningar för ett gott underhåll.
3.2 Mondelez Upplands Väsby
Mondelez är ett av Europas största företag inom snackingbranschen vilken involverar
försäljning av varor som kex, tuggummin, choklad, kakor och godis. Ett av de många
varumärkena som Mondelez har i sin portfölj är Marabou, vars fabrik är lokaliserad i
Upplands Väsby. Fabriken har en årlig produktion på 46 000 ton choklad och har 160st
anställda som arbetar i produktionen.
Tobias Bredenwall är i dagsläget underhållsansvarig för hela produktionen på
Maraboufabriken. Han har jobbat på Mondelez sedan 2006 och arbetat med underhåll sedan
2012 (Bredenwall, 2018). En intervju med Tobias genomfördes 2018-04-11 och baserades på
de frågor som presenteras i bilaga 1. För att fabriken ska kunna producera stora kvantiteter
choklad krävs en driftsäker produktion vilket uppnås genom effektivt och kvalitativt
underhåll.
3.2.1 Organisation
På Mondelez i Upplands Väsby har man en egen organisation för underhåll. Den består av 22
anställda med Tobias som chef. Under Tobias finns det en underhållskoordinator som
ansvarar över en grupp av åtta tekniker som arbetar med AU. Arbetet sker i treskift med en
blandad kompetens bestående av mekaniker och elektriker. Det finns även en grupp av åtta
tekniker som arbetar med FU och rapporterar direkt till Tobias. Utöver FU och AU finns även
en grupp automationsingenjörer och specialister som hjälper till där deras kompetens behövs.
Vidare finns det maskinoperatörer i produktionen som utför inspektioner av maskiner och
utför lättare autonoma underhållsuppgifter.

18
En underhållsgrupp bestående av personer från AU, FU och ledning har möten veckovis där
man diskuterar vad som gjorts och planerar vad som ska göras gällande underhåll. För att
koordinera planerat arbete används Microsoft Outlook, Excell och Tasklist. Outlook används
som planeringsverktyg där man planerar in när, och av vem arbete ska utföras och i Tasklist
beskrivs vad som ska göras. Fabriken har i dagsläget inget övergripande informationssystem
för underhåll.
3.2.2 Underhållstrategi
I dagsläget arbetar Mondelez Upplands Väsby med ungefär 70 % FU och 30% AU, med en
målsättning att nå 80% FU och 20% AU. Man har en underhållsstrategi som är baserad till
stor del på TPM och Lean och man jobbar aktivt för att förbättra och utveckla den.
Ett av de viktiga stegen som tagits för att komma dit man är idag är att dela upp
underhållsorganisationen i en FU-avdelning och en AU-avdelning där de som arbetar med FU
hjälper till med utbildning av maskinoperatörer så att det blir kunniga inom underhåll. De får
även en grundläggande utbildning som innefattar de enklaste typerna av underhåll som
smörjning och rengöring. Målet är att maskinoperatörer ska få en djupare kompetens kring
felsökning och reparationer. Detta då maskinoperatören oftast är den första på plats vid ett
haveri och kan lära sig känna igen olika varningssignaler till framtiden. När underhållsarbete
väl utförs försöker de involvera så många som möjligt av dem som jobbar i
produktionslinjerna för att fler ska bli kunniga inom underhållsarbetet. Lean-tänket är även
introducerat för alla anställda och 5S är väldigt centralt med en stor betoning på städning.
Underhåll i form av rengöring är något alla utför, dels för funktion i form av FU men
framförallt för att de arbetar med livsmedel och renhet är av stor vikt.
För att ständigt förbättra sig så har man alltid ett tänk kring förbättrande underhåll när man
arbetar med både AU och FU. När ett problem uppstår sparas data från problemet och man
försöker finna den bakomliggande orsaken för att förhindra att något liknande sker i
framtiden. Då ställer man sig frågan vad som har hänt, varför det hänt och hur det kan
undvikas. Med det förbättrande underhållet strävar man efter att inte bara byta ut
komponenter när de slits ut, utan att även kolla på alternativ huruvida man kan byta
komponenten till en annan alternativt utföra en ombyggnation för att minska slitaget, detta av
dels ekonomiska skäl men även då man vill göra produktionen mer hållbar. Man försöker
även förenkla inspektioner så att de går smidigare för att utföra FU relaterat arbete. Tidigare
19
var många maskiner öppna utan skydd för roterade komponenter. Det förenklade själva
inspektionen men var inte optimalt ur säkerhetssynpunkt. Då säkerhet är deras högsta prioritet
har dessa maskiner fått skydd, vilket lett till att man måste stanna maskinen och montera av
skyddet så att en inspektion kan utföras säkert. Nu har man börjat byta ut dessa till
transparenta skydd i plexiglas så att inspektioner går smidigt och säkerheten kvarstår.
Vidare så jämför man sig mot andra fabriker internt men även mot andra företag externt för
att hitta nya infallsvinklar och förbättra underhållsarbetet. Denna jämförelse är dock svår i
vissa fall då många av koncernens fabriker är uppbyggda på olika sätt. Man jämförde sig
nyligen mot Arla för att se hur de arbetar kring underhåll och få inspiration för hur man kan
förändra och förbättra sitt arbete. Något man just nu håller på att införa för att förbättra sig
ännu mer är något som kallas Integrated Lean Six Sigma. Det är en kombination av Lean och
TPM men även Six Sigma och High Performance Work Systems som används för att utöka
tänket kring underhåll samt uppnå en mer effektiv produktion.
Den största förändringen Mondelez Upplands Väsby haft sedan Tobias började arbeta med
underhåll är att man har delat upp underhållsgruppen, från att haft en övergripande
underhållsgrupp till en med separata delar för FU och AU. Detta har lett till att de inte
behöver lika stor personalstyrka som arbetar med underhåll jämfört med tidigare. De har även
gått från att ha en chef för varje underhållsgrupp till att enbart ha Tobias ansvarig för båda
grupperna.
3.2.3 Underhållsarbete
Det FU som utförs är till 90 % tillståndsbaserat och 10 % kalenderbaserat. För det
tillståndsbaserade underhållet har man en plan som stäcker sig över hela året. Varje vecka
finns det tre timmar avsatt tid per linje för underhållsarbete. Utöver det har Mondelez
Upplands Väsby även kvartalsstopp (vinter, vår, sommar, höst). Hela produktionen för en
linje stoppas dagtid under sommar- och vinterstoppet för att utföra större underhållsarbeten
och gå igenom hela linjen grundligt. Under vår och höststoppet är det mindre delar i
produktionslinjerna som stoppas för underhåll och genomgång, även här sker arbetet under
dagtid.
De som arbetar med FU utför inspektioner konstant i fabriken eftersom störta delen av
underhållet är tillståndsbaserat. När en brist upptäcks rapporteras det och arbete för att

20
avhjälpa bristen planeras in. Beroende på omfattningen av arbetet kan det bli i ett veckovis
stopp eller i ett större kvartalsstopp. Även de som arbetar i produktionen är involverade och
rapporterar brister som upptäcks. För att få en övergripande bild av hur underhållet fungerar
använder man sig av OEE men framförallt GE (Global Efficiency). GE bygger på OEE men
tar hänsyn till den totala tiden som läggs på utrustningen vilket inkluderar exempelvis
städning.
21
4 Resultat
Vid jämförelse av teorin och praktiken sett till de två fältstudierna, ser man tydligt att en god
underhållstrategi är av stor vikt. Både Mondelez Upplands Väsby och Cementa har egna
underhållsstrategier som båda är influerade av RCM, TPM och Lean på olika sätt.
På Cementa arbetar man till största delen med AU vilket kommer av att utrustingen ofta
arbetar under påfrestande förhållanden. Vad gäller FU har man ett flertal analytiska metoder
som används för att förutse och förebygga fel hos utrustning. För FMEA, som är en central
del av RCM, finns tydliga instruktioner för tillvägagångsätt i en övergripande
underhållsmanual framtagen av koncernen. Genom att praktiskt tillämpa FMEA har man
skapat en underhållsorganisation som enkelt kan tillhandahålla information kring hur fel på
utrustningen avhjälps på bästa sätt. För att finna de bakomliggande orsakerna till fel använder
man både RCFA och ”fem varför” som är del av Lean-metodiken. Kontinuerliga inspektioner
och analyser av utrustningen bidrar aktivt till att förbättra driftsäkerheten på fabriken. Med
hjälp av det centrala informationssystemet kan man enkelt rapportera fel och skapa
arbetsorder vilket underlättar underhållsarbetet avsevärt. All information kring fel och
arbetsorder sparas i systemet och kan användas som underlag för vidare underhåll och
förbättringsarbete.
På Mondelez har man en underhållsfilosofi som följer stora delar av tankesättet i TPM. Målet
är att genom ständiga förbättringar och kontinuerlig utbildning personal skapa en bred
grundläggande kompetens samt en mer driftsäker produktion. Detta har möjliggjorts genom
att underhållsorganisationen hjälper till med utbildning av operatörer och underhållsarbetare.
För att ständigt förbättra sig har de flera tillvägagångsätt. De jämför sig mot andra fabriker
internt och externt, jobbar aktivt med förbättrande underhåll och har en egen variant av RCFA
som tillämpas vid haveri. Då de frågar sig varför något har hänt och hur de kan undvika det i
framtiden, vilket går in under RCM. För att undvika haverier från första början arbetar det
mycket med FU där de jobbar mest med tillståndsbaserat underhåll. Därför är inspektioner av
stor vikt i deras arbete kring underhåll. Sett till Lean så är 5S något de har implementerat i
deras produktion som går hand i hand med visst underhållsarbete. För att få en överblick i hur
deras underhållsarbete fungerar använder de sig av OEE och GE som mätetal.
Något som är gemensamt både för Mondelez Upplands Väsby och Cementa Slite är att
säkerhet är av högsta prioritet, både ur person- och miljösynpunkt. Detta kan medföra att vissa

22
processer blir mer kostsamma och tidskrävande men i förhållande till kostnader till följd av
skada på person eller miljö är det en rimlig form av riskminimering.

23
5 Diskussion
Trots att Cementa och Mondelez arbetar i två väldigt skilda branscher finns många likheter
sett till de metoder av underhåll som tillämpas praktiskt.
På Cementa har man tack vare en tydlig underhållsstrategi och ett centralt informationssystem
skapat goda förutsättningar för en välfungerande underhållsorganisation. Trots detta finns det
potential för förbättringar inom vissa områden. På fabriken har man förluster i form av energi
och läckage av olika slag. Man har redan ett ingående tänk kring 5S men skulle kunna
förbättra det genom att implementera de delar av TPM som innefattar eliminering av stora
förluster. Cementa skulle även gynnas av är att arbeta ännu mer med FU än vad de gör idag.
Trots att man har en målsättning att öka andelen FU skulle det vara gynnsamt att arbeta ännu
mer intensivt med detta. Vid jämförelse ser man att Mondelez har 70% FU medan Cementa
har 30%. En större andel FU skulle innebära stora besparingar då oförutsedda stopp undviks i
högre grad. Detta kan emellertid vara svårt att uppnå då cementindustrin är betydligt mer
slitande än livsmedelsindustrin vilket medför en större andel AU. Förbättrande underhåll är
också något som skulle kunna utvecklas på Cementa för att öka driftsäkerheten ytterligare.
Mondelez fabrik i Upplands Väsby har till stor del implementerat metoder kring TPM och
Lean. För att skapa bättre förutsättningar kring underhåll skulle införandet av ett centraliserat
informationssystem vara fördelaktigt. Idag använder man sig av Outlook och tasklist för
planering och instruktioner kring underhållsarbetet. Insamlad data från maskiner sparas
manuellt sammankopplas inte direkt i Outlook. Införandet av ett centraliserat
informationssystem för planering, arbetsinstruktioner och maskindata skulle underlätta
underhållsarbetet och spara tid. Processen att skapa arbetsorder och få tillgång till felhistorik
kring underhåll av utrustning blir då smidigare. Det skulle även göra det enklare att jämföra
sig med andra fabriker inom koncernen. Det kan dock vara problematiskt då hela Mondelez
koncernen använder sig av Outlook för planering och informering vilket innefattar även
försäljningsorganisation, personalavdelning, logistik och produktion. Att Mondelez fabriker
arbetar med olika processer och har olika förutsättningar skulle också skapa en utmaning i
detta. Något som kanske bör införas på koncernnivå är ett övergripande material, för samtliga
i underhållsorganisationen att ta del av, som beskriver mål, strategier och eventuell filosofi
kring underhåll.

24
Med bakgrund till området som studerats har vi kommit fram till att dessa allmänna
rekommendationer passar bra in för alla företag som vill förbättra sitt underhållsarbete:
• Involvera hela företaget i underhållsarbetet, få alla att inse vikten av underhåll.
• Sträva efter att öka andelen FU, det är billigare att förhindra ett haveri än att laga ett.
• Ha en dedikerad organisation för underhåll.
• Ha ett övergripande informationssystem för rapportering och information.
• Var öppen för förändring och förbättring.
• Använd mätetal som t.ex. OEE för att enkelt kunna se underhållsarbetes inverkan.
• Använd rotfelsanalys eller FMEA för att finna grundorsaken till fel på utrustning.
Vid jämförelse av teorin och praktiken finner man flera likheter i underhållsarbetet hos de
studerade företagen. Den främsta slutsatsen som kan dras av detta arbete är att företag i regel
inte implementerar en specifik underhållsstrategi utan att man skapar en väl fungerande
underhållsorganisation genom att tillämpa passande metoder från olika underhållsstrategier.
Varje företag är unikt när det kommer till underhållsfilosofi. Underhållsarbetet är skräddarsytt
till verksamhetens art, produktionsvolym och produktionsmiljö vilket i sin tur styrs av flera
interna och externa faktorer.
25
Referenser
Allen, J., Robinson, C., & Stewart, D. (2001). Lean Manufacturing: A Plant Floor Guide.
Michigan: Society of Manufacturing Engineers.
Bredenwall, T. (den 11 April 2018). Maintenance Manager. (V. Gjers, & A. Thålin,
Intervjuare)
Carreira, B., & Trudell, B. (2006). Lean Six Sigma That Works - A Powerful Action Plan for
Dramatically Improving Quality, Increasing Speed, and Reducing Waste. New York:
AMACOM - Book Division of American Management Association.
Duffuaa, S. O., & Raouf, A. (2015). Planning and Control of Maintenance Systems Modelling
and Analysis. Switzerland: Springer International Publishing.
Gulati, R. (2013). Maintenance and Reliability Best Practices (2nd Edition). New York:
Industrial Press.
Lindqvist, H. (den 9 April 2018). Chef, Underhållscenter. (V. Gjers, & A. Thålin, Intervjuare)
Moubray, J. (1997). Reliability-centered Maintenance. Oxford: Butterworth-Heinemann.
Olhager, J. (2013). Produktionsekonomi. Lund: Studentlitteratur AB.
Smith, R., & Hawkins, B. (2004). Lean maintenance reduce costs, improve quality, and
increase market share. Amsterdam : Elsevier Butterworth Heinemann.

26
Bilaga 1
Intervjufrågor
– Kan du berätta lite kort om företaget som helhet?
– Vad har du för roll i företaget?
– Hur länge har du arbetat med underhåll?
– Hur ser underhållsorganisationen ut i företaget?
– Hur mycket av ert underhåll är förebyggande och hur mycket är avhjälpande?
– Vilka utför underhållet, operatörer, underhållspersonal, vad har de för utbildning?
– Använder ni några specifika strategier kring underhåll?
– Hur länge har ni arbetat med era nuvarande underhållsstrategier?
– Hur gick ni till väga för att implementera dem?
– Vad använder ni för mätvärden kring underhåll?
– Har ni något övergripande informationssystem?
– Hur arbetar ni för att ständigt förbättra er?
– Vad ligger i fokus just nu avseende underhåll?
– Jämför ni er med andra företag inom samma bransch?
– När utför ni olika typer av underhåll, följer ni en viss plan?
– Hur har underhållsarbetet förändrats under er tid i företaget?
1

TRITA ITM-EX 2018:530
www.kth.se
Recommended

















