Embed Size (px)
Citation preview

Tehnologija spajanja materijala lemljenjem
Matušin, Vladimir
Undergraduate thesis / Završni rad
2016
Degree Grantor / Ustanova koja je dodijelila akademski / stručni stupanj: University North / Sveučilište Sjever
Permanent link / Trajna poveznica: https://urn.nsk.hr/urn:nbn:hr:122:271337
Rights / Prava: In copyright
Download date / Datum preuzimanja: 2021-10-30
Repository / Repozitorij:
University North Digital Repository

Završni rad br. 171/PS/2016
Tehnologija spajanja materijala lemljenjem
Vladimir Matušin , 5065/601
Varaždin, travanj 2016. godine


Odjel za Proizvodno strojarstvo
Završni rad br. 171/PS/2016
Tehnologija spajanja materijala lemljenjem
Student
Vladimir Matušin, 5065/601
Mentor
Marko Horvat, dipl. ing.
Varaždin, travanj 2016. godine



Zahvala: Zahvaljujem mentoru dipl. ing.
Marku Horvatu na svim savjetima tijekom
izrade ovog rada. Zahvaljujem svim
kolegama i djelatnicima sveučilišta na
svakoj vrsti pomoći tijekom studija.

Sažetak
U ovom radu govori se o lemljenju i problematici vezanoj uz lemljenje. U uvodnom dijelu
objašnjen je postupak lemljenja, prednosti lemljenja u odnosu na postupak spajanja
zavarivanjem, vrste lemljenja. Opisane su i nabrojane vrste lemova i spojevi lemljenjem.
Prikazani su primjeri grešaka nastalih tijekom ili prije postupka lemljenja. Obrađeno je poglavlje
o čvrstoći spoja. Tu se utvrđuje mehanička čvrstoća spoja i otpornost materijala na deformacije.
Definirano je kako na čvrstoću spoja utječu veličina površine koja se lemi, kako hrapavost
površine utječe na čvrstoću spoja te je prikazana vlačna i smična čvrstoća lemljenog spoja u
ovisnosti o vlačnoj čvrstoći osnovnog materijala. Ukratko je opisano lemljenje nehrđajućih
čelika, bakra i bakrenih legura, plemenitih metala, aluminija, keramike, lijevanog željeza. Zatim
su navedene preporuke materijala tvrtke Castolin Eutectic za meko i tvrdo lemljenje za
ostvarivanje što boljeg i čvršćeg lemljenog spoja.
KLJUČNE RIJEČI: lemljenje, vrste lemova i spojeva, greške kod lemljenja

Popis korištenih oznaka
Oznaka Jedinica Opis
l mm duljina lemnog mjesta
d mm širina komada koji se lemi
S
mm2
presjek sastavnih dijelova u
spoju izložen vlačnom
naprezanju
A mm2 površine spojene lemom
izložene smičnom naprezanju
σ N/mm2 vlačna čvrstoća
τ N/mm2 smična čvrstoća

Sadržaj
1. Uvod .................................................................................................................................. 1 2. Vrste i postupci lemljenja ................................................................................................. 2
2.1. Podjela prema temperaturi taljenja lema ...................................................................... 2 2.1.1. Meko lemljenje ...................................................................................................... 2 2.1.2. Tvrdo lemljenje ...................................................................................................... 2 2.1.3. Visokotemperaturno lemljenje ............................................................................... 3
2.2. Podjela po obliku spoja ................................................................................................. 3 2.2.1. Kapilarno lemljenje ................................................................................................ 3 2.2.2. Lemljenje u žlijebu ................................................................................................ 4
2.3. Podjela s obzirom na način dovođenja topline ............................................................. 6 2.3.1. Plinsko lemljenje .................................................................................................... 6 2.3.2. Lemljenje u pećima .............................................................................................. 10 2.3.3. Indukcijsko lemljenje ........................................................................................... 13 2.3.4. Elektrootporno lemljenje ..................................................................................... 14 2.3.5. Lemljenje uranjanjem .......................................................................................... 16 2.3.6. Egzotermno lemljenje .......................................................................................... 17 2.3.7. Lemljenje zračenjem ............................................................................................ 18 2.3.8. Elektrolučno lemljenje ......................................................................................... 19 2.3.9. Lemljenjem lemilima ........................................................................................... 20 2.3.10. Lemljenje laserom ................................................................................................ 20
3. Vrste lemova ................................................................................................................... 22 4. Spojevi lemljenjem ......................................................................................................... 24 5. Greške pri lemljenju ........................................................................................................ 30 6. Čvrstoća lemljenih spojeva ............................................................................................. 32 7. Praktični savjeti za lemljenje pojedinih metala .............................................................. 36
7.1. Lemljenje nehrđajućih čelika ...................................................................................... 36 7.2. Lemljenje bakra, bakrenih legura i plemenitih metala ................................................ 36 7.3. Lemljenje aluminija ..................................................................................................... 37 7.4. Lemljenje keramike ..................................................................................................... 37 7.5. Lemljenje lijevanog željeza i ugljičnih čelika ............................................................. 38
8. Prijedlozi materijala za lemljenje .................................................................................... 39
8.1. Materijali za meko lemljenje ....................................................................................... 39 8.2. Materijali za tvrdo lemljenje ....................................................................................... 40
9. Zaključak ......................................................................................................................... 43 10. Literatura ......................................................................................................................... 44
Popis slika ........................................................................................................................... 46
Popis tablica ........................................................................................................................ 48


1
1. Uvod
Lemljenje je postupak kojim se metalni ili nemetalni dijelovi (osnovni materijal) spajaju
pomoću rastaljenog dodatnog materijala (lema). Lemljenje se vrši na način da se osnovni
materijal ne tali, već samo dodatni materijal zbog nižeg tališta. Osnovni materijal je kvašen
lemom bez da se sam tali. Primjenom talila i/ili zaštitne atmosfere (plin ili vakuum) uvelike se
poboljšava konačni rezultat lemljenja. Kemijski sastav osnovnog materijala i dodatnog materijala
(lema) je različit. Glavna prednost lemljenja u odnosu na spajanje zavarivanjem je ta što nema
promjene u strukturi samog materijala (ne tali se). Nadalje, nema velikih deformacija, a spajanje
raznovrsnih materijala je relativno jednostavno. Lemljenje spada u jedno od najstarijih postupaka
spajanja metala te samim time u svijetu zauzima veliko mjesto u industriji. U upotrebi je između
5000-6000 godina. Zbog lakšeg lemljenja koristi se talilo. Talilo može biti u obliku tekućine,
paste ili praška i nanosi se na površinu uz prethodno kemijsko i mehaničko čišćenje. Zbog
zagrijavanja talila postaju aktivna i na sebe vežu okside. Lemljenje je poželjna tehnika spajanja
jer niskim temperaturama zagrijavanja (ispod temperature rekristalizacije) dobivamo spoj
čvrstoće i do 800 N/mm2. Čvrstoća se najčešće računa na smik, a rjeđe na vlak. Čvrstoća na smik
je obrnuto proporcionalna debljini sloja (najveća pri debljini sloja od 0,05-0,2 mm) [1].
Prednosti lemljenja su:
relativno brz postupak
nema većih strukturnih promjena
relativno lako spajanje raznovrsnih materijala
relativno male deformacije, gotovo minimalne
zalemljeni spoj ne zahtijeva dodatnu obradu
laka automatizacija i mehanizacija
ekonomična izvedva
mogućnost spajanja debelih i tankih dijelova
visoka točnost izrade
Nedostaci lemljenja su:
relativno niska nosivost
visoka cijena dodatnog materijala
niske pogonske temperature (kod mekih lemova)

2
2. Vrste i postupci lemljenja
Lemljenje se može podijeliti po raznim kriterijima (temperatura taljenja lema, oblik spoja,
način zagrijavanja, vrsta zaštitne atmosfere).
2.1. Podjela prema temperaturi taljenja lema
Prema temperaturi taljenja lema lemljenje se može podijeliti na:
meko lemljenje
tvrdo lemljenje
visokotemperaturno lemljenje
2.1.1. Meko lemljenje
Kod mekog lemljenja temperature se kreću do 450°C. Lemljenje se odvija pri relativno
niskim teperaturama, a najčešće se koristi za spajanje čelika, bakra i bakrenih slitina. Iako se
javljaju nove metode spajanja, lemljenje zadržava visoku poziciju u proizvodnji već
desetljećima. U pažljivo kontroliranim uvjetima, meko lemljenje je najjeftinija varijanta za
spajanje električnih veza. Ukoliko se lemljenje ne provodi kako treba, troškovi će se povećati
tokom vremena zbog loše izvedbe. Meko lemljenje svoju upotrebu nalazi već u brončanom dobu
presvlačenjem bakra u cilju dobivanja glatkih površina [2].
Prednosti mekog lemljenja:
lem sam formira oblik zbog prirodnog tečenja, vlaženja i naknadne kristalizacije, čak
i kad toplina i lem nisu direktno usmjereni na mjesto koje se lemi
lemljeni spoj moguće je rastaviti pa to olakšava naknadne popravke spoja
oprema kod ručnog i strojnog lemljenja relativno je jednostavna
postupak je lako automatizirati
2.1.2. Tvrdo lemljenje
Tvrdo lemljenje se odvija na temperaturama između 450 do 900°C. Koristi se iz razloga da se
poveća nosivost spoja. Da se izbjegnu metalni oksidi površinu je potrebno prvo dezoksidirati, a
potom zagrijati. Zagrijavanje se vrši preko plamenika ili električnom strujom (elektrootporno).
Tvrdo lemljenje omogučava brzu i jeftinu izradu jakih i nepropusnih spojeva. Spojeve na teško

3
dostupnim mjestima često je moguće spajati jedino lemljenjem. Komplicirane spojeve sa
različitim debljinama komponenti lako je spajati uranjanjem ili prolaskom kroz peć. Kada je spoj
pravilno dizajniran i postupak lemljenja pravilno izveden, spoj će imati čvrstoću jednaku ili veću
od osnovnog materijala [2].
Prednosti tvrdog lemljenja:
ekonomična izrada složenih i višekomponentnih spojeva
mogućnost spajanja različitih metala
mogućnost spajanja metala s nematalima
vrlo precizne tolerancije
mogućnost spajanja metala koji dosta variraju u debljini
vrlo dobra mehanička svojstva
2.1.3. Visokotemperaturno lemljenje
Visokotemperaturno lemljenje služi samo u situacijama gdje se spajaju skupi ili plemeniti
metali ili materijali koji se ne daju zavariti ili se zavarivanjem bitno mijenjaju svojstva
materijala. Ovim načinom spajanja moguće je čak i spajanje keramike na tvrde metale.
Lemljenje se odvija u vakuumu ili zaštitnoj atmosferi [2].
2.2. Podjela po obliku spoja
Po obliku spoja lemljenje se može podijeliti na:
kapilarno lemljenje
lemljenje u žlijebu
2.2.1. Kapilarno lemljenje
Kapilarno lemljenje (lemljenje u zazoru) izvodi se na način kapilarnog efekta lema. Sile
između osnovnog materijala i lema (adhezijske sile) veće su od kohezijskih sila unutar samog
lema. To dovodi do ulaska lema u rascjepke između dviju površina koje se leme. Razmak
između površina je jednolik i može biti manji od 0,5 mm [2].

4
2.2.2. Lemljenje u žlijebu
Još se naziva i zavarivačko lemljenje. Naziv "zavarivačko" dolazi zbog sličnosti postupaka
pripreme kod zavarivanja, ali postupak formiranja spoja ostaje isti kao kod kapilarnog
zavarivanja. Bitna razlika između ta dva postupka prikazana je na slici 2.1. [3]:
Slika 2.1. Shema kapilarnog lemljenja (a) i lemljenja u žlijebu (b) [3]
Lemljeni spoj se ostvaruje na osnovu sljedećih pojava:
kvašenje površine osnovnog metala lemom
adhezijske sile
difuzija
mehaničko sidrenje.
Da bi došlo do kvašenja krute faze (osnovnog metala) tekućom (rastaljenim lemom) potrebna
je energija koja se dovodi toplinom te je kvašenje to bolje što je temperatura viša. Drugi uvijet
kvašenja je da su površinske veze metala slobodne, to jest da na njima nema oksida, prevlaka i
nečistoća. Adhezijske sile između lema i osnovnog metala moraju svladati kohezijske sile samog
lema. Da bi se to omogućilo površina se čisti mehanički i kemijski prije samog lemljenja.
Kemijsko čišćenje se za vrijeme samog lemljenja vrši najčešće pomoću talila koje rastvara
površinski sloj i reducira oksidni sloj, a i štiti cijelu površinu od daljnje oksidacije. Kapilarno

5
djelovanje lema ovisi o čistoći površine i širini razmaka. Kvašenje se definira kutem na mjestu
spoja lema i osnovnog metala slika 2.2. [3]:
Slika 2.2. Kvašenje lema [3]
U prvom slučaju kvašenje je loše i formirana je kuglica lema, a kod drugog slučaja kvašenje
je dobro jer se lem širi po površini osnovnog materijala.
Smjer djelovanja sila površinske napetosti na granicama medija prikazan je na slici 2.3. [3]:
Slika 2.3 Sile na granicama medija [3]
γ12- sila površinske napetosti između osnovnog metala i lema
γ23- sila površinske napetosti između lema i atmosfere u kojoj se lemi
γ13- sila površinske napetosti između osnovnog materijala i atmosfere u kojoj se lemi

6
Pri dolasku rastaljene kapljice lema na radnu površinu radnog komada koja je dovoljno
zagrijana, ali ne i rastaljena, mogu se dogoditi sljedeći slučajevi [3]:
lem se širi kao tekućina koja se "upija" u osnovni metal s vrlo malim kutom
kvašenja (potpuno kvašenje)
lem ostaje u obliku spljoštene kapljice na radnoj površini (nepotpuno kvašenje)
lem pri većem pregrijavanju se razlijeva, ali pri hlađenju se skuplja opet u
kapljicu s kutom kvašenja oko 90̊ ili više
2.3. Podjela s obzirom na način dovođenja topline
Lemljenje se može podijeliti s obzirom na način dovođenja topline na mjesto lemljenja.
Na slici 2.4. prikazana je podjela lemljenja s obzirom na način dovođenja topline [4]:
Slika 2.4. Podjela lemljenja[4]
2.3.1. Plinsko lemljenje
Temelji se na zagrijavanju i taljenju lema plamenom gorivih plinova. Oprema je dosta slična
kao i kod plinskog zavarivanja. S obzirom da li je potrebna pojedinačna ili serijska proizvodnja
lemiti se može ručno ili mehanizirano. Najveća primjena nalazi se u limarskim poslovima kod
izrade instalacija i cjevovoda u limarstvu. Plinskim lemljenjem leme se ugljični i niskougljični
čelici, sivi lijev, bakar, nikal i njegove legure i mesing. Postoje dvije vrste plinskog lemljenje:
kapilarno i zavarivačko. Kod kapilarnog lemljenja komad je potrebno zagrijati na temperaturu
lemljenja, a lem se sam širi uslijed kapilarnog tlaka. Mehanizirani postupak se koristi kod
serijske proizvodnje i kod njega se na mjesto spoja unaprijed dodaju talilo i lem. Acetilen je
najčešće korišten plin, ali još se koristi i mješavina propan/butan. Plinsko lemljenje je vrlo

7
pogodan način lemljenja zbog toga što se koristi za gotovo sve materijale debljine stijenke od 1
do 10 mm. Kod lemljenja mora se paziti da se komad jednoliko i brzo zagrijava po cijeloj
površini unutar 3 minute (dok traje talilo). Na slici 2.5. prikazan je shematski prikaz plinskog
lemljenja [3], a na slici 2.6. prikazan je primjer plinskog lemljenja [6]:
Slika 2.5. Shematski prikaz plinskog
lemljenja [3]
Slika 2.6. Plinsko kapilarno lemljenje[6]
Plinske lemilice možemo podijeliti na:
mini plinske lemilice
lemilice na kartuše
plinski pištolj
plinski pištolj za lemljenje s kružnim plamenikom

8
Tablica 2.1. prikazuje plinske lemilice:
Mini plinska lemilica [10]
Lemilica na kartuše [11]
Plinski pištolj [12]
Plinski pištolj za lemljenje s kružnim
plamenikom [13]
SIP TS110 TURBO SET [23]
Tablica 2.1. Plinske lemilice

9
Tablica 2.2. prikazuje uređaje potrebne za plinsko lemljenje, potrebne dodatne materijale,
opisuje tehniku rada i područje primjene plinskog ručnog lemljenja [4]:
Postupak lemljenja Plinski ručno
Uređaj i pribor za izvođenje - plamenik za zavarivanje acetilenom
- plamenik za gradski plin
- plamenik za propan
Dodatni metal - kositreni lemovi
- mesingani lemovi
- fosforni lemovi + odgovaraju talilo
- srebrni lemovi
Tehnika rada - meki plamen s pretičkom gorivog plina, osim
kod mesinganih lemova, gdje treba malo
oksidirajući plamen
- nanijeti talilo i eventualno dodati za vrijeme
lemljenja
- jednakomjerno zagrijati spojne dijelove
- lemljenje izvršiti unutar 3 minute
Područje primjene - standardni postupak lemljenja naročito za
temperaturne radove (debljina stijenke s=1 do
10 mm)
- za male serije
- instalacije i cjevovodi
- u limarstvu
Materijali: niskougljični čelici, ugljični čelici,
sivi lijev, bakar, mesing, nikal i njegove legure
Tablica 2.2. Plisnko ručno lemljenje [4]

10
Tablica 2.3. opisuje princip postupka plinski mehaniziranog lemljenja [4]:
Postupak lemljenja Plinski mehanizirano
Uređaj i pribor za izvođenje - sustav plamenika
- transportni uređaj
- plinska stanica ili baterije plinskih boca
Dodatni metal - lemovi s uskim intervalom taljenja, odnosno s
radnom temperaturom ispod 850 °C
- fosforni lemovi
- srebrni lemovi
Tehnika rada - sastaviti dijelove radnog komada, nanijeti
talilo, postaviti lem
- sastavljeni dio postaviti na transportnu traku
- brzinu trake podesiti ovisno o veličini radnog
komada i primjenjenom lemu
Područje primjene - male serije do masovne proizvodnje
- radni komadi manjih dimenzija (s=1 do 5
mm)
-armature, dijelovi za vozila, cijevne
konstrukcije
Materijali: nelegirani i niskolegirani čelici,
bakar, mesing, aluminij
Tablica 2.3. Plinski mehanizirano lemljenje [4]
2.3.2. Lemljenje u pećima
Lemljenje se izvodi u pećima duljine između 5-6 metara. Ovaj postupak lemljenja koristi se
u masovnoj proizvodnji. Istodobno se spaja više spojeva, a mogu se lemiti nelegirani,
niskolegirani i visokolegirani čelici, tvrdi metali, bakar itd. U pećima se nalazi zaštitna
atmosfera. Na prethodno montirane predmete stavlja se lem i povezuju se u zaštitnu atmosferu s
ciljem izbjegavanja nastanka oksida tijekom zagrijavanja. Najčešće korišteni lemovi su bakreni
ili srebrni lemovi i to bez primjene talila. Kod ove vrste lemljenja lem ne sadrži cink i kadmij. U
peći se nalazi uređaj za proizvodnju zaštitnog plina i uređaj za transport, a temperatura iznosi

11
1150°C. Brzinu kretanja trake određuje se na temelju veličine radnog komada i vrsti korištenog
lema. Iz razloga jer ne koristimo talilo, a atmosfera je ograničena, potrebno je bolje mehaničko
čišćenje komada. Debljina stijenke je ista kao i kod plinskog lemljenja i iznosi od 1 do 10 mm.
Trajanje je duže nego kod plinskog i iznosi između 5 i 30 minuta, a komadi su mase do 3 kg [4].
Slika 2.7. prikazuje shematski prikaz lemljenja u pećima [7]:
Slika 2.7. Shema lemljenje u pećima[7]
Slika 2.8. prikazuje praktični primjer lemljenja u pećima [14]:
Slika 2.8. Lemljenje u pećima [14]

12
Tablica 2.4. opisuje princip postupka lemljenja u pećima sa zaštitnom atmosferom [4]:
Postupak lemljenja Lemljenje u pećima sa zaštitnom atmosferom
Uređaj i pribor za izvođenje - peć s odgovarajućim načinom zagrijavanja
- uređaj za proizvodnju zaštitnog plina
- uređaj za transport radnih komada
Dodatni metal - bakreni lemovi
- srebrni lemovi
(lemovi ne smiju sadržavati Zn i Cd)
Tehnika rada - potrebno je bolje čiščenje radnih komada radi
ograničenog djelovanja zaštitnog plina
- u peć se stavljaju sastavljeni dijelovi s
umetnutim lemom
- ovisno o primjenjenom lemu i dimenzijama
radnog komada odrediti brzinu trake
Područje primjene - za masovnu proizvodnju
- za dijelove s istovremenim lemljenjem više
spojeva (potpuno progrijavanje)
- dijelovi za vozila, kučanski aparati
(debljina stijenke s = 1-10 mm, težina do 3kg)
Materijali: nelegirani i niskolegirani čelici,
visoko legirani čelici, Cu, tvrdi metali
Tablica 2.4. Lemljenje u pečima sa zaštitnom atmosferom [4]

13
2.3.3. Indukcijsko lemljenje
Princip indukcijskog lemljenja temelji se na otporu induciranoj električnoj struji u komadima
koji se leme. Provodi se uređajem za indukcijsko zagrijavanje. Dio koji se lemi postavlja se u
elektomagnetsko polje koje stvara bakrena zavojnica hlađena vodom. Ovaj način lemljenja
primjenu nalazi u proizvodima srednje serije do velikoserijskih proizvoda. Indukcijsko lemljenje
primjenjuje se u automobilskoj industriji, elektroindustriji itd. Ovim postupkom moguće je lemiti
sve metalne materijale (čelik, bakar, aluminij, mesing). Koristi se izmjenična struja frekvencije
5 do 10 kHz (motor generatori), 200 kHz do 50 MHz (oscilatori s poluvodičkim elementima).
Period zagrijavanja je 10-60 sekundi (vrijeme potrebno za protok lema po cijeloj površini).
Prednost postupka je masovna proizvodnja i brzina zagrijavanja, a mana je nejednoliko
zagrijavanje. Indukcijsko lemljenje provodi se u vakuumu sa ili bez primjene talila.[4]. Na slici
2.9. prikazan je primjer indukcijskog lemljenja pojedinačnih proizvoda [3]:
Slika 2.9. Shematski prikaz indukcijskog lemljenja[3]
Na slici 2.10. prikazan je primjer indukcijskog lemljenja pojedinačnih proizvoda [6]:
Slika2.10. Indukcijsko lemljenje pojedinačnih proizvoda [6]

14
Tablica 2.5. opisuje princip postupka indukcijskog lemljenja [4]:
Postupak lemljenja Indukcijsko lemljenje
Uređaj i pribor za izvođenje - uređaj za srednju ili visoku frekvenciju
- trafo
- induktor
- sistem za hlađenje induktora i uređaja
- radni stol ili posebno postrojenje za
mehanizirano lemljenje
Dodatni metal - srebrni lemovi
- fosforni lemovi
- mesingani lemovi + talilo ili zaštitni plin
- aluminijski lemovi
- bakreni lemovi
Tehnika rada - podešavanje snage stroja
- oko sastavljenog dijela s umetnutim lemom i
talilom postaviti induktor
- podešavanje vremena zagrijavanja
Područje primjene - srednje do velike serije
- jednostavni oblici, naročito rotacioni
(debljina stijenke za srednju frekvenciju 4 do
12 mm, a za visoku 0,1 do 3 mm)
- šivaći strojevi, alati s pločicama od tvrdog
metala, elektroindustrija, dijelovi za vozila
Materijali: svi metalni materijali, posebno
nelegirani čelici, Cu, Ms, Al
Tablica 2.5. Indukcijsko lemljenje [4]
2.3.4. Elektrootporno lemljenje
Kod ove vrste lemljenja toplina potrebna za zagrijavanje (Jouleova toplina) dobiva se zbog
otpora prolaska struje kroz komade koje lemimo. Komadi koji se leme moraju provoditi
električnu struju. Zagrijavanjem dolazi do taljenja lema i formiranja spoja. Do mjesta lema struja
se dovodi elektrodama (bakrene ili grafitne). Struja je velike jakosti, ali niskog napona. Ovaj
način lemljenja je relativno jeftin. Koristi se za spajanje gdje je moguće unaprijed postaviti lem.

15
Elektrootporno lemljenje ima iste izvore energije kao i elektrootporno zavarivanje, a primjenjuje
se kod maloserijske proizvodnje. Debljina stijenke je do 2 mm. Problem korištenja talila kod
ovog postupka je zbog njegovih izolacijskih svojstava [4]. Na slici 2.11. prikazan je postupak
elektrootpornog lemljenja [3]:
Slika 2.11. Shema elektrootpornog lemljenja[3]
Na slici 2.12. prikazan je primjer elektrootpornog lemljenja [6]:
Slika 2.12. Elektrootporno lemljenje[6]

16
Tablica 2.6. prikazuje princip postupka elektrootpornog lemljenja [4]:
Postupak lemljenja Elektrootporno lemljenje
Uređaj i pribor za izvođenje - uređaj za elektrootporno zavarivanje
- kliješta za elektrootporno zavarivanje ili
posebna kliješta za lemljenje
Dodatni metal - mesingani lemovi + talilo
Tehnika rada - podešavanje snage uređaja
- između kliješta postavlja se radni komad s
umetnutim lemom i talilom
- podešavanje vremena zagrijavanja
Područje primjene - za male do srednje serije
- za preklopne spojeve (debljina stijenke ispod
2 mm)
- alati s pločicama od tvrdog metala, tračne pile
Materijali: nelegirani čelici, bronca
Tablica 2.6. Elektrootporno lemljenje [4]
2.3.5. Lemljenje uranjanjem
Primjenjuje se uglavnom kod mekog lemljenja iz razloga jer kod tvrdog lemljenja dolazi do
nejednolikog kemijskog sastava talila. Radne komade mase do 1 kg uranja se u posudu s
rastaljenim lemom ili talilom. Lemljenje uranjanjem koristi se u serijskoj i masovnoj
proizvodnji. Najčešća primjena je u elektrotehnici i elektronici. Kod ovog postupka
automatizacija zauzima vrlo značajan doprinos kod transporta radnih komada [4]. Slika 2.13.
prikazuje princip lemljenja uranjanjem [3]:

17
Slika 2.13. Lemljenje uranjanjem [3]
Slika 2.14. prikazuje način lemljenja aluminijskih komponenti uranjanjem [15]:
Slika 2.14. Lemljenje aluminijskih komponenti uranjanjem [15]
2.3.6. Egzotermno lemljenje
Ovaj postupak je specifičan po tome jer nisu potrebni uređaji za dobivanje spoja. Umjesto
toga potrebna je samo termoreakcijska masa. Komad na sebi ima lem i obložen je
termoreakcijskom masom. Upaljačem, šibicom ili električnim načinom izaziva se termokemijska
reakcija i dobiva se lemljeni spoj. Ovim postupkom spajaju se pojedinačni komadi srednje
veličine na teško pristupačnim lemnim mjestima. Koristi se i kod mekog i kod tvrdog lemljenja,
a najveća primjena je u izradi cjevovoda i zrakoplovnoj industriji [4]. Slika 2.15. prikazuje
shemu egzotermnog lemljenja [3]:

18
Slika 2.15. Shema egzotermnog lemljenja [3]
2.3.7. Lemljenje zračenjem
Kod ovog postupka imamo relativno mali unos energije i koristi se samo u slučajevima kada
se radi o posebnim namjenama ili o materijalima koji su osjetljivi na zagrijavanje i nije moguće
bilo koja druga vrsta lemljenja. Najčešće se koristi za sitna spajanja (žica-žica ili žica lim).
Svjetlosno ili infracrveno zračenje, koje dobivamo iz izvora, različitih je valnih duljina i učinaka.
Kod ovog postupka komade je potrebno pozicionirati i osigurati transport putem mehanizacije
[4]. Slika 2.16. prikazuje shematski prikaz lemljenja zračenjem [3]:
Slika 2.16. Shematski prikaz lemljenja zračenjem [3]

19
2.3.8. Elektrolučno lemljenje
Za razliku od plinskog ručnog lemljenja, gdje se koristili plamen, elektrolučno lemljenje
temelji se na električnom luku između dvije elektrode. Postupak je vrlo rijedak kod mekog
lemljenja. Lemovi su uobičajeni tvrdi lemovi i većinom se koriste samo za pojedinačno
lemljenje. Elektrolučno lemljenje najčešće se koristi u manjim radionicama ili za kućne potrebe,
a komadi su manjih dimenzija [4]. Slika 2.17. prikazuje shematski prikaz elektrolučnog lemljenja
[3]:
Slika 2.17. Shema elektrolučnog lemljenja [3]
Slika 2.18. prikazuje pribor za elektrolučno lemljenje [16]:
Slika 2.18. Pribor za elektrolučno lemljenje [16]

20
2.3.9. Lemljenjem lemilima
Ovim načinom lemljenja moguće je dobiti samo meke lemove. Najčešća upotreba lemljenja
lemilima je kod pojedinačnih spojeva u elektrotehnici i limarskim radionicama. Postoje dva
načina zagrijavanja lema: električno ili plinski. Talilo se vrlo često nalazi u samom lemu, a
lemovi su u obliku šipke. Površinu je potrebno kemijski i mehanički očistiti [4]. Na slici 2.19.
prikazan je shematski prikaz lemljenja lemilom [3]:
Slika 2.19. Shema lemljenja lemilom[3]
Slika 2.20. prikazuje primjer lemljenja ručnom lemilicom [6]:
Slika 2.20. Lemljenje lemilicom [6]
2.3.10. Lemljenje laserom
Industrijski laseri u mogućnosti su isporučiti veliku količinu topline s velikom preciznošću i
bez dodira. Koriste se kod destruktivnih metoda kao što su rezanje ili bušenje, ali i kod lemljenja
i žarenja. Lasersko lemljenje je nekontaktni postupak dobro usmjerenom laserskom zrakom za

21
isporuku energije na željeno mjesto u točno određenom vremenu. Nedostatak postupka je visoka
cijena i zahtjev za velikom količinom energije [8]. Na slici 2.21. je shematski prikaz laserskog
lemljenja [ 17]:
Slika 2.21. Shematski prikaz lemljenja laserom [17 ]
Na slici 2.22. prikazan je primjer laserskog lemljenja [17]:
Slika 2.22. Lasersko lemljenje [17]

22
3. Vrste lemova
Na slici 3.1. je prikaza podjela lemova na dvije velike grupe meki i tvrdi lemovi. Meki
lemovi se sastoje od kositra i olova uz dodatak antimona i to u granicama od 0,5-3,5%. Količina
olova i kositra određuje se s obzirom na materijal koji se spaja. Kod tvrdog lemljenja uglavnom
se koriste srebrni lemovi, bakreni lemovi i mjedeni lemovi.
Slika 3.1. Vrste lemova [5]
Talila se također dijele na talila za meke lemove i talila za tvrde lemove. Podijela je
prikazana na slici 3.2. Talila kod lemljenja služe za otapanje površinske nečistoće i
poboljšavanje kvašenja i širenja lema po cijelom spoju.

23
Slika 3.2. Vrste talila [5]

24
4. Spojevi lemljenjem
Kod lemljenja važan faktor ima pravilan odabir spoja. Pravilnim odabirom dobiva se
potrebna čvrstoća spoja. Pri lemljenju skoro uvijek je slučaj da osnovni metal ima veću čvrstoću
od lema. Zbog toga su zalemljeni spojevi u većini slučajeva tako oblikovani da spojno mjesto
ima dovoljno veliku površinu kako bi i spoj imao dovoljno veliku nosivost u odnosu na osnovni
metal [4].
Spojevi kod lemljenja dijele se na 5 načina i prikazani su na slikama:
- sučeljeni spoj
- "T" spoj
- kosi rubovi
- preklopni spoj
- postupni spoj
Slika 4.1. Sučeljeni spoj [5]
Slika 4.2. "T" spoj [5]
Slika 4.3. Kosi rubovi [5]

25
Slika 4.4. Preklopni spoj [5]
Slika 4.5. Postupni spoj [5]
Lemljenjem je moguće spajanje:
žica,
šipki,
cijevi,
spremnika,
limova.
Kod spajanja žica u elektrotehnici još je potrebno voditi računa i o tome da je potrebno
osigurati dobru vodljivost električne struje i osigurati da spoj ne oksidira. Slika 4.6. prikazuje
spajanje žica lemom [22].
Slika 4.6. Spajanje žica [22]

26
Kada je potrebno lemljenje cijevi koriste se konusni spojevi, čeoni spojevi s ojačanjem te
preklopni spojevi. Kao i kod večine postupaka lemljenja potrebno je dobro mehanički očistiti
površine koje lemimo i onda nakon toga premazati sa talilom (pastom za lemljenje). Kada se
cijevi stave u potreban položaj, može se krenuti sa zagrijavanjem. Zagrijavanjem spoja lem
odlazi u međuprostor i istiskuje talilo. Na kraju se cijevi ostave da se ohlade i time se dobiva
čvrsti spoj. Na slici 4.7. prikazana je shema cijevnih spojeva [6]:
Slika 4.7. Shema cijevnih spojeva [6]
Osim cijevi lemljenjem je moguće spajati i limove. Najčešći spojevi kod limova su [6]:
- preklopni spoj
- kosi preklopni spoj
- zakošeni preklopni spoj
- čeoni spoj s jednim ojačanjem
- čeoni spoj s dvostrukim ojačanjem
- čeoni spoj s zakošenim ojačanjem
- "T" spoj i "L" spoj
Na slici 4.8. prikazani su spojevi limova [6]:
Slika 4.8. Spojevi limova [6]

27
Lemljenje limova pod kutom može se izradom "T" ili"L" spoja. Tim načinom spajanja
dobiva se veća čvrstoća spoja. Slika 4.9. prikazuje spajanje limova pod kutom [6]:
Slika 4.9. Spajanje limova "L" i "T" spojem[6]
Kada je potrebno nepropusno lemljenje koriste se sljedeći spojevi [6]:
1) Ravno spajanje (po jednoj površini za manje tlakove)
2) Kutno spajanje spremnika lemljenjem
3) Preklopno spajanje spremnika lemljenjem
Na slikama 4.10. , 4.11. , 4.12. prikazani su ravni, kutni i preklopni načini spajanja spremnika
lemljenjem (nepropusni spoj) [6]:
Slika 4.10. Ravno spajanje spremnika[6]
Slika 4.11. Kutno spajanje spremnika [6]

28
Slika 4.12. Preklopno spajanje spremnika lemljenjem [6]
Spajanje šipki moguće je na sljedeće načine:
1) Spajanjem dvostrukim uležištenjem
2) Nalemljivanje čela šipke
3) Ulemljivanje po obodu šipke
Slike 4.13, 4.14.,4.15. prikazuju načine spajanja šipki [6]:
Slika 4.13. Spajanje šipki dvostrukim uležištenjem [6]
Slika 4.14. Spajanje šipki nalemljivanjem čela šipke [6]

29
Slika 4.15. Spajanje šipki ulemljivanjem po obodu šipke [6]

30
5. Greške pri lemljenju
Greške kod lemljenja mogu se podijeliti u tri osnovne skupine[4]:
1. greške u osnovnom materijalu
2. greške u lemu
3. greške u lemljenju
Neke od najčešćih grešaka kod lemljenja[4]:
1. Lem ne kvasi površine radnog komada:
a) nedovoljno zagrijavanje radnog komada
b) nedovoljno ulaženje talila u zazor te nema uklanjanja oksida
c) nedovoljno čiste ili loše obrađene površine radnog komada
d) nepravilan oblik spoja (preveliki ili premali zazor)
2. Iscurenje lema (kapljice ispod radnog komada):
a) loše očišćene ili obrađene površine
b) premalo talila
c) pregrijavanje radnog komada
d) pregrijavanje lema, a radni komad je još hladan
3. Porozitet:
a) isparavanje lako taljivih faza lema ili talila
b) pri plinskom lemljenju uslijed nedovoljnog i neravnomjernog zagrijavanja
c) prekratko grijanje nakon rastaljivanja lema
4. Šupljine:
a) puno vlage u talilu
b) adsorbirana vlaga na površini lema
5. Uključine troske:
a) nedovoljno čišćenje površine
b) neodgovarajuće talilo
c) pri plinskom lemljenju u slučaju viška kisika
d) neodgovarajuća temperatura taljenja talila u odnosu na temperaturu taljenja lema
6. Pukotine u lemu (tople i hladne):
a) slaba istezljivost lema
b) lemljenje materijala s jako različitim fizičko-kemijskim svojstvima
c) zaostale napetosti u osnovnom materijalu
d) ako lem ima široki interval kristalizacije

31
7. Pukotine u zoni spoja i osnovnom metalu:
a) zaostale vlastite napetosti
b) uslijed djelovanja lema i talila
c) uslijed zagrijavanja na temperaturu lemljenja
d) stvaranje intermetalnih spojeva
8. Deformacija radnog komada:
a) loše oblikovan spoj
b) neravnomjerno zagrijavanje i hlađenje
c) nedovoljno učvršćenje radnih komada tijekom lemljenja
9. Korozija u zoni spoja nakon lemljenja
a) neodgovarajući lem
b) uslijed nedovoljnog čišćenja ostatka talila nakon lemljenja

32
6. Čvrstoća lemljenih spojeva
Kod lemljenja se čvrstoća najčešće proračunava na smik, a rjeđe na vlak. Postupkom vlačnog
postupka ispituju se mehanička svojstva materijala (mehanička otpornost materijala i njihova
deformabilnost). Ispitni uzorak (epruveta) je od materijala koji se želi ispitati i mora biti izrađen
po propisanom obliku i dimenzijama [7].
Za proračun čvrstoće vrijedi formula :
𝑆 ∙ 𝜎𝑀 = 𝐴 ∙ 𝜏𝑀
𝑆 (𝑚𝑚2)- presjek sastavnih dijelova u spoju izložen vlačnom naprezanju;
𝜎𝑀(𝑁/𝑚𝑚2)- vlačna čvrstoća materijala dijelova u spoju;
𝐴 (𝑚𝑚2) - površine spojene lemom izložene smičnom naprezanju;
𝜏𝑀𝐿(𝑁/𝑚𝑚2)- smična čvrstoća samog lema
Slika 6.1. prikazuje smično opterećenje lemljenog spoja [7]:
Slika 6.1. Smično opterećenje spoja [7]
Čvrstoća lemljenog spoja kreće se u granicama:
- za meke lemove: 𝜎𝑀𝐿 = 20 ... 30 MPa, 𝜏𝑀𝐿= 15 ... 20 MPa
- za tvrde srebrne lemove: 𝜎𝑀𝐿 = 300 ... 400 MPa, 𝜏𝑀𝐿= 150 ... 280 MPa
- za tvrde bakrene i mjedene lemove: 𝜎𝑀𝐿 = 250 ... 350 MPa, 𝜏𝑀𝐿= 150 ... 250 MPa
- za tvrde aluminijske lemove: čvrstoća spoja postiže čvrstoću dijelova u spoju
Koeficijent sigurnosti kod lemljenih spojeva iznosi : 1,5 ... 4
Dinamička čvrstoća: 80% one dijelova u spoju; h < 0,2 mm samo oko 60%
Dinamička čvrstoća kod meko lemljenih spojeva brzo pada pa ih se ne smije izlagati
dinamičkim naprezanjima > 2 ... 3 MPa i potrebno je predvidjeti rasterećenje spojeva.
Koeficijenti sigurnosti iznose 2 ... 4.
Na čvrstoću samog spoja utječu razni faktori pa je o njima važno voditi brigu.
Utjecajni čimbenici na čvrstoću i kvalitetu lemljenog spoja [5]:
- čvrstoća osnovnog materijala
- veličina i kvaliteta pripremljene površine za lemljenje
- veličina zazora

33
- oblik spoja
- kemijski sastav osnovnog materijala, lema i talila
- vrijeme zagrijavanja do rastaljenja lema
- vrijeme grijanja nakon rastaljenja lema
- čvrstoća zalemljenog spoja ovisi i o kasnijim eksploatacijskim uvjetima
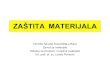
Slika 6.2. prikazuje vlačnu σm i smičnu τm čvrstoću zalemljenog spoja u ovisnosti o vlačnoj
čvrstoći osnovnog materijala σOM [5]:
Slika 6.2. Vlačna i smična čvrstoća zalemljenog spoja u ovisnosti o vlačnoj čvrstoći osnovnog
materijala [5]
σm ≈ 1,5 σ R
σR ≥ 400 N/mm2 (MPa)
σm ≈ 1,35 σ R
σR ≤ 400 N/mm2 (MPa)
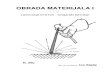
Na čvrstoću lemljenog spoja utječe i veličina lemljene površine. Slika 6.3. prikazuje utjecaj
veličine površine na vlačnu čvrstoću zalemljenog spoja [5]:

34
Slika 6.3. Utjecaj veličine lemljene površine na vlačnu čvrstoću spoja[5]
Na čvrstoću zalemljenog spoja utječe i različita hrapavost materijala. Tablica 6.1. prikazuje
utjecaj hrapavosti na vlačnu čvrstoću zalemljenog spoja [5]:
KAKVOĆA RADNE
POVRŠINE
σm
N/mm2
BRUŠENO S
BRUSNIM PAPIROM
br. 5/0 418
br. 100 343
GRUBO TURPIJANO 364
NAZUBLJENO 336
Tablica 6.1. Utjecaj hrapavosti na vlačnu čvrstoću zalemljenog spoja [5]
Na slici 6.4. prikazan je utjecaj veličine zazora na čvrstoću lemljenog spoja [5]:
Slika 6.4. Utjecaj veličine zazora na čvrstoću lemljenog spoja [5]

35
Oblik spoja uvelike utječe na vlačnu čvrstoću zalemljenog spoja pa je tu potrebno izabrati
ispravan oblik. U tablici 6.2. prikazan je utjecaj oblika spoja na čvrstoću lemljenog spoja [5]:
Oblik probe Izvedba Čvrstoća σ, N/mm2
SUČELJENI SPOJ
390
KOSI SPOJ
α=30̊
α=45̊
α=60̊
393
425
488
PREKLOPNI SPOJ
l=0,5 b
l=1,0 b
l=2,0 b
402
352
343
SPOJ U OBLIKU LASTINOG
REPA
α=60̊
α=75̊
395
465
Tablica 6.2. Utjecaj oblika spoja na čvrstoću lemljenog spoja [3]

36
7. Praktični savjeti za lemljenje pojedinih metala
7.1. Lemljenje nehrđajućih čelika
Lemljivost i zavarljivost ovih čelika razlikuje se ovisno o sastavu. Kvaliteta lemljenih
spojeva ovisi o izboru načina lemljenja, temperaturi, vrsti lema i zaštitnoj atmosferi koja se
koristi. Nehrđajući čelici se često spajaju na čelike, niskolegirane čelike i bakrene legure u
kombinaciji koju nije moguće provesti postupkom zavarivanja. Širok izbor materijala za
lemljenje omogućuje postizanje kompatibilnosti, čvrstoće, otpornosti na koroziju i druga
poželjna svojstva pri spajanju različitih metala [8]. Na slici 7.1. prikazan je primjer lemljenja
nehrđajućeg čelika [18]:
Slika 7.1. Lemljenje nehrđajućeg čelika [18]
7.2. Lemljenje bakra, bakrenih legura i plemenitih metala
Bakar, legure bakra i plemeniti metali spadaju u skupinu najlakše lemljivih metala. Izbor
procesa lemljenja i odabir lema ovisi o sastavu materijala, obliku i dimenzijama dijelova koji se
spajaju. Zlato, srebro i platina su materijali poznati po otpornosti na oksidaciju kod visokih
temperatura. Te osobine čine ih poželjnima u industriji i medicinskoj primjeni. Kod lemljenja
bakra potrebno je voditi računa o električnoj vodljivosti. Odabirom lemljenja kao postupka
spajanja, mora se voditi računa o konačnom obliku konstrukcije, veličini zrna i mehaničkim
svojstvima bakrenih legura [8]. Na slici 7.2. prikazan je primjer lemljenja bakra, a na slici 7.3.
prikazan je primjer lemljenja plemenitih metala (nakit) [6]:

37
Slika 7.2. Lemljenje bakrene okapnice [6]
Slika 7.3. Lemljenje nakita [6]
7.3. Lemljenje aluminija
Aluminij je standardno korišten materijal kod lemljenja. Lako ga je obrađivati, oblikovati i
štancati. Aluminij se od ostalih materijala razlikuje po tome što se kod doticaja s kisikom
presvlači tankim prozirnim slojem oksida i uvijek se lemi na temperaturama blizu temperaturi
taljenja. Legure 7072 i 7005 imaju temperature skrućivanja iznad 595 ̊C i lako se leme
korištenjem lema na bazi aluminija i silicija. Legura 7005 koristi se kod izrade rama za bicikle
[8]. Na slici 7.4. prikazana je rama bicikla iz legure 7005 [19]:
Slika 7.4. Legura 7005 [19]
7.4. Lemljenje keramike
Kod spajanja keramike sa keramikom ili keramike sa metalom materijali moraju biti
kompatibilni u vidu povišene temperature i sredinama koje su oksidirajuće ili korozivne.
Materijali moraju imati značajna mehanička svojstva, čvrstoću i otpornost na lom. Prvo uspješno

38
spajanje metala i keramike je ostvareno 1930. godine kada je na keramiku nanesen metalni
sloj metalizacijom, a zatim srebrnim lemom ostvaren spoj keramike i metala. Ovakav spoj je
dobar za rad na niskim temperaturama zbog relativno niske temperature taljenja srebrnog lema
[8]. Slika 7.5. prikazuje primjere spajanja keramike i metala [20]:
Slika 7.5. Spoj keramike i metala [20]
7.5. Lemljenje lijevanog željeza i ugljičnih čelika
U materijale koje je moguće lemiti spadaju i lijevana željeza i ugljični čelici. U oba slučaja
koriste se slične metode zagrijavanja i postupci lemljenja. Međutim, postoje razlike između tih
materijala pa je to potrebno uzeti u obzir kod odabira talila i lemova [8]. Slika 7.6 prikazuje
primjer lemljenja lijevanog željeza [21]:
Slika 7.6. Lemljenje lijevanog željeza [21]

39
8. Prijedlozi materijala za lemljenje
Castolin Eutectic je tvrtka koja se bavi proizvodnjom materijala i opreme za antihabajuću
zaštitu i spajanje. Imaju potrebne materijale za meko i tvrdo lemljenje te svu popratnu opremu.
8.1. Materijali za meko lemljenje
Tablica 8.1. prikazuje podatke lema za meko lemljenje AluTin 51:
Naziv AluTin 51-meki lem za aluminijske, željezne i bakrene
materijale
Osobine
Kadmijem sadržan meki lem na olovo-kositar bazi. Gusti,
čisti spoj lemljenja. Dobre osobine spajanja i protjecanja
lema.
Tehnički podaci
Meki lem DIN 1707:
Interval topitelja (Sol./Liq.) [°C] 180-240
Gustoća [g/cm3] 9,7
Primjena
Za meka lemljenja: Aluminijske legure, bakar i bakrene
legure (mesing), ne-i nisko legirani čelici (konstrukcijski
čelici, čelici za poboljšavanje), visokolegirani čelici
(nehrđajući CrNi-čelik) i olovo. Tipični primjeri primjene su:
dijelovi električnih prekidača, oprema za hlađenje, itd
Upute za obradu
Područje lemljenja očistiti. Oštre rubove zaobliti. Površine
lemljenja premazati topiteljem. Vrh šipke zagrijati i zatim
uroniti u topitelj. Radni komad predgrijati. Ne pregrijati.
Upotrijebiti odgovarajući Castolin topitelj. Izvor zagrijavanja:
plamen za lemljenje (acetilen, mekan, lagano reducirajući)
plamen za lemljenje (propan/butan), peć (sa i bez zaštitnog
plina), otporno zagrijavanje.
Tablica 8.1. Meki lem AluTin 51 [9]

40
8.2. Materijali za tvrdo lemljenje
Tablica 8.2. prikazuje podatke lema za tvrdo lemljenje Castolin 1802:
Naziv Castolin 1802-srebrni lem sa kadmijem za željezne,
bakrene materijale na bazi nikla i tvrde metale
Osobine
Kadmijem sadržani srebrni lem sa niskom radnom
temperaturom. Izrazito dobre osobine taljenja i kapilarnost.
Žilavi spojevi sa visokom čvrstoćom.
Tehnički podaci
Tvrdi lem DIN 8513: L-Ag40Cd
Interval topitelja (Sol./Liq.) [°C] 595-630
Radna temperatura [°C] 610
Gustoća [g/cm3] 9,3
Primjena
Za spajanja lemljenjem, također u serijskoj proizvodnji,
npr: ne i niskolegirani čelici, legirani čelici (alatni čelici),
visokolegirani čelici (nehrđajući CrNi čelici), nikal, legure na
bazi nikla, bakar i bakrene legure, kao i temper lijev. Tipični
primjeri primjene jesu: dijelovi iz nehrđajućeg čelika i
mesinga, bakra, kontrolna armatura kao manometri,
klimatizacijski sustavi, izmjenjivači topline, cjevovodi,
instalacije vode i centralnog grijanja, srebrni i sinter kontakti
na bakrene materijale, pritezni spojevi na kablovima, listovi
pila i tvrdi metali u strojogradnji, finomehaničke komponente
u industriji satova, itd.
Upute za obradu
Područje lemljenja očistiti. Oštre rubove zaobliti. Površine
lemljenja premazati (nanijeti) topiteljem. Vrh šipke zagrijati i
zatim uroniti u topitelj. Radni komad predgrijati na široko.
Ne pregrijati. Izvor zagrijavanja: plamen za lemljenje
(acetilen, neutralni), plamen za lemljenje (propan/butan), peć
(sa ili bez zaštitnog plina), VF indukcija, otporno
zagrijavanje.
Tablica 8.2. Tvrdi lem Castolin 1802 [9]

41
Tablica 8.3. prikazuje podatke lema za tvrdo lemljenje Castolin 1803:
Naziv Castolin 1803-bakar-fosfor lem za bakrene materijale
Osobine
Tvrdi lem na bazi bakar-srebro-fosfor. Niska radna
temperatura. Izrazito dobre osobine taljenja i kapilarnosti.
Žilavi spojevi sa visokom čvrstoćom. Za radne temperature
do 150°C.
Tehnički podaci
Tvrdi lem DIN 8511: L-Ag5P
Interval topitelja (Sol.Liq.) [°C] 650-810
Radna temperatura [°C] 710
Gustoća [g/cm3] 8,2
Primjena
Za spajanja lemljenjem, također u serijskoj proizvodnji, npr:
bakar, crveni lijev, bronca (CuSn-legure), mesing (CuZn-
legure), novo srebro (CuNiZn-legure), aluminijska bronca
(CuAl-legure). Za spajanje tankostijenih materijala kao i za
materijale različitih debljina stijenke. Tipični primjeri
primjene jesu: rotori elektromotora, spojevi cijevi, bakreni
spojevi rashladnih uređaja, sanitarna oprema, uređaji za
klimatizaciju, instalacije grijanja. Nije za primjenu kod
medija koji sadržavaju sumpor, kao i legure na bazi željeza i
nikla.
Upute za obradu
Područje lemljenja očistiti. Oštre rubove zaobliti. Površine
lemljenja premazati (nanijeti) topiteljem. Vrh šipke zagrijati i
zatim uroniti u topitelj. Radni komad predgrijati na široko.
Ne pregrijati. Izvor zagrijavanja: plamen za lemljenje
(acetilen, neutralni), plamen za lemljenje (propan/butan), peć
(sa ili bez zaštitnog plina), VF indukcija, otporno
zagrijavanje.
Tablica 8.3. Tvrdi lem Castolin 1803 [9]

42
Tablica 8.4. prikazuje podatke lema za tvrdo lemljenje Castolin 190:
Naziv Castolin 190- aluminijski lem za aluminijske legure
Osobine
Tvrdi lem na aluminij-silicij bazi. Niska radna temperatura.
Izuzetne osobine spajanja i kapilarnosti. Visoka čvrstoća i
žilavost. Glatka i gusta površina bez poroznosti.
Tehnički podaci
Tvrdi lem DIN 8513: L-AlSi12
Interval topitelja (Sol.Liq.) [°C] 575-590
Radna temperatura [°C] 590
Gustoća [g/cm3] 2,7
Primjena
Čisti aluminj, AlMn-legure, AlMnMg-legure, AlMg i
AlMgSi legure sa maksimalno 3% legirajućeg sadržaja
(maks. 2% Mg). Tipični primjeri primjene su: Profilne
konstrukcije, okviri, nosači, krajevi cijevi, karoserije i
zaštitna kučišta.
Upute za obradu
Područje lemljenja očistiti. Oštre rubove zaobliti.
Površine lemljenja premazati (nanijeti) topiteljem. Vrh šipke
zagrijati i zatim uroniti u topitelj. Radni komad predgrijati na
široko. Ne pregrijati. Upotrijebiti odgovarajući Castolin
topitelj (190). Za teško dostupne spojeve koristiti topitelj 190
NH (ne hidroskopni). Izvor zagrijavanja: plamen za lemljenje
(acetilen, mekan,reducirajući).
Tablica 8.4. Tvrdi lem Castolin 190 [9]

43
9. Zaključak
Iz ovog rada je vidljivo da je postupak lemljenja dokazano kvalitetan postupak spajanja već
dugi niz godina. Svoju primjenu nalazi u vodoinstalaterskim, rashladnim, grijaćim, elektronskim
i drugim industrijama. U praksi je dokazano kako zalemljeni spojevi traju doživotno. Vrlo važna
karakteristika ovog postupka spajanja je to da ako lemljenje ne uspije iz prvog puta, uvijek se
može naknadno korigirati ponovnim zagrijavanjem. Uz pravilan način pripreme spoja i
pravilnim izborom materijala za lemljenje, zalemljeni spoj može biti čvršći od osnovnog
materijala kojeg lemimo. Estetski izgled također je na vrlo visokoj razini i to je još jedan od
glavnih razloga široke primjene postupka lemljenja gdje je vanjski izgled od primarne važnosti.
Lemljeni spojevi osiguravaju vrlo kvalitetan brtveći spoj i zbog toga nalaze široku primjenu u
izradi kritičnih i opasnih instalacija. Lemljenje je relativno jeftin proces sa lakom mogućnosti
automatizacije. Kada se postupak lemljenja usporedi sa srodnim procesima, vidljivo je da
lemljenje ne samo da je bolji mehanički proces, već je i ekonomičnije rješenje.

44
10. Literatura
[1] M. Gojić: Tehnike spajanja i razdvajanja materijala, Sisak, 2008, II. nepromijenjeno
izdanje
[2] https://www.fsb.unizg.hr/elemstroj/pdf/pmf/osnove_strojarstva/lemljeni_spojevi.pdf,
preuzeto 25.11.2015.
[3] S. Kralj i Š. Andrić: osnove zavarivačkih i srodnih postupaka, Zagreb, 1992.
[4] Hrvatsko društvo za tehniku zavarivanja: Tema:1.16 Lemljenje
[5] I. Garašić: ZiM
[6] I. Slade: Obrada materijala 1- II dio
[7] S. Zelenika: Lemljeni, lijepljeni, zakovični i ostali spojevi
[8] ASM Handbook Volume 6- WELDING, BRAZING AND SOLDERING
[9] http://www.ami-lovrekovic.hr/castolin.html, preuzeto 23.12.2016.
[10]
https://www.google.hr/search?q=mini+plinska+lemilica&source=lnms&tbm=isch&sa=X&ved=
0ahUKEwiNhI2AlLjKAhXBhSwKHZP3D4cQ_AUIBygB&biw=1366&bih=625#imgrc=HWb1
uO9RU-BVbM%3A, preuzeto 20.1.2016.
[11]
https://www.google.hr/search?q=lemilica+na+kartu%C5%A1e&source=lnms&tbm=isch&sa=X
&ved=0ahUKEwjxi8y2lLjKAhUDjywKHfq1B6MQ_AUIBygB&biw=1366&bih=625#imgrc=k
z4cXXYDzVw1PM%3A, preuzeto 20.1.2016.
[12]
https://www.google.hr/search?q=plinski+pi%C5%A1tolj&source=lnms&tbm=isch&sa=X&ved=
0ahUKEwiApsPjlLjKAhXB2SwKHTpeAIYQ_AUIBygB&biw=1366&bih=625#tbm=isch&q=g
as+brazing&imgrc=UKPsQFGsIyvPZM%3A, preuzeto 20.1.2016.
[13]
https://www.google.hr/search?q=plinski+pi%C5%A1tolj&source=lnms&tbm=isch&sa=X&ved=
0ahUKEwiApsPjlLjKAhXB2SwKHTpeAIYQ_AUIBygB&biw=1366&bih=625#tbm=isch&q=P
linski+pi%C5%A1tolj+za+lemljenje+s+kru%C5%BEnim+plamenikom+za+lemljenje+cijevi+&i
mgrc=LsD_HZ5JXboTLM%3A, preuzeto 20.1.2016.
[14]
https://www.google.hr/search?q=brazing+furnace&source=lnms&tbm=isch&sa=X&ved
=0ahUKahUKEwiejOPdmLjKAhWCkS1DDqIQ_AUIBygB&biw=1366&bih=625#imgr
c=LU1eI-e606RGcM%3A, preuzeto 22.1.2016.
[15]
https://www.google.hr/search?q=brazing+dipping&source=lnms&tbm=isch&sa=X&ved

45
=0ahUKEwi35P6vnrjKAhUFXCwKHV9fCycQ_AUIBygB&biw=1366&bih=625#imgrc
=1xqPmiFByQOxwM%3A, preuzeto 22.1.2016.
[16]
https://www.google.hr/search?q=arc+brazing&source=lnms&tbm=isch&sa=X&ved=0ah
UKEwjwhMTR5rrKAhVClSwKHXAQBVkQ_AUIBygB&biw=1680&bih=939#imgrc=
dCZc-pRcIAKdgM%3A, preuzeto 21.1. 2016.
[17]
https://www.google.hr/search?q=lasersko+lemljenje&biw=1680&bih=939&source=lnms
&tbm=isch&sa=X&ved=0ahUKEwisi4SNtcXKAhVI3iwKHTiPAvYQ_AUIBigB#tbm=i
sch&q=laser+slodering, preuzeto 25.1.2016.
[18] http://www.stainlesssteelbrazing.com/, preuzeto 26.1.2016.
[19]
https://www.google.hr/search?q=alloy+7005&biw=1366&bih=625&source=lnms&tbm=i
sch&sa=X&ved=0ahUKEwjKuYrKr8fKAhVlqHIKHdvHD1IQ_AUIBigB#imgrc=w5wf
ak8ydzLl9M%3A, preuzeto 26.1.2016.
[20]
https://www.google.hr/search?q=brazing+ceramic&source=lnms&tbm=isch&sa=X&ved
=0ahUKEwiWi6rvssfKAhVF7nIKHb_7DCIQ_AUIBygB&biw=1366&bih=625#imgrc=
MdDYHcZ6OBIWpM%3A, preuzeto 26.1.2016.
[21] http://www.weldguru.com/braze-cast-iron.html, preuzeto 26.1.2016.
[22]
https://www.google.hr/search?q=soldering+wires+together&source=lnms&tbm=isch&sa
=X&ved=0ahUKEwiDjY6Pgu7KAhWBWywKHbyACIEQ_AUIBygB&biw=1680&bih
=939#imgrc=V_5L0J6MGjGZkM%3A, preuzeto 1.2.2016.
[23] http://www.sipuk.co.uk/gas-welding-equipment.html, preuzeto 8.2.2016.

46
Popis slika
Slika 2.1. Shema kapilarnog lemljenja (a) i lemljenja u žlijebu (b) [3] .................................... 4 Slika 2.2. Kvašenje lema [3] ...................................................................................................... 5 Slika 2.3 Sile na granicama medija [3] ...................................................................................... 5 Slika 2.4. Podjela lemljenja[4] ................................................................................................... 6 Slika 2.5. Shematski prikaz plinskog lemljenja [3] ................................................................... 7 Slika 2.6. Plinsko kapilarno lemljenje[6] ................................................................................... 7 Slika 2.7. Shema lemljenje u pećima[7] .................................................................................. 11 Slika 2.8. Lemljenje u pećima [14] .......................................................................................... 11 Slika 2.9. Shematski prikaz indukcijskog lemljenja[3] ........................................................... 13 Slika2.10. Indukcijsko lemljenje pojedinačnih proizvoda [6] ................................................. 13 Slika 2.11. Shema elektrootpornog lemljenja[3] ..................................................................... 15 Slika 2.12. Elektrootporno lemljenje[6] ................................................................................... 15 Slika 2.13. Lemljenje uranjanjem [3] ...................................................................................... 17 Slika 2.14. Lemljenje aluminijskih komponenti uranjanjem [15] ........................................... 17 Slika 2.15. Shema egzotermnog lemljenja [3] ......................................................................... 18 Slika 2.16. Shematski prikaz lemljenja zračenjem [3] ............................................................. 18 Slika 2.17. Shema elektrolučnog lemljenja [3] ........................................................................ 19 Slika 2.18. Pribor za elektrolučno lemljenje [16] .................................................................... 19 Slika 2.19. Shema lemljenja lemilom[3] .................................................................................. 20 Slika 2.20. Lemljenje lemilicom [6] ........................................................................................ 20 Slika 2.21. Shematski prikaz lemljenja laserom [17 ] ............................................................. 21 Slika 2.22. Lasersko lemljenje [17] ......................................................................................... 21 Slika 3.1. Vrste lemova [5] ...................................................................................................... 22 Slika 3.2. Vrste talila [5] .......................................................................................................... 23 Slika 4.1. Sučeljeni spoj [5] ..................................................................................................... 24 Slika 4.2. "T" spoj [5] .............................................................................................................. 24 Slika 4.3. Kosi rubovi [5] ......................................................................................................... 24 Slika 4.4. Preklopni spoj [5] .................................................................................................... 25 Slika 4.5. Postupni spoj [5] ...................................................................................................... 25 Slika 4.6. Spajanje žica [22] .................................................................................................... 25 Slika 4.7. Shema cijevnih spojeva [6] ...................................................................................... 26 Slika 4.8. Spojevi limova [6] ................................................................................................... 26 Slika 4.9. Spajanje limova "L" i "T" spojem[6] ....................................................................... 27 Slika 4.10. Ravno spajanje spremnika[6] ................................................................................ 27 Slika 4.11. Kutno spajanje spremnika [6] ................................................................................ 27 Slika 4.12. Preklopno spajanje spremnika lemljenjem [6] ...................................................... 28 Slika 4.13. Spajanje šipki dvostrukim uležištenjem [6] ........................................................... 28 Slika 4.14. Spajanje šipki nalemljivanjem čela šipke [6] ........................................................ 28 Slika 4.15. Spajanje šipki ulemljivanjem po obodu šipke [6] .................................................. 29 Slika 6.1. Smično opterećenje spoja [7] ................................................................................... 32 Slika 6.2. Vlačna i smična čvrstoća zalemljenog spoja u ovisnosti o vlačnoj čvrstoći
osnovnog materijala [5] ................................................................................................................ 33 Slika 6.3. Utjecaj veličine lemljene površine na vlačnu čvrstoću spoja[5].............................. 34 Slika 6.4. Utjecaj veličine zazora na čvrstoću lemljenog spoja [5] ......................................... 34 Slika 7.1. Lemljenje nehrđajućeg čelika [18] .......................................................................... 36 Slika 7.2. Lemljenje bakrene okapnice [6] .............................................................................. 37 Slika 7.3. Lemljenje nakita [6] ................................................................................................. 37 Slika 7.4. Legura 7005 [19] ..................................................................................................... 37 Slika 7.5. Spoj keramike i metala [20] ..................................................................................... 38

47
Slika 7.6. Lemljenje lijevanog željeza [21] ............................................................................. 38

48
Popis tablica
Tablica 2.1. Plinske lemilice ...................................................................................................... 8 Tablica 2.2. Plisnko ručno lemljenje [4] .................................................................................... 9 Tablica 2.3. Plinski mehanizirano lemljenje [4] ...................................................................... 10
Tablica 2.4. Lemljenje u pečima sa zaštitnom atmosferom [4] ............................................... 12 Tablica 2.5. Indukcijsko lemljenje [4] ..................................................................................... 14 Tablica 2.6. Elektrootporno lemljenje [4] ................................................................................ 16 Tablica 6.1. Utjecaj hrapavosti na vlačnu čvrstoću zalemljenog spoja [5] .............................. 34 Tablica 6.2. Utjecaj oblika spoja na čvrstoću lemljenog spoja [3] .......................................... 35
Tablica 8.1. Meki lem AluTin 51 [9] ....................................................................................... 39 Tablica 8.2. Tvrdi lem Castolin 1802 [9] ................................................................................. 40 Tablica 8.3. Tvrdi lem Castolin 1803 [9] ................................................................................. 41 Tablica 8.4. Tvrdi lem Castolin 190 [9] ................................................................................... 42

49