Embed Size (px)
DESCRIPTION
Protueksplozijska zaštita
Citation preview

ISSN 1845-0172
Ex-Bilten 2013. Vol. 41, br. 1-2
BILTEN AGENCIJE ZA PROSTORE UGROŽENE EKSPLOZIVNOM ATMOSFEROM STRUČNO-ZNANSTVENI ČASOPIS ZA PROTUEKSPLOZIJSKU ZAŠTITU
Broj 1-2
Godina 41 IZDAVAČKI SAVJET Glavni i odgovorni urednik Stipo Đerek, dipl. ing. el. Pomoćnik glavnog i odgovornog urednika Dr. sc. Ivica Gavranić, dipl. ing. el. Članovi Izdavačkog savjeta: (po abecednom redu) Prof. dr. sc. Drago Ban, dipl. ing. el. Fakultet elektrotehnike i računarstva, Zagreb Prof. dr. sc. Ivo Čala, dipl. ing. stroj. Fakultet strojarstva i brodogradnje, Zagreb Žarko Katić, dipl. iur. GORUP d.o.o., Lug Zabočki
Neven Katunarić, dipl. ing. el.
EL-PRO d.o.o., Zagreb
Mladen Marijan, dipl. ing. el. TEPEx d.o.o., Zagreb Prof. dr. sc. Nenad Marinović, dipl. ing. el. Mr. sc. Miroslav Matasović, dipl. ing. el. Ivica Orešković, dipl. ing. el. GME d.o.o., Sunja Prof. dr. sc. Igor Zorić, dipl. ing. el.
Rudarsko-geološko-naftni fakultet, Zagreb UREDNICI RUBRIKA Certificiranje, propisi i norme Damir Korunić, dipl. ing. el. Protueksplozijska zaštita opreme
Marino Kelava, dipl. ing. el. Protueksplozijska zaštita u rudarstvu i nafti Josip Samaržija, ing. el. Protueksplozijska zaštita u industriji Dr. sc. Slavko Rumbak, dipl. ing. stroj. Održavanje i procjena rizika
Prof. dr. sc. Ivo Čala, dipl. ing. stroj. Lektorica
Amalka Sarić, prof. hrv. jezika Obrada teksta i grafička priprema
Domagoj Sarić
Nakladnik Ex-Agencija, Baštijanova bb, Zagreb
SADRŽAJ
Uvodnik
CERTIFICIRANJE, PROPISI I NORME a) Revizija ATEX direktive 94/9/EC b) Točnost elektrooptičke metode za mjerenje brzine
detonacije eksploziva
PROTUEKSPLOZIJSKA ZAŠTITA OPREME c) Procjena uzročnika paljenja kod neelektričnih uređaja d) Zaštitni sustavi - zaustavljači plamena za liniju e) Svjetiljke EOL - End of Life f) Ex d uvodnice
PROTUEKSPLOZIJSKA ZAŠTITA U RUDARSTVU I NAFTI
g) Vremenski upuštač plina MB - 3 h) Katodna zaštita i prostori koji su potencijalno ugroženi
eksplozivnom atmosferom
PROTUEKSPLOZIJSKA ZAŠTITA U INDUSTRIJI i) Otprašivanje u funkciji zaštite od eksplozije neelektrične
opreme j) Izolacija prirubničkog spoja visoke temperature u
zoni opasnosti k) Eksplozije prašina - opasnosti, uzroci i sprječavanje
ODRŽAVANJE I PROCJENA RIZIKA l) Održavanje turbokompresora ugrađenih u zonu opasnosti
Petrokemije d.d., Kutina m) Endogeni procesi u skladištima uljarica kao potencijalni
uzročnici nastanka požara i eksplozija Za članke, crteže i oblikovanja objavljene u ovom časopisu sva su prava pridržana. Nedopuštena je objava, prerada, reproduciranje, umnožavanje, imitacije i drugi način prenošenja bez suglasnosti nakladnika. Ovaj broj časopisa dostavlja se dosadašnjim pretplatnicima besplatno zahvaljujući potpori donatora.

Službeno glasilo za područje prostora ugroženih eksplozivnom atmosferom plinova, para, maglica i prašine u rudarstvu i nafti, u industriji i ostalim mjestima uporabe

Uvodnik
Poštovani čitatelji, iza nas je još jedna, na žalost i u Europi i u
Hrvatskoj, recesijska poslovna godina. No, i u takvim uvjetima nije se ugasila naša i vaša želja da izmjenjujemo stručna iskustva te da radom i znanjem pridonosimo području kojim se bavimo i zemlji u kojoj živimo. Radovi u novom broju Ex-Biltena potvrda su tih nastojanja.
Ove godine Hrvatska je postala članicom Europske unije. Nova je to prilika, ali i put s puno nepoznanica za sve nas koji ulazimo na veliko i jedinstveno europsko tržište. Sinergija, izmjena znanja i usmjerenost na zajedničke ciljeve povećavaju našu šansu za uspjeh u takvu okružju.
Težina vremena u kojemu svi radimo samo pojačava naš osjećaj zadovoljstva što je pred vama i ove godine novi broj Ex-Biltena. Posebno nas raduje sudjelovanje znanstvenika s fakulteta koji su svojim člancima pokazali interes za aktivnije uključivanje u ovo područje. Naravno, članci autora koji se svakodnevno u postrojenjima susreću s izazovima u području protueksplozijske zaštite posebna su i trajna vrijednost Ex-Biltena. Svima im zahvaljujemo.
U ovom broju Ex-Biltena ističu se dvije tematske
cjeline koje zaslužuju posebnu pozornost. U prvoj je niz članaka koji se bave realnim problemima u postrojenjima ugroženim eksplozivnom atmosferom kao što je primjena katodne zaštite, izoliranje vrućih prirubničkih spojeva, održavanje turbokompresora, skladištenje uljarica i sl. Drugu skupinu čine članci iz područja propisa, normizacije i tehničkih ispitivanja. Tako su u ovom broju Ex-Biltena obrađene metode procjene uzročnika paljenja kod neelektričnih uređaja, vrste uvoda kabela u Ex d uređaje, ispitivanja zaustavljača plamena i sl.
Posebno treba istaknuti članak koji prikazuje mjerenje brzine detonacije eksploziva. Jedan je to među prvim člancima koji se bave problemom eksplozivnih tvari, odnosno područjem koje je novo u Ex-Biltenu.
Slijedom navednog nadamo se da ćete i u ovom
broju Ex-Biltena naći nešto zanimljivo i da će vam ovi
članci pomoći u rješavanju problema na području Ex-zaštite, čime se naš zajednički cilj, poboljšanje sigurnosti ljudi, postrojenja i okoliša, uspješno nastavlja.
Ex-Agencija kao nakladnik Ex-Biltena ovim putem
želi s vama podijeliti i neke svoje uspjehe iz 2013. godine koja je imala i pozitivnih rezultata te time otvorila vjeru i nadu u bolje nadolazeće godine.
Tako je ulaskom u Europsku uniju Ex-Agencija postala europsko certifikacijsko tijelo (prijavljeno EU tijelo), i to za tri europske direktive:
- Direktiva 94/9/EC (Ex-oprema) - Direktiva 93/15/EEC (Eksplozivi za civilnu
uporabu) i - Direktiva 2007/23/EC (Pirotehnička sredstva).
U studenom ove godine Ex-Agencija objavila je priručnik pod naslovom Klasifikacija i električne instalacije u Ex-prostorima. Više o priručniku na www.ex-agencija.hr.
Ovi rezultati Ex-Agencije pomoći će, nadamo se, našim (ali i svim drugim) proizvođačima da provedu certifikaciju svojih proizvoda u Ex-Agenciji i dobiju certifikat valjan za cijelu Europsku uniju, za što su do sada morali tražiti uslugu izvan granica Hrvatske.
Podupirući objavu Ex-Biltena pridonosite zajedničkom cilju poboljšanja sigurnosti. Zahvaljujemo svim sponzorima koji potpomažu objavu Ex-Biltena.
Podsjećamo vas da članke objavljene u Ex-Biltenu možete preuzeti i na web stranicama Ex-Agencije (www.ex-agencija.hr).
Unaprijed zahvaljujemo na vašim budućim prijavama novih radova, iskustvima i sugestijama vezanim uz područje protueksplozijske zaštite, čime pridonosite razvoju sigurnosti ljudi i materijalnih dobara te očuvanju okoliša.
Čitajte nas, javite nam se!
Stipo Đerek, dipl. ing. el. Dr. sc. Ivica Gavranić, dipl. ing. el.
Ex-Bilten 2013. Vol. 41, br. 1-2
SPONZORI Ex-BILTENA
Najljepše zahvaljujemo!
Ex-Bilten 2013. Vol. 41, br. 1-2

Certificiranje, propisi i norme
Revizija ATEX direktive 94/9/EC Revision of ATEX directive 94/9/EC
Marko Ružić, dipl. ing. Ex-Agencija, Baštijanova bb, Zagreb
e-mail: [email protected]
Sažetak — Proizvodnja opreme namijenjene eksplozivnoj atmosferi plinova, para i prašina regulirana je hrvatskim Pravilnikom o opremi i zaštitnim sustavima (NN 34/10) izrađenim sukladno EU ATEX direktivi 94/9/EC. Direktiva 94/9/EC ubraja se u tzv. Direktive novoga pristupa.
Međutim, tijekom godina praksa je otkrila i neke probleme i različitosti oko tumačenja i primjene unutar Direktiva Novoga pristupa, kao i određene probleme u području nadzora tržišta. Sukladno tim saznanjima Europski parlament i Europska komisija donijeli su 2008. paket mjera za reviziju Novoga pristupa koja je objavljena u službenom listu EU (OJEC L218/82). Glavni ciljevi revizije su jačanja sustava i ujednačavanja kriterija nacionalnih akreditacijskih tijela i prijavljenih certifikacijskih tijela (ExNB-a) te osiguranje jačeg i kvalitetnijeg nadzora tržišta.
Sukladno tim promjenama potrebno je još za sve Direktive novog pristupa, pa tako i ATEX direktivu, provesti njihove revizije radi usklađivanja s promjenama koje je donijela revizija Novoga pristupa. Ovaj članak dat će kratak pregled bitnih izmjena i novina u prijedlogu nove ATEX direktive koja je trenutačno u završnoj fazi izrade prijedloga koji bi se uputio Europskom parlamentu i Europskoj komisiji.
Ključne riječi — ATEX, eksplozivne atmosfere, Novi pristup, certifikacija
Summary — The manufacture of equipment intended for use in explosive atmospheres of gas, vapour and dust is regulated by the Croatian Regulations of equipment and protection systems (NN 34/10) prepared in accordance with EU ATEX Directive 94/9/EC. Directive 94/9/EC falls under the so-called "New Approach" directives.
However, over the course of a number of years the usage of these directives has pointed to certain problems and differences in the interpretation and application within the "New Approach" directives, as well as specific problems in the field of market monitoring. In accordance with these findings, in 2008 the European parliament and European Commission enacted a combination of measures for the revision of the "New Approach", which was published in the Official Journal of the EU (OJEC L218/82). The primary goal of these revisions is to strengthen the system and unify the criteria of the national accreditation bodies and notified certification bodies (ExNB-a)
as well as ensure stronger and more quality monitoring of the market.
In accordance with these changes, all of the "New Approach" directives and the ATEX directive need to be revised in order to conform to the modifications brought about by the revision of the "New Approach". This article will provide a brief overview of the relevant changes and new developments in the proposal of a new ATEX directive, which is currently in its final stage of preparation and will be submitted to the European parliament and European Commission.
Key words — ATEX, explosive atmosphere, "New Approach", certification
I. UVOD
Primjenom Direktiva novog pristupa omogućeno je lakše stavljanje proizvoda na tržište te implementacija novih tehnologija i prije nego što one postanu prihvaćene kroz usklađene norme. Koncept Novog pristupa i direktiva koje se temelje na njemu ocijenjen je ključnim za uspješno slobodno kretanje roba unutar EU. Međutim, tijekom godina praksa je otkrila neke probleme i različitosti oko tumačenja i primjena unutar Direktiva novog pristupa kako kod proizvođača tako i tijela za ocjenu sukladnosti (ExNB), pa i nacionalnih akreditacijskih tijela, a uočeni su i problemi u području nadzora tržišta. Sukladno tim saznanjima Europski parlament i Europska komisija donijeli su paket mjera za reviziju Novog pristupa kako bi se ojačao sustav i ujednačili kriteriji i nacionalnih akreditacijskih tijela i prijavljenih certifikacijskih tijela (ExNB-a) te osigurao jači nadzor tržišta.
Kako se zakonodavstvo u EU temelji na direktivama (koje su nastale na načelima Novog pristupa), kao sljedeći korak EU je pokrenula postupke revizije svih Direktiva novog pristupa, pa tako i ATEX direktive 94/9/EC, da bi se kroz njih u praksi implementirale sve mjere koje su predviđene samom revizijom Novog pristupa. Postupak revizije ATEX direktive 94/9/EC nakon nekoliko nadopuna komentarima svih uključenih strana polako se približio završnoj fazi te se sada već može poprilično jasno vidjeti koje će sve važnije promjene donijeti revizija ATEX direktive 94/9/EC.
II. OPĆI ZAHTJEVI I GOSPODARSKI SUBJEKTI
Promjene koje su predviđene u 1. poglavlju revizije ATEX direktive najviše se odnose na jasnije definiranje pojmova i općih zahtjeva za stavljanje proizvoda na tržište te razne druge ispravke i korekcije formalno-pravnog značaja.
Ex-Bilten 2013. Vol. 41, br. 1-2

Marko Ružić: Revizija ATEX direktive 94/9 EC (a2 – a7)
Tako su u ATEX proizvode uključene komponente koje su definirane kao namijenjene za upotrebu u opremi ili zaštitnim sustavima, a koje su nužne za njihov sigurni rad, ali su kao samostalne bez ikakve funkcije.
Također su dodane definicije nekih pojmova koji su
bitni za razumijevanje zahtjeva Direktive pa je tako među drugim definirano i što znače pojmovi učiniti dostupnim na tržištu, stavljanje na tržište te pojmovi proizvođač, ovlašteni zastupnik, uvoznik, distributer, gospodarski subjekt i sl. Budući da je u praksi bilo nejasnoća vezanih za tumačenje tih pojmova, ova je dopuna svakako dobrodošla za sve strane koje su na neki način uključene u ATEX područje.
Sljedeće, 2. poglavlje u reviziji ATEX direktive je novo poglavlje u kojem se jasno definiraju obveze gospodarskih subjekata. Gospodarskim subjektom smatraju se proizvođač, ovlašteni zastupnik, uvoznik ili distributer. Neki od tih zahtjeva su i prije bili u praksi zadovoljeni, no sada su oni jasnije i na jednom mjestu definirani, i to za svaku vrstu gospodarskog subjekta.
Tako se od proizvođača zahtijeva da svaki proizvod prati kopija EU izjave o sukladnosti (EU Declaration of Conformity), a za komponente izjava o sukladnosti komponente (Attestation of Conformity). Ovime je sada u Direktivi definirano da i uz komponente, kao i kod konačnog proizvoda, proizvođač mora priložiti odgovarajuću izjavu. Također, definirano je da, ako se veća količina proizvoda isporučuje istom korisniku, cijelu isporuku može pratiti jedan primjerak izjave o sukladnosti. Izjava o sukladnosti mora osiguravati jasnu sljedivost prema proizvodu/ima ili komponenti/ama na koje se ona odnosi (serijski broj ili broj serije proizvoda). Izjave o sukladnosti proizvođač mora čuvati najmanje deset godina od trenutka stavljanja proizvoda na tržište.
Sam proizvod ili, kada to zbog prirode proizvoda nije moguće, njegovo pakiranje odnosno dokumentacija moraju imati jedinstvenu identifikaciju te moraju biti označeni CE oznakom i oznakom protueksplozijske zaštite. Također, svaki proizvod moraju pratiti i upute za uporabu koje moraju biti jasne i na jeziku lako razumljivom krajnjem korisniku i inspekcijskim tijelima. Ako proizvođač posumnja da proizvod koji je prije stavio na tržište nije u sukladnosti s ATEX direktivom, mora odmah poduzeti odgovarajuće aktivnosti kako bi se osigurala sukladnost proizvoda ili se proizvod povukao s tržišta. Nadalje, ako se ocijeni da je proizvod opasan, tj. nije siguran, proizvođač mora o tome obavijestiti državna tijela zemalja u kojima je proizvod stavljen na tržište s informacijama o nesukladnim proizvodima.
Ovlašteni zastupnici provode aktivnosti sukladno ovlaštenju koje su dobili od proizvođača. No kako bi se ipak definirao neki minimum u reviziji ATEX direktive, predviđeno je da ovlaštenje proizvođača mora sadržavati minimalno sljedeće:
- da zastupnik kod sebe čuva izjavu o sukladnosti i tehničku dokumentaciju minimalno deset godina nakon što je proizvod stavljen na tržište
- da zastupnik na zahtjev nadležnih državnih tijela da tim tijelima na uvid sve potrebne informacije i dokumentaciju kako bi dokazao sukladnosti proizvoda
- da zastupnik surađuje s nadležnim državnim tijelima, kada ona to zatraže, u svim aktivnostima kojima se smanjuje rizik koji predstavljaju proizvodi za koje je proizvođač dao ovlaštenje zastupniku.
Obveze za uvoznike su na neki način vrlo slične obvezama proizvođača. Pri tome i dalje proizvođač sastavlja tehničku dokumentaciju, stavlja CE oznaku i sastavlja izjavu o sukladnosti. Uvoznik je dužan staviti na tržište samo proizvode koji su sukladni ATEX direktivi. Ako uvoznik sumnja da neki proizvod nije sukladan, osim što ga do otklanjanja nedostataka ne smije staviti na tržište, također treba, kad je riječ o potencijalno opasnom proizvodu, o tome obavijestiti nadležna inspekcijska tijela i proizvođača. Uvoznik uz proizvod daje i upute za uporabu koje moraju biti jasne i na jeziku lako razumljivom krajnjem korisniku.
Distributeri su obvezani provjeriti prije nego što
stave proizvod na tržište je li on označen CE oznakom i prati li ga odgovarajuća izjava o sukladnosti, po potrebi odgovarajuće upute za uporabu koje moraju biti jasne i na jeziku lako razumljivom krajnjem korisniku u zemlji članici u kojoj će proizvod biti dostupan na tržištu. Ako distributer sumnja da neki proizvod nije sukladan, osim što ga do otklanjanja nedostataka ne smije staviti na tržište, također treba, kad je riječ o potencijalno opasnom proizvodu, o tome obavijestiti nadležna inspekcijska tijela i proizvođača.
Ovdje valja nadodati da se, ako uvoznik ili distributer stavlja proizvod na tržište pod svojim imenom ili radi preinake na proizvodu koje bi mogle utjecati na njegovu sukladnost sa zahtjevima ATEX direktive, oni smatraju proizvođačima proizvoda sa svim odgovornostima i obvezama koje iz toga proizlaze.
III. SUKLADNOST PROIZVODA I MODULI POTVRĐIVANJA SUKLADNOSTI PROIZVODA
Sukladnost proizvoda sa zahtjevima dokazuje se provođenjem postupka potvrđivanja u skladu s odgovarajućim modulima ovisno o namjeni i kategoriji
Ex-Bilten 2013. Vol. 41, br. 1-2

Marko Ružić: Revizija ATEX direktive 94/9 EC (a3 – a7)
proizvoda, što je definirano u 3. poglavlju revizije ATEX direktive. Većina promjena odnosi se na ispravke, npr. izmjene naziva modula, EU certifikat umjesto EC certifikat i sl. Jedine važne promjene u ovom poglavlju povezane su s izjavom o sukladnosti koja mora pratiti svaki proizvod i stavljanje CE oznake.
Sadržaj i izgled izjave o sukladnosti definiran je u
Dodatku IX, što ćemo obraditi poslije. Također, u reviziji ATEX direktive zahtijeva se da se jednom izjavom definira sukladnost prema svim direktivama koje taj proizvod mora zadovoljiti i za koje je potrebno izdati izjavu o sukladnosti. Samo iznimno, kad to nije prikladno, proizvođaču je dopušteno da proizvod prati više zasebnih izjava o sukladnosti koje čine zajednički dosje izjava.
CE oznaka i opća načela definirani su zasebnim
propisom, u EU to je EC Odluka broj 765/2008. Proizvod se označuje CE oznakom prije stavljanja na tržište na način da je oznaka vidljiva, čitka i neizbrisiva. Kada to nije moguće zbog svojstva proizvoda, CE oznaka se stavlja na pakiranje i prateću dokumentaciju proizvoda. Uz CE oznaku obvezatno mora stajati i identifikacijski broj prijavljenog certifikacijskog tijela koje je na bilo koji način povezano s potvrđivanjem proizvodnje.
Osim CE oznake i broja prijavljenog certifikacijskog tijela, oznaka protueksplozijski zaštićenog uređaja mora sadržavati i specifičnu oznaku protueksplozijske zaštite , oznaku skupine i kategorije proizvoda te, gdje je primjenjivo, druge dodatne oznake sukladno Dodatku II direktive.
Objavom Novog pristupa došlo je i do nekih izmjena
u pojedinim modulima (postupcima) potvrđivanja sukladnosti, koje je također potrebno primijeniti i na module u ATEX direktivi. Ovdje ćemo spomenuti koje su novosti u modulima u ovom prijedlogu revizije ATEX direktive.
Moduli u novoj direktivi nose nove nazive: - Modul B "EU-tipska certifikacija" (sadašnji
prilog III) - Modul D "Sukladnost tipu putem osiguranja
kvalitete proizvodnje" (sadašnji prilog IV) - Modul F "Sukladnost tipu putem provjere
proizvoda" (sadašnji prilog V) - Modul C "Sukladnost tipu putem unutrašnje
kontrole proizvodnje uz nadzorna ispitivanja proizvoda" (sadašnji prilog VI)
- Modul E "Sukladnost tipu putem osiguranja kvalitete proizvoda" (sadašnji prilog VII)
- Modul A "Unutrašnja kontrola proizvodnje" (sadašnji prilog VIII)
- Modul G "Sukladnost putem pojedinačne provjere proizvoda" (sadašnji prilog IX).
Međutim, ima i drugih izmjena koje ćemo naglasiti. U modulima koji opisuju certifikaciju proizvoda
(Moduli B i G) sad je jasnije definiran minimalni sadržaj dokumentacije koju pri zahtjevu/postupku tipske certifikacije proizvođač mora dostaviti prijavljenom certifikacijskom tijelu. Također, ta dokumentacija, osim informacija za potvrđivanje sukladnosti proizvoda, mora sadržavati i odgovarajuću analizu i procjenu rizika.
Kod Modula B dodan je zahtjev da se, osim provjera
je li proizvod/uzorak u sukladnosti s harmoniziranim normama primijenjenih vrsta zaštite ili bitnim zahtjevima kad te norme nisu primijenjene, mora provjeriti i sukladnost proizvoda/uzorka s tehničkom dokumentacijom. Također, sada je dodan zahtjev da, ako nakon izdavanja tipskog certifikata dođe do novih spoznaja na temelju kojih se može zaključiti da certificirani proizvod možda više nije sukladan primjenjivim zahtjevima propisa, prijavljeno certifikacijsko tijelo mora o tome obavijestiti proizvođača.
Za Modul G sad je definirano da prijavljeno
certifikacijsko tijelo nakon provedenih odgovarajućih provjera i ispitivanja svakog proizvoda izdaje certifikat o sukladnost te označava svaki proizvod svojim identifikacijskim brojem ili daje za to dozvolu proizvođaču. Proizvođač je obvezan čuvati certifikate o sukladnosti deset godina od stavljanja proizvoda na tržište.
U modulima koji opisuju ocjenu proizvodnje
(Moduli D i E) stavljen je poseban naglasak na pregled tehničke dokumentacije i ocjenu sposobnosti proizvođača da razumije koji su bitni zahtjevi propisa i normi te potrebne radnje kako bi se potvrdila sukladnost proizvoda s tim zahtjevima.
Posebno je naglašeno da proizvođač kod Modula D i
E te prije spomenutog Modula B predaje zahtjev samo jednom prijavljenom certifikacijskom tijelu i pri podnošenju zahtjeva za certifikaciju proizvoda/ocjenu proizvodnje zahtjevatelj sada treba priložiti izjavu da takav zahtjev nije predan nijednom drugom prijavljenom certifikacijskom tijelu.
Ex-Bilten 2013. Vol. 41, br. 1-2
Marko Ružić: Revizija ATEX direktive 94/9 EC (a4 – a7)
Također, kod ta tri modula dodana je još jedna novina, a to je da prijavljena certifikacijska tijela moraju obavještavati državne institucije koje su ih ovlastile o svim izdanim, odbijenim, suspendiranim i povučenim certifikatima ili dodatcima certifikata. Isti zahtjev vrijedi i za obavještavanje drugih prijavljenih certifikacijskih tijela, ako su povezana s određenim tipnim certifikatom.
Kod Modula F sad je definirano da prijavljeno
certifikacijsko tijelo nakon provedenih odgovarajućih provjera i ispitivanja svakog proizvoda izdaje certifikat o sukladnost te označava svaki proizvod svojim identifikacijskim brojem ili daje za to dozvolu proizvođaču. Proizvođač je obvezan čuvati certifikate o sukladnosti deset godina od stavljanja proizvoda na tržište.
Za sve module, osim Modula B, dodan je novi zahtjev koji traži od proizvođača da mora svaki proizvod označiti CE oznakom (komponente se ne označavaju CE oznakom) i identifikacijskim brojem prijavljenog certifikacijskog tijela koje je potvrdilo proizvodnju te priložiti za taj proizvod/komponentu izjavu o sukladnosti.
Također, kod svih modula je dodano da ovlašteni
zastupnik može provoditi zahtijevane radnje u svoje ime i pod svojom odgovornošću uz uvjet da ga je za to ovlastio proizvođač.
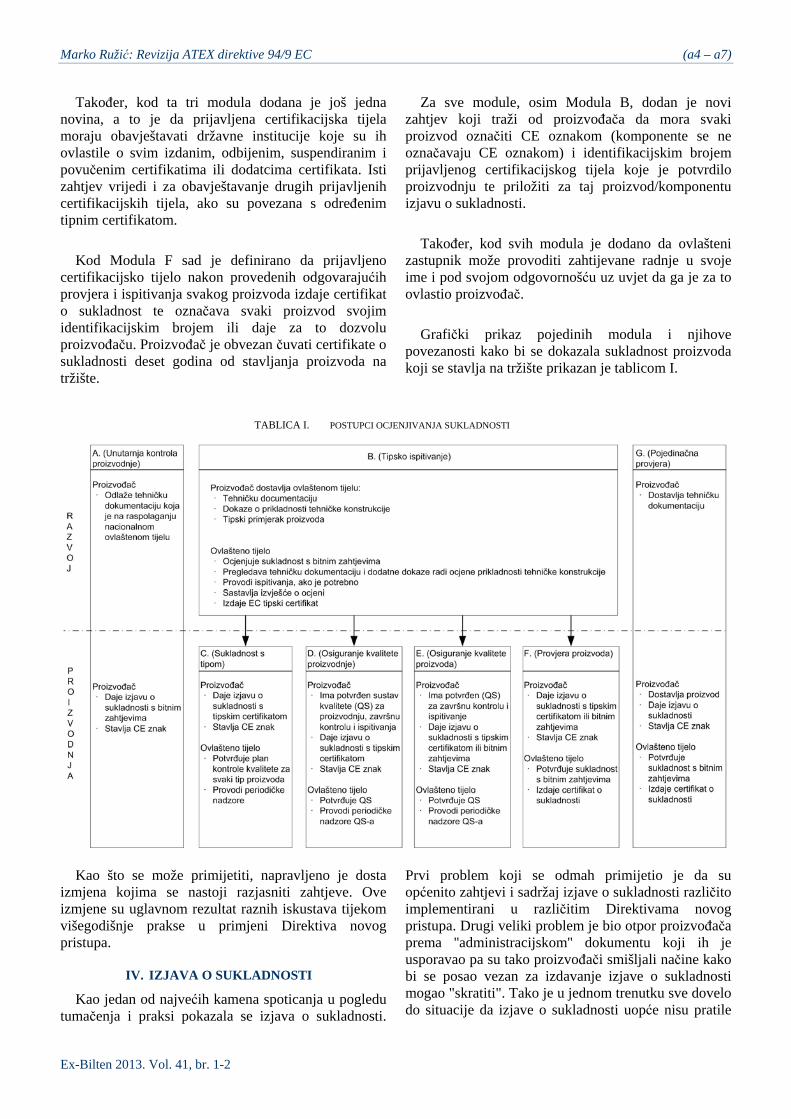
Grafički prikaz pojedinih modula i njihove
povezanosti kako bi se dokazala sukladnost proizvoda koji se stavlja na tržište prikazan je tablicom I.
TABLICA I. POSTUPCI OCJENJIVANJA SUKLADNOSTI
Kao što se može primijetiti, napravljeno je dosta izmjena kojima se nastoji razjasniti zahtjeve. Ove izmjene su uglavnom rezultat raznih iskustava tijekom višegodišnje prakse u primjeni Direktiva novog pristupa.
IV. IZJAVA O SUKLADNOSTI
Kao jedan od najvećih kamena spoticanja u pogledu tumačenja i praksi pokazala se izjava o sukladnosti.
Prvi problem koji se odmah primijetio je da su općenito zahtjevi i sadržaj izjave o sukladnosti različito implementirani u različitim Direktivama novog pristupa. Drugi veliki problem je bio otpor proizvođača prema ''administracijskom'' dokumentu koji ih je usporavao pa su tako proizvođači smišljali načine kako bi se posao vezan za izdavanje izjave o sukladnosti mogao "skratiti". Tako je u jednom trenutku sve dovelo do situacije da izjave o sukladnosti uopće nisu pratile
Ex-Bilten 2013. Vol. 41, br. 1-2

Marko Ružić: Revizija ATEX direktive 94/9 EC (a5 – a7)
Ex-Bilten 2013. Vol. 41, br. 1-2
svaki proizvod jer ih je proizvođač jednostavno stavio na svoje web stranice.
Smisao izjave o sukladnosti je da proizvođač
preuzme odgovornost za svaki isporučeni proizvod te da zajedno s postavljanjem CE oznake potvrdi da je baš taj proizvod ili ta serija proizvoda sukladna zahtjevima svih propisa (direktiva) koji se na nju odnose. S obzirom na različitu primjenu između pojedinih direktiva, u reviziji Novog pristupa dan je minimalan sadržaj izjave o sukladnost za sve Direktive novog pristupa, a to je:
- jedinstveni broj izjave o sukladnosti (može se koristiti i npr. serijski broj proizvoda)
- tip proizvoda (naziv proizvoda, serija, tip ili serijski broj)
- naziv i adresa proizvođača i, gdje je primjenjivo, njegova ovlaštenog zastupnika
- izjavu pod čijom je odgovornošću izdana izjava - opis proizvoda na koji se izjava odnosi
(uključujući jedinstvenu identifikaciju koja omogućuje jasnu sljedivost, a, gdje je potrebno, može uključivati i sliku)
- sve propise koje proizvod zadovoljava - harmonizirane norme i druge norme i tehničke
specifikacije koje su primijenjene - gdje je primjenjivo, naziv i broj tijela za ocjenu
sukladnosti koje je izdalo certifikat sukladno nekom od modula
- po potrebi druge dodatne informacije - datum izdavanja, ime, prezime i potpis ovlaštenog
potpisnika u ime proizvođača. Smisao ovih izmjena je u tome da Europska
komisija želi spriječiti ''šablonsko'' množenje nesljedivih, nejasnih, nepotpisanih, mahom fotokopiranih izjava o sukladnosti koje često nisu imale broj izjave ili serijski broj proizvoda, odnosno nisu uključivale jedinstvenu identifikaciju.
V. KRITERIJI ZA PRIJAVLJENA CERTIFIKACIJSKA TIJELA
Potvrđivanje sukladnosti ovisno o modulu provode prijavljena certifikacijska tijela za ocjenu sukladnosti koja na nacionalnoj razini prijavljuje država kroz svoje institucije. Stoga su u svrhu izjednačavanja kriterija za prijavljena certifikacijska tijela revizijom ATEX direktive postavljeni kriteriji u slučaju kada certifikacijska tijela nisu akreditirana te zahtjevi za državne institucije koje ta tijela ovlašćuju. Državne institucije koje prijavljuju tijela koja nisu akreditirana moraju biti dovoljno kompetentna kako bi mogle napraviti ocjenu, što u praksi često nije slučaj. Stoga je stavljen poseban naglasak na akreditaciju kao alternativni način dokazivanja zadovoljenja zahtjeva za
tijelo za ocjenu sukladnosti. U tom slučaju državne institucije ne moraju provoditi ocjenu, što smanjuje zahtjeve koje ona mora zadovoljavati posebno u području stručne kompetentnosti.
Državne institucije moraju biti tako ustrojene da je
spriječena mogućnost nastanka sukoba interesa s certifikacijskim tijelom koje one prijavljuju. Moraju u svome radu postupati prije svega objektivno i nepristrano te čuvati poslovnu tajnu. Osobe koje donose odluku o prijavi ne smiju biti uključene u proces provedbe ocjene tijela za ocjenu sukladnosti. Također, te institucije ne smiju same pružati usluge za koje istodobno prijavljuju certifikacijsko tijelo. Zemlje članice moraju informirati Europsku komisiju o svojim postupcima ocjene i prijavljivanja certifikacijskog tijela, te o svim naknadnim promjenama.
U reviziji ATEX direktive sada su detaljno navedeni svi kriteriji koje tijelo za ocjenu sukladnosti mora zadovoljiti kako bi moglo postati prijavljeno tijelo. Kriteriji obuhvaćaju sve bitne stavke koje su sadržane i u normi za tijela za ocjenu sukladnosti (HRN EN 45011), čime će se pokušati osigurati da i tijela koja nisu akreditirana prema toj normi ne odstupaju bitno po svom ustroju, načinu rada i zahtjevima koji se postavljaju korisnicima usluga prijavljenih tijela za ocjenu sukladnosti ATEX proizvoda.
Također, navedeno je da ako certifikacijska tijela za
ocjenu sukladnosti zadovoljavaju kriterije europske norme za tijela za ocjenu sukladnosti, a što se potvrđuje akreditacijom, smatra se da su sukladna i zahtjevima za prijavljena tijela za ocjenu sukladnosti koji su navedeni u ATEX direktivi.
Posebno je u reviziji Direktive stavljen naglasak na
podugovaranje te se zahtijeva da i podugovorena organizacija zadovolji iste kriteriji kao i prijavljeno certifikacijsko tijelo za ocjenu sukladnosti koje podugovara određenu uslugu. Pri tome je prijavljeno certifikacijsko tijelo potpuno odgovorno za sve podugovorene usluge, a podugovaranja usluge prijavljeno certifikacijsko tijelo može provesti isključivo uz pristanak korisnika.
Tijelo za ocjenu sukladnosti predaje zahtjev za
prijavu u zemlji članici u kojoj je registrirano. Uz zahtjev tijelo za ocjenu sukladnosti mora priložiti sve dokumente kojima dokazuje za koje područje je kompetentno (najčešće će to biti akreditacija i njezini prilozi s opsegom akreditacije). Ako tijelo nije akreditirano, mora dostaviti sve dokumente na temelju kojih će državne institucije moći provesti ocjenjivanje i

Marko Ružić: Revizija ATEX direktive 94/9 EC (a6 – a7)
Ex-Bilten 2013. Vol. 41, br. 1-2
periodične nadzore u svrhu provjere usklađenosti sa zahtjevima za prijavljena certifikacijska tijela za ocjenu sukladnosti.
Ako tijelo za ocjenu sukladnosti zadovoljava sve
kriterije, državna institucija će provesti postupak prijave certifikacijskog tijela na razini EU. Nakon provedenog postupka, koji za akreditirana tijela traje ne dulje od dva tjedna, tijelo za ocjenu sukladnosti pojavit će se na popisu prijavljenih certifikacijskih tijela (ExNB) koji je objavljen na web stranicama Europske komisije za područje ATEX-a, uz jasno naveden opseg poslova za koje je prijavljeno. Također, tijelo dobiva svoj jedinstveni identifikacijski broj bez obzira na to za koliko je direktiva prijavljeno.
Prijavljena certifikacijska tijela dužna su pružati
usluge sukladno prijavi i bez uzrokovanja nepotrebnih ograničenja prema svim zahtjevateljima, ali i poštujući sve zahtjeve za sukladnost proizvoda. Ako tijekom ocjene sukladnosti proizvoda ili nakon što su certifikati izdani i proizvodi stavljeni na tržište prijavljeno certifikacijsko tijelo utvrdi da proizvod nije sukladan zahtjevima direktive, ono će zatražiti od proizvođača da provede odgovarajuće aktivnosti te će suspendirati ili povući izdane certifikate.
Prijavljena certifikacijska tijela dužna su informirati
državne institucije koje su ih ovlastile o svim odbijenim, ograničenim, suspendiranim i povučenim certifikatima i razlozima zašto je to učinjeno za te proizvode. Informacije o tome prijavljena certifikacijska tijela dužna su dostaviti na upit i drugim prijavljenim tijelima ako se radi o tim proizvodima.
VI. NADZOR TRŽIŠTA
Odredbom 765/2008 obuhvaćena je i problematika nadzora tržišta članica EU te su postavljeni minimalni zahtjevi za nadzor tržišta u svim zemljama članicama. Da bi nadzor tržišta bio učinkovit, sve zemlje članice moraju informirati Europsku komisiju o svojim nacionalnim nadzornim tijelima i njihovim kompetencijama. Također, nacionalna nadzorna tijela moraju usko surađivati s nadzornim tijelima drugih zemalja članica i Europskom komisijom te s nacionalnim tijelima za zaštitu potrošača u svrhu prikupljanja što većeg broja informacija o proizvodima koji se nalaze na tržištu. Zemlje članice moraju osigurati da rad njihovih nadzornih tijela bude nepristran te da se strogo poštuju pravila povjerljivosti informacija.
Ako nacionalno nadzorno tijelo jedne zemlje članice sumnja da proizvod predstavlja ozbiljan rizik, to tijelo mora provesti procjenu s obzirom na sve zahtjeve za taj proizvod sukladno ATEX direktivi. Ako se utvrdi da proizvod ne zadovoljava zahtjeve ATEX direktive, nadzorno tijelo mora zatražiti od gospodarskog subjekta da bez odgode napravi jedno od sljedećeg:
- poduzme radnje kako bi se proizvod doveo u sukladnost s Direktivom
- povuče proizvod s tržišta - opozove proizvod u razumnom roku - nastavi s uporabom ovisno o riziku. Gospodarski subjekt treba provesti odgovarajuće
aktivnosti i na svim istim proizvodima koji su stavljeni na tržište EU.
Nadzorno tijelo također treba obavijestiti
odgovarajuće prijavljeno certifikacijsko tijelo za taj proizvod. Kada nadzorno tijelo smatra da nesukladnost proizvoda nije ograničena na teritorij te članice, ono treba o tome informirati Europsku komisiju i ostale zemlje članice.
Ako gospodarski subjekt ne provede odgovarajuće radnje, nadzorno tijelo mora poduzeti mjere kako bi se zabranila ili ograničila upotrebu tih proizvoda kao i spriječila njihova daljnja dostupnost na tržištu, te o svemu mora bez odgode obavijestiti Europsku komisiju i sve zemlje članice EU.
Osim navedenog, uveden je i termin formalnih nesukladnosti. Formalnim nesukladnostima smatraju se:
- upotreba CE oznaku suprotno ATEX direktivi ili Regulation 765/2008 (nadzor tržišta)
- nedostajanje CE oznake - nedostajanje oznake protueksplozijske zaštite ,
oznake skupine i kategorije proizvoda te, gdje je primjenjivo, druge dodatne oznake sukladno Dodatku II direktive
- nedostajanje identifikacijskog broja prijavljenog certifikacijskog tijela koje je potvrdilo proizvodnju/proizvod
- nedostajanje izjave o sukladnosti - nesukladne izjave o sukladnosti - nedostatna ili nepotpuna tehnička dokumentacija - nepotpuni, netočni podaci ili nepostojanje
podataka o proizvođaču/uvozniku - neispunjenje drugih administrativnih zahtjeva za
proizvođače/uvoznike. Kada postoje formalne nesukladnosti, zemlja članica
treba poduzeti odgovarajuće radnje kako bi ograničila ili zabranila dostupnost tih proizvoda na tržištu i osigurala da se svi proizvodi koji su već stavljeni na tržište povuku ili opozovu.

Marko Ružić: Revizija ATEX direktive 94/9 EC (a7 – a7)
Ex-Bilten 2013. Vol. 41, br. 1-2
Odluke o ograničavanju stavljanja nekog proizvoda
na tržište moraju se temeljiti na činjenicama i ne smiju predstavljati diskriminaciju bilo koje vrste. Europska komisija ima zadatak osigurati prikupljanje i daljnju raspodjelu drugim nacionalnim tijelima o svim proizvodima koji su povučeni, zabranjeni ili im je ograničeno stavljanja ne tržište. Ako nacionalno nadzorno tijelo ocijeni potrebnim, ima pravo uništiti opasne proizvode ili ih učiniti neupotrebljivima.
VII. ZAKLJUČAK
Kada se pogleda cijelokupna slika, lako se može utvrditi da su sve izmjene Direktive navedene u ovom članku donesene s namjerom unapređenja sustava potvrđivanja proizvoda i njihova stavljanja na tržište, te kako bi se osigurali još bolji i sigurniji proizvodi na tržištu. Revizija je obradila sve čimbenike u tom lancu potvrđivanja, stavljanja na tržište i nadzora tržišta kako bi se osigurala poboljšanja u svim segmentima.
Tek objavom nove direktive ove izmjene postaju obvezatne, nakon prijelaznog razdoblja koje će biti navedeno u direktivi, za sve koji sudjeluju u procesu dokazivanja sukladnosti proizvoda i njegovu stavljanju na tržište u EU. Za RH to znači da će nakon revizije Direktive ATEX (94/9/EC) nadležno ministarstvo morati napraviti izmjenu sadašnjeg Pravilnika o opremi i zaštitnim sustavima (NN 34/10) kako bi se on uskladio s novim izdanjem ATEX direktive.
Autor ovog članka smatra da su izmjene obradile glavne probleme i nedostatke koji su se pokazali tijekom višegodišnje primjene ATEX direktive. No, uspješnost implementacije izmjena, podizanje sigurnosti i kvalitete proizvoda kao i uvijek ovisit će ponajviše o svima koji sudjeluju u tom sustavu.

Mario Dobrilović, Vječislav Bohanek, Vinko Škrlec: Točnost elektrooptičke metode za mjerenje brzine detonacije… (b1 – b7)
Ex-Bilten 2013. Vol. 41, br. 1-2
Točnost elektrooptičke metode za mjerenje brzine
detonacije eksploziva Optical method accuracy for
measuring the detonation velocity of explosives
Mario Dobrilović, Vječislav Bohanek, Vinko Škrlec Sveučilište u Zagrebu,
Rudarsko-geološko-naftni fakultet, Zagreb, Hrvatska e-mail: [email protected]
e-mail: [email protected] e-mail: [email protected]
Sažetak — Brzina detonacije jedan je od detonacijskih parametara eksploziva na osnovi kojeg je moguće indirektno procijeniti snagu, odnosno brizantnost eksploziva te učinkovitost pojedinog eksploziva pri miniranju. S mjeriteljskog stajališta brzina detonacije je veličina koja se razvijenim i pristupačnim metodama jednostavnije i pouzdanije mjeri u odnosu na ostale detonacijske parametre. Zbog jednostavnosti uporabe i zadovoljavajuće točnosti rezultata, za mjerenje brzine detonacije eksploziva često se primjenjuje elektrooptička metoda.
U radu je opisana elektrooptička metoda mjerenja te su izdvojeni čimbenici koji utječu na njezinu točnost. Analizom rezultata mjerenja uz primjenu različitih postava postignuti su poboljšanje točnosti mjerenja i smanjenje rasipanja rezultata.
Ključne riječi — eksploziv, brzina detonacije eksploziva, točnost mjerenja
Summary — The detonation velocity is one of the detonation parameters of explosives based on which it is possible to indirectly assess the force, or maximum rate of pressure rise, of explosives, and the efficiency of a certain explosive in blasting. From a measurement point of view, the detonation velocity is the unit that can be measured more simply and reliably than other detonation parameters, through advanced and accessible methods. The electro-optical method of measurement is frequently used due to its simple use and accuracy of results in measuring the detonation velocity of explosives.
This paper describes the electro-optical method of measurement and highlights the factors that affect the method’s accuracy. By analyzing measurement results and applying various settings, improved accuracy in measuring is achieved and wasted results are reduced.
Key words — explosive, detonation velocity of explosive, measurement accuracy
I. UVOD
Eksplozivi su kemijske tvari koje imaju sposobnost vrlo brzom egzotermnom oksidacijom osloboditi toplinsku energiju koja se može iskoristiti u obliku korisnog rada u mediju u kojem nastaje eksplozija. S
obzirom na to eksplozivi su i energetski materijali, prema kemijskom sastavu monomolekularni spojevi ili smjese eksplozivnih odnosno neeksplozivnih komponenata. Fizikalni parametri eksplozije u obliku detonacije ili eksplozivnog izgaranja ovise ponajprije o kemijskom sastavu odnosno svojstvima eksplozivne tvari. Uz ostale detonacijske parametre kao što su toplina eksplozije, tlak detonacije, volumen plinovitih produkata detonacije, bilanca kisika, temperatura detonacije, brzina detonacije je veličina koja daje posrednu informaciju o snazi odnosno razornoj moći (eng. brisance) eksploziva. To je veličina koju je poželjno poznavati kod sinteze novih eksploziva, ali i pri kontroli kvalitete proizvodnje ili tržišnog nadzora eksploziva u uobičajenoj uporabi.
Osim toga, brzina detonacije je s mjeriteljskog stajališta veličina koja se razvijenim i pristupačnim metodama jednostavnije i pouzdanije mjeri u odnosu na ostale detonacijske parametre.
II. VAŽNOST BRZINE DETONACIJE ZA DJELOVANJE EKSPLOZIVA
Detonacijom eksplozivnog punjenja eksploziv prelazi iz početnog najčešće čvrstog u plinovito agregatno stanje. Kemijske reakcije koje prate frontu udarnog vala događaju se u vremenima reda veličina ns. Detonacijska fronta napreduje brzinom detonacije u smjeru suprotnom mjestu iniciranja. Stanje tvari pri adijabatskoj kompresiji udarnim valom, kemijskim promjenama u detonacijskom valu te ekspanziji plinovitih produkata detonacije opisuje se klasičnom hidrodinamičkom teorijom, odnosno ZND modelom. Prema Rankine-Hugoniotovim jednadžbama koje izlaze iz primjene zakona o održanju mase, količine gibanja i energije pri adijabatskoj kompresiji eksplozivne tvari, opisuje se stanje eksploziva pri detonaciji. Prema navedenoj teoriji točke u p-v dijagramu udarne adijabate stlačene eksplozivne tvari mogu se povezati Rayleightovim pravcem koji je tangenta adijabate produkata detonacije u točki koja se označava s CJ i predstavlja točku stanja tvari u trenutku završetka kemijskih reakcija odnosno stanja potpuno izreagirane eksplozivne tvari. Pri tome na tom pravcu leže točke stanja neporemećene eksplozivne tvari, maksimalno stlačene tvari u fronti udarnog vala te stanja potpuno izreagiranih plinovitih produkata neposredno prije adijabatske ekspanzije. Njegov nagib definiran je brzinom stabilne i idealne detonacije eksplozivne tvari.
Prikaz detonacijskog procesa u p-v dijagramu dan je slikom 1.

Mario Dobrilović, Vječislav Bohanek, Vinko Škrlec: Točnost elektrooptičke metode za mjerenje brzine detonacije… (b2 – b7)
Ex-Bilten 2013. Vol. 41, br. 1-2
Kazalo: ϕ – kut nagiba Rayleightova pravca (°) pc – tlak u CJ točki (bar, Pa) vc – volumen, specifični volumen u CJ točki (m3, m3/kg) 1 – udarna adijabata 2 – adijabata produkata 3 – Rayleightov (Miheljsonov) pravac
Slika 1. Prikaz detonacijskog procesa u p-v dijagramu
Nagib Rayleightova pravca u p-v dijagramu definiran je tangensom kuta koji on zatvara s apscisom. Nakon završetka kemijskih reakcija, odnosno iza CJ točke počinje ekspanzija plinovitih produkata i detonacija je završila.
Kombinirajući jednadžbe očuvanja mase i količine gibanja, izlazi jednadžba za Rayleightov pravac:
220
01
01 Dvvpp
ρ−=−− (1)
gdje je: p0 – tlak u neporemećenom dijelu tvari (Pa) p1 – tlak udarnog vala (Pa) v0 – specifični volumen neporemećene tvari (kg/m3) v1 – specifični volumen tvari stlačene udarnim valom (kg/m3) ρ0 – gustoća polazne neporemećene eksplozivne tvari (kg/m3) D – brzina udarnog vala (m/s)
Brzina detonacijskog procesa definirana je nagibom
Rayleightova pravca, odnosno kutom koji on zatvara s apscisom p-v dijagrama.
220
10
01tan Dvvpp
ρϕ =−−
= (2)
S obzirom na to da je pravac tangenta adijabate produkata, vrijedi:
CJdvdp
vvpp
⎟⎠⎞
⎜⎝⎛=
−−
=10
01tanϕ (3)
Stanje i detonacijski parametri eksplozivnih tvari mogu se proračunati uporabom jednadžbi i modela, odnosno programa koji jednadžbama kemijske
ravnoteže i poznatim vrijednostima parametara procjenjuju detonacijske parametre. Modeli daju zadovoljavajuće vrijednosti procijenjenih parametara, ali je nužna empirijska provjera i evaluacija istih. Budući da se radi o izrazito brzim procesima s ekstremnim iznosima fizikalnih veličina, mjerenja pojedinih parametara poseban su mjeriteljski problem [1].
O brzini detonacije ovise i tlakovi detonacijskog procesa čiji su iznosi relevantni za djelovanje na stijenu u okolini minske bušotine tijekom miniranja. Brzina detonacije povezana je s tlakom detonacije i tlakom eksplozije u bušotini formulom:
4
20 D
pρ
= (4)
III. ELEKTROOPTIČKA METODA MJERENJA BRZINE DETONACIJE
Postupak mjerenja brzine detonacije gospodarskih eksploziva određen je normom Određivanje brzine detonacije [2]. Norma ne propisuje primjenu pojedine metode, već način mjerenja, postav uzoraka, inicijalnog sredstva i mjernih osjetila. S obzirom na početno ustaljenje detonacijskog procesa u blizini inicijalnog sredstva definiran je minimalan razmak od točke iniciranja do prvog osjetila.
Elektrooptička metoda mjerenja bazira se na preciznom mjerenju vremena elektroničkim satom. To je diskontinuirana metoda s obzirom na to da se mjere prosječna vremena odnosno brzine detonacije na pojedinim mjernim duljinskim segmentima. Ako se koristi više kanala, prosječna brzina na više segmenata može se mjeriti, ali nije moguće mjeriti raspodjelu brzine unutar jednog segmenta. Vremenski segment definiran je trenutcima dolaska svjetlosnih signala provedenih svjetlovodima s mjesta nailaska detonacijskog vala. Budući da je val luminozan, njegovim prolaskom s razmakom između svjetlovoda ostvaruje se razlika vremena između dvaju svjetlosnih signala. Brzina detonacije prema tome računa se po formuli:
tlD = (5)
gdje je: D – brzina detonacije eksploziva (m/s) l – udaljenost između svjetlovoda (m) t – razlika vremena između signala provedenih
svjetlovodima (s) Za točno mjerenje vremena upotrijebljen je mjerni
uređaj Explomet-Fo. Riječ je o elektroničkom satu kojemu se mjerenje vremena pokreće odnosno zaustavlja svjetlosnim signalima. Najveća brzina koju

Mario Dobrilović, Vječislav Bohanek, Vinko Škrlec: Točnost elektrooptičke metode za mjerenje brzine detonacije… (b3 – b7)
Ex-Bilten 2013. Vol. 41, br. 1-2
uređaj može mjeriti je 10 000 m/s, a vremenski intervali između 0,1 µs i 10 000 µs s proizvođačem deklariranom točnošću od ±0,1 µs. Na slici 2 prikazan je elektronički sat Explomet-Fo-2000.
Slika 2. Elektronički sat Explomet-Fo-2000
Mjerenjem brzine detonacije elektrooptičkom metodom identificirano je nekoliko skupina čimbenika koji utječu na rasipanje rezultata mjerenja. To su:
- primijenjena metoda mjerenja i pripadajuća mjerna oprema
- svojstva eksplozivne tvari - točnost mjernog postava primijenjene metode. Brzina detonacije eksploziva poznatog kemijskog
sastava, fizičkih svojstava i promjera punjenja uglavnom je konstantna.
Svojstva eksplozivne tvari, u slučaju kada su zadovoljeni uvjeti postizanja stabilne detonacije utječu kroz nehomogenost eksploziva na razini patrone ili punjenja rasutih eksploziva u ispitne čelične cijevi. Primjer tog utjecaja javlja se kod ANFO eksploziva, smjesa granuliranog amonijeva nitrata s mineralnim uljem kod kojeg su međuprostori između natopljenih zrna ispunjeni zrakom. Postavljanje fleksibilnih osjetila omogućuje njihovo skretanje unutar strukture, čime se pojavljuje greška u razmaku osjetila. Osim toga, pri punjenju rasutog eksploziva u ispitnu cijev teško se postiže jednaka gustoća punjenja koja direktno utječe na brzinu detonacije.
Uobičajeno korištene metode podrazumijevaju uporabu ili svjetlovodnih kabela ili električnih vodiča za detekciju nailaska detonacijskog vala. Budući da se osjetila postavljaju unutar najčešće polovice promjera patrone ili ispitne cijevi, omogućuje se greška međusobne udaljenosti osjetila. Drugi glavni uzrok greške je točnost određivanja odnosno mjerenja razmaka osjetila i prenošenje duljine na patronu ili ispitnu cijev.
IV. POSTAV MJERENJA
Mjerenja brzine detonacije u svrhu poboljšanja mjernog postava radi smanjenja mjerne nesigurnosti
elektrooptičke metode provedena su s tri različita postava osjetila na uzorcima ANFO eksploziva punjenim u čelične cijevi. Gustoća AN kuglica iznosila je 822 kg/m3, minimalna apsorpcija ulja bila je 6% i više od 90% kuglica imalo je veličinu od 1,0 mm do 2,83 mm. Gustoća nafte iznosila je 842 kg/m3 (na 15 °C). Nakon što je uzorak smiješan, primjenom ANFO testa određen je omjer između AN i dizel-goriva te je uzorku izmjerena nasipna gustoća. Omjer između AN i dizel-goriva bio je 94,4/5,4, a izmjerena nasipna gustoća bila je 823 kg/m3.
Duljina čelične cijevi iznosila je 150 mm, vanjski promjer cijevi 27,5 mm, unutarnji promjer 23,5 mm, a masa eksploziva približno 50 g. Ciljana udaljenost između osjetila (P1-P2) bila je za sve slučajeve 40 mm, a prvo osjetilo postavljeno je na udaljenosti od 90 mm od točke iniciranja. Uzorci su inicirani električnim detonatorima. Prije postavljanja osjetila u provrte izmjerena je i zabilježena udaljenost između provrta. Za svaki od postava otpucano je po deset uzoraka.
Pojedini postavi mjerenja prikazani su na slikama 3., 4. i 5.
Gdje je: 1 – električni detonator 2 – čelična cijev napunjena ANFO eksplozivom 3 – svjetlovodi D – vanjski promjer cijevi (mm) d – unutarnji promjer cijevi (mm).
Slika 3. Prvi mjerni postav
Prvi mjerni postav temelji se na postavljanju osjetila u čeličnu cijev punjenu ANFO eksplozivom na dubinu od približno 1/2 unutarnjeg promjera cijevi okomito na smjer širenja detonacijskog vala.
Mario Dobrilović, Vječislav Bohanek, Vinko Škrlec: Točnost elektrooptičke metode za mjerenje brzine detonacije… (b4 – b7)
Ex-Bilten 2013. Vol. 41, br. 1-2
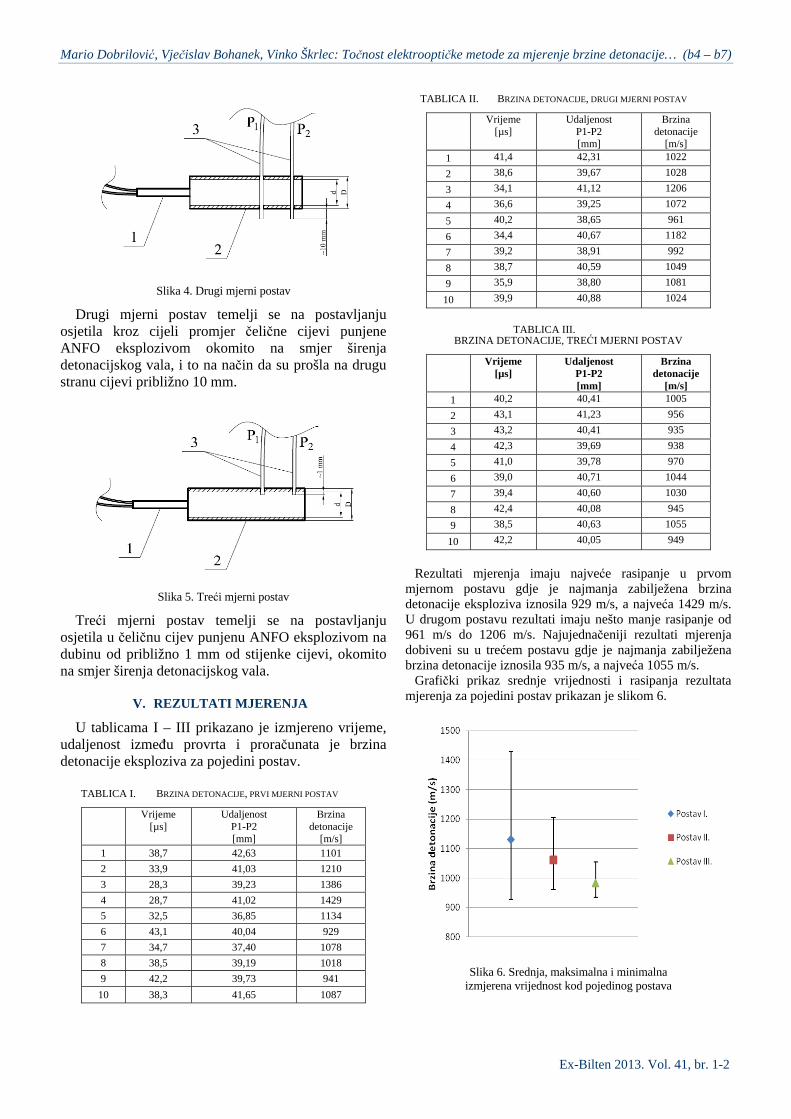
Slika 4. Drugi mjerni postav
Drugi mjerni postav temelji se na postavljanju osjetila kroz cijeli promjer čelične cijevi punjene ANFO eksplozivom okomito na smjer širenja detonacijskog vala, i to na način da su prošla na drugu stranu cijevi približno 10 mm.
Slika 5. Treći mjerni postav
Treći mjerni postav temelji se na postavljanju osjetila u čeličnu cijev punjenu ANFO eksplozivom na dubinu od približno 1 mm od stijenke cijevi, okomito na smjer širenja detonacijskog vala.
V. REZULTATI MJERENJA
U tablicama I – III prikazano je izmjereno vrijeme, udaljenost između provrta i proračunata je brzina detonacije eksploziva za pojedini postav.
TABLICA I. BRZINA DETONACIJE, PRVI MJERNI POSTAV
Vrijeme [µs]
Udaljenost P1-P2 [mm]
Brzina detonacije
[m/s] 1 38,7 42,63 1101 2 33,9 41,03 1210 3 28,3 39,23 1386 4 28,7 41,02 1429 5 32,5 36,85 1134 6 43,1 40,04 929 7 34,7 37,40 1078 8 38,5 39,19 1018 9 42,2 39,73 941 10 38,3 41,65 1087
TABLICA II. BRZINA DETONACIJE, DRUGI MJERNI POSTAV
Vrijeme [µs]
Udaljenost P1-P2 [mm]
Brzina detonacije
[m/s] 1 41,4 42,31 1022 2 38,6 39,67 1028 3 34,1 41,12 1206 4 36,6 39,25 1072 5 40,2 38,65 961 6 34,4 40,67 1182 7 39,2 38,91 992 8 38,7 40,59 1049 9 35,9 38,80 1081
10 39,9 40,88 1024
TABLICA III. BRZINA DETONACIJE, TREĆI MJERNI POSTAV
Vrijeme [µs]
Udaljenost P1-P2 [mm]
Brzina detonacije
[m/s] 1 40,2 40,41 1005 2 43,1 41,23 956 3 43,2 40,41 935 4 42,3 39,69 938 5 41,0 39,78 970 6 39,0 40,71 1044 7 39,4 40,60 1030 8 42,4 40,08 945 9 38,5 40,63 1055
10 42,2 40,05 949
Rezultati mjerenja imaju najveće rasipanje u prvom
mjernom postavu gdje je najmanja zabilježena brzina detonacije eksploziva iznosila 929 m/s, a najveća 1429 m/s. U drugom postavu rezultati imaju nešto manje rasipanje od 961 m/s do 1206 m/s. Najujednačeniji rezultati mjerenja dobiveni su u trećem postavu gdje je najmanja zabilježena brzina detonacije iznosila 935 m/s, a najveća 1055 m/s.
Grafički prikaz srednje vrijednosti i rasipanja rezultata mjerenja za pojedini postav prikazan je slikom 6.
Slika 6. Srednja, maksimalna i minimalna izmjerena vrijednost kod pojedinog postava

Mario Dobrilović, Vječislav Bohanek, Vinko Škrlec: Točnost elektrooptičke metode za mjerenje brzine detonacije… (b5 – b7)
Ex-Bilten 2013. Vol. 41, br. 1-2
VI. RASPRAVA
Pri konstantnim mjernim uvjetima i istoj eksplozivnoj tvari na mjerne rezultate utječe točnost mjerenja vremena i udaljenosti između svjetlovoda. Utjecaj točnosti mjerenja vremena definiran je točnošću elektroničkog sata Explomet-Fo.
Točnost udaljenosti između svjetlovoda definirana je točnošću bušenja provrta na zadanoj udaljenosti i razlikom između promjera provrta i promjera svjetlovoda. Utjecaj udaljenosti između provrta eliminiran je mjerenjem udaljenosti između provrta s pomičnim mjerilom točnosti 0,05 mm. Utjecaj udaljenosti između dvaju provrta prikazan je slikom 7.
Slika 7. Utjecaj udaljenosti između dvaju provrta
Utjecaj razlike u promjeru između promjera provrta i svjetlovoda iznosi 0,5 mm i jednak je za sva tri mjerna postava. Utjecaj razlike između promjera provrta i svjetlovoda shematski je prikazan slikom 8.
Slika 8. Utjecaj razlike između promjera provrta i promjera svjetlovoda
Za sva tri mjerna postava procijenjene su greške u udaljenosti između svjetlovoda koje mogu nastati zbog otklona svjetlovoda koji su posljedica različitog načina
njihova postavljanja. Mogući otkloni svjetlovoda pri različitim postavima prikazani su na slikama 9, 10 i 11.
Slika 9. Otkloni svjetlovoda, mjerni postav I
Slika 10. Otkloni svjetlovoda, mjerni postav II
Slika 11. Otkloni svjetlovoda, mjerni postav III
Modifikacijama unutar prvog, drugog i trećeg postava ograničeni su mogući otkloni svjetlovoda u odnosu na traženi razmak. Mogući otklon najveći je kod prvog postava zbog mogućnosti kosog postavljanja svjetlovoda u odnosu na pravac okomit na uzdužnu os cijevi te savitljivosti svjetlovoda. Najveća razlika udaljenosti svjetlovoda u odnosu na zadanu udaljenost procijenjena je na ±8 mm.
Postavljanjem svjetlovoda kroz cijev otklonjena je mogućnost kosog postavljanja svjetlovoda i smanjena mogućnost savijanja zbog savitljivosti svjetlovoda. U tom slučaju procijenjena je greška na najviše ±4 mm.
Treći postav uklanja mogućnost savijanja svjetlovoda čime su granice greške smanjene na
Mario Dobrilović, Vječislav Bohanek, Vinko Škrlec: Točnost elektrooptičke metode za mjerenje brzine detonacije… (b6 – b7)
Ex-Bilten 2013. Vol. 41, br. 1-2
veličinu mogućeg pomaka osjetila unutar provrta stijenke cijevi te one iznose ±2 mm.
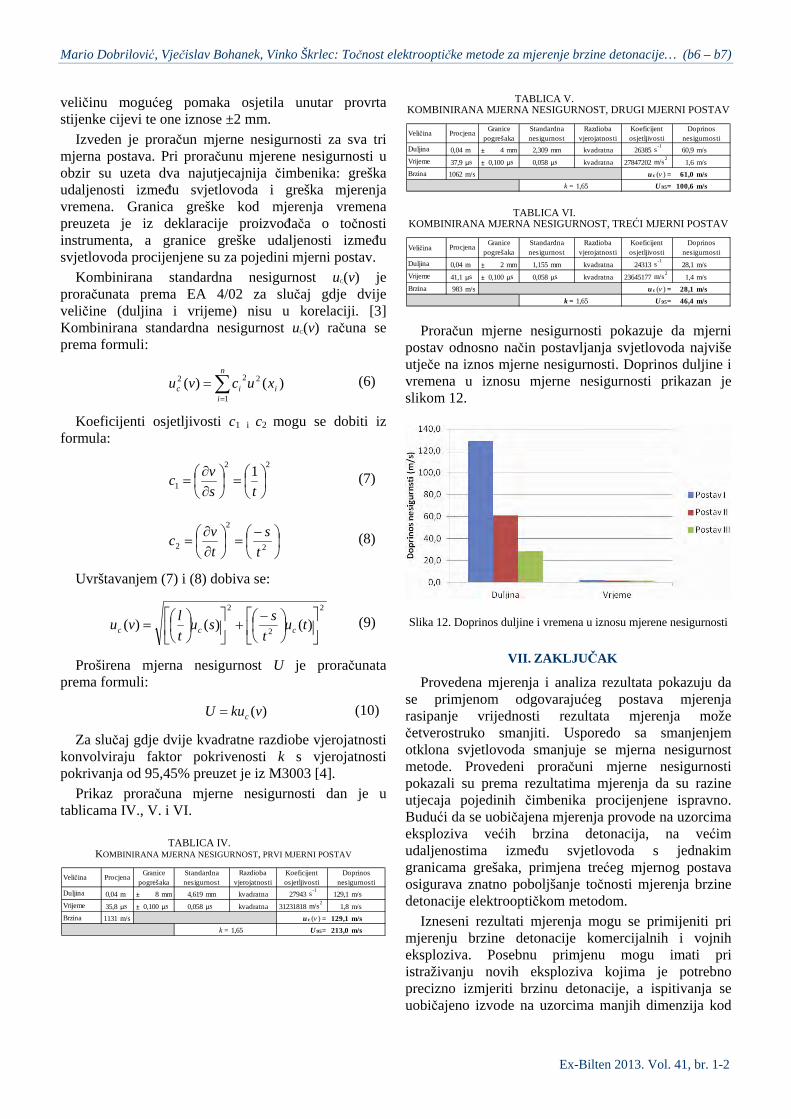
Izveden je proračun mjerne nesigurnosti za sva tri mjerna postava. Pri proračunu mjerene nesigurnosti u obzir su uzeta dva najutjecajnija čimbenika: greška udaljenosti između svjetlovoda i greška mjerenja vremena. Granica greške kod mjerenja vremena preuzeta je iz deklaracije proizvođača o točnosti instrumenta, a granice greške udaljenosti između svjetlovoda procijenjene su za pojedini mjerni postav.
Kombinirana standardna nesigurnost uC(v) je proračunata prema EA 4/02 za slučaj gdje dvije veličine (duljina i vrijeme) nisu u korelaciji. [3] Kombinirana standardna nesigurnost uC(v) računa se prema formuli:
)()( 2
1
22i
n
iic xucvu ∑
=
= (6)
Koeficijenti osjetljivosti c1 i c2 mogu se dobiti iz formula:
22
11⎟⎠⎞
⎜⎝⎛=⎟
⎠⎞
⎜⎝⎛∂∂
=ts
vc (7)
⎟⎠⎞
⎜⎝⎛ −=⎟
⎠⎞
⎜⎝⎛∂∂
= 2
2
2 ts
tvc (8)
Uvrštavanjem (7) i (8) dobiva se:
2
2
2
)()()( ⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ −+⎥
⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛= tu
tssu
tlvu ccc
(9)
Proširena mjerna nesigurnost U je proračunata prema formuli:
)(vkuU c= (10)
Za slučaj gdje dvije kvadratne razdiobe vjerojatnosti konvolviraju faktor pokrivenosti k s vjerojatnosti pokrivanja od 95,45% preuzet je iz M3003 [4].
Prikaz proračuna mjerne nesigurnosti dan je u tablicama IV., V. i VI.
TABLICA IV. KOMBINIRANA MJERNA NESIGURNOST, PRVI MJERNI POSTAV
Veličina Razdioba vjerojatnosti
Duljina 0,04 m ± 8 mm 4,619 mm kvadratna 27943 s-1 129,1 m/sVrijeme 35,8 µs ± 0,100 µs 0,058 µs kvadratna 31231818 m/s2 1,8 m/sBrzina 1131 m/s u c (v ) = 129,1 m/s
1,65 U 95= 213,0 m/sk =
Procjena Granice pogrešaka
Standardna nesigurnost
Koeficijent osjetljivosti
Doprinos nesigurnosti
TABLICA V. KOMBINIRANA MJERNA NESIGURNOST, DRUGI MJERNI POSTAV
Veličina Razdioba vjerojatnosti
Duljina 0,04 m ± 4 mm 2,309 mm kvadratna 26385 s-160,9 m/s
Vrijeme 37,9 µs ± 0,100 µs 0,058 µs kvadratna 27847202 m/s21,6 m/s
Brzina 1062 m/s u c (v ) = 61,0 m/s1,65 U 95= 100,6 m/sk =
Procjena Granice pogrešaka
Standardna nesigurnost
Koeficijent osjetljivosti
Doprinos nesigurnosti
TABLICA VI. KOMBINIRANA MJERNA NESIGURNOST, TREĆI MJERNI POSTAV
VeličinaRazdioba
vjerojatnostiDuljina 0,04 m ± 2 mm 1,155 mm kvadratna 24313 s-1 28,1 m/sVrijeme 41,1 µs ± 0,100 µs 0,058 µs kvadratna 23645177 m/s2 1,4 m/sBrzina 983 m/s u c (v ) = 28,1 m/s
1,65 U 95= 46,4 m/sk =
Procjena Granice pogrešaka
Standardna nesigurnost
Koeficijent osjetljivosti
Doprinos nesigurnosti
Proračun mjerne nesigurnosti pokazuje da mjerni postav odnosno način postavljanja svjetlovoda najviše utječe na iznos mjerne nesigurnosti. Doprinos duljine i vremena u iznosu mjerne nesigurnosti prikazan je slikom 12.
Slika 12. Doprinos duljine i vremena u iznosu mjerene nesigurnosti
VII. ZAKLJUČAK
Provedena mjerenja i analiza rezultata pokazuju da se primjenom odgovarajućeg postava mjerenja rasipanje vrijednosti rezultata mjerenja može četverostruko smanjiti. Usporedo sa smanjenjem otklona svjetlovoda smanjuje se mjerna nesigurnost metode. Provedeni proračuni mjerne nesigurnosti pokazali su prema rezultatima mjerenja da su razine utjecaja pojedinih čimbenika procijenjene ispravno. Budući da se uobičajena mjerenja provode na uzorcima eksploziva većih brzina detonacija, na većim udaljenostima između svjetlovoda s jednakim granicama grešaka, primjena trećeg mjernog postava osigurava znatno poboljšanje točnosti mjerenja brzine detonacije elektrooptičkom metodom.
Izneseni rezultati mjerenja mogu se primijeniti pri mjerenju brzine detonacije komercijalnih i vojnih eksploziva. Posebnu primjenu mogu imati pri istraživanju novih eksploziva kojima je potrebno precizno izmjeriti brzinu detonacije, a ispitivanja se uobičajeno izvode na uzorcima manjih dimenzija kod

Mario Dobrilović, Vječislav Bohanek, Vinko Škrlec: Točnost elektrooptičke metode za mjerenje brzine detonacije… (b7 – b7)
Ex-Bilten 2013. Vol. 41, br. 1-2
kojih se javlja najveća greška mjerenja zbog načina postavljanja svjetlovoda.
LITERATURA
[1] M. Sućeska, "Experimental determination of detonation velocity.", Fragblast: International Journal for Blasting and Fragmentation, 1 (3), 261 – 284, 1997.
[2] Hrvatska norma HRN EN 13634-14: 2004 (eqv. HRN EN 13634-14: 2003) Eksplozivi za civilnu uporabu – Jaki eksplozivi – 14. dio: Određivanje brzine detonacije
[3] European Co-operation for Accreditation "EA 4/02 Expression of the Uncertainty of Measurement in Calibration.", 1999.
[4] United Kingdom Accreditation Service "(M3003) The Expression of Uncertainty and Confidence in Measurement", 2007.

Ex-Bilten 2013. Vol. 41, br. 1-2
Protueksplozijska zaštitaopreme
Procjena uzročnika paljenja kod
neelektričnih uređaja Assessment of ignition sources in
non-electrical equipment
Krunoslav Severin, dipl. ing. stroj. Ex-Agencija, Baštijanova bb, Zagreb
e-mail: [email protected]
Sažetak — Da bi se "stari" neelektrični uređaji prihvatili za rad u potencijalno eksplozivnim atmosferama, potrebno je izraditi tehničku dokumentaciju s procjenom uzročnika paljenja. Člankom se opisuje metodologija izrade procjene uzročnika paljenja. Navodi se potrebna tehnička dokumentacija i upute korisnika koje bi trebale jasno prikazati i naznačiti prikladnost uređaja na uvjete eksploatacije u proizvodnim i procesnim postrojenjima. Ključne riječi — procjena uzročnika paljenja, uzročnik paljenja, neelektrični uređaji, eksplozivna atmosfera Summary – In order for "old" non-electrical equipment to be suitable for use in potentially explosive atmospheres, it is necessary to prepare technical documentation with an assessment of ignition sources. This paper describes the methodology of preparing an assessment of ignition sources. It lists the required technical documentation and user instructions, which should clearly describe and denote the suitability of equipment for operating conditions in production and process plants. Key words — assessment of ignition sources, sources of ignition, non-electrical equipment, explosive atmospheres
I. OSNOVNI POJMOVI
Nakon stupanja na snagu Pravilnika o najmanjim zahtjevima sigurnosti i zaštite zdravlja radnika te tehničkom nadgledanju postrojenja, opreme, instalacija i uređaja u prostorima ugroženim eksplozivnom atmosferom, NN br. 39/06 i 106/07, postavilo se pitanje kako prihvatiti za rad u ugroženom prostoru neelektričnu (mehaničku) opremu koja je u uporabi niz godina. Takva neelektrična oprema naziva se još i "stara" neelektrična oprema. Odnosno, to je neelektrična oprema koja je ugrađena u postrojenje prije 30. 6. 2006. godine. Kako bi se "stara" neelektrična oprema prihvatila za rad u potencijalno eksplozivnim atmosferama, potrebno je da korisnik izradi tehničku dokumentaciju koja će sadržavati procjenu uzročnika paljenja sa svom potrebnom dokumentacijom koja će služiti za lakše shvaćanje
osnovne namjene i rada neelektrične opreme. Katkad zbog složenosti neelektričnih uređaja postupak izrade procjene uzročnika paljenja zna biti dugotrajan i mukotrpan.
Procjena uzročnika paljenja provodi se sukladno normama HRN EN 13463-1 i HRN EN 15198.
Procjena uzročnika paljenja mora se temeljiti na sljedećim informacijama:
- opisu opreme - namjeni - osnovnim konstrukcijskim nacrtima (crteži) iz
kojih su vidljivi temeljni strojni elementi (dijelovi) na kojima se može pojaviti uzročnik paljenja. Ako ne postoji crtež uređaja, može se koristiti neki od crteža iz literature koji se odnosi na sličan (konstrukcijski i funkcionalno) uređaj ili se može detaljno tekstualno opisati konstrukciju (bitne detalje i strojne elemente na kojima mogu nastati uzročnici paljenja te određene uvjete rada - rad na suho, kavitacija i sl.), uređaj i njegov rad
- ocjeni i iskustvenim podacima vezanim uz pojavu dosadašnjih kvarova na pojedinoj opremi u predmetnom postrojenju koji su bitan element kod određivanja vrste i učestalosti uzročnika paljenja. Pojava dosadašnjih kvarova koji ulaze u razmatranje postupka procjene opasnosti od paljenja su oni kvarovi (pogreške, oštećenja i sl.) koji su vidljivi u kartoteci samog uređaja. Također, u razmatranje ulaze i svi oni kvarovi čija se pojava očekuje s obzirom na konstrukciju uređaja i uvjete uporabe
- materijalima i njihovim karakteristikama - konstrukcijskim nacrtima i specifikacijama - bilo kojim odgovarajućim pretpostavkam
(npr. opterećenje, snaga, faktori sigurnosti) - prikazanim rezultatima ispitivanja (površinski
otpor i sl.) - preporukama za instalaciju, uporabi i održavanju. Različiti elementi u strojnoj opremi i uređajima koji
se nalaze u eksplozivnoj atmosferi čine uzročnike paljenja, i to djelovanjem vrućih površina, mehaničkih iskri, vrućih čestica, statičkog elektriciteta, pojavom adijabatske kompresije i drugog. Normalan rad je situacija kada oprema, zaštitni sustavi te komponente djeluju u smislu svoje osnovne namjene, unutar projektiranih parametara.

Krunoslav Severin: Procjena uzročnika paljenja kod neelektričnih uređaja (c2 – c5)
Ex-Bilten 2013. Vol. 41, br. 1-2
Kvar je kad oprema, zaštitni sustavi i komponente ne obavljaju namijenjenu funkciju.
Kvar se može dogoditi iz različitih razloga, uključujući:
- promjenu svojstva ili dimenzija prerađivanog (procesiranog) materijala ili radnog dijela
- greške sastavnog dijela opreme (ili greški više njih), zaštitnih sustava i komponenti
- vanjske smetnje (npr. udare, vibracije, elektromagnetska polja)
- greške ili nedostatke u projektiranju (npr. greške u računalnom programu)
- poremećaj u napajanju ili drugim parametrima - gubitak kontrole koju ima operater (posebice kod
ručno upravljanih strojeva). Očekivani kvar su poremećaji ili greške opreme za
koje se već zna da se javljaju u praksi. Na primjer, gubitak podmazivanja u ležaju i pojava povišene temperature nastale povećanim trenjem, kvarovi mehaničke brtvenice, neuravnoteženost rotora i dr. Rijetki kvar je vrsta kvara koji bi se mogao dogoditi samo u rijetkim situacijama. Na primjer, navedeno uključuje dva nezavisna očekivana kvara koja zasebno neće inicirati opasnost od paljenja, ali u kombinaciji stvaraju opasnost od paljenja te ih se pojedinačno smatra rijetkim kvarom.
Jednostavni uređaji bez pokretnih dijelova, npr. posude i cijevi, sami po sebi ne smatraju se opremom za koju bi trebalo razmatrati analizu uzročnika paljenja. Također, potrebno je napomenuti da se na takvoj opremi zbog odvijanja tehnološkog procesa može pojaviti vruća površina koja može biti učinkovit uzročnik paljenja.
Slika 1. IC kamerom snimljena pumpa zagrijana iznad temperaturnog razreda
II. PROCJENA UZROČNIKA PALJENJA
Uređaji i njihovi dijelovi moraju biti podvrgnuti formalnoj dokumentiranoj analizi opasnosti. Ova analiza mora se provesti kako bi se utvrdilo koji mogući uzročnici paljenja nastaju uporabom
navedenog uređaja i isključivo se odnosi na spomenute uzročnike paljenja te jesu li navedeni uzročnici paljenja zaista i potencijalni uzročnici paljenja. Ova analiza mora dati popis mjera za primjenu u svrhu prevencije potencijalnih uzročnika paljenja kako oni ne bi postali djelotvorni.
Zaštitne mjere moraju se razmatrati ili primijeniti sljedećim redoslijedom:
- osigurati da uzročnici paljenja ne mogu nastati - osigurati da uzročnici paljenja ne mogu postati
djelotvorni - spriječiti da eksplozivna atmosfera dođe u dodir s
uzročnikom paljenja - zadržati eksploziju i spriječiti širenje plamena. Za neelektrične uređaje koji se ugrađuju u zonu 0
popis uzročnika paljenja mora sadržavati sve potencijalne uzročnike paljenja koji su djelotvorni ili mogu postati djelotvorni pri normalnom radu, očekivanom nepravilnom radu i rijetkom nepravilnom radu. U slučaju da se neelektrični uređaji ugrađuju u zonu 1, popis uzročnika paljenja mora sadržavati sve potencijalne uzročnike paljenja koji su djelotvorni ili to tek mogu postati u normalnom radu i očekivanom nepravilnom radu (rijetki kvar).
Za neelektrične uređaje koji se ugrađuju u zonu 2 popis uzročnika paljenja mora sadržavati sve potencijalne uzročnike paljenja koji su djelotvorni ili koji to mogu postati samo tijekom normalnog rada. Analiza mora definirati mjere za svaki navedeni potencijalni uzročnik paljenja, sve mjere za sprječavanje paljenja prema nizu normi HRN EN 13463-X, HRN EN 14986, HRN EN 15268 i nizu drugih normi.
TABLICA I. ANALIZA OPASNOSTI OD PALJENJA U OVISNOSTI O ZONI OPASNOSTI
UGROŽENI PROSTOR
ANALIZA UZROČNIKA PALJENJA
ZONA 0
Uključuje sve potencijalne uzročnike paljenja koji su učinkoviti ili mogu postati učinkoviti tijekom normalnog rada, očekivanog kvara i
rijetkog kvara.
ZONA 1 Uključuje sve potencijalne uzročnike paljenja koji su učinkoviti ili mogu postati učinkoviti tijekom normalnog rada i očekivanog kvara.
ZONA 2 Uključuje sve potencijalne uzročnike paljenja koji su učinkoviti ili mogu postati učinkoviti
tijekom normalnog rada.
Uzročnik paljenja povezan s opremom je bilo koji mogući uzročnika paljenja prouzrokovan samom opremom bez obzira na svoju sposobnost paljenja eksplozivne atmosfere. Potencijalni uzročnik paljenja je povezan s opremom te ima sposobnost zapaliti eksplozivnu atmosferu, odnosno izazvati eksploziju. Djelotvoran uzročnik paljenja je potencijalni uzročnik

Krunoslav Severin: Procjena uzročnika paljenja kod neelektričnih uređaja (c3 – c5)
Ex-Bilten 2013. Vol. 41, br. 1-2
paljenja koji može zapaliti eksplozivnu atmosferu, tj. pojavljuje se u normalnom radu, očekivanom kvaru ili rijetkom kvaru. Kod takva uzročnika paljenja potrebno je koristiti se preventivnim, odnosno zaštitnim mjerama.
TABLICA II. MEĐUSOBAN ODNOS IZMEĐU DEFINICIJA UZROČNIKA PALJENJA
Ako za primjer uzmemo toplinu nastalu trenjem u ležaju nekog uređaja, to je uzročnik paljenja povezan sa samom opremom (uređajem). Ako je energija oslobođena trenjem dovoljno velika da može zapaliti eksplozivnu atmosferu, tada je to potencijalni uzročnik paljenja. Je li taj potencijalni uzročnik paljenja djelotvoran (učinkovit), ovisi o vjerojatnosti pojavljivanja u određenoj situaciji, tj. djelotvoran je kada se pojavi zbog gubitka podmazivanja u ležaju. Ako uzmemo u obzir da je nedostatak podmazivanja kod ležaja očekivani kvar, tad je taj uzročnika paljenja djelotvoran u očekivanom kvaru.
III. POSTUPAK PROCJENE UZROČNIKA PALJENJA
Krajnji rezultat analize opasnosti od paljenja trebalo bi biti izvješće i prikaz mjera za sprječavanje uzročnika paljenja. Nije nužno da izvješće o analizi opasnosti od paljenja bude izrađeno na neki određeni način. Međutim, izrazito je korisno da izvješće bude dobro strukturirano kako bi se osigurala jasnoća i sveobuhvatnost. Prema tome se preporučuje uporaba tablica koje čine određenu strukturu u postupku same analize te taj način omogućuje jednostavnu ponovnu analizu i podupire prikupljanje tehničke dokumentacije. Postupak analize može biti podijeljen u nekoliko koraka:
1. Identifikacija opasnosti od paljenja (analiza opasnosti od paljenja i njezini uzroci)
2. Preliminarna procjena i ocjena opasnosti od paljenja (procjena opasnosti od paljenja određena korakom 1, u pogledu učestalosti njihova
pojavljivanja i usporedba s ciljanom kategorijom)
3. Određivanje mjera (određivanje preventivnih i/ili zaštitnih mjera, ako je potrebno, u svrhu smanjenja mogućnosti pojavljivanja opasnosti od paljenja prema koraku 2)
4. Završna procjena i ocjena opasnosti od paljenja (procjena opasnosti od paljenja povezano s učestalosti pojavljivanja, nakon uključenih preventivnih i /ili zaštitnih mjera određenih u koraku 3)
5. Određivanje je li oprema sigurna za daljnju uporabu na konkretnoj lokaciji ugroženog prostora (zone opasnosti).
Ako su učinjene bitne promjene kako bi se ugradile dodatne zaštite ili kako bi se koristile preventivne mjere, proces analize mora biti ponovno pregledan da bi se provjerili novi potencijalni kvarovi ili opasnosti od paljenja.
Identifikacija opasnosti od paljenja mora rezultirati kompletnim popisom svih opasnosti od paljenja povezanih s određenom opremom kako je prikazano u tablici III.
TABLICA III. TABLIČNO PRIKAZIVANJE PREPORUČENE DOKUMENTACIJE
Potencijalni uzročnici paljenja (Popis iz HRN EN
1127-1)
Povezanost s opremom
Da/Ne Objašnjenje
Vruće površine Da Unutar i izvan – komprimiranje
plina, trenje ulaz čestica
Mehaničke iskre Da Čestice bi mogle proizvesti vruća mjesta
Plamen, vrući plinovi
Izvana ne Unutar da
Unutarnja temperatura kompresije. Za mjerenje –
temperatura plina direktno iz ispuha
Električne iskre Ne Nije prisutan Lutajuća električna
struja i katodna zaštita od korozije
Ne Nije prisutan
Statički elektricitet Da Propeler, brtvilo, ispušni filtar, plutajući ventil
Munje Ne Nije prisutan Elektromagnetski
valovi Ne Nije prisutan
Ionizirajuća radijacija Ne Nije prisutan
Radijacija visoke frekvencije Ne Nije prisutan
Ultrazvuk Ne Nije prisutan Adijabatska kompresija Da Unutarnja komora
Kemijska reakcija Da Moguća s procesnom kapljevinom/plinom
Za procjenu uzročnika paljenja trebaju se koristiti svi dostupni izvori informacija (razgovori sa stručnjacima, korisnicima, ljudima koji izravno sudjeluju u održavanju opreme i dr.) te svi dostupni

Krunoslav Severin: Procjena uzročnika paljenja kod neelektričnih uređaja (c4 – c5)
Ex-Bilten 2013. Vol. 41, br. 1-2
primjeri koji opisuju kako se sprječava da pojedini uzročnik paljenja ne postane djelotvoran.
Individualna opasnost od paljenja je ocjena kako bi se odredilo koliko često pojedini uzročnici paljenja mogu postati djelotvorni.
TABLICA IV. PRIMJER OBRASCA IDENTIFIKACIJE OD PALJENJA
1 2 Br Analiza opasnosti od paljenja Analiza učestalosti pojave bez primjene
dodatnih mjera a b a b c d e
Pote
ncija
lni
uzročn
ik p
alje
nja
Opis osnovnog uzroka
(Koja stanja potiču opasnost od paljenja?)
Tije
kom
nor
mal
nog
rada
Tije
kom
oče
kiva
nog
nepr
aviln
og ra
da
Tije
kom
rije
tkog
ne
prav
ilnog
rada
Nije
bitn
o
Raz
lozi
za
anal
izu
Iz rezultata preliminarnog procjenjivanja opasnosti od paljenja jasno mora biti vidljivo jesu li potrebne dodatne mjere kako bi se zadovoljila ciljana zona opasnosti (npr. zona 1). Individualna procjena rezultata i odluka nikada ne smije biti općenite vrijednosti, npr. za kompletne skupine proizvoda kao što su pumpe, kočnice ili zupčanici. Dakle, u ovom koraku u suprotnosti s korakom 1 (analiza opasnosti) svi kriteriji prikazani kao primjer moraju biti razmatrani pozorno i s velikom rezervom. Procjena se mora temeljiti na pojedinoj konstrukciji i može se razlikovati čak i između varijanti pojedinih tipova konstrukcije (veličina, alternativna montaža itd.).
TABLICA V. OBRAZAC O UTVRĐIVANJU PREVENTIVNIH ILI ZAŠTITNIH MJERA
3 4 Mjere primijenjene za prevenciju kako izvori paljenja ne bi postali
djelotvorni
Učestalost pojave uključujući sve mjere
a b c a b c d e f
Opi
s mje
re
Reference (norme, tehnička pravila,
eksperimentalni rezultati
poznati iz literature)
Tehnička dokumentacija
(dokaz koji uključuje
odgovarajuće značajke
navedene u stupcu 3 a) Ti
jeko
m n
orm
alno
g ra
da
Tije
kom
oče
kiva
nog
ne
prav
ilnog
rada
Tije
kom
rije
tkog
nep
ravi
lnog
rada
Nije
bitn
o
Rez
ultir
ajuć
a ka
tego
rija
op
rem
e u
smis
lu o
ve
opas
nost
i od
palje
nja
Nuž
na o
gran
ičen
ja
Tablica V. prikazuje obrazac koji uključuje opis referentnih mjera koje pokazuju sposobnost zaštitnih mjera u svrhu izbjegavanja ili reduciranja (smanjivanja) opasnosti od paljenja te poveznicu za nužne specifikacije ili dokaze za uključenje u tehničku dokumentaciju. Poveznica za nužne specifikacije ili dokaze mora biti navedena za svaku mjeru u cilju ispunjavanja zahtjeva za tehničku dokumentaciju.
IV. PRIMJERI ANALIZE OPASNOSTI OD PALJENJA
Kod analize opasnosti od paljenja svakom neelektričnom uređaju mora se pristupiti s posebnom pozornosti. Sama analiza opasnosti od paljenja ovisi o individualnoj konstrukciji i specifičnoj namjeni, odnosno uporabi neelektričnog uređaja. Kod neelektričnih uređaja najvažniji uzročnici paljenja su vruće površine, mehaničke iskre i elektrostatsko pražnjenje. U praksi neelektrična oprema može imati različite uzročnike paljenja. Posebnu važnost treba dati mjerama za primjenu u svrhu prevencije kako uzročnici paljenja ne bi postali djelotvorni. U svrhu dokazivanja, identifikacije i specifikacije dijelovi koji uzrokuju opasnost od paljenja i opisi primijenjenih mjera čine bitan dio tehničke dokumentacije.
TABLICA VI. PRIMJER IZVJEŠĆA IDENTIFIKACIJE OD PALJENJA
1 2 Analiza opasnosti od
paljenja Analiza učestalosti pojave
bez primjene dodatnih mjera a b a b c d e
Br.
Potencijalni uzročnik paljenja
Opis osnovnog
uzroka (Koja stanja
potiču opasnost od paljenja?)
Tije
kom
no
rmal
nog
rada
Tije
kom
oč
ekiv
anog
ne
prav
ilnog
rada
Tije
kom
rije
tkog
ne
prav
ilnog
rada
Nije
bitn
o
Razlozi za analizu
Vruća površina
Vruća površina kugličnih ležajeva
x
Ležajevi su ugrađeni u kućište s uljem te imaju
zanemarivo zagrijavanje
tijekom normalnog rada
TABLICA VII. PRIMJER IZVJEŠĆA O UTVRĐIVANJU PREVENTIVNIH I/ILI ZAŠTITNIH MJERA
3 4 Mjere primijenjene za prevenciju
kako izvori paljenja ne bi postali djelotvorni Učestalost pojave
uključujući sve mjere a b c a b c d e f
Opi
s pr
imije
njen
e m
jere
Reference
(norme, tehnička pravila, eksperi- mentalni rezultati
poznati iz literature)
Tehnička dokumentacija
(dokaz koji uključuje
odgovarajuće značajke navedene
u stupcu 3 a) Tije
kom
nor
mal
nog
rada
Tije
kom
oče
kiva
nog
ne
prav
ilnog
rada
Tije
kom
rije
tkog
ne
prav
ilnog
rada
Nije
bitn
o
Rez
ultir
ajuć
a ka
tego
rija
opre
me
u sm
islu
ove
op
asno
sti o
d pa
ljenj
a
Nuž
na o
gran
ičen
ja
Leža
jevi
su p
roraču
nati
prem
a IS
O 2
81 z
a točn
o sp
ecifi
cira
n ži
votn
i vi
jek.
Opć
enito
, dog
ovor
eno
je d
a je
nep
ravi
lan
rad
zapr
avo
rijed
ak
inci
dent
u o
vim
uvj
etim
a. N
ajvi
ša te
mpe
ratu
ra p
ovrš
ine
određe
na je
pod
na
jnep
ovol
jniji
m u
vjet
ima
(110
°C)
HRN EN 13463-5
...ispitno izvješće br... o
tip X 3G T
4

Krunoslav Severin: Procjena uzročnika paljenja kod neelektričnih uređaja (c5 – c5)
Ex-Bilten 2013. Vol. 41, br. 1-2
V. ZAKLJUČAK
Dugogodišnji i kontinuirani rad na pogonima i postrojenjima gdje se može pojaviti potencijalna eksplozivna atmosfera dovodi do opuštanja pogonskog osoblja. Stoga je potrebno stalno skretanje pozornosti na potencijalne opasnosti koje mogu nastati u takvu okružju.
Analiza uzročnika paljenja izrađuje se kako bi se analizirali svi potencijalni uzročnici paljenja koji mogu nastati na pojedinoj neelektričnoj opremi. Veoma je bitno da se kod provedbe analize uzročnika paljenja razmotre svi uzročnici paljenja i na svim mogućim dijelovima/elementima uređaja. Metode i postupci sprječavanja (npr. redovito podmazivanje, nadzor i/ili kontrola ležaja, pa čak i obilazak operatera i dr.) da potencijalni uzročnici paljenja postanu djelotvorni moraju biti dokumentirani i propisani određenim tehničkim uputama (npr. uputa operateru, uputa proizvođača i dr.). Osoblje koje sudjeluje u nadzoru rada neelektrične opreme i/ili u njezinu održavanju mora se strogo pridržavati uputa i metoda koje su rezultat provedene analize uzročnika paljenja. Svako zanemarivanje i/ili nepridržavanje uputa i/ili postupaka može rezultirati katastrofalnim posljedicama za čovjekovo zdravlje i okolinu. Veliku ulogu za sigurnost ima educiranje pogonskog osoblja. Operateri/radnici koji rade u prostorima ugroženim potencijalnim eksplozivnim atmosferama trebali bi biti educirani i upoznati sa svim opasnostima te rezultatima analize uzročnika paljenja.
LITERATURA [1] HRN EN 13463-1:2009 Neelektrična oprema za uporabu u
eksplozivnim atmosferama – 1. dio: Osnovne metode i zahtjevi [2] HRN EN 1127-1: 2011 Eksplozivne atmosfere – Sprječavanje i zaštita
od eksplozije – 1. dio : Temeljna načela i metodologije [3] HRN EN 15198: 2007 Metodologija za procjenu rizika neelektrične
opreme i komponenti namijenjenih upotrebi u potencijalno eksplozivnim atmosferama
[4] Pravilnik o najmanjim zahtjevima sigurnosti i zaštite zdravlja radnika te tehničkom nadgledanju postrojenja, opreme, instalacija i uređaja u prostorima ugroženim eksplozivnom atmosferom NN 39/06 i NN 106/07.

Mario Mačković: Zaštitni sustavi – zaustavljači plamena za liniju (d1 – d7)
Ex-Bilten 2013. Vol. 41, br. 1-2
Zaštitni sustavi - zaustavljači plamena za liniju
Protection systems – flame arrestors for in-line
Mario Mačković, mag. ing. univ. spec. mech. Ex-Agencija, Baštijanova bb, Zagreb e-mail: [email protected]
Sažetak — Zaštitni sustavi važni su dijelovi velikog broja postrojenja ugroženog eksplozivnom atmosferom. Ugrađuju se u postrojenja kako bi spriječili ili smanjili posljedice eksplozije, što znači da djeluju nakon što se eksplozija već dogodila. Ugradnjom takvih sustava štite se ljudi, postrojenje i sam okoliš. Da bi mogli biti stavljeni slobodno na tržište, moraju proći postupak ocjene sukladnosti, tj. tipsko ispitivanje i certifikaciju. Metode i način ispitivanja propisani su u usklađenim normama za Europsku direktivu ATEX 94/9/EC. Postoji više vrsta zaštitnih sustava s obzirom na izvedbu i namjenu. Sukladno tomu postoje zaštitni sustavi za postrojenja gdje se pojavljuju eksplozivne smjese zapaljivih prašina, plinova, maglica i vlakanaca te hibridne smjese. U prošlom broju Ex-Biltena opisan je zaustavljač plamena na kraju linije, a u ovom će tekstu biti obrađen zaustavljač plamena koji se ugrađuje u liniju cjevovoda.
Ključne riječi — zaštitni sustav, zaustavljač plamena, tipsko ispitivanje, usklađena norma
Summary — Protection systems are an important component of many plants at risk of explosive atmospheres. These systems are installed in plants in order to prevent or reduce the aftereffects of explosions; which means they operate after the explosion has occurred. By installing such systems the protection of people, plants and the environment itself is assured. In order to be placed on the market, protection systems must pass the conformity assessment procedure (type testing and certification). The methods and means of testing are specified in unified standards for European Directive ATEX 94/9/EC. There are different types of protection systems according to design and application. Therefore there are protection systems for plants that produce explosive mixtures of flammable dust, gases, vapors and fibers, as well as hybrid mixures. In the previous issue of Ex-Bilten a flame arrestor at the end of a production line was illustrated, while this paper will describe a flame arrestor that is installed in a pipeline.
Key words — protection systems, flame arrestor, type testing, unified standard
I. UVOD
U prošlom broju Ex-Biltena dana je podjela zaustavljača plamena, detaljno je opisan zaustavljač plamena za kraj linije te iznesene osnovne definicije iz ovoga područja. Nastavno na taj članak u ovom tekstu bit će riječi o zaustavljačima plamena koji se ugrađuju u liniju cjevovoda kojim se transportiraju razni mediji (tekućina, plin, pare).
Što se tiče zakonske osnove, kako je sada Hrvatska dio europske zajednice, postupak ocjene sukladnosti zaustavljača plamena provodi se prema ATEX direktivi 94/9/EC, a njezinu primjenu na hrvatskom tržištu omogućuje važeći Pravilnik o opremi i zaštitnim sustavima namijenjenim za uporabu u potencijalno eksplozivnim atmosferama (NN br. 34/2010).
Zaštitni sustavi su uređaji koji nisu komponente opreme, a namijenjeni su trenutačnom zaustavljanju razvoja eksplozije i/ili ograničavanju područja djelovanja eksplozije te su odvojeno stavljeni na tržište i/ili raspolaganje kao samostalni sustavi [2], [3]. Iz navedene definicije proizlazi velika važnost zaštitnih sustava za sigurnost postrojenja. Ovdje je potrebno napomenuti da se zaštitnim sustavima ne dodjeljuje kategorija jer oni po svojoj definiciji nemaju uzročnika paljenja kao što je to slučaj s Ex-opremom.
Zaustavljači plamena su zaštitni sustavi te prije stavljanja na tržište proizvođač mora provesti postupak ocjene sukladnosti kod ovlaštenog certifikacijskog tijela sukladno Prilogu B ATEX direktive (94/9/EC) [2]. Tijekom tipskog ispitivanja koje se provodi u laboratoriju provjerava se funkcija zaštitnog sustava ispitivanjem funkcionalnosti u skladu sa zahtjevima usklađenih (harmoniziranih) normi. Svaki zaštitni sustav mora biti označen sukladno zahtjevima Direktive [2] i pripadnih usklađenih normi.
Osim označavanja zaštitnog sustava, bitnu ulogu imaju upute za uporabu proizvođača u kojima on mora detaljno opisati zaštitni sustav, njegovu funkciju, namjenu, način instaliranja i održavanja.
Zaštitni sustavi mogu biti pasivni i aktivni, što ovisi o njihovoj konstrukciji, a njihova primjena ovisi o kakvoj je eksplozivnoj tvari riječ, ponajprije jesu li to plinovi, prašine ili njihove smjese (tzv. hibridne smjese). Treba naglasiti da pri konstrukciji zaštitnog sustava treba uzeti u obzir i karakteristike eksplozivnih tvari, primjerice KSt, pmax, (dp/dt)max koji se određuju laboratorijskim ispitivanjem.
Vrsta i tip zaštitnog sustava, primjena te način ugradnje ovise o tehnološkom procesu nekog postrojenja te fizikalnim karakteristikama zapaljivih tvari. Tako, primjerice, zaustavljač plamena za skupinu plinova IIA ne može biti ugrađen na postrojenje ugroženo plinovima skupine IIC.
Svaka zapaljiva tvar ima svoje karakteristike s obzirom na način izgaranja, brzinu širenja plamena, najveće tlakove eksplozija i sl. Stoga je važno dobro poznavanje postrojenja te fizikalnih značajki zapaljivih tvari kako bi se na pravilan način odabrao i ugradio zaštitni sustav.

Mario Mačković: Zaštitni sustavi – zaustavljači plamena za liniju (d2 – d7)
Ex-Bilten 2013. Vol. 41, br. 1-2
Zahtjevi za zaustavljače plamena (kod plinova i para) u smislu ispitnih metoda, pogonskih svojstava te ograničenja za uporabu dani su u HRN EN ISO 16852:2011[1]. Detaljan osvrt na zahtjeve i ograničenja spomenute norme dan je u prošlom broju Ex-Biltena. Ovdje će biti ponovljeni samo neki od njih:
- ograničenje na radnu temperaturu i tlak - ograničenja na primjenu u smislu sastava
eksplozivne smjese - ograničenja u primjeni (motori s unutrašnjim
izgaranjem) - ograničenja u instalaciji - zahtjevi na označavanje - zahtjevi na konstrukciju - zahtjevi na ispitivanje. U daljnjem tekstu obrađivat će se zaustavljači
plamena koji se ugrađuju u liniju (eng. In-line flame arrester) za potencijalno eksplozivne plinske atmosfere.
II. ZAUSTAVLJAČI PLAMENA ZA LINIJU I NJIHOVA PRIMJENA
Prema definiciji navedenoj u prije spomenutoj normi, zaustavljači plamena su uređaji koji se ugrađuju na otvorima kućišta (posuda, spremnika...) ili na sustave cjevovoda, a funkcija im je dopuštanje protoka tvari, ali u slučaju pojave plamena sprječavaju prijenos istog [1].
Linijski zaustavljači plamena s jedne i druge strane spajaju se na cjevovod te mogu biti jednosmjerni ili dvosmjerni.
S obzirom na brzinu izgaranja eksplozivne smjese razlikujemo deflagracijske i detonacijske (stabilne i nestabilne) zaustavljače plamena. Ta je podjela vrlo bitna za linijske zaustavljače plamena jer direktno ima utjecaj na način ispitivanja i mjesta ugradnje.
Plamen koji se širi unutar cjevovoda može postići iznimno visoke brzine. U početku se plamen može širiti brzinom od nekoliko metara u sekundi. To je laminarno širenja fronte plamena i te se brzine obično nalaze u tablicama priručnika. Fronta plamena može ubrzati razvoj turbulencije u neizgorenoj smjesi eksplozivne mješavine. Turbulencija može biti rezultat nekih drugih čimbenika kao što su hrapavost stijenke cijevi, razni mehanički spojevi, suženja i zavoji (koljena). Izvor paljenja u kratkom vremenu može pokrenuti reakciju izgaranja smjese koja ima veći stupanj turbulencije od početne. Povećana turbulencija može generirati povećani tlak same eksplozije, što omogućuje fronti plamena da ubrza širenje. Brzina fronte plamena u cijevi lako može postići brzinu od nekoliko stotina metara u sekundi. Sve dok se fronta plamena širi u neizgorenu eksplozivnu smjesu pri
brzini manjoj od brzine zvuka, to se naziva deflagracija odnosno podzvučno širenje eksplozije (slika 1.). Zaustavljači plamena trebali bi biti tako konstruirani da zaustave deflagraciju.
S druge strane, ako je cijev dovoljno duga ili ako se generira dovoljno turbulencije, fronta plamena može postići ubrzanje do točke transformacije deflagracije u detonaciju, odnosno u širenje brzine eksplozije koja prelazi brzinu zvuka. Detonacija znači da se fronta plamena širi na brzini zvuka odnosno iznad brzine zvuka (što je funkcija gustoće smjese unutar cijevi) i obično može postići brzinu od nekoliko tisuća metara u sekundi. Širenje fronte plamena prati povećani tlak koji može prelaziti i dvadesetorostruku vrijednost početnog tlaka. Katkad to može biti i mnogo više od toga.
Povećani tlakovi mogu se javiti na koljenima, završetcima, suženjima, spojevima i sl. Točka u kojoj se deflagracija pretvara u detonaciju naziva se nestabilnom detonacijom (slika 1.). Posebno su opasni završeci cjevovoda jer nadolazeća fronta plamena komprimira neizgorenu smjesu i u danom trenutku kada se dogodi eksplozija nastaju tlakovi koji mogu biti i znatno veći od 100-tinjak bara. Nisu svi zaustavljači za liniju konstruirani za detonaciju i zbog toga je potrebno paziti koji se zaustavljači i gdje ugrađuju. Vrlo je teško predvidjeti u kojim uvjetima nastaje detonacija u samom procesu te je stoga potrebno posebno voditi računa o primijenjenom tipu zaustavljača.
Slika 1. Prikaz ubrzanja fronte plamena u cijevi

Mario Mačković: Zaštitni sustavi – zaustavljači plamena za liniju (d3 – d7)
Ex-Bilten 2013. Vol. 41, br. 1-2
Svaki zaustavljač plamena ima svoju propusnu moć koja direktno ovisi o konstrukciji samog kućišta i dimenzijama prigušnog elementa zaustavljača plamena. Sukladno tomu takav zaštitni sustav u tehnološkom procesu ne smije bitno utjecati na protok, tlak i dr., već mora biti djelotvoran sigurnosni sustav bez utjecaja na tehnološki proces.
Svaki zaustavljač mora biti označen sukladno zahtjevu norme [1], a označna pločica zaustavljača plamena mora najmanje sadržavati sljedeće:
- ime i adresu proizvođača - oznaku serije - serijski broj - godinu proizvodnje - oznaku norme - oznaku strane koja je štićena (samo za
jednosmjerne zaustavljače) - Ex-oznaku. Pod Ex-oznakom podrazumijeva se sljedeće: - znak Ex-zaštite ( ) - Ex-oznaka zapaljive tvari (npr. IIG IIC). To na prije navedenom primjeru znači: zaštitni
sustav je namijenjen za nadzemlje (II), za plinske atmosfere (G), skupinu plinova IIC, ali za neku drugu grupu plinova prema tablici I. Na zaustavljačima plamena mora postojati i dodatna natpisna pločica koja opisuje točnu namjenu i ograničenja u uporabi, što je definirano u normi [1].
Na dodatnoj natpisnoj pločici upozorenja mora biti navedeno sljedeće:
- ograničenje pri instalaciji zaustavljača plamena - za deflagracijske zaustavljače plamena mora
stajati oznaka "DEF" te omjer Lu/D (omjer duljine neštićenog cjevovoda i promjera cjevovoda)
- za detonacijske zaustavljače plamena mora stajati oznaka "DET" u kombinaciji s brojem od 1 do 4 koji označava da postoje još određena ograničenja
- oznaka opterećenja na gorenje zaustavljača plamena "BC" te sa slovnom oznakom klasifikacije vremenskog trajanja gorenja:
- a - nema vremenskog ograničenja - b - kratko vrijeme od 1 do 30 min - c - nije predviđen za gorenje
- radna temperatura - najveći radni tlak. Ovako označen zaustavljač plamena daje potpunu i
nedvosmislenu informaciju o namjeni zaštitnog sustava.
Omjer Lu/D mora se poštovati jer ima reperkusiju na mjesto ugradnje s obzirom na udaljenost potencijalnog uzročnika paljenja. Nepridržavanjem tog uvjeta postoji opasnost da se deflagracija razvije u detonaciju.
TABLICA I. OPSEG PRIMJENJIVOSTI (OZNAČAVANJE)
Skupina plinova
MESR (mm) ISPITNI PLIN
ISPITNA SMJESA
(%) IIA1 ≥ 1,14 Metan 8,4±0,2
IIA > 0,9 Propan 4,2±0,2
IIB1 ≥ 0,85 5,2±0,2
IIB2 ≥ 0,75 5,7±0,2
IIB3 ≥ 0,65
Etilen
6,6±0,3
IIB ≥ 0,50 Vodik 45,0±0,5
IIC < 0,50 Vodik 28,5±2,0
III. NAČIN RADA I OSNOVNI DIJELOVI ZAUSTAVLJAČA PLAMENA ZA LINIJU
Velika opasnost od požara i eksplozije prisutna je na postrojenjima za obradu, transport i skladištenje zapaljivih tekućina i plinova te su to i najčešća mjesta gdje se koriste zaustavljači plamena svih vrsta (slika 2.).
Slika 2. Primjer mjesta ugradnje zaustavljača plamena
U zatvorenim dijelovima postrojenja postoji opasnost od naglog povećanja volumena smjese koje je izazvano povećanjem temperature uzrokovano procesima izgaranja. To rezultira povećanjem tlaka koji potiče efekt turbulencije koji dodatno ubrza plamenu frontu.
Zaustavljači plamena za liniju imaju zadaću spriječiti širenje plamena kroz sustav postrojenja, odnosno spriječiti širenje deflagracije i detonacije.
Linijski zaustavljači plamena pripadaju skupni statičkih zaustavljača plamena, a to znači da se prijenos plamena sprječava s pomoću malih otvora (šupljina) koji guše plamen, odnosno smanjuju energiju plamena na razinu koja ne može upaliti eksplozivnu atmosferu. Element s otvorima je zapravo glavni dio zaustavljača plamena. Otvori mogu biti mjerljivi (pravilne geometrije) te nemjerljivi (sinter-materijali, razna mrežna pletiva) (slike 3. i 4.). Mjerljivi otvori su otvori koji se mogu u tehničkoj dokumentaciji dobro opisati mjerama s tolerancijom, što je vrlo bitno za provedbu kontrole u procesu proizvodnje. Zaustavljači plamena s elementima koji imaju mjerljive otvore izrađeni su

Mario Mačković: Zaštitni sustavi – zaustavljači plamena za liniju (d4 – d7)
Ex-Bilten 2013. Vol. 41, br. 1-2
najčešće od dviju traka. Jedna traka je valovita (deformirana u oblik trokuta-vala), a druga je ravna. Niz od tako izrađenih traka čini element zaustavljača. Posljedično tomu, takav element koji je dobro definiran uvijek se može izraditi unutar točno određenih tolerancija, što povećava kvalitetu i sigurnost završnog proizvoda, a poslije kod održavanja omogućuje jednaku kvalitetu rezervnih dijelova.
Slika 3. Izgled otvora elementa zaustavljača s mjerljivim otvorima
a) Metalna pjena b) Mreža (pletiva)
Slika 4. Izgled otvora elementa zaustavljača s nemjerljivim otvorima
Kod nemjerljivih otvora, odnosno otvora čije se dimenzije ne mogu točno definirati u tehničkoj dokumentaciji niti izmjeriti mjernim uređajima, a time kontrolirati, metoda ispitivanja razlikuje se od metode ispitivanja ostalih zaustavljača plamena.
Slika 5. prikazuje princip djelovanja zaustavljača plamena za liniju - plamen prolazi kroz neštićeni dio cijevi (uzročnik paljenja), prolazi kroz element zaustavljača te mu se time smanjuje energija na razinu kada više nije djelotvoran uzročnik paljenja. Smjesa plina iza zaustavljača plamena neće se zapaliti te je time sigurnost postrojenja, ljudi i okoliša očuvana. Zaustavljač na taj način ostvaruje svoju funkciju.
Slika 5. Princip djelovanja linijskog zaustavljača plamena
Glavni dijelovi krajnjeg zaustavljača plamena (slika 6.) su:
- kućište s pričvrsnim vijcima - element zaustavljača (otvori za gašenje) - prirubnica.
Slika 6. Dijelovi zaustavljača plamena
Zadaća zaustavljača plamena je: - raspršivanje fronte plamena - smanjivanje energije plamena - hlađenje plamena (zahvaljujući većem toplinskom
kapacitetu – velika površina). Element zaustavljača plamena zbog svoje
konstrukcije uzrokuje pad tlaka ili smanjuje protok u samom procesu. Kako bi se to izbjeglo, uobičajeno je da je poprečni presjek elementa znatno veći od poprečnog presjeka cjevovoda (slika 7.). Što je poprečni presjek (površina) elementa veći, to je veći njegov toplinski kapacitet, odnosno gušenje plamena je učinkovitije.
Isto tako uputno je provjeriti koji su plinovi ili pare u sustavu zbog kemijske otpornosti samog zaustavljača. Naime, može se dogoditi da element samog zaustavljača nije kemijski otporan na određeni plin i paru te je pitanje vremena kada će korodirati i time narušiti funkciju sigurnosnog sustava.
Kako je prije bilo rečeno, tipični zaustavljač plamena izazvat će pad tlaka. Zbog pojave pada tlaka i velike površine elementa, kondenzacija je vrlo čest slučaj.

Mario Mačković: Zaštitni sustavi – zaustavljači plamena za liniju (d5 – d7)
Ex-Bilten 2013. Vol. 41, br. 1-2
Plinovi koji imaju visok sadržaj ugljika ili imaju sposobnost polimeriziranja mogu uzrokovati začepljenje elementa zaustavljača. Isto tako ako plinska smjesa sadržava sumpor ili sumporovodik, vrlo je vjerojatna pojava taloženja sumpornih spojeva koji mogu izazvati začepljenje elementa zaustavljača. Zbog toga može biti potrebno zagrijavanje odnosno grijanje samog zaustavljača plamena kako bi se smanjila mogućnost pojava kondenzata, taloženje i začepljenje elementa. Na nekim se postrojenjima ugrađuju mjerači tlaka prije i poslije instaliranog zaustavljača plamena koji detekcijom promjene u tlaku olakšavaju utvrđivanje je li element zaustavljača začepljen ili nije.
Gdje se očekuje pojava veće količine kondenzata, može se ugraditi ventil na kućište s pomoću kojega će biti omogućeno pražnjenje kondenzirane tekućine.
Geometriju cjevovoda, odnosno veličinu (promjer) i dužinu cjevovoda potrebno je uzeti u obzir pri odabiru zaustavljača plamena. Razina turbulencije može biti generirana kombinacijama prije spomenutih geometrijskih parametara samog cjevovoda, što može uzrokovati da zaustavljač plamena u danom trenutku ne obavi svoju funkciju. Studije su pokazale da korelacija između izvedbe zaustavljača plamena i veličine cjevovoda nije uvijek moguća. To je razlog zašto je potrebno uvijek ispitivati zaustavljač plamena za određenu veličinu cjevovoda za koju je zaustavljač plamena namijenjen. Ovo je posebno važno stoga što se promjer cjevovoda može povećavati odnosno varirati. Za cijevne sustave preporučljivo je, ako je to moguće, instaliranje zaustavljača plamena koji su konstruirani i ispitani za detonaciju. Stavljanje dvaju ili više zaustavljača plamena u seriju nije preporučljivo. Takvim načinom ugradnje nije dokazano da se povećava sigurnost. Ako se plamen širi kroz prvi zaustavljač plamena, može se očekivati da će plamen proći i kroz drugi. Promjer cijevi koji se spaja na ulazu i na izlazu zaustavljača mora biti konstantan odnosno mora biti istog promjera. Nizom ispitivanja dokazano je da promjena promjera cijevi ubrzava frontu plamena.
Slika 7. Primjer ugradnje zaustavljača plamena za liniju
Održavanja takvih sustava ima veliku ulogu u produljenju životnog vijeka zaustavljača plamena, a time se direktno utječe na sigurnost postrojenja.
Zbog svega navedenog potrebno je redovito provjeravati i održavati ispravno stanje zaustavljača. Bez obzira na tip i vrstu uvijek je obvezno zamijeniti dijelove originalnima, a ako to nije moguće, potrebno je nabaviti novi zaustavljač plamena s jednakim tehničkim parametrima (skupina plinova, detonacijski ili deflagracijski, propusna moć...) [4].
U Republici Hrvatskoj održavatelji koji održavaju zaštitne sustave moraju biti pod tehničkim nadzorom Ex-Agencije sukladno Pravilniku o najmanjim zahtjevima sigurnosti i zaštite zdravlja radnika te tehničkom nadgledanju postrojenja, opreme, instalacija i uređaja u prostorima ugroženim eksplozivnom atmosferom (NN br. 39/06; 106/07).
IV. ISPITIVANJE ZAUSTAVLJAČA ZA LINIJU
Sukladno svojoj viziji razvoja Ex-Agencija i dalje razvija nove ispitne metode. Uvidjevši potrebe hrvatskog gospodarstva, Ex-Agencija (ExLAB) nabavila je opremu za ispitivanje zaustavljača plamena koji se ugrađuju u liniju.
Ispitni sustav izrađen je u skladu sa zahtjevima usklađene norme HRN EN ISO 16852:2011[1] te se tom opremom mogu ispitivati deflagracijski i detonacijski zaustavljači plamena.
Ispitivanjem se provjerava sposobnost zaustavljača plamena da zaustavi prijenos plamena eksplozije.
Oprema za ispitivanje sastoji se od sljedećih glavnih dijelova (slika 8.):
1) nezaštićena strana cijevi duljine Lu 2) ulaz plina 3) slijepa ploča s paljenjem 4) detektori pamena 5) mjerač tlaka 6) zaštićena strana cijevi duljine Lp 7) indikacijski detektor plamena 8) slijepa ploča 9) izlazni ventil s mjeračem tlaka.
Promjer ispitne cijevi D mora biti jednak kao i spojni dio na samom zaustavljaču. Duljina cijevi Lu mora biti jednaka ili veća od 10×D i manja od 50×D za skupine plinova IIA1, IIA, IIB1, IIB2 i IIB3 i ne veća od 30×D za skupinu plinova IIB i IIC. Duljina cijevi Lp mora biti 50×D za skupine plinova IIA1, IIA, IIB1, IIB2 i IIB3 i 30×D za skupinu plinova IIB i IIC. Duljina Lu je važna jer iz te duljine proizlaze i ograničenja u načinu odnosno mjestu ugradnje. Prije navedeno vrijedi za deflagracijske zaustavljače

Mario Mačković: Zaštitni sustavi – zaustavljači plamena za liniju (d6 – d7)
Ex-Bilten 2013. Vol. 41, br. 1-2
plamena. Visokonaponski izvor paljenja postavlja se u sredinu slijepe ploče na cijevi Lu.
Slika 8. Oprema za ispitivanje zaustavljača plamena za liniju
Slika 9. Ispitni uzorak spojen na opremu za ispitivanje
Za ispitivanje detonacijskih zaustavljača plamena duljina neštićene cijevi Lu mora biti dovoljno dugačka da se postignu uvjeti stabilne detonacije, a duljina cijevi koja se štiti mora biti 10×D, ali ne manja od tri metra.
TABLICA II. OPSEG PRIMJENJIVOSTI (OZNAČAVANJE)
SKUPINA PLINOVA
MESR (mm)
ISPITNI PLIN
ISPITNA SMJESA
(%) IIB3 ≥ 0,65 Etilen 6,6±0,3
Vrijeme na detektoru B
Vrijeme na detektoru A
Razlika između A i B
Brzina fronte plamena
13,63 ms 10,37 ms 3,26 ms 71,23 m/s Tlak eksplozije
u neštićenoj cijevi Tlak na kraju štićenog
dijela cijevi 1,64 bar 0,36 bar
Slika 10. Prikaz odziva s detektora plamena
Detektori plamena i mjerač tlaka ugrađeni su na točno određenim mjestima koja su definirana u ovisnosti o promjeru cijevi D.
Postupak ispitivanja zahtijeva pričvršćivanje uzorka zaustavljača plamena na cijevi te postavljanje svih senzora na točno definirana mjesta (slike 8. i 9.). Detektori plamena na cijevi (neštićena strana) Lu koriste se za određivanje brzine fronte plamena u cijevi (slika 9., detektori A i B). Isto tako na neštićenoj strani mjeri se i tlak eksplozije na mjestu detektora plamena B. Detekcija prolaska plamena ostvarena je indikacijskim detektorom plamena na štićenoj strani (slika 8.). Kada je cijeli sustav složen, sustav se ispuni odgovarajućom eksplozivnom smjesom prema tablici I.
Nakon tako pripremljene opreme može se izvršiti paljenje ispitne smjese unutar neštićene cijevi. Uzorak mora zadovoljiti šest eksplozija, tj. paljenje ispitne smjese prije zaustavljača ne smije prouzročiti da eksplozija unutar cijevi prođe kroz ispitni uzorak i zapali ispitnu smjesu u cijevi nakon zaustavljača (prijenos plamena).
Prije ispitivanja eksplozijom svaki zaustavljač plamena za liniju mora proći tlačna ispitivanja, i to s najmanje 10 bara u trajanju ne kraćem od tri minute. Pozitivan rezultat tog ispitivanja znači da nakon ispitivanja nije bilo vidljivih oštećenja i trajnih deformacija. Nakon takva ispitivanja zaustavljač plamena podvrgava se ispitivanju propuštanja u trajanju od tri minute, pri čemu ne smije doći do pada tlaka. Ispitni tlak je 1,1 puta veći od najvećeg radnog tlaka.
U svrhu mjerenja brzine fronte plamena koriste se detektori koji su zapravo PIN fotodiode koje registriraju svjetlost valne duljine od 400 nm do 1100 nm. Fotodiode su izrađene na način da brzo reagiraju u ovisnosti o promjenama ulaznog svjetla. Prije početka samog ispitivanja u cijevi je mrak. Fotodiode su smještene u posebno kućište koje omogućuje usko usmjereno osvjetljavanje diode.
U tablici II. dan je primjer ispitivanja koje je provedeno na zaustavljaču plamena veličine 3 cola za
1
2 3
6 5
4
7 9 8
B A

Mario Mačković: Zaštitni sustavi – zaustavljači plamena za liniju (d7 – d7)
Ex-Bilten 2013. Vol. 41, br. 1-2
skupinu plinova IIB3. Na slici 10. dan je izgled odziva fotodioda snimljen s pomoću Picoscopea. Plava krivulja prikazuje odziv diode A, a crvena krivulja odziv diode B. Razmak između njih daje vrijeme s pomoću kojeg se izračuna brzina fronte plamena na poznatoj udaljenosti koja je definirana normom za svaku veličinu zaustavljača. Tlak koji se mjeri na neštićenoj strani je tlak eksplozije koji se prenosi na drugu stranu kroz element zaustavljača i zbog toga je relativno malen. Tlak na kraju štićenog dijela cijevi mjeri se za slučaj eksplozije unutar tog dijela cijevi (u tom slučaju zaustavljač nije zadovoljio ispitivanja), što nam omogućuje određivanje tlaka kojim će biti opterećen zaustavljač plamena u povratnom valu tog tlaka. Taj je podatak vrlo važan samom proizvođaču koji može na temelju njega promijeniti odnosno doraditi konstrukciju zaustavljača plamena.
V. ZAVRŠNI OSVRT
Zaštitni sustavi, kako je vidljivo iz prethodnog teksta, moraju proći zahtjevna ispitivanja. Ona su usmjerena na funkcionalnosti te kao takvi ugrađeni u postrojenja imaju važnu ulogu u sprječavanju posljedica eksplozija. Samo zaštitni sustavi ispitani u ovlaštenim i osposobljenim laboratorijima pružaju jamstvo korisnicima da će svoju funkciju odraditi ispravno u danom trenutku i time izbjeći neželjene posljedice eksplozije za postrojenje, zaposlene i okoliš.
Nastavno na posljednji broj Ex-Biltena, ovim člankom nastoji se naglasiti da su zaštitni sustavi vrlo važni u svakom postrojenju te je potrebno posebnu pozornost usmjeriti na vrstu i način ugradnje zaštitnih sustava i naravno na njihovo adekvatno održavanje.
Isto tako potrebno je obratiti pozornost na zahtjevna ispitivanja, a potvrda funkcije zaštitnog sustava je tipski certifikat ovlaštenog tijela.
Kako je navedeno u članku, kod ovakvih tipova zaustavljača plamena potrebno je paziti na njihovu namjenu. Naime, ako se koristi deflagracijski zaustavljač, tada je relevantan parametar Lu/D kojim se osigurava da taj zaustavljač plamena odradi zadanu funkciju, odnosno sprječava se pretvorba deflagracije u detonaciju. Ako se koristi detonacijski zaustavljač plamena, tada taj podatak nije važan. Za adekvatnu primjenu takvih sustava potrebna su dodatna znanja, što je od velike važnosti za projektante i odgovorne osobe u postrojenjima.
Održavanje ovakvih sustava veoma je važno za njihovu funkcionalnost i dulji životni vijek. Adekvatnim održavanjem direktno se utječe na sigurnost postrojenja, što im i jest zadaća.
LITERATURA
[1] HRN EN ISO 16852:2011 Zaustavljači plamena - Zahtjevi za
pogonska svojstva, ispitne metode i ograničenja za uporabu (ISO 16852:2008+Cor 1:2008+Cor 2:2009; EN ISO 16852:2010)
[2] Pravilnik o opremi i zaštitnim sustavima namijenjenim za uporabu u potencijalno eksplozivnim atmosferama (NN br. 34/10)
[3] Directive 94/9/EC of the European Parliament and the Council of 23 March 1994 on the approximation of the laws of the Member States concerning equipment and protective systems intended for use in potentially explosive atmospheres (OJ L 100, 19.4.1994)
[4] Priručnik - Uvod u protueksplozijsku zaštitu: Ex-oprema i zaštitni sustavi, Agencija za prostore ugrožene eksplozivnom atmosferom Ex-Agencija, 2012.
[5] Pravilnik o najmanjim zahtjevima sigurnosti i zaštite zdravlja radnika te tehničkom nadgledanju postrojenja, opreme, instalacija i uređaja u prostorima ugroženim eksplozivnom atmosferom (NN br. 39/06; 106/07).
[6] Mačković, M., Zaštitni sustavi - zaustavljači plamena na kraju linije, Bilten Agencije za prostore ugrožene eksplozivnom atmosferom, Vol 40, br. 1-2, 2012.

Ana Hađak: Pojava End of Life (EOL) efekta kod Ex e fluorescentnih svjetiljki (e1 – e5)
Ex-Bilten 2013. Vol. 41, br. 1-2
Pojava End of Life (EOL) efekta kod Ex e fluorescentnih svjetiljki Occurrence of End of Life (EOL) effects on Ex e fluorescent lights
Ana Hađak, dipl. ing. el. Ex-Agencija, Baštijanova bb, Zagreb
e-mail: [email protected]
Sažetak — Ovaj članak opisuje pojavu EOL efekta koja se javlja pri kraju životnog vijeka fluorescentne svjetiljke. Objašnjavajući princip samog rada fluorescentne svjetiljke, opisuje se kako i zbog čega dolazi do te pojave, te se navode ispitivanja kojima se provjerava prikladnost i pouzdanost rješenja zaštite uporabom odgovarajuće elektroničke prigušnice.
Ključne riječi — povećana sigurnost, fluorescentne svjetiljke, fotoluminiscencija, elektronička prigušnica, EOL – End of Life efekt, ispitivanje asimetričnim pulsom i ispitivanje asimetričnim naponom
Summary — This article describes the EOL effect that occurs at the end of the lifespan of fluorescent lights. Describing the principle of how fluorescent lights work explains how and why this effect occurs, and also specifies the tests that check the suitability and reliability of the protection by using the appropriate electronic ballasts.
Key words — increased safety, fluorescent lights, photoluminescence, electronic ballasts, "End of Life" effect, Asymmetric Pulse test and Asymmetric Power test
I. UVOD
Svjetlost je elektromagnetsko zračenje valnih duljina od 10-8 do 10-3 m. Vidljivi dio spektra nazivamo optičkim zračenjem. Iznad i ispod vidljivog dijela spektra nalazi se infracrveno (IR 790 nm do 1 mm) odnosno ultraljubičasto zračenje (UV 100 do 380 nm).
Slika 1. Elektromagnetski spektar [9]
Postoje dva principa stvaranja umjetnog svjetla. Prvi je princip termičkog zračenja kod kojeg se užarena nit
standardnih i halogenih žarulja grije prolaskom struje i pri tome emitira kontinuirani spektar zračenja. Drugi se princip zasniva na pražnjenju elektrona i naziva se luminiscentnim zračenjem. Takvo zračenje nastaje kada elektroni prelaze iz jedne energetske razine u drugu, pri čemu se oslobađa zračenje određene energije i određene valne duljine, UV zračenje.
Slika 2. Luminiscencija – pražnjenje elektrona; fotoluminiscencija – dobivanje svjetla [8]
K - atomska jezgra H - elektron u nižoj orbiti e- - uzbudni elektron
A* - uzbuđeni elektron u višoj orbiti R - emitirano zračenje pri prelasku A* u nižu orbitu
II. PRINCIP RADA FLUO SVJETILJKE – FOTOLUMINISCENTNO ZRAČENJE
Fluorescentne svjetiljke su jako rasprostranjene i proizvode gotovo dvije trećine ukupnog umjetnog svjetla u Europi [8]. One pripadaju skupini izvora svjetla niskog pritiska. Princip dobivanja svjetlosne energije zasniva se na neelastičnom sudaru elektrona. Elektroni izbačeni s katode sudaraju se s atomima žive u plinu. Pri tom srazu predaju višak svoje kinetičke energije elektronima u vanjskoj orbiti elektrona i uzbuđeni elektroni preskaču na višu energetsku razinu. S obzirom na to da je ta razina nestabilna, elektron se vraća na nižu razinu i pritom emitira foton diskretnih valnih duljina, ovisno o kemijskom sastavu emisijske tvari (UV zračenje). Fotone zatim upijaju elektroni u fluorescentnom sloju koji se nalazi s unutrašnje strane cijevi, koji emitiraju fotone u području vidljivom ljudskom oku. Razlika u energiji između ulaznog elektrona s katode i izlaznog fotona s fluorescentnog sloja pretvara se u zagrijavanje fluorescentnog sloja. Ovaj princip dobivanja umjetnog svjetla naziva se fotoluminiscencijom.

Ana Hađak: Pojava End of Life (EOL) efekta kod Ex e fluorescentnih svjetiljki (e2 – e5)
Ex-Bilten 2013. Vol. 41, br. 1-2
Slika 3. Prikaz unutrašnjosti fluorescentne cijevi [8]
Slika 4. Fotografija krajeva cijevi
i njezinih sastavnih dijelova: katoda, katodni zaslon, podnožak, kontaktne nožice
A. Uloga balasta
Iako lampe koje rade na principu izboja u plinu imaju velike prednosti u odnosu na lampe sa žarnom niti zbog ekonomičnosti i dugotrajnosti, one zahtijevaju uporabu prigušnice zbog svoje negativne U-I karakteristike.
Slika 5. Grafički prikaz ovisnosti napona o struji [6] a) fluo cijev direktno spojena na DC izvor,
b) cijev u seriji s otporom
Krivulja na slici 5.a) prikazuje odnos između napona na krajevima fluo cijevi i struje kroz cijev (cijev napajana DC izvorom) i potvrđuje obrnuto proporcionalnu ovisnost. Za točke u grafu desno i gore od krivulje vrijedi da je promjena gustoće elektrona u jedinici vremena, dne/dt > 0, dok je za točke lijevo i ispod krivulje dne/dt < 0. Broj slobodnih elektrona smanjuje se s vremenom. Sama krivulja sastoji se od točaka za koje vrijedi dne/dt = 0 i dv/di < 0. Tok funkcije nakon što dođe do izboja u cijevi je negativan. Negativan dv/di uzrokuje probleme u radu lampe. Općenito, potreban je puno veći napon da bi se postigla ionizacija plina nego radni napon koji se nalazi u domeni gdje vrijedi dne/dt > 0. To je područje u kojem broj ioniziranih elektrona u odnosu na broj "potrošenih" stalno raste. Struja izboja plina nekontrolirano raste. Zbog toga se lampa ne može direktno spojiti na izvor napona, nego se spaja u seriji s impedancijom. S obzirom na to da otpornički balasti za posljedicu imaju velike gubitke, kao balast se upotrebljavaju impedancije. Elektronički balasti su u skorije vrijeme zamijenili magnetne prigušnice. Magnetni balasti rade na niskoj frekvenciji. Svaku poluperiodu dolazi do novog izboja u fluo cijevi. Budući da vrijeme izboja traje oko 1 ms, a to je manje

Ana Hađak: Pojava End of Life (EOL) efekta kod Ex e fluorescentnih svjetiljki (e3 – e5)
Ex-Bilten 2013. Vol. 41, br. 1-2
od vremena trajanja poluperiode, sa svakom poluperiodom napona ponovno dolazi do proboja u plinu i paljenja lampe, što u konačnosti rezultira titranjem svjetla. Također, to nepovoljno utječe na materijal kojim je obložena elektroda. Pri svakom proboju na krajevima cijevi javlja se vršni napon veći od radnog koji dodatno utječe na pokrov elektrode, oštećuje ga.
Elektronički balasti rade na principu konstantne struje. Strujni krug povećava ili smanjuje napon da bi održao konstantnu struju kroz fluo cijev. Dok napon ne dosegne maksimalnu dopuštenu vrijednost, balast održava konstantnu struju.
III. POJAVA EOL-a
Pojava EOL greške kod fluo lampi uvelike ovisi o samom načinu njihove uporabe. Norma IEC 60079-7 u tč. 5.3.1. definira dopuštene izvore svjetla koji se mogu izvesti u protueksplozijskoj zaštiti povećana sigurnost Ex e. Pa tako se u tom zahtjevu navodi ograničenje na način rada fluo svjetiljke. U eksplozivnim atmosferama dopuštena je uporaba isključivo fluorescentnih svjetiljki koje startaju bez predgrijanja katoda (pinovi cijevi moraju biti kratko spojeni), način rada poznat kao COLD START. Razlog tomu je ograničenje temperature na grlu svjetiljke.
Kod fluo svjetiljki postoje tri varijante pojave EOL efekta.
A. Gubitak žive
Tijekom životnoga vijeka lampe količina žive postupno se gubi s obzirom na to da se ona polako apsorbira u staklo cijevi, fosforni premaz i elektrode. U prošlosti ovo nije bio problem jer je količina žive u novim lampama bila znatno veća nego danas (veća od realnih potreba). Danas, s obzirom na brigu za okoliš, količina žive u lampama odgovara potrebama, ovisno o očekivanom životnom vijeku lampe. U slučaju ove greške, gubitka žive u lampama, u početku se produljuje vrijeme postizanja 100-postotne izlazne vrijednosti osvjetljenja. Kada živa nestane, argon preuzima funkciju izboja, svjetlost promijeni boju i postane ružičasta.
B. Gubitak odnosno slabljenje fosfornog sloja
Tijekom uporabe lampe fosforni sloj se gubi s unutrašnje površine cijevi. Nakon otprilike 25 000 radnih sati lampa gubi 50% na svojoj propusnosti, svjetlost polako tamni, gubi na oštrini i jasnoći. Lampa i dalje radi, ali svjetlost postaje zatamnjena, a lampa neučinkovita. Proces je polagan i teško se primjećuje. Korisnik najčešće postane svjestan problema kada se pokraj stare nađe potpuno nova lampa. Ova je pojava
najizražajnija na krajevima same cijevi te se javlja i kao posljedica oštećenja emisijskog sloja na katodi.
Slika 6. Zatamnjenje na krajevima cijevi [7]
Pojave EOL-a opisane pod A i B kod lampe nemaju za posljedicu direktno povećanje temperature u potencijalno eksplozivnoj atmosferi, nego samo uzrokuju neučinkovitost lampe. Sljedeća pojava predstavlja potencijalnu opasnost za paljenje eksplozivne atmosfere.
C. Oštećenje odnosno gubitak emisijskog sloja
Kod svakog metala ispod površine postoje jedan ili dva elektrona koji se mogu lagano odvojiti od atoma. Dakle, postoji golema količina slobodnih elektrona koji se mogu jednostavno kretati poput molekula plina. Povećanjem temperature povećava se i njihova kinetička energija koja se djelomično predaje pri sudaru istih s drugim atomima i drugim elektronima. Sloj emisijskog materijala na katodi izrađen je od barija, stroncija i kalcijeva oksida. Tijekom normalnog životnog vijeka i uporabe lampe površinski sloj se troši (oštećuje) i to rezultira greškom kod lampe. Emisijski sloj na katodama potreban je da bi se omogućilo elektronima da termičkom emisijom prodru u plin. Sloj se polako troši bombardiranjem elektronima i ionima žive tijekom rada cijevi. Ali najveći dio se troši kao posljedica čestog paljenja lampe u režimu startanja s hladnom katodom, bez predgrijanja katode. Lampe koje rade u periodu kraćem od tri sata u pravilu ostaju bez emisijskog sloja prije neke druge greške. Kada emisijski sloj potpuno nestane, katoda ne može predati dovoljnu količinu elektrona u plin lampe da bi se ostvario izboj pri nazivnom naponu izboja. U slučaju da balast nema zaštitu, on ne bi isključio lampu s napona, nego bi davao cijevi još veći napon dok ne bi došlo do izboja.

Ana Hađak: Pojava End of Life (EOL) efekta kod Ex e fluorescentnih svjetiljki (e4 – e5)
Ex-Bilten 2013. Vol. 41, br. 1-2
Taj povećani napon uzrokovao bi povećanje temperature na katodi, odnosno na krajevima cijevi.
Ta temperatura oštećuje elektrode do njihova potpunog uništenja ili do puknuća stakla i gubitka niskog pritiska plina i prekidanja izboja. Ta se temperatura može prenijeti na grlo lampe i uzrokovati prekomjerno grijanje, taljenje materijala od kojeg je napravljeno grlo.
Slika 7. Oštećenja na grlu nastala
zbog visoke temperature [5]
IV. POSLJEDICE EOL EFEKTA I ZAHTJEVI NORME IEC 60079-7 ZA ISPITIVANJE
ELEKTRONIČKIH PRIGUŠNICA
Kao posljedica EOL fenomena nastaje asimetrični DC naponski oblik duž cijevi. Ovo se uobičajeno naziva ispravljačkim efektom. Ex e lampe obično rabe T8 cijevi (25-mm dijametar). Kod dužih lampi ova je pojava izraženija. Kada katoda cijevi postane iscrpljena ili se ošteti, potreban je veći napon na njoj da bi osigurala dovoljan broj elektrona kako bi lampa normalno radila. U većini slučajeva jedna katoda se
oštećuje prije druge. Uvećani napon koncentrira se na toj oštećenoj katodi. To znači da zbog povećane snage lokalno dolazi do pregrijavanja tog dijela cijevi i priključka preko kojeg se pregrijavanje prenosi na držač cijevi, grlo. Obično taj događaj brzo uništava katodu i plin u cijevi te se lampa ne može više uključiti. Pregrijavanje površine cijevi može dovesti do prekoračenja dopuštene površinske temperature, odnosno temperature temperaturnog razreda, slika 7.
Zadnje izdanje norme IEC 60079-7 prošireno je zahtjevima za dodatna ispitivanja balasta na EOL grešku simulirajući parametre EOL efekta. Točka 6.3.2.3. norme zahtijeva ograničenje potencijalno disipirane snage na kraju fluo cijevi na 10 W. Ta se vrijednost smatra sigurnom gornjom granicom za temperaturni razred T4 i maksimalnu temperaturu ambijenta od 60 °C. Ispitivanje se provodi za T8, T10 i T12 cijevi. Balasti u skladu s normom IEC 60079-7 moraju sadržavati zaštite koje detektiraju EOL grešku. U slučaju da se lampa ne može upaliti u nekoliko sekundi, balast mora isključiti lampu s napona, a ne pokušavati ponovno upaliti fluo cijev. Ako lampa radi konstantno bez gašenja, zaštita mora prepoznati trenutak kada parametri prijeđu granične vrijednosti i isključiti lampu. U oba primjera, ako se radi o lampi s dvije ili više fluo cijevi, u slučaju gašenja jedne cijevi to ne smije imati utjecaj na preostale cijevi.
Slika 8. Shema spoja za ispitivanje Asymmetric Pulse test [1]

Ana Hađak: Pojava End of Life (EOL) efekta kod Ex e fluorescentnih svjetiljki (e5 – e5)
Ex-Bilten 2013. Vol. 41, br. 1-2
A. Asymmetric Pulse test – Opis procedure ispitivanja
Balast se spaja na stezaljke J1, J2, a cijev na J3, J4. Zatvaraju se sklopke S1 i S4, a S2 se postavlja u poziciju A. Balast je uključen i lampa se grije u periodu od 5 min. Zatvara se S3, otvara S1 i čeka se 30 s. Mjeri se suma disipirane energije na otpornicima R1A-R1C i R2A i R2B i diodama D5–D8. Ako ta vrijednost prelazi 10 W, a balast nije isključio lampu, balast nije zadovoljio ispitivanje. Ako je zaštitni krug balasta isključio lampu, balast se ponovno provjerava i u položaju B. Balast mora isključiti lampu u oba položaja pri vrijednosti snage od 10 W.
B. Asymmetric Power test – Opis procedure ispitivanja
Za ispitivanje prema dodatku H2 norme IEC 60079-7 balast se spaja na stezaljke G-H prema shemi na slici 9. R1 se postavlja na minimalnu moguću vrijednost. Pali se fluo cijev i dopušta se njezino grijanje u periodu od 5 min. Vrijednost R1 se povećava u periodu od 15 s da se dobije snaga na otporniku od 20 W. Balast mora isključiti lampu. Ponavlja se postupak kako bi se postigla vrijednost snage na otporniku od 10 W. Balast mora isključiti lampu pri toj vrijednost i u položaju A i B.
Slika 9. Shema spoja za ispitivanje Asymmetric Power test [1]
Slika 10. ExLAB oprema za ispitivanje elektroničkih prigušnica
V. ZAKLJUČAK
EOL je česta i neminovna pojava koja nastaje starenjem fluo cijevi. Najopasnija je ako dođe do gubitka emisijskog sloja na katodi. Nastane li oštećenje elektrode, temperatura u tom području može dosegnuti i 800 °C u vrlo kratkom roku. Zbog visoke temperature žica elektrode može se otrgnuti, pasti na staklo i rastopiti ga. U tom slučaju odmah dolazi do prestanka izboja. Ovaj scenarij događa se u manje od 1% slučajeva. Ako se žica elektrode ošteti, ali ne padne na staklo, izboj se može provoditi u idućih 60 – 180 s. Rezultirajuća temperatura može iznositi i do 300 °C. Posljedično, staklo slabi na tom mjestu, a prsten elektroda spušta se prema staklenoj cijevi. Ako zaštitni prsten (katodni zaslon) dođe u kontakt sa žicom elektrode, izboj se može održavati satima. Temperatura kontakata do kojih može doći eksplozivna atmosfera po principu zaštite povećana sigurnost može prijeći dopuštenu graničnu vrijednost temperaturnog razreda. Rješenje za ovaj problem je prikladna EOL zaštita u elektroničkim balastima koja detektira EOL pojavu i na vrijeme isključuje lampu. Provedenim ispitivanjima potvrđuje se da ćemo dobiti zaštitu koja će efikasno spriječiti degradaciju zaštite povećana sigurnost i omogućiti izbjegavanje mogućih katastrofalnih posljedica.
LITERATURA
[1] IEC 60079-7 Ed. 4.0: Explosive atmospheres – Part 7: Equipment protection by increased safety "e"
[2] R. Kulessa: End-of-life effect of explosion-protected luminaires with fluorescent lamps intended for zone 1 –PTB.
[3] Doc No. 020-100-741 Analysing the causes of blackening ends of fluorescent lamps, COSINE DEVELOPMENT, February, 2008.
[4] End of Life (EOL) Chalmit Lighting prezentacija [5] P. Heyse: End of-Life problems with fluorescent lighting, 11.07.2005. [6] EXPERIMENT Electronic Ballast, Electronic Ballast for Fluorescent
Lamps, September 18, 2012. [7] End of Life (EOL) Victor Lighting prezentacija [8] S. Krajcar, A. Šribar: Svjetlotehničke veličine i jedinice,
OSRAM d.o.o. [9] E. Generalić,
http://glossary.periodni.com/glosar.php?hr=spektar+elektromagnetskog+zračenja

Marino Kelava: Ex d uvodnice (f1 – f5)
Ex-Bilten 2013. Vol. 41, br. 1-2
Ex d uvodnice Ex d cable glands
Marino Kelava, dipl. ing. el. Ex-Agencija, Baštijanova bb, Zagreb
e-mail: [email protected]
Sažetak — Članak obrađuje problematiku izravnog uvoda kabela u Ex d kućište korištenjem certificiranih uvodnica sa zaljevnom masom, odnosno s brtvenim prstenom. Daje se usporedba obiju navedenih izvedbi izravnog uvoda, presjek zahtjeva važeće zakonske regulative i primjenjivih norma, te komentar na završni prijedlog petog izdanja instalacijske norme IEC 60079-14 čija se objava očekuje početkom 2014. godine.
Ključne riječi — vrsta protueksplozijske zaštite, oklapanje, izravni kabelski uvod
Summary — This article describes the issues of direct cable entry in Ex d enclosures using certified sealed glands and glands with sealing rings. It provides a comparison of both of these direct entries, as well as a cross-section of the requirements of current legal regulations and applicable standards, and commentary on the final draft of the fifth edition of installation standard IEC 60079-14, which is expected to be publsihed in early 2014.
Key words — type of explosion protection, flameproof enclosure, direct cable entry
I. UVOD
Vrsta protueksplozijske zaštite oklapanje oznake Ex d ubraja se među najstarije tehnike izrade opreme namijenjene ugradnji u prostore ugrožene eksplozivnom atmosferom. Ukratko, riječ je o opremi kod koje se dijelovi koji u normalnom radu sadržavaju potencijalni uzročnik paljenja (poput električne iskre ili luka, odnosno vruće površine i sl.) zatvaraju u posebno izrađeno kućište s točno određenim dimenzijama spojeva, koje kod ove vrste zaštite nazivamo zaštitni raspori, a sve s ciljem da se eventualna unutarnja eksplozija zadrži unutar tog kućišta. Dakle, kućište mora izdržati tlak eksplozije bez prijenosa plamena kroz zaštitne raspore prema vanjskom prostoru, odnosno plamen eksplozije se prolaskom kroz zaštitne raspore mora ohladiti do te mjere da plinovi koji budu "ispuhani" prema vanjskom prostoru više nemaju dovoljno energije za paljenje okolne eksplozivne atmosfere. Na taj način uređaj u vrsti zaštite oklapanje Ex d ne stvara rizik od eksplozije.
Slika 1. Ex d kućište i zaštitni raspori
Proizvođač je prije stavljanja takve opreme na tržište dužan pribaviti certifikat od prijavljenog tijela (eng. Notified Body) kojim dokazuje sukladnost opreme s bitnim zahtjevima za zdravlje i sigurnost propisanim u EU direktivi 94/9/EC (najčešće korištenjem harmoniziranih norma EN 60079-0 i EN 60079-1), izraditi izjavu o sukladnosti i upute za uporabu. Radi se o jasno definiranim procedurama koje uključuju ispitivanja u ovlaštenom laboratoriju i daju visoku razinu pouzdanosti završnog proizvoda (uz proveden pregled proizvodnje s pozitivnom ocjenom). Međutim, unatoč svim tim provjerama i visokoj pouzdanosti, završni proizvod se najčešće provjerava bez priključnog kabela (osim kod uređaja s trajno spojenim kabelom kao dijelom proizvoda), s otvorima za uvod kabela zatvorenim certificiranim čepovima, te najslabiju kariku u osiguranju protueksplozijske zaštite gotove instalacije takve opreme predstavlja postupak instaliranja u postrojenju, odnosno izvođenje uvoda kabela u Ex d kućište.
Instalater pri povezivanju Ex d opreme na vanjske električne krugove ima na raspolaganju nekoliko mogućnosti. Može povezivanje izvesti provlačenjem izoliranih vodiča kroz certificiranu Ex d cijevnu instalaciju, što je uobičajena praksa u SAD-u i Kanadi. Zatim može rabiti opremu s neizravnim uvodom preko dodatnog kućišta, najčešće izvedenog u vrsti zaštite povećana sigurnost Ex e ili izravnim uvodom u Ex d kućište preko certificirane Ex d uvodnice sa zaljevnom brtvenom masom ili s brtvenim prstenom. U nastavku ovog članaka fokusirat ćemo se na izvedbu izravnog uvoda kabela u Ex d kućište preko certificirane uvodnice.

Marino Kelava: Ex d uvodnice (f2 – f5)
Ex-Bilten 2013. Vol. 41, br. 1-2
a) neizravni uvod
kabela u Ex d kućište
b) izravni uvod kabela u
Ex d kućište
c) cijevni uvod vodiča u
Ex d kućište Slika 2.
II. UVODNICA S BRTVENOM MASOM
Razmatrajući povijesni razvoj vrste zaštite oklapanje, izravni kabelski uvod preko certificirane uvodnice sa zaljevnom brtvenom masom počeo se primjenjivati puno ranije od izvedbe s gumenim brtvenim prstenom. Ako govorimo o izravnom kabelskom uvodu, može se s pravom reći da je uvod u Ex d kućište preko certificirane uvodnice sa zaljevnom masom najpouzdanije rješenje koje gotovo potpuno uklanja rizik od prijenosa plamena unutarnje eksplozije između kućišta i uvodnice, između tijela uvodnice i kabela, a također i kroz sam kabel, između vodiča. Dakle, zaljevna brtvena masa djeluje kao učinkovita kabelska ispuna i ne dopušta da se plamen eksplozije prenese kroz kabel, zbog čega odabir kabela, s obzirom na svoju ispunu, nema utjecaja na ukupnu protueksplozijsku zaštitu Ex d uređaja i pripadajuće instalacije. No, da bi pouzdanost bila ostvarena, instalater mora potpuno slijediti upute proizvođača jer u suprotnom postoji opasnost da zaljevna masa ne bude učinkovita u ostvarenju svoje namjene.
Instaliranje se obavlja u sljedećim koracima: 1. priprema kabela 2. priprema zaljevne mase 3. zalijevanje 4. stvrdnjivanje mase 5. provjera. U prvom koraku uklanja se dio izolacije kabela kako
bi se samo izolirani vodiči provukli kroz dio uvodnice koji će se zaliti zaljevnom masom. Ako se radi o uvodnici za armirane kabele, u ovom koraku se žice armature režu na duljinu potrebnu za prihvat u metalne prstenove uvodnice kako bi se ostvarila pouzdana električna veza armature s uvodnicom i sidrenje kabela.
Zaljevna masa najčešće dolazi kao pribor s dvije komponente od kojih je jedna katalizator koji pokreće otvrdnjivanje smjese. Stoga je u drugom koraku te dvije komponente potrebno dobro izmiješati u za to
predviđenoj posudici ili prstima, ovisno o proizvođaču. Tako pripremljenom masom se u trećem koraku ispunjava prostor između pojedinih vodiča i između tijela uvodnice i vodiča. U ovom koraku treba posebno voditi računa o tome da se ne prekorači najveći dopušteni broj vodiča kroz uvodnicu i da se potpuno ispuni prostor po presjeku i dubini, sve prema uputama proizvođača. Na taj se način osigurava udovoljenje zahtjevima norme IEC 60079-1 da ukupna duljina zalivenog dijela bude barem 20 mm te da zaljevna masa ispunjava barem 20% presjeka. Nakon zalijevanja potrebno je pričekati da masa otvrdne te se na kraju obavlja vizualna kontrola kompletirane uvodnice.
Iz svega navedenog može se lako zaključiti da postupak instaliranja ovakve uvodnice zahtijeva mnogo strpljenja, ali i stručnosti instalatera, što je i bio jedan od glavnih razloga da se pokuša pronaći jednostavnije rješenje u obliku uvodnice s brtvenim prstenom.
Slika 3. Ex d uvodnica sa zaljevnom masom [2]
III. UVODNICA S BRTVENIM PRSTENOM Želja za pojednostavnjenjem i ubrzanjem određenih
postupaka u proizvodnji i pri instaliranju, razvoj međunarodne normizacije u području tehnike i nova saznanja u znanosti o gradivima doveli su do općeg prihvaćanja uporabe Ex d uvodnica s gumenim brtvenim prstenom. Njihove glavne prednosti u odnosu na uvodnice sa zaljevnom brtvenom masom su jednostavnost izvedbe i postupka instaliranja te niža cijena.

Marino Kelava: Ex d uvodnice (f3 – f5)
Ex-Bilten 2013. Vol. 41, br. 1-2
Slika 4. Ex d uvodnica s brtvenim prstenom [2]
Međutim, uporaba ovakve vrste uvodnice bez dodatnih analiza i ispitivanja ne uklanja uvijek rizik od paljenja okolne eksplozivne atmosfere. Naime, za razliku od Ex d uvodnica sa zaljevnom masom, kod uvodnica s brtvenim prstenom osiguravamo samo pritisak između gumene brtve i kabela, što može biti neučinkovito ako se rabi kabel bez ispune ili s djelomičnom ispunom. Kod takvih se kabela plamen eksplozije može prenijeti kroz kabel, između vodiča i na najslabijem mjestu probiti izolacijske slojeve prema vanjskoj atmosferi. Element koji dodatno povećava ovaj rizik je činjenica da na tržištu ne postoje posebno konstruirani kabeli koji bi bili provjereno pouzdani, odnosno certificirani za korištenje s Ex d uvodnicama s brtvenim prstenom. Na međunarodnoj konferenciji PCIC Europe u Parizu 2007. stručnjaci iz skupine za održavanje norme IEC 60079-14 prikazali su primjer u kojem su dva uzorka kabela nabavljenog od istog proizvođača, s istim kataloškim brojem, u jednoj isporuci imala potpunu ispunu, a u sljedećoj su stigli sasvim bez ispune, bez ikakva upozorenja proizvođača (slika 5.). Prva isporuka bila je iz proizvodnog pogona u Švicarkoj, a druga je proizvedena u Istočnoj Europi.
Slika 5. Uzorci kabela istog proizvođača i oznake [4]
Ispitivanja provedena u Ex-Agenciji i drugim ispitnim laboratorijima u svijetu dokazuju da kabeli s djelomičnom ispunom i oni bez ispune u pravilu ne zadovoljavaju ispitivanje probojnim paljenjem (slika 6.).
Slika 6. Ispitivanje kombinacija Ex d uvodnica s brtvenim prstenom i kabela [4]
Međunarodna zajednica stručnjaka okupljenih u skupini zaduženoj za održavanje norme IEC 60079-14 suglasna je u tome da je jedini način da se određena kombinacija uvodnice i kabela proglasi prihvatljivom ispitivanje. Ovakvo stajalište podupire i Ex-Agencija te je obvezno laboratorijsko ispitivanje svake kombinacije kabela i uvodnice prije odobrenja za uporabu.
IV. NOVI NACRT IEC 60079-14 Ed. 5.0
Nacrt budućeg petog izdanja norme IEC 60079-14, koje je u pripremi, sadržava informacije koje upućuju na posebne zahtjeve kod odabira kabela za uvodnice s gumenim brtvenim prstenom. Traži se korištenje potpuno ispunjenih kabela, okruglog presjeka i duljine najmanje 3 m. Ako se rabi armirani kabel, uvodnica mora biti s elementom za sidrenje armature, a prolaz kroz brtvu mora biti bez vanjske izolacije i armature. U novom dodatku E opisuje se postupak provjere kabela na nepropusnost kako bi se spriječilo "curenje" plinova između žila kabela i eventualni prijenos plamena eksplozije kroz kabel. Ispitivanje se provodi na uzorku kabela duljine 0,5 m koji se montira na potpuno zatvoreno i zabrtvljeno kućište volumena 5 l (± 2 l), u uvjetima postojane temperature okoline. Smatra se da je određeni uzorak zadovoljio ako se početni pretlak od 0,3 kPa unutar kućišta smanji za manje od 0,15 kPa unutar 5 s. Kućište mora biti učinkovito zabrtvljeno kako bi se smanjili gubici tlaka kroz sastave kućišta. Ovo ispitivanje preuzeto je iz norme IEC 60079-15, gdje se nalazi u popisu tipskih ispitivanja za vrstu zaštite ograničeno disanje 'nR'. Ovakav pristup, ako u konačnici bude prihvaćen, pojednostavnit će postupak ocjene uvodnica s gumenim brtvenim prstenom i određenom vrstom kabela.
V. ZAKLJUČAK
Izravni uvod kabela u Ex d kućište predstavlja najslabiju kariku u cjelokupnoj protueksplozijskoj zaštiti kompletne instalacije Ex d opreme. Osoblje koje

Marino Kelava: Ex d uvodnice (f4 – f5)
Ex-Bilten 2013. Vol. 41, br. 1-2
provodi instaliranja certificiranih Ex d uvodnica mora za to biti posebno obučeno kako bi se umanjio rizik od pogreške pri instaliranju. Ex d uvodnica sa zaljevnom brtvenom masom pouzdanije je rješenje od uvodnice s gumenim brtvenim prstenom i nije ovisno o vrsti kabela, međutim želja za ubrzanjem postupka instaliranja i smanjenjem cijene instalacije doveli su do općeg prihvaćanja uporabe Ex d uvodnica s gumenim brtvenim prstenom. Iskustvo pokazuje da se kombinacije takvih uvodnica i kabela mogu potvrditi i prihvatiti jedino na temelju ispitivanja. IEC kroz rad skupine za održavanje norme IEC 60079-14 nastoji pronaći što jednostavniji, a ipak prihvatljivo pouzdan način ispitivanja kombinacija Ex d uvodnica s kabelom. Rezultat tog nastojanja bit će vidljiv već u sljedećem izdanju norme koje očekujemo početkom 2014.
LITERATURA
[1] CDV dokument 31J/225/FDIS - IEC 60079-14 Ed 5.0 Eksplozivne atmosfere – 14. dio: Projektiranje, odabir i polaganje električnih instalacija
[2] Priručnik Agencije za prostore ugrožene eksplozivnom atmosferom: Ex-oprema i zaštitni sustavi
[3] IEC 60079-14 Ed 4.0 Eksplozivne atmosfere – 14. dio: Projektiranje, odabir i polaganje električnih instalacija
[4] P. Thurnherr, G. Schwarz: Electrical Installations in Hazardous Areas, PCIC Europe, Pariz, 2007.

Ex-Bilten 2013. Vol. 41, br. 1-2

Ex-Bilten 2013. Vol. 41, br. 1-2
Protueksplozijska zaštitau rudarstvu i nafti
Vremenski upuštač
plina MB – 3 Time-release
gas unit MB – 3
Josip Samaržija, ing. el. INA d.d., Sektor IPNP za JIE, Zagreb
Sažetak — Nova generacija vremenskih upuštača plina MB – 3 razvijena je kako bi optimirala proizvodnju nafte na naftnim bušotinama s plinskim podizanjem.
Na nekim naftnim poljima proizvodnja nafte provodi se s pomoću njihalica za koje je potrebna električna energija s priključenjem na distributivni sustav za pokretanje i upravljanje elektromotora većih snaga (to ovisi o dubini bušotine i instalirane opreme s koje se podiže nafta).
U tom je slučaju utrošena električna energija izgubljena, za razliku od načina pridobivanja nafte prikazanog u ovom članku.
Sav plin koji se koristi, u ovom slučaju za proizvodnju nafte, odvaja se separacijom i ponovno se utiskuje u bušotine. Vremenski upuštač plina izveden je i dizajniran za montažu na samu bušotinu. Neke od prednosti novog sustava su:
- jednostavna implementacija na postojeće bušotine s plinskim podizanjem
- mogućnost implementacije na bušotinama s Plunger lift-sustavom
- temperaturno područje rada od –40 °C do 85 °C - jednostavna ugradnja na bušotinu - nizak faktor održavanja - iznimno mala potrošnja električne energije (50 mW) - energetski autonoman pogon sustava - kontinuirano punjenje baterija s pomoću
fotonaponskog panela - kompaktna i robusna konstrukcija te - mogućnost daljinskog upravljanja.
Ključne riječi — vremenski upuštač, njihalica, nafta, plin, električna energija, elektromotor
Summary — The new generation of time-release gas units MB – 3 was developed to optimize the production of oil at drilling sites with gas lift.
In some oil fields oil production is carried out with the assistance of a swing that requires electrical supply from the distribution system for the operation of high-powered electric motors (depending on the depth of the well and installed equipment that pumps the oil).
In this case the electricity used is wasted, unlike the method of oil production, which is described in this article.
All of the gas used for oil production in this case is separated and injected back into the well.
The time-release gas unit is designed and constructed for installation on the well itself.
Some of the advantages of the new system are:
- simple implementation on existing wells with gas lift, - possible implementation on wells with the plunger-lift
system, - temperature range from -40°C to 85°C, - simple installation on the well, - low maintenance factor, - exceptionally low consumption of electricity (50mW), - autonomous electrical operation of the system, - continuous battery charging through photovoltaic
cells, - compact and robust construction - possible remote control.
Key words — time-release, swing, oil, gas, electricity, electric motor
I. UVOD
Pri iskorištavanju bušotina metodom plinskog podizanja koristi se energija akumulirana u stlačenom plinu koji svojom ekspanzijom diže kapljevinu (sirove nafte i vode) u bušotini do dna ušća te od separatora (selekcije) za odvajanje nafte i plina. Na slici 1. prikazan je tipičan sustav plinskog podizanja nafte koji se sastoji od sljedećih elemenata:
- izvoda visokotlačnog plina – iz kompresorske stanice (6) ili izravno iz magistralnog plinovoda
- visokotlačnog plinovoda (8) te plinskog razdjeljivača bušotina, 'češlja' (7) iz kojega se priključnim plinovodima (9) plin pod visokim tlakom od 30 do 40 bara dovodi do proizvodne bušotine (1)
- niskotlačnih odvodnih cjevovoda (10) do razdjeljivača bušotina (3)
- separatora (4) i spremnika nafte (5).
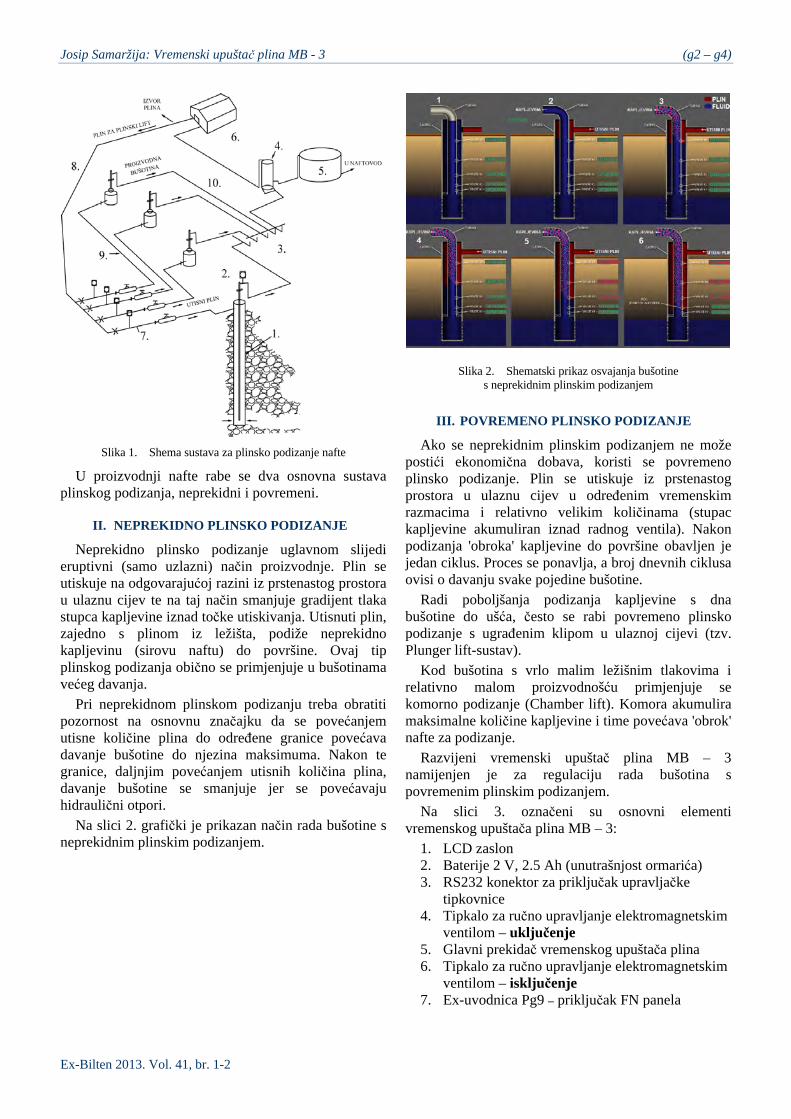
Josip Samaržija: Vremenski upuštač plina MB - 3 (g2 – g4)
Ex-Bilten 2013. Vol. 41, br. 1-2
Slika 1. Shema sustava za plinsko podizanje nafte
U proizvodnji nafte rabe se dva osnovna sustava plinskog podizanja, neprekidni i povremeni.
II. NEPREKIDNO PLINSKO PODIZANJE
Neprekidno plinsko podizanje uglavnom slijedi eruptivni (samo uzlazni) način proizvodnje. Plin se utiskuje na odgovarajućoj razini iz prstenastog prostora u ulaznu cijev te na taj način smanjuje gradijent tlaka stupca kapljevine iznad točke utiskivanja. Utisnuti plin, zajedno s plinom iz ležišta, podiže neprekidno kapljevinu (sirovu naftu) do površine. Ovaj tip plinskog podizanja obično se primjenjuje u bušotinama većeg davanja.
Pri neprekidnom plinskom podizanju treba obratiti pozornost na osnovnu značajku da se povećanjem utisne količine plina do određene granice povećava davanje bušotine do njezina maksimuma. Nakon te granice, daljnjim povećanjem utisnih količina plina, davanje bušotine se smanjuje jer se povećavaju hidraulični otpori.
Na slici 2. grafički je prikazan način rada bušotine s neprekidnim plinskim podizanjem.
Slika 2. Shematski prikaz osvajanja bušotine s neprekidnim plinskim podizanjem
III. POVREMENO PLINSKO PODIZANJE
Ako se neprekidnim plinskim podizanjem ne može postići ekonomična dobava, koristi se povremeno plinsko podizanje. Plin se utiskuje iz prstenastog prostora u ulaznu cijev u određenim vremenskim razmacima i relativno velikim količinama (stupac kapljevine akumuliran iznad radnog ventila). Nakon podizanja 'obroka' kapljevine do površine obavljen je jedan ciklus. Proces se ponavlja, a broj dnevnih ciklusa ovisi o davanju svake pojedine bušotine.
Radi poboljšanja podizanja kapljevine s dna bušotine do ušća, često se rabi povremeno plinsko podizanje s ugrađenim klipom u ulaznoj cijevi (tzv. Plunger lift-sustav).
Kod bušotina s vrlo malim ležišnim tlakovima i relativno malom proizvodnošću primjenjuje se komorno podizanje (Chamber lift). Komora akumulira maksimalne količine kapljevine i time povećava 'obrok' nafte za podizanje.
Razvijeni vremenski upuštač plina MB – 3 namijenjen je za regulaciju rada bušotina s povremenim plinskim podizanjem.
Na slici 3. označeni su osnovni elementi vremenskog upuštača plina MB – 3:
1. LCD zaslon 2. Baterije 2 V, 2.5 Ah (unutrašnjost ormarića) 3. RS232 konektor za priključak upravljačke
tipkovnice 4. Tipkalo za ručno upravljanje elektromagnetskim
ventilom – uključenje 5. Glavni prekidač vremenskog upuštača plina 6. Tipkalo za ručno upravljanje elektromagnetskim
ventilom – isključenje 7. Ex-uvodnica Pg9 – priključak FN panela

Josip Samaržija: Vremenski upuštač plina MB - 3 (g3 – g4)
Ex-Bilten 2013. Vol. 41, br. 1-2
8. Ex-uvodnica Pg13,5 – priključak elektromagnetskog ventila
9. Ex-uvodnica Pg9 – priključak uzemljenja 10. Regulator punjenja baterija (unutrašnjost
ormarića) 11. Vrata ormarića.
Slika 3. Dispozicija opreme u vremenskom upuštaču plina
Na slikama 4. i 5. prikazani su primjeri postavljanja vremenskog upuštača plina na nosač i njegovo priključenje na elektromagnetski ventil. Za razliku od prijašnje inačice vremenskog upuštača plina, koji se ugrađuje izvan prostora ugroženih eksplozivnom atmosferom (slika 4.), novorazvijena inačica postavlja se direktno na bušotinu, ilustrativno prikazano na slici 5.
Slika 4. Ugradnja prijašnje inačice vremenskog upuštača plina na bušotinu
Slika 5. Ugradnja nove inačice
vremenskog upuštača plina na bušotinu
Na slici 6. prikazana je funkcionalna shema vremenskog upuštača plina MB – 3. Sve elektroničke komponente su low power izvedbe, čime je minimizirana potrošnja električne energije i maksimirana autonomija rada sustava.
Slika 6. Funkcionalna blok shema vremenskog upuštača plina
Vremenski upuštač plina MB – 3 izveden je u Low-Lower (Complemetary Metal Oxide Semiconductor) tehnologiji te se temelji na mikroprocesoru tipa NSC800. Razvijeni upravljački algoritam pohranjen je na EPROM (Erasable Programmable Read-Only Memory) memorijskoj jedinici, čime je osigurana stabilnost pohranjenog algoritma u slučaju nestanka napajanja.
Kako bi se omogućilo sigurno i pouzdano punjenje baterija s pomoću fotonaponskog panela, razvijen je na slici 7. prikazani regulator punjenja baterija.
Slika 7. Shema regulatora punjenja baterija
Na slici 8. dana je klasifikacija prostora ugroženih eksplozivnom atmosferom na tipičnoj bušotini. Nova generacija vremenskih upuštača plina postavlja se na bušotinu tako da je onemogućen ulazak tipkovnice za parametriranje u zonu opasnosti 1.
Na slici 8. označeni su sljedeći elementi: 1. Naftovod Φ 76,2 mm (3"), 72 bara (500 psi) 2. AK uređaj 3. Nosač sapnice sa sapnicom, čepom i ventilićem

Josip Samaržija: Vremenski upuštač plina MB - 3 (g4 – g4)
Ex-Bilten 2013. Vol. 41, br. 1-2
4. Protupovratna zaklopka Φ 50,8 mm (3"), 72 bara (500 psi)
5. Spojnica na utisnom plinovodu 6. ½" ventili 7. Križni segment Φ50,8 x 76,2 mm (2"x3"), 210
bara, (3000 psi) 8. Zasun Φ 50,8 mm (2"), 350 bara, (5000 psi) 9. Naftovodni ventil 50,8 mm (2"), 210 bara, (3000
psi)
10. ½" ventili s manometrom 11. Čep Φ 50,8 mm (2"), 210 bara (3000 psi) 12. Utisni plinovod Φ 50,8 mm (2"), 140 bara (2000
psi) 13. Ventil na utisnom plinovodu Φ 50,8 mm (2"),
140 bara (2000 psi) 14. Vremenski upuštač plina MB – 3.
Slika 8. Klasifikacija prostora bušotine ugroženog eksplozivnom atmosferom (ilustrativni primjer)
Vremenski upuštač plina MB – 3 mora, ovisno o
zoni opasnosti, udovoljiti svim zahtjevima vezanim uz protueksplozijsku zaštitu (kategorija, zahtjevi na električne instalacije i sl.) te o navedenom udovoljenju posjedovati potrebnu dokumentaciju (izjavu o sukladnosti i/ili certifikat, električne sheme i sl.).
IV. ZAKLJUČAK
Ova metoda pridobivanja/proizvodnje nafte pokazala se vrlo korisna jer su gubici u uloženoj energiji jako mali u usporedbi s drugim načinima (korištenjem njihalica ili drugih prisilnih metoda).
Uređaj nije osjetljiv na niske i visoke temperature te na vremenske nepogode, oprema je posebno odabrana za sve klimatske uvjete.
Najveća je prednost što uređaj posjeduje vlastiti izvor električne energije (koristeći Sunčevu energiju za proizvodnju električne) za napajanje i upravljanje uređajem i opremom koja je spojena na njega te se stoga može svugdje instalirati, i ondje gdje ne postoji stalna opskrba električnom energijom koju provodi distributer.
S obzirom na to da se ugrađuje u prostore ugrožene eksplozivnom atmosferom, vremenski upuštač plina mora udovoljiti zahtjevima protueksplozijske zaštite.

Stjepan Pavliša, Josip Samaržija: Katodna zaštita i prostori koji su potencijalno ugroženi eksplozivnom… (h1 – h10)
Ex-Bilten 2013. Vol. 41, br. 1-2
Katodna zaštita i prostori koji su potencijalno ugroženi
eksplozivnom atmosferom Cathodic protection and areas at
risk of potentially explosive atmospheres
Stjepan Pavliša, ing. el. PA-EL d.o.o., Veliko Trgovišće e-mail: [email protected]
Josip Samaržija, ing. el.
INA d.d., Sektor IPNP za JIE, Zagreb e-mail: [email protected]
Sažetak — U mnogim postrojenjima koja služe za dobavu, transport, skladištenje i distribuciju zapaljivih plinova i tekućina ima prostora u kojima se moraju provesti dodatne mjere zaštite od požara i eksplozija. Budući da sustav katodne zaštite rabi električnu energiju, i on sam može biti uzročnik požara. Sustavi katodne zaštite mogu biti instalirani unutar prostora koji je ugrožen eksplozivnom atmosferom ili izvan prostora, na primjer na dobavnom ili otpremnom cjevovodu. Za katodnu zaštitu, u smislu sigurnog korištenja električne energije, primjenjuju se sva pravila kao i za ostalu elektrotehničku opremu i instalacije niskog napona.
Poznato je da se na postrojenjima, osim postupaka kojima se sprječava nastajanje nekontroliranog curenja zapaljivog plina ili tekućine, provode i mjere sprječavanja prekomjernog zagrijavanja i iskrenja na instalaciji ili opremi kod mehaničkog rada te opreme, ali i protoka električne energije.
Promatrajući samo tokove električne energije, u jednom dijelu doprinos im daje i sustav katodne zaštite jer je on direktno spojen na čeličnu konstrukciju, pomiče joj potencijal i kroz nju teče struja katodne zaštite. Te struje mogu biti velikog iznosa i kobne ako se na postrojenju međusobno ne usklade instalacije katodne zaštite i ostale elektrotehničke instalacije, a prije svega sa sustavom dodatnog izjednačenja potencijala, uzemljivača i sustavom zaštite od munje.
Važnu ulogu u sprječavanju ulaska struja katodne zaštite u postrojenje iz dopremnih i otpremnih cjevovoda imaju izolirajući umetci na cjevovodima (prirubnice ili monoblokovi) koji galvanski odvajaju cjevovode od postrojenja. Međutim, često se za njihovu zaštitu od električnog proboja rabe pogrešno izabrane prenaponske zaštite pa struje katodne zaštite iz cjevovoda ulaze u postrojenje, ali i suprotno, na cjevovode odlaze struje prouzročene radom električne opreme postrojenja. Pritom može nastati šteta na postrojenju, ali i cjevovodu.
No, budući da učinkovitost katodne zaštite u sprječavanju korozije, primarno i sekundarno, na ukopanim i uronjenim čeličnim konstrukcijama nadilazi sve ostale protukorozijske mjere zaštite, obveza ju je rabiti, a u projektiranju, odabiru opreme i kvalitetom izvedbe treba gore naznačene rizike izbjeći kada je riječ o prostorima ugroženim eksplozivnom atmosferom.
Ključne riječi — korozija, katodna zaštita, prenaponska zaštita, elektroda, polarizacijska ćelija, anodno ležište, prirubnice/monoblokovi, električna energija
Summary — Many industrial plants that are involved in the supply, transport, storage and distribution of flammable gas and liquids have areas that require additional measures of protection from fires and explosions. Since the cathodic protection system uses electricity, it itself can be the source of ignition. Cathodic protection systems can be installed in areas at risk of explosive atmospheres, or outside the area, such as on the supply or delivery pipeline. Where safe usage of electricity is concerned, cathodic protection requires the application of all the same regulations as for other low-voltage electrical equipment and installations. It is well-known that, besides the procedures for prevention of the uncontrolled leakage of flammable gas or liquid, measures are also implemented to prevent excessive heating and sparking of installations or equipment, caused by electrical currents and mechanical operation of the equipment. Observing just the electrical currents, the cathodic protection system also contributes in one part because it is directly connected to the steel construction, through which cathodic protection current flows and changes its potential. These currents can be significantly strong and deadly if the cathodic protection installation is not unified with other electrical installations in the plant, and above all with the potential equalization system, earthing electrode and lightning protection system. The insulators on pipelines (flanges or mono blocks) play a significant role in preventing cathodic protection currents from entering the plant through supply and delivery pipelines, by providing galvanic separation of the pipeline from the plant. However, often the wrong overvoltage protection is used in the safeguard from electrical arcing and cathodic protection currents in the pipeline enter the plant and conversely, currents caused by the operation of electrical equipment exit the plant through the pipeline. In such cases damage can occur to both the plant and the pipeline. Yet since the efficiency of cathodic protection in the prevention of corrosion, primary and secondary, in submerged and buried steel constructions exceeds all other anti-corrosion protection measures, its use is mandatory; and through design, equipment selection and quality construction the above-mentioned risks should be avoided wherever there are areas at risk of explosive atmospheres. Key words — corrosion, cathodic protection, overvoltage protection, electrode, polarization cell, anode bearing, flanges/mono blocks, electricity
I. UVOD – KOROZIJA METALA
Čelične konstrukcije (cjevovodi) izložene su različitim kemijskim, fizičkim i biološkim utjecajima koji štetno djeluju na površinu čelične konstrukcije, odnosno nastaju korozijski procesi, tj. korozijske šupljine (slike 1. i 2.). Intenzitet korozije ovisi o unutarnjim i vanjskim faktorima. Pod unutarnjim kao konstrukcijska svojstva materijala podrazumijevaju se:

Stjepan Pavliša, Josip Samaržija: Katodna zaštita i prostori koji su potencijalno ugroženi eksplozivnom… (h2 – h10)
Ex-Bilten 2013. Vol. 41, br. 1-2
sastav, oblici, defekti, napetosti, mehanička i fizička svojstva konstrukcije i površine.
Pod vanjskim faktorima podrazumijevamo svojstva okoline u dodiru kao što su svojstva atmosfere, tla ili materijala u dodiru, odnosno vrsta i koncentracija agresivnih specija, pH, tlak, temperatura, naprezanja, vlažnost, radijacija, električni naboj, vibracije tla i konstrukcije, prisutnost raznih instalacija i elektromagnetskih postrojenja, prisutnost mikroorganizama itd.
Slika 1. Korozijska šupljina na plinovodu
Slika 2. Korozijska šupljina na plinskom priključku
Konačne posljedice korozijskog djelovanja mogu biti prijevremena ili trajna neupotrebljivost konstrukcije, ali i nesretni slučajevi ili šteta koja bi nastala pri nekontroliranom izlasku, npr. plina kroz korozijske šupljine u tlo ili atmosferu.
Korozija na čeličnim cjevovodima i ostalim metalnim konstrukcijama može prouzročiti:
- slabljenje konstrukcije – narušavanje mehaničko-građevinske stabilnosti
- gubitak ili smanjenje funkcije konstrukcije - gubitke medija u transportu/distribuciji iz
cjevovoda ili spremnika u tlo - opasnost od nastajanja požara ili eksplozije - opasnosti i ugrožavanje života zaposlenika i
stanovništva, odnosno opasnost od nastajanja ekološke štete, tj. onečišćenje tla i okoliša
- povećanje troškova održavanja zbog sanacija i popravaka korozijom oštećenih konstrukcija i
- posredni gubici kod korisnika energenata zbog kvara na cjevovodu u vidu obustave dotoka plina, nafte, vode itd.
II. ZAŠTITA OD KOROZIJE
Za zaštitu od korozije koristi se više vrsta postupaka i zaštitnih sredstava, ovisno o tome je li čelična konstrukcija ukopana, uronjena, nadzemna na otvorenom prostoru, u pogonu s korozijski agresivnom atmosferom ili bez nje, u poslovnim zgradama, u stanovima i sl.
Za svaku čeličnu konstrukciju, sukladno njezinoj namjeni, smještaju, svojstvima konstrukcije i okoline, projektom se odredi postupak i vrsta zaštite od korozije.
Nadzemne čelične konstrukcije
Nadzemne čelične konstrukcije izložene su koroziji koja nastaje utjecajem atmosfere.
Za njihovu zaštitu najčešće se koriste: - kvalitetna priprema (čišćenje) površine cijevi
(konstrukcije) - zaštitni premazi – boje, lakovi i dvokomponentne
smole - zaštitne obloge – cink, krom, srebro i slične
metalne prevlake ili folije, trake i slične organske prevlake (poliplasti) i
- inhibitori – aktivni sustavi zaštite od korozije (posebni uvjeti).
Nadzemni cjevovodi dostupniji su nadzoru i lakše se održavanju od ukopanih. Na nadzemnim cjevovodima korozijski se procesi mogu brzo uočiti i poduzeti mjere za popravak konstrukcije i antikorozivne zaštite.
Ukopane i uronjene čelične konstrukcije
Ukopana i uronjena čelična konstrukcija elektrokemijski je ekvivalent metala uronjenog u elektrolit. Odmah nakon uranjanja zbog razlike potencijala između metala i elektrolita dolazi do pojave elektrokemijskih procesa koji su višestruko aktivniji od korozijskih procesa na konstrukcijama koje su izložene atmosferi. Za zaštitu od korozije takvih konstrukcija, osim standardne antikorozivne pasivne zaštite s pomoću prevlaka i obloga (AKZ), primjenjuje se i aktivni elektrokemijski sustav, tj. katodna zaštita.
Pasivna zaštita od korozije (AKZ)
Zaštitne obloge protiv korozije ukopanih čeličnih konstrukcija (cjevovoda) najčešće su:
- na bazi bitumena, često armirane raznim vlaknima (na starijim cjevovodima)
- PVC trake, nanošene na pripremljenu površinu s premazom ljepila strojno ili ručno
- PE i epoksidne obloge, tj. obloge od raznih organskih materijala (poliplasti)
- "toplo skupljajuće" obloge i trake te - inhibitori. Postupci kontrole i nadzora kvalitete zaštitnih
obloga nisu predmet ovog članka, ali u smislu nadziranja parametara katodne zaštite i održavanja sigurnosti cjevovoda treba periodično nadzirati kvalitetu izolacijske obloge na ukopanim cjevovodima s pomoću raznih metoda radiodetekcije i mjernih postupaka mjerenja potencijala cjevovoda.
Ponovljivost kontrole kvalitete izolacije tijekom korištenja cjevovoda utvrđuje se korisnikovim pravilnikom o održavanju koji mora biti usklađen s programom kontrole i nadzora kakvoće iz izvedbenog projekta i uputa o održavanju opreme.

Stjepan Pavliša, Josip Samaržija: Katodna zaštita i prostori koji su potencijalno ugroženi eksplozivnom… (h3 – h10)
Ex-Bilten 2013. Vol. 41, br. 1-2
Oštećenja na izolacijskoj oblozi
Od samog početka gradnje ukopanih ili uronjenih čeličnih konstrukcija (cjevovoda i/ili spremnika), a napose tijekom korištenja, iz više razloga u antikorozivnim oblogama nastaju oštećenja i na tim mjestima metalne su površine izložene kontaktu s tlom, tj. izložene su koroziji.
Jasno je da su, usprkos svim nastojanjima da izolacijska obloga bude što kvalitetnija, oštećenja neminovna i korozijski će procesi započeti trenutkom zatrpavanja cjevovoda (slika 3.) te se zbog toga uz izolacijske obloge za zaštitu od korozije trebaju primijeniti sustavi katodne zaštite. Na slici 4. prikazan je model katodne zaštite cjevovoda s vanjskim izvorom struje.
Slika 3. Oštećenja na konstrukciji
Slika 4. Princip rada katodne zaštite
Katodna zaštita ukopanih i uronjenih matalnih konstrukcija (aktivna zaštita od korozije)
Mnoga mjesta na cjevovodu zbog svoje veličine oštećenja u izolaciji veoma je teško otkriti, a i ako se otkriju, radovi sanacije i nastale štete višestruko nadmašuju troškove izgradnje i održavanja sustava katodne zaštite. Katodna zaštita je aktivni elektroenergetski sustav zaštite od korozije metalnih ukopanih ili uronjenih konstrukcija. Aktivnost katodne zaštite manifestira se u elektrokemijskim procesima na površini uronjenog ili ukopanog metala koji se uspostavljaju pri narinutoj istosmjernoj struji između anode i katode u istom elektrolitu, pri čemu katoda (štićena metalna površina) postane imuna na korozijske procese, a anode služe za stvaranje struje pozitivnih iona, pri čemu se ovisno o vrsti anoda iste troše ili s vremenom postaju pasivne.
Sigurnost zbog korištenja električne energije
Budući da je osnova za katodnu zaštitu izvor istosmjerne struje, galvanska veza (kabelska) s katodom i anodom te elektrokemijska kroz elektrolit između katode i anode, odmah se nameće potreba primjene određenih sigurnosnih mjera zbog prisutnosti izvora i korištenja električne energije. Stoga se u svim normama iz područja katodne zaštite skreće pozornost na paralelnu primjenu nacionalnih propisa za električne instalacije i opremu niskog napona.
Sustav katodne zaštite možemo uspostaviti na dva osnovna načina:
- sustav katodne zaštite sa žrtvenim anodama (magnezij, cink, aluminij), (slika 5.) i
- sustav katodne zaštite s vanjskim izvorom struje (slika 6.)
Slika 5. Sustav katodne zaštite sa žrtvenim anodama
Slika 6. Sustav katodne zaštite s vanjskim izvorom struje
Sustav katodne zaštite sa žrtvenim anodama
Svaki metal uronjen u elektrolit ima svoj elektrokemijski potencijal. Ako se u elektrolit urone dva različita metala i međusobno spoje s pomoću električnog vodiča, između njih će poteći električna struja. Metal s negativnijim potencijalom trošit će se (otapati) u korist pozitivnog metala, odnosno anoda je žrtveni metal, a katoda je štićeni metal (slika 5.).
Sustav katodne zaštite sa žrtvenim anodama ima sljedeće karakteristike:
- mala razlika potencijala između anode i katode koji treba osigurati prolaz struje kroz elektrolit (tlo)
- polje djelovanja žrtvene anode je radijalno i relativno malog dometa
- struje otapanja anode ograničene su elektrokemijskim ekvivalentom otapanja mase anode (Faradayev zakon)
- može doći do pasivizacije anoda (npr. aluminijskih)

Stjepan Pavliša, Josip Samaržija: Katodna zaštita i prostori koji su potencijalno ugroženi eksplozivnom… (h4 – h10)
Ex-Bilten 2013. Vol. 41, br. 1-2
- mali učinci primjene u području djelovanja polja EE postrojenja
- potrebna redovita i pravovremena zamjena istrošenih anoda
- primjena sustava u elektrolitima s velikom električnom vodljivošću (more) i
- jednostavna montaža Sustavi katodnih zaštita sa žrtvenim anodama
primjenjiviji su na malim objektima (kućni čelični plinski priključci), spremnicima (podnice, stijenke), uronjenim konstrukcijama (u morima), brodovima, dokovima, podmorskim cjevovodima i sl. Zbog male razlike napona sustav je primjenjiv za zaštitu unutarnjih stijena spremnika sa zapaljivim tekućinama uz određena ograničenja.
Sigurnost kod primjene takvih sustava sa žrtvenim anodama unutar prostora koji su ugroženi eksplozivnom atmosferom nije bitno narušena jer se radi o galvanskim izvorima struje, odnosno žrtvene anode od magnezija, cinka i aluminija imaju do 1000 mV katodniji potencijal od čelične konstrukcije pa se na mjestima spajanja kabela ne očekuje pojava iskre.
Međutim, opasnost postoji ako se na jednom mjestu spaja čelična konstrukcija velike površine s velikim brojem kabela od niza žrtvenih anoda. Tada zbog velikog kapaciteta anoda u trenutku spajanja ili prekida veze može doći do zagrijavanja. Stoga se u takvim prostorima anode spajaju zasebno svaka za sebe na katodno štićenu konstrukciju. Na taj način svaka anoda daje svoj dio struje preko zasebnog spoja koji i ne mora biti u spojnoj kutiji, već izravno na konstrukciji. Ako se ipak zbog nekih drugih razloga pojavi zahtjev za grupno spajanje kabela od anoda, spojne kutije trebale bi biti u izvedbi za prostore ugrožene eksplozivnom atmosferom (Ex). To je posebice potrebno ako se na takvim mjestima u spojnim kutijama rabe promjenjivi otpornici ili diodne barijere za uravnoteženje rada pojedinog niza ili pojedine anode. Tada se trebaju poduzeti dodatne mjere zaštite od nastajanja požara jer se te komponente protokom električne energije zagrijavaju.
Kod izvedbe sa žrtvenim anodama one često istodobno služe u svrhu zaštite čelične konstrukcije od djelovanja munje (uzemljenje – LPS), pa se u takvim slučajevima proračunom treba dokazati je li udarni otpor anodi dostatan kao "štapasti" uzemljivač građevine (konstrukcije – spremnika).
Takvi sustavi često se koriste na ukopanim čeličnim spremnicima ukapljenog naftnog plina. Spojno mjesto je najčešće jedna spojna kutija u kojoj se povezuju vodiči anoda katodne zaštite sa sabirnicom za uzemljenje i sustava za izjednačenje potencijala. Kutija je obično u izvedbi IP65 s montažom unutar
revizijskog okna spremnika koji je tipično zona opasnosti 1 (od eksplozije). Često se takvi spremnici ne spajaju na ostala uzemljenja u blizini i nemaju klasičan uzemljivač, dakle za uzemljenje se rabe anode katodne zaštite. Dakle, istodobno treba udovoljiti minimalnim zahtjevima za uzemljenje spremnika (LPS) i za katodnu zaštitu. Spojna kutija ujedno je spojno mjesto kao sastavni dio uzemljenja i sabirnica za izjednačenje potencijala, odnosno mjerno i spojno mjesto katodne zaštite. Sami kabeli s anoda moraju biti u skladu s normom za uzemljenja HRN HD 60364-5-54 te za izjednačenje potencijala HRN EN 62305-4.
Na takvu objektu može postojati i sustav daljinskog nadgledanja i upravljanja. Uz to se postavljaju i pitanja vezana za zaštitne metalne plašteve, PE i N vodiče te njihovo ispravno spajanje. Stoga bi kod ukopanih spremnika trebalo, osim pravila za zaštitu građevina od djelovanja munje (LPS), poštovati i minimalne uvjete iz HRN EN 14505:2005 Katodna zaštita složenih konstrukcija.
Sustav katodne zaštite s vanjskim izvorima struje
Katodna zaštita s vanjskim izvorima struje (napojna stanica = transformator + ispravljači) osigurava dostatan nivo napona za svladavanje otpora tla i omogućuje distribuciju struje od anodnih ležišta na mnogo veće duljine cjevovoda od sustava sa žrtvenim anodama.
Sustavi s vanjskim izvorima struje uz uporabu automatske regulacije (slika 7.) i uz dopunu sa sklopovima za zaštitu od "lutajućih" struja i za zaštitu od interferencija i utjecaja EE postrojenja, daju veoma visoku sigurnost potpune zaštite ukopanog cjevovoda od korozije.
Uspješnost primjene sustava katodne zaštite ovisi o preciznim proračunima, o kvaliteti opreme i izvedbe te o održavanju. Takvi sustavi znatno su pouzdaniji i imaju mnogo veći vijek uporabe opreme.

Stjepan Pavliša, Josip Samaržija: Katodna zaštita i prostori koji su potencijalno ugroženi eksplozivnom… (h5 – h10)
Ex-Bilten 2013. Vol. 41, br. 1-2
Slika 7. Sustav katodne zaštite s vanjskim izvorima struje
Katodna zaštita i zaštita od elektroenergetskih smetnji
Kada se čelične konstrukcije (cjevovodi) nalaze unutar utjecaja elektromagnetskih polja elektroenergetskih objekata i udara munje, tada se u sustav katodne zaštite treba ugraditi dodatna oprema i instalacija koja treba štititi konstrukciju (cjevovode) od tih utjecaja.
Posljedice takvih utjecaja pojava su kratkotrajnih i/ili dugotrajnih povećanih napona na cjevovodima koji mogu biti opasni za strujni udar (povećani napon dodira), predstavljaju energetsku visokonaponsku smetnju za rad opreme katodne zaštite i ostale električne opreme na čeličnoj konstrukciji (postrojenju, cjevovodu), odnosno pospješuju anodna otapanja (koroziju) na mjestima slabije izolacije cjevovoda na kojima može doći do električnog proboja izolacije i iskrenja cjevovoda prema tlu.
Sigurnost kod katodne zaštite s vanjskim izvorima struje treba osiguravati svim mjerama kao i kod ostalih elektroenergetskih instalacija i električne opreme niskog napona s posebnim pozornošću na strujne krugove s istosmjernom strujom. Ako se oprema ili dio instalacije katodne zaštite nalazi u prostoru koji je ugrožen eksplozivnom atmosferom, projektom, proračunima i izvedbom moraju se oprema i instalacija izvesti prema propisima za elektrotehničke instalacije i opremu za takve prostore.
Sustav katodne zaštite i sustav za zaštitu konstrukcije od elektroenergetskih smetnji i munje međusobno moraju biti dobro usklađeni kako se ne bi narušile mjere sigurnosti kod korištenja električne energije. U tom smislu imamo slučaj kada je katodno štićeni cjevovod izvan postrojenja i galvanski odvojen od nadzemnog postrojenja te slučaj kada je ukopani cjevovod unutar kruga postrojenja bez odvajanja od uzemljivača.
U oba slučaja može doći do povećane razine potencijala i struja izjednačenja potencijala na čeličnim nadzemnim dijelovima postrojenja, odnosno može se pojaviti iskra ako se ne poduzmu ispravne mjere, napose u sustavu izjednačenja potencijala i kabelskom razvodu te izboru opreme katodne zaštite.
Katodna zaštita čeličnih cjevovoda i postrojenja s izolirajućim umetcima
U tehničkoj praksi galvanskim odvajanjem postiže se neovisnost potencijala cjevovoda prije i poslije izolirajućeg umetka. U katodnoj zaštiti to predstavlja korištenje zaštitnih struja isključivo na cjevovode između dva ili više uzemljenih postrojenja jer se struje katodne zaštite ne troše na uzemljenja tih postrojenja.
Međutim, dielektrična čvrstoća izolirajućeg umetka, odnosno prirubnice, ima svoju granicu. Da ne dođe do električnog proboja izolacije, kod npr. atmosferskog pražnjenja, paralelno izolirajućem umetku treba ugraditi adekvatnu prenaponsku zaštitu (iskrište).
Sigurnost kod korištenja izolirajućih prirubnica (slika 8.) postiže se uporabom zaštitnih iskrišta, odnosno zaštitnih naprava kod kojih razina prorade treba biti niža od 50 V (AC/DC) zbog zaštite od strujnog udara kada se prirubnica nalazi iznad tla i ako su joj obje strane dostupne dodiru ruku. Ako ona pritom zbog medija i ostalih okolnosti stvara prostor ugrožen eksplozivnom atmosferom, tada izvedba zaštitnih naprava mora biti u protueksplozivnoj zaštiti ili se mora instalirati izvan navedenog prostora.
Ako su prirubnice, odnosno cijevi prije i poslije prirubnice izvan dodira ruku, tada je dovoljna zaštita prirubnice s pomoću katodnog odvodnika, npr. 0,3 - 0,5 kV/10 - 100 kA.
U oba slučaja treba voditi brigu o induktivitetima priključnih vodiča (kabela) te o njihovim presjecima i načinima spajanja na cjevovode, odnosno na dijelove prirubničkih spojeva.
Slika 8. Izolirajuća prirubnica

Stjepan Pavliša, Josip Samaržija: Katodna zaštita i prostori koji su potencijalno ugroženi eksplozivnom… (h6 – h10)
Ex-Bilten 2013. Vol. 41, br. 1-2
Slika 9. Izolirajući umetci
Na slici 9. vide se četiri izolirajuća umetka (monoblok) neposredno nakon montaže (zavarivanja) na cjevovode. Oni se mogu montirati na cjevovode neposredno ispod razine tla ili iznad tla. Ako se montiraju iznad tla (nadohvat ruci), tada vrijede ista pravila kao i kod prirubnica, izuzev činjenice da oni nisu izvor opasnosti za stvaranje prostora koji bi bio ugrožen eksplozivnom atmosferom jer se takvi umetci smatraju zavarenim i plinonepropusnim dijelom cjevovoda.
Elektrotehničko ispitivanje ispravnosti izolirajućih umetaka provodi se prema normi EN 19204 u tvornici ili neposredno prije ugradnje, odnosno prema normi HRN EN 13509:2004, kada je izolirajući umetak ugrađen i ima kabelski razvod koji služi za potrebe katodne zaštite i za SPD (prenaponsku zaštitu).
III. OPASNOSTI U PRIMJENI POGREŠNO IZABRANE OPREME
U višegodišnjoj praksi za zaštitu izolirajućih prirubnica i umetaka rabile su se zaštitne naprave pod radnim nazivom polarizacijske ćelije. Tehnički zahtjevi s jedne su strane tražili prag provedbe koji je nešto veći od razlike potencijala katodno štićenog cjevovoda i uzemljenja pogona, a s druge strane kapaciteti provedbe kratkotrajnih strujnih udara (atmosferskih pražnjenja) trebali su biti na razini 10 – 100 kA (8/20 µs).
Te zahtjeve zadovoljavale su ćelije s KOH lužinom koje su provodile struju nakon razlike napona od 1,4 do 2 V u oba smjera.
Međutim, takve ćelije imaju manu u ekološki neprihvatljivoj lužini te njezinu isparavanju kod trajnijeg opterećenja, nakon čega ćelija prestaje s radom. Stoga je počela proizvodnja poluvodičkih polarizacijskih ćelija s raznolikim karakteristikama.
Usprkos zajamčenim karakteristikama pojedinih ćelija, nije svejedno na koje mjesto treba koju od njih staviti, bez prethodne dublje analize što ona konkretno unosi u sustav katodne zaštite i u sustav za zaštitu objekta od djelovanja munje.
Nažalost, izbor određene opreme zna biti i te kako pogrešan. Stoga se u nastavku opisuju pozicije ugradnje i vrste poluvodičkih ćelija koje treba ugraditi.
Velika postrojenja i katodno štićeni cjevovodi
Katodno štićeni cjevovodi galvanski su odvojeni od uzemljenog postrojenja, međutim kada se na cjevovodu pojavi elektroenergetska smetnja (EES), nju treba uzemljiti preko polarizacijske ćelije na uzemljenje postrojenja (rafinerije, elektrane, toplane i sl.). Uzemljenje postrojenja treba promatrati kao sigurnosnu mjeru za zaštitu od djelovanja munje i zaštitu na radu u smislu smanjenja rizika od povišenog napona dodira ili napona koraka.
Međutim, samo tako jednostrano promatranje spomenutog uzemljivača pogrešno je jer tijekom rada postrojenja uzemljivač je prožet strujama izjednačenja potencijala i raznim povratnim strujama između dijelova postrojenja te mu potencijal ili radni napon može "plesati" i nekoliko desetaka volti AC i DC. Uzemljivač nije stalno na "0" V, već ima napon (potencijal) koji često "otpleše" iznad praga vođenja polarizacijske ćelije na plinovodu pa cjevovod postaje dodatni "uzemljivač" postrojenja.
Posljedica toga jesu poremećaji potencijala katodno štićenog cjevovoda, odnosno povećava se opasnost od korozije.
Dakle, ako poluvodička ćelija na tom mjestu ima mali prag vođenja i ugrađen kondenzator, tada doslovce sve AC smetnje s uzemljivača postrojenja odlaze na cjevovod i obratno. Drugim riječima, to znači da je izolirajući umetak za AC smetnje prespojen, a to definitivno nije dobro za zaštitu cjevovoda od korozije.
Takve poluvodičke ćelije mogu se rabiti na trasi cjevovoda u sustavu zaštite cjevovoda od EE smetnji isključivo sa spojem na izdvojene uzemljivače koji nisu u naponskom lijevku niti sastavni dio drugih EE postrojenja.
Pojava povećanih struja smetnji u postrojenju ili na samom cjevovodu unutar postrojenja, a koje dolaze preko poluvodičke ćelije s katodno štićenog cjevovoda, može predstavljati smetnju u samom postrojenju, ako na istom nije dobro izveden sustav za izjednačenje potencijala i sustav uzemljenja. Dakle, vrstu prenaponske zaštite (polarizacijske ćelije) na plinovodu u odnosu na uzemljenje velikih pogona treba vrlo pozorno izabrati, a sustav katodne zaštite i zaštite

Stjepan Pavliša, Josip Samaržija: Katodna zaštita i prostori koji su potencijalno ugroženi eksplozivnom… (h7 – h10)
Ex-Bilten 2013. Vol. 41, br. 1-2
cjevovoda od EE smetnji izvesti s dodatnim mjernim mjestima s izdvojenim uzemljenjem izvan pogona.
Kod izbora poluvodičkih ćelija na mjestima za uzemljenje EE smetnji s cjevovoda (na trasi cjevovoda), pragovi vođenja za istosmjerne struje smjera cijev prema uzemljenju treba biti što manji (c-z; <1V), a od uzemljenja prema cjevovodu ne bi trebao prijeći 2V z-c;<2V). Svrha takva pristupa je da se potencijal cjevovoda zadrži unutar željene razine katodnog štićenja. Dakle, "anodnu smetnju" treba što prije ublažiti (c-z;<1V), ali isto tako "katodna smetnja" ne smije izazvati previsoku katodnu polarizaciju (z-c;<2V).
Nadzemna postrojenja i prostori s eksplozivnom atmosferom na cjevovodima (plinovodi, naftovodi)
Posebno valja izdvojiti slučajeve takozvanih nadzemnih objekata na trasi cjevovoda koji služe za pogon samog cjevovoda. Takvi objekti imaju svoje sustave za zaštitu od djelovanja munje, uzemljivač, sustave za izjednačenje potencijala te električnu energetsku i telemetrijsku opremu izvan i unutar prostora s eksplozivnom atmosferom. Naravno, takva su mjesta ključna i za sustav katodne zaštite.
Tu treba pozorno međusobno uskladiti instalaciju izjednačenja potencijala, uzemljenja i instalacije katodne zaštite. Kod blokadnih stanica (BS) cijeli nadzemni dio cjevovoda je pod istim katodnim potencijalom kao i cjevovod jer nema izolirajućih umetaka. Na tim mjestima nadzemni dio cjevovoda treba uzemljiti preko zaštitnih sklopova, odnosno poluvodičkih ćelija. Sustav izjednačenja potencijala na cjevovodu treba biti odvojen od uzemljenja, ali treba paralelno svim vodičima cjevovode premostiti tako da se izbjegne pojava razlike potencijala koja bi nastala rastavljanjem cjevovoda na bilo kojem mjestu.
Kod tih postrojenja metalni zaštitni omotači kabela, PE vodiči i N vodiči ne smiju se spajati na "masu" na strani kućišta koja su na katodno štićenom cjevovodu, već se samo povezuju na sabirnice u razvodnim ormarima sukladno normi HRN NC.O 105.
Na takvim mjestima treba ugrađivati poluvodičke ćelije po dvije u paraleli nazivnih trajnih struja koje su najmanje dva puta veće od prorade nadstrujnih zaštita u krugu energetskog napajanja GRO i kratkotrajnih 40 – 100 kA (8/20 µs), bez kondenzatora za AC struje. Prag vođenja ne smije biti veći od 48 V ni manji od 3 V u oba smjera. Ako se na takvu postrojenju nalazi napojna stanica katodne zaštite, njezin rad treba biti podešen tako da valovitost napona (struje) ne prelazi prag vođenja polarizacijskih ćelija, a katodni razvod ne smije biti ujedno i strujni razvod za polarizacijske ćelije. Pozicije ormara s poluvodičkim ćelijama treba ugraditi izvan Ex-zona.
Projektom treba uz to osigurati da se prije i poslije na trasi takvih postrojenja na prvim mjernim mjestima katodne zaštite ugrade dodatna uzemljenja za odvodnju EE smetnje s cjevovoda preko poluvodičkih ćelija s nižim asimetričnim pragom vođenja, tj. cjevovod – uzemljenje 1 V, a uzemljenje – cjevovod 2 V te opremljene kondenzatorom za AC smetnje.
Uz takve objekte obično se dograđuju i plinske redukcijsko-mjerne stanice (PMRS) ili čistačke stanice (PČS) koje imaju ugrađene izolirajuće umetke na ulaznim i odlaznim cjevovodima, a nadzemni dijelovi izravno su uzemljeni.
Kod takvih postrojenja paralelno se trebaju ugraditi poluvodičke ćelije kako je opisano za BS-ove ili katodni odvodnici prenapona (0,3 - 0,5 kV/10 - 100 kA), uz dodatne kabelske priključke za međusobno galvansko povezivanje katodno štićenih cijevi prije i poslije postrojenja. Naravno, spojne kutije i ormari moraju biti izvan Ex-zona, a kabelski razvod treba osigurati što manji otpor petlje.
Katodna zaštita složenih konstrukcija
Katodna zaštita složenih konstrukcija podrazumijeva instalacije katodne zaštite u krugu postrojenja na ukopanim čeličnim konstrukcijama kod kojih uzemljivač nije odvojen od njih.
Složenost odnosa je to veća ako se radi o postrojenju koje ima prostore s eksplozivnom atmosferom. Pod nešto povećanim potencijalom (istosmjernim) tada se nađu neki dijelovi postrojenja koji se nalazi neposredno uz sustave katodne zaštite. Sam povišeni potencijal u smislu energetskog promatranja dodirnog napona je zanemariv jer se radi o DC katodnom pomaku za maksimalno 2 V. Međutim, izravno kroz metalne konstrukcije i uzemljenja teku struje katodne zaštite te nas to u nekoj mjeri zabrinjava i predmet je rasprave.
Osnovna pomutnja je u pogrešnom tretmanu struja katodne zaštite. Naime, gustoća elektrona u metalnoj konstrukciji koncentrira se na njezinoj površini koja je ukopana ili uronjena prema anodi od koje kroz tlo dolaze pozitivni ioni. Dakle, ako imamo kabelsku vezu u tlu s metalnom konstrukcijom, tada je teško očekivati da će se na konstrukciji iznad tla pojaviti tok elektrona pod utjecajem katodne zaštite. Ako ima više metalnih masa na kojima se primjenjuje katodna zaštita, tada se one međusobno dodatno povezuju kabelima tako da se maksimalno smanje struje koje bi tekle preko uzemljivača i njihovih spojeva, bilo u tlu ili iznad njega. Kod takvih sustava katodnih zaštita anode se raspoređuju bliže ukopanim čeličnim konstrukcijama u većem broju jer djeluju lokalno. Odnosno, nastoji se postići veće djelovanje napona anode prema predmetnoj čeličnoj površini, a tek zatim na

Stjepan Pavliša, Josip Samaržija: Katodna zaštita i prostori koji su potencijalno ugroženi eksplozivnom… (h8 – h10)
Ex-Bilten 2013. Vol. 41, br. 1-2
uzemljenja. Dakle, anode se raspoređuju u mrežastom rasporedu ili u rasporedu kružnica ispod podnica na zemlji samostojećih spremnika, u nizovima uz ukopane cjevovode ili spremnike i slično.
U svakom slučaju treba naglasiti da se katodni priključak na konstrukciju mora izvesti u tlu ili neposredno iznad tla tako da su struje od katodnog spoja (drenažnog spoja) što manje prisutne na nadzemnim dijelovima čelične konstrukcije. Kada u tlu imamo više čeličnih konstrukcija kao što su na primjer ukopani spremnici benzinskih postaja, tada se oni trebaju u zemlji kabelima minimalnog presjeka 16 mm2 Cu međusobno galvanski povezati tako da se izbjegnu bilo kakve povećane struje po međusobno povezanim cjevovodima i slično iznad tla.
Sigurnosne mjere u sustavima katodne zaštite na takvim postrojenjima moraju biti u skladu s ostalim zahtjevima za električne instalacije u prostorima koji su ugroženi eksplozivnom atmosferom. Posebnu pozornost treba posvetiti kabelskom razvodu katodne zaštite, bilo da se on provodi po kanalima kabelskog razvoda ili je ukopan u tlo ispod Ex-prostora, jer treba osigurati mjeru iskapčanja napona i struje u tim kabelima s obzirom na procjenu rizičnog događaja koji bi mogao dovesti do oštećenja kabela, njihova preopterećenja ili pojave iskre na mjestu kvara.
Kod toga najveća je opasnost u izboru nadstrujne zaštite tih kabela, napose kada se za katodnu zaštitu rabe pretvarači s reguliranim strujnim limitima ili kada rade u režimu zadanih struja. U tim slučajevima treba pozorno birati presjeke kabela i vrste zaštite od kratkih spojeva. Treba postići izrazito male otpore petlji kvara i brze prorade nadstrujne zaštite (< 0,1 s). Općenito, klasični energetski ispravljači u modu rada prema potencijalu mnogo su sigurniji u proradi nadstrujnih zaštita od strujno limitiranih pretvarača kod kojih je mnogo teže dokazati i ispitati ispravnost mjere zaštite od kratkog spoja ili preopterećenja.
U tom području primjenu i korištenje izvora i razvoda istosmjernih struja treba provoditi sukladno normi IEEE STD 946, preporučena pravila za projektiranje istosmjernih razvoda u elektroenergetskim postrojenjima i IEC 61660-1, metodologija stacionarnog pristupa analizi sustava istosmjernog razvoda (odabir zaštitnih uređaja s obzirom na uvjet selektivnosti), te cijeli niz normi vezanih za električne instalacije i opremu koja je unutar Ex-prostora ili je s opremom u prostoru (zoni) kabelski povezana.
Izjednačenje potencijala
Izjednačavanje potencijala obavlja se radi sprječavanja strujnog udara i pojave električnog iskrenja, tj. pojave električnog naboja na cijevnim
instalacijama i preskoka iskre s jednog dijela cijevne instalacije na drugi, koja bi uz eventualnu propusnost plina mogla prouzročiti požar ili eksploziju. Izjednačavanje potencijala provodi se električnim međusobnim povezivanjem svih metalnih masa cijevne instalacije i ostalih metalnih masa u objektu na sabirni uzemljivač.
Izjednačavanje potencijala na cjevovodima često se svodi samo na galvansko povezivanje krajeva prirubničkih spojeva galvanskim premosnicama ili nazubljenim podloškama na vijčanim spojevima, međutim, kako cijevni razvod ne smije predstavljati vodiče za struje izjednačenja potencijala, paralelno cjevovodnom razvodu treba izraditi sustav izjednačenja potencijala na koji se najmanje početak i kraj cijevi mora galvanski povezati. Odnosno, povezivanje nadzemnih cjevovoda u postrojenjima na sustav izjednačenja potencijala ne smije imati veći razmak od 10 m. Presjeci vodiča u tim sustavima za izjednačenja potencijala moraju biti u skladu s normama za LPS.
Usklađenost instalacija
Sva električna oprema, sustav zaštite od djelovanja munje, sustavi za izjednačavanje potencijala i sustavi katodne zaštite trebaju biti međusobno usklađeni i funkcijski se trebaju nadopunjavati kako bi postrojenje u normalnom radu, uz procjenu rizika nastanka akcidentnih slučajeva, imalo najveću moguću sigurnost za ljude i okoliš.
Stoga se od samog projektiranja te tijekom gradnje i održavanja postrojenja uključuje veći broj različitih stručnjaka da bi uskladili međusobnu ovisnost i rad pojedinih instalacija te poduzeli mjere zaštite od međusobnih negativnih utjecaja i mjere zaštite od utjecaja okoline, a sve u svrhu sigurnosti i kvalitete rada postrojenja.
U ovom dijelu valja naglasiti da je svaki prostor u kojem se nalazi postrojenje, spremnik ili cjevovod prostor koji je potencijalno ugrožen eksplozivnom atmosferom, ali prema poznatim potencijalnim uzročnicima ispuštanja opasnih tvari, struka je odredila i kategorizirala zone rizika i odredila mjere sigurnosti. Ulazeći u te zone, instalacija katodne zaštite mora zadovoljiti propisane mjere sigurnosti, ali istodobno moramo prihvatiti da je katodna zaštita prije svega sama po sebi jedna od mjera sigurnosti koju valja primijeniti da se zbog korozije na cjevovodima, spremnicima i sl. ne pojavi novi "izvor ispuštanja", odnosno uvjeti za nastanak prostora s eksplozivnom atmosferom. Imajući to na umu, neprihvatljive su neke pojave da se sustav katodne zaštite izbjegava primijeniti, a da se prije toga ne utvrde suprotni argumenti.

Stjepan Pavliša, Josip Samaržija: Katodna zaštita i prostori koji su potencijalno ugroženi eksplozivnom… (h9 – h10)
Ex-Bilten 2013. Vol. 41, br. 1-2
Tako se na primjer kod projektiranja ukopanih čeličnih spremnika pristupi mjerenjima i ispitivanjima tla prije svih građevinskih radova na lokaciji. Tako dobiveni rezultati ne mogu biti relevantni jer tada još ne postoje nikakve instalacije ni objekti na mjestu ugradnje spremnika. Kasnijim građevinskim radovima dolazi do potpunih izmjena vrste tla oko spremnika, a i sami spremnici svojim volumenom stvaraju anodne i katodne zone u tlu. Isto tako ostale metalne instalacije u tlu, u betonu, električni razvodi, trafostanica i sl. pridonose pojavi lutajućih struja.
Sve to bitno mijenja sliku i uzroke korozije, ali kako je odluka protiv uporabe katodne zaštite prije donesena, teško je poslije netko može instalirati. Stoga u ime prevencije bilo kakvih opasnosti koje se mogu pojaviti, pa tako i korozijom nastale štete, citiram obvezu primjene Zakona o zaštiti okoliša (NN 110/09) Članak 9. Načelo predostrožnosti, Točka (6) Kada prijeti opasnost od stvarne i nepopravljive štete za zdravlje ljudi i okoliš, ne smije se odlagati poduzimanje nužnih zaštitnih mjera, pa ni u slučaju kada ta opasnost nije u cijelosti znanstveno istražena.
IV. ZAKLJUČAK – ODGOVORNOST STRUKE ZA SIGURNOST INSTALACIJE
KATODNE ZAŠTITE
U Hrvatskoj na području katodne zaštite prevladava mišljenje da kompetencije struke za sustave katodne zaštite nisu regulirane. Međutim, u Hrvatskoj postoji norma HRN EN 15257:2006 te Tehnički propis za niskonaponske električne instalacije (Narodne novine, broj 5/10).
Kod katodne zaštite s vanjskim izvorom struje radi se o instalacijama koje rabe električne kabele i izvore električne energije. Stoga ne bi trebalo biti dvojbe o nadležnosti upravo elektrotehničke struke. U prilog tomu govore i norme za katodnu zaštitu koje, kada je riječ o provedbi sigurnosnih mjera, upućuju na nacionalne propise za električne instalacije. Dakle, kada je riječ o postrojenjima sa zapaljivim plinovima i tekućinama, osobe i tvrtke koje su uključene u gradnju i održavanje katodne zaštite trebaju biti pod nadzorom Ex-Agencije za instaliranje i održavanje elektrotehničkih instalacija. Procedure ispitivanja sigurnosti i postupci održavanja sigurne funkcije sustava katodne zaštite moraju biti sastavni dio Ex-Priručnika kako instalatera i održavatelja tako i vlasnika takvih postrojenja.
LITERATURA:
[1] HRN EN 12954:2001 Katodna zaštita ukopanih metalnih objekata – Opća načela i primjena na cjevovode
[2] HRN EN 13636:2004 Katodna zaštita ukopanih metalnih spremnika i pripadnih cijevi
[3] HRN EN 14505:2005 Katodna zaštita složenih konstrukcija [4] HRN EN 13509:2003 Mjerne metode u katodnoj zaštiti [5] HRN EN 15257:2006 Katodna zaštita – Nivoi kompetencija i
certifikacija osoblja za katodnu zaštitu [6] HRN CEN/TS 15280:2006 Ocjena vjerojatnosti korozije ukopanih
čeličnih cjevovoda izazvane izmjeničnim strujama [7] HRN NC.O 105 Pravilnik o tehničkim uvjetima zaštite podzemnih
metalnih cjevovoda od utjecaja elektroenergetskih postrojenja [8] Tehnički propis za niskonaponske električne instalacije ("Narodne
novine", broj 5/10) [9] Pravilnik o najmanjim zahtjevima sigurnosti i zaštite zdravlja radnika
te tehničkom nadgledanju postrojenja, opreme, instalacija i uređaja u prostorima ugroženim eksplozivnom atmosferom (NN br.39/06 i 106/07)

Ex-Bilten 2013. Vol. 41, br. 1-2

Ex-Bilten 2013. Vol. 41, br. 1-2
Protueksplozijska zaštitau rudarstvu i nafti
Otprašivanje u funkciji zaštite od
eksplozije neelektrične opreme Dust extraction in the function of
explosion protection of Non-electrical equipment
Damir Orešković, dipl. ing. stroj. Exsto Projekt d.o.o.,
P. Preradovića 3, Našice, Hrvatska e-mail: [email protected]
Sažetak — U članku se nastoji upozoriti na važnu ulogu pravilnog izbora, dimenzioniranja i održavanja sustava otprašivanja u proizvodnim procesima u kojima se pojavljuje zapaljiva prašina.
Ključne riječi — sustav otprašivanja, zapaljiva prašina, eksplozivna atmosfera
Summary — This article strives to call attention to the importance of the correct selection, design and maintenance of the dust extraction system in the production process where flammable dust is present.
Key words — dust extraction, flammable dust, explosive atmosphere
I. UVOD
Gotovo svaka prašina organskih, prirodnih ili sintetičkih tvari kao i prašina nekih metala u određenim uvjetima može eksplodirati. Za nastanak eksplozije mora biti ispunjeno svih pet uvjeta prema slici 1.
Slika 1. Uvjeti nastanka eksplozije prašine
Pojednostavnjeno rečeno, eksplozija prašine nastupa u prostoru s dovoljno kisika, kada oblak čestica zapaljive tvari s koncentracijom jednakom ili većom od
donje granice eksplozivnosti dođe u dodir s uzročnikom paljenja.
Izostanak bilo kojega uvjeta znači sprječavanje paljenja eksplozivne atmosfere.
Pravilnik NN 39/06 [7] u Prilogu 1 navodi "Klasifikaciju prostora u kojima se može pojaviti eksplozivna atmosfera".
"Prostor ugrožen eksplozivnom atmosferom u smislu ovog Pravilnika smatra se prostor u kojem se eksplozivna atmosfera može pojaviti u takvom opsegu, da zahtijeva posebne mjere predostrožnosti za zaštitu zdravlja i sigurnosti radnika. Zapaljive i/ili gorive tvari se smatraju tvari, koje mogu tvoriti eksplozivnu atmosferu, sve dok se istraživanjem njihovih svojstava ne dokaže da u smjesi sa zrakom nisu u stanju nezavisno izazvati eksploziju."
Pravilnik NN 39/06 definira i podjelu ugroženih prostora na zone.
Prostori ugroženi eksplozivnom atmosferom dijele se u zone na temelju učestalosti i trajanja pojave eksplozivne atmosfere.
Zona 20 Prostor u kojem se eksplozivna atmosfera u obliku oblaka gorive prašine ili vlakanaca u zraku pojavljuje stalno ili duže vrijeme ili je često prisutna.
Zona 21 Prostor u kojem se eksplozivna atmosfera u obliku oblaka gorive prašine ili vlakanaca u zraku može povremeno pojaviti u normalnim uvjetima rada.
Zona 22 Prostor u kojem se eksplozivna atmosfera u obliku oblaka gorive prašine ili vlakanaca u zraku ne očekuje u normalnim uvjetima rada, ali ako nastupi, tada samo kratkotrajno.
Napomene: 1. Slojeve, taloge i nagomilavanje zapaljive prašine
ili vlakanaca treba uzeti u obzir kao svaki drugi uzrok koji dovodi do stvaranja eksplozivne atmosfere.
2. Normalnim uvjetima rada smatra se stanje pri kojemu se postrojenje koristi unutar svojih projektiranih parametara.
Kisik
Uzročnik paljenja
Oblak prašine u ograničenom
prostoru
Zapaljiva tvar
Koncentracija prašine
≥ DGE i ≤ GGE

Damir Orešković: Otprašivanje u funkciji zaštite od eksplozije neelektrične opreme (i2 – i8)
Ex-Bilten 2013. Vol. 41, br. 1-2
II. KARAKTERISTIKE PRAŠINE ZA PROCJENU OPASNOSTI OD EKSPLOZIJE
Slika 2. Ocjena eksplozivnosti prašine
KSt vrijednost i Pmax su svojstva eksplozivnosti prašine mjerena u laboratorijskim uvjetima. Osim ovih, laboratorijski se određuju i druga svojstva kojima se definiraju uvjeti paljenja odnosno eksplozije oblaka prašine. Svojstva se određuju sukladno odgovarajućim normama, a obuhvaćaju:
HRN EN 50281-2-1:1999 - MIT (˚C) – Minimal Ignition Temperature
(Najniža temperatura paljenja) - LIT (˚C) – Layer Ignition Test
(Najniža temperatura paljenja sloja prašine) - MIE (mJ) – Minimum Ignition Energy
(Najmanja energija paljenja) HRN EN 14034-3:2006
- LEL (g/m3) – Lower Explosion Limit (Najmanja koncentracija prašine pri kojoj može doći do eksplozije); označava se i s MEC (Minimal Explosion Concentraction)
HRN EN 14034-4:2004 - LOC (%) – Limited Oxygen Concetration
(Najveća koncentracija kisika pri kojoj prašina može formirati eksplozivnu smjesu).
Podatke o vrijednostima navedenih parametara za eksplozivnu prašinu mnogih tvari moguće je pronaći u stručnoj literaturi. IFA (Institute für Arbeitsschutz der Deutschen Gesetlichen Unfallversicherung – Deutchland) je u sklopu projekta EU napravila bazu podataka opasnih tvari GESTIS [8] u kojoj je moguće pronaći navedene podatke.
Pitanje koje se nameće inženjerima u proizvodnji i projektantima jest koliko su takvi podaci
reprezentativni za uvjete i proces proizvodnje koji vode odnosno projektiraju.
Prašina iste tvari može imati različita svojstva zapaljivosti i eksplozivnosti ovisno o veličini i obliku čestica te o sadržaju vlage. Svojstva se kao i koncentracija dodatno mogu mijenjati tijekom proizvodnog procesa, odnosno procesiranjem u različitim dijelovima proizvodne opreme.
Primjer podataka za mjerenje karakteristike prašine šećera:
TABLICA I. [9]
Srednja veličina čestica (µm)
KSt (bar·m/s) Pmax (bar) St - vrijednost
290 11 3,9 ST-1 29 59 8,2 ST-1 30 138 8,5 ST-1
<20 205 9,1 ST-2
III. MJERE ZA SPRJEČAVANJE EKSPLOZIJE PRAŠINE
Eksplozija zapaljive prašine ima drugačija svojstva od eksplozije plina i često uzrokuje razornije posljedice. Pri paljenju smjese plina i zraka u granicama eksplozivnosti dolazi do ekspanzije eksplozivnog oblaka što izaziva pad koncentracije plina u smjesi ispod potrebne za gorenje. Ako nema dodatnog dovoda zapaljivog plina, eksplozija je završena u nekoliko milisekundi.
Primarna eksplozija nastupa u slučaju paljenja oblaka prašine unutar proizvodne opreme ili izvora emisije, ili jednostavnim stvaranjem oblaka prašine uslijed strujanja zraka. Ova primarna eksplozija obično nije jako razorna, ali udarni val koji proizvede uskovitla prašinu nataloženu u objektu (na podu, ostaloj opremi, konstrukciji zgrade, krovnim nosačima i ostalim mjestima gdje se taložila). Novostvoreni oblaci prašine uzrokuju lančanu reakciju koja se može proširiti po čitavoj zgradi odnosno postrojenju. To je tzv. sekundarna eksplozija koja je mnogo razornija i uzrokuje glavninu žrtava i štete izazvane eksplozijom zapaljive prašine.
Slika 3. Primarna i sekundarna eksplozija
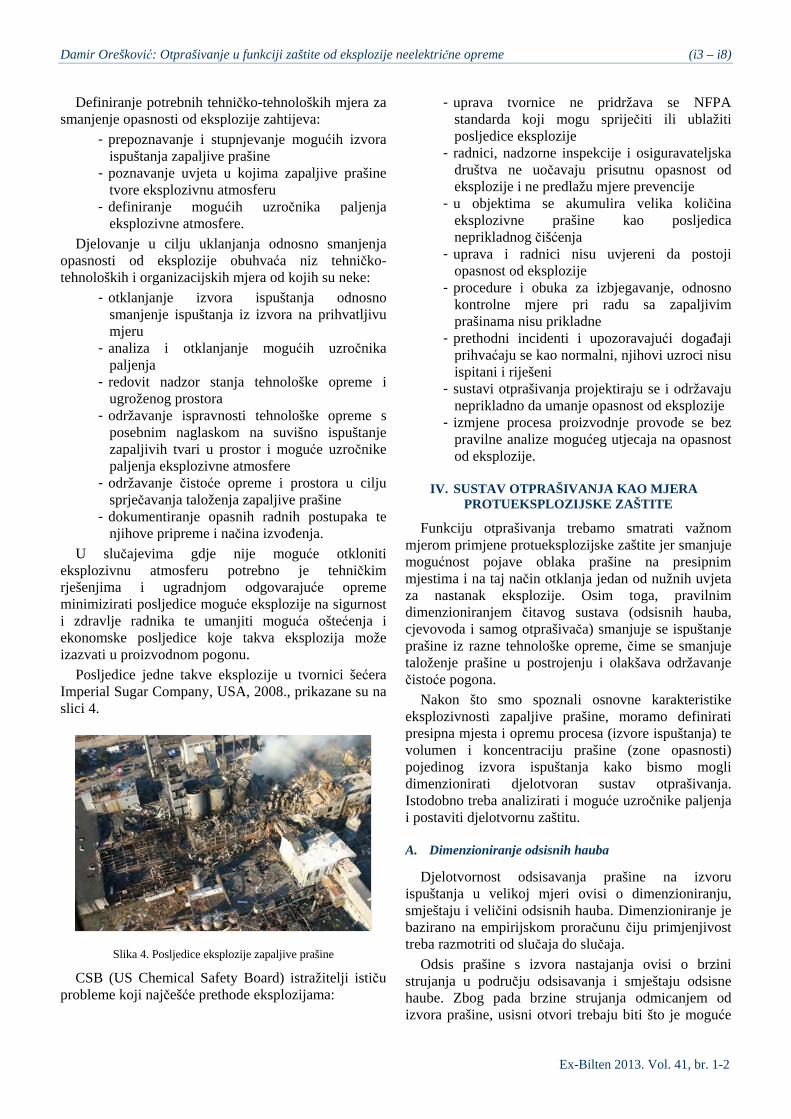
Damir Orešković: Otprašivanje u funkciji zaštite od eksplozije neelektrične opreme (i3 – i8)
Ex-Bilten 2013. Vol. 41, br. 1-2
Definiranje potrebnih tehničko-tehnoloških mjera za smanjenje opasnosti od eksplozije zahtijeva:
- prepoznavanje i stupnjevanje mogućih izvora ispuštanja zapaljive prašine
- poznavanje uvjeta u kojima zapaljive prašine tvore eksplozivnu atmosferu
- definiranje mogućih uzročnika paljenja eksplozivne atmosfere.
Djelovanje u cilju uklanjanja odnosno smanjenja opasnosti od eksplozije obuhvaća niz tehničko-tehnoloških i organizacijskih mjera od kojih su neke:
- otklanjanje izvora ispuštanja odnosno smanjenje ispuštanja iz izvora na prihvatljivu mjeru
- analiza i otklanjanje mogućih uzročnika paljenja
- redovit nadzor stanja tehnološke opreme i ugroženog prostora
- održavanje ispravnosti tehnološke opreme s posebnim naglaskom na suvišno ispuštanje zapaljivih tvari u prostor i moguće uzročnike paljenja eksplozivne atmosfere
- održavanje čistoće opreme i prostora u cilju sprječavanja taloženja zapaljive prašine
- dokumentiranje opasnih radnih postupaka te njihove pripreme i načina izvođenja.
U slučajevima gdje nije moguće otkloniti eksplozivnu atmosferu potrebno je tehničkim rješenjima i ugradnjom odgovarajuće opreme minimizirati posljedice moguće eksplozije na sigurnost i zdravlje radnika te umanjiti moguća oštećenja i ekonomske posljedice koje takva eksplozija može izazvati u proizvodnom pogonu.
Posljedice jedne takve eksplozije u tvornici šećera Imperial Sugar Company, USA, 2008., prikazane su na slici 4.
Slika 4. Posljedice eksplozije zapaljive prašine
CSB (US Chemical Safety Board) istražitelji ističu probleme koji najčešće prethode eksplozijama:
- uprava tvornice ne pridržava se NFPA standarda koji mogu spriječiti ili ublažiti posljedice eksplozije
- radnici, nadzorne inspekcije i osiguravateljska društva ne uočavaju prisutnu opasnost od eksplozije i ne predlažu mjere prevencije
- u objektima se akumulira velika količina eksplozivne prašine kao posljedica neprikladnog čišćenja
- uprava i radnici nisu uvjereni da postoji opasnost od eksplozije
- procedure i obuka za izbjegavanje, odnosno kontrolne mjere pri radu sa zapaljivim prašinama nisu prikladne
- prethodni incidenti i upozoravajući događaji prihvaćaju se kao normalni, njihovi uzroci nisu ispitani i riješeni
- sustavi otprašivanja projektiraju se i održavaju neprikladno da umanje opasnost od eksplozije
- izmjene procesa proizvodnje provode se bez pravilne analize mogućeg utjecaja na opasnost od eksplozije.
IV. SUSTAV OTPRAŠIVANJA KAO MJERA PROTUEKSPLOZIJSKE ZAŠTITE
Funkciju otprašivanja trebamo smatrati važnom mjerom primjene protueksplozijske zaštite jer smanjuje mogućnost pojave oblaka prašine na presipnim mjestima i na taj način otklanja jedan od nužnih uvjeta za nastanak eksplozije. Osim toga, pravilnim dimenzioniranjem čitavog sustava (odsisnih hauba, cjevovoda i samog otprašivača) smanjuje se ispuštanje prašine iz razne tehnološke opreme, čime se smanjuje taloženje prašine u postrojenju i olakšava održavanje čistoće pogona.
Nakon što smo spoznali osnovne karakteristike eksplozivnosti zapaljive prašine, moramo definirati presipna mjesta i opremu procesa (izvore ispuštanja) te volumen i koncentraciju prašine (zone opasnosti) pojedinog izvora ispuštanja kako bismo mogli dimenzionirati djelotvoran sustav otprašivanja. Istodobno treba analizirati i moguće uzročnike paljenja i postaviti djelotvornu zaštitu.
A. Dimenzioniranje odsisnih hauba
Djelotvornost odsisavanja prašine na izvoru ispuštanja u velikoj mjeri ovisi o dimenzioniranju, smještaju i veličini odsisnih hauba. Dimenzioniranje je bazirano na empirijskom proračunu čiju primjenjivost treba razmotriti od slučaja do slučaja.
Odsis prašine s izvora nastajanja ovisi o brzini strujanja u području odsisavanja i smještaju odsisne haube. Zbog pada brzine strujanja odmicanjem od izvora prašine, usisni otvori trebaju biti što je moguće

Damir Orešković: Otprašivanje u funkciji zaštite od eksplozije neelektrične opreme (i4 – i8)
Ex-Bilten 2013. Vol. 41, br. 1-2
bliže izvoru ispuštanja prašine, a da istodobno ne ometaju rad opreme.
Odsisni volumen definiran je površinom haube, brzinom strujanja i udaljenošću haube od izvora ispuštanja prašine. Rubni uvjeti kao što su otpori strujanja, kutovi nastrujavanja, kretanje okolnog zraka i sl. nisu obuhvaćeni empirijskim formulama, a mogu znatno smanjiti odsisni volumen.
Osim navedenog, efikasnost odsisne haube uvelike ovisi o jednolikoj distribuciji zraka po ukupnoj površini usisa, što se u slučaju većih površina rješava ugradnjom pregradnih lamela i usmjerivača.
B. Dimenzioniranje cjevovoda
Cjevovod treba dimenzionirati sukladno potrebnoj brzini strujanja tako da se spriječi taloženje prašine koje može dovesti do začepljenja cjevovoda. S druge strane, prevelika brzina povećava otpore strujanja, a samim time i utrošak energije sustava otprašivanja. Cjevovode koji povezuju raznu neelektričnu opremu (procesno-tehnološku) prema zakonskoj regulativi (Pravilnik NN 39/06) treba smatrati neelektričnim instalacijama.
Slika 5. Brzina strujanja u cjevovodu
Osim toga, kod abrazivnih prašina (cement, šljaka, pijesak...) povećava se habanje cjevovoda na prijelaznim komadima i lukovima. Uobičajena projektirana vrijednost brzine strujanja je 16÷20 m/s, a određuje se ovisno o vrsti i karakteristikama prašine.
(1)
gdje je: Q - protok (m/s) d - promjer cjevovoda (m)
U slučaju grananja i spajanja cjevovoda treba se
pridržavati pravila struke te dimenzionirati prijelazne komade, koljena i ostale elemente na način da se minimizira pad tlaka (Δp) u cjevovodu uzrokovan turbulencijom i promjenom brzine strujanja.
(2)
gdje je: λ - koeficijent otpora cjevovoda L - dužina cjevovoda (m) d - promjer cjevovoda (m) v - brzina strujanja ξ - koeficijent otpora prijelaznih komada
Pogreške koje obično nastaju pri rekonstrukcijama, kod dogradnje nove ili zamjene opreme postojećeg procesa proizvodnje prikazane su sljedećim slikama (slike 6., 7. i 8.).
Presjek glavnog cjevovoda nije povećan nakon spajanja novih grana na sustav otprašivanja.
Slika 6. Spajanje grana jednakih promjera
Presjeci "A", "B" i "C" su jednaki i zbog toga će strujanje u grani "3" biti oslabljeno, dok će u grani "2" biti jako slabo (slika 6.).
Za korektno strujanje promjer cjevovoda B treba bit
(3)
odnosno promjer cjevovoda C treba biti
(4)
ako brzina strujanja u pojedinim granama treba biti jednaka. Za balansiranje protoka kroz spojne cjevovode otprašnih mjesta i glavnog cjevovoda ugrađuju se regulirajuće zaklopke ili blende. Pri regulaciji protoka treba uzeti u obzir izraz (1), odnosno voditi računa da brzina strujanja ostane dovoljno velika kako ne bi došlo do taloženja prašine u cjevovodu.
Spojeve cjevovoda (slika 7.) ugradnjom T-komada treba izbjegavati zbog velikog koeficijenta otpora (ξ).
1
2
Strujanje uz taloženje čestica v ≤ vmin
Strujanje bez taloženja čestica v > vmin
3

Damir Orešković: Otprašivanje u funkciji zaštite od eksplozije neelektrične opreme (i5 – i8)
Ex-Bilten 2013. Vol. 41, br. 1-2
Slika 7. Ugradnja T- komada u cjevovod otprašivanja
Umjesto toga ugrađuju se kutni prijelazni komadi i odgovarajući cijevni lukovi. I u ovom slučaju promjeri cjevovoda "A", "B" i "C" su jednaki, što onemogućuje uspostavljanje pravilnog strujanja kroz cjevovod.
Slika 8. Spoj cjevovoda i opreme
Na posudu promjera ø500 direktno je uboden cjevovod promjera ø250 mm, što dovodi do kontrakcije strujanja i znatnog pada tlaka. Umjesto prikazanog načina spajanja treba rabiti konusni prijelazni komad.
Cjevovod "A" ubada se u glavni cjevovod "C" promjera 230 mm, a u isti cjevovod ubada se i cijev "B" promjera ø100 mm (slika 8.).
Sustav otprašivanja projektiran je za brzinu strujanja ≈20 m/s, uz protoke QA=600m3/h, QB=2.550 m3/h i QC=QA+QB=3.150 m3/h.
Dio opreme je izbačen i na cjevovod "A" promjera ø250 mm ugrađena je slijepa prirubnica (slika 9.).
Zadržimo li željeni protok u cjevovodu "B", brzina strujanja u cjevovodu "C" smanjit će se na ≈4 m/s, što
dovodi do taloženja transportirane prašine i začepljenja cjevovoda (slika 9.).
Slika 9. Blindiranje grane cjevovoda otprašivanja
Za učinkovito i ekonomično djelovanje sustava otprašivanja osobito je važno kvalitetno dimenzioniranje cjevovoda. Bilo kakva izmjena projektnog rješenja (dodavanje odsisnih mjesta, blindiranje postojećih) koja utječu na strujanje u cjevovodu treba pozorno razmotriti i uskladiti.
C. Dimenzioniranje otprašivača
Postoje različite vrste i tipovi industrijskih otprašivača koji rabe mokri ili suhi postupak odvajanja, a različiti su po konstrukciji i načinu rada. Ovdje ćemo se ograničiti na vrećaste otprašivače koji se najčešće koriste u industrijske svrhe.
Slika 10. Vrećasti otprašivač
T-komad Kutni
priključak
Ulaz zaprašenog zraka
Čista komora
Filtarski elementi
Prašna komora
Izlaz čistog zraka
Sabirni bunker
Sustav za propirivanje
Ćelijski dozator

Damir Orešković: Otprašivanje u funkciji zaštite od eksplozije neelektrične opreme (i6 – i8)
Ex-Bilten 2013. Vol. 41, br. 1-2
Na temelju granulometrijskog sastava, tipa i koncentracije prašine te odsisne količine i temperature zraka odabire se prikladan materijal filtarskih vreća. Na osnovi smjernica za dopušteno prašno opterećenje određuje se ukupna potrebna površina filtarskih elemenata.
Prašno opterećenje:
fQA
m / m h
(5)
gdje je: fs - specifično prašno opterećenje (m3/(m3 h) Q - protok zraka (m3/h) A - ukupna površina filtarskih vreća predstavlja brzinu strujanja
prašine (m/h) po ukupnoj površini filtarskih elemenata.
U praksi zapravo na temelju poznavanja dopuštenog prašnog opterećenja (fs) i volumena zraka za otprašivanje određujemo potrebnu površinu filtarskih elemenata.
Izbor materijala filtarskih vreća ponajprije ovisi o temperaturi i sadržaju vlage te o načinu čišćenja vreća.
Tehnološki razvoj vrećastih otprašivača i materijala vreća za otprašivanje omogućuje efikasne jedinice kapaciteta od 50÷3.000.000 m3/h, pri temperaturi do 260 ˚C i sadržaju prašine do 1.000 g/Nm3. Tijekom rada na filtarskim elementima taloži se sloj prašine (tzv. kolač) koji se povremeno čisti sustavom udarnih impulsa komprimiranog zraka. Sustav udarnih impulsa djeluje s pomoću Venturijeve cijevi na ulazu u filtarski element, čime se strujanjem komprimiranog zraka usisava zrak iz čiste komore i stvara udarni val (coanda efekt) koji napiruje vreću i trga nataloženi kolač prašine.
Vreće se čiste sekvencijalno, a kod višekomornih otprašivača moguća je i izolacija pojedine komore za vrijeme ciklusa čišćenja.
Slika 11. Proces otprašivanja
Ciklusom se može upravljati vremenski ili, što je praksa u novije vrijeme, na temelju razlike tlaka između prašne i čiste komore (Δp). Upravljanje čišćenjem na osnovi Δp ima prednost u odnosu na
vremensko jer smanjuje potrošnju komprimiranog zraka i produžava vijek trajanja filtarskih vreća.
D. Zaštita sustava otprašivanja
Složenost procesa koji vodi do eksplozije prašine u znatnoj mjeri otežava procjenu stvarnog rizika u uvjetima prisutnosti smjese zapaljive prašine i zraka. Zbog toga su preventivne mjere od iznimne važnosti. U biti to znači izbjegavati odnosno ograničavati moguće stvaranje opasne eksplozivne atmosfere. Jedan od načina smanjenja koncentracije zapaljive prašine ispod donje granice eksplozivnosti (LEL) je miješanje s nezapaljivim tvarima. Drugi način je spriječiti odnosno ograničiti disperziju zapaljive prašine. Obje ove mjere mogu se provoditi regularnim čišćenjem i konstruktivnim mjerama i tako spriječiti ili barem ublažiti efekte sekundarne eksplozije.
Koncentraciju prašine unutar proizvodne opreme (silosi, mlinovi, elevatori, otprašivači) teško je držati pod kontrolom, osobito u procesnoj industriji gdje rad u inertnoj atmosferi nije moguć. Stoga se poduzimaju mjere zaštite ugradnjom uređaja koji ventiliraju i izoliraju primarnu eksploziju sprječavajući širenje zapaljenih čestica i udarnog vala, čime se ograničava djelovanje primarne eksplozije i nastajanje sekundarne eksplozije.
Kako je već navedeno, osnovna je zadaća otprašivanja, (ovdje se ne razmatraju neupitni ekološki aspekti otprašivanja) otkloniti nastajanje oblaka prašine na presipnim mjestima i unutar transportne opreme. Na taj se način uklanja jedan od uvjeta nastanka primarne eksplozije. U procesu filtriranja zaprašenog zraka u prašnoj komori otprašivača nastaje visoka koncentracija najfinije prašine.
Time otprašivač kao neelektrična oprema postaje jedan od najopasnijih uređaja u pogledu nastajanja eksplozivne atmosfere i potencijalnih uzročnika paljenja eksplozivne atmosfere koji se, osim provođenja mjera sekundarne zaštite (otklanjanja uzročnika paljenja), mora štititi ugradnjom zaštitnih sustava (prema Pravilniku NN 39/06) odnosno rasteretiti membranama i zaklopkama te spriječiti širenje eksplozije kroz cjevovode brzozatvarajućim protueksplozijskim zaklopkama.

Damir Orešković: Otprašivanje u funkciji zaštite od eksplozije neelektrične opreme (i7 – i8)
Ex-Bilten 2013. Vol. 41, br. 1-2
Slika 12. Ventilirajuće (protueksplozijske) zaklopke
Ventilirajuće (protueksplozijske) membrane i zaklopke kao zaštitni sustavi imaju istu namjenu; ne dopustiti da tlak u zaštićenoj opremi poraste iznad statičkog za koji je oprema projektirana.
Razlika u djelovanju je u tome što su ventilirajući membranski odušci za jednokratnu uporabu (rasprskavaju se pri određenom pretlaku), za razliku od zaklopki koje se mogu višekratno koristiti
Slika 13. Djelovanje ventiliranja eksplozije
Slika 14. Membranski ventilirajući odušci.
Slika 15. Protueksplozijske zaklopke u postrojenju

Damir Orešković: Otprašivanje u funkciji zaštite od eksplozije neelektrične opreme (i8 – i8)
Ex-Bilten 2013. Vol. 41, br. 1-2
Prednost ventilirajućih zaklopki je u automatskom zatvaranju nakon ventiliranja eksplozije, čime se prekida dotok zraka (kisika) u unutrašnjost opreme i time pridonosi gašenju požara koji je obično popratna pojava nakon eksplozije.
Slika 16. Ventilirajuća membrana s prigušnikom plamena
Iako ventilirajući odušci i zaklopke imaju široku primjenu u području zaštite od eksplozije, nije ih moguće primijeniti u svim slučajevima.
Ako je zapaljiva prašina otrovna ili opasna za okoliš, ne smije se ispuštati u atmosferu. Jednako tako, posebno izraženo kod rekonstrukcija starijih pogona, protueksplozijske zaklopke neprimjeren su način zaštite ako je otprašivač smješten preblizu drugog pogona ili unutar pogona.
U praksi se to postiže ugradnjom brzozatvarajućih zasuna, odgovarajućih ćelijskih dozatora ili sustava za gašenje koji ubrizgavanjem inertizirajuće tvari ugušuju plamen u cjevovodu.
Zaštitni sustav treba izvesti tako da ne dođe do tzv. efekta spojenih posuda, gdje se eksplozija kroz cjevovode širi na povezanu opremu što dovodi do lančane reakcije i razorne sekundarne eksplozije.
Slika 17. Širenje eksplozije kod povezane opreme
V. ZAKLJUČAK
Otprašivanje kao neizostavni dio proizvodnog procesa u industrijama sa zapaljivom prašinom može pravilnim dimenzioniranjem, nadzorom i održavanjem znatno pridonijeti sprječavanju i ublažavanju razornih efekata eksplozije zapaljive prašine koji izazivaju golemu materijalnu štetu i ljudske žrtve.
Svaka promjena tehnološkog procesa i/ili rekonstrukcija proizvodne opreme nužno zahtijeva analizu i po potrebi usklađenje sustava zaštite od eksplozije.
Spoznaja uprave i radnika o latentno prisutnoj opasnosti od eksplozije prvi je korak u provođenju i pridržavanju propisanih mjera zaštite od eksplozije.
Svakako je i zakonska obveza (Pravilnik NN 39/06) korisnika u industriji sa zapaljivom prašinom potvrditi promijenjene tehnološke procese jer oni zasigurno utječu na klasifikaciju prostora, ali i provedene mjere zaštite na neelektričnoj opremi kao i na zaštitnim sustavima, i to sve kroz tehničko nadgledanje (TN-NEU) i Ex-Dokument.
Opisani principi i oprema za tercijalnu zaštitu od eksplozije primjenjivi su i za ostalu proizvodnu opremu (silosi, spremnici, elevatori, sušare, sita, transportni cjevovodi...) u kojoj se koncentrira zapaljiva prašina.
LITERATURA
[1] Hrvatska norma: HRN EN 1127-1, Eksplozivne atmosfere – Sprečavanje i zaštita od eksplozije
[2] Hrvatska norma: HRN EN 13463-1-5, Neelektrična oprema za potencijalno eksplozivnu atmosferu
[3] Grupa autora, "Dust Control Handbook for Industrial Mining and Processing, "Departmant of Health and Human Services, USA, 2012.
[4] Grupa autora, "Dedusting Technology", Intensiv Filter, Germany, 1989.
[5] Grupa autora, "Industrial Ventilation", ACGIH-USA, 1998. [6] M. Ward, "Dust Testing for DSEAR&ATEX Compliance", Explosion
Hazard Testing Ltd, 2010. [7] Pravilnik o najmanjim zahtjevima sigurnosti i zaštite zdravlja radnika
te tehničkom nadgledanju postrojenja, opreme, instalacija i uređaja u prostorima ugroženim eksplozivnom atmosferom, NN br. 39/06
[8] www.dguv.de/ifa/gestis-database [9] Explosion Hazard Testing Ltd, GB
Eksplozija cjevovoda mogući uzrok sekundarne eksplozije
Primarna eksplozija otprašivača ventilirana u okolinu
Sekundarna eksplozija u pogonu

Dalibor Matijević, Alen Ožbolt, Ivo Korić: Izolacija prirubničkog spoja visoke temperature u zoni opasnosti (j1 – j4)
Ex-Bilten 2013. Vol. 41, br. 1-2
Izolacija prirubničkog spoja visoke temperature u zoni opasnosti
Insulation of high temperature flange joints in hazardous areas
Dalibor Matijević, Alen Ožbolt i Ivo Korić INA Industrija nafte, Rafinerija nafte Rijeka,
Urinj bb, 51 221 Kostrena, e-mail: [email protected]
e-mail: [email protected] e-mail: [email protected]
Sažetak — Pojava vrućih površina jedan je od najčešćih
uzročnika paljenja eksplozivne atmosfere plinova i para u procesnoj industriji, iz čega proizlazi potreba njihova izoliranja u svrhu zaštite zdravlja i sigurnosti ljudi te smanjenja rizika i opasnosti od većih industrijskih nesreća. Kao predmet izolacije vrućih površina među neelektričnim instalacijama najčešće se pojavljuju cjevovodi gdje potpuno toplinsko izoliranje koje uključuje i prirubničke spojeve može dovesti do prikrivenog ispuštanja zapaljivih medija (kapljevina) prisutnih u procesnoj industriji čija nakupljanja u kombinaciji s visokom temperaturom povećavaju vjerojatnost paljenja i nastanka eksplozije i požara.
Članak opisuje izoliranje vruće površine cjevovoda kao zadovoljavajuće rješenje učinkovitog uzročnika paljenja okolne eksplozivne atmosfere te otklanjanja mogućnosti nastanka požara zbog ispuštanja i nakupljanja zapaljive kapljevine ispod izolacije.
Ključne riječi — neelektrične instalacije, protueksplozijska zaštita, vruće površine, izolacija, požar, eksplozija
Summary — The manifestation of hot surfaces is one of the most common sources of ignition of explosive atmospheres of gas and dust in the process industry. As a result these heated surfaces need to be isolated in order to protect the health and safety of people and reduce the risk and danger of substantial industrial accidents. Among non-electrical installations pipelines are most commonly present as a subject of insulation of hot surfaces, where total thermal insulation (which also includes flange joints) can lead to hidden leakage (dripping) of flammable substances used in the process industry. The accumulation of leaks combined with high temperatures increase the possibility of ignition, causing fires and explosions.
This article describes the insulation of a pipeline’s hot surfaces as an effective solution to a potent source of ignition of the surrounding atmosphere and elimination of the risk of fire due to leakage and accumulated dripping under the insulation.
Key words — non-electrical installations, explosion protection, hot surfaces, insulation, fire, explosion
I. UVOD
U pojedinim dijelovima procesa proizvodnje u rafinerijama nafte, kao tipičnim predstavnicima procesne industrije, tekući ugljikovodici transportiraju
se procesnim instalacijama često zagrijani iznad temperature samozapaljenja.
Temperatura visoko zagrijanih medija uzrokuje pojavu vrućih površina koje su uzročnik paljenja eksplozivne atmosfere plinova i para ako u blizini dođe do propuštanja zapaljive tvari.
Vezano za protueksplozijsku zaštitu, a ovisno o zoni opasnosti koja je određena za lokaciju gdje se oprema i/ili instalacija nalazi, propisana je najviša dopuštena temperatura koja se smije pojaviti na površni opreme ili instalacije.
Kako bi se spriječila pojava lokalnih vrućih površina, uobičajena je praksa da se takve površine toplinski izoliraju.
Tradicionalno se kao dobar toplinski izolator koristi mineralna vuna koja osim sprječavanja mogućnosti pojave uzročnika paljenja može imati i funkciju sprječavanja toplinskih naprezanja te zaštite radnika od visoke površinske temperature. [1]
Međutim, u izvanrednim situacijama poput poremećaja u radu, ali i u redovitim aktivnostima poput pokretanja ili zaustavljanja postrojenja može doći do toplinskih dilatacija cjevovoda i drugih dijelova opreme kroz koju prolazi vruća kapljevina koja je ujedno i zapaljiva.
Zapravo, ta dva čimbenika radne tvari u procesu, a to su njezina zapaljivost i visoka zagrijanost (temperatura), često su pri iznalaženju rješenja suprotstavljena.
Jedna od najosjetljivijih pozicija na neelektričnim instalacijama su svakako prirubnički spojevi na kojima može doći do privremenog ili trajnog propuštanja, a posebice ako su zagrijani na visoku temperaturu. Kada su takvi spojevi procesne opreme i/ili cjevovoda pokriveni toplinskom izolacijom, operateri na postrojenju ne mogu primijetiti propuštanje, što je opasno jer se izolacijski materijal, mineralna vuna, u tom slučaju natopi vrućim medijem koji nema kamo otjecati i ostaje uz vruću stijenku te se na taj način postižu svi preduvjeti za nastanak požara.
Na jednoj od pozicija sa sličnim problemom u INA Rafineriji nafte Rijeka tim rafinerijskih inženjera je prema iznesenim smjernicama stručnjaka iz Ex-Agencije nakon posjeta mjestu ugradnje izradio kritičku analiza nekoliko scenarija te izradio idejno-tehničko rješenje koje predviđa izradu izolacijske kape koja dopušta odvođenje medija izvan opasnog područja prirubničkog spoja ako dođe do propuštanja, a ujedno i štiti od paljenja okolne eksplozivne atmosfere u slučaju njezine pojave.

Dalibor Matijević, Alen Ožbolt, Ivo Korić: Izolacija prirubničkog spoja visoke temperature u zoni opasnosti (j2 – j4)
Ex-Bilten 2013. Vol. 41, br. 1-2
II. RJEŠENJE PREDVIĐENO IZVEDBENIM PROJEKTOM
Prirubnički spoj u INA Rafineriji nafte Rijeka koji je bio predmet razmatranja prikazan je na slici 1. Projektnim rješenjem i u dosadašnjem radu bilo je predviđeno da se prirubnički spoj cijelom dužinom obloži mineralnom vunom i prekrije aluminijskim limom kao mehaničkom zaštitom.
U izvanrednoj situaciji kod naglog hlađenja, zbog dilatacija cjevovoda (transfer voda), na prirubnici može doći do istjecanja medija temperature 400 °C. U tom slučaju zbog izolacije zagrijani medij ostaje uz vruću površinu prirubnice te dolazi do samozapaljenja.
Sličan slučaj može se dogoditi i pri nižim temperaturama kod dugotrajnijih ispuštanja manjeg i srednjeg intenziteta gdje može doći do veće akumulacije ugljikovodika koji mogu uzrokovati požar čak i na udaljenoj lokaciji zbog njihova širenja kroz mehaničku izolaciju.
Slika 1. Neizolirani prirubnički spoj cijevi dimenzije 26"
III. IDEJNO-TEHNIČKO RJEŠENJE
Prikaz idejno-tehničkog rješenja kojim bi se omogućilo odvajanje vruće površine prirubničkog spoja cijevi od eksplozivne atmosfere te otkrivanje propuštanja visoko zagrijane (400 °C) zapaljive kapljevine prikazano je na slici 2.
Slika 2. Idejno-tehničko rješenje izoliranja prirubničkog spoja u cilju sprječavanja pojave uzročnika paljenja (vruće površine)
Idejno-tehničko rješenje sastoji se od toga da se prirubnički spoj cijevi promjera 26", koji ujedno predstavlja i vruću površinu, zajedno s izolacijom od mineralne vune prekriva (oblaže) aluminijskim limom koji se učvršćuje obujmicama. Na dnu se za potrebe otkrivanja skrivenih propuštanja za izlaz kapljevine izrađuje otvor (cijev) u obliku šupljeg pravokutnika u koji se postavlja cijev promjera 3/8" za dovod niskotlačne vodene pare. Cijev promjera 3/8" s kojom se dovodi niskotlačna vodena para posjeduje temperaturu površine u normalnom radu od najviše 150 °C (ograničenje temperature pare je izlazno stanje pare iz energane i termostatskim ventilom).
U slučaju pojave viših temperatura niskotlačne pare potrebno je i tu cijev izolirati jer je okolni prostor klasificiran u zonu 2 temperaturnog razreda T3 (200 °C). Odnosno, kako ne bi i cijev promjera 3/8" s niskotlačnom parom postala djelotvoran uzročnik paljenja.
Dovedena niskotlačna vodena para kontinuirano većim dijelom izlazi ("puše") kroz pravokutnu cijev prema izlazu odnosno otvoru, a manjim dijelom ispunjava slobodan prostor između distantnog prstena prirubničkog spoja i aluminijskog lima (na koji je postavljena toplinska izolacija). Niskotlačna vodena para će u slučaju propuštanja kapljevine iz prirubničkog spoja raspršiti kapljevinu i učiniti je neopasnom s naslova mogućnosti stvaranja eksplozivne atmosfere. U suprotnom, zapaljiva zagrijana kapljevina tvorila bi eksplozivnu atmosferu između distantnog prstena prirubničkog spoja i aluminijskog lima.
U normalnom radu niskotlačna vodena para neće dopustiti i ulaz vanjske potencijalno eksplozivne atmosfere u prostor prirubničkog spoja, odnosno bit će onemogućen dodir vanjske potencijalno eksplozivne atmosfere i vruće površine prirubničkog spoja.
Dovedena niskotlačna vodena para ima i cilj sprječavanje kondukcije (provođenja) topline odnosno pojave opasno visoke temperature vanjskog dijela

Dalibor Matijević, Alen Ožbolt, Ivo Korić: Izolacija prirubničkog spoja visoke temperature u zoni opasnosti (j3 – j4)
Ex-Bilten 2013. Vol. 41, br. 1-2
(izvan izolacije) cijevi za odvod kapljevine, koja je direktno povezana s aluminijskim limom oko prirubničkog spoja. Na taj način niskotlačna vodena para odvodi toplinu ("hladi") cijev za odvod kapljevine kako se toplina ne bi kondukcijom širila izvan izolacije.
Preko tako zatvorenog prirubničkog spoja postavlja se mineralna vuna kao toplinska izolacija. Debljina mineralne vune koja se postavlja definirana je specifikacijom INA Industrije nafte i zadovoljava uvjet sprječavanja prolaza topline od površine prirubničkog spoja (temperature oko 400 °C) do površine izolacije (mineralne vune) u tolikoj mjeri (izolacijsko svojstvo) da je zadovoljen uvjet pada temperature na znatno manju temperaturu od temperaturnog razreda (T3) okolnog ugroženog prostora koja iznosi 200 °C. Mineralna vuna zatim se mehanički zaštićuje pokrovom izvedenim također od aluminijskog lima koji se sastoji od dva dijela spojena kopčama tako da se u slučaju potrebe lako može skinuti.
IV. KRATAK PRESJEK ZAHTJEVA ZAKONSKE REGULATIVE VEZANE ZA
PREDVIĐENO RJEŠENJE
Vruće površine neelektričnih instalacija prepoznate su kao uzročnici paljenja kroz zakonsku regulativu [3], normativne dokumente i stručnu literaturu. Ovdje ćemo ukratko pojasniti važeću zakonsku regulativu vezanu za neelektrične instalacije.
Pravilnik NN 39/06 [3] u čl. 2. pojašnjava pojam instalacije. Navodeći da se nad instalacijama koje se upotrebljavaju za upravljanje, proizvodnju, prijenos, skladištenje, mjerenje, regulaciju, pretvorbu, potrošnju ili preradbu gradiva, odnosno energije, a koje se postavljaju u prostor ugrožen eksplozivnom atmosferom, mora provoditi tehničko nadgledanje. Zapravo, to i predstavlja definiciju neelektrične instalacije jer se svakako kroz njih provodi prijenos (toplinske ili mehaničke) energije.
Opisani visoko zagrijani cjevovod promjera 26" s prirubničkim spojem svakako je neelektrična instalacija kako je opisuje zakonska regulativa. Također, čl. 2. navodi da se instalacijom povezuje postrojenje, skup opreme, uređaja i sredstava u jedan ili više sustava koji čine tehnološku cjelinu. Članak 5. Pravilnika NN 39/06 izravno navodi da je nužno procijeniti rizik nastanka eksplozije i kod neelektričnih instalacija. Članak 10. definira sadržaj i opseg dokumenta o protueksplozijskoj zaštiti te Ex-Dokumenta u kojem treba biti sadržana i analiza neelektričnih instalacija kao i njihova održavanost. Člankom 11. definira se tehničko nadgledanje koje obuhvaća i neelektrične instalacije.
Poglavlje III. Pravilnika NN 39/06 definira tehničko nadgledanje postrojenja i aktivnosti, pri čemu se u čl. 12. navodi da je obveza provođenje tehničkoga nadgledanja nad pravnim i fizičkim osobama za izvođenje neelektričnih instalacija, kao i održavanja, popravaka, obnove i/ili pregradnje opreme. U prilogu IV. tč. 4. Pravilnika NN 39/06 definira se sadržaj Ex-Dokumenta, a za postrojenja koji sadržava među ostalim i tehnički nalaz o neelektričnim instalacijama.
Posebno treba skrenuti pozornost na tč. 8.1.4. priloga IV. Pravilnika NN 39/06 koja izravno navodi da neelektrične instalacije mogu biti uzročnici paljenja te ih treba provjeriti tehničkim nadgledanjem, za što je korisnik dužan staviti svu potrebnu dokumentaciju na raspolaganje.
Zapravo, nedvojbeno nam već zakonska regulativa nameće zahtjeve analize neelektrične instalacije u ugroženom prostoru (zonama opasnosti).
V. ZAVRŠNI OSVRT
Obveza je vlasnika procesnih postrojenja koja u svojoj tehnologiji rada imaju visok inherentni rizik i opasnost od događaja koji mogu rezultirati posljedicama vezanim za sigurnost, zdravlje i okoliš poput opasnosti od požara i eksplozije, poduzimanje svih razumnih (tehničkih, tehnoloških, ekonomskih) mjera za smanjenje tog rizika.
Neelektrične instalacije prepoznate su zasigurno kao jedan od učestalijih uzročnika paljenja u zakonskim propisima (pravilnicima i ATEX direktivama), normativnim dokumentima (HRN EN 1127-1) i stručno-znanstvenoj literaturi. [1]
Nažalost, i u posljednje vrijeme različita sredstva informiranja čine nas svjedocima niza eksplozija i požara u raznim granama industrije, posebice rafinerijskih pogona u kojima se kao uzrok navode neelektrične instalacije (cijevi s vrućim medijima, popratno parno grijanje i sl.).
Rješavanjem problema visoko zagrijanog prirubničkog spoja kroz koji prolazi zapaljiva kapljevina postavljanjem toplinske izolacije (slika 2.) na prirubnički spoj cijevi uz toplinsku izolaciju i s jedne i s druge strane prirubničkog spoja istodobno se postiže onemogućivanje dodira eksplozivne atmosfere i vruće površine kao i rano uočavanje mogućeg istjecanja kapljevine iz prirubničkog spoja.
Navedeno rješenje predstavlja veliku prednost koja se očituje u mogućnosti pravodobnog otkrivanja propuštanja i bržem otklanjanju kvara nastalog na prirubničkom spoju, ali i sprječavanju mogućnosti paljenja eksplozivne atmosfere. Ne treba zaboraviti da je spriječena mogućnost ozljede ljudi vrućom površinom.

Dalibor Matijević, Alen Ožbolt, Ivo Korić: Izolacija prirubničkog spoja visoke temperature u zoni opasnosti (j4 – j4)
Ex-Bilten 2013. Vol. 41, br. 1-2
Uvođenjem niskotlačne vodene pare omogućuje se raspršivanje nakupljene kapljevine, što je čini neopasnom u odnosu na mogućnost stvaranja eksplozivne atmosfere te se sprječava pojava opasno visoke temperature svih vanjskih površina koje mogu biti u dodiru s ugroženim prostorom u odnosu na provedenu klasifikaciju (zona 2, parametara IIA T3).
S obzirom na to da je okolni prostor klasificiran u zonu 2 koja je prema definiciji norme HRN EN 60079-10-1 definirana kao mjesto na kojem pojava eksplozivne atmosfere nije vjerojatna u normalnome radu, a ako se i pojavi trajat će kratko, navedeno rješenje može se definirati zadovoljavajuće s naslova opasnosti i rizika od eksplozije.
Iako je opisano idejno-tehničko rješenje izrađeno za konkretnu poziciju, primjenjivo je na gotovo sve vodoravno postavljene prirubničke spojeve (cjevovode) do kojih je moguće dovesti paru ili neki drugi odgovarajući raspoloživi (inertni) medij.
Nakon što se izvede rješenje izolacije prirubničkog spoja, a sukladno zakonskoj regulativi (Pravilnik NN 39/06), slijedi obvezno provođenje tehničkog nadgledanja neelektričnih uređaja i instalacija (TN-NEU) odnosno izrada Ex-Dokumenta.
LITERATURA
[1] S. Rumbak, Neelektrične instalacije u prostorima ugroženima eksplozivnom atmosferom, Bilten Agencije za prostore ugrožene eksplozivnom atmosferom, broj 1-2, godina 39
[2] Izvedbeni projekt, INA Rafinerija nafte Rijeka [3] Pravilnik o najmanjim zahtjevima sigurnosti i zaštite zdravlja radnika
te tehničkom nadgledanju postrojenja, opreme, instalacija i uređaja u prostorima ugroženima eksplozivnom atmosferom NN 39/06

Slavko Rumbak: Eksplozije prašina – opasnosti, uzroci i sprječavanje (k1 – k9)
Ex-Bilten 2013. Vol. 41, br. 1-2
Eksplozije prašina - opasnosti, uzroci i sprječavanje
Dust explosions – hazards, causes and prevention
Dr. sc. Slavko Rumbak, dipl. ing. stroj. e-mail: [email protected]
Sažetak – Unatoč istraživanju i razvoju tijekom više od 200 godina, čime se nastojalo spriječiti i ublažiti eksplozije prašine u procesnoj industriji, ova opasnost i dalje prijeti.
Uz kratak pregled nekih primjera tehnoloških eksplozija u industrijskim postrojenjima s eksplozivnom atmosferom zapaljive prašine u svijetu i Republici Hrvatskoj, navedeni su posebni uvjeti i čimbenici utjecaja o kojima ovisi mogućnost iniciranja i razvoja takvih eksplozija te mogući učinci i posljedice.
Člankom se, usuprot tradicionalnom modelu pristupa protueksplozijskoj zaštiti koji se temelji na raščlambama i prosudbama pojedinih vrsta zaštite od eksplozije, zalaže za suvremeniji analitički i proaktivan sustav općeg i sveobuhvatnog pristupa sigurnosti i protueksplozijskoj zaštiti.
Takav pristup poduprt je stručnim i znanstvenim spoznajama te znalačkom primjenom raspoloživih suvremenih mjera zaštite i tehnika raščlanjivanja opasnosti i prosuđivanja naravi i razmjera rizika, ugroze i opasnosti, uz primjenu zaštitnih sustava.
Summary – Despite research and development over the course of more than 200 years, which strove to prevent and reduce explosive dust in the process industry, this danger still poses a threat.
With a brief overview of some examples of explosions in industrial plants with explosive atmospheres of flammable dust, in the world and the Republic of Croatia, this article lists the specific conditions and influential factors that can generate the possible initiation and development of such explosions, and possible effects and consequences.
In opposition to the traditional model of approach to explosion protection that is based on analysis and assessment of certain types of explosion protection, this article favours the more modern analytical and proactive system of a general and comprehensive approach to safety and explosion protection.
Such an approach is supported by expert and scientific knowledge and the professional application of current protection measures and techniques of analyzing threats and assessing the nature and extent of the risks, dangers and threats, with the application of protection systems.
Key words – dust explosions, source of ignition, protection systems
I. PRAŠINA
Sukladno HRN EN 60079-10-2 zapaljive prašine su fino usitnjene krute čestice nazivne veličine 500 µm ili
manje. Prema BS 2955:1958, čestice s veličinom manjom od 1000 µm definiraju se kao prah, a čestice manje od 76 µm, nazivaju se prašine. Prema NFPA 68, prašina su čestice s veličinom manjom od 420 µm. Industrije posebno podložne eksploziji prašine su farmaceutske, cementne i prehrambene, pa sve do prerade drveta i postrojenja s ugljenom (termoelektrane, cementna industrija) te skladištenja i transporta žitarica (iz brodova ili u vozila i sl.). Zapravo, sva postrojenja u kojima se barem u jednom dijelu procesuiraju, transportiraju ili skladište zapaljive prašine organskog podrijetla (šećer, brašno itd.), metalne prašine (aluminij, magnezij, cink, čelik itd.), anorganske prašine (nitrati, karbidi itd.), ugljene prašine ili sintetički materijali (polimeri, pesticidi itd.) posjeduju veliku opasnost od eksplozije. Postoje dva tipa eksplozivne atmosfere zapaljive prašine. Prvi je tip uzvitlana prašina (oblak) u zraku koja može činiti eksplozivnu atmosferu. Drugi tip eksplozivne atmosfere zapaljive prašine čini nataložena prašina (slika 1.). Međutim, ona se može na bilo koji način uzvitlati i stvoriti eksplozivnu atmosferu. Jedan od mogućih uzroka uzvitlavanja je tinjavo paljenje koje posredno ili neposredno može izazvati tzv. buktanje ili intenzivnije gorenje koje redovito uzvitla ostatak prašine i ujedno čini uzročnik paljenja tako uzvitlane prašine. Drugi uzroci uzvitlavanja prašine mogu biti razna strujanja zraka izazvana predviđenim ili nepredviđenim tehnološkim ili atmosferskim uvjetima.
Slika 1. Akumulacija prašine na a) ležaju pužnice, b) reduktoru,
c) zagrijanim neelektričnim instalacijama, d) konstrukcijskim dijelovima objekta
II. ELEMENTI UZROKA EKSPLOZIJA PRAŠINA
Danas je dobro poznato kako je uzrok eksplozija prašina uvijek komponiran od odgovarajuće ugođenih vrijednosti pet relevantnih značajki nužno potrebnih i istodobno nazočnih elemenata.
a) b)
c) d)

Slavko Rumbak: Eksplozije prašina – opasnosti, uzroci i sprječavanje (k2 – k9)
Ex-Bilten 2013. Vol. 41, br. 1-2
Slika 2. Uvjeti za nastanak eksplozije zapaljive prašine [i]
Uvjeti za nastanak eksplozije se literaturno ponegdje pojednostavnjeno slikovito prikazuju geometrijskim likom peterokuta (slika 2.) koji sadržava nazočnost: gorive tvari (gorive prašine), oksidacijske tvari (kisika iz zraka), djelotvornog uzročnika paljenja, smjesu gorive i oksidacijske tvari unutar (polu)zatvorenog prostora (unutar dijelova ili cjeline tehnoloških jedinica ili građevine postrojenja) i raspršenost smjese gorive i oksidacijske tvari unutar područja njezine zapaljivosti.
Jedna od najvažnijih značajki prašina je da se smanjivanjem veličine čestice prašine znatno povećava ukupna površina koja je u kontaktu s kisikom, a samim tim veća je i mogućnost za oksidaciju. Što su čestice finije, to je veća ukupna površina same čestice prašine te je zbog toga i veća vjerojatnost da se takav oblak prašine zapali i eksplodira jer je potrebna manja inicijalna energija za njegovo paljenje. Na primjer, kocka nekog materijala brida 1cm ima površinu 6 cm2. Ako tu kocku usitnimo na manje kocke koje imaju brid 1 μm, površina će se povećati na 6 m2, tj. povećala se 10 000 puta. Također, sitne čestice talože se mnogo sporije od velikih čestica zbog velikog otpora zraka i male mase. Konkretan primjer je npr. drvo. Drvo mase 5 kg približno ima površinu od 0,25 m2, a 5 kg drvene prašine ima 20 000 m2.
A. Karakteristike prašine
Sloj prašine smatra se "zapaljivim" ako se može zapaliti vanjskim izvorom i ako lokalna vatra propagira u dovoljnoj mjeri kad se vanjski izvor ukloni [ii]. Sva eksplozivna prašina trebala bi biti zapaljiva, ali nije sva zapaljiva prašina jednostavno eksplozivna [iii]. Više od 70% prašina koje se pojavljuju u procesnoj industriji je zapaljivo [iv]. Na primjer, antracit i grafit nisu lako eksplozivni iako imaju visoku toplinu izgaranja. Druga mjera zapaljivosti sloja prašine i intenziteta gorenja sloja prašine je razred gorenja [v, vi]. Ova klasifikacija temelji se na ponašanju definirane količine prašine
kada je podvrgnuta plinskom plamenu ili vrućoj žici platine: (i) CC1: nema paljenja, nema samoodržavanja plamena (ii) CC2: kratko paljenje i brzo gašenje, lokalno izgaranje
kratkog trajanja (iii) CC3: mjestimično gori ili žarenja bez širenja; lokalno
izgaranje, ali ne i rasprostiranje (iv) CC4: širenje požara, propagacija tinjanjem i
izgaranjem (v) CC5: širenje otvorenom vatrom; propagiranje otvorenim
plamenom (vi) CC6: eksplozivno gori; eksplozivno izgaranje.
Treća kategorizacija prašina temelji se na vrijednosti
KSt. KSt predstavlja najveću stopu porasta tlaka u posudi volumena 1 m3. KSt koncept je uveo Bartknecht [vii, viii] koji je prikazao to kao kubni zakon:
StKkonstV
dtdp
≡=⎟⎠⎞
⎜⎝⎛ .3
1
max
(II.1)
KSt vrijednost u (bar·m/s), što se brojčano identificira s (dp/dt)max u (bar/s) u 1 m3 normom ISO 6184/1 je definiran kao "specifična konstanta prašine". Kratica St ima svoje podrijetlo u njemačkoj riječi staub, što znači prašina. Razredi eksplozivnosti su podijeljeni prema vrijednostima KSt (tablica I.).
TABLICA I. PODJELA PRAŠINA NA OSNOVI EKSPLOZIVNIH KARAKTERISTIKA
Razred eksplozivnosti
prašine
KSt (bar m/s) Karakteristika
St 0 0 Nema eksplozije St 1 ≤ 200 Slaba eksplozija St 2 > 200 ≤ 300 Jaka eksplozija St 3 > 300 Vrlo jaka eksplozija
No, mora se naglasiti da kubni zakon vrijedi samo u
geometrijski sličnim posudama, ako je širina plamena zanemariva u odnosu na radijus posude i ako je brzina gorenja funkcija tlaka i temperature identična u cijelom volumenu [ix]. Udio zapaljivih prašina u pojedinom razredu eksplozivnosti je sljedeći: 87% zapaljivih prašina je razreda St 1, 10% je St 2, a 3% je u razredu St 3. Treba uzeti u obzir da na zapaljivost i eksplozivnost prašine utječe niz čimbenika: kemijski sastav prašine, granulacija, raspodjela i kretanje koncentracije čestica, sadržaj i kretanje vlage ili relativna vlažnost, koncentracija kisika u prostoru, energija mogućih uzročnika paljenja, geometrija uzročnika paljenja, razina turbulencije pri strujanju zaprašene atmosfere, stupanj zatvorenosti i dimenzije prostora, položaj, veličina i geometrija čvrstih zapreka, ispušni kapacitet naprava za odušak i dr.
Uzročnik paljenja
Prašina Zrak (kisik)
Ograničeni prostor
Raspršenost

Slavko Rumbak: Eksplozije prašina – opasnosti, uzroci i sprječavanje (k3 – k9)
Ex-Bilten 2013. Vol. 41, br. 1-2
III. ZNAKOVITI PRIMJERI EKSPLOZIJA PRAŠINE
Tijekom povijesti zastrašujućih primjera eksplozija zapaljive prašine bilo je napretek. Počevši od davnih vremena kada su se gradila prva veća ili zajednička skladišta žitarica, zatim kroz razna iskapanja u rudnicima, sve do industrijske revolucije. Nažalost, proteklo je još mnogo vremena, sve do 14. prosinca 1785. kada se u skladištu pekarnice g. Giacomellija u Torinu, Italija, oko 18 sati dogodila eksplozija zapaljivog oblaka uskovitlanog pšeničnog brašna, slučajno upaljenog plamenom svijeće. Taj događaj je 1795. godine detaljno analizirao i opisao Carlo Lodovico Morozzo di Bianzè (1743. – 1804.) u svom članku [x], a koji predstavlja prvu dokumentiranu analizu eksplozije prašine. Morozzo u njemu [10] navodi i rezultate istraživanja paljenja te također (apsolutno prvi) predlaže i norme koje bi trebale biti prihvaćenje u svrhu zaštite javne sigurnosti. Članak [10] završava vrlo "modernim" shvaćanjem: "…nepoznavanje i ignoriranje navedenih okolnosti i nemar u svezi mjera opreza koje treba poduzeti su često uzrokovali više nesreća i gubitaka, štete i patnji, stoga je od velike važnosti da se s tim činjenicama upoznaju radnici kako bi se moglo iz toga izvući sve moguće prednosti". Druga (nakon Morozzove analize 1795.) u literaturi opisana i analizirana najteža nesreća izazvana eksplozijom zapaljive prašine dogodila se u Leidenu, u Nizozemskoj 12. siječnja 1807. [xi]. Brod s oko 85 000 kg baruta stigao je iz Ouderkerka (blizu Amsterdama) i pristao u centru Leidena. Eksplozija broda uzrokovala je pogibiju 151 čovjeka, a ranila ih je oko 2000. Pretpostavlja se da je uzročnik paljenja bio plamen. Eksplozija prašina kroz noviju povijest ima napretek. Sve su one bile manje-više zastrašujuće. Jedna od takvih zasigurno je eksplozija koja je u travnju 1981. pogodila golemi silosni kompleks žitarica u gradu Corpus Christi, Teksas, SAD, i uzrokovala pogibiju 9 ljudi (slika 3.a).
a) b)
Slika 3.a) Eksplozija silosa u gradu Corpus Christi, SAD, b) Posljedice eksplozije uzrokovane ležajem u postrojenju tvrtke
Imperial Sugar Company
Smatra se da su paljenje prouzročili tinjajući grumeni (gnijezda) zrnja afričkog prosa koji su upalili oblak prašine u vjedričastom elevatoru. Jedna od najvećih eksplozija prašine koja se dogodila u posljednje vrijeme uzrokovana je ležajem, a dogodila
se 7. veljače 2008. u tvrtki Imperial Sugar Company u Port Wentworthu, Georgia, SAD (slika 3.b). Sljedeća vrlo razorna eksplozija, odnosno niz sukcesivnih eksplozija dogodio se 8. lipnja 1998. u golemom (800 metara dugom) silosnom kompleksu tvrtke DeBruce Grain, Kanzas, SAD, ukupnog kapaciteta 730 000 m3 s ukupno 310 skladišnih silosa (slika 4.).
Slika 4. Eksplozija silosnog kompleksa tvrtke DeBruce Grain
Uzrok eksplozije u kompleksu silosa tvrtke DeBruce Grain (slike 5.a, b) je snažno trenje (zaribavanje) jednog od valjkastih ležaja (slika 5.c) trakastog transportera [xii].
a) b) c)
Slika 5.a) Detalj eksplozije elevatora b) Sukcesivna eksplozija kompleksa silosa u tvrtki DeBruce Grain, c) Uzrok eksplozije –
valjkasti ležaj u silosnom kompleksu tvrtke DeBruce Grain [xiii]
U Republici Hrvatskoj jedna od posljednjih velikih eksplozija prašine dogodila se 14. srpnja 2006. oko 8.30 sati u dijelu silosa tvrtke Agroprerada d.d. u Ivanić-Gradu (slika 6.). Pritom je smrtno stradala jedna osoba, a teško su ozlijeđene dvije. Smatra se kako je eksplozija najvjerojatnije inicirana užarenim česticama nastalim pri zavarivanju metalne zakrpe na cijev Y profila (račve elevatora).
a) b)
Slika 6. a) Detalj silosa tvrtke Agroprerada d.d. nakon eksplozije
b) izgled mjesta eksplozije i proboja gornje armiranobetonske deke silosne jedinice br. 26 [xiv]
Unatoč uobičajenom mišljenju, u Republici Hrvatskoj moguće je u nizu različitih postrojenja

Slavko Rumbak: Eksplozije prašina – opasnosti, uzroci i sprječavanje (k4 – k9)
Ex-Bilten 2013. Vol. 41, br. 1-2
uvidjeti moć i učestalost razaranja pri eksploziji prašina. U industrijskoj zoni Skorotinci u Otoku 18. svibnja 2012., u 13.15 sati dogodila se tehnološka eksplozija na transportnom elevatoru u tornju silosa zbog kvara na elevatoru. U tehnološkoj eksploziji oštećen je silos, elevator, a ozlijeđen je jedan radnik [xv]. Nadalje, u četvrtak 21. kolovoza 2012., oko 21.45 sati dogodila se eksplozija u pilani Hrast u Strizivojni, a plamen se pojavio u silosu za otpadnu piljevinu kapaciteta 80 m3 (slika 7.a, b). Smatra se da je uzrok vjerojatno pila koja je pri rezanju drveta u kojem je bilo metala izazvala iskru koju je ventilacija uvukla u silos, nakon čega je nastala eksplozija.
a) b) c)
Slika 7.a) Posljedice eksplozija silosa pilane Hrast [xvi], b) Trenutak eksplozije silosa pilane Hrast
c) Dio rudnika Raša nakon eksplozije
Najteža eksplozija u Republici Hrvatskoj dogodila se 28. veljače 1940. u rudniku Raša oko 4.45 sati. Tada je došlo do strahovite eksplozije na dubini od 240 metara (slika 7.c). Nekoliko je teorija, no točan uzrok nesreće nikada nije utvrđen. Najbliži je istini broj od 185 poginulih rudara na mjestu nesreće, a još toliko ih je podleglo ozljedama i trovanju u sljedećim danima. Ta je podzemna katastrofa druga po veličini u Europi, dok tužni primat drži ona koja se dogodila 10. ožujka 1906. godine u rudniku ugljena Courriers u francuskom mjestu Calais kada je život izgubilo više od 1000 ljudi.
IV. STATISTIČKE RAZDIOBE UZROKA TEHNOLOŠKIH EKSPLOZIJA SA ZAPALJIVOM
PRAŠINOM
U radu [4] prikazani su desetci statističkih razdioba uzročnika paljenja kod zapaljivih prašina. Sve one upućuju na primaran i znatan utjecaj mehaničkih uzročnika paljenja (vruće površine, mehaničke iskre, trenje, plamen i dr.). Studija ugledne institucije, njemačkog instituta IFA, u svojem izvješću ("BIA report") [4] također navodi mehaničke uzročnike sa 68,3% kao najučestalije uzročnike paljenja eksplozivne atmosfere prašina. Veliki proizvođači opreme Stahl [4] i Bartec [4] navode također mehaničke uzročnike kao najučestalije uzročnika paljenja eksplozivne atmosfere zapaljive prašine.
V. POVIJESNI RAZVOJ PROTUEKSPLOZIJSKE ZAŠTITE OPREME KOD ZAPALJIVIH PRAŠINA
Malo je poznato tko je zaslužan za razvoj prvoga uređaja kao i (konstrukcijskih) mjera u svrhu povećanja sigurnosti sa stajališta protueksplozijske zaštite. Prema današnjoj metodologiji protueksplozijske zaštite koja razmatra opremu i zaštitne sustave, prvi uređaj u povijesti je rudarska svjetiljka (slika 8.a). Ona je 1815. usavršena (slika 8.b) te nazvana Davyjeva svjetiljka na temelju rezultata istraživanja koje su proveli dr. William Reid Clanny, Sir Humphrey Davy i George Stephenson (poslije izumio i prvu parnu lokomotivu). Zapravo, razvoj rudarske svjetiljke tekao je tako što se otkrilo prvo načelo, izoliranje plamena koje je razvio dr. Clanny 1813. godine. Otprilike u isto vrijeme, 1815., Sir Humphrey Davy otkrio je da ako su dvije posude napunjene zapaljivim (eksplozivnim) plinom i povezane međusobno uskom cijevi te ako plin u jednoj od posuda bude upaljen, odnosno eksplodira, neće biti prijenosa eksplozije u drugu posudu. George Stephenson je započeo razvoj konstrukcije svjetiljke ispitivanjem dvaju načela: 1) "sagoreni zrak" (CO2) u svrhu sprječavanja prijenosa eksplozije i 2) brzina gorenja jamskog plina je spora. Tijekom vremena slijedila su važna istraživanja vezana za sprječavanje i suzbijanje paljenja eksplozivne atmosfere.
Slika 8.a) Prva rudarska sigurnosna svjetiljka, b) Davyjeva svjetiljka
VI. POVIJESNI RAZVOJ PROTUEKSPLOZIJSKE ZAŠTITE ZAŠTITNIH SUSTAVA
KOD ZAPALJIVIH PRAŠINA
Nažalost, do spoznaja o mogućnostima i načinima paljenja eksplozivne atmosfere dolazilo se nakon velikog broja eksplozija i pogibija stotina radnika. Istraživanja eksplozije prašina u 18. stoljeću ponajprije su usredotočena na eksplozije ugljene prašine u rudnicima. Međutim, to se promijenilo nakon velikog broja eksplozija prašine s obiju strana Atlantika, kao što su Tradeston mlin u Glasgowu, 9. srpnja 1872., 18 osoba poginulo; Werdermühle u Hamelnu, 7. studenoga 1887., 11 ljudi poginulo; Washburn, mlin u Minneapolisu, 2. svibnja 1878., 18 ljudi poginulo itd.

Slavko Rumbak: Eksplozije prašina – opasnosti, uzroci i sprječavanje (k5 – k9)
Ex-Bilten 2013. Vol. 41, br. 1-2
Ipak, prekretnica je eksplozija mlina brašna Washburn koji je u to vrijeme bio najveći mlin u SAD-u (slika 9.).
Slika 9.a) Ilustracija iz tadašnjeg tiska St. Paul Globe, b) Detalj, posljedica eksplozije mlina brašna u Minneapolisu, SAD
Večernja smjena 2. svibnja 1878. počela je kao i prethodna. Međutim, oko 19 sati uskovitlano brašno se zapalilo mehaničkom iskrom u mlinu. Eksplozija je raznijela krov, uništila ostalih pet mlinova i zahvatila nekoliko gradskih blokova u plamenu. Nažalost, posljedica te eksplozije pogibija je 18 radnika i 137 teško ozlijeđenih. Kada je g. Cadwallader C. Washburn, osnivač General Millsa, čuo vijest, odlučio je spriječiti slične katastrofe u budućnosti razvojem novog uređaja. Konstruktor tog uređaja bio je inženjer William de la Barre. Uređaj se temelji na sprječavanju stvaranja oblaka prašine brašna u mlinu ispuhom. Nakon prezentacije djelotvornosti tog uređaja, Washburn je bio zadivljen i odmah je dao da se instalira u svim drugim njegovim tvornicama. To se može smatrati jednim od prvih zaštitnih sustava u procesu sa zapaljivim prašinama.
VII. STRATEGIJE SPRJEČAVANJA EKSPLOZIJE PRAŠINA
Uvjeti za eksploziju prašina vidljivi su iz peterokuta eksplozije prašine (slika 2.). Najočitiji način da se spriječi nastajanje eksplozije prašina je sprječavanje "zatvaranja" peterokuta, a to se može na sljedeće načine: a) učinkovito mijenjanje procesa b) ograničavanje koncentracije zapaljive prašine c) potpuno uklanjanje ili smanjenje prisutnosti
uzročnika paljenja d) inertiziranje.
A. Učinkovito mijenjanje procesa
Najočitiji i najsigurniji način kojim bi se spriječile eksplozije prašina je zamijeniti postojeće procese onima koji ne sadržavaju zapaljive prašine. No, nažalost, pri tome se potvrđuje aksiom "lakše reći nego učiniti" jer, naravno, nemoguće je zamijeniti u nekim industrijama radne tvari (šećerana i dr.). U literaturi se
mogu pronaći četiri elementa povezana sa smanjivanjem opasnosti od eksplozija prašine: 1. Smanjivanje: rabiti manje količine opasne tvari
kada se taj materijal ne može izbjeći 2. Zamjena: zamijeniti opasnu tvar onom koja je
manje opasna ili u opasnom dijelu procesa ukloniti opasnu tvar
3. Ograničenje: uporaba opasne tvari u svojim najmanje opasnim oblicima ili identificirati opcije koje uključuju manje opasne radne uvjete
4. Pojednostavnjenje: tehnologija procesa i pravilna konstrukcija te odabir opreme za uklanjanje mogućnosti pogreške, prepoznajući načine za uklanjanje pretjerane uporabe sigurnosnih značajki.
Nadalje, moguće konkretnije preporuke su: - upotrijebiti inertni plin (dušik) kao transportni
medij umjesto zraka - rabiti inertni plin (dušik) u silosima - puniti silos s pomoću ciklona kako bi se umanjilo
stvaranje oblaka prašine - kontrolirati veličinu čestica - smanjiti mogućnost pojave statičkog elektriciteta
u silosima, filtrima te provjeravati potencijal metalnih dijelova
- kontrolirati vlagu u cijevima i silosima - rabiti niže stope protoka mase - konstrukcija silosa i uporaba izolacijskih ventila
između silosa - održavati koncentraciju prašine ispod DGE - pravilna konstrukcija cijevi kojima se transportira
prašina i dr.
B. Ograničavanje koncentracije zapaljive prašine
Teško je držati zapaljivu koncentraciju oblaka prašine ispod određene razine kako bi se spriječila eksplozija jer je obično najmanja eksplozivna koncentracija znatno ispod ekonomskih uvjeta rada. Zbog nehomogenosti raspodjele prašine mjestimice mogu nastajati eksplozivne koncentracije prašine. Međutim, sljedeće mjere mogu biti djelotvorne: (i) u slučajevima gdje se ne može izbjeći velika
koncentracija prašine bilo bi uputno raditi s manjim količinama prašine nego s jednom velikom
(ii) treba izbjegavati okolnosti poput slobodnog pada prašine s visine, što može potaknuti stvaranje oblaka prašine
(iii) postupak uklanjanja prašine, iz struje plina, mora se obaviti u ranoj fazi kako bi se izbjegla suspenzija prašine
(iv) postrojenja za rukovanje zapaljivom prašinom trebaju biti primjereno konstruirana kako bi se smanjilo nakupljanje prašine. Čišćenje prašine nakupljene u mjestima kao što su cijevi mora biti što je više olakšano.

Slavko Rumbak: Eksplozije prašina – opasnosti, uzroci i sprječavanje (k6 – k9)
Ex-Bilten 2013. Vol. 41, br. 1-2
Na temelju analize šest nesreća koje su se dogodile između 1995. i 2003., Frank [xvii] je identificirao sljedeće organizacijske imperative: 1. Posebne karakteristike prašine (MIT – najniža
temperatura paljenja, vodljivost, kemijska nekompatibilnost) treba uzeti u obzir u planiranju sigurnih radnih postupaka
2. Programi čišćenja moraju cjelovito rješavati sva područja u kojima se može akumulirati zapaljiva prašina
3. Ograničiti formiranje oblaka prašine tijekom čišćenja, nakon što su se isključili svi uzročnici paljenja
4. Uspostavljanje periodike redovitog čišćenja 5. Svakako izbjegavati komprimirani zrak za čišćenje 6. Edukacija mora sadržavati i učenje iz pogrešaka i
prethodnih događaja koje treba smatrati upozorenjima.
C. Potpuno uklanjanje ili smanjenje prisutnosti uzročnika paljenja
Osim primjene drugih sigurnosnih tehnika, općenito treba težiti izbjegavanju uzročnika paljenja. Pritom je često, posebno kod složenih postrojenja, vrlo teško ustanoviti sve moguće uzročnike paljenja. Ponajprije zato što identificiranje uzročnika paljenja koji nastaju u radu procesne tehnološke opreme nije nimalo jednostavno zbog vrlo složenog postupka procjene kritičnih mjesta te njihovih opasnih temperaturnih stanja. Od velike pomoći kod sprječavanja uzročnika paljenja mogu biti zakonska regulativa, norme, posebice HRN EN 1127-1, razni vodiči i priručnici, primjena pogonskih uputa, ali ono što je posebice važno, primjena znanja stručnjaka protueksplozijske zaštite.
D. Inertiziranje
Inertiziranje se odnosi na načine i sredstva kojima se koncentracija kisika u procesnom dijelu ili u posudi smanjuje dodavanjem inertnih plinova (ili vodene pare) u količinama u kojima oblak prašine ne može više održavati oksidaciju. Inertiziranje će usporiti ili potpuno spriječiti zatvaranje peterokuta eksplozije prašine (slika 2.) čime se smanjuje opasnost od eksplozije. Inertiziranje se također upotrebljava, iako puno rjeđe, miješanjem zapaljive prašine s jednom negorivom. Za velik broj organskih prašina, ako se ne postigne najviša dopuštena koncentracija kisika od 8 vol.%, ne postoji više ni opasnost od eksplozije. Iznimka su metalne prašine kod kojih se treba pridržavati još nižih vrijednosti za kisik.
VIII. KRATAK PRESJEK ZAHTJEVA ZAKONSKE REGULATIVE ZA ZAŠTITNE SUSTAVE
Protueksplozijska zaštita zaštitnih sustava propisana je u Republici Hrvatskoj zakonskom regulativom: Pravilnikom NN 34/10 [xviii] i Pravilnikom NN 39/06 [xix].
A. Presjek zahtjeva Pravilnika NN 34/10 vezanih za zaštitne sustave
Europska direktiva 94/9 EC te istoznačni Pravilnik NN 34/10 [xviii] već u svojim naslovima jasno navode da se odnose i na zaštitne sustave. U čl. 1 Direktive 94/9 EC i Pravilnika NN 34/10 definira se pojam "zaštitni sustavi", i to kao uređaji koji nisu komponente opreme, a koji su namijenjeni trenutačnom zaustavljanju razvoja eksplozije i/ili ograničavanju područja djelovanja. Općenito se može utvrditi da se kroz cijeli Pravilnik (Direktivu) i za opremu i za zaštitne sustave navode jednaki zahtjevi. Posebno se još u tč. 3 priloga II "Bitnih zahtjeva" navode "Dodatni zahtjevi za zaštitne sustave". Kroz tu točku navode se opći zahtjevi, zahtjevi kod projektiranja i planiranja zaštitnih sustava, definiraju se zahtjevi na materijale, sustave otpusta tlaka, sustave za gušenje eksplozije i sustave odvajanja eksplozije.
B. Presjek zahtjeva Pravilnika NN 39/06 vezanih za zaštitne sustave
Kroz cijeli sadržaj Pravilnika NN 39/06 navode se mjere zaštite od eksplozije, a u što se svakako ubrajaju i "zaštitni sustavi". U Prilogu II tč. B "Kriteriji za odabir uređaja i sustava zaštite" Pravilnika NN 39/06 navodi se jasno da se "u svim prostorima u kojima se može pojaviti eksplozivna atmosfera, odabiru uređaji i zaštitni sustavi prema već gore spomenutom Pravilniku NN 34/10 (Direktivi 94/9 EC). Mjere protueksplozijske zaštite navedene su i u prilogu I Pravilnika NN 39/06 i odnose se na poduzimanje tehničkih i/ili organizacijskih mjera. U to svakako pripada smanjivanje štetnog djelovanja eksplozije kako bi se osiguralo zdravlje i sigurnost radnika.
IX. SMANJIVANJE UČINAKA EKSPLOZIJE PRAŠINA S POMOĆU ZAŠTITNIH SUSTAVA
U slučaju da eksploziju nije moguće pouzdano izbjeći, treba poduzeti mjere kako bi se učinci eksplozije ograničili i smanjili na sigurnu razinu. Učinci eksplozije mogu se smanjiti na nekoliko načina:
a) zadržavanjem eksplozije uporabom eksplozijski – otporne izvedbe uređaja (HRN EN 14460)
b) suzbijanjem eksplozije (HRN EN 14373)

Slavko Rumbak: Eksplozije prašina – opasnosti, uzroci i sprječavanje (k7 – k9)
Ex-Bilten 2013. Vol. 41, br. 1-2
c) rasterećivanjem eksplozije (HRN EN 14491 i HRN EN 14797)
d) sprječavanjem plamena i odvajanjem eksplozije (HRN EN 15089).
a) Uporabom eksplozijski – otporne izvedbe uređaja (slika 10.a). Tlak eksplozije za većinu zapaljivih prašina je u rasponu 7 – 10 bara. No, statički tlak nije jedini bitan parametar jer porast tlaka u eksploziji je visok te oprema mora izdržati i dinamički tlak. Stoga oprema mora biti konstruirana na temelju rotacijske simetrije s izbjegavanjem velikih ravnih površina i kutnih dijelova.
a) b) Slika 10.a) Filtar konstruiran kao eksplozijski otporna izvedba do
tlaka 10 bara, b) Filtar sa sustavom za suzbijanje eksplozije injektiranjem
Posebnu pozornost treba skrenuti na mjesta na kojima prašina dolazi iz drugih dijelova postrojenja i na mjesta (veze) sa susjednom opremom. Mjera zaštite zadržavanjem eksplozije prijeko je potrebna kod uporabe visokotoksične prašine (farmaceutska industrija). b) Suzbijanjem eksplozije. Sustavi za suzbijanje eksplozije sprječavaju eksploziju postizanjem najvišeg tlaka, i to brzim injektiranjem inertne ili zagušujuće tvari u opremu u slučaju eksplozije. Suzbijanje uključuje povezivanje tlačnog ili optičkog osjetnika s brzodjelujućim uređajem (slika 10.b). c) Rasterećivanjem eksplozije. Ublažavanje eksplozije je načelo zaštite koje se temelji na ispuštanju izgorene i neizgorene smjese te gorivih plinova zbog snižavanja tlaka eksplozije. Zapravo, radi se o tome da bez ikakve zaštite, odnosno odušaka, dolazi do velikih oštećenja opreme. Ova mjera temelji se zapravo na "prirodnom otpuštanju eksplozije". Ovo se postiže ugradnjom npr. rasprskavajućih ploča (slika 11.a.), reverzibilnih eksplozijskih zaklopki (slika 11.b, c), i sl. dovoljnih da spriječe razaranje opreme. Uobičajeno rješenje je izvesti kanal (dovoljne čvrstoće) koji će tlak eksplozije odvesti na sigurno u okoliš jer u suprotnom,
ako se odušak nalazi u objektu, zapaljena prašina svakako može uzrokovati ozljede ljudi ili izazvati daljnji požar s eksplozijom okolne nataložene prašine.
a) b) c)
Slika 11. Eksplozijski odušak a) Rasprskavajuće ploče b) Reverzibilne zaklopke na silosu
c) Smjer otvaranja reverzibilne zaklopke
d) Sprječavanjem plamena, a time i širenja eksplozije. Sprječavanje širenja eksplozije (razdvajanje eksplozije) moguće je uporabom aktivne i pasivne naprave za sprječavanje širenja eksplozija, npr. zaustavljača plamena (slika 12.a), tlačnih odušnih ventila (slika 12.b), rotacijskih ventila (slika 13.), pužnog transportera s odbojnom pločom, brzodjelujućih protueksplozijskih izolacijskih ventila (slika 14.) i dr.
a) b)
Slika 12. Eksplozijski odušak – a) Zaustavljač plamena kod zapaljivih prašina b) Tlačni odušni ventil
Rotacijski ventili obično djeluju tako da kontroliraju protok prašine ili kao zračni zapor te imaju vrlo male razmake (0,2÷0,3 mm) između rotora i kućišta.
Slika 13. Rotacijski ventil, primjer ugradnje te primjer mjesta
ugradnje

Slavko Rumbak: Eksplozije prašina – opasnosti, uzroci i sprječavanje (k8 – k9)
Ex-Bilten 2013. Vol. 41, br. 1-2
Brzodjelujući protueksplozijski izolacijski ventili (BPIV) sadržavaju osjetnik koji detekcijom eksplozije (tlaka, optički) aktivira ventil, koji dušik tlaka 10 – 40 bara iz spremnika injektira ekstremno brzo oko 0,04 s.
Slika 14. Brzodjelujući protueksplozijski izolacijski ventil i primjer mjesta ugradnje
Pasivni protueksplozijski ventil sastoji se od kućišta (1) u kojem je "plutajuća" kugla (2) koja se preko priključka (3) pomiče po vodilicama (4). Plutajuća kugla održava se u otvorenoj (centralnoj) poziciji s pomoću opruge u odnosu na procesni tok (5). Najmanja razlika tlaka na ventilu od 0,1 bara nastala zbog eksplozijskog tlaka (6) pomaknut će kuglu na sjedište (7) i načiniti zapreku eksplozijskom tlaku i plamenu (8). Kugla je sigurno zatvorena s pomoću mehanizma (9), a podižući resetni prekidač (10), vratit će kuglu u otvoreni položaj.
Slika 15. Pasivni protueksplozijski ventil
Na slici 16. prikazan je primjer filtarskog postrojenja s ugrađenim različitim zaštitnim sustavima. Vrijeme koje je potrebno da osjetnik reagira na početak paljenja u filtru iznosi 0,01 s, kontrolna jedinica procesuira podatke u vremenu od 0,02 s, a reakcija sustava za suzbijanje eksplozije, odnosno injektiranje, u vremenu od 0,04.
Slika 16. Primjer filtarskog postrojenja s primjenom zaštitnih
sustava: 1. Osjetnik eksplozije (tlaka, optički), 2. Ventilator, 3. Protueksplozijski rotacijski ventil, 4. Kontrolna jedinica, 5. Sustav za suzbijanje eksplozije injektiranjem, 6. Filtar
X. ZAKLJUČAK
Prašine su izrazito opasne, između ostalog i stoga što je svijest o njihovoj opasnosti vrlo niska te se ne smatraju toliko opasnima kao plinovi. Međutim, dosadašnja praksa to opovrgava. Promatrajući sa stajališta protueksplozijske zaštite industrijskih postrojenja, ne može se ne zamijeti kako su ona sve više opterećena sve većim rizicima i opasnostima, usporedimo li to sa situacijom od prije samo nekoliko godina. To je i razumljivo s obzirom na tehnologiju koja pojednostavnjuje neke radne procese, a koji bi mogli štetiti ljudskom zdravlju, ali i okolini. No, često upravo tehnologija zahtijeva primjenu najnovijih tehničkih znanja uz kontinuirano usavršavanje radnika. Svakako, pri sustavnom raščlanjivanju opasnosti i prosuđivanju rizika od opasnih događaja, svaki slučaj industrijskog postrojenja sa zapaljivom prašinom zahtijeva zasebno stručno razmatranje, oslobođeno svakog paušalnog ocjenjivanja i generaliziranja kroz razne recepte sigurnosti i zaštite. Naime, osim znakovitih mjesta pojave eksplozivne atmosfere, posebna se pozornost mora posvetiti vjerojatnosti/učestalosti njezine pojave, mogućim razdobljima trajanja, vjerojatnosti pojave mogućih uzročnika paljenja te predvidjeti raspon i razine mogućih štetnih i opasnih posljedica za slučaj eksplozije. Kako se eksplozije, općenito gledajući, znatno rjeđe događaju pri normalnim procesima, tehnološkim uvjetima i okolnostima, postupak raščlanjivanja opasnosti prosuđivanja razine ugroze ili stupnja rizika od tehnološke eksplozije treba provesti za svaku redovitu, ali i za svaku izvanrednu (objektivno moguću) radnu, tehnološku ili procesnu opasnost. Tek takav sustavan i glede primjenjivih metoda i tehnika raščlambe opasnosti i prosudbe rizika metodološki ispravan pristup toj problematici može rezultirati najobjektivnijim (nepodcjenjujućim, ali i nepreuveličavajućim), najdjelotvornijim i ujedno, gospodarski (glede troškova implementacije)
4
3
155
2
6

Slavko Rumbak: Eksplozije prašina – opasnosti, uzroci i sprječavanje (k9 – k9)
Ex-Bilten 2013. Vol. 41, br. 1-2
najprihvatljivijim rješenjima protueksplozijske zaštite takvih postrojenja.
Svakako nam u bližoj budućnosti slijedi nužna potreba za sustavnijem pristupu mjera protueksplozijske zaštite temeljenim na primjeni i zaštitnih sustava kako bi se što pouzdanije izbjegli mogući propusti i previdi koji bi mogli rezultirati katastrofalnim posljedicama za sigurnost i zdravlje ljudi i zaštitu opreme.
LITERATURA
[i] C.W. Kauffman, Agricultural dust explosions in grain handling facilities, I.C. Fuel-air Explosions, , 1982., pp. 305–347. [ii] R. Siwek, Determination of technical safety indices and factors influencing hazard evaluation of dusts, J. Loss Prevent.. 9 21–31. 1996. [iii] G. Vijayaraghavan, Impact assessment, modelling, and control of dust explosions in chemical process industries, M Thesis, 2004. [iv] S. Rumbak, Učestalosti uzročnika paljenja eksplozivne atmosfere, Ex-Bilten, 2010. [v] ISSA, Determination of the Combustion and Explosion Characteristics of Dusts, International Social Security Agency, Mannheim, 1998. [vi] J. Gummer, G.A. Lunn, Ignitions of explosive dust clouds by smouldering and flaming agglomerates, J.LP.P. Ind. 16 27–32. 2003. [vii] W. Bartknecht, Brenngas-und Staubexplosionen, Forschungsbericht F45. Koblenz Bundesinstitut fur Arbeitsschutz, Germany, 1978. [viii] W. Bartknecht, Explosionen: Ablauf und Schutzmassnahmen, Springer-Verlag, Berlin [ix] R. K. Eckhoff, Dust Explosions in the Process Industries, 3rd ed., Gulf Professional Publishing, USA, 2003. [x] C.L Morozzo di Bianzè, Account of a Violent Explosion Which Happened in the Flour-Warehouse, at Turin, December the 14th, 1785.; To Which are Added Some Observations on Spontaneous Inflammations; From the Memoirs of the Academy of Sciences of Turin. The Repertory of Arts and Manufactures: London, 1795. [xi] H. J. Reitsma, The explosion of a ship, loaded with black powder, in Leiden in 1807., Int. J. Impact Eng. 25 507–514. 2001. [xii] GEEIT (Grain elevator Explosuion Investigation Team), Executive Summary of the Report on Explosion of DeBruce Grain Elevator [xiii] Taveau, J., Secondary Dust Explosions: How to Prevent them or Mitigate their Effects?, Wiley Online Library 2011. [xiv] http://dnevnik.hr/vijesti/crna-kronika/eksploziju-silosa-uzrokovalo-zavarivanje-na-kupoli.html [xv] http://vukovarsko-srijemska.policija.hr/MainPu.aspx?id=125861 [xvi] http://vatrogasni-portal.com/news.php?readmore=2347&c_start=0 [xvii] W. L. Frank, Dust explosion prevention and the critical importance of housekeeping, Process Safety Prog. 23 (2004.) 175–184. [xviii] Pravilnik o opremi i zaštitnim sustavima namijenjenim za uporabu u potencijalno eksplozivnim atmosferama NN 34/10 [xix] Pravilnik o najmanjim zahtjevima sigurnosti i zaštite zdravlja radnika te tehničkom nadgledanju postrojenja, opreme, instalacija i uređaja u prostorima ugroženim eksplozivnom atmosferom NN 39/06. [xx] P. R. Amyotte, F. I. Khan, A. G. Dastidar, Reduce dust explosions the inherently safer way, Chem. Eng. Prog. 99 36–43, 2003. [xxi] D.Kulišić, Pogibelji, uzrok i sprječavanje eksplozija prašina/žitarica pri skladištenju, 19. seminar "DDD i ZUPP '07", Dubrovnik, 8. - 30. ožujka 2007.

Ex-Bilten 2013. Vol. 41, br. 1-2

Ex-Bilten 2013. Vol. 41, br. 1-2
Održavanje i procjena rizika
Održavanje turbokompresora ugrađenih u zonu opasnosti
Petrokemije d.d., Kutina Maintenance of turbocompressors
installed in hazardous areas at Petrokemija d.d., Kutina
Darko Zlabnik, dipl. ing. stroj. Ex-Agencija, Zagreb, Hrvatska
Igor Vondrak, dipl. ing. stroj. Petrokemija d.d., Kutina, Hrvatska,
Sažetak — U članku su opisani primjeri iz svakodnevne prakse održavanja turbokompresora ugrađenih u zonu opasnosti Petrokemije d.d., Kutina.
Ključne riječi — održavanje, metode dijagnostike kvarova, turbokompresori, pumpe, reduktori, spojke, eksplozivna atmosfera
Summary — This article illustrates examples from everyday practice in the maintenance of turbo compressors installed in hazardous areas at Petrokemija d.d, Kutina.
Key words — maintenance, methods of malfunction diagnostics, turbo compressors, pumps, reducers, joints, explosive atmosphere
I. UVOD
Petrokemijsko postrojenje proizvodi mineralna gnojiva uporabom prirodnih mineralnih sirovina, prirodnog plina, atmosferskog dušika i kisika. Od navedenih sirovina odgovarajućim se tehnološkim postupcima proizvode bazne kemikalije, a zatim i sama mineralna gnojiva. Tehnologija proizvodnje u petrokemijskoj industriji može izazvati ispuštanje zapaljivog procesnog medija te njegovim miješanjem sa zrakom u omjeru između donje i gornje granice eksplozivnosti moguć je nastanak eksplozivne atmosfere. Neispravan rad opreme instalirane unutar proizvodnog pogona u kojem je nastala eksplozivna atmosfera može prouzročiti nastanak uzročnika paljenja, a samim time i eksploziju. Stoga stručno osoblje vrlo veliku važnost pridaje održavanju opreme ugrađene u proizvodne pogone kako bi ona radila ispravno. Pravilnim i redovitim održavanjem opreme
sprječava se mogući nastanak uzročnika paljenja te se sigurnost postrojenja stavlja na najvišu moguću razinu. Petrokemijsko postrojenje u Kutini prikazano je na slici 1.
Slika 1. Petrokemijsko postrojenje u Kutini
U nastavku ovoga članka bit će opisani primjeri iz svakodnevne prakse održavanja opreme ugrađene u ugroženi prostor Petrokemije d.d., Kutina, među kojom možemo istaknuti turbokompresore kao vrlo kompleksnu opremu. Pri održavanju takve opreme vrlo važnu ulogu ima kontinuirano praćenje njezina stanja prikupljanje i pohrana podataka o opremi te obrada tih podataka, a sve u svrhu poduzimanja potrebnih radnji održavanja kako bi oprema radila s najmanjim mogućim brojem kvarova.
II. VAŽNOST OPREME ZA ODVIJANJE PROIZVODNOG PROCESA
Pouzdanost i raspoloživost cijelog postrojenja vezana je uz ispravan rad rotacijske opreme koja čini oko 70% sveukupno ugrađene opreme u petrokemijsko postrojenje. Tako, na primjer, ispravan rad turbokompresora bio bi teško zamisliv bez ispravnog rada pumpe koja osigurava nesmetan protok medija za podmazivanje i hlađenje ili bez ispravnog rada multiplikatora čija je uloga multipliciranje broja okretaja parne turbina na onaj koji je potreban kompresoru za komprimiranje procesnog medija.
Iz navedenog se može zaključiti da sama kompleksnost rotacijske opreme zahtijeva temeljit, analitičan i stručan pristup održavanju. Koji će od pristupa održavanju biti primijenjen ovisi o važnosti određene opreme za odvijanje proizvodnog procesa. Vezano uz navedenu činjenicu rotacijska oprema u Petrokemiji d.d., Kutina podijeljena je u tri kategorije:

Darko Zlabnik, Igor Vondrak: Održavanje kompresora ugrađenih u zonu opasnosti Petrokemije (l3 – l8)
Ex-Bilten 2013. Vol. 41, br. 1-2
1) Kritična oprema – podrazumijeva opremu apsolutno potrebnu za odvijanje proizvodnog procesa te u slučaju kvara takve opreme dolazi do prekida kontinuiteta proizvodnje (npr. turbokompresor i dr.)
2) Bitna oprema – podrazumijeva opremu potrebnu za odvijanje proizvodnog procesa, ali u slučaju kvara takve opreme ona ima zamjenu (npr. pumpa A u slučaju kvara ima za zamjenu pumpu B i dr.) koja može trenutačno ili dovoljno brzo ući u proizvodni proces te omogućiti kontinuirani rad postrojenja
3) Oprema opće namjene – podrazumijeva opremu čija neraspoloživost ne utječe na kontinuitet proizvodnog procesa.
III. PRISTUPI ODRŽAVANJU
Održavanje je prema definiciji EOQC (European Organization for Quality Control) kombinacija svih tehničkih i odgovarajućih administrativnih aktivnosti predviđenih za očuvanje nekog sredstva rada, tj. radnog sustava ili njegova dovođenje u stanje u kojem on može obavljati predviđenu funkciju. Također, održavanje možemo opisati kao postupak pregleda, popravka ili poboljšavanja određene opreme čime joj se otklanja kvar, poboljšava postojeće stanje ili samo produljuje radni vijek.
Slika 2. Razvoj pristupa održavanju
Tijekom vremena sve višim stupnjem razvoja tehničkih sustava razvili su se različiti pristupi održavanju. Razvoj pristupa održavanju prikazan je na slici 2. Pristupi održavanju koji se primjenjuju u Petrokemiji d.d., Kutina su sljedeći:
1) Korektivno održavanje – radnje održavanja provode se kada je nastupio kvar na opremi. Ovakav
pristup održavanju ima za svrhu opremu vratiti u prvobitno stanje, tj. u stanje kakvo je bilo kada je oprema radila ispravno. Također, ovaj je pristup jedini pri kojem se ništa ne radi, odnosno gdje se radnje održavanja ne provode dok oprema ispravno radi, tj. održava se na način "Ne diraj, vidiš da radi.".
Kod ovakva pristupa troškovi održavanja niži su u odnosu na ostale pristupe, ako se izuzmu troškovi koji nastanu kao posljedica kvara opreme. Dijelovi opreme kod ovog pristupa održavanju potpuno su iskoristivi (koriste se sve dok ispravno rade). Međutim, ovdje nije moguće znati kada će nastati kvar na opremi jer se pojavljuje niz slučajnih kvarova. Iz navedenog razloga ovaj pristup održavanju u pogledu protueksplozijske zaštite nije prihvatljiv. Naime, neispravno stanje opreme koje može nepredviđeno nastati kod ovakva pristupa održavanju može izazvati pojavu uzročnika paljenja poput vruće površine i mehanički generirane iskre, što nije dopustivo u prostorima ugroženima eksplozivnom atmosferom.
Prema tome, za opremu ugrađenu u prostor ugrožen eksplozivnom atmosferom treba primijeniti neke od drugih pristupa održavanju, npr. preventivno održavanje.
2) Preventivno održavanje – radnje održavanja provode se prije nego što nastupi kvar na opremi. Provode se u zadanim vremenskim intervalima (eng. Time Based Maintenance) ili na temelju broja radnih sati.
Prednost ovakva pristupa održavanju je mogućnost planiranja provođenja radnji održavanja kojima se može spriječiti nastanak kvara opreme. Preventivnim održavanjem u odnosu na korektivno održavanje povećava se raspoloživost same opreme. Međutim, u usporedbi s korektivnim, veći su troškovi održavanja zbog zamjene dijelova opreme koji su još mogli biti u uporabi (provodi se zamjena dijelova opreme iako ispravno rade).
3) Održavanje po stanju – radnje održavanja provode se na temelju stanja opreme (eng. Condition Based Maintenance). Ovo održavanje provodi se kada pojedini pokazatelji daju naznaku da će nastati kvar opreme ili kada pokazatelji pokažu pad performansi opreme. Ovaj sustav se temelji na očitavanju parametara u stvarnom vremenu uspoređivanjem dobivenih rezultata i donošenjem zaključaka kada treba započeti održavanje. Kontinuiranim praćenjem stanja opreme tijekom početnog perioda utvrđuju se podaci o opremi u normalnom radu te se zatim prate pokazatelji u realnom vremenu. Kada se očitani podaci razlikuju od početno utvrđenih, dobiva se jasan signal da nešto nije u redu s opremom. Shodno uočenim poremećajima sustav će pretpostaviti što se događa i sam će upozoriti korisnika na potrebu za primjenom radnji održavanja.

Darko Zlabnik, Igor Vondrak: Održavanje kompresora ugrađenih u zonu opasnosti Petrokemije (l4 – l8)
Ex-Bilten 2013. Vol. 41, br. 1-2
Ovim pristupom održavanju smanjuje se sam trošak održavanja (provodi se zamjena dijelova opreme točno prije nego što bi trebao nastati kvar). Međutim, održavanje po stanju zahtijeva višu razinu znanja osoblja koje ga provodi te posjedovanje sustava za kontinuirano praćenje stanja opreme.
IV. SUSTAV ZA KONTINUIRANO PRAĆENJE STANJA OPREME
Kada se govori o proizvodnom procesu gdje važnu ulogu ima komprimiranje ili pumpanje fluida, što je svakodnevnica u petrokemijskoj industriji, treba imati na umu da sam proces svakoga trenutka ovisi o opremi, tj. da njezin kvar rezultira trenutačnim prekidom proizvodnog procesa. U petrokemijskim postrojenjima kvar na opremi nije samo neprikladan zbog prekida proizvodnog procesa nego može biti i uzrok katastrofe. Naime, neispravan rad opreme osim što može rezultirati potpunim prekidom proizvodnje te velikim financijskim troškovima koji katkad znače razliku između dobiti i gubitka na razini cijele godine, također može prouzročiti i nastanak uzročnika paljenja (npr. mehaničke iskre, vruće površine i dr.). Ako se dogodi istjecanje procesnog medija u prostor gdje je sama oprema instalirana, a moramo znati da je procesni medij (npr. sirovina koja je nužna u proizvodnji za dobivanje gotovog proizvoda i dr.) većinom zapaljiv, neizbježno je njegovo miješanje s okolišnim zrakom te stvaranje eksplozivne atmosfere. U tom slučaju nastali uzročnik paljenja pri neispravnom radu opreme uzrokuje paljenje eksplozivne atmosfere te nastaje eksplozija. Kada je ulog u pogledu financijske koristi, a ponajprije u pogledu sigurnosti čovjeka i okoline toliko velik, sasvim je razumno i nužno kontinuirano pratiti stanje opreme.
Kontinuirano praćenje stanja opreme na način da se stalno prate parametri kao što su vibracije, temperatura, brzina dokazana je metoda za predviđanje i sprječavanje mehaničkih kvarova. Višestruke koristi od kontinuiranog praćenja stanja opreme su:
- povećana zaštita od katastrofalnih kvarova - veća pouzdanost i raspoloživost opreme - rijetki prekidi proizvodnog procesa - olakšano planiranje održavanja - niski troškovi održavanja i popravaka - povećani intervali između zastoja - manje premije osiguranja.
Petrokemija d.d., Kutina sustavom Bently Nevada 3500 provodi kontinuirano praćenje stanja opreme. Navedeni sustav radi na principu mjerenja radijalnih vibracija beskontaktnim mjernim pretvornicima (osjetilima). Princip rada ovih osjetila je da se oko njihova vrha formira elektromagnetsko polje koje u vodljivoj površini rotora kontinuirano praćenog uređaja
generira vrtložne struje čije promjene govore o relativnom gibanju rotora u odnosu na osjetilo. Također, sustav kontinuirano prati aksijalni pomak rotora, temperaturu ležaja, broj okretaja rotora, vibracijsko ubrzanje zupčastih parova te kao blokadni sustav štiti opremu od havarije. Sustav omogućuje dobivanje sljedećih prikaza:
- apsolutne vrijednosti signala - DC napon - 1x faza i amplituda - 2x faza i amplituda - subsinkrone i supersinkrone harmonike.
Sustav u slučaju kvara zaustavlja rad opreme ili ga vraća u sigurni režim rada bez čovjekove intervencije. Na taj se način postiže sigurnost osoblja i postrojenja te se sprječava nastanak uzročnika paljenja.
Kontinuirano prikupljanje podataka o stanju opreme te njihov prikaz provodi se on-line softverom Data Manager 2000. Ovaj softver omogućuje sakupljanje vibracijskih i ostalih procesnih parametara (npr. temperature, tlaka, protoka i dr.) za vrijeme ustaljenog, tj. normalnog načina rada (eng. Steady-state) te za vrijeme prijelaznog načina rada, tj. kretanja i obustave (eng. Start-up/Shut-down). Koji će od vrsta prikaza osoblje održavanja rabiti, ovisi o režimu rada uređaja, a vrste prikaza su sljedeće:
- trenutačne vrijednosti - bargraf - blok shema stroja s rasporedom mjernih mjesta i
nazivima - brzi trend jedne varijable - multivarijabilni trend - orbita i spectrum - Bodeov i polarni dijagram - kaskadni prikaz - waterfall-prikaz - acceptance region.
Predmetni softver zahtijeva kvalificirano osoblje održavanja koje ocjenjuje ispisane podatke te donosi odluku o potrebnim radnjama koje se odnose na svaki specifični uređaj zasebno.
Kako bi se osoblju održavanja olakšalo pri donošenju odluka bitnih za održavanje opreme, razvijen je softver Machine Condition Manager 2000. On prikupljene podatke obrađuje i daje informaciju osoblju održavanja o stanju opreme te predlaže korektivne radnje koje je eventualno potrebno provesti na opremi. Predmetni softver je jednostavan za uporabu te mu je velika prednost u fleksibilnosti i konfigurabilnosti. Naime, softver je moguće prilagođavati da razina alarma i ostale značajke sustava budu podešene tako da pravovremeno upozori osoblje

Darko Zlabnik, Igor Vondrak: Održavanje kompresora ugrađenih u zonu opasnosti Petrokemije (l5 – l8)
Ex-Bilten 2013. Vol. 41, br. 1-2
održavanja ako nastane poremećaj u radu nadzirane opreme.
V. KVAR MULTIPLIKATORA TURBOKOMPRESORA U POGONU
PROIZVODNJE AMONIJAKA
Postrojenje za proizvodnju amonijaka u prvoj fazi pretvara prirodni plin (metan) u plinoviti vodik. Prethodno je iz prirodnog plina potrebno ukloniti sumporne spojeve jer sumpor deaktivira određene katalizatore koje upotrebljavamo poslije u procesu. Uklanjanje sumpora zahtijeva katalitičku hidrogenaciju kako bi sumporni spojevi iz prirodnog plina prešli u plinoviti sumporovodik. Plinoviti sumporovodik se apsorbira i uklanja provođenjem kroz slojeve cinkova oksida, gdje prelazi u kruti cinkov sulfid. Vodik i ugljični monoksid proizvode se katalitičkom plinskom reformacijom prirodnog plina koji je oslobođen od sumpora. U sljedećem koraku reakcijom ugljičnog monoksida s vodom dobiva se dodatna količina vodika i ugljičnog dioksida. Ugljični dioksid se uklanja apsorpcijom u vodenoj otopini etilamina. Zadnji korak u proizvodnji vodika je uporaba katalizatora metan-tiona kako bi se uklonili i najmanji tragovi ugljičnog monoksida ili ugljičnog dioksida. Da bi se proizveo amonijak, vodik s pomoću katalizatora reagira s dušikom koji se dobiva iz zraka.
U svrhu gore navedenog izdvajanja dušika iz zraka na postrojenju je instaliran turbokompresor koji se sastoji od sljedećih sastavnih cjelina:
- parne turbine - niskotlačnog kompresora zraka - multiplikatora - visokotlačnog kompresora zraka.
Slika 3. Sastavne cjeline turbokompresora
Za pokretanje pogonskog stroja, tj. parne turbine koristi se suhozasićena vodena para tlaka 40 bara i temperature 375 °C. Nakon ekspanzije suhozasićene vodene pare u parnoj turbini, tlak u kondenzatoru iznosi 0,12 bara. Snaga parne turbine iznosi 11 MW pri
broju okretaja od 6045 o/min. Navedeni iznos odgovara broju okretaja rotora niskotlačnog kompresora zraka. Broj okretaja rotora visokotlačnog kompresora zraka iznosi 10310 o/min, a on se postiže multipliciranjem broja okretaja parne turbine, multiplikatorom. Multiplikator se sastoji od zupčanog para s prijenosnim omjerom i=1,7.
Tijekom ustaljenog rada postrojenja došlo je do prorade blokade aksijalnog pomaka pogonskog zupčanika (većeg) te samim time i do ispada cijelog turbokompresora, a posljedično i cijelog postrojenja. Naime, turbokompresor je opremljen on-line sustavom za kontrolu i nadzor vibracija te temperature ležaja. U svakom trenutku mogu se vidjeti iznosi vibracija, temperature ležaja te procesni parametri koji su bitni za analizu stanja turbokompresora. Prikaz trenutačnih iznosa vibracija i temperature ležaja turbokompresora zraka prikazan je na slici 4.
Slika 4. Prikaz trenutačnih iznosa vibracija i temperature turbokompresora zraka
Zaštita od prevelikog aksijalnog pomaka velikog zupčanika izvedena je tako da ako mjerni pretvornici (ZE 116-1, ZE 116-2) registriraju blokadnu vrijednost koja u ovom slučaju iznosi 0,45 mm, aktiviraju blokadu te turbokompresor prestaje s radom. Ovaj princip redundantnog mjerenja primjenjuje se u svim slučajevima gdje je vrijednost iznosa određenog parametra za nužno zaustavljanje određene opreme.
Analiza trenda aksijalnog pomaka i temperature aksijalnog ležaja obaju zupčanika multiplikatora provedena je softverom Data Manager 2000 te je uočeno da je kvar nastao u vrlo kratkom vremenu i bez prethodnog alarma. Trend aksijalnog pomaka vratila i temperature aksijalnih ležaja prikazan je na slici 5.

Darko Zlabnik, Igor Vondrak: Održavanje kompresora ugrađenih u zonu opasnosti Petrokemije (l6 – l8)
Ex-Bilten 2013. Vol. 41, br. 1-2
Slika 5. Trend aksijalnog pomaka vratila i temperature aksijalnih ležaja
Analizirani su također trend aksijalnog pomaka velikog zupčanika i trend aksijalnog pomaka rotora niskotlačnog kompresora zraka. Ni u ovom slučaju nije uočeno postupno pogoršanje, tj. postupno odstupanje od normalnih iznosa vrijednosti praćenih parametara, koje bi upozorilo na eventualne nedostatke u radu opreme. Trend aksijalnog pomaka velikog zupčanika multiplikatora i rotora niskotlačnog kompresora prikazan je na slici 6.
Slika 6. Trend aksijalnog pomaka velikog zupčanika multiplikatora i rotora niskotlačnog kompresora
Nadalje, izvršena je analiza trenda radijalnih vibracija velikog zupčanika multiplikatora te također nije uočena bilo kakva promjena koja bi upućivala na poremećaj u radu opreme. Trend radijalnih vibracija velikog zupčanika multiplikatora prikazan je na slici 7.
Slika 7. Trend radijalnih vibracija velikog zupčanika multiplikatora
Navedena analiza podataka dovela je do zaključka da je kvar bio iznenadan. Razlog prorade blokade aksijalnog pomaka pogonskog zupčanika vrlo vjerojatno je olabavljenje aksijalnog diska. Naime, čahura koja osigurava aksijalni disk pričvršćena je vijcima na zupčanik te se posumnjalo da je jedan od vijaka popustio i da je to uzrok relativnog pomaka zupčanika u odnosu na disk. Mjerenje aksijalnog pomaka pogonskog zupčanika izvedeno je senzorima koji promjenom napona uslijed vrtložnih struja mjere položaj rotora.
Nakon rastavljanja multiplikatora potvrđene su pretpostavke što je kvar i što ga je uzrokovalo. Jedino iznenađenje bilo je što nisu bili oštećeni segmenti aksijalnog ležaja.
S velikog zupčanika demontiran je aksijalni disk te je dimenzionalnom kontrolom dosjeda aksijalnog diska izmjerena prevelika zračnost rukavca vratila velikog zupčanika. Budući da je rukavac aksijalnog diska oštećen zbog korozije, bilo je potrebno obraditi rukavac na potrebnu mjeru te izraditi novi disk s pripadajućim provrtom. Odlučeno je da se provrt diska izradi s preklopom od 0,02 do 0,05 mm. Veliki zupčanik multiplikatora prikazan je na slici 8.

Darko Zlabnik, Igor Vondrak: Održavanje kompresora ugrađenih u zonu opasnosti Petrokemije (l7 – l8)
Ex-Bilten 2013. Vol. 41, br. 1-2
Slika 8. Veliki zupčanik multiplikatora
Provrti vijaka bili su u velikoj mjeri oštećeni (ovalnost provrta) te je osiguravajuća čahura morala biti zamijenjena. Čahura s oštećenim provrtima za vijke prikazana je na slici 9.
Slika 9. Čahura s oštećenim provrtima za vijke
Nakon izrade zamjenskih dijelova i montaže zupčanika provedeno je balansiranje zupčanika na malom broju okretaja. Zupčasti par montiran je uz potrebne kontrole zahvata ozubljenja, zračnosti u radijalnim i aksijalnim ležajevima te centričnosti spojki. Poslije je tijekom redovitog održavanja obavljena kontrola stanja velikog zupčanika te je utvrđeno da je bez oštećenja i zadovoljava za kontinuirani rad.
U ovom primjeru uočava se važnost kontinuiranog praćenja stanja opreme, prikupljanja podataka te njihova obrađivanja, a sve u svrhu smanjenja troškova održavanja i povećanja sigurnosti samoga postrojenja.
Također, pri popravku turbokompresora izvršene su i preventivne mjere kako bi se u budućnosti izbjeglo ponavljanja ovakve vrste kvara. Modificiran je preklop na dosjedu aksijalnog diska, izvedeno je osiguravanje
vijaka od odvrtanja te je pojačan nadzor turbokompresora.
VI. KVAR PARNE TURBINE PUMPE BENFIELDA I PARNE TURBINE KOMPRESORA
ZEMNOGA PLINA
U nastavku ovoga članka navest ćemo još nekoliko primjera održavanja opreme nužne za odvijanje proizvodnog procesa u pogonu Petrokemije. Kada treba iz procesnog toka izdvojiti CO2, tada je jedan od najčešće korištenih postupaka Benfieldov postupak pranja plina s vodenom otopinom kalijevog karbonata. Navedeni postupak nezamisliv je bez ispravnog rada pumpe koja je pokretana parnom turbinom. Uzrok kvara na parnoj turbini je zaribavanje ležaja koje je izazvao povećan aksijalni pomak zbog odvrtanja okrajka osovine. Zaribavanje ležaja najčešće izaziva znatan porast temperature kućišta i nastanak vruće površine, što svakako želimo i trebamo izbjeći kada je riječ o prostorima ugroženima eksplozivnom atmosferom. Na turbini su provedene radnje održavanja na način da su zamijenjeni segmenti radijalnih ležajeva (prednjeg i stražnjeg) te segmenti aksijalnog ležaja (radna i neradna strana). Segment radijalnog ležaja prikazan je na slici 10., a segment aksijalnog ležaja na slici 11.
Slika 10. Segmenti radijalnog ležaja

Darko Zlabnik, Igor Vondrak: Održavanje kompresora ugrađenih u zonu opasnosti Petrokemije (l8 – l8)
Ex-Bilten 2013. Vol. 41, br. 1-2
Slika 11. Segmenti aksijalnog ležaja
Prirodni plin kao sirovina izrazito je važan za poslovanje Petrokemije i proizvodnju njezinih proizvoda. Kao što je prije u članku navedeno, potrebno je prirodni plin (metan) pretvoriti u plinoviti vodik. Za taj postupak nužan je ispravan rad kompresora prirodnog plina koji se također pokreće parnom turbinom. Set kompresora pokretanog parnom turbinom ugrađen je u prostor ugrožen eksplozivnom atmosferom klasificiranim u zonu 1 (potrebno je osigurati izostanak djelotvornih uzročnika paljenja eksplozivne atmosfere tijekom normalnog rada i očekivanog kvara opreme) i grupu plinova IIC (potrebno je ograničiti vrijednost energije pojedinačnog udara na 10 Nm, izuzev za materijale koji ne iskre na 125 Nm). Tijekom rada predmetne opreme nastalo je puknuće lopatice parne turbine, što je izazvalo oštećenje međustupanjskih labirintnih brtvi. Bilo je potrebno zamijeniti cijeli rotor parne turbine rezervnim te podesiti zračnosti. Oštećeni rotor parne turbine prikazan je na slici 12.
Slika 12. Oštećeni rotor parne turbine
VII. ZAKLJUČAK
Eksploatacijom opreme zbog trošenja dijelova od kojih je ona sastavljena te koji imaju svoj vijek trajanja dolazi do njezine degradacije te je moguća pojava kvara. Slijedom navedenog potrebno je primjenjivati neki od pristupa održavanju od kojih je, kada se govori o održavanju opreme koja je apsolutno potrebna za odvijanje proizvodnog procesa, sigurno pametan izbor tzv. održavanje po stanju. Kod navedenog pristupa održavanju radnje održavanja provode se na temelju stanja opreme koje se utvrđuje njezinim kontinuiranim praćenjem. Nadzor vibracija je važan segment kontinuiranog praćenja opreme gdje ne treba zanemariti i važnost nadzora temperature, tlaka, protoka i dr. Na temelju prikupljenih i pohranjenih podataka tijekom praćenja opreme velika važnost pridaje se donošenju pravilnih zaključaka i odluka o kojima ovise u budućnosti poduzete radnje održavanja. U tu svrhu razvijeni su sustavi koji osoblju održavanja uvelike olakšavaju svakodnevni odgovoran i zahtjevan posao. Isplativost i vrijednost takva sustava je višestrana ne samo u pogledu smanjenja samih troškova održavanja i neplaniranih obustava proizvodnje nego i u pogledu sigurnosti, pogotovo kada je riječ o prostorima ugroženima eksplozivnom atmosferom.
LITERATURA
[1] Hrvatska norma: HRN EN 1127-1, Eksplozivne atmosfere – Sprečavanje i zaštita od eksplozije
[2] Hrvatska norma: HRN EN 13463-1, Neelektrična oprema za potencijalno eksplozivnu atmosferu – Opći zahtjevi
[3] Hrvatska norma: HRN EN 13463-5, Neelektrična oprema za uporabu u potencijalno eksplozivnim atmosferama – Zaštita konstrukcijskom sigurnošću 'c'
[4] J. Kos, S. Rumbak: Turbostrojevi u petrokemijskoj industriji, Ex-Bilten, 2006.
[5] Ž. Rijetković, I. Vondrak: Oprema u petrokemijskoj industriji, Ex-Bilten, 2007.
[6] Izvješća o provedenim radnjama održavanja, Petrokemija d.d. [7] I. Čala: Uvod u održavanje opreme, Zavod za industrijsko inženjerstvo

Snežana Mičević: Endogeni procesi u skladištima uljarica kao potencijalni uzročnici nastanka požara i eksplozija (m1 – m7)
Ex-Bilten 2013. Vol. 41, br. 1-2
Endogeni procesi u skladištima uljarica kao potencijalni uzročnici
nastanka požara i eksplozija
Endogenous processes in oil seeds storage areas as potential causes of
fire and explosion emergences
Prof. dr. sc. Snežana Mičević Udruženje Atex, Tuzla, Bosna i Hercegovina
e-mail: [email protected]
Sažetak — Osnovni zadaci skladištenja uljarica su čuvanje ili spremanje sjemena do njegove konačne uporabe ili prerade. Sjeme sirovih uljarica najčešće stiže u silose s različitim sadržajem vlage i nečistoća, koje je vrlo teško tehnološki prilagoditi visokom stupnju ujednačenosti osnovnih tehnoloških i sigurnosnih parametara. Tijekom skladištenja uljarica količina ulja, vode i nečistoća - korova najvažnije su komponente biokemijskih procesa. Kod sjemena s većim sadržajem ulja brže dolazi do pojave samozagrijavanja. Raspodjela vlage u uljaricama tijekom skladištenja je neravnomjerna zbog različite raspodjele vlage u pojedinim dijelovima uskladištenog zrna, što dovodi do premještanja vlage iz jednog u drugi sloj, odnosno do razvoja negativnih fizioloških procesa u uskladištenoj masi. Ako uskladišteno zrno sadržava i određenu količinu korova koji je sklon biorazgradnji, nastaju mikrobiološki procesi u sjemenu čije se djelovanje zbog slabe toplinske vodljivosti zrna uljarica ne može opaziti sve do trenutka kada ga je teško kontrolirati i kada prerasta u otvoreni požar.
Budući da je tehnološki proces skladištenja uljarica uvjetovan očuvanjem svih sastojka u zrnu uljarice te osiguranjem dobre kvalitete sirovine tijekom cijelog perioda skladištenja, nužna je primjena odgovarajuće tehnologije prečišćavanja i sušenja sjemena kako bi se spriječio niz negativnih efekata koji prate skladištenje uljarica. Navedena tehnologija podrazumijeva primjenu tehnoloških operacija pri kojima se izdvajaju znatne količine organske prašine. Ako sustav aspiracije izdvojene prašine ne zadovoljava postavljene zahtjeve, dolazi do nagomilavanja organske prašine u podsilosni prostor, čime se višestruko ugrožava cijeli prostor silosa potencijalnom eksplozijom.
U radu je opisan mehanizam razvoja endogenog požara u jednom silosu soje i aktivnosti koje su provedene tijekom intervencije kako bi se spriječio nastanak potencijalne eksplozije organske prašine.
Ključne riječi — skladištenje uljarica, endogeni procesi, požari, eksplozije
Summary — The main tasks of oil seeds storage is to preserve and store seeds until its final usage or processing. Seeds of raw oil plants are mainly loaded into silo with various content of moister and impurities, thus it is hard to adapt them, from technological point of view, to high degree of uniformity of basic technological and safety parameters. During the storage
of oil plants, crucial components that take part in biochemical processes are quantity of oil, water and impurities-weeds. Seeds with higher content of oil are prone to faster self-heating. Distribution of moisture in stored seeds is uneven due to different distribution of moisture in certain parts of stored seeds that results in relocation of moisture from one layer to another, i.e. to development of negative physiological processes in stored mass. In the case when stored seeds contain a certain quantity of weed that is prone to biodegradation, it leads to unavoidable microbiological processes in seeds which are not detected due to poor heat conductivity of seeds until the moment when it is hard to control it and when it turns into open fire.
Given the fact that the technological process of oil plants storing is conditioned by preservation of all ingredients in oil plants, and by securing the good quality of raw material during the entire storage period, it is necessary to apply certain technologies of purifying and drying seeds in order to prevent various negative effects related to oil seeds storage. Mentioned technology includes application of technological operations by which large quantities of organic dust are produced. If the system of suction of produced dust does not meet set requirements, it will lead to piling of organic dust in under-silo area, thus putting in jeopardy the entire silo space by potential explosions.
The paper gives an overview of endogenous fire development mechanism in one silo for soybean storage and activities carried out during the intervention aimed to prevent potential explosion of organic dust.
Key words — oil plants storage, endogenous processes, fires, explosions
I. UVOD
Skladištenje uljarica, sušenje i konačna prerada zrna predstavljaju tehnologiju i tehnološke operacije koje se sa stajališta požarne opasnosti i potencijalne eksplozije svrstavaju u opasne i visokorizične tehnologije. Najčešći objekti za skladištenje uljarica su armirano-betonske silosne ćelije koje se funkcionalno sastoje od tri dijela: tijela silosa različitog poprečnog presjeka i visine u kojem se skladišti zrno, nadsilosne galerije opskrbljene transporterima za dopremu mase zrna i podsilosnog prostora koji se sastoji od lijevka – otvora za istjecanje mase zrna, poprečnih transportnih uređaja za transport izdvojenog zrna i fundamenta. Osjetljiva tehnologija skladištenja, uz primjenu svih uređaja za izvođenje potrebnih tehnoloških operacija, vrlo često uz najmanji propust u strogo definiranim pravilima rada može biti uzrok nepoželjnih pojava u samom tijelu silosa. Doda li se tomu i svakodnevna emisija organske prašine koja može uz nedovoljno provođenje projektiranih mjera zaštite od opasne organske prašine izazvati stvaranje potencijalno eksplozivnih sredina, jasno je zašto se ovaj dio prehrambene tehnologije smatra visokorizičnim u kojem se ni ljudski ni tehnološki previdi uopće ne bi smjeli dogoditi.

Snežana Mičević: Endogeni procesi u skladištima uljarica kao potencijalni uzročnici nastanka požara i eksplozija (m2 – m7)
Ex-Bilten 2013. Vol. 41, br. 1-2
II. ENDOGENI PROCESI U SKLADIŠTIMA ULJARICA
U uljano bilje ubrajaju se suncokret, uljana repica, soja, ricinus, kikiriki, sezam i mak (zrnati proizvodi). Za kvalitetno ulje sjeme uljarica čuva se na specifičan način i njegovo je skladištenje prilično zahtjevno, s obzirom na fizičke, kemijske i biološke osobine. Fizičke osobine u kontekstu skladištenja slične su kao i kod žitarica, ali presudna je sipkost koja je potpuno poremećena ako dođe do samozagrijavanja. Riječ je o procesu koji se ne smije dopustiti, a povezan je s vlažnošću i temperaturom zrna. Uskladištena masa zrna je ekosustav koji je stvorio čovjek, u kojem su živi organizmi i neživa sredina (okružje) u stalnoj interakciji. Najvažniji živi organizam je zrno samo po sebi, ali tu su i razne vrste životinja i mikroflora. U neživu okolinu ubrajaju se različiti fizički i kemijski utjecaji. Uskladištena masa zrna ima fizičke (poroznost, sipkost, raslojavanje, sorpcija) kemijske i biološke osobine koje su karakteristika određenog zrna te se tijekom procesa skladištenja ne smiju narušiti.
Kemijske osobine mase zrna ovise o kemijskom sastavu, tj. sudjelovanju masti, škroba, bjelančevina, celuloze i drugih spojeva. Ove osobine imaju mnogo veći utjecaj na uspješno čuvanje uljarica na dulje ili kraće vrijeme. Kemijski sastav pojedinih uljarica prikazan je u tablici I.
TABLICA I. KEMIJSKI SASTAV ULJARICA
Masti Bjelan- čevine
Bezdušične ekstraktivn
e tvari Pepeo Voda Kultura
% m/m Sunco-
kret 22,2-36,5 10,5-19,1 13,4-21,3 2,6-4,1 6,4-12,9
Uljana repica 35,5-45,0 19,5-21,5 15,7-18,0 3,6-4,3 7,3-12,0
Soja 12,0-21,0 31,1-40,3 21,9-31,1 3,4-14,0 5,4-12,9
Tijekom skladištenja uljarica količina ulja (masti) i količina vode najvažnije su komponente koje sudjeluju u biokemijskim procesima. Sjemenke uljarica sadržavaju različite količine ulja (40 – 60% od mase sjemenke ili 80% od mase jezgre), a također i bjelančevina (1,5 – 2 puta više nego kod žitarica). Prema tim pokazateljima ocjenjuje se i vrijednost ovih kultura. Sadržaj vlage u zrnu uljarice vrlo je važan, ako se on povisi, odmah počinju negativni biokemijski procesi u zrnu. Za uljano bilje prema Voškeruškoj [1] postoji formula s pomoću koje se može odrediti vlaga za optimalno čuvanje uljanog bilja.
gdje je: V - granična količina vlage (%) Z - 100 – količina ulja (%)
14 - konstanta
Za zrno soje koje sadržava oko 20% ulja, skladišna vlaga prema navedenom izrazu iznosi 11,2%. Uobičajeno je da uljare u uputama za rad ograničavaju sadržaj vlage na 10% za soju, a 7% za suncokret.
Biološke osobine mase zrna su: - duljina života zrna – nedefiniran period s obzirom
na to da još nije jasno zašto zrno ugiba - disanje mase zrna – proces pri kojem se struktura
organske tvari mijenja i prelazi u energiju, a događa se u prisutnosti kisika (aerobno disanje) i bez kisika (anaerobno disanje). Pri aerobnom disanju obavi se kompletna oksidacija heksoze u CO2, H2O i energiju prema jednadžbi:
C6H12O6 + 6O2 6CO2 + 6H2O + 2658 kJ/mol,
a pri anaerobnom procesu dekompozicija je nepotpuna te se kao rezultat pojavljuju CO2, etanol i energija prema jednadžbi:
C6H12O6 2CO2 + 2C2H5OH + 209 kJ/mol
- sazrijevanje nakon ubiranja, odvijanje kompleksnih biokemijskih promjena u zrnu u razdoblju od nekoliko dana do nekoliko tjedana nakon ubiranja. Ako se na bilo koji način oni poremete, dolazi do znatnog narušavanja vitalnosti zrna.
Tijekom skladištenja uljarica [2, 3] često nastaje kvarenje koje se očituje užeglošću masnih tvari, izazvano kemijskim promjenama. Na to utječu različiti faktori poput: fizičkih (svjetlost, temperatura), kemijskih (oksidacija) i bioloških (rad mikroorganizama). Za sva kvarenja osnovni faktori su povišena temperatura i vlaga. Vlažno zrno intenzivnije diše, postaje vlažnije i toplije kada dolazi do aktiviranja enzimskih procesa. Promjene koje se događaju u zrnu na povišenoj temperaturi mogu se podijeliti na tri faze:
- I. ili inicijalna faza kod koje se sjeme zagrijava na temperaturu od 25 do 40 °C. Ova faza ovisi o fiziološkom stanju zrna koje se skladišti, vlage, nečistoća, visine sloja sjemena, migracije vlage u skladištu, rada mikroorganizama izazvanog povećanim sadržajem vlage i nečistoća. Zbog pojave oksidacijskih procesa sjeme dobiva miris plijesni, gorka je okusa, zbijeno je i tamne boje.
- II. ili razvojna faza kod koje se sjeme zagrijava na temperaturu od 40 do 70 °C, rad

Snežana Mičević: Endogeni procesi u skladištima uljarica kao potencijalni uzročnici nastanka požara i eksplozija (m3 – m7)
Ex-Bilten 2013. Vol. 41, br. 1-2
mikroorganizama se intenzivira, dolazi do prijelaznih kemijskih oksidacijskih procesa i razgradnje masnih kiselina i peroksida, raste sadržaj slobodnih masnih kiselina, sjeme pljesnivi, postaje gorko, ljuska je tamne boje, jezgra postaje tamnožuta, defektnost sjemena je 85%.
- III. ili faza grijanja kod koje se sjeme zagrijava više od 70 °C, u kojoj sudjeluju oksidacijski procesi i egzotermni procesi polimerizacije u kojima ne sudjeluje kisik, pojava anaerobnih procesa. Boja ljuske i unutrašnjost zrna poprima tamnosmeđu boju, a defektnost zrna je 100%. Povećanje sadržaja slobodnih masnih kiselina uvjetuje pojavu brže oksidacije, što također povećava i sadržaj peroksida. Razlaganjem peroksida nastaju radikali koji sudjeluju u procesu polimerizacije koja dovodi do pojave visokih temperatura u sustavu. Procesi oksidacije i dalje teku paralelno s procesom polimerizacije, ali su sekundarne važnosti zbog smanjenog sadržaja kisika. Inertizacijom i izolacijom ćelije nije moguće zaustaviti proces samozagrijavanja sjemena jer u procesu polimerizacije ne sudjeluje kisik.
Kako ne bi dolazilo do ovakvih nepoželjnih posljedica, najvažnije mjere su sušenje uljanog bilja prije skladištenja, prozračivanje i kontrola temperature proizvoda i okolnog zraka. Vrlo je važna povoljna građevinska konstrukcija skladišta (termo i hidroizolacija).
Uljarice se najčešće skladište u ćelije silosa različitih zapremina. U njima se skladište sušena zrna uljarica. Tehnološki proces teče prema sljedećem redoslijedu: preuzimanje uljarice, transport na daljnju obradu i sušenje zrna. Pri preuzimanju se uzima uzorak uljarice koji treba odražavati karakteristiku dopremljenog zrna. U tom se smislu provodi organoleptička analiza uzorka (izgled i miris; prisutnost plijesni, insekata, zagrijanost sjemena), određuje se sadržaj vlage. Ako je sadržaj vlage u zrnu veći od propisanog, sjeme mora ići u ćeliju za preuzimanje vlažnog sjemena. Osim toga, određuje se sadržaj nečistoća – korova, ako je on veći od 2%, zrno mora ići na čistilice.
Na osnovi vrste i kvalitete zrna određuje se ćelija u koju se skladišti sjeme. Prije skladištenja sirovine nužno je izvršiti temeljan pregled čistoće ćelije koja mora biti bez tragova prethodne sirovine, insekata, glodavaca i ptica. Vlažno zrno može se privremeno uskladištiti u za to specijalno sagrađen skladišni prostor (silos) i tek nakon sušenja konačno spremiti u za to predviđen silos.
Vrijeme čuvanja zrna ovisi o nizu faktora koji mogu biti biološkog i mehaničkog podrijetla, kao i
biokemijskim, fizičkim ili kemijskim promjenama kojima je izloženo uskladišteno zrno.
Najvažniji faktori koji utječu na životnu sposobnost uskladištenih proizvoda, bez obzira na to čuva li se sjeme privremeno ili dulje razdoblje, i koji osiguravaju pravilno skladištenje tijekom cijelog vremena čuvanja zrna su vlaga i temperatura.
O količini vlage u biomasi ovise svojstva i intenzitet biokemijskih i fizičko-kemijskih procesa uskladištene mase. Osobine biomaterijala – sjemena u znatnoj mjeri ovise o formi – načinu vezivanja vlage i suhe tvari. Općeprihvaćena podjela ove veze temelji se na količini energije koju treba uložiti da bi se odgovarajuća veza razgradila. Raspodjela vlage u uskladištenim zrnatim proizvodima tijekom skladištenja je neravnomjerna zbog različite raspodjele vlage u pojedinim dijelovima uskladištenog proizvoda. Ovo je i osnovni razlog premještanja vlage iz jednog u drugi sloj – "žarišna" mjesta u skladištima, što u konačnici dovodi do razvoja negativnih fizioloških procesa, osobito u silosima. "Mrtva zona" je mjesto u uskladištenoj masi u kojem se zbog nedovoljnog prozračivanja razvija plijesan i kvarenje proizvoda. Povećanjem temperature mijenja se ravnotežna vlažnost. Za biljke uljarice karakteristična su manja higroskopna svojstva zbog manjeg sadržaja hidrofilnih i uljanih koloida.
Zrno koje sadržava sjeme korova redovito je vlažnije [4]. Različit sorpcijski kapacitet zrna (krupnoća, jedrost) uzrokuje da sitna i lomljena zrna imaju veću higroskopnost jer im je veća klica, odnosno veća im je aktivna površina. Neravnomjerna raspodjela vlage izbjegava se izdvajanjem primjesa – prečišćavanjem, zadovoljavajućom građevinskom konstrukcijom skladišta i stalnom kontrolom vlage zrna i relativne vlage zraka u skladištu.
Ako zrna imaju veći sadržaj korova, disanje je intenzivnije, što izaziva stvaranje žarišta vlage te lakši i brži razvoj mikroorganizama, grinja i insekata.
Temperatura je drugi po važnosti faktor koji utječe na intenzivnost fizioloških procesa u uskladištenim proizvodima. Za uskladištenje suhog zrna najpovoljnija je temperatura u rasponu od –5 °C do +5 °C.
Temperaturna provodljivost je toplinsko svojstvo izmjene topline u uskladištenoj masi (određuje se koeficijentom temperaturne provodljivosti – toplinska difuzivnost). Koeficijent temperaturne provodljivosti "a" koji predstavlja brzinu zagrijavanja ili hlađenja za zrnate proizvode iznosi od 6,15.10-4 do 6,85.10-4 m2/h, što je niska vrijednost, odnosno sporo prenošenje topline iz gornjih u donje slojeve. Pozitivno djelovanje niske toplinske provodljivosti manifestira se na pravilno čuvanje zrna u ljetnim i zimskim uvjetima dobrim održavanjem kvalitete zrna jer su zaustavljeni

Snežana Mičević: Endogeni procesi u skladištima uljarica kao potencijalni uzročnici nastanka požara i eksplozija (m4 – m7)
Ex-Bilten 2013. Vol. 41, br. 1-2
negativni fiziološki procesi (disanje, utjecaj štetnika i mikroorganizama).
Negativno djelovanje niske toplinske provodljivosti utječe na povećanje temperature i pojavu samozagrijavanja jer se nastala toplina akumulira, što posredno uzrokuje razvoj kukaca, grinja i mikroorganizama. Zrnasti proizvodi slabi su provodnici topline zbog organskog sastava zrna. Provodljivost topline ovisi o debljini sloja, sadržaju vlage, razlici temperature uskladištene mase i temperature okolnog zraka. Provodljivost topline ostvaruje se putem kondukcije (prenošenje topline izravnim dodirom zrna) i konvekcije (prenošenje topline zrakom, međuzrnatim prostorom).
A. Samozagrijavanje zrnaste mase u skladištu
Samozagrijavanje uskladištene zrnaste mase predstavlja povišenje temperature zrna zbog raznih fizioloških procesa koji se događaju u zrnu. Fiziološka osnova samozagrijavanja je disanje svih živih komponenti (samog zrna i mikroflore) mase zrna, a fizička osnova je prenošenje topline kondukcijom.
Mnogobrojna istraživanja samozagrijavanja zrna u skladištima pokazala su da postoje stroga pravila u pogledu lokacije ove pojave. Ona se može manifestirati kao: lokalno žarište (u obliku gnijezda), samozagrijavanje pojedinih slojeva i samozagrijavanje cijele mase.
Lokalno žarište, odnosno pojava samozagrijavanja pojedinih dijelova uskladištenog zrna javlja se zbog vlaženja partija mase zrna uslijed loše hidroizolacije zidova skladišta, direktnog ulaska vlage (kiša, snijeg) kroz otvore za sipanje zrna i stvaranje mase u skladištu s izrazito povećanom prisutnosti primjesa i lomovima zrna zbog samosortiranja (raslojavanja) uskladištene mase.
Samozagrijavanje pojedinih slojeva nastaje u svim skladištima bez obzira na njihovu konstrukciju, i to u obliku horizontalnih i vertikalnih slojeva. Ovi se slojevi nikada ne pojavljuju u centralnoj zoni nasutog zrna. Stvaranje slojeva povišene temperature pri vrhu, dnu ili duž zidova skladišta nastaje zbog utjecaja okolnog zraka, Sunčeve radijacije i položaja skladišta prema stranama svijeta.
Samozagrijavanje cijele uskladištene mase zrna javlja se kao krajnji oblik samozagrijavanja pojedinih slojeva i lokalnog žarišta, ako se ne spriječi razvoj ovih oblika. Bit će pospješeno ako je ulazna vlažnost zrna povišena i ako je postotak primjesa – korova znatan.
Indikator procesa samozagrijavanja je porast temperature materijala koji se skladišti. Iz tog razloga se u ćelije silosa ugrađuje sustav termometara koji se u većini slučajeva postavljaju u središnji dio ćelije.
Međusobno su raspoređeni po visini na razmaku 3 m jedan od drugog. Na taj način jednu ćeliju visine od 30 m treba kontrolirati deset termometara postavljenih u središte ćelije i vezanih za čeličnu sajlu. U praksi se često susreće znatno manji broj kontrolnih termometara u ćelijama. Ipak, ni ovakav sustav ne može osigurati potpuno efikasnu kontrolu temperature u ćeliji zbog male topline provodljivosti zrna koje se skladišti.
Ispitivanjem procesa samozagrijavanja utvrđeno je da kod samozagrijavanja materijala u ćeliji silosa nastaju plinoviti proizvodi razgradnje organske mase koji se dižu u gornji dio ćelije i koji se mogu identificirati postavljenim senzorima plinova. Oni detektiraju plinovite produkte razgradnje zrna iznad mase koja se skladišti, odnosno u cijelom presjeku ćelije, čak i kada je žarište samozagrijavanja manjeg opsega. Tako se može identificirati proces već u prvoj fazi samozagrijavanja. Ako u silosu nema takva uređaja, redovit obilazak i stalna kontrola nadćelijskog prostora na bazi osjetila mirisa radnika mogu uspješno detektirati nepoželjnu pojava u samom začetku.
Objašnjenje procesa samozapaljenja različitih materijala biljnog podrijetla dano je u više teorija. Najpoznatija je bakterijska teorija koja postulira da je osnovni uvjet za pojavu samozapaljenja materijala biljnog podrijetla veća količina uskladištenog materijala, loše prozračivanje te sadržaj određene količine vlage i nečistoća u materijalu. Proces počinje mikrobiološkim procesom koji dovodi do truljenja i raspadanja biljne mase. Proces teče fazno.
U prvoj fazi se adsorbira vlaga i počinje razmnožavanje termofilnih bakterija u materijalu, pri čemu se stvara toplina. Zbog loše toplinske provodljivosti biljnog materijala oslobođena se toplina akumulira, a temperatura materijala raste. Kod temperature od 70 oC mikroorganizmi izumiru, što označava kraj prve faze. U drugoj fazi intenzivira se proces oksidacije kisikom iz zraka. Temperatura i dalje raste, pri čemu nastaje kemijska reakcija između razlagajućeg materijala i kisika iz zraka. Temperatura raste do kritične, koja za različite biljne materijale iznosi od 220 do 320 °C, kada se uočava pojava užarenih jezgri – tzv. monolita.
Vanjski znakovi koji mogu upozoravati na započet proces samozagrijavanja i samozapaljenja su slijeganje biljne mase, razvijanje topline, pare, dima i mirisa gorenja.
Oksidacija biljne mase u uvjetima skladištenja ili prerade nastaje svugdje gdje kisik iz zraka dolazi u dodir s biljnom masom. Međutim, požari nastaju samo na onim mjestima u kojima oksidacijski procesi razvijaju veću toplinu nego što se ona odvodi u vanjsku sredinu. Ta mjesta se nazivaju žarišta ili ognjišta požara ili samozagrijavanja. Na mjestima gdje je

Snežana Mičević: Endogeni procesi u skladištima uljarica kao potencijalni uzročnici nastanka požara i eksplozija (m5 – m7)
Ex-Bilten 2013. Vol. 41, br. 1-2
materijal manje zbijen i gdje je prisutno više kisika, tinjanje teče određenom brzinom koja ovisi o količini zraka koji dotiče, širi se prema vanjskoj površini formirajući tzv. požarne kanale. Njihov put nije pravolinijski, nego se kreće kroz mjesta gdje je materijal manje zbijen i bogatiji kisikom. Na mjestima gdje požarni kanali izbiju na površinu počinje izgaranje otvorenim plamenom i tada nastaje klasični požar.
III. PRIMJER POJAVE ENDOGENOG POŽARA U ĆELIJI SILOSA SA SOJOM
Najčešći slučaj nastajanja endogenog požara u praksi se događa kod nepoštovanja tehnoloških parametara postupka skladištenja i nedosljednosti kod provođenja procedure pri preuzimanju i uskladištavanju zrna uljarica [5]. U takvu slučaju neminovna je pojava razvoja endogenog požara nastalog zbog mikrobioloških procesa pri neadekvatnom sadržaju vlage i nečistoća u uskladištenom materijalu. Analizom požara koji je buknuo u jednom silosu soje utvrđeno je da je pri preuzimanju sirovine došlo do odstupanja od tehnoloških parametara. Na slikama 1. i 2. prikazano je odstupanje u pogledu vlage i sadržaja nečistoća – korova u zaprimljenoj količini uljarice. Na slici 3. prikazano je smanjenje sadržaja ulja u opožarenoj soji u odnosu na zdravu soju, a na slici 4. povećan sadržaj slobodnih masnih kiselina u opožarenoj soji u odnosu na zdravu soju.
Slika 1. Sadržaj vlage u dopremljenom zrnu soje
Požar je pri redovitom obilasku nadćelijskog prostora otkrio radnik koji je primijetio dim i specifičan miris iz ćelije u kojoj je bila uskladištena soja. Tek nakon ovog alarma primijećen je u upravljačkoj sobi silosa na silotermometru nagli porast temperature u istoj ćeliji.
Slika 2. Sadržaj nečistoća – korova u dopremljenom zrnu soje
Slika 3. Sadržaj ulja u zdravoj i opožarenoj soji
Slika 4. Sadržaj slobodnih masnih kiselina u opožarenoj i zdravoj soji
Na slici 5. prikazana je promjena temperature na silotermometrima po dubinama u ćeliji silosa sa sojom od dana početka punjenja silosa do 25. dana, kada je primijećen požar.

Snežana Mičević: Endogeni procesi u skladištima uljarica kao potencijalni uzročnici nastanka požara i eksplozija (m6 – m7)
Ex-Bilten 2013. Vol. 41, br. 1-2
Prva reakcija nakon što je utvrđen požar bilo je pokretanje ispuštanja sirovine iz ćelije na transportnu traku. Kapacitet trake bio je manji od pristizanja mase ispuštene soje pa je došlo do raspoređivanja opožarene mase i u podćelijskom prostoru. Uz provođenje ovih aktivnosti saniranja i sprječavanja širenja požara izvan ćelije silosa, uočena je velika količina prije nataložene prašine u cijelom podćelijskom prostoru. Očigledno je bilo da je čišćenje nataložene prašine s opreme i podćelijskog prostora prije pojave požara bilo neefikasno i nedovoljno.
Slika 5. Promjena temperature u ćeliji silosa sa sojom od dana početka punjenja silosa do pojave požara
U trenutku nastanka požara i provođenja aktivnosti na njegovoj sanaciji, uz postojeće gomile ispuštene sirovine na podu prostora i na trakastim transporterima te prisutnost prije nataloženih slojeva prašine i novonataložene prašine nastale izbacivanjem opožarene soje u podćelijskom prostoru, sasvim sigurno su se stvorile pretpostavke za nastanak eksplozije prašine, što bi moglo biti katastrofalno za ljude koji ondje rade, ali i za objekte i imovinu poduzeća i gravitirajuću okolicu.
Akcija ispuštanja opožarene soje iz ćelije silosa dodatno je izazvala uskovitlavanje prije nataložene organske prašine u podćelijskom prostoru i prijetnju da se stvori eksplozivna smjesa organske prašine i zraka, koja bi uz prisutnost užarenih komada monolita soje iz silosa mogla biti inicijalom za eksploziju prašine. Svjesnost o novoj potencijalnoj opasnosti i ugroženosti cijelog prostora eksplozivnom prašinom zahtijevala je promptnu akciju na eliminiranju izvora paljenja oblaka organske prašine. Stoga su grude vrućeg monolita soje vađene iz mase izbačenog opožarenog zrna soje i ubacivane u bačve s vodom kako bi se spriječili paljenje i eksplozija uskovitlane prašine, te širenje požara na susjedne ćelije i podćelijski prostor.
Na slikama 6. i 7. prikazan je podćelijski prostor s ispuštenom masom opožarene i zdrave soje iz ćelije silosa i pojava monolita među zrnima soje.
Slika 6. Požarom oštećena sirovina u podrumskom
dijelu objekta
Slika 7. Pojava monolita među opožarenim
zrnima soje
Navedene akcije na gašenju požara i sprječavanju eksplozije oblaka prašine izvedene su efikasno i bez posljedica za ljude i imovinu poduzeća. Činjenica je da je požar koji je nastao zbog samozagrijavanja u ćeliji silosa sa zrnom soje, pravovremenom akcijom članova službe sigurnosti poduzeća odmah na početku bio otkriven, kontroliran i efikasno ugašen. Ipak, stanje vezano za prisutnost nataložene prašine u podćelijskom prostoru prije nastanka požara je indikativno i upozorava da nisu dovoljno poštovane ni provođene mjere zaštite protiv potencijalno eksplozivne i zapaljive organske prašine. Zbog toga bi svako poduzeće koje se bavi ovim poslovima moralo imati plan aktivnosti [6, 7] na stalnom i detaljnom čišćenju površina od nataložene prašine, s obzirom na to da je ovaj dio pogona prostor u kojem realno postoji vrlo velika potencijalna opasnost od tehnoloških požara i eksplozija.
IV. KOMENTAR I ZAKLJUČAK
Nepravilno skladištenje sjemena uljarica može izazvati niz neželjenih pojava kao što su: samozagrijavanje, napad kukaca, glodavaca, ptica i mikroorganizama. Najvažniji faktori koji utječu na intenzivnost fizioloških procesa u uskladištenim proizvodima su vlaga i temperatura. Optimalna vlažnost zrna za uskladištavanje uljarica kreće se između 7 i 10%. Za uskladištenje suhog zrna najpovoljnija je temperatura u rasponu od –5 °C do +5 °C.
Samozagrijavanje uskladištenog sjemena uljarica nastaje u pravilu zbog nepridržavanja osnovnih tehnoloških procedura koje se odnose na postupak preuzimanja i uskladištavanja sjemena. Da bi se mogućnost nastanka i razvoja samozagrijavanja i endogenih požara u ćelijama silosa za skladištenje zrna uljarica potpuno isključila ili bar svela na najmanju moguću mjeru, nužno je strogo pridržavanje tehničko-tehnoloških zahtjeva koji se propisuju posebnom radnom uputom poduzeća.
Vrlo često se, osobito u doba kampanje, javljaju teškoće vezane za skladištenje sirovina, koje se odnose na ograničenje smještajnih kapaciteta, raznorodnost

Snežana Mičević: Endogeni procesi u skladištima uljarica kao potencijalni uzročnici nastanka požara i eksplozija (m7 – m7)
Ex-Bilten 2013. Vol. 41, br. 1-2
pristiglih sirovina, različitu kvalitetu sirovina koje se nabavljaju od različitih dobavljača itd. Promptno rješavanje ovih kompleksnih zahtjeva dovodi često do propusta u tehnologiji skladištenja, što stvara uvjete za nastanak i razvijanje endogenih procesa čije štetne posljedice mogu biti nesagledive.
Analizom jednog endogenog požara koji je nastao u ćeliji silosa u kojem se nalazilo sjeme soje, utvrđeno je da se nisu poštovale propozicije stručne i znanstvene literature koja se odnosi na uskladištenje biljne mase u danim tehnološkim uvjetima. Stoga se može pouzdano reći da u organizacijsko-tehničko-tehnološkom smislu postoji veći broj propusta koji se mogu i trebaju dovesti u vezu s uzrocima i posljedicama analiziranog požara.
Uzimajući u obzir evidentne pokazatelje o povišenim i neujednačenim vlažnostima sirovine i nečistoća kod preuzimanja, pojavama visokih temperatura uskladištene biljne mase nepunih mjesec dana od početka uskladištavanja, jasno je da su postojali svi uvjeti za razvoj požara. Situacija se dodatno komplicira kada se izbačena opožarena sirovina našla u podćelijskom prostoru u kojem se nalazila istaložena organska prašina čije je uskovitlavanje stvaralo potencijalno eksplozivnu smjesu prašine i zraka. Samo zahvaljujući prisebnosti vođe ekipe na sanaciji požara cjelokupna je akcija gašenja uspješno privedena kraju, a sprječavanje paljenja eksplozivne atmosfere ostvareno pravodobnim potapanjem u vodu i brzim hlađenjem užarenih komada monolita soje.
Općenito se može zaključiti da se, uz poštovanje svih faktora koji se odnose na teškoće u doba kampanje i kompleksnost procesa uskladištavanja, nipošto ne smije propustiti osnovni zahtjev koji se odnosi na postupak skladištenja uljarica, a taj je da se ne smije skladištiti sirovina sa znatnim razlikama u sadržaju vlage prispjele sirovine u istoj ćeliji silosa. Za takve je situacije tehnološkim projektom predviđeno privremeno skladištenje u posebnim ćelijama namijenjenim za prijam vlažnog sjemena. Ako se to ipak dogodi, onda se iz takve ćelije silosa sirovina što prije mora elevirati i transportirati na sušenje dok se sadržaj vlage ne svede na prihvatljivu mjeru. U tom smislu nužno je imati prazne ćelije silosa za prijam osušenog sjemena, koje moraju biti uredno i temeljito očišćene, u kojima se osušeno sjeme može uskladištiti na dulje vrijeme, i upotrebljavati prema zahtjevu pogona prerade sjemena.
Da bi se poboljšala efikasnost profilaktike požara i tehnoloških eksplozija, potrebno je provoditi sljedeće mjere:
- uvođenje monitoringa najutjecajnijih parametara procesa samozagrijavanja (vlaga i nečistoće), koji
će davati trenutačne rezultate primjenjive u tehnologiji preuzimanja sirovina prije početka njihova uskladištavanja
- sustav kontrole temperatura biljne mase, zbog slabe provodljivosti biljne mase, poboljšati postavljanjem senzora na svaka 3 m po visini uskladištene mase. Tako bi se poboljšale tehničke mogućnosti ranog otkrivanja mjesta na kojima počinje proces samozagrijavanja, s obzirom na to da se radi o velikim dimenzijama silosa i velikim masama uskladištene sirovine uljarice
- u praksi je dokazano da su sigurni uvjeti za skladištenje najvećeg broja poljoprivrednih proizvoda kada je relativna vlažnost zraka 60 do 75%. Monitoringom vlažnosti zraka, što je ekonomski vrlo opravdano, moglo bi se preventivno djelovati
- budući da se pri obilasku mjesta uočava velika zaprašenost svih površina, što direktno upućuje na neefikasnost sustava aspiracije, morala bi se ovom problemu posvetiti posebna pozornost jer je dobro i efikasno otprašivanje osnovna mjera profilaktike požara i eksplozija.
- kako su procesi samozagrijavanja biljne mase praćeni izdvajanjem plinskih spojeva u niskim koncentracijama, trebalo bi umjesto isključivog oslanjanja na osjet mirisa radnika koji obilaze nadsilosne prostore ćelija nabaviti opremu za detekciju ovih plinovitih spojeva
- educiranost, osobito tehničkog kadra, o potencijalnim opasnostima od nastanka požara i eksplozija je skromna i zaslužuje dodatne edukacije iz područja zaštite od požara i eksplozija.
LITERATURA:
[1] S. Vidaković: Mogućnost gašenja požara na silosima, Novi Sad, 1990., V. Rozman, A. Liška: Skladištenje ratarskih proizvoda, Priručnik za vježbe
[2] N. Comor, Z. Pece: Iskustvo u sušenju i skladištenju soje, PTEP 4, Novi Sad, 2000., 4; 3-4, p. 102-106
[3] S. Srečec: Normativi skladišne kvalitete najvažnijih uljarica, Visoko gospodarsko učilište u Križevcima, Autorizirana predavanja, [email protected]
[4] M. Vidaković: Požar i osiguranje u industriji, Fahrenheit, Beograd, 2000.
[5] S. Veselinović, J. Turkulov, V. Milanko: Opasnosti i mjere zaštite u uljarama i silosima za uljarice, rad 10 str., III, Savetovanje o zaštiti od požara i eksplozija regije Srema, Sremska Mitrovica, 1986.
[6] D. Kulišić: Pogibelji, uzrok i sprječavanje eksplozija prašina žitarica pri skladištenju, 19. seminar "DDD i ZUPP '07", Dubrovnik, 2007.
[7] NFPA 61: Standard for the Prevention of Fires and Dust Explosions in Agricultural and Food, Processing Facilities, National Fire Protection Association (NFPA), Quincy, MA, 2002.






NOVI PRIRUČNIK EX-AGENCIJE
www.ex-agencija.hr/bilten/izdavastvo.htm





























