Embed Size (px)
Citation preview

Alternatives to Water in Textile Processing
J . K. SKELLY
ClBA G I I W (UK) I.td (’lay ton Manchester. M I 1 4AK
Attempts have been made to correlate the use of organic solvents as alternatives to water in textile processing with the ‘solubility parameter’ concept. Chlorinated h-vdro- carbons prove suitable for scouring and some finishing operations since their solubility parameters w e ideal for such operations. In dyeing, however, the solubility parameter of polyester fibres, dyes and perchloroethylene are very similar, resulting in poor exhaustion o f conven- tional disperse dyes. New solvent dyeing systems and new dyes, with high partition coefficients in polyester fibres, must be developed for solvent dyeing to become of practical consideration. Other solvents have been examined for solvent assisted dyeing. It has been shown that when benzyl alcohol and 2-phenoxy ethanol are used in dyebaths at concentrations at which these solvents are not corn- pletely in solution, both the rate of dyeing and penetration of dye into the fibre can be markedly increased in corn- parison to normal aqueous dyeing with polyester, nylon and acrylic fibres.
Introduction Great progress has been made in the last decade in the introduction of scouring and thishing processes in which water has been partially or completely replaced by alternative solvents. In general terms, any alternative solvent t o water must give an end result equal t o or better than that achieved by water. If possible, the solvent should improve the efficiency of the process by reducing the time of treatment, energy required and labour costs. In addition, the capital costs must be competitive tor a given output and the system should be ecologically acceptable with, as far as possible, recovery and recycling of the materials used.
The ready availability and cheapness of water has meant that it has been used almost exclusively and often wastefully in scouring, bleaching, dyeing and finishing operations. Ideally, an alternative solvent to water should have the following properties:-
- A boiling point of 100- 150°C to enable the solvent to be used for established textile fibres.
- A low specific heat and a low heat of vapourisation to give savings in the energy required for heating and distillation or recovery when required.
- A high flash point or non-flammability. - Non-toxic both as liquid and as vapour.
Special equipment is essential to handle non-aqueous solvents, with special seals and high standards of engineering t o avoid loss of solvent vapour and distillation and recycling of
recovered solvent. The advantages of using alternative solvents to water must be considered in relation t o extra machinery costs needed t o handle non-aqueous systems.
Classification of Solvents Other properties of solvents, as distinct from purely physical characteristics, which must be considered are such effects as swelling of fibres, resulting in shrinkage or distortion of textiles at the temperatures used in processing. Physical properties of solvents such as dipole moment and dielectric constant, which are a measure of the polarity of a given solvent, d o not in themselves specify its swelling and solubilis- ing capabilities. Other methods of classifying solvents can be considered, for example, by their proton donating properties, where protic solvents such as acids and alcohols have varying degrees of electron accepting characteristics, while aprotic solvents such as amines have electron donating properties. These classifications however are of little value with non-polar hydrocarbons or chlorinated hydrocarbon type solvents and the protic or aprotic characteristics are not necessarily a guide to the suitability of a solvent for different polymers.
However, a useful method of indicating the compatibility of solvents and polymers has been evolved and is widely used in the paint, printing ink and plastics industries. The theoreti- cal description of the solution process was first proposed by van Larr nearly 50 years ago and has been developed by Hildebrand [ I ] and Scatchard [2]. Hildebrand introduced the concept of a ‘solubility parameter’. In this concept each solvent is given a solubility parameter S which characterises its solubility behaviour in relation to other solvents and also to polymers.
Theoretically the solubility parameter can be defined by the equation
where CED is described as the cohesive energy density and L , is the latent heat, of vapourisation, R is the gas constant, T the temperature and Vis the molar volume. The solubility parameter may be determined for a solvent or polymer by one of the following methods:-
(a) Calculation from known physical constants, e.g. the L,-values [3] .
(b) Calculation from chemical structure by summation of calculated molar attraction constants divided by the molecular weight. This is of particular interest for fibrous polymers [4] .
(c) By matching the solubility behaviour of the solvent against the solubility behaviour of products with known 6 values. This is also useful for polymers using a range of products of known S value; the mid-point of the range of solvents with which the polymer is most miscible is deduced t o be the 6 of the unknown product.
JSDC June 1975 177

Solubility parameter values are generally quoted at 25°C but vary with temperature, e.g. a 7.0"C rise in temperature reduces 6 by 0.1, and therefore when dyeing at 130°C a reduction of 1.5 in 6 could be expected [ 5 ] .
Solubility parameters are given for some solvents of interest in textile processing in Table 1. These values are subject to variation, depending upon the method of derivation, and are taken from different sources [6].
Burrell [5] has shown that the solubility parameters of solvents in mixtures are approximately additive in proportion to their molar fractions. It is therefore possible to blend two non-solvents having 6s on either side of that of a given polymer, so that the mean 6 is close to that of the polymer. Burrell has shown that such mixtures of non-solvents then become solvents for the polymer.
In addition to solubility parameter, hydrogen bonding characteristics are also used to classify the solubility properties of solvents. The normal method is to classify solvents into
, / three hydrogen bonding groups since this characteristic is
TABLE 1
Solubility Parameters of Various Solvents
Generic
Acid
Ketones
Alcohols
Amides Esters
Aldehydes
Amines
Ethers
Hydrocarbons
Chlorinated hydrocarbons
Specific
Water
Acetic Acid
Acetone Cy clohexanone Cy clopentanone Methyl ethyl ketone Ethyl alcohol Benzyl alcohol 2-phenoxy ethanol 2-methoxy ethanol
NN-dimethyl formamide Ethylene carbonate Propylene carbonate Butyl salicylate Methyl salicylate Butyl benzoate
Acetaldehyde Propionaldehyde
NN-dimethyl ethanolamine Hexylamine
Diethyl ether
m-xylene Toluene Benzene Hexane
Trichloroethylene Perchloroethylene o-dichlorbenzene Carbon tetrachloride
Solubility parameter (ca~/crn )
23.4
13.0
9.6 10.4 10.5 9.5
12.8 12.1 11.5 1 I .7
11.8
14.7 13.3 9.7
10.2 9.5
9.9 9.4
10.4 8.5
7.5
8.9 8.9 9.2 7.3
9.2 9.3
10.0 8.6
extremely difficult to evaluate quantitatively. Table 7- shows the qualitative classification of solvents according to hydrogen bonding properties [7].
TABLE 2
Hydrogen Bonding Properties
Hydrogen bonding strength Solvent types
Strongly hydrogen bonding Water Carboxylic acids Amides
Alcohols Ketones
Moderately hydrogen bondingAmines Ethers Aldehydes Esters
Chlorinated hydrocarbons
Glycols
Poorly hydrogen bonding Hydrocarbons
The closer together the solubility parameter and hydrogen bonding strength of the solvent and polymer the greater thc swelling effect produced by the solvent on the polymer. Such effects may or may not be desirable in textile processes. For example, chlorinated hydrocarbons which dissolve impurities such as the oils and waxes present on textile materials should have a solubility parameter widely different from that of the fibre being treated in a solvent scouring operation. Alternat- ively in solvent finishing the solubility parameter 01 the polymer applied in the finish should be close to that of the solvent used and if swelling of the textile is not desired the value for the solvent should not be close to the value for the fibre.
The solubility parameters of different fibrous and other polymers are derived by similar methods to those for solvents and are given in .Table 3 141.
TABLE 3
Solubility Parameter of Fibres
Polymer
PTFE Polyethylene Natural rubber Polystyrene Polymethylmethacrylate Polyvinylacetate Polyvinylchloride Polyethyleneglycol terephthalate Secondary cellulose acetate Polyacrylonitrile Nylon 66
Solubility Parameter(s) (cal/cm3 12
6.2 7.9 -8.1
9.1 9.0-9.5 9.4 9 . 5 9.7
10.7
8.1 5-8.35
I 0.9 - 1 1.35
12.75 (1 5.4) 13.6
178 JSDC June 1975

Theoretical Considerations of Solvent Interactions with Fibres While the solubility parameters given in Table 1 are a useful guide to the solubilising action of a given solvent on an amorphous polymer (Table 3). other physical factors also intluence the swelling effect produced on long chain fibrous polymers. In addition t o the chemical structure which influ- ences intermolecular bonding forces, the degree of physical order or disorder of the polymer chains clearly plays an important part in fibrous polymers. Highly ordered fibrous polymers have lower free energy than amorphous or liquid polymers of the same chemical constitution. In order t o dissolve highly orientated polymers, as in ;L fibre, more free energy is required, and solvents with specific interaction with the fibre, through strong hydrogen bonding properties rather than dispersion forces alone, are necessary. For example, nylon is soluble in formic acid and phenol a t room tempera- ture and polyester is also soluble in phenol due to hydrogen bonding. In contrast, polyethylene and PTFE are insoluble in both these solvents a t room temperature since there is no interaction through hydrogen bonding [4] .
The effect of a given solvent on a fibrous polymer is readily measured by the alteration in glass transition tempera- ture, T,. The glass transition temperature is that temperature at which the fibre changes from the glass state, in which strong intermolecular bonding forces hold, to the state where segmental mobility of the polymer chains within the fibre suddenly increases.
This is of the greatest importance in processing synthetic fibres since large molecules cannot penetrate the fibre at a sufficiently high rate in the glass state. The best known example of this is with polyacrylic fibres 181.
Peters and lngamells [9, 101 have studied the dependence of diffusion coefficients on the Tg of acrylic fibres and have indicated that a similar dependence exists when the Tg is reduced by the presence of a plasticising agent.
Scouring and Finishing Over the last decade the use of non-inflammable chlorinated hydrocarbons for the scouring and finishing of synthetic fibres and their blends with cotton and wool has developed widely. Originally drum machines, developed from dry-cleaning units, were used for garments and circular-knit goods, both for non-aqueous scouring using perchloroethylene (PER) to remove solvent-soluble spinning and knitting lubricants based on hydrocarbon oils, and for finishing processes. Continuous solvent scouring with trichloroethylene has been widely used with piece goods and has proved of particular importance where tallow (solubility parameter 8.4) has been used as a weaving lubricant. Such a wax is almost impossible t o remove completely by aqueous emulsion scouring. Recently, continu- ous perchloroethylene scouring ranges have been developed by Bruckner, Rimar, Neil and Spencer, Omez, Bowe, Famatex and Riggs and Lombard for handling woven and knitted fabrics.
The latest development in this field is the adaption of this type of equipment for solvent finishing. Immediately after PER scouring, in a relaxed state, the fabric is passed over a suction slot where a suitable finish can be applied 'wet-on-wet' from a PER solution or suspension. The fabric is then dried, and the finish can be applied by lick roll, pad or spray techniques. A typical example of special effects obtained by using solvent-based processes is the application of silicone
elastomers to produce a new range of finishes on synthetic fibre fabrics [ I 1 ] .
Solvent Dyeing Processes Alternative solvents t o water have been considered for dyeing processes since the introduction of cellulose acetates in the early 1920s (see the review by Mellor and Olpin [12]). The advent of aqueous disperse dye formulations in the late 1920s and 193Os, however, reduced the need for solvent-assisted or solvent-based coloration processes for secondary cellulose acetate. The introduction of synthetic fibres in the 1940s and 1950s gave further impetus t o the consideration of solvents for dyeing processes. While attempts to develop dyeing processes based on non-aqueous solvents have not yet led t o widespread industrial application, solvent-assisted dyeing processes have found certain uses in bulk production.
The introduction of cellulose triacetate in the 1950s, together with the ready availability of trichloroethylene as an economic solvent, led Garratt [ 131, t o study the possibility of using trichloroethylene vapour a t 87°C to fix disperse dyes continuously on triacetate. The use of tetrachloroethane vapour a t 114°C has also been investigated by Dow [14].
More recently, the replacement of trichloroethylene by PER in dry-cleaning has led t o study o f the use of PER as a solvent in dyeing polyester [ 151. The boiling point o f PER (121") makes it attractive for exhaust dyeing of polyester as pressurised apparatus is not required. Also, PER has a low specific heat and heat of vapourisation and at 121°C is an excellent solvent for disperse dyes. The ready availability of PER and its apparently ideal properties, together with the possibility of scouring, dyeing and finishing in closed appara- tus from dry t o dry, with recovery and re-use of solvent, appeared very attractive. However, PER has certain disadvan- tages as a solvent. At 121"C, the exhaustion of many existing disperse dyes from PER o n polyester is poor a t normal liquor ratios, i.e. 10: 1. The relationship between dyebath exhaustion ( E ) , liquor ratio (a) and partition coefficient ( K ) of the dye between fibre and dyebath is given by the equation
and illustrated in Figure 1 . The partition coefficients of disperse dyes differ widely
and only dyes with high partition coefficients, i.e. low solubility in PER and high affinity for polyester a t I21"C, are of interest due to the sensitivity t o liquor ratio of dyes with a low partition coefficient. The majority of conventional dis- perse dyes however have low K values at 121°C [16]. Therefore, for dyeing from PER new dyes must be developed which have a high K value a t 121°C.
The main advantages of dyeing from PER are the high rate of wetting of all textile materials, rapid diffusion of dyes and rapid attainment of equilibrium exhaustion. An additional advantage, not related t o dyeing itself, is the solubility of the oligomers of polyester in PER. These are completely removed during the dyeing process. Indeed it is common practice, where oligomer deposits have occurred in normal aqueous dyeing, to remove such deposits by scouring in PER, e.g. in drum machines of up t o 200kg capacity.
JSDC June 1975 179

1 2 4 8 Liquor ratin (%!
16
Figure 1 -~ Exhaustion of dves jrom perchloroethylene
?'he main constituent in oligomers from polyester fibres is the cyclic trimcr which has the same solubility parameter as the polyester fib1 e itsell', i.e. 10.7. The cyclic trimer is removed by thc I'IiR although the fibre is not affected by this treatment.
While a considerable amount of work has been carried out over the last 0 years to develop solvent dyeing processing for polyester using PER, there have been only a few examples rcportcd of the commercial exploitation o f the process [ 17. I X I . The reasons for this must be considered.
Since 1968 aqueous dyeing of polyester has been investi- Fated in considerable detail to rationalise the dyeing process and dyeing times have been reduced considerably, from 4 6 houi-s to approximately 1 Z 2 hours.
Fiindanicntal studies such as:
- dispersion stability of dyebaths 11 9 J - ratcs of diffusion a t high temperatures (FI.T.), i.e.
170-1 30°C in the presence of selected carriers and dyeing assistants 1201 the interdependence of exhaustion rates and liquor circula- tion coupled with temperature rise conti-ol [21 1 - the possibility of k1.T. dye injection 1221
-
Ilavc given a much clearer understanding of the dyeing properties of' disperse dyes on polyester in aqueous dyeing. As ii result of this work, practical dyers have been able. using suitable equipment. to produce aqueous dyeings in times wliich are o f the same order as the short times claimed for I Y K dyeing systems.
Improvements in dyeing from I'ER have been investigated recently. The addition of hydrocarbons such as paraffin ( 6 c a 7.0). as an inactive liquid which does not interfere with the clyeing process, giving effective liquor ratios of 2: 1 PER: fibre, increases the exhaustion to a practical level, even with dyes wirh a low partition cueflicient 1231 . Small quantities of water havc also been used to improve the exhaustion 1241. Tlicse irnixovements, however, have not solved all the prob- lems 01' dyeing from PIJK since they each introduce further
problems such as solvent recovery, which present difficulties from a practical standpoint. A related process for dyeing nylon is the STX process which uses a low boiling point additive, such as methanol (6=14.5),together with PER. The methanol can be recovered and separated from the PER.
Recently, the solubility parameter concept has been used to relate the effects obtained in solvent dyeing to fundamental properties of the solvents, fibres and dyes. Lemons et a1 [26] related the effectiveness of selected carriers and solvents used in dyeing polyester to solvent-polymer interaction. This in turn was related to the cohesive energy density (i.e. the square of the solubility parameter) of the solvents and polymer. lbe 1271 compared the solubility of certain dyes in secondary cellulose acetate, cellulose triacetate and polypropylene and also certain, carriers in polyester. Ibe applied the solubility parameter concept to show that in the case of non-aqueous treatments or when dyeing by the pad-dry heat fixation process, the dyes most suitable were those with a solubility parameter close to that of the fibre. In aqueous disperse dyeing, the agreement was not close and certain modifications to the conctpt were required to deal with fibre-water bonding due to the presence of water.
The cohesive energy density and solubility parameter concepts were initially developed to explain the interaction of the dispersion forces of solvents and polymers. The contribu- tion of association forces, e.g. hydrogen bonding and dipole- dipole interactions was also recognised and later quantified, by three-dimensional analysis, by Crowley [28] and Hansen [29] , who defined the contribution of both interactions by the equation :
where 6 d and 6, are the respective contributions from dispersion and association interactions to the total solubility parameter, 6. Ibe showed by considering the contribution of association forces that a considerably improved correlation was achieved between 6 and the solubility of dyes and carriers in the presence of water.
Harris and Guion [30] have investigated the application of C.I. Disperse Violet 1 to polyester from PER and other solvents. They were able to assign a solubility parameter of 12.4 to the dye by examining its solubility in a range of solvents. The solubility parameters involved in the system, polyester fibre, dye and PER are 10.7, 12.4 and 9.4, respectively. They are close together and this explains the low partition and poor exhaustion of the dye. Harris and Guion stated that the general dyeing behaviour as characterised by diffusion (0) and partition coefficients(K) could be represented graphically by Figure 2.
1 n exhaust dyeing, where high partition coefficients are required, solvents should be selected having solubility para- meters at either extreme of the graph in Figure I . Similarly, the dyes should have 6 values as close to that of the fibre as possible. Such conditions, however, have the disadvantage that the rate of diffusion of the dyes is low and hence the attempts to use solvents such as PER with 6 values much closer to that of the fibre than either water (6 = 23.4) or hydrocarbons (6 = 7-7.5). In continuous dyeing, the solvents should have 6 values close to that of fibre so that the fibre will be more highly
180 JSDC June 1975

10.7 (PES)
Solubi 1 1 t y parameter
Figure 2 -- hfluenq of the solubility parameter on the diffusion and partition coefficients
swollen, resultirlg in very high diffusion coefficients. There are two possibilities for exhaust dyeing from 100% solvent, to use either dyes, or solvents, whose solubility parameters are quite different from those of the fibres. PER has been selected on practical considerations such as economy, availability, and ease and knowledge of handling and recovery.
However, the problem remains of low partition coef- ficients of disperse dyes in such a system for dyeing PES. Siegrist 1251 selected and studied two disperse dyes with widely different solubilities in PER and water. The results of this work are sumniarised in Table 4.
TABLE 4
Dye A Dye B
Solubility in PER ( I 2 1 “C) mg/I 0.5 6.0 Solubility in water (100°C) mg/l 6.0 0.02 ExhaustionfromPER(L.R.IO:I at 121°C) 80% 15.0% Exhaustion from water (L.R.10: 1 a t 100°C) 15% 95% Time for equilibrium exhaustion and diffusion at dyeing temperature 35 min’ 90 min’
1 . From PER 2. From Water
It is clear that Dye A has a 6 value much closer to that of water while Dye B has a 6 value much closer to that of PER. This approach to develop new dyes of high partition coef- ficients in PER and consequently high affinity, can be used to overcome the problems in solvent dyeing systems for polyester while retaining the advantages of using PER as a solvent. As a result, dye A has considerably higher partition coefficient than dye B. In practice, the use of alternative solvents to PER in dyeing polyester is severely limited by availability, cost and safety considerations.
However, with nylon and polyacrylic fibres where ionic dyes are most commonly used, water is essential. Emulsion exhaust dyeing processes have been developed for these fibres using PER as an inactive solvent and an effective aqueous phase of low liquor ratio. The emulsifying agents in these systems are also carefully selected t o have levelling action during dyeing. The disadvantage of these emulsion systems is
the necessity to dye these fibres a t the normal dyeing temperatures for aqueous processes t o obtain the requisite diffusion and fixation of the dye. The water- PER azeotrope has a boiling point of 87°C and hence pressurised equipment must be used to obtain dyeing temperatures of 100°C.
Solvent Assisted Dyeing Solvent assisted dyeing processes have the advantage over 100% solvent processes in that they can be used in existing dyeing machines suitable for aqueous processes. Examples of this type of process are :
1 . Marclington process t o apply vat and metal-complex dyes to secondary cellulose acetate from ethanol - water solu- tions 13 1 1 .
2. The lrgasolvent dyeing process for woven filament nylon and wool using0.4-4.0% benzyl alcohol solutions [32,33].
The lrgasolvent process was developed to increase the rate of diffusion of the dyes, t o reduce the dyeing time or reduce the dyeing temperature. The addition of carriers or solvents in polyester dyeing to accelerate the rate of diffusion or reduce the dyeing temperature can be considered in a similar way. The mechanism o f dyeing with carriers may involve the carrier exhausting on t o the fibre and either swelling the fibre and/or acting as a solvent in the fibre phase with high solubility for the dye compared to the external dye-liquor.
Four compounds have been investigated for solvent assisted dyeing of polyester as follows :
(i)o-dichlorbenzene as a typical H.T. ‘carrier’ ( I 9) (ii)benzyl alcohol and 2-phenoxy ethanol as typical solvent
(iii) perchlorethylene assistants
As a preliminary experiment to dyeing, the rate of transfer of dye from water to solvent was measured at 90°C b y taking equal weights of water, to which the disperse dye in its normal commercial form had been previously added, and solvent so that the concentration of dye was 0.1% of the combined weight of solvent and water. The rate of transfer from water t o solvent of Terasil Brilliant Red 2BL (C.1. Disperse Red 60) at 90°C is given in Figure 3. The results indicate a distinct difference in the behaviour of the solvents in that very rapid transfer of the dye to the solvent occurs with both benzyl alcohol and 2-phenoxy ethanol. The transfer in the case o f o-dichlorobenzene and PER is much lower and a t a much slower rate.
In solvent-assisted dyeing the concentration of solvent used is normally selected to be below the solubility o f the solvent in water to give a single phase dyebath. The aqueous solubility of each solvent is given (Table 5).
TABLE 5
Aqueous Solubility (g/l OOg water) of Various Solvents a t 25°C
o-dichlorbenzene 0.0145 Benzyl alcohol 4.0 2-phenoxy ethanol 2.6 Perchloroethylene 0.01 5
JSDC June 1975 181

TABLE 6
Linear Penetration @) of Terasil Brilliant Red 2BL into Polyester
5 10 15 Time, min
A=Ben7yl alcohol C=PerLhloethylene B=2-Phenoxy ethanol Po-dichlorobenrene
Figure 3 - The rate of transference from water to solvent of Terasil Brilliant Red 2BL (C I. Disperse Red 60)
In the present work, however, the concentrations of the solvents were deliberately selected to give a two-phase system.
Dyeing experiments were then carried out using amounts of solvents varying from l/lOth to slightly more than the weight of the fibre, then bulked with water, to give an overall liquor-fibre, ratio of 15:l. In the case of benzyl alcohol and 2-phenoxy ethanol, two-phase systems at this liquor ratio are only obtained using an amount of solvent equivalent to 0.6 and 0.4 of fibre weight, respectively. In order to avoid possible complications due to emulsification of the two-phase systems the dye was used in its pigment form, i.e. without dispersing agents. The dye was dissolved in the solvent and the appropriate quantity of solvent and water wtis placed in the dyeing pot of a John Jeffreys Rotadyer machine. The material (texturised polyester fabric) was entered and it was observed that the coloured solvent phase transferred to the fibre very quickly and uniform distribution of this phase on the fibre was also extremely rapid. The temperature was raised rapidly to 100°C or 120°C as required and after dyeing for 5 or 15 min the dyeings were rinsed in acetone until the liquors were clear. The fixation of the dye was estimated by difference of the original concentration of dye in the dye liquor, and the amount of dye present in the exhaust and rinsing liquors.
The fixation of the dye on polyester under the following conditions is shown :
5 min. at 100°C (see Figure 4 i) 15 min. at 100°C (see Figure 4 ii)
5 min. at 120°C (see Figure 4 iii) 15 min. at 120°C (see Figure 4 iv)
The penetration of the dye into the fibre has been measured by taking cross sections and estimating the percent- age linear penetration of the dye and selected results are given in Table 6.
Liquor 5 min 15 min 5 min 15 min ratio 100°C 100°C. 120°C 1 2 0 " ~ Solvent : fibre
Water 5 5 30 60 o-dichlorobenjlene 0.1 : 1 50 100 70 100 o-dichlorobenzene 0.6:1 100 100 100 100 2-phenoxy ethanol 0.4: I 10 30 100 100 2-phenoxy ethanol 0.8:l 80 109 100 100
The difference in the behaviour of the solvents can be seen from these experiments. Attempts have been made to correlate the results given in Figure 4 with solubility parameter considerations for the solvents and fibres and also the effect of the solvents on the Tg values for the fibre. The effect of solvents in lowering the glass transition temperatures (T,) of fibres has been examined by a number of authors 19, 101 and related to the increase in the rate of dyeing at lower temperatures compared to normal aqueous dyeing.
Two series of experiments were carried out to determine the Tg of polyester yarn :-
(i) In the presence of solvent. (ii) After pretreating in the solvent for 20 min at 97°C during
which the yarn was free to relax, i.e. without load, the yarn being then placed in water.
the measurements of Tg were carried out in apparatus specially designed by Braun & Milicevic in which the yarn is kept under constant load (1.43g/tex) as the temperature is raised from room temperature to 100°C. The results are summarised in Table 7 [34]
TABLE 7
Tg Measurements of PES Yarn in Various Solvents
Solvent
Water 53.7 80.1 u-dichlorobenzene 57.0 49.0 31.1 Benzyl alcohol 54.0 38.0 42.1 2-phenoxy ethanol 56.2 61.5 18.6 Perchloroethylene 56.5 73.0 7.1
A No pretreatment B Pretreatment in solvent. The yarn is then placed in the water
The significant changes in Tg occur during pretreatment in the various solvents. Pretreatment of PES yarn in water alone at 97°C in the relaxed state raised the Tg from 53.1"C to 80.1"C. The difference in Tg given by treatment in water and individual solvent is given as AT,. It is clear that PER has little effect on the physical state of the fibre. In contrast, pretreatment with benzyl alcohol has the greatest effect
182 JSDC June I975

V?.l"
alom
0.3 0.6 0.9 1.2 1.5
Liquor ratio (solvent: fibre)
(iii) I
I I 0.3 0.6 0.9 1.2 1.5
Liquor ratio (solvent: fibre)
Figure 4 - The fixation o f 3.0% Terasil Brilliant Red 2BL (C.I. Disperse Red 60) (with dispersing agent removed) on polyester under various dyeing conditions. A benzyl alcohol; B 2-phenoxy ethanol; C perchloroethylene; D o-dichloro- benzene.
followed by pretreatment with o-dichlorobenzene. However, the large AT, value resulting from the presence of benzyl alcohol does not correlate with the dyeing behaviour shown in Figure 4.
It would appear that three main factors influence the choice of solvent in solvent assisted dyeing processes, namely:
1. solubility of dye in solvent 2. partition coefficient of the dye between solvent and fibre 3. interaction of solvent with fibre resulting in lowering of
the T,
80
I (ii)
I 0.3 0.6 0.9 1.2
Liquor ratio (solvent: fibre)
I 0.3 0.6 0.9 1.2
Liquor ratio (solvent: fibre)
( i ) 5 min at IOO"C ( i i ) 15 min at 100°C fiii) 5 min at 120°C ( i v ) 15 min at 120°C
The equilibrium exhaustion and rate of penetration of a given dye in a fibre are influenced by these factors. This has been shown by dyeing Terasil Brilliant Red 4G (C.I. Disperse Red 151) on polyester film under normal H.T. dyeing conditions. Navratil and Milicevic [35] have developed a special micro- densitometric technique to measure the diffusion coefficient of this dye in polyester film and using these data have calculated the penetration of the dye under specific conditions into polyester fibres. Three compounds have been selected to demonstrate their effect on both the equilibrium exhaustion and rate of penetration of the dye. The results are shown in Figure 5.
JSDC June 1975 183

B C D
Figure 5 - Dye distribution profiles of Terasil Brilliant Red 4G (CI. Disperse Red 151) in polyester fibres.
Compared with the ring dyed effect produced from water alone (A ) the rates of penetration can be considerably improved by the addition o f the three compounds. However the equilibrium exhaustion is markedly different in the three cases. In (B) the equilibrium exhaustion is reduced only to a small extent and the rate of penetration is improved compared t o (A). In (C) the penetration is almost ideal but the equilibrium exhaustion is greatly redwed. However (D) is the best result in that the equilibrium exhaustion is relatively high and the penetration is also near t o the ideal.
The results noted in (B) correspond to the effects produced by small quantities of o-dichlorbenzene while (C) relates to the effects produced by the same compound at higher concentrations (see Figure 4 and Table 6 ) . By com- parison the results in (D) correspond to the effects noted for 2-phenoxy ethanol at the optimum concentration, i.e. high rate of penetration and high equilibrium exhaustion.
Solubility parameters of the solvents and fibres are given in Table 8.
TABLE 8
Solubility Parameters of Solvents and Fibres
Water o-dichlorbenzene Benzyl alcohol 2-phenoxy ethanol Perchloroet hylene Polyester Nylon Polyacrylonitrile
23.4 10.0 2.95 12.1 7.85 11.5 4.54 9.3 1.44
10.7 4.8 13.6 12.75(15.4) 8.32
The total solubility parameter, 6 , is given with that portion, 6, attributed t o association forces.
The 6 value for o-dichlorobenzene and the Tg value for polyester pretreated in this compound indicate that it should be a useful dyeing accelerant for polyester. Benzyl alcohol and 2-phenoxyethanol with higher S values are effective only at higher dyebath concentrations. The high 6, values for benzyl alcohol and 2-phenoxy ethanol show that association forces must have a considerable influence with these solvents. Hoy [ 6 ] has postulated the so-called ‘chameleonic’ behaviour of
2-phenoxy ethanol and related compounds to explain their solubility properties in water and nun-polar solvents. 2-phenoxy ethanol is almost equally soluble in water (2.7%) and in heptane (3.0%). The two suggested configurations lor 2-phenoxy ethanol show intramolecular bonding in non-polar solvents and hydrophobic fibres as follows :
Similarly benzyl alcohol is strongly associated in hydrophohic fibres where there is little or no competition with other hydrogen bonding compounds.
Reference to Figure 3 shows that the dye partitions rapidly and almost completely into these two solvents.
In the particular two-phase dyeing systems investigated, benzyl alcohol and 2-phenoxy ethanol (Figure 4 ) markedly increase the dye exhaustion, which correlates with the observation that the solvent phase contains all the added dye in solution. I t may be deduced that in the two-phase dyeing system, the action of this type of solvent is t o give a high concentration of dye-solvent phase within the fibre. The separate benzyl alcohol and 2-phenoxy ethanol phases formed in the presence of water, will contain dissolved water which will influence the dyeing system. Dyeing from benzyl alcohol and 2-phenoxy ethanol in the absence of water, does not increase exhaustion as noted in the two-phase system with water.
The more typical H.T. ‘carrier’ o-dichlorbenzene gives 6, 6, and A T, values, which indicate that this compound interacts strongly with the fibre. In the two-phase dyeing system, even though the amount of dye transferred into the o-dichlorbenzene solvent phase is considerably lower (Figure 3) than with 2-phenoxy ethanol, sufficient dye is carried into the fibre to increase significantly the exhaustion. However, Figure 4 shows that it is likely that a different mechanism operates, with a relatively non-pdar ‘carrier’ such as o-dichl- orobenzene, than is the case with 2-phenoxy ethanol and benzyl alcohol.
Many mechanisms of carrier dyeing, using additives at low concentrations, have been discussed 1361 , In the present studies, solvents have been used in much higher concentration to give two-phase systems where the second phase is of a similar weight to that of the substrate, However, a ‘liquid fibre’ theory was one of the proposed mechanisms in which the carrier added a t low concentrations acts as a co-f’ilm. which was also dyed. This mechanism was not confirnied experimentally to explain the action of ‘carriers’ at low concentrations 1361.
The present work has used conditions whereby the solvent phase could act in a similar manner as in the ‘liquid fibre’ hypothesis. The results described for polyester and others for
184 JSDC June 1975
0.3 0.6 0.9 1.2 Liquor ratio (2-phenoxy ethanol: fibre)
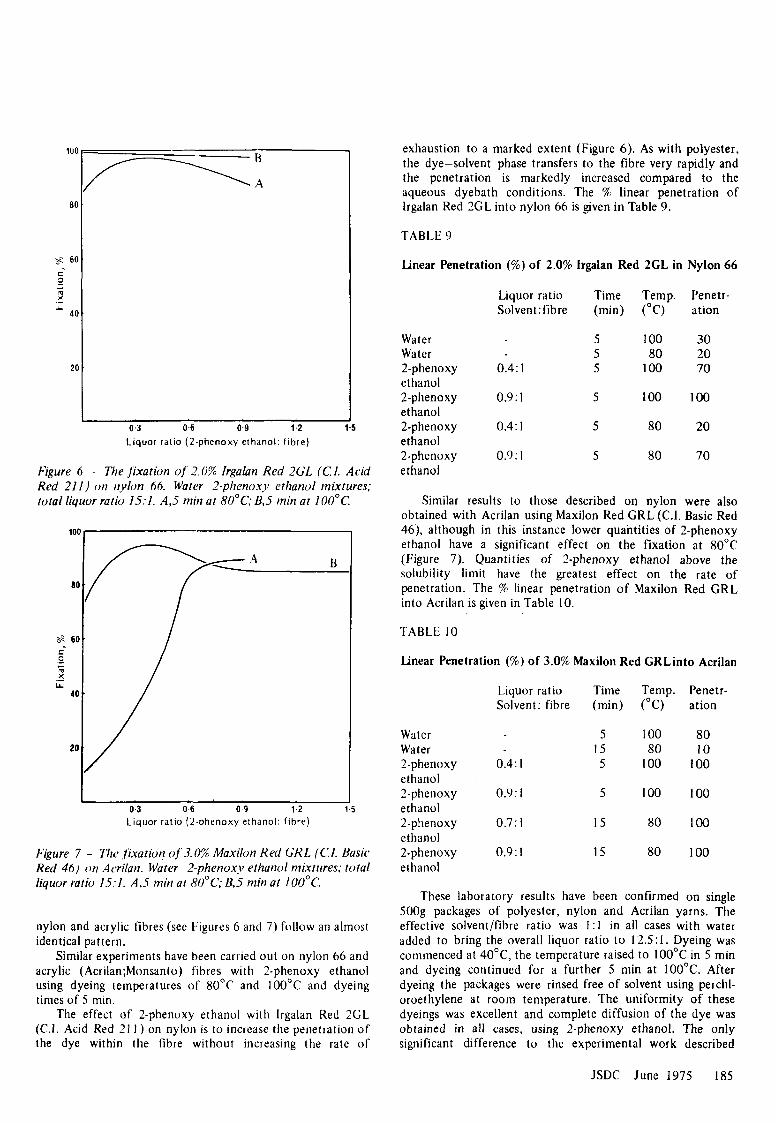
Figure 6 ~ The fixation of 2.0% Irgalan Red 2GL (C.1. Acid Red 211) on rijdon 66. Water 2-phenoxy ethanol mixtures; total liquor ratio 15:l. A,5 min at 80°C; B,5 min at 100°C.
I 0.3 0.6 0.9 1.2 1.5
Liquor ratio (2-phrnoxy ethanol: f ibre)
Fkure 7 - The fixarion vf'3.0%, Maxilon Red GRL ( C . I . Basic Red 46) on Acrilan. Water-2-phenoxv ethanol mixtures; total liquor ratio 15:l. A S min a[ 80°C; B,5 min at 100°C.
nylon and acrylic fibres (see Figures 6 and 7) follow an almost identical pattern.
Similar experiments have been carried out on nylon 66 and acrylic (Acri1an;Monsanto) fibres with 2-phenoxy ethanol using dyeing temperatures of 80°C and I00"C and dyeing times of 5 min.
The effect of 2-phenoxy ethanol with lrgalan Red 2GL (C.1. Acid Red 21 I ) on nylon is to inci-ease the penetration of the dye within the fibre without increasing the rate of
exhaustion t o a marked extent (Figure 6). As with polyester, the dye-solvent phase transfers t o the fibre very rapidly and the penetration is markedly increased compared t o the aqueous dyebath conditions. The % linear penetration of lrgalan Red 2GL into nylon 66 is given in Table 9.
TABLE 9
Linear Penetration (%) of 2.0% Irgalan Red 2GL in Nylon 66
Liquor ratio Time Temp. Penetr- So1vent:fibre (min) ("C) ation
Water 5 100 30 Water 5 80 20 2-phenoxy 0.4: 1 5 1 00 70 ethanol
ethanol
ethanol 2-phenoxy 0.9: 1 5 80 70 ethanol
2-phenoxy 0.9: 1 5 100 100
2-phenoxy 0.4: I 5 80 20
Similar results to those described on nylon were also obtained with Acrilan using Maxilon Red G R L (C.1. Basic Red 46), although in this instance lower quantities of 2-phenoxy ethanol have a significant effect on the fixation at 80°C (Figure 7). Quantities of 2-phenoxy ethanol above the solubility limit have the greatest effect on the rate of penetration. The % linear penetration o f Maxilon Red G R L into Acrilan is given in Table 10.
TABLE 10
Linear Penetration (%) of 3.0% Maxilon Red GRLinto Acrilan
Liquor ratio Time Temp. Penetr- Solvent: fibre (min) ("C) ation
Water 5 100 80 Water 15 80 10
ethanol
e t ha no1 2-phenoxy 0.7 : 1 1 5 80 100 ethanol 2-phenoxy 0.9: I 15 80 100 ethanol
2-phenoxy 0.4: I 5 100 100
2-phenoxy 0.9: 1 5 100 100
These laboratory results have been confirmed on single 5OOg packages of polyester, nylon and Acrilan yarns. The effective solvent/fibre ratio was 1 : I in all cases with water added to bring the overall liquor ratio t o 12.5: l . Dyeing was commenced at 40°C, the temperature raised to 100°C in 5 min and dyeing continued for a further 5 rnin at 100°C. After dyeing the packages were rinsed free of solvent using perchl- oroethylene at room temperature. The uniformity o f these dyeings was excellent and complete diffusion of the dye was obtained in all cases, using 2-phenoxy ethanol. The only significant difference to the experimental work described
JSDC June 1975 185

above was that in all cases virtually 100% exhaustion was obtained. Normal fastness properties were obtained in every case. The process has been covered by patent application [37] .
Conclusion Organic solvents, particularly chlorinated hydrocarbons such as perchloroethylene and trichloroethylene, have become well established as effective alternatives to water in certain aspects of textile processing. The technical and economic advantages of solvent scouring, compared to the best aqueous methods, for both woven and knitted materials, are fully realised in preparation for dyeing and finishing treatments. The logical developments of the use of solvents for dyeing and finishing have not proceeded at the same rate as solvent scouring. Solvent finishing however is becoming more important with the development of special finishes which are applicable only from solvents.
Solvent dyeing requires further development t o produce new systems or dyes with the correct dyeing properties from chlorinated hydrocarbons before such processes can be com- mercialised. Possible uses of solvents other than the chlorin- ated hydrocarbons have been investigated with existing dyes and interesting results have been obtained, particularly in increasing both the rate of exhaustion and penetration of the dye into the fibre.
* * *
I would like t o record my thanks t o many colleagues within CIBA--GEIGY, particularly Dr. B. Milicevic and Mr. D. G. Evans, for their assistance in the preparation of this paper.
References
I . Hildebrand and Scott, ‘The Solubility of Non-Electrolytes’
2. Scatchard, Chem. Rev., 8 (1931) 321. 3. Hildebrand and Scott, ‘The Solubility of Non-Electrolytes’
4. Small, J. Appl. Chem., ( 1 953) 7 1 . 5. Burrell, Official Digest, October (1955) 726. 6. Hoy, J. Paint Tech., 42 ( l970) , 76. 7. Patton, ‘Paint Flow and Pigment Dispersion’ (New York,
8. Kosenbaum, J . Polymer Sci. Part A, 3 (1965) 1949. 9. Peters and Ingamells, J.S.D.C., 89 (1973) 397.
3rd Edition (New York: Reinhold) (1950).
3rd Edition, (New York: Reinhold) Pp 129 and 361.
Interline Publishers) (1964).
10. Cur -Arieh & Ingamells, idem, 90 (1974) 8. I I . Rossler, Deiner and Schilling, Textilveredlung 8 ( 1 973)
123. 12. Mellor and Olpin, J.S.D.C., 67 (1951) 620. 13. Garratt, J.S.D.C., 73 (1957) 365. 14. Souther, Dow Prospect (1968). 15. Milicevic, Textilveredlung 4 (1969) 2 13. 16. Datye, Pitkar and Purao, Textilveredlung, 6 (1971) 593. 17. Slaski and Roberts, British Knitting Industry 46 (l973),
18. S.T.X., BP 1,312,316. 19. Skelly, J.S.D.C., 89 (1973) 349. 20. Ibid, Textilveredlung, 8 (1973) 102. 2 I . Carbonell, Hasler, Walliser and Knokel, Melliand
32. Siegrist and Liddiard, J.S.D.C., 89 (1973) 523.
76.
Textilber., 54 (1973) 68.
23. CIBA-GEIGY Patent Application. 24. Bayer--Farben Keview (FBy) Special Edition 13 (1971 ). 25. Siegrist, South African Dyers and Finishers Symposium -
26. Lemons, Kakar and Coates, A.D.R., 55 (1966) 76. 27. Ibe, J. Appl. Polymer Sci., 14 (1970) 837. 28. Crowley, Teague and Lowe, J . Paint Tech., 38 ( I 966) 269. 29. Hansen, idem, 39 (1967) 104. 30. Harris and Guion, Text. Research J ., 42 ( 1972) 626. 31. G.D. Sutton and T.E. Marchington & Co. Ltd., BP 622,
32. Peters and Stevens, Dyer, 1 I5 ( 1956) 327. 33. Beal, Dickenson and Bellhouse, J.S.D.C., 76 (1960) 333.
Hobday and Siegrist, Melliand Textilber., 41 (1960) 1 119. 34. Braun and Milicevic, Private communication. 35. Navratil and Milicevic, Private communication. 36. Salvin et al , A.D.R., 48 ( I 959) 2 3 37. Patent Applications 21 529/73 and 9273/74.
Sympotex 197 1.
676.
Discussion
,Mr I . Gailey: 2-phenoxy ethanol, benzyl alcohol and o-dichl- orobenzene were compared and the first two were much more effective than the last mentioned substance. The various parameters listed by Dr. Skelly as relevant in this new process. did not give a clear cut separation of the results. This would indicate either that there was some complex interaction of these parameters at work or, alternatively, that perhaps other forces were at work. Would Dr. Skelly like to comment?
Dr. Skelly: o-dichlorobenzene is a well-known carrier for polyester dyeing and at the concentrations involved, i.e. approximately equal weight to fibre, the exhaustion of C.I. Disperse Red 60 is low. At much lower concentrations of o-dichlorobenzene relative to the fibre (0.020: I ), the exhaus- tion of the dye is much greater but the rate of penetration of dye into the fibre is lower. I t seems, therefore, that the higher concentrations of 2-phenoxy ethanol and benzyl alcohol and the higher solubility of the dye in these solvents (See Figure 2), are necessary to promote the penetration of the dye into the fibre.
Rof. 1. D. Rattee: The theory that certain swelling agents can form a separate ‘solvent phase’ inside fibi-es and so accelerate dye adsorption seems to me unsupported by direct experi- mental observation and by logic. Agents promoting swelling in fibres d o so by competing with intra molecular forces in the polymer, and consequently there exists the strong possibility that particular solvent/swelling agents can compete for adsorp- tion sites with the dye. I t is known that water will compete with disperse dyes and competitive effects from adsorbed solutes or solvents cannot be neglected.
Dr. Skelly: Experimental evidence is reported in the paper (hat the dye is adsorbed rapidly on the fibre, diffused and fixed (Figure 4 and Table 6). The extremely rapid levelling. even a t low temperatures, of the dye in the solvent phase is also surprising. This observation obviously requires further study but it does appear that the dye-solvent phase distributes itself very uniformly, either within or around the fibre without undue swelling of the fibre. The solubility of water in
1x6 JSLX’ J u n e 1975

2-phenoxy ethanol and benzyl alcohol, although small. cannot be ignored.
Mr C. J. Wright: I . I t would appear that some concentration of negative elcctrolyte (hydrophilic) is an advantage in the practice and economics of solvent dyeing. Do you agree? 2. In very low liquor ratio solvent dyeing of polyester, d o the dyeings produced have the usual degrees of general fastness, particularly to washing and light?
Dr. Skelly: I . The addition of small quantities of water is known to increase the exhaustion of disperse dyes on to polyester fibres from perchloroethylene. The process, how- ever, may be difficult to control. 2. Dyeings produced from low liquor ratio solvent dyeing, provided they arc properly cleared, possess the normal fastness properties associated with the particular dyes.
Dr. W. Ingamells: I . Could the apparently different effects of benzyl alcohol and phenoxy ethanol, when compared with o-dichlorobenzene, be due to the different partition coef- ficients? The more soluble compounds will have lower partition coefficients and therefore less of the solvent will go into the fibre compared weight for weight with the other solvents. If too much carrier goes into the fibre, structural changes may take place in the fibre which reduce the dyeability. This is so with diphenyl when applied in different concentrations to polyester. 2 . Also, the changes could affect the solubility parameter of the fibre, since the theory is intended for amorphous polymers -polyester fibres, particularly after commercial processing are not amorphous.
Dr. Skelly: Both points raised by Dr. lngamells are valid.
Have colour anomalies been observed between two-phase and conventional aqueous dyeing of polyester when dyeing binary or tertiary mixtures? Has the author attempted to apply this technique to the dyeing of cotton, which might enable simultaneous dyeing of blends of cotton and polyester?
Dr. Skelly: No anomalies have been observed on texturised polyester yarn and fabric in dyeing carried out by either conventional aqueQus dyeing or the two-phase solvent assisted method. Both commercial and pigment forms of disperse dyes have been used. The dyeing of cotton has not been investig- ated.
Dr. G. A. Best: The Department of Oceanography at Liverpool University has been carrying out some recent work on sampling the surface water of the Atlantic Ocean. The sampling is designed so that only the t o p 5 pm is taken as this layer tends to accumulate oily deposits and fatty material. One surprising and alarming result from this work is the extensive distribution of chloroform, trichlorethylene and tetra- chlorethylene in the surface waters. (Nature, 242 (1973) 37-38). The findings could have serious implications, particu- larly as these chlorinated hydrocarbons may be toxic to the planktonic life in the ocean.
Can Dr. Skelly assure me that the design of equipment for solvent dyeing will not allow releases of these compounds into the atmosphere from whence they may further contribute to the oceanic loading?
Dr. Skelly: Every effort is made by machine manufacturers to recover all the chlorinated solvents used in textile processing, and improvements in machine design are constantly being made with this point in mind. However, a complete assurance, such as is required by Dr. Best, cannot be given.
Mr R. B. Love: I n the two-phase dyeing experiments of poly- ester, were commercial or pure dyes used?
JSDC June 1975 187