Embed Size (px)
Citation preview

Submitted To:
Mahamudul Islam
Lecturer
Department of Textile
Submitted By:
MD. Mazadul Islam Ripon
ID: 2013000400016
Batch: 22 Sections: WPT
Submission date: 16/04/2016
SOUTHEAST UNIVERSITYDepartment of Textile Engineering
Technical Development Of Wet Processing

1
ContentsIntroduction.................................................................................................................................................1
Technical Developments in Wet Processing:...............................................................................................2
Dyes and Chemicals.....................................................................................................................................2
Preparation Innovations..............................................................................................................................5
Dyeing Innovations......................................................................................................................................6
Printing Innovations..................................................................................................................................11
Finishing Innovations.................................................................................................................................12
Digital Printing...........................................................................................................................................16
Biotechnology............................................................................................................................................17
Nanotechnology........................................................................................................................................18
Ultrasonic assisted Textile Processing:......................................................................................................20
Conclusion:................................................................................................................................................22
Reference:.................................................................................................................................................22

2
Introduction The textile industry has been developing rapidly and newer technologies are introduced and the only formula for survival is encapsulating those innovations into the manufacturing process and making the best of use them for increasing the productivity and quality, says Chitra Siva Sanker.
Textile industry is a traditional and a very old industry, and has been amidst almost all kinds of culture around the world from the very beginning, which almost proves the point that the history of human culture and the textiles are the same. A wide spectrum of processes is involved in the textile industry. Starting from fiber manufacturing to the final processing and garmenting stage, involves a lot of technologies and skills, which leads to a quality conversion of fibers into the ultra-modern fashion or a high performance commodity in the case of technical textiles.
The first major change in the textile industry took place somewhere during the industrial revolution which lead to the advent of the machines in to the manufacturing processes in the textile industry. This major breakthrough lead to reduction in the work load of the labours and pronounced the dawn of machines in the textile industry. After that there have been a lot of developments in the various sectors of the textile industry, and the following would throw light on the latest developments that have taken place in the major segments of textile industry, namely spinning, weaving, knitting and processing.
Technical Developments in Wet Processing:The uniformity of dyed materials mainly depends on the efficiency of fabric preparatory processes. The removal of natural and added impurities thoroughly from the fabrics to achieve uniform whiteness throughout the fabrics is most important for the production concern. Many factors exert significant influences upon the path of technological developments in the wet processing and many of the factors include comparable quality with existing processes with or without value addition, chemical compatibility to provide multi-functional process, cost reduction by minimizing the use of energy and water, increased levels of process control, monitoring and automation, eco-friendly application methods etc. Developments that occur in other branches of engineering and technology are effectively utilized in various processes of textile processing, also, to meet the best requirements for the production sector.
Textile processing industry is one of the largest industrial users of process water and huge quantities of complex chemicals that are used in different stages of processing. There have been a lot environmental concerns for the processing sector in the last few years. Hence the wet processing industry of the future should be cost effective, environmental-friendly and also very gentle to the textile materials. The following will throw light on a very innovative

3
environmental-friendly concept of dyeing, supercritical carbon dioxide dyeing.
Dyes and Chemicals
Americhem :
Cuyahoga Falls, Ohio-based Americhem, a supplier of additives for fiber producers, offered two new products — mBrace, a reach compliant hydrophilic additive; and Nofia, a non-halogen flame retardant (FR) additive for polyester. Americhem also provides a new master batch service; color trend reports; and has opened a new technical center in Manchester, England, for customer product development.
The central component Archroma’s Inkpresso system is the Inkpresso Ink Formulation Unit.
Archroma :
Switzerland-based Archroma showed two non-fluorine water repellent finishes Smart repel Hydro CMD for cotton and cotton blend fabrics, and Smart repel Hydro PM for man-made fabrics. Both products are based on microencapsulation technology. Archroma also introduced Earth colors, a line of dyes manufactured from nut shells, leaves and other agricultural waste. Six dyes are available yielding brown, grey, and olive shades and are applied using a similar processes to the process used with sulfur dyes. A key feature of the Earth colors program is a traceable supply chain from raw material to retailer, ensuring that sustainable processes were carried out in the production of the dyed garment.
Avocet Dye & Chemical Co. Ltd :
England-based Avocet Dye & Chemical Co. Ltd. exhibited several Oeko-Tex® approved flame retardants. cetaflam DB9 is a durable finish for polyester fabrics, Cetaflam PD 3300 is a a semi-durable finish for cotton fabrics, and Cetaflam PD 3MW is a non-durable finish suitable for multiple fibers.
A variety of new textile chemicals were presented by Germany-based CHT/Bezema Group. Vario Bleach 3E is a bluesign-approved bleaching agent for cotton fabric, which is effective at 70°C. Ecoperl Active is CHT’s non-fluorine water repellent offering, and Egasol Up is a unique polyester dye bath additive that allows for very rapid dye bath heating — 5°C/minute — while maintaining level dyeings.
Daystar :
Dyestuff producer Singapore-based daystar offers realan Black MF-PV, a new black dye for wool as an alternative to Mordant Black 9. A fiber reactive dye series called Levafix ECO, which is not based on p-chloroaniline, ECO Black, Navy, Forest currently are available.

4
Green Wave Global Ltd:
India-based Green Wave Global Ltd. showed a novel enzyme for bleaching cotton. Progen+ is active under neutral conditions at 60°C and forms peracetic acid in-situ. Excellent whiteness, minimum fabric degradation, and acceptable mote removal are achieved.
HeiQ Materials AG :
More non-fluorine water repellents were exhibited by Switzerland-based HeiQ Materials AG. Barrier ECO-Dry for man-mades and Barrier ECO-Cel for cotton and cotton blends offer enhanced durability
Kyung-In Synthetic Corp. (Kisco) :
A Korea-based dyestuff supplier presented Synozol Ultra DS dyes, a series of seven dyes for medium and dark shades that can be used in exhaust, continuous, and screen-printing applications.
Novozymes :
Denmark-based enzyme supplier Novozymes, emphasized four concepts for processing textiles with enzymes: denim processing; biopolishing at a neutral pH with a silicone softener; processing Tencel/cotton blends; and fully preparing cotton with only enzymes and natural soaps. The latter process was demonstrated with the Geo towel, a soft, absorbent 100-percent cotton towel.
Prochimica Novarese S.p.A :
Novel chemical coatings containing graphene were shown by Italy-based Prochimica Novarese S.p.A. These coatings combined graphene — sheets of single layer carbon atoms — with traditional coating materials to provide electrically conductive, antistatic and water-repellent properties to textiles.
Pulcra Chemicals :
Germany-based Pulcra Chemicals focuses on active textile finishes. Highlights include Silvadur®, a silver-based antimicrobial with a patented release mechanism; and Repellan® ECO100, a non-fluorine water repellent with bluesign, GOTS, and Oeko-Tex approvals.
Schill+Seilacher GmbH :

5
A new halogen-free FR product was presented by Germany-based Schill+Seilacher GmbH. Flacavon FU3110 is intended for use with polyester technical textiles and home furnishings. The company reports it anticipates commercializing a non-fluorine water repellent soon.
Preparation Innovations
Benninger AG :
Switzerland, presented knit processing machinery with a focus onreduced carbon footprints to reduce the environmental impact of wet processing. Wet-on-wetmercerizing is said to reduce carbon emissions by 40 percent owing to elimination of a drying step.The high-efficiency Trikoflex drum washer uses less than half the amount of water compared toconventional washers. Utilizing a cold pad batch dyeing process with the Benninger Küsters Dye Pad can produce 60-percent less carbon emissions compared to exhaust dyeing.
Goller: Part of Germany-based.
Fong’s Europe GmbH:
The European arm of Fong’s Industries Co. Ltd., Hong Kong — displayed the Sintensa Plus, the latest in the Sintensa line of preparation equipment for knitted goods. A high level of automation and precise control of fabric tension provides well-prepared fabrics using less water, energy and chemicals than in the past.
Italy-based:
Sperotto Rimar :
Part of Santex AG, Switzerland, showed the Nova solvent scouring system. This continuoussystem uses perchloroethylene to scour fabrics made with natural and man-made fibers, withsignificantly reduced energy consumption compared to conventional aqueous preparationranges. No additional chemical auxiliaries are required, and increased productivity is seen.
Lafer S.p.A:
Presented the liquid ammonia treatment range Permafix for knit goods. Specially designed rollers control fabric shrinkage and 95-percent of the ammonia used during processing can be recovered and recycled.
Karl Menzel Maschinenfabrik GmbH & Co:

6
A singer designed for wide nonwovens was shown by Germany-based Karl Menzel Maschinenfabrik GmbH & Co. The singer has enhanced process controls with improved fuel efficiencies and higher production speeds, according to the company.
Italy-based MCS Group debuted the Star wash FS, an open-width drum washer designed for efficient of washing digital prints under minimum tension. MCS also presented the Multi wash, a combination J-box and spray rope washer that provides efficient washing with significant savings of time and energy.
Dyeing Innovations
Alliance Machines Textiles :
France exhibited several dyeing machines with unique features. The Rotora Y&F is designed todye yarn packages and beams of fabric at the same time in one machine, leading to a claimedleading to a claimed 50-percent cost savings over conventional processes. For piece dyeing, the Riviera Eco Green can dye a variety of woven and tubular or open-width knits at a liquor ratio of 3:1.
Acme Machinery Industry Co. Ltd.:
A dyeing machine with the capability to dye knit and woven fabrics at extremely low liquor ratios was introduced by Acme Machinery Industry Co. Ltd., Taiwan. The AM-ICD incorporates a conveyor belt system that allows polyester to be dyed at a liquor ratio of 1:2.5 and cotton to be dyed at a liquor ratio of 1:3.5 under very low tension.
Adaptive Control Solutions Inc .:
England-based Adaptive Control Solutions Inc. presented the Flow Book, a data storage system that captures all relevant dyehouse data, which can be displayed on smart phones to allow for rapid information transfer.
Cubotex S.r.l. :
An improved hank dyeing machine was shown by Italy-based Cubotex S.r.l. The Unimat was designed to combine the capabilities of both cabinet and spray machines into one and can operate at temperatures of up to 100 °C with 30-percent less dye bath, according to the company.
DyeCoo Textile Systems BV :
The Netherlands-based DyeCoo Textile Systems BV has commercialized its super critical carbon dioxide beam dyeing machine in Taiwan and Thailand. According to the company, polyester fabric can be dyed to 98 percent dye exhaustion with no need for the usual reduction clearing step with overall process savings of 40 to 50 percent realized. If preparation prior to dyeing is required, conventional aqueous preparation should be carried out.A ready for commercialization

7
dyeing machine for dyeing polyester yarn packages with super critical carbon dioxide was presented by eCO2dye, Allentown, Pa. Units with yarn capacities of 10, 50, and 100 kilograms (kg) are available with 50-percent reductions in energy and chemical usage expected, according to the company.
CHTC Fong’s Industries Co. Ltd. :
Hong Kong-based CHTC Fong’s Industries Co. Ltd. highlighted the Superwin, a package dyeing machine with the capability of employing a unique single flow procedure with appropriate yarns. Liquor ratios as low as 1:3 can be achieved.
Loris Bellini S.p.A:
Italy, known for yarn dyeing and drying expertise, emphasized several products in this area. The APPC-LV, a pressure cabinet for dyeing yarns in hank form, combines excellent performancewith low water and steam consumption; while the ABP, an automatic spray-dyeing machine, isdesigned for delicate yarns on hanks. For yarns in package form, the RBNO-I for horizontal package-dyeing and the RBNV-I for vertical package dyeing provide shortened processing timesand reduced water and energy usage. After package dyeing, the ARSPV vertical dryer and theARSPO horizontal dryer can recover 90 percent of the drying energy to produce hot water for use in the dye house.
Brazzoli S.p.A:
Italy, showed several innovative piece-dyeing machines. The InnoEcology machine is able to dye cotton at a liquor ratio of 3.7:1 with lower liquor ratios possible for man-made fibers. Fabric

8
speeds can be increased by 50 percent, while nozzle pressures are reduced by up to 40 percent.Effective dyeing of two fabric strands per tube at a liquor ratio of 3.5:1 is the premise behind the InnoTwin. Dyeing times and energy consumption can be reduced by 20 percent compared to typical dyeing systems. The unique InnoTech machine uses two conveyor belts typical dyeing to carry the fabric in the machine, allowing for very delicate fabrics to be dyed at liquor ratios from 3.1 to 5.1.
Flainox S.r.l:
Italy exhibited garment-dyeing machines that were redesigned to provide a more sustainable, environmentally friendly dyeing process. In particular, the NRG line has been ISO 14064- and PASSES 2050-certified to have reduced carbon emissions. Not only are the machines capable of dyeing garments at liquor ratios as low as 4:1, they also use 60-percent less water, 50-percent less steam and up to 20-percent less chemicals than other garment-dyeing machines. In addition, Flainox manufactures its machines in facilities powered by renewable energy sources.
The Allwin HT package-dyeing machine can dye a variety of fiber and blends at a liquor ratio as low as 4:1 with 40-percent less energy and water use and significantly lower chemical costs than comparable machines. Overall production costs are estimated to be 30-percent lower. The latest generation of the TEC series of high-pressure, high-temperature. dyeing machines is able to achieve high-quality dyeing of natural, man-made and blended fibers with reduced energy and water usages.
Fong’s Europe GmbH:
Germany-based Fong’s Europe GmbH showed the Goller Economica Dye Pad, a heated dye pad designed for open-width knit goods. The pad has been designed to minimize fabric distortions on delicate fabrics.

9
Lab-Pro’s Dyewa machine features a rotating perforated beam whereby the dye bath is sprayed from the interior of the beam onto the fabric wound on the beam.
Gaston Systems Inc.:
Stanley, N.C., showed an upgrade of its Formula N foam dyeing system. Up to five foam heads can be used to overdye denim fabric with fiber reactive dyes at a total 30-percent wet pickup. The system can be configured to treat both sides of the fabric if desired.
Gofront Holding Ltd. :
Hong Kong, showed a variety of very low-liquor-ratio machines. The Excel GF241XL was designed to dye yarn packages with a liquor ratio of 3:1. For piece dyeing, the Airforce Extreme machine can process fabrics efficiently at a 2.8:1 liquor ratio. The savings in water, energy and steam are significant.
Lab-Pro GmbH :
A truly innovative beam dyeing machine was debuted by Switzerland-based Lab-Pro GmbH. The Dyewa machine features a rotating perforated beam whereby the dye bath is sprayed from the interior of the beam onto the fabric wound on the beam. Both cotton and polyester fabrics can be dyed in 200 kg batches using up to 40-percent less water than conventional beam dyeing, according to the company.
Laip S.r.l :

10
Italy-based Laip S.r.l. offered two low liquor ratio jet-dyeing machines. The Airjet 2000 can dye fabric at a liquor ratio of 1:3, while the Jet 250HT is capable of operating at a liquor ratio of 1:1.8.
Morrison Textile Machinery :
A new wash box design for indigo dye ranges was shown by Morrison Textile Machinery, Fort Lawn, S.C. The Peak washer has a patented flow system that reduces water usage by 50 percent, and also leads to increased rebeaming efficiency by minimizing yarns distortions, according to the company.
Oasis Dyeing Systems LLC :
Oasis Dyeing Systems LLC, Leesville, S.C., presented the Oasis process, a continuous dyeing process for 100-percent cotton that incorporates a Gaston County foam dyeing system on fabric that has previously been pretreated with the Oasis treatment. This treatment permits fiber reactive dyeing with no salt, alkali, thickeners or after washing.
Obem S.p.A.:
An automated package dyeing machine for lab and pilot plant was introduced by Obem S.p.A., Italy. The four-tube machine can accommodate up to 10 packages per tube in either a horizontal or vertical configuration with automated loading and unloading.
Rousselet Robatel :
France-based Rousselet Robatel displayed its continuous treatment line for fiber bleaching, dyeing, and finishing applications. The conveyor belt system can accommodate production speeds from 100 to 1,000 kg per hour.
Sedo Engineering S.A. :
A new approach to indigo dyeing called Smart-Indigo™ was shown by Switzerland-based Sedo Engineering S.A. Leuco indigo is produced electrically under an argon atmosphere resulting in reduced pollution and significantly reduced chemical costs, according to the company
Lower Sep. :
Italy, presented an automated color kitchen system that weighs powder dyestuff with the Super color unit and uses the Demotic unit to dissolve and dispense the dyestuff to the dyeing machine. The Dos-Chem system is used to dispense auxiliary chemicals to the dyeing machine.
MCS Officina Meccanica S.p.A. :
Italy, exhibited a more efficient piece-dyeing machine. The Dynamical has proprietary pumping and dosing systems and was designed to run at a liquor ratio of 3.5:1. Both single-rope and

11
multiple-rope versions are available as well as special models for upholstery and toweling.
Sclavos S.A. :
Greece showed the Athena 2 piece-dyeing machine. This machine boasts very low water and energy consumption along with minimal tension and abrasion. Then Machine, also part of Fong’s Europe, presented several innovative dyeing machines.The LOTUS (long tube sensitive) machine was developed to dye sensitive fabrics at the extremely low liquor ratio of 2:1 using Then’s AIRFLOW® technology. The latest iteration of Airflow development is the Synergy 600G2, which incorporates a self-cleaning filter system that can save significant processing time. The TDS dye house management system can link an automated color kitchen, dye and chemical dissolving unit, and dispensing system for complete.
Tecnorama :
Italy-based Tecnorama exhibited Shakerama, a high-temperature laboratory dyeing system that simulates the liquor ratios and mechanical action of production dyeing machines. Dyes and chemicals are automatically measured and dispensed by the system.
An innovatively designed jet-dyeing machine was presented by Fong’s Europe. The Then Supratec LTM features adjustable liquor ratios — ranging from 1:6 to 1:12 — and kier angles to accommodate a wide range of fabrics. The Then Airflow® Synergy 8 jet-dyeing machine on display at ITMA can operate at liquor ratios of 1:3.5 and consuming up to 25-percent less energy, according to the company.
Thies GmbH & Co. KG :
Germany was designed to dye fabrics with minimum tension at a liquor ratio of 4:1 while reducing total water and energy consumption. Its adjustable internal walls and Teflon®-lined chamber allow a wide variety of fabrics to be processed successfully. To provide companies a link between laboratory-scale and full-production machinery, the mini-Master, a pilot-plant version of the iMaster H2O, was developed. For package dyeing, the eco-bloc quattromini-bloc can dye yarns in quantities down to 50 grams. Treatment of rinsing liquor can be carried out on the dyeing machine with the Advanced after treatment Process (AAP) system that uses active oxygen to decolorize rinse water before discharge. The hank Master provides reduced water and energy consumption for dyeing yarns in hank form.
Printing Innovations
Durst Phototechnik AG :
Italy, introduced the Kappa 180, an ink-jet printer that uses the proprietary Quadro print head system to produce printed goods using acid, reactive or disperse dyes at speeds up to 606 square

12
meters per hour (m2/hr). All important printing parameters can be monitored remotely using the Durst Advanced Remote Diagnostics (DARD™) system for process control.
Forbo Siegling GmbH :
Germany showed the Print 6646-2.15E printing blanket. The blanket was designed with single-ply construction to allow maximum repeat accuracy with rotary screen printers.
Jakob Müller AG :
Switzerland, unveiled the MDP2 MÜPRINT2, an ink-jet printing system for narrow polyester fabrics measuring 15 to 400 millimeters (mm). Up to 16 rolls at 15-mm width can be printed simultaneously at a speed of 0.4 meters per minute (m /min).
Stork Prints BV :
The Netherlands, introduced a new digital printer. The Sphene, with new PrinterServer 7 RIP software, can print eight colors on fabrics 1.85 meters wide at speeds up to 555 m2/hr with 600 dots per inch (dpi) resolution. The newest printer in the Pegasus line, the Pegasus EVO, was shown with enhanced flexibility and remote diagnostic capabilities. The digital drive introduced with the EVO can be retrofitted on older printers, offering customers an opportunity to upgrade equipment at minimum capital cost. A milestone in printing speed was reached with the Xennia Osiris digital printer from.
Xennia Technology:
United Kingdom. The Osiris is capable of printing speeds of 30 m/min (3,330 m2/hr) at 144-dpi resolution, providing a low-cost option for both sample lots and short production runs. For very wide substrates, the Xennia Emerald digital printer can print material as wide as 3.4 meters at a resolution of 600 dpi with 600-m2/hr speed.
Zimmer Maschinenbau GmbH :
Austria, introduced the Colaris printer, touted as the most economical digital printer available. This printer can print eight colors on fabrics up to 3.2 meters wide ranging from lightweight silk to heavy toweling, and can be joined to an inline continuous pretreatment range. Printing speeds range up to 1,200 m2/hr depending on the specific configuration chosen, and resolution up to 720 dpi can be achieved.
Finishing Innovations
Arioli S.p.A:
Italy, exhibited an atmospheric pressure plasma unit for surface cleaning and etching, graft polymerization, and thin film deposition. A modified corona discharge electrode system provides

13
the helium-based plasma in the roll-to-roll lab and production units. Fabrics can be treated in 2.4-meter width at 25 m/min.
Brückner Trockentechnik GmbH & Co. KG :
Germany, introduced several additions to its Techno-Line coating line. New applicators were shown that allow simultaneous coating of bi-elastic knitted fabrics on upper and lower sides of the fabric in line with a tenter frame.
APJeT Inc :
Commercial scale atmospheric pressure plasma equipment was shown by APJeT Inc., Morrisville, N.C. A variety of surface properties — including repellency, antimicrobial and antistatic — can be achieved in a continuous process without heat or water. APJeT’s Morrisville facility is available for pilot trials and proof of concept experiments.
Cavitec AG :
Switzerland-based Cavitec AG, a member of the Santex Rimar Group, introduced the Cavimelt P+P, a hot melt coater/laminator designed for small production lots and startup companies. Cavitec has incorporated the unwinding and rewinding sections into the compact unit to reduce the machine’s overall footprint.
Europlasma NV :
A vacuum plasma system was shown by Belgium-based Europlasma NV. The Plasma Guard system currently offers seven different surface treatments for garments and small articles.
Biancalani S.r.l :
Italy-based Biancalani S.r.l. exhibited the Brio® 24, a low-tension dryer for knit goods. A combination of vibrating trays and hot air flow allows for high throughput with minimal fabric distortions, according to the company.

14
Brückner’s Power-Frame Ecoline offers enhanced air flow and heat recovery.
Erhardt + Leimer GmbH :
Germany showed several useful tenter frame add-ons. The ELCut BTA 80 trims the glued edges of fabric at the tenter exit and suctions away the trim automatically. The ELCount system uses high-resolution cameras to automatically measure the pick count of fabric as it enters and exits the tenter. Fabric temperature and residual moisture as well as exhaust moisture and tenter temperature can all be monitored with the ELMat system.
Fibroline :
France presented its D-Preg™ dry powder impregnation system for composites and technical textiles. Dry thermosetting, thermoplastic or functional powders are imbedded in the textile with the aid of a high-voltage electric field. Further thermal processing produces the final finished textile without the need for water or solvent evaporation.
Kusters Calico Machinery Ltd. :
India, exhibited the TwinNip, a new padder for wet-on-wet finishing. The compact padder has a low footprint for reduced space requirements and can be used as both a double- and single-dip padder. An S-Roll is employed to provide the maximum dewatering of incoming wet fabric.
Iberlaser:
Spain-based Iberlaser exhibited equipment for the continuous laser treatment of denim. The Delta machine is designed to treat full-width denim fabric, while the Zeta machine is intended for treating denim garments.

15
Icomatex S.A. :
Spain-based Icomatex S.A. presented an innovative approach to wash box design. The Icowash incorporates submerged vacuum slots to enhance washing efficiency. Higher production speeds, cleaner fabrics, and reduced water consumption are benefits reported by the company.
Lafer :
A new knit compactor was shown by Lafer. The Go-Rubber is an open-width knit compactor that includes both rubber and felt belts to efficiently achieve high levels of compaction.
Mahlo GmbH & Co. KG :
Germany, displayed the Orthopac CRVMC-12, a web-straightening system featuring a patented concept that automatically measures the web and adjusts the drives to maintain the input parameters. The system can process a wide range of fabrics from carpets to technical textiles.
Navis TubeTex :
Two tubular knit processing machines were shown by Navis TubeTex, Lexington, N.C. The SCS Spirality Correction System — is a patented system that efficiently removes torque from tubular knits. The company also highlighted the Pak-Nit e3+, which is a high-speed tubular knit compactor that can process two strands simultaneously.
Santex-Rimar AG :
Switzerland-based Santex-Rimar AG, a member of the Santex Rimar Group, introduced the SantaSynpact, an open-width-knit compactor. The SantaSynpact combines rubber and felt belts and can reach production speeds of up to 60 meters per minute.
Sperotto Rimar :
The Decofast 3.5 was exhibited by Italy-based Sperotto Rimar, also a member of the Santex Rimar Group. This high-speed continuous pressure decator can process a variety of natural, man-made, and blended fabrics.
Monforts Textilmaschinen GmbH & Co. KG :
Germany, offered several new or improved products for fabric finishing. The redesigned Montex 8000 tenter frame has improved air flow to reduce chemical or dye migration during drying, as well as the Eco Booster HRC that uses exhaust air to heat incoming air. The Matex Eco-applicator is a kiss roll chemical applicator for wet-on-dry or wet-on-wet finishing that can treat both sides of a fabric with minimum wet pickup while automatically adjusting the kiss rolls to maintain the desired wet pickup. The redesigned Monfortex 8000 provides compressive shrinkage to fabric at 20-percent-higher speeds with 40-percent-less water usage and 20-percent-longer belt life.

16
Monforts’ redesignedMontex 8000 tenter frame offers improved air flow to reduce chemical or dye
migration during drying.
Morrison Textile Machinery Co:
Fort Lawn, S.C., exhibited a closed-loop Sanfor machine, the SanforTROL™. This compressive-shrinkage machine measures shrinkage continuously online, and controls temperature and moisture levels to automatically maintain the desired shrinkage within set parameters.
Oerlikon Textile Components GmbH :
Germany highlighted an improved belt for compressive shrinkage. The Daytex® Shrinkage Belt is seamless and has unique curved edges to increase belt life significantly.
Ontec :
Germany showed a complete line of coating systems. Coating units are available for offline coating as well as coaters that mount directly on warp knit or looms.
Cintex-Pleva:
Switzerland, offered the ECO-OPTIDRY controller for drying and heat-setting processes. Actual energy consumption is calculated in real time and displayed for use in process optimization. Energy savings of 30 percent can be realized.
Santex :

17
Introduced three innovative products. The ESC-Energy Saving Chamber is an additional drying zone that when installed on an existing tenter frame utilizes the heat of exhaust air to increase dryer capacity by 15 percent. A new coating/laminating machine, the Cavi 2 Coat, is designed to coat substrates with any of four different coating heads for hotmelt applications. The Synpact compacting machine combines a rubber belt shrinkage unit with a felt blanket shrinkage unitto yield a process that offers twice the speed realized on traditional felt shrinkage machines.
Stalam S.p.A :
Italy, exhibited the RF 180 kW dryer. This radio-frequency dryer for yarn packages has the capacity to dry more than 9 tons per day of cotton yarn.
The X-treme XEB shown by:
Xetma Vollenweider AG :
Switzerland is a new brushing, sueding and emerizing machine with higher speed — 100 m/min and greater energy input to provide higher productivity. A unique quick-change system allows rapid replacement of components. The new X-plore XCS shears carpets up to 6 meters wide with special heavy-duty units.
Zimmer’s Triplexcoat machine:
Zimmer’s Triplex coat machine can coat fabric with knife-over-air, knife-over-roll, orrotary screen technologies. In addition, slot nozzle and foam coating options are available.Substrates up to 3.4 meters wide can be accommodated at speeds up to 100 m/min.
Digital PrintingDigital printing is so far one of the most exciting developments in the textile industry. Not only does it open up endless opportunities for customization, small run printing, prototyping and experimentation but it also puts textile printing within the budget of your average illustrator. Digital textile printing can reproduce unlimited colors and shades but as with most forms of printing what you see on screen is not necessarily what you get back. In fact inkjet direct printing on textiles has become quite significant in recent years in both the large format and the tape segment, taking market share from the previously dominant screen- and transfer-printing technologies.
The inks used in digital printing are formulated specifically for each type of fiber [cotton, silk, polyester, nylon, etc]. In theory, inkjet technology is simple a print head ejects a pattern of tiny drops of ink onto a substrate without actually touching it. Dots using different colored inks are combined together to create photo-quality images. There are no screens, no cleanup of print paste, little or no wastage. During the printing process, the fabric is fed through the printer using rollers. The chemicals required for fixation of the dyes have to be applied by padding or coating application prior to ink jet printing. However, even with the application of the conventional print chemicals color yield is still not

18
comparable to that achieved by conventional printing processes. This is the main due to the very much smaller amount of ink formulation applied by the print head where, ink is applied to the surface in the form of thousands of tiny droplets. Actual amounts applied by the various print technologies differ depending on the actual print head principle, nozzle size [drop volume], frequency rate [which determines the number of drops /second].
The fabric is then finished using heat and/or steam to cure the ink [some inks also require washing and drying]. Digitally printed fabric will wash and wear the same as any other fabric, although with some types of ink you may see some initial fading in the first wash Figure 3.
For textile ink jet application to be successful, the dye or textile chemists and the media must work in a close relationship with the systems integrator [and the print head developer.
BiotechnologyTextile processing has benefited greatly in both environmental impact and product quality through the use of enzymes. As using of enzymes in textile processing and after-care is already the best established example of the application of biotechnology too. From the 7000 enzymes known, only about 75 are commonly used in textile industry processes. The principal enzymes applied in textile industry are hydrolases and oxidoreductases. The group of hydrolases includes amylases, cellulases, proteases, pectinases and lipases/esterases. Amylases were the only enzymes applied in textile processing until the 1980s. These enzymes are still used to remove starch-based sizes from fabrics after weaving. Cellulases have been employed to enzymatically remove fibrils and fuzz fibers, and have also successfully been introduced to the cotton textile industry.
Further applications have been found for these enzymes to produce the aged look of denim and other garments. The potential of proteolytic enzymes was assessed for the removal of wool fiber scales, resulting in improved anti-felting behavior. However, an industrial process has yet to be realized. Esterases have been successfully studied for the partial hydrolysis of synthetic fiber surfaces, improving their hydrophobicity and aiding further finishing steps. Besides hydrolytic enzymes, oxido reductases have also been used as powerful tools in various textile-processing steps. Catalases have been used to remove H2O2 after bleaching, reducing water consumption. Enzymes have also been widely used in domestic laundering detergents since the 1960s such as proteases which used for removing grass, blood, egg, sweat stains and Lipases used for Lipstick, butter, salad oil, sauces etc. Future developments in the field of textile after-care also include treatments to reverse wool shrinkage as well as alternatives to dry cleaning. On the other hand, Natural and enhanced microbial processes have been used for many years to treat waste materials and effluent streams from the textile industry. Conventional activated sludge and other systems are generally well able to meet BOD and related discharge limits on most cases. However, the industry does face some specific problems which are both pressing and intractable. They include color removal from dyestuff effluent and the handling of toxic wastes including PCPs, insecticides and heavy metals. These are not only difficult to remove by

19
conventional biological or chemical treatment but they are also prone to ‘poison’ the very systems used to treat them.
Reactive dyes are particularly difficult to treat by conventional methods because they are not readily adsorbed onto the activated sludge biomass where they could be degraded. Currently one approach to this problem is direct microbial attack on the azo linkage of organic dyestuffs, leading to their complete degradation in solution. Alternative approaches being evaluated in the UK include the use of biologically active materials such as chitin to absorb color. Researchers in some developing countries are experimenting with more readily available and cheaper local sources of biomass such as straw pulp and even residues from biogas reactors.
NanotechnologyThe concept of Nanotechnology is not new; it was started over forty years ago. Nanotechnology is defined as the utilization of structures with at least one dimension of Nanometer size for the construction of materials, devices or systems with novel or significantly improved properties due to their nanosize. Nanotechnology not only produces small structures, but also an anticipated manufacturing technology which can give thorough, inexpensive control of the structure of matter. Nanotechnology can best be described as activities at the level of atoms and molecules that have applications in the real world. Nanotechnology also has real commercial potential for the textile industry. This is mainly due to the fact that conventional methods used to impart different properties to fabrics often do not lead to permanent effects, and will lose their functions after laundering or wearing. Nanotechnology can provide high durability for fabrics, because nanoparticles have a large surface area to volume ratio and high surface energy, thus presenting better affinity for fabrics and leading to an increase in durability of the function. In addition, a coating of nanoparticles on fabrics will not affect their breathability or hand fee. So Coating is a common technique used to apply nanoparticles onto textiles. The coating compositions that can modify the surface of textiles are usually composed of nanoparticles, a surfactant, ingredients and a carrier medium. Several methods can apply coating onto fabrics, including spraying, transfer printing, washing, rinsing and padding of these methods, padding is the most commonly used. The nanoparticles are attached to the fabrics with the use of a padder adjusted to suitable pressure and speed, followed by drying and curing Figure 5.
Water repellence: as nano tex improves the water-repellent property of fabric by creating nano whiskers, which are hydrocarbons and 1/1000 of the size of a typical cotton fiber, that are added to the fabric to create a Peach fuzz effect without lowering the strength of cotton. The spaces between the whiskers on the fabric are smaller than the typical drop of water, but still larger than water molecules; water thus remains on the top of the whiskers and above the surface of the fabric. However, liquid can still pass through the fabric, if pressure is applied. About using nanotech in
UV protection: it was found that inorganic UV blockers are more preferable to organic UV blockers as they are nontoxic and chemically stable under exposure to both high temperatures and UV. Inorganic UV blockers are

20
usually certain semiconductor oxides such as TiO2, ZnO, SiO2 and Al2O3. It was determined that nano sized titanium dioxide and zinc oxide were more efficient at absorbing and scattering UV radiation than the conventional size, and were thus better able to block UV. For imparting Anti-bacterial properties, nano-sized silver, titanium dioxide and zinc oxide are used. Metallic ions and metallic compounds display a certain degree of sterilizing effect. Nano silver particles have an extremely large relative surface area, thus increasing their contact with bacteria or fungi, and vastly improving their bactericidal and fungicidal effectiveness.
Concerning antistatic: Static charge usually builds up in synthetic fibers such as nylon and polyester because they absorb little water. Cellulosic fibers have higher moisture content to carry away static charges, so that no static charge will accumulate. As synthetic fibers provide poor anti-static properties, research work concerning the improvement of the anti-static properties of textiles by using nanotechnology were conducted. It was determined that nano sized titanium dioxide, zinc oxide whiskers, nano Antimony-Doped Tin Oxide [ATO] and silane nano sol could impart anti-static properties to synthetic fibers. TiO2, ZnO and ATO provide anti-static effects because they are electrically conductive materials. Such material helps to effectively dissipate the static charge which is accumulated on the fabric. On the other hand, silane nanosol improves anti-static properties, as the silane gel particles on fiber absorb water and moisture in the air by amino and hydroxyl groups and bound water. In addition to impart
Wrinkle resistance: to fabric, resin is commonly used in conventional methods. However, there are limitations to applying resin, including a decrease in the tensile strength of fiber, abrasion resistance, water absorbency and dye ability, as well as breathability. To overcome the limitations of using resin, some researchers employed nano titanium dioxide and nano silica to improve the wrinkle resistance of cotton and silk respectively. nano titanium dioxide was employed with carboxylic acid as a catalyst under UV irradiation to catalyze the cross-linking reaction between the cellulose molecule and the acid. On the other hand, nano silica was applied with maleic anhydride as a catalyst, the Figure 5 results showed that the application of nano-silica with maleic anhydride could successfully improve the wrinkle resistance of silk.
Ultrasonic assisted Textile Processing:
Sound waves have been classified into infra-sound (up to 16Hz), audible sound (16 Hz –16000 Hz) and ultrasound which include sound waves higher than audible sound with a frequency above approximately 16 kHz up to 106 kHz. Unlike gases and liquid, in solids both longitudinal and transverse waves are transmitted. The effects of ultrasonic actually arise from the way in which sound is propagated through the medium. In liquids, longitudinal vibrations of molecules generate compressions and rare factions, i.e., areas of high and low local pressure. The latter results in the formation of cavities, i.e., very small vapor bubbles of 500nm in size, which can collapse and cause shock waves throughout the medium. The formation of cavitations depends on the frequency and intensity of waves, temperature and vapor pressure of the liquid 30. Cavitation is the principal physical phenomenon behind all the effects of ultrasound in most of the treatments. Cavitations refer to the formation, growth and collapse of vapor or gas bubbles under the influence of ultrasound. If the bubbles collapse in the vicinity of a solid surface such as

21
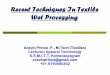
a textile material, it results in the formation of a high velocity micro jet with the velocities as high as 100 m/s –150 m/s directed towards the solid surface31. These micro jets can give rise to intra yarn flow, increase in the rate of the mass transfer between the intra-yarn and inter yarn pores. On the other hand, they may be carried along with the sound waves if they do not collapse immediately. This, in turn, pushes water along with the bubbles producing a flow of water called streaming away from the sound source. The two phenomena attributed to ultrasound are the rapid movement of liquids caused by variation of sonic pressure which subjects the solvent to compression and rarefaction and micro streaming. Simultaneous formation and collapsing of tiny air bubbles result in a large increase in pressure and temperature at microscopic level. Heat induced by the ultrasonic process is adequate for dyeing process and thus eliminates the need for external heating in many cases. Advantages of ultrasonic in textile wet processing include energy saving by reduced processing temperature, time, and lower consumptions of auxiliary chemicals and further processing enhancement by overall cost control33. Ultrasonic method has been effectively utilized in various fabric preparation processes including desizing, scouring, bleaching, mercerization and auxiliary processes, like washing and laundering31, 34-36. Desizing of cotton and nylon fabrics under ultrasonic treatment results complete removal of oils used in the size recipe while the treatment without ultrasound shows residual oil stains. Effect of ultrasonic in enzymatic scouring has been tested using both acidic pectinases and alkaline pectinases and found to have increased wettability of all treated samples both tests compared to the conventionally treated samples. Ultrasonic treatments help to reduce the processing and temperature required for a result comparable to the normal bleaching and subsequent dyeing processes in terms of absorbency and fastness properties. Ultrasound is used for mercerizing 100% cotton fabrics in the after treatment and speeds up the process up to 2 – 3 times. Ultrasonic also has been used for evaluating its impact on washing the fabrics and garments under the simulated stain conditions on 100% PES and P/C (65/35) blends using the detergent of 1 g/L. Attempts have been made to analyze the effect of ultrasonic in dyeing processes on almost all types of fibres using direct, reactive, acid and disperse dyes. Ultrasonic waves accelerate the rate of diffusion of the dye inside the fibre with enhanced wetting of fibres. Acoustic irradiation of the liquor results in a higher and more uniform concentration of dyestuff on the fiber surface, making it available for ready diffusion into the fiber interior.
Figure - : Liquid flow through and around a textile yarn. The dots represent the fibres in yarn.

22
The influence of ultrasonic on the dyeing system has threefold effects namely, dispersion effect, i.e., breaking up of micelles and high molecular weight aggregates into uniform dispersion in the dye bath, degassing by the removal of dissolved or entrapped gas molecules or air from fibre capillaries and interstices at the cross over points of the fabric into liquid thereby facilitating a dye-fibre contact and accelerating the rate of diffusion of the dye inside the fibre by breaking the boundary layers covering the fibre and accelerating the interaction between dye and fibre. Extracts obtained various natural plants sources like Cassia fistula, Impatiens balsamina, Al root bark, barks of eucalyptus, which grow abundantly in tropical and sub-tropical forests have been obtained to the cellulose fibres and their blends using ultrasonicators for both extraction as well as for the application purposes 37, 38. An attempt has been made to compare the dyeability of both PET and PBT in presence of ultrasound using disperse dyes. The effect of carrier and ultrasound together was significantly larger than either individually.
Table - 4: Frequency and power output for wet processing.
Ultrasonic Frequency ( kHz)
Power output (w)
Application Ref.
30,47 230 Laundering of solid febrics
3
20,24 600 Desizing 420 ….. Natural dyes on cotton
and blends10,12
26 120 Disperse dye on PET 1520 180, 600 Dyeing with disperse,
direct, acid, basic dyes1,2
520 ……. Effluent treatment 16
Conclusion:The development of unique textile wet processing technology comes with a host of challenges. Finishes must be durable during the finishing process; stable in the presence of other chemicals; wash-fast; and evenly and consistently applied. Finishes also need to be financially feasible and environmentally friendly. The typical dyeing process involved the use of chemicals and thermal energy, which can be reduced, by using ultrasound energy. Among the wet processes, application to dyeing seems to be most advantageous, followed by finishing and preparation processes. There may be a possibility of reducing the pollution load on effluent water. Since recently, however, the plasma Technology is being introduced in textile industry as well. The processes the methods are economical and reduce the environmental impacts caused by the chemical textile industry. Dyeing with super critical CO2 is still at its infancy. It has been proved time and again that it’s successful at laboratory scale. Large amount of research input is needed for system integration.

23
Reference:1. http://www.textileworld.com/textile-world/features/2016/04/itma-2015-
technology-wet-processing/2. http://www.textiletoday.com.bd/oldsite/magazine/293 3. http://www.fibre2fashion.com/industry-article/3419/recent-developments-in-
textile-dyeing-techniques?4. http://www.textileworld.com/textile-world/features/2011/12/itma-technology-
dyeing-printing-finishing/5. http://www.assignmentpoint.com/science/assignment-on-recent-development-in-
textile-fabric-wet-processing.html6. http://textilelearner.blogspot.com/2013/09/recent-developments-in-spinning-
weaving.html7. http://www.textiletoday.com.bd/oldsite/magazine/293