Embed Size (px)
DESCRIPTION
Uzdužna obrada na strugu
Citation preview

Visoka Tehnička Škola Strukovnih Studija u Zrenjaninu
Predmet: Mašinska obrada 1
Tema: Uzdužna obrada na strugu
Studenti: Predmetni nastavnik:Sekereš Norbert 59/09-3 mr.dipl.maš.inž. Dušan JovanićHalas Oskar 39/09-3
1

Sadržaj:
• Uvod u obradu struganjem
• Elementi predmeta obrade
• Geometrija alata
• Elementi režima rezanja
• Obrada otvora na strugu
• Prilozi
• Literatura
2

Uvod u obradu struganjem
Obrada metala struganjem spada u najrasprostranjenije vidove obrade metalarezanjem sa skidanjem strugotine. Zastupljena je u izvođenju najrazličitijih operacijaobrade:
-uzdužna obrada (spoljašnja i unutrašnja);-čeona obrada;-usecanje;-odsecanje;-fazonska obrada;-izrada konusa;-izrada zavojnice;-bušenje;-leđna obrada.Izvođenje ovih operacija se izvodi na univerzalnim, namenskim, specijalnim i
automatskim strugovima.Pri obradi na strugu neposredno učestvuju samo predmet obrade i alat, na čije
međusobne odnose utiče više faktora, a to su:-elementi predmeta obrade,-geometrija alata,-elementi režima rezanja.Broj zahvata i operacija pri izradi struganjem datog mašinskog dela od
polufabrikata zavisi od dimenzija obratka, propisane tačnosti i klase površinsketačnosti.
Svakom zahvatu odgovara određena veličina dodatka za obradu. Na osnovu skupadodataka i dimenzija gotovog dela određuju se dimenzije (prečnik, dužina)pripremka, a zatim se računske mere prilagođavaju standardnim meramapolufabrikata tako što se uzima prva veća standardana mera. Dodaci za obraduodređuju se tabelarno u zavisnosti od proizvodno-tehnoloških uslova, načina izradepripremka, dimenzija i stanja gotovog dela, kao i tačnosti polufabrikata.
Standardne dimenzije nekih polufabrikata koji se koriste pri izboru dimenzijapripremka uzimaju se iz tablica. Zatim se vrši izbor optimalnog oblika i dimenzijastandardnog alata ili konstruisanje i izrada specijalnog. Najčešći karakteristični oblicii mere strugarskih noževa dati su tabelarno ili u katalozima proizvođača alata. Tu senalaze i podaci o ceni alata, kriterijumu zastupljenja, broju oštrenja, poluprečnikuzaobljenja vrha noža, koji su bitni za proračun ekonomskog perioda rezanja ielementa merodavnog režima obrade.
3

Elementi predmeta obrade
Slika-Uzajamnipoložaj predmeta
obrade i alataza slučaj uzdužne
spoljašnje obrade
Delovi sa slike:1.Glavno kretanje (obrtno kretanje predmeta obrade);2.Pomoćno kretanje (pravolinijsko kretanje noža) paralelno osi predmeta obrade;3.Neobrađena površina (površina sa koje treba skinuti predviđeni dodatak za
obradu);4.Površina rezanja (površina koja spaja obrađenu i neobrađenu površinu, a formira
se u samom procesu rezanja);5.Obrađena površina (površina dobijena na predmetu obrade posle svakog prolaza
alata);6.Osnovna ravan (ravan u kojoj leži osnova noža paralelna pravcu pomoćnog
kretanja i pravcu prodiranja, a upravna na pravac vektora brzine rezanja);7.Ravan rezanja (zamišljena ravan koja prolazi kroz glavno sečivo i vektor brzine,
a tangira površinu rezanja).
4

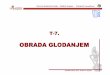
Geometrija alata
U zavisnosti od vrste same operacije kao i od stepena finoće obrade imamo iodgovarajuću geometriju alata.
Slika-Elementi strugarskog noža
Delovi sa slike:1.Grudna površina (preko koje se odvodi strugotina);2.Leđna glavna površina (okrenuta prema površini rezanja);3.Leđna pomoćna površina (okrenuta prema obrađenoj površini);4.Glavno sečivo (linija preseka grudne i leđne glavne površine);5.Pomoćno sečivo (dobijeno u preseku grudne i leđne pomoćne površine);6.Vrh alata (dobijen u preseku glavnog i pomoćnog sečiva).
5

Slika-Uglovi strugarskog nožaγ-grudni ugaoα-glavni leđni ugaoβ-ugao klina pomoćnog sečivaε-ugao vrhaχ-glavni napadni ugaoγ1-pomoćni grudni ugaoα1-pomoćni leđni ugaoβ1-ugao klina pomoćnog sečivaλ-ugao nagiba glavnog sečivaAko je λ pozitivno strugotina skreće prema obrađenoj površini. Ako je λ negativno
strugotina skreće od obrađene površine, a ako je λ=0 strugotina će se zavijati u viduspirale.
Slika-Uticaj ugla nagibasečiva na odvođenje
strugotine
6

Elementi režima rezanja
Da bi se proces stvaranja strugotine odvijao kontinualno na strugu potrebno je dapostoji ravnomerno obrtno kretanje pripremka i ravnomerno kretanje sečiva alataparalelno sa osom pripremka ili upravno na osu pripremka.
Osnovni elementi režima rezanja su:δ-dubina rezanjas-koraka-debljina strugotineb-širina strugotineA-poprečni presek strugotineV-brzina rezanjaF-otpori rezanjatg-glavno vreme.
Slika-Elementi režima rezanja
-Dubina rezanja-
Dubina rezanja predstavlja rastojanje između obrađene i neobrađene površinepredmeta obrade mereno u pravcu normalno na osu predmeta obrade kod uzdužneobrade.
Slika-Dubinarezanja kod uzdužne
obrade
-Korak-
Korak predstavlja veličinu pomeranja sečiva alata u odnosu na osu obrade za jedanobrt predmeta obrade. Ovo pomeranje je uglavnom pravolinijsko.
7

U zavisnosti od smera kretanja noža korak može biti:-uzdužni (kretanje alata paralelno osi predmeta obrade);-poprečni (kretanje alata je upravno na osu predmeta obrade);-nagibni (kretanje alata pod uglom u odnosu na osu predmeta obrade).Na veličinu koraka utiče veliki broj faktora vezanih za karakteristike mašine, alata
i predmeta obrade.Pri proračunavanju koraka preporučuju se sledeći redosled aktivnosti. Proučavanje proizvodne operacije i proizvodnog radnog mesta u celini, a sa
glrdišta mehanike procesa rezanja (analize otpora rezanja) i geometrije obrade(dubina rezanja, dužina rezanja, prečnik obrade...).
8

-Širina strugotine-
Širina strugotine predstavlja rastojanje između obrađene i neobrađene površinemerene po površini rezanja, tj. dužina sečiva alata koja je u zahvatu sa materijalom.
Slika-Veličine koje karakterišu poprečni presekstrugotine
δ-dubina rezanjaχ-napadni ugao 9˂ 00
-Debljina strugotine-
Debljina strugotine predstavlja rastojanje između dva uzastopna položaja površinerezanja mereno u pravcu upravnom na reznu ivicu u ravni grudne površine.
Debljina strugotine utiče na specifično opterećenje sečiva kao i toplotnoopterećenje.
Promenom napadnog ugla χ možemo uticati na promenu debljine i širinestrugotine, a da debljina rezanja i pomak ostanu nepromenjeni.
-Poprečni presek strugotine-
Poprečni presek strugotine može biti:-normalan;-stvaran.Normalan presek strugotine An odovara proizvodu iz dubine rezanja δ i pomaka ili
proizvodu iz debljine strugotine i širine strugotine b.
Stvarni presek strugotine As je manji od normalnog preseka An usled postojanjapomoćnog sečiva.
Površina neravnina Ao ne prelazi vrednost 2% od An.
9

Oblik poprečnog preseka strugotine zavisi od oblika sečiva i njegovog položaja uodnosu na predmet obrade.
Za slučaj kada je sečivo u obliku radijusa tada se napadni ugao χ menja duž sečiva.
Slika-Poprečni preseci strugotine
-Brzina rezanja-
Pod brzinom rezanja podrazumevamo veličinu relativnog pomeranja tačke rezneivice alata u odnosu na površinu rezanja. Pri obradi na strugu brzina rezanjapredstavlja obimnu brzinu predmeta obrade. Najčešće se izražava u m/min.
Pri obradi na strugu sve tačke sečiva su na različitom prečniku, što uslovljavapromenljivost brzine rezanja duž sečiva.
Kao rezultat u slučaju uzdužne obrade se pod brzinom rezanja V uvekpodrazumeva brzina koja odgovara najvećem prečniku predmeta obrade. Pripoznatom broju obrtaja n i prečniku obrade D brzina rezanja iznosi:
Za pojedine operacije struganja u pojedinačnoj i maloserijskoj proizvodnji brzinarezanja se najčešće bira iz tablica preporučenih vrednosti. Pri izboru brzine rezanja iztablica ne uzima se u obzir čitav niz veličina, pa je ovaj način određivanja brzinerezanja približan. Iz tih razloga se u uslovima serijske i masovne proizvodnje brzinarezanja određuje na osnovu proširenih izraza, koji pored elementa obrade (korak idubina rezanja) i postojanosti alata, sadrže i čitav niz korekcionih faktora kojima sedefiniše uticaj geometrije alata, vrste alatnog materijala, kriterijuma zatupljenja idrugih veličina na brzinu rezanja.
U slušaju uzdužne obrade na strugu brzina rezanja se proračunava pomoćusledećeg izraza:
Ako se umesto postojanosti alata T u date izraze uvrsti ekonomična postojanost
10

alata Te, radi se o ekonomičnoj brzini rezanja, tj. brzini rezanja kojom se ostvarujeminimalana vrednost obrade.
Pri uzdužnoj obradi brzina rezanja ima stalnu vrednost u jednom zahvatu. Naperiferiji predmeta obrade brzina rezanja ima maksimalnu vrednost Vmax, a u centrubrzina rezanja je jednaka nuli V=0.
Slika-Preporučena brzina za grubu obradu
Slika-Brzine pri rezanju
Slika-Preporučena brzina za finu obradu
Brzina rezanja se može odrediti i preko Valihs Dabringhausovog dijagrama.
Slika- Valihs Dabringhausov dijagram
11

-Otpori rezanja-
Rezanje nastaje pri prodiranju reznog klina alata u materijal obratka pod dejstvommehaničke sile. U zoni kontakta između radnih površina alata i materijala dolazi doplastičnog deformisanja, razaranja i odvođenja sloja materijala koji predstavljastrugotinu. Rezultujuća sila rezanja sastoji se od sile stvaranja strugotine, silekontaktnog trenja između strugotine i grudne površine alata i sile trenja između leđnepovršine alata i obrađene površine obratka koja može značajno rasti pri habanjupovršine intenzitetom, pravcem i smerom. U procesu obrade, kao rezultat promenedubine rezanja i promene mehaničkih svojstava materijala obratka, dolazi dopromene pravca i intenziteta rezultujuće sile rezanja.
Sila koja je po intenzitetu i pravcu jednaka sili rezanja, a suprotnog je smera iopterećuje rezni klin alata, naziva se otpor rezanja. Rezultujući otpor rezanja moće serazložiti na tri komponente u tri mežusobno normalna pravca O-XYZ, osa OZ sepoklapa sa pravcem brzine rezanja, projekcija rezultujućeg otpora na nju-glavni otporrezanja F1, a kod obrade gde je glavno obrtno kretanje i tangencijalni otpor rezanja.
Osa OY je normalna na obrađenu površinu a projekcija rezultujućeg otpora na nju-otpor prodiranja F2, osa OX poklapa se sa pravcem brzine pomoćnog kretanja aprojekcija rezultujućeg otpora-otpor pomoćnog kretanja F3. Na osnovu komponentiotpora rezanja moguće je odrediti karakteristike procesa: korisnu snagu rezanja,tačnost obrade, naprezanje reznog alata i njegovu deformaciju, toplotu razvijenu uobradnom sistemi i dr. Poznavanje vrednosti komponenata otpora omogućavaodređivanje deformacija elemenata obradnog sistema, temperaturnih deformacijaalata i dinamičkog ponašanja obradnog sistema.
Pojedine komponente otpora rezanja, kao tehnološke veličine daju se prekofunkcija obradljivosti: a-dubina rezanja, S-korak, V- brzina rezanja, parametraobradljivosti i parcijalnih popravnih koeficijenata koji uzimaju u obzir: fizičko-mehanička svojstva materijala alata i obratka, geometriju reznog klina alata, sredstvoza hlađenje i podmazivanje (SPH) i dr.
Prva naučno zasnovana istraživanja utvrđivanja matematičkog modela sile rezanjaizveo je Kroneberg i K.O.Zvorikin koji u opštem slučaju ima oblik:
Ks-specifični otpor rezanjaa, b-dubina i širina rezanja strugotinep, q-parametri obradljivosti Radi pojednostavljenja određivanja komponenti otpora rezanja, najpre su materijali
obratka razvrstani u odgovarajuće grupe, a potom za odgovarajuće izabranepredstavnike, izvršena su eksperimentalna istraživanja i na osnovu njih formiranimatematički modeli komponente glavnog otpora rezanja F1 pri struganju:
CF1-konstanta, a(mm)-dubina rezanja, S(mm/o)-korak, V(m/min)-brzina rezanja,
12

kF1-popravni koeficijent koji je proizvod parcijalnih popravnih koeficijenata iuzima u obzir jačinu materijala obratka, geometriju alata i dr:
Koeficijent CF i eksponenti x i y zavise od mehaničkih osobina materijala koji seobrađuje čije su vrednosti date tabelarno.
Rezultujući otpor:
Rezultujući otpor razlažemo na trimeđusobno upravne komponente: Fx, Fy, Fz
koje se poklapaju sa pravcima koordinatnihosa (x, y, z).
Pri određenim uslovima režima rezanja(χ=45o, λ=0o, γ=15o) postoji približnazavisnost između komponenata otpora:
Slika-Komponente otpora rezanja pri ‚struganju
Komponente otpora prodiranja i otpora pomoćnog kretanja (F2, F3) nastajurazlaganjem otpora F23 u ravni grudne površine alata koji je kolinearan sa pravcemodvođenja strugotine. Otpor rezanja F23 može se odrediti približno:
Za određivanje pravca odvođenja strugotine pogodno je koristiti dva položajasečiva alata koji odgovarsju koraku S.
13

Slika-Prikaz određivanja ugla odvođenja strugotine (v)Na osnovu ∆ACK određuje se korak:
k, k1-napadni i pomoćni ugao sečiva
Iz ∆AGC može se izračunati hipotenuza:odnosno:
Iz ∆ABC na osnovu sinusne teoreme sledi:
Imajući u vidu da je ∆ABC=v, a ∆ACB=π-∆BAC-v=k+k1-v, AB=a/sink, dobija seizraz za određivanje ugla odvođenja strugotine:
Za određivanje komponenti otpora rezanja F2 i F3 potrebno je analizirati uticajgrudnog ugla (γ) i ugla nagiba glavnog sečiva (λ) na njih.
Na sledećoj slici prikazano je razlaganje otpora rezanja F23 pri uglovima γ=0 iλ=0 u odgovarajućem koordinatnom sistemu: osa OT-tangira ili sadrži glavno sečivo;osa ON-normalna na glavno sečivo i sadrži grudnu površinu alata Aγ; osa OZ-sadrživektor brzine rezanja i upravna je na prethodne dve ose.
Komponenta sile rezanja F23 se može razložiti u po dve međusobno normalnekomponente za izabrane pravce, odnosno pri γ=0:
14

v-ugao odvođenja strugotine
Za slučaj grudnog ugla γ 0, grudna površina alata A҂ γ rotiranjem oko ose OTzauzme položaj Aγ1. Komponenta Fτ1 ne menja vrednost a komponenta Fn1 se rotira itime dovodi do promene vrednosti komponenti na osi ON-Fn2 (ravan H) i komponenteFz2 na osi OZ. Vrednost razmatranih komponenti otpora rezanja određuje se:
Slika-Razlaganje komponente otpora rezanja F23 pri γ 0 i λ=0҂
Za slučaj da su grudni ugao i ugao nagiba glavnog sečiva različiti od nule (γ 0 i҂λ 0) ҂ razlaganje komponente otpora rezanja F23 se izvodi prema sledećoj slici. U ovomslučaju grudna površina alata Aγ zajedno sa odgovarajućim komponentama otporarezanja Fn2, Fτ2, Fz2 rotira oko ose ON za ugao nagiba glavnog sečiva (λ).
Slika-Razlaganje komponente otpora rezanja pri γ 0 i λ 0҂ ҂
15

Na osnovu trougla sila slede relacije:
Komponenta sile rezanja F23 kao rezultanta može se razložiti u međusobnonormalne komponente za izabrani koordinatni sistem O NTZ:
Dobijene komponente otpora rezanja zadovoljavaju i uslov razlaganja vektoraotpora rezanja F23, odnosno:
Na sledećoj slici prikazane su komponente otpora rezanja Fn, Fτ, Fzz za slučajspoljašnje uzdužne obrade na strugu, i uočava se da komponenta Fzz zavisi odgrudnog ugla i ugla nagiba reznog sečiva i da utiče na komponentu glavnog otporarezanja F1. Kako su komponente otpora rezanja u horizontalnoj ravni međusobnopovezane sa napadnim uglom noža (k), to se na osnovu sledeće slike dobijajuzavisnosti:
Slika-Šemakomponenti otpora
rezanja priuzdužnom struganju
16

Na osnovu zavisnosti, matematički model određivanja komponenti otpora rezanjau kooredinatnom sistemu X, Y, Z, definiše se preko:
Slika-Prikaz dejstva komponenti F1,, F2
,, F3
, na predmet obrade
Ako na sečivo dejstvuje glavni otpor rezanja F1 onda će na mestu rezanja naobradak delovati sila F1
, koja je jednaka po vrednosti otporu rezanja F1 samosuprotnog smera.
Redukcijom sile F1, na centar obradka dobićemo moment MoF1
, i silu savijanja uvertikalnoj ravni obradka.
Da bi se odvijao proces rezanja neophodno je da MOF1, bude savladan sa obrtnim
momentom koji prenosi glavno vreteno.Prema tome mora biti ispunjen uslov:
17

Veličina obrtnog momenta MO koji opterećuje glavno vreteno u procesu rezanjaizračunava se:
Pk-korisna sila na glavnom vretenu (W)n-broj obrtaja glavnog vretena (s-1)Prema tome sila F1 služi za određivanje dinamičkog opterećenja mehanizma
prenosnika za glavno kretanje.Sila F2
,=F2 ali je suprotnog smera. Komponenta F2, savija obradak u horizontalnoj
ravni, što ima za posledicu pojavu vibracija. Slaganjem F1, i F2
, dobijamo rezultujućusilu RF=F1
,2+F2,2 koja utiče na tačnost obađene površine. Komponenta F3
, teži dapredmet obrade izbaci iz centra. Veličina momenta u horizontalnoj ravni izazvanasilom F3
, iznosi:
Obrada otvora na strugu
Obrada otvora na strugu se izvodi uzdužnom obradom. Osnovna karakteristikauzdužne obrade je u tome što je pravac pomoćnog kretanja paralelan osi predmetaobrade.
Uzdužna obrada se deli na grubu i završnu, što zahteva upotrebu odgovarajućegnoža i režima obrade.
Pri uzdužnoj obradi unutrašnjih površina nož 1 senajčešće upotrebljava ali samo za otvorene šupljine, dok seza obradu zatvorenih površina koristi nož 2.
Slika-Uzdužna unutrašnjaobrada na strugu
Slika-Alati za unutrašnju uzdužnu obradu
18

Prilozi
Slika-Gruba i fina spoljašnja uzdužna
obrada sa dodacima za obradu Slika-Gruba i fina spoljažnja uzdužna obrada sa dodacima za obradu
Slika-Spoljašnja uzdužna obrada kosimrezanjem (6), spoljažnja uzdužna obrada
pravim rezanjem (7)
Slika-Tehnološki parametri uzdužne obrade
Slika-Otporirezanja pri uzdužnojobradi struganjem
19

Slika-Levi, desni i poprečni strugarski noževi
Slika-Spoljšnja i unutrašnja uzdužnaobrada
20

Slika-Komponente rezultujućeg otporarezanja kod uzdužne obrade
Slika-Glavna kretanja kodunutrašnje i spoljašne uzdužne
obrade
Slika-Primeri spoljašnje uzdužne obrade
21

Slika-Preporučeni dodaci za grubu uzdužnu obradu na strugu δ1(mm)
Slika-Preporučeni dodaci za finu uzdužnu obradu na strugu δ2(mm)
Slika-Dodaci za grubu i finu unutrašnju obradu na strugu δ1 i δ2
22

23

Literatura:
• Dušan Jovanić, Mašinska obrada 1, Visoka Tehnička školastrukovnih studija u Zrenjaninu 2010.• Joko Stanić, Mašinska obrada 1 (priručnik za proračun merodavnihrežima obrade rezanjem), Mašinski fakultet Beograd 1997.• Lazić M., Tehnologija obrade metala rezanjem, Mašinski fakultetKragujevac 2002.• P. Stanković, Mašinska obrada-obrada metala rezanjem, Beograd1991.• Ljubodrag Tanović, Teorija i simulacija procesa obrade, Mašinskifakultet Beograd 2007.• Bogdan Nedić, Mašine alatki-Projektovanje prenosnika mašina alatki(skripte), Mašinski fakultet Kragujevac 2008.• Bogdan Nedić, Miodrag Lazić, Proizvodne tehnologije-Obradametala rezanjem (predavanja), Mašinski fakultet Kragujevac 2007.• Miodrag Lazić, Proizvodne tehnologije, Mašinski fakultetKragujevac.• Fakultet tehniških nauka Novi Sad, Projektovanje tehnološkihprocesa.• Seminarski rad, Konvencionalni postupci obrade.• www.obrada-metala-rezanjem.com• www.obrada-metala-skidanjem-strugotine.com• www.tehnologija-obrade-rezanjem.com• http://automatizacija1.etf.rs/poglavlja/Rezanje%201.htm.• http://www.maf.unssa.rs.ba/Nastavni%20materijali/Treca%20godina/Alati%20i%20pribori/C3A7~1.PDF.• http://www.vizijadanas.com/strugarska_obrada.html.• http://www.masfak.ni.ac.rs/sitegenius/article.php?aid=266.• http://lamp.ftn.uns.ac.rs/nastava/masinstvo_u_inzenjerstvu_zastite_zivotne_sredine/literatura/II%20kolokvijum/Masinske%20tehnologije%20i%20njihov%20uticaj%20na%20ZS.pdf.
24