Embed Size (px)
DESCRIPTION
Univerzalni strug MASINSKI SISTEMIStrugovi
Citation preview

VISOKA TEHNIČKA ŠKOLA STRUKOVNIH STUDIJA
BEOGRAD
SEMINARSKI RAD
IZ PREDMETA: MAŠINSKI SISTEMI
TEMA: UNIVERZALNI STRUG
Profesor: Student:
Dr.Dragan Živković Nikola Čolić
Br.indeksa:27/14
Beograd 2015.

Sadržaj:
1. Uvod.......................................................................................................................3
1.1 Istoriski pregled razvoja..........................................................................................4
2. Pregled savremenih rešenja.......................................................................................6
3. Konstruktivna analiza..............................................................................................9
3.1 Podsklop—nosač alata............................................................................................12
3.2 Podsklop-konjic......................................................................................................13
4. Proračun obradnog procesa struganjem I rezanjem……………………………………..14
5. Održavanje………………………………………………………………………………...23
5.1 Preventivno održavanje………………………………………………………………….24
5.1.1 Podmazivanje………………………………………………………………………….25
5.2 Korektivno održavanje…………………………………………………………………..28
5.3 Postavljanje mašine I bezbednost pri radu……………………………………………..30
5.3.1 Bezbednost pri radu…………………………………………………………………...31
6. Zaključak………………………………………………………………………………….32
7. Literatura………………………………………………………………………………….33

1.UvodU ovom radu ću govoriti o mašini alatki za obradu metala skidanjem strugotine,rezanjem…Strug je mašina za obradu materijala skidanjem strugotine (ili obrada materijala rezanjem) na kojoj se obrađuju radni predmeti kružnog poprečnog preseka. Strugovi za drvo su slabiji od strugova za metal i na nekim modelima je moguće obrađivati predmet i dletom iz ruke. Bolji strugovi mogu imati kopirajući mehanizam, mehanizam za pravljenje navoja, a najsavremeniji su programabilni strugovi (CNC, odnosno NU strugovi), na kojima je moguće programirati željeni oblik radnog predmeta koga će potom sami napraviti. Kod strugova glavno kretanje je obrtno kretanje I vrši ga glavno vreteno sa steznom glavom I predmetom koj se obrađuje,dok je pomoćno kretanje pravolinisko I vrši ga rezni alat. Prema tome,na strugovima se uglavnom obrađuju rotacioni predmeti ( vijci,navrtke,osovine,vratila,čaure,remenice I sl.)Cilj rada:Na strugovima se uz pomoć odgovarajućih alata može vršiti veliki broj operacija kao što su:
Uzdužna obrada cilindričnih površina (spoljašnja I unutrašnja) Poprečna obrada rotacionih delova (spoljašnja I unutrašnja) Odsecanje I usecanje raznih kanala Izrada konusa Izrada profila Nerotaciono struganje (prizmatičnih delova I leđno struganje) Izrada navoja Obrada rupa I otvora
1Slika1.1-Šematski prikaz univerzalnog struga
1 Slika preuzeta sa sajta- http://www.vizijadanas.com/strugarska_obrada.html 3
1.1 Istoriski pregled razvoja
Prvi strugovi bili su poznati još u doba antike. Moguće da su već u 2. milenijumu p. n. e. postojali strugovi za obrađivanje drva i druge potrebe. Prvi radovi struga pronađeni su u 7. veku p. n. e. u Korneto, i Italiji, onomad etrurski grad. Po grčkoj mitologiji strug je izmislio legendarni Dedal, otac Ikara. U jednom egipatskom groblju iz 4. veka p. n. e. nađene su prve slike jednog struga. Rotacija struga dobijena je time što je jedan vukao po jednom koponcu, dok je drugi obrađivao komad sa alatkom. Ovakav koncept struga ostao je manje više do srednjeg veka. U 13. veku konopac za rotaciju struga bio je vezan za jednu dasku, slično pedali, tako da je radnik, koji je obrađivao, sa korakom na dasku sam stvarao rotaciju struga. Leonardo da Vinči je takođe izmislio jedan strug. Novina je bila jedan kotur preko kojeg je išao konopac i tako omogućivao jednu konstantu rotaciju struga. Iz 1480 potiču i prve slike jednog struga sa podrškom. Prvi strugovi sa mehaničkom podrškom nastali su sredinom 18. veka u Velikoj Britaniji (Jacques Besson, 1751). Strugovi su tad bili uglavnom od metala i imali su skoro sve karakteristike modernog struga. Prvi strugovi sposobni za mašinstvo, dakle za obrađivanje metala, nastale su verovatno u Sjedinjenim Američkim Državama krajem 18. veka (Sylvanin Brown, 1791). Ovo je doba početka industrijalizacije. Najzad nastao je moderni konvencionalni strug početkom 19. veka (Henry Maudslay). Prvi takvi strugovi stižu na primer u Nemačku oko 1810. Strugovi su se kroz 19. vek dalje razvijali, da bi početkom 1950ih u SAD nastao prvi strug sa NU-vođenjem, tj. pola kompjutizirani. 1970 takođe u SAD, nastaju takozvani CNC-strugovi, sad kompletno kompjuterizirani. To znači da radnik više ne radi klasične radove sa strugom, nego ih kontroliše sa kompjuterom.
4

Značajni događaji u istoriskom razvoju struga su:
21800. Henri Modsli (Engleska) je napravio prvi strug koji je kasnije usavršen,te je bio nosilac razvoja ostalih alatnih mašina. Modsli je uveo nosač alata na vođicama i promenljivu grupu zupčanika za izradu zavojnica. U Sjedinjenim Američkim Državama napravljen je 1848.godine 200-ti strug,
1818. Simon Nort uzima prenosnik za glavno kretanje od struga prenosi ga na glodalicu i na glavno vreteno postavlja alat.površina stola je 540x720mm postavljena je na drvenom stolu.
1873. S.M. Spenser konstruiše i patentira prvi automatski strug sa bregastom pločom. Strug je napravljen 1880. Godine.
1883. Konstruisan je prvi vertikalni strug. Pored jednovretenih struga javljaju se i više vreteni i to horizontalnog i vertikalnog tipa.
1889. J.Hartnesspatentira prvi revolver strug.
1891. Nj.P.Norton patentirao je prenosnik za pomoćno kretanje kod struga,i koj je služio za izradu milimetarske i Vitvortove zavojnice.
1891. S.M.Spenser konstruiše i pravi trovreteni strug-automat za izradu malih delova kod automatske puške.
1895. R,Hakenjessel i E.C. Henn su tvorci prvog petovretenog struga.
Strug je uglavnom definisan. Promene koje se javljaju u konstrukciji struga su u položaju vođica,sistemu upravljanja,položaju i broju nosača alata. Dolazi do 3simbioze univerzalnog i revolver struga.
4Slika 1.2-Izgled struga iz 1889.godine firme IKEGAJ-Japan
2 Tekst preuzet iz knjige Dr. Dragan živković „Mašinski sistemi“ „Visoka tehnička škola“ Beograd 2014. Str.14,15,16,18 3 Međusobno dejstvo 4 Slika preuzeta iz knjige Dr. Dragan živković „Mašinski sistemi“ „Visoka tehnička škola“ Beograd 2014. Str.18 5

2.Pregled savremenih rešenja univerzalnih strugova
Sa razvojem mnogih industrija pa tako i grane mašinstva,od nekada pa do sada je mnogo toga napredovalo. U današnje vreme postoje savremene mašine za obradu materijala gde je strug kao začetnik svih mašina najviše napredovao.U današnje vreme mašinska industrija je nezamisliva bez savremenih CNC (Computer Numerical Control) mašina. CNC mašine imaju manje-više iste delove kao i stare, ručno kontrolisane mašine. Bitna razlika je dodatak kontrolne (CNC) jedinice i servo motora na sve osovine. CNC računa koordinate gde koja osovina treba da bude i kontroliše servo motore koji kroz kugleni šraf pomeraju alat, ili obrađivani deo. Generalno, većina proizvođača CNC mašina kupuju kontrolne jedinice koje stavljaju u svoje mašine. Neke od kontrola se programiraju veoma slično kao druge, dok neke druge su veoma različite.
Savremena rešenja su I mašine za obradu vodenim mlazom,laserom,obradu plazmom I elektroerozivne obrade.Karakteristično za obradu abrazivnim vodenim mlazom je da sa povećanjem brzine rezanja,odnosno brzine pomoćnog kretanja dolazi do povećanja vrednosti parametara hrapavosti. U koliko se želi bolji kvalitet obrađene površine,obrada se mora vršiti sa manjim vrednostima brzine rezanja. Brzina rezanja zavisi uglavnom od pritiska vode,vrste materijala koji se reže,njegove debljine,rastojanja vrha mlaznice od površine radnog predmeta.
5Slika 2.1 Univerzalni strug Prvomajska
6
5 Slika preuzeta sa sajta- http://www.oglasi.rs/images/oglas/201309/689928/1.jpg

6Slika2.2Savremeni izgled univerzalnog struga sa NC upravljanjem
7Slika2.3Savremeni izgled obradnog centra
6 Slika preuzeta sa sajta- http://www.tos-masine.rs/images/univerzalni_ceoni_strugovi/sn500.jpg 7 Slika preuzeta sa sajta- http://cncmasine-mecatech.com/slike//1421235884.jpg 7.

1967. Proizvode se računarski upravljajni sistemi mašina alatki
1970. Proizvode se tehnološki sistemi sa robotima
8Slika 2.4 CNC strug
9Slika 2.5 Obrada materijala na CNC strugu
8 Slika preuzeta sa sajta- http://novamedia.rs/data/imgs/25000/i24042_12.jpg 89 Slia preuzeta sa sajta- http://novamedia.rs/data/imgs/25000/i24042_15.jpg

3.Konstruktivna analiza univerzalnog struga
Univerzalni strug se najčešće koristi u pojedinačnoj proizvodnji pošto ima mogućnost realizacije velikog broja različitih operacija. Radni predmeti su rotacioni i uglavnom su manjeg prečnika. Univerzalni strugovi mogu biti izvedeni i najčešće se i proizvode sa vučnim i vodećim vretenom.Osnovni delovi univerzalnog struga sa vučnim i vodećim vretenom su:
Postolje struga Glava struga Prenosnik za glavnom kretanje Prenosnik za pomoćno kretanje Nosač alata Nosač šiljka Vučno vreteno Vodeće vreteno
Vučno vreteno:Služi za prenos kretanja na podužnim i poprečnim klizačima. Kako vučno vreteno ne obezbeđuje dovoljno tačnu zavisnost pomoćnog kretanja od glavnog,to strugovi koji imaju samo vučno vreteno nisu pogodni za izradu navoja.Vodeće vreteno:Je izrađeno sa trapeznim navojem na kome se nalazi dvodelna navrtka vezana za podužni klizač. Vodeće vreteno omogućava rezanje navoja ili podužnu obradu.
10Slika 3.1.Šematski prikaz univerzalnog struga
10 Slika preuzeta sa sajta- http://bezbednost021.com/files/BZNR%20univerzalni%20strug.com 9

Slika3.1.
1) Elektro motor2) Prenosnik za glavno kretanje3) Glavno vreteno4) Stezna glava5) Prenosnik za pomoćno kretanje6) Vodeće vreteno7) Vučno vreteno8) Nosač alata9) Stezač alata10) Konjic
Kod univerzalnih strugova obrtno kretanje elektro-motora prenosi se preko kretanja glavnog prenosnika na glavno vreteno,a ono preko promenljivih zupčanika i Nortonovog prenosnika povezano sa vučnim vretenom i vodećeim vretenom. Vučno vreteno preko koničnih zupčanika,navojnog vretena i navrtke povezano sa poprečnim klizačem kome daje željeni kod.
11Slika3.2.Mehanizam za držanje i pokretanje noža struga
11 Slika preuzeta sa sajta- http://www.vizijadanas.com/strugarska_obrada.html 10

Tri glavna parametra podešavanja strugu su brzina obrtaja glavnog vretena, brzina posmaka i dubina rezanja. Ostali faktori kao što su vrsta materijala koji se obrađuje i tip strugarskog noža imaju, naravno, veliki uticaj ali tri navedena parametra strugar određuje neposredno pre rada, podešavanjem kontrola na strugu.
Brzina - Odnosi se na brzinu obrtaja glavnog vretena u minutu, ali za strugara je bitna obodna brzina materijala, tj. materijali većeg prečnika imaće veću brzinu, šipke manjeg prečnika imaće manju obodnu brzinu.
Brzina posmaka - Odnosi se na brzinu kretanja noža tj. posmaka, na novijim strugovima brzina posmaka automatski se podešava prema brzini vučnog vretena.
Dubina rezanja - To je debljina zahvata strugarskog noža; veličinu zahvata noža određuje strugar prema tvrdoći materijala, prečniku i ostalim parametrima rezanja. Važno je imati u vidu da se prečnik radnog materijala smanjuje za duplu vrednost zahvata noža jer se sloj materijala skida sa obe strane radnog dela.
Slika3.3.Parametri rezanja
12 Slika preuzeta sa sajta- http://www.vizijadanas.com/strugarska_obrada.html 11

3.1 Podsklop-Nosač alata
Za manje optrećenje noža upotrebljava se nosač alata (kao na slici 3.1.1). Zavrtanj za pritezanje noža (1) zakačen je svojom glavom za žljeb suporta (2),I uklješten klinom (3) tako da se ne može okretati. Sferična podloška (4) omogućava da se položaj ploče držača (5) podesi prema nožu.Visinsko podešavanje noža je na osnovnoj ploči (1) gde leži podloška u obliku klina (2) pomoću koje se može menjati visina oštrice noža koji je pritegnut u ovom položaju zavrtanjem za stezanje (3).
13Slika 3.1.1-Nosač noža kod struga
Slika3.1.1
1) Zavrtanj2) Žljeb suporta3) Klin4) Sferična podloška5) Ploča držača
Napredni nosači alata imaju mogućnost izbora 40 pozicija alata,ovaj brzo izmenjivi nosač alata je najzastupljeniji na evropskom tržištu. Glava nosača se proizvodi u četiri veličine I sa četiri različitih tipova nosača alata.
3.2 Podsklop-Konjić
13 Slika preuzeta sa sajta- http://www.vizijadanas.com/strugarska_obrada.html 12

Konjić (slika 3.2.1),predstavlja vrstu malog fiksnog suporta,čiji je zadatak da pridržava desnu stranu predmeta za vreme njegovog obrađivanja. Šiljak konjića (1) o koj se odupire predmet usađen je u cilindričnu čauru (2) na čijoj je drugoj strain postavljena matica (3). Obrtanjem točka (4) pomera se zavrtanj (5) koji se nalazi u čauri sam šiljak konjica. Kada je šiljak podešen prema dužini predmeta koji se obrađuje,on se učvršćuje u tom svom položaju pritezanjem rascepa (6) pomoću ručica (7). Konjić leži na istim vođicama postolja (8) kao I support struga I po njemu se pomera u smeru uzdužne ose struga za veličinu koja odgovara dužini predmeta u radu. Učvršćivanje konjica na neodređenom mestu se postiže pomeranjem ručice (9),kojom se pomoću ekscentrične poluge (10) priteže poprečna greda (11). Poprečno podešavanje položaja šiljka vrši se pomeranjem celog gornjeg dela konjića pomoću zavrtnja (12).
14Slika 3.2.1-Konjić struga
Slika3.2.11) Šiljak konjića 9) Ručica2) Cilindrična čaura 10) Ekscentrična poluga3) Matica 11) Poprečna greda4) Točak 12) Zavrtanj5) Zavrtanj6) Rascep7) Ručica8) Vodjica postolja
4.Proračun obradnog procesa struganjem,rezanjem
14 Slika preuzeta sa sajta- http://www.vizijadanas.com/strugarska_obrada.html 13

Rezanje se sastoji u prodiranju reznog alata u material,u opštem slučaju razlikuju se koso I ortogonalno rezanje. Ako je pravac relativnog kretanja između materijala I obratka pod nekim uglom u odnosu na sečivo reznog alata onda je to koso rezanje dok je ortogonalno specijalan slučaj kosog rezanja,kada je pravac relativnog kretanja između alata I obratka normalan na sečivo reznog alata.
15Slika4.1 a)koso rezanje,b)ortogonalno rezanje
16Tabela 4.1 Osnovne oznake I formule pri izračunavanju rezanja
Kao parametric procesa deformisanja materijala strugotine koriste se faktori deformisanja strugotine,factor sabijanja strugotine,relativni klizanje,brzina relativnog klizanja,kvadratno izduženje,relativna dilatacija I stvarni ili logaritamski stepen deformacije. Stepen deformacije materijala
15 Slike preuzete sa sajta- http://msinka.blogspot.rs/ 16 Tebela preuzeta iz knjige Dr. Zbignjev Javorski “Metalostrugarstvo” Zavod za izdavanje udžbenika,Sarajevo 1966. Str.57 14

koji se pretvara u strugotinu se izražava koeficijentima deformacije faktorima debljine,širine I dužine strugotine I faktorom površine preseka strugotine.
17Slika4.3 Osnovne veličine Za određivanje parametara deformisanja strugotine
Za identifikovanje stepena deformisanja strugotine najčešće se koristi factor sabijanja strugotine koj predstavlja odnos debljine strugotine (as) dubine rezanja (a).
18
Vrednost faktora sabijanja strugotine se može definisati na bazi vrednosti grudnog ugla I ugla smicanja matematičkom interpretacijom šeme prikazane na slici 4.4.
18Slika 4.4 Faktor sabijanja strugotine definisan preko geometriske veličine I brzine
Daljim postupkom proračunavanja rezanja slede sledeći važni podaci I obrasci,koji su neophodni pri izradi proračuna struganja I rezanja:
17 Slike preuzete sa sajta- http://msinka.blogspot.rs/ 18Obrazac preuzet iz knjige Milisav Kalajdžić “Tehnologija mašinogradnje”,”Mašinski Fakultet” Beograd 2016. Str.71 15

Iz trouglova OAC I OAB sledi: 20 ili 19
Što znači da je debljina strugotine 20
Prema definiciji factor sabijanja strugotine je 20
Iz izraza faktor za sabijanje strugotine je 20
Odgovarajućim matematičkim transformacijama
20
Sledi ugao smicanja 20
Faktor sabijanja strugotine se može definisati I preko brzine rezanja V I brzine klizanja strugotine po grudnoj površini,na bazi sinusne teoreme primenjene na trouglu OFG.
20
Vrednost faktora sabijanja strugotine 20
Zavisi od brzine rezanja strugotine,dubine rezanja,debljine strugotine ugla smicanja I grudnog ugla alata.Vrednost faktora sabijanja strugotine eksperimentalno se odredjuje na tri načina:
Merenjem brzine rezanja I brzine strugotine Zapreminskom metodom Masenom metodom
Najjednostavniji postupak određivanja faktora sabijanja strugotine se zasniva na jednakosti zapremina sloja materijala pre rezanja I strugotine (zapreminska metoda).
20
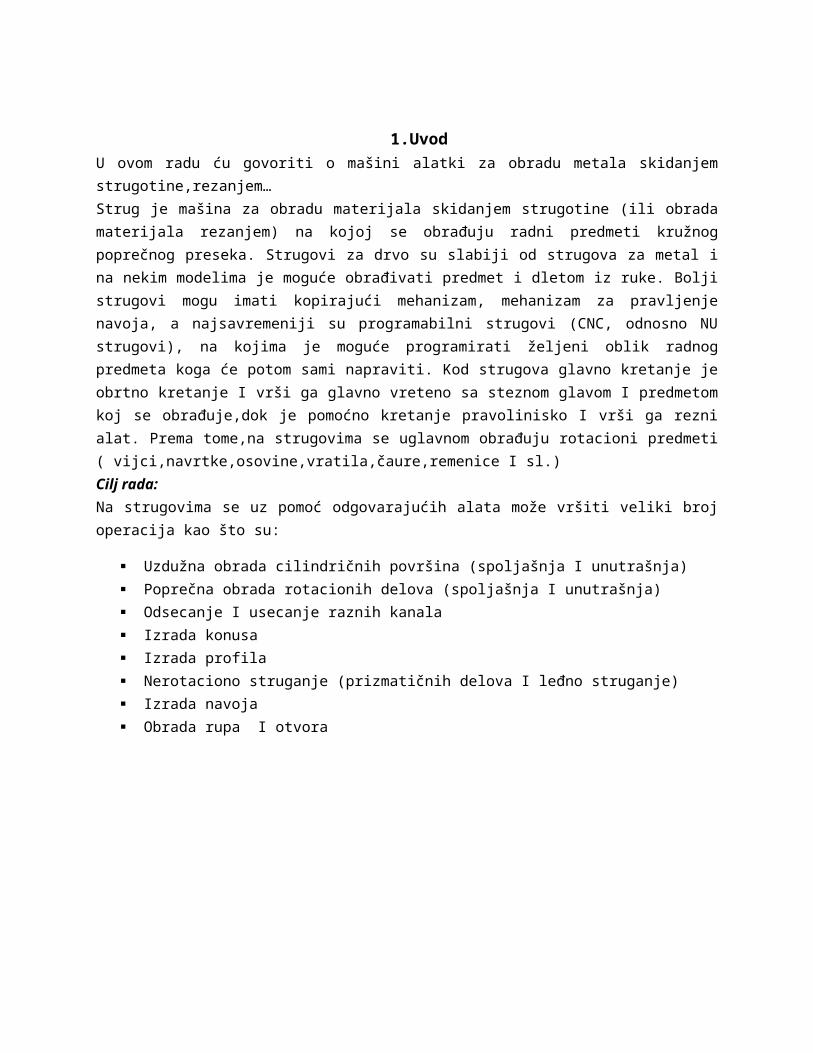
To znači da se postupak svodi na identifikovanje pređenog puta alata ili dužine materijala pre rezanja
19 Obrasci preuzeti iz knjige Milisav Kalajdžić “Tehnologija mašinogradnje”,”Mašinski Fakultet” Beograd 2016. Str.175,178,179 16

I merenje dužine strugotine nakon rezanja.
20Slika 4.5. Komponente rezultujuće sile rezanja u obradi struganjem
Glavna sila rezanja se najčešće najlakše meri I eksperimentalno određuje. Na osnovu rezultujućeg otpora
rezanja odnosno glavne sile rezanja komponente rezultujuće sile rezanja mogu se definisati relacijama:
Sila trenja ili tangencijalna sila
Normalna sila Sila smicanja ili sila u ravni smicanja
Sila normalna na ravan smicanja
Sila prodiranja
20 Slika preuzeta sa sajta- http://msinka.blogspot.rs/ 17

Jednačinama za proračun najčešće se utvrđuje zavisnost glavne sile rezanja. Na bazi glavne sile rezanja određuju se i ostale komponente. Najuticajnije veličine na glavnu silu rezanja su material predmeta obrade i parametric režima obrade pre svih dubina rezanja (a) I korak (s) tako da je najčešće korišćeni izraz oblika u kome su Ck1,x1 I y1,konstanta I eksponenti uticaja materijala predmeta obrade,geometrije alata i uslova obrade.
Za proračun glavne sile rezanja koriste se izrazi oblika
zasnovani na specifičnom otporu rezanja Ks,gde su Ks MPa/mm2-specifični otpor rezanja čija vrednost zavisi od geometrije I materijala alata ,materijala predmeta obrade,vrste obrade itd. i A= aS-mm2-površina poprečnog preseka strugotine.
21Slika 4.6 Primer tehnološke karte
21 Slika preuzeta sa sajta- http://www.termometal-ada.com 18

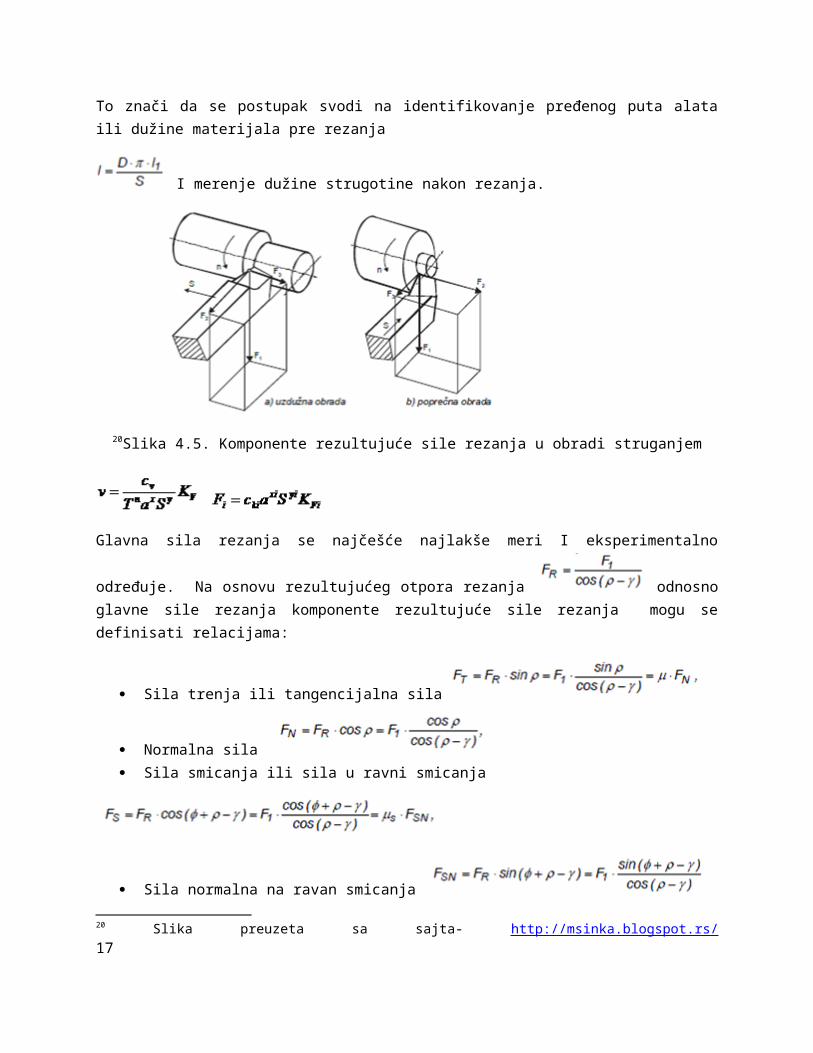
25Eksperimentalni deo sastoi se u merenjima obavljenim na dva različita mesta,u fabric I u labaratoriji za obradu rezanjem I alatne mašine. Korišćeni strugovi su “Rudstroj” I “Loram”PRIMER: merenja su vršena na strugovima ADA, PA 501M. oba struga su istih tehničkih karakteristika I približno iste starosti. U svrhu lakšeg razlikovanja isti su dalje označeni kao strug 1 “Rudstroj” I strug 2 “Loram”. Strug je proizveden 1985.godine I više od dve decenije je intenzivno korišćen u proizvodnji,dok je sa druge strane strug 2 namenjen za labaratoriske vežbe koje se izvode u okviru nastavnog procesa,te je kao takav praktično sasvim malo radon korišćen. Cilj istraživanja je pokušati uočiti razliku u kvalitetu kliznih površina strugova. Eksperiment je obuhvatio merenje parametara hrapavosti na vodećim kliznim površinama (vođicama),alata navedenih strugova,pomoću mehaničkog uređaja za merenje hrapavosti Pertrometra M1. Vođice su postavljene na postolje struga koje je izrađeno od kvalitetnog sivog liva homogenog sastava. Vođice su čelične cementirane I kaljene a njihova tvrdoća posle kaljenja iznosi 450HB. Merenje hrapavosti je vršeno na obe vođice suporta mašine I po čitavoj njihovoj dužini. Na prvoj vođici merenje je vršeno na strain A i strain B,dok je na drugoj vođici merenje vršeno samo po jednoj strain koja je označena kao strana C. broj merenja vođice po jednoj strain je iznosio 25. Potrebno je naglasiti das u merenja na strugu rađena u pogonu firme,u vreme radnog vremena,dok su u pogonu susedne mašine čiji je rad praćen vibracijama koje su se I u izvesnoj meri prenosile I na strug što je sasvim sigurno uticalo I navrednost dobijenog signala. Ekstremne vrednosti prikazane na dijagramima su sasvim verovatno podržane I ovom pojavom.
22Slika 4.7 Prikaz vodećih kliznih površina na kojima su vršena merenja
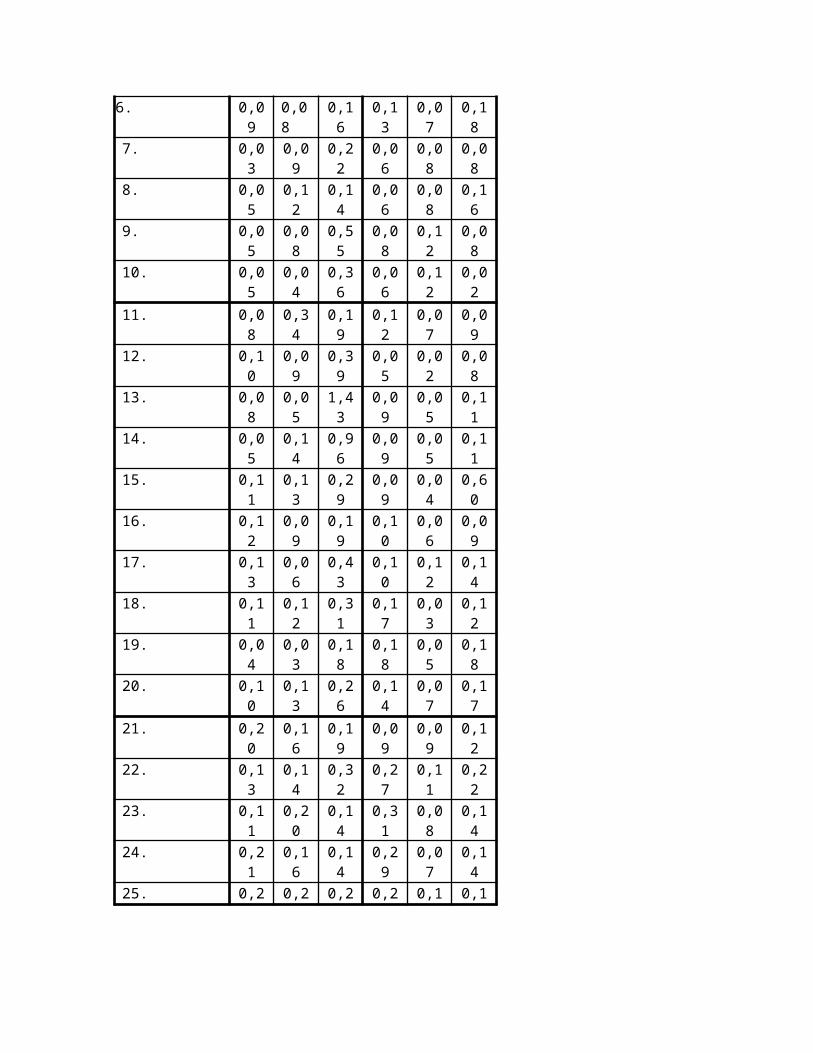
U tabeli 4.1. su date vriednosti prosečne hrapavosti Ra za oba struga i po svim mernim mestima – strana A, B i C. U principu, digitalni zapis merenja, u programskom paketu MahrSurf XR20 može da se iskaže preko bilo kojeg od većine poznatih parametara hrapavosti, i prema različitim svjetskim standardima – DIN, JIS itd. Nakon dobijenih srednjih vriednosti za parametar hrapavosti Ra po čitavoj dužini vođica, pristupa se izračunavanju srednjih vriednosti parametra Ra po pojedinim zonama vođica alata, kako bi se utvrdilo da li se vođice više troše u zoni stalnog kretanja nosača alata ili u zonama gde se nosač alata kreće povremeno ili gotovo nikada. Dužina vođica na oba struga iznosi 2,5 metra. Vođice su pri merenju parametara hrapavosti podeljene u tri zone:
22 Slika preuzeta iz knjige Edin Begović priručnik “Analiza trošenja vođica univerzalnog struga” Mašinski fakultet” Zenica 2007. Str.42 19.

1) Obuhvata merenje parametara hrapavosti od 1 – 10. U ovoj zoni, čija je dužina približno 1 metar, nosač alata se gotovo uviek kreće pri radu alatne mašine odnosno struga. Ova zona vođica je gotovo uvek u upotrebi, zbog toga što se na strugovima obrađuju komadi manjeg promera.
2) Obuhvata merenje parametara hrapavosti od 11 – 20. U ovoj zoni, čija dužina je takođe oko 1 metar, nosač alata se nekada kreće po vođici. Ova zona vođice je u upotrebi samo onda kada se na strugu obrađuju komadi većeg promera.
3) Obuhvata merenje parametra hrapavosti od 21 – 25. Ova zona vođice, čija je dužina oko 0,5 metra se nikada ne koristi pri radu struga.
RB Parametar hrapavosti Ra(μm)Strug I Strug II
A B C A B C
1. 0,24 0,24 1,01 0,07 0,09 0,132. 0,15 0,09 0,40 0,06 0,17 0,203. 0,11 0,08 0,49 0,13 0,07 0,264. 0,08 0,09 0,27 0,16 0,07 0,155. 0,06 0,33 0,28 0,10 0,06 0,19
6. 0,09 0,08 0,16 0,13 0,07 0,187. 0,03 0,09 0,22 0,06 0,08 0,088. 0,05 0,12 0,14 0,06 0,08 0,169. 0,05 0,08 0,55 0,08 0,12 0,0810. 0,05 0,04 0,36 0,06 0,12 0,0211. 0,08 0,34 0,19 0,12 0,07 0,0912. 0,10 0,09 0,39 0,05 0,02 0,0813. 0,08 0,05 1,43 0,09 0,05 0,1114. 0,05 0,14 0,96 0,09 0,05 0,1115. 0,11 0,13 0,29 0,09 0,04 0,6016. 0,12 0,09 0,19 0,10 0,06 0,0917. 0,13 0,06 0,43 0,10 0,12 0,1418. 0,11 0,12 0,31 0,17 0,03 0,1219. 0,04 0,03 0,18 0,18 0,05 0,1820. 0,10 0,13 0,26 0,14 0,07 0,1721. 0,20 0,16 0,19 0,09 0,09 0,1222. 0,13 0,14 0,32 0,27 0,11 0,2223. 0,11 0,20 0,14 0,31 0,08 0,1424. 0,21 0,16 0,14 0,29 0,07 0,1425. 0,29 0,20 0,20 0,27 0,10 0,18
Ra 0,1108
0,1312
0,38 0,1308
0,0776
0,1576
23Tabela 4.1- vrednosti dobijene pri merenju
23 Tabela preuzeta iz knjige Edin Begović priručnik “Analiza trošenja vođica univerzalnog struga” Mašinski fakultet” Zenica 2007. Str.42 20.

Nakon izračunatih srednjih vrednosti parametra hrapavosti Ra za sve strane i zone na oba struga, može se konstatovati sljedeće:
a) Površina hrapavosti na vođicama je bolja na strugu II, nego na strugu I, što je i logična posledica veće radne iskorištenosti struga I
b) Na oba struga površina hrapavosti je najbolja u zoni I na obe vođice, što se može objasniti uglačavanjem kliznih površina tokom niza godina rada strugova, a takođe i zbog uspešnog delovanja aditiva u uljima za stvaranje graničnih slojeva a time i graničnog podmazivanja, čime je isključeno delovanje stick-slip efekta
c) Na oba struga površina hrapavosti na strani C odnosno vođici 2 je dosta slabija u odnosu na strane A i B odnosno vođicu 1. Najverovatnijim uzrokom ovakvog stanja može se smatrati dejstvo momenta sila nastalog kao posledica delovanja sila rezanja u procesu obrade. Vibracije koje su neizostavan pratilac procesa rezanja dodatno pospešuju proces narušavanja integriteta površina vođica24
Primer proračuna snage za postupak skidanja strugotine:Potrebno je izračunati glavnu snagu rezanja kod spoljnjeg uzdužnog struganja uz date podatke:
kc1.1=1800 N mm-2
a p=2 mm
f =0,3 mm
D=65 mm
n =735 min-1
m c=0,19
κr = 90 o
Pc=Fc*Vc,w
Fc=b*h1-mc*kc1.1=2*0.31-019*1800=1357.6N
Vc=D*π*n=0.065* π*735/60=2.5ms-1
Pc=1357*2.5=3392.5,W=3.39,kW
24 Tekst preuzet iz knjige Edin Begović priručnik “Analiza trošenja vođica univerzalnog struga” Mašinski fakultet” Zenica 2007. Str. 50-57 21

Glavno vreme kod stuganja: tg=Luk/vf=(l+lu+li)*i/Vf,s(min)
Vf=f*n,ms-1(mm min-1)
tg- glavno strojno vreme, s (min)
Luk- ukupna dužina struganja, m (mm)
lu- dužina potrebnog ulaza, m (mm)
li- dužina potrebnog izlaza. m (mm)
i-potreban broj prolaza
vf- posmična brzina, ms-1 (mm min-1)
f- posmak, mm (m)
n- broj okretaja, s-1 (min-1)Primer:
Potrebno je izračunati glavno strojno vreme kod struganja uz sledeće podatke:
n=500 min-1
l=322 mm
lu=li=2 mm
f=0.25 mm
i=3
tg=Luk/vf=(l+lu+li)*i/Vf,s(min)
Vf=0.25*10-3,ms-1=125mm mm-1
tg=(322+2+2)*3/125=7.824,min=469,s
25Tablica 4.2 specifične sile rezanja I dijagram za mc kod metalostrugarstva
25 Tablica i dijagram preuzeti iz knjige Dr. Miodrag Lazić „Tehnologija obrade metala rezanjem“,“Univerzitet u Kragujevcu“ Kragujevac 2002. Strana 16. 22
5. Odžavanje
Osnovno održavanje obuhvata sve one postupke koje po pravilu obavlja po najvećem obimu sam rukovalac,tehničkog sistema,odnosno koj mogu da obave na licu mesta,prilikom preuzimanja tehničkog sistema od strane prethodnog rukovaoca ili u toku smene bez nekih posebnih uređaja I alata. U osnovno održavanje spadaju I postupci: snabdevanje gorivom I mazivom pranje I čišćenje,zamena tehničkih tečnosti,kontrola osnovnih sastavnih delova sistema,pomoću jednostavnih sistema,pritezanje olabavljenih spojeva,kontrola funkcionisanja tehničkog sistema preko komandnih table itd..
Vrlo često se u našoj industriji o ovome malo void računa,pa se događa da su rukovaoci tehničkih sistema vrlo malo obučeni,pre svega za upravljanje a znatno manje I za održavanje sistema.
Postupcima održavanja koj se sprovode na višem nivou,na licu mesta I u radionicama I uz učešće specijalizovanih radnika,obično ne mogu da se nadoknade propusti u osnovnom održavanju.
Postoi više tipova održavanja:
a. Osnovno održavanje od strane rukovaocab. Preventivni periodični pregledc. Kontrolni pregledd. Podmazivanjee. Tehnička dijagnostikaf. Traženje I otklanjanje slabih mestag. Preventivne zamene delovah. Preventivne periodične opravkei. Popravljanje I obnavljanje istrošenih delova
26Pravilno i redovno održavanje oruđa za rad ima za cilj povećanje njegovog veka trajanja. Oruđe može održavati, popravljati i podešavati samo stručno i ovlašćeno lice. Radnik koji radi na održavanju, popravci i podešavanju oruđa ne sme proizvoljno menjati delove oruđa, menjajući mu tako osobine i funkciju. Pre pristupanja čišćenju, popravkama i dugotrajnim prekidima, dovod električne struje mora se isključiti na mestu priključka na električnu mrežu. Manje smetnje mogu se otkloniti u toku rada samo ukoliko se nisu javile u opasnim prostorima, odnosno u prostorima opasnih kretanja oruđa.
Redovno održavanje obuhvata znatan broj radova i aktivnosti a najznačajnije među njima su sledeće: redovno i pravilno podmazivanje pogonkih prenosnika snage (ležaji, vratila, osovine); kontrola stanja alata; kontrola ispravnosti rada upravljačkih uređaja. U slučaju bilo kakvog kvara na uređaju ili alatu, zaštitnoj napravi ili uređajima za uključivanje, zaustavite strug i kvar prijavite odgovornom rukovodiocu.
Najzastupljenije I najbitnije je: Preventivno I korektivno održavanje
26 Tekst prepisan iz „IZVODI IZ UPUTSTVA ZA BEZBEDAN I ZDRAV RAD PRI OBAVLJANJU POSLOVA SA UNIVERZALNIM STRUGOM” strana 7. 23.

5.1 Preventivno održavanje
Preventivni periodični pregled su postupci preventivnog održavanja,čija je namena da se pravovremeno uči nastajanje (ili već nastala,oštećenja I neispravnosti sastavnih delova sistema postrojenja). Pri tome se teži da se tehničko stanje delova sistema utvrdi na što jednostavniji način I uz što manji utrošak rada (ne predpostavljaju se velike demontaže I ponovne montaže sastavnih delova sistema).
Pregledi se izvode u čitavom životnom ciklusu sistema. Oni su obavezni I pre I posle izvođenja profila I remonta sistema. Cilj im je određivanje nivoa funkcionalnosti,fizičke istrošenosti I oštećenja a radi pravovremenog sprečavanja otkaza.
Ako se prilikom obavljanja preventivnog održavanja naiđe na neispravnost koja se može u kratkom vremenu sa standardnim alatom (koji se obično poseduje) sa znanjem I veštinom,koje poseduje specijalista za preglede bez većih smetnji za process eksploatacije otkloniti ,tada se takva neispravnost mora I odkloniti.
Postupke pregleda je poželjno uvek pismeno pripremiti. Ako se radi o nekom jednostavnom sastavnom delu sistema,pismeni opis je verovatno suvišan. Ako je tehnički sistem složeniji,teško je pamtiti mnogo kombinacija mesta I radnji koje treba obaviti u raznim intervalima vremena. Za takve sisteme neophodno je sačiniti opis pregleda za osnovne (odgovorne) sastavne delove sistema.
27Slika 5.1.1 Koncept održavanja prema evropskom standardu
27 Slika preuzeta iz knjige Dr.Predrag Popović “Koncepcij održavanja”,”Univerzitet Singidunum” Beograd 2010. Str.7. 24.

5.1.1 Podmazivanje:Podmazivanje je process dovođenja maziva sa površinom u kretanju. Sistemi za podmazivanje imaju zadatak da taj process obave sigurno I trajno.
U cilju potpunog razumevanja sistema za podmazivanje I procesa u koj se obuhvataju sledeće aktivnosti:
Čišćenje Ispiranje kliznih (mazivnih) površina,razvodne instalacije maziva,agregata za dotur maziva Proveravanja stanja maziva (količine,svojstva) Dolivanje maziva Zamena maziva
U cilju popunjavanja prostora između mašinskih delova koj se dodiruju I nalaze u međusobnom kretanju (osovina I ležaj,vratila,vođice,itd) a time I smanjuju habanja dovodi se mazivo u njihov međuprostor.
Osim uloge podmazivanja maziva imaju zadatak da odnose I nepoželjne sastojke iz zone sprega mašinskih delova,da vrše hlađenje delova I sklopova,(ležajevi,cilindri,klipovi,itd.) amortizuju udare I vibracije,da prenose snagu I kretanje,vrše zaptivanje (sklopovi,osovine itd.) sprečavaju koroziju na metalnim delovima.
Sa razvojem tehnike porastao je I značaj maziva,jer je visoka tehnologija danas u mogućnosti da proizvede vrlo složena maziva za najdelikatnije primene. Maziva se obično proizvode za određene svrhe,jer nepostoi idealno mazivo koje bi moglo da zadovolji sve zahteve I namene.
Kao rezultat toga je postojanje velikog broja tipova maziva među kojima se treba znati snaći I odabrati svrshodno za namenu koja se od njega traži.
Potrebno je obezbediti podmazivanje za vrlo složeni prenosnik I obiman koj ostvaruje pogon za sva kretanja:
Za sve ležajeve I masu drugih elemenata Potrebno je jasno definisati I označiti sva mesta koja se podmazuju
28Slika 5.1.1.1. Šema podmazivanja svežim uljem 25
28 Slika preuzeta iz knjige Aleksandar A. Rac “Maziva I podmazivanje mašina” Mašinski Fakultet Beograd 2007. Str. 10
Ova šema podmazivanja predstavlja podmazivanje svežim uljem. Da bi se jasno definisalo šta se podmazuje I ko podmazuje,potrebno je uvesti karton podmnazivanja I postaviti ga na vidnom mestu.
Proizvođač mašine je omogućio da se preko niza signala prati stanje na mašini,ili neki eventualni otkaz u cilju sprečavanja većih lomova.
Međutim zbog nepoštovanja svih propisa koje zahteva proizvođač čest je slučaj isključivanja svih signalnih lampica,premošćavanja sklopki za zaustavljanje mašine,što naravno dovodi do neuporedivo većeg broja otkaza I većeg zastoja.
Navešću neke sigurnosne uređaja:
Osiguranje steznih prstenova Isključivanje na kraju šipke materijala Kandžasta spojnica za posmak I sigurnosna kandžasta spojnica Osiguranje ručne krivaje Električna kontrola podmazivanja Zaštita od prskanja Vođica šipke materijala
26

Oznaka familije
Osnovna namena
Zahtevi/svojstva Kategorija ISO-L-
Namena
A Protočno podmazivanje
Rafinisano mineralno ulje AN32 Lako opterećeni delovi
AN68
C Zatvoreni zupčasti prenosnici
Rafinisano min.ulje sa poboljšanim svojstvima u odnosu na oksidaciju,zaštitu od korozije i habanja
CKB32 Srednje opterećeni zubčasti sistemi sa podm. Pod pritiskom,uljnom kupkom ili maglom
CKB68
CKB100
F Ležaji,vretena i spojnice
CKB150 Podmazivanje kliznih i kotrljajnih ležajeva uljem pod pritiskom,uljnom kupkom ili maglom
FC2
FC5
FC10
Ležaji Rafinisano min.ulje sa poboljšanim svojstvima u odnosu na oksidaciju,zaštitu od korozije i habanja
FD2
FD5
FD10
G Metalne klizne staze
Rafinisano min.ulje sa poboljšanim svojstvima na oksidaciju,zaštitu od korozije i svojstvima sprečavanja neravnomernog kretanja
GA68 Podmazivanje kliznih staza navrtki i kliznih ležaja gde se zahteva smanjenje neravnomernosti kretanja
GA100
GA150
Nemetalne klizne staze
GA220
GB68
GB100
Metalne klizne staze
Sintetička ulja sa svojstvima sprečavanja neravnomernog kretanaj
GS68 podmazivanje kliznih staza gde se zahteva kompatibilnost sa SHPGS220
29Tabela5.1.1.1 Maziva za mašine alatke
5.2 Korektivno održavanje
Korektivno održavanje se može opisati kao ordžavanje koje se preduzima kada je pojedini deo ili sastav otkazao ili je istrošen. Korektivno održavanje se realizuje nakon javljanja kvara. Ono se preduzima radi povrata tog dela ili sastava u prvobitno radon stanje.
Ovo je najčešći način održavanja koj se danas primenjuje,a ujedno je I najjeftiniji. Cena održavanja u ovom slučaju je jednaka 0. Održavanje se vrše tek nakon što kvar nastupi a čest uz kvar dela nastaje šteta I na oklolnim delovima I uređajima. Osim toga pouzdan sastav sa ovim održavanjem je pitanje ona je direktno zavisna sa pouzdanošću najslabije komponente.
Zastoi u radu se ne mogu predvideti kao ni vreme potrebno za otklanjanje kvara. Da bi se izbegli duži zastoji usled kvarova pri ovom načinu održavanja jedina je mogućnost imati sve rezerne delove u skladištu što znatno poskupljuje održavanje.
Iz navedenog je očigledno da se ovim načinom ne mogu održavati važniji I skuplji delovi ,već se oni održavaju pojedinim načinom preventivnog održavanja. Korektivno održavanje se uvek radi bez raspoređivanja I neplanski,ali I za pojedine aktivnosti korektivnog održavanja se takođe kreiraju planovi održavanja.
30Slika 5.2.1 Istorija rasta očekivanja od održavanja29 Podaci iz tabele preuzeti iz knjige Aleksandar A. Rac „Maziva i podmazivanje mašina“ Mašinski fakultet Beograd 2007. Str.221 2730 Slika preuzeta iz knjige Dr.Predrag Popović “Koncepcij održavanja”,”Univerzitet Singidunum” Beograd 2010. Str.24.

28
Održavanje se posmatra kao proces u kome se sve aktivnosti sprovode prema unapred definisanim kriterijumima:
Troškovi
Raspoloživost
Efektivnost
Pouzdanost, itd.
Šire posmatrano, sistem ODRŽAVANJA predstavlja deo poslovnog sistema kroz koji treba da se integrišu:Optimalna organizacija,
Relevantne tehnologije,
Informacioni sistem kao osnova objedinjavanja raspoloživih resursa,
Inženjerska ekonomija
31Slika5.2.2 Stabla otkaza
31 Slika preuzeta iz knjige Dr.Predrag Popović “Koncepcij održavanja”,”Univerzitet Singidunum” Beograd 2010. Str.25.

5.3 Postavljanje mašine I bezbednost pri radu Prilikom postavljanja i razmeštaja mašine voditi računa o prilazima, prolazima i slobodnim površinama oko oruđa, a sve u cilju lakog i bezbednog rukovanja, posluživanja i održavanja, nadgledanja procesa rada.
Obezbediti i propisati mesto za odlaganje sirovina i gotovih proizvoda. Samo na propisanom mestu isti se i mogu ostavljati. Mašina se priključuje na napon220 V, 50 Hz.
Napajanje se vrši preko priključnog kabla koji direktno ulazi u priključnu kutiju mašine. Zaštita od kratkog spoja izvodi se preko osigurača I priključnog sistema elektro-instalacije. Mašina se sme priključiti samo na instalaciju na kojoj je izvršena zaštita od indirektnog dodira. Voditi da stezna glava bude bez ispupčenja,potpuno glatka.Pakne se postavljaju tako da ne vire iz stezne glave. Oko nosača alata potrebno je postaviti mehaničku zaštitu za sprečavanje ulaska delova tela u opasnu zonu rada. Postaviti mehaničku zaštitu za sprečavanje odletanja čestica strugotine ili emulzije za hlađenje.
Pre početka rada proveriti:
Da li su na strugu postavljene sve zaštitne naprave,a naročito ona na remenskom prenosu
Da li uređaj za uključivanje deluje ispravno
Pre uključivanja uređaja dobro I sigurno učvrstite predmet obrade u mehanizam za držanje predmeta obrade. Proverite da li su radni alati na pravilan način učvršćeni. Pre aktiviranja rada nemoj ted a zaboravite da izvadite ključ iz stezne glave.
U cilju utvrđivanja dali su na univerzalnom strugu primenjene propisane mere zaštite na radu, Poslodavac je u zakonskoj obavezi da izvrši ispitivanje:
- pre prve upotrebe
- posle rekonstrukcije ili havarije
- pre korišćenja na novom mestu upotrebe
- najkasnije u roku od tri godine od dana predhodnog pregleda i ispitivanja
Periodične preglede i ispitivanja može da vrši preduzeće koje ispunjava propisane uslove, odnosno poseduje ovlašćenje Ministarstva nadležnog za poslove rada.
Strugotine ne uklanjajte rukama već četkom ili drugim odgovarajućim alatom, ali samo kada je strug isključen.
29

30
5.3.1 Bezbednost pri radu:
Potencijalni izvori opasnosti:
A. Opasnost razvodna kutija za pogonsku energijuB. Opasnost zbog rotiranjaC. Opasnost zbog nehotičnog uključivanja glavnog vretenaD. Opasnost od zahvatanja ili udara stezne glaveE. Radni predmet/opasnost od zahvatanja rotacijomF. Čeljusti stezne glave/opasnost od izbočenih rotirajućih delovaG. Opasnost od drugih rotirajućih delovaH. Opasnost od alataI. Vučno vreteno/opasnost od rotiranjaJ. Vodeće vreteno/opasnost od rotiranja
Rukovanje sa strugom dozvoljeno je samo zaposlenima koji ispunjavaju posebne uslove za rada na tim poslovima.
Da je zaposleni obučen za bezbedan i zdrav rad;
Da su na strugu primenjene mere za bezbedan i zdrav rad;
Da zaposleni primenjuje propisana sredstva lične zaštite.
Pri obavljanju poslova sa univerzalnim strugom moraju se koristiti sva propisana lična zaštitna sredstva kao što su zaštitne naočare, zaštitno odelo, zaštitne cipele, zaštitne rukavice za poslove čišćenja mašine, antifoni po potrebi i dr. Za vreme rada koristite sva potrebna propisana lična zaštitna sredstva. Zaštitna odeća koju upotrebljavate pri radu mora biti pripijena uz telo i zakopčana. Za zaštitu očiju od upadanja letećih čestica upotrebljavajte zaštitne naočare. Za zaštitu organa sluha koristite antifone.
Zabranjeno:
Rad zaposlenim koji nisu stručno obučeni. Rad bez korišćenja sredstava lične zaštite. Zabranjeno je ostavljanje ključa u steznoj glavi. Radni, prenosni i pogonski elementi ograđeni su zaštitnim napravama i kućištem samog oruđa, čime je ograničen i onemogučen pristup tela ili delova tela radnika. Zaštitne naprave su fiksirane i učvršćene tako da je njihovo odstranjivanje moguće samo uz primenu odgovarajućeg alata.
Zaposlenima je ZABRANJEN rad na oruđu na kome su uklonjene zaštitne naprave i poklopci. Zabranjen je rad sa oruđem ukoliko postoji mehaničko oštećenje kablova za napajanje strujom. Za vreme obrade radnih materijala struganjem nikada ne držite predmet obrade rukama. Ruke držite daleko od rotirajućih delova na strugu. Ne nosite pri radu kravatu, prstenje, narukvice, lančiće i sl. Kosa ukoliko je dugačka mora biti skupljena i stavljena pod kapu.

31
6. Zaključak
Moderan pristup u samom proučavanju mašina u industriji ukazuje na upoznavanje tehnoloških procesa I sistema u industriji kao I upoznavanje budućih stručnjaka,da na osnovu proračuna vrše izbor adekvatne I standardne opreme. Iz svih prethodno navedenih karakteristika date mašine-univerzalni strug,može se videti da je njegova upotreba dosta korisna da u mnogima zamenjuje ljudski rad,a istovremeno je njen rad dosta pouzdan,efikasan,rentabilan I ekonomičan. Ovo ukazuje da se uz minimalna ulaganja u remont može I dalje koristiti I vrlo praktično primenjivati. Međutim kako nauka sve brže napreduje I kako sve više ima inovacija,realno je očekivati razvoj novih savremenih mašina. Koje će polako ali sigurno potisnuti iz upotrebe I ustupiti im mesto u proizvodnom ciglusu.
Sa razvojem industrializacije došlo je do naglog porasta upotreba mašina, moderan i savremen život ne bi bio moguć bez mašina, sve sto nas okružuje je neki proizvod koji je napravila neka mašina. Iako opasne i lako mogu da dovedu do povreda ako se ispoštuju sva pravila i propisi o bezbeednosti na radu i ako se poštuju mere sigurnosti koje je proizvođač mašine propisao rizik od povreda prilikom korišćenja je sveden na minimum.
Slika 6.1 Univerzalni strug P501M
32
7. Literatura
[1] Dragan Živković “Mašinski Sistemi”,”Visoka Tehnička Škola”,Beograd 2014.
[2] Aleksandar A.Rac “Maziva I podmazivanja mašina” “Mašinski fakultet”,Beograd 2007.
[3] Milisav Kalajdžić “Tehnologija mašinogradnje”,”Mašinski fakultet” Beograd 2006. X Izdanje
[4] Zbignjev Javorski “Metalostrugarstvo”,Zavod za izdavanje udžbenika Sarajevo 1966.
[5] Miodrag Lazić „Tehnologija obrade metala rezanjem“,“Univerzitet u Kragujevcu“ Kragujevac 2002.
[6] Edin Begović “Analiza trošenja vođica univerzalnog struga” Mašinski fakultet” Zenica
[7] www.wikipedia.com
[8] www.bezbednostpriradu.com
[9] www.google.com
[10] http://www.vizijadanas.com/strugarska_obrada.html

33