Embed Size (px)
Citation preview

NAUKA∗ISTRAŽIVANJE∗RAZVOJ SCIENCE∗RESEARCH∗DEVELOPMENT
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (3/2010), str. 83-90 83
А. М. Savicky, D. Bajić, M. M. Savicky, V. N. Vashchenko, А. F. Lupan, Ju. M.Skrabaliuk
TEHNOLOGIJA ORBITALNOG ZAVARIVANJA CJEVOVODA PRIMJENOM AKTIVIRAJUĆEG TOPITELJA
ORBITAL WELDING TECHNOLOGY OF PIPELINE APPLICATION OF ACTIVATING FLUX
Originalni naučni rad / Original scientific paper
UDK / UDC: 621.791.753:621.643
Rad primljen / Paper received: Maj 2010.
Adresa autora / Author's address: А. М. Savicky, M. M. Savicky, V. N. Vashchenko, А. F. Lupan, Ju. M. Skrabaliuk, Institut elektrozavarivanja E.O.Paton, Kiev, Ukraina.
D. Bajić, Mašinski fakultet Podgorica, Univerzitet Crne Gore, Podgorica, Crna Gora. E-mail: [email protected]
Ključne reči: elektrolučno zavarivanje, orbitalno zavarivanje, aktivirajući topitelj, formiranje šava, mehanička svojstva.
Keywords: arc welding, orbital welding, activating welding flux, forming of seam, mechanical properties.
Izvod Aktivirajući topitelji pri zavarivanju čelika netopljivom volframovom elektrodom povećavaju penetraciju električnog luka 2-3 puta. Primjenom ove tehnologije pri orbitalnom zavarivanju cijevi, postiže se kvalitetno jednoprolazno zavarivanje čelika do 6 mm bez pripreme žljeba i korišćenja dodatnog zavarivačkog materijala. Nezavisno od prostornog položaja elektrode obezbjeđuje se kvalitetno formiranje šava bez upotrebe obloga za njegovo formiranje. Povećano protapajuće svojstvo električnog luka, koje se obezbjeđuje aktivirajućim topiteljem, isključuje mogućnost pojave grešaka u zavarenom spoju kao što su neprovari i naljepljivanje. Istovremeno, umanjuje se unošenje toplote u zavareni spoj, što pozitivno utiče na formiranje struktura i ukupna mehanička svojstva tog spoja. U radu su prezentirani rezultati istraživanja primjene tehnologije orbitalnog ATIG zavarivanja cijevi. Kao posebnost ove opreme navodimo sistem za automatsko nanošenje aktivirajućeg topitelja na stranice spoja u procesu zavarivanja.
* Rad je izlagan na 26. savetovanju Zavarivanje 2010 - Tara
Abstract Activating flux in the process of steel welding by non fusible wolfram electrode increases penetration of electric arc by 2 - 3 times. By the application of this technology with single pass orbital pipe welding up to 6 mm of steel weld, without preparation of groove and use of additional weld material, would be achieved. Additionally, this will ensure high quality of weld without the use of coats for its formation, independently from electrode position. Increased penetration electric arc, provided by activating flux, excludes the possibility of weld irregularities like lack of fusion. At the same time, the amount of heat entering the weld is decreased, which has a positive impact on structure formation and general mechanical properties of the weld. In the paper are presented results of application of technology of orbital ATIG pipe welding. Particularities of this equipment include system for automatic application of activating flux in welding process.
UVOD
Proizvodnja energije i industrija energetike uopšte, kao glavni pokretač cjelokupne svjetske ekonomije, krajem prošlog vijeka doživjeli su veoma brz razvoj. Jedan od važnijih komponenti energetike predstavlja izgradnja i održavanje cjevovoda različite namjene. To su cjevovodi za transport prirodnih energenata, kao i tehnološki cjevovodi nuklearnih elektrana, termo-elektrana itd.
Ovi cjevovodi se klasifikuju u grupu zahtjevnih konstrukcija, jer njihovim otkazom, po prirodi funkcionisanja, dolazi do ekoloških katastrofa i gubitka ljudskih života. Zbog toga, povećan kvalitet i eksploataciona pouzdanost cjevovoda predstavljaju zahtjeve koji moraju biti zadovoljeni.
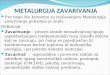
Osnovni tehnološki proces pri izradi cjevovoda predstavlja zavarivanje, pa kada se govori o kvalitetu i pouzdanosti cjevovoda, prije svega se misli na kvalitet i pouzdanost zavarenih spojeva. Zadatak se usložnjava i tim što se spojevi realizuju u montažnim uslovima, pri čemu se položaj elektrode i kupke vara permenentno prostorno mijenja (slika 1).
Oblik i geometrija rastopa sada zavisi od prostornog položaja volframove elektrode. Postojano se mijenja ravnoteža sila koje djeluju na kupku vara, što se takođe odražava na kvalitet formiranog šava. U položaju 1 sile Fel i Gm se sabiraju, tako da sila Fpn ne uspijeva da izvrši uravnotežavanje, pa rastop ima konkavan oblik površine i dolazi do potiskivanja metala unutar cijevi. Idući dalje, ugao između sila Fel i Gm se povećava, a njihova rezultujuća sila R se smanjuje. U položaju 5

NAUKA∗ISTRAŽIVANJE∗RAZVOJ SCIENCE∗RESEARCH∗DEVELOPMENT
84 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (3/2010), str. 83-90
formiranje šava se ostvaruje kao posledica ravnoteže sila Fpn i Fel s jedne strane i Gm sa druge strane. Upotrebom aktivirajućeg topitelja, ova problematika se pojednostavljuje.
Sva ispitivanja vršena u svijetu pokazuju da je jedan od preduslova dobijanja kvalitetnih zavarenih spojeva kod cjevovoda mehanizacija njihovog zavarivanja. Na taj
način, orbitalno zavarivanje cjevovoda u nuklearnoj energetici omogućuje da se greške zavarenih spojeva u odnosu na ručno elektrolučno zavarivanje koje se kreće u opsegu 15-20% smanji na svega 2-3%. Ovo se objašnjava činjenicom da se isključuje uticaj čovjeka kao faktora na uslove formiranja zavarenih spojeva, koji je maksimalno izražen pri ručnom zavarivanju.
Slika 1: Šematski prikaz dejsta sila u kupki vara pri orbitalnom zavarivanju vertikalnih spojeva (5G):
Fpn – sila površinskog napona tečnog metala, Fel – sila pritiska električnog luka na kupku vara, Gm – gravitaciona sila
Figure 1: Schematic presentation of forces distribution in the metal bath at orbital welding in vertical position (5G)
Fpn – force of surface tension for metal bath, Fel – pressure force of electric arc on metal bath, Gm – gravity force
Slični problemi su vidljivi i pri mehanizovanom orbitalnom zavarivanju magistralnih cjevovoda, a takođe i pri zavarivanju raznih oblika prstenastih spojeva. Zbog svega prethodno rečenog, razvoju ove oblasti posvećena je velika pažnja u praktično svim industrijski razvijenim zemljama.
Osnovni zadatak koji je neophodno riješiti pri mehanizovanom orbitalnom zavarivanju predstavlja kvalitetno formiranje korjene strane šava. U ovom trenutku, od svih mehanizovanih komercijalnih postupaka zavarivanja, samo TIG postupak zavarivanja omogućava da se pri jednostranom zavarivanju formiraju šavovi visokog kvaliteta, bez obloga, u svim prostornim položajima. Ovo je uslovilo njegovu široku primjenu u nuklearnoj tehnici i drugim granama gdje su zahtjevi za kvalitetom zavarenih spojeva cjevovoda izuzetno visoki.
Istovremeno, nedostatak TIG postupka je mala provarivačka sposobnost električnog luka, pa pri
zavarivanju metala debljine 3 mm i više, neophodno je vršiti skošavanje stranica, što se negativno odražava na ukupnu proizvodnost zavarivanja. Tradicionalno, kao osnovni pravac rješavanja datog problema predstavlja povišen nivo automatizacije opreme na bazi široke primjene mikroprocesorske tehnike, programabilnih sistema, sistema za daljinski nadzor i upravljanje procesom zavarivanja.
Sve ovo zahtijeva velika finansijska sredstva, kako na nivou naučne razrade, tako i na nivou proizvodnje. Kao rezultat ovih i ovakvih aktivnosti, pojavljuje se skupa oprema za orbitalno zavarivanje. Pored toga, svi razvijeni sistemi baziraju se na primjeni konvencionalnog TIG postupka.
To je proizvelo situaciju, da su u ovom trenutku troškovi unapređenja opreme neadekvatni dobijenim rezultatima. Izmjena postojeće situacije je moguća razvojem tehnološke sposobnosti elektrolučnog zavarivanja.

NAUKA∗ISTRAŽIVANJE∗RAZVOJ SCIENCE∗RESEARCH∗DEVELOPMENT
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (3/2010), str. 83-90 85
Jedna od mogućnosti ovog unapređenja je elektrolučno zavarivanje netopljivom elektrodom uz primjenu aktivirajućih topitelja - ATIG postupak [1-4]. Kod ovog postupka zavarivanja akcenat je dat aktivaciji procesa u električnom luku, pri zavarivanju u zaštitnim atmosferama argona, helijuma ili smješama na njihovoj osnovi, koja omogućava 2-3 puta povećanje dubine protapanja bez povećanja struje zavarivanja u poređenju s konvencionalnim TIG postupkom (slika 2) [5].
Rezultati izvršenih ispitivanja pokazuju da analogno konvencionalnom TIG postupku, ATIG postupak obezbjeđuje kvalitetno formiranje šava. Ipak, za razliku od TIG postupka, ATIG omogućava značajno povećanje debljine metala koju je moguće zavariti u jednom prolazu, bez skošavanja stranica žljeba - bez pripreme.
Na primer, pri orbitalnom zavarivanju vertikalnih nepokretnih cijevi konvencionalnim TIG postupko može se postići kvalitetan zavareni spoj pri jednostranom zavarivanju metala debljine 2,0-2,5 mm. Pri istim uslovima zavarivanja, primjenom ATIG postupka, ovu debljinu je moguće povećati i do 6 mm, što je 2,4 (3) puta veća debljina.
Pored toga, na račun niza dopunskih tehnika, koje se trenutno usavršavaju, pokazano je da se debljina
metala pri orbitalnom ATIG postupku zavarivanja može povećati do 8,0 mm. Imajući u vidu činjenicu da osnovna količina cijevi koje se primjenjuju u nuklearnoj i termoenegetici imaju debljinu 3,0-6,0 mm, to ovaj postupak obezbjeđuje komforan rad i mogućnost njihovog zavarivanja bez skošavanja stranica žljeba za jedan prolaz s kvalitetnim formiranjem zavarenih spojeva.
REZULTATI I DISKUSIJA
Ispitivanja uticaja aktivirajućeg topitelja na mehanička svojstva zavarenih spojeva kod čelika CT.20, 09Г2С, 17Г1С i 10ХСНД svjedoče da ATIG postupak zavarivanja omogućava dobijanje zavarenih spojeva čija se svojstva praktično ne razlikuju od svojstava osnovnog metala, a ne često su i bolja.
U tabeli 1 prikazani su rezultati koji omogućuju validno ocjenjivanje uticaja aktivirajućeg topitelja na pokazatelje čvrstoće i duktilnosti zavarenih spojeva cijevi čelika CT.20 (ГОСТ 8479-70), 09Г2С (ГОСТ 5520-79), 17Г1С (ГОСТ 19282-73) i 10ХСНД (ГОСТ 19282-73).
Rezultati svjedoče da zavareni spojevi dobijeni primjenom ATIG postupka ne zaostaju po duktilnosti za OM, a po čvrstoći prevazilaze iste.
a) b) c) d)
Slika 2: Oblik zavarenih spojeva i dubina protapanja pri zavarivanju bez topitelja (a, c) i s topiteljem (b, d) Figure 2: Welded joints shape and melting depth at welding without flux (a, c) and with fluxes (b, d)
Tabela 1: Mehanička svojstva zavarenih spojeva realizovanih ATIG postupkom
Table 1: Mechanical properties of the ATIG steel welds
Čelik Ispitivana zona zavarenog spoja
RE, MPa
RM, MPa
A5, %
Z, %
Ugao savijanja 180°
OM 288,3 412,3 23,3 67,9 CT.20
MŠ 374,4 499,3 22,6 71,6 nema prslina
OM 280,7 455,4 16,0 64,0 09Г2С
MŠ 270,3 503,4 18,3 62,0 nema prslina
OM 363,3 507,9 17,4 58,4 17Г1С
MŠ 363,3 517,8 17,3 58,6 nema prslina
OM 571,0 742,0 26,7 67,7 10ХСНД
MŠ 702,0 779,0 21,0 65,8 nema prslina

NAUKA∗ISTRAŽIVANJE∗RAZVOJ SCIENCE∗RESEARCH∗DEVELOPMENT
86 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (3/2010), str. 83-90
Pri ispitivanju na savijanje postignut je maksimalni ugao savijanja ali ni u ovim slučajevima u zavarenim spojevima nije registrovano prisustvo prslina.
Ovo samo potvrđuje visok nivo duktilnosti šavova dobijenih ATIG postupkom. O tome svjedoče i rezultati ispitivanja zavarenih spojeva čiji su rezultati prezentirani u tabeli 2.
U tabeli 3 i tabeli 4 predstavljeni su uporedni rezultati ispitivanja mehaničkih karakteristika zavarenih spojeva čelika CT.20 i 08Х18Н10Т, realizovanih TIG zavarivanjem i primjenom aktivirajućih topitelja (ATIG). Rezulatati ispitivanja svjedoče da primjena ATIG postupka zavarivanja doprinosi poboljšanju mehaničkih svojstava zavarenih spojeva, što je posebno izraženo kod udarne žilavosti istih.
Tabela 2: Udarna žilavost zavarenih spojeva realizovanih ATIG postupkom Table 2: Absorbed energy of the ATIG steel welds
Čelik Temperatura ispitivanja, °С
Ispitivana zona zavarenog spoja KCU, J/cm2 KCV, J/cm2
CT.20 09Г2С 17Г1С
MŠ 100 116 112
66 78 89
CT.20 09Г2С 17Г1С
+20
ZUT 116 116 111
68 70 72
Tabela 3: Mehanička svojstva zavarenih spojeva čelika CT.20
Table 3: Mechanical properties of CT20 steel welds
Mehanička svojstva pri ispitivanju na +20оС Postupak zavarivanja Ugao savijanja RE, MPa RM, MPa A5, % Z, % KCU, J/cm2 KCV, J/cm2
TIG 180º
(nema prslina) 340 470 18,5 67,0 105 64
ATIG 180º
(nema prslina) 388 499 22,3 71,6 116 78
Tabela 4: Mehanička svojstva zavarenih spojeva čelika 08Х18Н10Т
Table 4: Mechanical properties of 08Х18Н10Т steel welds
Mehanička svojstva pri ispitivanju na +20оС Postupak zavarivanja Ugao savijanja RE, MPa RM, MPa A5, % Z, % KCU, J/cm2
TIG 180º
(nema prslina) 335 537 42,7 64,0 165
ATIG 180º
(nema prslina) 312 560 48,3 64,1 190
Visok nivo kvaliteta zavarenih spojeva dobijenih primjenom ATIG postupka zavarivanja, kako pokazuju metalografska ispitivanja, vezana su za pozitivni uticaj prisustva aktivirajućeg topitelja u procesu strukturnih transformacija u kupki vara. Pri TIG postupku zavarivanja kristali su krupni (slika 3a) i njihove granice su jasno izražene. ATIG postupkom obezbjeđuje se usitnjavanje strukture (slika 3b) i formiranje u zavaru dezorjentisane strukture (slika 3c). Imajući u vidu dobijene rezultate ispitivanja, može se zaključiti da primjenom ATIG postupka zavarivanja obezbjeđuje se povećanje proizvodnosti zavarivanja uz istovremeno povećanje kvaliteta zavarenih spojeva.
Ovaj postupak se primjenjuje pri montažnom zavarivanju cjevovoda kod nuklearnih i termoelektrana, kao i kod cjevovoda koji se koriste u drugim industrijskim granama. U cilju praktične realizacije ATIG postupka, razrađeno je više načina i tehnika unosa aktivirajućeg topitelja u zonu zavarivanja - na stranice spoja. Na osnovu stečenog eksperimentalnog iskustva i znanje, trenutno je konstruisan i nalazi se u fazi završnih ispitivanja i unapređenja postupak automatskog unosa aktivirajućeg topitelja u zonu električnog luka i oprema kojom se to realizuje. Zajedno sa opremom za orbitalno zavarivanje to će biti

NAUKA∗ISTRAŽIVANJE∗RAZVOJ SCIENCE∗RESEARCH∗DEVELOPMENT
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (3/2010), str. 83-90 87
kompaktan sistem. Pri debljini stjenke do 6,0 mm, uz stroge zahtjeve kvaliteta spoja, priprema (skošavanje) stranica nije potrebna. Orbitalnim jednoprolaznim zavarivanjem čelika ovih debljina, postiže se potpuno provarivanje i dobro formiranje korjene strane šava (slika 4). Ukoliko debljina stjenke cijevi prelazi 6 mm, zavareni spoj je neophodno uraditi u nekoliko prolaza s obaveznim skošavanjem stranica spoja. Korjeni zavar radi se ATIG postupkom, analogno jednoprolaznom
zavarivanju cijevi debljine stjenke od 6,0 mm (slika 5). Ukoliko kod cijevi postoji smicanje, ukupna debljina zatupljenja, uključujući i smicanje, ne smije biti veće od 6,0 mm. Za popunu žlijeba mogu se koristiti mehanizovani postupci zavarivanja, a jedan od najčešće korišćenih je MIG/MAG postupak. Popunom žlijeba mehanizovanim zavarivanjem pomoću topljive elektrode u zaštitnoj atmosferi inertnog ili aktivnog gasa, obezbjeđuje se zavareni spoj visokog kvaliteta.
a) TIG (х150) b) ATIG (х150) c) ATIG (х25)
Slika 3: Primarna struktura metala šava prijenom postupka Figure 3: Weld metal microstructure obtained by the ATIG and TIG processes
a) b)
Slika 4: Spojevi cijevi dobijenih jednoprolaznim orbitalnim ATIG postupkom zavarivanja bez skošavanaj strantica: а) Ø76 mm, ≠4,5 mm, čelik 12Х18Н10Т (GOST); b) Ø76 mm, ≠6 mm, čelik Ст.20 (GOST)
Figure 4: Single pass welded joints obtained by the orbital ATIG welding process without weld joint preparing. а) Ø76 mm, ≠4,5 mm steel 12Х18Н10Т
(GOST); b) Ø76 mm, ≠6 mm, steel Ст.20 (GOST)
Slika 5: Korijenski zavar debljine ≠5 mm dobijen jednoprolaznim orbitalnim ATIG
zavarivanjem: Ø325 mm, ≠10 mm, čelik Ст.20 (GOST) Figure 5: Root pass obtained by the single pass ATIG welding process at ≠5 mm
thickness: Ø325 mm, ≠10 mm, steel Ст.20 (GOST)

NAUKA∗ISTRAŽIVANJE∗RAZVOJ SCIENCE∗RESEARCH∗DEVELOPMENT
88 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (3/2010), str. 83-90
Tabela 5: Rezultati ispitivanja mehaničkih karakteristika zavarenih spojeva dobijenih kombinovanim postupkom elektrolučnog zavarivanja
Table 5: Results of the mechanical properties of the welded joints obtained with combined arc welding process
Mehanička svojstva pri ispitivanju na +20оС Ispitivana zona
zavarenog spoja Ugao savijanja, RE, MPa RM, MPa A5, % Z, %
OM 120º, (nema prslina) 323 479 34 59
MŠ 120º, (nema prslina) 505 632 22 55
a) b)
Slika 6: Feritno-perlitna mikrostruktura MŠ (а) i ZUT (b), х100 Figure 6: Ferrite-perlite microstructure of the weld metal (a), and HAZ (b), x100
U tabeli 5 prikazani su rezultati ispitivanja mehaničkih karakteristika zavarenih spojeva cijevi od čelika Ст.20 dobijenih kombinovanim elektrolučnim postupkom zavarivanja: korijenski zavar - ATIG postupkom; popuna - topljinom žičanom elektrodom Св08Г2С u zaštitnoj atmosferi CO2. Ovi podaci svjedoče, da zavareni spojevi u odnosu na osnovni materijal imaju istu duktilnost, a da prevazilaze po karateristikama čvrstoće. Metalografska ispitivanja zavarenih spojeva pokazuju da je u zavarima formirana sitnozrna feritno-perlitna struktura (slika 6). Primjena orbitalnog ATIG ili kombinovanog elektrolučnog zavarivanja pri remontu cjevovoda ili njihove montaže na mjestima sa ograničenim pristupom i radnim prostorom, zahtijeva i adekvatnu
nastandardnu opremu. Osnovni zahtjev za ovu opremu je da bude male težine i malih gabarita kako bi njihova montaža na radnom mjestu bila ručna i svakako što jednostavnija. Uvažavajući ova dva osovna zahtjeva, trenutno je razrađena konstrukcija malogabaritne opreme za orbitalno zavarivanje sa blokom upravljanja. Na slici 7 prikazan je osnovni model uređaja za orbitalno zavarivanje primjeno ATIG postupka cijevi prečnika Ø57-219 mm. Prema potrebi, ovaj uređaj se može dopuniti kompletom za: automatsko nanošenje aktivirajućeg topitelja na
stranice spoja, automatsko održavanje dužine luka i mehanizmom za dopremanje elektrodne žice u
zonu zavarivanja.
Slika 7: . Osnovni model uređaja za orbitalno zavarivanje ATIG
postupkom cijevi prečnika Ø57-219 mm Figure 7: Basic model of the unit for ATIG orbital welding pipes
for 57-219 mm diameter

NAUKA∗ISTRAŽIVANJE∗RAZVOJ SCIENCE∗RESEARCH∗DEVELOPMENT
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (3/2010), str. 83-90 89
Slika 8: Solid model uređaja za orbitalno zavarivanje ATIG postupkom cijevi prečnika većim od Ø219 mm i debljine ≤6 mm
Figure 8: Solid model of unit for ATIG orbital welding of pipes in diameter higher of 219 mm and the thickness less than 6 mm
a)
Slika 9: Solid model uređaja za orbitalno zavarivanje kombinovanim postupkom elektrolučnog zavarivanja cijevi prečnika većeg od
Ø219 mm i debljine ≥6 mm Figure 9: Solid model of unit for combined orbital arc welding of pipes
in diameter higher of 219 mm and the thickness less than 6 mm
Na slici 8 prikazan je solid model uređaja za orbitalno zavarivanje ATIG postupkom cijevi prečnika većim od Ø219 mm, a na slici 9 solid model uređaja za orbitalno zavarivanje cijevi prečnika većim od Ø219 mm kombinovanim postupkom elektrolučnog zavarivanja.
ZAKLJUČAK
- Primjenom orbitalnog ATIG postupka zavarivanja postižu se pouzdani i kvalitetni zavareni spojevi ugljeničnih konstrukcionih, nisko legiranih ugljeničnih i visoko legiranih austenitnih čelika.
- Primjena ATIG postupka zavarivanja doprinosi poboljšanju mehaničkih svojstava zavarenih spojeva, što je posebno izraženo kod udarne žilavosti istih.
- ATIG postupkom vrši se usitnjavanje strukture i formiranje u zavaru dezorjentisane finozrne strukture.
- Orbitalnim kombinovanim elektrolučnim zavarivanjem dobijaju se pouzdani zavareni spojevi koji u odnosu na osnovni materijal posjeduju bolje karateristike čvrstoće.
LITERATURA
[1] Савицкий М.М., Кушниренко Б.Н., Лупан А.Ф., Мельник А.Д., Особенности формирования шва при сварке по активирующему флюсу, Автоматическая сварка, №2, (1981), pp.18-21.
[2] Bajić D., Савицкий М.М., Blečić Ž., Prednosti zavarivanja čelika ATIG postupkom, Zavarivanje i zavarene konstrkcije, Vol.46, №4, (2001), pp.149-154.

NAUKA∗ISTRAŽIVANJE∗RAZVOJ SCIENCE∗RESEARCH∗DEVELOPMENT
90 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE (3/2010), str. 83-90
[3] Байич Д., Мельничук Г.М., Лупан А.Ф., Савицкий М.М. Техника и режимы аргоно-дуговой сварки сталей с активирующими флюсами, Автоматическая сварка, №10, (2002), pp.34- 37.
[4] Bajić D., Istraživanje mogućnosti zavarivanja sklopova energetske opreme korišćenjem aktivirajućeg topitelja, Doktorska
disertacija, Univerzitet Crne Gore, Metalurško-tehnološki fakultet Podgorica, 2003.
[5] Bajić D.; Савицкий М.М.; Blečić Ž., Prednosti zavarivanja čelika postupkom A-TIG, Zavarivanje i zavarene konstrukcije, Vol.46, 4/2001, pp. 149-154
Na Mašinskom fakultetu u Nišu održan seminar
ZAVARIVANJE I SEČENJE-NOVI POSTUPCI, MATERIJALI I OPREMA
Na Mašinskom fakultetu u Nišu početkom jula ove godine održan je seminar iz oblasti zavarivanja na temu «Zavarivanje i sečenje. Novi postupci, materijali i oprema». Seminar je organizovao Centar za obuku Mašinskog fakulteta u nišu u okviru realizacije Kursa za inženjere specijaliste za zavarivanje IWE i IWT. Seminarom je rukovodio prof. dr Dragan Milčić, prodekan za saradnju sa privredom.
U prvom delu seminara, koji je održan u Konferencijskoj sali uz pomoć računara i video bima učesnicima seminara se obratio Dragan Mišković, IWE, Contry Manager Serbia, firme ITW Welding Produkts Sout East Europe iz Beograda. On je govorio o novim trendovima u oblasti tehnike i tehnologije zavarivanja i sečenja, o novim osnovnim i dodatnim materijalima, novoj opremi i uređajima za zavarivanje i sečenje. Istovremeno je učesnike seminara upoznao sa proizvonim programima firmi koje objedinjuje ITW Welding Products: Miller, Hobart, Koike, Elga Mc Kay i drugi. Posebno su predstavljeni novi proizvodi:
- Millerovi Multiproces uređaji sa impulsnim MIG postupkom;
- Millerov TIG AD/DC uređaj sa modulacijom oblika impulsne karakteristike, frekvencije i balansa pozitivnog i negativnog područja struje zavaeivanja;
- Millerovi invertori za sečenje i žljebljenje plazma postupkom.
Takođe, predstavljeni su i dodatni materijali i trendovi razvoja u firmama Elga, Mc Kay i Hobart, sa posebnim osvrtom na punjene eloktrodne žice, njihove karakteristike, prednosti i nedostatke.
Gospodin Nenad Petrović iz firme Refit Inženjering iz Beograda govorio je o prednostima i mogućnostima retro-fit-a postojeće opreme, programu firme i njenim mogućnostima održavanja, osavremenjavanja i servisiranja opreme za zavarivanje i sečenje.
U Laboratoriji za zavarivanje prikazan je rad opreme za zavarivanje (REL/MMA, MIG i TIG postupkom) i sečenje (plazma postupkom) proizvodnje američke firme Miller, kao i primena obloženih, punih i punjenih elektrodnih žica proizvodnje firme Elga iz Švedske. Rad opreme i primenu dodatnih materijala demonstrirao je gospodin Kokan Petković, evropski zavarivač iz firme ViDiK_VAR iz Niške Banje.
Za svih pedesetak učesnika obezbeđeni su pisani materijali, katalozi i prospekti, odgovarajući propagndni materijal, kao i pisani materijali i prezentacije u elektronskom obliku na CD i prigodno osveženje.
Može se reći da je seminar u potpunosti uspeo i da su ovakvi seminari pravi način za praćenje i upoznavanje novih tehnologija, materija i opreme i mogićnostima i prednostima njihove primene.
Sava Đurić, dipl.inž.maš.