-
:
1
Massachusetts Institute for Technology Boston, US A, !"#"$ % 3D
Systems, Valencia USA & ( ) (time to market ( * )$+ , % -* . /
0 1 2333$ ) RP ThermoJet 3D Printer 3D Systems. , % CATIA IBM
Tempus JEP-14340/99 $ 1 4 % RP/RT5
Stereolitography SLA!" Postupak ThermoJet 3D Printer; #$ Fuse
Deposition
Modeling (FDM); 6* Selective
Laser Sintering (SLS(7 #$ Laminated Object
Manufacturing (LOM) $ + * ** 1* (Simultaneous Engineering) 1*
(Reverse Engineering) RP/RT. 8 RP/RT * 9 * 9 * 9 09** $
-
2
: ) ) 1*9 ) 1 * 9 09 9 9 1 0 3D $+ RP/RT 4 ,,)6)0 $8 0 ) 4
RP/RT5
%$ Dr -Ing. Klaus Siegert i Dr.-Ing. Stefan Wagner sa
Univerziteta iz Stuttgarta, Institut
fuer Umformtechnik, %$,0;+9+69 %$+ ) %$,6%),%
/ $
-
:
3
Type: Declaration 3D Systems Export Control Document Document
Number: ECD 1 Document Description: Customer Use Decleration
Ph.D. Milan Sljivic IS INVOLVED IN lecturing about RP technology
and research about the abilities of the investment casting
supported by rapid prototyping - Thermo Jet technology Milan
Sljivic understands the sensitive nature of 3D Systems SLA Systems
and the possibilities of its proliferation for nuclear end use. The
purchased system shall not be used for designing, developing or
fabricating nuclear weapons or nuclear explosive devices; or
devising, carrying out, or evaluating nuclear tests or nuclear
explosions. We hereby declare that we are not involved in
developing nuclear reactors (including power plants), fuel
reprocessing and enrichment facilities and heavy water production
facilities and their collocating ammonia plants. Milan Sljivic
shall deploy the SLA System intended to be purchased from 3D
Systems for the following purpose: Giving an Education to
undergraduate and postgraduate student about RP technology and
CATIA software for design. We shall take care to avoid any chance
of applying this technology for military purpose. Furthermore, we
shall not re-export any 3D Systems products to the U.S. embargoed
countries of Cuba, Iran, Iraq, Libya, The Sudan, Syria, and the
Taliban controlled areas of Afghanistan nor transfer, export or
re-export directly or indirectly to entities on the denied lists of
these named U.S. government agencies: Debarred Parties - Office of
Defense Trade Control (DTC). http://www.pmdtc.org/ Denied Persons
List - Bureau of Export Administration.
http://www.bxa.doc.gov/PL/Default.shtm Entity List - Bureau of
Export Administration. http://www.bxa.doc.gov/Entities/Default.htm
Specially Designated Nationals List - Office of Foreign Assets
Control (OFAC). http://www.ustreas.gov/ofac/ Customer Name: Ph.D.
Milan Sljivic Address: Stepe Stepanovica 75, Mechanical Engineering
Faculty, University Banja Luka Name of Manager: Ph.D. Milan Sljivic
Signature:
Date:10.03.2002,
-
4
%&(&)
*+,-#*+,-#*+,-#*+,-#+++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++.
*+/+# RP RT 9
1.2.1. Stereolitography (SLA) /www.3dsystems.com/
........................... 9 1.2.2. Selective laser sintering
(SLS) ..................................................... 10
1.2.3. Laminated Object Manufacturing (LOM)
.................................... 12 1.2.4. Fused Deposition
Modeling (FDM) .............................................. 13
1.2.5. MultyJet Modeling (MJM)
............................................................. 14
1.2.6. Electron Beam Melting (EBM)
...................................................... 16 1.2.7. 3D
Printing (3DP)
.........................................................................
17
/+#%,01,&2-#),#12-#&1123#45#512&
5/+#%,01,&2-#),#12-#&1123#45#512&
5/+#%,01,&2-#),#12-#&1123#45#512&
5/+#%,01,&2-#),#12-#&1123#45#512&
5+++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++/6
/+*+7 C ....... 20 /+*+*+%8 RP/RT (Simultaneous Engineering and
RP/RT)
..........................................................................
28 /+*+/+8 RP/RT (Reverse Engineering (RE) and RP/RT)
.................................................................
30
/+/+% .......................... 33 /+/+*+
............................................... 37
/+/+/+09
.........................................................................................................
45
:+#%;#-;11;011:+#%;#-;11;011:+#%;#-;11;011:+#%;#-;11;011 RAPID
PROTOTYPING1111 RAPID TOOLING
51)&++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++?@
:+*+$ SL ................................................ 50
:+/+ ThermoJet 3D Printer
........................................................ 56 :+:+#$
Fuse Deposition Modeling (FDM)
..............................................................................................
62 :+?+%$ Selective Laser Sintering (SLS)
................................................................................................................
65 :+.+#$ Laminated Object Manufacturing (LOM)
.....................................................................................
68
?+14)5114)5;5?+14)5114)5;5?+14)5114)5;5?+14)5114)5;5
RP/RT51)&51)&51)&51)&+++++++++++++++++++++++++++++A/
?+*+ RP/RT
..................................................................
73
?+*+*+=
............................................................................
74 ?+*+/+
.........................................................................
78 ?+*+:+=
.............................................................. 82
?+*+?+B ................................... 89
?+*+?+*+1 !++++++++++ +++++++++++++++++++@/ ?+/+ RP/RT
............................................................ 96
?+/+*+ 3D ................ 99
.+=15&,&.+=15&,&.+=15&,&.+=15&,&+++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++*6:
-
:
5
*+,-#*+,-#*+,-#*+,-# RP RT (Rapid prototyping and Rapid tooling)
4 3 = B ThermoJet printing 3D Systems USA/666++29C Tempus projektu
JEP-14340/99 D 4,E prof. dr. Klaus Siegert , a C B B 8 ThermoJet
printing RP RT CATIA IBM+ 9 = B 4 2 3+1B 3D Systems$USA RP RT *@F@+
B 9 *@F/+ Massachusetts Institute for Technology 3 , USA. , RP1 RT
8 G Rapid Prototyping (RP) Rapid Tooling (RT) 9 8 H +IBJ+, C G
Solid Free Manufacturing, Free Form Manufacturing, Solid
Freeform Fabrication,
ali nazivi Rapid Prototyping (RP) Rapid Tooling (RT) 8+RP RT B B
+ C 8
-
6
Time to marketD HB B 8 8 C 9 + C G - H H RP RT H + , 8 $& H
VW- Volkswagen, CITROEN, RENAULT+88CB BC+ ;9 RP RT B B 89 +2 B 9 8
+ RP RT B 8 +RP RT B C B B + # C B
-
:
7
CBB C + B RP RT 9 C B G +*+* . , H B H + ; +*+* RP RT C 8 9+ RP
RT H B 3D 8 C STL Stereolithography file! C + 2 RP RT 9CG
?
Kor i sni k al at a(pr oi zvoda)
R AP ID PR O TO TYP INGR AP ID TO O L ING
Povoq na ci jena Vr hunski kval i t et
Najkr a} e vr i jeme i zr ade
?
%+*+*+G$ $ 9 Rapid Prototyping Rapid Tooling
-
8
B B+
C RP RT BBCG
1. Stereolitography (SLA), G
2. Selective laser sintering (SLS) 3. Laminated Object
Manufacturing (LOM) 4. Fused Deposition Modeling (FDM)
eutectic 5. MultyJet Modeling (MJM) 6. Electron Beam Melting
(EBM) -Titanium alloys 7. 3D printing (3DP) B
; RP1 RTCC9 G
K K $9 K+
8 HB B+ RP RT 9 C C+
-
:
9
*+/+#*+/+#*+/+#*+/+# RP RT # RP i RT 3D System, Valencia USA,
K:?.LK+
1.2.1. Stereolitography (SLA) /www.3dsystems.com/ The
implementation shown in Fig. 1 is used by 3D Systems and some
foreign manufacturers. A moveable table, or elevator (A), initially
is placed at a position just below the surface of a vat (B) filled
with liquid photopolymer resin (C). This material has the property
that when light of the correct color strikes it, it turns from a
liquid to a solid. The most common photopolymer materials used
require an ultraviolet light, but resins that work with visible
light are also utilized. The system is sealed to prevent the escape
of fumes from the resin. A laser beam is moved over the surface of
the liquid photopolymer to trace the geometry of the cross-section
of the object.
This causes the liquid to harden in areas where the laser
strikes. The laser beam is moved in the X-Y directions by a scanner
system (D). These are
-
10
fast and highly controllable motors which drive mirrors and are
guided by information from the CAD data. Some geometry of objects
have overhangs or undercuts. These must be supported during the
fabrication process. The support structures are either manually or
automatically designed. The exact pattern that the laser traces is
a combination of the information contained in the CAD system that
describes the geometry of the object, and information from the
rapid prototyping application software that optimizes the
faithfulness of the fabricated object. Of course, application
software for every method of rapid prototyping modifies the CAD
data in one way or another to provide for operation of the
machinery and to compensate for shortcomings. After the layer is
completely traced and for the most part hardened by the laser beam,
the table is lowered into the vat a distance equal to the thickness
of a layer. The resin is generally quite viscous, however. To speed
this process of recoating, early stereolithography systems drew a
knife edge (E) over the surface to smooth it. More recently
pump-driven recoating systems have been utilized. The tracing and
recoating steps are repeated until the object is completely
fabricated and sits on the table within the vat. Upon completion of
the fabrication process, the object is elevated from the vat and
allowed to drain. Excess resin is swabbed manually from the
surfaces. The object is often given a final cure by bathing it in
intense light in a box resembling an oven called a Post-Curing
Apparatus (PCA). Some resins and types of stereolithography
equipment dont require this operation, however. After final cure,
supports are cut off the object and surfaces are sanded or
otherwise finished. Stereolithography generally is considered to
provide the greatest accuracy and best surface finish of any rapid
prototyping technology. Work continues to provide materials that
have wider and more directly useable mechanical properties.
Recently, inkjet technology has been extended to operation with
photopolymers resulting in systems that have both fast operation
and good accuracy. See the section on inkjets.
1.2.2. Selective laser sintering (SLS) The process is somewhat
similar to stereolithography in principle as can be seen from Fig.
2. In this case, however, a laser beam is traced over the surface
of a tightly compacted powder made of thermoplastic material
(A).
-
:
11
The powder is spread by a roller (B) over the surface of a build
cylinder (C). A piston (D) moves down one object layer thickness to
accommodate the layer of powder.
The powder supply system (E) is similar in function to the build
cylinder. It also comprises a cylinder and piston. In this case the
piston moves upward incrementally to supply powder for the process.
Heat from the laser melts the powder where it strikes under
guidance of the scanner system (F). The CO2 laser used provides a
concentrated infrared heating beam. The entire fabrication chamber
is sealed and maintained at a temperature just below the melting
point of the plastic powder. Thus, heat from the laser need only
elevate the temperature slightly to cause sintering, greatly
speeding the process. A nitrogen atmosphere is also maintained in
the fabrication chamber which prevents the possibility of explosion
in the handling of large quantities of powder.
After the object is fully formed, the piston is raised to
elevate the object. Excess powder is simply brushed away and final
manual finishing may be carried out. Thats not the complete story,
though. It may take a considerable time before the part cools down
enough to be removed from
-
12
the machine. Large parts with thin sections may require as much
as two days of cooling time. No supports are required with this
method since overhangs and undercuts are supported by the solid
powder bed. This saves some finishing time compared to
stereolithography. However, surface finishes are not as good and
this may increase the time. No final curing is required as in
stereolithography, but since the objects are sintered they are
porous. Depending on the application, it may be necessary to
infiltrate the object with another material to improve mechanical
characteristics. Much progress has been made over the years in
improving surface finish and porosity. The method has also been
extended to provide direct fabrication of metal and ceramic objects
and tools.
1.2.3. Laminated Object Manufacturing (LOM)
Profiles of object cross sections are cut from paper using a CO2
laser as shown in Fig. 3.
The paper is unwound from a feed roll (A) onto the stack and
bonded to the previous layer using a heated roller (B). The roller
melts a plastic coating on the bottom side of the paper to create
the bond. The profiles are traced by an optics system that is
mounted to an X-Y stage (C). The process generates considerable
smoke. Either a chimney or a charcoal filtration
-
:
13
system is required (E) and the build chamber must be sealed. The
finish and accuracy are not as good as with some methods; however
objects have the look and feel of wood and can be worked and
finished in the same manner. Several companies provide variations
of LOM technologies: For example, Kiras Paper Lamination Technology
(PLT) uses a knife to cut each layer instead of a laser and applies
adhesive to bond layers using the xerographic process. Sol
dimension of Israel also uses a knife, but instead bonds layers of
plastic film with a solvent. This technology is sold in the US by
3D Systems as the InVisionTM LD. Other variations include Thick
Layer Lamination from Stratoconception of France, Precision
Stratiform Machining from Ford Research, and Adaptive-Layer
Lamination developed by Landfoam Topographics. These are hybrids of
additive and subtractive CNC technologies which seek to increase
speed and material versatility by cutting the edges of thick layers
to avoid stair stepping. The principal US commercial provider of
laser-based LOM systems, Helisys, ceased operation in 2000. However
the companys products are still sold and serviced by a successor
organization, Cubic Technologies.
1.2.4. Fused Deposition Modeling (FDM) FDM is the second most
widely used rapid prototyping technology, after stereolithography,
fig. 4.
Fig.4. Fused Deposition Modeling (FDM) A plastic filament is
unwound from a coil and supplies material to an extrusion
nozzle.
-
14
The nozzle is heated to melt the plastic and has a mechanism
which allows the flow of the melted plastic to be turned on and
off. The nozzle is mounted to a mechanical stage which can be moved
in both horizontal and vertical directions. As the nozzle is moved
over the table in the required geometry, it deposits a thin bead of
extruded plastic to form each layer. The plastic hardens
immediately after being squirted from the nozzle and bonds to the
layer below. The entire system is contained within a chamber which
is held at a temperature just below the melting point of the
plastic. Several materials are available for the process including
ABS and investment casting wax. ABS offers good strength, and more
recently polycarbonate and poly(phenyl)sulfite materials have been
introduced which extend the capabilities of the method further in
terms of strength and temperature range. Support structures are
fabricated for overhanging geometries and are later removed by
breaking them away from the object. A water-soluble support
material which can simply be washed away is also available. The
method is office-friendly and quiet. FDM is fairly fast for small
parts on the order of a few cubic inches, or those that have tall,
thin form-factors. It can be very slow for parts with wide cross
sections, however. The finish of parts produced with the method
have been greatly improved over the years, but arent quite on a par
with stereolithography. The closest competitor to the FDM process
is probably three dimensional printing. However, FDM offers greater
strength and a wider range of materials than at least the
implementations of 3DP from Z Corp. which are most closely
comparable. 1.2.5. MultyJet Modeling (MJM)
Thermal Phase Change Inkjets - This technology has also in the
past been called ballistic particle manufacturing (BPM). Fig. 6
shows Solidscape, Inc.s implementation. It uses a single jet each
for build and support materials. All phase change inkjet
technologies rely on squirting a build material in a liquid or
melted state which cools or otherwise hardens to form a solid on
impact. 3D Systems also produces an inkjet machine, called the
ThermoJet ModelerTM which utilizes several hundred nozzles. 3Ds
name for their inkjet technology is MultiJet ModelingTM.
-
:
15
The Solidscape machine uses plastic object and wax and support
materials which are held in a melted liquid state at elevated
temperature in reservoirs (A). The liquids are fed to individual
jetting heads (B) through thermally insulated tubing. The jetting
heads squirt tiny droplets of the materials as they are moved side
to side in the required geometry to form the layer of the object.
The heads are controlled and only place droplets where they are
required to. The materials harden by rapidly dropping in
temperature as they are deposited. After an entire layer of the
object is formed by jetting, a milling head (C) is passed over the
layer to make it a uniform thickness. Particles are vacuumed away
as the milling head cuts and are captured in a filter (D). The
operation of the nozzles is checked after a layer has been
fabricated by depositing a line of each material on a narrow strip
of paper and reading the result optically (E). If all is well, the
elevator table (F) is moved down a layer thickness and the next
layer is begun. If a clog is detected, a jetting head cleaning
cycle is carried out. If the clog is cleared, the problem layers
are milled off and then repeated. After the object is completed,
the wax support material is either melted or dissolved away. The
Solidscape system is capable of producing fine finishes, but to do
so results in slow operation. Thus, there is a tradeoff between
fabrication time and the amount of hand finishing required.
-
16
The 3D Systems ThermoJet is much faster since it simultaneously
deposits materials from hundreds of jets, but its also somewhat
less accurate.
Fig. 6 a) Jetted Photopolymer System
This machine uses fine, hair-like structures made of the
modeling material itself to support overhangs and undercuts. To
remove the supports, these structures are simply brushed away
manually after the part is fabricated.
1.2.6. Electron Beam Melting (EBM) Electron Beam Melting (EBM),
is a type of rapid prototyping for metal parts. It is often
classified as a rapid manufacturing method. The technology
manufactures parts by melting metal powder layer per layer with an
electron beam in a high vacuum. Unlike some metal sintering
techniques, the parts are fully solid, void-free and extremely
strong.
This solid freeform fabrication method produces solid metal
pieces directly from metal powder with characteristics of the
target material. The EBM machine reads in data from a 3D CAD model
and lays down successive layers of powdered material and in this
way builds up the model. These layers are fused together utilizing
a computer controlled electron beam. The melted material is from a
pure alloy in powder form of the final
-
:
17
material to be fabricated (No filler). For that reason the
Electron beam Technology doesnt require additional thermal
treatment to obtain full mechanical properties of the parts. That
aspect allows classification of EBM with LSM where competing
technologies like SLS and DMLS which required thermal treatment
after fabrication. Comparatively to SLS and DMLS, EBM has a
generally inferior build rate (Speed) because of its scanning
method (1D). Minimum layer thickness: 0.05mm.
This technology was developed by Arcam AB in Sweden
1.2.7. 3D Printing (3DP)
Three-dimensional printing is a method of converting a virtual
3D model into a physical object. 3D printing is a category of rapid
prototyping technology. 3D printers typically work by printing
successive layers on top of the previous to build up a three
dimensional object. 3D printers are generally faster, more
affordable and easier to use than other additive fabrication
technologies.
One variation of 3D printing consists of an inkjet printing
system. Layers of a fine powder (plaster, corn starch, or resins)
are selectively bonded by "printing" an adhesive from the inkjet
print head in the shape of each cross-section as determined by a
CAD file. This technology is the only one that allows for the
printing of full color prototypes. It is also recognized as the
fastest method.
Alternately, these machines feed liquids, such as photopolymer,
through an inkjet-type print head to form each layer of the model.
These Photopolymer Phase machines use an ultraviolet (UV) flood
lamp mounted in the print head to cure each layer as it is
deposited.
Fused deposition modeling (FDM), a technology also used in
traditional rapid prototyping, uses a nozzle to deposit molten
polymer onto a support structure, layer by layer.
Another approach is selective fusing of print media in a
granular bed. In this variation, the infused media serves to
support overhangs and thin walls in the part being produced,
reducing the need for auxiliary temporary supports for the work
piece.
-
18
Each technology has its advantages and drawbacks. Generally, the
main considerations are speed, cost of the printed prototype, cost
of the 3D printer, choice of materials, color capabilities, etc.
[2]
Unlike "traditional" additive systems such as stereolithography,
3D printing is optimized for speed, low cost, and ease-of-use,
making it suitable for visualizing during the conceptual stages of
engineering design when dimensional accuracy and mechanical
strength of prototypes are less important. No toxic chemicals like
those used in stereolithography are required, and minimal post
printing finish work is needed. One need only brush off surrounding
powder after the printing process. Bonded powder prints can be
further strengthened by wax or thermoset polymer impregnation. FDM
parts can be strengthened by wicking another metal into the
part.
Resolution is given in layer thickness and X-Y resolution in
dpi. Typical layer thickness is around 100 microns (0.1 mm), while
X-Y resolution is comparable to that of laser printers. The
particles (3D dots) are around 50 to 100 microns (0.05-0.1 mm) in
diameter.
3D printing technology is currently being studied by
biotechnology firms and academia for possible use in tissue
engineering applications where organs and body parts are built
using inkjet techniques. Layers of living cells are deposited onto
a gel medium and slowly built up to form three dimensional
structures. Several terms have been used to refer to this field of
research: Organ printing, bio-printing, and computer-aided tissue
engineering among others.
The system was developed at MIT and is shown schematically in
Fig. 7. The method is very reminiscent of selective laser
sintering, except that the laser is replaced by an inkjet head. The
multi-channel jetting head (A) deposits a liquid adhesive compound
onto the top layer of a bed of powder object material (B). The
particles of the powder become bonded in the areas where the
adhesive is deposited.
Once a layer is completed the piston (C) moves down by the
thickness of a layer. As in selective laser sintering, the powder
supply system (E) is similar in function to the build cylinder In
this case the piston moves upward incrementally to supply powder
for the process and the roller (D)
-
:
19
spreads and compresses the powder on the top of the build
cylinder. The process is repeated until the entire object is
completed within the powder bed.
After completion the object is elevated and the extra powder
brushed away leaving a "green" object. Parts must usually be
infiltrated with a hardener before they can be handled without much
risk of damage.
The three dimensional printing process has been licensed to
several companies: Soligen is using it to make investment castings
from ceramic powders; Theirs for manufacture of controlled-dosage
pharmaceuticals and in tissue engineering applications; ProMetal
for direct metal tooling, etc. Several additional companies have
either optioned or licensed the technology for applications ranging
from filtration to figurines. Z Corp. is the only licensee that
addresses the RP market directly, however. They use the process to
create conceptual models out of starch, plaster and other types of
powders. The company introduced a color-capable system in 2000, and
greatly improved that technology in 2004 with the introduction of a
24-bit color system.
-
20
/+#%,01,&2-#),#12-#&1123#/+#%,01,&2-#),#12-#&1123#/+#%,01,&2-#),#12-#&1123#/+#%,01,&2-#),#12-#&1123#45#512&545#512&545#512&545#512&5
RP RT + 7B H C C- !+ RP RT $ + C &2-#) #12-#& H 9BC RP+5
Simultaneous Engineering-a SE Concurrent Engineering CE!8 Reverse
Engineering R 5!+# C C +/+*+7/+*+7/+*+7/+*+7 C 8 input-a output-a
+/+*+88 9 +
-
:
21
Input OutputVr i jeme
Vr i jednost
Protekl o vr i jeme
Proi zvodi isi rovi ne
dobavqa~a
Proi zvodi zakupca
%+/+*+
+,G
9 +
C G
C
8 +
1 9 B #12-#;1 %1%54+ E +/+/+
-
22
P r ost or E ner gi ja I nf or mac i je
P er sona l
P r o i zvodn i pr oces
S k l adi { t ew e it r anspor t
- S i r ov i na- P o l upr o i zvodi- U gr adn i di jel ov i- P
omo } n imat er i jal i
- Go t ov idi jel ov i
- P r o i zvodi- O t padak
S r edst va zapr o i zvodw u
M jer ew e
%+/+/+5
1 #12-# #12-##12-##12-# 8 B G +7 C B +E input-a
output-a++/+:+
Razvoj i konstrukci ja Priprema rada
Upravqawe radom(Plani rawe i vo|ewe proi zvodwom)
Sl u beni rezul tatiproizvodwe
I nf ormaciono-komunikaci onisistem
Prerada si rovi naProizvodwa
di jel ovaMonta a/Kontrola
Si rovine Proizvodi
Proizvodwa
%+/+:+=
-
:
23
7 +;+/+?+ 8H CATIA +
%+/+?+1 8 CATIA!
; +/+.+ H CATIA+ C 8 9B+
-
24
%+/+.+
# 9 9 BG
B 2&
-
:
25
8 +# 8 8 8 8 Simultaneous Engineering-a SE: ! M !HG
CB8 9
9 ! +
; +/+L+ 8 + C +%C C 9G
CAD (Computer Aided Design) 8 H BB C B "
CAM (Computer Aided Manufacturing) CAP (Computer Aided Planning)
B 8H"
CAQ (Computer Aided Quality Assurance) 9 M + H "
CAE (Computer Aided Engineering) CAD, CAM, CAP CAQ, + k 8 BC
;
PPS (Product Planning System) 8 B"
-
26
%+/+L+% C
-
:
27
%+/+A+ CAD/CAP/CAM
CIM (Computer Integrated Manufacturing) CAE PPS, + H "
CAO (Computer Aided Organization) 8 H C " + 8 B B
-
28
B H+"
CAI (Computer Aided Industries) CIM CAO, B +
CAD/CAP/CAM +/+A+
/+*+*+%8/+*+*+%8/+*+*+%8/+*+*+%8 RP/RT (Simultaneous Engineering
and RP/RT)
6 1* Concurrent Engineering (CE) % RP/RT$ % 1* 9 * * 0 $ /) * )
9 $ * % $ 1 0 % *9 1) $ VDI Norme 2221 (Verein Deutsche Ingenier,
,8 B 8 ) 1 ) :
!$ /*5* $2$ * %5 % 9
8*% 9*$>$ /59%*% $?$ 5 *9 0
915 *9 9 0 9 %$
@$5** $= VDI Normi 2221 G
-
:
29
+ 0 0 9 $
-
30
%+/+@+4 Peugeot CitroenH RP/RT
/+*+/+8/+*+/+8/+*+/+8/+*+/+8 RP/RT (Reverse Engineering (RE) and
RP/RT)
8 9 CBK CADK H C9BC RP+ 28 RE B K CAD 9 B B+ CAD 8 B RP+#
REG
*+ 3D1>1&=12&01)&J121N7#>#3)57&/+
5#05%1&I5#&&7&:+ >5;51%&I5 CAD4#5=&
-
:
31
3D 1>1&=12&01)& B B B K+ C B G
&GG 3D G B +
GH
H +C C K B 9+E RE RT/RP +/+*6+
%+/+*6+ RE RT/RP
-
32
5#05%1&I5 #&&7& RE 9CG
CAD " 8 RE CAD CATIA, ProENGO
CAD STL Stereolitography file),
obrada STL file, B+
>5;51%&I5 CAD 4#5=& K ! Generative Manufacturing(
RP/RT$ ; +/+**+ B8C CATIA+
%+/+**+7 CADB CATIA! K B CAD CATIA CAD/CAM 3D RE RP/RT+/+*/+
-
:
33
%+/+*/+ K B RE (CATIA)/+/+%/+/+%/+/+%/+/+% # C G
M+
% C 9 C 9 C+18 9 CC+18 H C 8+
-
34
H +, G
+
1 C9CG
CAD/CAM/CAP!
9 H PPS i CAO!
9 !
9 C ISO CAQ !+
8CC B +/+*:+
Nab
avno
tr
i{te Pl ani rawe
nabavke
Nabavka
Pl ani raweproi zvodwe
Proi zvodwa
Market i ng/Pl ani rawe
prodaje
Prodaja Pro
dajn
o tr
i{
te
Si stem nabavnel ogi st i ke mater i jal a
Proi zvodni si stem Prodajni si stem
Ra~unovodstvo/Kontrol a
Menaxment preduze}a
Preduze}e
Ci q preduze}a Rezul tat i preduze}a
%+/+*:+8C
-
:
35
E C M C + M +Gmanagement 9 ! 99 C 8 C ISO+E 9 B +/+*?+
%+/+*?+=
7 B H C B +/+*.+& H 9CBG
H C
-
36
CIM 9
H+
%+/+*.+ 7 B 9 B B 9B B+2 89C+ /+*LG
B+
+ 7 H+
-
:
37
%+/+*L+# % 9 C + /+/+*+/+/+*+/+/+*+/+/+*+ , 9 9 C C 8 RP RT+ DIN
8580 G
! +/+*A+
-
38
I ZMJENA OBLI KA
Gl avna grupa 1
PRI MARNOOBLI KOVA-
WE
Gl avna grupa 2
DEFORMI -SAWE
Gl avna grupa3
RAZDVAJA-WE
Gl avna grupa4
SPAJAWE
Gl avna grupa 5
NANO[ EWEZA[ TI TNI HPREVLAKA
Gl avna grupa 6
I ZMJENASVOJSTVAMATERI JE
STVARAWEOBLI KA
I ZMJENASVOJSTVAMATERI JE
%+/+*A+ [DIN 8580]9CG*+*+*+*+ 14&;# #3=17#-&I514&;#
#3=17#-&I514&;# #3=17#-&I514&;# #3=17#-&I5
=1-5I5 =1-5I5 =1-5I5 =1-5I5
B ! 9 B 8+B +
/+/+/+/+ 5J#41%&I5 5J#41%&I5 5J#41%&I5 5J#41%&I5
B B 8 B !+
:+:+:+:+
&2-&)&I5&2-&)&I5&2-&)&I5&2-&)&I5
! + B +
?+?+?+?+
%&)&I5%&)&I5%&)&I5%&)&I5 + 9+
.+.+.+.+ 2&E1&2&E1&2&E1&2&E1&
++
L+L+L+L+ 124)5;& %-#)%-& 4&51)5124)5;&
%-#)%-& 4&51)5124)5;& %-#)%-& 4&51)5124)5;&
%-#)%-& 4&51)5 C + 8 9+
89CG
H B+
-
:
39
%H H 89 H +; G (DIN 8580),8 9 9 9BC RP RT+/+*F+
%+/+*F+
14&;# #3=17#-&I514&;# #3=17#-&I514&;#
#3=17#-&I514&;# #3=17#-&I5 + /+*@+ % B 8 H +
-
40
Gl avna grupa 1PRI MARNO OBLI KOVAWE
1.1i z te~nog stawa
1.2i z pl asti ~nog
stawa
1.3i z ka{ astog
stawa
1.4i z zrnastog i l i
pra{ kastogstawa
1.5i z treskastogi l i f aznog
stawa
1.6i z gasnog i l ite~nog stawa
1.7i z
joni zi raju}egstawa
%+/+*@+$ [DIN
8580]
%+/+/6+
5J#41%&I54 DIN 8582+/+/*+
Gl avna grupa 2DEFORMI SAWE
2.1Def ormi sawe
pri t i skom: vaqawe,vu~ewe, kovawe,
ut i ski vawe, i st i ski vawe
DIN 8583
2.2Def ormi sawei zvl a~ewem i
t i skawem: dubokoi zvl a~ewe,
rotaci ono t i skaweDIN 8584
2.3Def ormi sawei stezawem:razvl a~ewe
DIN 8585
2.4
Savi jawe
DIN 8586
2.5
Tangenci jal nodef ormi sawe
DIN 8587 %+/+/*+ [DIN 8582]
-
:
41
+/+//+ + , G 8 + , G+ 9 + 8 9B +% G B H+,/66 B +> :
&2-&)&I5 +/+/:+
%+/+//+
-
42
Gl avna grupa 3RAZDVAJAWE
3.1- Odsi jecawe- Prosi jecawe- Probi jawe- Fi norazdvajaweDIN
8588
3.2Obrada
rezawem sadef i ni sanomgeometr i jom
al ataDIN 8589
3.3Obrada
rezawem sanedef i ni san-
om geometr i jomal ata
DIN 8589
3.4Obrada odno{ ewem- Erodi rawe(termi ~ko, hemi j-sko, l
asersko)
DIN 8590
3.5- Rastavqawe- Demont i rawe- Raskl apawe- Razl agawe
DIN 8591
3.6- i { }ewe- Pro~i { }avawe- Bi strewe
DIN 8592 %+/+/:+ [DIN 8580]
%+/+/?+ ; G +/+/?+,B G +> ? %&)&I5 DIN 8593+/+/.+
Gl avna grupa 4SPAJAWE
(DIN8593 od 1-9)
4.1- Spajawe- Sl agawe- Mont i r -
awe
4.2- Puwewe- Popuw-
avawe
4.3- Ut i ski -
vawe- Pr i t i s-
ki vawe
4.4Spajawe
krozpreobl i k-
ovawe
4.5Spajawepomo}udef orm-i sawa
4.6Spajawepomo}u
zavar i va-wa
4.7Spajawepomo}u
l etovawa
4.8Spajawepomo}ul i jepq-
ewa
4.9Tekst i l nospajawe
%+/+/.+ [DIN 8593]
-
:
43
+/+/L+ % ?+* ?+@ + /+/.! 98+
%+/+/L+
> . 2&E1& +/+/A+7 +! ! !+
Gl avna grupa 5ZA[ TI TA
5.1Za{ t i tai zjoni zi ra-ju}egstawa
5.2Za{ t i tai zpl ast i -~nogstawa
5.3Za{ t i tai zka{ astogstawa
5.4Za{ t i ta i zzrnastog
i l ipra{ kast-og stawa
5.5Za{ t i tapomo}uzavar i va
wa
5.6Za{ t i tapomo}u
l etovawa
5.7Za{ t i tai z gasnog
i l iparnogstawa
5.8Za{ t i ta
i zjoni zi ra-
ju}egstawa
%+/+/A+ [DIN 8580]
+/+/F+
%+/+/F+
-
44
1 L B C +/+/@+
Gl avna grupa 6I ZMJENA SVOJSTAVA
MATERI JE
6.1Oja~awepomo}udef ormi -sawa
6.2Topl otnipostupci
6.3Termome-hani ~kipostupci
6.4Si ntero-
vawe@arewe
6.5Magnet i -zi rawe
6.6Ozra~i va-
we
6.7Foto-
hemi jskipostupci
%+ /+/@+ [DIN 8580]
G 9 +/+:6+%+ /+:6+
# # # # RP RT B CAD +/+:*+ B CAD B +2 B C B 8 +
-
:
45
, RP RT K B B B 8 8 B+
%+/+:*+# RP RT
/+/+/+09 /+/+/+09 /+/+/+09 /+/+/+09
% 9 C H G
+
C 9 C+/+:/+B 9 8
-
46
C+ # RP RT+4 H + 8 B C B! !+
Kval i tet
Tro{ kovi
Vri jemePreduze}e:
- I ntegraci ja proi zvodwei kval i tet i spi t i vawa
- Pouzdan proi zvodniproces
Kupci :- Vi soki standardi kval i teta- I sporuka nul te gre{
ke
Budu}i
Do sada
Preduze}e:- Ni ski tro{ kovi- Opt i mal ni tro{ koviosvajawa
Kupci :- Ni ske ci jene
Preduze}e:- Ni ski tro{ kovi- Opt i mal ni tro{ koviosvajawa
Kupci :- Kratko vr i jeme i sporuke- Odr avawe termi na
%+/+:/+39C
; H CG
-
:
47
7B 7B 7B 7B G
economies of scale! +
-
48
& H B H 9 C C+
Produkti vnostTro{ kovi proi zvodwe
Tro{ kovi materi jal a
Zakonskeobaveze
Za{ ti ta okol i ne
Kval i tet
Fl eksi bi l nost
Vri jeme Budu}nost
Sada{ wost
%+/+::+,H
,B !H +/+:/! BB C +
-
:
49
:+#%;#-;11;011:+#%;#-;11;011:+#%;#-;11;011:+#%;#-;11;011 RAPID
PROTOTYPING1111 RAPID
TOOLING51)&51)&51)&51)& Rapid Prototyping Rapid
Tooling 9 B K H 3D CAD B C B K 3D CAD Reverse Engineering! C RP/RT
H K+1H RP RT 3D+ Rapid ToolingH D D K Rapid Prototyping H + + + K B
RP/RTRP/RT B ! B +B H RP/RT RP/RT K B Rapid) 1 % * (CIM).; RP/RT B
3D Sistems Valencia *@FA+ *@F@+ + C
-
50
HB RP/RT H +
:+*+:+*+:+*+:+*+$ $$$SL % - SL +9B G
1 3D" > 3D JB 3D+
E +:+*+
%+:+*+ G * / : B ! ? 9 . L AB
4 RP RT B+ /! B A! BC 8 + ; BC L! 9 B ?! B B! 8 (0,1 0,25 mm), B
3D z!+
-
:
51
;BC UV + = B+ ?! B + ; B 9 B 9 B 3D+2 B B > C ! BB+:+/+!+
1
2X
Y
Z
h
b
1
2
3
4
%+:+/+ J G ! B
$ B $ B * $ / $B ! * $ / $ BC : $ B 9C ? $ B9C
#
! !
-
52
+ , ! BC +;B B H 8 3D !+ BB B B 8 + N B B 9 B+ C B+) Rapid
Prototyping! Rapid manufacturing), C B C HB C + , B 9 H 8 BB B+;
+:+:+ SLA 3D SYSTEMS+% CAD SLA +; CAD 3D B9 SLA+; SLA B B+BCB
CAD+
-
:
53
; +:+:+ H %=& C8 C 9BC+
%+:+:+% SLA 3D SYSTEMS
%+:+?+SLAH
-
54
; C B 8 C C 8 +;+:+.B +
%+ :+.+ 7B
!
-
:
55
%& SLA( 0 5 A1 9 A0 3$32@mm9 % A9 *9 9 9 $
B09 % & SLA( * 1 RP/RT RP/RT$ +9 SLA 223$333 90$> SLA)
G
B SLA!9B
8BC+
1 SLA RP/RT + > HB SLAG
!"!#$%& !&(!)*!#$%& +,-). +,. $&.
-
56
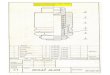
:+/+:+/+:+/+:+/+ ThermoJet 3D Printer Postupak ThermoJet 3D
Printer, varijanta tehnologije MultiJet, (Rapid Prototyping) B
(Rapid Tooling) Investment Casting!+ # C !+ C +; +4H C Rapid
Tooling! C !+ + 4 H C + ove 8 9 9+; + :+L+ MultiJet + ThermoJet
Solid Object Printer. # 4 3 = + ; B HB 3D-Systems USA, STL +
5mm
d
Z-o
sa
+
X-osa +Y-osa
Set Thermo-Jet ml azni cadi st r i bui rani h po y-osi
RP-model
Podpornast ruktura
%+:+L+E ThermoJet Solid Object Printer
-
:
57
4 0.5 1 C B 9! y + % C H + > x y +7 z mmd 04.0@ . + & + H
5 mm B + 9 z - + 89 ThermoJet + ; BC + C B 3D ThermoJet +:+A+ , *!
CAD - + CATIA NC_Manufacturing > STL_Rapid Prototyping!+
-
58
CADsistem STLgenerator
SLIgenerator
Verifikator i korektor
2 3
Thermo-Jetprocesirawe
4
5
Formirawemree
OrijentacijaSkalirawe
VerifikacijaSTLdatoteke
Lamelizacija(slicing)
1
%+:+A+J2 = B 43= CATIA V5R9 +& CAD - 8 /! C STL -
(StereoLithography file),H CATIA +, 9C :! STL Thermo-Jet printer
v1.01, [1], C G
# "
% + 9 9!
- STL 9 RP Thermo-Jet
= (slicing) ?! SLI B Thermo-Jet + B 8 + & 8 :!+
-
:
59
; + :+F Thermo - Jet 3D printer RP = B43= +
%+ :+F Thermo - Jet RP $ 43=/666+! ; + :+@ RP - Thermo-Jet
printer = 43=+
%+:+@+ RP$K4J3=K
-
60
; + :+*6+ H Thermo - Jet (Rapid tooling)., + :+**+ 8 H EMS,
USA.
%+ :+*6+Rapid tooling
H Thermo - Jet
%+:+**+%8H ThermoJet 3D Printer EMS, USA
-
:
61
ThermoJet 3D printer 0 5 % 9 A 1
09 * &
%(9 % *
9 &$ RP
% CT * (9
9 $
ThermoJet 3D printer 0 RP/RT (oko>3C($D ThermoJet 3D printer
) 2@$333 "3$333 80$> ThermoJet 3D printer G
BK$9
K
HB!
9 3D ThermoJet
8+>HB ThermoJet 3D printerG
!/!,/! 0. 1,2
-
62
:+:+#:+:+#:+:+#:+:+#$ $$$Fuse Deposition Modeling (FDM) G Fuse
Deposition Modeling (FDM) B ! 8 B 9 +:+*/+ B8 ! ! BC ! x-y-z+ , ! !
C !+ ,9 ! CAD + #BC SLA 9 C ! B B 9 +
! !!!! !%+ :+*/+ J 4! !B 8! ! x-y-z !! !! !
-
:
63
99C 9+E FDM prema /4/ + :+*:+ C CNC B 8 +
%+:+*:+ E +B FDM 2 FDM P Stratasys USA, 9 *@@*! +:+*?+FDMG
8 B
+ +
-
64
%+:+*?+4 FDM Stratasys> FDMG
! BC
+>G
B99B8*/. 9!
+;8HB FDMGSTRATASYS, USA.
-
:
65
:+?+%:+?+%:+?+%:+?+%$ $$$Selective Laser Sintering (SLS) ! SLS!
B C !+7 B G +2 SLS8 H+E SLS! + :+*.+ # B B B .6 *66 Q m, Scanning
mirror! B
%+:+*.+ SLS!
-
66
B + %9C 9 H 9 + 8 8 9 B C9 Leveling Roller!+:+*L+
%=+:+*L+EC9 9 SLS! SLS! 1* 8*9 8* 230$ , %9 * 9 0$ SLS! 0 5
% 099 9 A9 909 (soft tools(9 9
$
-
:
67
+$>$!E$ * 3 /4!&(!)*!
%+:+*A+& SLA 4Fockle&Schwarce
B 3 % $>$!#$
%+:+*F+ 4 (SLS) 3D Systems
-
68
& 3 5 *
9 09 9 9 0 0
9 9 $
> &3 G
BC + 89 BC
B 8+
&3 0 RP/RT *)* 0)$ D& 3 ) >33$333 @33$333 80$> HB
&3 * G
!&(!)*!#$%& "+5 "6#78 "6#+9:8;78#$%& 3+,
:+.+#:+.+#:+.+#:+.+#$ $$$Laminated Object Manufacturing (LOM) **
(LOM) * 9 0 5 9 9 $ 9 9 9 % 9 %9 $>$!"$ ) (Mirror) 0
-
:
69
(Moving Optics Head(0 1 9 * ) $$23$
-
70
%+:+/6+J LOMK.K ; +:+/*+ C K H LOM+
%+:+/*+ LOM
-
:
71
> B K LOM Helisys , Kalifornija, USA, RP/RT+:+//K?K+
%+:+//+4KH LOM
Helisys , Kalifornija, USA 3"+ 5
) * 0 599$$$9
)A9 9 9 0
9 * $
-
72
> LOM G
+ B
C B C 8!
B
C
BB 8+
B ., 0 RP/RT A ) $ D LOM ) !@3$333 >@3$333 0$>HB 3"+
GHelisys , Kalifornija, USA
?+?+?+?+14)5114)5;514)5114)5;514)5114)5;514)5114)5;5
RP/RT51)&51)&51)&51)& RP/RT ) * & CIM) 19 % 9
9) 9 $ 5 9 5 * % * 0 CNC * RP/RT9* % 0 $ 80 )) )0 $
-
:
73
?+*+?+*+?+*+?+*+ RP/RT B +
-
74
?+*+*+=?+*+*+=?+*+*+=?+*+*+=
= + Hohl und Vollformgiessen + Die Casting!BG
H+
BB H B+
7 H + + 7 H C + ; + ?+*+ H HK +8+?+*+! 8 H 9 8 +4 H BC H RP/RT +
+?+*+!99 9+7 H+?+*+!+ 8 9 C H 8 9 B + %9 8H * R B / R *. R+ 2 + B +
7 B H B + ; 9 C + ?+*+ !+ 9 9" B B C+2 B +
-
:
75
2 C *F6 6 8 ! 8B +
%+?+*+=BG!B 8!! ! * B / : 9! !9 ? . B L A F ! ! 9! @*6 **!
9 C B "B +
-
76
?+*+!+289 C 9+, C+ 7 9 9 9 9 8 + 9B+ +B 9 +?+*+ !+# B + ?+*+ !+
8 B+E B C RT/RP LOM ThermoJet 3D +;+?+/+ RP9 +
%+?+/+ RP9
-
:
77
9 H RP/RT +?+:+
%+ ?+:+ G B HBC 8 !J 9 ! B F6 @6! R B !+ - ! B + #9 8 +
-
78
8B 8 8 8 B! 9 9 H B B B 9 H + % C +RP/RTHCB H +?+:!+
?+*+/+?+*+/+?+*+/+?+*+/+ + Feinguss + Investment Casting! C B +
B B H 8+B G
BB 8 B B +
+?+?+ 8 +4 H
-
:
79
89 +?+? !+
%+?+?+E G! ! $ ! ! !B!B9 !! 7 8 +CATIA STL MultiJet 3D printing
B+ + MultiJet 3D printing = B 4 3 N 3=+ + ?+? !+ > 8 B ) B 9+ 1
9 )CH 8 800 - 850 oC !+ , !
-
80
B 9 BC )+7 (! 8 B 9 + , B B 9 H + 9CG
9
C C 8 C B B
C 8 CB * 20 kg B 100 kg,
B B+
7 8 B B +# 89 +;H C B ! B+;+?+. +?+L9 H 8 9 C+
-
:
81
K 9 +;+ ?+A+ H RP H+! !
%+ ?+A+ ! 4 H RP ! # ! H
%+?+.+# %+?+L+H
-
82
RP/RT +?+F+ 9 LOM /! *! 9 ?!+
* * * * / /// : ?: ?: ?: ? %+?+F+ G * ! /! H LOM :! H?!K:K
?+*+:+=?+*+:+=?+*+:+=?+*+:+= = + Druckguss,+ Injection Molding 9
9 .6*/66 bar.G*+ 4 + P
S !
/+ 4 +
-
:
83
8 BC H B+ 2 6*. 6 +3 9 B :6 *66 8 Bernoulli BG
rpv 2= r +1HBC B 6* 6? R! C B + ; + ?+@+ + 9 C C +?+* 6 I!+ 9
II). BC B CB III!+2GB B 8 +
-
84
%+ ?+@+ E G * $ / $ : $B?$ , 8 + ?+@ +?+*6+
I B
II9
III1
J&25G
-
:
85
%+?+*6+E G * / $:$B?$ ; + ?+**+ +
%+?+**+E
IB
II9
III 1
-
86
# 9 8 !+ B 9 +; B BC 9 B+ 9 9 B H + # 8 H ! 8B +,9B C 99CG
B
9 9 B
C B H
8 +
C B 9 9+
; + ?+*/+ B 9! 9!+
-
:
87
%+ ?+*/+ B 9! B
9! ; C+ 8 + ?+*/+*+ 1 H 9 +; 9 9 + ?+*/+/+ , B B 9 +?+*/+:+ 7 8
9 :6.6R+ ;+?+*/+?+ 9 + !+2 9 8C B 9 +?+*/+.+; + ?+*:+ B H +=H
9CG
8
-
88
%+?+*:+7BH
C B 9 B
98 9 9
B+ * 8 $ + $ ?$!?$ 8 * $
,
-
:
89
?+*+?+B?+*+?+B?+*+?+B?+*+?+B ;C B +B +?+*.+
%+?+*.+B
-
90
3 B B 8 + B B! B +%B9 8 9 9 + 9! B BBB + B H B (0,9 2,0 kg/dm3),
9 ! H H B+; BB + 1 9 * $ )0 0$ 8 BB +-8 B C B B 89 +,B B B + / 0
8G
BC 8 89 BB +
-
:
91
B 4.1[DIN 8580].
54#=&%154#=&%154#=&%154#=&%1
,#=&%1,#=&%1,#=&%1,#=&%1
5=&%#4515=&%#4515=&%#4515=&%#451
=1-5I5
G
51
G
51
=
G
5 1
5J#41%&I5
;
;
B
?+*+B
-
92
?+*+?+*?+*+?+*?+*+?+*?+*+?+*+1 !+1 !+1 !+1 !
1 + Spritzgiessen, + Injection molding ! B 8 + B+ B +?+*L+
%+ ?+*L+ E G I $ ! II$9 III $ G * $ / $B :$ ?$ 9B.$
*! B ?! C B /!
-
:
93
8 9 9 B 9 C+;9 BC BBB :! C+, &( * * 0 # * * $ 00 1 233 $ * 0
) * $ B + ?+*A +? +*F+
% ?+*A+ G *! /!B :! ?! 1 .! B1 L! 8 A! F! @! 8*6! 9B
-
94
%+ ?+*F+ % 9 8B B +?+*@+
%+?+*@+ [4]
-
:
95
B C BC/6R !+3C C 9 + B B B B !TT+ B9G
K C +
3 "6#+ C+?+/6+ $ + 9 C ! ! 3 "6# + % ! + $
-
96
?+/+?+/+?+/+?+/+ RP/RT RP/RT9
9C 6
C 9 $
),- !+ RP/RT B
B 3D
!
H +
G
9 B + U
-
:
97
9 8 8 + 8 B 9 B +
; +?+/* B 3 +
%+?+/*+47C C 9 G 9 + H H+H U89 B 9+8 +
-
98
; +?+//+ H H B + K:K
%+?+//+4H ***,!
-
:
99
?+/+*+?+/+*+?+/+*+?+/+*+ 3D , 9 B RP/RT 4 3 = = B G
1%&(1-&I5 325 12&5 ##1#-& 2& 3D57#;%,701), ,
45101;%75 %-
-
100
8 %3
-
:
101
%+?+/:+E 3D
-
102
,9 C B 4 $,3=!
#C 8 %+
H , , 3 = 1B% 4 4 ! %+
H 8 B B B ! % B +
-
:
103
.+=15&,&.+=15&,&.+=15&,&.+=15&,&
[1] 3-D Systems, "Stereolithography Interface Specification",
3-D
Systems Inc., Valencia,CA., 1989 [2]
! " # $ " #%&())%%%* +,,-
[3] www.ems-usa.com [4] www.3dsystems.com [5] www. Worldwide
Guide to Rapid Prototyping\sw1_lks.htm [6]
www.home.att.net/castleisland [7] . /
! & 0 1 % 1 2&344+
[8] Feng, L., Wei, S.Yongnian, Y.: "Optimization with minimum
pro-cess error for layered manufacturing fabrication", Rapid
Proto-typing Journal, MCB University Press, Vol.7, Num.2, 2001
[9] B 4 Rapid Prototyping and Rapid Tooling Efficient way to
reduce Time to Market, 5 th International conference on
accomplishments of electrical and mechanical industries, Banja
Luka, 2001.
[10] 0 ,$5 - 9 9; 0 9+69233?$
[11] %C 4+ E9C 4+G Identification of major factors influenced on
the surface quality and accuracy of RP-Models processed by
Multy-Jet Technology, 5th International conference on
accomplishments of electrical and mechanical industries, Banja
Luka, 2001.
[12] E9C4+GB 43=*@@F+ [13] E9C4+G3$ #5" 541/6663=/666+[14]
E9C4+GB43=/66*+ [15] www. cadcamnet.com [16]
www.carpet-recycling-europe.de