Embed Size (px)
Citation preview

25.10.2010.
1
FSB 2010-2011: PROIZVODNJA -PRIPREMA I UPRAVLJANJE
1
OTP
OTPOSNOVNI TEHNOLOŠKI PROCES
ZAGREB, 2010
mr. sc. Dražen Antolić, dipl. ing.
PARTNER
USPJEŠNOST
…
BODOVANJE
TERMINI
ORGANIZACIJA
PRAVILA
METODA
PROSTOR
POLAZNICI
GRUPA
INTERES
POVIJEST RAZVOJA OTP-METODE
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić
PREDGOVOR
OTP
Slika 16
FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VII
IX
X
XI
XII
XIII
XIV
↓
→
�
2006. GODINA – ISTRAŽIVANJE MOGUĆNOSTI PROCJENE VREMENA IZRADE
DIJELOVI ALATNIH STROJEVA
UZORAK: 2D crteži sa pripadajućim tehnološkim listovimaMETODA: Regresijska analiza
2007. GODINA – MAGISTARSKI RAD NA FSB-u ZAGREB
DOKAZANA HIPOTEZA: OTP ≈ F(AD)OTP – osnovni tehnološki procesAD – značajke 2D crteža
2008. GODINA – DIPLOMSKI RADOVI STUDENATA NA FSB-u ZAGREBISTRAŽIVANJE PRETPOSTAVKE : OTP ≈ F(3D)
OTP – osnovni tehnološki proces3D – značajke 3D modela
2009. GODINA – ISTRAŽIVANJE 3D MODELA, CATIA, PROENGINEER, .STEP
značajke 3D modelaformati zapisa 3D modela
2010. GODINA – TEHNOLOŠKA KLASIFIKACIJA NA TEMELJU 3D MODELA IZRATKATIPOVI IZRADAKA I OTP-A
tipovi izradaka oznake nn.nnnnn

25.10.2010.
2
ZA PROIZVOD PREMA CRTEŽU (ILI 3D MODELU) AUTOMATIZIRANO PROCIJENITI POTREBNO VRIJEME IZRADE
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić
SAŽETAK
OTP
Slika 17
FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VII
IX
X
XI
XII
XIII
XIV
↓
→
�
Da li je moguće automatizirano, procijeniti osnovne tehnološke parametre za izradu nekog proizvoda, bez potrebe za sudjelovanjem tehnologa.
Budući postoji čvrsta veza između značajki crteža i
tehnoloških parametara, sasvim izvjesno je da je moguće
automatizirano projektiranje tehnoloških procesa računalom,
bez potrebe za tehnologom.
POGLAVLJA OD VII NA DALJE OBUHVAĆAJU JOŠ NE ZAVRŠENE AKTIVNOSTI
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić
SADRŽAJ
OTP
Slika 19
FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
Poglavlje Naziv Sati Broj slika
Početna slika
I UVOD – KONKURENTNOST – FLEKSIBILNOST – VRIJEME IZRADE - PTP 15 36
II REGRESIJSKI MODELI NA TEMELJU 2D CRTEŽA –HIPOTEZE -ISTRAŽIVANJE– MODELI 23 51
III PRIMJENA OTP2D METODE – PRIMJER PROCJENE –APLIKACIJA U MS EXCELU– INTERNET 18 74
IV ZADACI ZA PROCJENU VREMENA NA TEMELJU 2D CRTEŽA – 8 ZADATAKA 24 92
V VRIJEME IZRADE – KOLIČINA – KVANTIFICIRANJE – KOMPONENTE - POSTUPCI 8 116
VI OTP3D KONCEPT ISTRAŽIVANJA – CILJ – DIJAGRAM TOKA 7 124
VII TIPOVI OTP-a – VRSTE OBRADE – POSTUPCI – STROJEVI - PARAMETRI 5 130
VIII ZNAČAJKE 3D MODELA – STUDIJ RADA – ERGONOMIJA 5 75
IX TIPOVI IZRADAKA – VRSTE OBRADE – TEHNOLOŠKI POSTUPCI – STROJEVI – OPREMA – ALATI 5 80
X POLAZNI MATERIJAL – NACRTNA GEOMETRIJA – CAD – DIZAJN – INOVACIJE 5 85
XI OTP3D KONCEPT ISTRAŽIVANJA – CILJ – DIJAGRAM TOKA 5 90
XII OTP TIPOVI– VRSTE OBRADE – POSTUPCI – STROJEVI - PARAMETRI 5 95
XIII REZULTATI ISTRAŽIVANJA – FINANCIJE 5 100
XIV MOGUĆI DALJNJI RAZVOJ RJEŠENJA – KNJIGOVODSTVO - RAČUNOVODSTVO 5 105
II
����
����
����
I
III
II
IV
V
VI
VII
VII
IX
X
XI
XII
XIII
XIV*u sklopu studija samo predavanja po 24 sata svaki kolegij, ostali kolegiji po 98 sati (teorija+vježbe+projekt+provedba)
↓
→

25.10.2010.
3
PROCES POSLOVANJA U PROIZVODNIM TVRTKAMA OBUHVAĆA SVIH 7 OSNOVNIH POSLOVNIH PROCESA
POSLOVANJE
OTP
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 36
•PROCES POSLOVANJADOBIT (vlasnici, zaposlenici, okolina)
•PROCES MARKETINGA VIŠE PARTNERA
• PROCES PRODAJEVIŠE UGOVORA (veći promet)
•PROCES FINANCIJA FINANCIJSKA STABILNOST
•PROCES ADMINISTRACIJEDNEVNA AŽURNOST
•PROCES IZRADE (PROIZVODNJE) KONKURENTNOST
• PROCES TEGHNOLOGIJE FLEKSIBILNOST
•PROCES RAZVOJAVIŠE VLASTITIH PROIZVODA
ZA MALO NOVACA U KRATKOM VREMENU ISPORUČITI PUNO RAZLIČITIH PROIZVODA U MALIM KOLIČINAMA
POSLOVNA USPJEŠNOST
OTP
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 37
DOBIT = PRODAJNA CIJENA - TROŠKOVI
PRODAJNA CIJENA = TROŠKOVI + DOBIT
GUBITAK je negativna dobit, odnosno poslovanje u kojem su troškovi veći od prodajne cijene, odnosno POSLOVNA NEUSPJEŠNOST.

25.10.2010.
4
KONKURENTNOST JE U NAJVEĆOJ MJERI ZAVISNA O PRODAJNOJ CIJENI (TROŠKU IZRADE)
KONKURENTNOST
OTP
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 38
TROŠAK IZRADE
MATERIJAL
BRUTO NORMATIV
RAD
VLASTITI RAD
PRIPREMAPRIPREMA
SERIJEKOMADNA
IZRADA
USLUGA
(TUĐI RAD)
TM (Kn) – trošak materijalaTR (Kn) – trošak rada
gdje je
TM TR
TEHNOLOŠKA FLEKSIBILNOST SMANJUJE VREMENA TRAJANJA AKTIVNOSTI POSLOVNIH PROCESA (UBRZAVA PROCESE)
TEHNOLOŠKA FLEKSIBILNOST
OTP
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 39
UPIT
obrada upita
PONUDA
korekcija ponude
KORIGIRANA PONUDA
NARUDŽBA
TEHNOLOŠKA DOKUMENTACIJA
(ZA NALOG)
PROCES PRODAJE
UPIT
obrada upita
PONUDA
korekcija ponude
KORIGIRANA PONUDA
NARUDŽBA
TEHNOLOŠKA DOKUMENTACIJA
(ZA NALOG)
PROCES IZRADE
PROCES PRODAJE PROCES IZRADE
Skraćuje se rok, ali i trošak pregovaranjaAktivnosti u procesu pregovaranja su dokumentirane i temelj su za dokumentaciju u izradiUgovorena cijena temelji se na troškovima izrade, a ne na stanju na tržištu, što smanjuje opasnost od gubitaka

25.10.2010.
5
KOJI JE ROK ISPORUKE?
KOLIKI JE TROŠAK IZRADE?
OTP
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 40
KOLIKO TO STVARNO KOŠTA?
PONUDE DOBAVLJAČA
OTP
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 41
Zašto razlika cijene obzirom na količinu?Zašto razlika cijene obzirom na dobavljača?
Koju ponuda je najbolja?
Veličina
serije
ns
komada Tvrtka A
(TRM)
Tvrtka B
(VKT)
Tvrtka C
(KAP)
Tvrtka D
(TOT)
Tvrtka E
(PLE) min max prosjek st. dev. raspon odnos %
10 137,89 51,00 98,00 20,80 87,00 20,80 137,89 78,94 44,90 117,09 662,93%
100 41,50 35,00 50,00 16,00 54,00 16,00 54,00 39,30 14,97 38,00 337,50%
1.000 31,87 24,00 25,00 14,40 29,00 14,40 31,87 24,85 6,64 17,47 221,32%
minimum 31,87 24,00 25,00 14,40 29,00
maksimum 137,89 51,00 98,00 20,80 87,00
prosjek 70,42 36,67 57,67 17,07 56,67
st. odstup. 58,63 13,58 37,10 3,33 29,09
raspon 106,02 27,00 73,00 6,40 58,00
odnos % 432,66% 212,50% 392,00% 144,44% 300,00%
Trošak izrade
Kn/kom
T7A-15-2M-5V-2D
ANALIZA OBZIROM NA DOBAVLJAČA
ANALIZA OBZIROM NA KOLIČINU
0,00%
200,00%
400,00%
600,00%
800,00%
A B C D E
ODNOS CIJENA OBZIROM NA DOBAVLJAČA (%)
KOMADA A B C D E
10 662,93% 245,19% 471,15% 100,00% 418,27%
100 259,38% 218,75% 312,50% 100,00% 337,50%
1.000 221,32% 166,67% 173,61% 100,00% 201,39%

25.10.2010.
6
ORGANIZACIJA PROIZVODNJE TEMELJI SE NA VRIJEDNOSTIMA UTVRĐENIM PROJEKTIRANJEM TEHNOLOŠKIH PROCESA
ZNATI KAKO – KNOW HOW
OTP
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 42
MATERIJALIVRSTA OBRADEOBRADNI STROJEVIALATI I NAPRAVETEHNOLOŠKI POSTUPCIREDOSLIJED OPERACIJAFAZE RADA I ZAHVATIREŽIMI RADAVRIJEME IZRADECIJENETROŠKOVI
TEHNOLOG
ODABIR I KVANTIFICIRANJE OSNOVNIH PARAMETARA PROIZVODNJE NAZIVA SE PROJEKTIRANJE TEHNOLOŠKIH PROCESA
3D MODEL
2D CRTEŽ
KOLIČINE
PTP
PLAN IZRADE
OBRATCI
NAPRAVE
ALATI
PRORAČUNI
TEHNOLOŠKI LIST
REDOSLIJED OPERACIJA
LIST OPERACIJE
CAM (CNC kod)
PROJEKTIRANJE TEHNOLOŠKIH PROCESA TEMELJ JE INDUSTRIJSKOG INŽENJERSTVA
Trošak materijala relativno je lako egzaktno izračunati. Trenutne cijene su poznate, a količina se može točno utvrditi.Trošak rada može se samo procijeniti. Cijene su poznate, ali vrijeme izrade se u pravilu ne može egzaktno unaprijed odrediti.
VRIJEME IZRADE MOGUĆE JE ISKAZIVATI U RAZLIČITIM JEDINICAMA MJERE
VRIJEME IZRADE
OTP
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 43
VRIJEME IZRADE ZNAČAJNO UTJEČE NA
CIJENU PROIZVODA ROK ISPORUKE DINAMIKU PROIZVODNJE
trošak rada gotovo proporcionalno redoslijed izrade dijelova
OZNAČAVANJE ELEMENATA VREMENA
DRAGO TABORŠAK: STUDIJ RADA
tN - vrijeme izrade za serijut1 - komadno vrijeme izradetpz - pripremno završno vrijemettp - tehnološko pomoćno vrijeme
ns= broj komada u seriji
Kd = koef. organizacijskih gubitaka

25.10.2010.
7
NITI JEDNA METODA NE DAJE POTPUNO TOČNE REZULTATE UKUPNOG VREMENA IZRADE
NAČIN ODREĐIVANJA VREMENA IZRADE
OTP
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 45
RAČUNSKI
PREMA JEDNADŽBAMA ZA POJEDINI TEHNOLOŠKI POSTUPAKodređuje se komponenta tehnološkog vremena
PREMA PREPORUKAMA ZA POJEDINE FAZE RADAodređuje se komponenta pomoćnog vremena (razne metode)
PROCJENOM
NA TEMELJU SLIČNIH IZRADAKA U VLASTITOJ PRAKSIiskustvo tehnologausporedba sa prijašnjim poslovima
OTP METODA (razvijeno na FSB-u; regresijski modeli)pogreška procjene do25 %pouzdanost metode 95%
SNIMANJEM
ŠTOPERICOM ILI KRONOMETROMmoguće je utvrditi trajanje svake operacije, ali i svake faze rada unutar operacijemoguće je utvrditi svaku pojedinu komponentu vremena izrade posebnona točnost određenog vremena izrade utječu različiti faktorivrijeme izrade se utvrđuje nakon izrade ( ima smisla za veliko serijsku proizvodnju)
PROJEKTIRANJE TEHNOLOŠKIH PROCESA JE TROŠAK, PA JE POŽELJNO AUTOMATIZIRATI BAREM PROCJENU VREMENA IZRADE
POTREBNO VRIJEME ZA PROJEKTIRANJE TEHNOLOŠKIH PROCESA
OTP
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 48
I PRETPOSTAVKEA Broj radnika u proizvodnji 25B Godišnji fond sati po radniku 2.000
C
Udio vlastitih proizvoda u asortimanu, ili udio ponavljajučih pozicija u uslugama
50 %
D Prosječan broj komada u seriji u uslugama
Nvs 10komada
EProsječno vrijeme izrade pojedine pozicije u usluzi
tn 2h
FProsječno potrebno vrijeme za projektiranje jednog tehnološkog procesa
2 h
G Uspješnost ponuda 25 %
II VRIJEDNOSTI
a Godišnji fond sati A x B 50.000 h
b Slobodnih sati za usluge 1 x C 25.000 h
c Broj novih pozicija godišnje b/(D xE) 1.250
dPotrebno vrijeme za projektiranje tehnoloških procesa za nove pozicije
c x F 2.500 h
eUkupno potrebno vrijeme za projektiranje novih tehnoloških procesa
c/(G/100) 10.000 h
f Potreban broj tehnologa godišnjee/B 5
g Udio tehnologa u odnosu na broj radnika
f/A x100 20 %
Radnici83%
Tehnolozi17%
Potreban broj tehnologaPONUDE -
Prihvaćene25%
PONUDE -Odbaćene
75%
Uspješnost ponuda
Primjer za tvrtku sa 25 proizvodnih radnika

25.10.2010.
8
BILO KOJA VRSTA TEHNOLOŠKOG PROCESA MOŽE SLUŽITI KAO POMOĆ ZA DEFINIRANJE BILO KOJE DRUGE VRSTE TP-A
VRSTE PROJEKTIRANIH TEHNOLOŠKIH PROCESA
OTP
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 49
R. broj ELEMENTI
PROCESA
VRSTE TEHNOLOŠKIH PROCESA
OSNOVNI PROJEKTIRANI PLANIRANI OSTVARENI
1 Cilj Sastavnica proizvoda Tehnološka dokumentacija Operativna dokumentacija Kvalitetan proizvod
2 Objekt Izradak Izradak Izradak Izradak
3 Kreator Administrator (računalo) Tehnolog Organizator proizvodnje Voditelj proizvodnje
4 Okolina Sustav prodaje Tehnološka priprema Operativna priprema Sustav izrade
5 Početno stanje Upit kupca Crtež proizvoda Optimalni, ili osnovni TP Nalog
6 Završno stanje Obrađeni upit Optimalni tehnološki proces Nalog Evidencija naloga
otp
(univerzalni ili posebni)
ptp
(projektirani)
itp
(planirani -izvedbeni)
rtp
(ostvareni-realizirani)
UOBIĆAJENA SLIJEDNOST VRSTA TEHNOLOŠKIH PROCESA
PTP
ITPRTP
OTP
NEOVISNO O NAČINU UNOSA PODATAKA PROJEKTIRANJE OTP-A NE IZISKUJE POTREBU ZA TEHNOLOGOM
OTP – OSNOVNI TEHNOLOŠKI PROCES
OTP
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 50
AUTOMATIZIRANI UNOS PODATAKA
MANUALNI UNOS PODATAKA
POLUAUTOMATIZIRANI UNOS PODATAKA
•KUPAC KORISTI MODUL APLIKACIJE
•NEMA POTREBE ZA RADOM ZAPOSLENIH
•CRTEŽI UZ UPIT U NEKOM OD CAD FORMATA
•POTREBAN ADMINISTRATOR NA RAČUNALU(princip urudžbenog zapisnika - prosljeđivanje podataka)
•CRTEŽI UZ UPIT U PDF FORMATU ILI NA PAPIRU
•POTREBAN ADMINISTRATOR NA RAČUNALU(princip klasičnog unosa podataka u računalo, upisivanjem)
•MOGUĆA POTREBA OČITAVANJA SA CRTEŽA
MOGUĆI STUPNJEVI AUTOMATIZACIJE PROJEKTIRANJA OTP-A

25.10.2010.
9
OTP METODA TEMELJENA NA 2D CRTEŽU
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
CRTEŽ JE ULAZNI PODATAK ZA PROJEKTIRANJE TEHNOLOŠKOG PROCESA
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 51
POSTOJI POVEZANOST ZNAČAJKI CRTEŽA I TEHNOLOŠKIH PARAMETARA
OTP-2D - HIPOTEZA
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 53
�
AD - Značajke crteža
Oznaka dijela
Broj listova
Format crteža
Mjerilo crteža
Hrapavost
Tvrdoća
Zaštita
Tolerancije
Izmjere
Materijal
Broj pogleda
Broj opisa
Broj oznaka
Broj kota
Točnost
…
…
TP – tehnološki parametri
Materijal
Oblik materij.
Vrsta prerade
Izmjere mater.
Vrijeme izrade
Broj operacija
Redoslijed opr.
Tehn. postupci
Radna mjesta
Odjeli
Režimi rada
Alati
Mjerila
…
…
Oznaka dijela
Vrsta TP-a

25.10.2010.
10
JEDNADŽBE ZA PROCJENU VREMENA IZRADE VRIJEDE ZA TVRTKU IZ KOJE JE PROMATRANI UZORAK
OGRANIČENJA OTP-A
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 56
OVISNOST O UZORKU NA KOJEM SU TEMELJENI REGRESIJSKI MODELIrješenje je u osnovnom, univerzalnom uzorku
PRIMJERENOST ZA POJEDINAČNU I MALOSERIJSKU PROIZVODNJUupravo ovdje je potreba za projektiranjem TP-a najučestalija
PROCJENA VREMENA IZRADE UZ GREŠKU DO 25%u praksi je ova greška nepoznata i vrlo često značajno veća
PROJEKTIRANJE 30 PREDODREĐENIH TEHNOLOŠKIH POSTUPAKApravilan odabir tehnoloških postupaka obuhvaća sve potrebne postupke
NE MOGUĆNOST PONAVLJANJA TEHNOLOŠKIH POSTUPAKA U ISTOM TP-urazvojem CNC strojeva i obradnih centara ponavljanje je sve rjeđe
Parametre osnovnog tehnološkog procesa moguće je odrediti bez tehnologa, u većoj ili manjoj mjeri automatizirano!
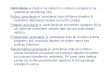
UZORAK: 40 ODLJEVAKA
PRETHODNO ISTRAŽIVANJE
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 57
Regression
Statistics
Multiple R 0,935420614R Square 0,875011725Adjusted R Square 0,83191232Standard Error 148,1565601
Observations 40
ANOVA
df SS MS F
Significance
F
Regression 10 4456402,1 445640,21 20,302176 1,685E-10Residual 29 636560,62 21950,366
Total 39 5092962,7
0
200
400
600
800
1.000
1.200
1.400
1.600
0 50 100 150 200 250 300
T -
vri
jem
e (
ch
)
X5 - broj kota
G018- BROJ KOTA
Povezanost broja kota sa vremenom izrade
Chadockova ljestvica povezanosti varijabli
r2 r Tumačenje
0 0 odsutnost veze
0,00-0,25 0,00-0,50 slaba veza
0,25-0,64 0,50-0,80 veza srednje jakosti
0,64-1 0,80-1 čvrsta veza
1 1 potpuna veza (zakon)
0,875

25.10.2010.
11
DALJNJE HIPOTEZE POSTAVLJENE SU NAKON PRELIMINARNE POTVRDE OSNOVNE HIPOTEZE (1)
HIPOTEZE NAKON PRETHODNOG ISTRAŽIVANJA
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 58
)(ADfOTP ≅
)(ˆ0 ADfti ==
),(ˆ; materijalapolaznogoblikADft ji =
),(ˆ; aOTPtipADft ki −=
∑=
=
== ≈30
1
;.;0ˆ
n
i
jiconstji tt
∑=
=
== ≈30
1
;.;0ˆ
n
i
kiconstki tt
constkiconstji tttttt ==== −≥−≥− ;0.;0ˆˆˆ
1 ….
2 ….
3 ….
4 ….
5 ….
6 ….
7 ….
�
VRIJEME IZRADE U TEHNOLOŠKIM LISTOVIMA IZRAŽENO JE U JEDINICAM CH (1SAT=100CH; 1 MIN=0,6 CH)
UZORAK ZA ISTRAŽIVANJE
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 59
�
SVE POZICIJE UZORKA DIO SU JEDNOG STVARNOG PROIZVODAcrteži na pausu i pripadajući im tehnološki listovi (443 pozicije)
POZICIJE SU RAZLIČITE SLOŽENOSTI I IZ RAZLIČITIH MATERIJALAvrijeme izrade u intervalu od 3 do 4.398 chduljina izratka u intervalu od 0,5 do 2.350 mm
CRTEŽE I TEHNOLOŠKE LISTOVE UGLAVNOM SU IZRADILI ISTE OSOBEujednačenost pozicija uzorka obzirom na značajne varijable
DOKUMENTACIJA JE RELATIVNO STARA RUČNO IZRAĐENA ne postojanje 3D crteža, pa prema tome ni nekih značajki crteža
NEKE OD PREDVIĐENIH ZNAČAJKI NIJE MOGUĆE UTVRDITIpodaci o površinskoj zaštiti, slobodnim tolerancijama mjera, režimi obrade, vremena izrade površinske zaštite i toplinske obrade

25.10.2010.
12
BAZA ZNANJA
RELACIJSKA BAZA PODATAKA
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 60
�
OIGURANA JE MOGUĆNOST UNOSA SVIH PREDVIĐENIH PODTAKA U BAZU
OBRASCI ZA UNOS PODATAKA U RELACIJSKU BAZU
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 61
�
Hrapavost je na crtežima najčešće iskazana brojem trokuta, rijeđe brojčanom oznakom razreda, a samo iznimno i vrijednošću Ra (mikoni).Tvrdoća je izražena u HRc, ali i u kg/mm2
Tolerancije promjera kao IT, i mm
T-9513 KN materijal, iT-9265 Polazni materijal obuhvaćaju podatke o polaznom materijalu izratka naznačene na crežu, odnosno na tehnološkom listu

25.10.2010.
13
ODABIR 16 ISTIH NEZAVISNIH VELIČINA ZA SVE MODELE (BILO JE 9 RAZLIČITIH MODELA – PODSKUPOVA OSNOVNOG UZORKA)
REZULTATI OSNOVNOG REGRESIJSKOG MODELA
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 62
�
NEZAVISNE VELIČINEX1 - Vanjski promjer izratkaX2 - Untarnji promjer izratkaX3 - Širina izratkaX4 - Debljina izratkaX5 - Duljina izratkaX6 - Broj pogledaX7 - Broj opisaX8 - Broj oznaka hrapavostiX9 - Broj oznaka položajaX10 - Broj toleriranih kotaX11 - Broj posebnih kotaX12 - Broj običnih kotaX13 - Hrapavost zahtjevX14 - Položaj zahtjevX15 - Mjra zahtjevX16 - Promjer zahtjev
ZAVISNA VELIČINAY - Tehnološko pomoćno vrijeme
0,450,51
0,86
00,10,20,30,40,50,60,70,80,9
1
r2
Q21 Q24 Q34
Skup podataka
S-10 usporedba koeficijenata determiniranosti
225,34
110,16
80,73
0
50
100
150
200
250
RM
SE
Q21 Q24 Q34skup podataka
S-11 standardna greška regresijskog modela
Q21 -sve pozicije u uzorku (443 pozicije)Q24 – čelični rotacijski dijelovi (272 pozicije)Q34 – rotacijski dijelovi sa toplinskom obradom (54 pozicije)
OSNOVNE ZNAČAJKE KOJE SE MOGU IZRAVNO KVANTIFICIRATI (UTVRDITI NA CRTEŽU)
ZNAČAJNE KARAKTERISTIKE CRTEŽA
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 64
�
KARAKTERISTIKE1. Oznaka dijela2. Format crteža3. Mjerilo crteža4. Toplinska obrada5. Površinska zaštita6.Tolerancijsko polje promjera7. Predoznaka kvalitete8. Oznaka kvalitete materijala9. Dopunska oznaka kvalitete
NEZAVISNE VARIJABLE1. Broj listova2. Hrapavost slobodnih površina3. Tvrdoća izratka4. Red tolerancije vanjskog promjera5. Vanjski promjer izratka6. Unutarnji promjer izratka7. Širina izratka8. Debljina izratka9. Duljina izratka10. Broj pogleda11. Broj opisa12. Broj oznaka hrapavosti13. Broj oznaka položaja14. Broj toleriranih kota15. Broj posebnih kota16. Broj običnih kota17. Hrapavost zahtjev18. Položaj zahtjev19. Mjera zahtjev20. Promjer zahtjev
Ne brojčani podaci(uglavnom podaci iz sastavnice crteža)

25.10.2010.
14
UVJETNO NEZAVISNE VARIJABLE SU VELIČINE VEZANE UZ ODABRANI POLAZNI MATERIJAL
ZNAČAJNE UVJETNO NEZAVISNE VARIJABLE
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 65
�
0
100
200
300
ploča okrugla šipka
plosnata šipka
okrugla cijev
42
279
516
Zastupljenost oblika materijala u uzorku
0
100
200
lijevano toplo valjano
hladno valjano
vučeno
59
155
40
161
Zastupljenost vrste prerade kojom je proizveden polazni
materijal u uzorku
T-17 Tablica utvrđenih vrijednosti zavisno nezavisnih varijabli 01-01
UTVRĐENE VRIJEDNOSTI UVJETNO NEZAVISNIH VARIJABLI
R. broj
OBIK MATERIJALA (ZN04)
VRSTA PRERADE (ZN05)
MAKSIMALNE IZMJERE *lijevano toplo valjano hladno valjano vučeno
UKUPNO 415 59 155 40 161 ZN07 ZN08 ZN10 ZN11 ZN12
1 ploča 42 0 2 40 0 0 0 328 113 434
2 okrugla šipka 27917 151 0 111
220 0 0 0 1.350
4 plosnata šipka 510 2 0 49
0 0 100 50 600
5 okrugla cijev 6 5 0 0 1 75 55 0 0 112
9 odljevak 3737 0 0 0
200 0 737 405 2.360
ZNAČAJNI SU UPRAVO OSNOVNI POSTUPCI OBRADE ODVAJANJEM ČESTICA
ZNAČAJNI TEHNOLOŠKI PARAMETRI
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 66
05.000
10.00015.00020.00025.00030.00035.00040.00045.00050.000
TOK
AR
ENJE
GLO
DA
NJE
BR
UŠE
NJE
OK
RU
GLO
BU
ŠEN
JE
RU
ČN
A D
OR
AD
A
BLA
NJA
NJE
PIL
JEN
JE
LAK
IRA
NJE
PO
VR
ŠIN
SKA
…
LIM
AR
IJA
KO
NTR
OLA
BR
UŠE
NJE
PLA
NSK
O
TOP
LIN
SKA
OB
RA
DA
FIN
A O
BR
AD
A
OST
ALO
…
GA
LVA
NSK
A …
TEHNOLOŠKI POSTUPCI – VRIJEME IZRADE
050
100150200250300350
Pilj
enje
Toka
ren
je
Ru
čna
do
rad
a
Glo
dan
je
Bru
šen
je o
kru
glo
Bu
šen
je
Top
linsk
a o
bra
da
Po
vrši
nsk
a za
štit
a
Bla
nja
nje
Laki
ran
je
Lim
arija
Ko
ntr
ola
Gal
van
ska
zašt
ita
Ost
alo
def
orm
iran
je
Bru
šen
je p
lan
sko
Fin
a o
bra
da
TEHNOLOŠKI POSTUPCI - BROJ OPERACIJA
no=14%
no=211%
no=318%
no=420%
no=522%
no=613%
no=77%
no=83%
no=92%
BROJ OPERACIJA U POZICIJAMA UZORKA
tpz70%
ttp30%
ODNOS tpz I ttp U UZORKU

25.10.2010.
15
T-26 Tablica nezavisnih varijabli u oblikovanju regresijskih modela 01-01
NEZAVISNE VARIJABLE U OBLIKOVANJU REGRESIJSKIH MODELA
Označavanje nezavisnih varijabli u oblikovanju
OPIS VARIJABLE
MatLab Tekst Jedinica
mjere Jednadžbe
Naziv Oznaka Oznake u tekstu MatlLab X1 Red tolerancije vanjskog promjera RT IT
X2 Vanjski promjer materijala ΦM mm X3 Unutarnji promjer materijala ϕM mm X4 Širina materijala BM mm X5 Debljina materijala dM mm X6 Duljina materijala LM mm X7 Broj listova NL broj X8 Hrapavost slobodnih površina SH 1/IT X9 Tvrdoća izratka ZT HRc X10 Vanjski promjer izratka ΦI mm X11 Unutarnji promjer izratka ϕI mm X12 Širina izratka BI mm X13 Debljina izratka dI mm X14 Duljina izratka LI mm X15 Broj pogleda NP broj X16 Broj opisa NO broj X17 Broj oznaka hrapavosti NH broj X18 Broj oznaka položaja (geometrije) NG broj X19 Broj toleriranih kota KT broj X20 Broj posebnih kota KP broj X21 Broj običnih kota KO broj X22 Hrapavost zahtjev Ra ZH
-1 1/razred
X23 Položaj zahtjev (geometrija) ZG-1 1/mm
X24 Mjera zahtjev ZM-1
1/mm X25 Promjer zahtjev ZP
-1 1/IT
X26 Površina crteža AF mm2 baza znanja X27 Odnos mjera na crteži i izratku OM broj baza znanja X28 Obujamska masa materijala GM kg/m3 baza znanja X29 Vlačna čvrstoća materijala RM N/mm2 baza znanja X30 Potrebna površina crteža AC m2 NL x AF / OM X7 x X26 / X27 X31 Masena čvrstoća materijala MK GM / RM X28 / X29 X32 Debljina stjenke izratka sI mm (ΦI-ϕI) / 2 (X10-X11) / 2 X33 Odnos promjera i duljine OΦ/Λ broj ΦI / LI X10 / X14 X34 Odnos debljine stjenke i duljine Os broj sI / LI X32 / X14 X35 Odnos širine i duljine OB broj BI / LI X12 / X14 X36 Odnos debljine i duljine Od broj dI / LI X13 / X14 X37 Odnos širine i debljine OP broj BI / dI X12 / X13 X38 Broj svih oznaka NSO broj NP+NO+NH+NG X15+X16+X17+X18X39 Broj svih kota NSK broj KT + KP + KO X19+X20+X21 X40 Složenost izratka SOK broj NSO + NSK X38+X39 X41 Broj oznaka hrapavosti i geometrije NHG broj NH + NG X17+X18 X42 Razlika hrapavosti ∆H broj SH – (1 / ZH
-1) X8-(1 / X22) X43 Površina oplošja materijala AM dm2 prema tablici T-21-1-073
X44 Volumen materijala VM cm3 prema tablici T-21-1-073
X45 Masa materijala mM kg VM x GM / 10-6 X28 x X44 / 10-6 X46 Razlika vanjskog promjera ∆Φ mm ΦM – ΦI X2-X10 X47 Razlika unutarnjeg promjera ∆ϕ mm ϕI - ϕM X11-X3 X48 Razlika širine ∆B mm BM - BI X4-X12 X49 Razlika debljine ∆d mm dM - dI X5-X13 X50 Razlika duljine ∆L mm LM - LI X6-X14
PODACI ČIJE VRIJEDNOSTI JE MOGUĆE BROJČANO ISKAZATI
MOGUĆE NEZAVISNE VARIJABLE U REGRESIJSKIM MODELIMA
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 67
MA
MV
( )( )MMMMM LBLBd ×++××2
MMM LdB ××
+
Φ×Π×Φ M
MM L
2
MM L×
Π×Φ
4
2
( )( )MMMMM LBLBd ×++××2
MMM LdB ××
( )
+Φ×+
−Φ×Π MMM
MM L ϕϕ
2
22
( )22
4MM
MLϕ−Φ×
Π×
KLASIFIKACIJA PO GRANAMA JEDNOSTAVNIJA JE ZA PRIMJENU
KLASIFIKACIJA
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 68
�
KLASIFIKATORI59 klasifikatorapovezanost klasifikatora međusobno i sa bazom znanjarutine temeljene na bazi znanja i logičkim operatorima
MATERIJAL OTP-akvaliteta materijala polazni oblik materijala i vrsta preradekarakteristične izmjere polaznog materijalavarijabilne izmjere polaznog materijala
TIPOVI OTP-atehnološki postupcitehnološke cjelineproizvodni odjeli
GRANE OTP-a3 hijerarhijske razine sa grananjem na 3 grane (147 grana za 12 oblika)tzg – granična vrijednost značajnosti tehnoloških postupaka u grani OTP-a

25.10.2010.
16
OSAM REGRESIJSKIH MODELA KLASIFICIRANI PO GRANAMA OTP-A
REGRESIJSKI MODELI
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 69
�
RM
nnv=7
8 grana OTP-a
kt=tpz/ttpttp=0
np = 320
A0000 – osnovni modelA00B1- okrugle šipkeAB101 - osovineAB1C1 - diskoviAC102 - diskovi –fino obrađeniAB103 - ostali rotacijski dijeloviA0004 - plosnate šipkeA0005 - ploće (limovi)
OGRANIČENJA:
4ch > ttp > 114 ch
0,003 kg> mM >2,80 kg
2 > SOK >58
1 > Ko > 37
7.350 > GM >8.900
jiRMjiRMi
RMRMtp Xbat ;;;;
7
1, ×Σ+=
=
SVI REGRESIJSKI MODELI POTVRĐUJU ČVRSTU VEZU VREMENA IZRADE SA ZNAČAJKAMA CRTEŽA
REZULTATI ISTRAŽIVANJA
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 70
�
POTVRĐENOST HIPOTEZA
1. 0,73 > objašnjeno >0,97
2. 0,73 > r2 > 0,98
3. materijal=F(49+ klasifikatora)
4.Tip OTP-a , grana OTP-a
5.
6.Slično kao 5
7. 225,34 > 110,16 > 80,73
DODATNI ELEMENTI RJEŠENJA
1. Relacijska baza podataka
2. Polazni oblik materijala
3. Tip OTP-a
4. Grana OTP-a
5. Koeficijent vremena izrade
6. Granično vrijeme postupka u modelu
7. Povezanost regresijskih modela
PRIMJENLJIVOST RJEŠENJA
1.Koeficijent greške procjene : 0,05 > k∆∆∆∆t >0,25

25.10.2010.
17
8 MODELA KLASIFICIRANO PO GRANAMA
OTP RJEŠENJE
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 71
�
Model A0000: CIJELI UZORAKMatrica: 302 x 150K: 4,34r2 (objašnj.): 0.7366 (0,7294)Greška (rel): 12,73 (30,38%)NV: 7
Model A00B1: OKRUGLE ŠIPKEMatrica: 220 x150K: 4,61r2 (objašnj.): 074285 (0,7331)Greška (rel): 13,21 (30,44%)NV: 7
Model A0004:PLOSNATE ŠIPKEMatrica: 38 x 150K: 4,45r2 (objašnj.): 0,9003 (0,8738)Greška (rel): 6,55 (14,34%)NV: 7
Model A0005: LIMOVIMatrica: 34 x 150K: 1,52r2 (objašnj.): 0.9008 (0,8703)Greška (rel): 8,93 (21,35%)NV: 2
Model AB101: OSOVINEMatrica: 47 x 150K: 4,30r2 (objašnj.): 0.8076 (0,7681)Greška (rel): 12,79 (23,85%)NV: 7
Model AC102: DISKOVI BRUŠENIMatrica: 24 x 150K: 4,83r2 (objašnj.): 0.9851 (0,9776)Greška (rel): 3,20 (7,20%)NV: 7
Okrugle šipke
Model AB1C1: DISKOVIMatrica: 116 x 150K: 4,59r2 (objašnj.): 0.8094 (0,7953)Greška (rel): 10,42 (23,49%)NV: 7
Model AB103: RAZNI ROTACIJS.Matrica: 57 x 150K: 5,01r2 (objašnj.): 0,8933 (0,8759)Greška (rel): 9,86 (25,06%)NV: 7
NA PRIMJERU OD 7 NOVIH POZICIJA UKUPNA POGREŠKA IZNOSI 5,06%, ŠTO JE I BOLJE OD OČEKIVANE GREŠKE MODELA (7,2%)
PROVJERA KVALITETE RJEŠENJA
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 72
�
T-36 01-01
K ∆∆∆∆ t K ∆∆∆∆ t K ∆∆∆∆ t
AD01 T Y T-Y % Y T-Y % Y T-Y %min 46 35 3 3,87% 35 3 3,65% 38 -27 -25,21%
max 109 103 58 54,76% 105 51 48,23% 133 17 20,94%
ar. sred. 80,14 61,07 19,08 22,82% 61,57 18,58 22,86% 76,08 4,06 7,54%
st. dev. 22,54 21,74 18,99 17,47% 22,31 16,53 15,57% 32,59 15,00 16,79%
median 80 56 11 24,15% 55 16 24,86% 68 8 17,51%
raspon 63 68 55 50,89% 70 48 44,58% 95 43 46,15%
sum - omj 561 427 134 23,80% 431 130 23,18% 533 28 5,06%
199911 74 71,14 2,86 3,87% 71,17 2,83 3,83% 74,87 -0,87 -1,17%
199927 46 34,89 11,11 24,15% 35,40 10,60 23,04% 37,92 8,08 17,57%225022 84 61,76 22,24 26,48% 63,11 20,89 24,86% 67,50 16,50 19,64%203079 106 47,95 58,05 54,76% 54,88 51,12 48,23% 132,73 -26,73 -25,21%249328 62 52,97 9,03 14,57% 46,37 15,63 25,21% 51,14 10,86 17,51%500849 80 55,51 24,49 30,61% 55,01 24,99 31,24% 63,25 16,75 20,94%501071 109 103,24 5,76 5,28% 105,03 3,97 3,65% 105,19 3,81 3,50%
A0000 A00B1 AB1C1
Tablica obrade upita za ponudu OBRADA UPITA ZA PONUDU
0,24 0,23 0,05
Za 7 pozicija (izvan osnovnog uzorka) potrebnih 561 ch procijenjeno je kao 533 ch, što bi u praksi umjesto 168,30 € rezultiralo ponudom od 159,90 € (gubitak od 8,4 €)

25.10.2010.
18
ZN05 JE POLAZNI OBLIK MATERIJALA
JEDNADŽBE ZA PROCJENU VREMENA IZRADE
OTP
XII
FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 73
BILO KOJI DIO
SVI ROTACIJSKI DIJELOVI
OSOVINE
DISKOVI
DISKOVI BRUŠENI
OSTALI ROTACIJSKI DIEJLOVI
PRIZMATIČNI DIJELOVI
LIMENI DIJELOVI
METODOM OTP PRVENSTVENO SE ODREĐUJE KOMPONENTA TEHNOLOŠKO POMOĆNOG VREMENA
ZA DIO PREMA CRTEŽU PROCIJENITI POTREBNO VRIJEME IZRADE
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 74
167 54,5UKUPNO (ch)
100,2 32,70UKUPNO (min)

25.10.2010.
19
ISTA TABLICA U DVA DIJELA ZBOG PREGLEDNOSTI ( SVIH 50 VARIJABLI)
NEZAVISNE VARIJABLE - OZNAKE
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 75
baza znanja
izravne varijable
izvedeen
varijable
29 varijabli koje se utvrđuju izravno sa crteža
21 varijabla koja se utvrđuju računski na temelju izravnih varijabli i baze znanja
uvjetno nezavisne varijable
T-26 Tablica nezavisnih varijabli u oblikovanju regresijskih modela 01-01
Označavanje nezavisnih varijabli u oblikovanju
OPIS VARIJABLE
MatLab Tekst Jedinica
mjere
Jednadžbe Naziv Oznaka Oznake u tekstu MatlLab
X6 Duljina materijala LM mm
X18 Broj oznaka položaja (geometrije) NG broj
X22 Hrapavost zahtjev Ra ZH-1
1/razred
X32 Debljina stjenke izratka sI mm (ΦI-ϕI) / 2 (X10-X11) / 2
X40 Složenost izratka SOK broj NSO + NSK X38+X39
X45 Masa materijala mM kg VM x GM / 10-6 X28 x X44 / 10-6
X47 Razlika unutarnjeg promjera ∆ϕ mm ϕI - ϕM X11-X3
BILO KOJA POZICIJA (OČEKIVANA GREŠKA 30,38%)
A0000
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 76

25.10.2010.
20
T-26 Tablica nezavisnih varijabli u oblikovanju regresijskih modela 01-01
NEZAVISNE VARIJABLE U OBLIKOVANJU REGRESIJSKIH MODELA Označavanje nezavisnih varijabli u oblikovanju
OPIS VARIJABLE
MatLab Tekst Jedinica
mjere Jednadžbe
Naziv Oznaka Oznake u tekstu MatlLab
X8 Hrapavost slobodnih površina SH 1/IT
X11 Unutarnji promjer izratka ϕI mm
X18 Broj oznaka položaja (geometrije) NG broj
X40 Složenost izratka SOK broj NSO + NSK X38+X39
X42 Razlika hrapavosti ∆H broj SH – (1 / ZH-1) X8-(1 / X22)
X45 Masa materijala mM kg VM x GM / 10-6 X28 x X44 / 10-6
X50 Razlika duljine ∆L mm LM - LI X6-X14
OKRUGLE ŠIPKE: A0000 AND ZN05 LIKE “OKRUGLA ŠIPKA” (OČEKIVANA GREŠKA 30,44%)
A00B1
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 77
T-26 Tablica nezavisnih varijabli u oblikovanju regresijskih modela 01-01
NEZAVISNE VARIJABLE U OBLIKOVANJU REGRESIJSKIH MODELA Označavanje nezavisnih varijabli u oblikovanju
OPIS VARIJABLE
MatLab Tekst Jedinica
mjere Jednadžbe
Naziv Oznaka Oznake u tekstu MatlLab
X2 Vanjski promjer materijala ΦM mm
X6 Duljina materijala LM mm
X8 Hrapavost slobodnih površina SH 1/IT
X18 Broj oznaka položaja (geometrije) NG broj
X22 Hrapavost zahtjev Ra ZH-1
1/razred
X39 Broj svih kota NSK broj KT + KP + KO X19+X20+X21
X46 Razlika vanjskog promjera ∆Φ mm ΦM – ΦI X2-X10
OSOVINE: A00B1 AND X33 ≤ 0,33 (OČEKIVANA GREŠKA 23,85%)
AB101
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 78

25.10.2010.
21
T-26 Tablica nezavisnih varijabli u oblikovanju regresijskih modela 01-01
NEZAVISNE VARIJABLE U OBLIKOVANJU REGRESIJSKIH MODELA
Označavanje nezavisnih varijabli u oblikovanju
OPIS VARIJABLE
MatLab Tekst Jedinica
mjere Jednadžbe
Naziv Oznaka Oznake u tekstu MatlLab
X2 Vanjski promjer materijala ΦM mm
X6 Duljina materijala LM mm
X8 Hrapavost slobodnih površina SH 1/IT
X18 Broj oznaka položaja (geometrije) NG broj
X22 Hrapavost zahtjev Ra ZH-1
1/razred
X39 Broj svih kota NSK broj KT + KP + KO X19+X20+X21
X46 Razlika vanjskog promjera ∆Φ mm ΦM – ΦI X2-X10
DISKOVI: A00B1 AND X33 > 1 (OČEKIVANA GREŠKA 23,49%)
AB1C1
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 79
T-26 Tablica nezavisnih varijabli u oblikovanju regresijskih modela 01-01
NEZAVISNE VARIJABLE U OBLIKOVANJU REGRESIJSKIH MODELA
Označavanje nezavisnih varijabli u oblikovanju
OPIS VARIJABLE
MatLab Tekst Jedinica
mjere Jednadžbe
Naziv Oznaka Oznake u tekstu MatlLab
X1 Red tolerancije vanjskog promjera RT IT
X9 Tvrdoća izratka ZT HRc
X10 Vanjski promjer izratka ΦI mm
X15 Broj pogleda NP broj
X25 Promjer zahtjev ZP-1
1/IT
X39 Broj svih kota NSK broj KT + KP + KO X19+X20+X21
X47 Razlika unutarnjeg promjera ∆ϕ mm ϕI - ϕM X11-X3
DISKOVI FINO OBRAĐENI: AB1C1 AND X25 >0,143 (OČEKIVANA GREŠKA 7,20%)
AC102
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 80

25.10.2010.
22
T-26 Tablica nezavisnih varijabli u oblikovanju regresijskih modela 01-01
NEZAVISNE VARIJABLE U OBLIKOVANJU REGRESIJSKIH MODELA Označavanje nezavisnih varijabli u oblikovanju
OPIS VARIJABLE
MatLab Tekst Jedinica
mjere Jednadžbe
Naziv Oznaka Oznake u tekstu MatlLab
X6 Duljina materijala LM mm
X23 Položaj zahtjev (geometrija) ZG-1 1/mm
X26 Površina crteža AF mm2 baza znanja
X29 Vlačna čvrstoća materijala RM N/mm2 baza znanja
X40 Složenost izratka SOK broj NSO + NSK X38+X39
X43 Površina oplošja materijala AM dm2 prema tablici T-21-1-073
X45 Masa materijala mM kg VM x GM / 10-6 X28 x X44 / 10-6
RAZNI ROTACIJSKI DIJELOVI: A00B1 AND 1 ≥ X33 > 0,33 (OČEKIVANA GREŠKA 25,06%)
AB103
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 81
T-26 Tablica nezavisnih varijabli u oblikovanju regresijskih modela 01-01
NEZAVISNE VARIJABLE U OBLIKOVANJU REGRESIJSKIH MODELA Označavanje nezavisnih varijabli u oblikovanju
OPIS VARIJABLE
MatLab Tekst Jedinica
mjere
Jednadžbe Naziv Oznaka Oznake u tekstu MatlLab
X9 Tvrdoća izratka ZT HRc
X22 Hrapavost zahtjev Ra ZH-1
1/razred
X26 Površina crteža AF mm2 baza znanja
X40 Složenost izratka SOK broj NSO + NSK X38+X39
X45 Masa materijala mM kg VM x GM / 10-6 X28 x X44 / 10-6
X49 Razlika debljine ∆d mm dM - dI X5-X13
X50 Razlika duljine ∆L mm LM - LI X6-X14
PLOSNATE ŠIPKE: A0000 AND ZN05 LIKE “PLOSNATA ŠIPKA” (OČEKIVANA GREŠKA 14,34%)
A0004
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 82

25.10.2010.
23
T-26 Tablica nezavisnih varijabli u oblikovanju regresijskih modela 01-01
NEZAVISNE VARIJABLE U OBLIKOVANJU REGRESIJSKIH MODELA Označavanje nezavisnih varijabli u oblikovanju
OPIS VARIJABLE
MatLab Tekst Jedinica
mjere
Jednadžbe Naziv Oznaka Oznake u tekstu MatlLab
X4 Širina materijala BM mm
X6 Duljina materijala LM mm
X9 Tvrdoća izratka ZT HRc
X16 Broj opisa NO broj
X40 Složenost izratka SOK broj NSO + NSK X38+X39
X43 Površina oplošja materijala AM dm2 prema tablici T-21-1-073
X45 Masa materijala mM kg VM x GM / 10-6 X28 x X44 / 10-6
LIMOVI: A0000 AND ZN05 LIKE “PLOČA” (OČEKIVANA GREŠKA 21,35%)
A0005
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 83
TTP: PROJEKTIRANO 54,5 CH → PROCJENJENO METODOM 67,98 CH → GREŠKA 13,48 (24,73%)
PROCJENA VREMENA IZRADE OTP METODOM ZA DIO PREMA CRTEŽU 017821
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 84
Zadatak OTP metodom procijeniti vrijeme izrade zadio prema crtežu broj 017820.Veličina serije ns = 10 komada
POLAZNI MATERIJALZN05 = “Okrugla šipka” oblikDv = 80 mm vanjski promjerDu = unutarnji promjerb = širinad = debljinaL = 30 mm duljinaVm = 0,042 dm2 površina oplošjamm = 1,18 kg masa
� t1=tpz / ns + ttp → 187,22/10+40,79 =18,72+40,79 =59,51
� ttp(min) = 0,6 x ttp(ch) → 0,6 x 67,98 = 40,79
Utvrditi odgovarajući regresijski model1
Izračunati tehnološko pomoćno vrijeme ttp (ch)2
AB1C1
67,98
Preračunati tehnološko pomoćno vrijeme ttp u (min)3 40,79
Izračunati pripremno-završno vrijeme tpz (min) 4 187,22
Izračunati komadno vrijeme izrade t1 (min/kom)5 59,51
� ZN05 = “Okrugla šipka” →→→→→→→→→→→→→→→→ A00B1 (30,84%)
� X33 = X10/X14 = Φi /Li = 76/23 = 3,30 (X33>1) →→→→→→ AB1C1 (23,49%)
� X25 = Zp-1 = 1/IT = 1/7 = 0,142 (X25<0,143) →→→→→→→ ----------
� 1→ ∆Φ→ X11–X3 =60–0 =60
� 2 → SOK =22
� 3 → KP =0
� 4 → ZM-1 = 0,1
� 5 →AC=0,06237
� 6 →sI→(X10-X11)/2 =(76-60)/2 =16/2 =8
� 7 →OΦ/L→ X10/X14 =3,3 (već izračunato u prvom koraku)
� tpz=kt x ttp →→ 4,59 x 40,79 = 187,22 minuta
A0000
A004ZN05
“Plosnato”
A00B1ZN05 “okrugle
šipke”
AB101
X33 ≤ 0,33
AB1C1
X33 > 1
AC102
X25 > 0,143
AB103
1 ≥X33 > 0,33
A005ZN05 “Ploča”

25.10.2010.
24
OTP METODA UOBLIČENA U RAČUNALNU APLIKACIJU
RAČUNALOM PODRŽANO PROJEKTIRANJE TEHNOLOŠKOG PROCESA
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 85
Ms Excel obrazac
Predoznaka materijala
Oznaka kvalitete materijala
Dopunska oznaka materijala
Oblik materijala
Vrsta prerade
Karakteristične izmjere
Varijabilne izmjere
Procijenjeno vrijeme izrade
Vrijeme izrade za seriju
Aplikacija u MS Excelu kao predložak za izbor polaznog materijala i procjenu vremena izrade po razvijenim regresijskim modelima.Unosi se svih osnovnih 29 podataka o 2D crtežu, neovisno o zastupljenim varijablama u pojedinom regresijskom modelu.Automatizirano se kvantificiraju sve izvedene varijable, i procjenjuju parametri tehnološkog postupka
29 značajki crteža
UPISUJU SE PODACI U BIJELA POLJA (29 ZNAČAJKI), OSTALO SE IZRAČUNAVA AUTOMATSKI
“OTP2DPRV-XLT” - NEZAVISNE VARIJABLE
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 86

25.10.2010.
25
SVE UVJETNO NEZAVISNE I ZAVISNA VARIJABLA (VRIJEME) IZRAČUNAVAJU SE AUTOMATIZIRANO
OTP2DPRV-XLT” – UVJETNO NEZAVISNE VARIJABLE I VRIJEME IZRADE
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 87
WWW.SOPOT.HR
APLIKACIJA NA INTERNETU
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 88
Princip kao i kod obrasca u MS Excelu, ali internetska aplikacija, temeljena na bazi podataka. (Pred definirane vrijednosti – padajući izbornici)
Potrebno upisivati nule u polja koja imaju vrijednost nula (ne ostavljati prazna polja).

25.10.2010.
26
SVI PODACI POHRANJUJU SE U BAZU PODATAKA
INTERNETSKA APLIKACIJA – UNOS PODATAKA
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 89
POLAZNI MATERIJAL I VRIJEME IZRADE
INTERNETSKA APLIKACIJA – REZULTATI METODE
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 90

25.10.2010.
27
PROCJENA VRIJEDI ZA TEHNOLOŠKE UVJETE KAO U TVRTCI U KOJOJ SU PROVEDENA ISTRAŽIVANJA (KLASIČNI STROJEVI)
ALGORITAM PROCJENE VREMENA OTP METODOM
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 91
� t1=tpz / ns + ttp →
Zadatak OTP metodom procijeniti vrijeme izrade zadio prema crtežu broj 017820.Veličina serije ns = 10 komada
POLAZNI MATERIJALZN05 = “ “ oblikDv = mm vanjski promjerDu = mm unutarnji promjerb = mm širinad = mm debljinaL = mm duljinaVm = dm2 površina oplošjamm = kg masa
� ttp(min) = 0,6 x ttp(ch) → 0,6 x
Utvrditi odgovarajući regresijski model1
Izračunati tehnološko pomoćno vrijeme ttp (ch)2
Preračunati tehnološko pomoćno vrijeme ttp u (min)3
Izračunati pripremno-završno vrijeme tpz (min) 4
Izračunati komadno vrijeme izrade t1 (min/kom)5
� ZN05 = →→→→→→
� X33 = X10/X14 = Φi /Li = →→→→→→
� X25 = Zp-1 = 1/IT = →→→→→→
� 1→
� 2 →
� 3 →
� 4 →
� 5 →
� 6 →
� 7 →
� tpz=kt x ttp →→ 4,59 x
A0000
A004ZN05
“Plosnato”
A00B1ZN05 “okrugle
šipke”
AB101
X33 ≤ 0,33
AB1C1
X33 > 1
AC102
X25 > 0,143
AB103
1 ≥X33 > 0,33
A005ZN05 “Ploča”
UVJET ZA POTPUNO AUTOMATIZIRANO PROJEKTIRANJE OTP-A
PROCJENA VREMENA NA TEMELJU ZNAČAJKI 3D MODELA
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 124

25.10.2010.
28
ZA PRIMJENU METODE U PRAKSI POTREBNA JE APLIKACIJA KOJA SE SASTOJI IZ NEKOLIKO OSNOVNIH MODULA
POSTUPAK ISTRAŽIVANJA METODE TEMELJENE NA 3D MODELU IZRATKA
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 125
MODELIRANJE
(geometrijsko)
DEFINIRANJE
(hrapavosti, tolerancija)
3D MODELGENERIRANJE
IZVJEŠTAJA
(.btp)
BAZA PODATAKA
(baza znanja)
VARIJABLEKLASIFIKACIJA
(tipovi izradaka)
PRORAČUN
(tipovi OTP-a)
TEHNOLOŠKI LIST
UVJET ZA POTPUNU AUTOMATIZACIJU POSTUPKA
TEHNOLOŠKA KLASIFIKACIJA NA TEMELJU 3D MODELA IZRATKA
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 126

25.10.2010.
29
KVANTIFICIRANJE PARAMETARA OSNOVNOG TEHNOLOŠKOG PROCESA I PRORAČUN TROŠKOVA
KVANTIFIKACIJA PARAMETAR OTP-A NA TEMELJU 3D MODELA IZRATKA
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 127
MOGUĆI REZULTAT METODE KAO MODULA CAD APLIKACIJE
PARAMETRI OTP-A IZRAVNO NA CRTEŽU IZ CAD APLIKACIJE
OTP FSB 2010-2011: PROIZVODNJA - PRIPREMA I UPRAVLJANJE
II
����
����
����
XII
I
III
II
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
↓
→
Bez pisane suglasnosti vlasnika, umnožavanje i distribuiranje bilo kojeg dijela ovog dokumenta nije dozvoljeno. Autorska prava: Dražen Antolić Slika 130