Embed Size (px)
Citation preview
mgr inŜ. Waldemar Matysiak
Politechnika Poznańska, Poznań
WYWIJANIE OBRZEśY OTWORÓW W BLACHACH GRUBYCH
Streszczenie
W artykule przedstawiono: przebieg i wyniki badań procesu wywijania obrzeŜy otworów w blachach grubych. Badania procesu wywijania realizowane były w Laboratorium Zakładu Obróbki Plastycznej Instytutu Technologii Materiałów Politechniki Poznańskiej. Badania podjęto w związku z moŜliwością zastosowania lasera do wycinania otworów w blachach grubych. W wyniku przeprowadzonych badań wykonano serię prób przy uŜyciu stempli: walcowego, kulistego i stoŜkowego oraz krąŜków z blach Bw11, 34GXA i 15HGMV o róŜnych średnicach otworów. Otwory uzyskano poprzez wiercenie i wycinanie laserem. Stwierdzono wpływ sposobu uzyskania otworu na moŜliwości wywijania i jakość wywiniętych obrzeŜy.
Słowa kluczowe: obróbka plastyczna, kształtowanie obrzeŜy, wywijanie
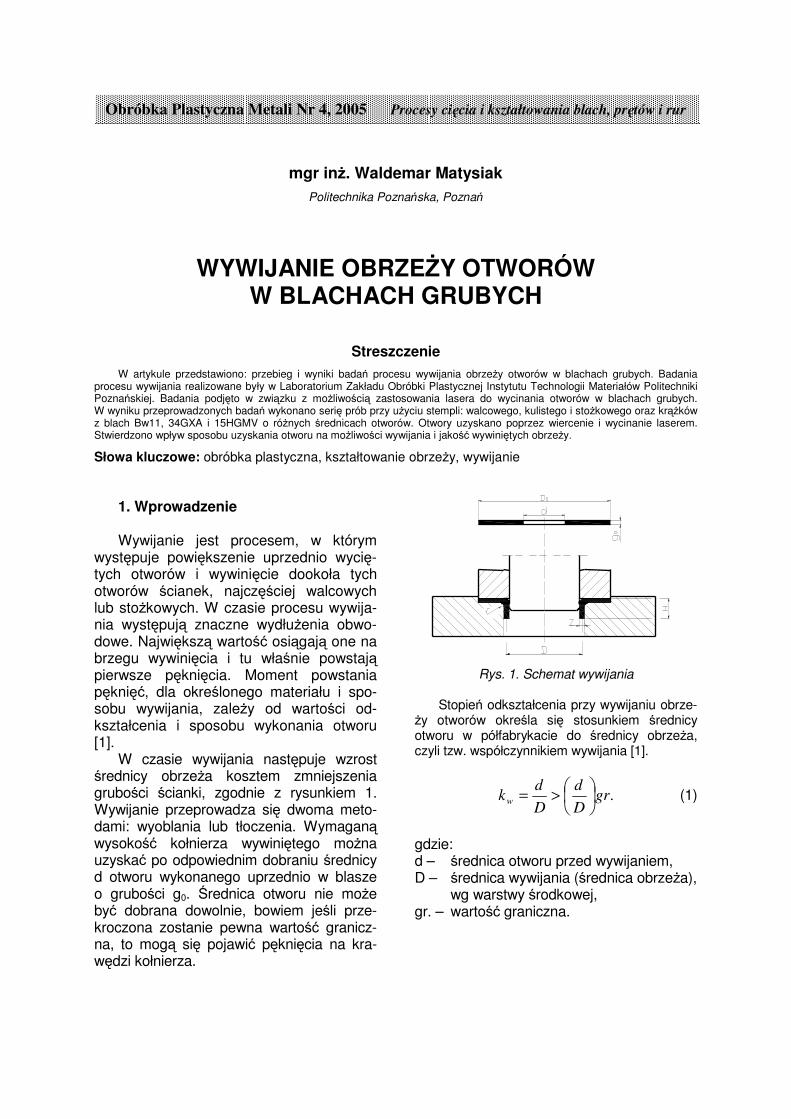
1. Wprowadzenie Wywijanie jest procesem, w którym występuje powiększenie uprzednio wycię-tych otworów i wywinięcie dookoła tych otworów ścianek, najczęściej walcowych lub stoŜkowych. W czasie procesu wywija-nia występują znaczne wydłuŜenia obwo-dowe. Największą wartość osiągają one na brzegu wywinięcia i tu właśnie powstają pierwsze pęknięcia. Moment powstania pęknięć, dla określonego materiału i spo-sobu wywijania, zaleŜy od wartości od-kształcenia i sposobu wykonania otworu [1]. W czasie wywijania następuje wzrost średnicy obrzeŜa kosztem zmniejszenia grubości ścianki, zgodnie z rysunkiem 1. Wywijanie przeprowadza się dwoma meto-dami: wyoblania lub tłoczenia. Wymaganą wysokość kołnierza wywiniętego moŜna uzyskać po odpowiednim dobraniu średnicy d otworu wykonanego uprzednio w blasze o grubości g0. Średnica otworu nie moŜe być dobrana dowolnie, bowiem jeśli prze-kroczona zostanie pewna wartość granicz-na, to mogą się pojawić pęknięcia na kra-wędzi kołnierza.
Rys. 1. Schemat wywijania
Stopień odkształcenia przy wywijaniu obrze-Ŝy otworów określa się stosunkiem średnicy otworu w półfabrykacie do średnicy obrzeŜa, czyli tzw. współczynnikiem wywijania [1].
.grD
d
D
dkw
>= (1)
gdzie: d – średnica otworu przed wywijaniem, D – średnica wywijania (średnica obrzeŜa),
wg warstwy środkowej, gr. – wartość graniczna.
Obróbka Plastyczna Metali Nr 4, 2005 Procesy cięcia i kształtowania blach, prętów i rur
Wartość granicznego współczynnika wywi-jania kw zaleŜy od [1]: • chropowatości powierzchni obrzeŜa
otworu, im większa chropowatość, tym większe ryzyko pęknięcia obrzeŜą,
• względnej grubości półfabrykatu, wyra-Ŝonej stosunkiem g0/D0, cieńszy materiał wyjściowy szybciej pęka z uwagi na dal-sze pocienienie przy wywijaniu,
• gatunku materiału i jego własności, • kształtu roboczej części stempla i pro-
mienia r. Im większy promień r, tym ma-teriał jest mniej podatny na pękanie.
Wysokość obrzeŜa jest obliczana we-dług zaleŜności [1]:
( )0
72,043,0)5,0 grdDH ++−= [mm] (2)
gdzie: r – promień zaokrąglenia matrycy, g0 – grubość materiału wyjściowego.
Najmniejsza grubość materiału g1 na
krawędzi obrzeŜa wynosi [1]:
wkgg01
= [mm] (3)
gdzie: g1 – grubość materiału na krawędzi obrzeŜa.
Siła wywijania stemplem walcowym
w przybliŜeniu obliczana jest wg wzoru [1]:
( ))1,1 dDgRP e −= π [N] (4)
gdzie: Re – granica plastyczności materiału.
Celem prowadzonych badań była ocena przydatności otworów wycinanych laserowo do wywijania, porównanie wysokości i gru-bości ścianek wywiniętych obrzeŜy otworów wierconych i wycinanych laserowo. 2. Materiał, metodyka i wyniki badań doświadczalnych Do badań uŜyto próbek w postaci krąŜ-ków o średnicy 160 mm, które zostały wyto-czone z kwadratów o boku 170 mm oraz wycięte laserowo z pasów blach następują-cych gatunków: Bw11, 34GXA, 15HGMV.
Grubość krąŜków wynosiła 8 mm (rys. 2), szczelina między stemplem i matrycą z = g0. Wymienione stale były wykonane na specjalne zamówienie Politechniki Poznań-skiej, stal gatunku Bw 11 w Hucie Często-chowa a 34GXA i 15HGMV w Hucie Batory.
Rys. 2. KrąŜek wyjściowy do badań
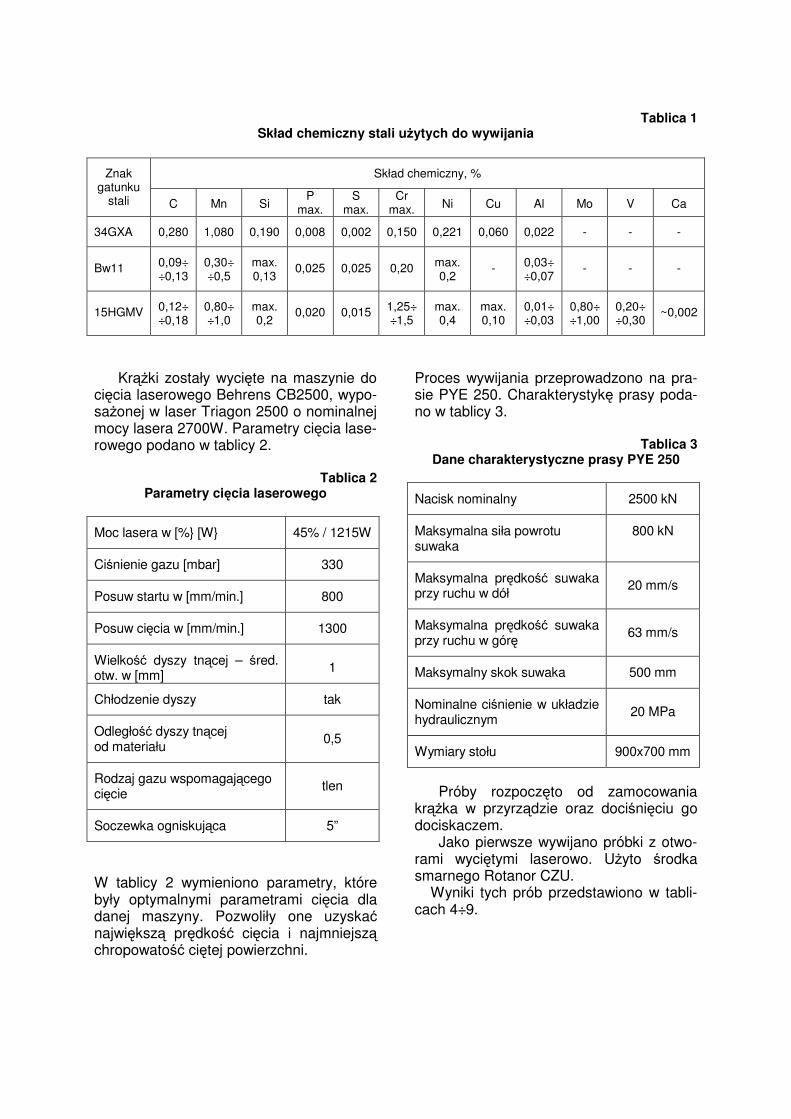
Przed przystąpieniem do badań zapro-jektowano geometrię narzędzi i przygoto-wano stanowisko do wywijania obrzeŜy otworów (rys. 3).
Rys. 3. Przyrząd do wywijania obrzeŜy otworów zamontowany na prasie PYE 250
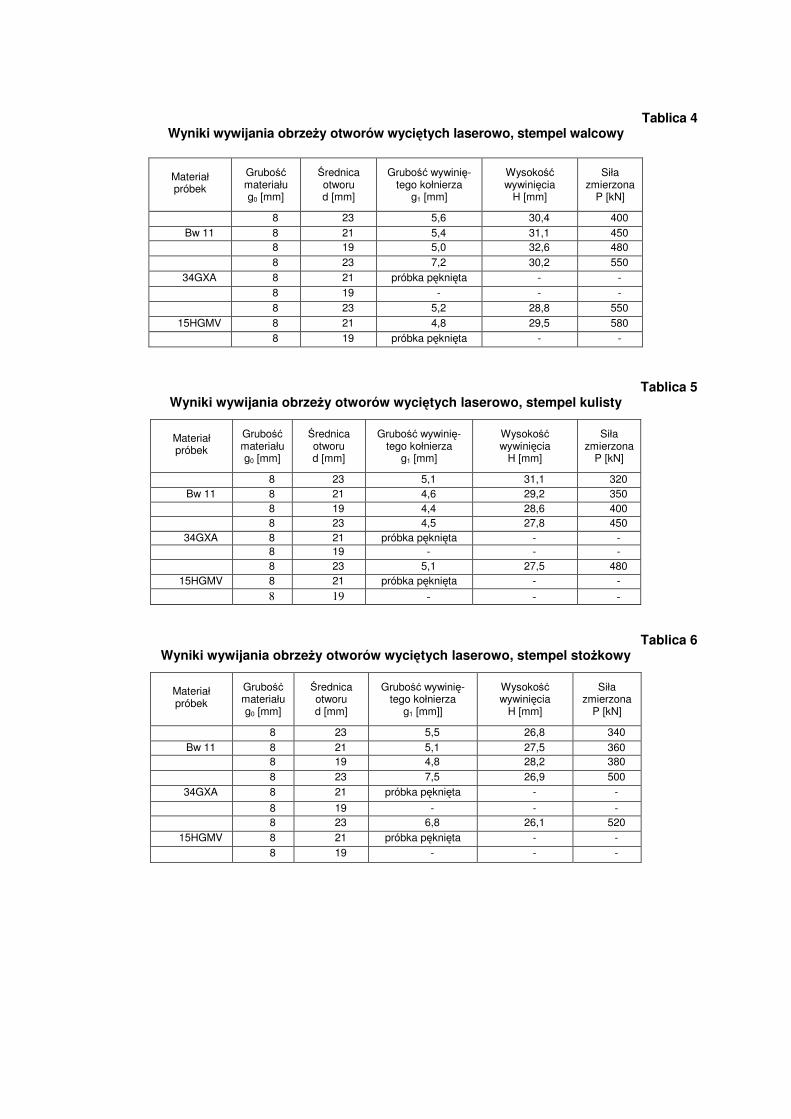
Do prób zastosowano trzy rodzaje stempli: o kształcie walcowym, kulistym oraz stoŜkowym (rys. 4).
Rys. 4. Stemple uŜyte do prób wywijania
Skład chemiczny wywijanych blach przedstawiono w tablicy 1.
Tablica 1 Skład chemiczny stali uŜytych do wywijania
Skład chemiczny, % Znak gatunku
stali C Mn Si P
max. S
max. Cr
max. Ni Cu Al Mo V Ca
34GXA 0,280 1,080 0,190 0,008 0,002 0,150 0,221 0,060 0,022 - - -
Bw11
0,09÷ ÷0,13
0,30÷ ÷0,5
max. 0,13
0,025
0,025
0,20
max. 0,2
-
0,03÷ ÷0,07
-
-
-
15HGMV
0,12÷ ÷0,18
0,80÷ ÷1,0
max. 0,2
0,020
0,015
1,25÷ ÷1,5
max. 0,4
max. 0,10
0,01÷ ÷0,03
0,80÷ ÷1,00
0,20÷ ÷0,30
~0,002
KrąŜki zostały wycięte na maszynie do cięcia laserowego Behrens CB2500, wypo-saŜonej w laser Triagon 2500 o nominalnej mocy lasera 2700W. Parametry cięcia lase-rowego podano w tablicy 2.
Tablica 2 Parametry cięcia laserowego
Moc lasera w [%} [W} 45% / 1215W
Ciśnienie gazu [mbar] 330
Posuw startu w [mm/min.] 800
Posuw cięcia w [mm/min.] 1300
Wielkość dyszy tnącej – śred. otw. w [mm]
1
Chłodzenie dyszy tak
Odległość dyszy tnącej od materiału
0,5
Rodzaj gazu wspomagającego cięcie
tlen
Soczewka ogniskująca 5”
W tablicy 2 wymieniono parametry, które były optymalnymi parametrami cięcia dla danej maszyny. Pozwoliły one uzyskać największą prędkość cięcia i najmniejszą chropowatość ciętej powierzchni.
Proces wywijania przeprowadzono na pra-sie PYE 250. Charakterystykę prasy poda-no w tablicy 3.
Tablica 3 Dane charakterystyczne prasy PYE 250
Nacisk nominalny 2500 kN
Maksymalna siła powrotu suwaka
800 kN
Maksymalna prędkość suwaka przy ruchu w dół
20 mm/s
Maksymalna prędkość suwaka przy ruchu w górę
63 mm/s
Maksymalny skok suwaka 500 mm
Nominalne ciśnienie w układzie hydraulicznym
20 MPa
Wymiary stołu 900x700 mm
Próby rozpoczęto od zamocowania krąŜka w przyrządzie oraz dociśnięciu go dociskaczem. Jako pierwsze wywijano próbki z otwo-rami wyciętymi laserowo. UŜyto środka smarnego Rotanor CZU. Wyniki tych prób przedstawiono w tabli-cach 4÷9.
Tablica 4 Wyniki wywijania obrzeŜy otworów wyciętych laserowo, stempel walcowy
Materiał próbek
Grubość materiału g0 [mm]
Średnica otworu d [mm]
Grubość wywinię-tego kołnierza
g1 [mm]
Wysokość wywinięcia
H [mm]
Siła zmierzona
P [kN]
8 23 5,6 30,4 400
Bw 11 8 21 5,4 31,1 450
8 19 5,0 32,6 480
8 23 7,2 30,2 550
34GXA 8 21 próbka pęknięta - -
8 19 - - -
8 23 5,2 28,8 550
15HGMV 8 21 4,8 29,5 580
8 19 próbka pęknięta - -
Tablica 5 Wyniki wywijania obrzeŜy otworów wyciętych laserowo, stempel kulisty
Materiał próbek
Grubość materiału g0 [mm]
Średnica otworu d [mm]
Grubość wywinię-tego kołnierza
g1 [mm]
Wysokość wywinięcia
H [mm]
Siła zmierzona
P [kN]
8 23 5,1 31,1 320
Bw 11 8 21 4,6 29,2 350
8 19 4,4 28,6 400
8 23 4,5 27,8 450
34GXA 8 21 próbka pęknięta - -
8 19 - - -
8 23 5,1 27,5 480
15HGMV 8 21 próbka pęknięta - -
8 19 - - -
Tablica 6 Wyniki wywijania obrzeŜy otworów wyciętych laserowo, stempel stoŜkowy
Materiał próbek
Grubość materiału g0 [mm]
Średnica otworu d [mm]
Grubość wywinię-tego kołnierza
g1 [mm]]
Wysokość wywinięcia
H [mm]
Siła zmierzona
P [kN]
8 23 5,5 26,8 340
Bw 11 8 21 5,1 27,5 360
8 19 4,8 28,2 380
8 23 7,5 26,9 500
34GXA 8 21 próbka pęknięta - -
8 19 - - -
8 23 6,8 26,1 520
15HGMV 8 21 próbka pęknięta - -
8 19 - - -
Tablica 7 Wyniki wywijania obrzeŜy otworów wierconych, stempel walcowy
Materiał próbek
Grubość materiału g0 [mm]
Średnica otworu d [mm]
Grubość wywinię-tego kołnierza
g1 [mm]
Wysokość wywinięcia
H [mm]
Siła zmierzona
P [kN]
8 23 5,7 32 400
Bw 11 8 21 5,1 32,8 440
8 19 4,9 31,5 460
8 23 5,3 30,1 500
34GXA 8 21 4,9 31,5 550
8 19 4,6 32 620
8 23 5,2 29,5 650
15HGMV 8 21 4,9 31 800
8 19 próbka pęknięta - -
Tablica 8
Wyniki wywijania obrzeŜy otworów wierconych, stempel kulisty
Materiał próbek
Grubość materiału g0 [mm]
Średnica otworu d [mm]
Grubość wywinię- tego kołnierza
g1 [mm]
Wysokość wywinięcia
H [mm]
Siła zmierzona
P [kN]
8 23 4,9 28,3 280
Bw 11 8 21 4,5 29,6 320
8 19 4,2 30,5 350
8 23 4,9 28,6 400
34GXA 8 21 4,6 30,0 480
8 19 4,2 31,2 500
8 23 4,5 28,3 480
15HGMV 8 21 próbka pęknięta - -
8 19 - - -
Tablica 9 Wyniki wywijania obrzeŜy otworów wierconych, stempel stoŜkowy
Materiał próbek
Grubość materiału g0 [mm]
Średnica otworu d [mm]
Grubość wywinię-tego kołnierza
g1 [mm]
Wysokość wywinięcia
H [mm]
Siła zmierzona
P [kN]
8 23 5,5 26,7 320 Bw 11 8 21 5,1 27,5 350
8 19 4,4 28,7 390
8 23 5,4 27,2 440
34GXA 8 21 5,1 28,2 460
8 19 próbka pęknięta - 8 23 5,5 27,2 540
15HGMV 8 21 5,2 27,6 570
8 19 próbka pęknięta - -
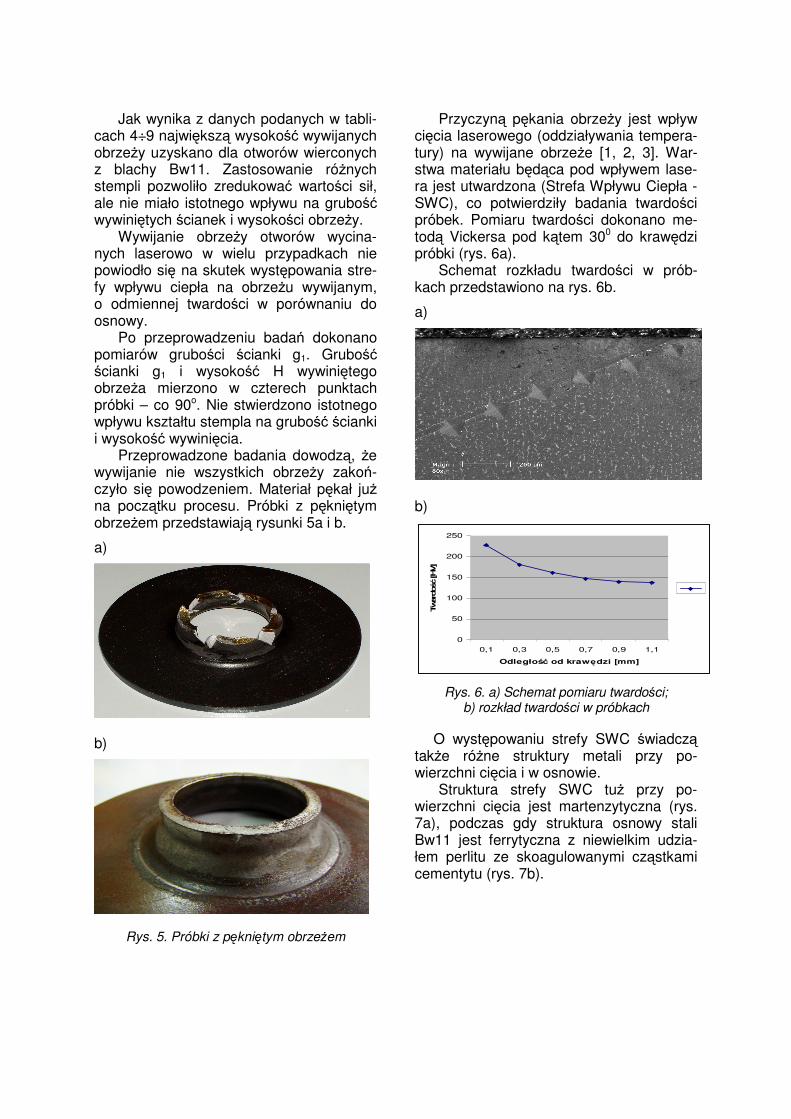
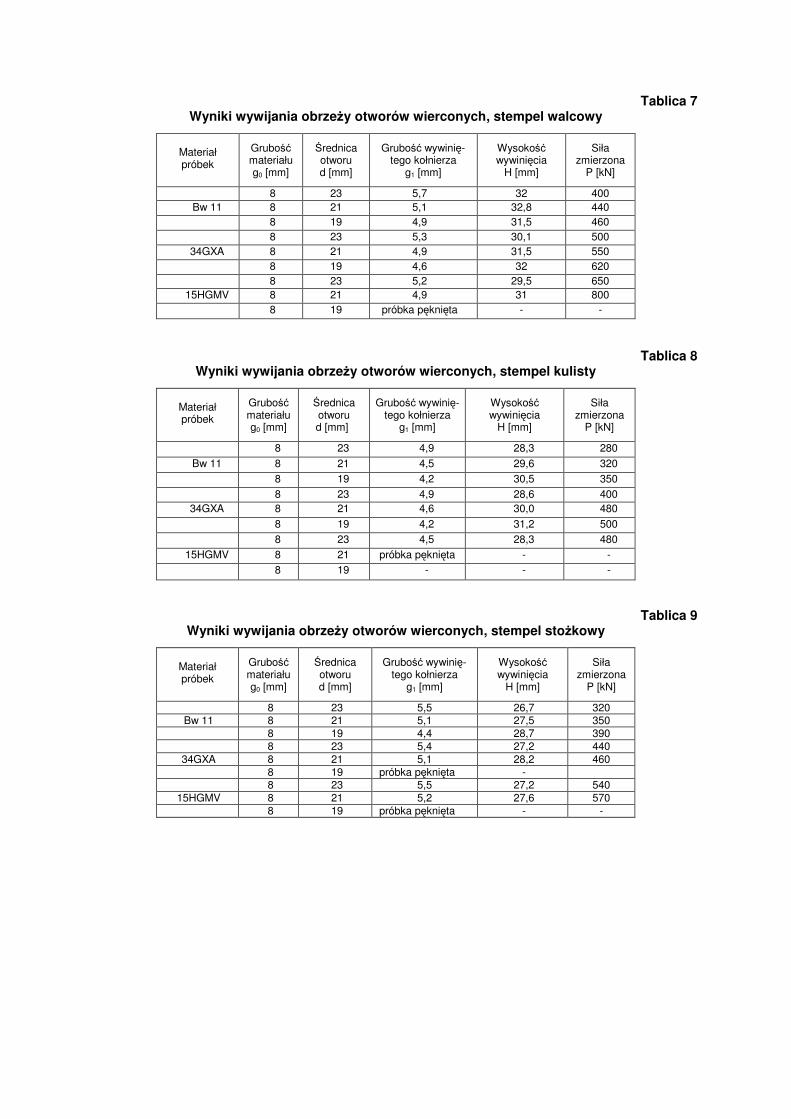
Jak wynika z danych podanych w tabli-cach 4÷9 największą wysokość wywijanych obrzeŜy uzyskano dla otworów wierconych z blachy Bw11. Zastosowanie róŜnych stempli pozwoliło zredukować wartości sił, ale nie miało istotnego wpływu na grubość wywiniętych ścianek i wysokości obrzeŜy. Wywijanie obrzeŜy otworów wycina-nych laserowo w wielu przypadkach nie powiodło się na skutek występowania stre-fy wpływu ciepła na obrzeŜu wywijanym, o odmiennej twardości w porównaniu do osnowy. Po przeprowadzeniu badań dokonano pomiarów grubości ścianki g1. Grubość ścianki g1 i wysokość H wywiniętego obrzeŜa mierzono w czterech punktach próbki – co 90o. Nie stwierdzono istotnego wpływu kształtu stempla na grubość ścianki i wysokość wywinięcia. Przeprowadzone badania dowodzą, Ŝe wywijanie nie wszystkich obrzeŜy zakoń-czyło się powodzeniem. Materiał pękał juŜ na początku procesu. Próbki z pękniętym obrzeŜem przedstawiają rysunki 5a i b.
a)
b)
Rys. 5. Próbki z pękniętym obrzeŜem
Przyczyną pękania obrzeŜy jest wpływ cięcia laserowego (oddziaływania tempera-tury) na wywijane obrzeŜe [1, 2, 3]. War-stwa materiału będąca pod wpływem lase-ra jest utwardzona (Strefa Wpływu Ciepła - SWC), co potwierdziły badania twardości próbek. Pomiaru twardości dokonano me-todą Vickersa pod kątem 300 do krawędzi próbki (rys. 6a). Schemat rozkładu twardości w prób-kach przedstawiono na rys. 6b.
a)
b)
0
50
100
150
200
250
0,1 0,3 0,5 0,7 0,9 1,1
Odległość od krawędzi [mm]
Twar
dość
[HV]
Rys. 6. a) Schemat pomiaru twardości; b) rozkład twardości w próbkach
O występowaniu strefy SWC świadczą takŜe róŜne struktury metali przy po-wierzchni cięcia i w osnowie. Struktura strefy SWC tuŜ przy po-wierzchni cięcia jest martenzytyczna (rys. 7a), podczas gdy struktura osnowy stali Bw11 jest ferrytyczna z niewielkim udzia-łem perlitu ze skoagulowanymi cząstkami cementytu (rys. 7b).
a)
b)
Rys. 7. a) Struktura martenzytyczna strefy SWC cięcia laserowego;
b) struktura ferrytyczna z niewielkim udziałem perlitu ze skoagulowanymi cząstkami cementy-tu osnowy charakterystyczna dla stali Bw11
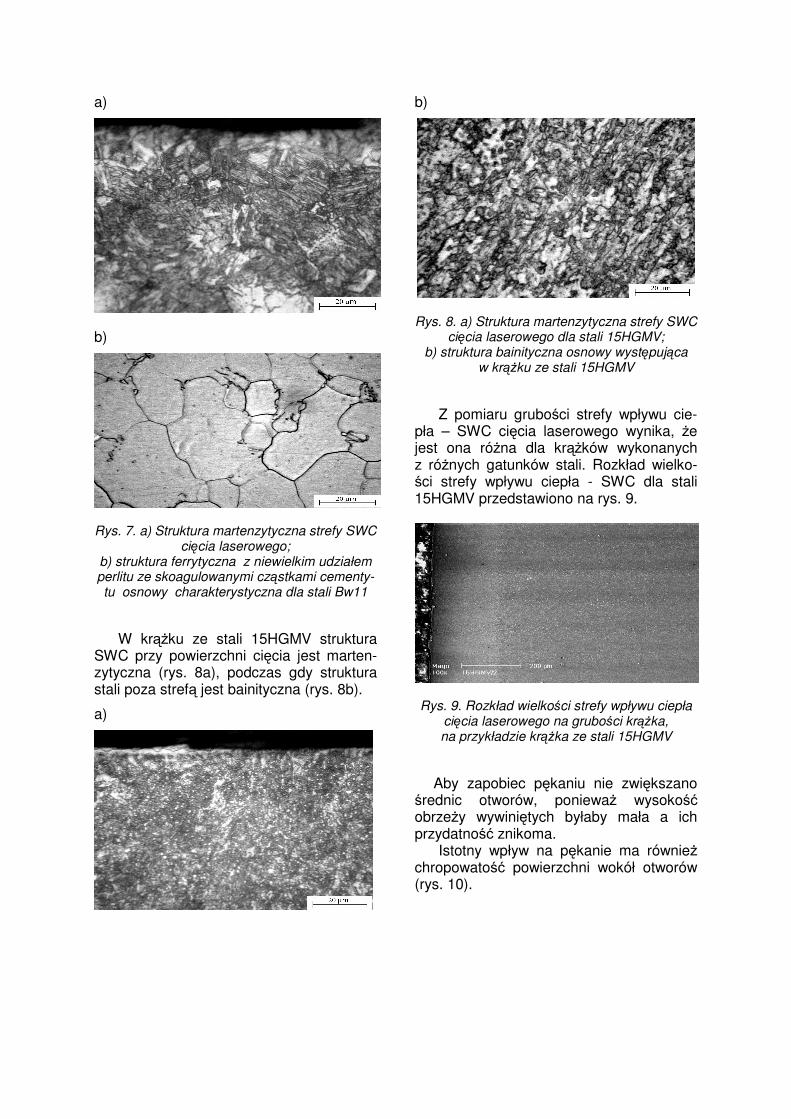
W krąŜku ze stali 15HGMV struktura SWC przy powierzchni cięcia jest marten-zytyczna (rys. 8a), podczas gdy struktura stali poza strefą jest bainityczna (rys. 8b).
a)
b)
Rys. 8. a) Struktura martenzytyczna strefy SWC cięcia laserowego dla stali 15HGMV;
b) struktura bainityczna osnowy występująca w krąŜku ze stali 15HGMV
Z pomiaru grubości strefy wpływu cie-pła – SWC cięcia laserowego wynika, Ŝe jest ona róŜna dla krąŜków wykonanych z róŜnych gatunków stali. Rozkład wielko-ści strefy wpływu ciepła - SWC dla stali 15HGMV przedstawiono na rys. 9.
Rys. 9. Rozkład wielkości strefy wpływu ciepła cięcia laserowego na grubości krąŜka, na przykładzie krąŜka ze stali 15HGMV
Aby zapobiec pękaniu nie zwiększano średnic otworów, poniewaŜ wysokość obrzeŜy wywiniętych byłaby mała a ich przydatność znikoma. Istotny wpływ na pękanie ma równieŜ chropowatość powierzchni wokół otworów (rys. 10).

a)
b)
Rys. 10. Powierzchnie wokół otworów: a) wyciętego laserem; b) wierconego
Pomiarów chropowatości dokonano profi-lometrem firmy Hommel Werke.
Średnie wartości parametru Ra otworów wyciętych laserem wynosiły: - dla Bw11 – Ra = 4,79, - 34GXA – Ra = 4,58, - 15HGMV – Ra = 6,16.
Średnie wartości parametru Ra otworów wierconych wynosiły: - dla Bw11 – Ra = 2,65, - 34GXA – Ra = 2,45, - 15HGMV – Ra = 3,02. Wnioski
Z przeprowadzonych badań parametrów technologicznych wywijania obrzeŜy otwo-rów z róŜnych materiałów, uzyskanych róŜ-nymi metodami i przy róŜnych kształtach stempli moŜna wyciągnąć następujące wnioski: 1. Największą wysokość wywijanych
obrzeŜy uzyskano dla otworów wierco-nych z blachy Bw11.
2. Wywijanie obrzeŜy otworów wycina-nych laserowo w wielu przypadkach nie powiodło się na skutek występowania strefy wpływu ciepła - SWC na obrzeŜu wywijanym, o odmiennej twardości w porównaniu do osnowy.
3. Pękanie obrzeŜy jest równieŜ wynikiem róŜnej chropowatości powierzchni wo-kół otworów uzyskanych róŜnymi meto-dami.
4. Przy przeprowadzaniu prób stwierdzo-no wpływ sposobu uzyskania otworu na moŜliwość wywijania i jakość wywinię-tych obrzeŜy.
5. Zastosowanie róŜnych stempli pozwoli-ło zredukować wartości sił, ale nie mia-ło istotnego wpływu na grubość wywi-niętych ścianek i wysokości obrzeŜy.
6. Aby moŜliwe było stosowanie cięcia laserowego do wycinania otworów, któ-rych obrzeŜa będą wywijane, naleŜy otwór wycinany laserowo dodatkowo poddać obróbce skrawaniem, tak, aby usunąć strefę wpływu ciepła – SWC.
7. NaleŜy stwierdzić, Ŝe wycinanie lase-rowe otworów moŜe zastąpić proces wycinania otworów na prasach, ale na-leŜy stosować dodatkowo obróbkę skrawaniem lub obróbkę cieplną obrze-Ŝy, chyba Ŝe nie są potrzebne wysokie wywinięte obrzeŜa.
8. Dalsze próby powinny być ukierunko-wane na: wprowadzenie obróbki ciepl-nej obrzeŜy, wprowadzenie skrawania cienkiej warstwy utwardzonej wokół otworu.
Literatura
1. Romanowski W. P., Poradnik obróbki plastycznej na zimno, WNT, Warszawa 1976.
2. Marciniak Z., Konstrukcja tłoczników, Warszawa 2002.
3. Ivanom Ju. L., Otbortovka flance v sten-ke trubnoj zagotovki, Kuzn.–štampov. Proiz. 1999 t. 41 nr 1 s. 19–20.

FORMATION ROUND OPENING FAT SHEET METAL
Abstract
This article presents investigations as well results thick blanks burring. Investigations has made at Division of Plastic Work-ing Institute Materials Technology Poznan University of Technology. An investigation has started because using laser events for thick discs cutting. In result of investigations some experiments has made using punches; cylindrical, spherical, conical, using disc blanks made of BW11, 34GXA and 15HGMV with different holes dimensions. Holes made conventional drilling and laser technique. Influence using holes made technique for specimen’s quality has observed.
Key words: plastic processing, formation edges, burring












![[200.10] Stare druki BARCLAY ą ł ś ł Pozna 1743](https://img.dokumen.tips/doc/110x75/61790c4780be520a4c29fef2/20010-stare-druki-barclay-pozna-1743.jpg)
















