Embed Size (px)
Citation preview
Pagina 1 din 24
070000, ILFOV – ROMANIA
Str. Aviatiei 15, Oras BUFTEA
Tel.: 031.824.2020; Fax: 031.824.2023
e-mail: [email protected]
CUVANT INAINTE,
Infrastructura in domeniul colectarii apei potabile si canalizarii apelor reziduale, imbatraneste.
Pe plan mondial, milioane de kilometri de tevi trebuie inlocuite pentru a asigura un mediu sanatos si
conditii civilizate de confort pentru oameni.
La aceasta problema se adauga si necesitatea vitala pentru multe tari in curs de dezvoltare de a
asigura cetatenilor lor conditii civilizate de trai.
Gospodarirea apei si reducerea poluarii solului, sunt probleme vitale ale omenirii
contemporane care au adus in actualitate preocupari pentru gasirea de solutii noi, moderne si
economice pentru transportul apei potabile, colectarea si reciclarea apelor reziduale.
O atentie deosebita s-a acordat fabricatiei tevilor destinte utilizarii la presiuni si temperaturi
ridicate, cu durata si siguranta mare in exploatare, a tevilor rezistente la foc, destinate proceselor
industriale (chimie, petrochimie, rafinarii), sistemelor de racire industriale si aductiuni de apa pentru
hidrocentrale.
Pentru toate aceste domenii de utilizare cercetarile s-au orientat catre folosirea materialelor
durabile in timp, usor de manipulat, transportat si intretinut, sigure si adaptabile utilizarii in domeniul
edilitar si industrial deopotriva, fapt ce a contribuit hotaritor la decizia de a construi o fabrica de tevi
din poliester armat cu fibra de sticla, material care satisface perfect aceste cerinte.
Am investit intr-o ramura de viitor, intr-o zona cu potential industrial, am antrenat si calificat
forta de munca locala si avem astazi placerea sa va prezentam fabrica apartinind S.C. ROMANO-TUB
S.A. intreprindere cu capital integral romanesc, cu dorinta sincera de a va pune la dispozitie produsele
si colaborarea noastra pentru succes.
PRESEDINTE AL CONSILIULUI DE ADMINISTRATIE
SERBAN DIMITRIE ALTANGIU

Pagina 2 din 24
S.C. ROMANO-TUB S.A. a fost fondata in anul 2005, cu capital integral romanesc, avand ca
profil de activitate productia de TEVI si FITINGURI din poliester armat cu fibra de sticla (GRP)
fabricate cu echipamente livrate de MAGNUM-VENUS PLASTECH (U.S.A.)
Personalul nostru este instruit sa aplice toate procedeele tehnice impuse de procesul de
fabricatie, pentru a obtine produse performante, de calitate si este motivat pentru gasirea de noi solutii
pentru largirea domeniilor de utilizare, fiind deschis colaborarii cu beneficiarii atat pe durata derularii
contractului cat si in perioada post garantie.
Personalul de conducere cat si cel operativ este excelent calificat si cu experienta in productie,
cercetare – proiectare, automatizare si controlul calitatii.
Studiul de marketing care ne-a condus la luarea deciziei de a investi intr-un astfel de obiectiv, a
pornit de la problema de importanta actuala pe plan mondial si in Romania, aceea a conservarii
mediului, a necesitatii actuale de a se creea noi infrastructuri pentru aductiuni de apa potabila,
canalizare sau colectari de ape uzate acolo unde aceste instalatii lipsesc, precum si inlocuirea sau
repararea conductelor existente in localitati sau unitati industriale.
Secolul 21 este de neconceput fara facilitati de apa potabila si fara un sistem de
canalizare sigur si eficient, garantie a gradului de civilizatie si confort.
Solutia acceptata de majoritatea specialistilor pentru realizarea rapida si sigura a acestui
deziderat, curata si economica in timp, este folosirea in cat mai multe domenii a tevilor GRP. (rasini
armate cu fibre de sticla).
Se apreciaza ca necesarul de tevi pentru programele edilitare si de dezvoltare industriala pe
plan mondial este de ordinul milioanelor de km.
Conform studiului de marketing s-a hotarit ca amplasamentul fabricii ROMANO-TUB, sa fie
cat mai accesibil atat clientilor din toate zonele tarii cat si posibililor beneficiari din Balcani, Europa
de Est si tari din Orientul Mijlociu.
Pagina 3 din 24
Orasul BUFTEA, in vecinatatea caruia este situata fabrica noastra, este racordat la reteaua
rutiera si feroviara nationala, asigurand transportul in conditii bune chiar si a unor incarcaturi
agabaritice (tevi si fitinguri de diametre mari).
Retetele de fabricatie adoptate de ROMANO-TUB, nu utilizeaza substante daunatoare
sanatatii, calitate ce recomanda tevile noastre pentru instalatii edilitar-urbane, unde datorita duratei de
viata mari in exploatare, a cheltuielilor reduse de montaj si intretinere, impun tevile fabicate de noi, ca
solutia cea mai sigura si moderna.
Gama variata de diametre, grosimi, lungimi si multitudinea de variante de fitinguri, recomanda
folosirea tevilor GRP in traseele urbane unde reteaua stradala este atat de complicata si creeaza atatea
dificultati proiectantilor si constructorilor in realizarea programelor de reabilitare si retele noi.

Pagina 4 din 24
DOMENIILE DE UTILIZARE ALE TEVILOR PRODUSE DE ROMANO-TUB
o Sisteme de distributie apa potabila (retele publice si industriale);
o Sisteme de tevi pentru aductiune fortata si transport in hidrocentrale si termocentrale;
o Sisteme de racire industriale;
o Sisteme de irigatii;
o Sisteme de transport pentru linii de tratare sau procesare industriala;
o Statii de epurare;
o Sisteme de tevi sub presiune, statii de pompare;
o Sisteme de transport ape marine pentru instalatii de desalinizare;
o Sisteme de tevi pentru industria petrochimica, rafinarii;
o Sisteme de transport ape reziduale (urbane si industriale);
o Sisteme de termoficare, temperatura de lucru +110 0C;
o Sisteme de tevi subacvatice, submarine;
o Sisteme de tevi rezistente la foc.
o Sisteme de ventilatie;
o Sisteme de refrigerare;
o Sisteme de tevi balast in constructiile navale.
Pagina 5 din 24
STANDARDE DE EXECUTIE SI CONTROL
Tevile fabricate de ROMANO-TUB sunt in conformitate cu:
SR EN 1796: August 2006 Sisteme de tevi din materiale plastice pentru alimentare cu apă, cu
sau fără presiune. Materiale plastice termorigide armate cu sticlă (PAS) pe bază de răşini poliesterice
nesaturate (PN)
SR EN 14364: October 2006 Sisteme de canalizare de materiale plastice pentu drenare si
evacuare cu sau fara presiune. Materiale plastice termorigide armate cu sticla (PAS) pe baza de
rasini poliesterice nesaturate(PN). Specificatii pentru tevi, fitinguri si imbinari.
AWWA C950-95 American Water Works Association standard for Fiberglass pipes
Avand la baza sistemul de management integrat calitate – mediu in conformitate cu:
ISO 9001:2001 Sistemul de management al calitatii CERINTE
ISO 14000:2005 Sisteme de management de mediu – cerinte cu ghid de utilizare
Controlul pe fluxul de fabricatie si controlul final se face conform:
ASTM D3517, Standard Specification for "Fiberglass" (Glass-Fiber-Reinforced Thermosetting-
Resin) Pressure Pipe
ASTM D3262, Standard Specification for "Fiberglass" (Glass-Fiber-Reinforced Thermosetting-
Resin) Sewer Pipe
ASTM D638, 3 Standard Test Method for Tensile Properties of Plastics
ASTM D2412, Standard test method for determination of external loading characteristics of
plastic pipe by parallel-plate loading
ASTM D2584, Standard Test Method for Ignition Loss of Cured Reinforced Resins
ASTM D2583, Standard Test Method for Indentation Hardness of Rigid Plastics by Means of a
Barcol Impressor
ASTM D3754, Standard Specification for "Fiberglass" (Glass-Fiber-Reinforced Thermosetting-
Resin) Sewer and Industrial Pressure Pipe
ASTM D2996, Standard specification for Filament wound pipes.
ASTM D2105, Standard test method for longitudinal tensile properties of “fiberglass” (glass-
fiber-reinforced thermosetting-resin) pipe and tube.
ASTM D3567, Standard practice for determining dimensions of “fiberglass” (glass-fiber-
reinforced thermosetting resin) pipe and fittings
ASTM D2992, Standard practice for obtaining hydrostatic design basis for Fiber glass pipe and
fittings. (Procedure B).
ASTM D1598, Standard test method for time-to-failure of plastic pipe under constant internal
pressure.
ASTM D1599, Standard test method for resistance to short-time hydraulic failure pressure of
plastic pipe, tubing, and fittings
ISO 781, Plastics. Determination of flexural properties
ASTM D2310, Standard classification for machine made reinforced thermosetting resin pipes.
Pagina 6 din 24
PROCESUL TEHNOLOGIC DE FABRICATIE
Procesul tehnologic de fabricatie, specific ROMANO-TUB, consta in realizarea tevilor in doua
faze, pe masini distincte, pe care se executa urmatoarele operatiuni:
A. Realizarea stratului interior al tevilor (bariera chimica) cu grosimi intre 0,3 si 5,0 mm, pe o masina
speciala de preparare, prin depunerea succesiva a unor straturi de rasina si fibra de sticla tocata pe o
matrita rotunda (mandrea). Natura si grosimea stratului interior depinde de agresivitatea fluidului care
circula prin teava si de conditiile de exploatare a conductei (temperatura fluidului, curgere libera,
turbulenta, continut de suspensii, etc.).
Avantaje specifice ROMANO-TUB
• Suprafata interioara a tevii este perfect neteda; ea confera tevii proprietati hidraulice excelente, constante in timp, avand consecinte in reducerea energiei de pompare si deci a
costurilor de exploatare.
• Stratul interior este rezistent la coroziunea chimica si la eroziunea mecanica; acesta se poate realiza controlat in stricta concordanta cu dimensiunile prescrise.
• Se pot realiza tevi pentru medii foarte agresive din industria chimica si petrochimica
sau pentru sisteme de canalizari sau uzine de procesare tehnologica, in medii bazice si
sau acide in gama de temperaturi cuprinse intre -400 C si +110
0 C.
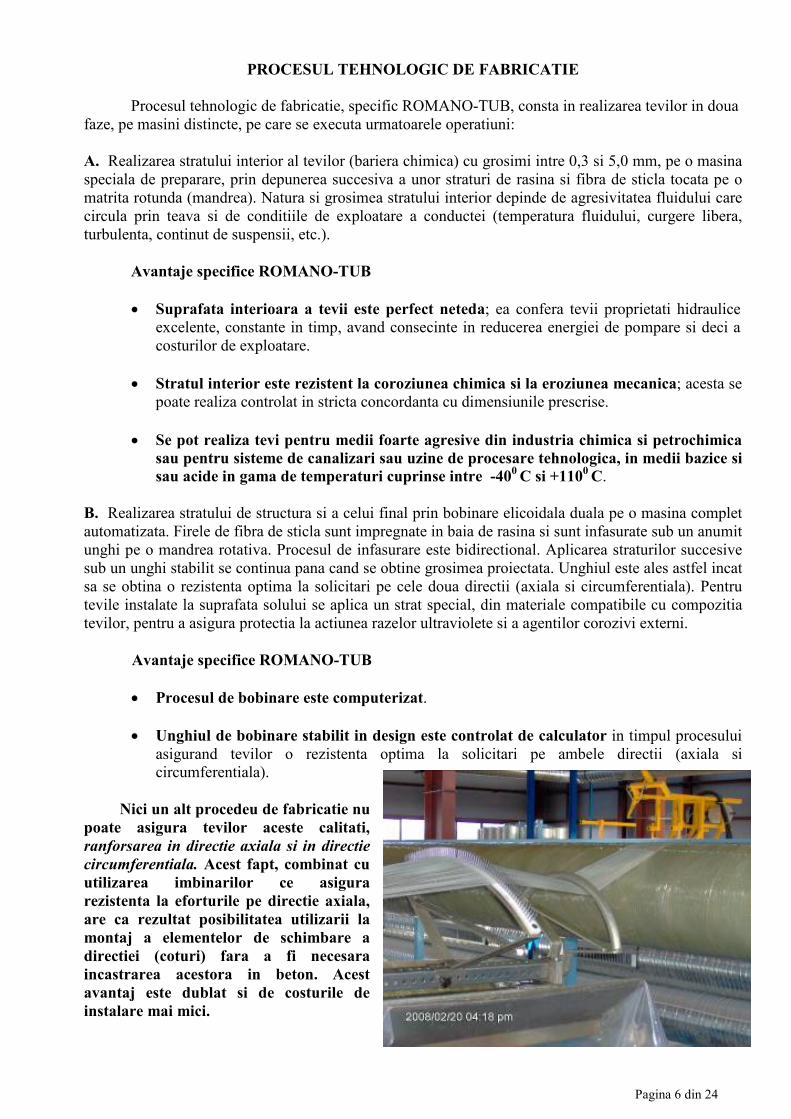
B. Realizarea stratului de structura si a celui final prin bobinare elicoidala duala pe o masina complet
automatizata. Firele de fibra de sticla sunt impregnate in baia de rasina si sunt infasurate sub un anumit
unghi pe o mandrea rotativa. Procesul de infasurare este bidirectional. Aplicarea straturilor succesive
sub un unghi stabilit se continua pana cand se obtine grosimea proiectata. Unghiul este ales astfel incat
sa se obtina o rezistenta optima la solicitari pe cele doua directii (axiala si circumferentiala). Pentru
tevile instalate la suprafata solului se aplica un strat special, din materiale compatibile cu compozitia
tevilor, pentru a asigura protectia la actiunea razelor ultraviolete si a agentilor corozivi externi.
Avantaje specifice ROMANO-TUB
• Procesul de bobinare este computerizat.
• Unghiul de bobinare stabilit in design este controlat de calculator in timpul procesului
asigurand tevilor o rezistenta optima la solicitari pe ambele directii (axiala si circumferentiala).
Nici un alt procedeu de fabricatie nu
poate asigura tevilor aceste calitati,
ranforsarea in directie axiala si in directie
circumferentiala. Acest fapt, combinat cu
utilizarea imbinarilor ce asigura
rezistenta la eforturile pe directie axiala,
are ca rezultat posibilitatea utilizarii la
montaj a elementelor de schimbare a
directiei (coturi) fara a fi necesara
incastrarea acestora in beton. Acest
avantaj este dublat si de costurile de
instalare mai mici.

Pagina 7 din 24
Geometria asezarii firelor de sticla intr-
un material compozit este foarte importanta
intrucat cea mai mare rezistenta mecanica se
obtine in lungul fibrei de sticla. Astfel, din
testele facute rezulta ca se obtin proprietati
mecanice diferite ale laminatelor pe cele doua
directii. De aceea inca din stadiul de
proiectare a structurii peretelui de teava
unghiul de bobinare se calculeaza astfel incat
sa se obtina o rezistenta maxima pe directia
unde efortul este maxim.
Din punct de vedere al rezistentei la
abraziune teava din poliester armat cu fibra
de sticla rezista mai bine decat teava din otel
datorita elasticitatii superioare a suprafetei
interioare.
In general eroziunea maxima intr-o teava apare la impactul
particulelor mecanice sub un unghi cuprins intre 500 - 60
0. Eroziunea
sau abraziunea apare si la teava din poliester armat cu fibra de sticla in
situatia in care particulele mecanice lovesc suprafata interioara a tevii
sub un unghi de 900 (in principal la „T”-uri si coturi). La unghi de
impact de 900 eroziunea este maxima d.p.d.v. mecanic. Cum suprafata
interioara este elastica si perfect neteda, pe portiuni de traseu relativ
drepte, unghiul de lovire este < 50 si de aceea eroziunea este minima.
Deci poliesterul absoarbe mai bine impactul cu particulele mecanice
comparativ cu otelul datorita elasticitatii sale mai mari.
Pentru a reduce eroziunea in sistemul de tevi din poliester armat
cu fibra de sticla se recomanda sa se evite pe cat posibil schimbarile bruste de directie si anume
folosirea coturilor cu unghiuri mai mici (de 11,250 sau
22,5
0) corelat cu optimizarea sistemului prin
folosirea unui numar redus de coturi datorita posibilitatii montarii tevilor cu raza de curbura maxima
(avantajului major al tevilor GRP).

Pagina 8 din 24
Deasemenea, foarte importanta este viteza de curgere a fluidului prin teava. Astfel viteza de
impact a particulelor mecanice este direct proportionala cu viteza de curgere a fluidului. La o viteza
maxima de 10 m/s eroziunea apare numai ca un proces mecanic de uzura prin frecare. La o viteza
mai mare de 25 m/s, datorita efectului combinat de eroziune – coroziune, rezistenta la eroziune a
tevilor de poliester armat cu fibra de sticla este mult mai mare decat a tevilor de otel.
Otelul isi pierde mult din rezistenta la abraziune pentru ca pe langa fenomenul de frecare
mecanica apare coroziunea datorita agresivitatii chimice a fluidului. La fel de importante sunt si forma
si dimensiunile particulelor mecanice aflate in suspensie in fluid.
Rezistenta superioara la coroziune mecanica si chimica (in special la acizi), face ca tevile
ROMANO-TUB sa constituie o solutie ideala pentru sistemele de transport al fluidelor, evacuare si
drenaj a apei reziduale sau a altor fluide dificile.
Tevile GRP fabricate de
ROMANO-TUB nu pot fi atacate de
acidul sulfuric rezultat din
transformarea hidrogenului sulfurat
prezent in tevile de canalizare sau a
celui generat de bacteriile ce reduc
sulfatii din solurile nedrenate si slab
aerate.
Folosirea in instalatii a
tevilor GRP, pare la prima vedere
mai scumpa decat vechile variante
fara a se tine seama ca pe termen
lung aceste diferente se vor estompa
datorita calitatilor anticorozive,
montajului, intretinerii ieftine si
duratei de viata incomparabil mai
mare decat a tevilor fabricate prin
alte tehnologii sau din alte materiale.
Dupa aprecierea specialistilor aceasta diferenta de pret este amortizata in prima treime a
duratei de viata a tevii.
Rezistenta mare la coroziune combinata cu instalarea rapida si simpla (sub pamant, la
suprafata, chiar si sub apa), face ca tevile ROMANO-TUB sa devina o prima alegere pentru
majoritatea domeniilor de utilizare.
Diversitatea de diametre, grosimi, lungimi, retete de fabricatie si de materii prime
folosite, extinde aria de utilizare a TEVILOR si FITINGURILOR noastre si pentru instalatii
industriale ce impun conditii de
presiune, temperatura sau pH peste
cele normale.
Constanta in timp a calitatii si a
caracteristicilor mecanice se datoreaza
in mare masura si folosirii in procesul de
fabricatie a materiilor prime de cea mai
buna calitate furnizate de producatori
europeni consacrati.

Pagina 9 din 24
CARACTERISTICILE CONSTRUCTIVE ALE TEVILOR ROMANO-TUB
DIAMETRE: 250, 300, 400, 500, 600, 800,1000, 1200, 1400, 1600,1800, 2000, 2400 mm
PRESIUNI: PN1, PN6, PN10, PN16, PN20, PN25, PN32.
RIGIDITATE: SN2500, SN5000, SN10000
LUNGIME: Standard 12 m (6m). Se pot livra si in lungimi mai mici, la comanda.
Grosimi de pereti pentru diametrele si presiunile uzuale de tevi PAFS (fara insertie cu nisip)
SN2500
PN1-6 PN10 PN16
DN Grosime
perete
(mm)
Greutate fara
cupla (kg/m.l.)
Grosime perete
(mm)
Greutate fara cupla
(kg/m.l.)
Grosime
perete
(mm)
Greutate fara
cupla (kg/m.l.)
250 3.7 – 4.1 5.81 - 6.39 5.2 -5,3 7.99 - 8.14 5.3 - 7.4 8.14 - 11.19
300 4.2 – 4.8 7.85 - 8.89 5.4 - 6.0 9.94 - 10.98 5.4 - 8.6 9.94 - 15.52
400 5.3 – 6.0 12.02 - 14.65 5.6 - 7.7 13.72 - 18.60 5.6 - 11.1 13.72 - 26.50
500 6.3 – 7.5 19.18 - 22.67 6.7 - 9.4 20.34 - 28.19 6.7 - 13.7 20.34 - 40.68
600 7.4 – 8.6 26.85 - 31.04 7.9 - 11.0 28.59 - 39.40 7.9 - 16.1 28.59 - 57.19
800 9.6 – 11.2 46.03 - 53.47 10.4 - 14.3 48.36 - 67.88 10.1 - 21.4 48.36 - 100.90
1200 13.8 – 16.1 97.64 - 114.38 14.7 - 20.9 104.62 - 147.86 14.7 - 31.4 104.62 - 221.09
SN5000
PN1-6 PN10 PN16
DN Grosime
perete
(mm)
Greutate fara
cupla (kg/m.l.)
Grosime perete
(mm)
Greutate fara
cupla (kg/m.l.)
Grosime
perete (mm)
Greutate fara
cupla (kg/m.l.)
250 4.3 – 5.0 6.25 – 6.97 5.3 - 5.3 7.99 - 8.14 5.3 - 7.4 8.14 - 11.19
300 5.0 – 5.8 9.24 – 9.76 5.4 - 6.0 9.94 - 10.98 5.4 - 8.6 9.94 - 15.52
400 6.30 – 6.8 15.58 – 16.51 6.8 - 7.7 16.51 - 18.60 6.8 - 11.1 16.51 - 26.50
500 7.7 – 8.9 23.25 - 24.70 8.2 - 9.4 24.70 - 28.19 8.2 - 13.7 24.70 - 40.68
600 9.0 – 10.5 32.43 - 34.87 9.7 - 11.0 34.87 - 39.40 9.7 - 16.1 34.87 - 57.19
800 11.9 – 13.7 56.72 - 59.05 12.4 - 14.3 59.05 - 67.88 12.4 - 21.4 59.05 - 100.90
1200 17.1 – 20.0 121.35 - 129.72 18.3 - 20.9 129.72 - 147.86 18.3 - 31.4 129.72 - 221.09
SN 10000
PN1-6 PN10 PN16
DN Grosime
perete
(mm)
Greutate fara
cupla (kg/m.l.)
Grosime perete
(mm)
Greutate fara
cupla (kg/m.l.)
Grosime
perete
(mm)
Greutate fara
cupla (kg/m.l.)
250 5.2 – 6.0 6.97 - 8.43 5.5 - 6.0 8.43 - 9.15 5.5 - 7.4 8.43 - 11.19
300 6.1 – 7.0 11.16 - 11.86 6.5 - 7.0 11.86 - 12.73 6.5 - 8.6 11.86 - 15.52
400 7.7 – 9.0 18.6 - 19.99 8.3 - 9.0 19.99 - 21.62 8.3 - 11.1 19.99 - 26.50
500 9.4 – 11.0 28.19 - 30.22 10.1 – 11.0 30.22 - 32.84 10.1 - 13.7 30.22 - 40.68
600 11.1 – 13.0 39.75 - 42.54 11.9 - 13.0 42.54 - 46.38 11.9 - 16.1 52.54 - 57.19
800 14.7 – 17.0 69.74 - 73.00 14.3 - 17.0 67.88 - 80.44 14.3 - 21.4 67.88 - 100.90
1200 21.2 – 25.0 149.95 - 161.11 19.9 - 25.0 140.88 - 176.45 19.9 - 31.4 140.88 - 221.09
La cerere sunt disponibile si tevi destinate utilizarii la presiuni intre 25 si 32 bar si la
temperaturi pana la 110 0C. Tevile cu rigiditate variind intre 2.500 si 10.000 N/m
2 pot fi montate sub –
sau suprateran dar si subacvatic.

Pagina 10 din 24
Sloganul sub care ROMANO-TUB si-a lansat programul de productie „SOLUTIA
MODERNA SI DURABILA PENTRU UN MEDIU CURAT” impune din partea specialistilor
nostri o permanenta preocupare pentru adoptarea si gasirea de solutii noi in fabricatie cat si o exigenta
permanenta in urmarirea calitatii atat la materiile prime cat si la produsul finit. Aceasta nu se rezuma
numai la incadrarea in standarde ci si in urmarirea realizarii unor suprafete interioare perfecte pentru a
asigura transportul fluidelor cu cheltuieli reduse de energie de pompare, asigurarea solutiilor pentru
imbinari perfecte pentru evitarea pierderilor si poluarii si rezistenta in timp la agenti chimici si
atmosferici.
Pagina 11 din 24
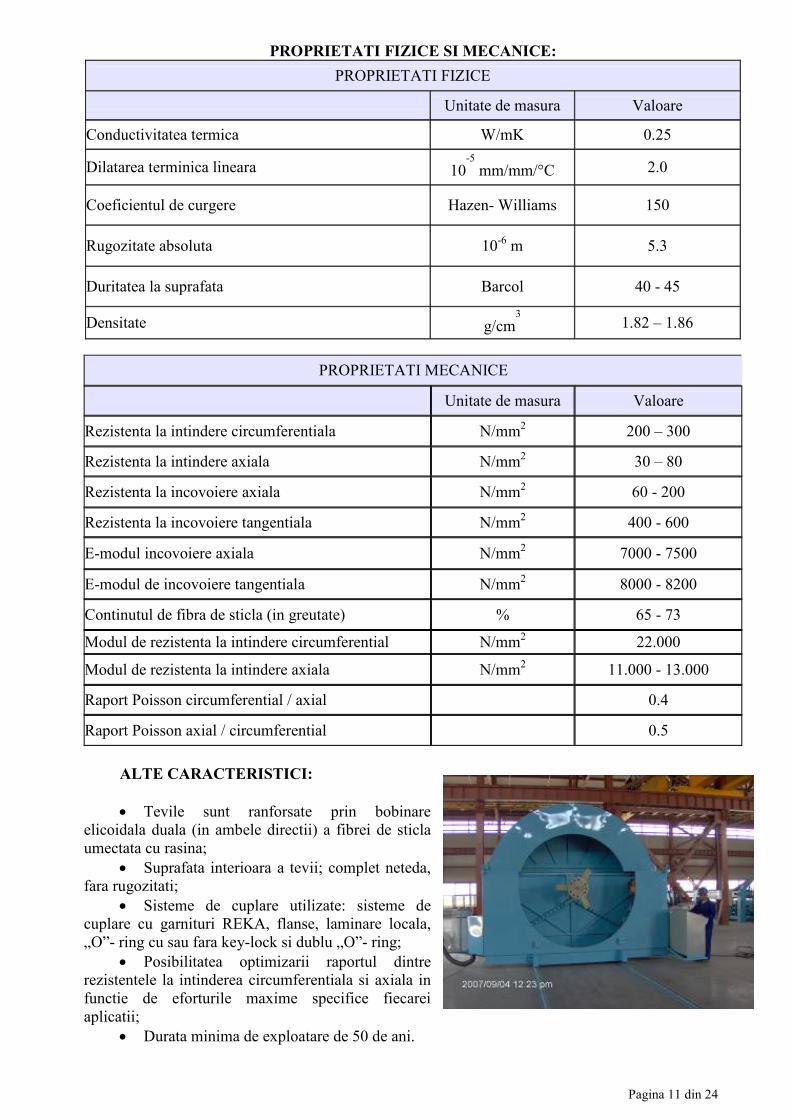
PROPRIETATI FIZICE SI MECANICE:
PROPRIETATI FIZICE
Unitate de masura Valoare
Conductivitatea termica W/mK 0.25
Dilatarea terminica lineara 10-5
mm/mm/°C 2.0
Coeficientul de curgere Hazen- Williams 150
Rugozitate absoluta 10-6
m 5.3
Duritatea la suprafata Barcol 40 - 45
Densitate g/cm3
1.82 – 1.86
PROPRIETATI MECANICE
Unitate de masura Valoare
Rezistenta la intindere circumferentiala N/mm2 200 – 300
Rezistenta la intindere axiala N/mm2 30 – 80
Rezistenta la incovoiere axiala N/mm2 60 - 200
Rezistenta la incovoiere tangentiala N/mm2 400 - 600
E-modul incovoiere axiala N/mm2 7000 - 7500
E-modul de incovoiere tangentiala N/mm2 8000 - 8200
Continutul de fibra de sticla (in greutate) % 65 - 73
Modul de rezistenta la intindere circumferential N/mm2 22.000
Modul de rezistenta la intindere axiala N/mm2 11.000 - 13.000
Raport Poisson circumferential / axial 0.4
Raport Poisson axial / circumferential 0.5
ALTE CARACTERISTICI:
• Tevile sunt ranforsate prin bobinare elicoidala duala (in ambele directii) a fibrei de sticla
umectata cu rasina;
• Suprafata interioara a tevii; complet neteda, fara rugozitati;
• Sisteme de cuplare utilizate: sisteme de cuplare cu garnituri REKA, flanse, laminare locala,
„O”- ring cu sau fara key-lock si dublu „O”- ring;
• Posibilitatea optimizarii raportul dintre rezistentele la intinderea circumferentiala si axiala in
functie de eforturile maxime specifice fiecarei
aplicatii;
• Durata minima de exploatare de 50 de ani.
Pagina 12 din 24
In alegerea produselor noastre se pot evidentia si alte aspecte pozitive conferite de tehnologia
de fabricatie si materiile prime folosite, astfel:
Tevile si fitingurile ROMANO-TUB din poliester armat cu fibre de sticla se remarca si prin
alte avantaje cum ar fi;
• Posibilitatea de a fi comandate pentru o solutie personalizata;
• Calitatea constanta a parametrilor ceruti pentru intregul lot;
• Posibilitatea de a se fabrica intr-o gama variata de rigiditati si presiuni;
• Rezistenta in exploatare la montaj subteran de diferite adancimi;
• Solutii variate de racord si imbinare;
• Posibilitatea realizarii finisarii exterioare a tevilor si fitingurilor.
Tevile sunt confectionate din material
non metalic si rezistent la coroziune
chimica
- Viata lunga de exploatare min. 50 ani;
- Nu necesita protectie catodica;
- Nu necesita captusire la interior sau la
exterior;
- Costuri de intretinere mici;
- Proprietatile hidraulice ramin constante in
timp.
Greutate mica(1/4 din greutatea fontei
ductile si 1/10 din greutatea betonului)
- Costuri reduse de transport;
- Nu este necesar echipament scump pentru
manipularea tevilor.
Individualizarea lungimii tevilor la
solicitarea clientilor de maxim 12 m
- Pentru orice cerere o solutie individualizata
pe masura.
Lungimea mare a tronsonului de teava
(12 m)
- Termen scurt de instalare;
- Numar mai mic de imbinari;
- Numar mai mare de tevi la transport
(reduce costul transportului).
Suprafata interioara neteda
- Economie semnificativa de energie de
pompare;
- Nu sunt iregularitati care sa permita
aglomerarea (acumularea) particulelor mici.
Cuple de precizie cu garnituri
elastomerice si posibilitatea utilizarii unui
numar redus de imbinari
- Termen redus de instalare;
- Nu polueaza solul subteran;
- Permite etansari pe portiuni pentru teste;
- Abaterea unghiulara permisa de cupla duce
la posibilitatea schimbarii directiei treptat
fara a utiliza coturi suplimentare.
Pagina 13 din 24
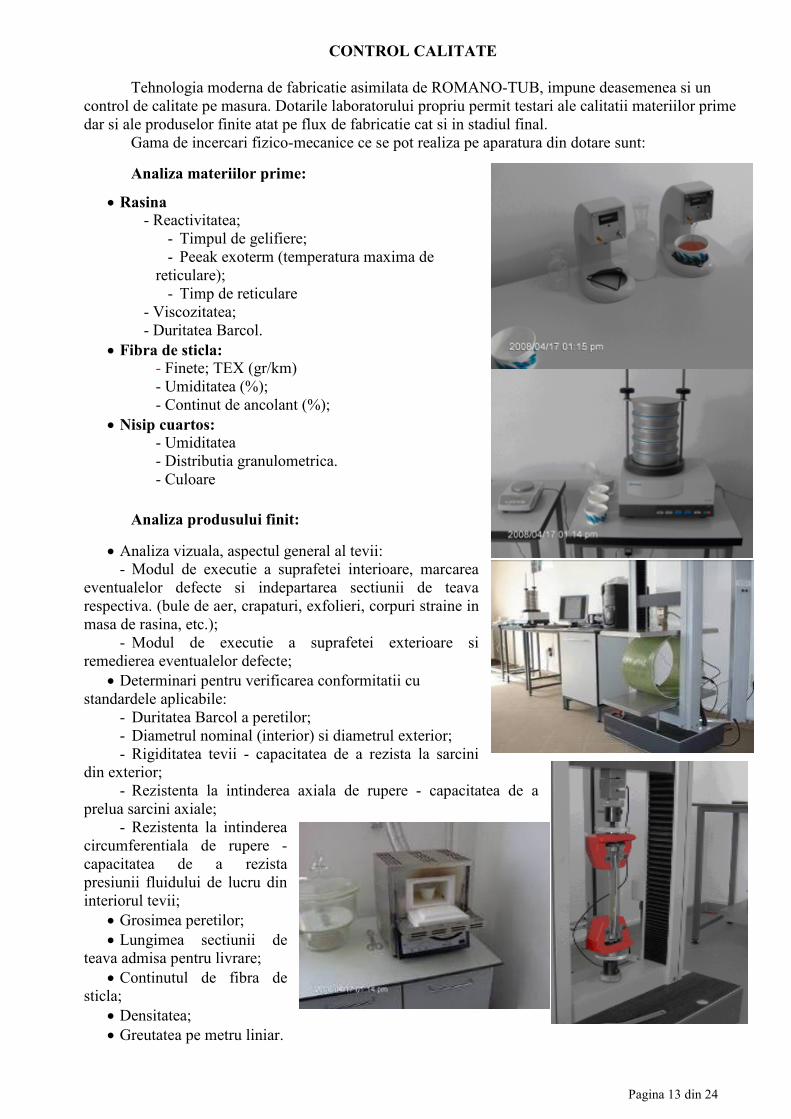
CONTROL CALITATE
Tehnologia moderna de fabricatie asimilata de ROMANO-TUB, impune deasemenea si un
control de calitate pe masura. Dotarile laboratorului propriu permit testari ale calitatii materiilor prime
dar si ale produselor finite atat pe flux de fabricatie cat si in stadiul final.
Gama de incercari fizico-mecanice ce se pot realiza pe aparatura din dotare sunt:
Analiza materiilor prime:
• Rasina - Reactivitatea;
- Timpul de gelifiere;
- Peeak exoterm (temperatura maxima de
reticulare);
- Timp de reticulare
- Viscozitatea;
- Duritatea Barcol.
• Fibra de sticla: - Finete; TEX (gr/km)
- Umiditatea (%);
- Continut de ancolant (%);
• Nisip cuartos: - Umiditatea
- Distributia granulometrica.
- Culoare
Analiza produsului finit:
• Analiza vizuala, aspectul general al tevii: - Modul de executie a suprafetei interioare, marcarea
eventualelor defecte si indepartarea sectiunii de teava
respectiva. (bule de aer, crapaturi, exfolieri, corpuri straine in
masa de rasina, etc.);
- Modul de executie a suprafetei exterioare si
remedierea eventualelor defecte;
• Determinari pentru verificarea conformitatii cu
standardele aplicabile:
- Duritatea Barcol a peretilor;
- Diametrul nominal (interior) si diametrul exterior;
- Rigiditatea tevii - capacitatea de a rezista la sarcini din exterior;
- Rezistenta la intinderea axiala de rupere - capacitatea de a
prelua sarcini axiale;
- Rezistenta la intinderea
circumferentiala de rupere -
capacitatea de a rezista
presiunii fluidului de lucru din
interiorul tevii;
• Grosimea peretilor;
• Lungimea sectiunii de teava admisa pentru livrare;
• Continutul de fibra de sticla;
• Densitatea;
• Greutatea pe metru liniar.

Pagina 14 din 24
FITINGURI
ROMANO-TUB produce si livreaza intreaga gama de fitinguri stanfard dar, la cererea
clientului, executa si fitinguri nestandardizate.
A. Cot 11,250
Dimensiunea segmentelor [mm]
Unghiul de 11,25 grade Numarul de imbinari=1
Lungime de Primul segment Segmentul central Diametrul
nominal Lungimea la centru Lungimea la centru
Instalare (BL) Teava
250 300 0 300 604
300 350 0 350 704
400 450 0 450 904
500 450 0 450 904
600 400 0 400 804
800 450 0 450 904
1200 500 0 500 1004
Pagina 15 din 24
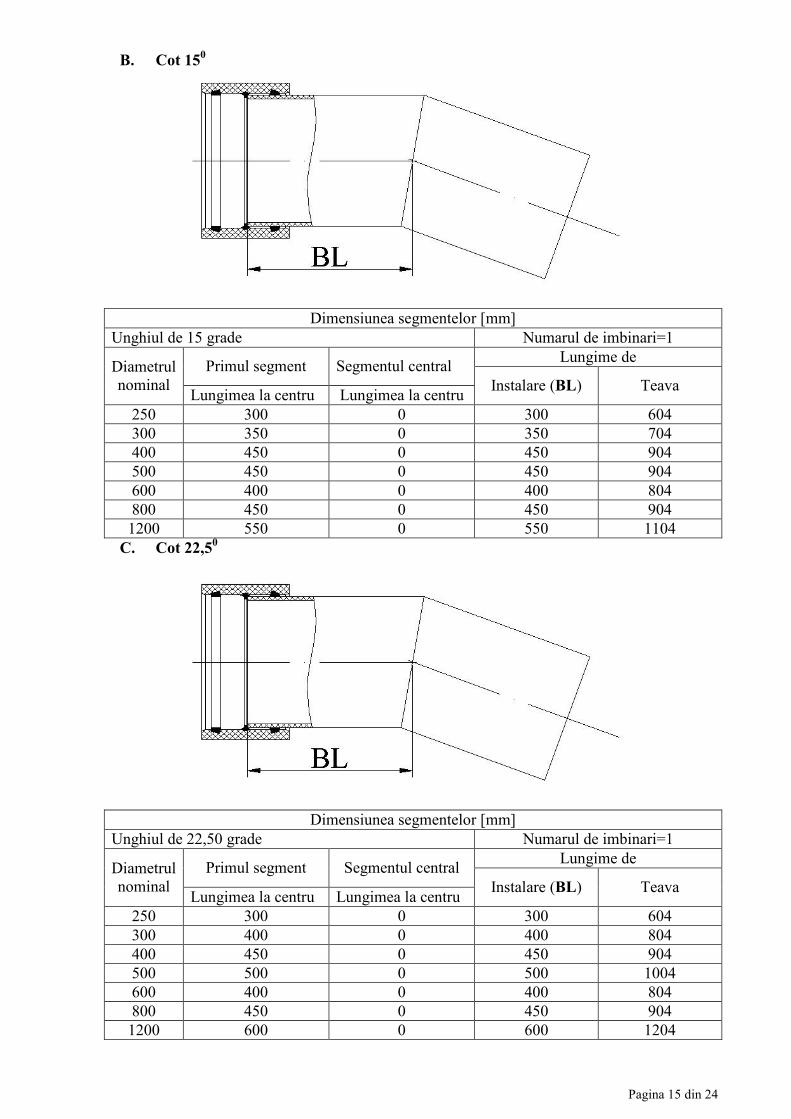
B. Cot 150
Dimensiunea segmentelor [mm]
Unghiul de 15 grade Numarul de imbinari=1
Lungime de Primul segment Segmentul central Diametrul
nominal Lungimea la centru Lungimea la centru
Instalare (BL) Teava
250 300 0 300 604
300 350 0 350 704
400 450 0 450 904
500 450 0 450 904
600 400 0 400 804
800 450 0 450 904
1200 550 0 550 1104
C. Cot 22,50
Dimensiunea segmentelor [mm]
Unghiul de 22,50 grade Numarul de imbinari=1
Lungime de Primul segment Segmentul central Diametrul
nominal Lungimea la centru Lungimea la centru
Instalare (BL) Teava
250 300 0 300 604
300 400 0 400 804
400 450 0 450 904
500 500 0 500 1004
600 400 0 400 804
800 450 0 450 904
1200 600 0 600 1204

Pagina 16 din 24
D. Cot 300
Dimensiunea segmentelor [mm]
Unghiul de 30 grade Numarul de imbinari=1
Lungime de Primul segment Segmentul central Diametrul
nominal Lungimea la centru Lungimea la centru
Instalare (BL) Teava
250 300 0 300 604
300 400 0 400 804
400 450 0 450 904
500 500 0 500 1004
600 450 0 400 904
800 500 0 450 1004
1200 600 0 600 1204
E. Cot 450
Dimensiunea segmentelor [mm]
Unghiul de 45 grade Numarul de imbinari=2
Lungime de Primul segment Segmentul central Diametrul
nominal Lungimea la centru Lungimea la centru
Instalare (BL) Teava
250 319 149 400 796
300 403 179 500 993
400 471 239 600 1188
500 489 298 650 1283
600 406 358 600 1179
800 442 477 700 1369
1200 562 716 950 1849
Pagina 17 din 24
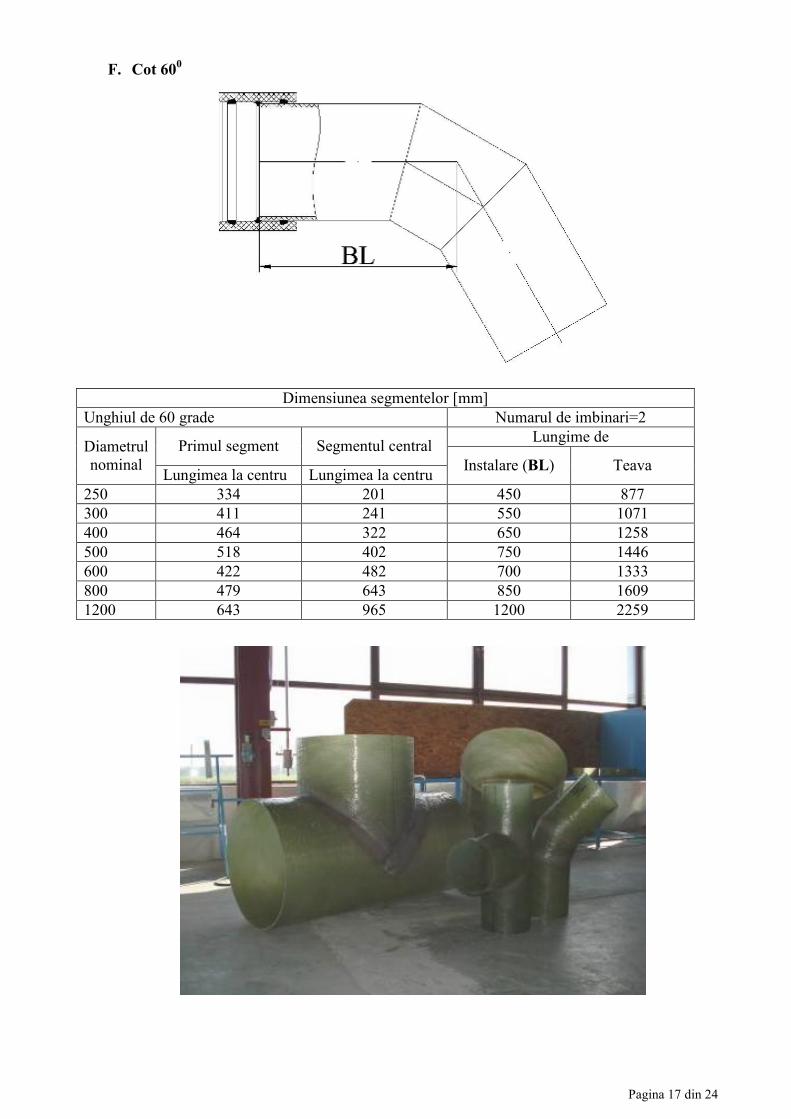
F. Cot 600
Dimensiunea segmentelor [mm]
Unghiul de 60 grade Numarul de imbinari=2
Lungime de Primul segment Segmentul central Diametrul
nominal Lungimea la centru Lungimea la centru
Instalare (BL) Teava
250 334 201 450 877
300 411 241 550 1071
400 464 322 650 1258
500 518 402 750 1446
600 422 482 700 1333
800 479 643 850 1609
1200 643 965 1200 2259
Pagina 18 din 24
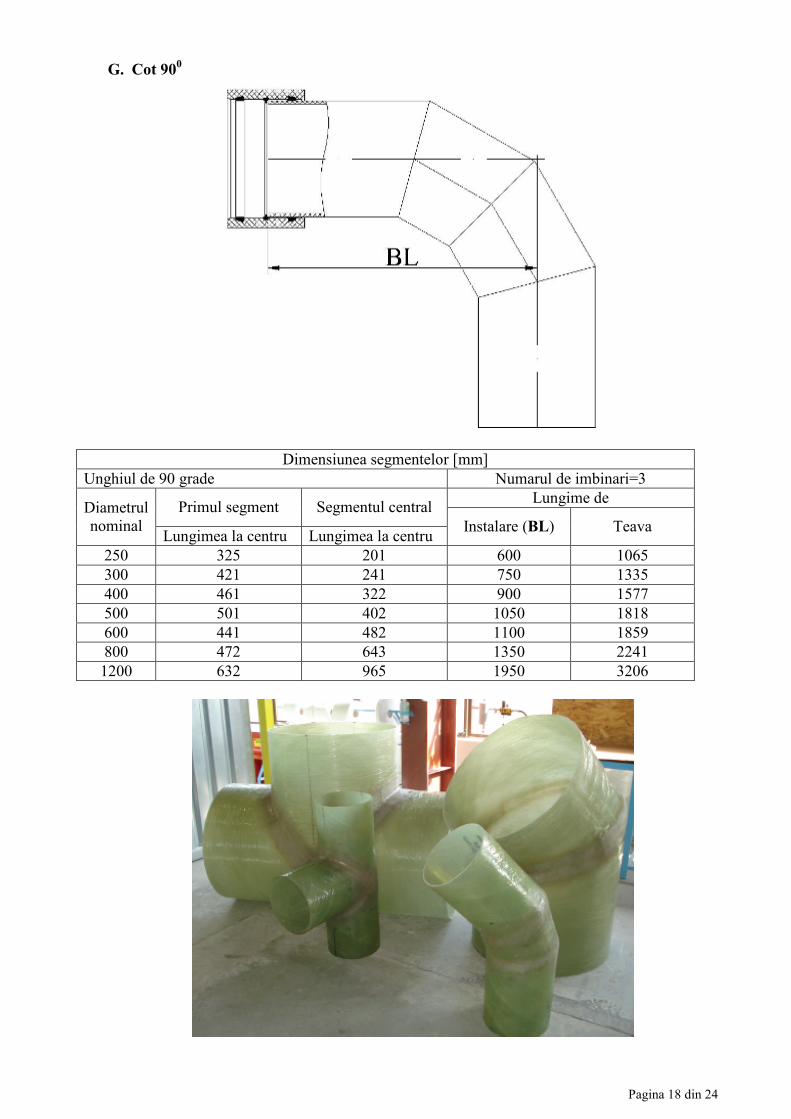
G. Cot 900
Dimensiunea segmentelor [mm]
Unghiul de 90 grade Numarul de imbinari=3
Lungime de Primul segment Segmentul central Diametrul
nominal Lungimea la centru Lungimea la centru
Instalare (BL) Teava
250 325 201 600 1065
300 421 241 750 1335
400 461 322 900 1577
500 501 402 1050 1818
600 441 482 1100 1859
800 472 643 1350 2241
1200 632 965 1950 3206
Pagina 19 din 24
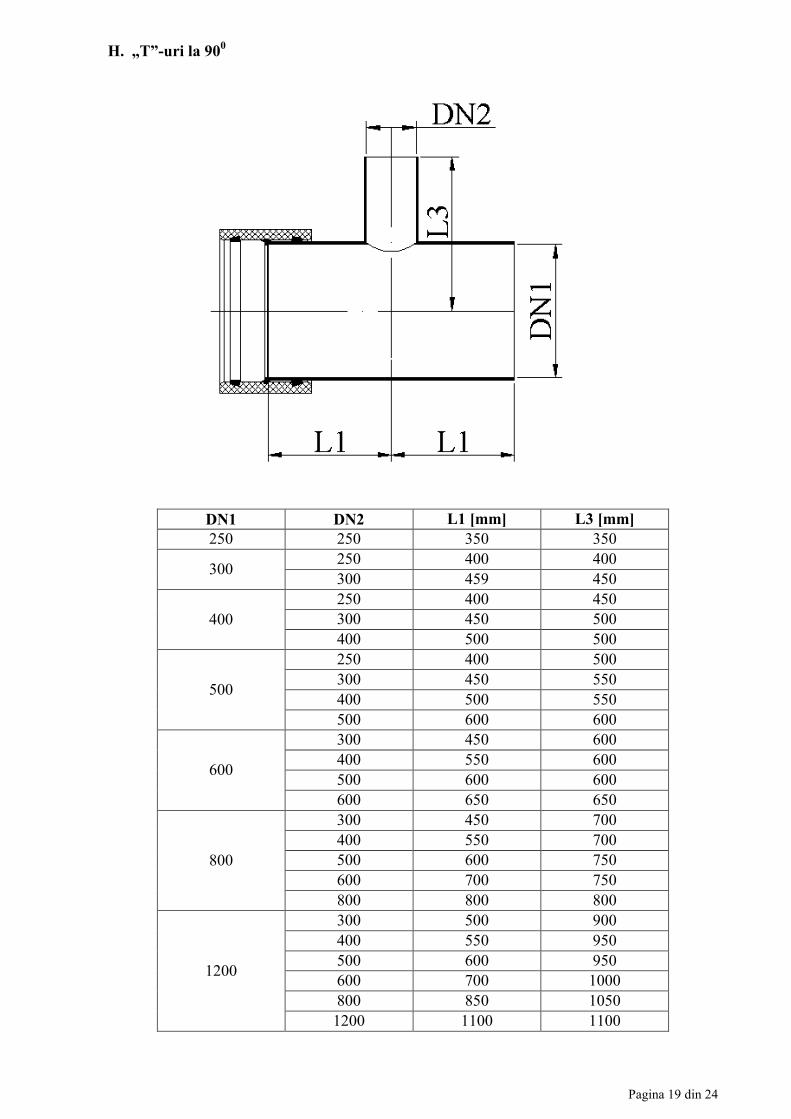
H. „T”-uri la 900
DN1 DN2 L1 [mm] L3 [mm]
250 250 350 350
250 400 400 300
300 459 450
250 400 450
300 450 500 400
400 500 500
250 400 500
300 450 550
400 500 550 500
500 600 600
300 450 600
400 550 600
500 600 600 600
600 650 650
300 450 700
400 550 700
500 600 750
600 700 750
800
800 800 800
300 500 900
400 550 950
500 600 950
600 700 1000
800 850 1050
1200
1200 1100 1100
Pagina 20 din 24
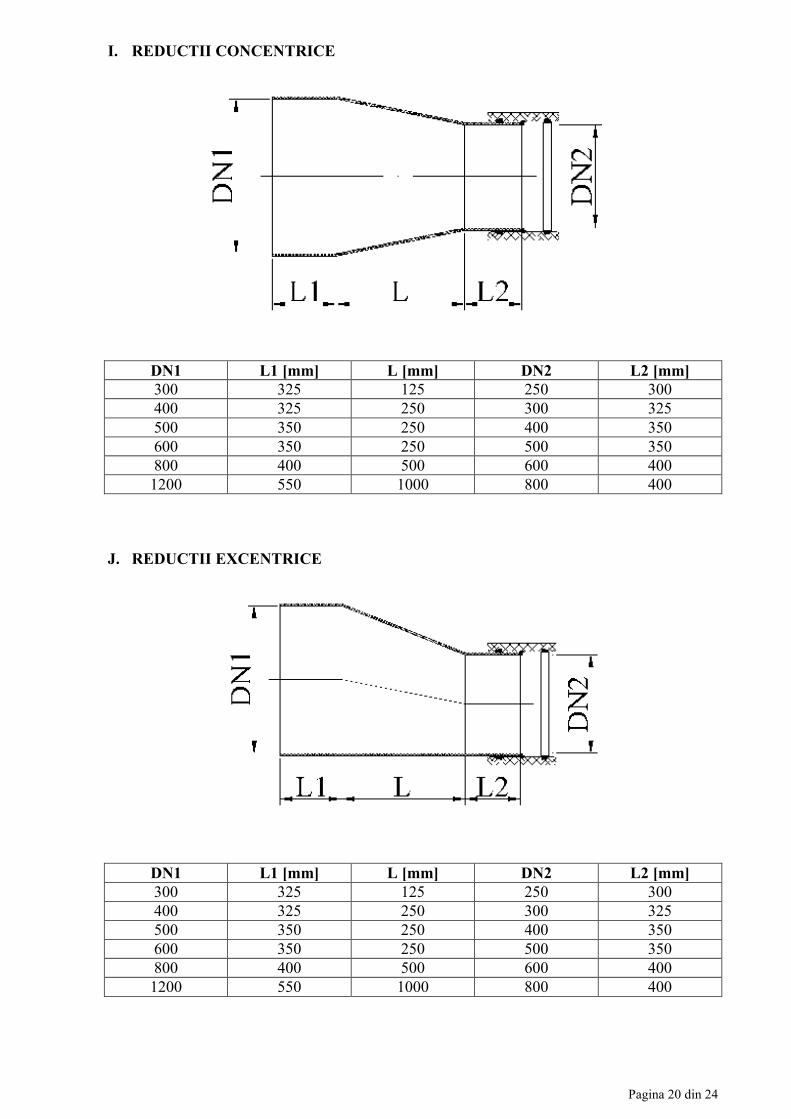
I. REDUCTII CONCENTRICE
DN1 L1 [mm] L [mm] DN2 L2 [mm]
300 325 125 250 300
400 325 250 300 325
500 350 250 400 350
600 350 250 500 350
800 400 500 600 400
1200 550 1000 800 400
J. REDUCTII EXCENTRICE
DN1 L1 [mm] L [mm] DN2 L2 [mm]
300 325 125 250 300
400 325 250 300 325
500 350 250 400 350
600 350 250 500 350
800 400 500 600 400
1200 550 1000 800 400

Pagina 21 din 24
SOLUTII DE IMBINARE OFERITE DE ROMANO-TUB
IMBINARE CU MUFE REKA (CUPLE)
Cuplele sunt produse prin aceeasi tehnologie ca si tevile. Prin prelucrari mecanice se obtin
dimensiunile impuse si se realizeaza canalele in care se monteaza garniturile REKA.
Functie de diametrul nominal, sistemele de imbinare a tevilor cu garnituri REKA permit la
montaj o abatere unghiulara intre 1,5 – 3,0. Abaterea unghiulara la montaj permite schimbarea
directiei treptat fara a se utiliza coturi suplimentare.
Pagina 22 din 24
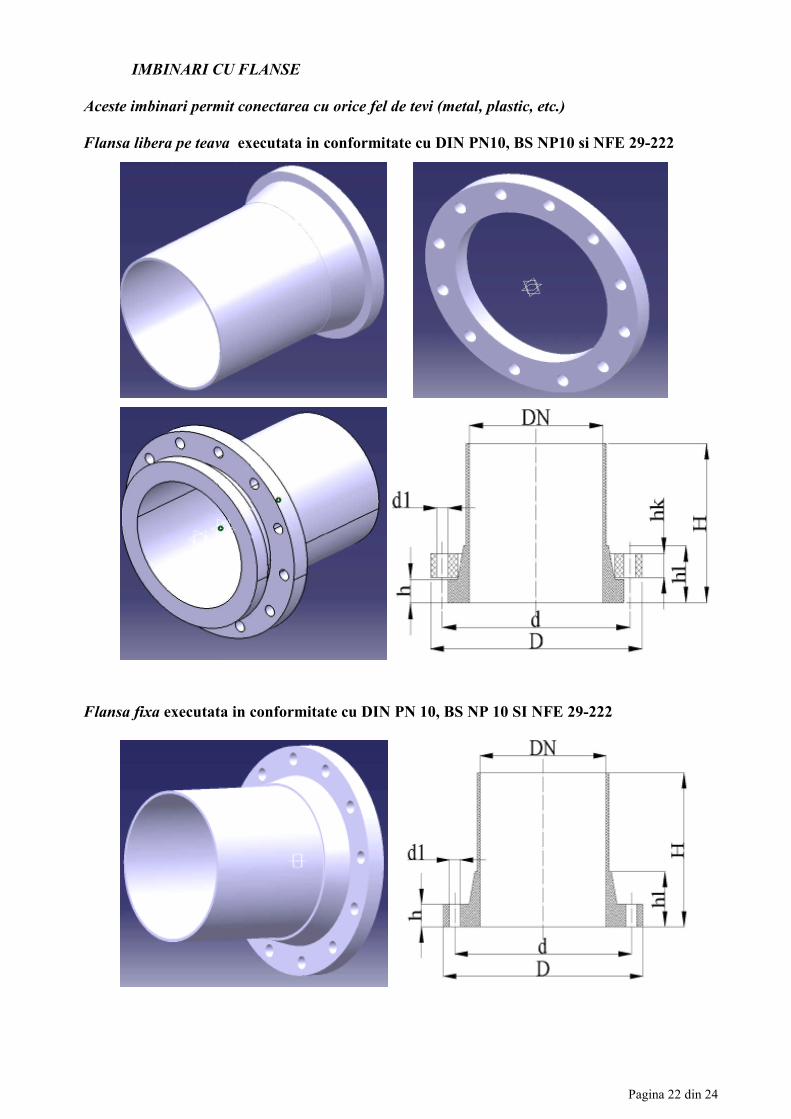
IMBINARI CU FLANSE
Aceste imbinari permit conectarea cu orice fel de tevi (metal, plastic, etc.)
Flansa libera pe teava executata in conformitate cu DIN PN10, BS NP10 si NFE 29-222
Flansa fixa executata in conformitate cu DIN PN 10, BS NP 10 SI NFE 29-222
Pagina 23 din 24
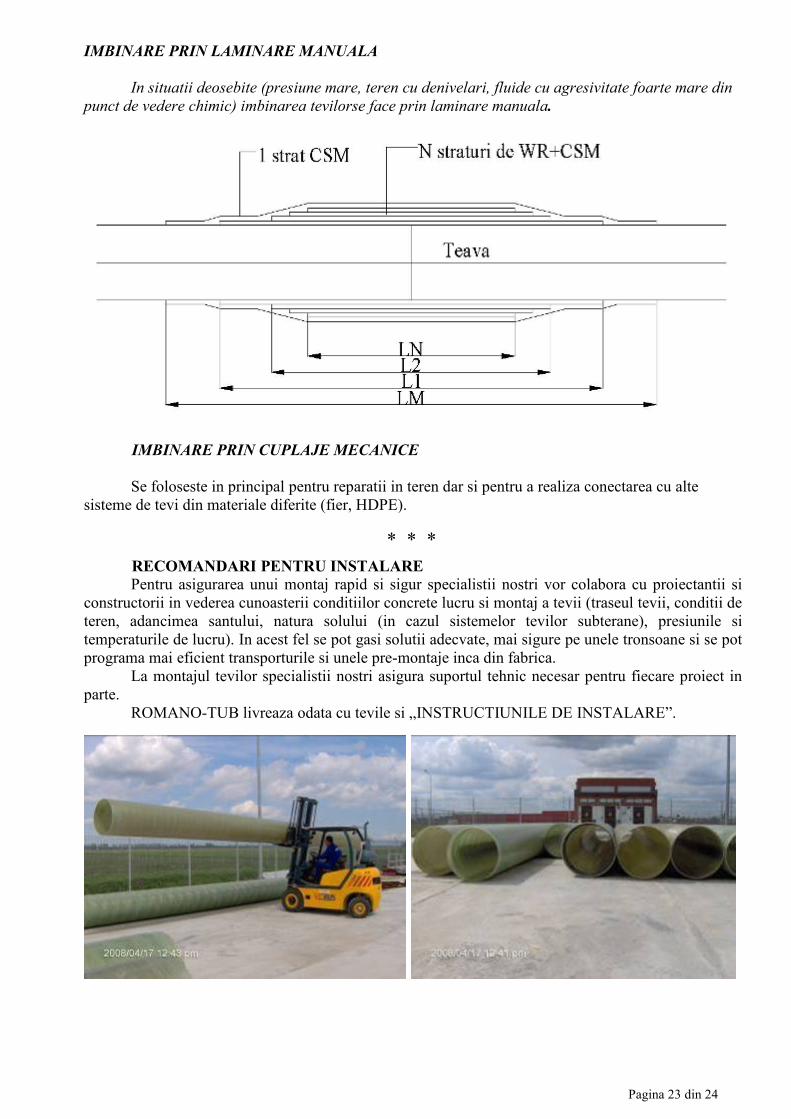
IMBINARE PRIN LAMINARE MANUALA
In situatii deosebite (presiune mare, teren cu denivelari, fluide cu agresivitate foarte mare din
punct de vedere chimic) imbinarea tevilorse face prin laminare manuala.
IMBINARE PRIN CUPLAJE MECANICE
Se foloseste in principal pentru reparatii in teren dar si pentru a realiza conectarea cu alte
sisteme de tevi din materiale diferite (fier, HDPE).
∗ ∗ ∗
RECOMANDARI PENTRU INSTALARE
Pentru asigurarea unui montaj rapid si sigur specialistii nostri vor colabora cu proiectantii si
constructorii in vederea cunoasterii conditiilor concrete lucru si montaj a tevii (traseul tevii, conditii de
teren, adancimea santului, natura solului (in cazul sistemelor tevilor subterane), presiunile si
temperaturile de lucru). In acest fel se pot gasi solutii adecvate, mai sigure pe unele tronsoane si se pot
programa mai eficient transporturile si unele pre-montaje inca din fabrica.
La montajul tevilor specialistii nostri asigura suportul tehnic necesar pentru fiecare proiect in
parte.
ROMANO-TUB livreaza odata cu tevile si „INSTRUCTIUNILE DE INSTALARE”.
Pagina 24 din 24
MEDIU
Conducerea ROMANO-TUB nu s-a limitat numai la activitatea de productie ci a pus un accent
deosebit si pe protejarea mediului inconjurator. Astfel se face monitorizarea permanenta a factorilor de
mediu pentru a preveni deteriorarea sau perturbarea semnificativă a mediului din afara limitelor
amplasamentului:
Factorili de mediu monitorizati:
- calitatea apei rezultata de la statia de epurare;
- calitatea apei subterane;
- nivelul emisiilor de poluanti in solul din incinta societatii;
- emisiile si imisiile de substante nocive in aer.
Au fost evaluate toate operaŃiunile şi s-au revizuit toate opŃiunile accesibile pentru utilizarea
unei tehnologii mai curate şi reducerea si minimizarea cantitatilor de deşeuri.
De asemenea un rol important il are protejarea sanatatii angajatilor. In acest scop s-a asigurat
echipament de protectie complet adecvat mediului de lucru.
Compusii organici volatili rezultati in urma procesului de fabricatie sunt preluati din spatiul de
lucru prin sistemul de ventilatie care le capteaza si le conduce catre incineratorul de COV-uri. Acesta
le distruge in proportie de peste 99,5 %.





























