Embed Size (px)
Citation preview

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 1 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, reliabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any l iabi l ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
Kingsnorth CCS Hazard Identification (HAZID) Report
Contents 1. Introduction...................................................................................................................................... 2 2. HAZID Scope and Methodology ..................................................................................................... 3 3. HAZID Results ................................................................................................................................ 6
3.1. Introduction .............................................................................................................................. 6 3.2. HAZID Unit PP4 – FGD ........................................................................................................... 6 3.3. HAZID Unit CP1 – Flue gas extraction to capture plant quencher ......................................... 6 3.4. HAZID Unit CP2 - CO2 absorption and flue gas return ........................................................... 7 3.5. HAZID Unit CP3 - Solvent regeneration ................................................................................. 7 3.6. HAZID Unit CP4 - Compression and dehydration ................................................................... 7 3.7. HAZID Unit CP5 – Utilities ...................................................................................................... 8 3.8. HAZID Unit PP4 – Miscellaneous ........................................................................................... 8
4. Conclusions and Recommendations .............................................................................................. 8 Appendix A – HAZID Attendees .............................................................................................................. 9 Appendix B – HAZID Units .................................................................................................................... 11
Capture Plant HAZID Units................................................................................................................ 11 Power Plant HAZID Units .................................................................................................................. 12
Appendix C – HAZID Reference Materials ........................................................................................... 13 Appendix D – HAZID Study Record ...................................................................................................... 17

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 2 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, reliabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any l iabi l ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
1. Introduction Hazard identification (HAZID) is a fundamental aspect of risk management. During the initial stages of an engineering project HAZID studies are undertaken to ensure that the major risks associated with plant design are identified and addressed at the earliest possible opportunity. Typical HAZID recommendations relate to site layout, process selection and improvements and the development of mitigation and emergency response measures. The Kingsnorth carbon capture project presents many new challenges to the power industry in terms of managing risks to man and the environment. Hazardous materials, such as carbon dioxide and solvents, introduce potential new hazards that have not been previously considered by the power industry. E.ON recognises the need to evaluate the new hazards associated with carbon capture. There is also a need to review and challenge the perceived wisdom with respect to risk management to ensure that the potential for harm is always As Low As Reasonably Practicable (ALARP), as required under UK health and safety legislation. The design and construction of the first fully integrated commercial scale power and capture plant provides an ideal opportunity to do this. This document presents the HAZID exercise undertaken for the Kingsnorth carbon capture plant, from the Flue Gas Desulphurisation (FGD) unit through to the carbon dioxide pipeline running from the compressor to the site boundary. A subsequent HAZID will be undertaken for the main power plant to ensure that all issues have been addressed, and the carbon dioxide pipeline HAZID is being undertaken by the pipeline contractor Genesis. The outcome of this assessment will be used to inform future design decisions for risk management. It should also be noted that the HAZID is only one stage of risk assessment for the project. As detailed in Section 9 of the Project Handbook on Health and Safety, the project is adopting the 6-stage approach to hazard studies, which covers the full project lifecycle, from initial conception through development and into the operational phase. The HAZID presented here is the first of these steps.

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 3 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, reliabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any l iabi l ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
2. HAZID Scope and Methodology The focus of the HAZID was to identify the major risks to man and the environment. To ensure consistency with E.ON company policy, the extent of the hazards for consideration was based upon the “Serious” and greater levels of consequence, as identified in E.ON UK’s Consolidated Risk Assessment Matrix. These are presented below.
Safety Environment
Catastrophic Multiple fatalities, offsite impact
Major environmental disaster causing long-term or irreversible damage and international condemnation
Major Single fatality or serious irreversible disability with major quality of life impact
Major environmental impact resulting in significant fines
Serious Major long term but reversible injury
Reportable incident causing serious but reversible environmental impact
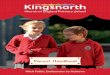
The HAZID was undertaken over a two-day period on 13 and 14 July. HAZID team members were drawn from all backgrounds, including the design team, with representatives from E.ON, Mitsubishi heavy Industries (MHI) and Foster Wheeler, E.ON operations staff, and technical specialists across a wide range of fields. A full list of team members and their respective project roles and expertise is provided in Appendix A. Prior to the HAZID workshops the capture plant and the power plant were divided into a series of HAZID Units, comprising an operational or physical (geographical) entity. The capture plant was divided into six HAZID units, and the power plant was divided into 8 units. These units and their component parts are listed in Appendix B. At the time of undertaking the study, two capture plant layout options were under consideration by the design team. The “compact” layout comprised locating all parts of the capture plant to the south of Unit 5, with flue gas ductwork running from the FGD plant to the capture plant (Figure 2.1). The “split” layout comprised locating the polisher, quench and absorption aspects of the capture plant adjacent to the Unit 5 FGD plant, with longer amine solvent pipework running to the solvent regeneration column (Figure 2.2). The relative benefits of these layouts are being evaluated against a number of criteria, including technical feasibility, efficiency, maintenance and safety. Both options were considered during the HAZID.

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 4 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, reliabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any l iabi l ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
CO2 Absorption Section
CO2 Regeneration Section
FGD Units
Boilers Units 5&6
Turbine HallsUnits 5&6
CO2 Absorption Section
CO2 Regeneration Section
CO2 Absorption Section
CO2 Regeneration Section
CO2 Absorption Section
CO2 Regeneration Section
FGD Units
Boilers Units 5&6
Turbine HallsUnits 5&6
Figure 2.1: Compact layout for CO2 capture plant demonstration
CO2 Absorption Section
CO2 Regeneration Section
FGD Units
Boilers Units 5&6
Turbine HallsUnits 5&6
CO2 Absorption Section
CO2 Regeneration Section
CO2 Absorption Section
CO2 Regeneration Section
FGD Units
Boilers Units 5&6
Turbine HallsUnits 5&6
Figure 2.2: Split layout for CO2 capture plant demonstration

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 5 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, reliabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any l iabi l ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
The structure of each HAZID session involved an explanation of the process from the design team, with the subsequent brainstorming of potential hazards that could result in significant consequences for man or the environment. A final guideword check was then applied to ensure that the major issues had been considered. For each hazard, initiating events that realise the hazard were identified, along with potential consequences for man and the environment. Expected safeguards were also noted, along with areas of uncertainty and points for subsequent clarification. The following points need to be taken into account when considering the HAZID:
1. The purpose of the workshop was to identify hazards, not resolve them; 2. The list of causes of hazards is not exhaustive. It was only sufficient to identify that the
hazard could occur; 3. Consequences for man and the environment are based on no mitigation (i.e. without
safeguards); and 4. The list of safeguards for each hazard scenario is not exhaustive and does not constitute an
ALARP justification. Safeguards listed are either currently included in the design or are suggestions for future process development based on the current level of knowledge. These will be developed and enhanced with detailed design.
E.ON chaired the sessions and notes were recorded on-screen, enabling all participants to review study records on an ongoing basis. A full list of reference material used during the HAZID is provided in Appendix C. Due to time restrictions, only the following HAZID Units were completed during the two-day workshop:
• PP4 – FGD; • CP1 – Flue gas extraction to capture plant quencher; • CP2 - CO2 absorption and flue gas return; • CP3 - Solvent regeneration; • CP4 - Compression and dehydration; • CP5 – Utilities; and • CP6 – Miscellaneous.
To complete the assessment of the capture plant, HAZID unit CP6 – Miscellaneous has been considered outside the 2-day workshop. This was undertaken through discussion with individual specialists within E.ON and a subsequent review of the output by the HAZID team via review of this document. This is considered acceptable given the generic nature of the miscellaneous HAZID unit, which covers aspects such as vandalism, air crash and earthquake. During the HAZID process a number of safeguards were recommended and actions were noted for consideration during the detailed design phase of the project. The actions were not assigned to individuals during the HAZID meeting and it is recommended that a list of actions is compiled and they are assigned to the Subject Area Manager (SAM) for each area within the project. The responsible engineer will then ensure that the recommendations are considered during the detailed design phase of the project.

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 6 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, reliabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any l iabi l ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
3. HAZID Results
3.1. Introduction The study records developed during the workshop were reviewed on-screen by the study team, enabling minimal post-workshop review and amendment. Many of the hazards identified are typical of those currently experienced at existing power plant, such as structural failure, loss of containment of acids or caustic, releases of steam and hot condensate and the discharge of projectiles from disintegrating rotating plant. There are, however, new hazards associated with the capture plant, such as the loss of the amine solvent and the discharge of carbon dioxide. The full study records are provided in Appendix D and a summary of the key issues associated with each HAZID unit is provided below.
3.2. HAZID Unit PP4 – FGD The capture plant receives treated flue gases from the Unit 5 FGD. Consequently process upsets within the FGD could impact upon the capture plant. The impacts from increased contaminant levels passing through the FGD to the capture plant were considered; in the case of sulphur dioxide and particulate matter, there would be an increase in waste water generated from the flue gas polisher, resulting in a greater volume for disposal. If increased levels of sulphur dioxide or particulate matter also entered the capture plant absorber this could lead to increased degradation of the amine solvent and thus an increased amount of hazardous waste generated by the plant. Potential carryover of water droplets from the FGD was identified as a source of corrosion of the flue gas duct to the capture plant and operator exposure during maintenance activities. Scenarios involving no flow to the capture plant due to failure of the FGD highlighted the need for trip systems between the FGD and the capture plant booster fan, with automatic flue gas diversion to bypass. The potential return of vented carbon dioxide back to the main stack was identified as a hazard for this section of the plant. The need for clarity on carbon dioxide venting arrangements was discussed during HAZID units CP3 and CP4, with CP 4.11 including an action for evaluation of the various options by one of the Kingsnorth project working groups.
3.3. HAZID Unit CP1 – Flue gas extraction to capture plant quencher Potential losses of containment of acid and caustic during delivery and storage were discussed extensively. These are well characterised hazards associated with power plant, hence existing practices and procedures are generally considered to provide a good starting point for risk control measures. An additional scenario was considered in which amine solvent, KS-1, was accidentally dosed into the acid tank. This would result in an exothermic reaction, similar to that during an uncontrolled mixing of acid and caustic, which could result in loss of containment of the materials. The hazards associated with the split and compact capture plant configurations were identified (See Figure 1 and Figure 2 for layout of each configuration) (CP 1.10). The main considerations for these layouts were the relative differences in flue gas ductwork and amine pipework. The preferred layout has not yet been chosen and so the results of the HAZID are an essential consideration when making this selection. The use of a wet electrostatic precipitator (ESP) in the polisher / quench section of the plant presents additional hazards, particularly during maintenance. The risks associated with this component are, however, well understood through operation of dry ESPs on the power plant and operating experience of the plant suppliers, hence standard practices and procedures are available. Maintenance considerations also identified the potential for exposure to dangerous atmospheres. This is a

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 7 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, reliabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any l iabi l ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
particular issue for the carbon capture process as standard procedures involving air purging prior to access may result in degradation of the amine solvent.
3.4. HAZID Unit CP2 - CO2 absorption and flue gas return The absorption column is the part of the capture process in which amine solvent contacts the flue gases to remove carbon dioxide. The process occurs at a low temperature (30-45°C) and is a relatively low-hazard activity. The HAZID identified various loss of containment of amine solution scenarios, during both delivery and from the storage tank, with subsequent exposure of operators to amine vapours. Although the solvent is classified as an irritant, human exposure to amine vapours is considered to be primarily an occupational exposure issue, rather than a major issue resulting in widespread human health impacts. Human exposure to the amine vapours could result in irritation of the eyes and respiratory tract. Environmental impacts could arise through losses to off-site surface waters through the drainage system. The need for local isolation of bunds and drains was identified. Failure of the booster fan, located between the polisher / quench and the absorption column, was identified as a potential source of projectiles, in the event of disintegration. Location and design of the fan should take into account potential impact hazards on bulk storage tanks.
3.5. HAZID Unit CP3 - Solvent regeneration The solvent regeneration HAZID unit comprised the amine lines between the absorption column and carbon dioxide regeneration (stripper) column, including the column itself and the amine solvent reclaimer unit. The process involves heating CO2-laden amine from the absorption column, stripping out the CO2 through the use of a steam reboiler at the base of the regeneration column, and returning the regenerated solvent back to the absorption column. Clearly the hazards associated with this part of the process differ depending on whether the split or compact layouts are selected. Potential differences were reviewed during HAZID unit CP1, so were not considered any further here. Hazards associated with steam were identified as a major issue for this part of the process. Pipeline ruptures could lead to operator exposure to high temperatures and several scenarios were considered involving amine losses into steam and vice versa. Many of these hazards could arise during start-up / shut-down procedures and an action was noted to develop procedures to eliminate these hazards wherever possible. Low pressure carbon dioxide venting and pressure relief was also identified as a hazard associated with the top of the regeneration column. Several actions were identified to better understand the requirement for venting, potential volumes and pressures (characterisation of the source term) and possible vent locations. Options need to be considered in detail, using modelling where appropriate, to help define the potential risks to people and the environment, and develop appropriate risk reduction and mitigation measures. The action is recorded in CP 4.11.
3.6. HAZID Unit CP4 - Compression and dehydration The compression unit is potentially the most hazardous part of the capture plant, in which carbon dioxide is pressurised from near atmospheric pressure up to 40 bara during the demonstration project phase and then to 88 bara during dense phase operation. The HAZID unit also identified hazards associated with CO2 dehydration using molecular sieves and the on-site pipeline running to the boundary fence. The on-site pipeline incorporated isolation valves immediately downstream of the compressors, a pigging station, and a further isolation valve at the site boundary. Several scenarios were considered relating to losses of both low pressure carbon dioxide (at the compressor inlet) and high pressure carbon dioxide from the compressor discharge. As with CP3, it will be necessary to evaluate the impacts of planned and unplanned CO2 releases and dispersion and reflect these impacts in site layout reviews. Pressurised releases require the additional consideration of the freeze impact zone associated with high pressure releases.

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 8 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, reliabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any l iabi l ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
Subject to the outcome of the Kingsnorth project working groups’ conclusions regarding CO2 venting via the main power plant stack, a further dedicated CO2 vent stack may be required, with consequent impact on the plot plan and process configuration.. The potential for carbon dioxide to enter steam lines as a result of damaged heat exchangers in the dehydration unit was considered, as this could result in corrosion of steam and condensate pipework and potential over-pressurisation of the steam line. The opposite scenario, in which steam enters the CO2 path is less likely due to the elevated pressure of CO2 relative to the steam. The implications of this are, however, significant, as moisture in the pipeline could cause irreversible corrosion issues. The need for moisture analysers at the pipeline inlet was identified as a key control measure, including the ability, via a shutdown valve at the battery limit of the CO2 compression system, to trip and isolate thus preventing off-specification CO2 from entering the pipeline system.
3.7. HAZID Unit CP5 – Utilities The utilities HAZID unit was designed to pick up supporting process related aspects of the capture plant that were not covered under the other HAZID units. Issues relating to steam and cooling water had already been covered and so no further evaluation was required. The potential for nitrogen blanketing of the amine solvent was discussed and hazards were identified relating to operator entry into dangerous atmospheres during maintenance. As with previous maintenance access requirements, discussed under HAZID unit CP1, the potential for purging with air may be limited due to the resultant degradation of the amine solvent. The blanketing of amine storage tanks with nitrogen and the displacement of headspace nitrogen vapours from the amine storage tank, that could be laden with amine, was also discussed. Various options are available for minimising emissions and potential harm, such as back-venting to the delivery vehicle, directing vents away from areas of potential exposure and the filtering of emissions from tank vents. An action was identified to evaluate the various options available.
3.8. HAZID Unit PP4 – Miscellaneous A number of extraordinary hazardous events were reviewed, primarily relating to off-site initiators of on-site incidents. These include ground movements, such as earthquakes or subsidence; lightning strikes; extreme weather conditions; aircraft crash and vandalism. Although control over these initiating causes is limited, there is potential to design mitigation into the plant and subsequent operations through plant layout, construction codes of practice, process and site isolation in the event of an incident and through emergency response procedures.
4. Conclusions and Recommendations The HAZID workshop successfully achieved the aim of reviewing potential major incidents associated with the capture plant and integration features with the power plant and downstream pipeline. Many of the hazards identified are similar to those already encountered on existing power generation sites, such as those relating to acid, caustic and steam. The impacts of new hazards were also considered, covering releases of amine solution to air and water and the impacts of releases of pressurised and unpressurised carbon dioxide. A number of recommendations were made which, if fully considered, will result in improved process safety for the integrated power and capture plant. At this stage of the project these primarily relate to site layout. The major issue of venting of carbon dioxide under routine and unplanned conditions was, however, identified repeatedly, primarily on the basis that as yet there is no strategy in place for managing the associated risks. This is considered a priority for the project, as it plays a key role in determining the layout of the capture plant, with consequent impacts on plant efficiency, maintenance and operation, and is currently a key risk driver for process safety. It was suggested that the project should consider the inclusion of a dedicated CO2 vent stack, at this stage, as a worst case scenario. It may be possible to engineer out this feature if it is subsequently determined that the use of the main power station stack is feasible for this purpose.

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 9 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabi l i ty or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any l iabi l i ty whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
Appendix A – HAZID Attendees Name Company Project role Qualifications Experience Tue am Tue pm Wed am Wed pm ENT HAZID chair
and safety support.
BSc Metallurgy and Mechanical Engineering CEng, MIMechE
Safety, risk and reliability engineer with 24 years of power industry experience across a full range of technologies. Trained HAZOP leader.
× × × ×
ENT Permitting / consenting.
BSC Environmental Science MSc Water Management
13 years risk assessment experience in chemical and process industries. Predictive aspects of 20 COMAH safety reports. Chairman of Kingsnorth abated Operational Safety Working Group (OSWG).
× × × ×
ENT Process Engineering Support to CCS plant
Dipl.-Ing Chemical Engineering
27 years experience in engineering. 3yrs Post-combustion capture experience. IGCC design experience.
× × × ×
MMI Naval architect PgDip in Strategic Management, IOSH, IEMA
18 years experience of operations and maintenance on power and petrochemical plants (COMAH) Director, asset management and engineering services for Enron Europe HSE lead for BP Peterhead DF1 CCs Project (permitting – Section 36, COMAH, Pipeline, Offshore SC etc) Project Manager for Centrica on IGCC with CCS, Biomass to Energy Plant, Construction etc.
× × × ×
ENT × × × × ENT Process Team
Support to Permitting/ Consenting
MSci Chemistry PhD Chemistry
Three years experience of projects centred on post-combustion capture and flue gas desulphurisation technologies. Member of the E.ON Technical Specialist Group for post-combustion capture
× × × ×
MHI Lead Process Engineer
Chemical Engineer 20 years of experience in flue gas cleaning including 10 years of post combustion capture development and deployment.
× × × ×
MHI Process Engineer
Chemical Engineering 10 years of experience in flue gas cleaning including 5 years of post combustion capture development and deployment.
× × × ×
ENT Integrity Engineer
Chemical Engineering 18 years experience operating high hazard petrochem plant Process Safety specialist.
× ×
E.ON UK Safety / Health and Environment Manager
Development project CDM coordinator × × ×
ENT Subject Area Manager for the compression plant
BSc in Chemical Engineering PhD in Chemical Engineering
2.5 years experience in post-combustion capture and CO2 compression. Member of the Operational Philosophy of Abated Power Plant (OPAPP) and of the Transport and Storage (TSWG) working groups.
× × ×

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 10 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabi l i ty or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any l iabi l i ty whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
Name Company Project role Qualifications Experience Tue am Tue pm Wed am Wed pm ENT × × FW Process
Engineer MEng Chemical Engineer, CEng MIChemE
7 years process engineering experience with 3 years experience working on a diverse range of CCS projects.
× × × ×
FW FEED Phase 1A Study Manager
BEng Chemical Engineering, CEng, MIChemE
Twenty years process engineering experience, of which five years experience of projects and studies centred on CCS – including both pre-combustion and post-combustion capture.
× × × ×
ENT Subject Area Manager for the capture plant
MChem in Chemistry CCS Team Leader at E.ON New Build and Technology. 10 years of experience of flue gas cleaning technologies, including 5 years research and development into post-combustion capture. Member of the OPAPP and the E.ON Technical Specialist Group for post-combustion capture.
× × × ×
ENT Subject Area Manager Boiler and Flue Gas Cleaning
Dipl.-Ing Chemical Engineering
19 years experience in the power generation industry × × ×
CO2 Deepstore
× × ×
E.ON UK × ENT Dipl.-Ing Mechanical
Engineering 4 years experience in the plant design of hard coal fired power plants.
× × × ×
ENT Plant Design × × × × ENT Subject Area
Manager Chemical Engineer 35 years experience of plants projecting, erecting and
commissioning (International) × × × ×
ENT × × ENT Electrical
Engineer BEng Electrical / Electronic Engineering CEng MIET
Experienced engineer of 10 years working in power plant construction, maintenance and asset management.
×
ENT × × E.ON UK Ops Customer HNC Electrical/Electronic
& HNC Mech, MBA, HAZOP trained
33 years Power Station Operations, 17years Shift Manager at several sites. Engineering Manager experience. Involvement in several HAZOPs
× ×
Arup Project Risk Manager
BA (Hons) Risk Management
5 years experience in Project Risk Management, two of which are specific to energy and CCS projects.
× × × ×

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 11 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, reliabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any l iabi l ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
Appendix B – HAZID Units
Capture Plant HAZID Units Unit Description Scope CP1 Flue gas extraction point up to and
including quencher. Pipework duct to capture plant. Quencher. Caustic feed to quencher and associated storage / handling of caustic and relevant materials.
CP2 CO2 absorption column and flue gas return.
Pipework from quencher. FD fan. Absorption column. Flue gas return. Amine storage and supply. Caustic / acid storage and feed.
CP3 Solvent regeneration. Rich amine from absorber. Solution heat exchanger. Solvent regeneration column. Lean amine return to absorber. Reboiler. Unpressurised CO2 to compressor.
CP4 Compression and dehydration. Compression. Dehydration (glycol / molecular sieve). Oxygen removal. CO2 pipeline to site boundary.
CP5 Utilities Steam lines to capture plant (reboiler and dehydration). Cooling water. Electricity. Effluent, including FGD interfaces. Drainage.
CP6 Miscellaneous Lightening protection. Earthquake. 3rd party (contractor / vandalism). Bulk Storage.

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 12 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, reliabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any l iabi l ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
Power Plant HAZID Units PP1 Transfer of coal from stockyard
to boiler bunker. Transfer conveyor. Coal bunker (UHF).
PP2 Boiler house and ancillary equipment.
Coal processing and feed into boiler. Boiler feed water. Air supply, including FD fan and preheater. Combustion process. FBA removal (UEU). Flue gas path: ESP, ID fans, gas/gas heater and stack. Steam to turbine.
PP3 SCR and ammonia system. Selective Catalytic Reduction plant (UVA). Ammonia delivery, unloading, storage and use (UVM).
PP4 ESP and FGD Electrostatic precipitators. Flue gas desulphurisation, including all associated plant (limestone delivery, storage, and supply & use in the plant), FGD water treatment.
PP5 Turbine and generator to electrical output to the substation.
Rotating plant. Hydrogen in generator. Transformer. Electrical hazards. Cable route to substation.
PP6 Bulk storage Ash silos (UET) Gas oil (UEJ) Hydrogen (0.1UTG) CO2 (0.2UTG) Ammonia solution
PP7 Site Utilities Cooling water Intake (UQQ), including electrochlorination (UPQ).
Power plant. Auxiliary boilers Steam lines. Black start OCGTs Rotating plant. Electricity supply Compressed air Water supply Potable water supply (UGG).
Borehole water. Water treatment plant (demin plant). Condensate polishing (ULD).
Effluent treatment Process effluent. Foul sewerage.
Drainage Surface water management and flooding. Rainwater tank and lagoon (UGH).
Fire fighting Firewater supply (UGF). Fire pumps.
PP8 Miscellaneous Workshop Laboratory Bridge structures (USY) Ducting (USZ) Control room Admin building (UYC) Gatehouses (UYE) Information centre (UYG)

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 13 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, reliabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any l iabi l ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
Appendix C – HAZID Reference Materials • Document/Drawing references Document/Drawing Name Document/Drawing Number Type Contractor/Originator
HAZID Meeting Agenda HAZID_Meeting_Agenda_Final.doc HAZID Meeting Agenda E.ON Engineering
Kingsnorth Integrated Power and Capture Plant HAZID
Kingsnorth_HAZID_procedure_v2.doc
HAZID Meeting Procedure E.ON Engineering
Simplified Process Flow Diagram for CO2 Recovery Plant 0340 B245-10100 Process Flow Diagram MHI Ltd
CO2 Compression and Dehydration – CO2 Dehydration KCP-FSW-CPD-PFD-0002 Process Flow Diagram Foster Wheeler Energy
Ltd CO2 Compression and Dehydration – Dense Phase CO2 Compression KCP-FSW-CPD-PFD-0003 Process Flow Diagram Foster Wheeler Energy
Ltd CO2 Compression and Dehydration – Gas Phase CO2 Compression KCP-FSW-CPD-PFD-0001 Process Flow Diagram Foster Wheeler Energy
Ltd
FGD side view B07315510159570150P00IC02A0 Arrangement Drawing Fisia Babcock Environment
FGD Process Flow Diagram B07315510159551002P03II01A0 Process Flow Diagram Fisia Babcock Environment
Unit 5&6 with split CC Demo Plant KCP-EEN-PTL-LAY-0002 Plot Layout E.ON Engineering Unit5&6 with compact CC demo Plant KCP-EEN-PTL-LAY-0001 Plot Layout E.ON Engineering
KS-1 Material Safety Data Sheet N/A Material Data Sheet MHI Ltd • HAZID Guidewords List Substances Toxic Environmental
Emissions Air
Ecotoxic Water Flammable Soil Explosive (inc. missiles) Noise Corrosive Odour Asphyxiant Environmental receptors Population Process / Equipment hazards
Temperature
Pressure Natural Hazards Flooding Electrical Ambient temperature Human factors Wind Moving parts (kinetic
energy) Snow
Ignition sources Rain Lifting facilities Ice C&I Earthquake Lightning General Hazards Falling objects Subsidence Transport and traffic Erosion Structural failure Obstacles Emergency Response Escape routes Fire Muster points Loss of containment Safe rooms (toxic haven) Emergency procedures Operations and Maintenance
Start-up / shut-down /trip Isolation
Isolation & Access

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 14 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabi l i ty or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any l iabi l i ty whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
• Datasheets o Process Inventory
Unit Description Scope Stream Composition Temp Pressure FlowCP1 Flue gas
extraction point up to and including quencher.
Pipework duct to capture plant.
Flue gas 15.3% CO2 dry 45 °C 0.004 barg 1,124,000 Nm3/h
Quencher deSOx recycle Water + caustic Cooler recycle Water deSOx waste See CP5 below Cooler condensate See CP5 below
Caustic feed to quencher and associated storage / handling of caustic and relevant materials.
Caustic soda 25wt% NaOH solution N/A N/A pH controlled dosage. See CP2 for storage capacity.
CP2 CO2 absorption column and flue gas return.
Pipework from quencher. Flue Gas 30 °C -0.017 529,557 Nm3/h x 2
FD fan. Flue Gas 529,557 Nm3/h x 2
Absorption column. Lean amine in Rich amine out Amine Intercooler
Flue gas return. Treated flue gas
Amine storage and supply. KS-1 storage
Caustic / acid storage and feed. Caustic storage 25wt% NaOH solution Capacity of caustic storage tank = 88 m3
Acid storage 96wt% H2SO4 solution Capacity of storage tank = 11 m3
CP3 Solvent regeneration.
Rich amine from absorber. Rich amine in
Solution heat exchanger. Rich amine from absorber

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 15 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabi l i ty or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any l iabi l i ty whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
Unit Description Scope Stream Composition Temp Pressure FlowLean amine from regenerator
Solvent regeneration column.
Lean amine return to absorber. Lean amine from regenerator
Reboiler. Steam supply See CP5 below for details Condensate
Unpressurised CO2 to compressor. CO2 Product CO2 (97.15%), H2O (2.8%)
30 °C 0.50 bar 71,829 Nm3/h x 2
CP4 Compression and dehydration.
Compression. Compressed CO2 Initially 30 bara rising to 40 bara within 7 to 10 years
140110 Nm3/h (39 bara, 30 °C)
Dehydration (glycol / molecular sieve).
Oxygen removal.
CO2 pipeline to site boundary.
CP5 Utilities Steam lines to capture plant (reboiler and dehydration).
Steam to reboiler Steam 277 °C 5.9 bara Condensate return Condensate 100 °C 3 bar
Cooling water. Sea water
Electricity.
Effluent, including FGD interfaces.
DeSOx waste Sodium salts, H2O 45.3 °C 7.4 tonne/h Cooler condensate H2O 41.2 °C 44.4 tonne/h Reclaimer waste
Drainage.
CP6 Miscellaneous Lightening protection.

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 16 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabi l i ty or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any l iabi l i ty whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
Unit Description Scope Stream Composition Temp Pressure FlowEarthquake.
3rd party (contractor / vandalism).
Bulk Storage.

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 17 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, reliabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any l iabi l ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
Appendix D – HAZID Study Record

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 18 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any liabil ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
HAZARD SCENARIO CAUSES CONSEQUENCES POTENTIAL IMPACT TO PEOPLE ON AND OFFSITE
POTENTIAL IMPACT TO THE ENVIRONMENT
RECOMMENDED SAFEGUARDS ACTIONS/ COMMENTS
CP1 Flue gas extraction to quencher
1.1 Loss of containment of acid from tank or pipework
Corrosion
Tank or pipework failure
Collision
Tank overfill (tank size smaller than delivery tanker)
Leak into surrounding area Occupational exposure – acid burns. Potentially significant impact if escaping off-site (e.g. into Medway) as a large spill could significantly alter the pH of water and soil in local areas and result in harm to flora and fauna.
Potential groundwater contamination.
Winterisation
Bunding
Level controls
Drainage isolation and durability for substances that could be present.
Low inventory of substances
This is analogous to sulphuric acid storage in the main power plant and should be subject to similar controls.
Ensure that standard E.ON practice at operational sites is adhered to, as a minimum.
Ensure that inventories are minimised.
1.2 Loss of containment of caustic from tank or pipework
Tank or pipework failure
Collision
Tank overfill
Leak into surrounding area Occupational exposure – caustic burns.
Potentially significant impact if escaping off-site (e.g. into Medway) as a large spill could significantly alter the pH of water and soil in local areas and result in harm to flora and fauna.
Potential groundwater contamination.
Winterisation
Bunding
Level controls
Drainage isolation and durability for substances that could be present.
This is analogous to caustic storage in the main power plant and should be subject to similar controls.
Ensure that standard E.ON practice at operational sites is adhered to, as a minimum.
Ensure that inventories are minimised.
1.3 Caustic and acid contacting resulting in violent reaction
Unloading into incorrect vessel.
Mixing in bund, if released.
Addition into neutralisation tank.
Exothermic reaction, resulting in boil-over, loss of containment.
Potential tank failure by overpressurisation – see above.
Occupational exposure - Chemical and heat burns.
As above. Separate bunding for caustic and acid tanks.
Level and pH controls.
Procedures.
This is analogous to acid / caustic storage in the main power plant and should be subject to similar controls.
Ensure that standard E.ON practice at operational sites is adhered to, as a minimum.
Review control of unloading points and associated procedures to minimise potential for additions into incorrect tanks.
Develop a procedure for checking / confirming incoming materials.
1.4 Loss of containment during delivery (e.g. from tankers)
As above. As above. As above. As above. As above. Ensure that standard E.ON controls are followed, as a minimum.
Develop a procedure for checking / confirming incoming materials.
Develop chemicals / materials compatibility chart. E.ON UK to advise. Discuss with MHI.
1.5 Uncontrolled mixing of acid or caustic and water resulting in heat generation
As above, but reduced hazard. As above. As above. As above. As above.
Controlled dilution of acid and caustic.
As above.
1.6 Addition of KS-1 into acid
As above. Heat generation, emissions of amine vapour.
Occupational exposure – Inhalation of amine vapour may irritate the eyes and skin and result in sensitisation of the respiratory tract.
As above. KS-1 stored in separate bunds to caustic / acid to prevent Develop chemicals / materials compatibility chart. E.ON UK to advise. Discuss with MHI.
Develop procedures for handling and storage of KS-1.
1.7 Vapour emissions from storage tank
Routine venting during delivery or due to weather
Emissions of vapour to atmosphere, causing corrosion of other plant (cause of failure for other equipment).
Occupational exposure – Inhalation of amine vapour may irritate the eyes and skin and result in sensitisation of the respiratory tract.
- Controlled venting arrangements. Review venting arrangements to ensure that they are controlled appropriately.
Consider back-venting to delivery tanker.
Consider scrubbing emissions on vent from storage tank.
1.8 Loss of containment from quench vessel
Corrosion
Vessel failure
Loss of contents (primarily water) into surrounding area.
Flue gas emissions.
Potential fatalities due to falling plant, hazardous materials (including caustic soda) and presence of HV in ESP.
Potentially significant impact if escaping off-site (e.g. into Medway) due to hazardous aqueous streams.
Potential groundwater contamination.
Construction design codes.
Pressure testing.
Testing during commissioning.
Maintenance and inspection.
Materials compatibility assessments.
Low operating pressure.
Standard site procedures regarding control of works in and around plant and foundations.

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 19 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any liabil ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
HAZARD SCENARIO CAUSES CONSEQUENCES POTENTIAL IMPACT TO PEOPLE ON AND OFFSITE
POTENTIAL IMPACT TO THE ENVIRONMENT
RECOMMENDED SAFEGUARDS ACTIONS/ COMMENTS
1.9 High ammonia concentration in the flue gas
SCR ineffective Potential side reactions (e.g. with CO2) – issue for FGD in main plant.
n/a n/a n/a Investigate potential operational issues (HAZOP).
1.10 Flue gas leak from ductwork
Corrosion due to build up of acid residues.
Failure of expansion joints.
Potential ductwork collapse.
Release of hot flue gas and acid residues.
Ongoing leak resulting in corrosion of walkways etc.
Exposure to flue gases (45 °C), potential asphyxiation. Thermal shock.
Falling debris.
Loss of acid residues to drains – limited off-site impacts.
Appropriate duct lining to minimise corrosion.
Maintenance and inspection routine.
Split configuration (with absorber closer to FGD) minimises ductwork length and avoids road crossings.
Contained drains.
Ductwork and pipebridges at sufficient height to minimise vehicle collisions.
Ensure that changes in potential risks associated with ductwork routing are considered when determining layout options. To consider:
Increased amine inventory with split design.
Differences in drainage isolation due to potential amine losses over a larger area.
Compact design has longer flue gas ductwork, which cannot utilise existing pipebridges due to size. Amine pipework can use “normal” pipebridges that would be built anyway.
Longer ductwork has potential for more leakage, corroding adjacent structures.
Access / maintenance in confined spaces is greater for longer flue gas ductwork.
Potential additional risk of vehicle collision with pipe / ducting.
Consider ductwork length vs amine inventory.
1.11 Flooding of quench vessel
Failure of heat exchanger with seawater
Fill vessel, flue gas cannot enter vessel.
Potential vessel failure / collapse
As above (1.8). As above (1.8). High level trip on vessel.
Low head on CW would limit seawater rise in column.
Heat exchanger designed to minimise leakage risk.
Ensure that appropriate controls are considered during HAZOP.
1.12 HV during maintenance of wet ESP
Incorrect isolation / fault Exposure to high voltage. Potential electrocution – fatality. None. Standard ESP protection measures (interlocks, isolation, confined spaces etc).
Ozone can be formed in ESP’s during operation. Consider potential exposure to ozone.
Review appropriate protection mechanisms and existing controls / procedures with MHI.
1.13 Operational and maintenance issues, resulting in occupational exposure when accessing isolated sections.
Purging with gas.
Maintenance of inlet damper adjacent to flue gas.
Exposure of maintenance staff to dangerous atmosphere.
Asphyxiation of maintenance staff from dangerous atmosphere.
None. Procedures. Ensure suitable purging and isolation procedure is in place for protection during maintenance activities. Potentially include testing requirements for works in confined spaces.
Align with E.ON safety rules. Potential contradiction between standard rules, which require oxygen to be present, but this would potentially damage the process (amine exposure to air).
All guidewords checked: Y / N
Base case and variation considered: Y / N

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 20 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any liabil ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
HAZARD SCENARIO CAUSES CONSEQUENCES POTENTIAL IMPACT TO PEOPLE ON AND OFFSITE
POTENTIAL IMPACT TO THE ENVIRONMENT
RECOMMENDED SAFEGUARDS ACTIONS/ COMMENTS
CP2 Absorption and flue gas return
2.1 Loss of amine containment from tank / ductwork
Corrosion (with CO2)
Tank or ductwork failure
Collision
Tank overfill (tank size smaller than delivery tanker)
Pump seal failure
Leak into surrounding area Occupational exposure – Inhalation of amine vapour may irritate the eyes and skin and result in sensitisation of the respiratory tract. Skin/eye contact with amine solution may result in irritation.
Potentially significant impact if escaping off-site (e.g. into Medway).
Potential groundwater contamination.
Winterisation
Bunding
Level controls
Drainage isolation and durability for substances that could be present.
KS-1 is a low corrosion / degradation product
Ensure that standard industry good practice is adopted, as a minimum.
Ensure that inventories are minimised.
MHI to provide updated environmental impact data on new MSDS.
2.2 Leak of amine across plate heat exchanger into cooling water.
Leak in heat exchanger. Enters closed cooling circuit None None Closed circuit cooling (no contact with seawater)
Maintenance / inspection
Water pressure is higher, preventing leak of amine into water.
Operability - ensure this is addressed in HAZOP.
Currently cooling of the capture plant is being considered in isolation. If required (e.g. integrated with other cooling systems), examine interaction with other closed-loop systems associated with the power plant.
Review consequences of water into the amine.
2.3 Amine emissions to air – carryover to stack.
Exacerbated if absorber is at high temperature (e.g. loss of cooling).
Failure of wash water loop at top of absorber (e.g. pump failure).
Elevated emissions in stack, up to 50ppm amine.
Exothermic reaction in the event of loss of cooling, self-limiting.
Potential low impact on people in surrounding area, if elevated stack emissions are prolonged.
Elevated amine emissions to atmosphere.
Monitoring of process parameters (e.g. temperature on top of absorber).
Ensure that adequate monitoring of process and / or emissions is in place to capture elevated emission concentrations quickly.
2.4 Loss of degradation products (e.g. ammonia + nitrosamine) to stack
Changes in flue gas concentration (NOx, SO2) increasing contaminant concentrations in flue gas.
Elevated emissions via the main stack.
Damaged amine (e.g. high SO2 levels).
Potential impacts on people in surrounding area, if elevated stack emissions are prolonged. Some amine degradation products may be hazardous by inhalation.
Potential impacts in surrounding area, if elevated stack emissions are prolonged. Elevated emissions of degradation products to atmosphere.
Monitoring of flue gas quality, with capture plant bypass to stack.
Monitoring of process parameters (e.g. temperature on top of absorber).
Ensure that adequate monitoring of process and / or emissions is in place to capture elevated emission concentrations quickly.
Continued review of potential presence of degradation products and health effects, in conjunction with MHI.
Review bypass and capture plant protection philosophy.
2.5 Loss of amine during tanker delivery
As above for tank failure. As above (2.1) As above (2.1) As above (2.1) As above. Ensure that standard industry good practice is adopted, as a minimum.
Develop a procedure for checking / confirming incoming materials.
Develop chemicals / materials compatibility chart. E.ON UK to advise. Discuss with MHI.
Quantify rate of, and approach to, amine delivery.
2.6 Ejection of parts from rotating machinery
Overspeed / disintegration of ID fan Projectiles rupturing casing, losing ID fan, stopping process.
Impact hazards from projectiles. None, unless due to rupturing of storage vessel or pipework in near vicinity.
Selection of appropriate machinery.
Standard protection for rotating machinery.
E.ON internal standards.
Consider location of fan in relation to hazardous materials storage and pipework.
2.7 Failure of absorption column
Incorrect structural design
Overfill column, resulting in high pressure at base of column and column collapse.
Collapse of internals or column.
Potential fatalities due to falling plant and hazardous materials.
Potentially significant impact if amine escapes off-site (e.g. into Medway).
Potential groundwater contamination.
Limited inventory of amine in the system.
Inlet to column is at base of column, limiting maximum that can be received in the column.
Level controls.
Pressure testing/Testing during commissioning.
Maintenance and inspection.
Materials compatibility assessments.
Low operating pressure.
Construction design codes. Standard site procedures regarding control of works in and around plant and foundations.
Confirm that inventory and inlet designs are sufficient to prevent over-pressurisation of the column.

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 21 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any liabil ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
HAZARD SCENARIO CAUSES CONSEQUENCES POTENTIAL IMPACT TO PEOPLE ON AND OFFSITE
POTENTIAL IMPACT TO THE ENVIRONMENT
RECOMMENDED SAFEGUARDS ACTIONS/ COMMENTS
2.8 Inlet gas path blockage.
Blockage of gas into quencher, but booster fan continues to operate.
Suction – low pressure – in quench, which collapses.
Potential fatalities due to falling plant, hazardous materials.
Potentially significant impact if quencher inventory escapes off-site (e.g. into Medway). See CP1.8
Potential groundwater contamination.
Design column and ductwork to withstand maximum suction pressure from the fan.
Interlock fan with position of inlet damper.
2.9 Incorrect filling of materials (acid into KS-1 etc).
As previous for CP1.6.
2.10 Leak from flue gas duct or absorber.
As previous for CP1.10.
2.11 Ingress of air on suction side of fan.
Leaking seals Increased amine degradation resulting in less CO2 absorption.
Potential elevated stack emissions, impacting surrounding area in long term.
Potential elevated stack emissions, impacting surrounding area in long term.
Increased production of sludge.
Monitoring of process and / or emissions parameters. Ensure that adequate monitoring of process and / or emissions is in place to capture elevated emission concentrations.
2.12 Noise from booster fan.
Poor maintenance. Elevated noise emissions. Occupational exposure issues.
Noise complaints off-site – breaching permitted conditions.
Noise impacts on adjacent estuary. Selection of appropriate equipment.
Acoustic enclosures, if required.
Regular monitoring and inspection.
2.13 Working at height for maintenance and monitoring (whole plant).
Trips / falls etc
Lightening
Fall from height
Lightening strike
Injury to operators. None. Avoid / minimise need for working at height.
Standard process and procedures for working at height.
Lightening protection.
Consider impacts of CO2 on emergency vehicles (CO2 displaces air).
2.14 CO2 relief venting (whole process)
Shut-down and isolation.
Emergency venting into operational areas.
Exposure to CO2 during maintenance and venting.
Injury to people. Potential asphyxiation.
Minimal. Design plant and maintenance philosophy to minimise / eliminate risks.
Review CO2 venting arrangements and potentially affected populations.
Review CO2 detection and alarm in an emergency situation.
Develop emergency rescue plans for CO2 losses.
General comment – personal CO2 detection.
Ensure that CO2 impacts are considered when designing for emergency vehicle access.
2.15 Boiler plant damage. Sudden change in pressure, caused by capture plant fan / damper combination.
Boiler damage (as per FGD scenario) due to lower pressure.
Falling debris, failure of access ways.
None. Boiler protection system.
Interlock between fan and damper on capture plant.
Review speed of capture protection system relative to speed of boiler pressure protection.
2.16 Excess flow to capture plant.
Booster fan produces too much flow Excess flow to capture plant.
Increased carryover of amine solvent into flue gas.
Elevated amine emissions to atmosphere.
Elevated amine emissions to atmosphere.
Booster fan controls and protection.
Absorber is designed with a margin for “flooding”.
Consider designing fan so that it cannot exceed capacity of CO2 absorption.
All guidewords checked: Y / N
Base case and variation considered: Y / N

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 22 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any liabil ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
HAZARD SCENARIO CAUSES CONSEQUENCES POTENTIAL IMPACT TO PEOPLE ON AND OFFSITE
POTENTIAL IMPACT TO THE ENVIRONMENT
RECOMMENDED SAFEGUARDS ACTIONS/ COMMENTS
CP3 Solvent regeneration
3.1 Loss of containment of IP steam (to reclaimer – max of 277°C)
Fracture of steam pipe / reclaimer Loss of steam at up to 277°C. Personnel exposure to steam – potentially fatal
Minimal – noise only. Integrity management and control systems typically associated with steam management / control system.
3.2 Off specification (high temp) steam
High temp steam received. Excessive amine thermal degradation. Increased emissions to air and sludge production. Increased CO2 pressure at top of stripper.
Long term emissions impacts. See CP2.4
Long term emissions impacts. See CP2.4
Materials compatibility.
Steelwork on pipes able to withstand increased temperatures.
Process monitoring and interlocks.
Review whether pipework and vessels are able to withstand fault temperatures and pressures.
MHI to confirm minimum temp and pressure requirements for reclaimer operation.
3.3 Amine into condensate during start-up / shut-down
Leak in heat exchanger.
Mal-operation of steam system valves causing vacuum.
Corrosion damage to boiler / turbine. Long term corrosion, resulting in loss of containment of steam and integrity of turbine.
Personnel exposure to steam leaks – potentially fatal
Potential amine leak into site drainage system. Possible amine contamination of local environment.
Possible discharge of contaminants from power plant condensate polishing plant.
Selection of heat exchangers for minimising leakage risk.
Start-up philosophy.
Maintenance and inspection.
Consider cooling on the condensate line to allow supply to the polishing plant during start-up / shut-down / upset conditions.
Consider amine monitoring in condensate line prior to point of return.
3.4 Vacuum on steam and condensate lines and heat exchanger.
Part of normal operation at IP/LP extraction point below 25% load. Reclaimer line also affected.
Condensing steam in vessels.
Potential vacuum (worst case 60-70 mbara) damage to pipework and plant.
Loss of containment of hot amine from stripper column – Occupational exposure to amine and vapour. May irritate skin, eyes and causes sensitisation of respiratory tract. Potential burns due to skin contact with hot amine solution at temperatures up to 120 °C.
Loss of containment of amine from stripper column to site drainage system, potentially impacting on the Medway.
Reflect vacuum conditions in system design.
Suitable isolation valves.
Ensure that vacuum conditions on LP / IP lines are considered during plant design and development of operating philosophy.
Carbon capture in bypass mode until vacuum conditions have passed during start-up. Undertake modelling to identify these conditions.
3.5 Loss of containment of reclaimer waste
Failure of reclaimer, waste tank, pump seals or pipework. Tanker.
Corrosive
Fire – combustible if dry.
Odour issues.
Loss of degradation products and caustic.
Occupational exposure to amine vapours – May cause irritation to skin and eyes and sensitisation of respiratory tract.
Unpleasant amine odour.
Occupational exposure to corrosive materials (inc caustic soda)
Loss of containment of hazardous, high pH material to drainage system could impact on local areas including the Medway.
Bunding.
Site drains and isolation procedures.
Consider options for dewatering sludge to reduce inventory of hazardous material.
Consider need for odour control – e.g. carbon filter on tank.
Ongoing review of reclaimer waste management options.
Bunding for regenerators, reclaimer and reclaimer waste tank, etc. is foreseen by the FW/MHI layout drawing 0334 P203-10100.
3.6 Caustic – same source tank and scenarios as for CP1.2.
3.7 Structural failure of column
Wind-induced
Resonance (interaction with other columns) Reference to CP6.
Construction activities in vicinity of foundations.
Collapse of internals or column.
Collapse of overhead condenser.
Potential fatalities due to falling plant and hazardous materials.
Occupational exposure to hot materials / substances released (hot amine, steam).
Cooling water loss due to collapsing overhead lines.
Potentially significant impact if amine escapes off-site (e.g. into Medway).
Potential groundwater contamination.
Limited inventory of amine in the system.
Construction design codes.
Pressure testing.
Testing during commissioning.
Maintenance and inspection.
Materials compatibility assessments.
Standard site procedures regarding control of works in and around plant and foundations.
Confirm that inventory and inlet designs are sufficient to prevent overpressurisation of the column.
Review bunding and drainage requirements in and around capture plant.

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 23 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any liabil ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
HAZARD SCENARIO CAUSES CONSEQUENCES POTENTIAL IMPACT TO PEOPLE ON AND OFFSITE
POTENTIAL IMPACT TO THE ENVIRONMENT
RECOMMENDED SAFEGUARDS ACTIONS/ COMMENTS
3.8 CO2 loss of containment – low pressure
Impact damage
Loss of integrity
Small leak from flange / seal.
Loss of low pressure CO2 on plant.
Impacts on operators in immediate vicinity (toxic / asphyxiation).
Potential entrainment into occupied buildings.
Settlement in low lying areas (basements).
Potential impacts on adjacent designated ecological areas – CO2 may settle in low lying areas and affect flora and fauna.
Minimise potential for losses through welded pipelines.
CO2 detection and warning systems.
Isolate air intakes into occupied buildings.
Emergency procedures in the event of CO2 losses.
Quantify potential inventory of CO2 released and potential on-site and off-site impacts on people through dispersion.
Review most appropriate measurement mechanism for potential losses (pro-active). Continuous mass balance?
Ensure CO2 detection equipment is suitably located around the plant, taking into account potential areas along the pipeline and areas that maybe occupied.
Review need for safe havens with emergency clean air supply.
Ensure that plant and pipeline layout considers CO2 locations. Part of occupied buildings risk assessment.
3.9 Loss of containment of hot amine.
Loss of integrity of regenerating column or pipework to lean / rich heat exchanger.
Transfer pump leak.
Heat exchanger leak.
Leak from reboiler.
Vessel failure.
Loss from reclaimer.
Spill of heated amine material. Occupational exposure to hot materials and vapours. May cause irritation to skin and eyes and inhalation may cause sensitisation of the respiratory tract.
Potentially significant impact if amine escapes off-site (e.g. into Medway).
Potential groundwater contamination.
Limited inventory of amine in the system.
Construction design codes.
Pressure testing.
Testing during commissioning.
Maintenance and inspection.
Materials compatibility assessments.
Standard site procedures regarding control of works in and around plant and foundations.
Spill management procedure and guidelines.
Operator training.
Bunding (of reboiler. Heat exchanger, reclaimer)
Level protection on stripper sump.
Review hazards associated with KS-1 in light of updated material safety data sheet from MHI.
See CP3.5
3.10 Contact with hot pipework
Inadequate insulation / barriers. Operator exposure and injury Individual injury by contact with hot pipework.
None. Lagging and insulation of hot parts.
Inspection and maintenance of lagging etc.
3.11 Loss of containment of activated carbon, containing amine and degradation products.
Plant failure. Spill of activated carbon into surrounding area, potentially contaminating plant, roadways and site drainage. Potential fire hazard.
Occupational exposure to amine and degradation products, activated carbon dust. Inhalation may cause irritation of respiratory tract.
Burns resulting from exposure to fire.
Fugitive losses into surface water.
Amine odour emissions.
To be developed following MHI process development. Confirm tonnage / volume of activated carbon in plant, and tonnages sent for disposal.
MHI to develop an automated procedure for removing activated carbon, washing to remove amine and prepare for off-site disposal. Ensure that this includes consideration of lifting equipment and dropped objects at height.
Ensure potential for fugitive emissions is considered in design of containment systems.
Review need for fire protection systems during handling (DSEAR).
COSHH risk assessment required – amine, degradation products, dust.
3.12 Amine into closed circuit cooling water.
Leak in heat exchanger. Enters closed cooling circuit None None Closed circuit cooling (no contact with seawater)
Maintenance / inspection
Water pressure is higher, preventing leak of amine into water.
Operability - ensure this is addressed in HAZOP.
Currently, cooling of the capture plant is being considered in isolation. If required (e.g. integrated with other cooling systems), examine interaction with other closed-loop systems associated with the power plant.
Review implications of water into the amine.

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 24 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any liabil ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
HAZARD SCENARIO CAUSES CONSEQUENCES POTENTIAL IMPACT TO PEOPLE ON AND OFFSITE
POTENTIAL IMPACT TO THE ENVIRONMENT
RECOMMENDED SAFEGUARDS ACTIONS/ COMMENTS
3.13 Loss of containment of steam containing amine.
As above for steam / hot amine (3.1 and 3.9).
Hot amine remains in vapour phase for longer than water.
As for 3.1 and 3.9. As for 3.1 and 3.9. As for 3.1 and 3.9. As for 3.1 and 3.9.
3.14 Loss of containment of cold amine.
Corrosion
Amine pipework failure
Collision
Seal failures (pumps and heat exchangers)
Leak into surrounding area Occupational exposure – Contact with skin and eyes may result in irritation. Inhalation of amine vapour may result in sensitisation of the respiratory tract,
Potentially significant impact if escaping off-site (e.g. into Medway).
Potential groundwater contamination.
Winterisation
Bunding
Double walled pipes may be required for piping outside of bunded area.
Drainage isolation and durability for substances that could be present.
KS-1 is a low corrosion / degradation product
Ensure that standard industry good practice is adopted, as a minimum.
Ensure that inventories are minimised.
MHI to provide updated environmental impact data on new MSDS.
3.15 CO2 relief venting (whole process)
Shut-down and isolation
Emergency venting
Exposure to CO2 during maintenance and venting.
Possible asphyxiation.
Possible burns due to contact with dry ice (solid CO2).
Minimal. Design plant and maintenance philosophy to minimise / eliminate risks.
Review CO2 venting arrangements and potentially affected populations.
Review CO2 detection and alarm in an emergency situation.
Develop emergency rescue plans for CO2 losses.
General comment – personal CO2 detection.
Ensure that CO2 impacts are considered when designing for emergency vehicle access.
3.16 Spilt design issues – see CP1.10.
All guidewords checked: Y / N
Base case and variation considered: Y / N

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 25 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any liabil ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
HAZARD SCENARIO CAUSES CONSEQUENCES POTENTIAL IMPACT TO PEOPLE ON AND OFFSITE
POTENTIAL IMPACT TO THE ENVIRONMENT
RECOMMENDED SAFEGUARDS ACTIONS/ COMMENTS
CP4 Compression and dehydration: TEG / glycol system not considered. Molecular sieve only.
4.1 Particulate in compressor
Incorrectly designed particulate filter.
Filter failure.
Compressor damage. None. Limits utility of the well and ability to store CO2.
Filter design, protection and maintenance. Operational issue. Review potential for blocking pores in storage reservoir – Baker RDS.
Operational issue - consider during HAZOP.
4.2 CO2 loss of containment – low pressure
Impact damage
Loss of integrity
Small leak from flange / seal.
Loss of low pressure CO2 on plant.
Impacts on operators in immediate vicinity (toxic / asphyxiation).
Potential entrainment into occupied buildings.
Settlement in low lying areas (basements).
Potential impacts on adjacent designated ecological areas. CO2 may settle in low lying areas.
Minimise potential for losses through welded pipelines.
CO2 detection and warning systems.
Isolate air intakes into occupied buildings.
Emergency procedures in the event of CO2 losses.
Quantify potential inventory of CO2 released and potential on-site and off-site impacts on people through dispersion.
Review most appropriate measurement / monitoring mechanism for potential losses (pro-active). Continuous mass balance?
Ensure CO2 detection equipment is suitably located around the plant, taking into account potential areas along the pipeline and areas that maybe occupied.
Review need for safe havens with emergency clean air supply.
Ensure that plant and pipeline layout considers CO2 locations. Part of occupied buildings risk assessment.
Ensure that all operators, engineers and visitors are fully briefed on the dangers of asphyxiating environments, confined space entry anywhere where there is potential for presence of inert atmosphere, what will happen if someone walks into a cloud of invisible inert gas and that rescue of a collapsed person can only be achieved with full breathing apparatus.
4.3 CO2 loss of containment – high pressure
Corrosion
Impact damage
Loss of integrity
Small leak from flange / seal.
Loss of high pressure CO2 on plant. Rapid cooling effect results in freeze-impact zone in vicinity of release.
Potentially fatal impacts on operators in immediate vicinity to the point of failure (toxic / freeze / asphyxiation). Once released CO2 may settle in low lying areas adjacent to the plant.
Potential entrainment into occupied buildings.
Settlement in low lying areas (basements).
Potential off-site impacts due to escape of CO2 into wider area. Potential asphyxiation of people in area.
High noise level (c. 150 dB).
Projectiles arising from pipeline rupture and blast (jet of cold CO2).
Potential impacts on adjacent designated ecological areas.
Minimise potential for losses through welded pipelines, specification of seals.
CO2 detection and warning systems.
Isolate air intakes into occupied buildings.
On-site and off-site emergency procedures in the event of CO2 losses.
Isolation valve on site boundary minimises on-site losses, in accordance with emergency shut-down philosophy.
Quantify potential inventory of CO2 released and potential on-site and off-site impacts on people through dispersion.
Quantify potential impacts associated with overpressures in event of high pressure release.
Review most appropriate measurement / monitoring mechanism for potential losses (pro-active). Continuous mass balance?
Ensure CO2 detection equipment is suitably located around the plant, taking into account potential areas along the pipeline and areas that may be occupied.
Review need for safe havens with emergency clean air supply.
Review relative risks associated with above-ground (6m) and below ground CO2 pipeline routing on-site. Consider options for controlling pipeline route, e.g. sterile areas either side of pipeline / permit systems.
Ensure that all operators, engineers and visitors are fully briefed on the dangers of asphyxiating environments, confined space entry anywhere where there is potential for presence of inert atmosphere, what will happen if someone walks into a cloud of invisible inert gas and that rescue of a collapsed person can only be achieved with full breathing apparatus.
4.4 CO2 – dense phase As above. As above. As above, but potentially more significant offsite impacts due to increased volume of CO2 escaping.
Potential impacts on adjacent designated ecological areas.
As above. As above.

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 26 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any liabil ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
HAZARD SCENARIO CAUSES CONSEQUENCES POTENTIAL IMPACT TO PEOPLE ON AND OFFSITE
POTENTIAL IMPACT TO THE ENVIRONMENT
RECOMMENDED SAFEGUARDS ACTIONS/ COMMENTS
4.5 High temperature Loss of intercoolers
Loss of cooling in CP3 (before compressors).
Damage to seals leading to loss of containment and exposure to CO2.
Max temp if loss of one intercooler = 125 °C, rising to 200 °C if passes into next compression stage.
Burns resulting from personnel contacting hot materials.
High pressure CO2 release could result in personnel exposure to cold temperatures (dry ice).
Minimal. Compressor trip, with controlled release of CO2. Ensure that trip is fast-acting.
Review venting arrangements for compressed CO2. Rubber lining of potential ductwork back to stack may not be able to withstand excessive temperatures (high and cold).
4.6 Compressors disintegrating
Overspeed / disintegration Projectiles rupturing casing, stopping process.
CO2 release (described above).
Impact hazards from projectiles. None, unless due to rupturing of storage vessel or pipework in near vicinity.
Design basis of compressor. Selection of appropriate machinery.
Vibration monitoring with trips
Standard protection for rotating machinery.
E.ON internal standards.
Ensure that compressor casing is designed to contain maximum fault pressures and temperatures, including consideration of projectiles.
Consider location and housing of compressors to minimise impacts on adjacent plant.
4.7 Intercooler leak – water into CO2 after 1st stage only.
Leak in the intercooler.
Long term pipeline corrosion issue, potential loss of pipeline.
Potential loss of containment of CO2 – personnel exposure resulting in asphyxiation/toxicity.
Potential loss of containment of CO2. CO2 may settle in low lying areas.
Selection of appropriate plant.
Pipeline and heat exchanger design codes.
Dehydration unit removes moisture to the required level (design 24ppm, max permissible for short term 100ppm).
Moisture analysers required with trip to prevent exceedance of moisture levels in CO2 entering pipeline.
NOTE: Significant issue for project operability.
4.8 Intercooler leak – CO2 into water
Leak in the intercooler – all stages after the first.
CO2 into seawater.
Potential for CO2 going into cooling water system, causing pressurisation (depends on differential pressure).
Corrosion of cooling water system.
Overheat cooling system due to vapour lock – compressor overheating (as for 4.5).
Potential rupture of CW pipeline with CO2 losses – Operator exposure to CO2 could result in asphyxiation/toxicity
Discharge of CO2 into Medway in seawater.
Selection of appropriate plant.
Pipeline and heat exchanger design codes.
Review potential for monitoring of cooling water discharge to identify potential for CO2 content.
4.9 Air ingress into compressor
Compressor / upstream defect
Most likely at compressor inlet/seals
Introduction of oxygen, moisture and nitrogen. Increased compressor power requirement.
Increased loading on mol sieve, potential carryover into pipeline, corrosion of pipeline.
Potential loss of containment of CO2 - Operator exposure to CO2 could result in asphyxiation/toxicity
Potential loss of containment of CO2. Selection of appropriate plant.
Pipeline and heat exchanger design codes.
Dehydration unit removes moisture to the required level (design 24ppm, max permissible for short term 100ppm).
Compressor low suction pressure alarm and trip.
Moisture analysers required with trip to prevent exceedance of moisture levels in CO2 entering pipeline.
O2 analyser for air detection.
NOTE: Significant issue for project operability.
4.10 Suction of compressor against closed system
Block in line from CP3.
Stripper not in operation (valves closed).
Negative pressure in upstream equipment.
Potential implosion of duct / vessels, could draw amine, steam and condensate into compressor.
Air ingress into system.
Damaged compressor.
Operator impact due to projectiles and falling debris.
Operational exposure to hot substances / materials – burns, irritation
Damaged access ways.
Operational exposure to CO2 – asphyxiation/toxicity
Spillage of amine into site drains, potential amine vapours. CO2 emissions.
Compressor start-up interlocks.
Compressor protection system (pressure, temperature monitoring and trips).
Review potential for system design to withstand vacuum.
4.11 CO2 venting causing exposure hazard
Maintenance venting
Pressure relief
Emergency venting
Maintenance / access required to CO2 handling system. Potentially 15 barg during gas phase in compressor during emergency shut-down.
Operator exposure to CO2 – asphyxiation/toxicity
CO2 emissions to the atmosphere. CO2 may settle in low lying areas.
Site layout and venting arrangements – tbc. Safe venting and relief arrangements to be determined, in accordance with venting and relief design philosophy.
Consider establishing working group (OPAPP) to evaluate venting philosophy, including dedicated vent stack. Include dispersion considerations to understand impacts of CO2.
4.12 Design of pig. Incorrect pigging operation of receiver, leading to pig ejected under high pressure
Maloperation (overpressurisation) of pig.
Ejected pig.
Potential full bore CO2 release.
Impact from projectiles – potential fatality to personnel in vicinity of pigging station.
Exposure to CO2 – asphyxiation/toxicity
CO2 emission to atmosphere.
CO2 may settle in low lying areas.
Pig design and interlocks.
Orientate away from potential receptor.
Established industry procedures and approaches to pigging.
Material selection for the pig.
Consider use of suitable materials in pig design for CO2 – Mirko Moldowan / Genesis.

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 27 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any liabil ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
HAZARD SCENARIO CAUSES CONSEQUENCES POTENTIAL IMPACT TO PEOPLE ON AND OFFSITE
POTENTIAL IMPACT TO THE ENVIRONMENT
RECOMMENDED SAFEGUARDS ACTIONS/ COMMENTS
4.13 Low pressure CO2 release – planned at start-up and shut-down and during compressor trip.
See CP3.16.
4.14 Mol sieve regeneration steam.
Loss of containment of steam. Loss of steam at up to 393°C. Personnel exposure to steam. Minimal – noise only. Integrity management and control systems typically associated with steam management / control system.
4.15 Steam into CO2. Heat exchanger failure during start-up. High water content in CO2 – see previous. High temperature CO2 (up to 393 °C).
As before for CP4.7 (moisture in CO2)
As before for 4.7 (moisture in CO2) Start-up procedures.
Not possible during normal operation as CO2 will be under greater pressure than steam.
High temp trips on compressors.
See previous moisture in CO2 recommendations.
As before for 4.7 (moisture in CO2)
4.16 CO2 into steam Heat exchanger failure during normal operation.
Potential ingress of CO2 (at 40bar) into steam (15 bar).
Potential rupture of steam lines (unable to withstand elevated pressure).
Affects boiler steam quality, with feed of acidic water to boiler (by-passes condensate polishing plant).
Corrosion of steam lines / boiler.
Long-term issue of corrosion resulting in potential steam / CO2 release.
Minimal. Venting philosophy.
Pressure relief.
Review potential for steam / condensate lines to withstand maximum pressures. Identify suitable pressure relief and venting on the steam system and boiler.
Calculation of maximum pressure on steam line required.
Consider during HAZOP.
4.17 Lube oil fire on compressor.
Oil leak with ignition. Fire, potential CO2 release if compressor is damaged.
CO2 release.
Thermal exposure.
Smoke inhalation.
CO2 release.
Local loss of oil, potential firewater.
System design to minimise oil leak.
Maintenance and inspection.
Implement standard practice for rotating machinery.
Minimise inventory and type of oil required.
Ensure that local drains pass through interceptor.
Consider housing / location of compressor to take into account environmental / safety considerations (noise and CO2 leaks).
4.18 Water into CO2 due to failure of molecular sieve.
Leak in the intercooler, overloading mol sieve, resulting in failure of molecular sieve.
Long term pipeline corrosion issue, potential loss of pipeline.
Potential loss of containment of CO2
Exposure to CO2 – asphyxiation/toxicity
CO2 emissions to atmosphere.
CO2 may settle in low lying areas.
Selection of appropriate plant.
Pipeline design codes.
Dehydration unit removes moisture to the required level (design 24ppm, max permissible for short term 100ppm).
Moisture analysers required with trip to prevent exceedance of moisture levels in CO2 entering pipeline.
NOTE: Significant issue for project operability.
4.19 Maintenance of part of plant whilst other part remains operational
Protection from live plant from releases of CO2, heat etc
Exposure to CO2, amine and noise.
Operational exposure during maintenance activities.
n/a Safe working arrangements.
Isolation.
Ensure that isolation / safety / housing and layout considerations reflect potential operation of one part of the system (compressor and dehydration) whilst the other is being maintained.
4.20 Dense phase compression installation –additional plant
Potential impacts on / from existing plant and operations during installation of new compression plant for dense phase operation
Rupture pipelines / cables Various:
CO2 loss
HV cable damage
CO2 loss Dense phase compression and design philosophy. Develop an installation philosophy for additional compressors that reflects potential period of operation of gas-phase pipeline, concurrent with civil and construction works for new plant.
Consider laying foundations for additional compressors at original build.
Consider layout and housing design to facilitate future compressor installation.
4.21 Contaminated land / UXO exposure
Historical land use – more of an issue for existing site
Exposure to contaminants in soils / explosion
Occupational exposure / explosion Mobilising contaminants into ground / surface water
Development in accordance with detailed contaminated land survey and risk assessment.
All guidewords checked: Y / N
Base case and variation considered: Y / N

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 28 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any liabil ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
HAZARD SCENARIO CAUSES CONSEQUENCES POTENTIAL IMPACT TO PEOPLE ON AND OFFSITE
POTENTIAL IMPACT TO THE ENVIRONMENT
RECOMMENDED SAFEGUARDS ACTIONS/ COMMENTS
CP5 Utilities
5.1 Steam See previous for impacts on capture process (CP3 and CP4).
Need to review impacts of capture plant requirements on main power plant.
5.2 Operator asphyxiation during maintenance.
Nitrogen blanketing of amine storage vessel – confined space issue.
Operator enters confined space.
Potential fatality to maintenance staff.
None. Permit to work system – E.ON standard.
Operator maintenance procedures.
Ensure that inspection and maintenance procedure of amine tank includes consideration of entry into confined spaces.
Consider system purging requirements of the whole system.
5.3 Venting of odorous vapours.
Nitrogen in amine tank headspace vented to atmosphere.
Nitrogen in absorber headspace as a consequence of two-shifting.
Loss of amine vapour to atmosphere.
Odour impacts. None. Contain / remove vapour emissions. Consider amine removal system on storage tank vent (e.g. storage tank scrubber / filter).
Consider impact of 2-shifting. Will the absorber require nitrogen blanketing in the event of overnight process shut-down.
5.4 Loss of compressed air
Pneumatic valves fail unsafe.
Compressed air quality.
Various. Various. Various. Review need for pneumatic valves and ensure that they fail safe.
5.5 Electrocution Inadvertent contact with live parts Electric shock Burns, Fatality, Multiple Fatality None All equipment to be of industrial design, metal clad with no exposed parts (even with doors open).
Facilities for compliance with safety rules e.g. isolations that can be padlocked and earth switches.
Use of mechanical trapped key interlocking for access to isolated equipment, compounds and enclosures.
Buried services to be adequately protected in culverts or tiled and taped.
5.6 Fire Overload
Spark
Overheating cables and connections causing fire by heat.
Lightning and induced voltage causing sparking risk providing ignition source.
Burns, smoke inhalation, fatality, multiple fatality
None Components selected for duty and protected against overload. Position of equipment to prevent build up of combustible materials. Low smoke and fume cables to be used in buildings.
Lightning protection and equipotential bonding to be employed.
Earthing buildings, structures and process pipework to drain induced voltage.
5.7 Loss of containment of hazardous materials into site drainage system
Corrosion
Tank or pipework failure
Collision
Tank overfill (tank size smaller than delivery tanker)
See CP1 – CP4
Leak into surrounding area
See CP1 – CP4
Occupational exposure to hazardous materials.
See CP1 – CP4
Potentially significant impact if escaping off-site (e.g. into Medway).
Potential groundwater contamination.
See CP1 – CP4
Winterisation
Bunding
Level controls
Drainage isolation and durability for substances that could be present.
Low inventory of substances
See CP1 – CP4
Loss of containment of hazardous materials into site drainage system
All guidewords checked: Y / N
Base case and variation considered: Y/N

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 29 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any liabil ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
HAZARD SCENARIO CAUSES CONSEQUENCES POTENTIAL IMPACT TO PEOPLE ON AND OFFSITE
POTENTIAL IMPACT TO THE ENVIRONMENT
RECOMMENDED SAFEGUARDS ACTIONS/ COMMENTS
CP6 Miscellaneous
6.1 Plant failure due to weather. / climate change.
Snow loading
Storm frequency / severity
Flooding
Corrosion resulting in losses. Potentially structural plant failure.
Loss of substances and heat into surrounding environment.
Potential exposure of on-site staff to chemicals and heat. Potential off-site exposure to chemicals, including CO2.
Potential losses of containment from bulk storage vessels, resulting discharges into site drains, running into the Medway. Off-site exposure to CO2.
Risk assessment suitably designed to accommodate current and future flooding requirements.
Ensure that risk assessments are suitably designed to accommodate current and future weather / climate requirements.
6.2 Vandalism Someone coming on-site to either deliberately damage or accidentally doing so. Likelihood is for this to occur out of working hours, at the weekend or overnight.
Potential loss of containment with ignition.
Plant fire. People starting the fire could be injured.
Potential exposure of on-site staff to chemicals and heat. Potential off-site exposure to chemicals, including CO2.
Potential losses of containment from bulk storage vessels, resulting discharges into site drains, running into the Medway. Off-site exposure to CO2.
Limited access point to the site (main entrance only).
Fence all around site.
Security staff present at all times.
CCTV coverage of the site, continuously monitored from the security gate.
Fire services 15 minutes away.
Minimal ignition sources in plant area.
Regular site patrols carried out.
6.3 Plane Crash Aircraft hitting the site due to craft failure.
London City airport is approximately 30 km from site.
London Stansted airport is approximately 50 km from site.
London Heathrow airport is approximately 50 km from site.
London Gatwick airport is approximately 50 km from site.
Catastrophic damage with major fire.
Multiple fatalities from the impact, ongoing casualties in the fire.
Major loss of containment from bulk storage vessels, resulting discharges into site drains, running into the Medway. Off-site exposure to CO2.
Ensure that local airports are aware of the Kingsnorth site. Review the need to navigation lights on elevated structures.
6.4 Ground Movement Earthquake, subsidence. Collapse of internals or columns.
Pipeline ruptures, leading to loss of containment, and fracture of site infrastructure.
Potential fatalities due to falling plant and hazardous materials.
Potential exposure to CO2 due to pipeline rupture – possible fatalities due to asphyxiation of personnel in surrounding area.
Potentially significant impact if amine escapes off-site (e.g. into Medway).
Potential groundwater contamination.
Potential CO2 emissions to atmosphere due to CO2 pipeline rupture. CO2 may settle in low lying areas.
An initial site survey has been carried out and no areas of subsidence have been identified.
Site design is to British standards, with additional protection afforded for columns, CO2 ducts and hazardous material storage tanks. Design allows sufficient time and escape routes for rapid evacuation in event of major incident.
6.5 Lightning Strike - Working at height for maintenance and monitoring (whole plant).
Lightning Lightening strike
Fall from height
Injury to operators. None. Avoid / minimise need for working at height.
Standard process and procedures for working at height.
Lightening protection on structures.
Consider impacts of CO2 on emergency vehicles.
All guidewords checked: Y / N
Base case and variation considered: Y/N

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 30 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any liabi l ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
HAZARD SCENARIO CAUSES CONSEQUENCES POTENTIAL IMPACT TO PEOPLE ON AND OFFSITE
POTENTIAL IMPACT TO THE ENVIRONMENT
RECOMMENDED SAFEGUARDS ACTIONS/ COMMENTS
PP4 FGD
4.1 Increased SO2 into capture plant
Malfunction of FGD Potentially overwhelms polisher SO2 removal capacity, reducing CO2 absorption capacity and increasing degradation of amine.
SO2 absorbed in amine, so does not enter treated gas streams.
More sludge being generated.
Potential additional emissions to atmosphere of amine degradation products.
Corrosion of ductwork.
Long term impact of exposure to elevated air emissions of amine degradation products.
Long term impact of exposure to elevated air emissions of amine degradation products.
More hazardous waste.
SO2 measurements on outlet from FGD, activating bypass procedures.
Ensure that caustic feed to quench is able to respond quickly to elevated SO2 concentrations in the flue gas.
Ensure that shut-down and isolation philosophy is aligned to regulatory (environmental permit) requirements, regarding SO2 etc.
4.2 Increased particulate into capture plant
Failure of ESP, FGD unable to remove carryover.
High particulate loading into capture plant, removal during polishing stage in wash water.
Potential for increased sludge.
Potential for blocking wet ESP in quencher and mist eliminator in capture plant absorber.
Potentially reduced / no flow of CO2 to compressor – see CP4.10.
Elevated particulate emissions to air. Elevated particulate emissions to air.
More hazardous waste
Multiple points at which particulate will be removed ahead of capture plant.
Inlet dust monitor on capture plant interlocked with bypass.
Ensure that shut-down and isolation philosophy is aligned to regulatory (environmental permit) requirements.
4.3 Carryover of water droplets into capture plant
Failure of FGD mist eliminator, causes corrosion of duct to capture plant.
Leak / loss of flue gas (see CP1.10).
Liquid potentially collecting in duct, becoming acidic if left to accumulate. May carryover into capture plant quench.
Contamination of quench / polisher water – e.g. chlorides, gypsum, limestone.
Occupational exposure to acid residues during maintenance.
Environmental impact of acid residues. Materials selection for ductwork and polisher.
Ductwork design for drainage.
Routine inspection and maintenance procedures.
Monitoring of emissions – e.g. aerosol picked up by particulate monitoring.
Pressure drop monitoring across FGD demistor.
Ensure that maintenance plan includes consideration of management of acid residues.
Ductwork design to drain down. Avoid long stretches of horizontal ductwork. Spilt demo plant layout may be preferred on this basis.
4.4 Fuel oil into capture plant
Boiler start-up fuel oil carryover Removal in the SO2 polisher in wastewater, or ESP or absorber.
Potential foaming in SO2 polisher, quencher or absorber, with amine carryover to stack.
Increased amine emissions to air. Increased amine emissions to air.
Potential for oil residues discharged to Medway from capture plant polisher.
Multiple points at which oil will be removed prior to, and in, capture plant, hence emission to environment is considered a very low risk scenario. Operational experience of FGD plant operation shows no evidence of oil carryover incidents.
Standard start-up procedures, during which capture plant would be bypassed.
CO2 plant on bypass when oil is used during start-up / shut-down.
Burner safety system - flame scanners with rapid-closing safety valves preventing unburnt fuel entering boiler in event of absence of flame.
4.5 Temperature deviation into capture plant
Gas-gas heater malfunction (stops). Excessive flue gas temperature into FGD capture plant.
Emission of low temperature gas from emissions stack.
Exposure to elevated flue gas concentrations on-site and down wind. Respiratory tract irritation of personnel in local area.
Exposure to elevated flue gas concentrations.
Temperature monitoring throughout plant.
Emergency quench on inlet to FGD.
Capture plant isolation and bypass.

KCP-ENT-CAP-REP-0002 Revision: 03
Project Title: Kingsnorth Carbon Capture & Storage Project Page 31 of 31
Document Title: Kingsnorth CCS Hazard Identification (HAZID) Report
Kingsnorth CCS Demonstration Project The information contained in this document (the Information) is provided in good faith. E.ON UK plc, its subcontractors, subsidiaries, aff i l iates, employees, advisers, and the Department of Energy and Climate Change (DECC) make no representation or warranty as to the accuracy, rel iabil ity or completeness of the Information and neither E.ON UK plc nor any of its subcontractors, subsidiaries, aff i l iates, employees, advisers or DECC shall have any liabi l ity whatsoever for any direct or indirect loss howsoever arising from the use of the Information by any party.
HAZARD SCENARIO CAUSES CONSEQUENCES POTENTIAL IMPACT TO PEOPLE ON AND OFFSITE
POTENTIAL IMPACT TO THE ENVIRONMENT
RECOMMENDED SAFEGUARDS ACTIONS/ COMMENTS
4.6 No flow to capture plant.
Flood of FGD absorber due to overflow of FGD vessel / foaming.
Flow stopped to capture plant.
Trip booster fan.
None. None. High alarm
Procedures
Consider start-up / shut-down strategy and by-pass arrangements.
4.7 Backpressure into furnace.
Recirculation through capture plant causes back pressure and pressurises furnace.
Stalled flow in duct.
Backpressure into furnace.
Harm to staff in vicinity of boiler incident. Potential release of flames and hot gases in boiler house.
None. ID fan controls - increases flow through furnace
Pressure trips – standard controls
Review CFD modelling to determine whether this is a credible scenario, taking into account the interaction between the ID fan and the capture plant booster fan, and the associated ducting requirements (guided).
4.8 Excess flow to capture plant (note – copy to CP2)
Booster fan produces too much flow Excess flow to capture plant.
Increased carryover of amine solvent into flue gas.
Elevated amine emissions to atmosphere.
Elevated amine emissions to atmosphere.
Booster fan controls and protection.
Absorber is designed with a margin for “flooding”.
Consider designing fan so that it cannot exceed capacity of CO2 absorption.
4.9 Potential CO2 relief to stack
After stripper column (unpressurised – 30 °C)
After compressor (40°C before dense phase)
CO2 exposure during maintenance access or workers nearby.
Potential damage to ductwork linings from chilling effect.
CO2 vented into operational areas, causing fatality.
Potential plume visibility during start-up – lower emission temperature and increased water content.
Venting arrangements. See previous recommendations for CO2 venting.
4.10 Caustic carryover from polisher into water return to FGD.
Off specification gypsum Consider during HAZOP.
All guidewords checked: Y / N (in absence of RP).
Base case and variation considered: Y / N