tehnoloski proces proizvodnje ploca ivericapodjela plocaispitivanj ploca,dimenzije ploca atestiranje
U V O D
S A D R A J:
2U V O D
31. PLOE IVERICE
32. PODJELA PLOA IVERICA
53. TEHNOLOKI PROCES IZRADE PLOA IVERICA
63.1. Priprema i izrada iverja
63.1.1. Koranje
73.1.2. Izrada iverja
103.1.3. Sortiranje
103.1.4. Suenje iverja
113.1.5. Transportovanje iverja
113.2. Mijeanje iverja sa ljepilom i dodacima
133.3. Izrada ilima lista ploe
143.4. Presanje ploe
153.5. Krajanje ploa
153.6. Kondicioniranje ili odleavanje ploe
164. LJEPILA U PROIZVODNJI PLOA IVERICA
164.1. Karbamidformaldehidna ljepila (KF)
184.2. Fenolformaldehidna ljepila (FF)
194.3. Melaminformaldehidna ljepila (MF)
194.4. Rrezorcinformaldehidna ljepila (RF)
195. POSTUPCI ZA DOBIVANJE PLOA IVERICA
206. DIMENZIJE PLOA IVERICA
207. ISPITIVANJA PLOA IVERICA
228. ATESTIRANJA PLOA IVERICA
239. ZAKLJUAK
2410. IZVORI I LITERATURA
U V O D
Ploe iverice, kao i ostale ploe od drveta, nastale su kao
rezultat zaustavljanja sve veeg koritenja, a s tim i unitenja
umskog bogatstva. Ploe iverice su jedan od najsloenijih, ali isto
tako i najvanijih proizvoda drvne industrije.
Iverice su se poele proizvoditi jo davne 1958. godine
(Petrinja), a danas na nju otpada 37% od ukupne proizvodnje, kao i
6% na OSB ploe, odnosno ploe iverice za graditeljstvo sa
orijentiranim iverjem. Ploe iverice nalaze sve veu primjenu u
svijetu, pogotovo u proizvodnji namjetaja, jer poveanjem istih
pristupa se racionalnijom iskoristivosti drveta kao i drvnih
otpadaka. Iverica je ploa izraena od ligniceluloznog materijala
(uglavnom iz drveta) i sintetskih ili mineralnih veziva.
Do 1992. godine u BiH postojale su 4 tvornice iverice (Sanski
Most, Bosanska Krupa, Sokolac i Glamo), a poto sada ni jedna od
njih ne radi, ploe iverice se uvoze iz Slovenije, Hrvatske,
Maarske, i drugih zemalja iz okruenja.
Za otvaranje tvornice iverica u FBiH za sad postoje samo ideje i
planovi.
Svi podaci navedeni u ovom seminarskom radu su iz vie izvora,
odnosno, knjiga, udbenika, sa prethodnih predavanja, strunih
asopisa, skripti, Interneta i slino.
1. PLOE IVERICE
Hemijski sastav drvne tvari ine supstance celuloza (oko 50%) i
lignin (oko 30%), te voda drvni sok (oko 17%), mineralne tvari (oko
1%) i sporedni, akcesorni, sastojci drveta smola, tanin, eer, krob,
prirodne boje, drvne gume i dr. (oko 2%).
Ploe dobivene od usitnjenog drveta (iverja) ili drugih
ligniceluloznih sirovina vezanih ljepilom od umjetnih i prirodnih
veziva uz djelovanje topline i tlaka nazivaju se ploe iverice.
Sirovine za proizvodnju ploa iverica mogu biti:
* OSNOVNE: drvo liara (bukva, topola, grabovina, johovina,
hrastovina, lipovina i sl.), drvo etinara (borovina, smrevina,
jelovina) ili druge lignocelulozne tvari.
* POMONE: veziva, koja mogu biti prirodne smole, umjetne
sintetske smole i mineralna veziva, razni otvrdnjivai, puferi,
hidrofobna sredstva, zatitna sredstva i sl.
Sintetske smole u proizvodnji ploa iverica su:
karbamidformaldehidne (KF),
fenolformaldehidne (FF),
melaminformaldehidne (MF),
rezorcinformaldehidne (RF).
Mineralna veziva mogu biti: cement, magnezit, gips i sl.
Tehnika svojstva ploa iverica su data u prilogu ovog rada u
obliku tablica sa minimalnim vrijednostima mehanikih i u granicama
vrijednosti fizikih svojstava.
2. PODJELA PLOA IVERICA
Prema vrsti osnovne sirovine ploe iverice moemo podijeliti
na:
ploe od drvenog iverja (liara i etinara) i
ploe od drugih lignoceluloznih sirovina.
Prema poloaju iverja:
ploe sa vodoravnim poloajem iverja: to su najee troslojne ploe
iverice za optu upotrebu, a zatim jednoslojne za optu upotrebu,
ploe s okomitim poloajem iverja: ine je tzv. okal ploe koje mogu
biti pune (do 22 mm debljine i uplje (debljine od 25 120 mm),
ploe sa vodoravno orijentiranim poloajem iverja.
Po presjeku:
pune ploe i
ploe sa upljinama
Prema strukturi presjeka:
jednoslojne ploe: izrauju se od jednolinog neto krupnijeg
iverja. Ove ploe su porozne i manje vrste, nekvalitetne, a u
industriji namjetaja koriste se za izradu manje uoljivih detalja.
Jednoslojne ploe iverice nemaju veu nosivost. U jednoslojne iverice
ubrajaju je i tzv. lanit ploe izraene od otpadaka konoplje,
nekvalitetna je i rijetko se koristi. dvoslojne ploe: uraene su od
dva nejednako debela sloja iverja. Jedan sloj je grublji, krupniji
na jednoj strani ploe, dok je drugi sloj iverja sitniji, finiji i
poboljava kvalitet ploe. Ove se ploe koriste za oblaganje objekata.
troslojne ploe: sredinji sloj ove ploe je od krupnijeg iverja, a
vanjski od sitnijeg iverja. Vanjski slojevi su glatki i podesni za
povrinsku obradu. Ove ploe imaju najveu primjenu u proizvodnji
ploastog namjetaja. vieslojne ploe: srednji sloj je od krupnijeg
iverja, meuslojevi od finijeg, a pokrivni slojevi od najfinijeg
iverja. ploe s postupnim prelazom strukture presjeka: najkrupnije
iverije je u sredini ploe, te slijedi postupni prijelaz preko
srednje krupnog ka najfinijem iverju na povrini ploe.
Prema obradi povrine:
nebruene ploe,
bruene ploe,
blanjane ploe,
obloene (furnirom, folijom ili drugim materijalom, npr. okal
ploe).
Prema konstrukciji povrine:
ravne ploe,
oblikovane ploe.
Prema uvjetima upotrebe:
tip TP 20 (neotporne na vanjske klimatske uticaje),
tip TP 100 (postojane na visokoj relativnoj vlazi, ogranieno
otporne na vanjske klimatske uticaje),
tip TP 100 G (postojane na visokoj relativnoj vlazi, ogranieno
otporne na vanjske klimatske uticaje, zatiene sredstvom protiv
gljiva).
Prema gustoi:
lake ploe (gustoa do 0,500 g/cm2),
srednje teke ploe (gustoa od 0,500 0,800 g/cm2),
teke ploe (gustoa iznad 0,800 g/cm2).
Prema finoi povrine:
ploe s grubom povrinom,
ploe s normalnom povrinom,
ploe s finom povrinom.
SLIKA 1. Karakteristine vrste ploe iverice
3. TEHNOLOKI PROCES IZRADE PLOA IVERICA
Proizvodnja iverica moe se izraditi po tehnolokom procesu na
etanim i protonim presama. Osnovne faze koje se koriste u procesu
izrade ploe iverica su:
stovarite drvnog materijala,
strojevi za rezanje ili mljevenje,
sabirnici iverja ili skupljai,
sita za prosijavanje iverja,
suenje iverja do odreenog procenta vlanosti,
prosijavanje prosuenog iverja,
dodavanje ljepila i drugih potrebnih vezivnih sastojaka i
mijeanje sa iverjem,
oblikovanje ploe odreenih debljina,
preanje ploe,
kondicioniranje ili odleavanje ploe,
krajanje ploe,
bruenje ploe,
uskladitenje ploe.
SLIKA 2. Tehnoloki proces izrade ploa iverica
3.1. Priprema i izrada iverja
Ova radna operacija obuhvata niz postupaka i to: skidanje kore
sa sirovine, izrada iverja, sortiranje i transportovanje
iverja.
3.1.1. Koranje
Koranje se sastoji u odvajanju kore od drvne mase koja se
uglavnom vri runo ili mainski. Skidanjem kore s trupaca ili po
potrebi sa drvnih otpadaka je obavezno poto bi kora negativno
uticala na pripremu iverja i sam kvalitet ploe. Zagrijavanjem,
parom ili vruom vodom, trupci omekaju te se lake okoravaju.
Mainskim putem s rotirajueg trupca kora se uklanja pomou glava za
skidanje. Jedan ciklus na stroju traje oko 3 minuta za trupce duine
2,7 m i prenika 1 metar.
3.1.2. Izrada iverja
Iverje se izrauje mljevenjem ili rezanjem (iverje je
kvalitetnije ako se proizvodi rezanjem, nego kad se proizvodi
mljevenjem), u raznim vrstama mlinova na debljinu od 0,1 0,3 mm. Iz
mljevenog iverja odstranjuju se sitne estice suho drvo, jer ove
trae vie ljepila i smanjuju vrstou ploe, dovode do vitoperenja
ploe, kao i komadi metala nastali iz prethodnih operacija i sl.
Za vanjske slojeve troslojnih ploa iverica izrauje se rezanjem
vlanog drveta u obliku krpica sa cilindrinim mainama ili na mainama
sa rotirajuim diskovima na kojima su montirani noevi. Iverje je
debelo od 0,2 0,4 mm, a dugo 10 60 mm i iroko 3 30 mm.
Ako je drvo suho, mora se vlaiti sa parom ili toplom vodom da
omeka i da to manje bude sitnih estica.
Strojevi za rezanje su razliitih kapaciteta (400 2.000 kg/h).
Iverai mogu biti primarni i sekundarni. Kvalitet iverja dobiven
primarnim iveraima je kvalitetniji od iverja dobivenog sekundarnim
iveraima, jer se kod primarnog iveraa iverje dobije rezanjem i
usitnjavanjem drva priblino smjeru vlakanaca, pa su im mehanika
svojstva kvalitetnija, tanja su i glaa i upotrebljavaju se za
vanjske slojeve ploa, dok kod sekundarnih iveraa iverje je
neujednaene dimenzije i nedefinisanih smjerova vlakanca, a s tim
loiji je kvalitet, pa se upotrebljavaju u srednjim slojevima
ploe.
SLIKA 3. Iverje dobiveno sjeenjem u primarnim strojevima
a.
b.
SLIKA 4. Primarni iveraia. - sa kontinuiranim gibanjem i b. - sa
periodinim gibanjem valjaka i noeva
SLIKA 5. Sekundarni ivera
Noevi kod oba tipa iveraa izvedeni su u obliku segmenata koji
odreuju duinu iveja. Kod nekih izrada ovih strojeva noevi se mogu
izmjenjivati pojedinano, a kod nekih skupno.
SLIKA 6. Primarni i sekundarni noevi te pritisne lopatice
sekundarnih iveraa
Iverje dobiveno u iveraima dalje ide u mlinove (slika 7.) pomou
ureaja za dovod sirovine (slika 8.), gdje se potiskivanjem na sito
iverje drobi na razliite veliine (slika 8. i 9.). Magnetne ploe u
ureaju za dovod sirovine slue za prikupljanje raznih komada metala
koji se mogu nai sa iverijem, a nastali u toku dobivanja iverja od
alata i maina. Mlinovi su u sutini namijenjeni za fino usitnjavanje
iverja koje e se koristiti za izradu vanjskih slojeva ploa
iverica.
SLIKA 7. ematski prikaz mlina: 1 postolje; 2 bubanj s
lopaticama; 3 ureaj za dovod sirovine; 4 ureaj za transport iverja;
5 - elektromotor
SLIKA 8. Izrada iverja u mlinu - prikaz
SLIKA 9. Otvori sita i veliina iverja dobivena njihovom
upotrebom
TABELA 1.
Specifina povrina iverja razliitih vrsta drveta u ovisnosti o
debljini i gustoi
- to manja gustoa drva, to je vea specifina povrina.
3.1.3. Sortiranje
Sortiranje je vano ako je sirovina loija, a vri se pomou
horizontalnih ili nagnutih sita ili pomou zraka. Moe se vriti prije
ili poslije suenja. (Mehaniki sortirer) (Bokostrujni zrani
sortirer)
(Protustrujni zrani sortirer)
SLIKA 10. Sortiranje iverja
3.1.4. Suenje iverja
Suenje iverja se vri iz razloga to sirovina pripremljena za
izradu iverja sadri u sebi vei postotak vlage od dozvoljenog u
postupku proizvodnje ploa iverica, pa se iverje sui na 5 12% vlage
to zavisi od vrste ljepila iz kojeg e iverje takoer primiti
izvjesnu koliinu vlage. Iverje za vanjske slojeve ploe mora biti
vlanije od onog za srednji sloj. Iverje se sui u suionicama
izraenim za ovu vrstu suenja, kao to su: rotirajui cilindar,
bubanj, suionica sa beskonanom trakom, tanjirasta, suionica u kojoj
iverje lebdi, suionica sa sapnicama i sl.
Mlazna suara
Mehaniko-konvekciona suara
SLIKA 11. Vrste suara
3.1.5. Transportovanje iverja
Transport iverja preteno se vri pneumatski pomou snane struje
zraka u silose, spremita u manjim koliinama i sl.
Silosi mogu biti razliitih izrada. Krupnije sirovo iverje je tee
i osjetljivije za uskladitenje jer je sklono stvaranju tzv. postava
i zaepljenja u silosu.
Osueno iverje se transportuje u silose u kojima se skladiti, a
odatle se transportuju u daljnju proceduru.
SLIKA 12. Ureaj za transport gotovog iverja u daljnju obradu
3.2. Mijeanje iverja sa ljepilom i dodacima
Da bi iverje spresali i napravili plou, na iverje se dodaje
tanak sloj ljepila od umjetnih supstanci i razni dodaci. Ova radna
operacija se izvodi na razliitim mjealicama (mehanikim, automatskim
i sl.), koje rade kontinuirano i diskontinuirano.
Kod diskontinuiranog procesa, ljepilo se isprska pod pritiskom i
to odreena odvagana koliina koja kad se istroi, tj, kada se
isprazni od izmjeanog iverja i ljepila sa dodacima, ponovo se puni
odreenom koliinom ve nabrojanog i ponavlja se proces.
Strojevi koji rade kontinuirano, iverje se stalno transportira
kroz stroj gdje pomou sapnica ljepilo sa dodacima se nanosi na
iverje u vidu magle sitnih kapljica mikroskopskih promjera pod
odgovarajuim pritiskom kroz dizne. Kod ove radne operacije neobino
je vano da je ljepilo ravnomjerno naneseno o emu zavisi kvalitet
ploa, radi ega se treba strogo pridravati recepture pripreme
supstanci. Vanjskim slojevima iverja u ploi dodaje se 8 15%, a u
srednjem 4 8% ljepila od teine iverja bez vode.
SLIKA 13. ematski prikaz visokoturanog nanosaa ljepila (Fa
LDIGE)
kod kojeg se rashlauje osovina i plat
Nain pripremanja komponenti za nanoenje pripremljenog ljepila na
plou ivericu za vanjski i srednji sloj prikazan je ematski (slika
br. 14.).
SLIKA 14. Petokomponentna volumetrijska kuhinja ljepila
Legenda: LJ ljepilo; V voda; O otvriva (kontakt); E hidrofobno
sredstvo; R rezerva (zatitno sredstvo).Nanos ljepila se moe
izraunati po obrscu:
gdje je:a specifina povrina iverja,
f utroak ljepila
r0 gustoa drveta,
d debljina iverja
S poveanjem debljine iverja, linearno se poveava i nanos
ljepila, kao i vea gustoa vei nanos ljepila.
SLIKA 14. Nanosi ljepila u zavisnosti o gustoi drveta, debljini
iverja
i dodatku suhe tvari iverja
TABELA 2.
Nanos ljepila u ovisnosti o debljini iverja i gustoi
3.3. Izrada ilima lista ploe
Iz iverja na kojem je ve raspreno ljepilo na razne naine formira
se ilim ili list ploe, pod pritiskom i temperaturom.
U izradi troslojnih ploa prvo se natrese vanjski sloj, zatim
srednji pa opet vanjski sloj. Iverije za vanjske slojeve je tanje
od iverja za srednji sloj zbog toga to vanjski slojevi moraju biti
kvalitetniji i tvri za dalju obradu, a u principu su i tanji od
srednjeg sloja iverice.
Sljepljivanje ploa iverice sa ploama za preanje sprijeava se
prskanjem metalnih ploa prese sa parafinom.
SLIKA 15. Natresna stanica firme "Wrtex":
1 prostor za zalihu (bunker); 2 prenosna traka; 3 vaga; 4 -
tegovi vage; 5 dozirni valjak; 6 zatitne klapne; 7 prostor za
zalihu ispod vage; 8 razdjelni valjak; 9 razdjelni lijevak; 10
Traka za odbacivanje; 11 dozirni valjak; 12 valjak za odbacivanje;
13 natresni valjci
3.4. Presanje ploe
Osnovni parametri presanja su temperatura, tlak i vrijeme
presanja.
Presanje se vri diskontinuirano ili kontinuirano. Prvo se sloj
iverja presa na hladno kod pritiska od 5 30 kp/cm2, da bi se njima
lake rukovalo.
Diskontuiranjo presanje radi se po operacijama punjenja,
zatvaranja prese i presanja, otvaranja prese i pranjenja prese.
Temperatura presanja podrazumijeva temperaturu ploa vrue
hidrauline prese, zavisi o vrsti ljepila i debljini na koju se ploa
presa, tako da sa karbamidformaldehidnim ljepilima temperatura
iznosi 130C, a fenolformaldehidnim ljepilimo od 130 - 160C.
Pritisak je razliit, a najmanji je za lake ploe, pa srednje i teke
ploe.
Ciklus presanja traje 0,25 0,3 min po 1 mm debljine ploe. Ako se
zagrijavanje vri visokofrekventnom strujom, proces se moe
skratiti.
Pod ciklusom presanja podrazumijeva se cjelokupno vrijeme od
momenta poetka ulaganja "sirovog kolaa" ploe u presu, do momenta
kada je ploa izvaena iz prese.
Kod presanja, zbog visoke temperature ploa prese, brzine
otvrdnjavanja ljepila i malih dimenzija iverja (0,1 0,3 mm), veoma
je vano da se radni pritisak u presi ostvari prije apsolutne
osuenosti, pogotovo iverja na povrini to bi dovelo do loe kvalitete
gotove ploe. Zbog toga se ljepilu koje se nanosi na iverje za
srednji sloj ploe dodaje vea koliina otvrdnjivaa.
Ploe prese zagrijavaju se parom, vruom vodom ili vruim uljem.
Tlak presanja poveava dodirne povrine izmeu iverja u ilimu, a
iznosi izmeu 1,2 i 4,0 MPa.
Brzina prolaska ilima kroz presu beskonane pritisne trake je
cca. 4,9 m/min.
U toku razvoja ploa iverica razvilo se i nekoliko postupaka za
proizvodnju u etanim i protonim presama. Kod novih hidraulinih
vieetanih presa ploe se zatvaraju istovremeno, a eljene debljine
ploa iverica obavljaju se elektrinim putem
SLIKA 16. Jedan od moguih ciklusa presanja ploe iverice
SLIKA 17. Punjenje i pranjenje vieetane prese
Na slici 17. moemo vidjeti da se, to je i obiaj u presanju, pune
i prazne istodobno. Punjenje prese je obino vezano za njeno
pranjenje.
3.5. Krajanje ploa
Po diskontinuiranom postupku krajanje se vri krunom pilom na
pravokutni oblik pri emu otpada 8% ploe, to zavisi od naina izrade
i kontrole.
Otpadci se koriste za srednji sloj troslojnih ili za jednoslojne
ploe iverice.
U kontinuiranom postupku (Bartrev postupak), ploe se samo krate
na potrebnu duinu, a izrauju se u fiksnoj irini.
Dimenzija i kvalitet ploa propisuju standardi te se toga
proizvoai moraju pridravati.
3.6. Kondicioniranje ili odleavanje ploe
To je postupak koji se izvodi radi aklimatizacije ploe prije
upotrebe, a moe se izvesti na transportnoj traci ili na posebnim
sloajevima u prostorijama za kondicioniranje gdje se koriste i
letvice te ploe moraju odleati sve dotle dok se vlanost ne izjednai
u ploama.
4. LJEPILA U PROIZVODNJI PLOA IVERICA
Za proizvodnju ploa iverica pored osnovne sirovine drva, koriste
se i pomone sirovine ljepila.
Koja emo ljepila koristiti zavisi i od namjene ploa iverica.
Uglavnom su to sintetske smole. Tako za proizvodnju ploa tipa TP 20
namijenjenih za proizvodnju namjetaja i optu upotrebu, koristi se
karbamidformaldehidno (KF) ljepilo. Fenolformaldehidna (FF)
ljepila, melaminformaldehidna (MF) i rezorcinformaldehidna (RF)
ljepila koriste se za proizvodnju ploa tipa TP 100 i TP 100 G
namijenjenim za upotrebu u graevinarstvu.
Poto je formaldehid gas, ne moe se dobiti u istom obliku, nego
obino kao formalin, tj. 40% vodeni rastvor formaldehida (CH2O).
Njegov sastav je: formaldehid 36%, metilalkohol 12% i voda 52%.
Mogue su i smjee ili kombinacije karbamid-melaminformaldehidnih
ljepila, karbamidformaldehidnih-furfurolnih ljepila,
fenol-karbamidformaldehidnih ljepila,
karbamid-rezorcinformaldehidnih ljepila,
karbamid-diciandiamidformaldehidnih ljepila i sl.
4.1. Karbamidformaldehidna ljepila (KF)
To su suspenzije karbamidformaldehidne smole u vodi. Proizvode
se kao otopina ili u obliku praha. Prednosti ovog ljepila su brzo
otvrdnjavanje na visokim temperaturama ili dodatkom hemijskih
katalizatora, dobra adhezijska svojstva, spoj bezbojnog presjeka,
visoka vrstoa spoja, netopivost otvrdnute smole u vodi,
neagresivnost i sl.
Kao nedostatak ovog ljepila je neotpornost u ekstremnim
klimatskim uvjetima, emisija formaldehida, kratak vijek
uskladitenja (na 20C 28 dana).
U posljednje vrijeme ova ljepila su modificirana, poveana su im
hidrofobna svojstva i otpornost na vodu. U svijetu se koriste preko
90%, a osim primjene u proizvodnji ploa iverica koriste se i u
ostalim podrujima drvne industrije (proizvodnja panel i furnirskih
ploa i sl.).
KF-ljepila se isporuuju nepripremljena, te se prije same
upotrebe treba izvriti njihova priprema za koritenje.
Prilikom proizvodnje ploa iverica ova ljepila se koriste s malim
viskozitetom (30 50 sec. po F 0/4 mm) i relativno niskom
koncentracijom 45 50%. Mali viskozitet je neophodan da svaki iver
bude, praktino, nakvaen ljepilom po cijeloj povrini to ini
kvalitetniju plou. Ljepilu se dodaje otvrdnjivai soli jakih
kiselina, najee amonijumhlorid (NH4Cl) u odgovarajuoj koliini koji
ubrzava proces otvrdnjavanja ljepila i smanji koliinu slobodnog
formaldehida u ljepilu i njegovo izdvajanje prilikom proizvodnje
dalje eksploatacije. Ako je i dalje emitovanje slobodnog
formaldehida vee od dozvoljenog uz otvrdnjiva se dodaje sirovi
karbamid i amonijana voda. Osim amonijhlorida kao otvrdnjiva
ljepilu se moe dodati i amonijsulfat (NH4)2SO4 i njihove mjeavine.
Otvrdnjavanje KF ljepila praeno je promjenama pH vrijednosti, to
zavisi od temperature, koliine i vrste dodanog otvrdnjivaa.
Otvrdnjiva se priprema slijedei nain:
1. amonijhlorid NH4Cl (20%-tna vodena otopina) priprema se
odvagom 20 g NH4Cl i otapanjem u 80 ml destilirane vode.
2. karbamid (NH2)2CO (20%-tna vodena otopina) priprema se
odvagom 20 g (NH2)2CO i otapanjem u 80 ml destilirane vode.
3. amonijak NH3 (isporuuje se ka 25%tna vodena otopina)
Primjenjuju se ove recepture:
A = 1% NH4Cl
B = 1% NH4Cl + 5% (NH2)2CO
C = 4% NH4Cl + 5% (NH2)2CO
D = 1% NH4Cl + 5% (NH2)2CO + 0,25% NH3E = 1% NH4Cl + 5% (NH2)2CO
+ 0,50% NH3Receptura ljepila, odnosno koliinski odnos komponenti
moe biti razliit, a jedan od mogunosti je dat u tabeli 3.:
TABELA 3.
Komponente
Teinskih djelova
Karb. ljepilo (70%)
100
Paraf. emulzija (40%) 7
Kontakt (20%)
8
Voda
19
Ukupno:
134
KF ljepila na tritu su prisutna pod razliitim nazivima (Lendur,
Hiacol i sl.).
U slijedeoj tabeli br. 4. prikazane su fiziko-hemijske
karekteristike ovih ljepila gdje proizvoa "Lendur" garantira
vrijednost u odreenim granicama, a "Hiacol" definira tane
vrijednosti za svaku seriju.
TABELA 4.
Fiziko-hemijske karakteristike KF ljepila
U sluaju vee vodootpornosti u karbamidformaldehidna ljepila se
dodaje manje koliina melaminformaldehidnog ljepila, koji isto tako
poboljava i odvajanje ploa iverica od metalnih ploa prese. Jedna od
receptura ljepila sa dodatkom melaminformaldehidnog ljlepila
prikazan je u tabeli 5.
TABELA 5.
Komponente
Teinskih djelova
Karb. ljepilo (70%)
100
Paraf. emulzija (40%) 8
Melami. Ljepilo (suho) 20
Kontakt (20%)
10
Voda
30
Ukupno:
168
4.2. Fenolformaldehidna ljepila (FF)
Ova ljepila su suspenzije fenolformaldehidne smole u vodi. I one
se proizvode kao otopine ili u prahu. Primjenjuju se u proizvodnji
vodootpornih slojevitih ploa, ploa iverica, vlaknatica i
lameliranih graevinskih konstrukcija. U izradi vodootpornih ploa
iverica i ova ljepila kao i KF se koriste sa malim
viskozitetom.
Prednosti ovog ljepila su dobra athezijska svojstva, visoka
vrstoa spoja, otpornost u ekstremnim klimatskim uvjetima, brzo
otvrdnjavanje na visokoj temperaturi i uz dodataka hemijskih
katalizatora, neograniena topivost neotvrdnute smole u vodi.
Nedostaci ovog ljepila su tamna boja sljubnice, otrovnost zbog
fenola, agresivnost. Uskladitenjem na temperaturi od 20C moe biti 6
mjeseci.
Kao katalizatori FF ljepiloma koriste se natrijum hidroksid
(kaustina soda NaOH) koje je i dispergirajue sredstvo i regulator
pH sredine, amonijana voda (NH4OH - katalizator reakcije i
regulator pH sredine), koja predstavlja otopinu sintetskog gasa
amonijaka (20 25%) u vodi, hidrat oksida barijuma (BaOH)2(H2O)8, te
sulfatna kiselina kojoj se dodaje do 1% sumporne kiseline.
Ghrafiki prikaz otvrdnjivanja FF ljepila prikazano je na slici
18. gdje je ljepilo u stadiju rezola (A) itko, u meustadiju rezitol
stanja (B) ljepilo bubri ili se razmekava i dalje zagrijavanje,
odnosno dranje ljepila zagrijanog prelazi u otvrdnuto stanje, tj,
stadij (C) rezit uz stvaranje prostorne strukture molekula
ljepila.
SLIKA 18. Grafiki prikaz prelaska ljepila iz tenog u kruto
stanje:
A stadij rezola;
B stadij rezitola;
C stadij rezit.
Kako KF-ljepila tako i FF-ljepila se isporuuju nepripremljena,
te se prije same upotrebe treba izvriti njihova priprema za
koritenje.
4.3. Melaminformaldehidna ljepila (MF)
Reakcijom polikondenzacije melamina i formaldehida nastaju
melaminformaldehidne smole koje se primjenjuju u proizvodnji
plastinih masa, materijala za povrinsku obradu, ljepila za drvo,
obloenih folija i sl. Vodootpornost otvrdnutog melaminskog ljepila
(zagrijavanjem), otpornost na svjetlo, po toplotnoj i hemijskoj
stabilnosti bolji su od karbamidformaldehidnih i
fenolformaldehidnih ljepila. Melaminformaldehidno ljepilo se najvie
koristi za lijepljenje drveta koje e due vremena biti izloeno
atmosferskim uticajima vode, poveanoj vlazi i sl. Zbog veoma visoke
cijene ova ljepila se manje primjenjuju, uglavnom se koriste kao
dodaci ostalim ljepilima radi poveanja vodootpornosti i elastinosti
zalijepljenih spojeva.
Uskladitenjem na temperaturi od 20C mogu biti oko 2
nedjelje.
4.4. Rrezorcinformaldehidna ljepila (RF)
Ova ljepila se dobivaju reakcijom polikondenzacije rezorcina sa
formaldehidom u vodenoj ili alkalnoj sredini. Rezorcinformaldehidna
ljepila mogu se primijeniti za lijepljenje na hladno ili uz poveane
temperature. Postiu veoma visoku vrstou zalijepljenih spojeva,
otporna su na vlagu, mikroorganizme, mogu izdrati trajna optereenja
i sl. Koriste se u lijepljenju lameliranih i slinih nosaa vrlo
velikih raspona, perploa namijenjenih za najtee atmosferske uvjete
i sl. Visoka cijena ograniava koritenje ovih ljepila u masovnoj
upotrebi.
Uskladitenjem na temperaturi od 20C mogu se ouvati relativno
dugo vrijeme.
5. POSTUPCI ZA DOBIVANJE PLOA IVERICA
Postoji niz postupaka za dobivanje ploa iverica. Zadatak svakog
je da proizvede to kvalitetniju plou ivericu.
Najznaajniji postupci u dobivanju ploa iverica su:
1. Behrov postupak primjenjuje se u izradi srednje tekih ploa,
koje se uglavnom upotrebljavaju u proizvodnji namjetaja i
graevinarstvu. Srednji slojevi imaju deblje, a vanjski tanje i
finije iverije;
2. Fahrni (novopan) postupak primjenjuje se za izradu troslojnih
iverica sa rezanim iverjem sa vanjske strane i mljevenim iverjem za
unutarnji sloj. Presanje se vri u etanim presama 15 30 minuta na
temperaturi od 130 - 150C. Ploe se upotrebljavaju u graevinarstvu,
proizvodnji namjetaja i sl.;
3. Kreibaumov (okal) postupak primjenjuje se za izradu okal ploa
iz drveta etinara: smra, bor, ari i drveta liara: bukva, hrast,
topola, joha i sl. Pojedine vrste drveta mogu se meusobno mjeati.
Iverje se sui sa 40 80% na 4 6% vlage, mjea se sa ljepilom i nabija
u kanalkoji se grije parom ili vruom vodom. Iz prese izlazi
neprekidna traka sljepljenog iverjau koje ugradnjom cijevi u
debljim ploama dobivamo ploe sa upljinama. Tanje ploe iz
postrojenja izlaze koso, a deblje okomito. Takva beskonana traka
iverice se krati na zadane duine. Ove ploe veinom slue kao
srednjice koje se oblau sa furnirima ili drugim materijalima ime im
poboljavamo kvalitet i umanjujemo mogunost bubrenja. Upotrebljavaju
se za namjetaj, vrata, tv i radio kutije, u brodogradnji,
graevinarstvu. uplje ploe su dobre kao izolatori, a upljine slue za
postavljanje raznih instalacija.
4. Od ostalih to su Bartrev (kontinuirani), vedski (JI-TE) i
sl.
6. DIMENZIJE PLOA IVERICA
Osnovni formati ploa iverica su:
irina (mm)Duina (mm)
12202440
12502520
12702520
15802100
16002500, 2550
17502750, 3600, 3660
18003660
18103660, 3710
18303660
18502600, 2750, 3660, 4100, 5200, 5250, 5500
20502000, 2500, 2750, 2815, 3600, 3950, 4800,
5240, 5250, 5430, 5500, 5630
21005250
21502000, 2150, 2700, 2815,5400, 5500, 5650
Ploe se izrauju u debljinama od 3,0 mm rastui na vie: 3, 4, 5,
6, 8, 10, 12, 13, 15, 16, 18, 19, 22, 25, 28, 32, 38 mm.
Dozvoljena su navedena odstupanja debljine:
za bruene ploe debljine do 20 mm ............... 0,3 mm
za bruene ploe debljine vee od 20 mm ....... 0,4 mm
za nebruene ploe debljine do 20 mm ........... 0,8 mm
za nebruene ploe debljine vee od 20 mm ........... 1,0 mm
7. ISPITIVANJA PLOA IVERICA
Za ispitivanje industrijski proizvedenih ploa iverica uzimaju se
najmanje tri ploe predstavnika serije. Od svake odabrane ploe
predstavnika uzima se najmanje jedan uzorak za ispitivanje kakvoe.
Uzorci se uzimaju najamnje 50 mm od ruba ploe predstavnika
ravnomjerno po irini, strane ispitnog uzorka moraju biti okomite
jedna na drugu, kao i na povrinu, ravne i glatke, a rubovi otri i
neoteeni. Doputeno odstupanje od nazivne mjere iznosi 101 mm.
Za mjerenje dimenzija, ravnosti rubova i pravokutnosti ploe,
ploa se uskladituje 3 7 dana u normalnim skladinim uvjetima, a od
opreme za mjerenje potrebna je pomina mjerka (tanost oitanja 0,1
mm), mjerna traka sa podjelom na 1 mm (mjerno ravnalo), ica i
kutnik. Debljina se mjeri na udaljenosti od 50 mm od rubova (slika
19.).
SLIKA 19. ema mjernih mjesta
Duina i irina ploe mjeri se izmeu dvije take na udaljenosti od
100 mm od ruba s tanosu od 1 mm (slika 20.).
SLIKA 20. ema mjerenja duine i irine
Ravnost rubova ploe se radi pomou ice koja se zategne na dva
kuta ploe, odstupanje se mjeri na najveoj udaljenosti od 1 mm.
Odstupanje od prvog kuta mjeri se na sva etiri kuta ploe, ako su
rubovi ispupeni oznaavaju se sa (+), a udubljeni sa (-). Isto se
odnosi i na dijagonalnu tanost ploe.
Utvrivanje odstupanja od ravnine utvruje se na osnovu deset
uzoraka izloenim vlazi, temperaturi i cirkulaciji zraka do 7 dana,
a nakon toga se na osnovu svih ispitanih uzoraka uzima artimetika
vrijednost deformacija svih ploa.
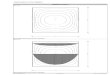
a) dimenzije uzorka
b) nain izlaganja
SLIKA 21. Uzorci se postavljaju na stupove u psudama za
izlaganje
8. ATESTIRANJA PLOA IVERICA
Atestiranje ploa iverica za optu upotrebu i graevinarsto
propisuje se standardima (prilog br. 10.). U sluaju ploa na bazi
drveta to je standard EN 13986: 2004.
EN 13986:2004 Ploe na bazi drveta za upotrebu u graevinarstvu -
Karakteristike, ocjenjivanje usklaenosti i oznaavanje.
Veoma je vano istai da evropski standardi progresivno zamjenjuju
nacionalne standarde odnosno standarde pojedinih drava.
Ispitivanje ploa iverca podlijeu:
dimenzije,
sadraj vode,
debljinsko bubrenje,
savojna vrstoa,
vlana vrstoa,
gustoa
koliina emisije formaldehida.
Nakon atestiranja to se provodi po navedenom nainu ispitivanja
ploa iverica, ovlatena struna osoba pravi zapisnik i izvjetaj o
ispitivanju.
Atest se izdaje ako proizvod ispunjava minimum uvjeta propisanim
normama.
Za uvoznika ploa iverica atest je pokazatelj kvalitete ploe
iverice i osposobljenosti proizvoaa za proizvodnju kvalitetnih
ploa.
Standardizacija takoer obezbjeuje osnovu za procedure
certificiranja, ija namjera je da proizvodi dobiju pristup tritu
pod najpovoljnijim uvjetima, kako sa stajalita proizvoaa tako i sa
stajalita korisnika proizvoda.
9. ZAKLJUAK
Ve neko vrijeme prisutna je inicijativa za stvaranje kapaciteta
- tvornica za izradu ploa od iverja. Ovo razmiljanje treba veoma
podrobno ispitati. Jedna nova ekonomski samoodriva tvornica za
izradu ploa od iverja zahtijeva investiciju od oko 100 miliona EUR.
Kapacitet samo jedne takve tvornice na podruju BiH, sa sadanjim
nivoom produkcije, ne bi mogao da bude utroen. Izvozno trite
namjetaja od iverice zavisi od niskih cijena i predstavlja
potisnuto trite. Proirenjem EU dolazi do izjednaavanja trokova za
lica, koje vodi do konkurentnog pritiska u ovom segmentu.
Namjetaj od iverice, opravdava svoje plasiranje na trite na
nivou domaeg trita i onog u bliem okruenju. Za to neophodni
sortimenti mogu biti pokriveni iz uvoza. Tu treba razgraditi
eventualne uvozne barijere. Vlada BiH bi trebala stvoriti
odgovarajue okvirne uslove.
10. IZVORI I LITERATURA
1. Vladimir, B. i Vladimir, J. Ploe iverice i vlaknatice,
umarski fakultet Zagreb, Zagreb, 1996.
2. Irena, D. Alatni strojevi u obradi drva 2, Zagreb, 2001.
3. Alberto, B. Gluing Wood, Catas, Udine, 1995.
4. Al. P, Mehanika i hemijska prerada drveta, Svjetlost,
Sarajevo, 1954.5. Murat, B. Lijepljenje u tehnologijama prerade
drveta, Bosna Public, Sarajevo, 1996.6. Vlaho, D. Alati, maine i
ureaji u drvnoj industriji - kolski udbenik, Svjetlost, Sarajevo,
1988.Literatura sa Interneta:
1. Znanstveno struni asopis "Drvna industrija".2. Tehniki vodi
za izvoznike proizvoda od drveta.Internet adrese:
1. www.iverica.hr2. www.poslovniforum.hr
3. www.pinoles.com4. www.interlignum.rs.ba5. www.gradimo.hr6.
www.frischeis.hr7. www.como.co.yu8. www.usaidcca.ba9.
www.drvotehnika.co.yu10. www.sigma.hr11. www.elitesecurity.org12.
www.rez.ba Statistiki podaci iz 1995. godine.
Taslaman, S. Anatomija i tehnologija drveta, Sarajevo, 1989,
str. 57. - 59.
U nekim zemljama ploe iverice se dobivaju od otpadaka konoplje,
komue, lana i sl.
Vladimir, B. i Vladimir, J. Ploe iverice i vlaknatice, Zagreb,
1996, str. 16.
Napomena: uveene eme slika sa legendama su u prilogu ovog
rada.
Isto
Prilog broj 7.
Tabelarni prikaz koliine nanesenog ljepila za svojstva bukovog
iverja izraenog na iverau i u mlinu u prilogu br. 8. ovog rada.
Al. P, Mehanika i hemijska prerada drveta, Svjetlost, Sarajevo,
1954, str. 36.
Vladimir, B. i Vladimir, J. Ploe iverice i vlaknatice, Zagreb,
1996, str. 89.
Murat, B. Lijepljenje u tehnologijama prerade drveta, Bosna
Public, Sarajevo, 1996, str. 62.
Pare i otopine formaldehida su toksine i nadraujue tetno djeluju
na kou i sluznice (nos, oi, respiratorne organe i sl.).
Uvozi se preko 62% materijala za potrebe drvoprerade BiH.
PAGE 21
_1241239910.unknown