Embed Size (px)
Citation preview
BUŠAĆI PRIBOR
Bušaći pribor, složena kompozicija više različitih bušaćih elemenata, koristi se za izvršavanje sledećih operacija: - prenos obrtnog momenta, dobijenog od pogonskog motora preko transmisije i rotacionog stola, na radni organ, dleto; - prenos aksijalnog opterećenja na dleto; - dovod bušaćeg fluida (isplake) do čela kanala bušotine; - podizanje i spuštanje dleta, uređaja za merenje, ispitivanje, remont i otklanjanje havarija. Ostale funkcije: - Stabilizovanje sastava bušaćeg pribora na dnu bušotine u cilju
maksimalnog ublažavanja vibracija i poskakivanja dleta - Održavanje i kontrola projektovanog ugla pada i azimuta kanala
bušotine - Testiranje nabušenog produktivnog sloja kroz kolonu bušaćeg pribora - Karotažna merenja kroz bušaću kolonu, kada se klasičan pribor za
testiranje bušotine ne može spustiti u otvorenu bušotinu.

Kompozicija bušaćeg pribora – sve komponente koje čine pribor za bušenje koji se spušta u bušo9nu i sa kojima se izrađuje bušo9na: Pribor gornjeg dela bušo9ne -‐ Radna (vodeća) šipka; -‐ Bušaće šipke
-‐ Standardne -‐ Teške
Pribor na dnu bušo9ne -‐ Teške šipke -‐ Stabilizatori -‐ Amor9zeri udara -‐ Udarači/izbijači -‐ Dleto za bušenje

Davorin Matanović, Tehnika i tehnologija busenja, RGN, 2007.

BUŠAĆI PRIBOR
Složeni zahtevi: -‐ Pouzdanost; -‐ Obezbedjenje potrebne snage; -‐ Transport isplačnog fluida čine da materijali, koji se koriste za izradu bušaćeg pribora, moraju da poseduju: -‐ dobra fizičko-‐mehanička svojstva; -‐ mogućnost termičke obrade; -‐ otpornost na eroziono i abrazivno habanje; -‐ otpornost na koroziju.
Najčešći uzroci kvarova: -‐ zamor materijala na zavojnim spojevima; -‐ zamor materijala spojnice; -‐ gubitak fluida zbog nedovoljne herme9čnos9 spojeva; -‐ eroziono, koroziono, abrazivno habanje, itd.

Kompozicija bušaćeg pribora se formira na osnovu: -‐ fizičko-‐mehaničkih karakteris9ka stenskog materijala, -‐ konstruk9vnih zahteva bušo9ne (završni prečnik, nagib bušo9ne, itd), -‐ zahteva u pogledu čvrstoće pribora (osno opterećenje, maksimalni obrtni
moment, itd.)
Osnovni zadatak projektanta je da, sa, što je mogućom manjom masom pribora, ostvari zahtevane parametre bušo9ne. Dva osnovna manevra: -‐ Dodavanje komada bušaće šipke radi produžavanja pribora za izbušeni interval u
dužini radne šipke -‐ Izvlačenje i spuštanje pribora radi zamene dleta (sekcije, sveće, pasovi) Opterećenje: -‐ Aksijalno (težina) -‐ Radijalno (pri9sak u bušo9ni, pri9sak isplake) -‐ Torzono (rotacija I promenjivo ciklično naprezanje usled izvijanja ) Šipke se medjusobno spajaju preko konusnih navoja sa krupnim korakom (4-‐6 navoja na 1”)

Radna šipka Radna šipka, obrtni moment dobijen od rotacionog stola (preko uloška i pogonskog klina/kupole), prenosi na kompoziciju bušaćeg pribora. Nosi ukupni težinu kolone bušećeg pribora, izložena je maksimalnom naprezanju upredstavlja najopterećeniji element bušaćeg pribora.
Hrom-‐molibdenski čelik visoke čvrstoće; Termička obrada može bi9 izvedena po jednom od sledećih postupaka: -‐ kaljenjem i opuštanjem pune dužine; -‐ radni deo je normalizovan i otpušten a krajevi su kaljeni i opušteni. Tvrdoća površina je HB 285-‐341.
Radna šipka
Pogonski (glavni) uložak
Pogonska kupola (klin)
Prelazni komad (zaš9tnik) radne šipke

Dužina po API: standardna 12,19 m (40 c); opcija 11,28 do 16,46 m (37 do 54 c) Spoljašnji i unutrašnji prečnici po API standardu su: − Radne šipke kvadratnog preseka: spoljašnji prečnik: 63,5-‐133,35 mm (2 ½-‐5 ¼ '');
unutrašnji prečnik: 31,75-‐82,55 mm (1 ¼-‐3 ¼ '') − Radne šipke šestougaonog preseka: spoljašnji prečnik: 76,2-‐152,4 mm (3-‐6'');
unutrašnji prečnik: 38,1-‐88,9 mm (1 ½-‐3 ½'')
Na donji desni navoj se navrće prelaz sa gumenim zaš9tnikom u cilju sprečavanja oštećenja usled čestog odvrtanja i zavrtanja.
1 c = 0.3048 m 1” = 0.0254 m
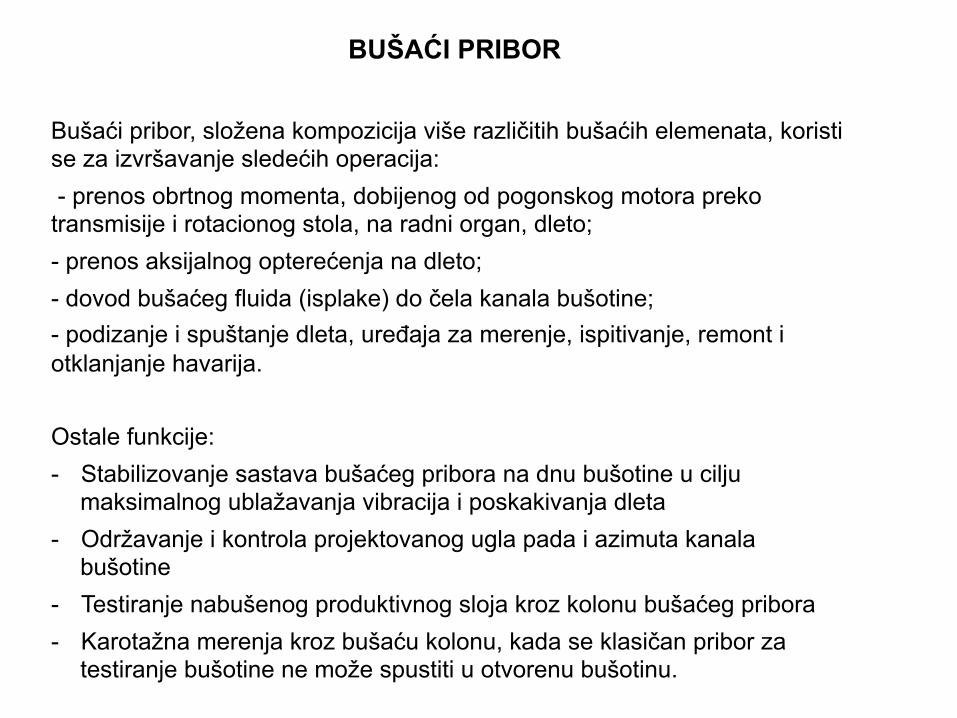
Oštećenja radne šipke: -‐ Savijanje – nepravilno skladištenje I manipulacija -‐ Oštećenje radnog dela
-‐ Zamor materijala na krajevima -‐ prelazu iz radnog u ojačani deo šipke i na sredini jer je maksimalno opterećena na izvijanje; Šestostrane povoljnije
-‐ Zaobljenje radnog dela šipke unutar uloška kupole -‐ Nove radne šipke koris99 sa novim valjcima -‐ Valjke podesi9 na minimalni zazor -‐ Kontrola pogonskih elemenata Kalibracija pogonskog dela i otvora korišćenjem kalibracijskih rukavaca i vretena.
Radna šipka
Pogonski (glavni) uložak
Pogonska kupola (klin)
Prelazni komad (zaš9tnik) radne šipke
UGAO UGAO

Bušaća šipka Bušaće šipke (Drill pipe), su čelične (bešavne) ili aluminijumske cevi, okruglog poprečnog preseka, sa konusnim navojima na krajevima koje sluće za prenošenje rotacije na dleto I transport isplake od površine do dleta.

Bušaća šipka Spoljašnji prečnik: 60,3 mm do 168,3 mm Dužina: 8,23 do 9,14 m (grupa 2, 27 do 30 c); 11,58 do 13,72 m (grupa 3, 38 do 45 c) Izradjuju se iz jednog komada, probijanjem kao bešavne cevi, API standard (E, X-‐95, G105, S135) propisuje karakteris9ke materijala (granicu tečenja, minimalnu zateznu čvrstoću, žilavost I dr.). Otpornost na gnječenje definiše silu ili pri9sak potreban za gnječenje cevi. Otpornost materijala na uvijanje (torziju) definiše moment uvijanja koji se može prene9 bez trajne deformacije (obično manja nego otpornost spojnice). Otpornost na pucanje je definisana pri9skom koji dovodi do pucanja nove cevi.

Spajanje bušaćih šipki se ostvaruje spojnicama (sa unutrašnjim I spoljašnjim navojem na konusu nagiba 16,66% ili 25%)
Bušaća šipka i spojnice a) sa unutrašnjim ojačanjem, b) sa spoljašnjim ojačanjem, c) sa unutrašnjim ojačanjem i koničnim
stabilizirajućim krajevima, d) sa spoljašnjim ojačanjem i koničnim
stabilizirajućim krajevima
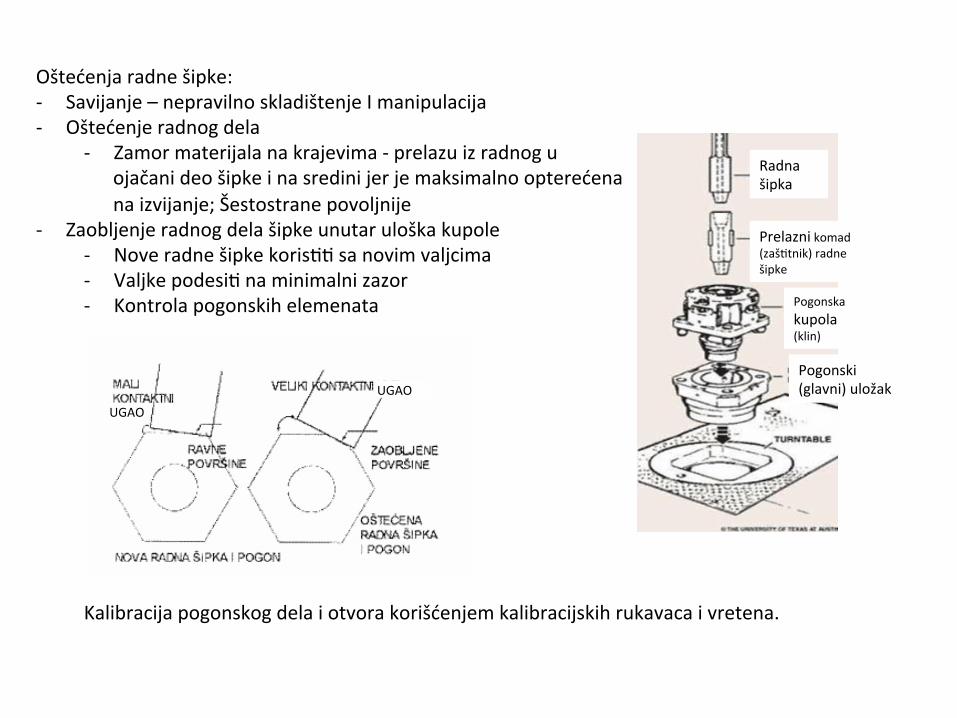
• Povezivanje spojnica i bušaćih šipki: – Navrtanjem (sa predgrevanjem) – Zavarivanjem
hops://www.youtube.com/watch?v=iLQ67B1a9gE
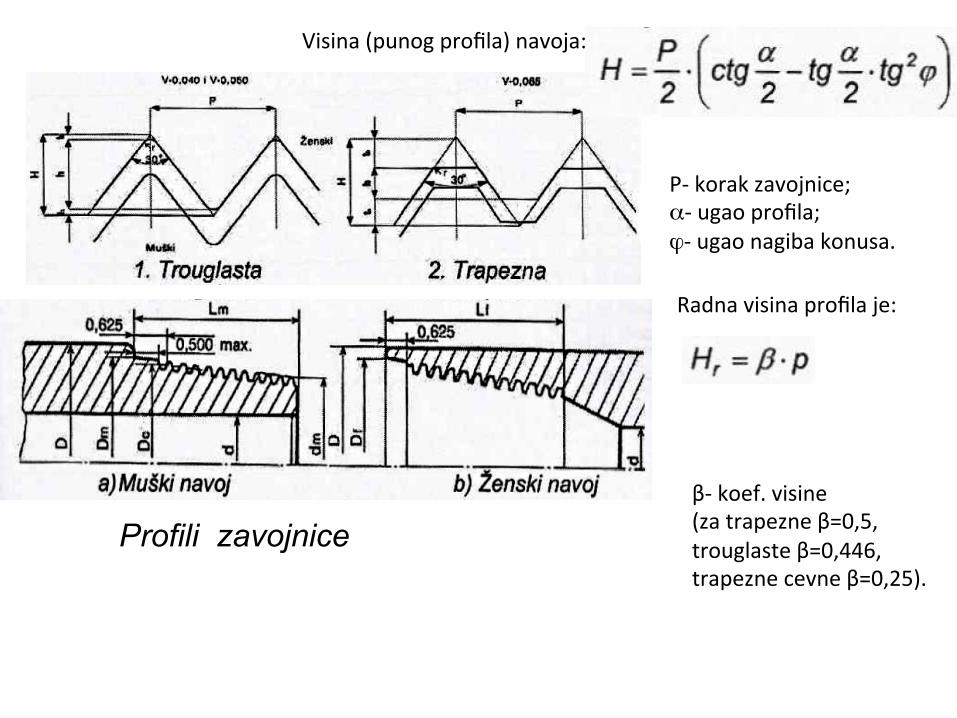
Profili zavojnice
P-‐ korak zavojnice; α-‐ ugao profila; ϕ-‐ ugao nagiba konusa.
Radna visina profila je:
β-‐ koef. visine (za trapezne β=0,5, trouglaste β=0,446, trapezne cevne β=0,25).
Visina (punog profila) navoja:
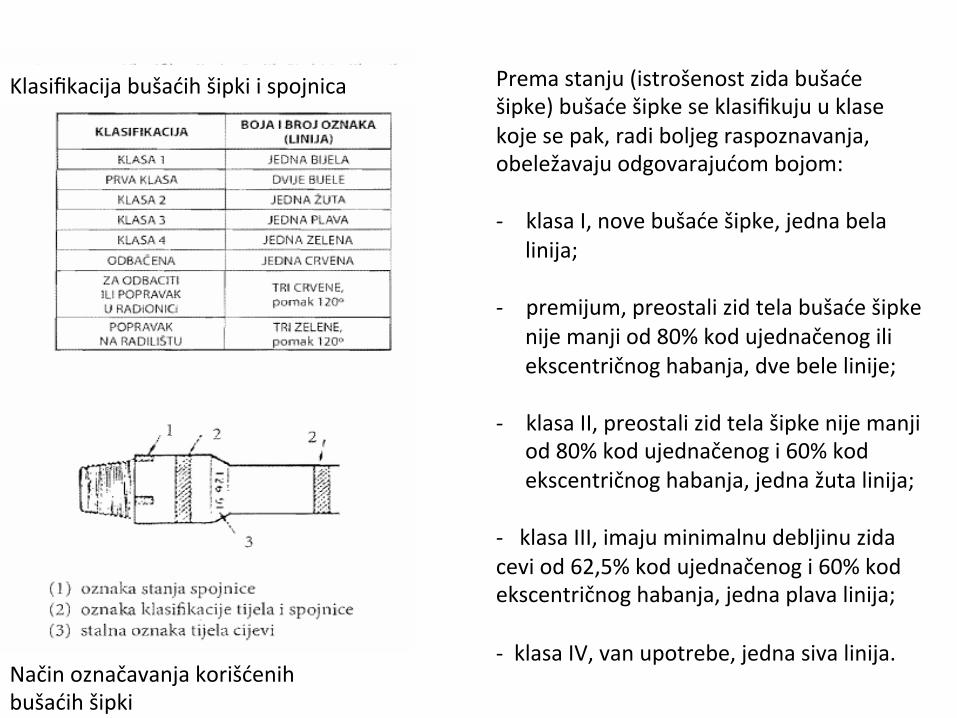
Prema stanju (istrošenost zida bušaće šipke) bušaće šipke se klasifikuju u klase koje se pak, radi boljeg raspoznavanja, obeležavaju odgovarajućom bojom: -‐ klasa I, nove bušaće šipke, jedna bela
linija; -‐ premijum, preostali zid tela bušaće šipke
nije manji od 80% kod ujednačenog ili ekscentričnog habanja, dve bele linije;
-‐ klasa II, preostali zid tela šipke nije manji
od 80% kod ujednačenog i 60% kod ekscentričnog habanja, jedna žuta linija;
-‐ klasa III, imaju minimalnu debljinu zida cevi od 62,5% kod ujednačenog i 60% kod ekscentričnog habanja, jedna plava linija;
-‐ klasa IV, van upotrebe, jedna siva linija.
Klasifikacija bušaćih šipki i spojnica
Način označavanja korišćenih bušaćih šipki

Teška bušaća šipka
Osnovna namena teške bušaće šipke (Heavy Weight Drill Pipe) je da obezbedi (svojom masom) povećanje pri9ska na dleto.

Broj lomova usled zamora materijala se može smanji9 ukoliko je odnos modula preseka (odnos momenta inercije i spoljašnjeg prečnika cevi) manji ili jednak 5,5. Debljina zida znatno veća, spoljašnji prečnik is9 kao i kod standardnih bušaćih šipki, unutrašnji manji, težna 2-‐3 puta veća. Izradjuju se u 4 dimenzije (88,9 mm do 127 mm) i u dužini od 9,3 m. U centralnom delu imaju zadebljani segment koji ima ulogu stabilizatora, povećava krutost kolone i smanjuje habanje teških šipki.

Po svojoj konstrukciji mogu bi9: glatke, ili sa promenljivim profilom, sa spoljašnjim, ili unutrašnjim navojima na krajevima.
Prednosti: - smanjuju oštećenja bušaćih šipki jer se neutralna tačka nalazi u njima, pa su
bušaće šipke opterećene na istezanje a izbegava se izvijanje bušaćih šipki ; - Smanjuje se broj teških šipki što povećava kapacitet i dubinu bušenja kod malih bušaćih postrojenja - kod koso usmerenog bušenja značajno smanjenje broja teških šipki, smanjuje se torzija u kanalu bušotine i lakše kretanje.
a, b-glatke; c- sa konusnim prelazom

Teška šipka
Teške šipke (Drill Collar) i spiralna teška šipka (Spiral Drill Collar), su namenjene da: ostvare opterećenje na dleto, umanje torziono naprezanje u bušaćem priboru, održe pravac kanala bušo9ne i izvrše stabilizaciju kompozicije neposredno iznad dleta..

Klatno
U9caj težine teških šipki na ponašanje alata Efekat klatna
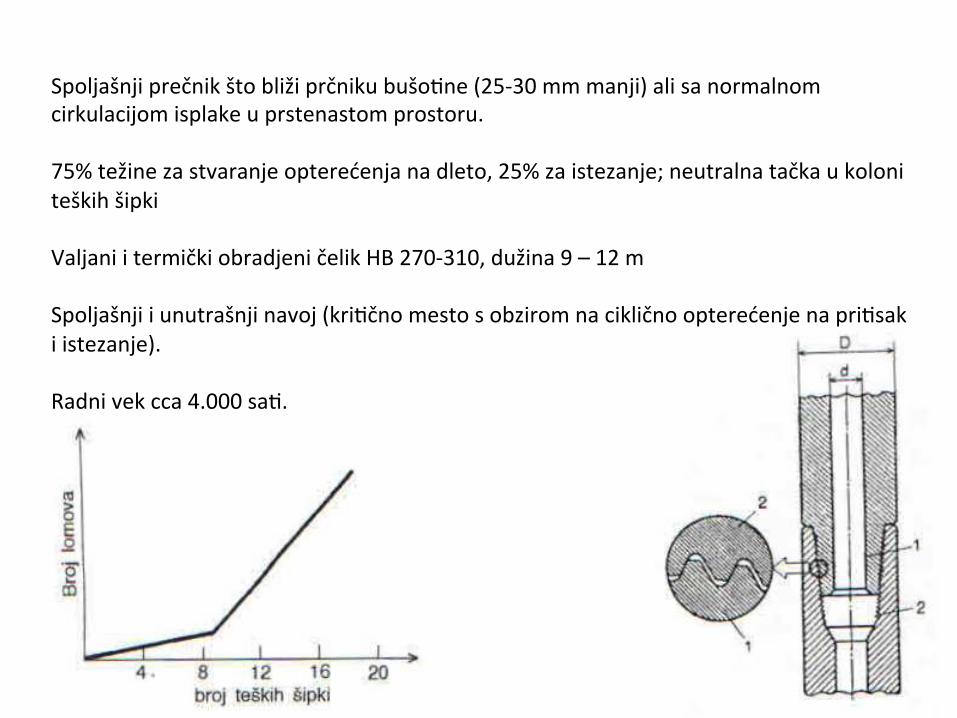
Spoljašnji prečnik što bliži prčniku bušo9ne (25-‐30 mm manji) ali sa normalnom cirkulacijom isplake u prstenastom prostoru. 75% težine za stvaranje opterećenja na dleto, 25% za istezanje; neutralna tačka u koloni teških šipki Valjani i termički obradjeni čelik HB 270-‐310, dužina 9 – 12 m Spoljašnji i unutrašnji navoj (kri9čno mesto s obzirom na ciklično opterećenje na pri9sak i istezanje). Radni vek cca 4.000 sa9.

Teške šipke kvadratnog preseka – izduženi stabilizatori, ivice ojačane volfram karbidima, Spiralne teške šipke – smanjena dodirna površina sa zidom bušo9ne Teške šipke okruglog preseka – velika dodirna površina
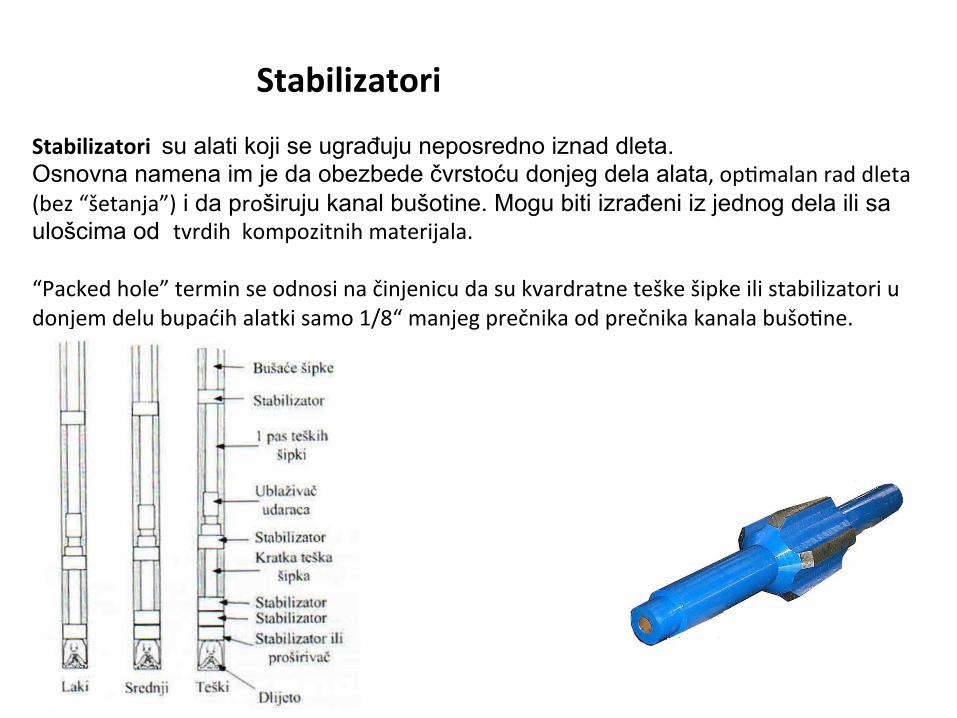
Stabilizatori
Stabilizatori su alati koji se ugrađuju neposredno iznad dleta. Osnovna namena im je da obezbede čvrstoću donjeg dela alata, op9malan rad dleta (bez “šetanja”) i da proširuju kanal bušotine. Mogu biti izrađeni iz jednog dela ili sa ulošcima od tvrdih kompozitnih materijala. “Packed hole” termin se odnosi na činjenicu da su kvardratne teške šipke ili stabilizatori u donjem delu bupaćih alatki samo 1/8“ manjeg prečnika od prečnika kanala bušo9ne.

Stabilizatori
RoFrajući stabilizatori (iz jednog komada, sa “navučenim” radnim elementom, sa zavarenim rebrima) NeroFrajući stabilizatori – sprečavaju proširenje kanala bušoFne Proširivači – stabilizatori – rezači od karbida volframa sa 3-‐6 radnih rebara; kalibracija kanala bušoFne
Spira lni kratki dugi
Rotiraju} i
Pravikratki dugi
Rotiraju} i Nerot iraju}i
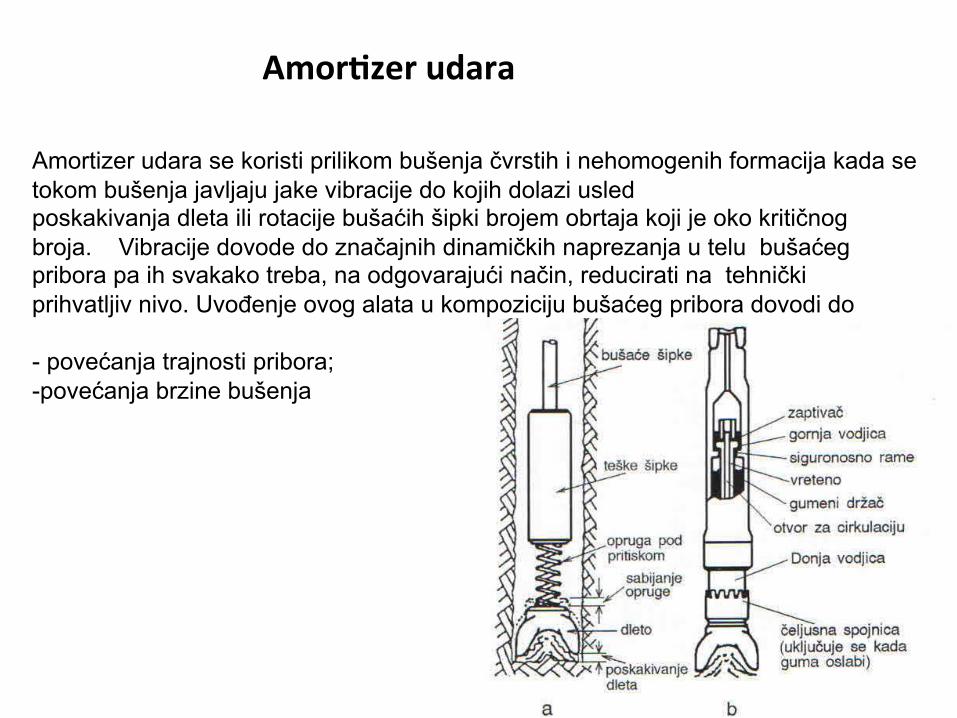
AmorFzer udara
Amortizer udara se koristi prilikom bušenja čvrstih i nehomogenih formacija kada se tokom bušenja javljaju jake vibracije do kojih dolazi usled poskakivanja dleta ili rotacije bušaćih šipki brojem obrtaja koji je oko kritičnog broja. Vibracije dovode do značajnih dinamičkih naprezanja u telu bušaćeg pribora pa ih svakako treba, na odgovarajući način, reducirati na tehnički prihvatljiv nivo. Uvođenje ovog alata u kompoziciju bušaćeg pribora dovodi do - povećanja trajnosti pribora; - povećanja brzine bušenja

1. Ožljebljeno vreteno, 2.Umetak 3. Ožljebljena čaura Amortizer udara
Alat se sastoji od zamenjivih umetaka-klinova (2) koji ulaze u žlebove na čauri (3) i vretenu (1). Ovakvom vezom obezbeđen je prenos obrtnog momenta. Opružni diskovi su postavljeni u sredini pa alat ima mogućnost aksijalnog pomeranja u oba pravca

Udarači-‐izbijači
Udarači-izbijači, se postavljaju u kompoziciju alata sa zadatkom da oslobode zaglavljeni bušaći pribor. To su najčešće uređaji sa hidrauličkim delovanjem naviše (izbijanje) i mehaničkim delovanjem naniže (udaranje). Alat se sastoji od: sistema za prenos obrtnog momenta, sistema za izbijanje i sistema za bravljenje. Alat funkcioniše tako što se u hidrauličkom izbijačkom elementu akumulira potencijalna energija natezanjem, koja se nakon opuštanja naglo oslobodi ostvarujući snažan dinamički udar na zaglavljenu kompoziciju bušaćeg pribora. Uređaj za bravljenje sprečava nekontrolisano aktiviranje sistema tokom normalnog rada sa priborom. Udarači moraju da budu u delu koji je opterećen na istezanje. Udarači se obavezno postavljaju između teške šipke i opreme za testiranje bušotine, aparata za dijamantsko jezgrovanje ili alata za instrumentaciju.

Naponi u elemenFma bušaće kolone
U toku rada, u kanalu bušo9ne, bušaći pribor je izložen sledećim oteraćenjima: -‐ aksijalno, od sopstvene težine i težine alata (motora) na dnu bušo9ne; -‐ torziono, prenos obrtnog momenta; -‐ radijalno, dejstvo pri9ska u fluidu unutar cevi i fluidu oko cevi (kada su gus9ne ovih fluida različite); -‐ dinamičko, usled izvijanja bušaćeg pribora ili deformacija kanala bušo9ne.
Proračunsko opterećenje zavisi od konstrukcije bušaćeg pribora, režima bušenja, karakteris9ka primenjenih elemenata (bušaćih i teških šipki, spojnica, dleta i dr.). Prečnik pribora se definiše prema prečniku dleta i obično je: (0,65-‐0,85)*DD.

Pri9sak
Pri9sak
Istezanje
Istezanje
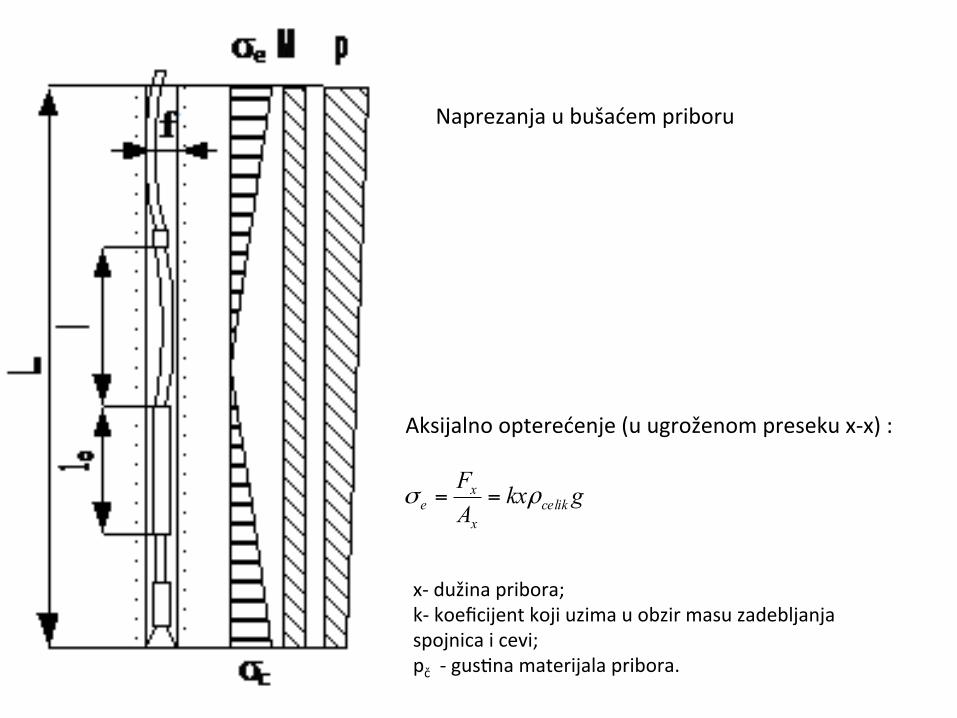
Aksijalno opterećenje (u ugroženom preseku x-‐x) :
x-‐ dužina pribora; k-‐ koeficijent koji uzima u obzir masu zadebljanja spojnica i cevi; pč -‐ gus9na materijala pribora.
gkxAF
celikx
xe ρσ ==
Naprezanja u bušaćem priboru

Kri9čna dužina pribora (dužina kada dolazi do kidanja pribora) se definiše izrazom:
Najugroženiji je presek neposredno ispod usta bušo9ne pa računsko opterećenje za ovaj presek iznosi:
l, l0-‐ dužine bušaćih i teških šipki; q, q0-‐ jedinične težina (N/m) bušaćih i teških šipki; mM -‐ masa dubinskog motora; ρt, ρi gus9na čelika i isplake; pM, po-‐ pri9sak u dubinskom motoru i oko njega; AM-‐ površina poprečnog preseka motora.
gkL
celik
ek ρ
σ=
[ ] ( ) MoMi
celikMooe AppgmqllqF −+⎟⎟
⎠
⎞⎜⎜⎝
⎛−++=
ρρ1

Tangencijalno naprezanje:
Radijalno naprezanje :
Mt -‐ obrtni moment; Wo -‐ otporni moment preseka šipke; ω -‐ ugaona brzina šipke.
SF -‐ stepen sigurnos9 na granici tečenja; ϕ -‐ koeficijent koji uzima u obzir način izrade; δ -‐ debljina zida cevi.
o
tt W
M=τ
Mt =PD +Pcelik
ω
( )3u
3so dd1,0W −≈
ϕδσ
2sF
rpdS
=
Naprezanje usled izvijanja :
2
2
2lfEds
iπ
σ =
2SD ddf −
= -‐ korak izvijanja

Puno, normalno, naprezanje od dejstva pri9ska je:
Normalno naprezanje od dejstva pri9ska je:
Naponsko stanje u naterijalu:
Za elemente bušaćeg pribora može da se prihva9:
ie1 σσσ +=
r2 σσ =
( ) d2t
221 4 στσσ ≤+−
KT
dσ
σ =
σT – napon tečenja K – koeficijent sigurnos9 (1,5 – 2,5)