Embed Size (px)
Citation preview

Presented by www.fibre2fashion.com
Cost Effectiveness in Textile Processing
By: Abhishek jadhav & Nitin Ajmera

Presented by www.fibre2fashion.com
Cost effectiveness in textile processing
By: Abhishek jadhav & Nitin Ajmera
Indian Textile Industry has great potential to dominate the Global Textile Market. We have a strong tradition of textiles and vastly talented persons in the trade. The textile industry has to strive and put in some real work towards fulfilling such expectations. Hence wet processing of the future should be cost effective, environmentally friendly and gentle to the textile material. Innovative efficient strategies to achieve these goals are needed. This paper reports various such innovative techniques like Right first time dyeing, super critical CO2 dyeing, foam finishing and various measures of energy and water conservation which makes Textile Processing eco-friendly and cost effective in future.
Introduction:
Steps taken at various stages of wet processing of textiles to ensure quality of products, particularly in the decentralized sector. A few important guidelines for various cost saving measures by process modifications and adopting new concepts based on modern technological changes are also given. The special importance of using eco-friendly dyes and chemicals is also highlighted in view of latest ban on the export of textiles using such dyes.
ENERGY AND WATER CONSERVATION:
Conservation is derived from the Latin words “con” (together) and “servare” (guard). 1 In every
country, the growing needs of energy in various fields of activities have led to the necessity of finding out ways and means to avoid wastage and conserve the energy. Water is expensive to buy, treat, and dispose. Textile industries are consuming large quantity of water. Major portion of water is used for wet processing of textile (60 to 70 %). Keeping this in mind there is acute need of energy and water conservation programmed to implement as earlier as possible. Energy conservation:
Energy is one of the most important ingredients in any industrial activity. However, its availability is not infinite. Global energy crisis, as well as high cost of fuels resulted in more activities to conserve energy to maximum extent. The textile industry retains a record of the lowest efficiency in energy utilization and is one of the major energy consuming industries. About 34% of energy is consumed in spinning, 23% in weaving, 38% in chemical wet processing and another 5% for miscellaneous purposes. Power dominates consumption pattern in spinning and weaving, while thermal energy is major for chemical wet processing.
Preventive energy conservation - finding-energy losses and solutions of them: Following are the major sources from where energy is lost in various forms:

Presented by www.fibre2fashion.com
Energy loss through hot vapours and hot water discharge: A large amount of thermal energy, either in the form of hot exhaust gases or hot vapours is ejected into the atmosphere or down the drain as waste from various processing machinery in the textile mills. The recovery of such waste for reuse is estimated to effect 5 to 7% saving in the cost. For example: • Flue gases in plain and thermic fluid boilers. • Liquor, water and their vapours in the kiers, agers, jiggers, jet dyeing and beam dyeing machines. • Exhaust gases from the stenters.1 Major sources of hot wastewater discharge are desizing washes, scouring, mercerization, dying and steam condensate wastage. Most of the wastewater streams are discharged at the temperature of 60-70 0C. Heat energy can be recovered from the hot wastewater streams originating from different processes by installing heat exchanger between the wastewater and fresh water to be used for different process. The capacity of the heat exchanger will vary with the discharge of the machine. The temperature rose of the cold water would be in the range 40-50oC. This measure will reduce steam consumption for heating the baths. Different types of heat exchangers are available and its choice depends on number of factors. Steam condensate discharges are hot and clean water streams. These streams can be used as boiler feed water or for preparation of dye baths. These options not only reduce water consumption and wastewater quantities, but also results into substantial energy savings. Energy loss through leakages and improper maintenance: In most of the textile industries it was found that there are number of pipelines and equipment from where steam, steam condensate and hot water is lost through leakages. It is difficult to asses the quality of leakages but obvious that leakage of hot water and steam results in substantial energy loss. Generally the condition of piping and insulation is not up to the standard due to the fact that preventive maintenance is not being given due consideration. One of the reasons for this negligence may be due to production load in which machine shut sown for repair is difficult. Steam usage is generally not optimum, reasons for excess usage and wastage of steam are the unnecessary supply of steam to the bath even after attaining required temperature. Steam traps are generally malfunctioning, resulting into escape of steam along with steam condensate. At most of the places, out of order steam traps are disconnected, rather being repaired or replaced. Corroded pipes and valves, as a result of improper maintenance, also contribute in steam and hot water loss. Steam control valves are generally not found in the machines and old machines are not equipped with energy controllers. Preventive maintenance should be given due consideration. Routine maintenance schedule should be maintained and followed properly. Workers should be aware of the fact that substantial money is lost through leakages and improper maintenance practices. Energy loss through lack of insulation on pipelines and machines: Most of steam, steam condensate and hot water carrying pipelines are not equipped with proper insulation. Insulation found to be eroded at various places because of improper maintenance and upkeep. Machines conducting reactions, washing and drying at hot states especially desizing, bleaching, jiggers and dryers are mostly not insulated, that cause heat dissipation to ambient air. The quantity of heat dissipation is the function of the temperature difference between inside hot machine and outside cold air and the surface area of the machine. However, proper insulation provides resistance to convectional heat transfer with the advantage of less steam and fuel consumption in heating contents up to the required temperature.

Presented by www.fibre2fashion.com
A saving of the order of 5-10 % of the energy consumed for steam production can result from this measure. Further this measure will improve the occupational atmosphere, especially during the hot weather, and also increase the safety of the workers, due to covering of the otherwise hot surfaces. Energy loss through flue gases and hot air:
Boiler flue gases contain substantial heat energy. This energy can be utilized to preheat the boiler feed water through economizer but at present in most of the industries it is not being utilized. Some industries installed economizer but could not last, may be because of improper material of construction or faulty design. Hot air, from different dryers, is also wasted.
The thermal energy, present in the boiler off-gas stream, can be used to preheat the boiler feed
water. Savings in boiler fuel consumption can amount to about 5%. Economizer can be boiler stack in which hot flue gases will preheat boiler feed water.
Energy loss through singeing machine: Singeing operation is employed to destroy singes and tufts on the surface of the fabric, by its direct exposure to the flame, for a very short time. Fabrics of varying widths are processed in the textile industry. Generally a single multiple port full-width burner is provided in the singeing machine, which results into unnecessary wastage of energy, when fabric of width shorter that that of the singeing flame is being processed.
The arrangement required would be the replacement of the single full width burner with a series of burners of shorter widths placed in one row, each with separate fuel gas supply. The number of burners to be fired, during singeing operation, would be according to the width of the fabric. Use of non-conventional energy sources:
The different alternative renewable resources of energy are biomass, geothermal energy, tidal energy, wind energy and solar energy. Out of these energy sources, solar energy is abundant and is inexhaustible, in fact, fossil fuel, viz. coal, oil, and natural gas owe to their origin to these energy sources. India’s geographical location favors unlimited and uninterrupted trapping of solar energy and it is the desirable energy available in the environment.
The plants serve as the most abundant renewable raw material in nature for production of bio-
gas, as they are rich in carbohydrates. The gas can be produced and consumed at the place of production and hence cost of transportation of raw material and gaseous product is eliminated. The technology is simple and easy to operate, with virtually very little maintenance cost. There will not be any problem of air pollution. In short, nothing is wasted and there is no effluent.2-5
Steam generation and its effective distribution:
Steam has become the first source of heat in dye house. The only way to absorb all the heat from the steam is to inject source of heat in dye bath. Heat exchanger of coil, tube or plate type, suitably closed by a steam trap to permit the drainage of condensed steam, are now a days installed in a machine itself. Most of the energy goes for generation of steam and production of power. The efficiency of conversation of fuel into steam is of the order of 75% and that of electricity about 30%.
The steam generated from the boiler has to be distributed through proper insulated pipelines
wherever required. The loss due to the leakage have to be ventilated properly to avoid the condensing of the steam on the roofs and the machines like jigger and winches may also be covered with covers.

Presented by www.fibre2fashion.com
Drying:
Drying is a thermal energy consuming process required at different stages in wet processing. Drying operation is done by different techniques.
• Cylinder drying can be made more effectively by use of steel cylinders and reducing water contents by
vacuum extraction. • Hot air stenter, if used by preventing fresh air leakage, running exhaust only when necessary, keeping
circulation of air effective and avoiding idle running can save energy. • Infrared and RF-drying are also effective due to their specific effects. • Microwaves are more energy efficient saving in both capital and operating cost. Microwaves affect polar
molecules (such as water) and in a textile material the substrate is generally non polar, hence water is evaporated without affecting the substrate by IMS (Industrial Microwave System).4-5.
Process modification: Bleaching and Finishing: • Combined preparatory processes save time as well as energy. • If the fabric is pretreated by subjecting grey one to steam purging operation, wettability improves, which
can be followed by single step desizing, scouring and bleaching. • Explore scope for wet-on-wet mercerising and wet-on-wet finishing by using vacuum extractor. • Run two or more ends either side-by-side or superimposed on machine like shearing, cropping, sizing,
chainless merceriser, cylinder drying rages and calendars, etc. • Combined drying and heat setting or optical brightening and heat setting.
Dyeing and Finishing: • Dyeing of blends in single bath. • Combined dyeing and finishing process. • Solvent assisted dyeing, supercritical carbon dioxide as a medium of dyeing. • Ultrasonic and UV energy for dyeing. • Cold pad bath operations wherever possible. • Eliminating intermediate drying operation between beam dyeing of polyester and jigger dyeing of
cellulose in blends. • Resort to drying cum curing of pigment prints
Energy audit
UK’s energy efficiency best practice programmes (EEBPP) show that energy cost can be reduced by 10% without any investments, simply by improving energy management practices. The first logical step towards reducing energy cost is to understand how energy is consumed and then comparing the energy of specific site or process against some established industry norms.
One of most common approaches is to calculate the quality of energy used to produce a unit of
product. This is known as specific energy consumption (SEC).
Toray Textiles Ltd. initiated a major energy management programme along with activities like staff motivation, capital investment programme, training, good house keeping and modern management technique. The results of this programme found very impressive as their annual energy consumption reduced by 27%. Nearly half the saving were made through no cost or low cost good house keeping practices.6 Water usage in textile industry:

Presented by www.fibre2fashion.com
Water is used extensively throughout processing operations. Almost all dyes, specialty chemicals, and finishing chemicals are applied to textile substrates from water baths. In addition, most fabric preparation steps, including desizing, scouring, bleaching, and mercerizing, use aqueous systems. Water consumption pattern in textile mills: The requirement for different purposes in a textile mill can be generalized as below:
Purpose Water Consumption %
Steam production 5 Cooling water 6 Deminerialised water for specific purposes
8
Wet process 72 Sanitary use 8 Fire fighting, etc. 1
Water Conservation and Recycle: Water is expensive to buy, treat & dispose and as it is becoming a scarce commodity, sustainable developments of the textile industry needs recycling of waste water generated and conservation of water to reduce the water requirements and also dependency on other water sources. As the cost of water supplied to industry keeps increasing, recycling becomes more important. Many textile industries in water scarce areas are installing water recycle plants. Reduction in waste water volume: Proper water management in mills can achieve this of the water used for various operations, a large portion is consumed in wet processing. Water required for wet processing varies from mill to mill and depends upon: • Sources of water • Availability of water • Quality and quantity of fabric processed • Processing sequence adopted • Number of washings in processing sequence • Type of processing machinery used
Techniques of conservation:
Numerous methods have been developed to conserve water at textile mills. The sections below discuss some of the techniques applicable to a wide variety of firms. Counter-current washing: For both water and energy savings, counter-current washing is employed frequently on continuous preparation and dye ranges. Clean water enters at the final wash box and flows counter to the movement of the fabric through the wash boxes. Thus, when the fabric enters the actual wash process, the most contaminated wash water contacts it first, and, later, the cleanest water contacts the cleanest fabric.

Presented by www.fibre2fashion.com
This method of water reuse is contrary to the traditional method of providing clean water at every stage of the wash cycle. Water and energy savings are related to the number of boxes provided with the counterflow. Counter-current washing can be applied at desize washers, scour washers, mercerizing washers, bleach washers, dye ranges, and printhouse soaper ranges.
Use of standing bath:
Use of standing bath technique in hydrogen peroxide bleaching of cotton is done by replenishing the bath with equivalent peroxide concentration and maintains the pH. The level of replenishment of the stabilizer was varied upto 70 % of the initial value. The standing bath technique can also be employed for polyester and nylon dye bath reuse.
Use of low material to liquor ratio systems:
At least equipments have the control thought to reduce the machine liquor ratio whether in bleaching/scouring/dyeing finishing etc and the development in the area continues.
Reuse of final rinse water from dyeing for dye bath make-up:
The rinse water from the final rinse in a batch dyeing operation is fairly clean and can be used directly for further rinsing or to make up subsequent dye baths. Several woven fabric and carpet mills use this rinse water for dye bath make-up
Reuse of soaper wastewater:
The colored wastewater from the soaping operation can be reused at the backgrey washer, which does not require water of a very high quality. Alternatively, the wastewater can be used for cleaning floors and equipment in the print and color shop.
Reuse of scouring rinses for desizing:
The rinse water from the scouring operation is adequate for reuse in other processes such as desizing that do not require water of an extremely high quality. This reuse is particularly true with scouring wastes from synthetic or cotton/synthetic blend fabrics. Scouring rinses may, in certain cases, also be reused to wash floors and equipment.
Reuse of mercerizing or bleach wash water for scouring or desizing:
Mercerizing or bleaching rinse water can be used in scouring and desizing operations as long as size recovery is not practiced. Generally, the caustic or bleach stream will degrade many size compounds to an extent that they cannot be recovered.
Recycle/Reuse of water jet weaving wastewater:
The jet weaving wastewater can be reused within the jet looms. Alternatively, it can be reused in the desizing or scouring process, provided that fabric impurities and oils are removed by in-line filters.
Use of automatic shut-off valves:
An automatic shut-off valve set to time, level, or temperature will control the flow of water into a process unit. One plant estimated that a reduction in water use of up to 20 percent could be achieved with thermally controlled shut-off valves.

Presented by www.fibre2fashion.com
Use of fow control valves:
A flow- or pressure-reduction valve can significantly reduce the quantity of water used in a wash or clean-up step. These valves are particularly useful in cleaning areas where operators are not always aware of the need for water conservation.
Waterless processing or solvent processing:
The solvent most commonly preferred was perchloroethylene. This medium was used instead of water in a closed equipments, like a dry cleaning machine where the solvenmt was later recovered by suction fromed the fabric or by hydroextraction. The solvent was reused again and again.
Use single stage of processing:
Particularly in the knitting industries yarns without any sizes are used for making the fabric. Mostly they use, carded yarns. Lot of cleaning has already taken place in the yarn manufacturing stage. For fabrics knitted of this type of combined bleaching/scouring and dyeing process can be adopted to give considerable saving in water. The scouring and bleaching process takes place for 10-20 minutes and without draining the bath the dyeing is carried out without any loss of depth of colour value of day. In some cases the finishing process also can be carried out along with the dying process.
Low add on or foam finishing during the finishing of fabric:
Low add on or foam finishing can be accurately applied by padding mangles. This will effectively reduces the excess use of water in finishing process.
Good housekeeping:
A program of maintenance, inspection, and evaluation of production practices should be established. Significant reductions in water use can be made by implementing the following:
- Minimizing leaks and spills,
- Maintaining production equipment properly,
- Identifying unnecessary washing of both fabric and equipment, and
- Training employees on the importance of water conservation.
Capital and Operating costs:
The equipment used in a water conservation program is relatively inexpensive, consisting, in most cases, of valves, piping, small pumps, and tanks only. The operating costs for these systems are generally very low. Routine maintenance and, in some cases, electricity for the pumps, would be the major cost components. In addition to these direct cost savings, a water conservation program can reduce the capital costs of any required end-of-pipe wastewater treatment system, which can cost several thousands of dollars per gallon of flow per minute. Thus, a substantial reduction in water flow can produce corresponding savings in treatment water costs.2-5
2.4 Solid-On-Solid Processing Of Textiles
Many textile manufacturing operations such as yarn slashing, dyeing, printing, and finishing of fabrics use wet processing techniques. These techniques involve using an aqueous solution or bath to

Presented by www.fibre2fashion.com
apply chemicals to a textile substrate, fixing the chemicals to the fiber, scouring or washing to remove loose chemicals and drying to produce a finished fabric or garment. Heating and later evaporating water make these wet processes very energy intensive. Industry experts estimate that wet processes use approximately 60% of the energy consumed in the textile industry.
In addition, shrinking water supplies and increased competition from residential and other industrial users in many parts of the country have prompted textile manufacturers to develop methods that reduce water and energy consumption.
These conservation methods reduce the number of washings and dryings between processes and shorten the duration of those retained, lower process temperatures, and use solvents that dry more quickly. Several R&D efforts have produced novel energy-conserving processes such as foam processing, beck dyeing modifications, dye bath reuse, Mach nozzle fabric drying, closed-cycle textile dyeing, ink and film applications, and air/vacuum extraction. Although many of these new processes have been extremely successful in reducing energy consumption either by reducing the amount of water used or by substituting solvents or air, all still require some liquids. Theoretically, the most energy-efficient processing methods will use waterless SOS techniques, which completely eliminate the energy-intensive drying step. With SOS processing, chemicals are applied directly to the textile substrate without using water or other solvents, thus eliminating the need for energy-intensive drying. SOS technologies, which are already being used in other industries (e.g., metals), can be applied to many textile production processes
SOS processes use no extraneous liquids to apply chemicals containing a thermoplastic component are deposited on the substrate through electrostatic attraction, and then fixed to the substrate by heat. Thus, SOS technology goes a step beyond the so-called low-wet-pickup systems (such as foam, film applications), which still require water or solvent. The SOS approach is widely used in the metals industry for electrostatic painting of electrified automobile body components, coating of wires and cables, and printing of aluminum cans. In these processes, resins and colorants are bound together and to the metals during thermal curing.
SOS processing offers several advantages to the textile industry. In addition to saving energy and reducing water consumption, SOS processes can eliminate the need for steam generation, eliminate effluents, and decrease dwell times in the curing oven, thus increasing process speeds. These changes, which can increase productivity and reduce costs, can improve the competitive position of the textile industry.4
RIGHT FIRST TIME DYEING: Need of RFT approach:
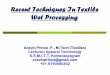
When one thinks about competitiveness in this millennium, wet processed goods must be provided with consistent quality, in large quantity, adhering to delivery schedule and with right first time performance. Textile wet processing sector is a major consumer of water and energy. Ever increasing environmental issues and energy cost are forcing towards RFT approach. Textile wet processing consumes 5-200 lit of water per kg of fabric. When we achieve the target at first time, it reduces the total consumption of water and energy. The percentage of RFT is directly proportional increase in extra cost of the process. RFT approach became the need of the day.

Presented by www.fibre2fashion.com
0
50
100
150
200
250
Right-First-Time 1 Add 2 Adds Black Overdye Unlevel Off-shade &Unlevel
DryingFixedLabourChemicalsWaterEnergyDye
.
Factors for Right First Time Dyeing: 3.2.1. Dyestuff factors: Dyes play an important role in cost competitiveness and absolute reproducibility of dyeing. Dyes are the most expensive raw materials of dyeing. Hence, it is important to maintain the following dyestuff factors. 3.2.1.1. Proper dyestuff selection The main criteria behind dyestuff selection should be • High quality of dye standardization i.e. negligible lot-to-lot strength variation in dyestuff supplies. This
nullifies the need for the check routine for each lot as well as shade adjustments and ensures high level of reproducibility.
• Choice of medium affinity bi-reactive dyestuffs-Bireactive dyestuffs give a high degree of fixation (approximately 80%) as against mono-reactive dyes (approximately 60%). This accompanied with the medium affinity of dyes ensures easy wash off thus, fewer washing baths. This has an impact on the water, time and energy savings in cost effective production. Moreover, the dyes should have a proper combination of reactive groups in the bireactive system to achieve ideal and homogeneous application properties.
• Good compatibility of Dyestuffs the dyestuffs used in trichromy should be compatible i.e. they should have homogeneous affinity and reactivity. This is essential to ensure reproducible results.
Besides the selection of dyestuffs, certain process checks are must to monitor the desired performance

Presented by www.fibre2fashion.com
3.2.1.2. Purity of dyestuffs: There are several tests that can be routinely carried out in the dye house to ensure the dye quality and thus reproducible dyeing, they are: - • Chemical methods • Colorimetric estimation and • Laboratory dyeing trials 3.2.1.2.1. Chemical methods:
The chemical method of estimating the purity of a dyestuff involves either a volumetric or a gravimetric procedure. The purity of azo dyes (direct and acid dyes) can be accurately determined by titration with standard titanous chloride solution. A simple gravimetric method of estimating the purity of naphthol has been published by ISI.
. Indigosol dyestuff can be gravimetrically estimated by using sodium nitrite and dilute sulphuric
acid. A simple volumetric method for estimating the purity of reactive dyestuff has been published. In this method, a known weight of dyestuff is completely hydrolysed with caustic soda by refluxing it for 6 hour. The alkali consumption is determined by potentiometric titration method and the purity of the dyestuff is estimated. Higher is the alkali consumption more is the purity of the product. 3.2.1.2.2. Colorimetric estimation:
In the colorimetric method, the purity of dyestuff is determined by measuring the optical density
(absorbance) of a dye solution of known concentration, using a colorimeter or a spectrophotometer. A practical method of assessing the concentration of dyestuff in a solution is to compare its absorbance with that of a standard dyestuff. However determination of the calibration curve of absorbance against concentration of the standard dye will enable direct reading of the concentration of the dyestuff under test.
For such measurement appropriate solvent and additives must be used for the preparation. Additives used in dissolving dyes:
Dye class Solution
Direct, basic and acid Acetic acid: 2ml/l
Metal complex Ammonia (sp. gr. 0.88): 2ml/l
Reactive Pyridine: Water, 25:75
Disperse Acetone: Water, 75:25
Vat o-chlorophenol
3.2.1.2.3. 3.2.1.3. Dye pasting:
Paste-up of dye can have substantial effect in terms of shade repeats as well as specific defects
such as dye spots. Therefore dye paste-up should adhere carefully to manufacture recommendations. Colour pasting in small water and then addition of water is a good practice. When large amount of dyestuff to be used it can be dissolved in installment.

Presented by www.fibre2fashion.com
3.2.2. Chemicals & auxiliary testing: Various organic and inorganic chemicals of commercial grade are used in dyeing with different
classes of dyestuff. Apart from this, different auxiliaries’ products, viz., dispersing agents, wetting agent, defoamers, etc., are used for specific purpose in a particular dyeing operation. These auxiliaries and chemicals should be tested for their purity and/ or performance before use in bulk dyeing. These may be broadly grouped as follows: -
• Dye fixing agent • Dispersing agent • Leveling agent • Antifoaming agent • Carrier and accelerant • Miscellaneous chemicals and auxiliaries
The procedure for the testing of these auxiliaries and chemicals are generally carried out by volumetric methods or by comparing between the two samples, one dyed by using auxiliary and the other, without using auxiliary. 3.2.3. Water parameters:
Contaminants, especially metals, can have substantial effect on many textile wet processes. The
effects are not always adverse but make process and machinery optimization and control difficult. The most common impurities, which are present almost all water supplies to some extent, are: Heavy metals such as Fe, Cu, Mn Calcium & magnesium (hardness) Aluminium & chlorine Miscellaneous anions (sulfide, fluoride) Sediment clay , suspended matter Acidity, alkalinity Oil & grease Dissolved solids
Poor water quality can affect batch and continuous dyeing processes. Dyeing defects due to water contamination include inconsistent shade, streaky dyeing, filtering, resist, poor washing off and poor fastness.
Component Effect Remedy Chlorine Inconsistent shade,
Colour loss of many classes of dyes.
Appropriate filtration, adding antichlor agent (thiosulphate)
Calcium and Magnesium (hardness)
Uneven dyeing, Incomplete washing off of unfixed dyes especially fibre, reactive and direct dyes.
Addition of water conditioners; eg: Hexa-meta phosphate etc.
Copper and other metals Inconsistence shade affects many dyes, especially disperse dyes
Addition of chelates eg:- EDTA, DTPA, NTA etc, water purification
Acidity and alkalinity Leads to patchy or streaky dyeing, affects exhaustion, leveling, fixation of dyes.
Maintaining pH.
Sediment, alum and other residual flocking agents
Filtering in package and/ or beam dyeing resists and spots.
Judicious use of chelates and/ or dispersants, dye selection, water purification prior to use.

Presented by www.fibre2fashion.com
The main quality criteria for process water in order to achieve good dyeing/ textile processing performance are • Neutral initial pH : the ideal range is 6-7 • Low hardness i.e. elimination of alkaline earth metal salts. Ideally, it should be less than 3 degrees
German total hardness (approximately 50ppm). • Bicarbonate content should be as low as possible. This needs to be checked and the alkali conditions
need to correct in order to achieve a pH sufficient to dye fixation (more alkali to correct for bicarbonate buffering power which would otherwise keep pH too low and insufficient speed of fixation).
• Chlorine content should be as low as possible. This can be an issue with municipal water in some areas. Dyes particularly dioxane blue chromophores are sensitive to chlorine.
• Metal content e.g. Fe and Cu have impact on certain metal complex dyes. Red chromophores often turn more bluish in presence of copper ions
• Color of process water is an indicator of presence of other impurities in water e.g. iron salts. 3.2.4. Fabric parameters:
Many impurities can be introduced into the dyeing system by cellulose fiber itself e.g. hardness, reducing agents, metal ions, etc. It is advisable to compare the fiber used in preliminary lab trials and the one used for bulk trials. Carry over and lack of neutralization of pretreatment chemicals- these results due to inadequate neutralization of alkali (internal fiber pH) and peroxide on fiber. Both have major impact on dye yield due to premature dye hydrolysis. Carry over of thiosulphate-based peroxide quenchers can also have a serious negative impact on yield of reactive dyes. Enzymes based products are better in this respect.7-9
3.2.5. Liquor Ratio:
This is the most common cause of poor reproducibility. In most of the dye houses chemical additions are based on data provided by machinery manu8facturer, on the physical dimensions of the dyeing vessel or on liquor level indications on dyeing machine itself. Experience shows that these liquor indication are erroneous (generally upto 25% as compared to actual liquor ratio) since liquor in “dead volume” in circulation tubes, heat exchanger, expansion tanks, etc., is often not taken into consideration. Also, wet pretreated fabric content vs. measurements with water alone lead to wrong assumptions.
An error in liquor ratio (e.g. higher than anticipated), results in wrong salt concentration (less than
required resulting in lower fixation of a lower exhausted amount of dye). These cumulative effects result in poor reproducibility leading to shade corrections. 3.2.7. Miscellaneous factors: Certain other factors can affect the RFT performances are as 3.2.7.1. Hygroscopicity of dye commercial form:
All powder commercial dye formulations, including reactive dyes, are hygroscopic, and therefore, when exposed to humid air (due to incorrect storage conditions), absorb upto 20% moisture per weight of dye. This absorption will start on the exposed top layers of the container, leading to different, unreliable color strength of dye samples. Sampling of bulk dyeing, soaping off, conditioning and finishing (or not) of the sample taken at the end of fixation phase can also impact RFT performance.

Presented by www.fibre2fashion.com
3.2.7.2. Conditioning:
Conditioning is critical, an over dried sample can appear to be lacking 20% yellow and 10-15% red compared to fully conditioned sample. Many wrong shading additions are based on poorly conditioned “sample bits”. It is important to compare “like with like” and therefore if compared to a finished standard, the “sample bit” should also undergo similar finishing.
3.2.7.3. Residual pH:
Residual pH of the dry dyed fabric can impact the final shade. Most red chromophores for example give a slightly more bluish shade if the alkali has not been properly washed off and if cellulose pH remains a trifle too alkaline. It is sometimes advisable to add minute quantities of a weak acid in final rinsing bath of washing off process. 3.2.7.4. Photochromy:
This is quite frequent in Khaki and earth tones, containing best selling golden yellow reactive chromophores. Finishing, moisture and pH conditions affect photochromy. 3.2.7.5. Thermochromy:
Many dyed samples show a slightly different shade immediately after drying (or any other hot treatment), recovering progressively their final permanent shade. SUPER CRITICAL CARBON DIOXIDE DYEING Supercritical carbon dioxide has been tried in different areas of textile treatments and has very high potential because this dyeing medium completely avoids water pollution and use of conventional auxiliaries in dyeing as well as after treatments. The drying after dyeing is also not required. The CO2 dyeing technology is now in its way to become an industrial application. Hence it is a new technologically profitable process.10-17
Supercritical Fluid
Supercritical fluids are advantages in textile processing as they combine the valuable properties of both gas and liquid. The solvating power of supercritical fluid is proportional to its density, whereas its viscosity is comparable to that of a normal gas. Such a combination leads to highly remarkable penetration properties. The increased power of solvation with the increase in density is desirable in the dyeing process as it has a decisive effect on the dissolution of disperse dye in the supercritical carbon dioxide medium.

Presented by www.fibre2fashion.com
Figure 2. Phase diagram for carbon dioxide
Further increases in pressure, for example, will greatly increase the dielectric constant of such system, thus imparting dissolving powers even to a system that under normal condition of p and T has almost none (Figure 2).
The critical values of T and p for some selected compounds and typical properties of supercritical fluids are compared to those of gases and liquids in Table 1.
Reasons for the Preference of Carbon Dioxide:
Carbon dioxide is the best choice .It is non-toxic, it is used in the food and beverage industry, it is nonflammable, it is supplied in large amounts either from combustion processes or volcanic sources without the need of producing new gas and it can be recycled in a closed system.
Carbon dioxide is frequently used as a solvent because of its special and unique properties: - • Virtually inexhaustible resources (atmosphere, combustion processes, natural geologic deposits).
• Since carbon dioxide is a constituent of natural metabolic processes occurring in the biosphere it is consumed by assimilation and is returned to the natural circuit by dissimilation .It is not only biodegradable as nutrient promoting the growth of plants, but is an essential element of natural processes.

Presented by www.fibre2fashion.com
• Carbon dioxide does not affect the edibility of foodstuffs and will only have toxic effects at extremely high concentrations.
• It is produced on the commercial scale and is readily available together with the necessary logistics.
Concepts for Dyeing Equipment Using Supercritical Fluids:
A prospective dyeing apparatus for supercritical liquors, a plant which can be variated to meet special criteria. The machine is an extraction plant modified for processing with the supercritical fluids. In contrasts to conventional extraction plants the dyestuff are applied to the substrate instead of being removed, i.e. the fluid will have to be loaded with dyestuff prior to coming in contact with the goods to be dyed. This can be done in two manners: The dyestuff is filled into the pressure vessel in defined quantities; the dyestuff is filled into an additional small autoclave in the desired (surplus) quantity regulating the carbon dioxide content via pressure, temperature and/or flow control instruments. The absorption of the dyestuff by the fibre, i.e. the diffusion into the inner parts of the fibre, has to meet high levelness standards.
The necessary convection of the liquor can be achieved by an agitator within the dyeing autoclave or by moving the substrate. Another option is to penetrate the goods, either by the circulation of the liquor or by utilizing the current produced by continuous replenishment of carbon dioxide. In the latter case, the flow of replenished carbon dioxide will have to be continuously loaded with dyestuff. Residues of dyestuff or fiber admixtures to be extracted prior to dyeing will be collected in a conventional separator. The separation of phase will in this case be initiated by expansion or by raising the temperature.
Dyeing Apparatus:
An apparatus for dyeing in supercritical carbon dioxide is consists of a temperature controller, a vessel heater which surrounds the vessel, a stainless steel dyeing vessel of 50ml capacity (with a quick release cap), a manometer, a Varex HPLC carbon dioxide pump and a cooler for cooling the head of the carbon dioxide pump. The apparatus was pressure-tested for use up to 350 bars and 100 degree Celsius. A side arm connects the top and the bottom of the cell outside the heater to allow the supercritical carbon dioxide to circulate by thermal convection.
Principle - Dyeing Procedure:
The sample to be dyed (usually 10-25 cm) is wrapped around a perforated stainless steel tube and mounted inside the autoclave (1) around the stirrer (as shown in figure). The autoclave is then closed, evacuated and cooled with ice water. Liquid carbon dioxide (8) is filled into the autoclave in condensed form, weighing the filled-in quantity. As soon as the autoclave has reached room temperature again, poly glycol, a heat carrier, is added to the tempering bath. The pressure rises to 250 bars within about 7 minutes, an isochoric process achieved by heating the glycol bath to 130 C. Following a dye time of 10 minutes the pressure within the autoclave is reduced to atmospheric temperature within about 2-3 minutes, the carbon dioxide being routed through a separating vessel in order to recuperate precipitated residual dye stuff. Dyestuff order is placed in the bottom of the vessel; the apparatus is sealed, purged with gaseous carbon dioxide, and preheated. When it reaches working temperature, carbon dioxide is isothermally compressed to the chosen working pressure under constant stirring. Pressure is maintained for a dyeing period of 0-60 minutes and after wards released.

Presented by www.fibre2fashion.com
Procedure for SC-CO2 Fabric Dyeing:
The fabric sample to be dyed (size= 10 to 25cm) is wrapped around a perforated stainless steel tube and mounted inside the auto clave around the stirrer. Dyestuff without auxiliary chemicals was placed on the bottom of the vessel and closed & purged with gaseous CO2 and preheated. On reaching working temperature CO2 was compressed to the working pressure under constant stirring. Pressure maintained during the dyeing period of 0 to 60 min and afterwards the fabric is rinsed with acetone to remove residual dyestuff. Technical parameters are given in Table 2.
Procedure for Yarn Packages:
The process developed for the yarn package dyeing as shown in table 3. Dyeing temperatures and volume flow rates are similar with conventional dyeing while actual time required is typically less.
Advantages of Dyeing in Supercritical Carbon Dioxide:
The possible advantages to be claimed of this process are:
•Contaminated waste water streams are not produced.
• Dispersants are not required to solubilise a disperse dye in water.
• Solubilities are controllable by pressure, allowing control of the dyeing intensity and colour.
• Diffusivities in the fluid are higher, making mass transfer in the fluid faster. • Take up of carbon dioxide by the polymer fibre causes it to swell slightly giving faster diffusion within the polymer.

Presented by www.fibre2fashion.com
• Viscosities are lower making the circulation of the dye solutions easier.
• Penetration of voids between fibres is fast because of the absence of the surface tension and the miscibility of air with carbon dioxide under pressure. • No preparation of processing water (by desalting).
• No effluents.
• Low energy consumption for heating up the liquor.
• Energy preservation because drying processes are no longer required (conventional dyeing processes consume about 3,800 kJ per Kg of water evaporated).
• No air pollution due to recycling of the carbon dioxide (the gas is not contaminated by the processes).
• Substantially shorter dyeing times.
• Environmentally acceptable formulations of dyestuff - no dispersants or adulterants are necessary.
• No chemicals such as leveling agents, pH regulations etc. have to be added.
• Non-exhausted dyestuff is recuperated in the form of a powder-no waste.
• Reductive after treatments can be dispensed with, i.e. a whole processing step consuming water and energy can be eliminated.
• No need for auxiliary agents, disposing agents, adulterants, etc.
• For polyester, no reduction clearing is needed.
• Very less dyeing time.
• Higher diffusion coefficients lead to higher extraction or reaction rates.
• Manipulation of pressure and temperature parameters results in better selectivity.
• Easy separation eliminates multiple processing or post clean-up steps.
Demerits Sc-Co2 for Commercialization:
• Dyeing of multiple packages in the same bath.
• High pressures required for dye solubility
• Impact of dyeing machine weight is related to circulation
• During polyester dyeing ,the trimer is produced .this is removed using aqueous cleaning ,waterless SC-CO2 as a problem to eliminate.
• There is little data about dyestuff solubility in SC-CO2. Thus research work is under progress to eliminate these demerits .The SC-CO2 dyeing process is also known as “rapid dyeing”.

Presented by www.fibre2fashion.com
Future Prospects of Super Critical Carbon Dioxide System:
The investigation to study possibilities of using supercritical system for textile finishing processes have in the first instance been performed with the aim of finding an ecologically acceptable alternative to conventional high-temperature dyeing of polyester, as such media are particularly suited for dyeing with disperse dye stuffs. Moreover, it turned out that, besides polyester, number of other fiber material can be dyed with disperse dye stuffs.
Since autoclaves required for " supercritical dyeing processes ", i.e. equipment permitting operation at the require temperature and pressures with holding capacities up to one cu.m., are considered state of the art and the employed for high pressure extraction processes, many step towards an industrial-scale application in textile plant already being accomplished. The overwhelming international resonance gained by the new method has emphasized the high, existential significance of problem met with the treatment of waste waters in the textile finishing industries. Esp. smaller units allowing short setting-up and dyeing times, i.e. assuring the high degree of flexibility, were in the center of interest. Other field for application of supercritical fluid system such as extraction processes is at present being considered, for instance preparation plants for the removal of spinning oils etc. In other words the use of carbon dioxide in textile finishing plants is by no means limited to the dyeing of synthetic fibres. It might, for instance be possible to use supercritical ammonia for mercerizing operation, or super critical carbon dioxide could be employed to replace chlorinated hydrocarbons in dry cleaning processes. CONCLUSION:
Today world is a competitive environment and “survival of the fittest” becomes a rule for the game. There is a clear indication that the Indian textile and apparel industry is facing severe competition. The market is already overcrowded with suppliers and price pressures will intensify. It is well known that only those who are responsive to change will survive. The key to success in this marketplace is quality and affordability. Along with Quality and affordability, the implementation of the new concepts. The textile industry has to strive and put in some real work towards fulfilling such expectations.
REFERENCES:
1. Accessed from www.epa.gov/techinfo/facts/solid-cs.html 2. Accessed from www.emcentre.com/textile/Rprocessinnov.html 3. Accessed from www.cpp.org/energyconservationtextile.html 4. Dixit M.D., Colourage, 44(4), 69, (1997). 5. Thiry M.C., Textile Chemists and Colourist and American Dyestuff Reporter, 32(10), 13, (2000). 6. Downing C., International Dyer, 184(7), 28, (1999 7. Rods R., Colourage, Special Issue SDC Conf, 2004, 39-42. 8. Ravichandran P., Colourage, 2004, LI 12, 33-40. 9. Shenai V.A., Chemistry of dyes and principal of dyeing, 2004, 464. 10. S. K. Malik, Harmandeep Kaur, Man-Made Textiles in India, 2005, Jan, 27-32 11. K. Sawada, T. Takagi, J. H. Jun, M. Ueda, D. M. Lewis, Colouration Technology,
(118) 2002, 233. 12. Yukata Kawahara, Takeshi Kikutani, Santoshi Ogawa, Colouration Technology, (116) 2000, 403. 13. S.K. Liao, Y.C. Ho, P.S. Change, JSDC, 116, 2000, 403. 14. Kam Holme, International Dyer, 1999,184(5) 27-30. 15. N. Sekar, Colourage , 1999,46(2) 31-32. 16. Wolfgang Saus, Dierk Knittel, Eckhard Schollmeyer, Textile-Praxis-International 1993,48 (1) 32-33 &
XXI-XXIV 17. Accessed from www.fibre2fashion.com/industry-article.

Presented by www.fibre2fashion.com
To read more articles on Textile, Industry, Technical Textile, Dyes & Chemicals, Machinery, Fashion, Apparel, Technology, Retail, Leather, Footwear & Jewellery, Software and General please visit http://articles.fibre2fashion.com To promote your company, product and services via promotional article, follow this link: http://www.fibre2fashion.com/services/article-writing-service/content-promotion-services.asp