Embed Size (px)
Citation preview
STUDY OF PISTON RING MANUFACTURING AND COMPLETION OF A PROJECT ON"ELEMENTARY ANALYSIS OF SET UP TIME IN BOTTLENECK OPERATION AND
REDUCTION OF SAME" IN PISTON PLANT
.
1
Shriram pistons & rings Ltd. (SPRL) is on of the largest & most sophisticated
manufacturers of precision auto- mobile components such as pistons, piston rings,
pistons pins & engine valve in India.
The products are sold under brand name ‘USHA/SPR’ .
SPRL manufacturing unit is located at Meerut Road in Ghaziabad (25 km from Delhi).
The plant has been recognized as one of the most modern & sophisticated plants in
north India in the field of automobile the production capacity of plant.
The plant has been recognized as one of the most modern & sophisticated plants in
north India in the field of automobile the production capacity of plant.
Exports sales are of RS. 152cr. The year 2010-11.
Total area covered y the factory is 27acres.
The factory has manufacturing facilities for Piston, Ring, Pins, and Engine Valves.
Total strength of the company is 5723 nos. consisting of officers, staff, workers.
The turnover/sales for the year 2010-11 is RS. 900cr.
The company is exporting to more than 35 countries
.PRODUTION CAPACITY OF PLANT
Pistons 15.14 million per year. Pins 13.0 million per year. Rings 70.5 million per year.
Engine valves 29.5 million per year.
2
SPR received the ISO – 9001 certificate from RWTUV, Germany in 1994. Technology from
the collaborators was supplemented with in-house efforts and by implementing world-
class practices.
The company received QS-9000 certificate from TUV, Germany in the year 1999.
The company received ISO-14001 certificate in the year 2001
SPR received the TS-16949 Certificate in the year 2003.
The company received OHSAS – 18001 certificate in the year2003.
Best foundry awards from institute of Indian Foundry men in the year 2003.
Green rating awards by CII, U.P Pollution Board& World bank in 2004.
The company received TPM excellence award in the year 2004.
Excellence award in Export by Government of India.
The company received recognition award by Government of India for in House R. & D.
Received star Performer(IC Piston engine & parts) award form engineering Export
promotion Council(EEPC) India.
Received silver award-Quality & Bronze award-Spares form HONDA Siel Card(I) Ltd. In
2007.
Received Diamond award- Overall best performance in QCDDM, Outstanding
performance in cost, Bronze award for delivery, Gold award for 5s from Honda Siel
Card (I) Ltd. In 2006.
SPRL has received the Best vendor awards from Maruti Suzuki for 4 consecutive times, best
supplier performance awards from Tata Cummins Ltd for 3 consecutive years, And has self
certified status with most of the OEMs.
Excellence award in productivity by ACMA in 2007-2008.
3
Excellence award I quality by Honda Scooters and Motors Limited, Honda Siel and ACMA in
2007-2008.
Excellence award in Technology by ACMA in2007-08.
Excellence award I quality by Honda Scooters and Motors Limited, Honda Siel and ACMA
in 2007-2008.
Excellence award in Technology by ACMA in2007-08
M/S Kolbenschmidt, Germany to produce pistons
M/S Riken corporation, japan for piston Rings
M/S Fyji Oozx, Japan for the manufacture of engine valves.
M/S Honda foundry, Japan of technical support
M/S Hero Honda, Kinetic Honda, & Shriram Honda.
The company supplies it products to several Original Equipment Manufacturers (OEMs).
Such as Defense Vehicle Factories, Ashok Leyland, Tata Cummins, Maruti Suzuki, Mahindra,
Eicher Tractors, DTL(swaraj), Kirloskar Oil Engines, Bajaj AutoHonda Cars, Sudram Claylon,
Honda Scooter.
Shriram pistons & Rings Ltd. Quality is integral part of whatever we do, which is reflected
in the company’s quality policy.
4
T:-TOTAL Maximization of Total efficiency. Entire life cycle of production system. Cover all departments. Participation of all Employees.
P:-PRODUCTIVE
Pursue the maximization of efficiency of the production system by making all losses zero.
Zero Accidents, Zero defects, Zero Breakdowns are real meaning of maximization of efficiency.
M:-MAINTENANCE
Maintenance Cover the entire life cycle of the Production system. IT refers to maintenance of individual process, plant & Production management systems.
TPM –POLICY
“ZERO FAILURE” , “ZERO DEEFECT” , “ZERO ACCIDENT”, Through introduction of TPM with participation.
Maximum profit through improvement of overall equipment efficiency, production in cost & increase in customer satisfaction.
5
T.P.M MEANS
T:- TOTAL (INCLUDINGE OF ALL EMPLOYEES)P:- PRODUCTIVE (RUNING THE M/C WITH FULL EFFICENCY)M:- MAINTENANCE
Continuous improvement.
Technology development.
Organizational and Personnel development.
Cost Reduction efforts.
Effective use of all resources.
6
T.P.M.PILLERS
1:- AUTONOMOUS MAINTENANCE (JISHU HOZEN)
2:- FOCUSSED IMPROVEMENT (KOBETSU KAIZEN)
3:- PLANNED MAINTENANCE
4- INTEGRATED OFFICE T.P.M
5:- EDUCATION & TRANING
6:- INITIAL CONTROL (NEW EQUIPMENTS)
7:- SAFETY, HEALTH & ENVIORNMENT
8- R&D NEW PRODUCT
9:- INFORMATION MANAGEMENT
10:- LOGISTIC
11:- MARKETING NETWORK

TOTAL CUTOMER SATISFACTION THROUGH QUALITYMANAGEMENT AND CONTINUOUS IMPROVEMENT
Organization which is sensitive & interactive to the needs of customer.
Work to international norms of Quality & Management.
The company has successfully practiced the best work ethics & technology along with the TPM & kaizen approach & harmony through teamwork.
Continuous upgrading of quality & process to meet changing of customer.
7
5-S POLICY
THE 5-S PRACTICE IS A TECHNIQUE USED TO ESTABLISH AND MAINTAIN QUALITY & ENVIRONMENT IN AN ORGANIZATION
1.S (SEIRI) :- SORTING / SEGREGATION
2.S (SEITON) :- SYSTEMATICE ARRANGEMENT
3.S (SEISO) :- CLEANING/CLEANLINESS/NEATNESS
4.S (SEIKETSU) :- STANDARDISATION
5.S (SHITSUKE) :- SELF DISCIPLINE / HABIT FORMATION
SHIFT INCHARGE RESPONSIBILITY
1. TAKING MEETING OF OPERATORS
a. ATTENDANCE OF OPERATORS
b. DEPUTATION ON DIFFERENT M/C’S
c. IF ABSENTISM THEN ARRANGMENT FROM OTHER LINE
d. GENERAL AND SPECIFIC INSTRUCTION TO OPERATORS
e. SHARING DIFFERENT PROBLEMS FROM PREVIOUS SHIFT
f. DISCUSSION ABOUT QUALITY PANCHAYET REJECTION
2. ARRANGMENT OF CASTING
3 . SEND THE PISTON FOR STD. ROOM INSPECTION
4. TAKING ACTION ON THE BASIS OF STD.ROOM REPORT
5. SEND THE PISTON FOR STD. ROOM INSPECTION
6. ALL M/C’S PARAMETER INSPECTION
7. TROUBLE SHOOTING
8. CHECKING OF TOOL CHANGE REGISTER
9. WORK ON VARIOUS IMPROVEMENT ACTIVITIES
10.COMMUNICATION TO THE NEXT SHIFT INCHARGE IN THE SHIFT END
8
PISTON RING PRODUCTION
Ring in foundry shop The ring first produce in the foundry shop from the Melton
cast iron in the form of rough ring.which dia and finish is very far from the actual
ring.
1.SEMI FINISH SIDE FACE GRINDING
When the ring comes in the “ring plant” the first process which does on the ring is
‘semi finish side face grinding’ in this process in grinding machine the face of the
ring is ground upto axial height 0.83(+.015,-.015)
2.WASH IN SOLVENT
After grinding of ring ,ring is washed in solvent ,for the remove rust and dirt.
3. Heat treatment process
This is the process ,which follow after second step. This is very important process
because in this process we change the molecular structure of the rings and improve
the needed quality of the ring such as reduce the brittleness and increase
strength ,also in heat treatment process the ring become totally flate due to heat.
This process held on 530 centigate temperature half hour and than leave for cool in
air.
4.Diskas machine
After heat treatment the ring sends to disckas machine ,in this machine the side face of the rings is get final finish upto axial height .8(-.01,.-.02)
5. Again the rings are washed in the solvent as the after first process
9
6.DEMAGNETISETION
When the rings passed through the grinding machine due to friction it get magnetic properties due to which rust and dirt of the iron are stuck of its surface. Which creates problem ,like destroy the finish of surface. Therefore its is necessary to remove this properties .so for remove this process the Rings are held on demagnetize machine for few minutes under which counter magnetic force apply on its and remove magnetize properties
7.CAM TURNING
The shape of ring is not totally circular instead of it ,it is oval shape which is produce in cam turning machine where we produce the value of
Cam% :10
E-value :151.95
Tso-dia :53.63
D-150-dia :53.28
its is the most important process of the ring making because the next step depend
on it , if the ovality on the ring not produce then it will not suitable for piston.
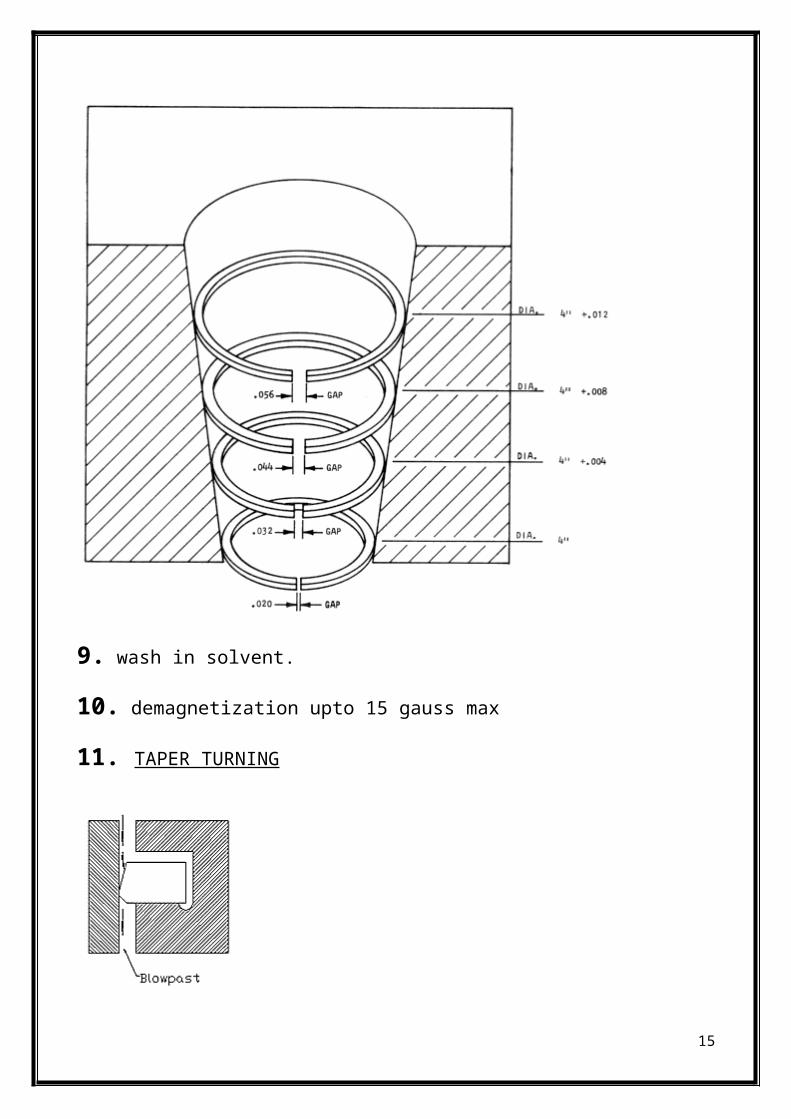
8.GAP CUTTING
In this process the ring cut from the one side ,which is known as gap. The gap is cut in the ring for make it flexible ,because when the ring is fit in the piston and piston move the due to flexibility it make contact with linear. And the close gap cut is equal to D+.05 (+.1,-.1)
10
9. wash in solvent.
10. demagnetization upto 15 gauss max
11. TAPER TURNING
11
In this process we work on the parameter of the rings like tool pitch, spacer width , taper angle ,radial thickness and closed gap.This is done on the CNC machine and an important process because it reduce the surface of contact b/w the ring and linear due to which the friction recdue. And save the work energy.
Mostly in thisprocess the space width tolerance taken as +.1to-.1 and taper angle is 1deg55’ ,closegap is equally to (d+.2).
12.OD GAP EDGE CHAMFER
It is also used for save the work energy of piston during work. The edge of outer dia is chamfer. As given amount. It done if given in process card. Otherwise we can skip that process .
13.FINISH GAP GRINDING
For the proper function of ring it is very important to provide finish in the gap because I f gap is not finish and rough than the accuracy and efficiency of the engine can be reduce .it might be possible the ring not properly in the piston. Therefore for eliminate all this error we provide finish gap grinding.
14.ID GAP EDGE CHAMFERING
It is also like the OD chamfering and used for same function. It maximam amount is .2mm.and than send fir next process.
15.WASH IN SOLVENT
12
Once again the ring is wash in solvent for remove it dirt and dust then it dried by the high pressure air .
16.BELDERING (SIDE FACE)
When we create gap In the ring then there is an unwanted small edge appear which is know as burr. It increase friction and ring jam in the piston there for remove that we use beldering process. The burr occurs inside the ring therefore increase axial height .and we have to maintain axial height.
17.STRAIGHT HONING
The next step is the honing .during honing process the outer dia have to finish and it is equally to d+.00. and light thickness is 100%. This process done in vertical honing machine in which we fit the mandrel then start the machine during honing process oil emery paste is used.
18.FINAL SIDE FACE GRINDING
In final face grinding once more the side face have grind and find the required axial height. This process is done at last so that over come of undercut axial height problem.
19.WASH IN SOLVENT
20.DEMAGNETISE
At the last demagnetize process done on ring under 10gauss max. because after a number of process ring may be magnetize .so for remove that we use demagnetizing process.
21.CRI INSPECTION
At the end it send for CRI inspection where ring finalize for export.
13
LAYOUT OF LINE 19
for M-Ford1.6Lsigma Exp
14
ROUGHTURNING
LOCATING SEAT
PRE-PRE BORING PIN BOSS
DRILLING
OIL HOLE DRILLING
ROUGHTURNING
LOCATING SEAT
PRE BORING
BR
OA
CH
ING
OIL HOLE DRILLING
CA
VIT
Y
CA
VIT
Y
FINISH OVAL TURNING
FINE BORING
WA
SH
ING
VIS
UA
L
CRI INSPECTION
PA
CK
ING
PIN BOSS DRILLING
15
RUGH TURNING M/OC
LOCATING SEAT M/C
PRE-PRE BORING M/C
PRE BORING M/C
OIL HOLE DRILLING M/C
For M-Ford1.6LSigma Exp:-
BROCHING
P.O.S.OF LINE 19

16
PRE GROOVING & CAVITY M/C
FINISH OVEL TURNING M/C
FINE BORING M/C
WASHING
VISUAL INSPECTION
C.R.I INSPECTION
PACKING CUSTOMER
PIN BOSS M/C
PROJECT DEFINITION
Elementary analysis of setup time on bottleneck operation & reduction of same in piston plant:- Complete study and analysis of time taken in setting of machine for a new model ofpiston (changeover) of each and every step in bottleneckoperation and reduction of this setup time by its complete analysis and study.
SETUP TIME:- Time taken in setting of a machine while replacing an old model with new model
BOTTLENECK OPERATON : Operation for which setting Of machinery is most complex and time consuming is known as bottleneck operation.
BOTTLENECK OPERATIONS ARE :
(1) For symmetric models: FINISH GROOVING(2) For asymmetric models : FINISH OVAL TURNING
ELEMENTARY ANALYSIS OF SETUP TIME OF FINISHGROOVING
Model Name Z-2522AVVL
S.NO. Main Set up elements Start time
End time
Time taken
1 Before starting setting take tooling from trolley. 10:00 a.m. 10:01 a.m. 1 minute2 Machine stop and cleaning. 10:01 a.m. 10:03 a.m. 2 minutes
3 Open seat . 10:03 a.m. 10:05 a.m. 2 minutes4 Cleaning of new seat and driver and seat mounted. 10:05 a.m. 10:07 a.m. 2 minutes 5 Take magnetic stand and dial from table and mount
to machine.10:07 a.m. 10:08 a.m. 1 minute
6 Check outrun and maintain the outrun 10:08 a.m. 10:10 a.m. 2 minutes7 Open the cup and take out the new cup from trolley. 10:10 a.m. 10:12 a.m. 2 minutes8 Check program . 10:12 a.m. 10:13 a.m. 1 minute9 Open the old tools and first groove. 10:13 a.m. 10:14 a.m. 1 minute
10 Open second groove tools. 10:14 a.m. 10:15 a.m. 1 minute
17
11 Check the model wize file. 10:15 a.m. 10:16 a.m. 1 minute12 Mount first tool. 10:16 a.m. 10:17 a.m. 1 minute13 Check the size of second tool and mount the tool. 10:17 a.m. 10:18 a.m. 1 minute14 Open third tool. 10:18 a.m. 10:20 a.m. 2 minutes15 Check the third tool and mount the tool. 10:20 a.m. 10:21 a.m. 1 minute16 Open the fourth tool. 10:21 a.m. 10:26 a.m. 5 minutes17 Open the previous from centre and mount the new
cup.10:26 a.m. 10:28 a.m. 2 minutes
18 Dial all offset zero. 10:28 a.m. 10:30 a.m. 2 minutes19 Take offset of all tools. 10:30 a.m. 10:32 a.m. 2 minutes20 Open the bolts of tail stock and shift the tail stock. 10:32 a.m. 10:34 a.m. 2 minutes21 Tight the tale stock bolt. 10:34 a.m. 10:35 a.m. 1 minute22 Check the pressing of by piston. 10:35 a.m. 10:36 a.m. 1 minute23 Put the tools and model wize files. 10:36 a.m. 10:37 a.m. 1 minute24 Take process sheet. 10:37 a.m. 10:38 a.m. 1 minute25 Make piston in single auto. 10:38 a.m. 10:41 a.m. 3 minutes26 Check the gauge and width of grove and correction
done on the program (parallely). 10:41 a.m. 10:45 a.m. 4 minutes
27 Made the piston in single auto. 10:45 a.m. 10:46 a.m. 1 minute28 Check the gauge and check width of groove of
correction done previously.10:46 a.m. 10:47 a.m. 1 minute
29 Made again the new piston in auto. 10:47 a.m. 10:48 a.m. 1 minute30 Now correction was done in third groove width. 10:48 a.m. 10:49 a.m. 1 minute
S.NO. Main Set up elements Start time
End time
Time taken
31 Put off the height of gauge and dia of gauge and take new.
10:49 a.m. 10:50 a.m. 1 minute
32 Set the height of gauge and dia of gauge. 10:50 a.m. 10:51 a.m. 1 minute
33 Check the piston data. 10:51 a.m. 10:52 a.m. 1 minute34 Check height of piston. 10:52 a.m. 10:56 a.m. 4 minutes35 Do correction in program accordingly. 10:56 a.m. 10:58 a.m. 2 minutes36 Again made the piston and check piston, Check
piston gauge, gauge found O.K.10:58 a.m. 11:04 a.m. 6 minutes
37 Again some correction done in program. 11:04 a.m. 11:06 a.m. 2 minutes38 Correction done in program for chamfer and made
piston11:06 a.m. 11:07 a.m. 1 minute
39 Make a slip for standard room. 11:07 a.m. 11:11 a.m. 4 minutes40 Piston send to standard room after cleaning. 11:11 a.m. 11:13 a.m. 2 minutes41 Piston checked in standard room (groove finish and
root radius checked).11:13 a.m. 11:21 a.m. 8 minutes
42 Piston went to line. 11:21 a.m. 11:25 a.m. 4 minutes
18
43 Landwidth made on piston and perform finish oval turning machining.
11:25 a.m. 11:30 a.m. 5 minutes
44 Piston send to standard room. 11:30 a.m. 11:33 a.m. 3 minutes45 Piston checked in standard room, landwidth not O.K. 11:33 a.m. 11:35 a.m. 2 minutes46 Piston send to line. 11:35 a.m. 11:36 a.m. 1 minute47 Correction done. 11:36 a.m. 11:38 a.m. 2 minutes48 Made piston, clean it and send to finish oval turning. 11:38 a.m. 11:40 a.m. 2 minutes49 Piston send to standard room, landwidth checked
and found O.K.11:40 a.m. 11:42 a.m. 2 minutes
50 Piston not found for approval. 11:42 a.m. 11:50 a.m. 8 minutes51 Piston made for approval. 11:50 a.m. 11:54 a.m. 4 minutes52 Approval done 11:54 a.m. 12:08 p.m. 14 minutes
19
SETUP TIME REDUCTION TECHNIQUES :
First step before changeover should be to brought all toolings to inspection table.
Operator should be properly experienced such that corrections done
again and again can be minimized.
Operator should be regulated in a way that same operator gets
setting for same model of piston each time.
Feed,Depth of cut should be entered highly accurately according to
dimension to min. errors.
Linebalancing should be proper and well organized such that piston is
found automatic for approval .
Separate staff for cleaning piston,machinery and transportation of
piston to line and standard room.
Refreshments such as tea, coffee may be provided for speeding up
operators.
20
CONCLUSION
I have done 6 weeks training in Shriram Piston and Rings Limited Ghaziabad,
with my experience I can say that this opportunity has proved a boon for me
and it have really helped me to understand industrial ethics and professional
work culture. Highly automatic environment of industry have really helped in
Understanding concept of CNC machines.
In first half, I have done my training in piston ring plant, where I understood the
Concept of piston ring manufacturing practically by cnc machines for different
type of pistons.
Later, I completed my training in piston plant in which I studied P.O.S.
(production operation sequence) for many piston models and I was also assigned
a project Elementary analysis of setup time on bottleneck operation & reduction
of same in piston plant .In the end of project, I suggest certain setup time
reduction techniques which were dully appreciated and practical problems in
incorporating these techniques were discussed.
Finally I can conclude that this training will be really helpful for me in developing
me as an engineer and explore my potential.
21









![Incare Shoe Training[1] Copy](https://img.dokumen.tips/doc/110x75/58ee70511a28aba6718b4643/incare-shoe-training1-copy.jpg)



















