Embed Size (px)
Citation preview

____________________________________________________________________________________
FACULDADE DE TECNOLOGIA DE GARÇA - FATEC
CURSO TECNOLOGIA EM MECATRÔNICA INDUSTRIAL
ALEX GOMES
GARÇA 2013
CONTROLE DE MÁQUINAS E PROCESSOS: A ESCOLHA ENTRE CONTROLADORES LÓGICOS PROGRAMÁVEIS E
MICRONCONTROLADORES

____________________________________________________________________________________
FACULDADE DE TECNOLOGIA DE GARÇA - FATEC
CURSO TECNOLOGIA EM MECATRÔNICA INDUSTRIAL
ALEX GOMES
GARÇA 2013
CONTROLE DE MÁQUINAS E PROCESSOS: A ESCOLHA ENTRE CONTROLADORES LÓGICOS PROGRAMÁVEIS E
MICRONCONTROLADORES Artigo Científico apresentado à Faculdade
de Tecnologia de Garça – FATEC, como
requisito para a conclusão do Curso de
Tecnologia em Mecatrônica Industrial,
examinado pela seguinte comissão de
professores:
_________________________________ Prof. Dr. Edson Detregiachi Filho
(Orientador) FATEC Garça
_________________________________ Prof.
(Presidente) FATEC Garça
_________________________________ Prof.
(Convidado) FATEC Garça
Data da Aprovação: 02/12/2013.

CONTROLE DE MÁQUINAS E PROCESSOS: A ESCOLHA ENTRE
CONTROLADORES LÓGICOS PROGRAMÁVEIS E MICRONCONTROLADORES
Alex Gomes
Resumo
O objetivo desse trabalho é elencar as variáveis relevantes para a decisão entre a
utilização de controladores lógicos programáveis (CLP) ou placas microcontroladas
no controle de máquinas e processos industriais. Os CLPs tem grande aplicabilidade
nos controles industriais, contudo apresentam como limitação de sua utilização o
custo e o consumo energético. Uma opção para eliminar essas limitações é a
utilização de placas microcontroladas. A decisão sobre a alternativa a ser utilizada
requer um estudo detalhado sobre as especificidades do processo ou máquina. Este
trabalho pretende orientar o projetista sobre a melhor opção, utilizando como categoria
de análise as principais variáveis relevantes para essa tomada de decisão. Esse
trabalho é relevante pois orienta a utilização de tecnologias, privilegiando a inovação
sob a ótica da otimização dos processos de controle industrial.
Palavras chave: Controladores, Automação, Projeto
Abstract
The objective of this work is the determination of the relevant variables for the decision
between the use of programmable logic controllers (PLC) or microcontroled boards in
control of machines and industrial processes. PLCs have wide applicability in industrial
controls, yet have limited its use as the cost and energy consumption. One option to
eliminate these limitations is the use of microcontroled boards. The decision on the
alternative to be used requires a detailed study of the specifics of the process or
machine. This work aims to guide the designer on the best option, as a category of
analysis using the main variables relevant to that decision. This work is important
because it guides the use of technologies, focusing on innovation from the perspective
of optimization of industrial control.
Keywords: Controllers, Automation, Project
2
1. INTRODUÇÃO
Os Controladores Lógicos Programáveis (CLPs) surgiram no final da década
de 70, até à época de seu surgimento, os processos automáticos industriais tinham
seu controle feito praticamente de modo analógico, por meio de válvulas, relés,
sequenciadores mecânicos e temporizadores. Uma das vantagens da implantação
dessa nova tecnologia nas indústrias, principalmente para a indústria automobilística,
foi a facilidade para se alterar o layout, e/ou as tarefas de determinados processos.
No modo antigo de controle, poderiam levar dias para alterar o sistema para a
produção de um novo modelo de veículo, não só nas etapas de produção, como
também na ordem em que algum processo era feito. Com a chegada do CLP essa
“tarefa” ficou mais fácil, uma alteração na programação deste equipamento inteligente,
e o sistema já estava pronto para operar de uma nova forma.
A NEMA (National Electrical Manufacturers Association) deu a seguinte
definição para CLP, em 1978: “Um equipamento de lógica digital, operando
eletronicamente que usa memória programável para armazenamento interno das
instruções de implementação específica, tais como: lógica sequencial, temporização,
contagem e operações aritméticas, para controle de máquinas e processos industriais
com vários modelos de módulos de entradas e saídas digitais e analógicas em
máquinas ou processos. (NEMA Standard ICS3-1978)”. Esta norma NEMA foi
revogada com o surgimento da IEC 61131 (nos anos 90) que trata especificamente
sobre os CLPs, suas principais características, seu hardware, suas linguagens de
programação, seus guias para usuários e suas formas de comunicação.
Esta padronização que foi possibilitada com a chegada da IEC 61131, facilitou
ainda mais a utilização flexível dos CLPs na indústria, seja para o controle de
processos, seja para o controle de máquinas específicas. Antes dessa normalização,
os CLPs criados pelas empresas, tinham suas linguagens de programação
proprietária, o que impedia que equipamentos de diferentes marcas “conversassem”
estre si, e/ou pudessem ser utilizados por outras empresas. Usando IEC 61131, um
programador pode desenvolver um algoritmo de controle para uma determinada
marca de controlador, e importar esse mesmo programa para outra marca, com
modificações mínimas, principalmente para processar as entradas e saídas dos
subsistemas.

3
Além da normalização a implantação de novas funções e a velocidade cada
vez maior com que os CLPs tratam as informações atualmente são outras vantagens
da utilização deste tipo de equipamento na indústria. Cada vez mais processos são
substituídos e interligados via controle por CLP, a velocidade das linhas de produção
é aumentada, a probabilidade de erro nos processos é diminuída, uma anormalidade
que surge no meio do caminho, pode ser identificada, e eventualmente corrigida pelo
CLP antes que todo o processo seja comprometido. A segurança também é uma das
grandes vantagens, procedimentos que no século passado eram feitos manualmente
e traziam algum risco à saúde, à integridade física ou até mesmo à vida do operador,
agora, são feitos por robôs controlados por CLP. Todas essas vantagens resultam em
algo que atualmente é o fator determinante na decisão das indústrias de se
automatizar, ou não, um processo ou sistema, o custo. A produtividade aumenta, o
retorno de produtos por falha no processo produtivo diminui, os gastos com salário e
eventuais acidentes com pessoal são evitados. Mas, ainda com relação ao custo,
surge aí uma desvantagem, vale à pena automatizar todo o sistema, todo o processo,
ou apenas uma máquina utilizando um CLP? O processo a ser automatizado precisa
de todo o poder de processamento, e toda a funcionalidade que um CLP oferece? Há
algo no mercado que faça um controle do processo, mas, que seja mais simples, e
gere um custo menor?
Os CLPs existem há um bom tempo, seu uso é muito comum nas indústrias,
não só para o controle de processos, mas também em algumas máquinas. Na última
década, com a evolução da tecnologia, e a preocupação com o consumo de energia,
surgiram novas alternativas para estes tipos de controles. Uma dessas alternativas
são os microcontroladores. Seu custo é menor, e seu consumo energético também,
isso o torna uma alternativa ao CLP para o controle de máquinas e pequenos
processos. Mesmo que o microcontrolador precise ser montado em uma placa, e
necessite que um circuito eletrônico seja feito para sua correta utilização e proteção,
seu custo ainda se mantém menor quando comparado ao CLP.
A programação dos microcontroladores é diferente da utilizada nos CLPs, mas
há softwares no mercado que facilitam este passo. As principais linguagens de
programação utilizadas para microcontroladores atualmente são a Linguagem C e a
Linguagem Assembly, enquanto para os CLPs tem-se o Diagrama de Blocos
Funcionais (FBD), Diagrama Ladder (LD), Texto Estruturado (ST), e a Lista de
Instruções (IL). Este estudo pretende fazer uma análise de quando é mais

4
recomendado usar qual tipo de controle, baseando-se nas variáveis que serão
controladas, a quantidade de entradas e saídas necessárias, a possibilidade de
interferências, a segurança do processo ou produto e as condições de utilização da
máquina controlada.
2. DESENVOLVIMENTO
2.1 Funcionamento básico de um CLP
O funcionamento básico de um CLP pode ser apresentado dividido em 3 partes
principais: as entradas, a unidade de processamento central (CPU), e as saídas.
Quando falamos em projetos de processos industriais ou máquinas, as entradas são
representadas por sensores ou transdutores (botões, sensores de vazão, sensores de
nível, chaves de fim de curso, etc), a CPU é a central de processamento do CLP com
seus circuitos lógicos, e a lógica implementada pelo programador, e as saídas são
representadas pelos atuadores (válvulas e motores) ou sinalizadores (lâmpadas e
buzinas). A Figura 1 apresenta em forma gráfica as partes básicas do CLP e seus
representantes.
Figura 1 - Divisão da Estrutura Básica de um CLP
Fonte: Próprio autor
A CPU é a responsável por analisar as informações recebidas pelas entradas
e de acordo com a lógica implementada pelo programador, ela ativa ou desativa as
saídas do CLP. Por meio de varreduras sequencias (feitas em ciclos) o CLP processa
as informações e faz o controle do sistema.
ENTRADASSensores e
Transdutores- botões,- sensores de vazão,- sensores de nível,- chaves fim de curso.
CPUProcessador do CLP com seu circuito lógico e sua
lógica.
SAÍDASAtuadores e
Sinalizadores- motores,- valvulas,- lâmpadas,- buzinas.

5
Figura 2 - Ciclo de varredura de um CLP
Fonte: ZANCAN (p.05, 2010)
No ciclo apresentado Figura 2, a primeira etapa é o momento em que o CLP é
ligado, nela todas as saídas são desativadas, é verificada a existência de programas,
bem como o funcionamento da CPU, das memórias e dos circuitos auxiliares. Na
segunda etapa, o CLP verifica o estado das entradas, para “saber” se alguma delas
foi acionada. Na terceira etapa o CLP transfere e armazena as informações obtidas
pela leitura das entradas numa memória conhecida como “memória imagem das
entradas e saídas”, é esta memória que o CLP consultará durante a execução do
programa. Na quarta etapa ele compara a memória imagem das entradas com as
instruções inseridas no programa que está sendo executado e de acordo com estas
instruções, ele irá atualizar as saídas (quinta etapa).
1º
2º
3º
4º
5º

6
2.2 Estrutura interna de um CLP
Figura 3- Estrutura interna básica de um CLP
Fonte: ZANCAN (p.06, 2010)
O diagrama apresentado na Figura 3 mostra a estrutura básica de um CLP.
Nele tem-se a fonte de alimentação, que é responsável por converter a tensão de
alimentação do CLP em tensões menores para os circuitos eletrônicos, para a
comunicação com um PC e também para alimentação e acionamento das entradas e
saídas. No mercado existem CLPs que tem fonte interna bem como equipamentos
com fonte externa, alguns fabricantes restringem a utilização dos CLPs somente com
suas próprias fontes. É na memória do usuário que é armazenado o programa
desenvolvido pelo usuário, este programa pode ser alterado a qualquer momento e
normalmente é armazenado em memórias do tipo EPROM, RAM, EEPROM, e FLASH
EPROM. O tamanho e o tipo desta memória varia de acordo com o fabricante. A
memória de dados armazena valores de funções específicas do programa inserido no
CLP, tais como valores de tempo, contadores, senhas e flags (bits de memória
utilizados como contato para facilitar a programação). A unidade central de
processamento, também é conhecida como CPU.

7
A CPU é responsável pelo funcionamento lógico de todos os circuitos. Em CLP modulares, a CPU geralmente está contida em apenas uma placa separada das demais. Já em CLP de menor porte, a CPU e os demais circuitos geralmente estão contidos numa mesma placa. (ZANCAN, 2010, p. 20)
A memória do programa monitor armazena o programa que é responsável pelo
funcionamento do CLP. É este programa que gerencia todas as atividades que são
executadas, como se fosse o sistema operacional de um computador. Este programa
também pode ser conhecido como firmware e não pode ser alterado pelo usuário. Ele
é armazenado em memórias do tipo EPROM, EEPROM ou PROM. Na memória
imagem de entradas e saídas são armazenadas as informações sobre os estados das
entradas e saídas, essas informações serão consultadas e atualizadas durante a
execução do programa do usuário. A bateria é utilizada para manter parâmetros e
programas salvos no CLP em caso de falta de energia, bem como para manter ativo
o circuito do relógio em tempo real, para os CLPs que possuem essa função. Os
circuitos auxiliares podem estar inclusos no CLP ou serem vendidos em módulos
separados. Estes circuitos basicamente servem como alguma proteção ao CLP
(módulos de backup de memória, módulos para identificação e sinalização de falhas),
ou como ampliação de sua capacidade de controle, no caso dos CLPs modulares.
2.3 Linguagens de programação CLPs
A norma IEC 61131-3 padroniza 2 tipos de linguagem textual (ST e IL) e outros
2 tipos de linguagem gráfica (FBD e LD). Ela também relata como devem ser definidos
os elementos do sequenciamento gráfico de funções (SFC) para organizar a estrutura
interna dos programas e blocos funcionais nos controladores programáveis. A Figura
4 ilustra os 4 tipos de linguagens e o sequenciamento gráfico de funções.

8
Figura 4- Linguagens padronizadas pela norma
Fonte: IEC (p.04, 1993)
A Tabela 1 exibe uma representação hierárquica das linguagens de
programação:
Tabela 1 - Representação Hierárquica das Linguagens de Programação
Sequenciamento Gráfico de Funções (SFC) TEXTUAIS GRÁFICAS
Lista de Instruções (IL)
Texto Estruturado (ST)
Ladder (LD)
Diagrama de Blocos Funcionais (FBD)
Fonte: Próprio autor
Dentre as linguagens padronizadas pela IEC, a linguagem Ladder é a mais
utilizada atualmente, e é a linguagem que permite um aprendizado mais rápido, visto
que sua lógica baseada em contatos se assemelha um pouco à simbologia utilizada
em diagramas elétricos.
2.4 Funcionamento básico de um Microcontrolador
O funcionamento do microcontrolador é muito parecido com o do CLP, a diferença fica
por conta da configuração das portas. Assim que ligado, o microcontrolador configura todas
as portas como sendo entradas. Após o fim desta etapa ele irá ler o programa feito pelo
usuário que está armazenado na memória flash. É no programa que estará definido quais
portas serão entradas, e quais portas serão saídas, bem como quais as “instruções” ele
deverá seguir, e como ele deverá atuar.

9
2.5 Estrutura interna de um Microcontrolador
Um microcontrolador tem sua estrutura básica praticamente igual à de um CLP,
e é basicamente composto pelos seguintes itens (Figura 5):
Processador ou CPU:A CPU se encarrega da decodificação e da execução do
programa.
Memória para o programa: Normalmente do tipo ROM (tipo de memória que não
perde os dados quando sem energia), é a memória em que fica guardado o programa
com as instruções feitas pelo programador e que será responsável pelo controle da
máquina ou sistema.
Memória para os dados: Normalmente do tipo RAM (tipo de memória e, que se perde
os dados quando sem energia), é a memória utilizada para guardar as variáveis e os
dados. É equivalente à uma junção da memória de dados e a memória imagem de
entradas e saídas de um CLP, mas, com uma quantidade de armazenamento mais
limitada.
Linhas de E/S: As linhas de E/S de um microcontrolador são responsáveis pela
“entrada” e “saída” do mesmo. São as portas do microcontrolador. Pode-se obter um
determinado dado através delas, e responder também através das mesmas portas.
Módulos para o controle de periféricos: (Temporizadores, Portas Série e Paralelo,
Conversores Analógico/Digital e Conversores Digital/Analógico).

10
Figura 5 - Diagrama genérico da estrutura interna de um microcontrolador
Fonte: i-magazine (p.01, 2002)
2.6 Programação de um Microcontrolador
Existem duas linguagens de programação mais populares entre os
programadores de microcontroladores, o Assembly e a Linguagem C. Atualmente a
linguagem C é a mais utilizada pois permite que um mesmo programa escrito para um
microcontrolador, possa ser utilizado em outro sem grandes modificações. Por ser
uma linguagem de alto nível, ela se torna muito mais produtiva que o Assembly.
Segundo Pereira (2005, p. 17): “Utilizando C, a curva de aprendizado de um
novo microcontrolador pode ser substancialmente reduzida uma vez que o

11
programador tem de se preocupar basicamente com os periféricos e não com a
linguagem do chip.”
2.7. Categoria de Análise: As Variáveis Controladas
Alguns dos fatores importantes na escolha do tipo de controle à ser utilizado
são a quantidade e o tipo de variáveis que serão controladas. CLPs e
microcontroladores lidam de forma diferente com variáveis analógicas e digitais. Essa
diferença existe tanto no hardware, quando no software.
Por trabalhar com níveis de tensão muito baixos, os microcontroladores
necessitam que circuitos auxiliares sejam feitos para que eles possam trabalhar com
as variáveis desejadas. Daí a necessidade de se fazer uma placa de circuito impresso
para que o microcontrolador seja fixado nela e possa fazer o controle.
Existem CLPs que trabalham com níveis de tensão baixos, iguais aos
microcontroladores, porém a maioria dos que estão disponíveis no mercado
atualmente trabalham com tensões entre 12V e 24V. Se o nível de tensão utilizado
pelo CLP em seus sinais de entradas e saídas for compatível com o nível de tensão
especificado no projeto, não haverá a necessidade de adaptação ou compra de
módulos adicionais para a utilização do CLP.
Definido o valor da tensão utilizada no circuito e a compatibilidade com o
controlador a ser utilizado, outra questão que deve ser levada em conta neste caso, é
a quantidade de entradas e saídas que serão necessárias. CLPs normalmente são
vendidos com números fixos de entradas e saídas, podendo este número ser
expandido com a aquisição de módulos adicionais. Com os microcontroladores há
uma maior liberdade nesse caso, pois é possível configurar pelo programa, quais
pinos do microcontrolador serão as entradas e quais serão as saídas, além de que
muitos microcontroladores têm pinos específicos para funções de contagem,
temporização, etc. Os projetos das placas de circuito impresso (Figura 6) onde serão
fixados os microcontroladores também deverão levar em conta essa definição de
pinos.

12
Figura 6 - Placa de circuito com microcontrolador
Fonte: Texas Instruments (p.02, 2011)
Por último deve-se levar em conta os tipos de variáveis disponíveis, se são
analógicas ou digitais. Mais uma vez, os microcontroladores saem na frente, pois por
meio do programa feito pelo usuário é possível alterar o funcionamento de um porta
(pino), para que trabalhe com sinais digitais ou analógicos. Já no caso dos CLPs pode
ser necessário utilizar mais um módulo (Figura 7) extra para se trabalhar com as
variáveis analógicas.
Figura 7 - Módulo de saídas analógicas para CLP Siemens
Fonte: SIEMENS (p.01, 2012)

13
2.8. Categoria de análise: Interferência
Sanches (2003) cita que ruídos podem chegar em circuitos por meio de
condução ou irradiação. Segundo ele “o ruído irradiado é o ruído que chega ao circuito
em forma de radiação eletromagnética como pulso (EMP – Eletromagnectic Pulses) e
interferência de radiofrequência (ondas eletromagnéticas de aproximadamente 3kHz
a 300GHz).” Já o ruído conduzido é transmitido por conexões físicas elétricas entre o
circuito emissor de energia eletromagnética e o circuito vítima.
A maioria dos CLPs comercializados passam por testes e vem preparados
contra interferências eletromagnéticas. Mas, fatores como variações tensão,
frequência e aterramento devem ser levados em consideração, mesmo para os CLPs.
É altamente recomendado que se utilize fontes de alimentação separadas para o
controlador e para os sensores e atuadores utilizados no sistema de modo a evitar
assim a ocorrência de ruído conduzido pelas conexões de alimentação. A utilização
de “Filtros EMI” (Filtros protetores contra ruídos, Figura 8) é uma alternativa em
situações em que o ruído presente nas conexões de alimentação são inevitáveis.
Figura 8 - Filtros EMI
Fonte: Hugeton (p.10, 2012)
Segundo Durval (2010) pesquisas na área de compatibilidade eletromagnética
demonstram que no projeto do circuito impresso (da placa onde será colocado o
microcontrolador) as fases de: layout (disposição física dos componentes na placa),
encaminhamento (escolha do caminho do traçado condutor de conexão dos diversos
14
componentes), escolha correta do substrato (tipo de material de que é feita a placa) e
o tipo de placa (face simples, dupla face ou multicamada); têm fundamentais
importâncias para a melhor compatibilidade eletromagnética do equipamento.
2.9. Estudo de caso
Com o desenvolvimento do artigo, fica claro que em várias situações um CLP
pode ser substituído por uma placa microcontrolada ou vice-versa. Para controles
básicos e não-flexíveis (controles compostos apenas por variáveis digitais e sem
necessidade de modificação futura no seu funcionamento) fica clara a vantagem dos
placas microcontroladas, pelas características já apresentadas anteriormente. Para
efeito de estudo de caso, foi utilizada a estação Sorting presente no Laboratório de
Robótica da Fatec Garça. O Laboratório é composto por várias estações que integram
o sistema didático MPS (Modular Production System, Sistema de Produção Modular
em inglês) fornecido pela empresa Festo. No total são 18 estações didáticas divididas
entre dois sistemas MPS, cada sistema contém oito estações controlados por um
modelo de CLP padrão, o CLP Festo FEC Standard FC640 e uma estação com um
robô Mitsubishi RV-2AJ, com 5 eixos e controlador específico. A estação Sorting
(Figura 9) é composta por:
- Um módulo de esteira*;
- Um módulo de escorregadores*;
- Uma placa de perfil;
- Uma estrutura de metal com rodas;
- Um painel de operação;
- Um painel de controle com CLP.
15
Figura 9 – Estação Sorting
Fonte: Festo (p.72, 2011)
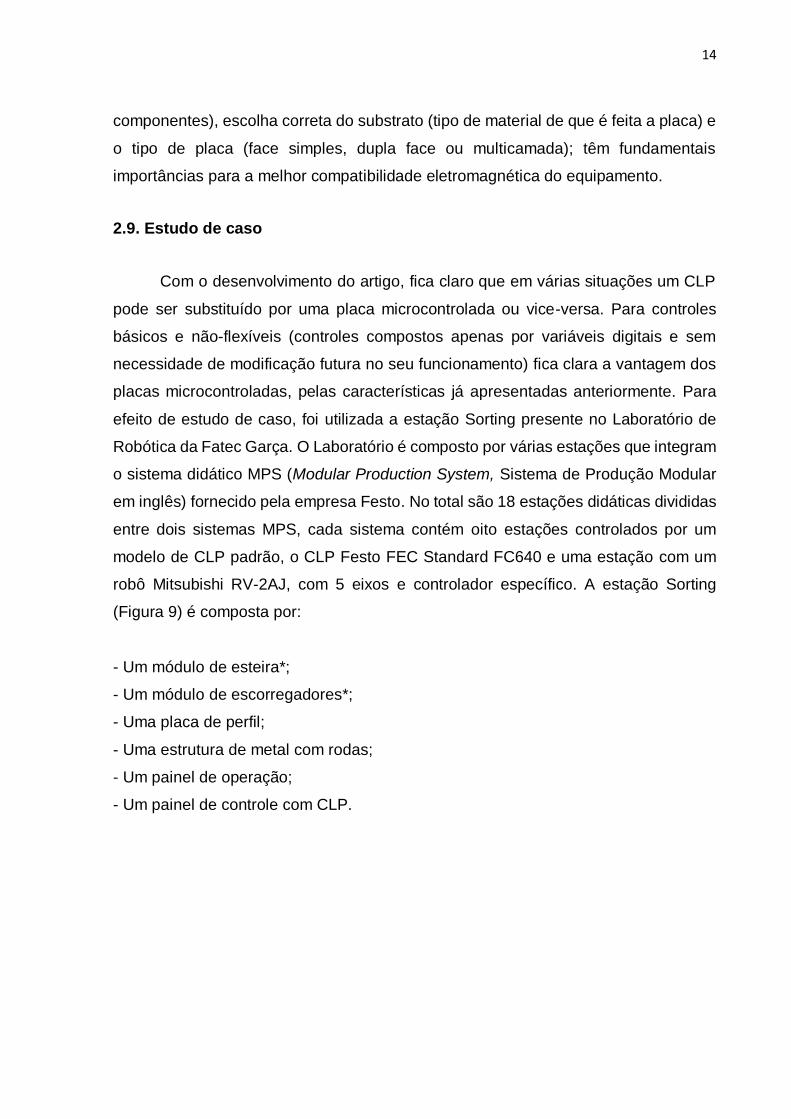
Toda a parte funcional da estação (o módulo de esteira e o módulo de
escorregadores) está fixada na “placa de perfil” como pode ser visto na Figura 10.
Figura 10 – Vista Isométrica da Estação Sorting
Fonte: Festo (p.71, 2011)
16
A estação Sorting faz a identificação de peças via sensores instalados e as
separa por meio de seccionadores para os escorregadores presentes. Os itens que
fazem parte deste controle são:
Um motor de 24V com corrente nominal de 1,5ª, velocidade nominal de 65rpm
no eixo motor, torque nominal de 1Nm e torque inicial de 7Nm, responsável por
movimentar a esteira transportadora;
Dois cilindros de dupla ação com atuação linear máxima de 80mm,
responsáveis por mover os seccionadores (Braço 1 e Braço 2);
Um cilindro de simples ação (Stopper) com atuação linear máxima de 10mm e
retorno por mola, responsável por parar as peças na esteira para que seja feita
a identificação de cor e material;
Três válvulas simples solenoide com retorno via ar, responsáveis pelo controle
dos cilindros;
Um sensor óptico PNP, operando com 24VDC, e raio de operação de até
120mm, responsável pela identificação de peças no início da esteira;
Um sensor óptico PNP,operando com 24VDC, e raio de operação de até
120mm, responsável pela identificação da cor da peça. O sensor emite uma luz
vermelha, e dependendo da quantidade de luz refletida é possível fazer a
distinção de cor;
Um sensor indutivo PNP, operando com 24VDC, e raio de atuação de até
3,03mm, responsável pela identificação do tipo de material da peça identificada
(metal ou não-metal);
Quatro sensores magnéticos PNP, operando com 24VDC, e raio de atuação de
até 300mm, responsável pela identificação da posição dos cilindros de dupla
ação;
Um sensor óptico PNP, operando com 24VDC, e raio de atuação de até
2000mm com barreira reflexiva, responsável pela identificação de lotação
máxima dos escorregadores.
A sequência de funcionamento da estação é descrita abaixo:

17
Posição inicial:
A. Stopper avançado
B. Braço 1 recuado
C. Braço 2 recuado
Sequencia inicial:
1. Peça identificada
2. Liga o motor da esteira
3. Identifica a cor e o material
Peça preta identificada, deverá ser depositada no último escorregador
4. Recuar Stopper
5. Peça liberada
Peça prateada identificada, deverá ser depositada no segundo escorregador
6. Braço 2 avançado
7. Stopper recuado
8. Peça liberada
Peça vermelha identificada, deverá ser depositada no primeiro escorregador
9. Braço 1 avançado
10. Stopper recuado
11. Peça liberada
Peça depositada no escorregador
12. Motor da esteira desligado
13. Stopper avançado
14. Braço 1 recuado
15. Braço 2 recuado
18
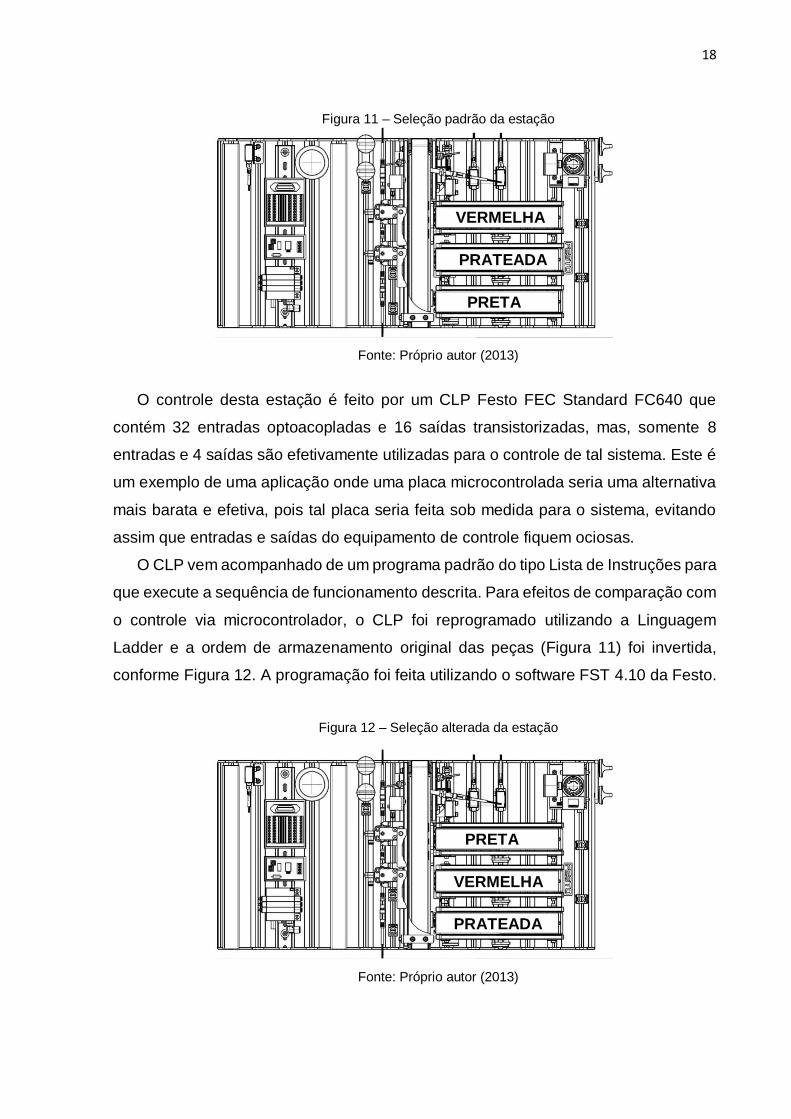
Figura 11 – Seleção padrão da estação
Fonte: Próprio autor (2013)
O controle desta estação é feito por um CLP Festo FEC Standard FC640 que
contém 32 entradas optoacopladas e 16 saídas transistorizadas, mas, somente 8
entradas e 4 saídas são efetivamente utilizadas para o controle de tal sistema. Este é
um exemplo de uma aplicação onde uma placa microcontrolada seria uma alternativa
mais barata e efetiva, pois tal placa seria feita sob medida para o sistema, evitando
assim que entradas e saídas do equipamento de controle fiquem ociosas.
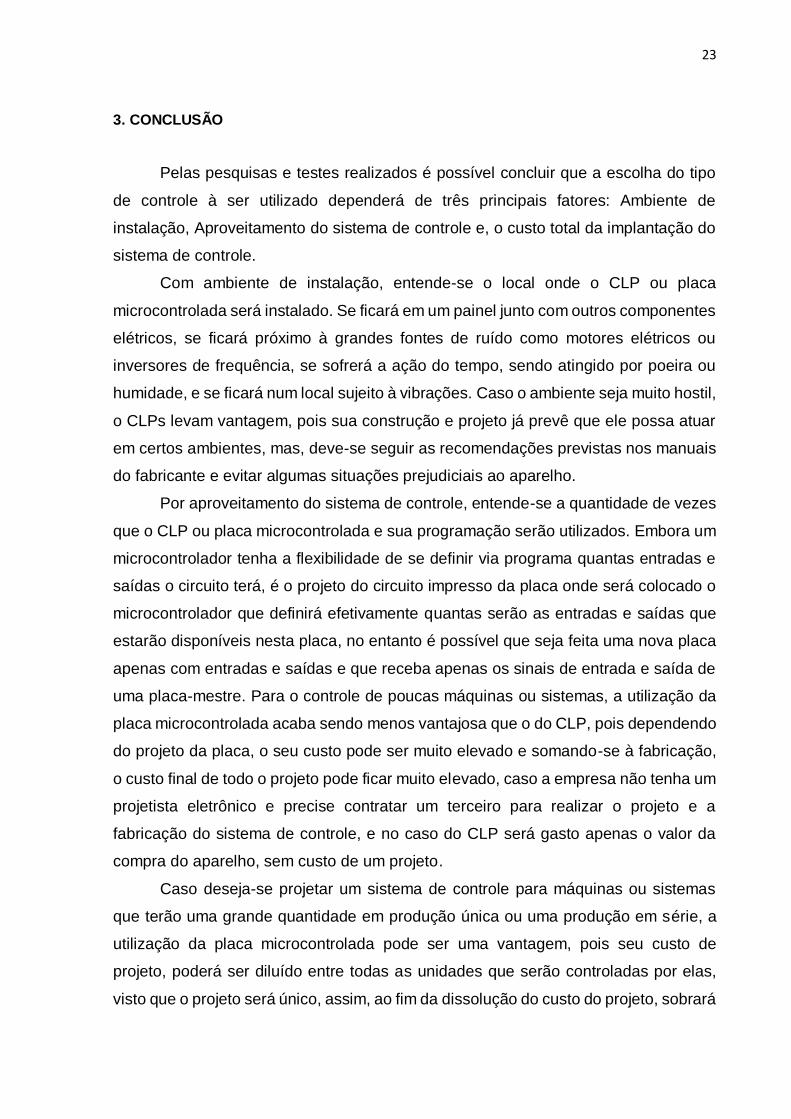
O CLP vem acompanhado de um programa padrão do tipo Lista de Instruções para
que execute a sequência de funcionamento descrita. Para efeitos de comparação com
o controle via microcontrolador, o CLP foi reprogramado utilizando a Linguagem
Ladder e a ordem de armazenamento original das peças (Figura 11) foi invertida,
conforme Figura 12. A programação foi feita utilizando o software FST 4.10 da Festo.
Figura 12 – Seleção alterada da estação
Fonte: Próprio autor (2013)
VERMELHA
PRATEADA
PRETA
PRETA
VERMELHA
PRATEADA

19
Na tabela a seguir estão representadas as entradas e saídas utilizadas na
programação do CLP com seus respectivos endereços e qual componente estão
representando:
Tabela 2 – Entradas e Saídas utilizadas no CLP
ENTRADAS SAÍDAS
END. COMPONENTE END. COMPONENTE
I0.0 Sensor óptico, identifica peças no início da esteira
O0.0 Relé, liga o motor da esteira
I0.1 Sensor indutivo, identifica pela metálica
O0.1 Válvula solenoide, pilota o cilindro do Braço 1
I0.2 Sensor óptico, identifica cor da peça
O0.2 Válvula solenoide, pilota o cilindro do Braço 2
I0.3 Sensor óptico com barreira, identifica escorregador cheio
O0.3 Válvula solenoide, pilota o recuo do Stopper
I0.5 Sensor magnético, identifica posição do cilindro do Braço 1
I0.7 Sensor magnético, identifica posição do cilindro do Braço 2
Fonte: Próprio autor (2013)
Na Figura 13 está representada a parte da programação em Linguagem Ladder
que faz a identificação e seleção das peças.
Figura 13 – Programação Ladder / Identificação e seleção de peças
Fonte: Próprio autor (2013)

20
Como o número de entradas e saídas presentes no sistema controlado são
pequenos, seria possível substituí-lo pelos conhecidos “Micro CLPs”. Micro CLPs são
CLPs de pequeno porte com número limitado de portas (entradas/saídas) e que tem
a possibilidade de expansão por meio de módulos vendidos separadamente. Um das
famílias mais conhecidas atualmente de Micro CLPs, é a família Logo da Siemens
(Figura 14) que possui vários modelos, alguns com a possibilidade de expansão por
meio da aquisição de módulos extras. Um módulo único com 10 entradas e 4 saídas
digitais, pode ser encontrado no mercado por R$582,00, e módulos de expansão para
ele podem ser encontrados a partir de R$160,00.
Figura 14 – Micro CLP Logo
Fonte: Siemens (p.10, 2012)
Outro Micro CLP disponível atualmente, é o modelo FPE (Figura 15), produzido
pela Panasonic, e comercializado pela Metaltex, este modelo tem 8 entradas e 6
saídas digitais, e não há a possibilidade de expansão por meio de módulos extras. O
micro CLP Metaltex FPE pode ser encontrado por R$977,00 se comprado diretamente
com a empresa. Tanto o modelo da Siemens quanto o da Metaltex acompanham
softwares para a programação em Linguagem Ladder.

21
Figura 15 – Micro CLP FP-e
Fonte: Metaltex/Panasonic (p.05, 2012)
Para o controle com microcontrolador, foi utilizada uma placa com 16 entradas
optoacopladas, sendo 12 entradas PNP e 4 entradas NPN, e 4 saídas NPN. A
programação do microcontrolador foi feita em Linguagem C utilizando o software Code
Composer Studio 5.4, da Texas Instruments. A placa microcontrolada (Figura 16) foi
adquirida junto à empresa Inovus, por ser tratar de um modelo já pronto não houve
custos com projeto, apenas o custo de fabricação da placa microcontrolada que ficou
em R$120,00. De acordo com o engenheiro responsável da empresa, o valor do custo
de projeto depende muito do sistema ou máquina que será controlado, embora a
configuração padrão da placa possa ser reaproveitada em um outro projeto apenas
alterando-se a programação do microcontrolador.
O software utilizado para a programação, foi um software pago, mas, há
softwares gratuitos que podem ser utilizados, como o Energia, um software de código
aberto criado em 2012 com o intuito de levar a plataforma LauchPad da Texas
Instruments, controlada pelo microcontrolador MSP430 ao hardware do Arduíno.

22
Figura 16 - Placa Microcontrolada utilizada no Estudo
Fonte: Próprio autor (2013)
Tanto o CLP quanto a placa microcontrolada atenderam às expectativas. A
identificação das peças e a separação foi feita com sucesso quando utilizado os dois
tipos de controle. Os dois seguiram a lógica implementada e realizaram as seguintes
etapas com sucesso:
Identificação de peça no início da esteira;
Ativação do motor da esteira;
Leitura do material e da cor da peça;
Liberação da peça para depósito nos escorregadores;
Ativação dos braços seletores de acordo com a cor da peça, sendo;
Peça preta direcionada ao escorregador 1 pelo braço 1;
Peça vermelha direcionada ao escorregador 2 pelo braço 2;
Peça prateada direcionada ao escorregador 3 sem acionamento dos braços.
23
3. CONCLUSÃO
Pelas pesquisas e testes realizados é possível concluir que a escolha do tipo
de controle à ser utilizado dependerá de três principais fatores: Ambiente de
instalação, Aproveitamento do sistema de controle e, o custo total da implantação do
sistema de controle.
Com ambiente de instalação, entende-se o local onde o CLP ou placa
microcontrolada será instalado. Se ficará em um painel junto com outros componentes
elétricos, se ficará próximo à grandes fontes de ruído como motores elétricos ou
inversores de frequência, se sofrerá a ação do tempo, sendo atingido por poeira ou
humidade, e se ficará num local sujeito à vibrações. Caso o ambiente seja muito hostil,
o CLPs levam vantagem, pois sua construção e projeto já prevê que ele possa atuar
em certos ambientes, mas, deve-se seguir as recomendações previstas nos manuais
do fabricante e evitar algumas situações prejudiciais ao aparelho.
Por aproveitamento do sistema de controle, entende-se a quantidade de vezes
que o CLP ou placa microcontrolada e sua programação serão utilizados. Embora um
microcontrolador tenha a flexibilidade de se definir via programa quantas entradas e
saídas o circuito terá, é o projeto do circuito impresso da placa onde será colocado o
microcontrolador que definirá efetivamente quantas serão as entradas e saídas que
estarão disponíveis nesta placa, no entanto é possível que seja feita uma nova placa
apenas com entradas e saídas e que receba apenas os sinais de entrada e saída de
uma placa-mestre. Para o controle de poucas máquinas ou sistemas, a utilização da
placa microcontrolada acaba sendo menos vantajosa que o do CLP, pois dependendo
do projeto da placa, o seu custo pode ser muito elevado e somando-se à fabricação,
o custo final de todo o projeto pode ficar muito elevado, caso a empresa não tenha um
projetista eletrônico e precise contratar um terceiro para realizar o projeto e a
fabricação do sistema de controle, e no caso do CLP será gasto apenas o valor da
compra do aparelho, sem custo de um projeto.
Caso deseja-se projetar um sistema de controle para máquinas ou sistemas
que terão uma grande quantidade em produção única ou uma produção em série, a
utilização da placa microcontrolada pode ser uma vantagem, pois seu custo de
projeto, poderá ser diluído entre todas as unidades que serão controladas por elas,
visto que o projeto será único, assim, ao fim da dissolução do custo do projeto, sobrará

24
apenas o custo de fabricação da placa, que poderá, dependendo da complexidade do
projeto de controle, ser menor que o valor unitário de um CLP.
O número de variáveis a serem utilizadas no controle (como entradas e saídas),
o tipo dessas variáveis (se digitais ou analógicas) e também a necessidade ou
possibilidade de uma alteração futura na programação do sistema de controle também
são fatores que irão influenciar na escolha do tipo de controle a ser utilizado. Uma
placa microcontrolada com muitas entradas e saídas, pode ter um custo maior do que
a aquisição de um módulo de expansão para um CLP que já se tenha instalado. Se é
previsto em projeto que a máquina ou sistema, poderá futuramente sofrer alterações
ou atualizações (inclusão de mais sensores, controle analógico de velocidade, etc), a
utilização de um modelo de CLP que não aceite módulos de expansão pode ocasionar
a troca do sistema de controle completo, enquanto um modelo que aceite módulos de
expansão possa continuar sendo utilizado, e uma placa microcontrolada já preparada,
poderá continuar sendo utilizada, apenas necessitando alterações na programação.
REFERÊNCIAS
PRUDENTE, Francesco. Automação Industrial PLC: programação e instalação. Rio
de Janeiro: LTC, 2011;
NATALE, Ferdinando. Automação Industrial. 10º ed. rev. São Paulo: Érica, 2008;
CETINKUNT,Sabri. Mecatrônica. Tradução e revisão técnica, Jorge Luís Machado do
Amaral, José Franco Machado do Amaral. –Rio de Janeiro: LTC, 2008.
SANCHES, Durval. Interferência Eletromagnética. Rio de Janeiro: Interciência,
2003.
PEREIRA, Fábio. Microcontroladores MSP430: Teoria e Prática. 1º ed. São Paulo:
Érica, 2005.
ZANCAN, Marcos Daniel. Controladores Programáveis. Santa Maria: Universidade
Federal de Santa Maria: Colégio Técnico Industrial de Santa Maria, 2010.

25
IEC, International Electrotechnical Commission. IEC 61131-3: Programmable
controllers - Part 3: Programming languages. Suíça, 2003.
WIKILIVROS. Eletrônica Digital/Sistemas analógicos e digitais. Disponível em:
<http://pt.wikibooks.org/wiki/Eletr%C3%B4nica_Digital/Sistemas_anal%C3%B3gicos
_e_digitais>. Acesso em: 20 out. 2013.
PALPITE DIGITAL. Como escolher o microcontrolador adequando ao seu
projeto. Disponível em: <http://www.palpitedigital.com.br/wp/2007/05/14/como-
escolher-o-microcontrolador-adequado-ao-seu-projeto/>. Acesso em: 28 out. 2013.
SCHNEIDER ELECTRIC. Programa de Formação Técnica Continuada:
Compatibilidade Eletromagnética. Disponível em: <http://www.schneider-
electric.com.br/documents/cadernos-tecnicos/tema10_compatibilidade.pdf>. Acesso
em: 01 nov. 2013
FLK, Instrumentação Eletrônica Ltda. NORMA NR-10: Dúvidas. Disponível em:
<http://www.flk-rio.com.br/hotsites/notas-de-aplicacao/norma-nr-10.html>. Acesso
em: 01 nov. 2013.
BELTRAME, F.; BERTAGNOLLI, L. D. Interferência Eletromagnética:
Demonstração de um protótipo. In: Seminário de Eletrônica de Potência e Controle
(SEPOC), 7., 2013, Santa Maria. Disponível em: <http://coral.ufsm.br/gepoc/sepoc/
sepoc2010/progpara_arquivos/apresentacao_emi_sepoc.pdf>. Acesso em: 29 out.
2013.
FIEMG, Federação das Indústrias de Minas Gerais. Preparação de PMEs para
Homologação de Produtos e Equipamentos na “Marcação CE”: Introdução às
Normas. Disponível em: <http://www.fiemg.org.br/admin/BibliotecaDeArquivos
/Image.aspx?ImgId=26779&TabId=1036>. Acesso em: 06 nov. 2013.
ARAUJO, R. L.; QUOIRIN, R. S. L.; ARDJOMAND, L. M. As Descargas
Eletrostáticas e a Manutenção de Equipamentos Sensíveis no Âmbito do Setor

26
Elétrico. Disponível em: < ftp://ftp.cefetes.br/Cursos/Eletrotecnica/Cassoli/Manuten%
E7%E3o%20El%E9trica/artigos%20tecnicos/sistemas%20eletricos/artigo%20-%20
As%20descargas%20eletrostaticas%20e%20a%20manuten%E7%E3o%20de%20eq
uip.%20sensiveis.pdf>. Acesso em: 25 jul. 2013.
TELECURSO 2000, Apostila. Controladores Lógicos Programáveis. Disponível
em: <http://www.clubedaeletronica.com.br/Automacao/Automa%20telecurso/autoa
12.pdf >. Acesso em 07 nov. 2013.
CORTELETTI, D. Programação – Aula 2 – Parte 1: Transferência do programa HEX
usando BOOTLOADER. Disponível em: < http://www.mecatronica.org.br/disciplinas/
programacao/002/transferindo-bl.pdf>. Acesso em: 24 out. 2013.

APÊNDICE A – PROGRAMAÇÃO EM LINGUAGEM LADDER


APÊNDICE B – PROGRAMAÇÃO EM LINGUAGEM C
/* * main.c * * Created on: 14/11/2013 * Author: Alex */ #include <msp430.h> #include "prototypes.h" void main(void) { unsigned char m_est = 0; // Relé liga o motor da esteira unsigned char v_retst = 0; // Válvula simples solenóide recua Stopper (mini cilindro, normalmente avançado, que para as peças para identificação) WDTCTL = WDTPW + WDTHOLD; Set_Directions(); /* P2IN & BIT0 = Sensor Indutivo identifica se peça é metálica P6IN & BIT0 = Sensor identifica peça no início da esteira; P2IN & BIT1 = Sensor identifica cor/reflexo da peça; P6IN & BIT1 = Sensor Escorregador Cheio; P1IN & BIT0 = Sensor Braço 1 Avançado; P1IN & BIT1 = Sensor Braço 2 Avançado; */ while(1) { if (((P1IN & BIT0) == 0) || ((P1IN & BIT1) == 0) || (v_retst == 1)) // Verifica se algum dos braços está acionado e se o Stopper está recuado { P4OUT &= ~(BIT0 | BIT1 | BIT2 | BIT3); // Reseta as saídas (desliga) P5OUT &= ~(BIT0 | BIT1 | BIT2 | BIT3); // Reseta os LEDs (desliga) v_retst=0; m_est=0; } if (((P6IN & BIT0) == 0) && (v_retst == 0)) // Verifica se há peça no inicio da esteira e se o Stopper está avançado { P5OUT |= BIT0; // Aciona LED para indicação de esteira ligada P4OUT |= BIT0; // Aciona relé do motor m_est = 1; // Flag para indicação de esteira ligada }

while (((P6IN & BIT1) == BIT1) && (m_est == 1)) // Verifica se estoque está cheio e se a esteira está ligada { if (v_retst == 0) // Verifica se o Stopper está avançado (indicando ciclo de seleção ativo) { _delay_cycles(2400000); // Tempo até a peça chegar à posição de identificação } if (((P2IN & BIT0) == BIT0) && ((P1IN & BIT0) == BIT0) && (v_retst == 0)) // Verifica se a peça NÃO É de metal, se o Braço 1 está recuado e se o Stopper está avançado. { if ((P2IN & BIT1) == 0) // Verifica se a peça TEM reflexo (PEÇA VERMELHA) { P4OUT |= BIT3; // Aciona a válvula que recua o Stopper P5OUT |= BIT3; // Aciona LED que indica Stopper recuado P4OUT |= BIT2; // Aciona válvula que aciona Braço 2 P5OUT |= BIT2; // Aciona LED que indica Braço 2 avançado v_retst = 1; // Flag que indica Stopper recuado } if (((P2IN & BIT1) == BIT1) && ((P1IN & BIT1) == BIT1) && (v_retst == 0)) // Verifica se a peça NÃO TEM reflexo, se o Braço 2 está recuado e se o Stopper está avançado. { P4OUT |= BIT3; // Aciona a válvula que recua o Stopper P5OUT |= BIT3; // Acende LED que indica Stopper recuado P4OUT |= BIT1; // Aciona válvula que avança Braço 1 P5OUT |= BIT1; // Aciona LED que indica Braço 1 Avançado v_retst = 1; // Flag que indica Stopper recuado } } if (((P2IN & BIT0) == 0) && ((P1IN & BIT0) == BIT0) && ((P1IN & BIT1) == BIT1) && (v_retst==0)) // Verifica se a peça É de metal, se TEM reflexo (PEÇA PRATA), e se o Stopper está avançado. { P4OUT |= BIT3; // Aciona válvula que recua o Stopper P5OUT |= BIT3; // Aciona LED que indica Stopper recuado v_retst = 1; // Flag que indica Stopper recuado } } } }





























