Embed Size (px)
Citation preview

5 International Journal of Fiber and Textile Research 2012; 2(2): 5-11
ISSN 2277-7156
Original Article
Role of spinning process variables on dynamic process of hair
formation in ring spinning
Vaibhav K. Dhange
Department of Textiles, DKTE Society’s Textile & Engineering Institute,
‘Rajwada’, Ichalkaranji, Dist. Kolhapur, (M.S), India (Received 2
Cell: 0091 9604761959, E-mail: [email protected]
Received 04 May 2012; accepted 31 May 2012
Abstract
Yarn hairiness originates in the spinning triangle where individual or bundle of fibres are twisted and consolidated. It was supposed that, in a Z-twist yarn fibres in the left hand fringe were more responsible for the formation of hairs. In this study an
attempt was made to verify different theories of hair formation and to study the effect of various processing parameters on the
contribution of left hand fringe and right hand fringe of the spinning triangle to the hair length distribution. With the aid of
CCD camera, it was planned to capture continuous photographs of spinning triangle to demonstrate the formation of different
types of yarn hairiness. It was also planned to study the effect of parameters like traveller, roving hank and TM on the
contribution of right hand fringe and left hand fringe of fibres in spinning triangle to the formation of the yarn hairiness and
hair length distribution.
© 2011 Universal Research Publications. All rights reserved
Key words: hairiness, ring spinning triangle, traveller, roving hank, twist multiplier, CCD camera.
1. Introduction
A lot of research work has been done to find out mechanism
of hairiness formation on ring spinning machine, and
different factors affecting yarn hairiness and various means to
reduce it. Morton and Yen[1] pointed out that, in practice
delivery speed of the front roller is same for all fibres. This
means that during twisting, the fibres of a yarn must be in
varying states of tension depending upon the positions they
occupy. The fibres lying on the surface will be at higher
tension than those near the core as they have to follow a
longer path. When a trailing end emerges from the nip of the
front roller, there is almost no tension in the fibre to collect it into the yarn. If at that instant a short fibre happens to be one
of those following longer paths among the outer zones, it will
cease to be an effective competitor for a core position.
Therefore, it is easily expelled to the surface and appears as a
projecting fibre. Morton[2] pointed out that, in a Z - twist
yarn; fibres in the right hand fringe of the ribbon can fold
over freely towards the left at the point of yarn formation. But
fibres in the left hand fringe are not similarly free to fold –
under towards the right because of obstruction by the top
breast of the bottom drafting roller; thus they are likely to be
concentrated in the outer zone of the yarn. As per Barella[3]
yarn hairiness is produced by protruding fibres, wild fibres
and loops.
Stalder[4] showed schematic view of yarn formation
zone where fibres are delivered by the drafting unit over
width W, which depends upon yarn count, twist level in
roving and total draft. Downstream of the nip-line, between
the delivery rollers, the actual yarn formation takes place.
The spinning triangle gathers the incoming fibres from the drafting unit and incorporates them into the yarn structure.
Width of spinning triangle, w, is inversely proportional to the
spinning tension. Under practical condition width W is larger
than width w. Therefore, spinning triangle cannot catch all
incoming fibres. The more is the difference between W & w,
more are the edge fibres getting escaped of twisting action
and lost or attached to the already twisted yarn core in a
disordered configuration.
Available online at http://www.urpjournals.com
International Journal of Fiber and Textile Research
Universal Research Publications. All rights reserved

6 International Journal of Fiber and Textile Research 2012; 2(2): 5-11
Klein[5] pointed out that, the twist determines one of
the dimensions of the spinning triangle, namely the length L.
He stated that high yarn twist results in a short spinning
triangle. For a given exit width of fibre strand, W, the length
of spinning triangle determines in turn its width w, (which is
always smaller than W). And depending on the twisting height, with short triangle, many edge fibres are not tied in
owing to the high deflection angle required. He also stated
that not only the twist in yarn but machine design also affects
the length of spinning triangle, through the wrap angle of the
fibre strand on the front roller. The greater the wrap angle,
longer is the spinning triangle formed. This deflection leads
the spinning triangle additional guidance, and above all
prevents a very abrupt bending - off of the edge fibres
emerging from the nip. He concluded that it is primarily the
angles that matters much rather than the length of triangle.
This study aims to observe formation of different
types of hairs with a series of photographs and to study effect of parameters like traveller, roving hank and twist multiplier
(henceforth TM) on the contribution of right hand fringe
(henceforth RHS) and left hand fringe (henceforth LHS) of
fibres in spinning triangle to the formation of the yarn
hairiness and hair length distribution.
From images obtained from CCD camera, it is clear
that for a Z- twist yarn, twist flows in the right hand side of
the fringe, but not all fibres at the right hand side are
accumulated. The contribution of left hand side of the fringe is
more for formation of loops and hairs.
2. Materials and methods
2.1. Experimental Set up to observe hair formation
For this project an AVC 571 Digital Colour CCD camera was
used to capture images of spinning triangle. The camera was
attached to a microscope with magnification of 10 X; and the
whole assembly was mounted 7cms away from the nip of the
drafting rollers. An image grabbing card was used to record
images continuously on hard disk of computer. With the help
of VCD cutter software, images were examined frame by
frame within 1/25 second.
2.2. Planning of experiment Experiments were planned according to the orthogonal array
advocated by Taguchi. The application of L-9 orthogonal
array includes use of 3 factors at 3 levels. The process
variables (treatments) for three levels of factors of orthogonal
array are roving hank, twist multiplier and traveller (Table 1
& 2).
2.3. Spinning
To facilitate observation of fibres coming from 2 zones,
namely right hand zone and left hand zone, two rovings of
different colours, one white and other red, were used. Both rovings were drawn from the same mixing. The yarn spun
was of 16s Ne. Yarns were spun under 9 runs (Table 2) on a
G5/1 ring frame.
2.4. Testing of yarn hairiness
Hair Length Distribution can be found out by using Zweigle
G565 hairiness tester, but it is not possible to count fibres
having different colors. Therefore, analysis of hairiness was done manually using microscope with magnification of 10 X .
Two bobbins were tested per run for hair length distribution
and average was calculated. 52 readings (each of 5cms of
yarn) were taken per bobbin. The contribution of right hand
fringe and left hand fringe to the hair length distribution at
the start of the doff and at the end of the doff were also
studied. The fact that hairs of length 1 to 2 mm are essential
due to the fact that air can cling to enormous surface area
created by these hairs. Air is an excellent insulator and
therefore helps in increasing the thermal insulation of fabric.
It also provides a soft feel to knitted fabric. Therefore, in this
study hairs and loops longer than 2 mm were measured.
3. Results and discussion
3.1. Formation of yarn hairiness
3.1.1. Concept of pre-twist
In a Z - twist yarn, twist propagates from the right of the fibre
fringe towards the left side of spinning triangle. Pre-twisting
in the right hand fringe causes fibres in the RHS of a spinning
triangle tend to accumulate (Fig.1). On the other hand,
several fibres in the left hand fringe are apart from the main
fibre fringe and are not yet twisted. This may be because the fibres in the left hand fringe are not free to fold under to the
right due to the obstruction by the bottom rollers.
It is a wrong assumption that all the fibres in the
right hand fringe are under good control due to twist. Not all
the fibres are pre-twisted. In spinning triangle fibres at the
middle of the fringe are the first to take twist. Some edge
fibres in the right hand fringe are not accumulated by the pre-
twist. Therefore, it is expected that their behaviour will be
similar to that of the edge fibres at the LHS.
Fig.1. Concept of pre-twist
7 International Journal of Fiber and Textile Research 2012; 2(2): 5-11
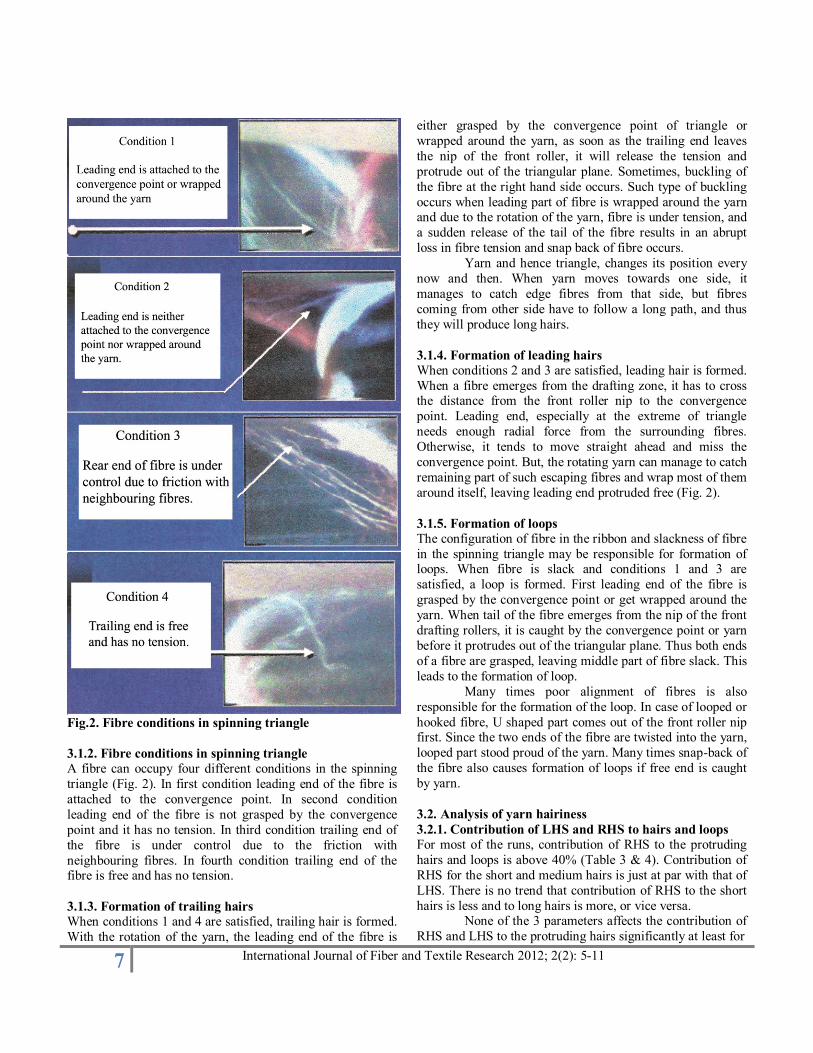
Fig.2. Fibre conditions in spinning triangle
3.1.2. Fibre conditions in spinning triangle
A fibre can occupy four different conditions in the spinning
triangle (Fig. 2). In first condition leading end of the fibre is
attached to the convergence point. In second condition
leading end of the fibre is not grasped by the convergence
point and it has no tension. In third condition trailing end of
the fibre is under control due to the friction with
neighbouring fibres. In fourth condition trailing end of the fibre is free and has no tension.
3.1.3. Formation of trailing hairs
When conditions 1 and 4 are satisfied, trailing hair is formed.
With the rotation of the yarn, the leading end of the fibre is
either grasped by the convergence point of triangle or
wrapped around the yarn, as soon as the trailing end leaves
the nip of the front roller, it will release the tension and
protrude out of the triangular plane. Sometimes, buckling of
the fibre at the right hand side occurs. Such type of buckling
occurs when leading part of fibre is wrapped around the yarn and due to the rotation of the yarn, fibre is under tension, and
a sudden release of the tail of the fibre results in an abrupt
loss in fibre tension and snap back of fibre occurs.
Yarn and hence triangle, changes its position every
now and then. When yarn moves towards one side, it
manages to catch edge fibres from that side, but fibres
coming from other side have to follow a long path, and thus
they will produce long hairs.
3.1.4. Formation of leading hairs
When conditions 2 and 3 are satisfied, leading hair is formed.
When a fibre emerges from the drafting zone, it has to cross the distance from the front roller nip to the convergence
point. Leading end, especially at the extreme of triangle
needs enough radial force from the surrounding fibres.
Otherwise, it tends to move straight ahead and miss the
convergence point. But, the rotating yarn can manage to catch
remaining part of such escaping fibres and wrap most of them
around itself, leaving leading end protruded free (Fig. 2).
3.1.5. Formation of loops
The configuration of fibre in the ribbon and slackness of fibre
in the spinning triangle may be responsible for formation of loops. When fibre is slack and conditions 1 and 3 are
satisfied, a loop is formed. First leading end of the fibre is
grasped by the convergence point or get wrapped around the
yarn. When tail of the fibre emerges from the nip of the front
drafting rollers, it is caught by the convergence point or yarn
before it protrudes out of the triangular plane. Thus both ends
of a fibre are grasped, leaving middle part of fibre slack. This
leads to the formation of loop.
Many times poor alignment of fibres is also
responsible for the formation of the loop. In case of looped or
hooked fibre, U shaped part comes out of the front roller nip first. Since the two ends of the fibre are twisted into the yarn,
looped part stood proud of the yarn. Many times snap-back of
the fibre also causes formation of loops if free end is caught
by yarn.
3.2. Analysis of yarn hairiness
3.2.1. Contribution of LHS and RHS to hairs and loops
For most of the runs, contribution of RHS to the protruding
hairs and loops is above 40% (Table 3 & 4). Contribution of
RHS for the short and medium hairs is just at par with that of
LHS. There is no trend that contribution of RHS to the short
hairs is less and to long hairs is more, or vice versa. None of the 3 parameters affects the contribution of
RHS and LHS to the protruding hairs significantly at least for
8 International Journal of Fiber and Textile Research 2012; 2(2): 5-11
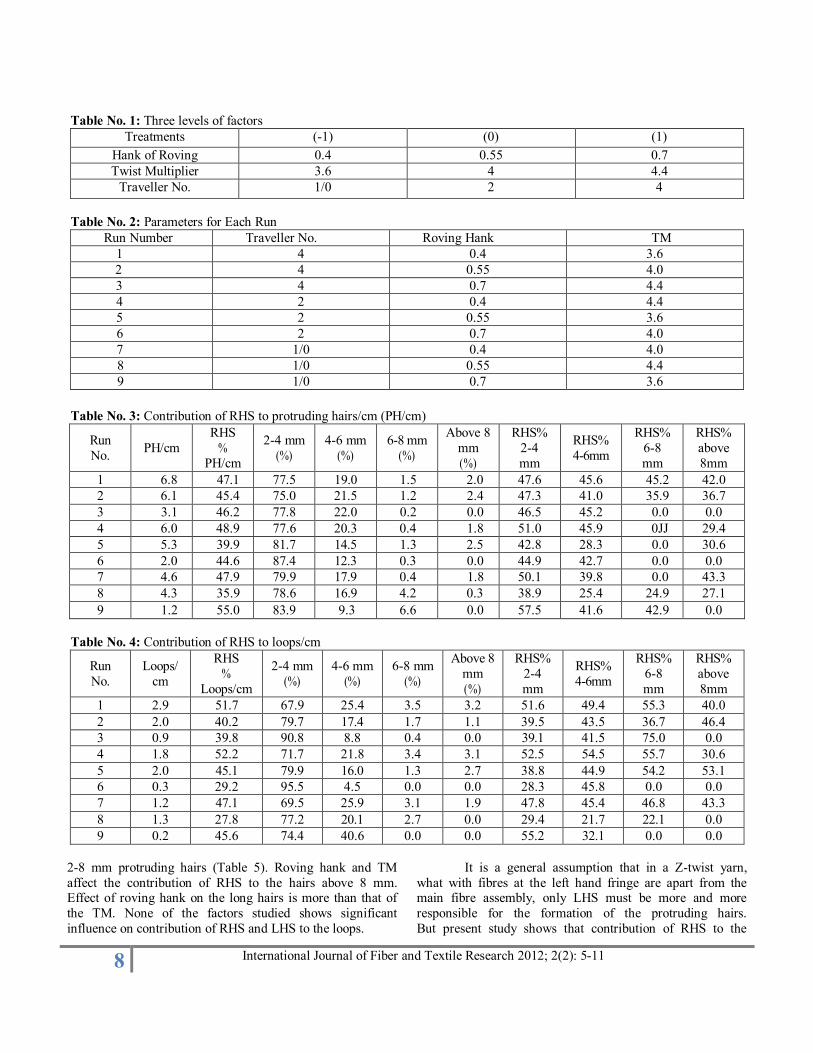
Table No. 1: Three levels of factors
Treatments (-1) (0) (1)
Hank of Roving 0.4 0.55 0.7
Twist Multiplier 3.6 4 4.4
Traveller No. 1/0 2 4
Table No. 2: Parameters for Each Run
Run Number Traveller No. Roving Hank TM
1 4 0.4 3.6
2 4 0.55 4.0
3 4 0.7 4.4
4 2 0.4 4.4
5 2 0.55 3.6
6 2 0.7 4.0
7 1/0 0.4 4.0
8 1/0 0.55 4.4
9 1/0 0.7 3.6
Table No. 3: Contribution of RHS to protruding hairs/cm (PH/cm)
Run
No. PH/cm
RHS
%
PH/cm
2-4 mm
(%)
4-6 mm
(%)
6-8 mm
(%)
Above 8
mm
(%)
RHS%
2-4
mm
RHS%
4-6mm
RHS%
6-8
mm
RHS%
above
8mm
1 6.8 47.1 77.5 19.0 1.5 2.0 47.6 45.6 45.2 42.0
2 6.1 45.4 75.0 21.5 1.2 2.4 47.3 41.0 35.9 36.7
3 3.1 46.2 77.8 22.0 0.2 0.0 46.5 45.2 0.0 0.0
4 6.0 48.9 77.6 20.3 0.4 1.8 51.0 45.9 0JJ 29.4
5 5.3 39.9 81.7 14.5 1.3 2.5 42.8 28.3 0.0 30.6
6 2.0 44.6 87.4 12.3 0.3 0.0 44.9 42.7 0.0 0.0
7 4.6 47.9 79.9 17.9 0.4 1.8 50.1 39.8 0.0 43.3
8 4.3 35.9 78.6 16.9 4.2 0.3 38.9 25.4 24.9 27.1
9 1.2 55.0 83.9 9.3 6.6 0.0 57.5 41.6 42.9 0.0
Table No. 4: Contribution of RHS to loops/cm
Run
No.
Loops/
cm
RHS
%
Loops/cm
2-4 mm
(%)
4-6 mm
(%)
6-8 mm
(%)
Above 8
mm
(%)
RHS%
2-4
mm
RHS%
4-6mm
RHS%
6-8
mm
RHS%
above
8mm
1 2.9 51.7 67.9 25.4 3.5 3.2 51.6 49.4 55.3 40.0
2 2.0 40.2 79.7 17.4 1.7 1.1 39.5 43.5 36.7 46.4
3 0.9 39.8 90.8 8.8 0.4 0.0 39.1 41.5 75.0 0.0
4 1.8 52.2 71.7 21.8 3.4 3.1 52.5 54.5 55.7 30.6
5 2.0 45.1 79.9 16.0 1.3 2.7 38.8 44.9 54.2 53.1
6 0.3 29.2 95.5 4.5 0.0 0.0 28.3 45.8 0.0 0.0
7 1.2 47.1 69.5 25.9 3.1 1.9 47.8 45.4 46.8 43.3
8 1.3 27.8 77.2 20.1 2.7 0.0 29.4 21.7 22.1 0.0
9 0.2 45.6 74.4 40.6 0.0 0.0 55.2 32.1 0.0 0.0
2-8 mm protruding hairs (Table 5). Roving hank and TM
affect the contribution of RHS to the hairs above 8 mm. Effect of roving hank on the long hairs is more than that of
the TM. None of the factors studied shows significant
influence on contribution of RHS and LHS to the loops.
It is a general assumption that in a Z-twist yarn,
what with fibres at the left hand fringe are apart from the main fibre assembly, only LHS must be more and more
responsible for the formation of the protruding hairs.
But present study shows that contribution of RHS to the
9 International Journal of Fiber and Textile Research 2012; 2(2): 5-11
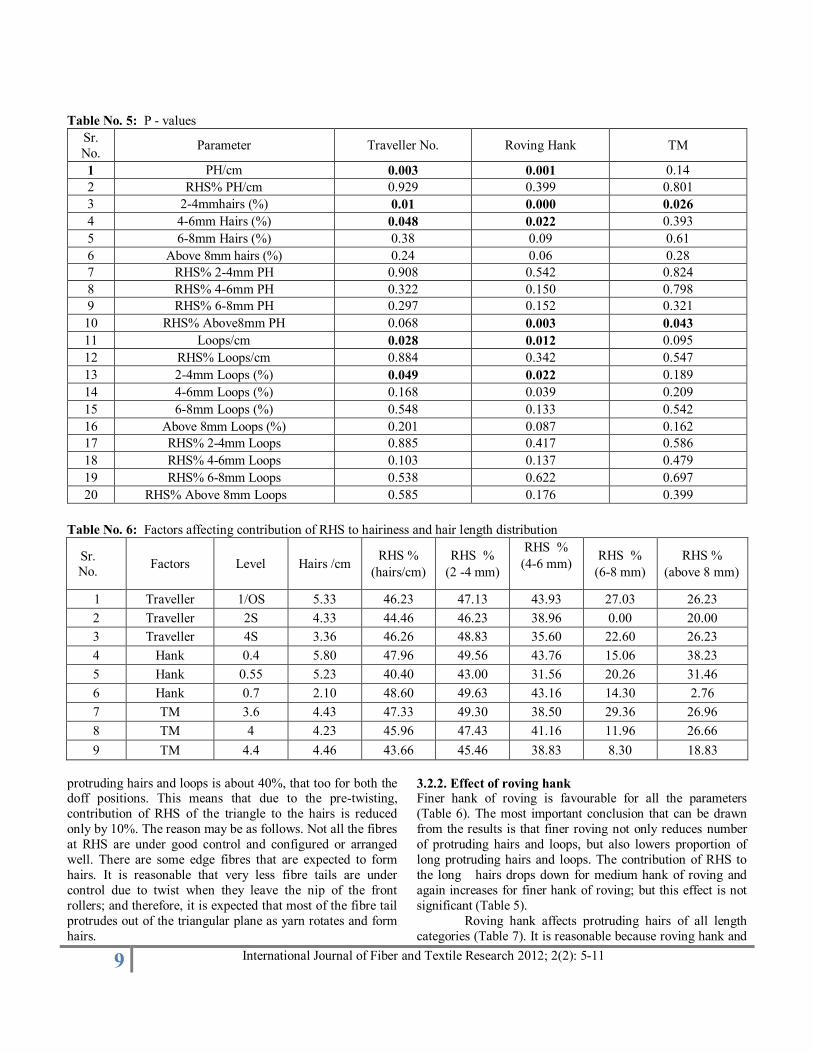
Table No. 5: P - values
Sr.
No. Parameter Traveller No. Roving Hank TM
1 PH/cm 0.003 0.001 0.14
2 RHS% PH/cm 0.929 0.399 0.801
3 2-4mmhairs (%) 0.01 0.000 0.026
4 4-6mm Hairs (%) 0.048 0.022 0.393
5 6-8mm Hairs (%) 0.38 0.09 0.61
6 Above 8mm hairs (%) 0.24 0.06 0.28
7 RHS% 2-4mm PH 0.908 0.542 0.824
8 RHS% 4-6mm PH 0.322 0.150 0.798
9 RHS% 6-8mm PH 0.297 0.152 0.321
10 RHS% Above8mm PH 0.068 0.003 0.043
11 Loops/cm 0.028 0.012 0.095
12 RHS% Loops/cm 0.884 0.342 0.547
13 2-4mm Loops (%) 0.049 0.022 0.189
14 4-6mm Loops (%) 0.168 0.039 0.209
15 6-8mm Loops (%) 0.548 0.133 0.542
16 Above 8mm Loops (%) 0.201 0.087 0.162
17 RHS% 2-4mm Loops 0.885 0.417 0.586
18 RHS% 4-6mm Loops 0.103 0.137 0.479
19 RHS% 6-8mm Loops 0.538 0.622 0.697
20 RHS% Above 8mm Loops 0.585 0.176 0.399
Table No. 6: Factors affecting contribution of RHS to hairiness and hair length distribution
Sr.
No. Factors Level Hairs /cm
RHS %
(hairs/cm)
RHS %
(2 -4 mm)
RHS %
(4-6 mm)
RHS %
(6-8 mm)
RHS %
(above 8 mm)
1 Traveller 1/OS 5.33 46.23 47.13 43.93 27.03 26.23
2 Traveller 2S 4.33 44.46 46.23 38.96 0.00 20.00
3 Traveller 4S 3.36 46.26 48.83 35.60 22.60 26.23
4 Hank 0.4 5.80 47.96 49.56 43.76 15.06 38.23
5 Hank 0.55 5.23 40.40 43.00 31.56 20.26 31.46
6 Hank 0.7 2.10 48.60 49.63 43.16 14.30 2.76
7 TM 3.6 4.43 47.33 49.30 38.50 29.36 26.96
8 TM 4 4.23 45.96 47.43 41.16 11.96 26.66
9 TM 4.4 4.46 43.66 45.46 38.83 8.30 18.83
protruding hairs and loops is about 40%, that too for both the doff positions. This means that due to the pre-twisting,
contribution of RHS of the triangle to the hairs is reduced
only by 10%. The reason may be as follows. Not all the fibres
at RHS are under good control and configured or arranged
well. There are some edge fibres that are expected to form
hairs. It is reasonable that very less fibre tails are under
control due to twist when they leave the nip of the front
rollers; and therefore, it is expected that most of the fibre tail
protrudes out of the triangular plane as yarn rotates and form
hairs.
3.2.2. Effect of roving hank Finer hank of roving is favourable for all the parameters
(Table 6). The most important conclusion that can be drawn
from the results is that finer roving not only reduces number
of protruding hairs and loops, but also lowers proportion of
long protruding hairs and loops. The contribution of RHS to
the long hairs drops down for medium hank of roving and
again increases for finer hank of roving; but this effect is not
significant (Table 5).
Roving hank affects protruding hairs of all length
categories (Table 7). It is reasonable because roving hank and
10 International Journal of Fiber and Textile Research 2012; 2(2): 5-11
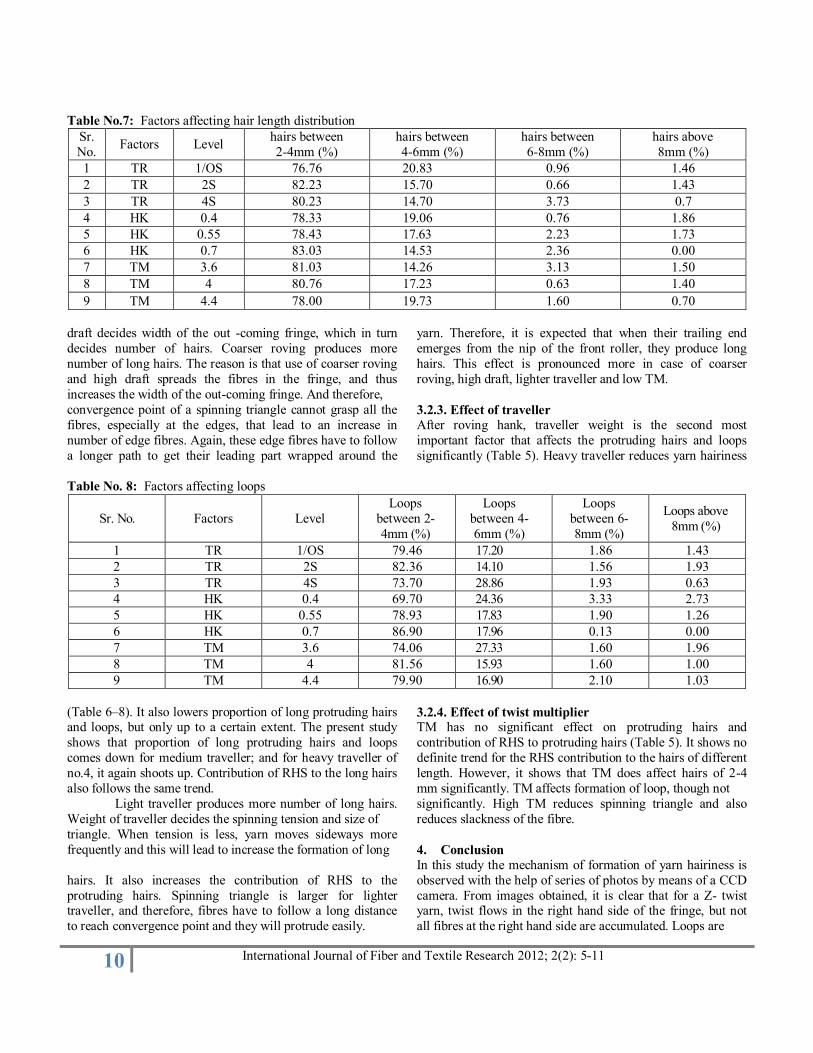
Table No.7: Factors affecting hair length distribution
Sr.
No. Factors Level
hairs between
2-4mm (%)
hairs between
4-6mm (%)
hairs between
6-8mm (%)
hairs above
8mm (%)
1 TR 1/OS 76.76 20.83 0.96 1.46
2 TR 2S 82.23 15.70 0.66 1.43
3 TR 4S 80.23 14.70 3.73 0.7
4 HK 0.4 78.33 19.06 0.76 1.86
5 HK 0.55 78.43 17.63 2.23 1.73
6 HK 0.7 83.03 14.53 2.36 0.00
7 TM 3.6 81.03 14.26 3.13 1.50
8 TM 4 80.76 17.23 0.63 1.40
9 TM 4.4 78.00 19.73 1.60 0.70
draft decides width of the out -coming fringe, which in turn
decides number of hairs. Coarser roving produces more
number of long hairs. The reason is that use of coarser roving
and high draft spreads the fibres in the fringe, and thus
increases the width of the out-coming fringe. And therefore,
convergence point of a spinning triangle cannot grasp all the
fibres, especially at the edges, that lead to an increase in
number of edge fibres. Again, these edge fibres have to follow
a longer path to get their leading part wrapped around the
yarn. Therefore, it is expected that when their trailing end
emerges from the nip of the front roller, they produce long
hairs. This effect is pronounced more in case of coarser
roving, high draft, lighter traveller and low TM.
3.2.3. Effect of traveller
After roving hank, traveller weight is the second most
important factor that affects the protruding hairs and loops
significantly (Table 5). Heavy traveller reduces yarn hairiness
Table No. 8: Factors affecting loops
(Table 6–8). It also lowers proportion of long protruding hairs and loops, but only up to a certain extent. The present study
shows that proportion of long protruding hairs and loops
comes down for medium traveller; and for heavy traveller of
no.4, it again shoots up. Contribution of RHS to the long hairs
also follows the same trend.
Light traveller produces more number of long hairs.
Weight of traveller decides the spinning tension and size of
triangle. When tension is less, yarn moves sideways more
frequently and this will lead to increase the formation of long
hairs. It also increases the contribution of RHS to the
protruding hairs. Spinning triangle is larger for lighter traveller, and therefore, fibres have to follow a long distance
to reach convergence point and they will protrude easily.
3.2.4. Effect of twist multiplier TM has no significant effect on protruding hairs and
contribution of RHS to protruding hairs (Table 5). It shows no
definite trend for the RHS contribution to the hairs of different
length. However, it shows that TM does affect hairs of 2-4
mm significantly. TM affects formation of loop, though not
significantly. High TM reduces spinning triangle and also
reduces slackness of the fibre.
4. Conclusion
In this study the mechanism of formation of yarn hairiness is
observed with the help of series of photos by means of a CCD
camera. From images obtained, it is clear that for a Z- twist yarn, twist flows in the right hand side of the fringe, but not
all fibres at the right hand side are accumulated. Loops are
Sr. No. Factors Level
Loops
between 2-
4mm (%)
Loops
between 4-
6mm (%)
Loops
between 6-
8mm (%)
Loops above
8mm (%)
1 TR 1/OS 79.46 17.20 1.86 1.43
2 TR 2S 82.36 14.10 1.56 1.93
3 TR 4S 73.70 28.86 1.93 0.63
4 HK 0.4 69.70 24.36 3.33 2.73
5 HK 0.55 78.93 17.83 1.90 1.26
6 HK 0.7 86.90 17.96 0.13 0.00
7 TM 3.6 74.06 27.33 1.60 1.96
8 TM 4 81.56 15.93 1.60 1.00
9 TM 4.4 79.90 16.90 2.10 1.03

11 International Journal of Fiber and Textile Research 2012; 2(2): 5-11
formed due to slackness in the fibre and poor fibre alignment
in the fringe. Length of the hairs is not confined by the size of
the triangle in case of poor alignment of the fibres in the
fringe. Any disturbance in triangle zone increases yarn
hairiness. When yarn moves towards one side of the fringe, it
manages to catch edge fibres from that side, but fibres coming from other side have to follow a long path, and thus they will
produce long hairs. Yarn must be stable to reduce hairiness.
In this study effect of process parameters on
contribution of right hand fringe and left hand fringe on the
hairiness and hair length distribution is also studied. From the
results it can be deduced that contribution of left hand side of
the fringe to the protruding hairs and loops is above 60%.
None of the 3 parameters affects the contribution of RHS and
LHS to the protruding hairs and loops significantly at least for
2-8 mm protruding hairs. Roving hank and TM affect the
contribution of RHS to the hairs above 8 mm. Effect of roving
hank on the long hairs is more than that of the TM.
References
1) W.E. Morton, K. C. Yen, The Arrangement of Fibres in Single Yarns, Journal of Textile Institute. 60 (1952).
2) W.E. Morton, The Arrangement of Fibres in Single Yarns,
Textile Research Journal. 26 (1956) 325-331
3) A. Barella, Yarn Hairiness, Textile Progress. No. l, 1983
4) Stalder, High Performance Ring Spinning, Melliand. 72
(1991) 585.
5) W. Klein, Spinning Geometry and Its Significance,
International Textile Bulletin. (1993) p.2
Source of support: Nil; Conflict of interest: None declared





























