Embed Size (px)
Citation preview

Varmebehandling af stål
© Industriens Forlag Ma182.fm5 - 00 05 10
Varmebehandling af stål
Stålets varmebehandling
Når stål bliver udsat for plastisk deformation, spåntagende bearbejdning, støbning og svejs-ning, ændrer stålets struktur sig ofte på en så-dan måde, at stålet får øget hårdhed og skørhed, hvilket i mange tilfælde virker uheldigt. I andre tilfælde, når stål skal anvendes til formgivende og skærende bearbejdning, er det nødvendigt at øge stålets hårdhed enten ved gennemhærdning eller overfladehærdning.
Varmebehandling omfatter følgende processer eller glødninger:• Rekrystallisation (udglødning)• Normalisering• Blødglødning• Afspændingsglødning• Hærdning og anløbning• Carbonisering (indsætning)• Nitrering• Andre overfladebehandlingsprocesser
For at kunne forstå varmebehandlingen er det nødvendigt at se på tilstandsdiagrammet jern-kulstof.
ma182-01.cdr
Jern-kulstofdiagram
1

Varmebehandling af stål
Industriens Forlag - Ma182.fm5 - 00 05 10
Jern-kulstofdiagram (ståldelen)
Jern-kulstofdiagrammet er et tilstandsdiagram, der fortæller om jern-kulstofståls forskellige fa-ser, strukturer, fra ca. 1.600 til 0°C.
På den lodrette akse er temperaturen afsat og på den vandrette akse kulstofindholdet.
Diagrammet, vi her vil beskæftige os med, om-handler kun ståldelen (Fe), kulstofindhold (C) 0 til 2,1%.
Ved et givet kulstofindhold og en given tempera-tur kan den pågældende ståltypes tilstand aflæ-ses af diagrammet. Afkøles stålet tilstrækkeligt langsomt, kan strukturomdannelserne følges ved et konstant kulstofindhold.
De strukturformer, der dannes, er afhængige af bl.a. kulstofindholdet og temperaturen.
Ferrit – FeRent jern er blødt og sejt ved lave temperaturer og har kubisk rumcentreret gitteropbygning.
Cementit – Fe3CCementit, som også kaldes jernkarbid, er en ke-misk forbindelse mellem jern, Fe, og kulstof, C.
Den kemiske forbindelse Fe3C vil give tre Fe atomer og et C atom. Den samlede atommasse bliver derved tre stk. Fe af 55,8u og et C af 12u, hvilket samlet vil blive 179,4u. Ved almindelig procentregning vil vi se, at kulstoffet maks. kun udgør
= 6,688%
Cementit er hård og skør.
AustenitEn tilstand, hvor kulstoffet er opløst i jernet.
Den maksimale opløselighed af kulstof i austenit er ca. 2,0%.
Austenitstrukturen er ustabil i kulstofstål ved almindelig stuetemperatur. I dette tilfælde kal-des austenit for restaustenit.
Austenit er blød og sej og har kubisk fladecentre-ret gitteropbygning og er umagnetisk.
PerlitFerritkrystaller, hvori der ligger parallelle la-meller af cementit, og det totale kulstofindhold i krystallet er 0,83%, kaldes perlit. Krystallet kan ikke indeholde yderligere kulstof.
Kulstofstål med 0,83% C vil udelukkende have perlitstruktur.
Perlit er en hård og sej struktur.
KorngrænsecementitEt perlitkrystal kan maksimalt indeholde 0,83% kulstof.
Yderligere kulstof vil udskilles som cementit i korngrænserne.
Jern med 6,67% C vil udelukkende bestå af ce-mentit.
Eutektoid stålEutektoid stål er stål, hvis normale struktur udelukkende består af perlit, i afkølet tilstand er kulstofindholdet 0,83%.
Undereutektoide stålUndereutektoide stål er stål, hvis normale struktur i afkølet tilstand består af perlit og fer-rit.
Kulstofindholdet er fra 0 til 0,83%.
Overeutektoide stålOvereutektoide stål er stål, hvis normale struk-tur i afkølet tilstand består af perlit og cementit.
Kulstofindholdet er 0,83% og derover.12 100×179 4,
-------------------------
2

Varmebehandling af stål
© Industriens Forlag Ma182.fm5 - 00 05 10
Jern-kulstofdiagram, ståldelen
ma101-02.cdr
Det lille jern-kulstofdiagram
0
0
0,5
0,5
0,8
0,8
1,0
1,0
1,5
1,5
2,0
2,0
Kulstofindhold i % C
1.600 1.600
1.539°C
1.392°C
1.493°C
1.539
1.500 1.500
1.400 1.400
1.300 1.300
1.200 1.200
1.100 1.100
1.000 1.000
900 900
800 800
700 700
600 600
769°C
723°C
500 500
400 400
300 300
200 200
100 100
911°C
Maks. smedetemperatur
Ferrit + perlit
Undereutektoid
Perlit + cementit
Overeutektoid
Per
lit
Rekrystallisationsglødning
Rekrystallisationsglødning
Afspændingsglødning
Normalisering + hærdning
Austenit +cementit
Smelte + δ
Smelte + (delta)δ
δ + γ
δ
Austenit = (gamma)γ
Smelte
KSP
M
G
Ferrit +Austenit
A1
A3
A2 O
A
HB
I
N
A cm
Ferrit = (alfa)α
Kubiskfladecentreret
Kubiskrumcentreret
Kubiskrumcentreret
Temperatur i°C
Temperatur i°C
E
Sfæroidisering
3

Varmebehandling af stål
Industriens Forlag - Ma182.fm5 - 00 05 10
Jern-kulstofstål 0% C – Afkølingsforløb
Ved 1.528°CJernet størkner, krystaller dannes med kubisk rumcentreret gitter.
Delta-jern (δ-jern) ~ Jern (Fe)
Ved 1.401°CForandres gitteropbygning til kubisk fladecen-treret gitter.
Gamma-jern (γ-jern) ~ Austenit.
Ved 906°CForandres gitteropbygning til kubisk rumcentre-ret gitter.
Alfa-jern (α-jern) ~ Ferrit.
Ferritstruktur.
ma020-01.tif
Struktur ved stuetemperatur,ferritkrystaller
Jern-kulstofstål 0,5% C – Afkølingsforløb
Ved 1.495°CLikviduslinien overskæres, størkningen begyn-der, tilstanden smeltet jern og austenit.
Ved 1.430°CSoliduslinien overskæres, materialet fuldstæn-digt størknet, kubisk fladecentreret gitter.
Gamma-jern.
Austenitstruktur.
Ved 770°CG-S linien overskæres, udskillelse af rene ferrit-krystaller.
Kulstof ophobes i resterende austenit.
Ved 721°CResterende austenit indeholder 0,83% C.
Udskillelse af perlitkrystaller.
Perlit-ferritstruktur.
Kubisk rumcentreret gitter.
ma020-02.tif
Struktur ved stuetemperatur,ferrit- og perlitkrystaller
Ferrit
Ferrit
Perlit
4

Varmebehandling af stål
© Industriens Forlag Ma182.fm5 - 00 05 10
Jern-kulstofstål 0,9% C – Afkølingsforløb
Ved 1.475°CLikviduslinien overskæres, størkningen begyn-der, tilstanden smeltet jern og austenit.
Ved 1.375°CSoliduslinien overskæres, materialet fuldstæn-digt størknet, kubisk fladecentreret gitter.
Gamma-jern.
Austenitstruktur.
Ved 723°CP-K linien overskæres, udskillelser af perlit og begyndende korngrænsecementit.
Gitteropbygning skifter til kubisk rumcentreret.
Perlitstruktur.
ma020-03.tif
Struktur ved stuetemperatur,perlitkrystaller
Jern-kulstofstål 1,5% C – Afkølingsforløb
Ved 1.425°CLikviduslinien overskæres, størkningen begyn-der, tilstanden smeltet jern og austenit.
Ved 1.245°CSoliduslinien overskæres, materialet fuldstæn-digt størknet, kubisk fladecentreret gitter.
Gamma-jern.
Austenitstruktur.
Ved 975°CS-E linien overskæres, begyndende udskillelse af rent cementit.
Ved 721°CResterende austenit indeholder 0,83% C, udskil-les som perlitkrystaller.
Perlit- og cementitstruktur.
Kubisk rumcentreret gitter.
ma020-04.tif
Struktur ved stuetemperatur,perlitkrystaller og korngrænsecementit
Perlit
Perlit
Cementit
5
Varmebehandling af stål
Industriens Forlag - Ma182.fm5 - 00 05 10
Rekrystallisationsglødning (udglødning)
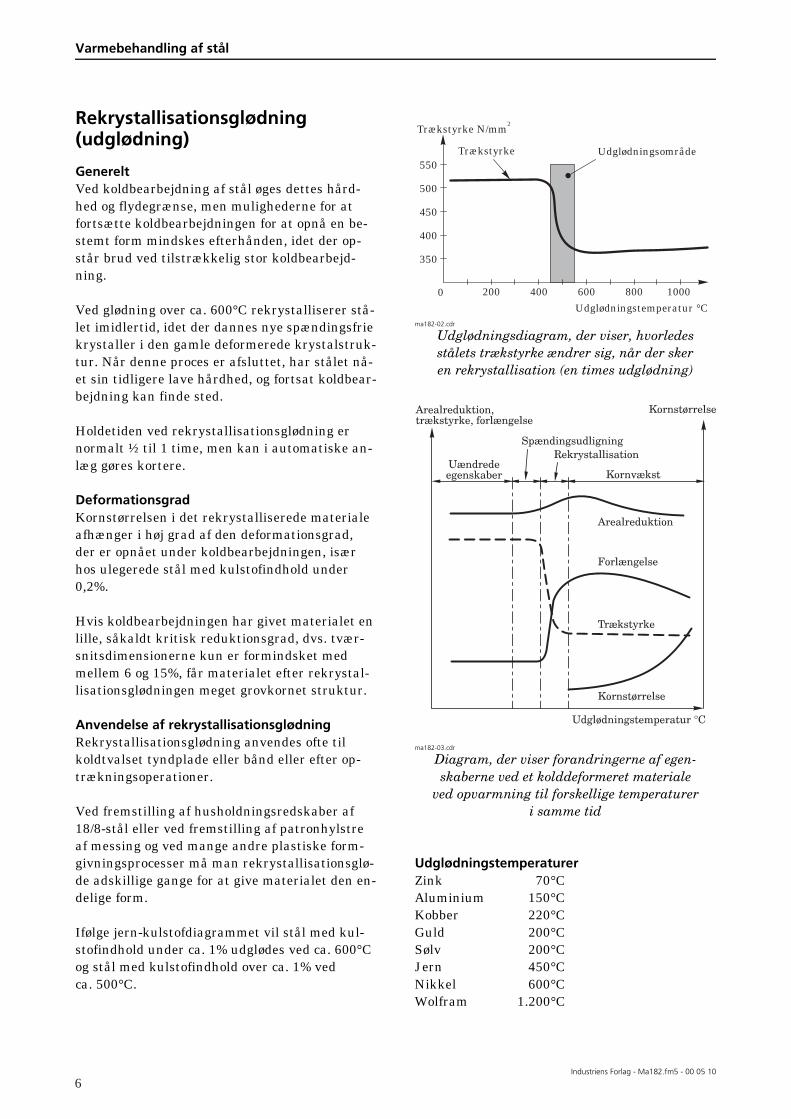
GenereltVed koldbearbejdning af stål øges dettes hård-hed og flydegrænse, men mulighederne for at fortsætte koldbearbejdningen for at opnå en be-stemt form mindskes efterhånden, idet der op-står brud ved tilstrækkelig stor koldbearbejd-ning.
Ved glødning over ca. 600°C rekrystalliserer stå-let imidlertid, idet der dannes nye spændingsfrie krystaller i den gamle deformerede krystalstruk-tur. Når denne proces er afsluttet, har stålet nå-et sin tidligere lave hårdhed, og fortsat koldbear-bejdning kan finde sted.
Holdetiden ved rekrystallisationsglødning er normalt ½ til 1 time, men kan i automatiske an-læg gøres kortere.
DeformationsgradKornstørrelsen i det rekrystalliserede materiale afhænger i høj grad af den deformationsgrad, der er opnået under koldbearbejdningen, især hos ulegerede stål med kulstofindhold under 0,2%.
Hvis koldbearbejdningen har givet materialet en lille, såkaldt kritisk reduktionsgrad, dvs. tvær-snitsdimensionerne kun er formindsket med mellem 6 og 15%, får materialet efter rekrystal-lisationsglødningen meget grovkornet struktur.
Anvendelse af rekrystallisationsglødningRekrystallisationsglødning anvendes ofte til koldtvalset tyndplade eller bånd eller efter op-trækningsoperationer.
Ved fremstilling af husholdningsredskaber af18/8-stål eller ved fremstilling af patronhylstre af messing og ved mange andre plastiske form-givningsprocesser må man rekrystallisationsglø-de adskillige gange for at give materialet den en-delige form.
Ifølge jern-kulstofdiagrammet vil stål med kul-stofindhold under ca. 1% udglødes ved ca. 600°C og stål med kulstofindhold over ca. 1% ved ca. 500°C.
ma182-02.cdr
Udglødningsdiagram, der viser, hvorledesstålets trækstyrke ændrer sig, når der skeren rekrystallisation (en times udglødning)
ma182-03.cdr
Diagram, der viser forandringerne af egen-skaberne ved et kolddeformeret materiale
ved opvarmning til forskellige temperatureri samme tid
UdglødningstemperaturerZink 70°CAluminium 150°CKobber 220°CGuld 200°CSølv 200°CJern 450°CNikkel 600°CWolfram 1.200°C
0 200 400 600 800 1000
Udglødningstemperatur °C
Trækstyrke N/mm2
Trækstyrke Udglødningsområde550
500
450
400
350
6

Varmebehandling af stål
© Industriens Forlag Ma182.fm5 - 00 05 10
Normalisering
GenereltNormalisering er en varmebehandling, der an-vendes for at frembringe en finkornet struktur i materialet.
Normalisering foretages ved opvarmning til tem-peraturer lidt over A3-linien (det lille jern-kul-stofdiagram). Herved omdannes ferrit, perlit og alle andre strukturer til finkornet austenit, der ved den efterfølgende afkøling i luft delvis om-dannes til finkornet ferrit mellem A3- og A1-lini-en, hvorefter resten af austenitten omdannes til finkornet perlit ved temperaturer lidt under 721°C.
Dette gælder for de almindelige stål og i hvert fald delvist for de vand- eller oliehærdende stål. Hvorimod man ved forsøg på normalisering af et lufthærdende stål vil få hærdestruktur.
Under normaliseringen fjernes alle de oprindeli-ge spændinger i materialet. Der er dog risiko for indførelse af nye spændinger under afkølingen afhængigt af, hvordan denne udføres. Man kan derfor ikke være sikker på, at et normaliseret emne er helt spændingsfrit.
ma182-04.cdr
Principdiagram: Normalisering
Blødglødning
BlødglødningsprocessenFormålet med denne glødning er at gøre et hårdt stål blødt og lettere bearbejdeligt.
For ulegerede stål er det almindelige tempera-turområde vist på jern-kulstofdiagrammet.
Undereutektoide, ulegerede stål, glødes mellem 700 og 725°C, mens overeutektoide, ulegerede stål glødes i temperaturområdet omkring 750°C.
Årsagen til at gløde stål med lavt kulstofindhold ved lav temperatur er, at de ville blive blødere end ønskeligt ved højere temperatur. Den højere temperatur, man anvender til overeutektoide stål, skyldes, at disse stål kan indeholde karbid-netværk, som skal opløses, og dette kan kun ske ved temperatur på over 723°C.
Holdetiden er afhængig af emnedimensionerin-gen og ståltypen, normalt 2 til 10 timer.
Afkølingshastigheden er af mindre betydning, når det gælder ulegerede stål. Afkøling ned til ca. 600°C og derefter luftkøling er almindeligt.For legerede stål er afkølingshastigheden af større betydning og angives ofte til ca. 15°C pr. time.
Under blødglødning omformes den forhåndenvæ-rende cementit således, at den optræder som små kugler i stålets struktur. Strukturen kaldes for sfæroidiseret cementit eller kugleperlit.
ma182-05.cdr
Principdiagram: Blødglødning
7

Varmebehandling af stål
Industriens Forlag - Ma182.fm5 - 00 05 10
ma182-06.tif
Lamellær perlit. Kulstofindhold 0,9%(før blødglødning)
ma182-07.tif
Sfæroidiseret perlit. Kulstofindhold 0,9%(efter blødglødning)
De lavt- og højtlegerede stål leveres normalt blødglødet fra værket.
Afspændingsglødning
Ved afspændingsglødning forstås en varmebe-handling, der tilsigter at fjerne eller at formind-ske spændingerne i materialet, uden at materia-lets egenskaber i øvrigt ændres væsentligt.
Efter svejsning, plastisk bearbejdning eller kraf-tigt skærende bearbejdning bør afspændings-glødning udføres før færdigbearbejdning og even-tuel hærdning.
Afspændingsglødning kaldes fejlagtigt i daglig tale ofte spændingsudglødning eller spændings-friglødning.
AfspændingsglødningsprocesAfspændingsglødning foretages ved opvarmning til temperaturer lidt under A1-linien fra 15 min til 4 timer, afhængigt af emnets størrelse, gods-tykkelsen og materialets sammensætning, og bør efterfølges af en langsom og ensartet afkøling, bedst ovnkøling.
Det er vigtigt, specielt ved udglødning af legere-de materialer, at A1-linien ikke overskrides, idet materialet da delvist omdannes til austenit, der senere kan hærde under afkøling.
Denne fare er størst ved udglødning på montage-pladsen, idet temperaturkontrollen her ofte er ret primitiv, og afkølingshastigheden ikke er så langsom som ved ovnkøling.
ma182-08.cdr
Principdiagram: Afspændingsglødning
Forstørrelse800 gange
Forstørrelse800 gange
8

Varmebehandling af stål
© Industriens Forlag Ma182.fm5 - 00 05 10
Hærdning
Hærdning er en varmebehandling af stål, der foretages for at give større hårdhed og bedre styrkeegenskaber.
Hærdning udføres ved en opvarmning med efter-følgende bratkøling og anløbning.
En betingelse for, at kulstofstål kan opnå en hårdhed, så det kan siges at være hærdet, er et kulstofindhold på min. 0,3%.
Hærdetemperaturen for jern-kulstofstål er af-hængig af kulstofindholdet.
Temperaturen fremgår af jern-kulstofdiagram-met og er ca. 50 til 80°C over G-S-linien.
For høj hærdetemperatur vil gøre emnet grov-kornet og skørt.
For lav hærdetemperatur giver mindre hårdhed i emnet.
Hærdning af mejselstålVed hærdning af mejselstål med 0,7% C skal materialet først opvarmes til ca. 800°C.
Stålet er nu omdannet til austenit, og alt kul-stoffet er opløst.
Hvis man nu lader temperaturen falde lang-somt, vil austenitten omdannes til de samme be-standdele som før opvarmningen, nemlig ferrit og perlit, og stålet vil ikke blive hårdt.
For at opnå en hærdning skal stålet bratkøles, f.eks. i vand. Ved hurtig afkøling vil austenitten forblive uforandret ned til lave temperaturer, og først ved ca. 210°C omdannes austenitten plud-seligt til en ny, ejendommelig nålet struktur, der kaldes martensit.
ma021-02.tif
Martensitstruktur
Da der ikke er udskilt den mindste smule ce-mentit under den hurtige afkøling, må alt kul-stoffet befinde sig i martensitten.
Det giver anledning til voldsomme indre spæn-dinger i materialet og er grunden til, at marten-sitten er meget hård, men desværre også skør. Trækbrudspændingen kan i visse tilfælde nå helt op til ca. 3.000 N/mm2.
Hærdning af stål med mere end 0,9% kulstofSåfremt stålet, der skal hærdes, har mere end 0,9% kulstof, f.eks. 1,2%, som det ofte bruges til stanseværktøj, skal stålet kun opvarmes til ca. 770°C.
Ved denne temperatur findes der endnu noget af den hårde cementit, der ikke er opløst i austenit-ten.
Ved hærdningen omdannes austenitten til den hårde martensit, mens cementitten forbliver uforandret.
9

Varmebehandling af stål
Industriens Forlag - Ma182.fm5 - 00 05 10
Den atomare ændring ved hærdning kan forkla-res på følgende måde:
Ved almindelig hærdning opvarmes stålet til en temperatur, der medfører, at strukturen omdan-nes til austenit, og derefter foretages en hurtig afkøling.
Kulstoffet i udgangsmaterialet er i overvejende grad bundet i jernkarbider. Disse karbider oplø-ses ved den høje temperatur, og da austenittens krystalstruktur formår at optage betydeligt me-re kulstof end udgangsmaterialets ferrit, får man en nogenlunde jævn fordeling af kulstoffet. Ved bratkøling når kulstoffet ikke at gå tilbage til det tidligere leje, men man får et deformeret atomgitter, martensit.
ma182-09.cdr
Principdiagram: Hærdning
ma182-10.cdr
Atomernes beliggenhed i ferritkrystal(enhedscelle)
1 Å, Ångstrøm = 0,0001 µ (m).
ma18211.cdr
Kulstofatomernes mulige beliggenhed iaustenitkrystal (enhedscelle)
ma182-12.cdr
Kulstofatomernes mulige beliggenhed imartensitkrystal (enhedscelle)
ma182-13.cdr
Martensitkrystallets forvrængedebeliggenhed i restaustenittens gitterstruktur
2,86 Å
3,57 Å
2,85 Å
2,98
Å
10

Varmebehandling af stål
© Industriens Forlag Ma182.fm5 - 00 05 10
Mange af ståls varmebehandlinger medfører hurtige temperaturændringer, og da jern- kulstofdiagrammet er et tilstandsdiagram, kan det ikke på rimelig måde benyttes til at vise strukturændringerne under sådanne forhold.
Derimod kan man benytte sig af afkølingsdia-grammet, som kaldes for TTT-diagrammet.
TTT-diagram
De tre T’er står for Tid, Temperatur og Transfor-mation, og diagrammerne gælder for omdannel-ser ved konstante temperaturer.
Endvidere gælder et TTT-diagram kun til en be-stemt legering.
Et TTT-diagram kan bl.a. opbygges på den må-de, at mange små prøveemner af et bestemt ma-teriale opvarmes til austenitområdet, hvorefter de et ad gangen afkøles i et bad i en forud be-stemt temperatur og tid.
Når holdetiden er nået, tages emnet op og brat-køles i koldt vand og til slut bestemmes ved mi-kroskopi, hvad austenitten er omdannet til, og hvor stor en del der er omdannet.
Der går en vis tid, inkubationstiden, inden om-dannelsen er målelig, og ligeledes er det vanske-ligt at konstatere en 100% omdannelse, derfor vælges det at indtegne linier for 1% og 99% om-dannelse.
Man ser på mange TTT-diagrammer, at kurver er indlagt, også for delvis omdannelse.
ma142-02.cdr
TTT-diagram for kulstofstål med 0,9% C
ma182-14.tif
TTT-diagram for højtlegeret stålSverker 21 (SS 2310)
To °C t °C Holde-tid
% om-dan-nelse
Struk-tur
Kur-ve nr.
850 750 ~ 0 Austenit 1
850 650 4 s 1 Perlit 2
850 650 8 min 99 Perlit 3
850 350 15 s 1 Bainit 4
850 350 7 min 99 Bainit 5
850 220 ~ 1 Martensit 6
850 30 ~ 99 Martensit 7
Temperaturtid og omdannelsesforløbfor et 0,95% kulstofstål
S-kurve
t °C
To
s
f
800
700
600
500
400
300M
200
100M
Tid1 4 15 60 sekunder
1 4 15 60 minutter1 4 15 timer
11

Varmebehandling af stål
Industriens Forlag - Ma182.fm5 - 00 05 10
AnvendelseTTT-diagrammer anvendes for stål, som skal an-vendes i hærdet tilstand, og sådanne er ofte lege-rede.
Desuden gælder, at TTT-diagrammer kun har gyldighed, hvis man starter med sit emne som homogent austenit (over A3 eller Am temperatu-ren) og derefter afkøler sit emne på en sådan måde, at man i diagrammet passerer vandret ind i området mellem de indtegnede kurver, dvs. den eutektoide omdannelse foregår ved konstant temperatur.
Næsten alle legeringselementer, på nær kobolt, vil flytte S-kurven mod højre, hvorved det bliver lettere at gennemføre afkølingsforløbet selv med større materialetykkelser, således at afkølings-kurven ikke skærer ind i perlitnæsen, og al au-stenitten kan bevares til martensitdannelse.
Det er nemlig en betingelse for 100% omdannel-se til en bestemt struktur, at ingen af de andre omdannelseskurver overskrides.
PerlitnæsenHvis man betragter TTT-diagrammet over kul-stofstålet med 0,9% C, vil man se, at S-kurven på 1% perlit (også kaldet perlitnæsen) ved ca. 550°C anviser en afkølingstid på ca. 0,8 s. For at opnå den ekstremt høje afkølingstid er det nød-vendigt at anvende vand eller saltvand som køle-medium.
Hvis man derefter betragter TTT-diagrammet over det højtlegerede stål SVERKER 21 på sam-me måde, vil man konstatere en køletid på ca.6 min ved ca. 700°C. Her kan man anvende olie, luft eller saltbad som kølemedium.
Man kan herefter som tommelfingerregel kon-kludere, at:• Kulstofstål med 0,3 til ca. 1,2% C vandhærdes• Lavtlegeret stål oliehærdes• Højtlegeret stål oliehærdes eller lufthærdes
Jo flere legeringselementer i form af Cr-, Mo-, W- og V-karbider samt Mn, jo lavere afkølings-hastighed og jo større gennemhærdningsevne har stålet.
Trinhærdning
Værktøjer kan ofte være kompliceret udformet. For at mindske risikoen for revnedannelse ved hærdning kan det være nødvendigt at fremkalde en vis temperaturudjævning i detaljen, før den tager hærdning. Således kan man afkøle værktø-jet så at sige i trin ved at bratkøle det i for ek-sempel et saltbad med en temperatur, som ligger omkring Ms-temperaturen for det aktuelle stål i TTT-diagrammet.
Stålet bør være noget legeret for, at man kan ud-føre trinhærdning, også kaldet termalhærdning.
ma182-15.cdr
Principdiagram: Trinhærdning
12

Varmebehandling af stål
© Industriens Forlag Ma182.fm5 - 00 05 10
Hærdetemperatur
Austenitiseringstemperaturens (hærdetempera-turens) indvirkning på hårdhed, kornstørrelse og restaustenittenEn for høj og lav austenitiseringstemperatur vil formindske hårdheden i stålet.
Ved en for høj austenitiseringstemperatur vil kornene i austenitten begynde at vokse i makro-strukturen. Denne kornvækst vil efter hærdnin-gen give en grovkornet martensit med øget skør-hed og faldende brudstyrke. Derved vil stålet svækkes afgørende.
Holdes stålet i for lang tid i austenitiseringstem-peraturen, vil kornene i austenitten også begyn-de at vokse.
Ved stigende austenitiseringstemperatur vil vægtprocenten af restaustenitten efter kølingen stige, hvilket yderligere vil svække stålet.
Restaustenitten, dvs. den austenit, der bliver til-bage efter afkølingen, har en mindre volumen end martensitten. Restaustenitindholdet vokser i takt med legeringselementernes størrelse.
Restaustenitten, som ved stuetemperatur er blød og ustabil, kan med tiden ændre sig til uanløben martensit og derved skabe dimensionsændringer og i værste fald revnedannelser i stålet.
Holdetiden er den tid, stålet skal holdes på au-stenitiseringstemperaturen. Holdetiden ligger på 30 til 60 min.
Opvarmningstiden, som er dimensionsafhængig, er den tid, det tager at varme stålet op til auste-nitiseringstemperatur.
Hærdetiden er summen af opvarmningstid og holdetid.
Bemærk: Højeste kornstørrelsestal er lig med mindste kornstørrelse efter ASTM (American Society for Testing Materials).
ma182-16.cdr
Hårdheden, kornstørrelsen og restaustenit-ten som en funktion af austenitiserings-
temperaturen ved RIGOR (SS 2260)
AnløbningUmiddelbart efter hærdningen skal emnet anlø-bes.
Ved hærdningen er stålet blevet hårdt, men samtidigt også skørt, så der er stor fare for, at det revner ved brugen.
Skørheden skyldes de store indre spændinger, der er opstået ved den hurtige afkøling.
For at gøre stålet anvendeligt må man fjerne en del af disse spændinger.
Det sker ved genopvarmning af hærdeemnet til en temperatur, der sædvanligvis ligger mellem 100 og 300°C, hvis emnet skal være hårdt, eller mellem 500 og 700°C for emner, der skal sejhær-des.
13

Varmebehandling af stål
Industriens Forlag - Ma182.fm5 - 00 05 10
Anløbningstiden bør være så lang (se principdia-gram), at man opnår en ordentlig udligning af spændingerne og en omdannelse af strukturen fra uanløben martensit til en gradvis sønderdelt anløben martensit.
Materialets hårdhed falder med stigende anløb-ningstemperatur.
ma182-17.cdr
Principdiagram: Anløbning
Ved kulstofstål anløbes der kun en gang. Dette skyldes, at der praktisk talt ikke findes restau-stenit i den uanløbne martensit på grund af manglende legeringselementer i stålet ud over kulstoffet.
Ved legeret stål anløbes der, som diagrammet vi-ser, mindst to gange. Dette skyldes, at der her er tale om legeret stål med en vis mængde restau-stenit på grund af en større mængde legerings-elementer, f.eks. karbiddanneren chrom.
Ved første anløbning omdannes den uanløbne martensit til anløben martensit og restaustenit-ten til uanløben martensit.
Ved anden anløbning omdannes den fra restau-stenitten tilbageværende uanløbne martensit til anløben martensit. Derfor de to anløbninger.
Ved HS-stål anløbes der mindst tre gange på grund af stålets meget høje legeringsindhold.
ma182-18.cdr
Anløbningsdiagram over SS 2260 RIGOR.Bedste anløbningstemperatur 215 til 225°C
ma182-19.cdr
Anløbningsdiagram over hurtigstål SS 2722 KM2
Diagrammet viser, at stålet får en hårdhedsfor-øgelse, også kaldet en sekundærhærdning, ved ca. 530°C.
14

Varmebehandling af stål
© Industriens Forlag Ma182.fm5 - 00 05 10
Dette skyldes, at de tunge metalkarbider af Cr, Mo, W og V ved stigende anløbningstemperatur søger ud i krystallernes korngrænser, og derved øges stålets hårdhed samtidig med, at brudsej-heden falder. Med andre ord, stålet bliver skørt og svækkes. For at undgå dette anløbes hurtig-stål altid et stykke over den kritiske temperatur, f.eks. fra 550 til 560°C.
Målændringer ved hærdning
EksempelPrøveplatte 100 × 100 × 25 mm. SS 2260 RIGOR.
Målændringer ved anløbning
ma182-20.cdr
Bemærk: Målændingerne ved hærdning og anløbning skal lægges sammen
Indsatshærdning
OpkulningEn metode til opnåelse af stor hårdhed i overfla-den af et sejt stål med lavt C-indhold er at op-kulle overfladen.
Opkulning kan foregå på mange måder, der kan deles i tre grupper:• Opkulning i faste materialer• Opkulning i saltbad• Opkulning i gasfase
OpkulningsmidlerFaste opkulningsmidler er gerne blandinger af trækulspulver og bariumkarbonat (BaCO3).
Bariumkarbonat afgiver ved ophedning kulmon-oxid (CO). Denne gasart spaltes på en varm, ren ståloverflade til rent kul og kuldioxid (2CO → C + CO2).
Det C, der frigøres på ståloverfladen, vil have stor tilbøjelighed til at trænge ind i stålets over-flade, og såfremt temperaturen er så høj, at stå-let er austenitiseret, vil C trænge dybere ind i stålet, jo længere temperaturen vedligeholdes.
Den dannede kuldioxid vil på trækullets overfla-de igen blive til kulmonoxid, idet den tidligere spaltningsproces går tilbage (C + CO2 → 2CO), således kan indsætningsprocessen fortsætte i lang tid.
IndsætningsprocessenIndsætningen foregår teknisk derved, at man pakker de ståldele, der ønskes indsat, med ind-sætningsmidlet i kasser fremstillet af højtempe-raturbestandigt stål.
Kasserne sættes ind i en ovn, og indsætningdyb-den kan bestemmes af indsætningstemperaturen og tiden.
Er der visse overflader, man ønsker bibeholdt uden opkulning, kan de forkobres inden behand-lingen, idet et kobberlag hindrer reaktion mel-lem CO og ståloverfladen.
Hærdning Bred-de%
Læng-de%
Tyk-kelse
%
Oliehærdning fra 960°C
min.maks.
−0,10−0,05
−0,02+0,06 −0,05
Trinhærdning fra 960°C
min.maks.
+0,04+0,05
+0,06+0,08 +0,04
Lufthærdning fra 960°C
min.maks.
+0,08+0,14
+0,13+0,15 +0,04
Anløbningstemperatur °C100 200 300 400 500 600 700
Målændring %
+0,20
+0,16
+0,12
+0,08
+0,04
0
0,04
0,08
0,12
0,16
0,20
−
−
−
−
−
15

Varmebehandling af stål
Industriens Forlag - Ma182.fm5 - 00 05 10
Mere simpelt, men ikke særligt effektivt, er det at smøre ildfast ler på de flader, der ikke ønskes opkullet.
ma021-03.cdr
Indsætningsdybdens afhængighedaf temperatur og tid
Saltbade til opkulningSaltbade til opkulning indeholder store cyanid-mængder, der reagerer med rene ståloverflader under afgivelsen af C, der ligesom ved indsæt-ning i faste midler trænger ind i stålet.
Da man af økonomiske grunde ikke bruger lange opkulningstider i saltbad, bliver indsætnings-dybden mindre.
Opkulning i gasOpkulning i gas sker derved, at man tilvejebrin-ger en atmosfære med højt indhold af kulmon-oxid ved forbrænding af materiale med højt C-indhold som olie eller propan.
Kulmonoxiden vil da i en ovn reagere med frie ståloverflader, akkurat som under opkulning med faste midler.
Ved opkulning i gas er opkulningstiden som re-gel kortere end i saltbad og opkulningsdybden derfor mindre.
Hærdning efter indsætningHvis man bratkøler emnerne i vand eller olie di-rekte fra indsætningstemperaturen, får man na-turligvis hærdet emnet indtil en dybde, der af-hænger af summen af legeringselementer. Hvis grundmaterialet har et lavt C-indhold, som det normalt er tilfældet, vil kun det opkullede lag blive hårdt.
Egenskaberne af det hærdede lag, man på denne måde får dannet, er imidlertid ikke fremragen-de, da indsætningstemperaturen normalt er væ-sentligt højere end en gunstig hærdetemperatur. Dette gælder både for den kulstoffattige kerne og den opkullede overflade, hvori C-indholdet normalt er omkring det eutektoide.
Man opnår derfor et bedre resultat ved at lade emnerne køle af i luft fra indsætningen og deref-ter opvarme emnerne til en egnet hærdetempe-ratur.
Man bruger oftest dobbelt hærdning, idet kernen med det lavere C-indhold har en højere hærde-temperatur end overfladen med det høje C-ind-hold.
Man hærder derfor først fra kernens hærdetem-peratur og derefter fra overfladens hærdetempe-ratur, der oftest er omkring 800°C.
Ved denne sidste hærdning vil kernen naturlig-vis blive kraftigt anløben, men det vil normalt ikke være nogen mangel.
16

Varmebehandling af stål
© Industriens Forlag Ma182.fm5 - 00 05 10
AnløbningEfter hærdningen anløbes, men normalt ikke med højere temperatur end 150°C, da man som regel er mere interesseret i slidbestandighed end i sejhed i den opkullede overflade.
ma182-21.cdr
Principdiagram: Indsætning
Nitrering
Endnu en metode til tilvejebringelse af en hård og slidstærk overflade på et i øvrigt sejt stålma-teriale er at lade nitrogen (N) trænge ind i stå-lets overflade. Herved dannes hårde nitrider.
GasnitreringDette kan foregå i en ovn med ammoniak-atmo-sfære (NH3). Ved temperaturer mellem 500 og 550°C spaltes ammoniak på en ståloverflade i nitrogen og hydrogen, i spaltningsøjeblikket kan nitrogen trænge ind i ståloverfladen.
Nitrerdybden er meget lille, sjældent over 0,25 mm, men de dannede nitrider giver stålet en meget stor overfladehårdhed, op til 1.200 HV, men ofte er hårdheden omkring 900 HV svaren-de til 67 HRC, og denne overflade er meget slid-stærk. Gasnitrering kræver relativt lange hol-detider og benyttes, hvor der kræves fine over-flader og store nitreringsdybder.
ma182-2.cdr
Holdetidens indvirkning på nitreringslagetstykkelse for UHB ORVAR 2,
gasnitreret ved 525°C
OverfladehårdhedOverfladehårdheden er til stede umiddelbart ef-ter nitreringen, og hvis man varmebehandler, spaltes nitriderne ved højere temperaturer end 550°C. Et forsøg på hærdning vil derfor fuld-stændigt ødelægge resultatet.
SaltbadsnitreringNitrering kan også foregå i saltbad. Denne form for nitrering giver mindre holdetider end gasni-trering, men dårligere overflader på grund af ætsning.
Derimod findes der mange processer, hvorunder man, dels i saltbad, og dels i gas, kan fremstille forskellige former for blandingsprocesser af ind-sætning og nitrering.
Flader, der ikke ønskes nitreret under behand-lingen, kan fortinnes. Nitrering giver ingen for-andring i materialets form.
17

Varmebehandling af stål
Industriens Forlag - Ma182.fm5 - 00 05 10
Tenifering
Der er udarbejdet en speciel saltbadsnitrering, hvor man bl.a. ved luftindblæsning har opnået en forbedring af de egenskaber, der opnås ved al-mindelig badnitrering. Denne metode kaldes for tenifering.
ma182-23.cdr
Principdiagram: Tenifering
Metoden giver:• Et mindre sprødt overfladelag end normal nitre-
ring• Mulighed for nitrering af praktisk taget alle
jernlegeringer• Et jævnt resultat• Den er hurtig• Behandlingen er forholdsvis billig
På grund af dette er denne metode på kort tid blevet meget populær.
ma182-24.cdr
Hårdhedsdiagram for nogle forskelligeværktøjsstål efter to timers
tenifering ved 570°C.Prøverne er hærdet og anløbet ved 600°C
�
18





























