Embed Size (px)
Citation preview
Production of regenerated nanocompositefibers based on cellulose and their use in
all-cellulose composites
Andrés García Vogel
Materials Engineering, master's level 2017
Luleå University of Technology Department of Engineering Sciences and Mathematics

Productionofregeneratednanocompositefibersbasedoncelluloseandtheirusein
all-cellulosecomposites
ATHESISSUBMITTEDTOLULEÅUNIVERSITYOFTECHNOLOGYANDUNIVERSITYOFOULUFORTHEDEGREEOFMASTER’SIN
COMPOSITEMATERIALS
Materialscience&engineeringdepartmentSupervisor:Prof.KristiinaOksmanAndrésGarcíaVogelLuleå,25.06.17

Acknowledgements
II
Acknowledgements
Iwouldliketotakethisopportunitytothankallthewonderfulpeoplethathavemadethecompletionofthismasterthesispossible.Infirstplace,IwouldliketoexpressmygratitudetomysupervisorProf.KristiinaOksmanforhergenerosity,constantadvice,encouragementandendlesshelp.IamhighlyindebtedtoyouandLuleåUniversityofTechnology.Moreover,Iexpressmythankstoallthepeopleinthewoodandbionanocomposites,aswellasmaterialsdepartmentwhowerealwayswillingtohelpme.Lastbutnottheleast,Iexpressmyheartfeltthankstomyfriendsandfamily.Thankyou!


Abstract
III
Abstract
Biobasedall-cellulosecomposites(ACCs),inwhichthematrixandthereinforcementaremadeoutofthesamematerial,havegainedanoticeableincreasedattentioninrecentyears.Theirsuccessful application would solve the commonly faced challenges with natural fibercompositesregardingtheirchemicalantipathybetweenthehydrophilicfiberandtheusuallyhydrophobic polymer matrix, while still keeping the advantages of being environmentalfriendly.Moreover, the use ofman-made continuous regenerated cellulose fibers for thispurpose could result in unidirectional all-cellulose composites with excellent mechanicalproperties. In this study, a new processing technique for unidirectional all-cellulosecomposites, reinforced with continuous regenerated cellulose nanocomposite fibers, hasbeendeveloped,where the fibersarewounddirectlyafter the coagulationbathand thenwelded together while still being swelled in order to form all-cellulose composite sheetswithouttheneedofaddinganyadditionalsolventorchemicals.Scanningelectronmicroscopyandtensiletestingwereusedtoinvestigateandcomparethemicrostructureandmechanicalproperties,ofareferencematerialwithoutnanoreinforcedfibersandtwovariantsreinforcedwith2%cellulosenanocrystals(CNCs)and2%halloysitenanotubes(HNTs).Analysisrevealedthattransparentall-cellulosecompositeswithahighcompactiondegreeandminimalwarpageduringshrinkage,showinghighmechanicalpropertiescouldbemade.However,theadditionofnanoreinforcementsdidnotleadtoanyimprovements.

Tableofcontent
IV
Tableofcontent
1. Introduction............................................................................................................................11.1. Backgroundoftheproject.....................................................................................................21.2. Objectivesandoutlineoftheproject....................................................................................2
2. Theoreticalbackground...........................................................................................................42.1. Cellulose...............................................................................................................................4
2.1.1. Cellulosestructure..............................................................................................................42.2. Cellulosedissolutionandregeneration..................................................................................5
2.2.1. Solvents...............................................................................................................................72.3. Naturalnanoreinforcements.................................................................................................8
2.3.1. Cellulosenanocrystals.........................................................................................................82.3.2. Halloysitenanotubes..........................................................................................................9
2.4. Cellulosefibers....................................................................................................................102.5. Fiberspinning......................................................................................................................12
2.5.1. Meltspinning....................................................................................................................122.5.2. Solutionspinning...............................................................................................................132.5.3. Electrospinning.................................................................................................................13
2.6. All-cellulosecomposites......................................................................................................152.6.1. Processingofall-cellulosecomposites..............................................................................152.6.2. Mechanicalpropertiesofall-cellulosecomposites...........................................................17
3. Materialsandmethods.........................................................................................................203.1. Materials.............................................................................................................................203.2. Preparationofthespinningsolutions..................................................................................20
3.2.1. Cellulosedopes.................................................................................................................203.2.2. Cellulose/CNCdopes.........................................................................................................213.2.3. Cellulose/HNTdopes.........................................................................................................21
3.3. Measurementandcharacterization.....................................................................................223.3.1. Thermogravimetricanalysis(TGA)....................................................................................223.3.2. Scanningelectronmicroscopy(SEM)................................................................................223.3.3. Tensiletesting...................................................................................................................22
4. ManufacturingPartI(KarlstadUniversity)............................................................................234.1. Introduction........................................................................................................................234.2. Wetspinning.......................................................................................................................234.3. ResultsandDiscussion........................................................................................................24
4.3.1. ProcessingoftheACCs......................................................................................................244.3.2. Microstructure..................................................................................................................264.3.3. Mechanicalproperties......................................................................................................26
4.4. Conclusions.........................................................................................................................27
5. ManufacturingPartII(LuleåUniversityofTechnology).........................................................285.1. Introduction........................................................................................................................285.2. Wetspinning.......................................................................................................................285.3. ResultsandDiscussion........................................................................................................29
5.3.1. ProcessingoftheACCs......................................................................................................295.3.2. Opticalproperties.............................................................................................................315.3.3. Microstructure..................................................................................................................315.3.4. Mechanicalproperties......................................................................................................315.3.5. Fracturebehaviour............................................................................................................33
5.4. Conclusions.........................................................................................................................34
6. Futurework..........................................................................................................................35
7. References............................................................................................................................36

Listofabbreviations
V
Listofabbreviations
ACC All-cellulosecomposite
BMIMAc 1-Butyl-3-methylimidazolium
CNC Cellulosenanocrystal
CNW Cellulosenanowhisker
DP Degreeofpolymerization
FRC Fiberreinforcedcomposite
HNT Halloysitenanotube
IL Ionicliquid
LiCl/DMAc LithiumchlorideN,N-dimethylacetamide
LTU LuleåUniversityofTechnology
MCC Microcrystallinecellulose
ML Middlelamella
NaOH Sodiumhydroxide
NMMO N-methylmorpholine-N-oxide
P Primarylayer
S Secondarylayer
SEM Scanningelectronmicroscopy
SIP Solventinfusionprocess
TGA Thermogravimetricanalysis
VARTM Vacuumassistedresintransfermoulding


Introduction
1
1. IntroductionAcompositematerialisbydefinitionamaterialconsistingoftwoormoredistinctivephases,withtheaimofgettingthebestpropertiesofbothmaterials.Usuallythereisaharderandstrongerdiscontinuouspart,alsotermedreinforcement,andacontinuouspartcalledmatrix[1].Themainadvantageoffiberreinforcedcomposites(FRCs)isthattheyofferlowdensitycombined with high mechanical properties. No wonder, they have been used in manyapplications,eveninthosewhichrequirehighperformance,suchasaircraftorautomobileindustry,andthatthemarketiskeepinggrowing[2].AgoodexamplethereforeisthenewAirbus A350 XWB,which structural components aremade up to 53% out of composites,resultinginafuelconsumptionreductionof25%comparedtopreviousmodels[3].However,asaresultofgreaterglobalenvironmentalawarenessandrunningoutfossilfuelsthedemandfor“greener”materialswithlowerenvironmentalimpactthantraditionallyusedFRCshasraisedinrecentyears.Consequently,theinterestinnaturalfibercomposites(NFCs),alsoreferredtoas“biocomposites”,hasreceivedasignificantlyincreasedattention.Naturalfibers,whichcanbeobtainedfromplant,animalormineralsources,are from inexpensivenature,environmentalfriendlyandcompetewellintermsofstrengthperweight,comparedtosynthetic fibers[4-6].Regardless,there isstilla lotofworktodo inordertobeabletocompeteonanequalfootingwithmostsyntheticfibers.Themainchallengewithnaturalfibersisprobablytobringouttheirfullpotential.Firstly,duetothefactthatnaturalfibersarecommonlyunevenandshort,whichmeanstheyneedtobetwistedintoyarnstoformcontinuousalignedlongfibers.Thistwistingresultsindecreasedmechanicalpropertiesoftheyarncomparedtothesinglefiberandmakestheimpregnation,aswellasthecompactionofthefinalcompositemorechallenging[7-8].Thisproblemcouldbesolvedbyusingregeneratedcellulosefibers,man-madecellulosicfibersthatcanbespuntocontinuousfiberswithuniformdimensionsandwithpropertiesintherangeofcommonnaturalfibers.Secondly,becauseofthechemicallybondingincompatibilitybetweenthehydrophilicnaturalfibers and the usual non-polar polymers, resulting in a bad interface and therefore lowermechanicalproperties,asaconsequenceofaninefficientloadtransfer[9].Therefore,therehasbeenanewtrendtowardssinglepolymercomposites,tobemoreprecisesocalledall-cellulosecomposites, conceptwhichwas reported for the first timebyNishinoetal. [10],wherematrixandreinforcementaremadeoutofthesamematerial,overcomingherebythebondingincompatiblyproblem.Inthepresentstudy,regeneratedcellulosenanocompositefibers,reinforcedwithcellulosenanocrystals(CNCs)andhalloysitenanotubes(HNTs)willbeusedasrawmaterialstoprepareall-cellulosecomposites.
Introduction
2
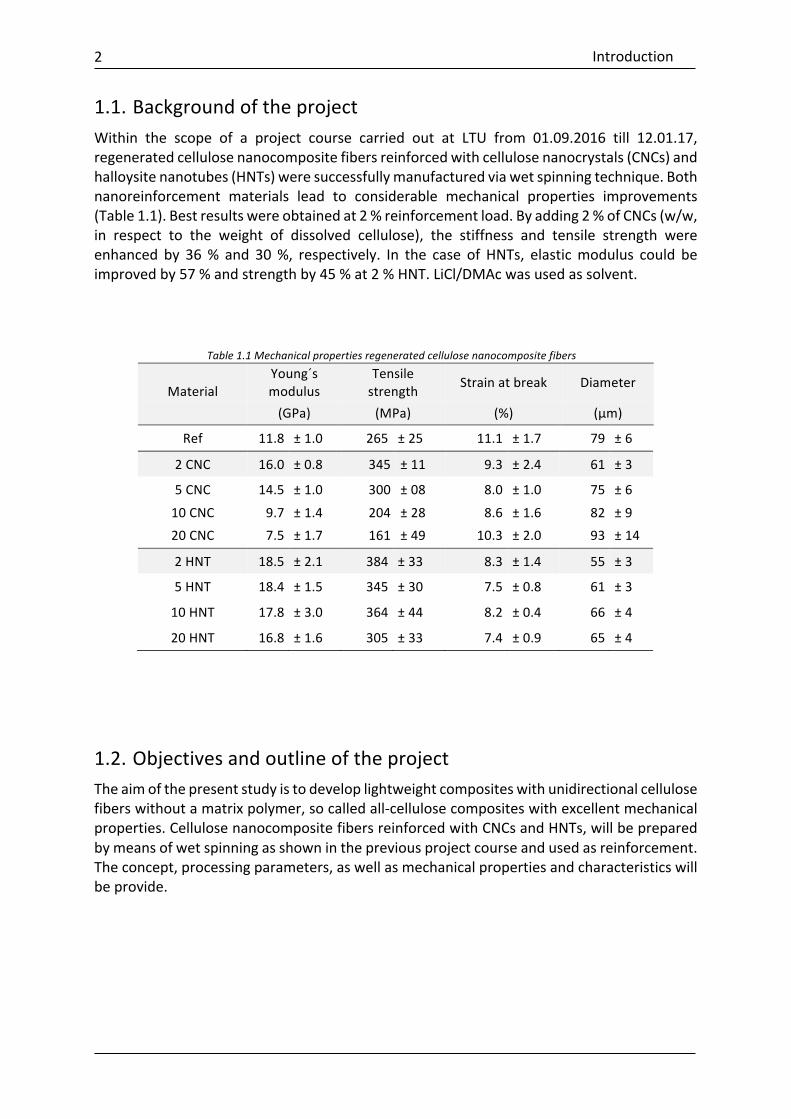
1.1. BackgroundoftheprojectWithin the scope of a project course carried out at LTU from 01.09.2016 till 12.01.17,regeneratedcellulosenanocompositefibersreinforcedwithcellulosenanocrystals(CNCs)andhalloysitenanotubes(HNTs)weresuccessfullymanufacturedviawetspinningtechnique.Bothnanoreinforcement materials lead to considerable mechanical properties improvements(Table1.1).Bestresultswereobtainedat2%reinforcementload.Byadding2%ofCNCs(w/w,in respect to the weight of dissolved cellulose), the stiffness and tensile strength wereenhanced by 36% and 30%, respectively. In the case of HNTs, elasticmodulus could beimprovedby57%andstrengthby45%at2%HNT.LiCl/DMAcwasusedassolvent.
Material
Young´smodulus
Tensilestrength
Strainatbreak Diameter
(GPa) (MPa) (%) (µm)
Ref 11.8 ±1.0 265 ±25 11.1 ±1.7 79 ±6
2CNC 16.0 ±0.8 345 ±11 9.3 ±2.4 61 ±3
5CNC 14.5 ±1.0 300 ±08 8.0 ±1.0 75 ±6
10CNC 9.7 ±1.4 204 ±28 8.6 ±1.6 82 ±9
20CNC 7.5 ±1.7 161 ±49 10.3 ±2.0 93 ±14
2HNT 18.5 ±2.1 384 ±33 8.3 ±1.4 55 ±3
5HNT 18.4 ±1.5 345 ±30 7.5 ±0.8 61 ±3
10HNT 17.8 ±3.0 364 ±44 8.2 ±0.4 66 ±4
20HNT 16.8 ±1.6 305 ±33 7.4 ±0.9 65 ±4
1.2. ObjectivesandoutlineoftheprojectTheaimofthepresentstudyistodeveloplightweightcompositeswithunidirectionalcellulosefiberswithoutamatrixpolymer,socalledall-cellulosecompositeswithexcellentmechanicalproperties.CellulosenanocompositefibersreinforcedwithCNCsandHNTs,willbepreparedbymeansofwetspinningasshowninthepreviousprojectcourseandusedasreinforcement.Theconcept,processingparameters,aswellasmechanicalpropertiesandcharacteristicswillbeprovide.
Table1.1Mechanicalpropertiesregeneratedcellulosenanocompositefibers
Introduction
3
Originalplan:
− Part 1 (Manufacturing):Wet spinningof the fibers at KarlstadUniversity (colla-boration)
− Part2(Manufacturing):FilamentwindingofdrypreformsatLTCSportinFinland(collaboration)
− Part 3 (Manufacturing): Compression moulding of the composites sheets atUniversityofOulu
− Part4:Studyofmechanicalproperties(tensiletesting),aswellasmorphologicalstructure(SEM)atLuleåUniversityofTechnology
DuetotimeandequipmentlimitationsatKarlstadUniversity,seechapter4“ManufacturingPartI(KarlstadUniversity)”,thewholemanufacturingpartwasmovedtoLuleåUniversityofTechnology. However, during the first try outs at Karlstad University a new possiblemanufacturing method of all-cellulose composites was found where fibers are pressedtogether right after the solvent removal while still being in a wet state, see chapter 5“ManufacturingPartII(LuleåUniversityofTechnology).Basedontheseresultsanewprojectplanwasdrawn.Newplan:
− Part1(Manufacturing):WetspinningofthefibersatLuleåUniversityofTechno-logy*.
− Part3(Manufacturing):Compressionoftheall-cellulosecompositestapesatLuleåUniversityofTechnology**.
− Part3:Studyofmechanicalproperties(tensiletesting),aswellasmorphologicalstructure(SEM)atLuleåUniversityofTechnology
*Carriageforthefibershastobebuildandproperspinningparametershavetobefound(extrusionanduptakespeed)**Hotpressmouldfortapeshastobemanufacturedandpropercompressionparametershavetobefound(pressure,temperature,time)
Theoreticalbackground
4
2. Theoreticalbackground2.1. Cellulose
Cellulose(Latin:richinsmallcells)isbyfarthemostabundantandusedorganiccompoundontheplanet[4][11].Itistheprincipalconstituentandstructuralcomponentinplants,whichmainfunctionistoprovidethemtheneededstrength,rigidityandmechanicalsupportinordertostanduprightandgrow.Celluloseisstillprimaryobtainedfromcotton,whichhasabout90%cellulosecontentandwoodwith40-50%cellulosecontent[11-12].However,themarketofbastfibers,suchashemp,sisalorflax,showingcellulosecontentsbetween70-80%,hasbeenwitnessingastronggrowinrecentyears[13].Besidesthementionedsources,cellulosecanalsobefoundinseveralbacterialspecies,fungi,algaeandtunicates[14].Itsapplicationrangesfromboard,paperandtextileoverpharmaceuticalpurposestofibersandcompositematerials[13][15-16].
2.1.1. Cellulosestructure
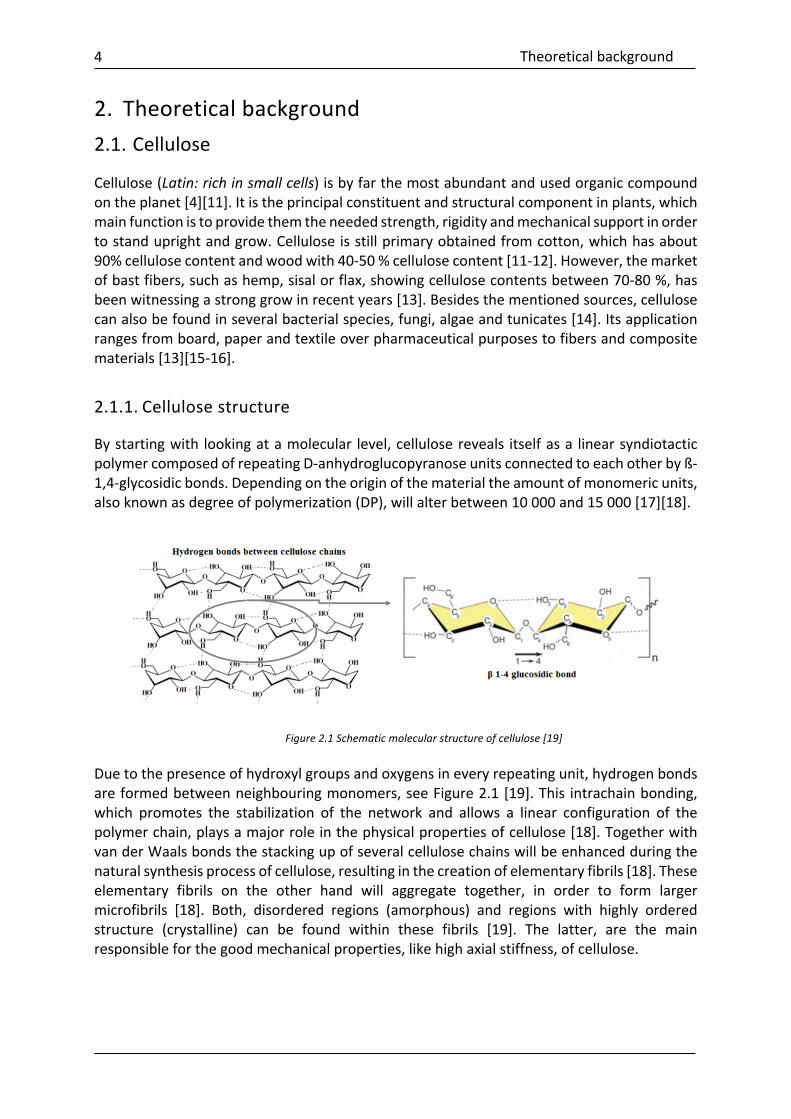
Bystartingwith lookingatamolecular level,cellulosereveals itselfasa linearsyndiotacticpolymercomposedofrepeatingD-anhydroglucopyranoseunitsconnectedtoeachotherbyß-1,4-glycosidicbonds.Dependingontheoriginofthematerialtheamountofmonomericunits,alsoknownasdegreeofpolymerization(DP),willalterbetween10000and15000[17][18].
Duetothepresenceofhydroxylgroupsandoxygensineveryrepeatingunit,hydrogenbondsareformedbetweenneighbouringmonomers,seeFigure2.1[19].This intrachainbonding,which promotes the stabilization of the network and allows a linear configuration of thepolymerchain,playsamajorroleinthephysicalpropertiesofcellulose[18].TogetherwithvanderWaalsbondsthestackingupofseveralcellulosechainswillbeenhancedduringthenaturalsynthesisprocessofcellulose,resultinginthecreationofelementaryfibrils[18].Theseelementary fibrils on the other hand will aggregate together, in order to form largermicrofibrils [18]. Both, disordered regions (amorphous) and regions with highly orderedstructure (crystalline) can be found within these fibrils [19]. The latter, are the mainresponsibleforthegoodmechanicalproperties,likehighaxialstiffness,ofcellulose.
Figure2.1Schematicmolecularstructureofcellulose[19]
Theoreticalbackground
5
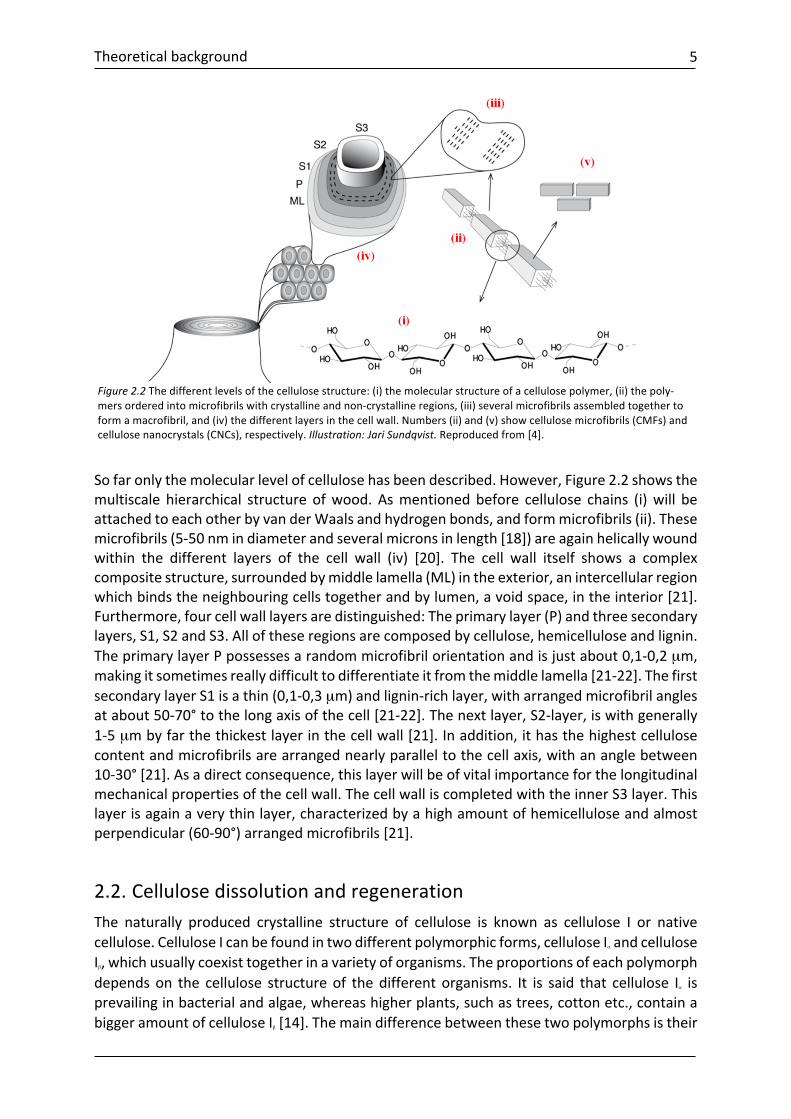
Sofaronlythemolecularlevelofcellulosehasbeendescribed.However,Figure2.2showsthemultiscale hierarchical structure ofwood.Asmentionedbefore cellulose chains (i)will beattachedtoeachotherbyvanderWaalsandhydrogenbonds,andformmicrofibrils(ii).Thesemicrofibrils(5-50nmindiameterandseveralmicronsinlength[18])areagainhelicallywoundwithin the different layers of the cell wall (iv) [20]. The cell wall itself shows a complexcompositestructure,surroundedbymiddlelamella(ML)intheexterior,anintercellularregionwhichbindstheneighbouringcellstogetherandbylumen,avoidspace,intheinterior[21].Furthermore,fourcellwalllayersaredistinguished:Theprimarylayer(P)andthreesecondarylayers,S1,S2andS3.Alloftheseregionsarecomposedbycellulose,hemicelluloseandlignin.TheprimarylayerPpossessesarandommicrofibrilorientationandisjustabout0,1-0,2µm,makingitsometimesreallydifficulttodifferentiateitfromthemiddlelamella[21-22].ThefirstsecondarylayerS1isathin(0,1-0,3µm)andlignin-richlayer,witharrangedmicrofibrilanglesatabout50-70°tothelongaxisofthecell[21-22].Thenextlayer,S2-layer,iswithgenerally1-5µmbyfarthethickestlayerinthecellwall[21].Inaddition,ithasthehighestcellulosecontentandmicrofibrilsarearrangednearlyparalleltothecellaxis,withananglebetween10-30°[21].Asadirectconsequence,thislayerwillbeofvitalimportanceforthelongitudinalmechanicalpropertiesofthecellwall.ThecellwalliscompletedwiththeinnerS3layer.Thislayerisagainaverythinlayer,characterizedbyahighamountofhemicelluloseandalmostperpendicular(60-90°)arrangedmicrofibrils[21].
2.2. CellulosedissolutionandregenerationThe naturally produced crystalline structure of cellulose is known as cellulose I or nativecellulose.CelluloseIcanbefoundintwodifferentpolymorphicforms,celluloseIαandcelluloseIβ,whichusuallycoexisttogetherinavarietyoforganisms.Theproportionsofeachpolymorphdependson the cellulose structureof thedifferent organisms. It is said that cellulose Iα isprevailinginbacterialandalgae,whereashigherplants,suchastrees,cottonetc.,containabiggeramountofcelluloseIβ[14].Themaindifferencebetweenthesetwopolymorphsistheir
Figure2.2Thedifferentlevelsofthecellulosestructure:(i)themolecularstructureofacellulosepolymer,(ii)thepoly-mersorderedintomicrofibrilswithcrystallineandnon-crystallineregions,(iii)severalmicrofibrilsassembledtogethertoformamacrofibril,and(iv)thedifferentlayersinthecellwall.Numbers(ii)and(v)showcellulosemicrofibrils(CMFs)andcellulosenanocrystals(CNCs),respectively.Illustration:JariSundqvist.Reproducedfrom[4].
Theoreticalbackground
6
1GenerallyacceptedthatcelluloseIVisjustaslightlydisorderedformofcelluloseI[23]
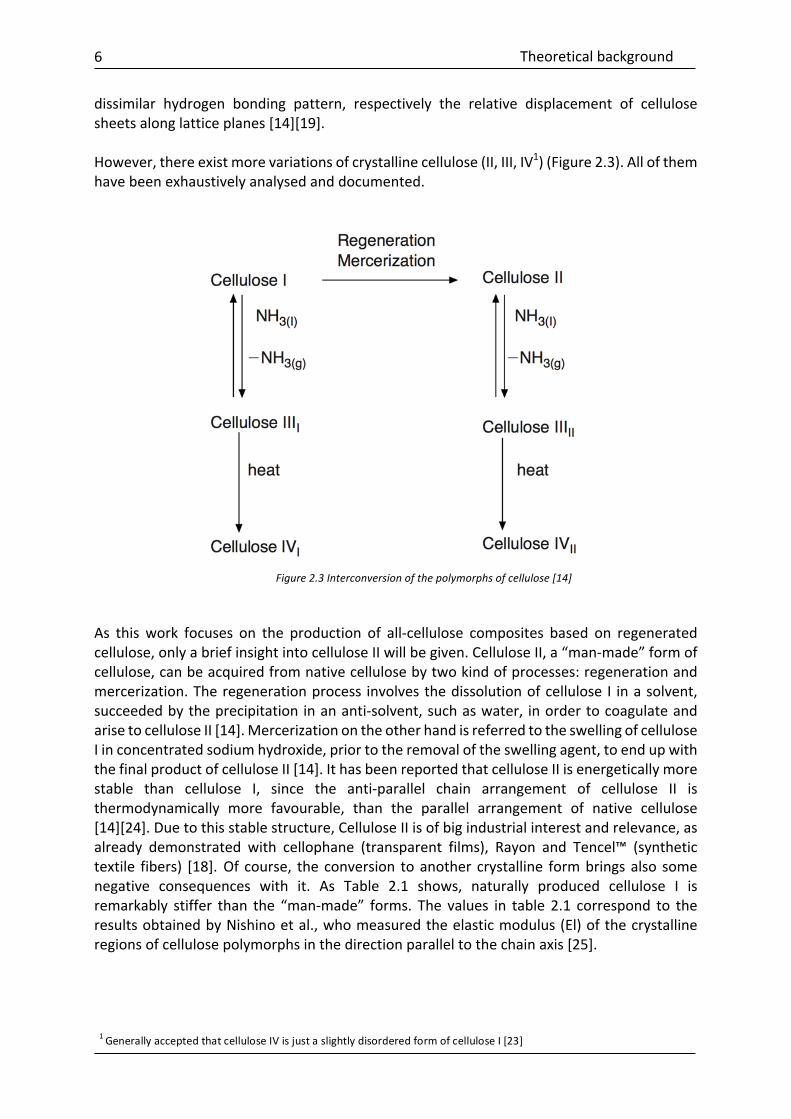
dissimilar hydrogen bonding pattern, respectively the relative displacement of cellulosesheetsalonglatticeplanes[14][19].However,thereexistmorevariationsofcrystallinecellulose(II,III,IV1)(Figure2.3).Allofthemhavebeenexhaustivelyanalysedanddocumented.
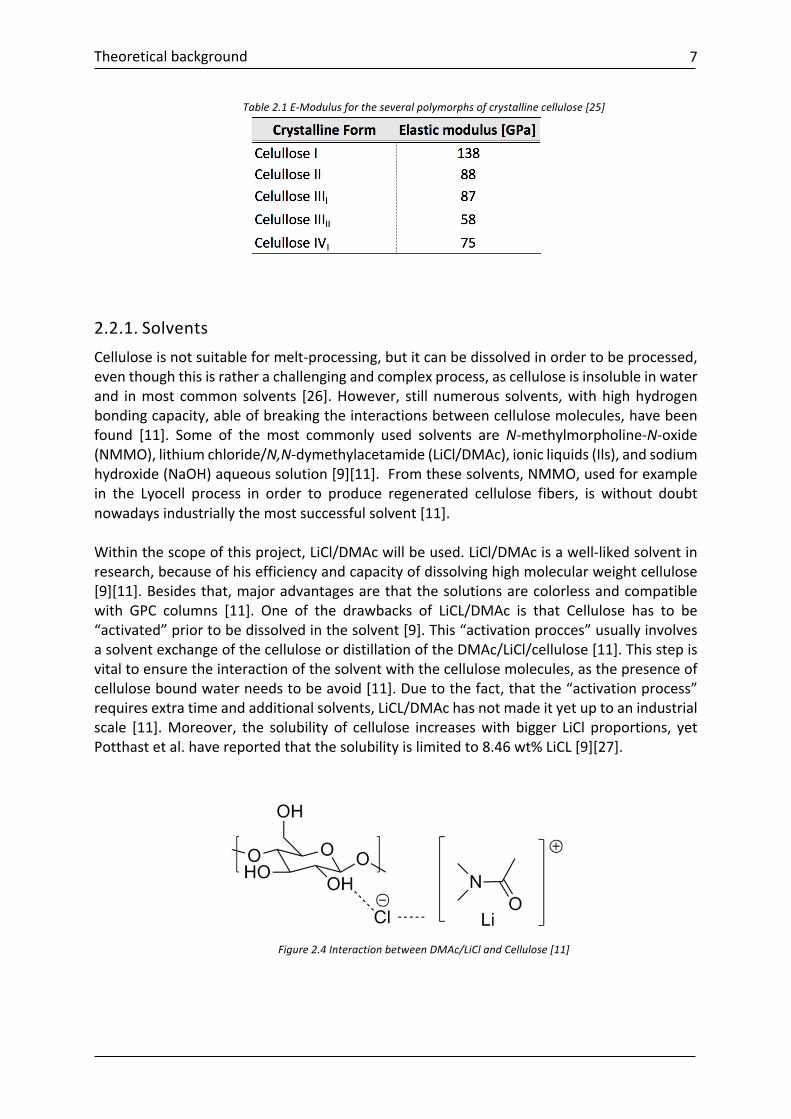
As this work focuses on the production of all-cellulose composites based on regeneratedcellulose,onlyabriefinsightintocelluloseIIwillbegiven.CelluloseII,a“man-made”formofcellulose,canbeacquiredfromnativecellulosebytwokindofprocesses:regenerationandmercerization.Theregenerationprocess involvesthedissolutionofcellulose I inasolvent,succeededbytheprecipitation inananti-solvent,suchaswater, inordertocoagulateandarisetocelluloseII[14].MercerizationontheotherhandisreferredtotheswellingofcelluloseIinconcentratedsodiumhydroxide,priortotheremovaloftheswellingagent,toendupwiththefinalproductofcelluloseII[14].IthasbeenreportedthatcelluloseIIisenergeticallymorestable than cellulose I, since the anti-parallel chain arrangement of cellulose II isthermodynamically more favourable, than the parallel arrangement of native cellulose[14][24].Duetothisstablestructure,CelluloseIIisofbigindustrialinterestandrelevance,asalready demonstrated with cellophane (transparent films), Rayon and Tencel™ (synthetictextile fibers) [18]. Ofcourse, the conversion toanother crystalline formbringsalso somenegative consequences with it. As Table 2.1 shows, naturally produced cellulose I isremarkably stiffer than the “man-made” forms. The values in table 2.1 correspond to theresultsobtainedbyNishinoetal.,whomeasuredtheelasticmodulus(El)ofthecrystallineregionsofcellulosepolymorphsinthedirectionparalleltothechainaxis[25].
Figure2.3Interconversionofthepolymorphsofcellulose[14]
Theoreticalbackground
7
2.2.1. SolventsCelluloseisnotsuitableformelt-processing,butitcanbedissolvedinordertobeprocessed,eventhoughthisisratherachallengingandcomplexprocess,ascelluloseisinsolubleinwaterand inmost common solvents [26].However, still numerous solvents,withhighhydrogenbondingcapacity,ableofbreakingtheinteractionsbetweencellulosemolecules,havebeenfound [11]. Some of the most commonly used solvents areN-methylmorpholine-N-oxide(NMMO),lithiumchloride/N,N-dymethylacetamide(LiCl/DMAc),ionicliquids(Ils),andsodiumhydroxide(NaOH)aqueoussolution[9][11].Fromthesesolvents,NMMO,usedforexamplein the Lyocell process in order to produce regenerated cellulose fibers, is without doubtnowadaysindustriallythemostsuccessfulsolvent[11].Withinthescopeofthisproject,LiCl/DMAcwillbeused.LiCl/DMAcisawell-likedsolventinresearch,becauseofhisefficiencyandcapacityofdissolvinghighmolecularweightcellulose[9][11].Besidesthat,majoradvantagesarethatthesolutionsarecolorlessandcompatiblewith GPC columns [11]. One of the drawbacks of LiCL/DMAc is that Cellulose has to be“activated”priortobedissolvedinthesolvent[9].This“activationprocces”usuallyinvolvesasolventexchangeofthecelluloseordistillationoftheDMAc/LiCl/cellulose[11].Thisstepisvitaltoensuretheinteractionofthesolventwiththecellulosemolecules,asthepresenceofcelluloseboundwaterneedstobeavoid[11].Duetothefact,thatthe“activationprocess”requiresextratimeandadditionalsolvents,LiCL/DMAchasnotmadeityetuptoanindustrialscale [11].Moreover, the solubility of cellulose increaseswith bigger LiCl proportions, yetPotthastetal.havereportedthatthesolubilityislimitedto8.46wt%LiCL[9][27].
Table2.1E-Modulusfortheseveralpolymorphsofcrystallinecellulose[25]
Figure2.4InteractionbetweenDMAc/LiClandCellulose[11]
Theoreticalbackground
8
2.3. NaturalnanoreinforcementsThe interest in natural nanomaterials, one dimension at least between 1-100 nm, has in-creasedinrecentyears,speciallyasreinforcingmaterialforbio-composites[4].Duetotheirlargesurfacearea,theadditionofalittleamount(1-5wt%)ofnanomaterialisalreadyenoughtoenhanceconsiderablythemechanicalpropertiesofthereinforcedmaterial[4].Amongallthe alternatives, cellulose nanocrystals (CNC) and halloysite nanotubes (HNT) have beenconsideredforthisproject.
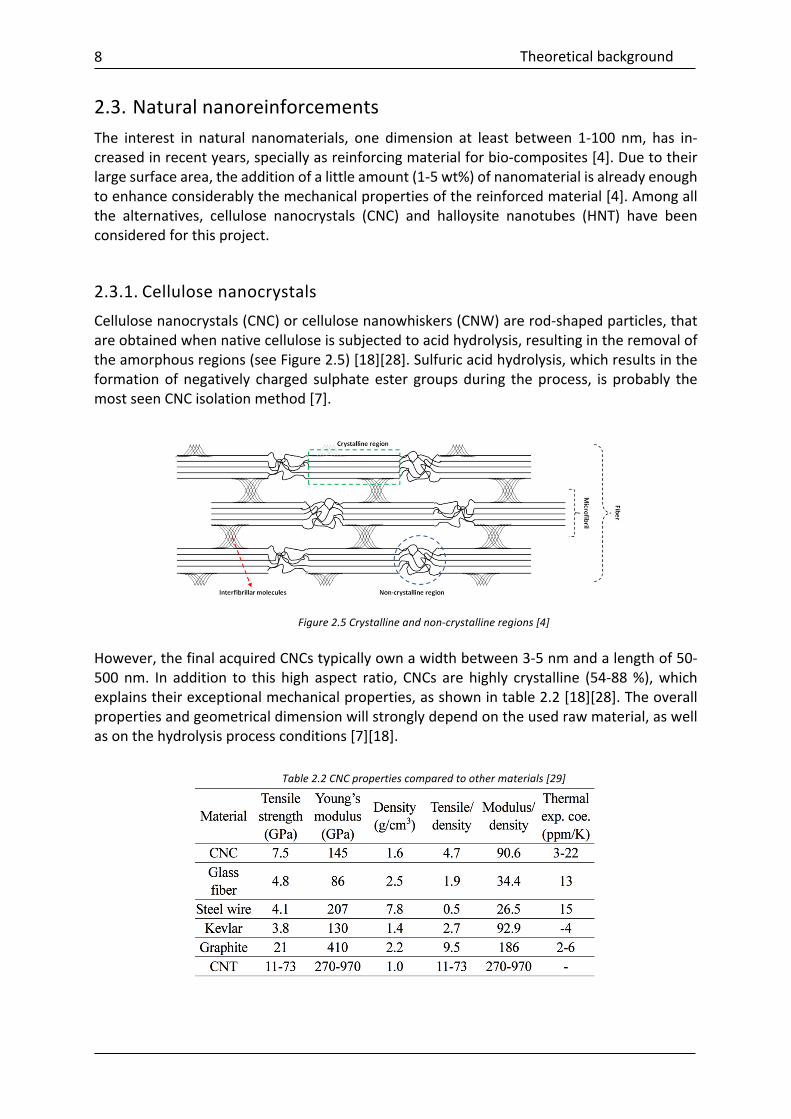
2.3.1. CellulosenanocrystalsCellulosenanocrystals(CNC)orcellulosenanowhiskers(CNW)arerod-shapedparticles,thatareobtainedwhennativecelluloseissubjectedtoacidhydrolysis,resultingintheremovaloftheamorphousregions(seeFigure2.5)[18][28].Sulfuricacidhydrolysis,whichresultsintheformationofnegatively charged sulphateester groupsduring theprocess, is probably themostseenCNCisolationmethod[7].
However,thefinalacquiredCNCstypicallyownawidthbetween3-5nmandalengthof50-500nm. In addition to this high aspect ratio, CNCs arehighly crystalline (54-88%),whichexplainstheirexceptionalmechanicalproperties,asshownintable2.2[18][28].Theoverallpropertiesandgeometricaldimensionwillstronglydependontheusedrawmaterial,aswellasonthehydrolysisprocessconditions[7][18].
Figure2.5Crystallineandnon-crystallineregions[4]
Table2.2CNCpropertiescomparedtoothermaterials[29]
Theoreticalbackground
9
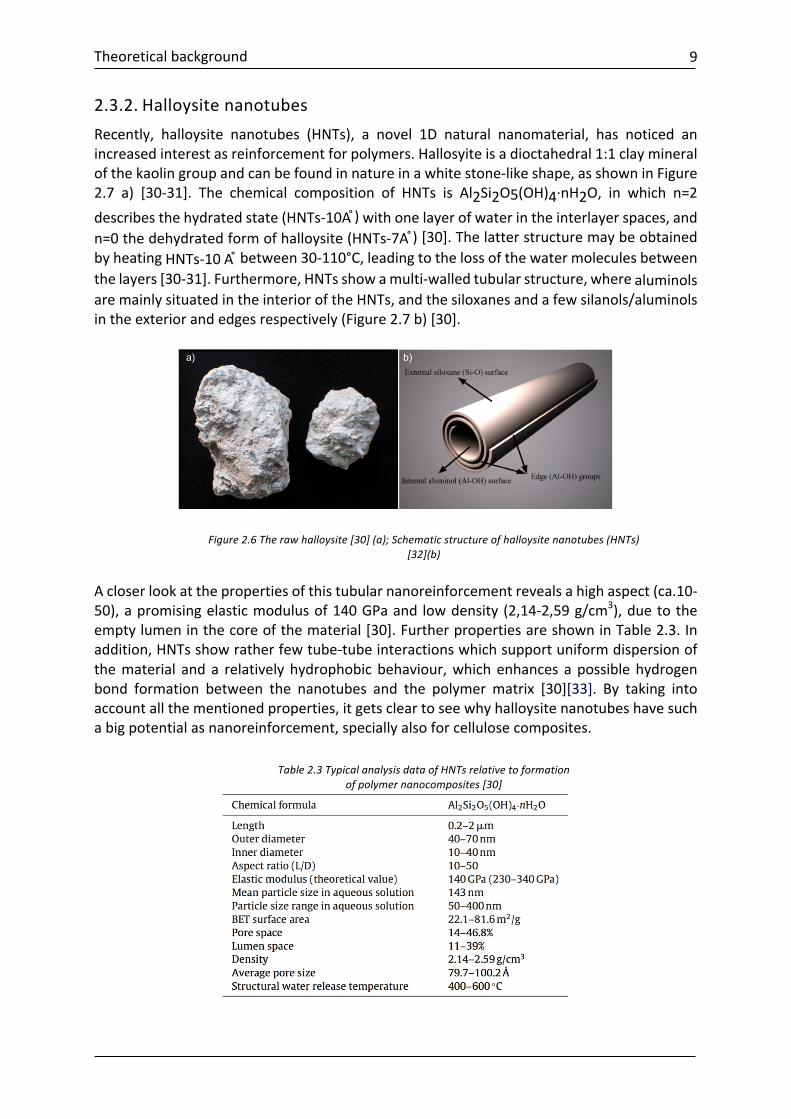
2.3.2. HalloysitenanotubesRecently, halloysite nanotubes (HNTs), a novel 1D natural nanomaterial, has noticed anincreasedinterestasreinforcementforpolymers.Hallosyiteisadioctahedral1:1claymineralofthekaolingroupandcanbefoundinnatureinawhitestone-likeshape,asshowninFigure2.7 a) [30-31]. The chemical composition of HNTs is Al2Si2O5(OH)4·nH2O, in which n=2
describesthehydratedstate(HNTs-10A)withonelayerofwaterintheinterlayerspaces,andn=0thedehydratedformofhalloysite(HNTs-7A)[30].ThelatterstructuremaybeobtainedbyheatingHNTs-10Abetween30-110°C,leadingtothelossofthewatermoleculesbetweenthelayers[30-31].Furthermore,HNTsshowamulti-walledtubularstructure,wherealuminolsaremainlysituatedintheinterioroftheHNTs,andthesiloxanesandafewsilanols/aluminolsintheexteriorandedgesrespectively(Figure2.7b)[30].
Acloserlookatthepropertiesofthistubularnanoreinforcementrevealsahighaspect(ca.10-50),apromisingelasticmodulusof140GPaand lowdensity (2,14-2,59g/cm3),duetotheemptylumeninthecoreofthematerial[30].FurtherpropertiesareshowninTable2.3.Inaddition,HNTsshowratherfewtube-tubeinteractionswhichsupportuniformdispersionofthematerial anda relativelyhydrophobicbehaviour,whichenhances apossiblehydrogenbond formation between the nanotubes and the polymer matrix [30][33]. By taking intoaccountallthementionedproperties,itgetscleartoseewhyhalloysitenanotubeshavesuchabigpotentialasnanoreinforcement,speciallyalsoforcellulosecomposites.
Figure2.6Therawhalloysite[30](a);Schematicstructureofhalloysitenanotubes(HNTs)[32](b)
Table2.3TypicalanalysisdataofHNTsrelativetoformationofpolymernanocomposites[30]
Theoreticalbackground
10
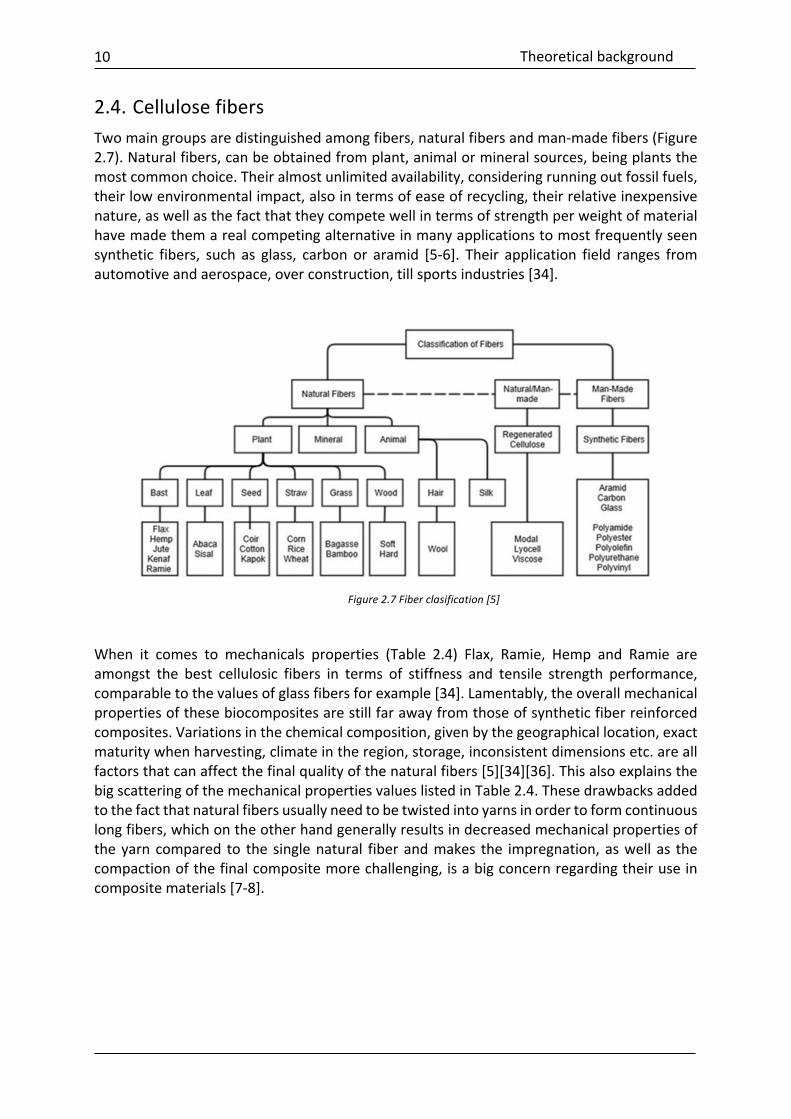
2.4. CellulosefibersTwomaingroupsaredistinguishedamongfibers,naturalfibersandman-madefibers(Figure2.7).Naturalfibers,canbeobtainedfromplant,animalormineralsources,beingplantsthemostcommonchoice.Theiralmostunlimitedavailability,consideringrunningoutfossilfuels,theirlowenvironmentalimpact,alsointermsofeaseofrecycling,theirrelativeinexpensivenature,aswellasthefactthattheycompetewellintermsofstrengthperweightofmaterialhavemadethemarealcompetingalternativeinmanyapplicationstomostfrequentlyseensynthetic fibers, such as glass, carbon or aramid [5-6]. Their application field ranges fromautomotiveandaerospace,overconstruction,tillsportsindustries[34].
When it comes to mechanicals properties (Table 2.4) Flax, Ramie, Hemp and Ramie areamongst the best cellulosic fibers in terms of stiffness and tensile strength performance,comparabletothevaluesofglassfibersforexample[34].Lamentably,theoverallmechanicalpropertiesofthesebiocompositesarestillfarawayfromthoseofsyntheticfiberreinforcedcomposites.Variationsinthechemicalcomposition,givenbythegeographicallocation,exactmaturitywhenharvesting,climateintheregion,storage,inconsistentdimensionsetc.areallfactorsthatcanaffectthefinalqualityofthenaturalfibers[5][34][36].ThisalsoexplainsthebigscatteringofthemechanicalpropertiesvalueslistedinTable2.4.Thesedrawbacksaddedtothefactthatnaturalfibersusuallyneedtobetwistedintoyarnsinordertoformcontinuouslongfibers,whichontheotherhandgenerallyresultsindecreasedmechanicalpropertiesoftheyarncompared to the singlenatural fiberandmakes the impregnation,aswell as thecompactionofthefinalcompositemorechallenging,isabigconcernregardingtheiruseincompositematerials[7-8].
Figure2.7Fiberclasification[5]
Theoreticalbackground
11
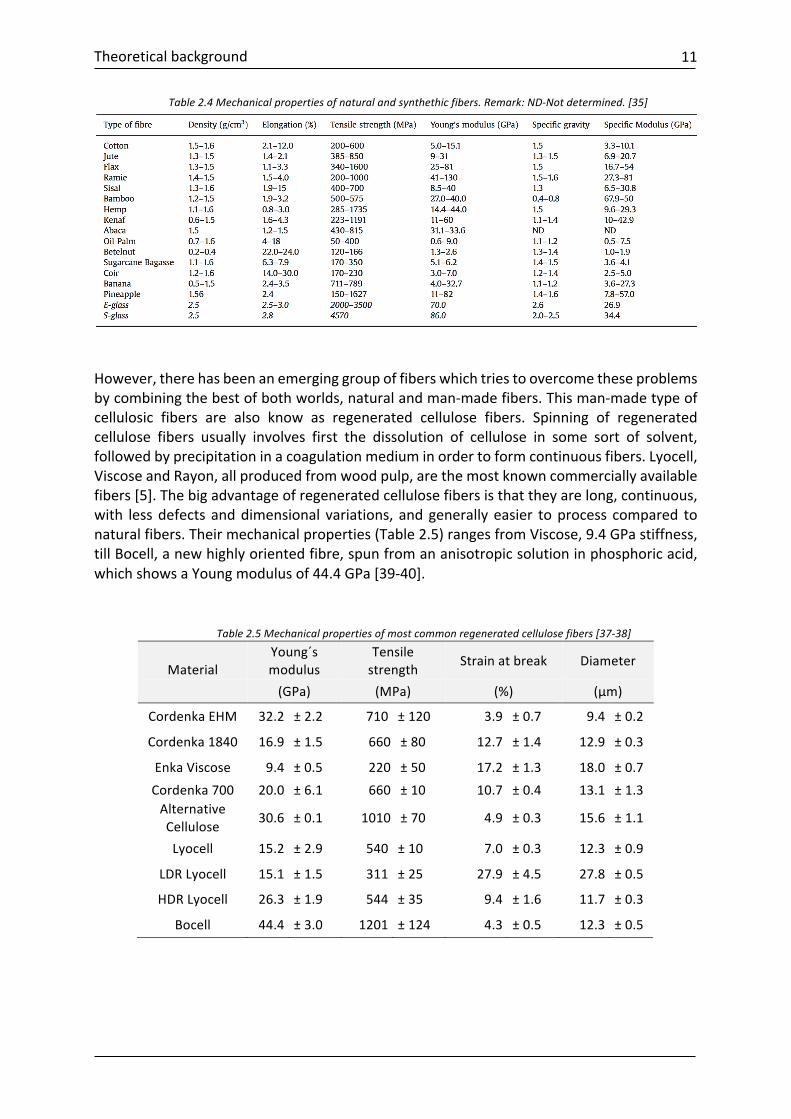
However,therehasbeenanemerginggroupoffiberswhichtriestoovercometheseproblemsbycombiningthebestofbothworlds,naturalandman-madefibers.Thisman-madetypeofcellulosic fibers are also know as regenerated cellulose fibers. Spinning of regeneratedcellulose fibers usually involves first the dissolution of cellulose in some sort of solvent,followedbyprecipitationinacoagulationmediuminordertoformcontinuousfibers.Lyocell,ViscoseandRayon,allproducedfromwoodpulp,arethemostknowncommerciallyavailablefibers[5].Thebigadvantageofregeneratedcellulosefibersisthattheyarelong,continuous,with lessdefectsanddimensional variations, andgenerallyeasier toprocess compared tonaturalfibers.Theirmechanicalproperties(Table2.5)rangesfromViscose,9.4GPastiffness,tillBocell,anewhighlyorientedfibre,spunfromananisotropicsolutioninphosphoricacid,whichshowsaYoungmodulusof44.4GPa[39-40].
Material
Young´smodulus
Tensilestrength
Strainatbreak Diameter
(GPa) (MPa) (%) (µm)
CordenkaEHM 32.2 ±2.2 710 ±120 3.9 ±0.7 9.4 ±0.2
Cordenka1840 16.9 ±1.5 660 ±80 12.7 ±1.4 12.9 ±0.3
EnkaViscose 9.4 ±0.5 220 ±50 17.2 ±1.3 18.0 ±0.7
Cordenka700 20.0 ±6.1 660 ±10 10.7 ±0.4 13.1 ±1.3AlternativeCellulose
30.6 ±0.1 1010 ±70 4.9 ±0.3 15.6 ±1.1
Lyocell 15.2 ±2.9 540 ±10 7.0 ±0.3 12.3 ±0.9
LDRLyocell 15.1 ±1.5 311 ±25 27.9 ±4.5 27.8 ±0.5
HDRLyocell 26.3 ±1.9 544 ±35 9.4 ±1.6 11.7 ±0.3
Bocell 44.4 ±3.0 1201 ±124 4.3 ±0.5 12.3 ±0.5
Table2.4Mechanicalpropertiesofnaturalandsynthethicfibers.Remark:ND-Notdetermined.[35]
Table2.5Mechanicalpropertiesofmostcommonregeneratedcellulosefibers[37-38]
Theoreticalbackground
12
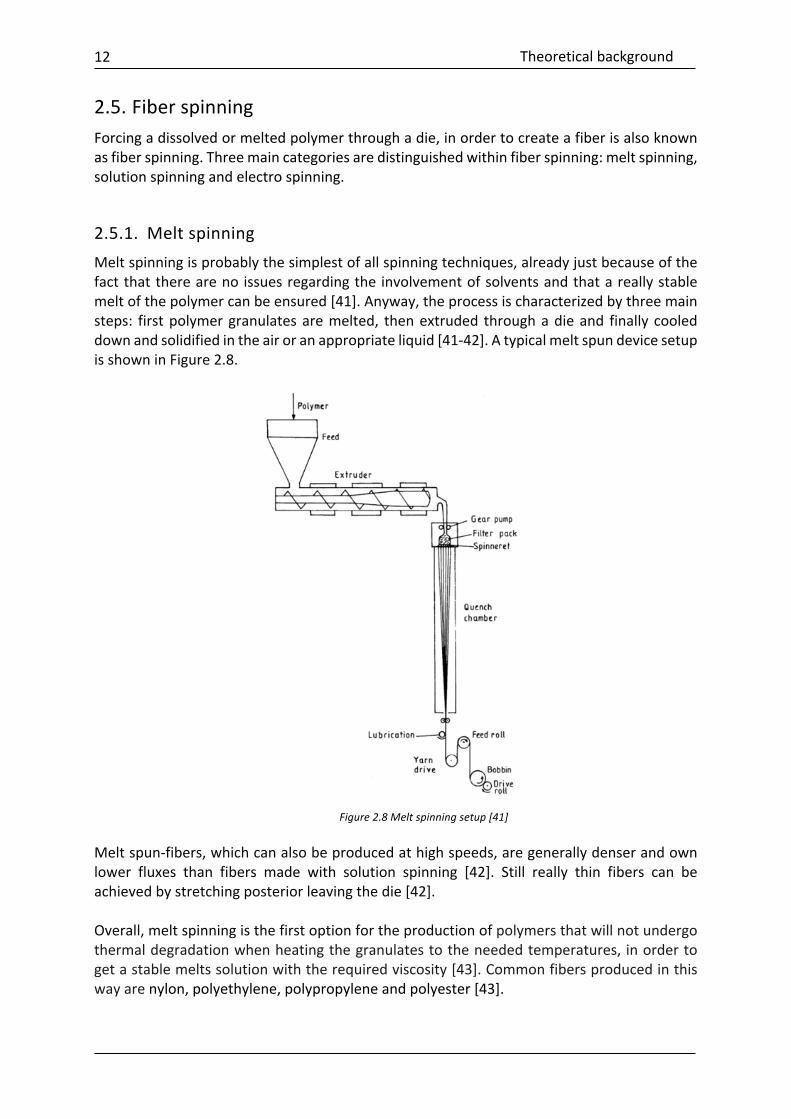
2.5. FiberspinningForcingadissolvedormeltedpolymerthroughadie,inordertocreateafiberisalsoknownasfiberspinning.Threemaincategoriesaredistinguishedwithinfiberspinning:meltspinning,solutionspinningandelectrospinning.
2.5.1. Meltspinning
Meltspinningisprobablythesimplestofallspinningtechniques,alreadyjustbecauseofthefactthattherearenoissuesregardingthe involvementofsolventsandthatareallystablemeltofthepolymercanbeensured[41].Anyway,theprocessischaracterizedbythreemainsteps: firstpolymergranulatesaremelted, thenextruded throughadieand finally cooleddownandsolidifiedintheairoranappropriateliquid[41-42].AtypicalmeltspundevicesetupisshowninFigure2.8.
Meltspun-fibers,whichcanalsobeproducedathighspeeds,aregenerallydenserandownlower fluxes than fibers made with solution spinning [42]. Still really thin fibers can beachievedbystretchingposteriorleavingthedie[42].Overall,meltspinningisthefirstoptionfortheproductionofpolymersthatwillnotundergothermaldegradationwhenheatingthegranulatestotheneededtemperatures, inordertogetastablemeltssolutionwiththerequiredviscosity[43].Commonfibersproducedinthiswayarenylon,polyethylene,polypropyleneandpolyester[43].
Figure2.8Meltspinningsetup[41]
Theoreticalbackground
13
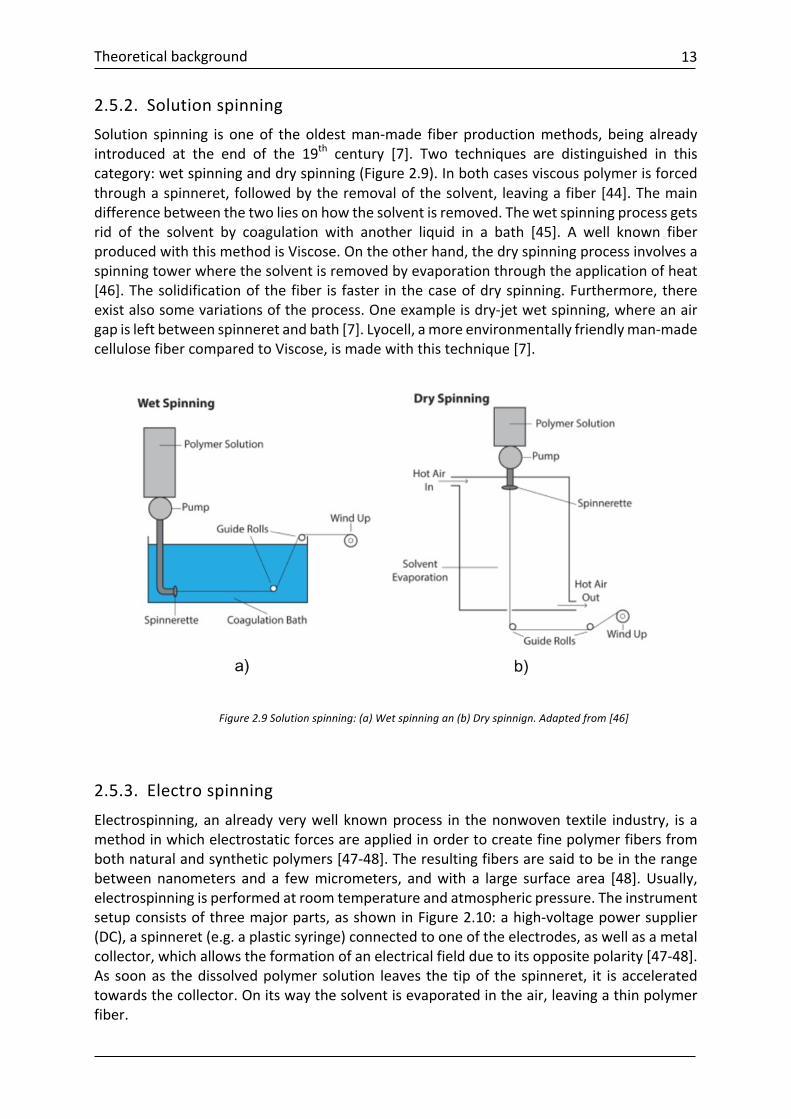
2.5.2. SolutionspinningSolution spinning is oneof theoldestman-made fiber productionmethods, being alreadyintroduced at the end of the 19th century [7]. Two techniques are distinguished in thiscategory:wetspinninganddryspinning(Figure2.9).Inbothcasesviscouspolymerisforcedthroughaspinneret,followedbytheremovalofthesolvent, leavingafiber[44].Themaindifferencebetweenthetwoliesonhowthesolventisremoved.Thewetspinningprocessgetsrid of the solvent by coagulation with another liquid in a bath [45]. A well known fiberproducedwiththismethodisViscose.Ontheotherhand,thedryspinningprocessinvolvesaspinningtowerwherethesolventisremovedbyevaporationthroughtheapplicationofheat[46].Thesolidificationofthefiber is faster inthecaseofdryspinning.Furthermore,thereexistalsosomevariationsoftheprocess.Oneexampleisdry-jetwetspinning,whereanairgapisleftbetweenspinneretandbath[7].Lyocell,amoreenvironmentallyfriendlyman-madecellulosefibercomparedtoViscose,ismadewiththistechnique[7].
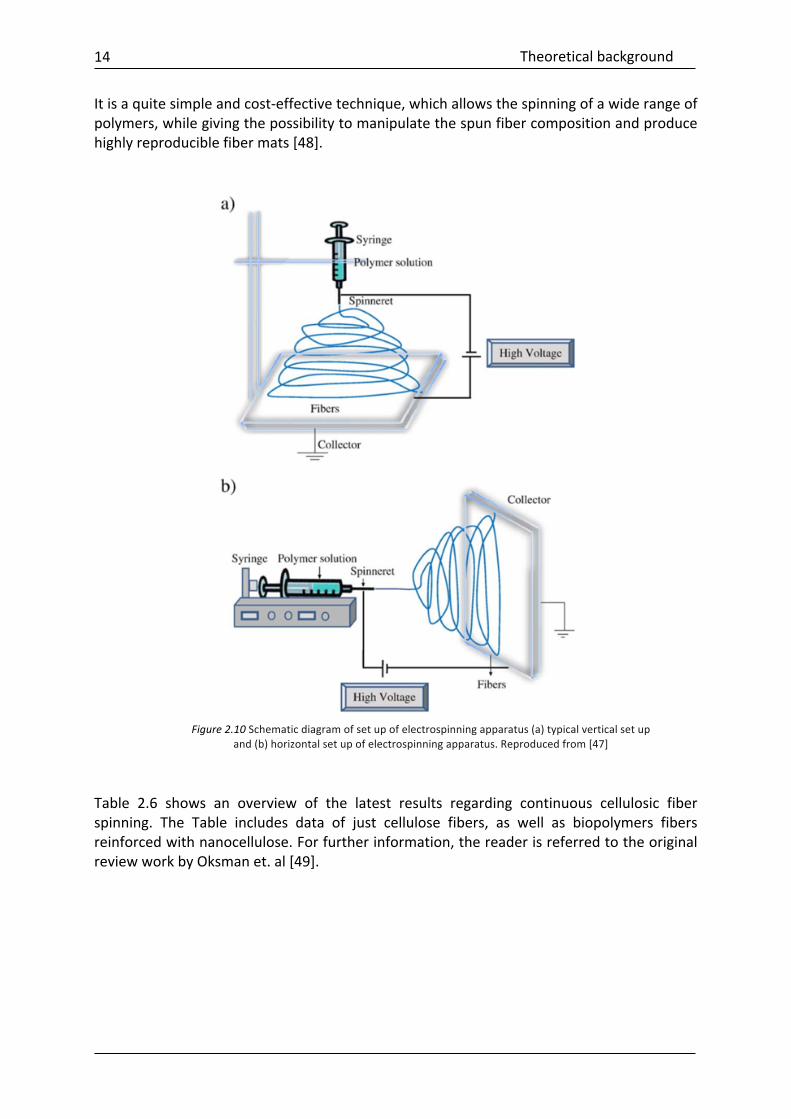
2.5.3. ElectrospinningElectrospinning,analreadyverywell knownprocess in thenonwoven textile industry, isamethodinwhichelectrostaticforcesareappliedinordertocreatefinepolymerfibersfrombothnaturalandsyntheticpolymers[47-48].Theresultingfibersaresaidtobeintherangebetweennanometers and a fewmicrometers, andwith a large surface area [48].Usually,electrospinningisperformedatroomtemperatureandatmosphericpressure.Theinstrumentsetupconsistsofthreemajorparts,asshowninFigure2.10:ahigh-voltagepowersupplier(DC),aspinneret(e.g.aplasticsyringe)connectedtooneoftheelectrodes,aswellasametalcollector,whichallowstheformationofanelectricalfieldduetoitsoppositepolarity[47-48].Assoonas thedissolvedpolymersolution leaves the tipof thespinneret, it isacceleratedtowardsthecollector.Onitswaythesolventisevaporatedintheair,leavingathinpolymerfiber.
Figure2.9Solutionspinning:(a)Wetspinningan(b)Dryspinnign.Adaptedfrom[46]
Theoreticalbackground
14
Itisaquitesimpleandcost-effectivetechnique,whichallowsthespinningofawiderangeofpolymers,whilegivingthepossibilitytomanipulatethespunfibercompositionandproducehighlyreproduciblefibermats[48].
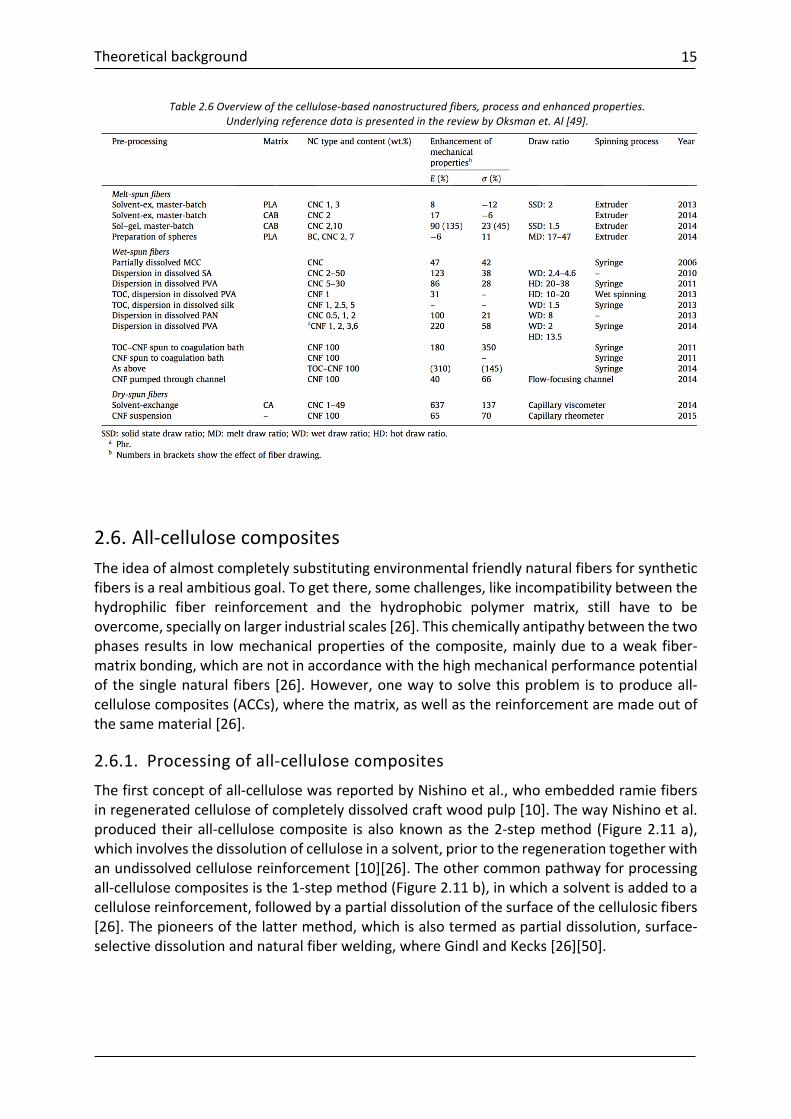
Table 2.6 shows an overview of the latest results regarding continuous cellulosic fiberspinning. The Table includes data of just cellulose fibers, as well as biopolymers fibersreinforcedwithnanocellulose.Forfurtherinformation,thereaderisreferredtotheoriginalreviewworkbyOksmanet.al[49].
Figure2.10Schematicdiagramofsetupofelectrospinningapparatus(a)typicalverticalsetupand(b)horizontalsetupofelectrospinningapparatus.Reproducedfrom[47]
Reproducedfrom[38]
Theoreticalbackground
15
2.6. All-cellulosecompositesTheideaofalmostcompletelysubstitutingenvironmentalfriendlynaturalfibersforsyntheticfibersisarealambitiousgoal.Togetthere,somechallenges,likeincompatibilitybetweenthehydrophilic fiber reinforcement and the hydrophobic polymer matrix, still have to beovercome,speciallyonlargerindustrialscales[26].Thischemicallyantipathybetweenthetwophasesresults in lowmechanicalpropertiesof thecomposite,mainlyduetoaweak fiber-matrixbonding,whicharenotinaccordancewiththehighmechanicalperformancepotentialofthesinglenatural fibers[26].However,onewaytosolvethisproblemistoproduceall-cellulosecomposites(ACCs),wherethematrix,aswellasthereinforcementaremadeoutofthesamematerial[26].
2.6.1. Processingofall-cellulosecomposites
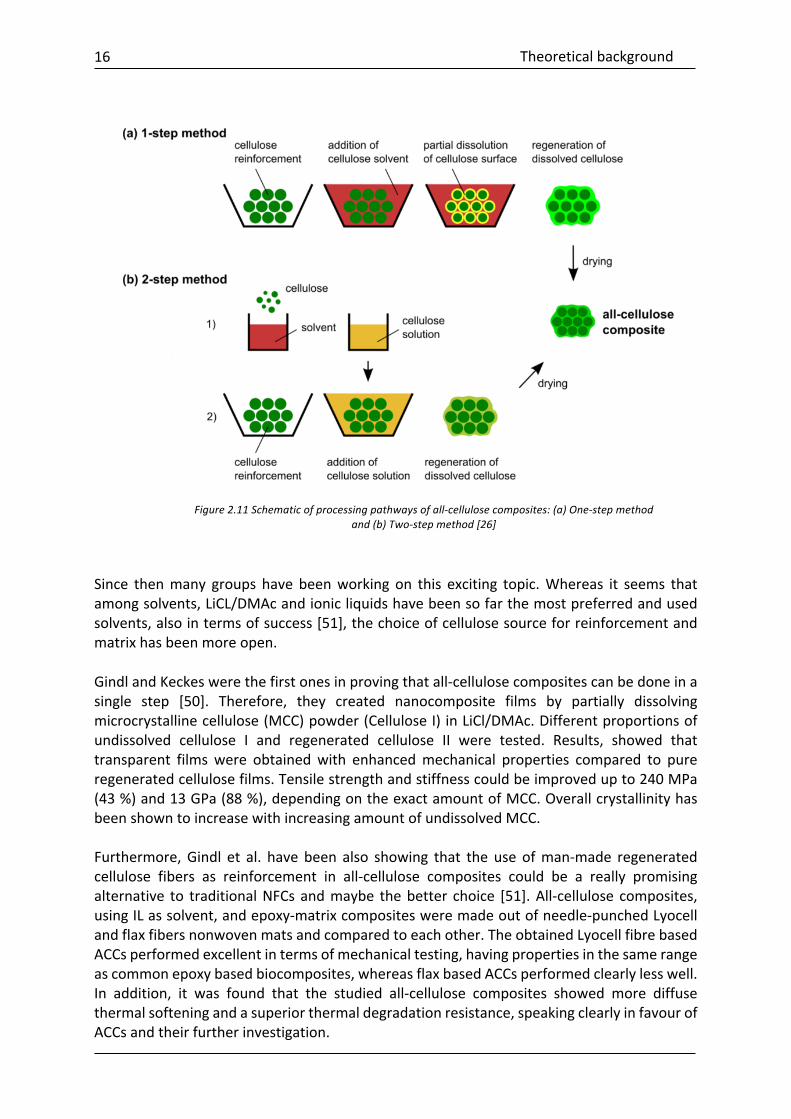
Thefirstconceptofall-cellulosewasreportedbyNishinoetal.,whoembeddedramiefibersinregeneratedcelluloseofcompletelydissolvedcraftwoodpulp[10].ThewayNishinoetal.producedtheirall-cellulosecomposite isalsoknownas the2-stepmethod (Figure2.11a),whichinvolvesthedissolutionofcelluloseinasolvent,priortotheregenerationtogetherwithanundissolvedcellulosereinforcement[10][26].Theothercommonpathwayforprocessingall-cellulosecompositesisthe1-stepmethod(Figure2.11b),inwhichasolventisaddedtoacellulosereinforcement,followedbyapartialdissolutionofthesurfaceofthecellulosicfibers[26].Thepioneersofthelattermethod,whichisalsotermedaspartialdissolution,surface-selectivedissolutionandnaturalfiberwelding,whereGindlandKecks[26][50].
Table2.6Overviewofthecellulose-basednanostructuredfibers,processandenhancedproperties.UnderlyingreferencedataispresentedinthereviewbyOksmanet.Al[49].
Theoreticalbackground
16
Since thenmany groups have beenworking on this exciting topic.Whereas it seems thatamongsolvents,LiCL/DMAcandionicliquidshavebeensofarthemostpreferredandusedsolvents,alsointermsofsuccess[51],thechoiceofcellulosesourceforreinforcementandmatrixhasbeenmoreopen.GindlandKeckeswerethefirstonesinprovingthatall-cellulosecompositescanbedoneinasingle step [50]. Therefore, they created nanocomposite films by partially dissolvingmicrocrystallinecellulose(MCC)powder(CelluloseI) inLiCl/DMAc.Differentproportionsofundissolved cellulose I and regenerated cellulose II were tested. Results, showed thattransparent filmswere obtainedwith enhancedmechanical properties compared to pureregeneratedcellulosefilms.Tensilestrengthandstiffnesscouldbeimprovedupto240MPa(43%)and13GPa(88%),dependingontheexactamountofMCC.OverallcrystallinityhasbeenshowntoincreasewithincreasingamountofundissolvedMCC.Furthermore,Gindl et al. have been also showing that the use ofman-made regeneratedcellulose fibers as reinforcement in all-cellulose composites could be a really promisingalternative to traditionalNFCsandmaybe thebetter choice [51].All-cellulose composites,usingILassolvent,andepoxy-matrixcompositesweremadeoutofneedle-punchedLyocellandflaxfibersnonwovenmatsandcomparedtoeachother.TheobtainedLyocellfibrebasedACCsperformedexcellentintermsofmechanicaltesting,havingpropertiesinthesamerangeascommonepoxybasedbiocomposites,whereasflaxbasedACCsperformedclearlylesswell.In addition, it was found that the studied all-cellulose composites showed more diffusethermalsofteningandasuperiorthermaldegradationresistance,speakingclearlyinfavourofACCsandtheirfurtherinvestigation.
Figure2.11Schematicofprocessingpathwaysofall-cellulosecomposites:(a)One-stepmethodand(b)Two-stepmethod[26]
Theoreticalbackground
17
Eventhough,bothprocessingmethodsarepossible,theone-stepmethodseemstobemorerealisticregardingafuture industrialupscaling[26].Themainreasonherefore isthattheoverall differential shrinkage, which causes internal residual stresses and dimensionalinstability,andisstillabigproblemwhenmanufacturingACCs,isusuallylowerforone-stepmethodmadeACCsthanforACCsproducedviathetwo-step-method.Huberetal.havebeenreallyactiveinthismattertryingtomanufacturethickerACCs(t>0,5mm),closertoreallifeapplications,withcommonlyknownindustrialmanufacturingmethods,suchascompressionmouldingorvacuuminfusion[52-53].Compression moulded composites were made by hand-impregnating dried man-maderegeneratedcelluloseCordenkaRayonfibertextileandlinenflaxfibertextilewithBMIMAc,anionicliquid[52].Inasubsequentstep,fourlayerswerestackedalternatingwarp-andweftdirectionrespectivelyandcompressedunderheat(110°C)withahotpress(1,5and2,5MPa)foratotalof80min,creatingamatrixphasebythepartialdissolutionofthefibersandthefollowing solvent exchange. The resulting all-cellulose composites turned out to have anaveragethicknessof1,66mm(flaxlaminate)and1,98mm(Cordenkalaminate)andbefullyconsolidatedwiththeadditionofpressure.Rayonbasedall-cellulosecompositesshowlessvoidsandmoreconsistencycomparetolinenbasedACCs,leadingtoastrongercomposite(70MPa vs. 46MPa ultimate strength). Even though, the laminateswere overall dimensionalstable,smallinter-andintra-laminarvoids,formedduringthedryingprocess,wereobserved.Huberetal.concludedthatregeneratedcellulosefiberswouldbegenerallythebetterchoicewhen solvent-processing, due to less variations in the shape of the fibers and morehomogenous dissolution, resulting in a stronger compositewith an improved fiber-matrixinterface.Inthesolventinfusionprocess(SIP),aslightlyvariationoftheknownvacuum-assistedresintransfer moulding (VARTM), Cordenka preform textile layers were first infused, henceimpregnatedwithBMIMAcandthenwithwaterinordertoweldthefiberstogether[53].Inbetween,duringthedissolutiontime,apressureof0,2MPaat95°Cforatotalof60minwasapplied for consolidation of the laminates. The obtained composites were dimensionallystable,nodimensionalshrinkageorwarpagewasobserved,andwithhighvolumefractions(>70%).Thefinalthicknessofthecompositesdependsonthetimeandtheamountofappliedpressureduringthemanufacturingprocess.Promisingmechanicalpropertieswithanultimatestrengthof91MPaandastiffnessof4,1GPawereachievedforthebestlaminate,asaresultofanimprovedfiber-matrixinterface.Thisimprovedbondingisbelievedtobecausedbytheincreasedpressureduringdissolution,aswellasacontrolledanduniformedpartialdissolutionofthefiberspossiblewiththesolventinfusionprocess.
2.6.2. Mechanicalpropertiesofall-cellulosecomposites
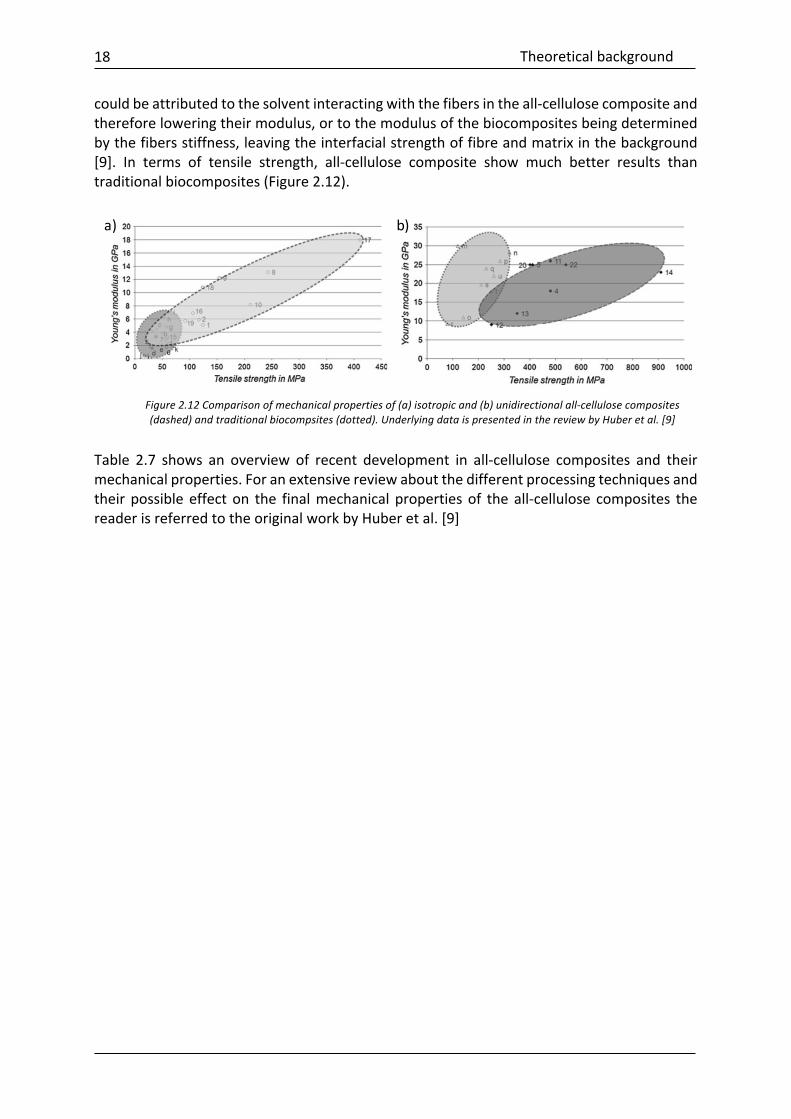
Anoverallevaluationofthemechanicalpropertiesgivenbyall-cellulosecompositesisverydifficult,astheydependonmanyfactorssuchasoriginofthecellulose,reinforcementtypeorprocessingconditions[26].Anyway,ageneraloverviewandfurthercomparisontootherbiocompositeswasdeliveredbyHuberetal. [9].Asshown inFigure2.12ahigherYoung´smodulushavebeenreportedforseveralisotropicall-cellulosecompositesincomparisonwithconventionalbiocomposites[9].Onepossiblereasoncouldbethehighmechanicalpropertiesof the regeneratedcellulosematrix [9][26]. Forunidirectionalall-cellulosecomposites, thestiffnesvaluesaresimilar totheonesofbiocomposites [9].This resultsontheotherhand
Theoreticalbackground
18
couldbeattributedtothesolventinteractingwiththefibersintheall-cellulosecompositeandthereforeloweringtheirmodulus,ortothemodulusofthebiocompositesbeingdeterminedbythefibersstiffness,leavingtheinterfacialstrengthoffibreandmatrixinthebackground[9]. In terms of tensile strength, all-cellulose composite show much better results thantraditionalbiocomposites(Figure2.12).
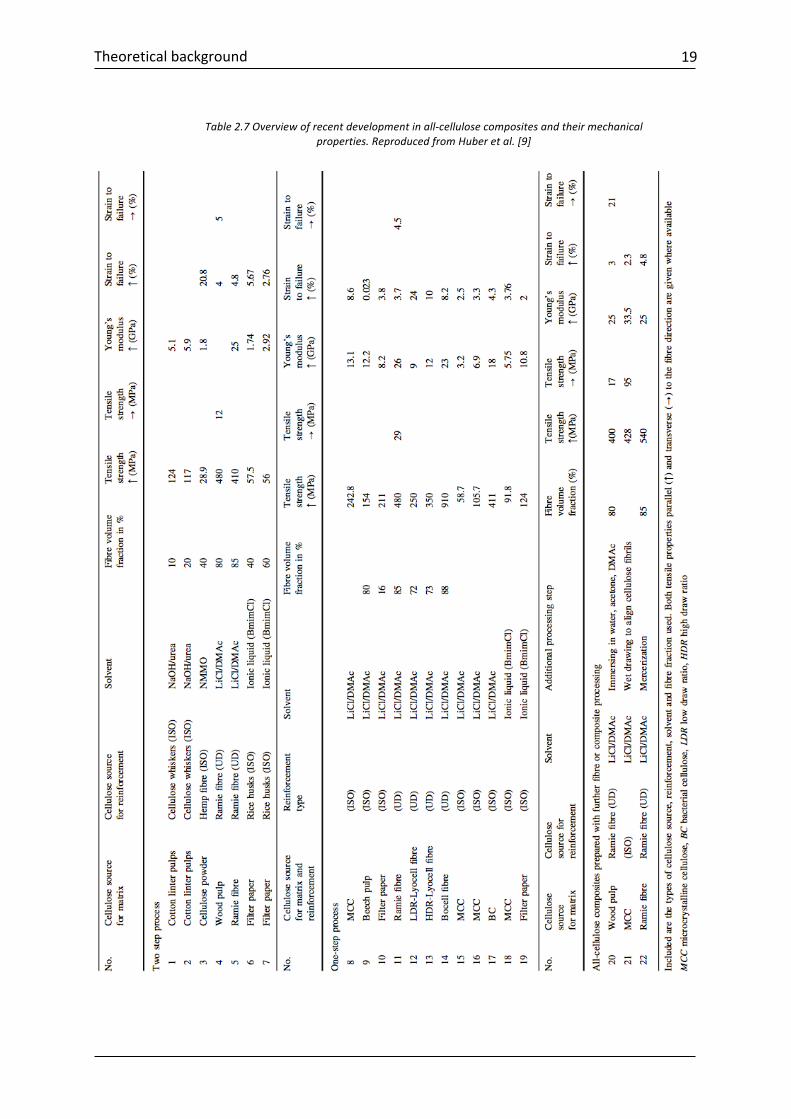
Table 2.7 shows an overview of recent development in all-cellulose composites and theirmechanicalproperties.Foranextensivereviewaboutthedifferentprocessingtechniquesandtheir possibleeffecton the finalmechanical propertiesof theall-cellulose composites thereaderisreferredtotheoriginalworkbyHuberetal.[9]
a) b)
Figure2.12Comparisonofmechanicalpropertiesof(a)isotropicand(b)unidirectionalall-cellulosecomposites(dashed)andtraditionalbiocompsites(dotted).UnderlyingdataispresentedinthereviewbyHuberetal.[9]
Theoreticalbackground
19
Table2.7Overviewofrecentdevelopmentinall-cellulosecompositesandtheirmechanicalproperties.ReproducedfromHuberetal.[9]
Materialsandmethods
20
3. Materialsandmethods
3.1. MaterialsDissolvingpulp,obtainedfromDomsjöFabrikerAB(Örnsköldsvik,Sweden),wasusedasbasematerial.Freeze-driedcellulosenanocrystals(2012-FPL-CNC-043),hydrolyzedfromcellulosepulp,were kindly provided byUSDA Forest Products Laboratry (Madison,USA). Halloysitenanotubes(HNTs)werepurchasedfromSigmaAldrich.Furthermore,N,N-dimethylacetamide(DMAc), as well as lithium chloride (LiCL) were acquired from Sigma Aldrich. In addition,distilledwater(H2O)andmethanol(CH3OH)wereusedduringtheexperimentalsection.
3.2. PreparationofthespinningsolutionsPriordissolvingthecellulosepulpanactivationprocesswasneeded,inordertoavoidcellulosebondwaterandweakenthepolymerchainintoarelaxedconformation[11][54].Withoutthispre-treatmentthe interactionbetweenthesolventandthecellulosemoleculescannotbeensured.Inthiscasetheactivationprocessrequiredasequenceofsolventexchanges.Atthebeginningcellulosewasplacedandholdunderwaterfor1h,followedbytheremovalofwaterviavacuumfiltration.Inasubsequentstepasolventexchangewithmethanolforanother1htookplacetogetridoftheleftwater.Aftervacuumfiltration,alastsolventexchangewithDMAcfor1hwasdone.Onceagainthecellulosewasfiltratedandthendriedat70°C.
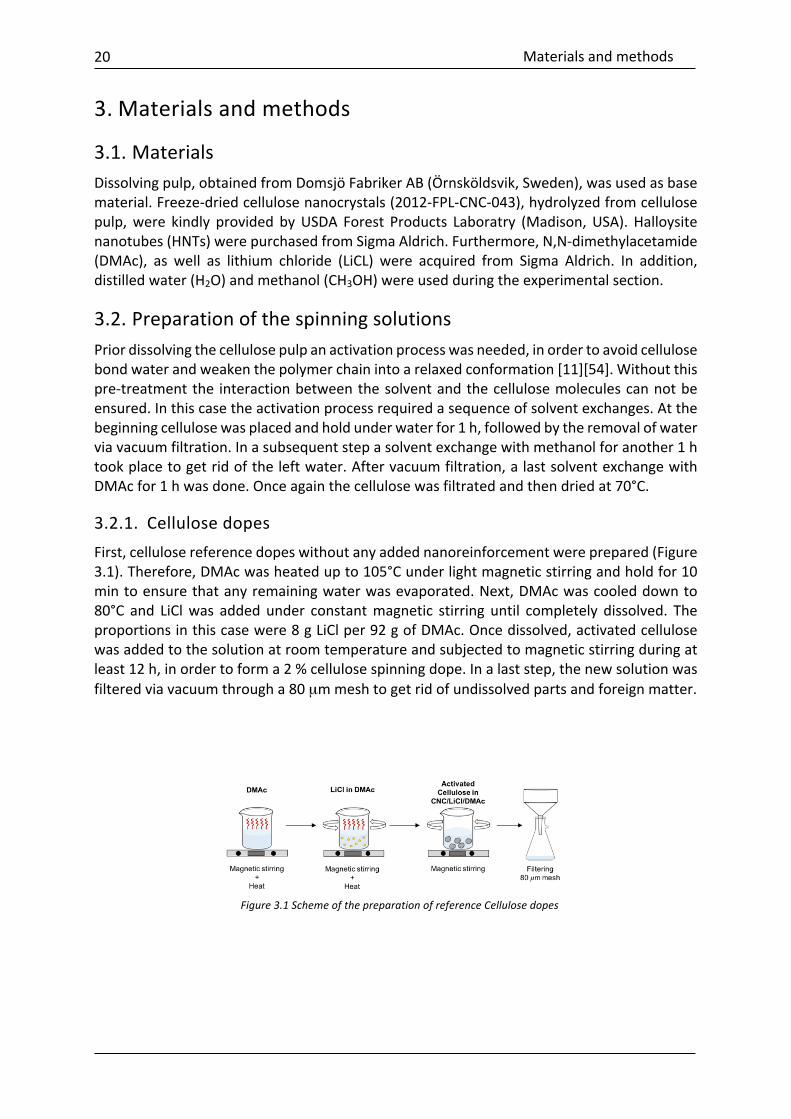
3.2.1. CellulosedopesFirst,cellulosereferencedopeswithoutanyaddednanoreinforcementwereprepared(Figure3.1).Therefore,DMAcwasheatedupto105°Cunderlightmagneticstirringandholdfor10mintoensurethatanyremainingwaterwasevaporated.Next,DMAcwascooleddownto80°C and LiClwas added under constantmagnetic stirring until completely dissolved. Theproportionsinthiscasewere8gLiClper92gofDMAc.Oncedissolved,activatedcellulosewasaddedtothesolutionatroomtemperatureandsubjectedtomagneticstirringduringatleast12h,inordertoforma2%cellulosespinningdope.Inalaststep,thenewsolutionwasfilteredviavacuumthrougha80µmmeshtogetridofundissolvedpartsandforeignmatter.
Figure3.1SchemeofthepreparationofreferenceCellulosedopes
Materialsandmethods
21
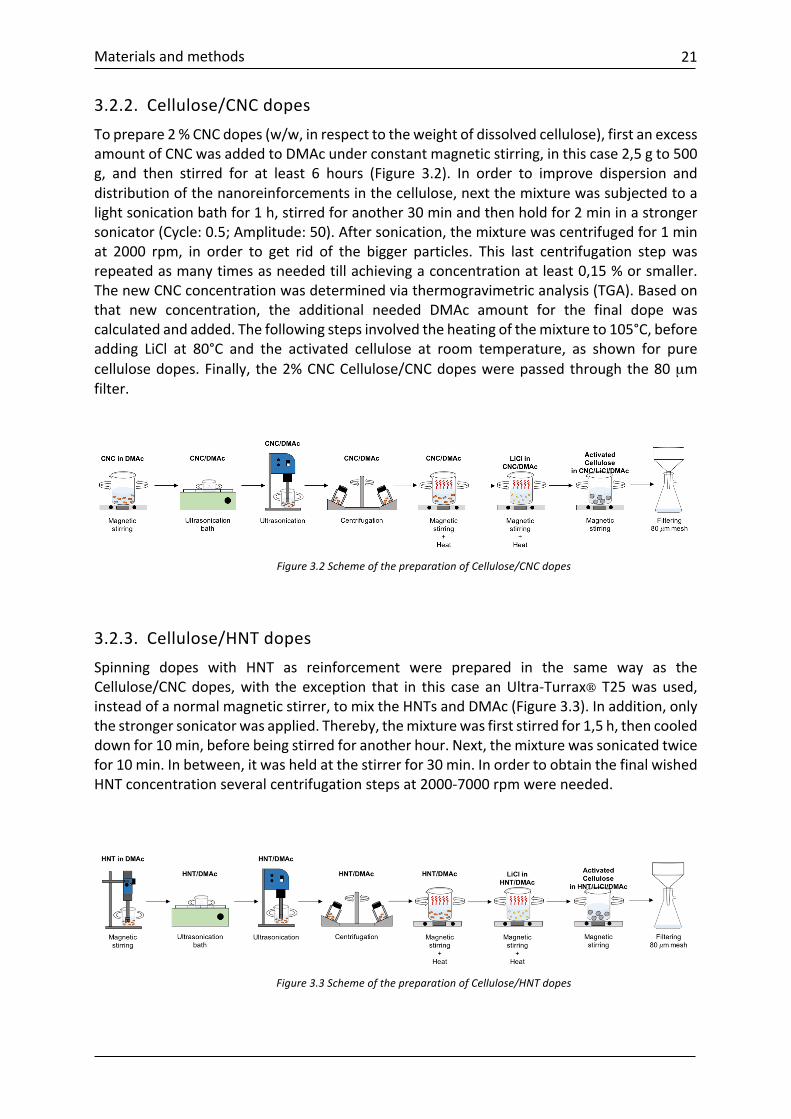
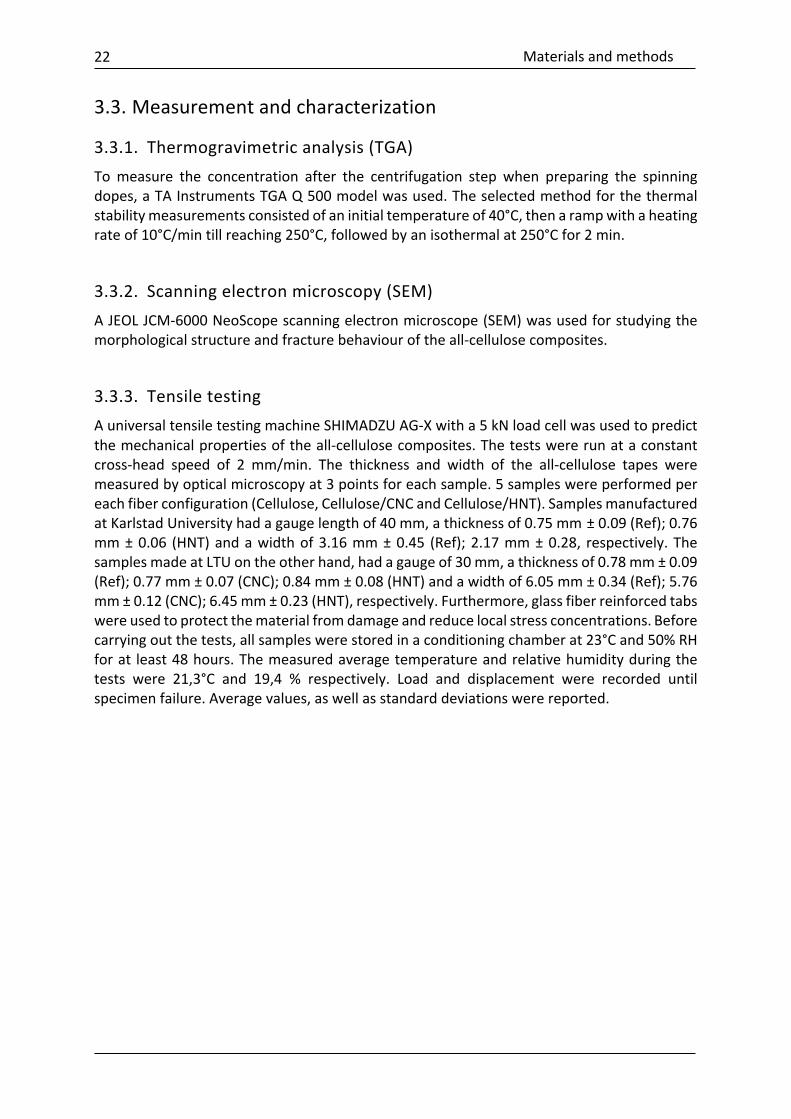
3.2.2. Cellulose/CNCdopesToprepare2%CNCdopes(w/w,inrespecttotheweightofdissolvedcellulose),firstanexcessamountofCNCwasaddedtoDMAcunderconstantmagneticstirring,inthiscase2,5gto500g, and then stirred for at least 6 hours (Figure 3.2). In order to improve dispersion anddistributionofthenanoreinforcementsinthecellulose,nextthemixturewassubjectedtoalightsonicationbathfor1h,stirredforanother30minandthenholdfor2mininastrongersonicator(Cycle:0.5;Amplitude:50).Aftersonication,themixturewascentrifugedfor1minat 2000 rpm, in order to get rid of the bigger particles. This last centrifugation stepwasrepeatedasmanytimesasneededtillachievingaconcentrationatleast0,15%orsmaller.ThenewCNCconcentrationwasdeterminedviathermogravimetricanalysis(TGA).Basedonthat new concentration, the additional needed DMAc amount for the final dope wascalculatedandadded.Thefollowingstepsinvolvedtheheatingofthemixtureto105°C,beforeadding LiCl at 80°C and the activated cellulose at room temperature, as shown for purecellulosedopes.Finally, the2%CNCCellulose/CNCdopeswerepassedthroughthe80µmfilter.
3.2.3. Cellulose/HNTdopesSpinning dopes with HNT as reinforcement were prepared in the same way as theCellulose/CNCdopes,with theexception that in this case anUltra-Turrax® T25wasused,insteadofanormalmagneticstirrer,tomixtheHNTsandDMAc(Figure3.3).Inaddition,onlythestrongersonicatorwasapplied.Thereby,themixturewasfirststirredfor1,5h,thencooleddownfor10min,beforebeingstirredforanotherhour.Next,themixturewassonicatedtwicefor10min.Inbetween,itwasheldatthestirrerfor30min.InordertoobtainthefinalwishedHNTconcentrationseveralcentrifugationstepsat2000-7000rpmwereneeded.
Figure3.2SchemeofthepreparationofCellulose/CNCdopes
Figure3.3SchemeofthepreparationofCellulose/HNTdopes
Materialsandmethods
22
3.3. Measurementandcharacterization
3.3.1. Thermogravimetricanalysis(TGA)
Tomeasure the concentration after the centrifugation step when preparing the spinningdopes,aTAInstrumentsTGAQ500modelwasused.Theselectedmethodforthethermalstabilitymeasurementsconsistedofaninitialtemperatureof40°C,thenarampwithaheatingrateof10°C/mintillreaching250°C,followedbyanisothermalat250°Cfor2min.
3.3.2. Scanningelectronmicroscopy(SEM)
AJEOLJCM-6000NeoScopescanningelectronmicroscope(SEM)wasusedforstudyingthemorphologicalstructureandfracturebehaviouroftheall-cellulosecomposites.
3.3.3. TensiletestingAuniversaltensiletestingmachineSHIMADZUAG-Xwitha5kNloadcellwasusedtopredictthemechanicalpropertiesoftheall-cellulosecomposites.Thetestswererunataconstantcross-head speed of 2 mm/min. The thickness and width of the all-cellulose tapes weremeasuredbyopticalmicroscopyat3pointsforeachsample.5sampleswereperformedpereachfiberconfiguration(Cellulose,Cellulose/CNCandCellulose/HNT).SamplesmanufacturedatKarlstadUniversityhadagaugelengthof40mm,athicknessof0.75mm ±0.09(Ref);0.76mm±0.06 (HNT)andawidthof3.16mm±0.45 (Ref);2.17mm±0.28, respectively.ThesamplesmadeatLTUontheotherhand,hadagaugeof30mm,athicknessof0.78mm±0.09(Ref);0.77mm±0.07(CNC);0.84mm±0.08(HNT)andawidthof6.05mm±0.34(Ref);5.76mm±0.12(CNC);6.45mm±0.23(HNT),respectively.Furthermore,glassfiberreinforcedtabswereusedtoprotectthematerialfromdamageandreducelocalstressconcentrations.Beforecarryingoutthetests,allsampleswerestoredinaconditioningchamberat23°Cand50%RHforat least48hours.Themeasuredaveragetemperatureandrelativehumidityduringthetests were 21,3°C and 19,4 % respectively. Load and displacement were recorded untilspecimenfailure.Averagevalues,aswellasstandarddeviationswerereported.
ManufacturingPartI(KarlstadUniversity)
23
4. ManufacturingPartI(KarlstadUniversity)
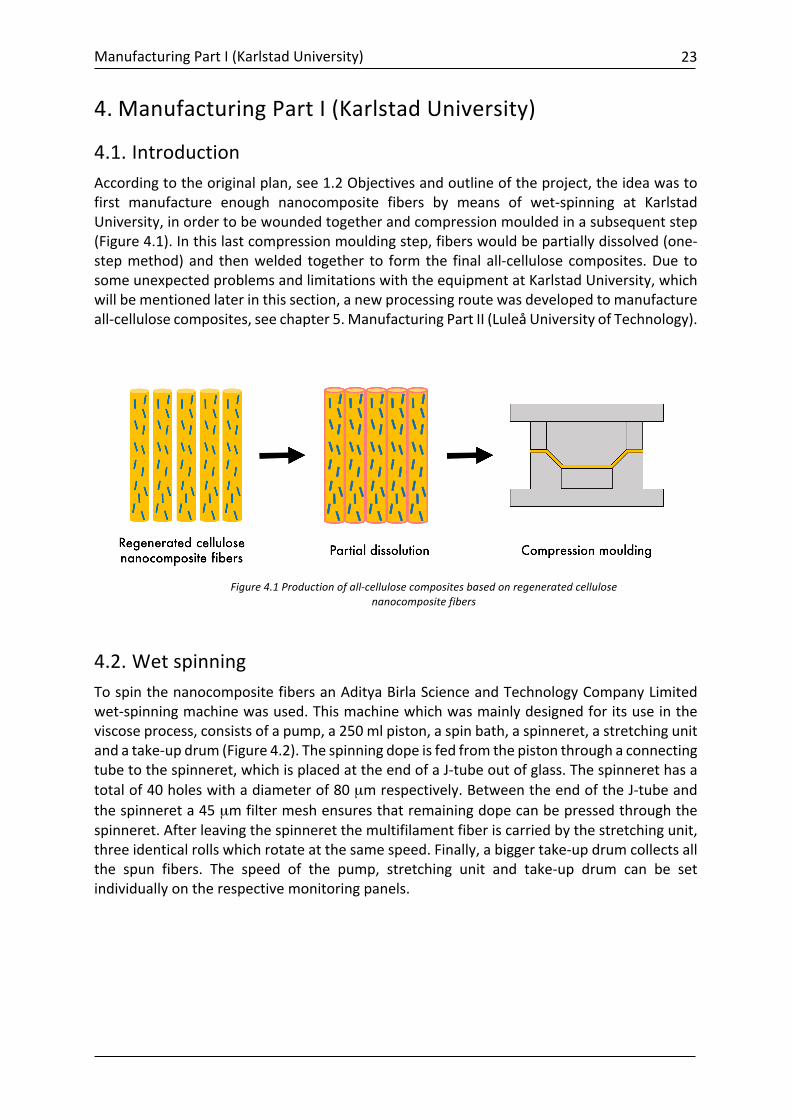
4.1. IntroductionAccordingtotheoriginalplan,see1.2Objectivesandoutlineoftheproject,theideawastofirst manufacture enough nanocomposite fibers by means of wet-spinning at KarlstadUniversity,inordertobewoundedtogetherandcompressionmouldedinasubsequentstep(Figure4.1).Inthislastcompressionmouldingstep,fiberswouldbepartiallydissolved(one-stepmethod)and thenwelded together to form the final all-cellulose composites.Due tosomeunexpectedproblemsandlimitationswiththeequipmentatKarlstadUniversity,whichwillbementionedlaterinthissection,anewprocessingroutewasdevelopedtomanufactureall-cellulosecomposites,seechapter5.ManufacturingPartII(LuleåUniversityofTechnology).
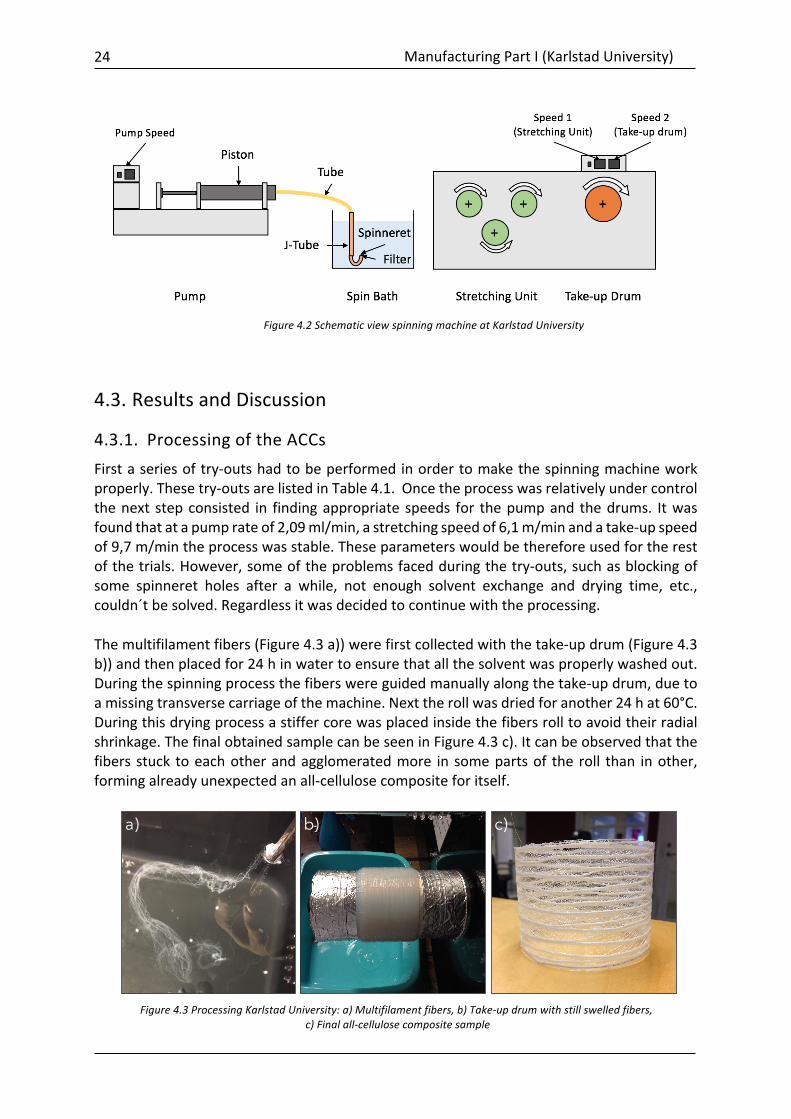
4.2. WetspinningTospinthenanocompositefibersanAdityaBirlaScienceandTechnologyCompanyLimitedwet-spinningmachinewasused.Thismachinewhichwasmainlydesignedforitsuseintheviscoseprocess,consistsofapump,a250mlpiston,aspinbath,aspinneret,astretchingunitandatake-updrum(Figure4.2).Thespinningdopeisfedfromthepistonthroughaconnectingtubetothespinneret,whichisplacedattheendofaJ-tubeoutofglass.Thespinnerethasatotalof40holeswithadiameterof80µmrespectively.BetweentheendoftheJ-tubeandthespinnereta45µmfiltermeshensuresthatremainingdopecanbepressedthroughthespinneret.Afterleavingthespinneretthemultifilamentfiberiscarriedbythestretchingunit,threeidenticalrollswhichrotateatthesamespeed.Finally,abiggertake-updrumcollectsallthe spun fibers. The speed of the pump, stretching unit and take-up drum can be setindividuallyontherespectivemonitoringpanels.
Figure4.1Productionofall-cellulosecompositesbasedonregeneratedcellulosenanocompositefibers
ManufacturingPartI(KarlstadUniversity)
24
4.3. ResultsandDiscussion
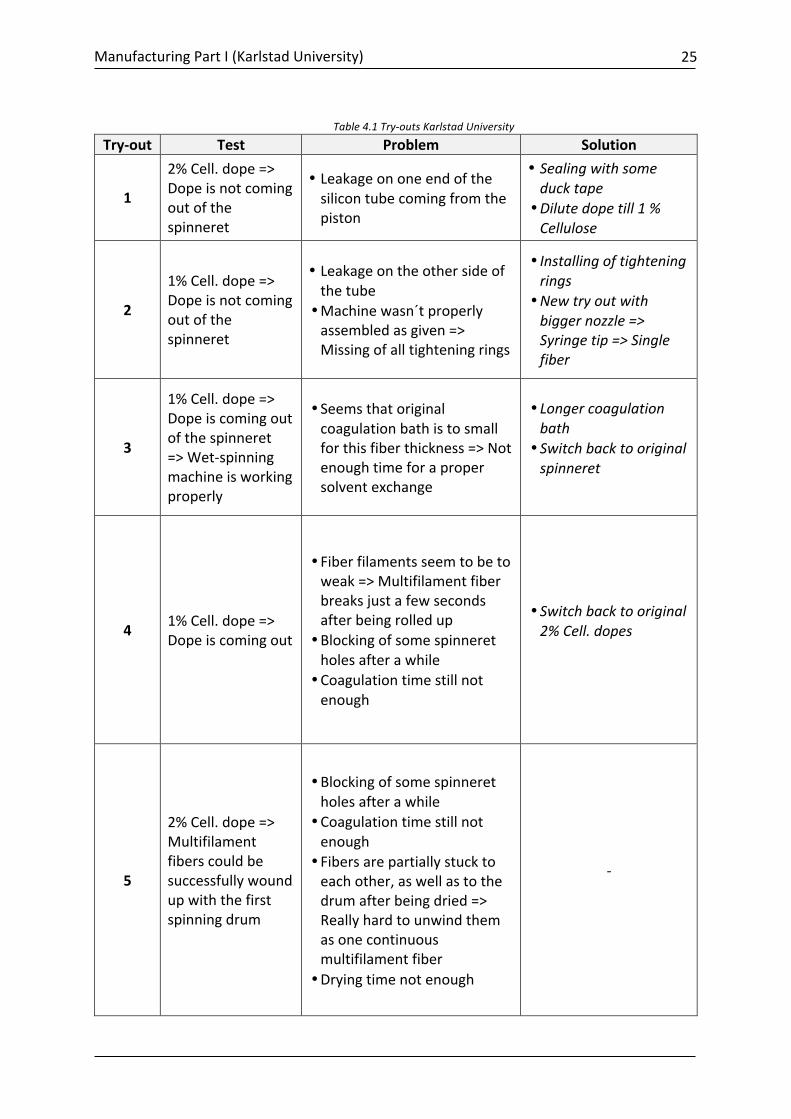
4.3.1. ProcessingoftheACCsFirstaseriesoftry-outshadtobeperformedinordertomakethespinningmachineworkproperly.Thesetry-outsarelistedinTable4.1.Oncetheprocesswasrelativelyundercontrolthenext stepconsisted in findingappropriate speeds for thepumpand thedrums. Itwasfoundthatatapumprateof2,09ml/min,astretchingspeedof6,1m/minandatake-upspeedof9,7m/mintheprocesswasstable.Theseparameterswouldbethereforeusedfortherestofthetrials.However,someoftheproblemsfacedduringthetry-outs,suchasblockingofsome spinneret holes after a while, not enough solvent exchange and drying time, etc.,couldn´tbesolved.Regardlessitwasdecidedtocontinuewiththeprocessing.Themultifilamentfibers(Figure4.3a))werefirstcollectedwiththetake-updrum(Figure4.3b))andthenplacedfor24hinwatertoensurethatallthesolventwasproperlywashedout.Duringthespinningprocessthefiberswereguidedmanuallyalongthetake-updrum,duetoamissingtransversecarriageofthemachine.Nexttherollwasdriedforanother24hat60°C.Duringthisdryingprocessastiffercorewasplacedinsidethefibersrolltoavoidtheirradialshrinkage.ThefinalobtainedsamplecanbeseeninFigure4.3c).Itcanbeobservedthatthefibers stuck toeachotherandagglomeratedmore insomepartsof the roll than inother,formingalreadyunexpectedanall-cellulosecompositeforitself.
a) b) c)
Figure4.2SchematicviewspinningmachineatKarlstadUniversity
Figure4.3ProcessingKarlstadUniversity:a)Multifilamentfibers,b)Take-updrumwithstillswelledfibers,c)Finalall-cellulosecompositesample
ManufacturingPartI(KarlstadUniversity)
25
Try-out Test Problem Solution
1
2%Cell.dope=>Dopeisnotcomingoutofthespinneret
• Leakageononeendofthesilicontubecomingfromthepiston
• Sealingwithsomeducktape• Dilutedopetill1%Cellulose
2
1%Cell.dope=>Dopeisnotcomingoutofthespinneret
• Leakageontheothersideofthetube• Machinewasn´tproperlyassembledasgiven=>Missingofalltighteningrings
• Installingoftighteningrings• Newtryoutwithbiggernozzle=>Syringetip=>Singlefiber
3
1%Cell.dope=>Dopeiscomingoutofthespinneret=>Wet-spinningmachineisworkingproperly
• Seemsthatoriginalcoagulationbathistosmallforthisfiberthickness=>Notenoughtimeforapropersolventexchange
• Longercoagulationbath• Switchbacktooriginalspinneret
4 1%Cell.dope=>Dopeiscomingout
• Fiberfilamentsseemtobetoweak=>Multifilamentfiberbreaksjustafewsecondsafterbeingrolledup• Blockingofsomespinneretholesafterawhile• Coagulationtimestillnotenough
• Switchbacktooriginal2%Cell.dopes
5
2%Cell.dope=>Multifilamentfiberscouldbesuccessfullywoundupwiththefirstspinningdrum
• Blockingofsomespinneretholesafterawhile• Coagulationtimestillnotenough• Fibersarepartiallystucktoeachother,aswellastothedrumafterbeingdried=>Reallyhardtounwindthemasonecontinuousmultifilamentfiber• Dryingtimenotenough
-
Table4.1Try-outsKarlstadUniversity
ManufacturingPartI(KarlstadUniversity)
26
Thefactthatacompositewasformedwithouttheneedofpartiallydissolvingthefiberscouldresult inanew interestingprocessingroute forall-cellulosecompositeswheretheswelledfibers are wound directly after the water bath, and then welded together by means ofcompressionmoulding.Thiswouldmeanthatunidirectionalfibercompositesheetscouldbemadewithoutusinganyadditionalchemicals.Therefore, a preliminary evaluationof themanufactured compositeswas carriedout. Thebiggerstripsoftherolls(Figure4.3c))werecutinordertobeanalysedviascanningelectronmicroscopy(SEM)andtestedontheirlongitudinalmechanicalproperties.
4.3.2. Microstructure
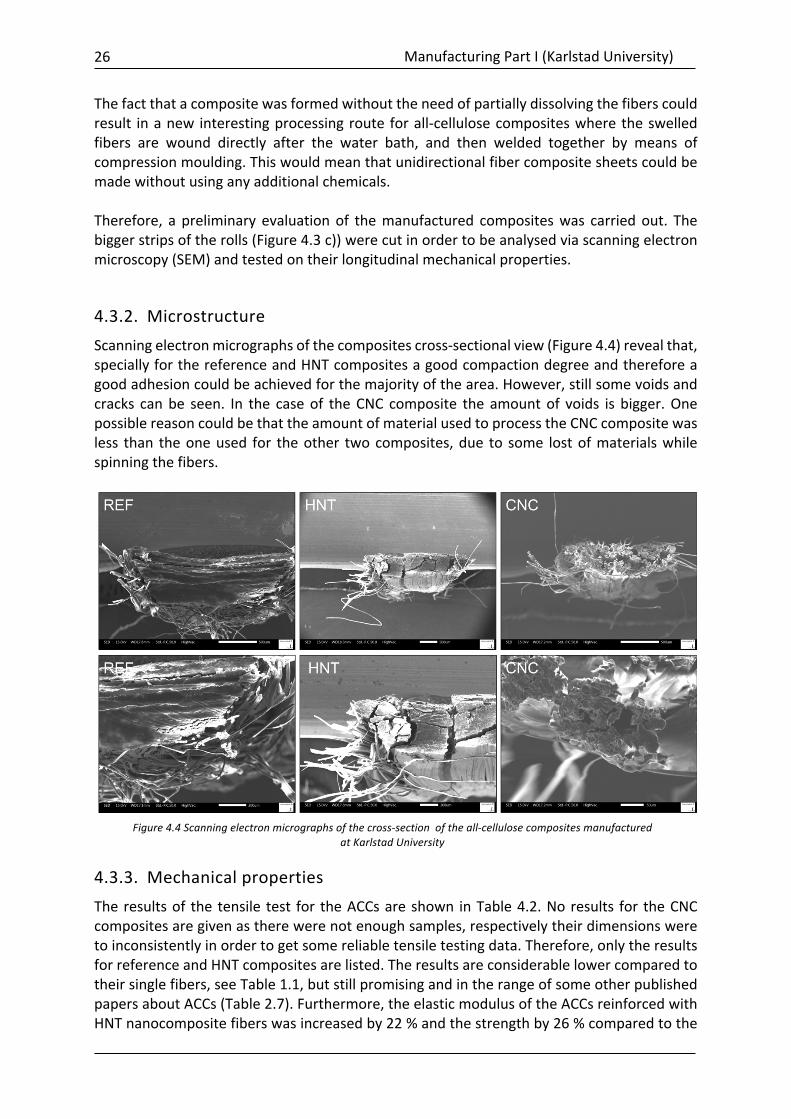
Scanningelectronmicrographsofthecompositescross-sectionalview(Figure4.4)revealthat,speciallyforthereferenceandHNTcompositesagoodcompactiondegreeandthereforeagoodadhesioncouldbeachievedforthemajorityofthearea.However,stillsomevoidsandcracks canbe seen. In the caseof theCNC composite the amountof voids is bigger.OnepossiblereasoncouldbethattheamountofmaterialusedtoprocesstheCNCcompositewasless than theoneused for theother twocomposites,due to some lostofmaterialswhilespinningthefibers.
4.3.3. Mechanicalproperties
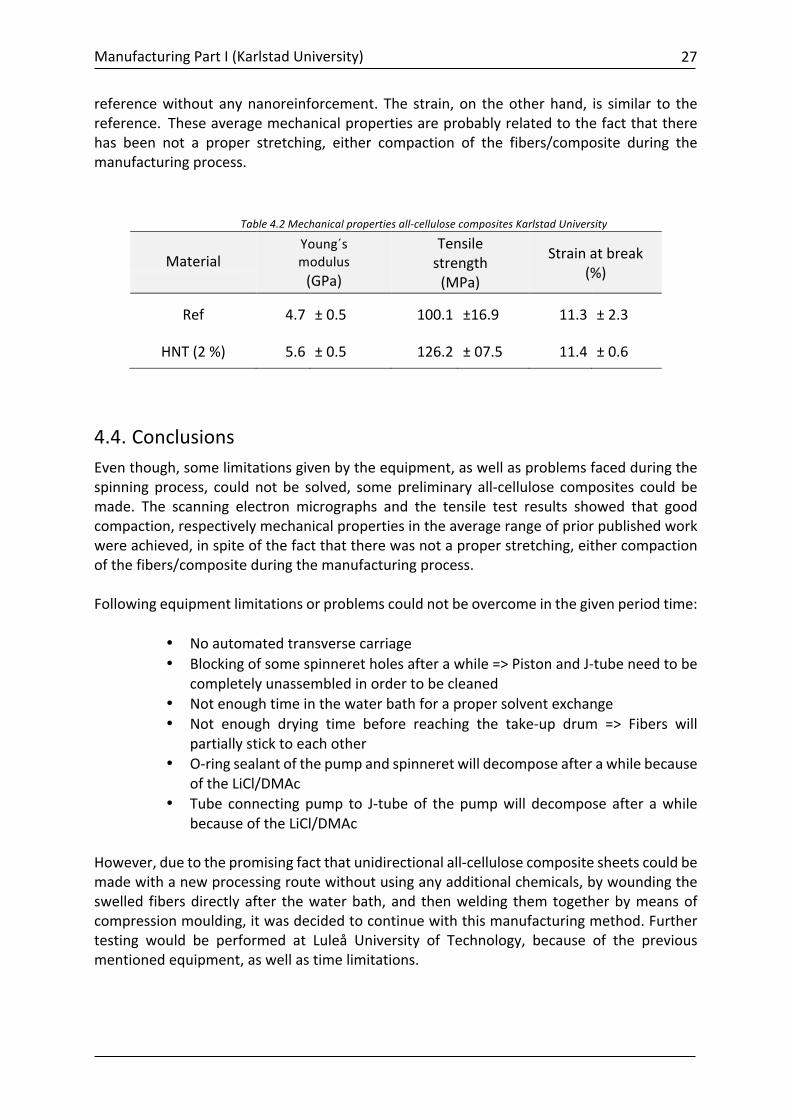
Theresultsof the tensile test for theACCsareshown inTable4.2.Noresults for theCNCcompositesaregivenastherewerenotenoughsamples,respectivelytheirdimensionsweretoinconsistentlyinordertogetsomereliabletensiletestingdata.Therefore,onlytheresultsforreferenceandHNTcompositesarelisted.Theresultsareconsiderablelowercomparedtotheirsinglefibers,seeTable1.1,butstillpromisingandintherangeofsomeotherpublishedpapersaboutACCs(Table2.7).Furthermore,theelasticmodulusoftheACCsreinforcedwithHNTnanocompositefiberswasincreasedby22%andthestrengthby26%comparedtothe
Figure4.4Scanningelectronmicrographsofthecross-sectionoftheall-cellulosecompositesmanufacturedatKarlstadUniversity
ManufacturingPartI(KarlstadUniversity)
27
referencewithoutanynanoreinforcement. The strain,on theotherhand, is similar to thereference. Theseaveragemechanicalpropertiesareprobablyrelatedtothefactthattherehas been not a proper stretching, either compaction of the fibers/composite during themanufacturingprocess.
MaterialYoung´smodulus(GPa)
Tensilestrength(MPa)
Strainatbreak(%)
Ref 4.7 ±0.5 100.1 ±16.9 11.3 ±2.3
HNT(2%) 5.6 ±0.5 126.2 ±07.5 11.4 ±0.6
4.4. ConclusionsEventhough,somelimitationsgivenbytheequipment,aswellasproblemsfacedduringthespinning process, could not be solved, somepreliminary all-cellulose composites could bemade. The scanning electron micrographs and the tensile test results showed that goodcompaction,respectivelymechanicalpropertiesintheaveragerangeofpriorpublishedworkwereachieved,inspiteofthefactthattherewasnotaproperstretching,eithercompactionofthefibers/compositeduringthemanufacturingprocess.Followingequipmentlimitationsorproblemscouldnotbeovercomeinthegivenperiodtime:
• Noautomatedtransversecarriage• Blockingofsomespinneretholesafterawhile=>PistonandJ-tubeneedtobe
completelyunassembledinordertobecleaned• Notenoughtimeinthewaterbathforapropersolventexchange• Not enough drying time before reaching the take-up drum => Fibers will
partiallysticktoeachother• O-ringsealantofthepumpandspinneretwilldecomposeafterawhilebecause
oftheLiCl/DMAc• Tube connectingpump to J-tubeof thepumpwill decomposeafter awhile
becauseoftheLiCl/DMAcHowever,duetothepromisingfactthatunidirectionalall-cellulosecompositesheetscouldbemadewithanewprocessingroutewithoutusinganyadditionalchemicals,bywoundingtheswelled fibersdirectlyafter thewaterbath,and thenwelding themtogetherbymeansofcompressionmoulding,itwasdecidedtocontinuewiththismanufacturingmethod.Furthertesting would be performed at Luleå University of Technology, because of the previousmentionedequipment,aswellastimelimitations.
Table4.2Mechanicalpropertiesall-cellulosecompositesKarlstadUniversity
ManufacturingPartII(LuleåUniversityofTechnology)
28
5. ManufacturingPartII(LuleåUniversityofTechnology)
5.1. IntroductionAfterthepromisingresultsobtainedatKarlstadUniversity,seechapter4.ManufacturingPartI(KarlstadUniversity),itwasdecidedtoslightlychangetheinitialmanufacturingplanandtrytomakeall-cellulosecompositeswithanewprocessingmethod.Thisnewprocessingmethodwouldbasicallyconsistinwindingtheswelledfibersdirectlyafterthewaterbath,andthenweldingthemtogetherbymeansofcompressionmoulding.However,inordertobeabletospinthefibersfirstasolutionhadtobefoundtosomeofthefacedproblemswiththespinningmachineatKarlstadUniversity,likefindingproperequipmentcompatiblewiththesolventoranautomatedtransversecarriage.
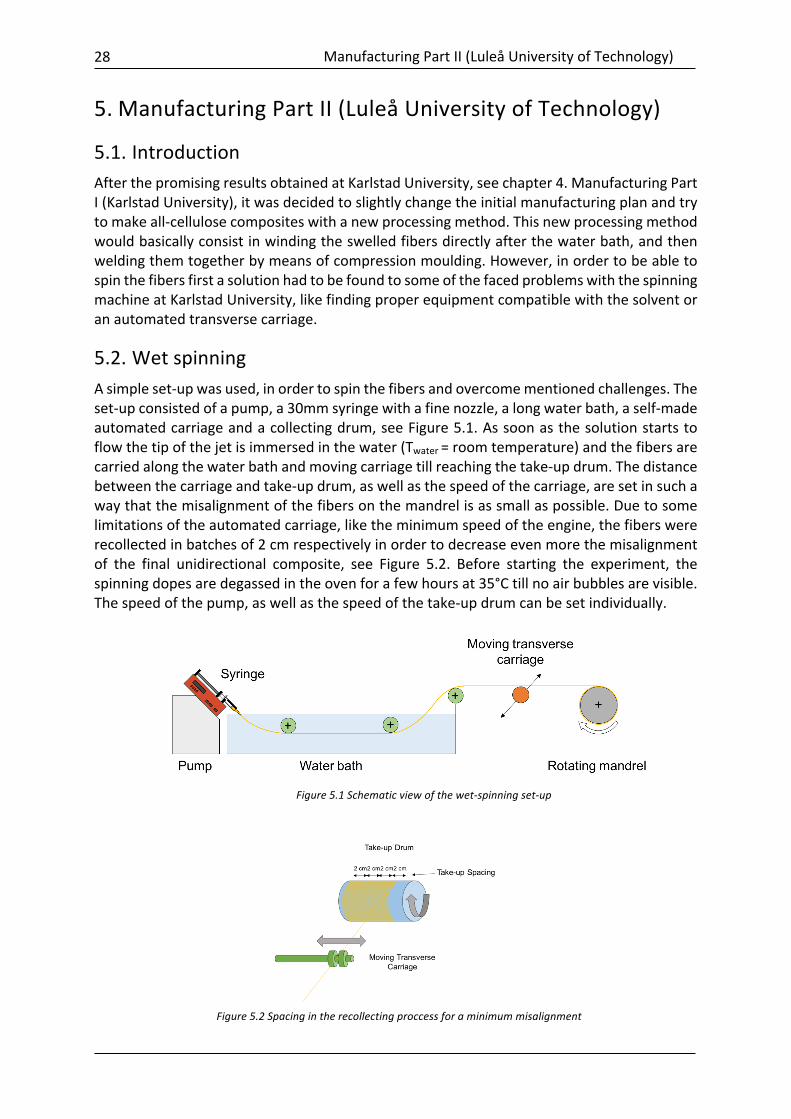
5.2. WetspinningAsimpleset-upwasused,inordertospinthefibersandovercomementionedchallenges.Theset-upconsistedofapump,a30mmsyringewithafinenozzle,alongwaterbath,aself-madeautomatedcarriageandacollectingdrum,seeFigure5.1.Assoonasthesolutionstartstoflowthetipofthejetisimmersedinthewater(Twater=roomtemperature)andthefibersarecarriedalongthewaterbathandmovingcarriagetillreachingthetake-updrum.Thedistancebetweenthecarriageandtake-updrum,aswellasthespeedofthecarriage,aresetinsuchawaythatthemisalignmentofthefibersonthemandrelisassmallaspossible.Duetosomelimitationsoftheautomatedcarriage,liketheminimumspeedoftheengine,thefiberswererecollectedinbatchesof2cmrespectivelyinordertodecreaseevenmorethemisalignmentof the final unidirectional composite, see Figure 5.2. Before starting the experiment, thespinningdopesaredegassedintheovenforafewhoursat35°Ctillnoairbubblesarevisible.Thespeedofthepump,aswellasthespeedofthetake-updrumcanbesetindividually.
Figure5.1Schematicviewofthewet-spinningset-up
Figure5.2Spacingintherecollectingproccessforaminimummisalignment
ManufacturingPartII(LuleåUniversityofTechnology)
29
5.3. ResultsandDiscussion
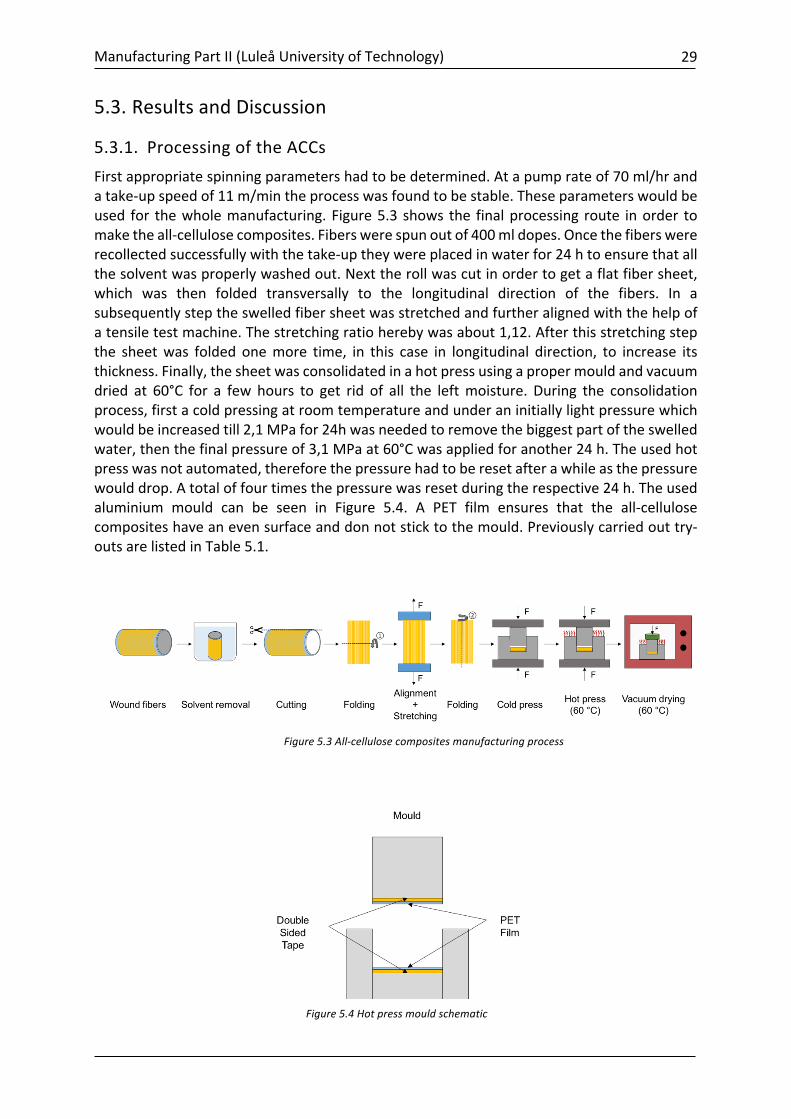
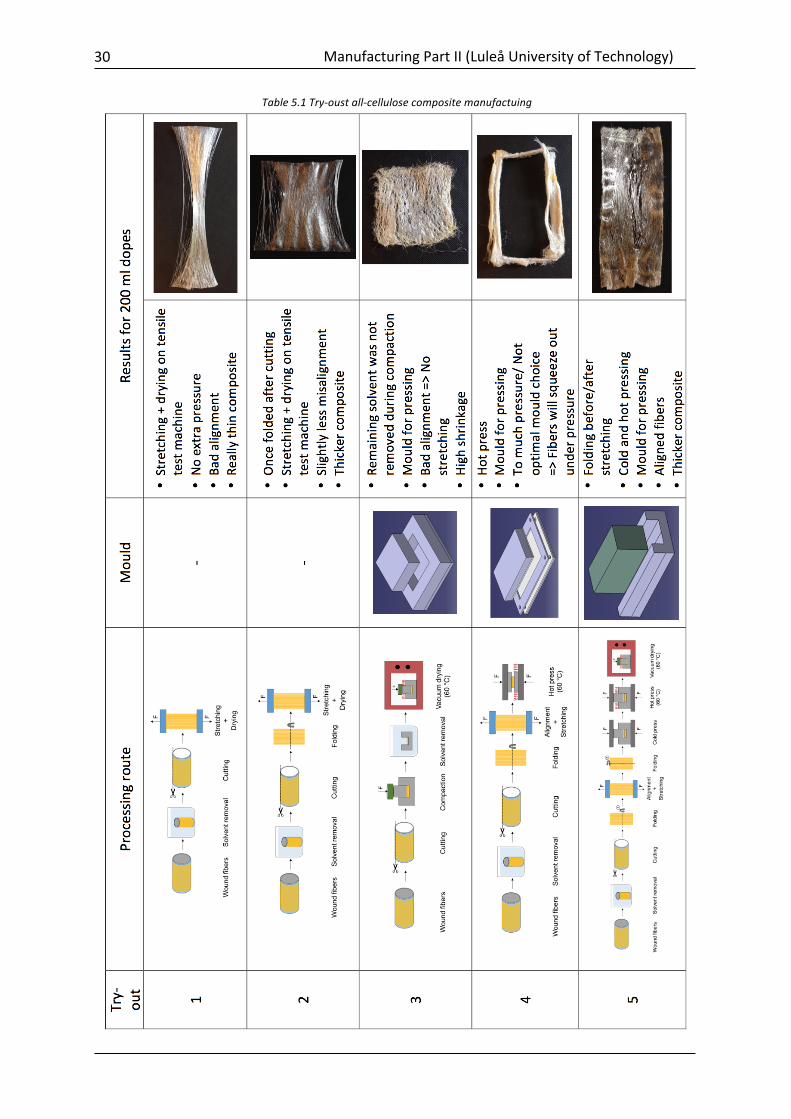
5.3.1. ProcessingoftheACCsFirstappropriatespinningparametershadtobedetermined.Atapumprateof70ml/hrandatake-upspeedof11m/mintheprocesswasfoundtobestable.Theseparameterswouldbeused for thewholemanufacturing.Figure5.3 shows the finalprocessing route inorder tomaketheall-cellulosecomposites.Fiberswerespunoutof400mldopes.Oncethefiberswererecollectedsuccessfullywiththetake-uptheywereplacedinwaterfor24htoensurethatallthesolventwasproperlywashedout.Nexttherollwascutinordertogetaflatfibersheet,which was then folded transversally to the longitudinal direction of the fibers. In asubsequentlysteptheswelledfibersheetwasstretchedandfurtheralignedwiththehelpofatensiletestmachine.Thestretchingratioherebywasabout1,12.Afterthisstretchingstepthe sheetwas folded onemore time, in this case in longitudinal direction, to increase itsthickness.Finally,thesheetwasconsolidatedinahotpressusingapropermouldandvacuumdried at 60°C for a few hours to get rid of all the leftmoisture. During the consolidationprocess,firstacoldpressingatroomtemperatureandunderaninitiallylightpressurewhichwouldbeincreasedtill2,1MPafor24hwasneededtoremovethebiggestpartoftheswelledwater,thenthefinalpressureof3,1MPaat60°Cwasappliedforanother24h.Theusedhotpresswasnotautomated,thereforethepressurehadtoberesetafterawhileasthepressurewoulddrop.Atotaloffourtimesthepressurewasresetduringtherespective24h.Theusedaluminium mould can be seen in Figure 5.4. A PET film ensures that the all-cellulosecompositeshaveanevensurfaceanddonnotsticktothemould.Previouslycarriedouttry-outsarelistedinTable5.1.
Figure5.3All-cellulosecompositesmanufacturingprocess
Figure5.4Hotpressmouldschematic
ManufacturingPartII(LuleåUniversityofTechnology)
30
Table5.1Try-oustall-cellulosecompositemanufactuing

ManufacturingPartII(LuleåUniversityofTechnology)
31
5.3.2. OpticalpropertiesAfirstvisualevaluationoftheall-cellulosecompositesshowsabetteropticaltransparencyforthereferenceandtheCNCreinforcedmaterial(Figure5.5).WhereasinthisbothcasesthewordCelluloseontheunderlyingpapercanbereadwithoutanyproblems,inthecaseoftheHNTreinforcedsampleitisreallyhard.Transparencyisusuallyanindicatorforgoodbondingas less light is scattered at their interfaces [55-56]. For the HNT reinforced all-cellulosecompositethetranslucencycouldbealsocausedbythehalloysitenanotubesnature,meaningthattherehasnottobeabadinterfacejustbecauseitisnottransparenttovisiblelight.
Furthermore,nobigwarpingwasobservedduringregeneration,speciallywhenusingmorematerial,400mlfinaltestcomparedtothe200mlofthetry-outs.Lessvoidsareformedduetoshrinkage,asaresultofthedryingprocess,withincreasingmaterialamount.
5.3.3. Microstructure
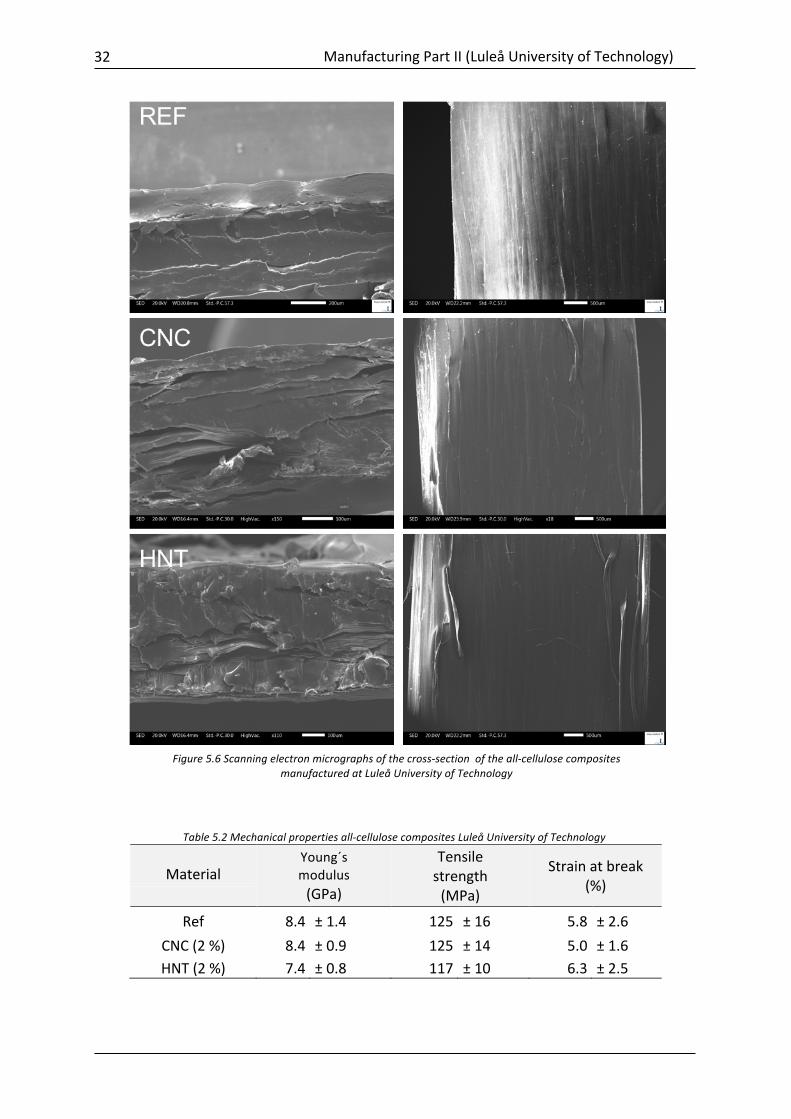
ScanningelectronmicrographsfromallcompositevariantsaregiveninFigure5.6.SEMcross-sectional views reveal that generally a good compaction degree and therefore a goodfiber/matrixinterfacewasobtained.Thebondingissoextensivethattheshapeofindividualfibers becomes indistinguishable. Nerveless, minimal voids and indicators for futuredelaminationcanbeseen.SEMsurfaceviewsshowthatonlyaminimalmisalignmentoftheunidirectionalall-cellulosecompositescanbeobserved.
5.3.4. Mechanicalproperties
Tensiletestresults fortheall-cellulosecompositesareshown inTable5.2.Stiffnessvaluescouldbealmostdoubled incomparisonwith thenumbersobtainedatKarlstadUniversity,howeverresultsarestillconsiderablelowertotheonesoftotheirsinglefibers,seeTable1.1.Moreover,noimprovementswereobtainedwithCNCsandHNTsnanoreinforcedall-cellulosecomposites.Severalfactorscouldhavecontributedtothedecreasedmechanicalproperties:
• Notenoughstretchingofthefibers,hencethereforealsonofurtherorientationofthenanoreinforcements
• Nolongitudinaltensionduringcompactionanddryingprocess• Fibers shape were indistinguishable in SEM pictures => To much pressure during
compactionprocessmayhavecausedfibredamage• Interfacetoostrongenablingcrackpropagation[34]
Overall,themechanicalpropertiesoftheall-cellulosecompositesarestillpromisingandintherangeofsomeotherpublishedwork,seeTable2.7.
Figure5.5Opticaltransparencyoftheall-cellulosecomposites
ManufacturingPartII(LuleåUniversityofTechnology)
32
MaterialYoung´smodulus(GPa)
Tensilestrength(MPa)
Strainatbreak(%)
Ref 8.4 ±1.4 125 ±16 5.8 ±2.6
CNC(2%) 8.4 ±0.9 125 ±14 5.0 ±1.6HNT(2%) 7.4 ±0.8 117 ±10 6.3 ±2.5
Figure5.6Scanningelectronmicrographsofthecross-sectionoftheall-cellulosecompositesmanufacturedatLuleåUniversityofTechnology
Table5.2Mechanicalpropertiesall-cellulosecompositesLuleåUniversityofTechnology
ManufacturingPartII(LuleåUniversityofTechnology)
33
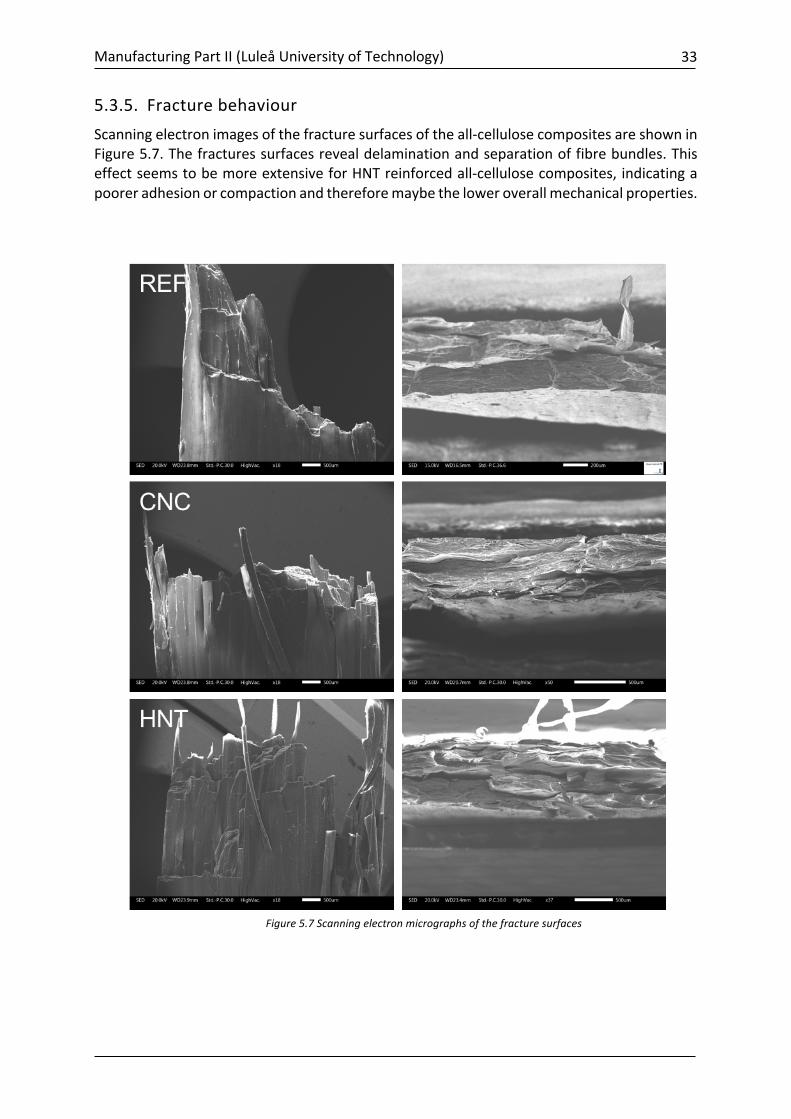
5.3.5. FracturebehaviourScanningelectronimagesofthefracturesurfacesoftheall-cellulosecompositesareshowninFigure5.7.Thefracturessurfacesrevealdelaminationandseparationoffibrebundles.ThiseffectseemstobemoreextensiveforHNTreinforcedall-cellulosecomposites, indicatingapooreradhesionorcompactionandthereforemaybetheloweroverallmechanicalproperties.
Figure5.7Scanningelectronmicrographsofthefracturesurfaces

ManufacturingPartII(LuleåUniversityofTechnology)
34
5.4. ConclusionsUsingareallysimpleequipment,apump,asyringe,aself-madeautomatedcarriageandatake-up drum, andwithout any special optimization of themanufacturing conditions andparameters (spinneret geometry, distance water bath - moving carriage - take-up drum,spinning speeds, compression time and pressure etc.) all-cellulose composites withmechanical properties in the range of previously published work could be successfullymanufactured.Thereby,anewprocessingrouteformanufacturingall-cellulosecompositeswasdeveloped,wherethefibersarewounddirectlyafterthewaterbathandthenweldedtogether while still being swelled in order to form unidirectional fiber composite sheetswithout theneedof addinganyadditional solventor chemicals.Moreover, this techniqueshowed that “thick” (t > 0,5mm) ACCs can be easilymanufactured by just adjusting theamount of spinning material. The obtained all-cellulose composites were transparent tovisible light,at least inthecaseofthereferencematerialandtheCNCreinforcedsamples,indicatingagoodfibre/matrixbondingandonlyminimalwarpageandvoidcontentcouldbeobserved. This warpage and void formation, caused due to shrinkage during the drayingprocess,decreaseswiththerightquantityofspinningmaterial,aswellasappliedpressureduringconsolidation.However,noimprovementsinthemechanicalpropertieswereobservedforCNCandHNTnanoreinforcedall-cellulosecompositescomparedtoareferencematerial.
Futurework
35
6. Futurework• Optimizationofstretchinganddrawingconditions
− Introducingmoredrumsinthespinningprocess− Improvethestretchingofthefibersbybetterclamping− Stretchingofthetapesrightafterthecoldpressingstep,whileisstillinawetstate
toapreferredorientationofthenanoreinforcementinthedirectionofstretchingasshownbyGindletal.andPullawanetal.[57-58]
• Optimizationofthespinningspeeds
• Reducethespeedofthecarriageforanevenbetterfiberalignment
• Optimizationoftimeinhotpressaswellastheappliedpressure
• Make a mould already in the final sample size to avoid the need of cutting andthereforeintroducingadditionalcracks
• Trydryingthetapesatroomtemperaturewithoutpressuretillalmostallthewateris
beingremovedthenhotpress
• With Cellulose I fibers it is clear that a to good interface and therefore to muchdissolving of the reinforcement leads to a reduction of the overall mechanicalporperties. In this case it is not completely clear and it should be studied if theconservationoftheshapeofthefiberscanaffectthefinalpropertiesifthecomposites.
• Trydifferentdopesviscosities
• Developmentofamachinethatenablesstretchingandpressingatthesametime
• Gobacktopartiallydissolvingthefibersusingthesamespinningequipment
References
36
7. References[1] Bhagwan D.A., Lawrence J.B., Chandrashekhara K. Analysis and Performance of FiberComposites,3RdEd.WileyIndia,2012.[2] Kamal K.K. Composite Materials – Processing, Applications, Characterizations, 1st Ed.Heidelberg:Springer-VerlagBerlin,2017.[3]Airbus.http://www.a350xwb.com/eco-efficiency/.AccessedOctober3,2016[4] Börjesson M, Westman G: Crystalline Nanocelullose - Preparation, Modification, andProperties.In:PolettoM,LuizOrnaghiJuniorL,editors.Cellulose-FundamentalAspectsandCurrentTrends.InTech,2015.[5] Ramamoorthy S.K., Skrifvars M., Persson A. A Review of Natural Fibers Used inBiocomposites:Plant,AnimalandRegeneratedCelluloseFibers.PolymerReviews.2015;55(1),107-162.[6]Eichhorn,S.J.,Baillie,C.A.,Zafeiropoulos,N.,Mwaikambo,L.Y.,Ansell,M.P.,Dufresne,A.,Entwistle,K.M.,Herrera-Franco,P.J.,Escamilla,G.C.,Groom,L.,Hughes,M.,Hill,C.,Rials,T.G.,andWild,P.M.(2001).Review:Currentinternationalresearchintocellulosicfibresandcomposites.JournalofMaterialsScience.2001;36,2107-2131.[7] Hooshmand S. Processing of continuous fibers based on nanocellulose: Influence ofdispersion and orientation on mechanical properties. Doctoral Thesis, Luleå University ofTechnology, Department of Engineering Sciences and Mathematics, Division of MaterialsScience.June,2016.[8]MaH., Li Y., Luo Y. The effect of fiber twist onmechanical properties of natural fiberreinforced composites. 18th International conference on CompositeMaterials. Jeju, SouthKorea,2011.[9]HuberT,MüssigJ,CurnowO,PangS,BickertonSandStaigerMP:Acriticalreviewofall-cellulosecomposites,JournalofMaterialsScience.2011;47(3):1171–1186[10] Nishino T,Matsuda I, Hirao K. All-cellulose composite.Macromolecules. 2004;37(20):7683–7687[11] Olsson C, Westman G: Direct Dissolution of Cellulose: Background, Means andApplications.In:VandeVenT,GodboutL,editors.Cellulose-FundamentalAspects.InTech,2013.[12] Kaith BS,Mittal H, Jindal R,MaitiM, Kalia S: Environment Benevolent BiodegradablePolymers:Synthesis,Biodegradability,andApplications.In:KaliaS,KaithBS,KaurI,editors.CelluloseFibers:Bio-andNano-PolymerComposites.Springer,2011.
References
37
[13] Varshney VK, Naithani S: Chemical Functionalization of Cellulose Derived from Non-conventionalSources. In:KaliaS,KaithBS,Kaur I,editors.CelluloseFibers:Bio-andNano-PolymerComposites.Springer,2011. �
[14]O’SullivanAC:Cellulose:Thestructureslowlyunravels.Cellulose.1997;4(3):173-207
[15]ShokriJ,AdibkiaK:ApplicationofCelluloseandCelluloseDerivativesinPharmaceuticalIndustries. In: Van de Ven T, Godbout L, editors.Cellulose -Medical, Pharmaceutical andElectronicApplications.InTech,2013.[16]PullawanT,WilkinsonANandEichhornSJ:Orientationanddeformationofwet-stretchedall-cellulosenanocomposites.JournalofMaterialsScience.2013;48(22):7847–7855[17] JohnMJ,ThomasS.Biofibresandbiocomposites.CarbohydratePolymers. 2008;71(3):343-364.[18]MoonRJ,MartiniA,NairnJ,SimonsenJ,YoungbloodJ.Cellulosenanomaterialsreview:structure,propertiesandnanocomposites.ChemicalSocietyReviews.2011;40(7):3941-3994.[19]PolettoM,PistorV,ZatteraAJ:Structuralcharacteristicsandthermalpropertiesofnativecellulose.In:VandeVenT,GodboutL,editors.Cellulose-FundamentalAspects.InTech,2013.[20]Gibson LJ. Thehierarchical structure andmechanicsof plantmaterials. Journal of TheRoyalSocietyInterface.2012;9(76):2749-2766.[21]ButterfieldBG:Woodanatomyinrelationtowood.In:BarnettJ,JeronimidisG,editors.Woodqualityanditsbiologicalbasis.Oxford:Wiley-Blackwell,2009.[22]WiedenhoeftAC:Structureand functionofwood. In:RowellRM,editor.HandbookofWoodChemistryandWoodComposites,Secondedition.BocaRaton:Taylor&Francis,2012.[23]HöfteH,GonneauM,VernhettesS:BiosynthesisofCellulose. In:Kamerling JP,editor.ComprehensiveGlycoscience:Fromchemistrytosystemsbiology.Four-Volumeset,volume2,secondedition.Amsterdam:ElsevierScience,2007.[24]PuranenT,AlapuranenM,VehmaanperäJ:TricjodermaEnzymesforTextileIndustries.In:Gupta VK, Schmoll M, Herrera-Estrella A, Upadhyay RS, Druzhinina I, Tuohy M, editors.Biotechnology and biology of Trichoderma. Edinburgh, United Kingdom: Elsevier Science,2014.[25]NishinoT,TakanoK,NakamaeK:Elasticmodulusofthecrystallineregionsofcellulosepolymorphs.JournalofPolymerSciencePartB:PolymerPhysics.1995;33(11):1647-1651.[26]SinghP,DuarteH,AlvesL,AntunesF,LeMoigneN,DormansJ,DucheminB,StaigerMP,Medronho B. From Cellulose Dissolution and Regeneration to Added Value Applications-SynergismBetweenMolecularUnderstandingandMaterialDevelopment.In:PolettoM,LuizOrnaghiJuniorL,editors.Cellulose-FundamentalAspectsandCurrentTrends.InTech,2015.
References
38
[27]PotthastA,RosenauT,BuchnerR,RöderT,EbnerG,BruglachnerH,SixtaH,KosmaP.Thecellulose solvent system N,N-dimethlyacetamide/lithium chloride revisited: the effect ofwateronphysicochemicalpropertiesandchemicalstability.Cellulose.2002;9(1):41-53.[28]Naseri N. Porous Structures Based on Nanopolysaccharides forMedical Applications.Luleå University of Technology, Department of Engineering Sciences and Mathematics,DivisionofMaterialsScience.December,2014.[29]KimJ-H,ShimBS,KimHS,LeeYJ,MinSK,JangD,AbasZ,KimJ.Reviewofnanocellulosefor sustainable future materials. International Journal of Precision Engineering andManufacturingGreenTechnology.2015;2(2):197–213.[30]LiuM,JiaZ,JiaD,ZhouC.Recentadvanceinresearchonhalloysitenanotubes-polymernanocomposites.ProgressinPolymerScience.2014;39(8):1498–1525.[31]YuanP,TanD,Annabi-BergayaF.Propertiesandapplicationsofhalloysitenanotubes:recentresearchadvancesandfutureprospects.AppliedClayScience.2015;112–113:75–93[32] Soheilmoghaddam M, Wahit MU. Development of regenerated cellulose/halloysitenanotube bionanocomposite films with ionic liquid. International Journal of BiologicalMacromolecules.2013;58:133–139[33] Soheilmoghaddam M, Wahit MU, Mahmoudian S, Hanid NA. Regeneratedcellulose/halloysitenanotubenanocompositefilmspreparedwithan ionic liquid.MaterialsChemistryandPhysics.2013;141(2-3):936-943[34] PickeringK., EfendyM.A., LeT. A review of recent developments in natural fibrecomposites and their mechanical performance. Composites Part A: Applied Science andManufacturing.2016;83,98-112.[35] Nirmal U., Hashim J. andMegat AhmadM. A review on tribological performance ofnaturalfibrepolymericcomposites.TribologyInternational,83.2015;77-104.[36] Bledzki A.K., Gassan J. Composites reinforcedwith cellulose based fibres.Progress inPolymerScience,24(2).1999;221-274.[37]EichhornS.J., Sirichaisit J. andYoungR.J.Deformationmechanisms in cellulose fibres,paperandwood.JournalofMaterialsScience,36.2001b;3129-3135[38]SoykeabkaewN.,NishinoT.andPeijsT.All-cellulosecompositesofregeneratedcellulosefibresbysurfaceselectivedissolution.CompositesPartA:AppliedScienceandManufacturing,40(4).2009;321-328.[39]Soykeabkaew,N.All-CelluloseComposites.DoctoralThesis,UniversityofLondon,QueenMary,DepartmentofMaterials.July,2007.[40]EichhornS.,YoungR.,DaviesR.andRiekelC.Characterisationofthemicrostructureanddeformationofhighmoduluscellulosefibres.Polymer,44(19).2003;5901-5908.
References
39
[41]GuotaVB.Melt-spinningprocess.In:GuptaVB,KothariVK,editors.Manufacturedfibretechnology.SpringerNature,1997.[42]BakerRW.Membranesandmodules. In:BakerRW,editor.Membranetechnologyandapplications,secondedition.Wiley&Sons,2004.[43] Textile Centre of Excellence. Fibre and filament production. http://www.tikp.co.uk/knowledge/ technology/fibre-and-filament-production/meltspinning/. Accessed October 2,2016[44] Gupta BS.Manufactured Textile Fibers. In: Kent and Riegel’s Handbook of IndustrialChemistryandBiotechnology.SpringerNature,2007.[45]GuptaVB. Solution-spinning process. In:GuptaVB, Kothari VK, editors.Manufacturedfibretechnology.SpringerNature,1997:124-138.[46]TuinSA,PourdeyhimiB,LoboaEG.Interconnected,Microporoushollowfibersfortissueengineering: Commercially relevant, industry standard scale-up manufacturing. Journal ofBiomedicalMaterialsResearchPartA.2013.[47] Bhardwaj N, Kundu SC. Electrospinning: A fascinating fiber fabrication technique.BiotechnologyAdvances.2010;28(3):325–347.[48] Mohan T, Hribernik S, Kargl R, Stana-Kleinschek K. Nanocellulose materials in tissueengineeringapplicationsIn:PolettoM,LuizOrnaghiJuniorL,editors.Cellulose-FundamentalAspectsandCurrentTrends.InTech,2015.[49]OksmanK,AitomäkiY,MathewAP,SiqueiraG,ZhouQ,ButylinaS,TanpichaiS,ZhouX,HooshmandS.Reviewoftherecentdevelopments incellulosenano-compositeprocessing.CompositesPartA:AppliedScienceandManufacturing.2016;83:2–18.
[50]GindlW,KeckesJ.All-cellulosenanocomposite.Polymer.2005;46(23):10221–10225
[51]Gindl-Altmutter,W.,Keckes,J.,Plackner,J.,Liebner,F.,Englund,K.andLaborie,M.All-cellulose composites prepared from flax and lyocell fibres compared to epoxy–matrixcomposites.CompositesScienceandTechnology,72(11).2012;1304-1309.
[52]Huber,T.,Pang,S.andStaiger,M.All-cellulosecompositelaminates.CompositesPartA:AppliedScienceandManufacturing,43(10).2012;1738-1745.
[53]Huber,T.,Bickerton,S.,Müssig,J.,Pang,S.andStaiger,M.Solventinfusionprocessingofall-cellulosecompositematerials.CarbohydratePolymers,90(1).2012;730-733.
[54] He X, Xiao Q, Lu C, Wang Y, Zhang X, Zhao J, Zhang W, Deng Y. Uniaxially alignedElectrospunall-celluloseNanocompositeNanofibersreinforcedwithcelluloseNanocrystals:Scaffoldfortissueengineering.Biomacromolecules.2014;15(2),618–627.[55]Nishino,T.andArimoto,N.All-CelluloseCompositePreparedbySelectiveDissolvingofFiberSurface.Biomacromolecules.2007;8(9),2712-2716.
References
40
[56]QIN,C.,SOYKEABKAEW,N.,XIUYUAN,N.andPEIJS,T.Theeffectoffibrevolumefractionand mercerization on the properties of all-cellulose composites. Carbohydrate Polymers.2008;71(3),458-467.[57] GindlW,Martinschitz KJ, Boesecke P, Keckes J (2006) Changes in themolecular ori-entation and tensile properties of uniaxially drawn cellulose films. Biomacromole- cules 7(11):3146-3150.[58]PullawanT,WilkinsonAN,EichhornSJ(2013)Orientationanddeformationofwetstret-chedall-cellulosenanocomposites.JMaterSci48(22):7847-7855.






























