Embed Size (px)
Citation preview

Impact Factor (JCC): 0.9458- This article can be downloaded from www.bestjournals.in
ADVANCES IN SPUN-DYEING OF REGENERATED CELLULOSE FIBERS
BENJAMIN TAWIAH 1 & BENJAMIN K. ASINYO 2
1Key Laboratory of Eco-Textile, Jiangnan University, Ministry of Education, Wuxi, Jiangsu, China 2Department of Textiles, Kwame Nkrumah University of Science and Technology, Kumasi, Ghana
ABSTRACT
Spun-dyeing has proven to be very efficient for the coloration of textiles for several decades now. This method of
colored fiber production has unparalleled advantages in terms of environmental safety and color fastness. This review
seeks to highlight the developments in spun-dyeing of regenerated cellulose fibers over the years with emphasis on choice
of colorants and their effect on the fibers produced. Excerpts of results obtained from our research work on the
compatibility of spun-dyed alginate fibers and their thermal/crystalline properties with fluorescent pigments have been
included in this review. It was observed from literature that dissolved dyes have not been appreciably used in spun-dyeing
dyeing due to the high temperature and alkaline nature of the spinning dope usually used in the production of regenerated
cellulose. These perceived challenges however sets the pace for further research into the use of dissolved dyes for fiber
spinning. The possibility of adding other functional finishes such as antimicrobial, antistatic and flame retardant properties
to the spinning dope during the spun-dying process has made it more attractive than ever. However, there is the need for
further research into the compatibility of some of these finishes with the spinning dope and their possible effect on
the microstructure and the tensile properties of the dyed fibers.
KEYWORDS: Regenerated Cellulose, Spun-dyeing, Mass Coloration, Spinning Dope, Colorants
INTRODUCTION
Cellulose, one of the world’s most abundant, natural and renewable biopolymer is extensively present in various
forms of biomasses, such as trees, plants, tunicate and bacteria (Wilkes, 2001; Zhou et al., 2003; Fras Zemljic et al., 2012).
Besides naturally grown cellulose fibers like cotton, hemp or flax, interest in textile fibers made up from regenerated
cellulose has grown over the past few years (Fras Zemljic et al., 2012. A recent study by Transparency Market Research
(TMR) forecasts that the global cellulose fibers market will grow at a CAGR of 9.8% between 2012 - 2018. Out of this
figure the market for rayon fiber alone will grow at a CAGR of 10% over the period 2014-2019. This global cellulose
fibers market has been propelled by the rising demand for skin friendly, eco-friendly, and biodegradable fabrics from the
textiles market. Some of the extensively used man-made cellulose fibers include rayon and its various types like viscose
fibers, triacetate, and acetate.
The production of man-made cellulose fibers involves the application of cheaper and renewable feedstock as
against their synthetic alternatives. Moreover, these renewable biopolymer materials are readily available in nature in huge
quantities, which favors their use as more sustainable material compared to oil-based products. While polyester fibers can
be understood as cost-effective high-performance material, the unique moisture and water-related properties of cotton can
only be substituted by use of cellulose-based fibers, so-called man-made cellulosics (Wilkes, 2001; Manian et al., 2008;
Fras Zemljic et al., 2012).
BEST: International Journal of Management, Information Technology and Engineering (BEST: IJMITE) ISSN (P): 2348-0513, ISSN (E): 2454-471X, Vol. 4, Issue 2, Feb 2016, 65-80 © BEST Journals

66 Benjamin Tawiah & Benjamin K. Asinyo
Index Copernicus Value: 3.0 – Articles can be sent to [email protected]
Regenerated cellulosic obtained from biopolymer materials are colored by dissolution and incorporation of
colorants followed by reshaping of the cellulose via various physico-chemical processes to obtain colored fibers. (A
glossary of AATCC, 2000; Avinash et al., 2005)
The Case for Spun-dyeing
As substitute to conventional wet-dyeing processing for most technical textiles, spun-dyeing overcomes the
disadvantages of conventional methods and provides its final products with excellent characteristics, such as uniform
coloration, level shade, and is considered as environmentally friendly production process. Its use is not limited to
regenerated cellulose but has become the most prominent and preferred choice of method for coloring most synthetic
fabrics (Wilkes, 2001; Kamide et al., 2001; Kurahashi et al, 2003; Sui et al., 2012). Another characteristic feature of spun-
dyed fibers is their vibrant color and luster, good water-resistance, and excellent color-fastness and light fastness. Spun-
dyed fibers do not only possess outstanding quality of the ordinary fiber, but also reduce the color differences between
batches, and cuts down on environmental pollution (Manian et al., 2008; Fu et al., 2013). Besides, spun-dyeing is cost
efficient, and is therefore mostly preferred choice for coloring synthetic polymers that are otherwise difficult to dye, e.g.
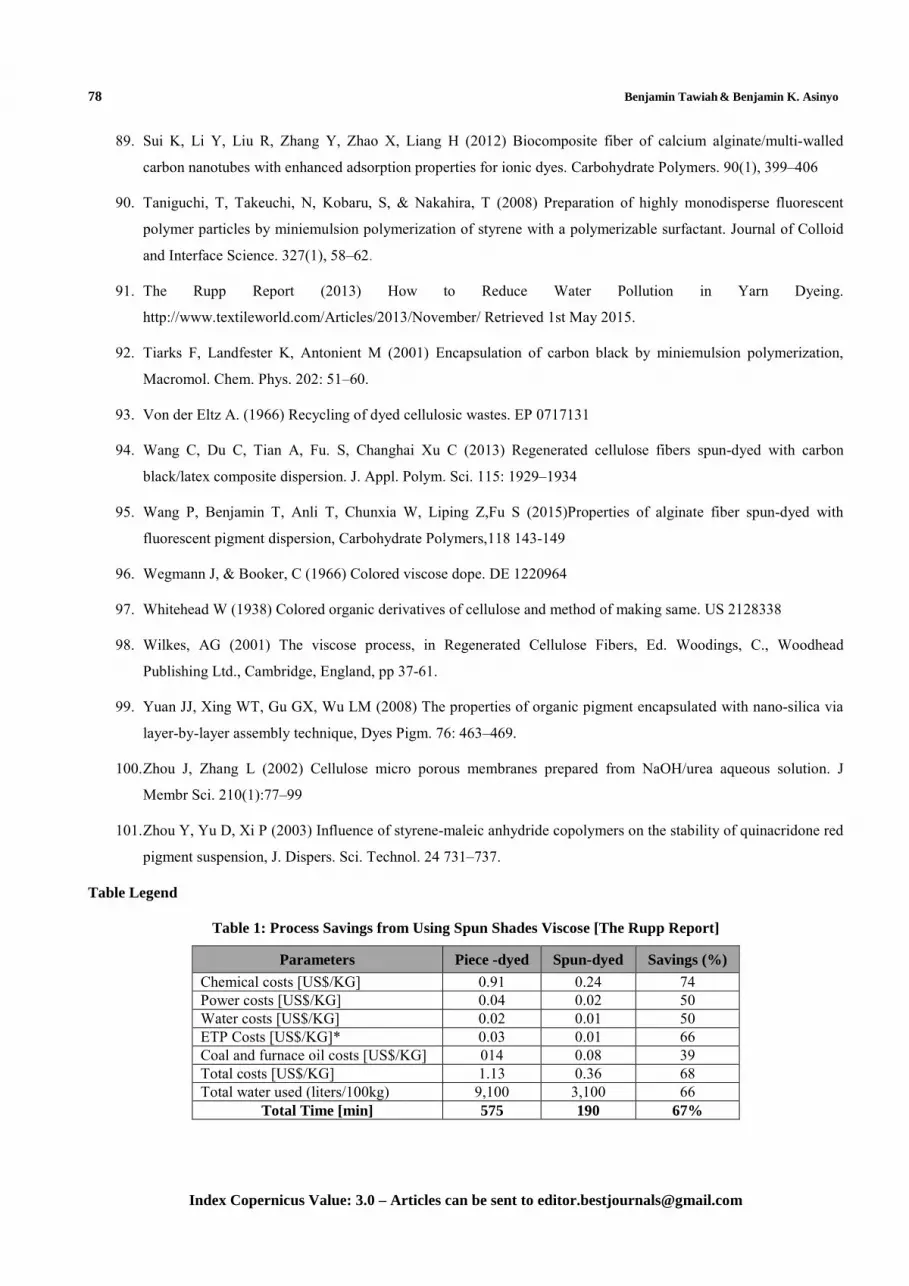
polypropylene (Manian et al., 2007; Kurahashi, 2003). The cost and environmental benefits of spun-dyeing as reported by
Sardana in (table1) (The Rupp Report, 2013) are amazing; and with the recent clamor for eco-friendly productions in some
of the world’s leading producers of textiles such as China, India, Italy, and USA, it has become necessary for further
research to be conducted into spun-dyeing as the next viable alternative to the current environmental mess created by the
conventional dyeing techniques.
Table 1
In a world where water resources are becoming increasingly sparse and disposal of industrial wastewater is been
subjected to stricter environmental controls, spun-dying present a unique opportunity of coloring fibers with very little
water use (Manian et al., 2007). In the coloration of both synthetic and regenerated fibers, spun-dyeing ensure less
environmental damage compared to the conventional bath dyeing.
Challenges of Spun-dyeing
The disadvantage spun-dyeing is speed of reaction to market demands by the fiber producers who have to either
stockpile many different colors of yarns or be prepared to extrude fibers on demand of quixotic fashion and home
furnishing markets (Wilkes, 2001; Kurahashi, 2003; Manian et al., 2008). Depending upon the positioning of the fiber
producer in the supply chain, this can be a major problem and create minor inconvenience. Another disadvantage of mass
coloration is the clean-out required between colors. Extruders, transfer lines, screen packs, and spinneret channels must be
purged from one color prior to starting a run of another color. If the fiber producer is large and diversified, there may be an
outlet for off-color fiber (recycle or using a low-value application). The fiber producer may also reduce waste through
intelligent scheduling of color on spin lines (light colors followed by dark colors). Practically, the clean-out necessities
makes short runs difficult with higher efficiency resulting from longer runs of color (Holme, 2004; Avinash et al., 2005;
Bredereck, 2005)
One of the primary considerations in the spun-dyeing process is to ensure the pysico-chemical compatibility of the
polymer-colorant in the dope mixture (Kurahashi et al., 2003; Fras Zemljic et al., 2012; Wang et al., 2015). Regenerated
cellulosic’s present unique challenges in this regard because their manufacturing processes often involve treatment of the

Advances in Spun-Dyeing of Regenerated Cellulose Fibers 67
Impact Factor (JCC): 0.9458- This article can be downloaded from www.bestjournals.in
cellulose with strong reducing and/or oxidizing agents, which may militate against the stability of colorants or affect the
tensile strength of the ensuing fiber. Despite these perceived challenges, spun-dyeing of regenerated cellulosic’s have been
made possible and various methods for its achievement have been reported in literature (Zhou et al., 2003; Fras Zemljic et
al., 2012). This script therefore seeks to offer a review of the state of the art systems available for mass coloration of
regenerated cellulose fibers.
Applications of Spun-dyed Regenerated Fibers
Previously, most regenerated fiber production capacity serve the technical textiles market especially in the area of
medical textiles for specialized applications and for military uniforms, sportswear and automotive textiles (Zhou et al.,
2003; Fras Zemljic et al., 2012; Avinash et al., 2005). Currently, production of general-purpose textiles have increased over
the past 15 years. For instance, viscose fiber capacity has increased lately to serve the production of general-purpose
textiles. These fibers are increasingly been used as household furnishing and for industrial purposes.
Choice of Colorant for Spun-dyeing Regenerated Fibers
The selection of colorants for a particular regenerated fiber is dependent on many factors with the most critical
one being the compatibility of polymer-color mixture and its possible effect on the mechanical properties of the fiber
(Wang et al., 2015; Fu et al., 2013). Another important aspect worth mentioning is the color performance of the fiber and
its intended end use. As a result, several important factors which can significantly influence the fabric properties ought to
be made in selecting colorants for spun-dyeing. Some of the most defining properties of colors which can significantly
affect regenerated fibers are:
The Limiting Concentration: The limiting concentration of a colorant determines its thermal stability profile in
the chosen polymer. Values for the heat stability of a colorant for instance are usually derived from a pre-determined
concentration i.e. Standard depth 1/3 (Modlich, 1999; Clariant Data sheet 2007). The limiting concentration determines the
lowest dilution at which a colorant is thermally stable at a given temperature. For instance, in a study conducted by Wang
et al., 2015 on thermal behavior of spun-dyed alginate fiber using fluorescent pigment (Figure 1) they observed that the
thermal stability of the fiber was compromised as the content of fluorescent pigment in the polymer matrix increased from
2 to 4%.
Figure 1
Similar phenomenon is observed in most regenerated polymers during spun-dyeing. The limiting concentration
also determines the tensile strength of the fibers to some extent because the ratio of colorant to dissolved polymer can
affect the microstructure and the crystalline alignment of the fiber during extrusion (Fu et al 2013; Wang et al., 2015).
More so, the acidity or alkalinity of the spinning dope can also has a significant effect on the limiting concentration of the
regenerated cellulose because this phenomenon plays a decisive role in in determining whether the pigment in the polymer
matrix behaves as a proton acceptor or donor or otherwise and its dare effect on the stability of pigment particles in the
polymer-color mixture hence the need for a carefully computation of the dope stoichiometry (Fu et al., 2013). It is worth
mentioning that, values obtained for a specific polymer cannot be generalized for all polymers because each polymer has
its unique limit concentration (Modlich, 1999, Shenoy & Aroon 1999).

68 Benjamin Tawiah & Benjamin K. Asinyo
Index Copernicus Value: 3.0 – Articles can be sent to [email protected]
Particle Size and Its Distribution: In paste and liquid dispersions such as those used for regenerated fibers,
particle size and specific surface area of pigment can significantly influence the rheology of the system (Shenoy & Aroon
1999, Lambourne et al., 1999). The larger the particle size, the lower the specific surface area of a pigment and the
consequential lower viscosity. In spun-dyeing of regenerated cellulose, a pigment with high specific surface area will
require additional “wetting out” in order to obtain an optimum dispersion. A larger particles size in spinning solutions leads
to higher opacity and lower color strength in comparison with a finer milled product (Kunkle et al., 1988; Bilgili et al.,
2004) besides its consequential effect on tensile strength. Particle size distribution is also important factor in obtaining
optimum dispersion in spun-dyeing applications (Maile et al., 2005; Herbst & Klaus, 2006). A narrow band distribution
with a minimum over and undersized particles will more readily disperse in a thermoplastic system particularly when
physical dispersion forces and pigment wetting reach their premium (Günthert, 1989; Fu et al., 2013), but this will not
work for regenerated fibers hence the need for proper dispersion and distribution of the particles before addition to the
spinning dope. The particle size distribution in spinning solution determines the greater extent the crystalline structure and
tensile strength of spun-dyed fibers hence the need to even particle size distribution within the spinning dope in order to
avoid having weak points with the fiber strand.
Color Dispersibility: Optimum colorant dispersion is very essential to the provision of fiber functionality in
everyday use (Parfitt, 1969; Herbst & Klaus, 2006; Fu et al., 2013). A careful selection ought to be made in this regard
especially in the case of spun-dyeing since this can eventually affect the crystalline properties of the fiber.
The Light Fastness: A colorant is primarily determined by its chemistry even though particle size and particle
size distribution can also be influencing factors. Optimal dispersion of mill base, thus pigment and other water insoluble
colorants is critical to the achievement of light fastness properties of particular colorant (Giles et al, 1977; Herbst & Klaus,
2006; El-sayed et al., 2012). It has been suggested that processing parameters can also affect the light fastness properties of
spun-dyed regenerated fibers but this can be minimized to some extent when monitored properly in dope dyeing process.
Pigments and polymer soluble dyes selected for mass coloration of fibers must meet the above-mentioned
requirements and in order to survive the multi-step processing and its end-applications.
Classification of Colorants for Spun-Dyeing of Regenerated Fibers
Vat dyes/leuco Compounds
Spun-dyed fibers are generated by evenly and continually adding the innocuous dye grain of nano-grade colorants
into the spinning solution by a special blending technique by which the dye grains are evenly dispersed into the fiber
(Boerstoel, 2001; Fu et al., 2007)
Several blending techniques have been proposed for spun-dyeing of viscose or cuprammonium rayon, some of
which comprises the addition of vat dyes to spinning dopes, wherein the vat dye is reduced to its leuco form and oxidized
back to its parent form in the course of manufacturing the substrate. Some techniques involve addition of reduced vat dye
to the spinning dope (Ruesch & Schmidt, 1936; I. G. Farbenindustrie 1936; Manian et al., 2008). Others have proposed that
the vat dye should be reduced in the spinning dope either by utilizing the chemical reagents already present in the system (
Kline, 1939) or by the addition of reducing agents such as sodium hydrosulphite (Lockhart, 1932). Similar techniques such
as dispersion of the vat dye in the spinning dope as a pigment to form the regenerated substrate, and treating the formed
substrate with reagents to reduce the vat dye within the fiber (Ruesch & Schmidt, 1936; Batt, 1961; I. G. Farben industrie

Advances in Spun-Dyeing of Regenerated Cellulose Fibers 69
Impact Factor (JCC): 0.9458- This article can be downloaded from www.bestjournals.in
1936. In all these techniques, the oxidation of the vat dye back to its parent form is achieved in general by treating the
formed substrate with oxidizing agents.
There are however, some limitations to these techniques. For instance, adding the reduced vat dyes to the spinning
dope may result in the destabilization (Ruesch & Schmidt, 1936) and therefore proper ageing and coagulation of the
spinning dope is hindered, which eventually affects the development of suitable viscosities for fiber/filament spinning.
More so, reduced vat dyes are also predisposed to premature oxidation, which normally results in non-uniform distribution
of dye in the spinning dope thereby creating ‘weak links’ along the length of the spun fiber. (Maloney, 1967). The ‘weak
links’ ultimately create fibers with weak tensile strength with color patches which defeat the purpose for spun dyed fibers.
It is well known that many vat dyes are not reduced under conditions that exist in spinning dopes hence the addition of
reducing agents to the system which in most cases make the dope susceptible to gel formation (Lockhart, 1932; Dosne,
1936). This makes using vat dyes for spun-dyeing a big challenge. As a result, a technique of dispersing vat dyes in the
spinning dope and reducing them in the dyed fiber has been suggested (Lutgerhorst, 1956) but this system has also not
been very successful because other problems like uniform distribution of the dyestuff in the substrate is difficult to achieve,
and besides, not all the dyestuff in the substrate is reduced, causing visible specks of dyestuff particles to remain in and on
the substrate (Boerstoel, 2001; Avinash et al., 2005).
Subsequently, vat acids and their ester derivatives of leuco compounds of vat dyes has been proposed as
alternative technique for successful spun-dyeing regenerated cellulose where these compounds are added to the spinning
dope (Maloney, 1967; Dosne, 1936;). Nonetheless, these leuco compounds and their derivatives are highly susceptible to
oxidation and results in formation of coarse dyestuff particles in the dope thereby affecting the subsequent regeneration
steps (Dosne, 1936; Batt, 1961; Maloney, 1967). This can result in poor tensile strength and color levelness across the
length of the resultant fiber. Despite the perceived challenges to effective use of vat dyes and their derivatives in spun-
dyeing of regenerated cellulose, some success have been achieved lately (Zhou et al., 2003; Fras Zemljic et al., 2012) but
for the environmentally effect of these dyes lately in the wake of cleaner productions.
Dissolved Colorants
Dissolved colorants for mass dyeing must be able to withstand the high temperature of polymer melt (typically in
the region of 150 melt) to give level dyeing. Yet still the dye must not only have a good affinity to the polymer, but also
must not migrate out of the substrate after dyeing (i.e. must not bleed or bloom) (Maloney, 1967; Jones, 1959). Despite the
stringent conditions of spun-dyeing, dissolved colorants in polar water-miscible solvents or in the spinning dope have been
used extensively to spun-dye various regenerated cellulosics (Keil, 1961; Ciba Ltd, 1965, Ciba Ltd, 1966; Ciba Ltd,
191963; Riehen et al., 1971; Wegmann & Booker, 1966). The colorants used in these methods are selected dyes and their
derivatives. The choice of dyestuffs available for this technique is limited by the fact that not all dyestuffs can withstand
the strong alkaline conditions present in the spinning dope or the strong acid treatments imparted to substrates during
regeneration (Maloney, 1967: Steiert et al., 2007). Besides, different polymers behave differently in strongly acidic or basic
medium. Also, it has been established that certain water soluble dyes such as reactive dyes undergo strong hydrolysis
reaction in strong alkaline solution and therefore may not be suitable in polymer solutions that requires strong basic
medium to remain stable for spun dyeing. Moreover, the use of water-soluble dyestuffs in mass coloration of regenerated
cellulosics has been observed to result in poor wet fastness of the resultant fiber (Marcincin, 2002). Despites the perceived
challenges, a method which may be categorized as quasi-mass coloration has been proposed where naphthol dye grounders

70 Benjamin Tawiah & Benjamin K. Asinyo
Index Copernicus Value: 3.0 – Articles can be sent to [email protected]
are dissolved or mixed in alkaline spinning dope (Manian et al., 2007; Manian et al., 2008) after which the fibers are
treated with coupling components to develop the color. Colored fibers with good tensile strength were achieved using this
approach but color patches easily develop along the fiber strand which results in unleveled dyeing and poor light fastness.
Due to these limitations, the use of dissolved colorants in spun-dyeing is not very popular even though a significant success
have been achieved. Further research is also need in this area to take advantage of large number of dissolved colorants
available on the market.
Dispersed Colorants (Pigments)
The dispersion of superbly pulverized organic or inorganic pigments in spinning dopes has been intimated as a
possible route for mass coloration (Broda et al., 2007; Nypelo et al., 2012; Hao et al., 2012), with additives being
recommended in some cases to improve pigment dispersibility (Fu et al., 2011, Fu et al., 2013). The process of milling
pigments to obtain a suitable particle size is time intensive and accompanied by risks of recrystallization and/or
agglomeration (Fu et al., 2013). Several approaches for milling pigments have been developed lately. Milling pigments
with the aid of polymeric dispersants has been suggested to produce stable pigment dispersions, which builds voluminous
shells to intensify the charges on pigment surface, thus avoiding the flocculation and coagulation of pigment in aqueous
media (Novacel, 1953; Fu et al., 2011).
However, the possibility of poor pigment dispersion in spinning dope is almost a predictable risk with this
technique. This may lead to problems in the regeneration process and that could consequently result in non-uniformity in
color in the spinning dope due to flocculation or coagulation (Novacel, 1953; Marcincin, 2002; Hao et al., 2012). This can
greatly impair the quality of spun-dyed regenerated cellulose fibers substrates (Manufactures de produitschimiques du
Nord, 1956; Ciba Ltd, 1966; Fu et al., 2013). Apart from the problem of flocculation, foam forming in the spinning mass is
believed to be caused by dispersants used in the pigment formulation process (Riehen et al., 1971, Fu et al., 2013). The
colored substrates tend to be opaque (Wegmann et al., 1966), exhibit dull shades and dichroism ((Maloney, 1967: Ciba,
1965). This technique of mass coloration can also have adverse effect on substrate strength and its microstructure (Wang et
al., 2015).
Besides, the use of pigments has been reported in recent times to significantly affect the spinning process, the
microstructure, surface morphology, color performance and the mechanical properties of the regenerated cellulose fibers
due to the large particles sizes and uneven distribution in the spinning dope (Bale, 1941; Mamaza et al, 1996). However,
pigment presents a unique opportunity because it is easily adaptable to several fiber types and problems such as large
particle sizes and uneven distribution can be controlled by the use hyper branched and high molecular weight dispersants
(Fu et al, 2007).
Also, pigment encapsulation technology seem quite appropriate solution to the challenges associated with the
regular approach to pigment application in spun-dyeing of regenerated cellulose due to its perceived advantages as
compared with other methods (Tiarks et al., 2001; Steiert et al., 2007) Unfortunately, this has not been the case due to its
associated effect on tensile strength. Several techniques such as emulsion or miniemulsion polymerization (Lelu et al,
2003; Broda et al, 2007; Fu et al., 2011; Fu et al., 2013) microencapsulation (Schoenbach et al., 1967, Lelu, 2003; El-
Sayed et al, 2012), phase separation (Gomm et al, 1964; Dong et al., 2012) in situ polymerization (Liu, 2007; Roy et al.,
2012), layer-by-layer assembly (Yuan et al., 2008), sol–gel Gomm et al., 1964; Li et al., 2008), and free-radical
precipitation polymerization (Fu et al., 2010) has been proposed.

Advances in Spun-Dyeing of Regenerated Cellulose Fibers 71
Impact Factor (JCC): 0.9458- This article can be downloaded from www.bestjournals.in
Out of the several approaches researched above, miniemulsion polymerization has been suggested to be the most
efficient technique due to its attractive advantages (Schoenbach et al., 1967; Fu et al., 2013).
The problem of producing stable pigment/latex still resurfaced because of defect with the emulsifier used during
the process of miniemulsion polymerization (Yuan 2008, Fu et al., 2013). The emulsifier is desorbed from the latex,
especially in highly alkaline solutions at high temperatures thus making it quite unstable for spun-dyeing of regenerated
cellulose fibers (Tiarks et al., 2001, Fu et al., 2013). To this end, the use of polymerizable dispersant as an emulsifier in
miniemulsion polymerization has been suggested (Tiarks et al., 2001, El –Sayed et al., 2012)
This polymerizable dispersant serve as monomer in copolymerization by forming covalent bond on the surface of
the formed latex, thus overcoming the downsides of the common emulsifier (Steiert, 2007; Taniguchi et al., 2008; Fu et al.,
2013-69).
In a recent study conducted by Wang and coworkers, a polymerizable dispersant was used as an emulsifier in miniemulsion
polymerization for encapsulation of carbon black (CB) with latex. The CB/latex composite dispersion showed excellent
stability with superior color yield when used for spun-dyeing of regenerated cellulose fibers. The spun-dyed regenerated
cellulose fiber by CB/latex composite dispersion had enhanced tensile properties with excellent color strength and fastness
(Wang et al., 2013).
The Use of Sulphur dyes
Spun-dyeing of regenerated cellulose fibers using Sulphur dyes have been proposed as an alternative to pigment
dyes but this has not received much research attention since its postulation in 1938 by Whitehead and others. The use of
this approach involved the suspension of Sulphur dyes intermediates in the spinning dopes (Whithead, 1938; Cassella,
1961; Ino et al., 1979) before the addition of dye itself after which the spinning is carried out. Another approach suggested
was to simply mix waste Sulphur dyed cotton textiles with fresh cellulose biopolymer where the mixture is subjected to the
popular xanthation process and spinning to obtain the colored filaments (Hama et al., 1972; Von der Eltz, 1996). This
process however did not receive much attention due to the toxic nature of the xanthation process and the many color and
structural defects of colored fibers (Ino et al., 1979; Bechtold & Manian 2005). There is the need for further research into
the potential of using Sulphur dyes for spun-dyeing of regenerated cellulose.
Spun-dyeing of lyocell
The lyocell fiber has received much research attention in recent times due to its high strength, rigid crystalline
morphology. Lyocell fiber gives higher mechanical modulus which substantially makes it effective material for use in
different biometerials, paper industry, nonwoven fabric for packaging purposes (Kunal Singha, 2012). Lyocell is the
generic name for a biodegradable fabric that's made out of treated wood pulp and commonly sold under the brand name
Tencel, made by Lenzing AG. Lyocell is known for its versatility, durability, and strength when both wet and dry, this
material is used in everything from clothing to cars. Lyocell fibers compared with other regenerated cellulosics is relatively
new being that the first commercial samples appeared in the mid- 1980s with full-scale commercial production beginning
in the early 1990s (Bartsch et al., 1999; Ruef, 2001). Lyocell production is considered as being more environmentally
friendly because the amine oxide used for dissolving the pulp is normally recycled and re-used during the production
process making it a better alternative to viscose production (Bartsch et al., 1999; Bectold & Manian, 2005) as illustrated in
figure 3. Hence, there are only a few methods reported for the mass coloration of lyocell.

72 Benjamin Tawiah & Benjamin K. Asinyo
Index Copernicus Value: 3.0 – Articles can be sent to [email protected]
Figure 3
Bartsch et al. 1999, suggested that selected inorganic pigments, which contain small amounts of heavy metals that
does not significantly lead to a severe decomposition in temperature of the spinning mass be mixed with the cellulose
solution prior to spinning of lyocell fiber. In a similar work done by (Ruef, 2001), he proposed that colorants or colorant
precursors be mixed with the cellulose solution with the caution that the colorants remain insoluble or sparingly soluble in
amine oxide. The most recent method reported by (Bechtold & Manian 2005), suggested that the cellulose pulp be dyed
with a vat dye where the dyed pulp will be optionally mixed with undyed pulp that will eventually be used for spinning the
lyocell fibers. The disadvantage of this method is that, the fibers produced have lighter shades because the undyed pulp is
mixed with the dyed pulp as illustrated in figure 3.
Figure 3
In the case of spun-dyeing of lyocell using pigment colorants, research has shown that particle size and
distribution in dispersion can significantly impact the color attributes of the resultants fiber (Fu et al., 2010; Mohmmad et
al., 2011). It has been postulated that a small particle size and its even distribution in the polymer matrix results in bright
shade with high tensile strength (Fang et al., 2005 Alexandra & Bermel, 1999; Anton et al., 2004). This assertion has been
collaborated by (Taniguchi et al., 2008; Fu et al., 2010; Mohmmad et al., 2011; Jaturapiree et al., 2011; El-Sayed et al.,
2012) that carbon black dispersion with small particles in lyocell spinning solution minimizes the effect of irregularities in
microstructure, surface morphology and mechanical properties of loycell fibers and as such ensures a continuous spinning
process without problems.
In a study conducted by (Tiarks et al., 2001, Wang et al., 2013), nanoscale carbon black dispersion was prepared and used
to spun-dye lyocell. In their study, a polymerized dispersant was used as the emulsifier in the miniemulsion polymerization
process to enhance the compatibility of the carbon black/latex composite dispersion with the lyocell spinning solution.
Also, they observed that the stability of the color/polymer matrix to pH plays a very important role for successful spun
dyeing of lyocell fiber. They concluded that the stability of the CB/latex composite dispersion decreases slightly as pH
increases from 8 to 14 (Wang et al. 2013). It is worth noting that this phenomenon may not apply to every pigment during
the process of spun-dyeing of lyocell because different pigments behave differently under different processing conditions
before their eventual incorporation into polymer matrixes and therefore, the chemical properties of the specific pigment
ought to be carefully studied in order to successfully incorporate it into the specific polymer matrix.
Spun-dyeing of Alginate Fibers
Alginate fibers are derived from brown algae consisting of -(1-4)- linked-d-mannuronic acid (M) and -l-guluronic
acid (G) segments to form a macromolecule polymer. These fibers have inherently bioactive properties and are highly
biocompatible. Spun-dyeing of alginate fibers is very new because there is basically no literature on it until our research
team (Wang et al., 2015) investigated the compatibility of spun-dyed sodium alginate fiber using fluorescent pigment
dispersion. Below are excerpts of the results; fluorescent pigment dispersion was prepared with styrene maleic anhydride
(SMA) and was then introduced into the sodium alginate fiber spinning solution as shown in the figure 4. (Full manuscript
can be downloaded from dyes and pigment journal)
Figure 4
The fluorescent pigment dispersions was highly compactible with alginate spinning dope with the resultant fiber

Advances in Spun-Dyeing of Regenerated Cellulose Fibers 73
Impact Factor (JCC): 0.9458- This article can be downloaded from www.bestjournals.in
having excellent rubbing and light fastness with interestingly high fluorescence intensity (Wang et al., 2015) but
unfortunately, its bioactive properties were not investigated. This sets the pace for further research into the bioactive
properties of spun-dyed alginate fibers and the possibility of using other colorants besides fluorescent pigments.
Future prospects
With increasing oil and cotton prices coupled with the growing preference for bio-based products, especially those
derived from non-food materials, markets for dissolving pulp are well placed to grow in the mere future. The growth in
bio-based products will drive newer technologies and coloration chemistries for these fibers. And with the unparalleled
advantages of spun-dyeing combined with the advancement in color chemistry in recent years; it is certain that spun-dyeing
is the future of the regenerated textile materials. The buoyant environmental prospects of this coloration technique
compared to the traditional method of fiber coloration will create an avenue for achieving fibers with special properties.
The incorporation of such functional elements such as flame retardant finish, antimicrobial properties, antistatic
finishing, and deodorant into structure of the regenerated cellulose spinning dope besides the coloring finishes will even
make it more attractive than ever. With these precursors, it is expected that fibers with specific functions will be produced
through spun-dyeing. The market for spun- dyed regenerated cellulose will expand greatly because spun-dyed fabrics have
superb color quality. The technology for spun-dyeing will in the near future reduce waste generated by 97% compared with
other coloring techniques because “green” approaches for dissolution of cellulosics are being proposed as real alternatives
to the viscose process (Grinshpan et al., 2013).
REFERENCES
1. A glossary of AATCC standard terminology, (2000) AATCC Technical Manual, 75, 399
2. Alexandra D. Bermel DE (1999) Bugnerand particle size effects in pigmented inkjet inks, J. Imaging Sci.
Technol., 7, 320–322.
3. Anon, A. (1989) Tencel-High Performance Cellulose Fiber, High Perform. Textiles 9(7), 1
4. Anton, M Marcela, H. Jaroslav L. (2005) Influence of the rheological properties of pigment concentrates on
unevenness of polypropylene spun-dyed fibers, Fibers Text. East. Eur. 13:16–19.
5. Avinash, P. Manian, Ruef H, Bechtold T. (2005) Mass coloration of regenerated cellulosics – a review, Lenzinger
Berichte, 85: 87-90
6. Bartsch, P & Ruef, H (199) Method for producing cellulosic moulded bodies. WO 99/46434.
7. Batt, IP (1961) Process for producing colored pellicular gel structures of regenerated cellulose. US 3005723
8. Bechtold T & Manian AP (2005) Method of producing a dyed formed cellulosic article. WO 2007/070904.
9. Bilgili, E, Hamey, R, Scarlett B (2004) "Production of pigment nanoparticles using a wet stirred mill with
polymeric media." China Particuology2.3 93-100.
10. Bredereck K., and Hermanutz, F., Man- made cellulosics, (2005) Review of Progress in Coloration of Textiles,
35, 59-75
11. British patent 57809 (1941), Improvement Relating to the Manufacture of Highly Polymeric substances.

74 Benjamin Tawiah & Benjamin K. Asinyo
Index Copernicus Value: 3.0 – Articles can be sent to [email protected]
12. Broda, J, Gawlowski A, Slusarczyk C. (2007) The influence of additives on the structure of polypropylene fibers,
Dyes Pigm. 74 508–511.
13. Cassella FarbwerkeMainkur AG (1961) Dyeing of regenerated cellulose in the spinning paste. BE 611323, vide
Chemical Abstract No. 57:17664.
14. Chuah, HH. Wemy, F and Langley, T (1995) Dyeing and Staining of poly (trimethyleneterephthalates) carpets in
Book of papers, IC&E, AATCC P.G98.
15. Ciba Ltd. (1968) Process for the preparation of transparent colored shaped articles of regenerated cellulose with
the aid of organic dyestuffs of low solubility in water. GB 1128158
16. Ciba Ltd. (1966) Transparent colored regenerated cellulose. NL 6514672, vide Chemical Abstract No. 65:82924.
17. Ciba Ltd. (1965) Dyeing of regenerated cellulosic fibers and films. FR1417575, vide Chemical Abstract No.
65:57365
18. Clariant Data sheet, (2007) The coloration of plastics and Rubber, Clariant International Ltd, Edition
19. Dong, Y., & Bhattacharyya, D (2012) Investigation on the competing effects of clay dispersion and matrix
plasticisation for polypropylene/clay nanocomposites. Part I: Morphology and mechanical properties. Journal of
Materials Science. 2012, 47(8), 3900–3912.
20. Dosne, H. (1936) Colored cellulose material. US 2041907
21. El-sayed, GM, Kamel MM, Morsy NS, Taher FA (2012) Encapsulation of nano Disperse Red 60 via modified
miniemulsion polymerization. I. Preparation and characterization. Journal of Applied Polymer Science, 125(2):
1318–1329.
22. Eskridge, BE (1962) Manufacture of pigmented viscose rayon. US 3033697
23. Fang, KJ, Wang CX, Zhang X, Xu Y. (2005) Dyeing of cationised cotton using nanoscale pigment dispersions,
Color Technol. 121 325–329
24. Fras Zemljic, L, Hribernik S, Manian AP, ZdenkaPersˇ H., Kleinscheck KS, Bechtold T., Sˇiroka ́ B. and Ja ́n
Sˇiroky ́ L (2012) Polysaccharide Fibres in
25. Textiles, P. Navard (ed.), The European Polysaccharide Network of Excellence (EPNOE). 2012, DOI
10.1007/978-3-7091-0421-7_7, Springer-Verlag Wien
26. Fu, S, Luo X, Yao D, Tian A, Wang C. (2013) Effect of pigment particle character on dyeing performance of
cotton fabrics. Fibers and Polymers, 14(6), 1019–1023.
27. Fu, S, Xu C, Du C, Tian A, Zhang M (2011) Encapsulation of C.I. Pigment blue 15:3 using a polymerizable
dispersant via emulsion polymerization, Colloids Surf. A: Physicochem. Eng. Aspects 384 68–74.
28. Fu, S, & Xu CH (2010) Preparation of nanoscaleazo pigment yellow 13/poly (styrene-maleic acid) composite
dispersions via free-radical precipitation poly- merization, J. Appl. Polym. Sci. 115: 1929–1934.
29. Fu, S, Du, C, Wang, C, Tian, A, Xu, C. (2013) Properties of lyocell spinning solution with the addition of carbon

Advances in Spun-Dyeing of Regenerated Cellulose Fibers 75
Impact Factor (JCC): 0.9458- This article can be downloaded from www.bestjournals.in
black/latex composite. Colloids and Surfaces A: Physicochemical and Engineering Aspects. 428, 1–8.
30. Fu, S.-H., & Fang, K.-J (2007) Preparation of styrene-maleic acid copolymers and its application in encapsulated
pigment red 122 dispersion. Journal of Applied Polymer Science. 105(2), 317–321.
31. Giles, CH, David JW, &. Sinclair R.S (1977) "The relation between light fastness of colorants and their particle
size." Journal of the Society of Dyers and Colorists 93(9) 348-352.
32. Gomm, AS, Morgan, LB & Wood, L (1964) Process of incorporating aqueous pigment composition in viscose.
US 3156574
33. Grinshpan, DJ (2011) Eng. Phys. Thermophys. 84: 594-598
34. Grinshpan D, Hanchar A, Tsygankova N, Makarevich S, Savitskaya T. (2013) New Green Process for the
Regenerated Cellulose Fiber Production
35. Günthert, P, Hauser, P, & Radtke V (1989) Effect of pigment particle size on application properties." Review of
Progress in Coloration and Related Topics19.1 41-48.
36. Liu, H, Ye, H, Tang X (2007) Aluminum pigment encapsulated by in situ copolymerization of styrene and maleic
acid, Appl. Surf. Sci. 2007, 254: 616–620.
37. Hama, H, & Sakurai, H. (1972) Dope dyeing viscose rayon having a good black luster. JP 47051968; vide
Chemical Abstract No. 80:28345.
38. Hao, L, Wang, R., Liu, J, & Liu, R (2012) Ultrasound-assisted adsorption of anionic nanoscale pigment on
actionized cotton fabrics. Carbohydrate Polymers. 90(4), 1420–1427
39. Hao Z, & Iqbal A (1997) some aspects of organic pigments." Chem. Soc. Rev. 26 (3)203-213.
40. Heinrich E. (1966) Spin-dyed regenerated cellulose products and process for their manufacture. GB 1046299
41. Herbst, W, & Klaus Hunger (2006) Industrial organic pigments: production, properties, and applications. John
Wiley & Sons
42. Holme I, (2004) Coloration of technical textiles, in Handbook of Technical Textiles, Ed. Horrocks, A.R., and
Anand, S.C.,Woodhead Publishing Ltd., Cambridge, England, pp 187-222.
43. http://www.transparencymarketresearch.com/cellulose-fibers-market.html
44. http://www.marketsandmarkets.com/Market-Reports/cellulose-fiber-market-189312904.html
45. [http://www.marketsandmarkets.com/Market-Reports/cellulose-fiber-market-189312904.html?
46. I. G. Farbenindustrie AG (1936) Process for the manufacture of dyed filaments and films. GB 448447
47. G. Farbenindustrie AG (1937) The manufacture of dyed artificial masses from regenerated cellulose. GB 465606
48. Ishikawa T, Minako K, Akira N, & Sadayuki S (2006) Pigment, process for producing pigment, pigment
dispersion, process for producing pigment dispersion, recording ink, recording method, and recorded image." U.S.
Patent Application 11/367,543

76 Benjamin Tawiah & Benjamin K. Asinyo
Index Copernicus Value: 3.0 – Articles can be sent to [email protected]
49. Jaturapiree A, Manian AP, Lenninger M, Bechtold T (2011) The influence of alkali pretreatments in lyocell resin
finishing—Changes in fiber accessibility to cross- linker and catalyst. Carbohydr Polym. 86:612–620
50. Jones, FB (1959) Glossy spun-dyed threads from aqueous cellulose solutions. DE 1067173
51. Kamide, K, & Nishiyama, K (2001) Cuprammonium processes, in Regenerated Cellulose Fibers, Ed. Woodings,
C., Woodhead Publishing Ltd, Cambridge, England, pp 88-155.
52. Keil, A, Popp, P, and Krause, E. ( 1961) Process for the production of pigmented regenerated cellulosic fibers. GB
872207
53. Kline, HB, & Helm, EB (1939) Manufacture of artificial silk. US 2143883
54. Kunkle, AC, Charles RP, & Trowbridge FR (1988) Method of producing ultrafine ground calcium carbonate."
U.S. Patent No. 4,793,985.
55. Singha, K. (2012). Importance of the phase diagram in Lyocell fiber spinning. Int J Mate Eng, 2(3), 10-16.
56. Kurahashi, I, Kudou, M, Tanibe, H, & Ando K (2003) Modified regenerated cellulose fiber and fiber product. EP
1270772
57. Lambourne R & Strivens TA (1999) Paint and surface coatings: theory and practice. Elsevier.
58. Lee DB, Jo WS, Lee SM, Kim BC (2000) Rheological Properties of Spinning Solution of Lyocell Fiber-Effect of
Hydrated Level of NMMO, J. Kor. Fiber Soc. 37: 681-688
59. Lelu, S, Novat, C, Graillat, C, Guyot, A, & Bourgeat -Lami, E (2003) Encapsulation of an organic phthalocyanine
blue pigment into polystyrene latex particles using a miniemulsion polymerization. Polymer International. 52(4),
542–547.
60. Li L, Pi P, Wen X, Cheng J, Yang Z (2008) Optimization of sol–gel coatings on the surface of aluminum
pigments for corrosion protection, Corros. Sci. 50: 795–803.
61. Lockhart GR (1932) Manufacture of rayon. US 1865701,
62. Lu S, Romos J, Forcada J (2007) Self-stabilized magnetic polymeric composite nanoparticles by emulsifer-free
miniemulsion polymerization, Langmuir. 23: 12893–12901.
63. Lutgerhorst, AG. (1956) Spun-dyed rayon. US 2738252
64. Maile FJ, Gerhard P, & Reynders P (2005) Effect pigments—past, present and future. Progress in Organic
Coatings 54.3: 150-163.
65. Maloney, MA (1967) Mass coloring of regenerated cellulose with vat dyes. DE 1253864.
66. Mamaza PAAP, Folarsnmi F (1996) Compatibility studies on solution of polystyrene and polyvinyl acetate blend
by density and viscometric methods, Eur. Polym. J. 32: 909–912.
67. Manian AP, Abu-Rous M, Lenninger M, Roeder T, Schuster KC, Bechtold T (2008) The influence of alkali
pretreatments in lyocell resin finishing – Substrate structure. CarbohydrPolym. 71(4):664–671.
68. Manian AP, Ruef H, Bechtold T (2007) Spun-dyed lyocell, Dyes Pigm. 74 519–524.

Advances in Spun-Dyeing of Regenerated Cellulose Fibers 77
Impact Factor (JCC): 0.9458- This article can be downloaded from www.bestjournals.in
69. Manufactures de produitschimiques du Nord (establissmentKuhlmann) (1956) Coloring viscose fibers. FR
1114803; vide Chemical Abstract No. 53:102818.
70. Marcincin A (2002) Modification of fiber-forming polymers by additives ,Prog. Polym. Sci. 27: 853–913
71. Modlich H (1999) Experience with polyester Fibers in tufted Goods Made from Heat set Yarns,
Chemiefasern/Tesxtilindustrie 42/93786-794.
72. Mohammad AT, Bahareh A, Mohammad RMM (2011) Investigating the effect of false twist texturing process on
the color coordinates variation of spun-dyed polyester filament yarns, J. Eng. Fibers Fabrics. 4: 54–62.
73. Novacel SA (1953) Colored regenerated cellulose sponges. FR 1025296vide Chemical Abstract No. 52:3968.
74. Nypelo T, Pynnonen H, Osterberg M (2012) Interactions between inorganic nanoparticles and cellulose
nanofibrils, Cellulose. 19 779–792.
75. Ono, S, Igase, T (1979) Dope dyeing of rayon. JP 54038919; vide Chemical Abstract No. 91:40853.
76. PA, PET (2005) Recent advances in color and functional master batches for man-made fibers. Chemical Fibers
International: 379.
77. Parfitt, GD (1969) Fundamental aspects of dispersion." Dispersion of solids in liquids: with special reference to
pigments. Elsevier, Amsterdam, cap 3 81-121.
78. Phrix-Werke AG (1965) Spun-dyed regenerated cellulose. NL 6407087; vide Chemical Abstract No. 63:63815.
79. Regenerated Cellulose Fibres (2001) (Ed: C. Woodings), Woodhead Publishing, Cambridge, England. Boerstoel
H.; Polymer 42 7371-7379
80. Riehen, WM, & Reinach, FS (1971) Difficultly soluble organic dye compositions for dyeing transparent, shaped,
regenerated cellulose bodies. DE 1806199.
81. Roy, N, &Bhowmick, AK (2012) In situ preparation, morphology and electrical properties of carbon
nanofiber/polydimethylsiloxanenanocomposites. Journal of Materials Science. 47(1), 272–281.
82. Ruef H. (2001) Colored cellulosic shaped bodies. WO 01/ 11121,
83. Ruesch, R, Schmidt, H (1936) Preparation of dyed filaments and films. US 2043069
84. Schoenbach, V, Weissert, J, & Teige, W (1967) Pigment dispersions for coloring viscose spinning masses. US
3337360
85. Shenoy, AV (1999) Rheology of filled polymer systems. Springer, 1999.
86. Soc. pour l’ind. Chim. Bale (1941) Pigment-containing spinning masses. CH 212386
87. SPE/ANTEC 2000 Proceedings, Volume 1&3. Annual Technical Conference papers, Society of Plastic Engineers
Annual Technical Conference and Exhibit. CRC Press, Florida2599-2603.
88. Steiert N, Landfester K (2007) Encapsulation of organic pigment particles via miniemulsion polymerization,
Macromol. Mater. Eng. 292: 1111–1125.
78 Benjamin Tawiah & Benjamin K. Asinyo
Index Copernicus Value: 3.0 – Articles can be sent to [email protected]
89. Sui K, Li Y, Liu R, Zhang Y, Zhao X, Liang H (2012) Biocomposite fiber of calcium alginate/multi-walled
carbon nanotubes with enhanced adsorption properties for ionic dyes. Carbohydrate Polymers. 90(1), 399–406
90. Taniguchi, T, Takeuchi, N, Kobaru, S, & Nakahira, T (2008) Preparation of highly monodisperse fluorescent
polymer particles by miniemulsion polymerization of styrene with a polymerizable surfactant. Journal of Colloid
and Interface Science. 327(1), 58–62.
91. The Rupp Report (2013) How to Reduce Water Pollution in Yarn Dyeing.
http://www.textileworld.com/Articles/2013/November/ Retrieved 1st May 2015.
92. Tiarks F, Landfester K, Antonient M (2001) Encapsulation of carbon black by miniemulsion polymerization,
Macromol. Chem. Phys. 202: 51–60.
93. Von der Eltz A. (1966) Recycling of dyed cellulosic wastes. EP 0717131
94. Wang C, Du C, Tian A, Fu. S, Changhai Xu C (2013) Regenerated cellulose fibers spun-dyed with carbon
black/latex composite dispersion. J. Appl. Polym. Sci. 115: 1929–1934
95. Wang P, Benjamin T, Anli T, Chunxia W, Liping Z,Fu S (2015)Properties of alginate fiber spun-dyed with
fluorescent pigment dispersion, Carbohydrate Polymers,118 143-149
96. Wegmann J, & Booker, C (1966) Colored viscose dope. DE 1220964
97. Whitehead W (1938) Colored organic derivatives of cellulose and method of making same. US 2128338
98. Wilkes, AG (2001) The viscose process, in Regenerated Cellulose Fibers, Ed. Woodings, C., Woodhead
Publishing Ltd., Cambridge, England, pp 37-61.
99. Yuan JJ, Xing WT, Gu GX, Wu LM (2008) The properties of organic pigment encapsulated with nano-silica via
layer-by-layer assembly technique, Dyes Pigm. 76: 463–469.
100. Zhou J, Zhang L (2002) Cellulose micro porous membranes prepared from NaOH/urea aqueous solution. J
Membr Sci. 210(1):77–99
101. Zhou Y, Yu D, Xi P (2003) Influence of styrene-maleic anhydride copolymers on the stability of quinacridone red
pigment suspension, J. Dispers. Sci. Technol. 24 731–737.
Table Legend
Table 1: Process Savings from Using Spun Shades Viscose [The Rupp Report]
Parameters Piece -dyed Spun-dyed Savings (%)
Chemical costs [US$/KG] 0.91 0.24 74 Power costs [US$/KG] 0.04 0.02 50 Water costs [US$/KG] 0.02 0.01 50 ETP Costs [US$/KG]* 0.03 0.01 66 Coal and furnace oil costs [US$/KG] 014 0.08 39 Total costs [US$/KG] 1.13 0.36 68 Total water used (liters/100kg) 9,100 3,100 66
Total Time [min] 575 190 67%

Advances in Spun-Dyeing of Regenerated Cellulose Fibers 79
Impact Factor (JCC): 0.9458- This article can be downloaded from www.bestjournals.in
Figure Legend
Figures
Figure 1: Thermal Gravimetric Analysis Curve of Spun-Dyed Alginate Fiber. (Wang et al. 2015)
Figure 2: Lyocell Production Process (Bartsch & Ruef, 1999)

80 Benjamin Tawiah & Benjamin K. Asinyo
Index Copernicus Value: 3.0 – Articles can be sent to [email protected]
Figure 3: Flow Diagram of Lyocell Coloration Process (Bechtold & Manian, 2005)
Figure 4: Spun-Dyeing Process for Sodium Alginate Fiber. (Wang et al, 2015)





























