Embed Size (px)
Citation preview

1
Nanoindentation Testing of Gear Steels
A. Oila and S.J. Bull
School of Chemical Engineering and Advanced Materials
University of Newcastle, Newcastle upon Tyne, NE1 7RU, UK.
Abstract
A combination of nanoindentation testing and AFM has been used to accurately
determine the hardness and elastic modulus of gear steels. The results confirmed that the
conventional analysis method due to Oliver and Pharr tends to greatly overestimate the
hardness and elastic modulus due to the effect of pile-up by about 25%. Hardness and
Young’s modulus calculated using the slopes method are overestimated by about 10%.
AFM offers a reliable method for measuring area of contact because the indentations are
relatively well defined in gear steel samples. Two correction factors, 82.0Hk and
75.0Ek have been determined and applied in the Oliver and Pharr formulas for
hardness and elastic modulus respectively. The corrected values are in good agreement
with those expected.
1. Introduction
The main mechanisms by which gears fail in service are tooth bending fatigue and
surface contact fatigue. Bending stresses lead to crack initiation at the root of the tooth
and contact stresses induce shear stresses in the near-surface regions, which lead to
crack initiation in this zone. Therefore a steel used for gear manufacturing must provide
enhanced ductility in the core to withstand the bending stresses developed there and a
hard tooth surface to resist the shear stresses developed at and near below the surface
[1]. The depth of maximum shear stress is located, depending on the elastic properties
of steel and gear geometry at about 0.18-0.3mm below the surface [2].
In order to achieve these requirements steel gears are usually subjected to
thermochemical treatments such as carburising or nitriding for enhancing the
mechanical properties of a thin surface layer. According to Cram [3] the case depth
should be at least twice the depth of the point of maximum shear stress in order to
prevent high local stress concentration. Microindentation testing is often used to
monitor the thickness and hardness of this case.
The case microstructure of a carburised, quenched and tempered steel consists of
tempered martensite, retained austenite and carbides, meanwhile the microstructure of
the surface layer of a nitrided steel consists of nitrides, carbides and carbonitrides
formed with iron and alloying elements. The regions of retained austenite in carburised
steels are sufficiently small (<10 microns) that only nanoindentation can be used to
reliably measure their properties in correctly processed gears. In nitrided gears the
carbonitrides, which form in the nitrogen diffusion layer may have a higher hardness

2
and modulus than the surrounding steel. Moreover, in fatigued specimens phase
transformations take place. The mechanisms of these transformations as well as the
properties of the new phases are not very well understood, yet. Because of these
complex microstructures containing different phases the classical method of measuring
Vickers microhardness at moderate load (usually~3N) gives only an average material
response which does not fully characterise the surface. Nanoindentation allows more
localised measurements that directly relate to the mechanical properties of individual
microstructural features.
However, the conventional analysis method to extract hardness and modulus from
nanoindentation data due to Oliver and Pharr [4] tends to greatly overestimate the
hardness and modulus due to the effect of “pile-up” (Figure 1). The material displaced
by the indenter pushes out to the sides of the indentation and forms a pile-up which
supports some of the load, making the projected contact area larger than the cross-
sectional area of the indenter at the original surface level.
The Oliver and Pharr method, which is based upon relationships developed by Snedon
[5] for the penetration of an elastic half space by indenters that can be described as
solids of revolution of a smooth function gives Equations (1)-(4) for hardness and
Young’s modulus calculation.
cA
PH max (1)
c
rA
SE
2 (2)
i
i
r EEE
22 111
(3)
S
Pc
maxmax (4)
where H is hardness, maxP the maximum indentation load, 2cc CA is the projected
area of tip-sample contact, C =constant of the area function (C=24.56 for a perfect
Berkovich indenter), rE the reduced modulus, dhdPS represents the experimentally
measured stiffness (the slope of the unloading curve evaluated at the position of
maximum load), P is the indenter load, h is the penetration depth, a dimensionless
parameter related to the geometry of the indenter ( 034.1 for a triangular punch), is
a correction factor introduced by Hay et al. [6] due to unrealistic boundary conditions
used by Snedon, iEE and are the Young’s moduli of sample and indenter, i and are
the Poisson’s ratios of sample and indenter respectively, is a constant assumed to be
0.75. This procedure can be successfully applied for materials with a high work
hardening exponent which sink-in during indentation but for highly plastic materials
like steels this procedure may cause significant errors due to piling-up phenomenon [7].

3
A second source of error in processing nanoindentation data relates to the deviation of
the geometry of the indenter from its intended shape. Recently, Oliver [8] suggested a
new technique called “the slope technique”, for calculating hardness, modulus and
contact area from indentation data, which substantially diminishes this effect but does
not eliminate the effect of pile-up. The slope technique is based upon the Equations (5)
and (6): 2
2
1
lu
lu
SS
SS
CPH
(5)
lu
lur
SS
SS
PCE
22
12
(6)
where P is the indentation load, lS and uS are the slopes of the loading and unloading
curves respectively. This approach has been previously shown to be less sensitive to the
effects of pile-up [9].
2. Experimental
2.1. Samples
In the present study two different gear steels have been tested: 20MnCr5 carburised
steel and EN40B nitrided steel. The chemical compositions of the two steels are given
in Table1. The specimens examined in this study were cut from gear teeth (20MnCr5
carburised and EN40B nitrided) and polished on a cross section perpendicular to the
treated surface to a high surface finish using SiC paper followed by 1m diamond paste
in order to reduce the scattering of nanoindentation data caused by surface roughness.
The specimens were initially nickel plated in order to ensure edge retention during
polishing. The microstructure of the specimens has been observed by scanning electron
microscopy (SEM) without etching and by reflected light microscope, after etching the
surface with 2% Nital.
2.2. Nanoindentation tests
Nanoindentation tests were performed using a Nano Indenter IITM
manufactured by
Nano Instruments, Knoxville, TN, USA. To determine the effects of pile-up on hardness
measured by nanoindentation a range of indentations were made in the core region of
the nitrided steel (EN40B) using peak loads from 1mN to 500mN. Ten indentations
were performed at each load. This location has been chosen because the microstructure
of the bulk is homogeneous (i.e. ferritic) and therefore the results are not influenced by
the presence of different phases. In order to examine the variation of mechanical
properties (i.e. hardness and elastic modulus) as a function of distance from the tooth
surface a nanoindentation test were performed on each specimen at 10mN peak load and
a separation of 25m.

4
2.3. AFM measurements
The projected area of contact was measured using an M5 Atomic Force Microscope
(AFM) manufactured by Park Scientific Instruments. The contact area measured, Am,
has been used in Equations (1) and (2) instead of the calculated contact area, Ac, in
order to calculate hardness and Young’s modulus. Pile-up can be clearly seen in Figure
2, which is an AFM image obtained for an impression performed on the bulk of nitrided
steel (EN40B) with 100mN load.
3. Results and Discussion
3.1. Microstructures
Scanning Electron Microscopy was used to observe the microstructure of the nitrided
steel (En40B). The white layer formed during nitriding consist of a mixture of ’ (Fe4N)
and (Fe2-xN) phases [10]. The zone of this mixture is approximately 10m deep at the
surface as can be seen in Figure 3a. Below the white layer the microstructure consists of
ferrite and precipitations of alloy nitrides. There are also present bands of carbonitride
precipitations, which can be clearly distinguished at some distance below the white
layer (Figure 3a). In the top half, nearest the surface, the white layer presents a high
porosity. The microstructure of the carburised steel (20MnCr5) has been observed by
reflected light microscopy after etching with 2% Nital. The microstructure consists of
very fine tempered martensite and regions of retained austenite (the white spots - see
Figure 3b).
3.2. Nanoindentation tests
Figures 4a and 4b show the variation of hardness and elastic modulus as a function of
indentation load using the three different analysis methods: Oliver and Pharr, slopes
technique and AFM. The results given by the Oliver and Pharr analysis and those based
on area calculated by AFM differ by a factor of proportionality. The average factors,
which are referred in this paper as PharrOliveruppileH HHk (the ratio between
hardness with the pile-up effect included and the hardness calculated by the Oliver-
Pharr method) and PharrOliveruppileE EEk (the ratio between the elastic modulus with
the pile-up effect included and the elastic modulus calculated by the Oliver-Pharr
method) have been calculated as 044.082.0 Hk and 021.075.0 Ek .
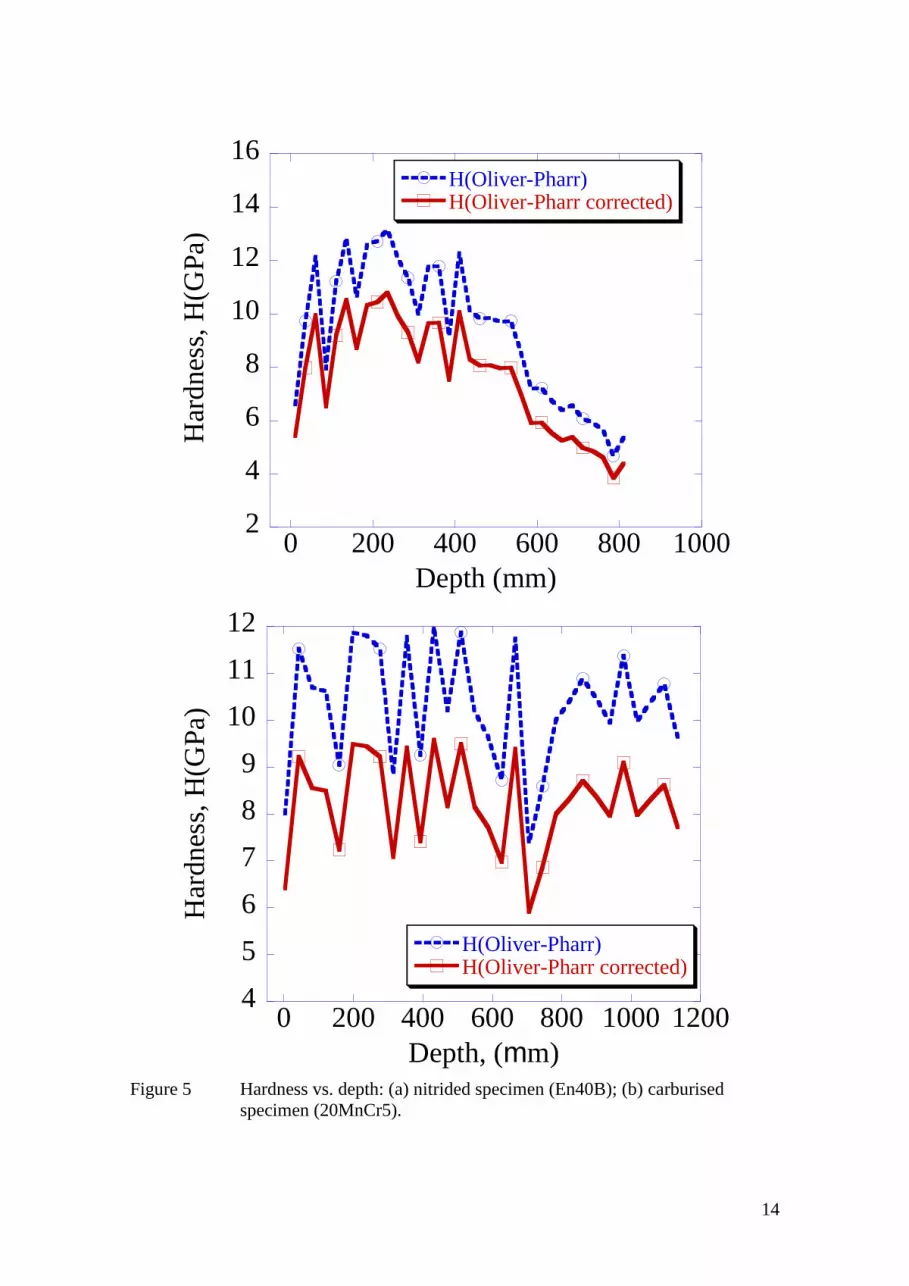
The variation of hardness as a function of depth below the surface for nitrided specimen
(En40B) and carburised specimen (20MnCr5) is shown in Figures 5a and 5b
respectively. In the nitrided specimen the hardened layer is about 0.6mm deep from the
surface and the carburised case is about 1mm. The softening near the carburised surface
(Figure 5a) is probably due to decarburisation during processing. The scatter in the
measured data is caused, in part, by the indenter encountering soft regions of retained

5
austenite. For the nitrided steel (Figure 5b) the carbonitride bands occur in the top
400m of the diffusion layer giving spikes in the hardness vs depth plot over this depth.
Below this a smoother variation in hardness is observed. The porous outer region of the
white layer causes the low hardness at the surface for the nitrided steel.
The variation of elastic modulus as a function of depth is shown in Figure 6a for
nitrided steel and in Figure 6b for carburised steel. Close to the surface very low values
for elastic modulus were recorded because the nanoindentation test has been performed
in a region where the surface influences results.
No significant differences can be observed between the values of elastic modulus of the
bulk of the specimens and case carburised and nitrided layer respectively. Zheng et al.
[10] reported much higher elastic modulus values (E=280-300GPa) for the “nitrogen
diffusion zone” compared to the Fe4N iron nitride compound layers. In the work
described in the present paper elastic modulus of the nitrided specimen do not exceeded
245GPa. Higher values reported by Zheng et al. [11] were probably affected by pile-up.
3.3. Geometrical considerations
To determine the validity of the correction factors a simple geometric model may be
constructed. If a conical indenter is considered (Figure 7) then 2cc rA is the cross-
sectional area of the indenter at a contact depth c and 2pp rA is the cross-sectional
area of the indenter at the pile-up height h . The pile-up volume is the volume of a solid
of revolution with cross-sectional area represented by triangle ABC and the distance to
the centroid prOC ' . Assuming that the indentation is sufficiently well developed such
that rc and rp are not very different we may write:
hrrnAArV cpBCCACCpuppile 12 '' (7)
where BCCACC AA '' and are the areas of triangles ACC' and CC'B respectively and
crnOB , where n1.
To estimate the contact radius after pile-up the following two assumptions are made:
(i) The entire displaced material piles-up around the indenter. Hence
uppiledisplaced VV (8)
where 3/2ccdisplaced rV
From trigonometric functions it can be shown that hr
r
c
c
p
c
and by rewriting
Equation 8 we have:
cp
c hn
r
r
)1(3 (9)
(ii) The pile-up is only normal to the specimen surface so that c
p
r
rn .
Equation (9) can now be written:

6
2
3
cp
c h
r
r
(10)
Then, from the geometry in Figure 7 and equation (8) we have:
displaceddisplacedcpp VVhhrhr 22
3
1
which gives hc 2
Equation (10) then becomes: 3/2pc rr .
From this result the correction factors can be theoretically determined:
56.0
2
'
p
c
PharrOliver
uppile
Hr
r
H
Hk (11)
75.0'
p
c
PharrOliver
uppile
Er
r
E
Ek (12)
The experimental and the theoretical approach give similar results for elastic modulus
correction factor, 75.0' EE kk . However, different results are obtained for the
hardness correction factor: 56.0 and 82.0 ' HH kk . Hardness is described by the
square of the radius ratio therefore is more sensitive to the precise radii values. Also, the
simple geometrical model does not take into account any elastic recovery of the material
and the effects of microstructure and residual stress on the geometry of the pile-up.
Finally stress concentration effects at the corners of the indenter enhance plastic
deformation and this may influence the measured area. The good agreement between
the correction factor for elastic modulus determined by this simple geometric model and
that measured is encouraging, but further work is needed to fully understand why this
approach does not work very well for hardness.
4. Conclusions
The values of hardness and elastic modulus of gear steels are overestimated by the
Oliver-Pharr analysis method due to the effect of pile-up. The slopes method diminishes
this effect but does not eliminate it. The pile-up influence on the calculation of hardness
and elastic modulus has been taken into account in this work. It can be expressed by the
mean of the correction factors PharrOliveruppileEH EEkk and HH Pharr-Oliverup-pile .
These were determined based on the contact area measured by AFM on one hand and
on a geometrical model on the other hand. The same results were obtained for elastic
modulus correction factor ( 75.0' EE kk ) but different results for the hardness
correction factor ( 82.0Hk from experimental data and 56.0' Hk from the
geometrical model). Further work is necessary to understand why there is a difference
between the calculated and measured hardness correction factors. By applying the
correction factor 75.0' EE kk to nanoindentation data accurate values for elastic
modulus were obtained. The results are in good agreement with those obtained by other
methods (e.g. conventional tensile testing) and can be reliably used in contact
mechanics calculations.

7
References
[1] G.P. Cavallaro, T.P. Wilks, C. Subramanian, K.N. Strafford, P. French, J.E. Allison,
Surf. Coat. Technol., 71 (1995) 182.
[2] P.J.L. Fernandes and C. McDuling, Eng. Failure Anal., 4 (1997) 99.
[3] W.D. Cram, In Handbook of Mechanical Wear: Wear, Frettage, Pitting, Cavitation,
Corrosion, (1961).
[4] W.C. Oliver and G.M. Pharr, J. Mater. Res., 7 (1992) 1564.
[5] I.N. Snedon, Int. J. Engng. Sci. 3 (1965) 47.
[6] J.C. Hay, A. Bolshakov, G.M. Pharr, J. Mater. Res., 14 (1999) 2296.
[7] Y. -T. Cheng and C. -M. Cheng, Surf. Coat. Technol., 133-134 (2000) 417.
[8] W.C. Oliver, J. Mater. Res. 16 (2001) 3202.
[9] S.J. Bull, Z. Metallkd., 93 (2002) 870.
[10] S.J. Bull, J.T. Evans, B.A. Shaw, D.A. Hofmann, Proc. IMechE part J: J. Eng.
Tribology, 213 (1999) 305.
[11] S. Zheng, Y. Sun, A. Bloyce, and T. Bell, Mater. Manuf. Proc. 10 (1995) 815.

8
Tables
Table 1 Chemical composition of the carburising and nitriding steels
Steel Element, weight %
C Si Mn Cr Mo V Al S P
20MnCr5 0.20 0.30 1.40 1.20 - - - <0.04 <0.025
En40B 0.27 0.27 0.47 3.05 0.43 0.08 0.03 0.019 0.024

9
Figure captions
Figure 1: Schematic diagram of the “pile-up” effect in a Berkovich
indenter/sample contact.
Figure 2 Illustration of pile-up effect around an indentation (100mN load); (a) 3D
view and (b) top view; the real area of contact is between the marking
lines.
Figure 3 (a) SEM backscattered image of EN40B nitrided steel showing the white
layer with an external porous regions and carbonitride bands in the
diffusion zone (arrowed); (b) Reflected light micrograph of 20CrMn5
carburised steel showing tempered martensite and regions of retained
austenite (arrowed).
Figure 4 (a) Hardness vs. load for EN40B steel calculated using Oliver-Pharr
method, slopes technique and Oliver-Pharr based on contact area
measured with AFM; (b) Elastic modulus vs. load for EN40B calculated
using Oliver-Pharr method, slopes technique and Oliver-Pharr based on
contact area measured with AFM.
Figure 5 Hardness vs. depth: (a) nitrided specimen (En40B); (b) carburised
specimen (20MnCr5).
Figure 6 Elastic modulus vs. depth: (a) nitrided specimen (En40B); (b) carburised
specimen (20MnCr5).
Figure 7 Pile-up around a conical indenter. It can be assumed that the volume of
displaced material equals the pile-up volume.

10
Figures
Figure 2: Schematic diagram of the “pile-up” effect in a Berkovich
indenter/sample contact.

11
Figure 2 Illustration of pile-up effect around an indentation (100mN load); (a) 3D
view and (b) top view; the real area of contact is between the marking
lines.

12
Figure 3 (a) SEM backscattered image of EN40B nitrided steel showing the white
layer with an external porous regions and carbonitride bands in the
diffusion zone (arrowed); (b) Reflected light micrograph of 20CrMn5
carburised steel showing tempered martensite and regions of retained
austenite (arrowed).

13
(a)
2.5
3
3.5
4
4.5
5
5.5
0 100 200 300 400 500 600
(a) EN40: Hardness vs. Load
H(AFM)H(Oliver-Pharr)H(slopes)
Har
dn
ess,
H(G
Pa)
Load (mN)
(b)
200
220
240
260
280
300
320
0 100 200 300 400 500 600
(b) EN40:Elastic modulus vs. Load
E(AFM)E(Oliver-Pharr)E(slopes)
Ela
stic
mo
dulu
s, E
(GP
a)
Load(mN)
Figure 4 (a) Hardness vs. load for EN40B steel calculated using Oliver-Pharr method,
slopes technique and Oliver-Pharr based on contact area measured with
AFM; (b) Elastic modulus vs. load for EN40B calculated using Oliver-
Pharr method, slopes technique and Oliver-Pharr based on contact area
measured with AFM.
14
2
4
6
8
10
12
14
16
0 200 400 600 800 1000
(a) EN40:Hardness vs. Depth
H(Oliver-Pharr)H(Oliver-Pharr corrected)
Har
dnes
s, H
(GP
a)
Depth (mm)
4
5
6
7
8
9
10
11
12
0 200 400 600 800 1000 1200
(b) 20MnCr5:Hardness vs. Depth
H(Oliver-Pharr)H(Oliver-Pharr corrected)
Har
dnes
s, H
(GP
a)
Depth, (mm)
Figure 5 Hardness vs. depth: (a) nitrided specimen (En40B); (b) carburised
specimen (20MnCr5).

15
50
100
150
200
250
300
350
0 100 200 300 400 500 600 700 800
(a) EN40:Elastic modulus vs. Depth
E(Oliver-Pharr)
E(Oliver-Pharr corrected)
Ela
stic
mo
dulu
s, E
(GP
a)
Depth, (mm)
100
150
200
250
300
350
0 200 400 600 800 1000 1200
(b) 20MnCr5:Elastic modulus vs. Depth
E(Oliver-Pharr)
E(Oliver-Pharr corrected)
Ela
stic
mo
du
lus,
E(G
Pa)
Depth (mm)
Figure 6 Elastic modulus vs. depth: (a) nitrided specimen (En40B); (b) carburised
specimen (20MnCr5).

16
Figure 7 Pile-up around a conical indenter. It can be assumed that the volume of
displaced material equals the pile-up volume.





























