Embed Size (px)
Citation preview
PENGUJIAN ANODIZING DAN ELEKTROPLATING
LAPORAN PRAKTIKUM
DISUSUN UNTUK MELENGKAPI NILAI TUGAS LAPORAN
DIPLOMA III POLITEKNIK
OLEH:
MUHAMAD RIZKY FIRDAUS
PROGRAM STUDI TEKNIK MESIN
5A/13 - 1212010072
JURUSAN TEKNIK MESIN
POLITEKNIK NEGERI JAKARTA
DEPOK
2014
KATA PENGANTAR
Segala puji dan syukur kita panjatkan ke hadirat Allah SWT yang telah memberikan
rahmat dan karunia nya kepada kita semua. Shalawat serta salam marilah kita haturkan ke
junjungan nabi besar kita Muhammad SAW beserta keluarga, sahabat dan umatnya yang telah
menuntun kita dari zaman yang gelap hingga ke zaman yang terang benderang ini. Dengan
rahmat dan karunianya pula lah saya mampu menyusun “Laporan Praktikum Laboratorium
Anodizing dan Elektroplating”.
Dalam kesempatan kali ini, saya ingin mengucapkan terima kasih yang sebesar-
besarnya kepada Ibu Vika Rizkia ST. MT selaku dosen dan pembimbing mata kuliah “Praktek
Anodizing dan Elektroplating” yang telah memberikan bimbingannya selama ini. Juga saya
ingin menyampaikan terima kasih kepada kedua orang tua, saudara, juga segenap teman-teman
seperjuangan yang telah ikut menyumbangkan bantuan moril, dan spiritual. Semoga Allah
membalas semua kebaikan.
Pada penulisan laporan tugas ini, saya meyakini bahwasanya masih banyak kesalahan
dan kekurangan yang terdapat pada laporan ini, oleh karena itu saya sangat mengharapkan
banyaknya kritik dan saran yang membangun agar kelak dikemudia hari saya mampu untuk
membuat kriteria laporan yang lebih baik lagi.
Semoga pada akhirnya laporan yang saya buat ini mempu memberikan manfaat kepada
siapapun yang membacanya.
Depok, 22 Desember 2014
M. Rizky Firdaus
NIM. 1212010072
BAB 1
PENDAHULUAN
1.1 Latar belakang
Logam merupakan material yang memegang peranan penting bagi
kehidupan manusia. Namun, sebagian jenis logam sangat mudah terkorosi dan
berkarat. Logam yang berkarat bersifat rapuh, mudah larut dan bercampur
dengan logam lain, serta beracun. Pada beberapa penggunaan khusus, korosi
pada logam harus sangat dihindari, contohnya seperti pada industry makanan
dan obat-obatan, penggunaan pada logam pada structural jembatan dan
bangunan, komponen-komponen otomotif dll.
Kerugian yang begitu besar akibat pengkaratan diharuskan adanya upaya
pencegahan. Banyak cara yang dapat digunakan sebagai upaya pencegahan
pada pengkaratan logam, salah satunya adalah dengan melapisi logam dengan
lapisan pelindung. Anodizing dan electroplating merupakan dua buah cara
yang menggunakan prinsip pelapisan logam.
Laporan praktikum ini membahas mengenai teknik pelapisan logam secara
anodizing dan electroplating. Pembuatan laporan ini merupakan syarat wajib
kelulusan pada mata kuliah laboratorium anodizing dan electroplating.
1.2 Judul Praktikum
“Laporan Praktikum Mata Kuliah Laboratorium Anodizing dan
Elektroplating”
1.3 Tujuan Praktikum
Mahasiswa mampu menguasai teori dan praktik proses anodizing dan
electroplating
Pada percobaan anodizing, dapat mempertebal lapisan oksida pada
permukaan logam, memperkeras permukaan logam, dan melakukan
pewarnaan pada logam.
Pada percobaan electroplating, logam yang dilindungi dilapisi dengan
lapisan logam anti karat, memperkeras permukaan dan memperbaiki
permukaan logam yang akan dilindungi.
1.4 Dasar Teori
1.4.1 Anodizing
Definisi
Anodizing adalah proses pasif elektrolit digunakan untuk meningkatkan
ketebalan lapisan oksida alami pada permukaan bagian logam.
Proses ini disebut anodizing karena bagian yang akan diuji membentuk
elektroda anoda dari sebuah rangkaian listrik. Anodizing meningkatkan
ketahanan korosi dan ketahanan aus, dan menyediakan adhesi yang lebih
baik untuk cat primer dan perekat daripada logam biasa. Film Anodik juga
dapat digunakan untuk sejumlah efek kosmetik, baik dengan lapisan
berpori tebal yang dapat menyerap zat warna atau dengan lapisan tipis
transparan yang menambahkan efek interferensi cahaya yang dipantulkan.
(Sumber : http://en.wikipedia.org/wiki/Anodizing )
Anodizing pada aluminium
Anodizing adalah teknik yang banyak digunakan untuk menghasilkan
lapisan anorganik pelindung dari beberapa bahan rekayasa seperti
aluminium, magnesium, titanium dan beberapa logam paduan lainnya
dengan penerapan potensi anodik yang secara normal akan cukup korosif
jika bukan karena hambatan yang diciptakan oleh proses itu sendiri. Dari
semua logam yang paling sering dilakukan anodizing, paduan aluminium
adalah yang sejauh ini paling luas digunakan untuk menghasilkan
sejumlah banyak variasi pengaplikasian. Ada banyak alasan dan proses
untuk menganodizing sebuah part. Berikut ini adalah beberapa anggapan
yang mungkin dapat membantu memilih tipe dan proses :
Appearance : Produk terlihat lebih beres, bersih, lebih baik dan
bertahan lebih lama.
Ease in Cleaning : semua produk anodizing akan lebih bersih lebih
lama dan lebih mudah dibersihkan bila diperlukan.
Non-galling : sekrup dan komponen bergerak lainnya tidak akan
menangkap, terseret, atau macet ketika keausan pada areaini
berkurang. Gun Sights, instrument, dan ulir sekrup adalah aplikasi
yang khas digunakan.
Heat absorption : Anodizing dapat menghasilkan sifat menyerap
panas yang seragam ataupu selektif pada aluminium untuk
industry pemrosesan makanan.
Heat Radiation : Anodizing digunakan sebagai metode untuk
menyelesaikan penghilangan panas elektronik dan radiator.
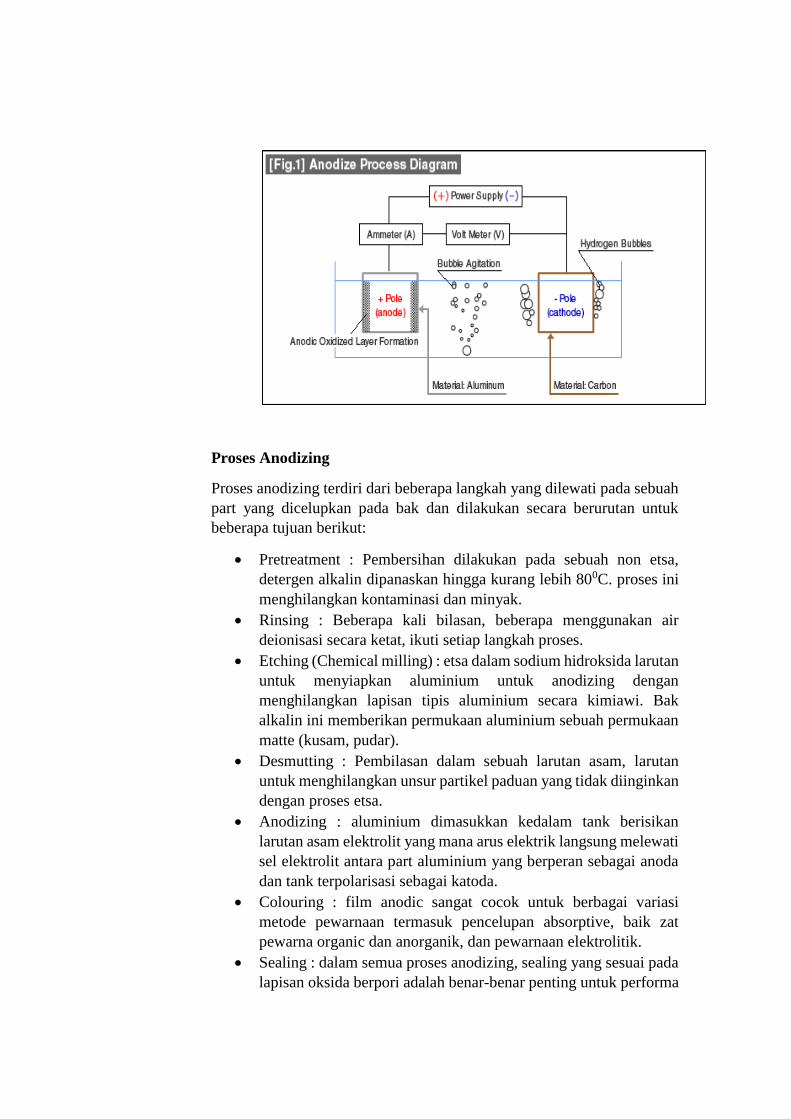
Proses Anodizing
Proses anodizing terdiri dari beberapa langkah yang dilewati pada sebuah
part yang dicelupkan pada bak dan dilakukan secara berurutan untuk
beberapa tujuan berikut:
Pretreatment : Pembersihan dilakukan pada sebuah non etsa,
detergen alkalin dipanaskan hingga kurang lebih 800C. proses ini
menghilangkan kontaminasi dan minyak.
Rinsing : Beberapa kali bilasan, beberapa menggunakan air
deionisasi secara ketat, ikuti setiap langkah proses.
Etching (Chemical milling) : etsa dalam sodium hidroksida larutan
untuk menyiapkan aluminium untuk anodizing dengan
menghilangkan lapisan tipis aluminium secara kimiawi. Bak
alkalin ini memberikan permukaan aluminium sebuah permukaan
matte (kusam, pudar).
Desmutting : Pembilasan dalam sebuah larutan asam, larutan
untuk menghilangkan unsur partikel paduan yang tidak diinginkan
dengan proses etsa.
Anodizing : aluminium dimasukkan kedalam tank berisikan
larutan asam elektrolit yang mana arus elektrik langsung melewati
sel elektrolit antara part aluminium yang berperan sebagai anoda
dan tank terpolarisasi sebagai katoda.
Colouring : film anodic sangat cocok untuk berbagai variasi
metode pewarnaan termasuk pencelupan absorptive, baik zat
pewarna organic dan anorganik, dan pewarnaan elektrolitik.
Sealing : dalam semua proses anodizing, sealing yang sesuai pada
lapisan oksida berpori adalah benar-benar penting untuk performa

yang memuaskan pada lapisan. Pori-pori harus diberikan
nonabsorbent untuk menghasilkan resistansi maksimum pada
korosi dan noda.
Beberapa larutan pengasaman dapat digunakan untuk menganodisasi
aluminium, tetapi larutan asam sulfur adalah yang paling biasa digunakan.
Asam Chromic, oxalic, dan phosphoric adalah juga relative digunakan
untuk aplikasi yang spesifik. Bak anodizing asam sulfur “Standar” (Type
II) menghasilkan oksida terbaik untuk pewarnaan. Larutan tersebut terdiri
dari kurang lebih 15% asam sulfur dan bak anodizing dipertahankan pada
suhu 200C. Semakin temperature anodizing bertambah, oksida menjadi
semakin berpori dan meningkatkan kemampuannya dalam menyerap
warna; bagaimanapun, itu juga akan mengakibatkan hilangnya kekerasan
dan kilaunya, dikarenakan aksi dislarutan dari asam pada permukaan
oksida.
Hardcoating (Type III) merujuk pada sebuah proses yang biasanya
menggunakan konsentrasi asam sulfur yang lebih tinggi, temperature
lebih rendah (antara -1 dan 40C), dan voltase lebih tinggi, dan kepadatan
arus. Hardcoating memberikan oksida sangat keras, padat, dan tahan
abrasi pada permukaan aluminium. Oksida padat terbentuk karena efek
pendinginan dari elektrolit dingin. Pada temperature ini, asam sulfur tidak
menyerang oksida secepat pada tenperatur naik. Karena temperature lebih
rendah, voltase butuh untuk mempertahankan kepadatan arus lebih tinggi
juga membentu entuk lebih kecil, pori lebih padat, demikian akunting
untuk kekerasan dan ketahanan abrasi yang baik.
Anodizing Asam Chromic (Type I) digunakan untuk aplikasi pada
lingkungan kelautan, pada pesawat udara sebagai perlakuan sebelum
pengecatan, dan pada beberapa kasus apabila pengakhiran assembly
dimana zat asam mungkin terperangkap. Meskipun lapisan yang
dihasilkan teramat sangat tipis, tetapi memiliki ketahanan korosi yang
istimewa dan dapat diwarnai bila dinginkan. Sebuah bak yang tipikal
dapat mengandung asam chromic dari 5 hingga 10 %, dan berlangsung
sekitar 35 hingga 400C. Ada dua proses utama, satu menggunakan 40 V
dan proses yang lebih baru menggunakan 20 V.
Asam oxalic kadang digunakan sebagai elektrolit anodizing
menggunakan peralatan yang mirip. Bak ini akan menghasilkan film
setebal 50 𝜇m tanpa menggunakan tenperatur sangat rendah dan biasanya
memberikan warna emas atau emas perunggu pada kebanyakan logam
paduan. Konsentrasi khasnya adalah dari 3 hingga 10 % asam oxalic pada
sekitar 27 hingga 320, menggunakan sebuah voltase DC sekitar 50 V.
Bak asam phorphoric digunakan pada industry pesawat terbang
sebagai pretreatment untuk ikatan adhesive. Itu juga merupakan perlakuan
sangat baik sebelum plating menjadi aluminium. Sebuah bak tipikal dapat
mengandung 3 hingga 20 % asam phosphoric pada sekitar 320C, dengan
voltase setinggi 60 V. (Sumber : Corrosion Engineering “Principles and
Practice”, Pierre R. Roberge. Mc Graw Hill)
1.4.2 Electroplating
Definisi
Elektroplating adalah proses yang menggunakan arus listrik untuk
mengurangi kation logam terlarut sehingga membentuk lapisan logam
yang koheren pada elektroda. Istilah ini juga digunakan untuk oksidasi
listrik anion ke substrat padat, seperti dalam pembentukan perak klorida
pada kawat perak untuk membuat elektroda perak / perak klorida.
Electroplatin terutama digunakan untuk mengubah sifat permukaan suatu
benda (misalnya abrasi dan ketahanan aus, perlindungan korosi,
pelumasan, kualitas estetika, dll), tetapi juga dapat digunakan untuk
membangun ketebalan pada bagian berukuran atau membentuk objek
dengan electroforming.
Proses yang digunakan dalam elektroplating disebut elektrodeposisi.
Hal ini sejalan dengan sel galvanik yang bertindak secara terbalik. Bagian
yang akan dilapis adalah katoda sirkuit. Dalam salah satu teknik, anoda
terbuat dari logam yang akan dilapisi pada bagian. Kedua komponen
direndam dalam larutan yang disebut elektrolit yang mengandung satu
atau lebih garam logam terlarut serta ion lain yang mengizinkan aliran
listrik. Sebuah catu daya memasok arus langsung ke anoda, oksidasi atom
logam yang terdiri dan memungkinkan mereka untuk larut dalam larutan.
Pada katoda, ion logam terlarut dalam larutan elektrolit berkurang pada
antarmuka antara larutan dan katoda, sehingga mereka "melapis keluar"
ke katoda. Tingkat di mana anoda terlarut sama dengan tingkat di mana
katoda berlapis, vis-a-vis arus melalui rangkaian. Dengan cara ini, ion-ion
dalam bak elektrolit terus diisi ulang oleh anoda.
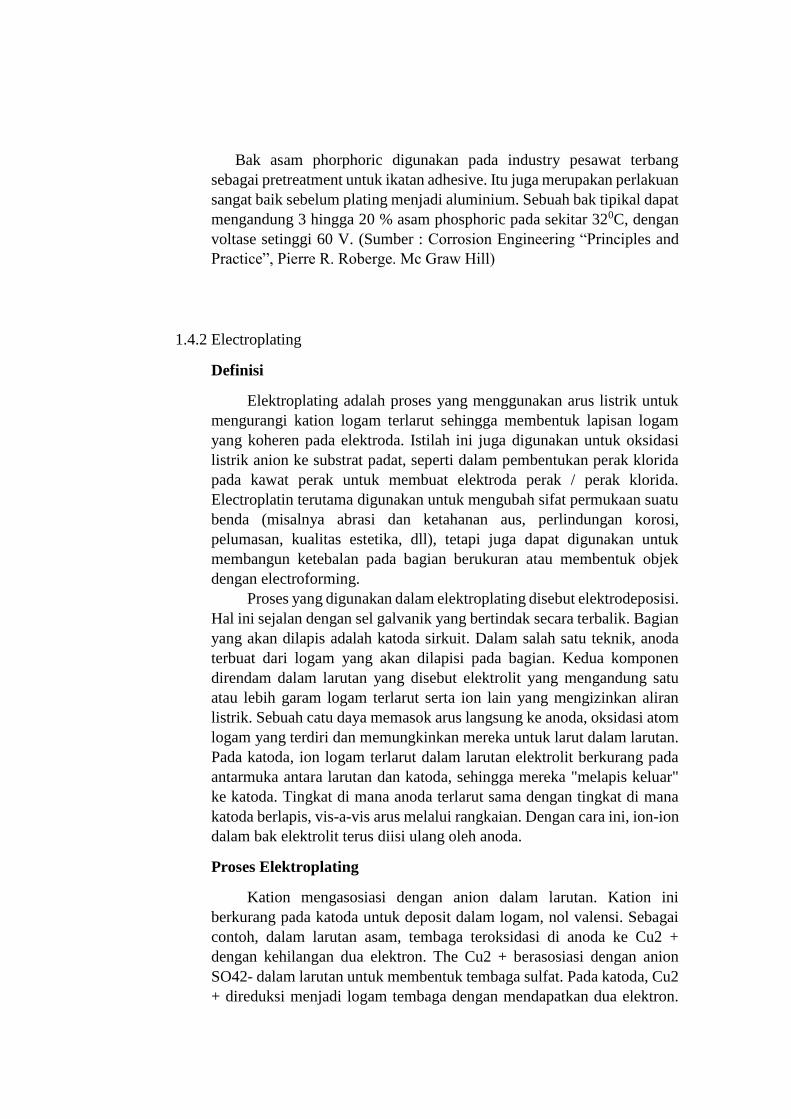
Proses Elektroplating
Kation mengasosiasi dengan anion dalam larutan. Kation ini
berkurang pada katoda untuk deposit dalam logam, nol valensi. Sebagai
contoh, dalam larutan asam, tembaga teroksidasi di anoda ke Cu2 +
dengan kehilangan dua elektron. The Cu2 + berasosiasi dengan anion
SO42- dalam larutan untuk membentuk tembaga sulfat. Pada katoda, Cu2
+ direduksi menjadi logam tembaga dengan mendapatkan dua elektron.
Hasilnya adalah transfer efektif tembaga dari sumber anoda ke plat
meliputi katoda.
Plating umumnya elemen logam tunggal, bukan paduan. Namun,
beberapa paduan dapat di Elektrodeposisi, terutama kuningan dan solder.
Banyak bak plating termasuk sianida logam lainnya (misalnya, kalium
sianida) selain sianida logam yang akan disimpan. Sianida bebas ini
memfasilitasi korosi anoda, membantu untuk mempertahankan tingkat ion
logam konstan dan berkontribusi terhadap konduktivitas. Selain itu, bahan
kimia non-logam seperti karbonat dan fosfat dapat ditambahkan untuk
meningkatkan konduktivitas.
Ketika plating tidak diinginkan pada area tertentu dari substrat, stop-off
diterapkan untuk mencegah bak dari kontak dengan substrat. Khas stop-
off termasuk tape, foil, lak, dan lilin.
Electroplating dan Peran kuncinya
Sebuah lembaga pemrosesan logam terkemuka Jerman,
Gutegemeinschaft Galvanotechnik e.V. Mendefiniskan pelapisan logam
dan peranannya sebagai berikut :
“'Metal Finishing' is a term embracing the surface treatment and finishing
of metals and non- metals, in which a metallic coating is formed from
an aqueous solution or a molten salt by means of an electrochemical
reaction. The properties of such coatings are determined by the
deposition process as well as pretreatment and post-treatments.”
Pelapisan logam dapat dikatakan telah bertransformasi pada
beberapa decade dari yang utamanya merupakan sebuah kerajinan

empiris, menjadi sebuah teknologi kunci, berdasarkan pada prinsip ilmu
pengetahuan. Metode coating telah dikembangkan secara sistematis
dalam hal komposisi dan sifat dari lapisan yang diperlukan. Parameter
proses yang spesifik seperti seperti laju deposisi, efisiensi deposisi dan
daya pelemparan pada setiap elektrolit telah secara istimewa
dikembangkan untuk menemukan spesifikasi yang disyaratkan. Pada
cara ini, dapat diketahui deposit baik logam murni atau lapisan paduan
dari kompisisi yang sebenarnya. Sifat dari lapisan logam seringkali
berbeda dari logam atau paduan besar-besaran yang sesuai. Alasan dari
ini semua terdapat pada struktur microscopic atau sub-mikroskopik dari
lapisan logam. Jadi, nilai kekerasan mikro Vicker adalah salah satu cara
paling sederhana untuk mendemonstrasikan perbedaan tersebut. Dari
table berikut ini akan jelas bahwa logam electrodeposit adalah secara
seragam lebih keras dari pada pembandingnya yang disiapkan dengan
metode metallurgi.
Tabel : Perbandingan Kekerasan Vicker pada proses berbeda
Tabel : lapisan pelindung dan coating yang terbentuk oleh pelapisan
logam

Pelapisan logam seperti yang telah didefinisikan diatas, juga termasuk
formasi dari selaput konversi. Selaput komposit dengan sebuah matrix
logam dan inklusi non-logam (juga dikenal dengan selaput disperse)
adalah temuan aplikasi yang berkembang. Ketika deposisi selektif
berguna, sebagai contoh, untuk memperbaiki kecacatan dan selaput yang
using, demikian memungkinkan untuk mendaur ulang komponen. Part
dengan topografi bentuk dan permukaan yang kompleks dapat
dimanufaktur dengan electroforming.
BAB 2
ALAT DAN OBJEK KERJA
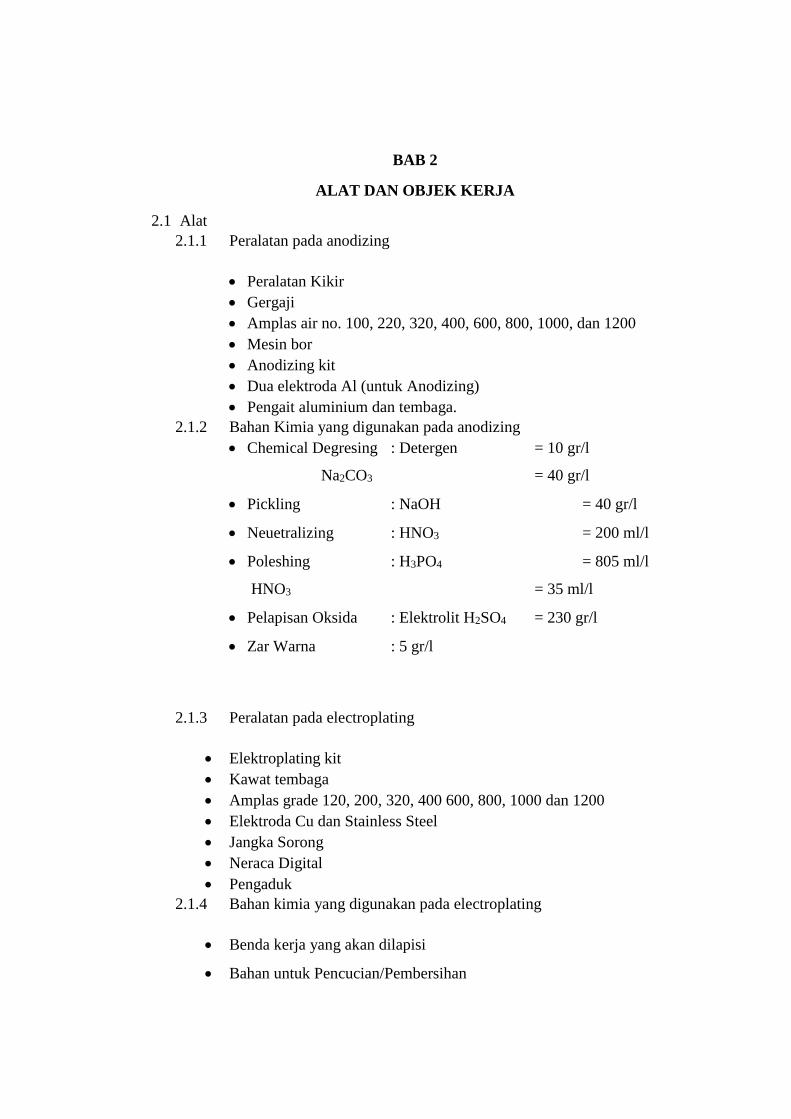
2.1 Alat
2.1.1 Peralatan pada anodizing
Peralatan Kikir
Gergaji
Amplas air no. 100, 220, 320, 400, 600, 800, 1000, dan 1200
Mesin bor
Anodizing kit
Dua elektroda Al (untuk Anodizing)
Pengait aluminium dan tembaga.
2.1.2 Bahan Kimia yang digunakan pada anodizing
Chemical Degresing : Detergen = 10 gr/l
Na2CO3 = 40 gr/l
Pickling : NaOH = 40 gr/l
Neuetralizing : HNO3 = 200 ml/l
Poleshing : H3PO4 = 805 ml/l
HNO3 = 35 ml/l
Pelapisan Oksida : Elektrolit H2SO4 = 230 gr/l
Zar Warna : 5 gr/l
2.1.3 Peralatan pada electroplating
Elektroplating kit
Kawat tembaga
Amplas grade 120, 200, 320, 400 600, 800, 1000 dan 1200
Elektroda Cu dan Stainless Steel
Jangka Sorong
Neraca Digital
Pengaduk
2.1.4 Bahan kimia yang digunakan pada electroplating
Benda kerja yang akan dilapisi
Bahan untuk Pencucian/Pembersihan
1. Chemcal Degreasing : NaOH = 30 gr/l
2. Elektro Degreasing : NaOH = 25 gr/l
Na2CO3 = 15 gr/l
3. Pickling : H2SO4 = 150 ml/l
Bahan untuk elektrolit:
1. Bahan untuk elektrolit tembaga I yaitu elektrolit tembaga sianit
yang terdiri dari:
a. KCN = 75 gr/l
b. CuSO45H2O = 100 gr/l
c. Na2CO310H2O= 40 gr/l
2. Bahan untuk elektrolit tembaga II yaitu elektrolit asam tembaga
yang terdiri dari:
a. CuSO4 = 220 gr/l
b. H2SO4 = 65 ml/l
c. NaCl = 0,15 gr/l
2.2 Objek Kerja
Pelat aluminium tipis dimensi 3 mm x 60 mm x 60 mm. (Anodizing)
Pelat aja ST 37 tipis dimensi 3 mm x 67 mm x 28 mm.
(Elektroplating)
BAB 3
PRAKTIKUM
3.1 Prosedur/urutan kerja
3.1.1 Urutan Kerja anodizing
a. Proses Persiapan
i. Bentuk benda kerja sesuai dengan instruksi pembimbing
ii. Benda kerja dibersihkan dan dihaluskan dengan amplas
(urutan grade amplas dari yang kasar)
iii. Cuci dengan air yang mengalir
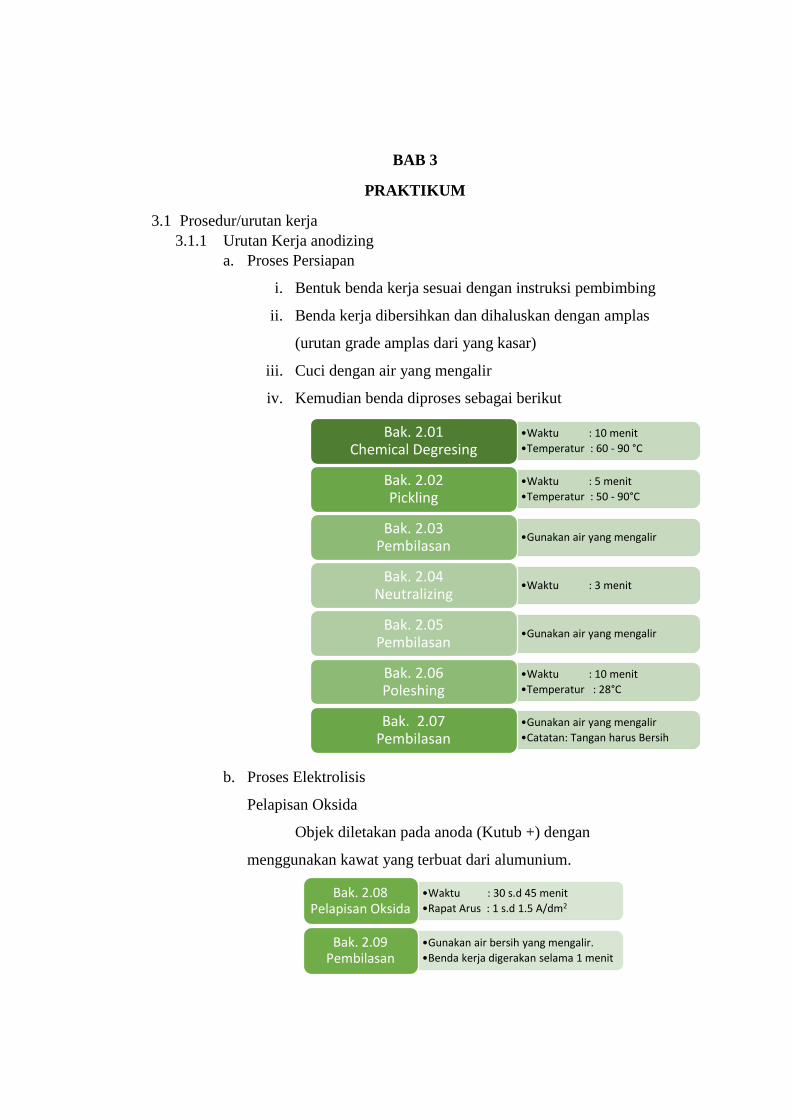
iv. Kemudian benda diproses sebagai berikut
b. Proses Elektrolisis
Pelapisan Oksida
Objek diletakan pada anoda (Kutub +) dengan
menggunakan kawat yang terbuat dari alumunium.
•Waktu : 10 menit
•Temperatur : 60 - 90 °C
Bak. 2.01Chemical Degresing
•Waktu : 5 menit
•Temperatur : 50 - 90°C
Bak. 2.02Pickling
•Gunakan air yang mengalirBak. 2.03
Pembilasan
•Waktu : 3 menitBak. 2.04
Neutralizing
•Gunakan air yang mengalirBak. 2.05
Pembilasan
•Waktu : 10 menit
•Temperatur : 28°C
Bak. 2.06Poleshing
•Gunakan air yang mengalir
•Catatan: Tangan harus Bersih
Bak. 2.07Pembilasan
•Waktu : 30 s.d 45 menit
•Rapat Arus : 1 s.d 1.5 A/dm2
Bak. 2.08Pelapisan Oksida
•Gunakan air bersih yang mengalir.
•Benda kerja digerakan selama 1 menitBak. 2.09
Pembilasan
c. Proses Pewarnaan
i. Masukan objek kedalam larutan zat warna yang sudah
disediakan
ii. Gerakan objek beberapa kali selama 1 – 5 menit
(tergantung pada intentitas warna yang saudara kehendaki)
iii. Bilas dengan air yang mengalir
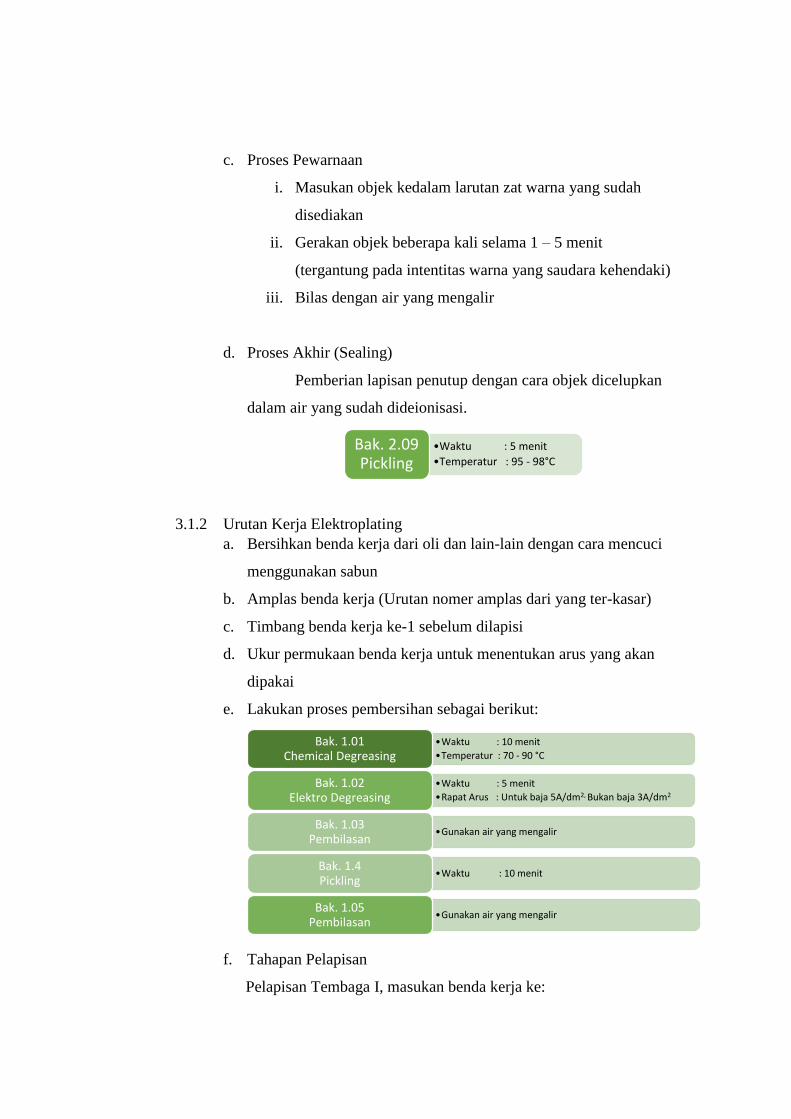
d. Proses Akhir (Sealing)
Pemberian lapisan penutup dengan cara objek dicelupkan
dalam air yang sudah dideionisasi.
3.1.2 Urutan Kerja Elektroplating
a. Bersihkan benda kerja dari oli dan lain-lain dengan cara mencuci
menggunakan sabun
b. Amplas benda kerja (Urutan nomer amplas dari yang ter-kasar)
c. Timbang benda kerja ke-1 sebelum dilapisi
d. Ukur permukaan benda kerja untuk menentukan arus yang akan
dipakai
e. Lakukan proses pembersihan sebagai berikut:
f. Tahapan Pelapisan
Pelapisan Tembaga I, masukan benda kerja ke:
•Waktu : 5 menit
•Temperatur : 95 - 98°C
Bak. 2.09Pickling
•Waktu : 10 menit
•Temperatur : 70 - 90 °C
Bak. 1.01Chemical Degreasing
•Waktu : 5 menit
•Rapat Arus : Untuk baja 5A/dm2, Bukan baja 3A/dm2
Bak. 1.02Elektro Degreasing
•Gunakan air yang mengalirBak. 1.03
Pembilasan
•Waktu : 10 menitBak. 1.4Pickling
•Gunakan air yang mengalirBak. 1.05
Pembilasan
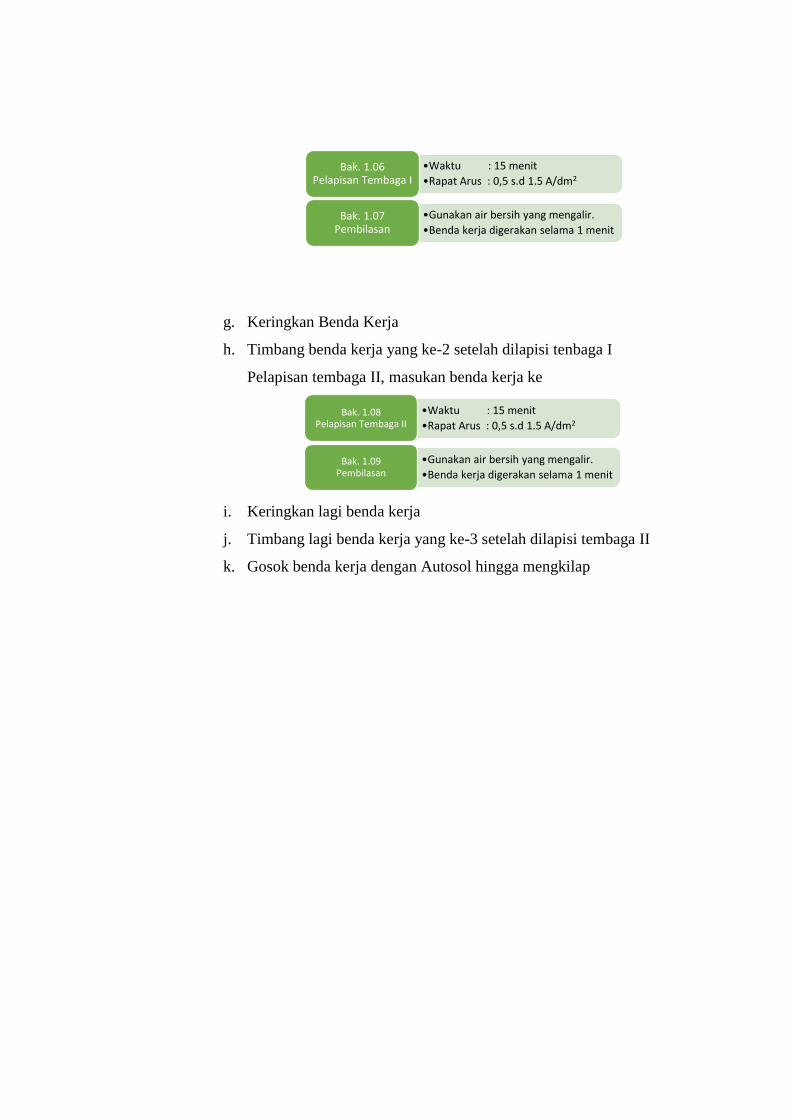
g. Keringkan Benda Kerja
h. Timbang benda kerja yang ke-2 setelah dilapisi tenbaga I
Pelapisan tembaga II, masukan benda kerja ke
i. Keringkan lagi benda kerja
j. Timbang lagi benda kerja yang ke-3 setelah dilapisi tembaga II
k. Gosok benda kerja dengan Autosol hingga mengkilap
•Waktu : 15 menit
•Rapat Arus : 0,5 s.d 1.5 A/dm2
Bak. 1.06Pelapisan Tembaga I
•Gunakan air bersih yang mengalir.
•Benda kerja digerakan selama 1 menitBak. 1.07
Pembilasan
•Waktu : 15 menit
•Rapat Arus : 0,5 s.d 1.5 A/dm2
Bak. 1.08Pelapisan Tembaga II
•Gunakan air bersih yang mengalir.
•Benda kerja digerakan selama 1 menitBak. 1.09
Pembilasan
BAB 4
LEMBAR DATA
4.1 Lembar data percobaan anodizing
LEMBAR DATA PERCOBAAN ANODIZING
Judul Percobaan : Proses Anodizing
Hari/Tgl. Percobaan : Selasa, 16 Desember 2014
Pembimbing : Vika Rizkia ST. MT.
Nama Praktikan/Semester : Muhamad Rizky Firdaus/5
Tujuan Percobaan :
1. Mempertebal lapisan oksida pada permukaan
logam
2. Memperkeras permukaan logam
3. Menghasilkan warna-warna indah pada benda-
benda yang terbuat dari alumunium
4. Membuat logam menjadi tahan terhadap
korosi
4.1.1 Data Pengamatan Benda Kerja
a. Gambar Benda Kerja
b. Hitung Luas Permukaan Benda Kerja
Luas Area Permukaan = 1540 mm2
Dua luas Permukaan = 1540 mm2 x 2 = 3080 mm2 = 0.3080 dm2
c. Hitung Arus yang akan dipergunakan untuk praktek
I = Luas Permukaan x 1.5 [ampere/dm2]
= 0.3080 dm2 x 1,5 [ampere/dm2] = 0.462 ampere
Catatan: dalam pengeerjaan proses anodizing dilakukan 3
orang sehingga arus yang di-set ditambahkan dengan arus partner
kerja.
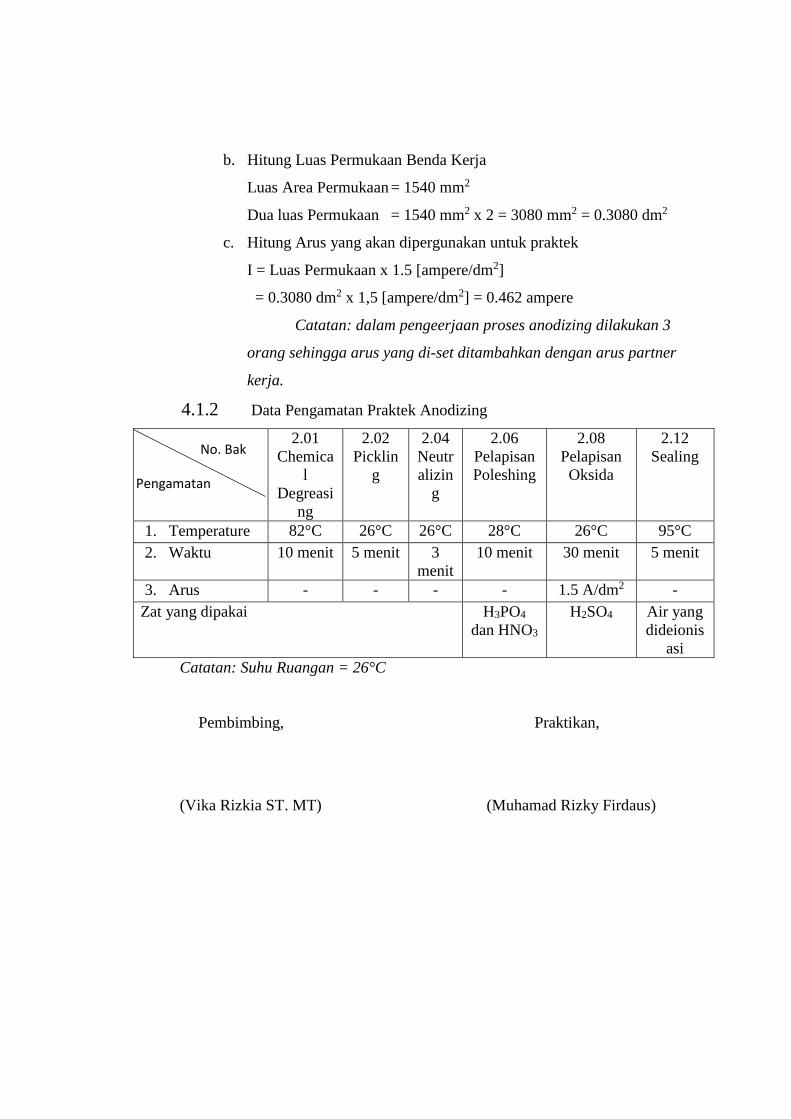
4.1.2 Data Pengamatan Praktek Anodizing
2.01
Chemica
l
Degreasi
ng
2.02
Picklin
g
2.04
Neutr
alizin
g
2.06
Pelapisan
Poleshing
2.08
Pelapisan
Oksida
2.12
Sealing
1. Temperature 82°C 26°C 26°C 28°C 26°C 95°C
2. Waktu 10 menit 5 menit 3
menit
10 menit 30 menit 5 menit
3. Arus - - - - 1.5 A/dm2 -
Zat yang dipakai H3PO4
dan HNO3
H2SO4 Air yang
dideionis
asi
Catatan: Suhu Ruangan = 26°C
Pembimbing, Praktikan,
(Vika Rizkia ST. MT) (Muhamad Rizky Firdaus)
Pengamatan
No. Bak
4.2 Lembar data percobaan electroplating
LEMBAR DATA PERCOBAAN ELEKTROPLATING
Judul Percobaan : Proses Elektroplating
Hari/Tgl. Percobaan : Selasa, 16 Desember 2014
Pembimbing : Vika Rizkia ST. MT.
Nama Praktikan/Semester : Muhamad Rizky Firdaus/5
Tujuan Percobaan :
1. Melindungi logam yang mudah berkarat dengan
logam yang lebih tahan korosi
2. Memperkeras permukaan logam
3. Memperbaiki penampilan logam yang akan
akan dilapisi
4.2.1 Data Pengamatan Benda Kerja
a. Gambar Benda Kerja

b. Hitung Luas Permukaan Benda Kerja
Luas Area Permukaan = 1921.57mm2
Dua luas Permukaan = 1921.57mm2 x 2 = 3843.14 mm2 =
0.384314 dm2
c. Hitung Arus yang akan dipergunakan untuk praktek
Arus pada bak 1.02 = 1.5 x Luas permukaan
= 1.5 x 0.384314
= 0.57647 A
Arus pada bak 1.06 = 1,5 x Luas permukaan
= 1.5 x 0.384314
= 0.57647 A
Arus pada bak 1.08 = 3 x Luas permukaan
= 3 x 0.384314
= 1.15293 A
Catatan : dalam proses elektroplating ini setiap proses dilakukan oleh 2 orang
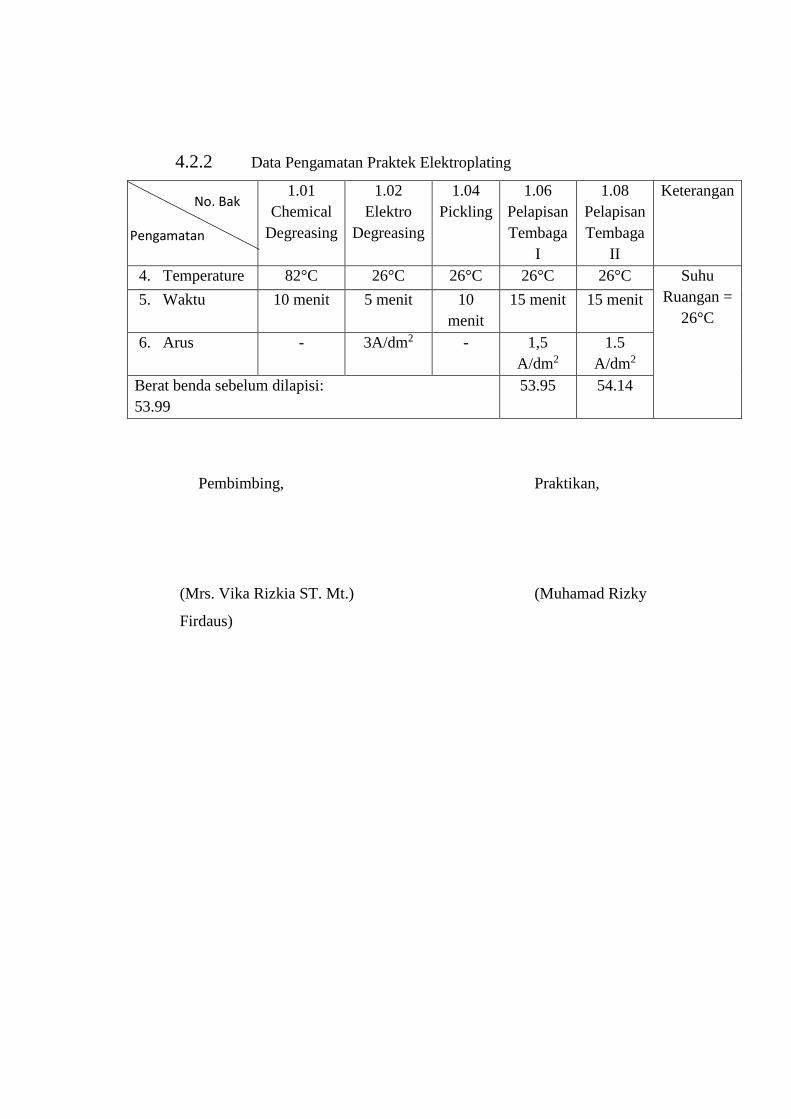
4.2.2 Data Pengamatan Praktek Elektroplating
1.01
Chemical
Degreasing
1.02
Elektro
Degreasing
1.04
Pickling
1.06
Pelapisan
Tembaga
I
1.08
Pelapisan
Tembaga
II
Keterangan
4. Temperature 82°C 26°C 26°C 26°C 26°C Suhu
Ruangan =
26°C
5. Waktu 10 menit 5 menit 10
menit
15 menit 15 menit
6. Arus - 3A/dm2 - 1,5
A/dm2
1.5
A/dm2
Berat benda sebelum dilapisi:
53.99
53.95 54.14
Pembimbing, Praktikan,
(Mrs. Vika Rizkia ST. Mt.) (Muhamad Rizky
Firdaus)
No. Bak
Pengamatan
BAB 5
KESIMPULAN DAN SARAN
5.1 Kesimpulan
5.1.1 Kesimpulan Proses Anodizing
Keberhasilan proses anodizing ditandai dengan menempelnya pewarna ketika
tahap sealing pada proses anodizing, apabila zat warna tidak menempel sama
sekali dan logam warnanya kembali ke semula (warna aluminium) maka
dinyatakan proses anodizing gagal. Umumnya kegagalan sering terjadi akibat
pengait yang digunakan pada proses masih goyang dan tidak erat.
5.1.2 Kesimpulan Proses Elektroplating
Keberhasilan proses electroplating ditandai apabila benda setelah diproses
tidak mengalami hangus. Hangus disebabkan kesalahan perhitungan dalam
menentukan ampere yang dibutuhkan sehingga ampere yang digunakan terlalu
besar. Benda kerja yang hangus memiliki permukaan yang tidak bagus.
5.2 Saran
Pada masing-masing proses sangat dibutuhkan ketelitian dan konsentrasi pada
setiap tahapnya, ketika salah satu tahap tidak dikerjakan dengan konsentrasi
dan ketelitian penuh, maka akan menambah resiko kegagalan yang
menyebabkan harus mengulangi kembali pada proses pengamplasan pada
benda kerja.
BAB 6
DAFTAR PUSTAKA
Kanani, Nasser. 2004. Electroplating – Basic Principles, Processes and Practice.
Great Britain : Elsevier Ltd.
Roberge, Pierre R. 2008. Corrosion Engineering – Principles and Practice. USA :
The McGraw – Hill Companies, Inc.
Wikipedia. (2014). Anodizing. http://en.wikipedia.org/wiki/Anodizing, 22
Desember 2014.
Wikipedia. (2014). Electroplating. http://en.wikipedia.org/wiki/Electroplating, 22
Desember 2014.




























