Embed Size (px)
Citation preview
4
Universitas Kristen Petra
2. DASAR TEORI
2.1. Proses Desain
Desain merupakan suatu proses perencanaan sebuah produk, struktur,
sistem, atau komponen. Proses desain yaitu mengubah sebuah gagasan
menjadi sebuah rancangan. Gagasan muncul berdasarkan realita atau
kebutuhan yang ada di lapangan.
Suatu desain digunakan untuk menggambarkan sesuatu yang belum pernah
ada menjadi sesuatu yang nyata. Desain biasanya berasal dari permintaan
konsumen atau sesuatu yang baru. Sebuah desain harus memuaskan
konsumen dalam pemenuhan kebutuhan.
Desain adalah suatu proses, dilakukan dalam suatu tahapan sampai
membentuk gambaran desain yang utuh. Pengembangan sebuah produk yang
baik harus melewati suatu proses yang baik pula.
2.1.1. Identifikasi Kebutuhan Konsumen
Masalah dalam desain yaitu untuk menerjemahkan apa yang
diinginkan oleh konsumen menjadi suatu desain. Perlu diketahui pertama
kali siapa konsumen kita dan memahami permintaan konsumen. Biasanya
hal ini dapat dilakukan melalui survey maupun metodologi yang lain.
2.1.2. Spesifikasi Teknis
Setelah mengetahui kebutuhan konsumen, langkah selanjutnya yaitu
menyesuaikan data teknis yang sesuai. Kebutuhan konsumen biasanya
dibahasakan dalam bahasa konsumen. Karena itu diperlukan pengetahuan
konsumen akan sebuah produk. Karena itu spesifikasi teknis harus benar –
benar jelas. Spesifikasi produk harus menunjukkan sesuatu yang jelas dan
tidak ambigu untuk mendapatkan kepuasan konsumen.
Proses dalam menyusun target spesifikasi mengikuti 4 langkah
dibawah ini :
Mempersiapkan list dari matriks
5
Universitas Kristen Petra
Mengumpulkan informasi dari merek dagang lain
Menentukan target angka yang ideal dan secara margin bisa
diterima
Merefleksikan dari hasil dan prosesnya.
2.1.3. Pembuatan Konsep
Pembuatan konsep adalah lanjutan dari pengembangan produk.
Pembuatan konsep relatif tidak mahal dan dapat diselesaikan relatif cepat
dibandingkan sisa pengembangan proses. Pembuatan konsep diawali
dengan menetapkan kebutuhan konsumen dan spesifikasi target dan
dihasilkan dalam sebuah set konsep produk dimana tim akan membuat
seleksi akhir.
Ada 4 langkah dalam pembuatan konsep, antara lain :
1) Klarifikasi masalah
2) Pemahaman secara internal maupun eksternal
3) Mengeksplor secara sistematik
4) Merefleksikan solusi dan prosesnya.
2.1.4. Pemilihan Konsep
Dalam pembuatan konsep biasanya terdapat beberapa konsep. Dari
beberapa konsep yang tercipta harus diseleksi lagi dan dipilih suatu konsep
yang benar – benar memenuhi syarat dalam memenuhi kebutuhan
konsumen.
2.1.5. Pengembangan Produk
Proses ini merupakan suatu proses membuat suatu produk menjadi
nyata berdasarkan konsep yang dipilih. Biasanya dalam proses ini harus
ditemtukan semacam material, komponen, tahap manufaktur dan
penyelesaian akhir.
6
Universitas Kristen Petra
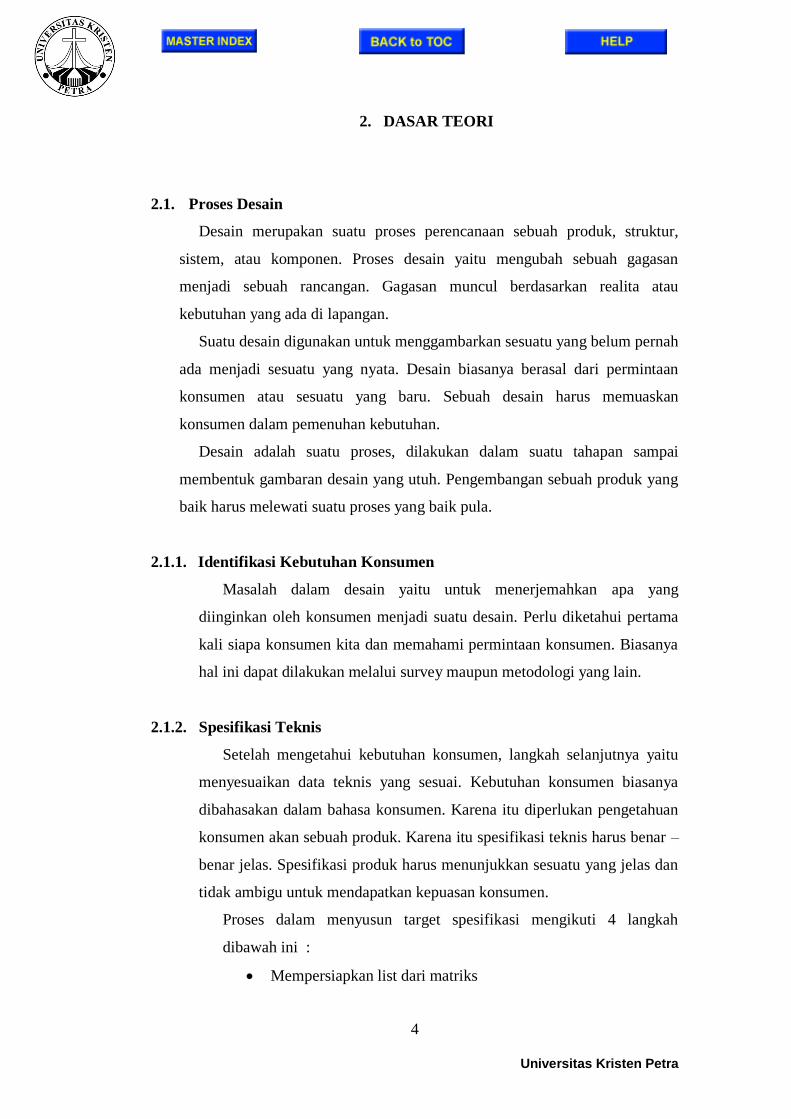
2.2.Tegangan
Hukum Newton pertama tentang aksi dan reaksi, bila sebuah balok terletak
di atas lantai, balok akan memberikan aksi pada lantai, demikian pula
sebaliknya lantai akan memberikan reaksi yang sama, sehingga benda dalam
keadaan setimbang. Gaya aksi sepusat (F) dan gaya reaksi (F”) dari bawah
akan bekerja pada setiap penampang balok tersebut. Jika kita ambil
penampang A-A dari balok, gaya sepusat (F) yang arahnya ke bawah, dan di
bawah penampang bekerja gaya reaksinya (F”) yang arahnya ke atas.
Pada bidang penampang tersebut, molekul-molekul di atas dan di bawah
bidang penampang A-A saling tekan menekan, maka setiap satuan luas
penampang menerima beban sebesar: F/A
Gambar 2.1. Tegangan pada sebuah benda
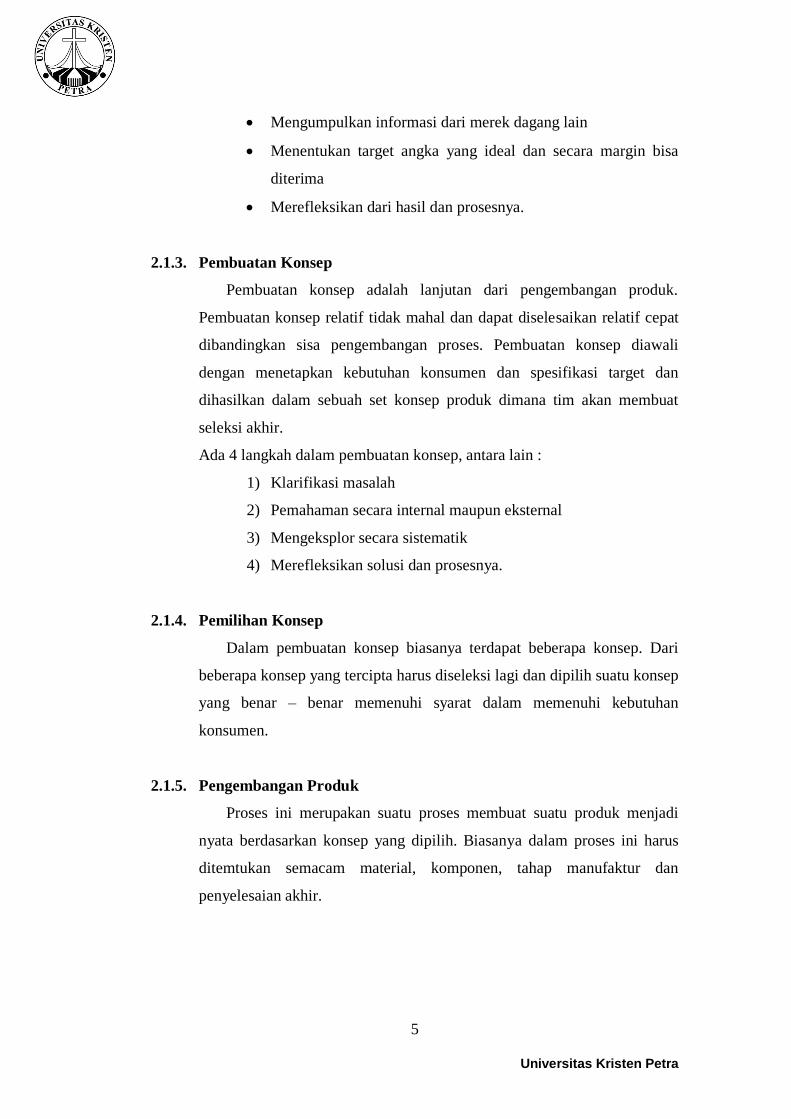
2.2.1. Tegangan Normal
Tegangan normal terjadi accubat adanya reaksi yang diberikan pada
benda. Jika gaya dalam diukur dalam N, sedangkan luas penampang dalam
m2, maka satuan tegangan adalah N/m2 atau dyne/cm2.
Gambar 2.2. Tegangan Normal
7
Universitas Kristen Petra
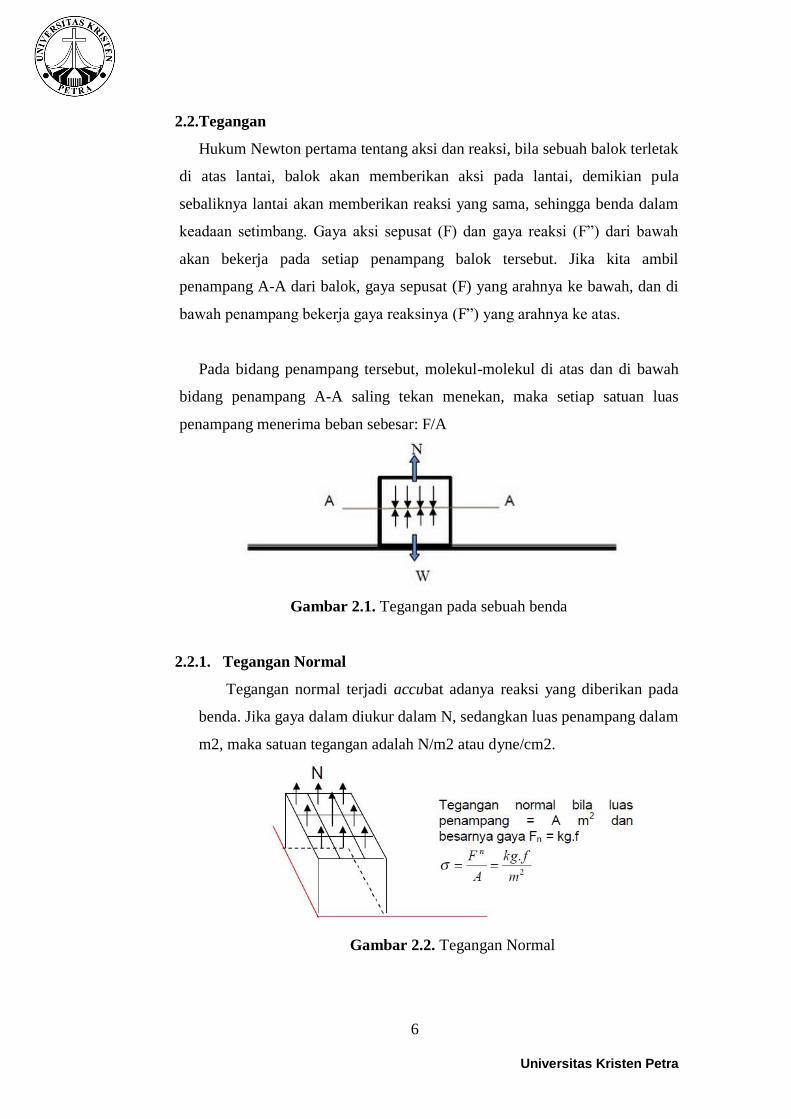
2.2.2. Tegangan Tarik
Tegangan tarik pada umumnya terjadi pada rantai, tali, paku keling,
dan lain-lain. Rantai yang diberi beban W akan mengalami tegangan
tarik yang besarnya tergantung pada beratnya.
Dimana :
F : gaya tarik ( N )
A : luas penampang ( m2 )
Gambar 2.3. Tegangan tarik
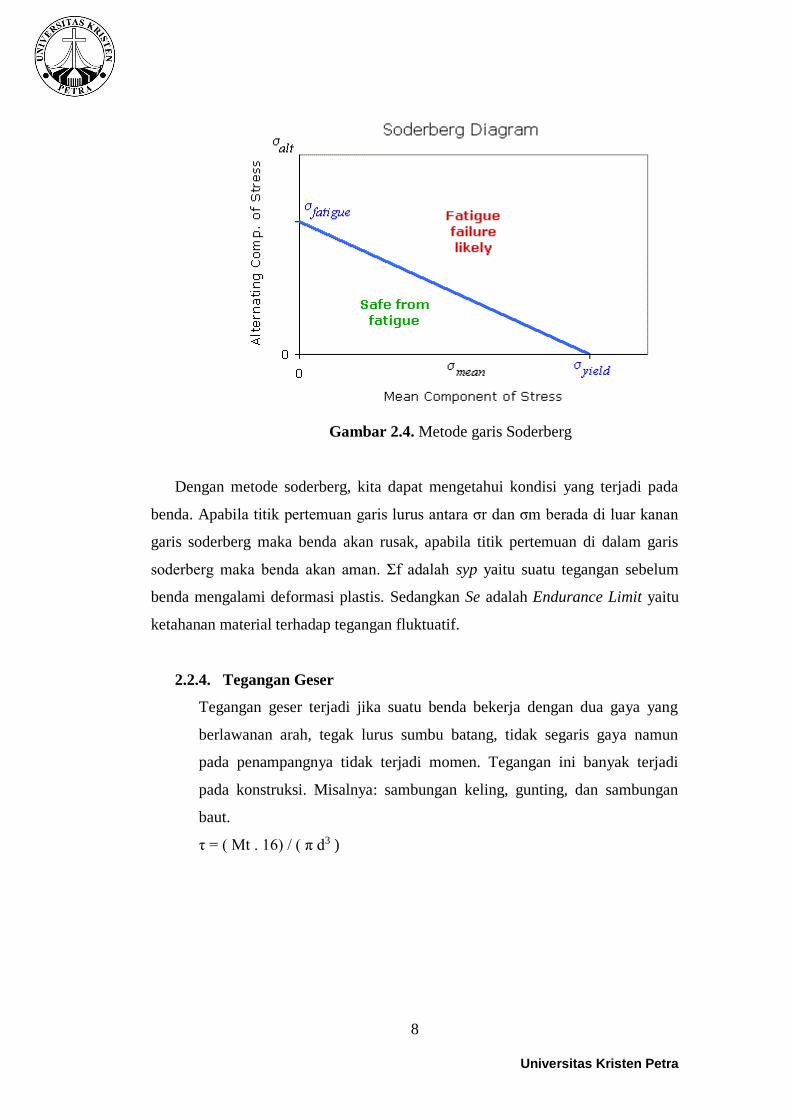
2.2.3. Tegangan Bolak – Balik ( Fluktuatif )
Beban yang berfluktuatif akan lebih mudah merusak elemen mesin dibanding
dengan beban statis. Untuk menyelesaikan permasalahan pada beban berfluktuatif
biasanya menggunakan metode Soderberg.
σm = 0.5 x ( σmax + σmin )
σr = 0.5 x ( σmax - σmin )
σr = tegangan amplitudo
8
Universitas Kristen Petra
Gambar 2.4. Metode garis Soderberg
Dengan metode soderberg, kita dapat mengetahui kondisi yang terjadi pada
benda. Apabila titik pertemuan garis lurus antara σr dan σm berada di luar kanan
garis soderberg maka benda akan rusak, apabila titik pertemuan di dalam garis
soderberg maka benda akan aman. Σf adalah syp yaitu suatu tegangan sebelum
benda mengalami deformasi plastis. Sedangkan Se adalah Endurance Limit yaitu
ketahanan material terhadap tegangan fluktuatif.
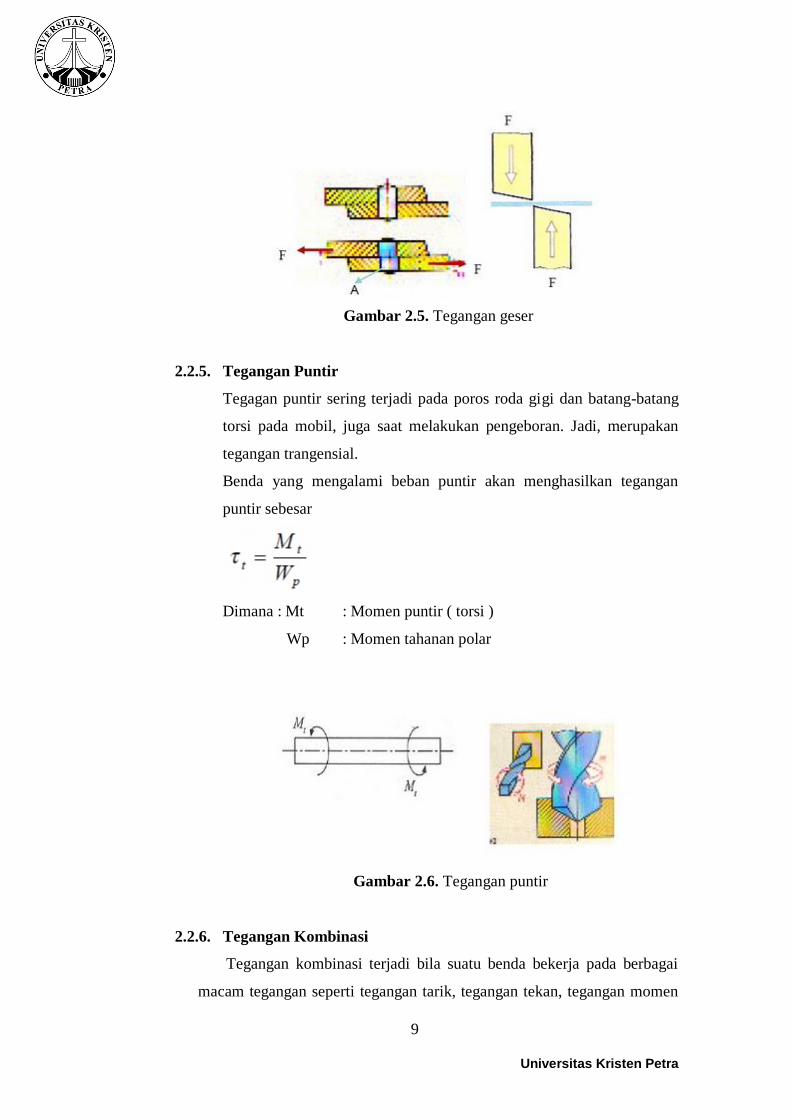
2.2.4. Tegangan Geser
Tegangan geser terjadi jika suatu benda bekerja dengan dua gaya yang
berlawanan arah, tegak lurus sumbu batang, tidak segaris gaya namun
pada penampangnya tidak terjadi momen. Tegangan ini banyak terjadi
pada konstruksi. Misalnya: sambungan keling, gunting, dan sambungan
baut.
τ = ( Mt . 16) / ( π d3 )
9
Universitas Kristen Petra
Gambar 2.5. Tegangan geser
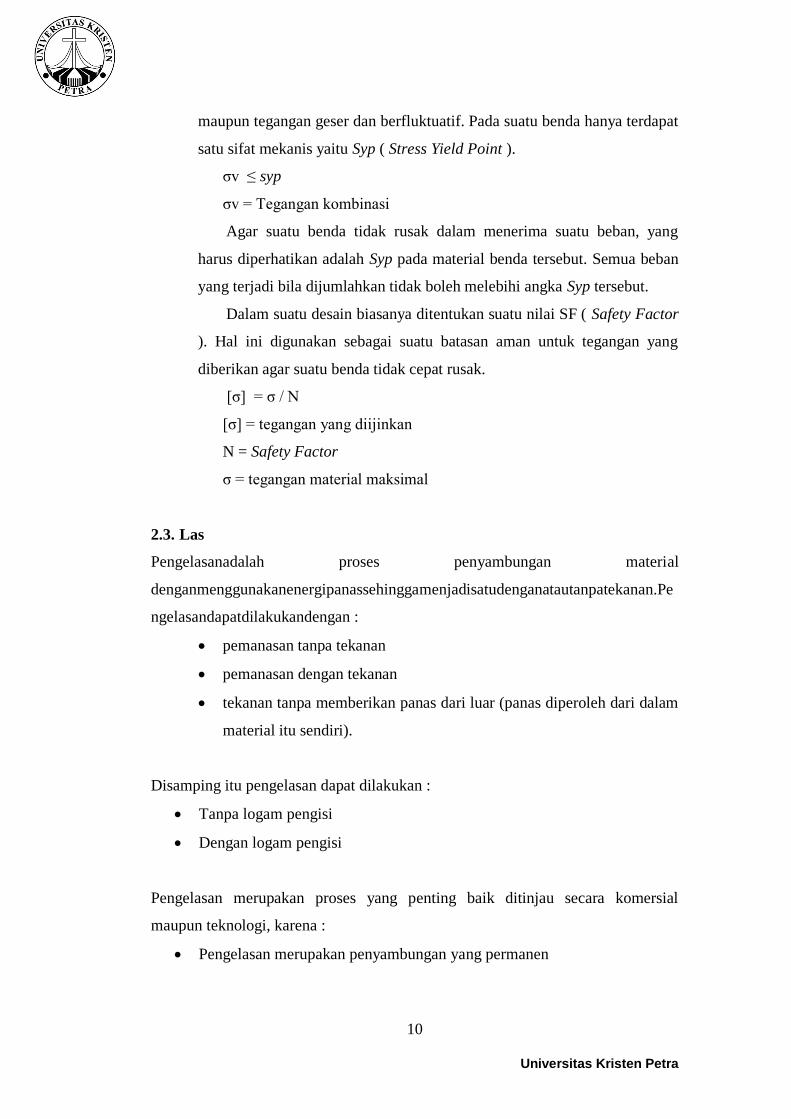
2.2.5. Tegangan Puntir
Tegagan puntir sering terjadi pada poros roda gigi dan batang-batang
torsi pada mobil, juga saat melakukan pengeboran. Jadi, merupakan
tegangan trangensial.
Benda yang mengalami beban puntir akan menghasilkan tegangan
puntir sebesar
Dimana : Mt : Momen puntir ( torsi )
Wp : Momen tahanan polar
Gambar 2.6. Tegangan puntir
2.2.6. Tegangan Kombinasi
Tegangan kombinasi terjadi bila suatu benda bekerja pada berbagai
macam tegangan seperti tegangan tarik, tegangan tekan, tegangan momen
10
Universitas Kristen Petra
maupun tegangan geser dan berfluktuatif. Pada suatu benda hanya terdapat
satu sifat mekanis yaitu Syp ( Stress Yield Point ).
σv ≤ syp
σv = Tegangan kombinasi
Agar suatu benda tidak rusak dalam menerima suatu beban, yang
harus diperhatikan adalah Syp pada material benda tersebut. Semua beban
yang terjadi bila dijumlahkan tidak boleh melebihi angka Syp tersebut.
Dalam suatu desain biasanya ditentukan suatu nilai SF ( Safety Factor
). Hal ini digunakan sebagai suatu batasan aman untuk tegangan yang
diberikan agar suatu benda tidak cepat rusak.
[σ] = σ / N
[σ] = tegangan yang diijinkan
N = Safety Factor
σ = tegangan material maksimal
2.3. Las
Pengelasanadalah proses penyambungan material
denganmenggunakanenergipanassehinggamenjadisatudenganatautanpatekanan.Pe
ngelasandapatdilakukandengan :
pemanasan tanpa tekanan
pemanasan dengan tekanan
tekanan tanpa memberikan panas dari luar (panas diperoleh dari dalam
material itu sendiri).
Disamping itu pengelasan dapat dilakukan :
Tanpa logam pengisi
Dengan logam pengisi
Pengelasan merupakan proses yang penting baik ditinjau secara komersial
maupun teknologi, karena :
Pengelasan merupakan penyambungan yang permanen
11
Universitas Kristen Petra
Sambungan las dapat lebih kuat daripada logam induknya bila
menggunakan logam pengisi yang memiliki kekuatan lebih besar dari pada
logam induknya
Pengelasan merupakan cara yang paling ekonomis dari segi penggunaan
material dan biaya fabrikasi. Metode peraccutan mekanik yang lain
memerlukan pekerjaan tambahan seperti pengencang sambungan (rivet
dan baut)
Pengelasan dapat dilakukan dalam pabrik atau dilapangan.
Walupun demikian pengelasan juga memiliki keterbatasan dan kekurangan :
Mayoritas operasi pengelasan dilakukan secara manual dengan upah
tenaga kerja yang mahal
Kebanyakan proses pengelasan berbahaya karena menggunakan energi
yang besar
Pengelasan merupakan sambungan permanen sehingga raccutannya tidak
dapat dilepas. Jadi metode pengelasan tidak cocok digunakan untuk
produk yang memerlukan pelepasan raccutan (misalnya untuk perbaikan
atau perawatan)
Sambungan las dapat menimbulkan bahaya accubat adanya cacat yang
sulit dideteksi. Cacat ini dapat mengurangi kekuatan sambungannya.
Proses Pengelasan
Pengelasan dapat dibagi menjadi dua kelompok utama, yaitu :
pengelasan lebur (fusion welding),
pengelasan padat (solid-state welding).
2.3.1. Pengelasanlebur
Proses pengelasanleburmenggunakanpanasuntukmencairkanlogaminduk,
beberapaoperasimenggunakanlogampengisidan yang lain tanpalogampengisi.
Pengelasanleburdapatdikelompokkansebagaiberikut :
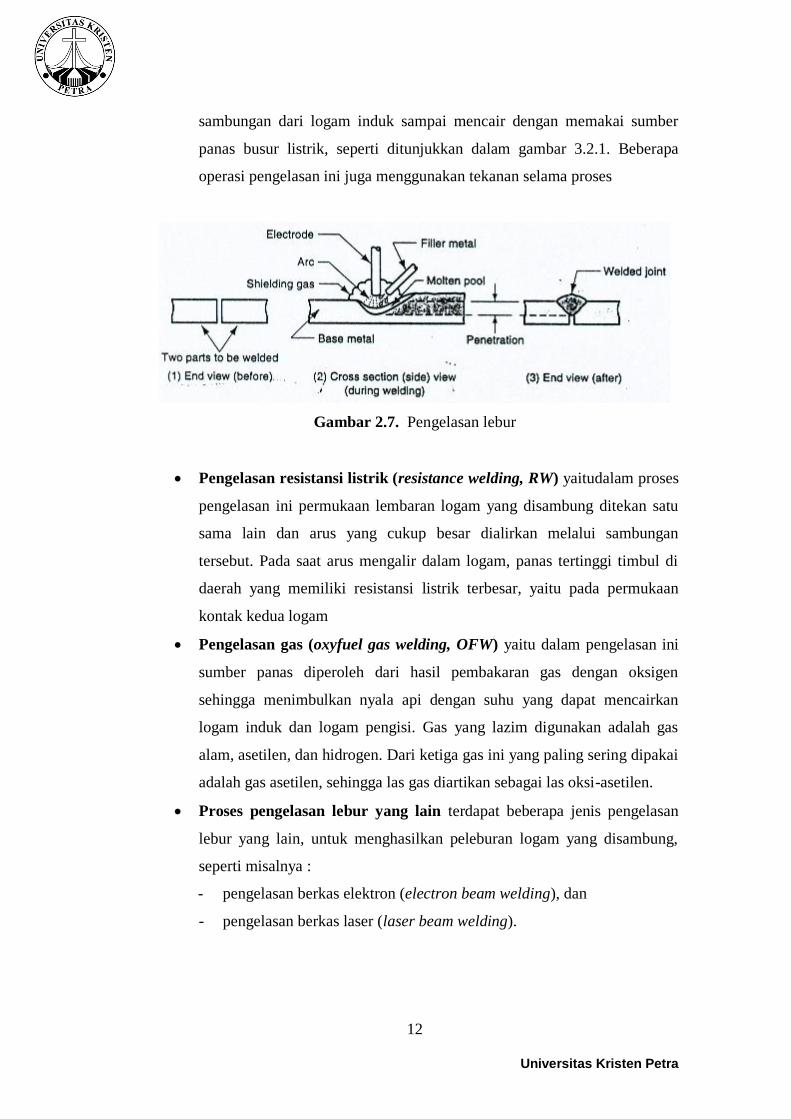
Pengelasan busur (arc welding, AW); dalam proses pengelasan ini
penyambungan dilakukan dengan memanaskan logam pengisi dan bagian
12
Universitas Kristen Petra
sambungan dari logam induk sampai mencair dengan memakai sumber
panas busur listrik, seperti ditunjukkan dalam gambar 3.2.1. Beberapa
operasi pengelasan ini juga menggunakan tekanan selama proses
Gambar 2.7. Pengelasan lebur
Pengelasan resistansi listrik (resistance welding, RW) yaitudalam proses
pengelasan ini permukaan lembaran logam yang disambung ditekan satu
sama lain dan arus yang cukup besar dialirkan melalui sambungan
tersebut. Pada saat arus mengalir dalam logam, panas tertinggi timbul di
daerah yang memiliki resistansi listrik terbesar, yaitu pada permukaan
kontak kedua logam
Pengelasan gas (oxyfuel gas welding, OFW) yaitu dalam pengelasan ini
sumber panas diperoleh dari hasil pembakaran gas dengan oksigen
sehingga menimbulkan nyala api dengan suhu yang dapat mencairkan
logam induk dan logam pengisi. Gas yang lazim digunakan adalah gas
alam, asetilen, dan hidrogen. Dari ketiga gas ini yang paling sering dipakai
adalah gas asetilen, sehingga las gas diartikan sebagai las oksi-asetilen.
Proses pengelasan lebur yang lain terdapat beberapa jenis pengelasan
lebur yang lain, untuk menghasilkan peleburan logam yang disambung,
seperti misalnya :
- pengelasan berkas elektron (electron beam welding), dan
- pengelasan berkas laser (laser beam welding).
13
Universitas Kristen Petra
2.3.2. Pengelasanpadat
Dalampengelasanpadat proses penyambunganlogamdihasilkandengan :
tekanan tanpa memberikan panas dari luar, atau
tekanan dan memberikan panas dari luar.
Bila digunakan panas, maka temperatur dalam proses di bawah titik lebur logam
yang dilas, sehingga logam tersebut tidak mengalami peleburan dan tetap dalam
keadaan padat. Dalam pengelasan ini tidak digunakan logam pengisi. Pengelasan
padat dapat dikelompokkan sebagai berikut :
- Pengelasan difusi (diffusion welding, DFW) dua pemukaan logam yang akan
disambung disatukan, kemudian dipanaskan dengan temperatur mendekati
titik lebur logam sehingga permukaan yang akan disambung menjadi plastis
dan dengan memberi tekanan tertentu maka terbentuk sambungan logam;
- Pengelasan gesek (friction welding, FW) penyambungan terjadi accubat
panas yang ditimbulkan oleh gesekan antara dua bagian logam yang
disambung. Ke dua bagian logam yang akan disambung disatukan dibawah
pengaruh tekanan aksial, kemudian salah satu diputar sehingga pada
permukaan kontak akan timbul panas (mendekati titik cair logam), maka
setelah putaran dihentikan akan terbentuk sambungan logam.
- Pengelasan ultrasonik (ultrasonic welding, UW) dilakukan dengan
menggunakan tekanan tertentu antara dua bagian logam yang akan disambung,
kemudian diberi getaran osilasi dengan frekuensi ultrasonik dalam arah yang
sejajar dengan permukaan kontak. Gaya getar tersebut akan melepas lapisan
tipis permukaan kontak sehingga dihasilkan ikatan atomik antara ke dua
permukaan tersebut.
2.3.3. PenggunaanPengelasan
Proses pengelasan secara komersial banyak digunakan dalam operasi sebagai
berikut :
- konstruksi (misalnya, bangunan dan jembatan),
- pemipaan, tabung bertekanan, boiler, dan tangki penyimpanan,
- bangunan kapal,
- pesawat terbang dan pesawat luar angkasa,
- automotif dan rel kereta.

14
Universitas Kristen Petra
Catatan : operasi pengelasan memerlukan tenaga kerja yang terlatih dengan
ketrampilan yang tinggi.
2.3.4. Sambungan Las
Sambunganlasadalahpertemuanduatepiataupermukaanbenda yang
disambungdengan proses pengelasan.
Terdapatlimajenissambungan yang
biasadigunakanuntukmenyatukanduabagianbendalogam,
sepertidapatdilihatdalamgambar3.2.2.1
Gambar2.8. Lima jenissambungan yang biasadigunakandalam proses pengelasan
(a) Sambungan tumpu (butt joint) yaitu kedua bagian benda yang akan
disambung diletakkan pada bidang datar yang sama dan disambung pada
kedua ujungnya;
(b) Sambungan sudut (corner joint) yaitu kedua bagian benda yang akan
disambung membentuk sudut siku-siku dan disambung pada ujung sudut
tersebut;
(c) Sambungan tumpang (lap joint) yaitu bagian benda yang akan disambung
saling menumpang (overlapping) satu sama lainnya;
(d) Sambungan T (tee joint) yaitu satu bagian diletakkan tegak lurus pada bagian
yang lain dan membentuk huruf T yang terbalik;
(e) Sambungan tekuk (edge joint) yaitu sisi-sisi yang ditekuk dari ke dua bagian
yang akan disambung sejajar, dan sambungan dibuat pada kedua ujung bagian
tekukan yang sejajar tersebut.
15
Universitas Kristen Petra
2.3.5. Jenislas-an
Setiapjenissambungan yang disebutkan di atasdapatdibuatdenganpengelasan.
Proses penyambungan yang laindapatjugadigunakan,
tetapipengelasanmerupakanmetodepenyambungan yang paling universal.
Berdasarkangeometrinya, las-an dapatdikelompokkansebagaiberikut :
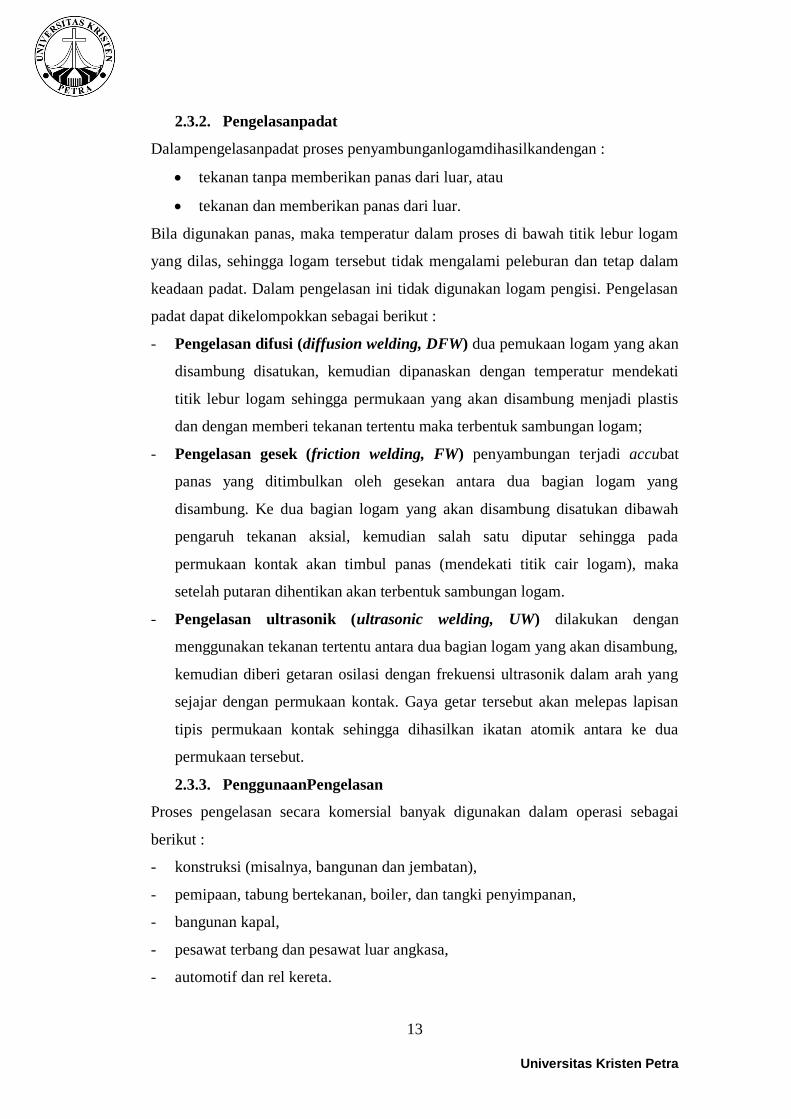
Las-an jalur (fillet weld) : digunakan untuk mengisi tepi pelat pada
sambungan sudut, sambungan tumpang, dan sambungan T dalam gambar
3.2.2.2. Logam pengisi digunakan untuk menyambung sisi melintang
bagian yang membentuk segitiga siku-siku
Gambar 2.9. Beberapa bentuk las jalur
Las-an alur (groove welds); ujung bagian yang akan disambung dibuat
alur dalam bentuk persegi, serong (bevel), V, U, dan J pada sisi tunggal
atau ganda, seperti dapat dilihat dalam gambar 3.2.2.3. Logam pengisi
digunakan untuk mengisi sambungan, yang biasanya dilakukan dengan
pengelasan busur dan pengelasan gas;
Gambar 2.10 Beberapa bentuk las-an alur
16
Universitas Kristen Petra
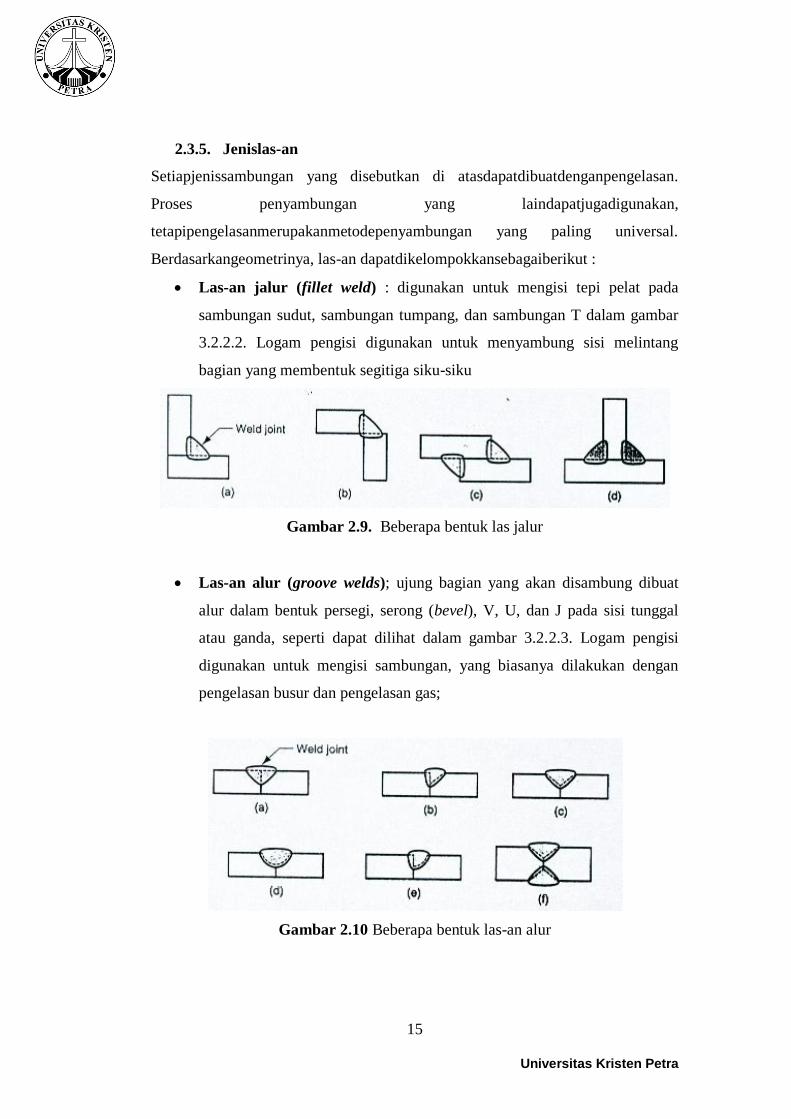
Las-an sumbat dan las-an slot (plug and slot welds); digunakan untuk
menyambung pelat datar seperti dapat dilihat dalam gambar 3.2.2.4,
dengan membuat satu lubang atau lebih atau slot pada bagian pelat yang
diletakkan paling atas, dan kemudian mengisi lubang tersebut dengan
logam pengisi sehingga kedua bagian pelat melumer menjadi satu;
Gambar 2.11 (a) Las-an sumbat dan (b) las-an slot
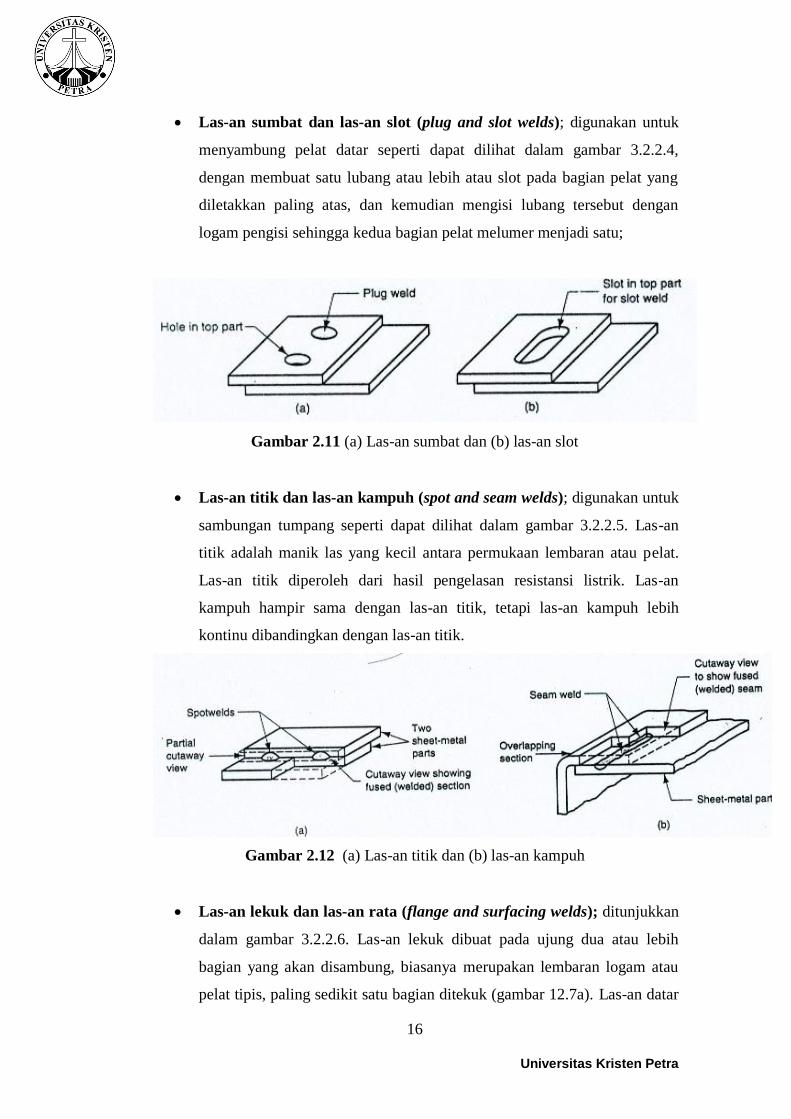
Las-an titik dan las-an kampuh (spot and seam welds); digunakan untuk
sambungan tumpang seperti dapat dilihat dalam gambar 3.2.2.5. Las-an
titik adalah manik las yang kecil antara permukaan lembaran atau pelat.
Las-an titik diperoleh dari hasil pengelasan resistansi listrik. Las-an
kampuh hampir sama dengan las-an titik, tetapi las-an kampuh lebih
kontinu dibandingkan dengan las-an titik.
Gambar 2.12 (a) Las-an titik dan (b) las-an kampuh
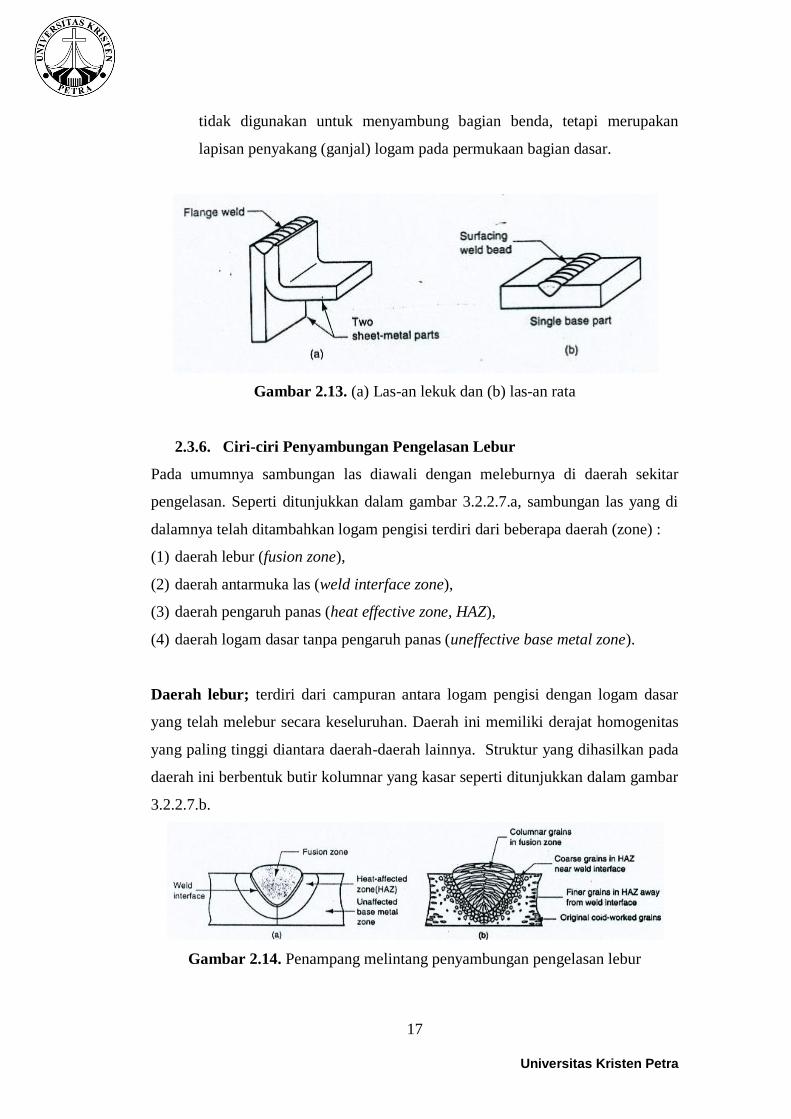
Las-an lekuk dan las-an rata (flange and surfacing welds); ditunjukkan
dalam gambar 3.2.2.6. Las-an lekuk dibuat pada ujung dua atau lebih
bagian yang akan disambung, biasanya merupakan lembaran logam atau
pelat tipis, paling sedikit satu bagian ditekuk (gambar 12.7a). Las-an datar
17
Universitas Kristen Petra
tidak digunakan untuk menyambung bagian benda, tetapi merupakan
lapisan penyakang (ganjal) logam pada permukaan bagian dasar.
Gambar 2.13. (a) Las-an lekuk dan (b) las-an rata
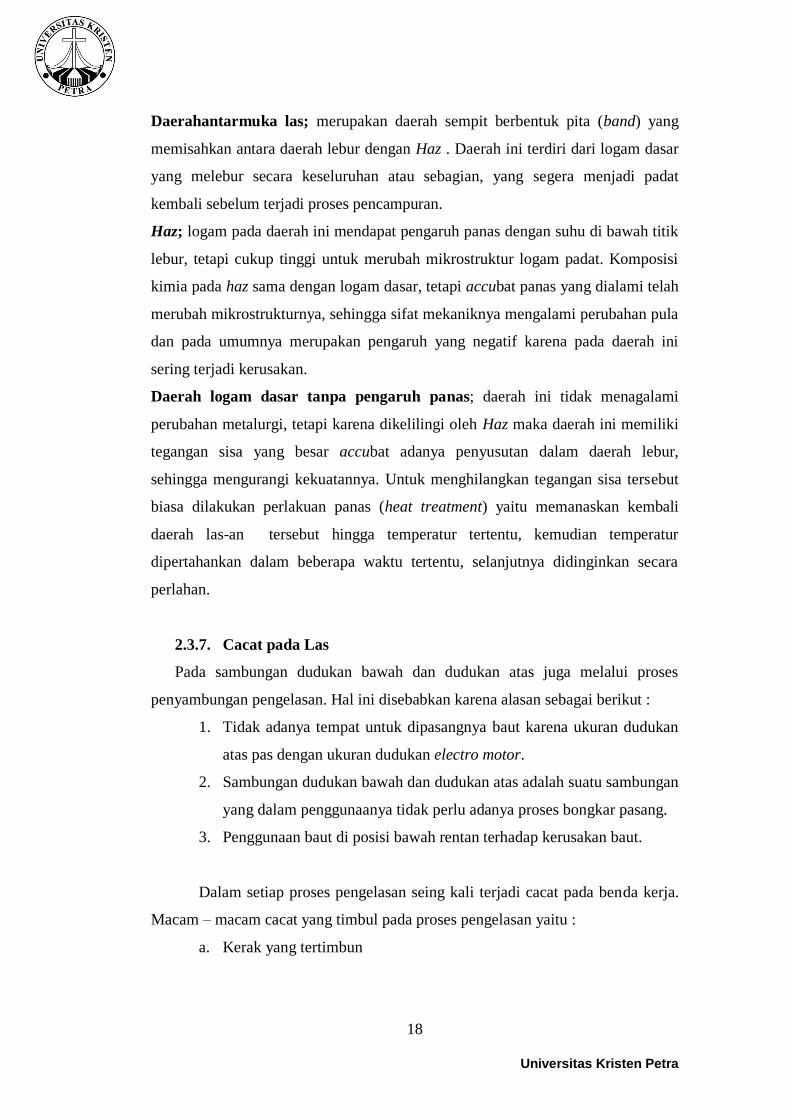
2.3.6. Ciri-ciri Penyambungan Pengelasan Lebur
Pada umumnya sambungan las diawali dengan meleburnya di daerah sekitar
pengelasan. Seperti ditunjukkan dalam gambar 3.2.2.7.a, sambungan las yang di
dalamnya telah ditambahkan logam pengisi terdiri dari beberapa daerah (zone) :
(1) daerah lebur (fusion zone),
(2) daerah antarmuka las (weld interface zone),
(3) daerah pengaruh panas (heat effective zone, HAZ),
(4) daerah logam dasar tanpa pengaruh panas (uneffective base metal zone).
Daerah lebur; terdiri dari campuran antara logam pengisi dengan logam dasar
yang telah melebur secara keseluruhan. Daerah ini memiliki derajat homogenitas
yang paling tinggi diantara daerah-daerah lainnya. Struktur yang dihasilkan pada
daerah ini berbentuk butir kolumnar yang kasar seperti ditunjukkan dalam gambar
3.2.2.7.b.
Gambar 2.14. Penampang melintang penyambungan pengelasan lebur
18
Universitas Kristen Petra
Daerahantarmuka las; merupakan daerah sempit berbentuk pita (band) yang
memisahkan antara daerah lebur dengan Haz . Daerah ini terdiri dari logam dasar
yang melebur secara keseluruhan atau sebagian, yang segera menjadi padat
kembali sebelum terjadi proses pencampuran.
Haz; logam pada daerah ini mendapat pengaruh panas dengan suhu di bawah titik
lebur, tetapi cukup tinggi untuk merubah mikrostruktur logam padat. Komposisi
kimia pada haz sama dengan logam dasar, tetapi accubat panas yang dialami telah
merubah mikrostrukturnya, sehingga sifat mekaniknya mengalami perubahan pula
dan pada umumnya merupakan pengaruh yang negatif karena pada daerah ini
sering terjadi kerusakan.
Daerah logam dasar tanpa pengaruh panas; daerah ini tidak menagalami
perubahan metalurgi, tetapi karena dikelilingi oleh Haz maka daerah ini memiliki
tegangan sisa yang besar accubat adanya penyusutan dalam daerah lebur,
sehingga mengurangi kekuatannya. Untuk menghilangkan tegangan sisa tersebut
biasa dilakukan perlakuan panas (heat treatment) yaitu memanaskan kembali
daerah las-an tersebut hingga temperatur tertentu, kemudian temperatur
dipertahankan dalam beberapa waktu tertentu, selanjutnya didinginkan secara
perlahan.
2.3.7. Cacat pada Las
Pada sambungan dudukan bawah dan dudukan atas juga melalui proses
penyambungan pengelasan. Hal ini disebabkan karena alasan sebagai berikut :
1. Tidak adanya tempat untuk dipasangnya baut karena ukuran dudukan
atas pas dengan ukuran dudukan electro motor.
2. Sambungan dudukan bawah dan dudukan atas adalah suatu sambungan
yang dalam penggunaanya tidak perlu adanya proses bongkar pasang.
3. Penggunaan baut di posisi bawah rentan terhadap kerusakan baut.
Dalam setiap proses pengelasan seing kali terjadi cacat pada benda kerja.
Macam – macam cacat yang timbul pada proses pengelasan yaitu :
a. Kerak yang tertimbun
19
Universitas Kristen Petra
Cacat seperti ini diicegah dengan cara setiap lapisan harus benar – bear
bersih, ayunan elektroda jangan terlalu lebar dan kecepatan pengelasan
harus kontinyu.
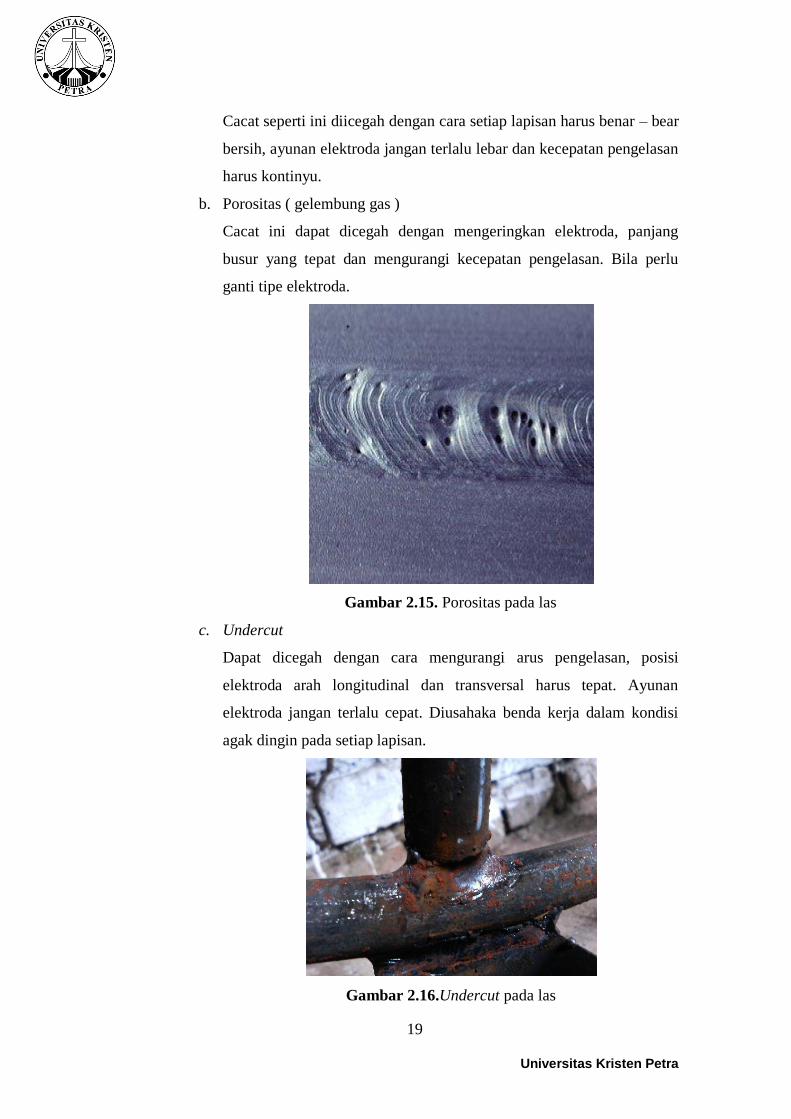
b. Porositas ( gelembung gas )
Cacat ini dapat dicegah dengan mengeringkan elektroda, panjang
busur yang tepat dan mengurangi kecepatan pengelasan. Bila perlu
ganti tipe elektroda.
Gambar 2.15. Porositas pada las
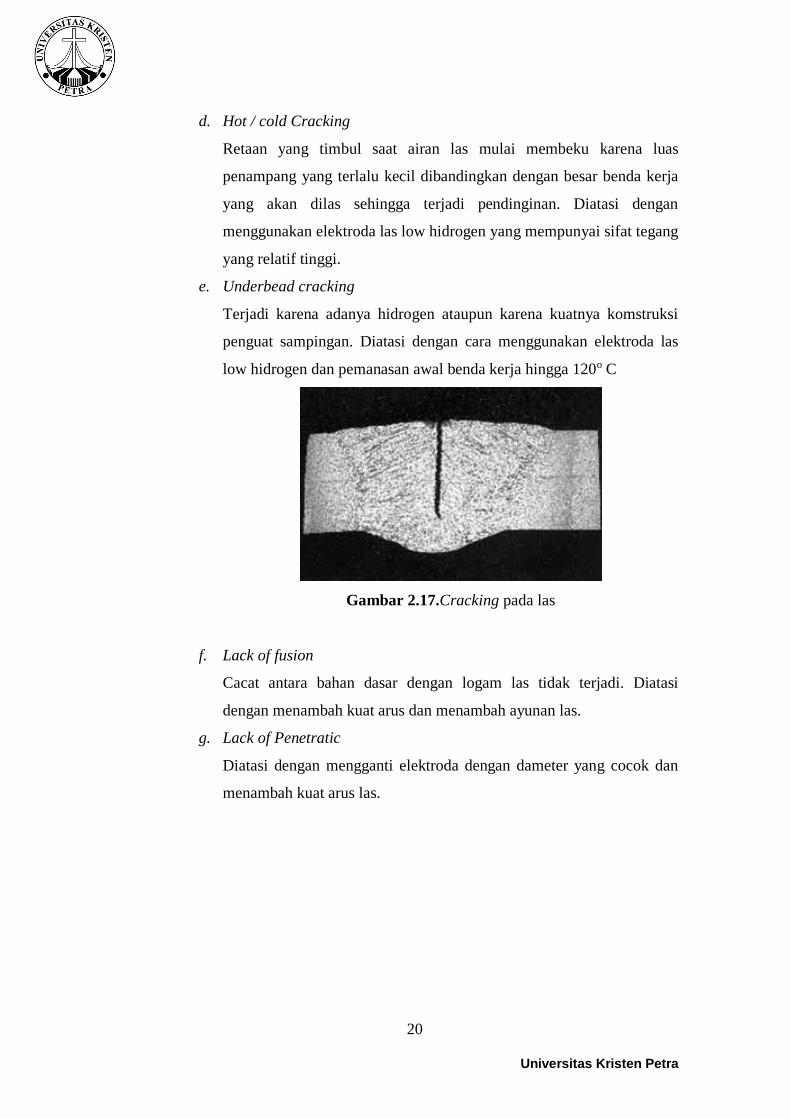
c. Undercut
Dapat dicegah dengan cara mengurangi arus pengelasan, posisi
elektroda arah longitudinal dan transversal harus tepat. Ayunan
elektroda jangan terlalu cepat. Diusahaka benda kerja dalam kondisi
agak dingin pada setiap lapisan.
Gambar 2.16.Undercut pada las
20
Universitas Kristen Petra
d. Hot / cold Cracking
Retaan yang timbul saat airan las mulai membeku karena luas
penampang yang terlalu kecil dibandingkan dengan besar benda kerja
yang akan dilas sehingga terjadi pendinginan. Diatasi dengan
menggunakan elektroda las low hidrogen yang mempunyai sifat tegang
yang relatif tinggi.
e. Underbead cracking
Terjadi karena adanya hidrogen ataupun karena kuatnya komstruksi
penguat sampingan. Diatasi dengan cara menggunakan elektroda las
low hidrogen dan pemanasan awal benda kerja hingga 120o C
Gambar 2.17.Cracking pada las
f. Lack of fusion
Cacat antara bahan dasar dengan logam las tidak terjadi. Diatasi
dengan menambah kuat arus dan menambah ayunan las.
g. Lack of Penetratic
Diatasi dengan mengganti elektroda dengan dameter yang cocok dan
menambah kuat arus las.

21
Universitas Kristen Petra
Gambar 2.18 Lack pada las
h. Wearnig fault
Timbunan las yang berlebihan diatasi dengan menjaga kontinuitas
kecepatan pengelasan.
2.4. SOLIDWORKS
Solidworks merupakan suatu program yang digunakan untuk mendesain
suatu objek / benda. Pengoperasian Solidworks pada dasarnya mencakup
beberapa hal. Pertama, Sketcher basic adalah dasar pembuatan sketch dan
konsep parametrik, geometri, dan constraint serta penggunaan garis
konstruksi (garis bantu). Kedua, Part Design adalah dasar pembuatan model
Solid 3D dengan basis metode extrude dan revolve serta fitur tambahan lain
seperti fillet, chamfer, hole, pattern, mirror, draft, dan shell. Ketiga, Assembly
Design adalah membuat model 3D dalam bentuk susunan (assembly),
penambahan komponen, pengaturan posisi komponen dengan constraint ,
analisis interferensi, inertia, center of gravity, bill of material. Keempat,
Genertive Drafting adalah membuat gambar 2D dari model 3D yang meliputi:
Pengelolaan pandangan (Front View, projection, section view, detail,
clipping, breakout)
Pemberian dimensi dan toleransi
Pemberian simbol dan tolerans

22
Universitas Kristen Petra
2.5.ANSYS
Ansys merupakan sebuah program komputer yang komprehensif tentang
metode elemen hingga, yang berisi 100.000 baris kode. ANSYS dapat
digunakan untuk perhitungan tegangan dan regangan. Metode ini dapat
digunakan untuk suatu struktur elastik kontinu yang dibagi – bagi menjadi
beberapa struktur yang disebut elemen. Kemudian dengan menggunakan
matriks, defleksi dari setiap titik (node) akan dihubungkan dengan properti
geometrik pembebanan, properti material, dan sebagainya. Analisa elemen
hingga dilakukan dengan menggunakan software ANSYS. ANSYS memiliki 2
program, yakni level dasar yaitu level basic dan level processor. Dalam
ANSYS ada 3 processor yang sering digunakan yaitu prepocesssor (PREP7),
processor (SOLUTION), dan general postprocessor( POSTI) yang selaras
dengan metode elemen hingga.





























