Embed Size (px)
DESCRIPTION
The pipe sprayer consists of two air motors. One drives the body around the central axis and the second drives the cup. The cup motor is set at an angle into the body, thus as the cup revolves and body rotates a wobble motion is set up generating a spray pattern inside the pipe. This wobble- head action produces a reciprocating fan pattern which enables coating to reach the back edges formed by pit etc., in corroded pipes. This avoids having to go through the pipe in two directions allowing one coat application.
Citation preview

1 AGMEC Tel: +44 (0) 113 2760760 Fax: +44 (0) 113 2718750 Email. [email protected]
Operation and Maintenance
Manual
AGMEC A
Division of Corrocoat Corrosioneering
MPS (Mini Pipe Sprayer)
Contact: Tel. +44 113 2 760 760 Fax. +44 113 2 718 750
Email. [email protected]
Technical Services 02/01/2013
4” (100mm) NB To 12” (300mm) NB Pipe

2 AGMEC Tel: +44 (0) 113 2760760 Fax: +44 (0) 113 2718750 Email. [email protected]
Mini Pipe Sprayer Operations and Maintenance manual
Index
Page Principle of wobble action pipe sprayer 3 Setting Up The Equipment For Spraying 4 & 5 Calculation of winch speed & Flow 6 & 7 Disassembly of pipe sprayer 8, 9, 10 & 11 Assembly Instructions 12 Technical data and maintenance 13 & 14 Pipe sprayer carriage 15

3 AGMEC Tel: +44 (0) 113 2760760 Fax: +44 (0) 113 2718750 Email. [email protected]
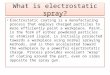
24°
Ø10
0
FAN ANGLE
COATING
180 DEG.TURN DIRECTION
OF PIPESPRAYER
Principle of Wobble Action Pipe Sprayer The pipe sprayer consists of 2 air motors. One drives the body around the central axis and the second drives the cup. The cup motor is set at an angle into the body, thus as the cup revolves and body rotates a wobble motion is set up generating a spray pattern inside the pipe, as shown below. This wob-ble-head action produces a reciprocating fan pattern which enables coating to reach the back edges formed by pit etc., in corrod-ed pipe. This avoids having to go through the pipe in two directions allowing one coat application. Coating passes down the coating tube and is atomized by centrifugal force produced by the cup and thrown on to the internal wall of the pipe. In a pipe near to the cup, the fan spread is reduced to almost zero and this not only results in heavy spiralling, it exacerbates it. To overcome this slots are put into the cup to give a diffused overlap pattern. However, this diffusion reduces impact of the coating at the pipe wall. As the cup edge goes further away from the pipe wall it is preferable to have a non-slotted cup/diffused pattern (standard cup) to give velocity and better impact at the surface to aid flow into the blast profile and ensure good adhesion. The slotted cup should not therefore be used in pipes of greater than 200mm diameter.
In order to create an even thickness of coating inside the pipe the unit must be pulled through at an even and controlled speed. The winch must be used at all times when spraying.
Corroded Pipe wall
Pit
Reciprocating fan patternproduced by wobble-head

4 AGMEC Tel: +44 (0) 113 2760760 Fax: +44 (0) 113 2718750 Email. [email protected]
Mini Pipe Sprayer Setting Up The Equipment For Spraying
To adjust the carriage to suit the pipe bore slacken the locking ring screws and slide the floating down the carriage. There should be enough compres-sion on the carriage spring to take up any slight change in bore size. Care must be taken when adjusting the carriage that fingers are not trapped as a sudden collapse of the carriage could cause injury. Attach coating line, air supply lines and chain to pipe sprayer ensuring that connections are properly secured. Then attach the coating line to the pump and air lines to the air supply unit. Do not attempt to start the pipe sprayer at this juncture. Except where there is insufficient space or it is totally impractical, entry and exit spools fitted to the pipe being coated, are a requirement. This is particu-larly important at the exit end, where it is difficult to extract the sprayer manu-ally and retain good and even coating of the pipe. It may also be injurious to health if the correct procedures are not understood. These spools are for both ease of operation and safety of the operator and other personnel. Take NOTE! Do not ignore. Position the winch in a suitable location to give a straight pull through the pipe. The winch can be off-set, the chain can then be centralized using a suitable jockey wheel. Whenever possible the winch should be situated ap-proximately 1.5M from the end of the exit spool.
RECOMMENDEDEXIT SPOOL
PIPE
CUP MOTOR & BODY MOTORSUPPLY LINES
COATING LINE
CHAIN
WINCH
CHAIN BOX
1.5M
DROP LEG

5 AGMEC Tel: +44 (0) 113 2760760 Fax: +44 (0) 113 2718750 Email. [email protected]
Mini Pipe Sprayer Setting Up The Equipment For Spraying
The winch should be mounted by bolting or clamping to a secure and firm surface, bearing in mind the pulling loads required. Ample clear-ance must be given to provide free fall of the chain. The pipe sprayer should be pushed or pulled through the work-piece using a suitable line or push rods and chain connected to the winch. The drop leg should be adjusted to prevent the chain from sagging dur-ing a run. The winch guard should be installed. It should be borne in mind that when operating the winch, fingers and items of loose clothing should be kept well clear of the entry to the winch. Before operating the equipment suitable protective clothing, gog-gles and face mask should be worn. Coating exits the rotating cup at high velocity and injury can be caused where this is directed to the skin. Care should be taken to ensure that coating does not exit the rotating cup without the unit in an entry spool or other suitable guard. This applies as aforementioned at the exit as well.
When cleaning or setting up the flow rate it will be necessary to remove the cup. The cup puller must be used to remove the cup at all times.

6 AGMEC Tel: +44 (0) 113 2760760 Fax: +44 (0) 113 2718750 Email. [email protected]
Mini Pipe Sprayer Winch speed settings
During this operation the operator must be wearing goggles, face mask and suitable clothing as initially until air is purged from the coating line, splutter will occur. It should be noted that delivery rates should not be checked until this splutter has ceased.
CoatingFlow Rate
Ltr/min.
Pipe Diameter in mm
0.5
0.75
1.00
100
7.0
10.4
13.9
4.6
7.0
9.3
3.5
5.2
7.0
2.8
4.2
5.6
2.3
3.5
4.6
150 200 250 300
Win
ch
Sp
ee
d in
Ft/
min
.The linear speed of the pipe sprayer will be dependant upon the amount of coating fed into the unit for a given pipe diameter. It is therefore possible to have a low line-ar speed with a low coating flow rate, or high linear speed with a high coating flow rate. To obtain spiral free coating it may be necessary to operate at slow linear speeds.
This table is based on a coating thick-ness of 0.75mm. Set the pump output to one of the three flow rates shown, then read off the winch speed according to pipe diameter.
With the cup removed, pump the coating to the pipe sprayer at suitable steady flow rate. Measure the amount of coating delivered over a one minute period in litres, Then using the formula below the theoretical winch speed can be calculated, adjust the flow rate and or winch speed to achieve the correct thickness.
FLOW (Ltr/min) x 1000
INSIDE DIAMETER OF PIPE (mm) X 3.142 X COATING THICKNESS (mm)= WINCH SPEED (Ft/min.)X 3.28
If your parameters are outside the table then the calculation below can be used to find the theoretical winch speed.
CoatingFlow Rate
Ltr/min.
Pipe Diameter in mm
Win
ch S
pe
ed
in
Ft/m
in.
This table is to be used to record actual readings taken. Note which type of coating was used.

7 AGMEC Tel: +44 (0) 113 2760760 Fax: +44 (0) 113 2718750 Email. [email protected]
Mini Pipe Sprayer Calculation of Winch Speed/Flow
It should be borne in mind that this procedure is an approximation of what will be required to achieve a given wet film thickness. To Obtain an approximate dry film thickness the wet film thickness should be divided by 1.23. This figure will vary substantially dependent upon blast profile, surface and cure conditions. Once the unit has been set up, start the pipe sprayer air motors and let them run up to speed. WARNING: Keep hands well away from the cup and body when rotating. The pipe sprayer must only be run up inside the entry spool piece or suitable alternative. Ensure that the guard is over the winch pulleys before commencing operation. Start the pump and winch at the same time. Once complete check the coating thickness and adjust the material flow or winch speed as necessary to achieve the desired thickness. If several coats are being applied it is possible for under or over thickness to be corrected on subsequent layers. Where accurate thickness is necessary on the first layer, then it is suggested that the equipment be set up in a short length of dummy pipe. As the pipe sprayer is due to exit the pipe the coating feed pump , winch and air motors should be turned off in that order. However, where the exit spool is not used it will be necessary to guide the unit out of the pipe before turning the unit off. A pipe spool should be used wherever possible. Extreme care should be taken to ensure that hands are kept well clear of the winch chain entry points and that the pump is turned off immediately the unit exits the pipe. This will necessitate 2 operators with the correct safety equipment.

8 AGMEC Tel: +44 (0) 113 2760760 Fax: +44 (0) 113 2718750 Email. [email protected]
Disassembling Mini Pipe Sprayer
Cup Cup
Motor Body Body Motor
Motor Plate Nut
Coating Tube
General view showing location of air motors, gears, bearings and seals. The following pages show the detailed instructions to disassemble the unit.

9 AGMEC Tel: +44 (0) 113 2760760 Fax: +44 (0) 113 2718750 Email. [email protected]
Disassembling Mini Pipe Sprayer
Unscrew the coating tube and remove from pipe sprayer.
Remove the body shaft locking screw, situated just back of the cup motor.
Using an 3mm diameter bar, drop down the hole and rotate the body until it locks. Then undo the plate nut.
Remove the nut and body mounting plate from the pipe sprayer.

10 AGMEC Tel: +44 (0) 113 2760760 Fax: +44 (0) 113 2718750 Email. [email protected]
Disassembling Mini Pipe Sprayer
Remove the motor locking screws from the sleeve and remove the air motor.
Remove the four cap heads from the large gear
The gear housing and body shaft can be removed from the main body.

11 AGMEC Tel: +44 (0) 113 2760760 Fax: +44 (0) 113 2718750 Email. [email protected]
Disassembling Mini Pipe Sprayer
To remove the cup air motor, unscrew the two locking screws but do not remove. The air motor will slid out with the sleeve.
To gain access to the cup motor bearings, remove the four screws and pull the housing off. The shaft and bearings can be pushed out. The bearings are retained by a spring clip.

12 AGMEC Tel: +44 (0) 113 2760760 Fax: +44 (0) 113 2718750 Email. [email protected]
To assemble the unit follow the above in reverse order, taking care to keep clean and to add grease to following parts: 1. Cup air motor drive end. 2. Cup motor bearings. 3. Body shaft and bearings. 4. Silicone grease the gears. Make sure the 3mm bar goes all the way down into the body shaft, this is the air supply porting for the cup motor. When fitting the cup motor, ensure that the motor is pushed up onto the o ring seal before tightening the grub screws. Note that the air motors are reversible , please ensure the position of the direction indicator. Cup motor is set at R and the body motor set at F as shown in the picture below.
Assembly Instructions

13 AGMEC Tel: +44 (0) 113 2760760 Fax: +44 (0) 113 2718750 Email. [email protected]
Mini Pipe Sprayer Technical Data & Maintenance
Technical Data Range of Diameters: 100mm to 300mm Cup air motor max. operating air pressure: 70 to 100psi, 4.8 to 6.9Bar Body air motor max. operating air pressure: 20 to 30psi, 1.4 to 2.1Bar Air consumption 5cfm, 141 L/min Coating connection: 1/4” whip end through Carriage Air connection: 1/4” BSP Length, not including drop leg 390mm Cup motor free speed @ 80psi 20,000 rpm Body motor free speed @ 25psi 900 rpm

14 AGMEC Tel: +44 (0) 113 2760760 Fax: +44 (0) 113 2718750 Email. [email protected]
Maintenance When pumping material through line without the cup on keep the shaft covered with tubing or similar. This will facilitate easy fitting of cup. Once the unit has completed a run care must be taken when cleaning down, always point the unit down into the solvent when washing. Never immerse the pipe sprayer in solvent. A couple of drops of oil on the cup shaft , cup shaft end cover and shaft threads. This will make sure the shaft rotates freely and that the cup fits easily before and after each run, wipe away any excess. It is essential that air lines are kept clean and are sealed immediately by capping when not in use. They should only be uncapped immediately prior to fitting to the equipment. The biggest single cause of failure in this equipment is the ingress of dirt to the air motors — proper care and attention will avoid this. If the air lines are kept clean and no dirt is allowed to enter the air mo-tors, the air motors are correctly lubricated (not over lubricated) then these motors should not require regular maintenance.
Mini Pipe Sprayer Technical Data & Maintenance

15 AGMEC Tel: +44 (0) 113 2760760 Fax: +44 (0) 113 2718750 Email. [email protected]
Wheels Legs Spring tension screws
Locking screw
Carriage tube
Drop Leg
Spring
Floating Sleeve Fixed
Sleeve
Mounting Flange
Mini Pipe Sprayer Carriage
Pipe range: 100mm 4” to 300mm 12” Diameter The pipe sprayer will only slide into the carriage in one particular posi-tion. The body air motor sleeve should follow the flat on the carriage. By unscrewing the fixed sleeve clamping screws the sleeves can be slid up and down the carriage, thereby opening and closing the legs to suit different pipe diameters. Care must be taken when adjusting the carriage as sudden col-lapse may trap fingers. The spring can be pre-adjusted to a set compression before entering a pipe by turning the spring tension screws.