Embed Size (px)
Citation preview

www.ceratizit.com
Tooling the Future
Your partner for technical support
Headquarters:
CERATIZIT S.A. LU-8232 MamerT. +352 31 20 85-1E. [email protected]
WorldwideCERATIZIT Luxembourg S.à r.l. LU-8232 MamerT. +352 31 20 85-1E. [email protected]
BrazilCERATIZIT América Latina Ltda.BR-06453-002 Barueri, São PauloT. +55 11 4133 2300E. [email protected]
ChinaCB-CERATIZIT Xiamen69 Xingxi Road, Xinglin, Jimei,CN-361022 Xiamen (Jimei), ChinaT. +86 592 666 1000
IndiaCERATIZIT India Pvt. Ltd.IN-Bengaluru 560099T. +91 80 4043 1262E. [email protected]
ItalyCERATIZIT Italia S.p.A.IT-22040 Alserio (CO)T. +39 031 6349 211E. [email protected]
NetherlandsCERATIZIT Nederland B.V.NL-4707 AT RoosendaalT. +31 165 55 08 00E. [email protected]
Spain / PortugalCERATIZIT Ibérica S.L.ES-28031 MadridT. +34 91 351 0609E. [email protected] Ür
ün g
elişm
eler
ine
bağl
ı ola
rak
tekn
ik de
ğişik
likle
r yap
ma
hakk
ına
sahi
biz
2017.V1 TR
7003
182
MA-
PRO
-068
9-TR
-05/
17
CERATIZIT, takım ve sert malzemedeyüksek teknolojiye sahip bir firmadır.
Umschlag-TechInfo.indd All Pages 22/08/2017 13:31:28
TOOLMAKER SOLUTIONS BY CERATIZIT 3
4
5
6
12
14
15
16
17
18
24
26
27
28
29
30
31
32
33
34
İçindekiler
▲ KARBÜR
KOMPOZIT BIR MALZEME
ÜRETIM
ÖZELLIKLER
▲ FABRIKA
▲ YÜZEY IŞLEM
▲ LEHIME HAZIR
▲ LEHIMLEME
▲ TAŞLAMA
▲ EDI
▲ DIZAYN KLAVUZU
DAIRESEL TESTERE DIŞLERI (AHŞAP)
SOKETLER
ŞERIT TESTERE DIŞLERI
DAIRESEL TESTERE DIŞLERI (METAL)
LAMALAR
JILETLER
PROFILLEME PLAKETLERI
ÇUBUKLAR
TEKNIK DESTEK
TOOLMAKER SOLUTIONS BY CERATIZIT4
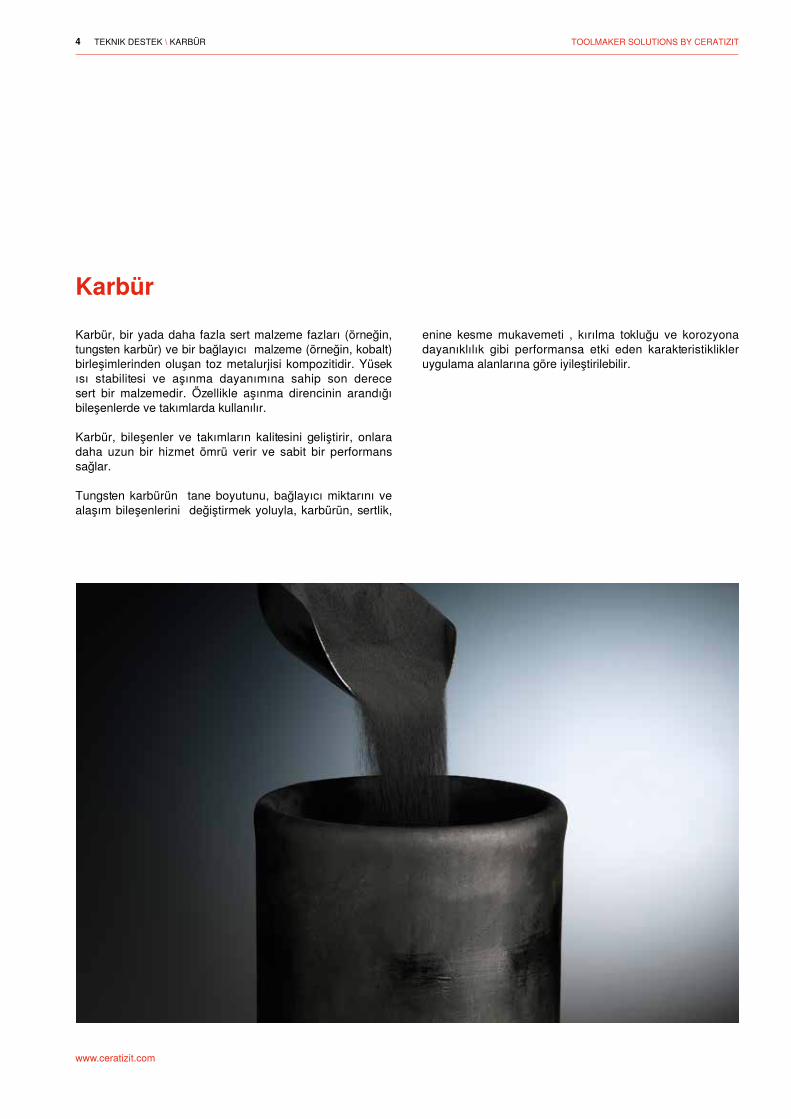
Karbür, bir yada daha fazla sert malzeme fazları (örneğin, tungsten karbür) ve bir bağlayıcı malzeme (örneğin, kobalt) birleşimlerinden oluşan toz metalurjisi kompozitidir. Yüsek ısı stabilitesi ve aşınma dayanımına sahip son derece sert bir malzemedir. Özellikle aşınma direncinin arandığı bileşenlerde ve takımlarda kullanılır. Karbür, bileşenler ve takımların kalitesini geliştirir, onlara daha uzun bir hizmet ömrü verir ve sabit bir performans sağlar. Tungsten karbürün tane boyutunu, bağlayıcı miktarını ve alaşım bileşenlerini değiştirmek yoluyla, karbürün, sertlik,
enine kesme mukavemeti , kırılma tokluğu ve korozyona dayanıklılık gibi performansa etki eden karakteristiklikler uygulama alanlarına göre iyileştirilebilir.
Karbür
TEKNIK DESTEK \ KARBÜR

TOOLMAKER SOLUTIONS BY CERATIZIT 5
Karbürler, bir sert malzeme ve nispeten daha yumuşak bir bağlayıcı, örneğin kobalt (Co) elementinin birleşmesinden oluşan kompozit bir malzemedir. Karbürün performans karakteristiklikleri, sertlik, enine kesme mukavemeti ve kırılma tokluğu yoluyla belirlenir. Uygulama alanlarına bağlı olarak, bu karakteristikliklerin optimize edilmesi için önemli parametreler, metal bağlayıcı fazın tane boyutu ve kobalt miktarıdır. Tungsten karbür tane boyutları, 0.2μm'dan başlayarak 6μm arasında değişiklik gösterebilir. Kobalt, karbür taneleri arasındaki boşlukları doldurur. Son
derece yüksek süneklilik istenildiği zaman, kobalt miktarı %30 civarında arttırılır, diğer taraftan maksimum aşınma dayanımı istenildiğinde ise kobalt miktarı azaltılır ve keza tane boyutuda nano ölçeği olan < 0.2μm. değerine kadar küçültülür.
CERATIZIT, kesici takımlar ve aşınma parçaları için 100'den fazla karbür kalitesi üretir, ayrıca, her uygulama alanı için müşteriye özel çözümlerde sunulmaktadır.
Karbür - değerli özelliklere sahip kompozit bir malzeme
TEKNIK DESTEK \ KOMPOZIT BIR MALZEME

TOOLMAKER SOLUTIONS BY CERATIZIT6
CERATIZIT, karbür üretimine 1929 yılında başladı. Uzun yılların deneyimi sayesinde, ki hala devam ediyor, müşterileri için hammaddeden nihai ürüne kadar proses zincirini yönetmektedir. Toz metalurji ürünlerinin prosesleri, temelde, toz hazırlama, şekillendirme, sinterleme ve nihai üretim olmak üzere dört adımı kapsar.
Tungsten karbür üretimi
APT ( amonyum para tungsten ) yüksek sıcaklık altında tungsten oksit içinde kalsine edilir. Ardından oksit, hidrojen atmosferinde tungsten metaline indirgenir. Üretim parametreleri, sinterlenmiş karbürdeki WC tane boyutu için belirleyici niteliktedir.
Toz hazırlama
Tungten karbür, bağlayıcı metal kobalt, nikel yada demir ile değişik tane büyütme inhibitörleriyle ıslak olarak karıştırılır ve böylece homojen bir süspansiyon yaratılır. Daha sonraki adım, bu süspansiyonun iyi bir akış karakteristiği ile granülasyon elde etmek için püskürtme davlumbazında kurutulmasıdır. Bu granül, tüm şekillendirme proseselerinin temelini oluşturur.
Karbür üretimi
Tungsten
Mavi tungsten oksit
Sarı tungsten oksit
Tungsten karbür
APT (amonyum para-tungsten )
TEKNIK DESTEK \ ÜRETIM
TOOLMAKER SOLUTIONS BY CERATIZIT 7
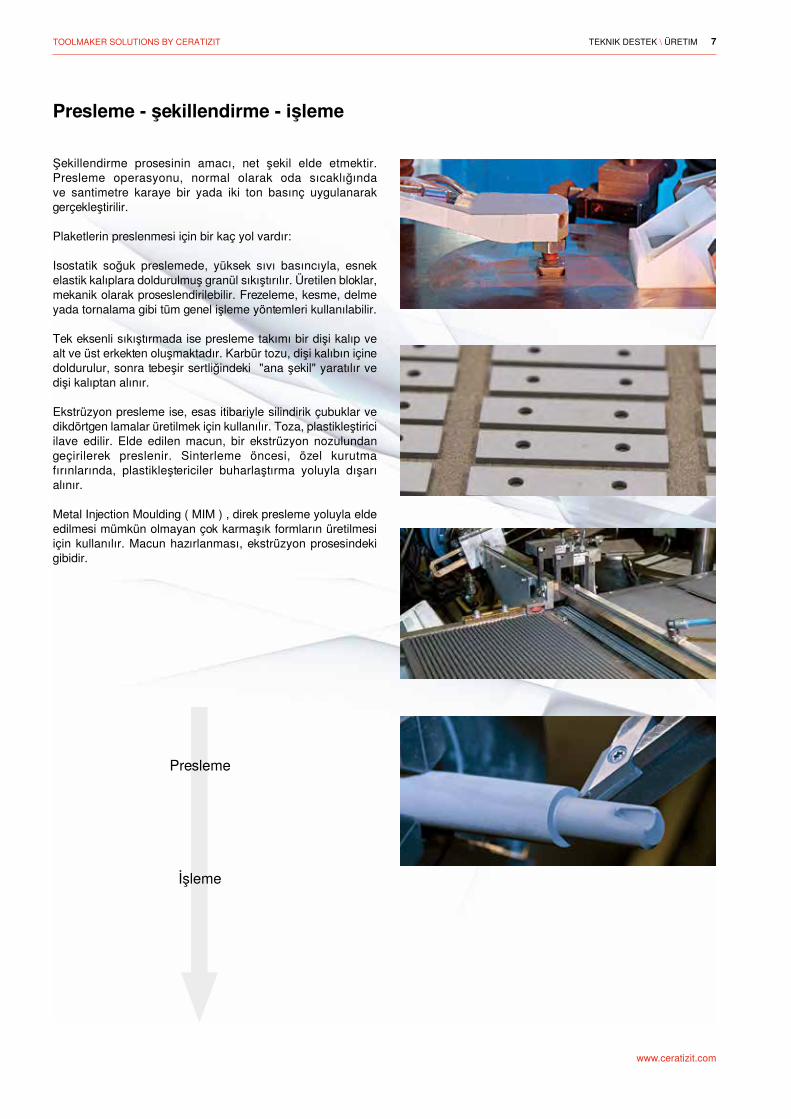
Presleme
İşleme
Şekillendirme prosesinin amacı, net şekil elde etmektir. Presleme operasyonu, normal olarak oda sıcaklığında ve santimetre karaye bir yada iki ton basınç uygulanarak gerçekleştirilir. Plaketlerin preslenmesi için bir kaç yol vardır:
Isostatik soğuk preslemede, yüksek sıvı basıncıyla, esnek elastik kalıplara doldurulmuş granül sıkıştırılır. Üretilen bloklar, mekanik olarak proseslendirilebilir. Frezeleme, kesme, delme yada tornalama gibi tüm genel işleme yöntemleri kullanılabilir.
Tek eksenli sıkıştırmada ise presleme takımı bir dişi kalıp ve alt ve üst erkekten oluşmaktadır. Karbür tozu, dişi kalıbın içine doldurulur, sonra tebeşir sertliğindeki "ana şekil" yaratılır ve dişi kalıptan alınır.
Ekstrüzyon presleme ise, esas itibariyle silindirik çubuklar ve dikdörtgen lamalar üretilmek için kullanılır. Toza, plastikleştirici ilave edilir. Elde edilen macun, bir ekstrüzyon nozulundan geçirilerek preslenir. Sinterleme öncesi, özel kurutma fırınlarında, plastikleştericiler buharlaştırma yoluyla dışarı alınır.
Metal Injection Moulding ( MIM ) , direk presleme yoluyla elde edilmesi mümkün olmayan çok karmaşık formların üretilmesi için kullanılır. Macun hazırlanması, ekstrüzyon prosesindeki gibidir.
Presleme - şekillendirme - işleme
TEKNIK DESTEK \ ÜRETIM

TOOLMAKER SOLUTIONS BY CERATIZIT8
Sinterleme
Sinterleme
Sinterleme prosesi, plaketlerin, yüksek bir sertlik oluşması, homojen ve yoğun bir karbür haline dönüştürme prosesidir. Malzeme, 1,300°C - 1,500°C arasında sinterlenir ve bazen, yüksek basınç altında ( 100 bar ). Sinterleme prosesi sonucunda, plaketler, yaklaşık %50 oranında küçülürler.
TEKNIK DESTEK \ ÜRETIM

TOOLMAKER SOLUTIONS BY CERATIZIT 9
Nihai ürün
Taşlama
Kaplama
Toleranslar, yüzey kalitesi vb. nihai işlemleri elde edebilmek için, karbür parçalar, taşlama, erozyon ve kaplama gibi nihai işlem proseslerine tabi tutulurlar.Kaplama teknolojisinde bir öncü olarak, bugün bile devrim yaratan kaplama gelişmeleri ile yeni standartlar belirledik. Bizim kaplama yetkinliğimiz, klasik sert malzemeler kaplaması, spesifik müşteri uygulamaları için fonksiyonel kaplamalar yanında çok katmanlı kaplamaları kapsar. Bu kaplamalar, CERATIZIT karbür ürünlerinin takım ömrü ve kesme performasını maksimize eden alüminyum oksit, titanyum nitrid yada titanyum karbür gibi katmanları içerir. En önemli kaplama operasyonları CVD ( kimyasal buhar birikimi ) ve PVD ( fiziksel buhar birikimi ) olarak bilinir. Karbür malzemelerinin erozyon yoluyla işlenmesi, yüksek teknoloji standarları gerektirir. Gerek tel erozyon ve gerekse dalma erozyon yoluyla yüksek hassasiyet garanti edilir. Yılların vermiş olduğu tecrübelerle, karbür kalitelerinin erozyon yoluyla işlenmesi artık sorun olmaktan çıktı.
Nihai ürün – taşlama – kaplama
TEKNIK DESTEK \ ÜRETIM
TOOLMAKER SOLUTIONS BY CERATIZIT10
Birleştirmek
Erozyon, taşlama, honlama, ...
Kalite kontrol
Bir çok durumda komponentlerin tek başına karbürden imal edilmesi uygun değildir. Karbürün kullanımı, ihtiyaç duyulan karbürlerin özellikleriyle sınırlandırılır. Aşınma dayanımlı malzemeler, takımlar için kullanılır, ki bunların işlenmesi karbürlere göre çok daha kolaydır. Lehimleme, yapıştırma, sıkma, vidalı bağlantılar ve geçme gibi çok sayıda denenmiş ve test edilmiş teknolojiler diğer malzemelerle karbürlerin kombine uygulamalarına olanak verir.
Birleştirmek – erozyon – kalite kontrol
TEKNIK DESTEK \ ÜRETIM
TOOLMAKER SOLUTIONS BY CERATIZIT 11
CBN
Cermet
HSS
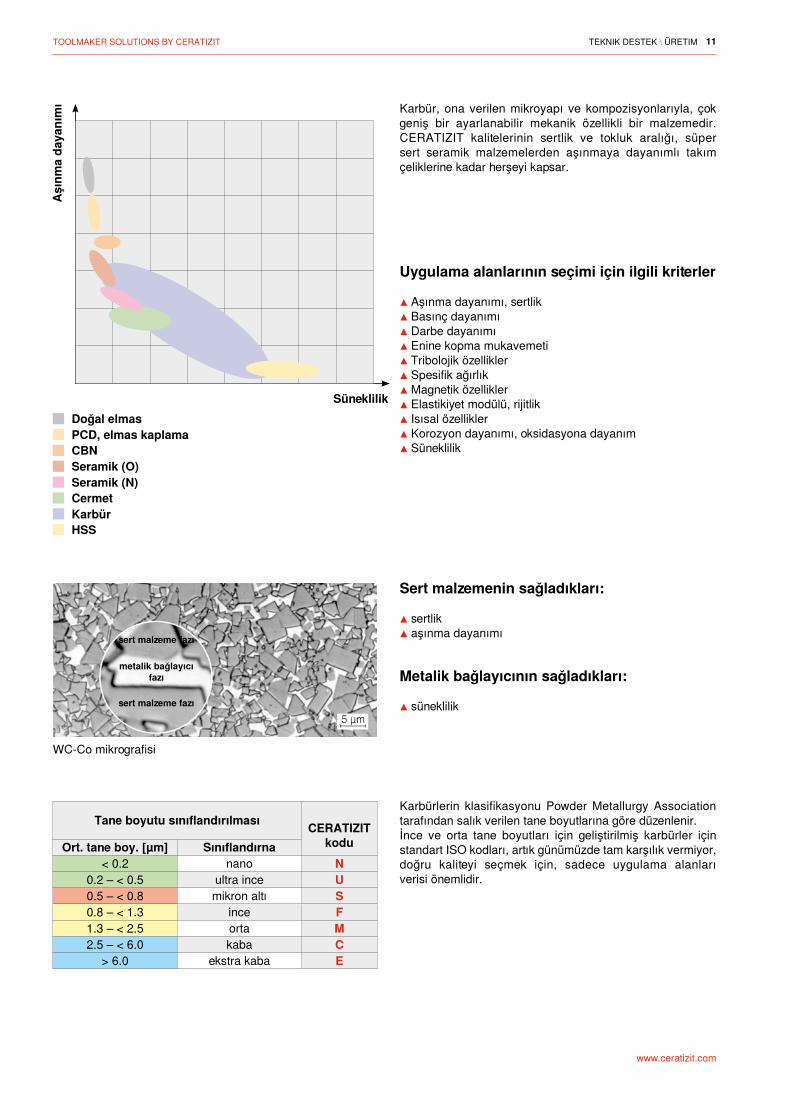
< 0.2 N0.2 – < 0.5 U0.5 – < 0.8 S0.8 – < 1.3 F1.3 – < 2.5 M2.5 – < 6.0 C
> 6.0 E
Sert malzemenin sağladıkları:
▲ sertlik▲ aşınma dayanımı
Metalik bağlayıcının sağladıkları:
▲ süneklilik
WC-Co mikrografisi
Karbür, ona verilen mikroyapı ve kompozisyonlarıyla, çok geniş bir ayarlanabilir mekanik özellikli bir malzemedir. CERATIZIT kalitelerinin sertlik ve tokluk aralığı, süper sert seramik malzemelerden aşınmaya dayanımlı takım çeliklerine kadar herşeyi kapsar.
Uygulama alanlarının seçimi için ilgili kriterler
▲ Aşınma dayanımı, sertlik▲ Basınç dayanımı▲ Darbe dayanımı▲ Enine kopma mukavemeti▲ Tribolojik özellikler▲ Spesifik ağırlık▲ Magnetik özellikler▲ Elastikiyet modülü, rijitlik▲ Isısal özellikler▲ Korozyon dayanımı, oksidasyona dayanım▲ Süneklilik
Tane boyutu sınıflandırılması
SınıflandırnaCERATIZIT
kodunano
ultra incemikron altı
inceortakaba
ekstra kaba
Aşın
ma
daya
nım
ı
SüneklilikDoğal elmasPCD, elmas kaplama
Seramik (O)Seramik (N)
Karbür
Ort. tane boy. [µm]
Karbürlerin klasifikasyonu Powder Metallurgy Association tarafından salık verilen tane boyutlarına göre düzenlenir.İnce ve orta tane boyutları için geliştirilmiş karbürler için standart ISO kodları, artık günümüzde tam karşılık vermiyor, doğru kaliteyi seçmek için, sadece uygulama alanları verisi önemlidir.
sert malzeme fazı
sert malzeme fazı
metalik bağlayıcı fazı
TEKNIK DESTEK \ ÜRETIM
TOOLMAKER SOLUTIONS BY CERATIZIT12
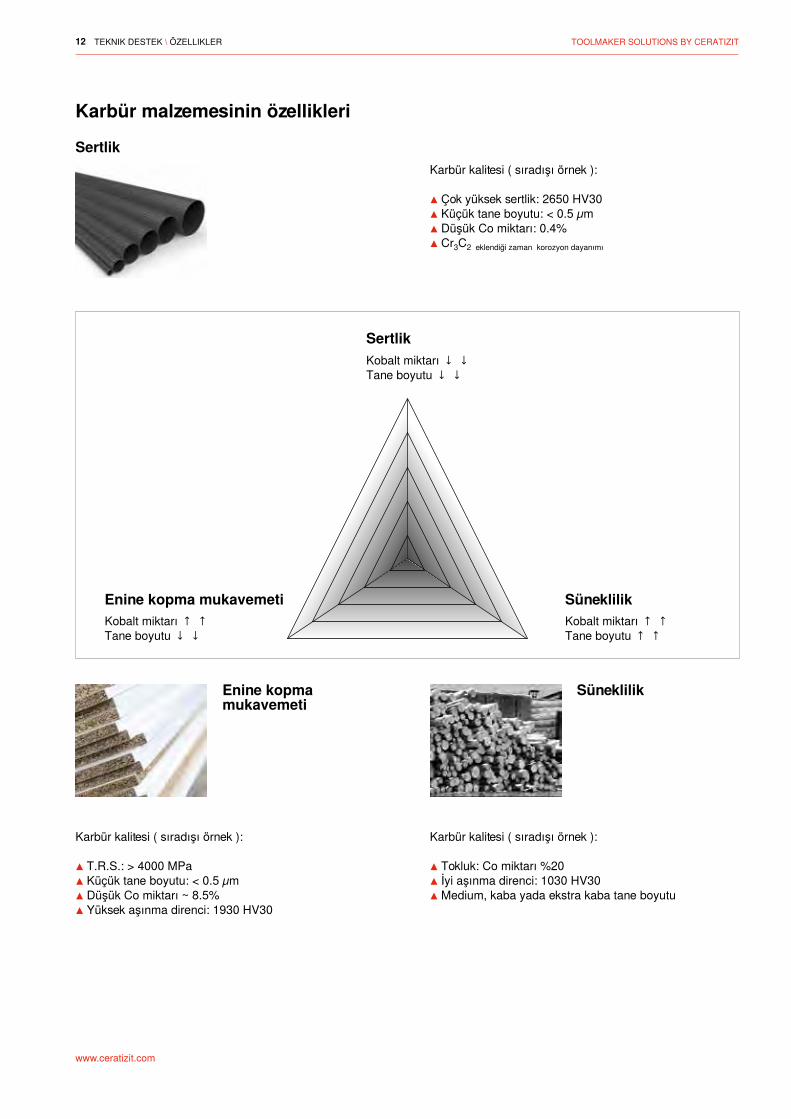
Karbür kalitesi ( sıradışı örnek ):
▲ Çok yüksek sertlik: 2650 HV30▲ Küçük tane boyutu: < 0.5 µm▲ Düşük Co miktarı: 0.4%▲ Cr3C2 eklendiği zaman korozyon dayanımı
Karbür kalitesi ( sıradışı örnek ):
▲ T.R.S.: > 4000 MPa▲ Küçük tane boyutu: < 0.5 µm▲ Düşük Co miktarı ~ 8.5%▲ Yüksek aşınma direnci: 1930 HV30
Karbür kalitesi ( sıradışı örnek ):
▲ Tokluk: Co miktarı %20▲ İyi aşınma direnci: 1030 HV30▲ Medium, kaba yada ekstra kaba tane boyutu
Karbür malzemesinin özellikleri
Kobalt miktarı ↓ ↓ Tane boyutu ↓ ↓
Kobalt miktarı ↑ ↑ Tane boyutu ↓ ↓
Kobalt miktarı ↑ ↑ Tane boyutu ↑ ↑
Sertlik
Sertlik
Enine kopma mukavemeti
Enine kopma mukavemeti
Süneklilik
Süneklilik
TEKNIK DESTEK \ ÖZELLIKLER
TOOLMAKER SOLUTIONS BY CERATIZIT 13
10µm
10µm
10µm
10µm
0 5 10 15 20 25 30 Co [%]
3000
2500
2000
1500
1000
500
4500
3500
4000
3000
2500
2000
15000 5 10 15 20 25 30 Co [%]
25
20
15
10
5
00 5 10 15 20 25 30 Co [%]
K IC
değe
ri [M
Pa* m
1/2 ]
Sertl
ik [H
V30]
Ultra ince kalite
Mikron altı tane
İnce / orta tane
Kaba tane
Enin
e ko
pma
muk
avem
eti [
MPa
]
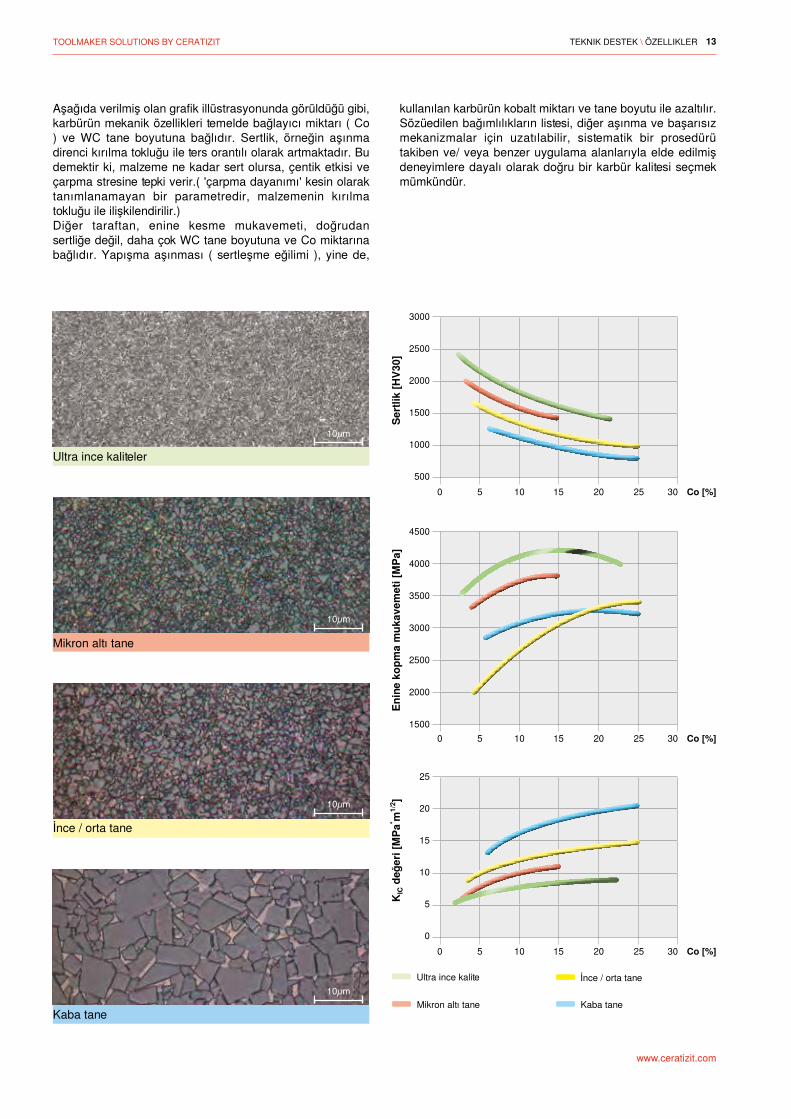
Aşağıda verilmiş olan grafik illüstrasyonunda görüldüğü gibi, karbürün mekanik özellikleri temelde bağlayıcı miktarı ( Co ) ve WC tane boyutuna bağlıdır. Sertlik, örneğin aşınma direnci kırılma tokluğu ile ters orantılı olarak artmaktadır. Bu demektir ki, malzeme ne kadar sert olursa, çentik etkisi ve çarpma stresine tepki verir.( 'çarpma dayanımı' kesin olarak tanımlanamayan bir parametredir, malzemenin kırılma tokluğu ile ilişkilendirilir.)Diğer taraftan, enine kesme mukavemeti, doğrudan sertliğe değil, daha çok WC tane boyutuna ve Co miktarına bağlıdır. Yapışma aşınması ( sertleşme eğilimi ), yine de,
kullanılan karbürün kobalt miktarı ve tane boyutu ile azaltılır. Sözüedilen bağımlılıkların listesi, diğer aşınma ve başarısız mekanizmalar için uzatılabilir, sistematik bir prosedürü takiben ve/ veya benzer uygulama alanlarıyla elde edilmiş deneyimlere dayalı olarak doğru bir karbür kalitesi seçmek mümkündür.
Ultra ince kaliteler
Mikron altı tane
İnce / orta tane
Kaba tane
TEKNIK DESTEK \ ÖZELLIKLER

TOOLMAKER SOLUTIONS BY CERATIZIT14
Mamer, Lüksemburg CERATIZIT Grup, merkezi Lüksemburg'un Mamer kasabasındadır. Bugün, Mamer kasabasındaki fabrikada 1200 çalışanı ile ahşap, metal ve taş işleme için karbür malzemelerin yanısıra endüstriyel aşınma parçaları üretimini de gerçekleştirmektedir.
Fabrika
TEKNIK DESTEK \ FABRIKA
TOOLMAKER SOLUTIONS BY CERATIZIT 15
Yüzey işlem dizaynı Proses tanımlaması
TSR1 Tamburlama – polisaj
TS42 Tamburlama – kumlama – sulu ortamda temizleme
TS43 Kumlama – tamburlama – polisaj – sulu ortamda temizleme
TSN Tamburlama – nikel biriktirme
TSX = TS8* = TS90* Tamburlama – cobalt biriktirme
* Aynı yüzey işlemleri, farklı ürün grupları ile ilgili olmaları nedeniyle farklı dizaynlar uyguluyoruz.
CERATIZIT, takım üreticileri için en iyi çözümleri sağlamak için sürekli olarak çalışıyor. Hammaddeden nihai ürüne kadar, detaylar önemlidir. Bu yüzden karbür üretimleri için bir kaç çeşit yüzey işlemi yapılabilmektedir.
Yine de, lehimli ürünler üzerinde kobalt katmanını ve kaynaklı parçalar için nikel katmanını şiddetle salık veririz. Herhangi bir sorunuz yada özel istekleriniz için lütfen bizim MSM ( Müşteri Servis Merkezi ) ile bağlantı kurmaktan çekinmeyiniz.
Yüzey işlem
TEKNIK DESTEK \ YÜZEY IŞLEM

TOOLMAKER SOLUTIONS BY CERATIZIT16
Teknik fizibilite için, lütfen aşağıdaki tabloya bakınız: Testere dişleri
Minimal ölçüler Maksimal ölçüler
Uzunluk Genişlik Kalınlık Uzunluk Genişlik Kalınlık
6,5 2,5 2,0 16,0 11,0 4,0
Soketler
Minimal ölçüler Maksimal ölçüler
Uzunluk Genişlik Kalınlık Uzunluk Genişlik Kalınlık
20,0 2,0 2,0 80,0 6,0 2,0
Şayet üretim maliyetlerinizi düşürmek ve zaman kazanmak istiyorsanız, CERATIZIT, kendinden lehimli testere dişleri ve soketleri sağlamaktadır.
Standart testere dişlerinin bir çoğunu lehime hazır olarak bulabilirisiniz. İki değişik lehimleme malzemesi vardır. CERATIZIT, 'DA' olarak adlandırılan üçlü folyo ( gümüş/bakır/gümüş ) yada 'PT' olarak adlandırılan gümüş lehim, bütün karbür kalitelerinde uygulanabilir.
CERATIZIT kare soketleri, sadece, 'DA' olarak adlandırdığımız üçlü folyo lehimlenmiş olarak bulunabilir.
Lehime hazır
TEKNIK DESTEK \ LEHIME HAZIR
TOOLMAKER SOLUTIONS BY CERATIZIT 17
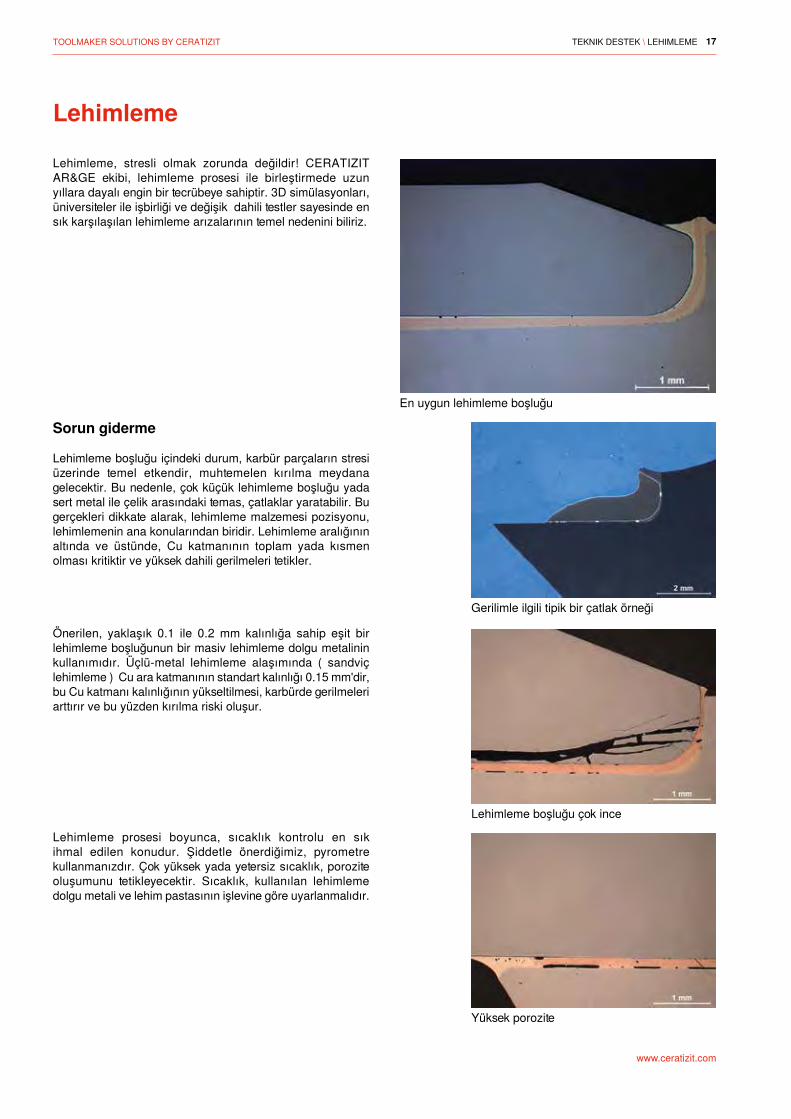
Lehimleme, stresli olmak zorunda değildir! CERATIZIT AR&GE ekibi, lehimleme prosesi ile birleştirmede uzun yıllara dayalı engin bir tecrübeye sahiptir. 3D simülasyonları, üniversiteler ile işbirliği ve değişik dahili testler sayesinde en sık karşılaşılan lehimleme arızalarının temel nedenini biliriz.
Sorun giderme Lehimleme boşluğu içindeki durum, karbür parçaların stresi üzerinde temel etkendir, muhtemelen kırılma meydana gelecektir. Bu nedenle, çok küçük lehimleme boşluğu yada sert metal ile çelik arasındaki temas, çatlaklar yaratabilir. Bu gerçekleri dikkate alarak, lehimleme malzemesi pozisyonu, lehimlemenin ana konularından biridir. Lehimleme aralığının altında ve üstünde, Cu katmanının toplam yada kısmen olması kritiktir ve yüksek dahili gerilmeleri tetikler.
Önerilen, yaklaşık 0.1 ile 0.2 mm kalınlığa sahip eşit bir lehimleme boşluğunun bir masiv lehimleme dolgu metalinin kullanımıdır. Üçlü-metal lehimleme alaşımında ( sandviç lehimleme ) Cu ara katmanının standart kalınlığı 0.15 mm'dir, bu Cu katmanı kalınlığının yükseltilmesi, karbürde gerilmeleri arttırır ve bu yüzden kırılma riski oluşur.
Lehimleme prosesi boyunca, sıcaklık kontrolu en sık ihmal edilen konudur. Şiddetle önerdiğimiz, pyrometre kullanmanızdır. Çok yüksek yada yetersiz sıcaklık, porozite oluşumunu tetikleyecektir. Sıcaklık, kullanılan lehimleme dolgu metali ve lehim pastasının işlevine göre uyarlanmalıdır.
Lehimleme
En uygun lehimleme boşluğu
Gerilimle ilgili tipik bir çatlak örneği
Lehimleme boşluğu çok ince
Yüksek porozite
TEKNIK DESTEK \ LEHIMLEME
TOOLMAKER SOLUTIONS BY CERATIZIT18
Sertl
ik [K
N/m
m2 ]
Kütle
kay
bı [m
.-%]
Sıcaklık [°C]Sertlik Kütle kaybı
80 80
70 70
60 60
50 50
40 40
30 30
20 20
10 10
0 0
–10 –10
–20 –20
–30 –300 100 200 300 400 500 600 700 800 900 1000
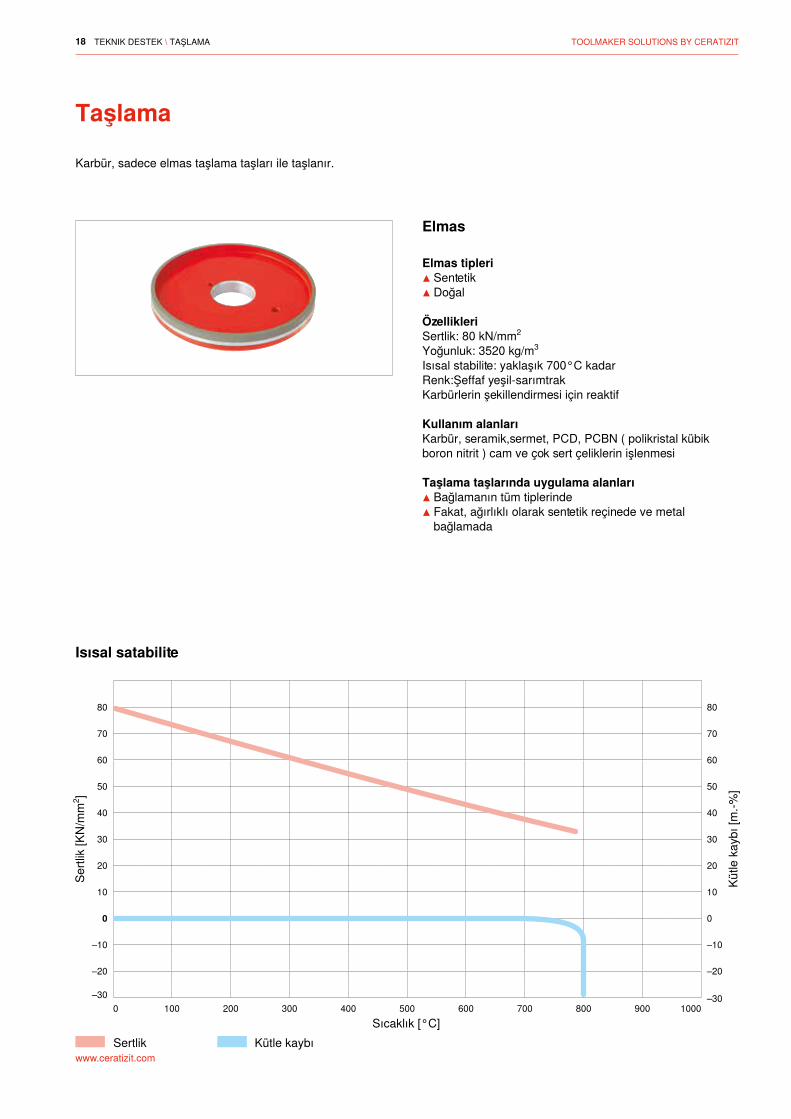
Karbür, sadece elmas taşlama taşları ile taşlanır.
Elmas tipleri▲ Sentetik▲ Doğal
Özellikleri Sertlik: 80 kN/mm2 Yoğunluk: 3520 kg/m3 Isısal stabilite: yaklaşık 700°C kadar Renk:Şeffaf yeşil-sarımtrak Karbürlerin şekillendirmesi için reaktif
Kullanım alanları Karbür, seramik,sermet, PCD, PCBN ( polikristal kübik boron nitrit ) cam ve çok sert çeliklerin işlenmesi
Taşlama taşlarında uygulama alanları▲ Bağlamanın tüm tiplerinde▲ Fakat, ağırlıklı olarak sentetik reçinede ve metal
bağlamada
Taşlama
Elmas
Isısal satabilite
TEKNIK DESTEK \ TAŞLAMA
TOOLMAKER SOLUTIONS BY CERATIZIT 19
D... % > µm µm % < [mm]251 8 271 90 213 8 60/80 8.000213 8 227 90 181 8 17.000181 10 197 87 151 10 80/100 25.000 151 10 165 87 127 10 100/120 100 50.000 0,151126 10 139 87 107 10 120/140 120 80.000 0,126107 11 116 85 90 11 140/170 140 130.000 0,107 91 11 97 85 75 11 170/200 170 240.000 0,091 76 11 85 85 65 11 200/230 200 400.000 0,076 64 11 75 85 57 11 230/270 230 800.000 0,064 54 15 65 80 49 15 270/325 270 130.000 0,054 46 15 57 80 41 15 325/400 325 200.000 0,046
D... [µm] [mesh]1.180 1.180–1.000 16/181.001 1.000–850 18/20851 850–710 20/25711 710–600 25/30601 600–500 30/35501 500–425 35/40426 425–355 40/45356 355–300 45/50301 300–250 50/60251 250–212 60/70213 212–180 70/80181 180–150 80/100151 150–125 100/120126 125–106 120/140107 106–90 140/170 91 90–75 170/200 76 75–63 200/230 64 63–53 230/270 54 53–45 270/325 46 45–38 325/400
[µm] [mesh]MD40 27–53 500/600MD25 16–34 600/800MD16 10–22 800/1.200MD10 6–14 1.200/1.800MD6,3 4–9 1.400/3.000MD4,0 2,5–5,5 3.000/8.000MD2,5 1,5–4 8.000/12.000MD1,6 1,0–2,5 12.000/13.000MD1,0 0,5–1,5
FEPA kum boyutları Meş JIS Orta kum boyutu arası % (USA) (Japon) grits/ct
< 46: mikron -> tarama yok
Makro-kum boyutu (taranmış)Avrupa (metrik) meş boyutu USA
Mikro-kum boyutuGösterilişi FEPA US
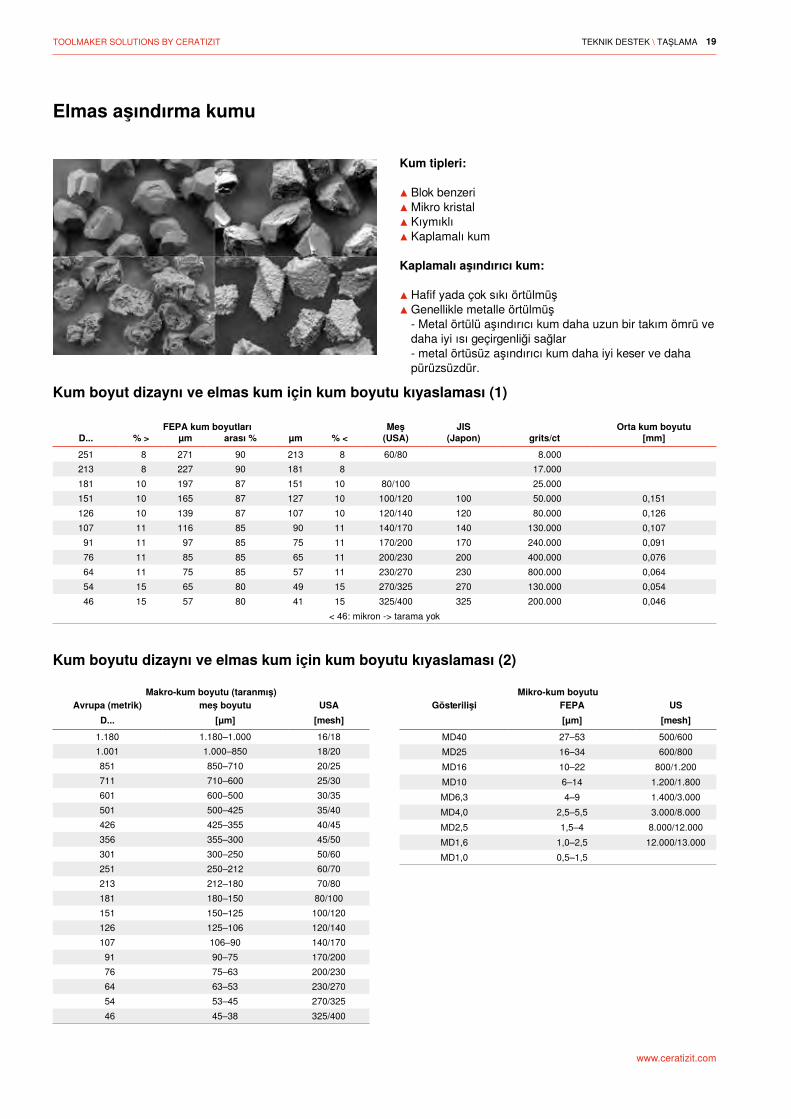
Elmas aşındırma kumu
Kum tipleri:
▲ Blok benzeri▲ Mikro kristal▲ Kıymıklı▲ Kaplamalı kum
Kaplamalı aşındırıcı kum:
▲ Hafif yada çok sıkı örtülmüş▲ Genellikle metalle örtülmüş - Metal örtülü aşındırıcı kum daha uzun bir takım ömrü ve
daha iyi ısı geçirgenliği sağlar - metal örtüsüz aşındırıcı kum daha iyi keser ve daha
pürüzsüzdür.
Kum boyut dizaynı ve elmas kum için kum boyutu kıyaslaması (1)
Kum boyutu dizaynı ve elmas kum için kum boyutu kıyaslaması (2)
TEKNIK DESTEK \ TAŞLAMA
TOOLMAKER SOLUTIONS BY CERATIZIT20
⇐ ⇒↘ ↗↘ ↗↗ ↘↗ ↘
⇐ ⇒↘ ↗↗ ↘↘ ↗↘ ↗
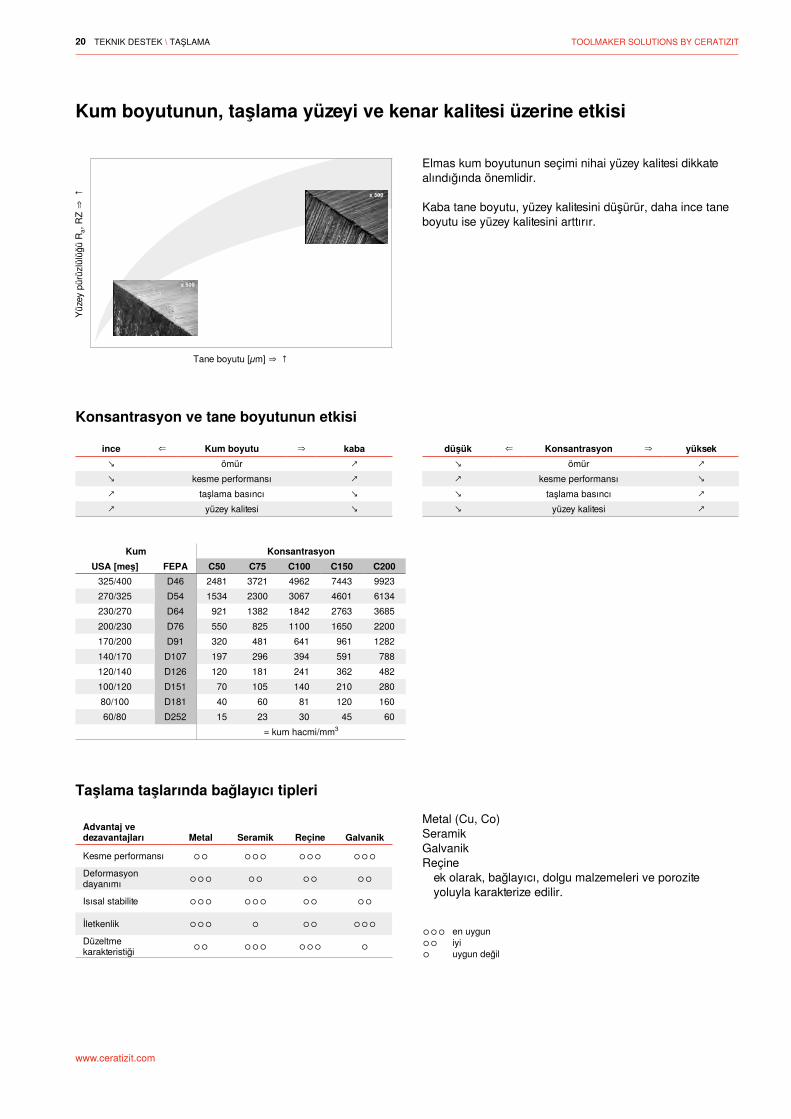
C50 C75 C100 C150 C200325/400 D46 2481 3721 4962 7443 9923270/325 D54 1534 2300 3067 4601 6134230/270 D64 921 1382 1842 2763 3685200/230 D76 550 825 1100 1650 2200170/200 D91 320 481 641 961 1282140/170 D107 197 296 394 591 788120/140 D126 120 181 241 362 482100/120 D151 70 105 140 210 28080/100 D181 40 60 81 120 16060/80 D252 15 23 30 45 60
○○ ○○○ ○○○ ○○○
○○○ ○○ ○○ ○○
○○○ ○○○ ○○ ○○
○○○ ○ ○○ ○○○
○○ ○○○ ○○○ ○○○○○○○
ince Kum boyutu kabaömür
kesme performansıtaşlama basıncı
yüzey kalitesi
düşük Konsantrasyon yüksekömür
kesme performansıtaşlama basıncı
yüzey kalitesi
Kum KonsantrasyonUSA [meş] FEPA
= kum hacmi/mm3
Advantaj ve dezavantajları Metal Seramik Reçine Galvanik
Kesme performansı
Deformasyon dayanımı
Isısal stabilite
İletkenlik
Düzeltme karakteristiği
Yüze
y pü
rüzlü
lüğü
Ra,
RZ ⇒
↑
Tane boyutu [µm] ⇒ ↑
Elmas kum boyutunun seçimi nihai yüzey kalitesi dikkate alındığında önemlidir. Kaba tane boyutu, yüzey kalitesini düşürür, daha ince tane boyutu ise yüzey kalitesini arttırır.
Metal (Cu, Co) Seramik Galvanik Reçine ek olarak, bağlayıcı, dolgu malzemeleri ve porozite
yoluyla karakterize edilir.
en uygun iyi uygun değil
Kum boyutunun, taşlama yüzeyi ve kenar kalitesi üzerine etkisi
Konsantrasyon ve tane boyutunun etkisi
Taşlama taşlarında bağlayıcı tipleri
TEKNIK DESTEK \ TAŞLAMA
TOOLMAKER SOLUTIONS BY CERATIZIT 21
vc [m/s] Qw [mm3/s] [µm] [HV] [MPa*m1/2]
vc, lg
Q‘w,
lgvw
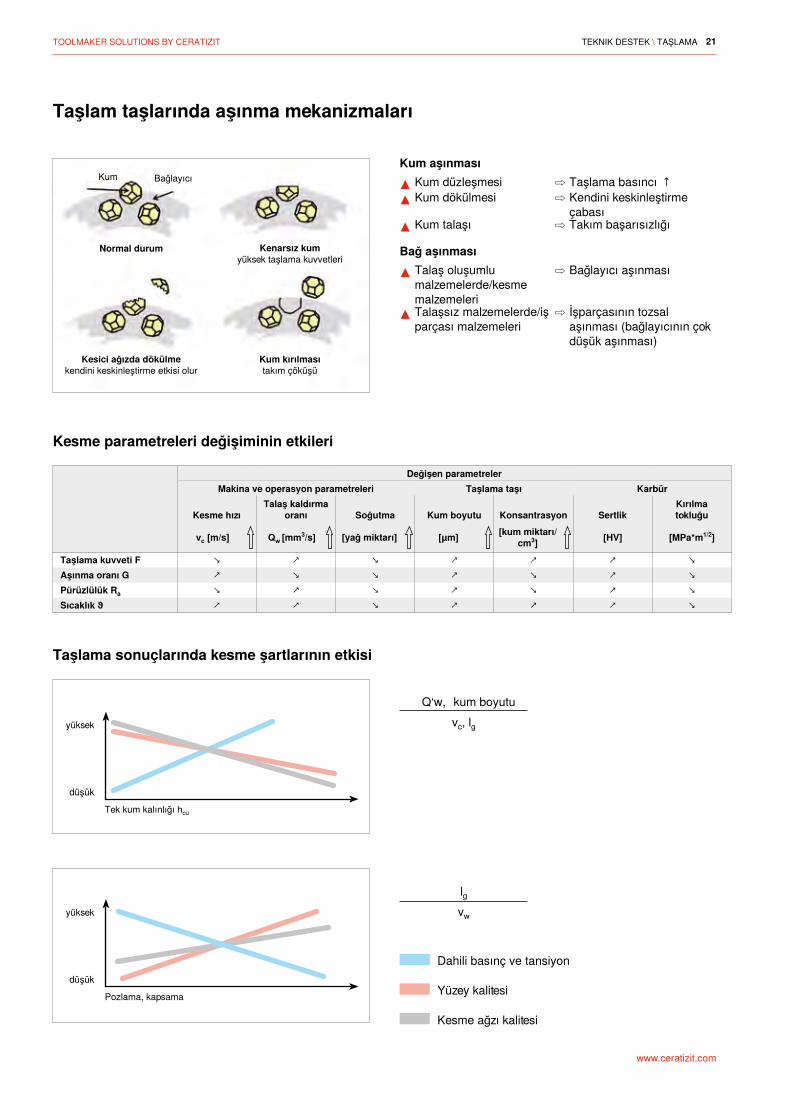
Kum Bağlayıcı
Normal durum Kenarsız kum yüksek taşlama kuvvetleri
Kesici ağızda dökülme kendini keskinleştirme etkisi olur
Kum kırılması takım çöküşü
Değişen parametrelerMakina ve operasyon parametreleri Taşlama taşı Karbür
Kesme hızıTalaş kaldırma
oranı Soğutma Kum boyutu Konsantrasyon SertlikKırılma tokluğu
[yağ miktarı] [kum miktarı/cm3]
Taşlama kuvveti F ↘ ↗ ↘ ↗ ↗ ↗ ↘Aşınma oranı G ↗ ↘ ↘ ↗ ↘ ↗ ↘Pürüzlülük Ra ↘ ↗ ↘ ↗ ↘ ↗ ↘Sıcaklık ϑ ↗ ↗ ↘ ↗ ↗ ↗ ↘
yüksek
düşük
Tek kum kalınlığı hcu
kum boyutu
yüksek
düşük
Pozlama, kapsama
Dahili basınç ve tansiyon
Yüzey kalitesi
Kesme ağzı kalitesi
Kum aşınması▲ Kum düzleşmesi ⇨ Taşlama basıncı ↑▲ Kum dökülmesi ⇨ Kendini keskinleştirme
çabası▲ Kum talaşı ⇨ Takım başarısızlığı
Bağ aşınması▲ Talaş oluşumlu
malzemelerde/kesme malzemeleri
⇨ Bağlayıcı aşınması
▲ Talaşsız malzemelerde/iş parçası malzemeleri
⇨ İşparçasının tozsal aşınması (bağlayıcının çok düşük aşınması)
Taşlam taşlarında aşınma mekanizmaları
Kesme parametreleri değişiminin etkileri
Taşlama sonuçlarında kesme şartlarının etkisi
TEKNIK DESTEK \ TAŞLAMA
TOOLMAKER SOLUTIONS BY CERATIZIT22
↘ ↗↘ ↗↘ ↗↗ ↘↗ ↘
↘ ↗↘ ↗↘ ↗↘ ↗↗ ↘
Taşlama yağı EmülsiyonYağlama etkisiIsısal geçirgenlikIsısal kapasiteViskositeMaliyetler
Soğutma yağlarının potensiyel özellikleri
Taşlama yağı EmülsiyonIsı üretimiIsı giderimiTakım aşınmasıTemizleme etkisiMaliyetler
Soğutma yağlarının potansiyel prosese etkilerinin kıyaslanması
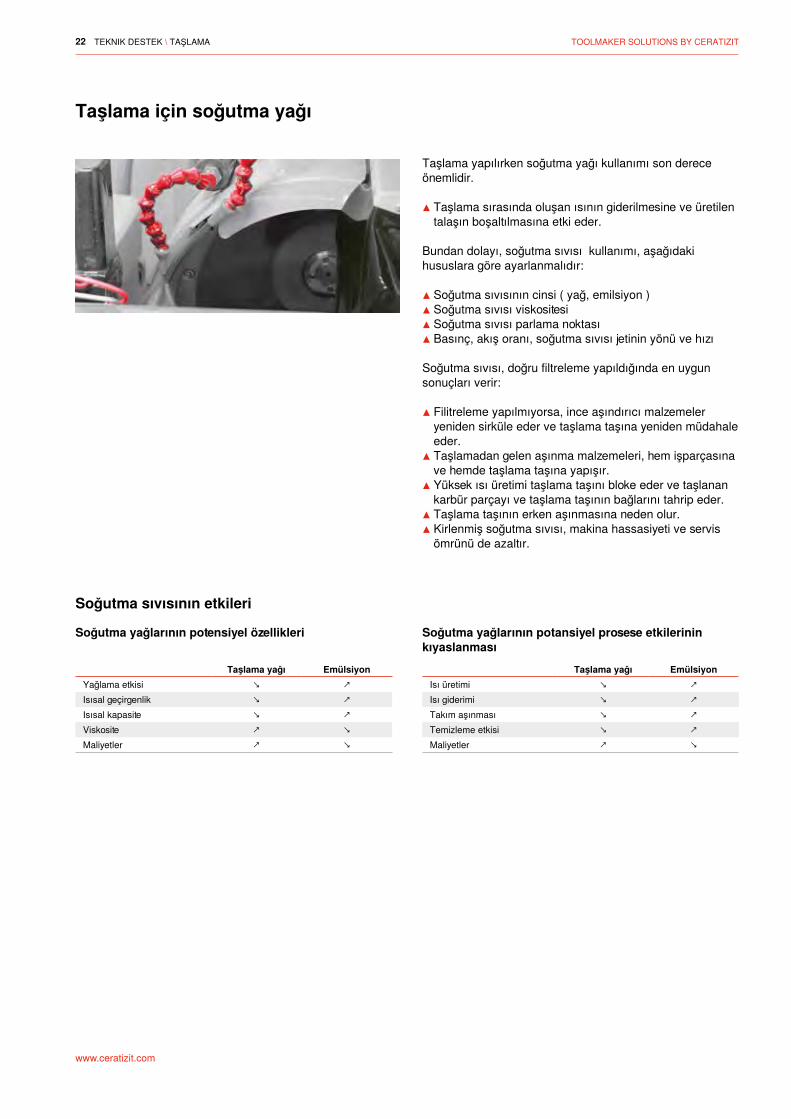
Taşlama yapılırken soğutma yağı kullanımı son derece önemlidir.
▲ Taşlama sırasında oluşan ısının giderilmesine ve üretilen talaşın boşaltılmasına etki eder.
Bundan dolayı, soğutma sıvısı kullanımı, aşağıdaki hususlara göre ayarlanmalıdır:
▲ Soğutma sıvısının cinsi ( yağ, emilsiyon )▲ Soğutma sıvısı viskositesi▲ Soğutma sıvısı parlama noktası▲ Basınç, akış oranı, soğutma sıvısı jetinin yönü ve hızı
Soğutma sıvısı, doğru filtreleme yapıldığında en uygun sonuçları verir:
▲ Filitreleme yapılmıyorsa, ince aşındırıcı malzemeler yeniden sirküle eder ve taşlama taşına yeniden müdahale eder.
▲ Taşlamadan gelen aşınma malzemeleri, hem işparçasına ve hemde taşlama taşına yapışır.
▲ Yüksek ısı üretimi taşlama taşını bloke eder ve taşlanan karbür parçayı ve taşlama taşının bağlarını tahrip eder.
▲ Taşlama taşının erken aşınmasına neden olur.▲ Kirlenmiş soğutma sıvısı, makina hassasiyeti ve servis
ömrünü de azaltır.
Taşlama için soğutma yağı
Soğutma sıvısının etkileri
TEKNIK DESTEK \ TAŞLAMA
TOOLMAKER SOLUTIONS BY CERATIZIT 23
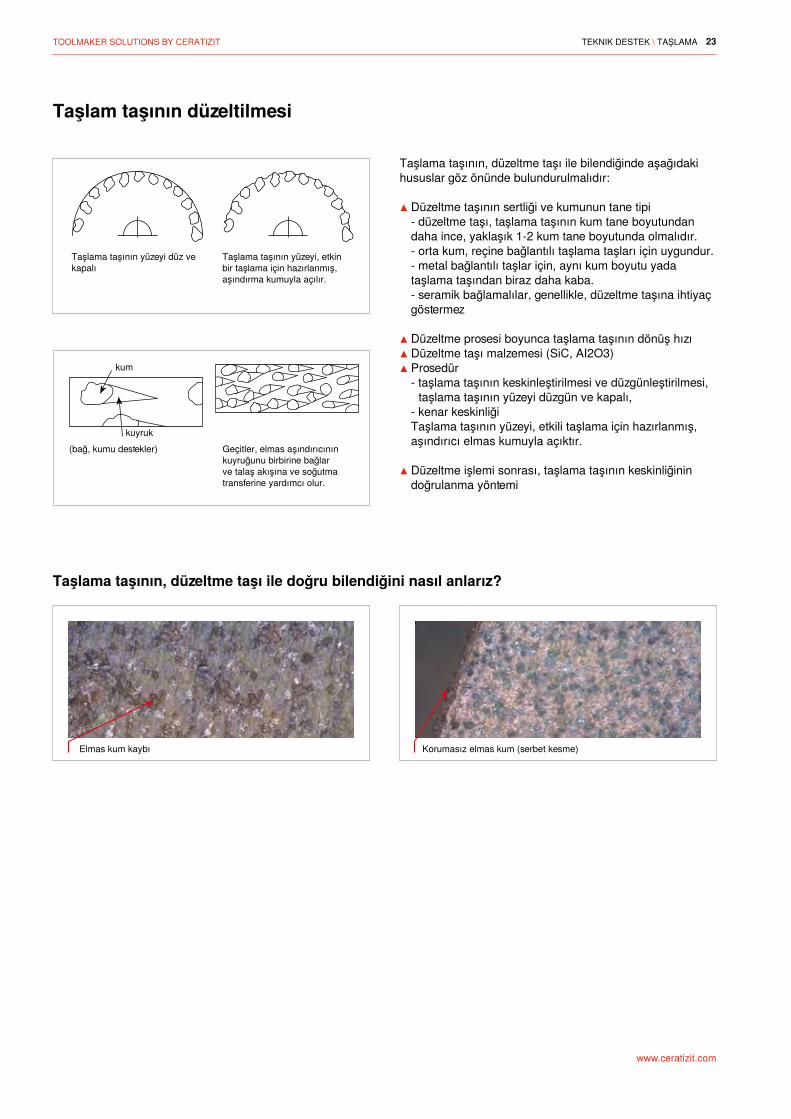
Taşlama taşının yüzeyi düz ve kapalı
Taşlama taşının yüzeyi, etkin bir taşlama için hazırlanmış, aşındırma kumuyla açılır.
(bağ, kumu destekler) Geçitler, elmas aşındırıcının kuyruğunu birbirine bağlar ve talaş akışına ve soğutma transferine yardımcı olur.
kum
kuyruk
Elmas kum kaybı Korumasız elmas kum (serbet kesme)
Taşlama taşının, düzeltme taşı ile bilendiğinde aşağıdaki hususlar göz önünde bulundurulmalıdır:
▲ Düzeltme taşının sertliği ve kumunun tane tipi - düzeltme taşı, taşlama taşının kum tane boyutundan
daha ince, yaklaşık 1-2 kum tane boyutunda olmalıdır. - orta kum, reçine bağlantılı taşlama taşları için uygundur. - metal bağlantılı taşlar için, aynı kum boyutu yada
taşlama taşından biraz daha kaba. - seramik bağlamalılar, genellikle, düzeltme taşına ihtiyaç
göstermez
▲ Düzeltme prosesi boyunca taşlama taşının dönüş hızı▲ Düzeltme taşı malzemesi (SiC, AI2O3)▲ Prosedür - taşlama taşının keskinleştirilmesi ve düzgünleştirilmesi, taşlama taşının yüzeyi düzgün ve kapalı, - kenar keskinliği Taşlama taşının yüzeyi, etkili taşlama için hazırlanmış,
aşındırıcı elmas kumuyla açıktır.
▲ Düzeltme işlemi sonrası, taşlama taşının keskinliğinin doğrulanma yöntemi
Taşlam taşının düzeltilmesi
Taşlama taşının, düzeltme taşı ile doğru bilendiğini nasıl anlarız?
TEKNIK DESTEK \ TAŞLAMA
TOOLMAKER SOLUTIONS BY CERATIZIT24
Şayet sık sık sipariş veriyorsanız, elektronik veri değişimi ( EDI ) size, her iki şirketin ERP sistemleri arasında doğrudan, kodlanmış iletişim yoluyla sipariş verme sürecini hızlandırma imkanı sunar. Bu aynı zamanda, idari işyükünü de hafifletir ve manuel girdinin neden olabileceği
hataları ortadan kaldırır. EDI, endüstriyel standartlara dayandığından, tek seferlik kurulumda yer alan harcamalar kolaylıkla yönetilebilir. Bununla birlikte, uzun vadede, bizden sipariş verme süresini ve maliyetinizi azaltarak karlı duruma geçersiniz.
Elde edeceğiniz faydalar:▲ Kendi ERP sistemiyle daha hızlı sipariş
▲ Azalan idari işyükü
▲ Manuellikten kaynaklanan hataların önlenmesi
▲ Sizinle aramızda 7/24 güvenlinilir şifreli veri değişimi
▲ Elektronik veri, daha ileride sizin ERP sisteminize işlenilebilir.
Desteklenen özellikler:▲ Tüm yaygın mesaj formatları, örneğin: XML IDoc (yerli),
EDIFACT, VDA ve ANSI X.12
▲ Tüm ortak iletişim kanalları, HTTPS (yerli), OFTP/OFTP2, AS ve X.400 gibi,
▲ Değişik mesaj tipleri( sipariş, sipariş teyidi, teslimat programları, sevkiyat bildirimleri, faturalar v.b.)
EDI – bize ulaşmanın direk hattı
TEKNIK DESTEK \ EDI

TOOLMAKER SOLUTIONS BY CERATIZIT 25TEKNIK DESTEK \ EDI
TOOLMAKER SOLUTIONS BY CERATIZIT26
İhtiyaç duyduğunuz özel ürünleri, bizim geniş standart ürün yelpazemizde bulamadıysanız, ihtiyaçlarını size özel olarak üretmekten mutlu oluruz. Bundan sonraki sayfalarımızda bulacağımız şablonlarda, ihtiyaçlarınızı, CERATIZIT'teki ilgili personele gönderin ve zaman kaybetmeksizin teklifinizi gönderelim.
Tasarım ilkeleri
TEKNIK DESTEK \ TASARIM ILKELERI
TOOLMAKER SOLUTIONS BY CERATIZIT 27
US Canadian 60000
TS90 TSN TS43 TS42 TSR1
DA PT
KCR02+ KCR05+ KCR06 KCR18+KCR10
L =W =T =α =β =γ =R / C =
KCR32 GC32 CTOPP10
W
y
L
T
R / C
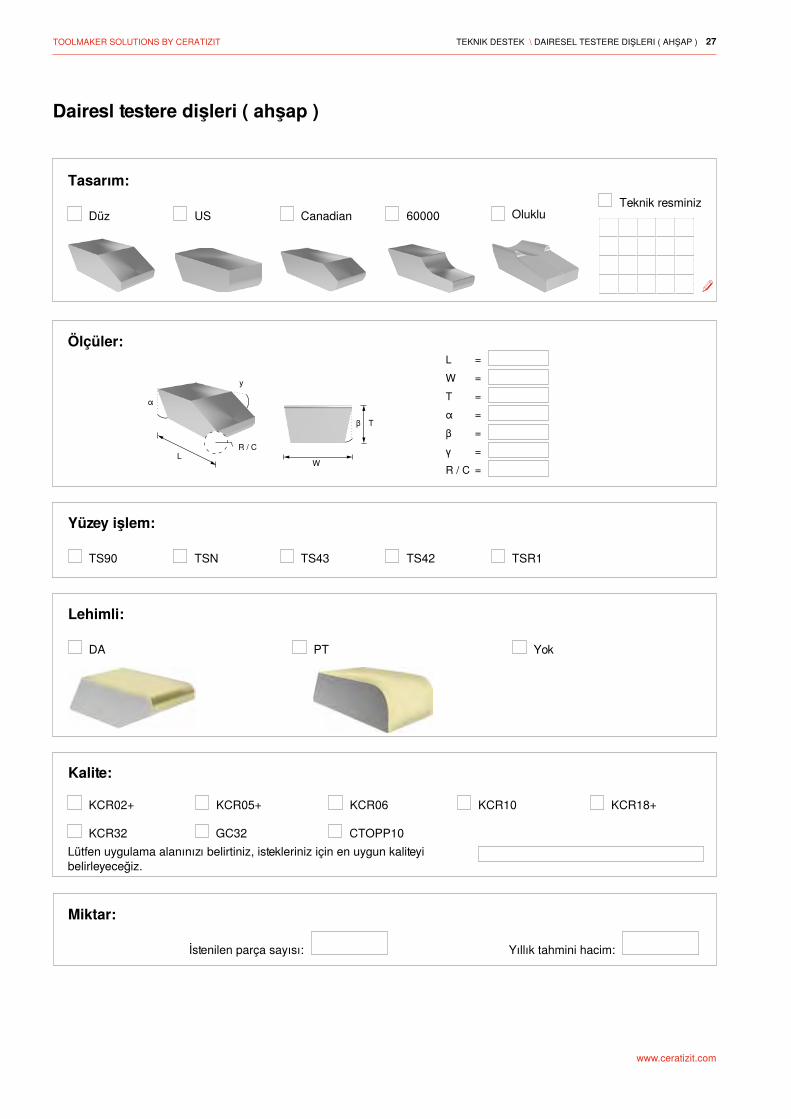
Dairesl testere dişleri ( ahşap )
Tasarım:
DüzTeknik resminiz
Ölçüler:
Oluklu
Yüzey işlem:
Lehimli:
Yok
Miktar:
İstenilen parça sayısı: Yıllık tahmini hacim:
Kalite:
Lütfen uygulama alanınızı belirtiniz, istekleriniz için en uygun kaliteyi belirleyeceğiz.
TEKNIK DESTEK \ DAIRESEL TESTERE DIŞLERI ( AHŞAP )
TOOLMAKER SOLUTIONS BY CERATIZIT28
CT SB00 CT SB02
TS8 TS42
DA
CTOPP10
TL
WT =W =L =
α =T =W =L =
W
LT7°
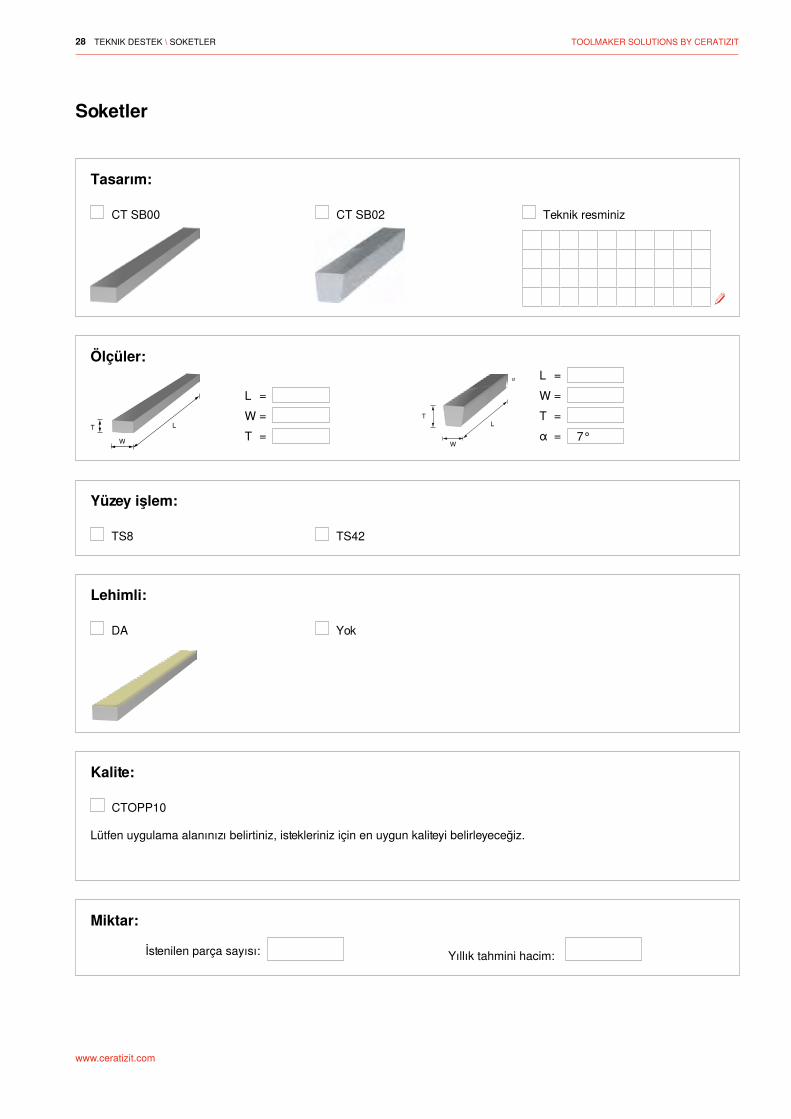
Soketler
Tasarım:
Teknik resminiz
Ölçüler:
Yüzey işlem:
Lehimli:
Yok
Kalite:
Miktar:
İstenilen parça sayısı: Yıllık tahmini hacim:
Lütfen uygulama alanınızı belirtiniz, istekleriniz için en uygun kaliteyi belirleyeceğiz.
TEKNIK DESTEK \ SOKETLER
TOOLMAKER SOLUTIONS BY CERATIZIT 29
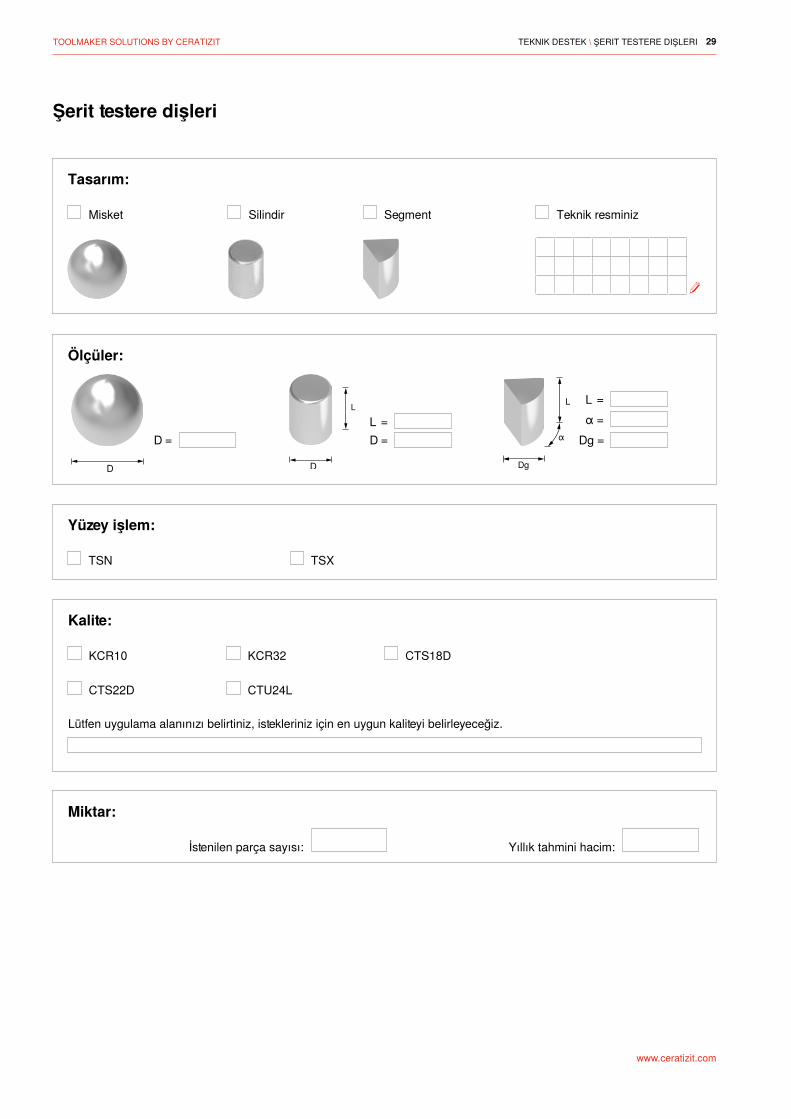
D =
KCR10 KCR32 CTS18D
CTS22D CTU24L
TSN TSX
D =L =
Dg =α =L =L
Dg
L
Kalite:
Miktar:
İstenilen parça sayısı: Yıllık tahmini hacim:
Tasarım:
Ölçüler:
Yüzey işlem:
Şerit testere dişleri
Misket Teknik resminizSilindir Segment
Lütfen uygulama alanınızı belirtiniz, istekleriniz için en uygun kaliteyi belirleyeceğiz.
TEKNIK DESTEK \ ŞERIT TESTERE DIŞLERI
TOOLMAKER SOLUTIONS BY CERATIZIT30
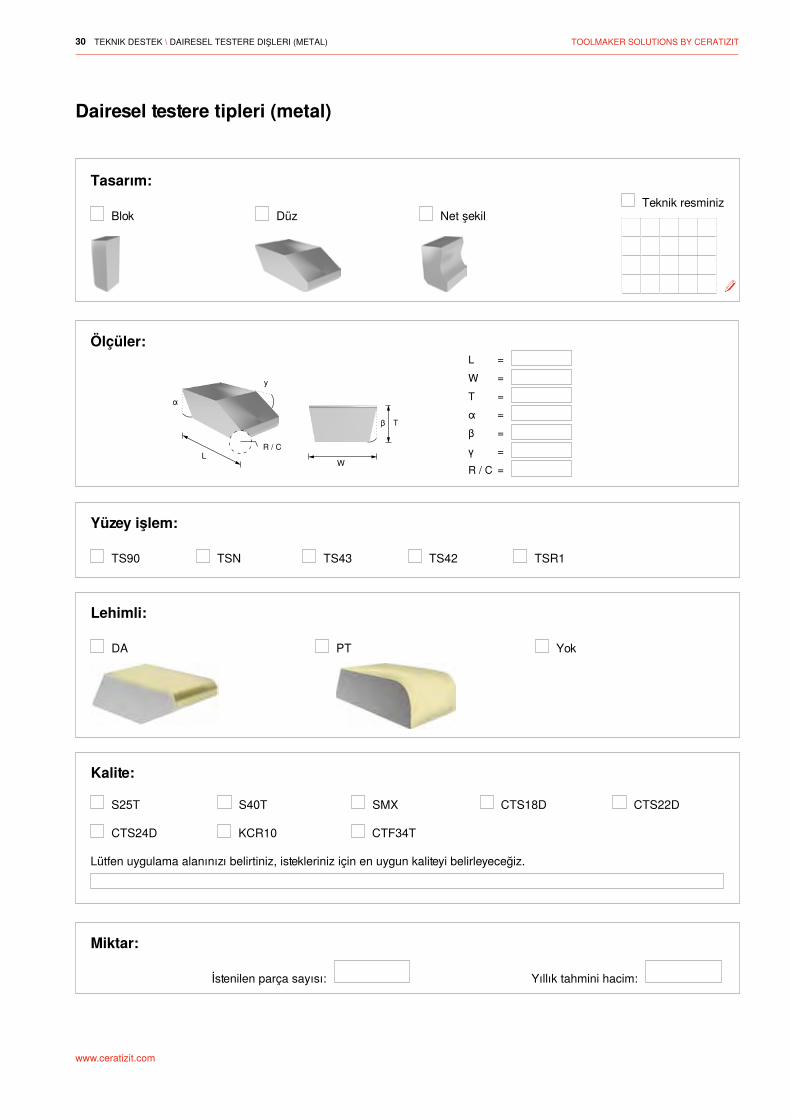
TS90 TSN TS43 TS42 TSR1
DA PT
S25T S40T SMX CTS22DCTS18D
L =W =T =α =β =γ =R / C =
CTS24D KCR10 CTF34T
W
y
L
T
R / C
Dairesel testere tipleri (metal)
Tasarım:
BlokTeknik resminiz
Ölçüler:
Düz
Yüzey işlem:
Lehimli:
Kalite:
Yok
Miktar:
İstenilen parça sayısı: Yıllık tahmini hacim:
Net şekil
Lütfen uygulama alanınızı belirtiniz, istekleriniz için en uygun kaliteyi belirleyeceğiz.
TEKNIK DESTEK \ DAIRESEL TESTERE DIŞLERI (METAL)
TOOLMAKER SOLUTIONS BY CERATIZIT 31
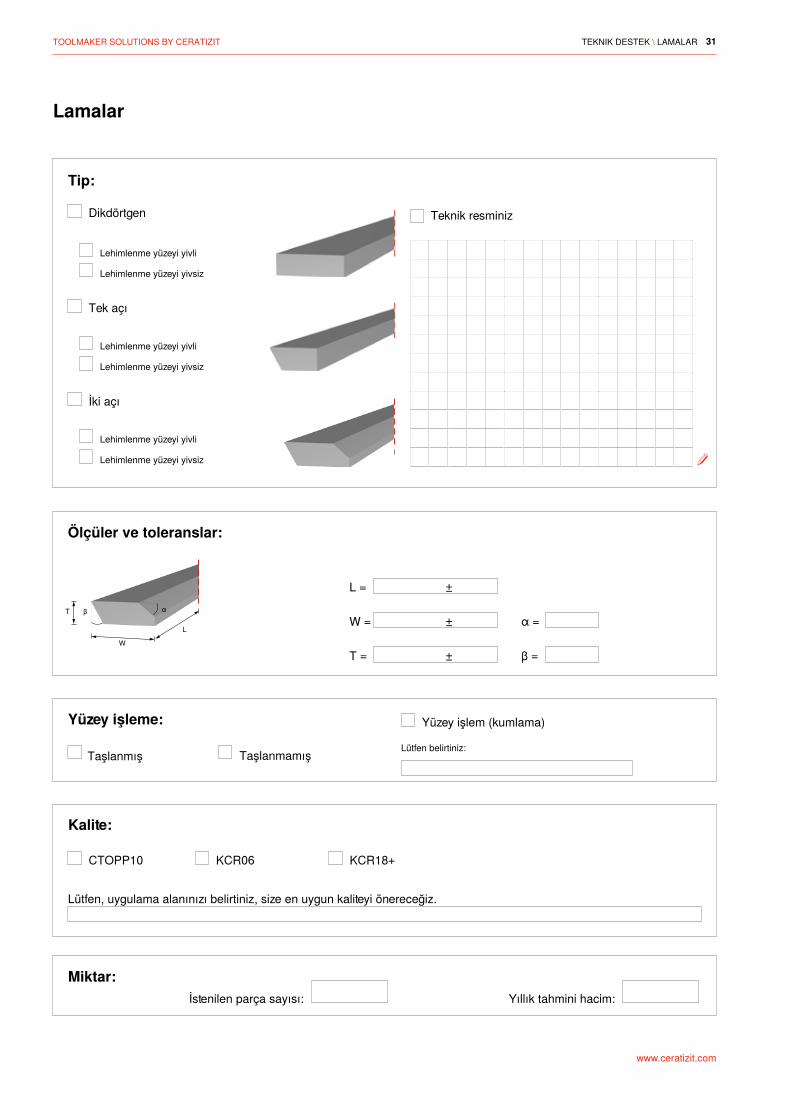
CTOPP10 KCR06 KCR18+
L
W
T
Lamalar
Tip:
Teknik resminiz
Ölçüler ve toleranslar:
Yüzey işleme:
Kalite:
Miktar:İstenilen parça sayısı: Yıllık tahmini hacim:
Taşlanmış Taşlanmamış
Dikdörtgen
Lehimlenme yüzeyi yivli
Lehimlenme yüzeyi yivsiz
±L =
±W =
±T =
Yüzey işlem (kumlama)
Lütfen belirtiniz:
Lehimlenme yüzeyi yivli
Lehimlenme yüzeyi yivsiz
Tek açı
İki açı
Lehimlenme yüzeyi yivli
Lehimlenme yüzeyi yivsiz
α =
β =
Lütfen, uygulama alanınızı belirtiniz, size en uygun kaliteyi önereceğiz.
TEKNIK DESTEK \ LAMALAR
TOOLMAKER SOLUTIONS BY CERATIZIT32
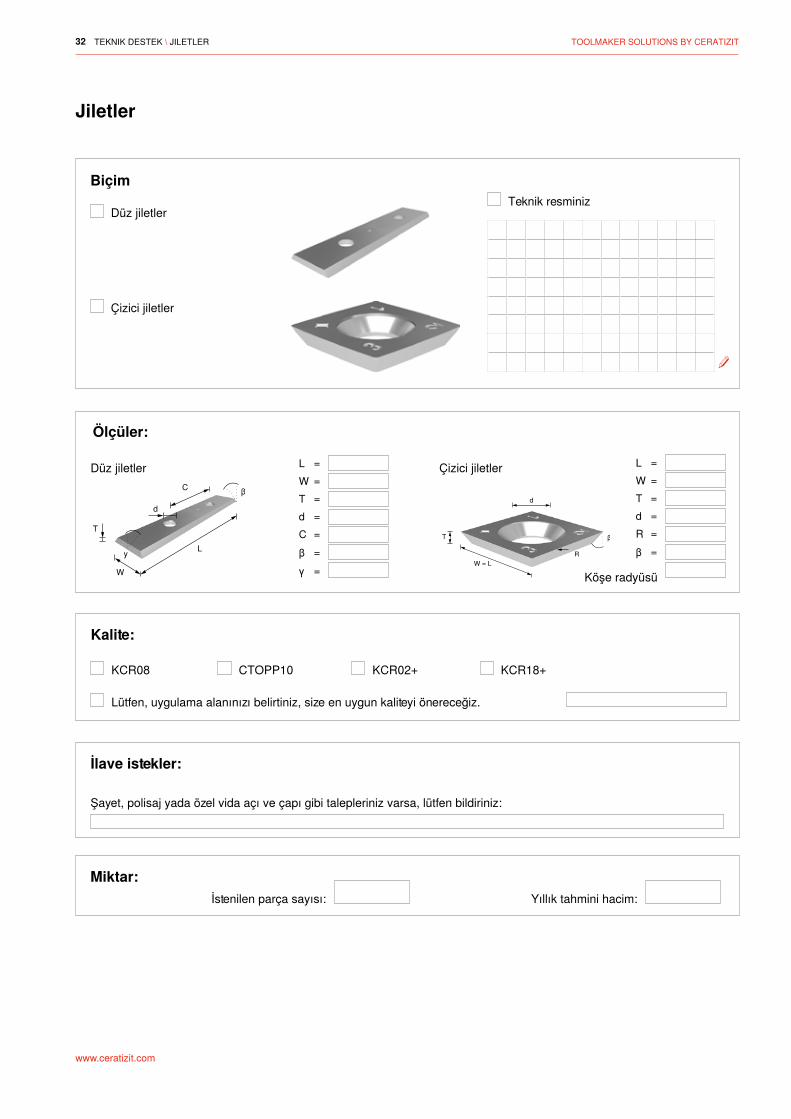
KCR08 CTOPP10 KCR02+ KCR18+
L =W =T =d =C =β =γ =
L =W =T =d =R =β =
W = L
T
d
R
W
T
L
C
y
d
Jiletler
Çizici jiletler
Biçim
Ölçüler:
İlave istekler:
Kalite:
Miktar:İstenilen parça sayısı: Yıllık tahmini hacim:
Düz jiletler
Düz jiletler Çizici jiletler
Köşe radyüsü
Lütfen, uygulama alanınızı belirtiniz, size en uygun kaliteyi önereceğiz.
Şayet, polisaj yada özel vida açı ve çapı gibi talepleriniz varsa, lütfen bildiriniz:
Teknik resminiz
TEKNIK DESTEK \ JILETLER
TOOLMAKER SOLUTIONS BY CERATIZIT 33
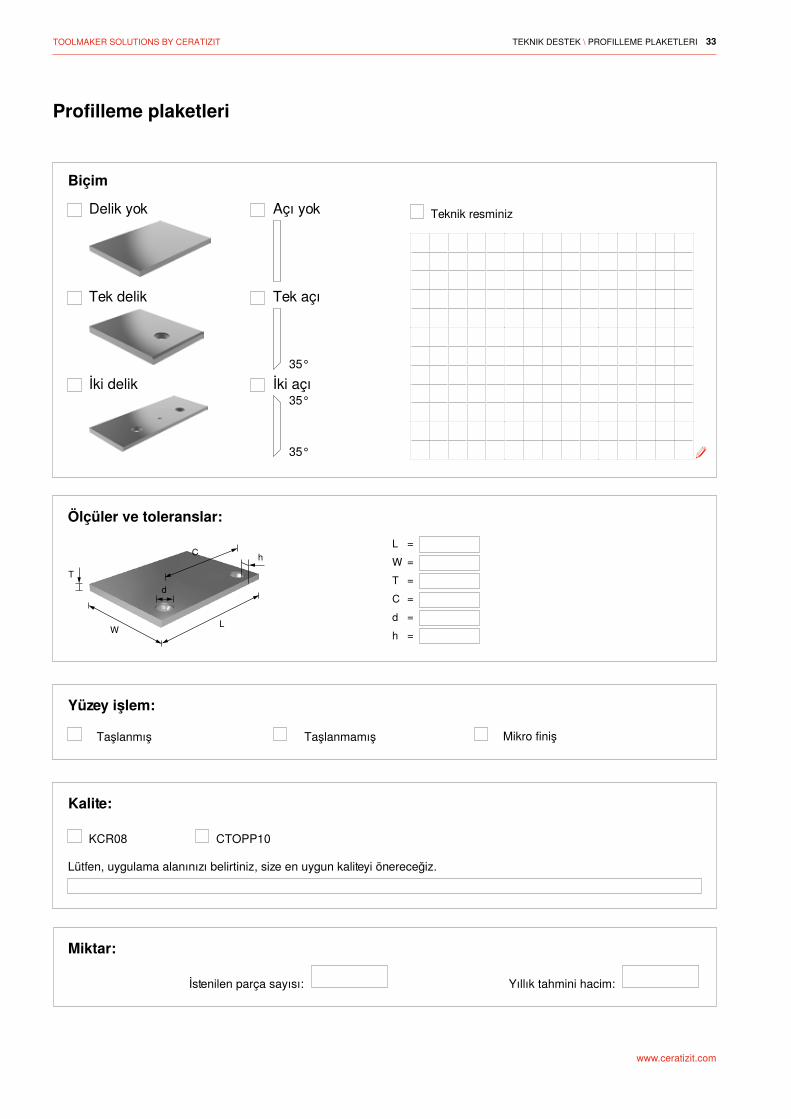
KCR08 CTOPP10
L =W =T =C =d =h =
35°
35°
35°
T
LW
d
C h
Profilleme plaketleri
Biçim
Teknik resminiz
Ölçüler ve toleranslar:
Yüzey işlem:
Kalite:
Miktar:
İstenilen parça sayısı: Yıllık tahmini hacim:
Taşlanmış Taşlanmamış Mikro finiş
Delik yok Açı yok
Tek delik Tek açı
İki delik İki açı
Lütfen, uygulama alanınızı belirtiniz, size en uygun kaliteyi önereceğiz.
TEKNIK DESTEK \ PROFILLEME PLAKETLERI
TOOLMAKER SOLUTIONS BY CERATIZIT34
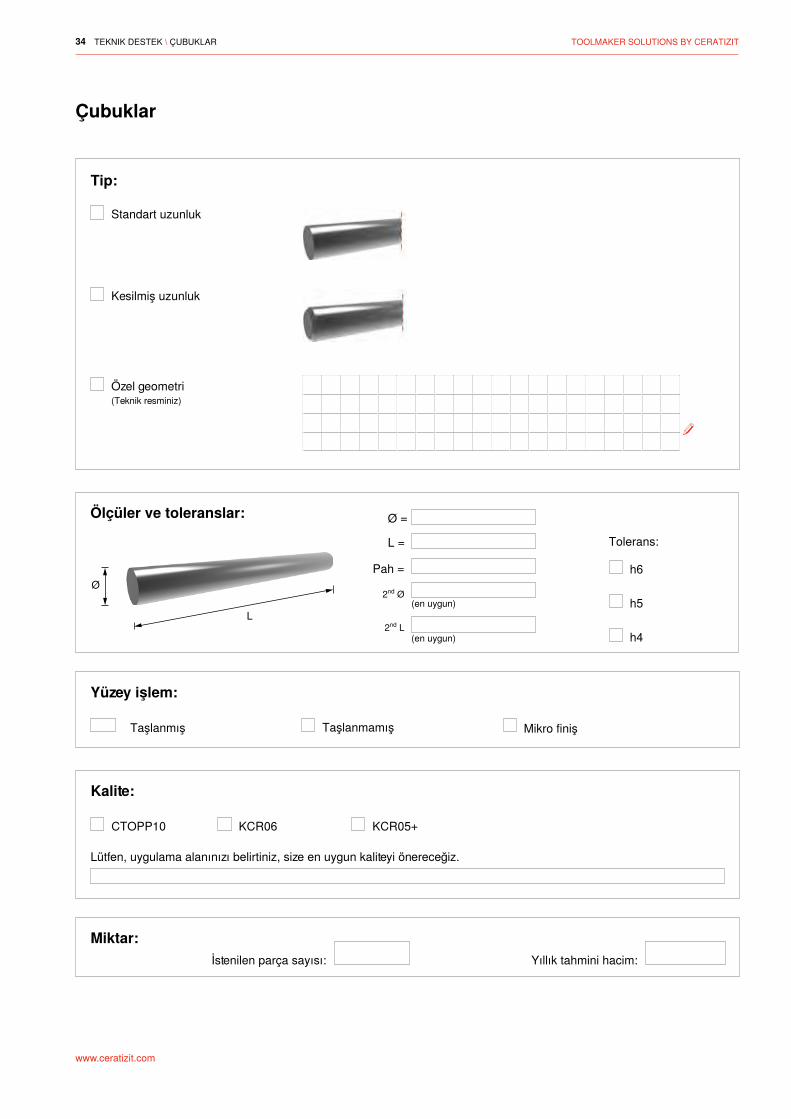
CTOPP10 KCR06 KCR05+
Ø =
L =
h6
h5
h4
2nd Ø
L
Ø
2nd L
Çubuklar
Ölçüler ve toleranslar:
Yüzey işlem:
Kalite:
Miktar:
Kesilmiş uzunluk
Tip:
İstenilen parça sayısı: Yıllık tahmini hacim:
Taşlanmış Taşlanmamış
Standart uzunluk
(Teknik resminiz)Özel geometri
Tolerans:
Mikro finiş
(en uygun)
(en uygun)
Lütfen, uygulama alanınızı belirtiniz, size en uygun kaliteyi önereceğiz.
Pah =
TEKNIK DESTEK \ ÇUBUKLAR
Bosnia-HerzegovinaPROCEDOBIH-71 320 Vogošća-Sarajevo Nova industrijska zona bb T. + 387 (0)33 424 – 351E. [email protected]
United Arab EmiratesHASSANI TRADING COUAE-Dubai Investment ParkP.O. Box 286 T. +971 4899 444F. +971 5899 444E. [email protected]
IrelandJ.Jackson Tools IE-A63YC03-KilcooleLewna, Sea Road T. +353 1 2877 141E. [email protected]
PolandRodelPL-05-506 Magdalenka ul. Okrezna 34 T. +48 22 757 7938T. +48 22 757 9774 E. [email protected]
RomaniaS.C. Metal Disc S.R.LROU-077086 FundeniStr.Doinei nr. 55T. +40 21 240 40 89E. [email protected]
RussiaCRI LLCM. Dimitri AlexandrovRUS-117449 MOSCOWKar'er street 2A bld 1 – room 007 T. +7 4952294972 T. +7 49952294972
South AfricaTechnical + General Distribution ZAF-2194 Randburg 93 Milner Road T. +27 118864122
South AmericaEurosierras S.A.S. COL-KRA 44A 31-112 Medellin / Colombia T. +57 4322 9108 E. [email protected]
UkrainePE Mukiyevskaya UKR-03048 Kiev Pulyua street 3/ app 121T. +38 044 246 02 81 E. [email protected]
United StatesGrasche USA, Inc.US-28602 Hickory, NC240 Performance Dr, SE. T. +1 (828) 322-3253 x 109 F. +1 (828) 322-6459 E. [email protected]
United StatesSoutheast Tool, IncT. +1 877-465-7012 F. +1 866-945-9433 E. [email protected] www.southeasttool.com
SİZİN İÇİN DÜNYANIN HER YERİNDEYİZ – SATIŞ AĞIMIZ
www.ceratizit.com
Tooling the Future
Your partner for technical support
Headquarters:
CERATIZIT S.A. LU-8232 MamerT. +352 31 20 85-1E. [email protected]
WorldwideCERATIZIT Luxembourg S.à r.l. LU-8232 MamerT. +352 31 20 85-1E. [email protected]
BrazilCERATIZIT América Latina Ltda.BR-06453-002 Barueri, São PauloT. +55 11 4133 2300E. [email protected]
ChinaCB-CERATIZIT Xiamen69 Xingxi Road, Xinglin, Jimei,CN-361022 Xiamen (Jimei), ChinaT. +86 592 666 1000
IndiaCERATIZIT India Pvt. Ltd.IN-Bengaluru 560099T. +91 80 4043 1262E. [email protected]
ItalyCERATIZIT Italia S.p.A.IT-22040 Alserio (CO)T. +39 031 6349 211E. [email protected]
NetherlandsCERATIZIT Nederland B.V.NL-4707 AT RoosendaalT. +31 165 55 08 00E. [email protected]
Spain / PortugalCERATIZIT Ibérica S.L.ES-28031 MadridT. +34 91 351 0609E. [email protected] Ür
ün g
elişm
eler
ine
bağl
ı ola
rak
tekn
ik de
ğişik
likle
r yap
ma
hakk
ına
sahi
biz
2017.V1 TR
7003
182
MA-
PRO
-068
9-TR
-05/
17
CERATIZIT, takım ve sert malzemedeyüksek teknolojiye sahip bir firmadır.
Umschlag-TechInfo.indd All Pages 22/08/2017 13:31:28