Embed Size (px)
Citation preview

BỘ CÔNG THƯƠNG
TRƯỜNG ĐẠI HỌC KINH TẾ - KỸ THUẬT CÔNG NGHIỆP
TRỊNH ĐẮC NGUYÊN
XÂY DỰNG HỆ THỐNG QUẢN LÝ
AN TOÀN THỰC PHẨM THEO TIÊU CHUẨN
ISO 22000:2018 ĐỐI VỚI DÂY CHUYỀN
SẢN XUẤT CHẢ GIÒ ĐÔNG LẠNH
CỦA NHÀ MÁY CHẾ BIẾN THỰC PHẨM
VISSAN BẮC NINH
LUẬN VĂN THẠC SỸ
CHUYÊN NGÀNH CÔNG NGHỆ THỰC PHẨM
Hà Nội, 2021
BỘ CÔNG THƯƠNG
TRƯỜNG ĐẠI HỌC KINH TẾ - KỸ THUẬT CÔNG NGHIỆP
TRỊNH ĐẮC NGUYÊN
XÂY DỰNG HỆ THỐNG QUẢN LÝ
AN TOÀN THỰC PHẨM THEO TIÊU CHUẨN
ISO 22000:2018 ĐỐI VỚI DÂY CHUYỀN
SẢN XUẤT CHẢ GIÒ ĐÔNG LẠNH
CỦA NHÀ MÁY CHẾ BIẾN THỰC PHẨM
VISSAN BẮC NINH
LUẬN VĂN THẠC SỸ
Chuyên ngành Công nghệ thực phẩm
Mã số: 8540101
Người hướng dẫn khoa học 1: TS. Đặng Thị Thanh Quyên
Người hướng dẫn khoa học 2: TS. Từ Việt Phú
Hà Nội, 2021

i
LỜI CAM ĐOAN
Tôi xin cam đoan rằng số liệu và kết quả nghiên cứu trong luận án này là
hoàn toàn trung thực, chưa từng được ai sử dụng để công bố trong bất kỳ công
trình nào khác. Các thông tin, tài liệu trích dẫn trong luận án đã được ghi rõ
nguồn gốc.
TÁC GIẢ LUẬN VĂN
TRỊNH ĐẮC NGUYÊN

ii
LỜI CẢM ƠN
Trong quá trình thực hiện đề tài “Xây dựng hệ thống quản lý an toàn thực
phẩm theo tiêu chuẩn ISO 22000:2018 đối với dây chuyền sản xuất chả giò
đông lạnh của nhà máy chế biến thực phẩm Vissan Bắc Ninh.”, Tôi đã nhận
được rất nhiều sự giúp đỡ, tạo điều kiện của các cán bộ, công nhân trong xưởng
sản xuất chả giò đông lạnh của nhà máy sản xuất Chế biến thực phẩm Vissan
Bắc Ninh, những người đã giúp tôi thực hiện trong quá trình khảo sát và xây
dựng hệ thống ISO 22000:2018.
Tôi xin bày tỏ lòng biết ơn sâu sắc tới TS. ĐẶNG THỊ THANH QUYÊN và
TS TỪ VIỆT PHÚ người hướng dẫn trực tiếp và chỉ bảo cho tôi hoàn thành luận
văn này.
Hà Nội, tháng 5 năm 2021
TÁC GIẢ LUẬN VĂN
TRỊNH ĐẮC NGUYÊN
iii
MỤC LỤC
Trang
LỜI CAM ĐOAN ............................................................................................. i
LỜI CẢM ƠN .................................................................................................. ii
DANH MỤC CÁC KÝ HIỆU, CHỮ VIẾT TẮT ........................................ vi
DANH MỤC BẢNG ..................................................................................... viii
DANH MỤC HÌNH ẢNH .............................................................................. ix
MỞ ĐẦU ........................................................................................................... 1
CHƯƠNG 1: TỔNG QUAN ................................................................................. 3
1.1. Vấn đề an toàn thực phẩm trong thực phẩm chế biến hiện nay .................... 3
1.2. Giới thiệu về hệ thống quản lý an toàn thực phẩm theo tiêu chuẩn ISO
22000:2018 ................................................................................................................ 4
1.2.1.Khái niệm ......................................................................................................... 4
1.2.2.Mục đích ........................................................................................................... 4
1.2.3.Phạm vi áp dụng .............................................................................................. 4
1.2.4.Nội dung ........................................................................................................... 4
1.2.5.Các bước tiến hành .......................................................................................... 5
1.2.6.Thực trạng áp dụng ISO 22000 trên thế giới và ở Việt Nam ........................ 5
1.2.7. Lý do nên áp dụng tiêu chuẩn ISO 22000 cho doanh nghiệp thực
phẩm.......................................................................................................7
1.3. So sánh hệ thống quản lý chất lượng ISO 9001:2015, HACCP với hệ thống
quản lý an toàn thực phẩm theo tiêu chuẩn ISO 22000:2018 ................................ 8
1.4. Giới thiệu về nhà máy chế biến thực phẩm Vissan Bắc Ninh ..................... 11
1.4.1. Sơ lược về nhà máy ................................................................................. 11
1.4.2. Giới thiệu về hệ thống quản lý chất lượng áp dụng tại nhà máy chế biến
thực phẩm Vissan Bắc Ninh............................................................................ 14
1.4.3. Thực trạng sản xuất thực phẩm chế biến đông lạnh nhà máy chế biến
thực phẩm Vissan Bắc Ninh............................................................................ 14
1.4.4. Giới thiệu quy trình sản xuất chả giò đông lạnh .................................... 16

iv
CHƯƠNG 2: ĐỐI TƯỢNG, NỘI DUNG VÀ PHƯƠNG PHÁP NGHIÊN
CỨU ................................................................................................................. 21
2.1. Đối tượng nghiên cứu .................................................................................... 21
2.2. Nội dung nghiên cứu ..................................................................................... 21
2.3. Phương pháp nghiên cứu ............................................................................... 21
2.3.1. Phương pháp khảo sát thực trạng dây chuyền sản xuất chả giò đông lạnh
nhà máy chế biến thực phẩm Vissan Bắc Ninh ..................................................... 21
2.3.2. Phương pháp phân tích chất lượng thành phẩm ......................................... 22
2.3.3. Phương pháp xây dựng hệ thống tài liệu theo tiêu chuẩn ISO 22000:2018
cho dây chuyền chả giò đông lạnh ......................................................................... 23
CHƯƠNG 3: KẾT QUẢ VÀ THẢO LUẬN ............................................... 24
3.1 Kết quả khảo sát nhà xưởng ..................................................................... 24
3.2. Kết quả khảo sát thực trạng thiết bị của dây chuyền sản xuất chả giò đông
lạnh............. ..................................................................................................... 28
3.3. Kết quả khảo sát quy trình công nghệ sản xuất chả giò ............................... 30
3.4. Kết quả khảo sát quy trình vệ sinh trong quy trình sản xuất ....................... 34
3.5. Kết quả kiểm tra, đánh giá chất lượng sản phẩm trước khi xây dựng ISO
22000:2018 .............................................................................................................. 36
3.5.1 Kiểm tra nguyên liệu nạc heo ....................................................................... 36
3.5.2 Kết quả kiểm tra thành phẩm chả giò ........................................................... 38
3.6. Xây dựng hệ thống tài liệu theo tiêu chuẩn ISO 22000:2018 cho dây chuyền
sản xuất chả giò đông lạnh...................................................................................... 40
3.6.1 Quy trình đào tạo nhân viên QT.06 (Giải quyết vấn đề 02,04) ................ 43
3.6.2. Quy trình quản lý thiết bị QT-16 (Giải quyết Vấn đề 03) ......................... 44
3.6.3. Quy trình kiểm soát các công đoạn sản xuất chả giò (QT.19) (Giải quyết
Vấn đề 05). .............................................................................................................. 44
3.6.4. Quy phạm vệ sinh thiết bị, nhà xưởng (PRP8) (Giải quyết vấn đề 01) .... 48
3.6.5. Quy trình quản lý các tình trạng khẩn cấp (QT-05) ................................... 54
3.6.6. Quy trình xử lý các sản phẩm không an toàn tiềm ẩn (QT-10) ................. 59

v
3.6.7. Quy trình truy xuất nguồn gốc (QT-11) ...................................................... 60
3.7. Kế hoạch HACCP .......................................................................................... 61
3.7.1.Mô tả sản phẩm .............................................................................................. 61
3.7.2. Mục đích sử dụng dự kiến..................................................................... 64
3.7.3. Quy trình công nghệ....................................................................65
3.7.4. Phân tích mối nguy nguyên vật liệu ...................................................... 66
3.7.5. Phân tích mối nguy các công đoạn trong quy trình sản xuất chả giò đông
lạnh.. ......................................................................................................................... 66
3.7.6. Thiết lập giới hạn tới hạn ...................................................................... 75
3.7.7. Kế hoạch HACCP ................................................................................. 75
KẾT LUẬN VÀ ĐỀ NGHỊ ............................................................................ 79
KẾT LUẬN ..................................................................................................... 79
ĐỀ NGHỊ ......................................................................................................... 80
TÀI LIỆU THAM KHẢO ............................................................................. 81
PHỤ LỤC ........................................................................................................ 82
vi
DANH MỤC CÁC KÝ HIỆU, CHỮ VIẾT TẮT
Tên viết tắt Tiếng Anh Tiếng Việt
ISO International Organization
for Standardization
Tổ chức quốc tế
về tiêu chuẩn hóa
HACCP Hazard Analysis and
Critical Control Points
Hệ thống phân tích mối nguy và
kiểm soát điểm tới hạn
CCP Critical Control Point Điểm kiểm soát trọng yếu
KCS Kiểm tra chất lượng sản phẩm
KTCB Kỹ thuật chế biến
KTTB Kỹ thuật thiết bị
TCVN Tiêu chuẩn Việt Nam
TSVSVHK Tổng số vi sinh vật hiếu khí
VSV Vi sinh vật
NSX Ngày sản xuất
HSD Hạn sử dụng
CNVH Công nhân vận hành
VSCN Vệ sinh công nghiệp
P.KD Phòng kinh doanh
P.SX Phòng sản xuất
P.TCHC Phòng tổ chức hành chính
CCDC
ATLĐ
Công cụ dụng cụ
An toàn lao động
HTQLCL Hệ thống quản lý chất lượng
ATTP An toàn thực phẩm
PTMN Phân tích mối nguy
KHKSQT Kế hoạch kiểm soát quá trình

vii
PCCC Phòng cháy chữa cháy
TSCĐ Tài sản cố định
viii
DANH MỤC BẢNG
Bảng 1. 1. Sự khác biệt về các bước áp dụng của ISO 22000:2018 và HACCP ........ 9
Bảng 3. 1. Máy cưa nguyên liệu ...........................................................................28
Bảng 3. 2. Kết quả khảo sát quy trình sản xuất chả giò đông lạnh .......................... 31
Bảng 3. 3. Kết quả khảo sát vệ sinh công nhân ....................................................... 34
Bảng 3. 4. Kết quả khảo sát vệ sinh quy trình sản xuất ........................................... 34
Bảng 3. 5. Kết quả đo pH nguyên liệu nạc heo trong các lô nguyên liệu khác nhau 37
Bảng 3. 6. Bảng kết quả đo hàm lượng NH3 nguyên liệu nạc heo trong các lô ....... 37
Bảng 3. 7. Bảng kết quả xác định TSVSVHK ........................................................ 38
Bảng 3. 8. Bảng kết quả kiểm tra cảm quan mẫu sản phẩm chả giò đông lạnh trong
thời gian nghiên cứu .................................................................................................. 38
Bảng 3. 9. Bảng kết quả kiểm tra chỉ tiêu hóa lý thành phẩm chả giò ..................... 39
Bảng 3. 10. Bảng tổng hợp các vấn đề cần giải quyết ............................................. 40
Bảng 3. 11. Danh mục tài liệu theo tiêu chuẩn ISO 22000:2018 ............................. 41
Bảng 3. 12. Các tài liệu cần xây dựng để giải quyết các vấn đề đã khảo sát ........... 42
Bảng 3. 13. Quy trình kiểm soát các công đoạn sản xuất chả giò đông lạnh........... 45
Bảng 3. 14. Quy phạm vệ sinh khu vực phòng thay đồ ........................................... 49
Bảng 3. 15. Quy phạm vệ sinh khu vực nhà vệ sinh ................................................ 50
Bảng 3. 16. Quy phạm vệ sinh khu vực nhà hành lang ............................................ 50
Bảng 3. 17. Quy phạm vệ sinh khu vực phòng sản xuất .......................................... 51
Bảng 3. 18. Quy phạm vệ sinh máy móc, thiết bị .................................................... 52
Bảng 3. 19. Hướng dẫn vệ sinh dụng cụ vệ sinh ...................................................... 54
Bảng 3. 20. Bảng mô tả nguyên vật liệu .................................................................. 62
Bảng 3. 21. Bảng mô tả sản phẩm Chả giò đông lạnh ............................................. 63
Bảng 3. 22. Bảng phân tích mối nguy các công đoạn trong quy trình sản xuất....... 67
Bảng 3. 23. Xác định các điểm CCP ........................................................................ 74
Bảng 3. 24. Kế hoạch HACCP sản phẩm chả giò đông lạnh ................................... 76

ix
DANH MỤC HÌNH ẢNH
Hình 1. 1. Hình ảnh nhà máy chế biến thực phẩm Vissan Bắc Ninh .................. 11
Hình 1. 2. Sơ đồ tổ chức nhà máy ........................................................................ 13
Hình 1. 3. Các sản phẩm truyền thống Chả giò, Chả cá, há cảo .......................... 13
Hình 1. 4. Công nhân sản xuất định hình sản phẩm chả giò đông lạnh ............... 15
Hình 1. 5. Sơ đồ quy trình sản xuất chả giò đông lạnh ........................................ 16
Hình 3. 1. Sơ đồ mặt bằng dây chuyền chả giò đông lạnh ................................... 25
Hình 3. 2. Máy cưa nguyên liệu ........................................................................... 28
Hình 3. 3. Máy xay nguyên liệu ........................................................................... 28
Hình 3. 4. Máy trộn nhân ..................................................................................... 29
Hình 3. 5. Máy dò kim loại .................................................................................. 29
Hình 3. 6. Máy dán túi liên tục............................................................................. 29
Hình 3. 7. Điều hòa .............................................................................................. 30
Hình 3. 8. Lưu đồ quy trình đào tạo nhân viên .................................................... 43
Hình 3. 9. Lưu đồ quy trình quản lý thiết bị ........................................................ 44

1
MỞ ĐẦU
1. Tính cấp thiết của đề tài
Trong những năm gần đây tại Việt Nam thực phẩm chế biến được nhiều gia
đình tin dùng. Mong muốn người tiêu dùng được tiếp cận tới những thực phẩm
có chất lượng tốt, an toàn vệ sinh thực phẩm và có lợi cho sức khỏe. Việc đảm
bảo an toàn vệ sinh thực phẩm không chỉ giúp chúng ta có một sức khỏe tốt và
góp phần nâng cao chất lượng cuộc sống.
Tại nhà máy chế biến thực phẩm Vissan Bắc Ninh đang áp dụng hệ thống
quản lý chất lượng ISO 9001:2015 và HACCP nhằm mục đích quản lý chất
lượng sản phẩm. ISO 22000 là một tiêu chuẩn được quốc tế công nhận kết hợp
cách tiếp cận ISO 9001 với quản lý an toàn thực phẩm và HACCP để đảm bảo
an toàn thực phẩm ở mọi mức độ. ISO 22000 có thể được bất kỳ tổ chức nào sử
dụng trong chuỗi cung ứng thực phẩm. ISO 22000 được phát triển kế thừa toàn
bộ tính ưu việt của hệ thống phân tích mối nguy và điểm kiểm soát trọng yếu,
đưa ra các phương pháp tiếp cận và cải tiến liên tục, các nguyên tắc quản lý chất
lượng và yêu cầu của tiêu chuẩn quản lý chất lượng 9001:2015. Tạo điều kiện
thuận lợi cho doanh nghiệp đã áp dụng hệ thống quản lý khác HACCP hay ISO
9001 hoàn toàn có thể tích hợp, bổ sung hiện có, phù hợp yêu cầu ISO 22000. Từ
đó giảm bớt chi phí vận hành, duy trì và phát triển tốt hơn hiệu quả hoạt động
của doanh nghiệp, nâng cao giá trị thương hiệu, tạo lòng tin cho khách hàng và
cơ quan quản lý nhà nước. Đồng thời giảm thiểu các chi phí kiểm tra, đánh giá,
tăng cơ hội tiếp cận thị trường.
Hiện tại nhà máy chế biến thực phẩm Vissan Bắc Ninh chưa áp dụng tiêu
chuẩn quản lý an toàn thực phẩm ISO 22000. Ban lãnh đạo nhà máy chế biến
thực phẩm Vissan định hướng muốn xuất khẩu thực phẩm chế biến ra thị trường
các nước châu Á. Việc doanh nghiệp áp dụng tiêu chuẩn ISO 22000 sẽ được
nhìn nhận là có hệ thống quản lý an toàn vệ sinh thực phẩm đạt tiêu chuẩn quốc

2
tế, tạo được lợi thế cạnh tranh cao, ghi được dấu ấn trên thị trường và đặc biệt
tạo điều kiện xuất khẩu sang thị trường khó tính trên thế giới. Hiểu được vấn đề
này nên chúng tôi xây dựng đề tài: Xây dựng hệ thống quản lý an toàn thực
phẩm theo tiêu chuẩn ISO 22000:2018 đối với dây chuyền sản xuất Chả giò
đông lạnh của nhà máy chế biến thực phẩm Vissan Bắc Ninh.
2. Mục tiêu nghiên cứu
Xây dựng bộ hồ sơ, tài liệu ISO 22000:2018 cho dây chuyền sản xuất Chả
giò đông lạnh giúp cung ứng sản phẩm chất lượng an toàn, đảm bảo sức khỏe
người tiêu dùng, tạo điều kiện cán bộ trong nhà máy làm việc khoa học và hiệu
quả.
3. Những đóng góp mới, ý nghĩa khoa học hoặc thực tiễn
Xây dựng hệ thống quản lý chất lượng nhằm mục đích quản lý hiệu quả chất
lượng Chả giò đông lạnh tại nhà máy.
4. Thời gian nghiên cứu
Thời gian thực hiện: từ tháng 10/2020 đến tháng 3/2021

3
CHƯƠNG 1: TỔNG QUAN
1.1. Vấn đề an toàn thực phẩm trong thực phẩm chế biến hiện nay
Ngày nay cùng với nhịp sống hiện đại xu hướng sử dụng thực phẩm chế
biến sẵn ngày càng gia tăng thay thế việc nấu nướng tại nhà. Đồng thời nền kinh
tế nước ta chuyển sang nền kinh thế thị trường. Các sản phẩm thực phẩm sản
xuất trong nước và nước ngoài nhập vào Việt Nam ngày càng đa dạng về chủng
loại. Con người đang phải đối mặt với những thực phẩm bẩn, không đảm bảo
chất lượng và độ an toàn trong sản xuất chế biến. Việc sử dụng chất phụ gia
trong sản xuất trở nên phổ biến nhằm nhiều mục đích như kéo dài thời gian bảo
quản, tạo màu, mùi vị cho sản phẩm. Các loại phẩm màu, đường hóa học đang bị
lạm dụng trong pha chế nước giải khát, sản xuất bánh kẹo. Ngoài ra việc sử dụng
hóa chất bảo vệ thực vật gồm thuốc trừ sâu, diệt cỏ, hóa chất kích thích tăng
trưởng không theo đúng quy định gây ô nhiễm nguồn nước cũng như tồn dư hóa
chất này trong thực phẩm. Bảo quản lương thực, thực phẩm không đúng quy
cách tạo điều kiện cho vi khuẩn, nấm mốc phát triển đã gây ngộ độc thực phẩm.
Các bệnh do thực phẩm gây ra không chỉ là các bệnh cấp tính do ngộ độc thức ăn
mà còn là các bệnh mãn tính do nhiễm và tích lũy các chất độc hại từ môi trường
bên ngoài vào thực phẩm, gây rối loạn chuyển hóa trong cơ thể, trong đó có bệnh
tim mạch và ung thư. An toàn thực phẩm đang trở thành vấn đề nhức nhối trong
toàn xã hội khi ngày càng có nhiều người mắc phải các bệnh do ăn phải thực
phẩm kém chất lượng. Theo thống kê của Tổng cục thống kê 11 tháng đầu năm
năm 2020 cả nước xảy ra 90 vụ ngộ độc, 2254 người bị ngộ độc, 22 người tử
vong [10]. Việc đảm bảo an toàn thực phẩm trong các doanh nghiệp sản xuất
thực phẩm là vô cùng quan trọng, đảm bảo lòng tin người tiêu dùng cũng như sự
phát triển bền vững của doanh nghiệp.

4
1.2. Giới thiệu về hệ thống quản lý an toàn thực phẩm theo tiêu chuẩn
ISO 22000:2018
1.2.1. Khái niệm
ISO 22000 là tiêu chuẩn an toàn thực phẩm quốc tế do Tổ chức tiêu chuẩn
hóa quốc tế (ISO) xây dựng có sự đóng góp của 187 quốc gia trên thế giới, nhằm
cung cấp một hệ thống quản lý an toàn thực phẩm toàn diện giúp doanh nghiệp
kiểm soát được mối nguy trong bất cứ giai đoạn nào của chuỗi thực phẩm: từ
khâu bắt đầu nuôi trồng, đánh bắt cho đến chế biến, sản xuất và cuối cùng là tiêu
thụ ra thị trường.
1.2.2. Mục đích
Mục đích ISO 22000 hướng tới việc đảm bảo các doanh nghiệp thực
phẩm có đủ khả năng để kiểm soát được mọi mối nguy. Các mối nguy có thể
xảy ra ở bất kì khâu nào, từ khâu chuẩn bị nguyên liệu đầu vào, tiến hành nuôi
trồng, đánh bắt tới thu hoạch, chế biến và đem tới tay người tiêu dùng. Nhằm
đảm bảo những thực phẩm khi được tiêu thụ là hoàn toàn an toàn, không ảnh
hưởng sức khỏe con người [1].
1.2.3. Phạm vi áp dụng
Tiêu chuẩn này quy định các hệ thống đối với quản lý an toàn thực phẩm
cho tổ chức trực tiếp hoặc gián tiếp hoạt động trong chuỗi thực phẩm [1].
1.2.4. Nội dung
Nội dung của tiêu chuẩn ISO 22000 được triển khai theo cấu trúc 10 điều
khoản. Phần đầu tiên gồm 3 điều khoản từ điều khoản 1 đến điều khoản 3 có nội
dung giới thiệu khái quát. 7 điều khoản còn lại là nội dung chính về các yêu cầu
đối với hệ thống quản lý an toàn thực phẩm. Việc áp dụng nội dung của ba điều
khoản đầu tiên giống với các tiêu chuẩn về hệ thống quản lý khác nhằm mục
đích tích hợp các tiêu chuẩn với nhau. Các tổ chức có thể triển khai các tiêu
chuẩn độc lập hoặc tích hợp giữa các hệ thống quản lý để tăng tính hiệu quả. Cấu
trúc của tiêu chuẩn ISO 22000:2018 gồm 10 điều khoản cụ thể như sau [1]:
Điều khoản 1: Phạm vi áp dụng

5
Điều khoản 2: Tài liệu viện dẫn
Điều khoản 3: Thuật ngữ và định nghĩa
Điều khoản 4: Bối cảnh tổ chức
Điều khoản 5: Lãnh đạo
Điều khoản 6: Hoạch định
Điều khoản 7: Hỗ trợ
Điều khoản 8: Thực hiện
Điều khoản 9: Kết quả thực hiện
Điều khoản 10: Cải tiến
1.2.5. Các bước tiến hành
Xây dựng bộ tài liệu ISO 22000 gồm 8 bước sau:
Bước 1: Đào tạo cho cán bộ quản lý chất lượng theo tiêu chuẩn ISO 22000
Bước 2: Chỉ định trưởng nhóm An toàn thực phẩm và các thành viên
Bước 3: Thực hiện phân tích mối nguy mất an toàn thực phẩm, xác định các
biện pháp phòng ngừa
Bước 4: Xây dựng các quy trình và hướng dẫn thực hiện công việc để kiểm
soát mối nguy
Bước 5: Vận hành theo các quy trình và hướng dẫn đã thiết lập
Bước 6: Đánh giá nội bộ giám sát và tuân thủ
Bước 7: Lãnh đạo xem xét và đánh giá tổng thể
Bước 8: Đánh giá chứng nhận tới các tổ chức chứng nhận có năng lực
1.2.6. Thực trạng áp dụng ISO 22000 trên thế giới và ở Việt Nam
Hiện nay, phiên bản ISO 22000:2018 là phiên bản ISO mới nhất. Cụ thể,
ngày 19/6/2018, Tổ chức ISO đã công bố ban hành phiên bản mới của tiêu
chuẩn ISO 22000:2018 – Hệ thống quản lý vệ sinh an toàn thực phẩm – Yêu
cầu đối với các tổ chức trong chuỗi thực phẩm thay thế cho Tiêu chuẩn ISO
22000:2005 (được ban hành ngày 01/09/2005). Nhằm vào tất cả các tổ chức
trong ngành công nghiệp thực phẩm và thức ăn chăn nuôi, thuộc tất cả các quy
mô và lĩnh vực, ISO 22000:2018 đã diễn giải hệ thống quản lý an toàn thực

6
phẩm thành một quá trình cải tiến liên tục. Tiêu chuẩn tiếp cận phòng ngừa an
toàn thực phẩm bằng cách giúp phát hiện, phòng ngừa và giảm các mối nguy
thực phẩm trong chuỗi thực phẩm.
Thế giới
Theo kết quả khảo sát, các nước áp dụng ISO 22000 nhiều nhất là Pháp,
Trung Quốc, Ấn Độ, Nhật, Mỹ, Ý, Hy Lạp, đây là nhóm có trên 1.000 chứng chỉ.
Nhóm có từ 100 – 1.000 chứng chỉ gồm 38 nước, Tây Ban Nha, Phần Lan, Thổ
Nhĩ Kỳ, Indonexia…trong đó có bốn đại diện của Đông Nam Á là Indonexia,
Thái Lan, Malaixia và Việt Nam. Khảo sát cũng cho thấy số lượng chứng chỉ Hệ
thống quản lý an toàn thực phẩm tăng từ 5000 chứng chỉ năm 2007 lên 32061
năm 2015 [11].
Việt Nam
- Hiện nay nước ta chưa có quy định bắt buộc áp dụng tiêu chuẩn ISO
22000:2018 đối với các doanh nghiệp thực phẩm, tuy nhiên trong tương lai có
thể các doanh nghiệp đã áp dụng HACCP có thể sẽ chuyển đổi sang ISO
22000:2018 khi có quy định bắt buộc áp dụng của cơ quan có thẩm quyền, do
thị trường, khách hàng yêu cầu hoặc khi doanh nghiệp muốn có chứng chỉ hệ
thống quản lý ATTP mà tổ chức chứng nhận chỉ cấp theo ISO 22000:2018
Theo khảo sát tại Việt Nam số doanh nghiệp/công ty trong ngành sản xuất
thực phẩm được cấp giấy chứng nhận ISO 22000 các năm 2015, 2016 và 2018
lần lượt 395, 374, 478 cơ sở. Nhận thấy số lượng doanh nghiệp của cả nước áp
dụng hệ thống quản lý chất lượng ISO 22000 có xu hướng tăng dần [12].
Một số doanh nghiệp áp dụng hệ thống quản lý chất lượng ISO 22000
- Công ty cổ phần Vifon chi nhánh Hải Dương,
- Nhà máy nước khoáng Thạch Bích
- Công ty bia Hà Nội
- Công ty cổ phần sữa Việt Nam (Vinamilk)

7
- Công ty cổ phần NosaFood
- Công ty cổ phần Đầu tư Phát triển Thương mại và Dịch vụ Bảo An
Những đơn vị áp dụng hệ thống quản lý chất lượng ISO 22000 nhìn nhận
là đơn vị có hệ thống quản lý tốt an toàn vệ sinh thực phẩm và đảm bảo cung cấp
các sản phẩm thực phẩm an toàn, chất lượng cho người tiêu dùng. Hệ thống này
cũng giúp cải thiện hiệu quả sản xuất kinh doanh do kiểm soát tốt các nguồn lực
một cách có hệ thống từ lập kế hoạch đến kiểm soát nguyên liệu đầu vào, kiểm
soát sản xuất, kiểm soát thành phẩm đầu ra, các quá trình đánh giá và cải tiến
liên tục, góp phần giảm giá thành sản xuất của sản phẩm, mức giảm khá tốt so
với trước đó.
1.2.7. Lý do nên áp dụng tiêu chuẩn ISO 22000 cho doanh nghiệp thực phẩm
Hiện nay nước ta chưa có quy định bắt buộc áp dụng tiêu chuẩn ISO
22000 đối với các doanh nghiệp sản xuất kinh doanh thực phẩm, tuy nhiên trong
tương lai có thể doanh nghiệp đã áp dụng HACCP sẽ phải chuyển đổi sang ISO
22000. Xu hướng lựa chọn ISO 22000 đối với các doanh nghiệp thực phẩm dần
trở nên phổ biến. Bởi vì bản thân tiêu chuẩn ISO 22000 đã bao gồm các yêu cầu
HACCP, ngoài ra còn bao gồm các yêu cầu về một hệ thống quản lý, vì vậy lựa
chọn ISO 22000 có thể giúp doanh nghiệp kiểm soát một cách toàn diện các khía
cạnh và quá trình liên quan đến an toàn vệ sinh thực phẩm. Mối nguy về an toàn
thực phẩm có thể xâm nhập vào chuỗi thực phẩm ở bất cứ giai đoạn nào, nên
kiểm soát một cách đầy đủ và trao đổi thông tin trong suốt quy trình là điều cần
thiết. Chỉ một khâu trong chuỗi cung ứng yếu có thể gây ra sự không an toàn cho
thực phẩm, điều này có thể gây ra hàng loạt nguy cơ đối với người tiêu dùng và
gây tốn kém về mặt chi phí cho nhà cung cấp.
Một số lợi ích áp dụng tiêu chuẩn ISO 22000:
- Giảm giá thành sản phẩm do giảm chi phí xử lý sản phẩm sai hỏng, chi
phí sản xuất.

8
- Gia tăng cơ hội cạnh tranh trên thị trường với bằng chứng được thừa nhận
về sự phù hợp với một tiêu chuẩn đã được chấp nhận ở cấp độ quốc gia, khu vực
hay quốc tế.
- Có được niềm tin của khách hàng, người tiêu dùng và cộng đồng.
- Thoả mãn nhu cầu ngày càng cao của người tiêu dùng về chất lượng và an
toàn của sản phẩm.
1.3. So sánh hệ thống quản lý chất lượng ISO 9001:2015, HACCP với hệ
thống quản lý an toàn thực phẩm theo tiêu chuẩn ISO 22000:2018
Tiêu chuẩn ISO 9001 là tiêu chuẩn về hệ thống quản lý chất lượng dành
cho mọi doanh nghiệp/ tổ chức không phân biệt quy mô, loại hình hay lĩnh vực
hoạt động. Tiêu chuẩn ISO 9001 đặt ra các yêu cầu được coi là một khung chuẩn
để doanh nghiệp vận hành và kiểm soát hệ thống chất lượng của mình có hiệu
lực. Từ đó giúp doanh nghiệp, tổ chức nâng cao năng lực, hiệu suất cũng như
kiểm soát được các chi phí, rủi ro phát sinh và tạo cơ hội phát triển cho chính
bản thân doanh nghiệp, tổ chức đó. Tiêu chuẩn ISO 9001 đưa ra những yêu cầu,
hướng dẫn mang tính định hướng chung giúp doanh nghiệp có thể vận hành và
kiểm soát các quy trình trong hệ thống chất lượng có hiệu quả.
HACCP hay hệ thống phân tích mối nguy và điểm kiểm soát tới hạn là
một tiêu chuẩn về quản lý an toàn thực phẩm. HACCP là một công cụ để xác
định các mối nguy hại cụ thể đang hiện diện hoặc còn tiềm ẩn trong toàn bộ quá
trình sản xuất, chế biến thực phẩm. Ngoài việc là một công cụ để nhận diện
những mối nguy có thể xảy ra trong quá trình sản xuất thực phẩm, nó còn đặt ra
các biện pháp để phòng ngừa.
Tiêu chuẩn ISO 22000:2018 là một tiêu chuẩn được áp dụng cho hệ thống
quản lý chất lượng an toàn thực phẩm dành cho mọi tổ chức doanh nghiệp hoạt
động trong chuỗi cung ứng thực phẩm. Tiêu chuẩn ISO 22000 tập trung vào việc
cung cấp một khung chuẩn cho mọi hoạt động diễn ra trong chuỗi thực phẩm
nhằm đảm bảo mọi tiêu chuẩn về an toàn vệ sinh thực phẩm được đáp ứng tốt.
Áp dụng ISO 22000 giúp doanh nghiệp có thể đạt được các chính sách cùng mục

9
tiêu đã đề ra về an toàn vệ sinh thực phẩm. Áp dụng hệ thống quản lý an toàn
thực phẩm coi là chiến lược mang tính đinh hướng giúp điều phối hoạt động sản
xuất kinh doanh thực phẩm của doanh nghiệp theo đúng hướng. Đảm bảo thực
phẩm an toàn và chất lượng từ nông trại tới bàn ăn và đáp ứng được các yêu cầu
của khách hàng.
Hệ thống HACCP và tiêu chuẩn ISO 22000 có điểm tương đồng là đều
hướng về mục tiêu giúp các doanh nghiệp chế biến, sản xuất thực phẩm kiểm
soát các mối nguy từ khâu nuôi trồng, đánh bắt cho tới khi thực phẩm được sử
dụng bởi người tiêu dùng, nhằm đảm bảo an toàn thực phẩm. ISO 22000 và
HACCP đều quy định doanh nghiệp muốn áp dụng phải thực hiện 7 nguyên tắc
do ủy ban Codex đưa ra nhằm xác định việc kiểm soát các mối nguy đối với thực
phẩm. Khi áp dụng tiêu chuẩn ISO 22000 hay HACCP các doanh nghiệp đảm
bảo các chương trình tiên quyết nhằm hạn chế mối nguy thực phẩm, xây dựng hệ
thống kiểm soát quá trình. Các nội dung của ISO 22000 bao hàm cả nội dung của
HACCP, tuy nhiên các bước áp dụng của hai tiêu chuẩn về an toàn thực phẩm
vẫn có những điểm khác biệt. Sự khác biệt về các bước áp dụng của ISO
22000:2018 so với HACCP thể hiện ở dưới bảng sau:
Bảng 1.1. Sự khác biệt về các bước áp dụng của ISO 22000:2018 và HACCP
Quy trình
áp dụng ISO 22000:2018 HACCP
Bước 1 Thành lập nhóm an toàn thực phẩm Thành lập nhóm HACCP
Bước 2 Xác định đặc tính sản phẩm
Mô tả các bước trong quá trình cùng
biện pháp kiểm soát
Mô tả sản phẩm
Bước 3 Xác định mục đích sử dụng dự kiến Xác định mục đích sử dụng
Bước 4 Xây dựng lưu đồ Xây dựng sơ đồ dây chuyền
sản xuất thực phẩm
Bước 5 Xây dựng lưu đồ Thẩm định sơ đồ dây

10
chuyền sản xuất
Bước 6 - Phân tích mối nguy hại
- Nhận diện nguy hại và xác định
mức độ chấp nhận
- Đánh giá mối nguy hại
- Lựa chọn và đánh giá biện pháp
kiểm soát mối nguy hại
- Liệt kê mối nguy hại tiềm
ẩn
- Phân tích mối nguy hại
- Xem xét biện pháp kiểm
soát
Bước 7 Nhận biết những CCP về thực phẩm Xác định những CCP (điểm
kiểm soát tới hạn) về thực
phẩm
Bước 8 Xác định giới hạn tới hạn từng CCP Thiết lập giới hạn tới hạn
từng CCP
Bước 9 Hệ thống theo dõi các CCP Thiết lập hệ thống giám sát
từng CCP
Bước 10 Hành động khi kết quả theo dõi vượt
quá giới hạn tới hạn
Thiết lập các hành động
khắc phục phù hợp
Bước 11 Kế hoạch kiểm tra xác nhận Thiết lập quy trình kiểm tra
Bước 12 Đưa ra các yêu cầu đối với hệ thống
tài liệu
Thiết lập hệ thống lưu trữ
tài liệu và hồ sơ
Nhận xét: Sự khác biệt về các bước áp dụng của ISO 22000:2018 so với HACCP
thể hiện chủ yếu ở bước 4, bước 5 và bước 6.
So với hệ thống HACCP, tiêu chuẩn ISO 22000:2018 quy định thêm các
yêu cầu về hệ thống quản lý chất lượng có cấu trúc và nội dung của ISO
9001:2015 đều bao gồm 10 điều khoản với tiêu đề giống nhau: Bối cảnh của tổ
chức, phạm vi áp dụng, tài liệu, thuật ngữ và định nghĩa, lãnh đạo, hoạch định,
hỗ trợ, thực hiện, đánh giá kết quả hoạt động.
Điểm khác nhau của ISO 9001 so với ISO 22000 là ISO 9001 dành cho
hệ thống quản lý chất lượng còn ISO 22000 dành cho hệ thống quản lý an toàn
11
thực phẩm. Mục đích của tiêu chuẩn ISO 22000 nhắm đến việc các sản phẩm
hoặc dịch vụ phải đảm bảo được yếu tố an toàn vệ sinh thực phẩm còn tiêu
chuẩn ISO 9001 khái quát việc nâng cao hiệu quả hoạt động quản lý đáp ứng nhu
cầu khách hàng. Tiêu chuẩn ISO 9001 coi là tiền đề doanh nghiệp, tổ chức tiếp
tục triển khai hệ thống quản lý an toàn thực phẩm theo tiêu chuẩn ISO 22000.
1.4. Giới thiệu về nhà máy chế biến thực phẩm Vissan Bắc Ninh
1.4.1. Sơ lược về nhà máy
Hình 1. 1. Hình ảnh nhà máy chế biến thực phẩm Vissan Bắc Ninh
Tên nhà máy: Công ty cổ phẩn Việt Nam kỹ nghệ súc sản – Nhà máy chế
biến thực phẩm Vissan Bắc Ninh. Địa chỉ: số 04, đường TS15 – Khu công
nghiệp Tiên Sơn – Tiên Du – Bắc Ninh.
Nhà máy chế biến thực phẩm Vissan Bắc Ninh được thành lập từ tháng
03/1997 (với tên gọi Chi nhánh Vissan Hà Nội) trực thuộc Tổng công ty cổ phần
Việt Nam kỹ nghệ súc sản (Vissan). Nhà máy sản xuất và kinh doanh đáp ứng
nhu cầu tiêu dùng đối với thực phẩm chế biến tại thị trường Hà Nội, các tỉnh
phía Bắc và một số tỉnh miền Trung. Nhiệm vụ của nhà máy là cung cấp các sản
phẩm chế biến chuyển từ Công ty cho thị trường tại đây, tổ chức sản xuất các sản
phẩm chế biến như các loại Chả giò đông lạnh, Xúc xích tiệt trùng, đồ hộp…
phù hợp với khẩu vị người tiêu dùng phía Bắc. Để đáp ứng nhu cầu phát triển
sản xuất và tiêu thụ tại địa bàn phía Bắc, Công ty đã đầu tư xây dựng xưởng sản
xuất và kho lạnh tại khu công nghiệp Tiên Sơn – Bắc Ninh cách Hà Nội 17 km

12
về phía Bắc, nằm sát quốc lộ 1 và tuyến đường sắt Bắc-Nam đi Quảng Ninh theo
quốc lộ 18 và Hải Phòng theo quốc lộ 5, cách sân bay quốc tế Nội Bài 30km.
Xưởng sản xuất và kho đông lạnh đã khánh thành và đưa vào sản xuất ngày
04/08/2003. Diện tích khu đất: 12.640m2.
Đầu tư giai đoạn 1: Diện tích mặt bằng: 4.609m2 (bao gồm đường đi, các
công trình phụ trợ). Diện tích xây dựng: 830 m2, công suất thiết kế: 30 tấn sản
phẩm/tháng, kho cấp đông: 1 tấn/ca sản xuất, Kho trữ đông: 70 tấn. Xưởng sản
xuất thực hiện quản lý chất lượng theo ISO 9001:2000, HACCP codex 2003.
Tuy nhiên chỉ gồm các thiết bị đơn giản và sản xuất thủ công là chính.
Đầu tư giai đoạn 2: Căn cứ vào nhu cầu tiêu dùng thực phẩm chế biến sẵn
tại thị trường phía Bắc đang phát triển mạnh với tốc độ phát triển ngày càng cao.
Người tiêu dùng tại đây họ ngày càng quan tâm đến vấn đề an toàn vệ sinh thực
phẩm, họ mua sắm ngày càng nhiều thực phẩm chế biến sẵn do tính tiện dụng, tiết
kiệm thời gian. Vì vậy Vissan đầu tư xây dựng nhà máy chế biến xúc xích tiệt
trùng nhằm phát triển mở rộng quy mô sản xuất xúc xích tiệt trùng tại thị trường
phía Bắc trên diện tích còn lại của khu đất.Tháng 01/2013 chi nhánh Vissan Hà
Nội đã tiến hành khởi công xây dựng giai đoạn II nhà máy chế biến xúc xích tiệt
trùng tại KCN Tiên Sơn – Tiên Du – Bắc Ninh. Tháng 06/2015 nhà máy đã được
khánh thành và chính thức đi vào hoạt động sản xuất để đáp ứng nhu cầu thị
trường miền Bắc về các sản phẩm xúc xích tiệt trùng và các sản phẩm đồ hộp
[3]. Sơ đồ tổ chức:

13
Hình 1. 2. Sơ đồ tổ chức nhà máy
Một số sản phẩm nhà máy đang sản xuất:
Các sản phẩm truyền thống: Chả giò đông lạnh, há cảo, chả cá....
Hình 1. 3. Các sản phẩm truyền thống Chả giò, Chả cá, há cảo
Sản phẩm xúc xích tiệt trùng: Xúc xích tiệt trùng 3 bông mai heo, xúc xích
tiệt trùng 3 bông mai bò, Xúc xích tiệt trùng Heo bò 35g, Xúc xích tiệt trùng heo
bò 40g…
Các sản phẩm đồ hộp: Heo hầm 150g, bò hầm 150g, Pate thịt heo 170g.
BAN GIÁM
ĐỐC
PHÒNG TỔ
CHỨC HÀNH
CHÍNH – KẾ
TOÁN
PHÒNG KINH
DOANH BAN QUẢN
ĐỐC
TỔ SẢN XUẤT
XXTT VÀ ĐỒ
HỘP
- KCS
- KTCB
-VSCN
- KTTB
TỔ CHẢ GIÒ TỔ CÁC SẢN
PHẨM KHÁC

14
1.4.2. Giới thiệu về hệ thống quản lý chất lượng áp dụng tại nhà máy chế biến
thực phẩm Vissan Bắc Ninh
Chi nhánh Vissan Hà Nội được thành lập từ năm 1997 và đến năm 2003
thì xưởng sản xuất của chi nhánh được chuyển về khu công nghiêp Tiên Sơn –
Tiên Du - Bắc Ninh. Từ khi được thành lập đến nay nhà máy chuyên sản xuất
các sản phẩm truyền thống là các sản phẩm chả giò đông lạnh, chả cá, há cảo.
Nhận thức được vấn đề về vệ sinh an toàn thực phẩm ảnh hướng lớn đến an toàn
cho người sử dụng nên ngay từ khi xây dựng ban lãnh đạo đã định hướng áp
dụng các hệ thống quản lý chất lượng trong sản xuất. Vì vậy khi nhà máy đi vào
hoạt động thì ban lãnh đạo đã tiến hành xây dựng hệ thống quản lý chất lượng
theo tiêu chuẩn ISO. Hệ thống quản lý chất lượng của nhà máy được ban hành
lần 1 vào ngày 01/04/2004 theo tiêu chuẩn ISO 9001:2000.
Năm 2014 Ban lãnh đạo Công ty VISSAN đã quyết định cho đầu tư mở
rộng sản xuất giai đoạn II tại Xưởng Sản xuất Chế biến Thực phẩm số 4 đường
TS 15 khu Công nghiệp Tiên sơn, huyện Tiên Du, tỉnh Bắc Ninh, hoạt động vào
quý II năm 2015. Với tổng chi phí đầu tư trên 70 tỷ đồng, nhà máy mới được
hình thành trên nền tảng tiêu chuẩn GMP với 2 dây chuyền sản xuất đồ hộp và
xúc xích tiệt trùng được sản xuất theo tiêu chuẩn HACCP và quản lý theo tiêu
chuẩn ISO 9001:2008.
Tháng 8/2018 nhà máy chuyển đổi áp dụng hệ thống quản lý chất lượng
theo tiêu chuẩn ISO 9001:2015 và HACCP [3].
1.4.3. Thực trạng sản xuất thực phẩm chế biến đông lạnh nhà máy chế biến
thực phẩm Vissan Bắc Ninh.
Công ty cổ phẩn Việt Nam kỹ nghệ súc sản (Vissan) là một trong những
doanh nghiệp dẫn đầu ngành thực phẩm cả nước, lĩnh vực hoạt động chuyên về
sản xuất kinh doanh thịt tươi sống, đông lạnh và thực phẩm chế biến từ thịt. Với
định hướng chiến lược là tiếp cận thị trường bằng chất lượng và vệ sinh an toàn
thực phẩm, công ty đã và đang thực hiện quy trình liên kết khép kín trong sản
xuất và vẫn không ngừng cải tiến quy trình này để nâng cao hiệu quả, chất lượng

15
sản phẩm ngày càng tốt hơn. Thực phẩm chế biến Vissan gồm 2 dòng chính là
thực phẩm chế biến khô và thực phẩm chế biến lạnh. Năm 2020 nhóm hàng thực
phẩm chế biến đông lạnh của Vissan chiếm thị phần 40% toàn quốc bao gồm các
sản phẩm truyền thống của Việt Nam như chả giò đông lạnh, há cảo, nem
nướng...Thương hiệu Vissan đã hiện diện ở 63 tỉnh thành của cả nước, phân phối
và bày bán ở hầu hết các trung tâm thương mại, siêu thị, chợ truyền thống... Góp
phần trong việc thực hiện kế hoạch sản xuất của công ty, hiện tại nhà máy chế
biến thực phẩm Vissan Bắc Ninh sản xuất sản phẩm chủ yếu bao gồm Chả giò
đông lạnh, Xúc xích tiệt trùng, đồ hộp ...với sản lượng 3000 tấn/ năm trong đó
sản phẩm chế biến đông lạnh là một trong những sản phẩm chủ lực của nhà máy
sản lượng 700 tấn/năm [9]. Trong những năm gần đây xu thế người tiêu dùng sử
dụng thực phẩm chế biến sẵn ngày càng tăng cao. Nhằm mục đích nâng cao
hiệu quả bán hàng, cũng như cạnh tranh với nhiều thương hiệu sản xuất chả giò
đông lạnh như thương hiệu thực phẩm Đôi Đũa Vàng, thực phẩm Cầu Tre, thực
phẩm Hoàng Gia... việc áp dụng các hệ thống quản lý chất lượng nhằm đảm bảo
sản phẩm an toàn, đảm bảo sức khỏe người tiêu dùng vô cùng cần thiết. Đồng
thời Ban lãnh đạo nhà máy chế biến thực phẩm Vissan định hướng muốn xuất
khẩu thực phẩm chế biến ra thị trường các nước châu Á. Việc doanh nghiệp áp
dụng tiêu chuẩn ISO 22000 sẽ được nhìn nhận là có hệ thống quản lý an toàn vệ
sinh thực phẩm đạt tiêu chuẩn quốc tế, tạo được lợi thế cạnh tranh cao, ghi được
dấu ấn trên thị trường và đặc biệt tạo điều kiện xuất khẩu sang thị trường khó
tính trên thế giới.
Hình 1. 4. Công nhân sản xuất định hình sản phẩm chả giò đông lạnh
16
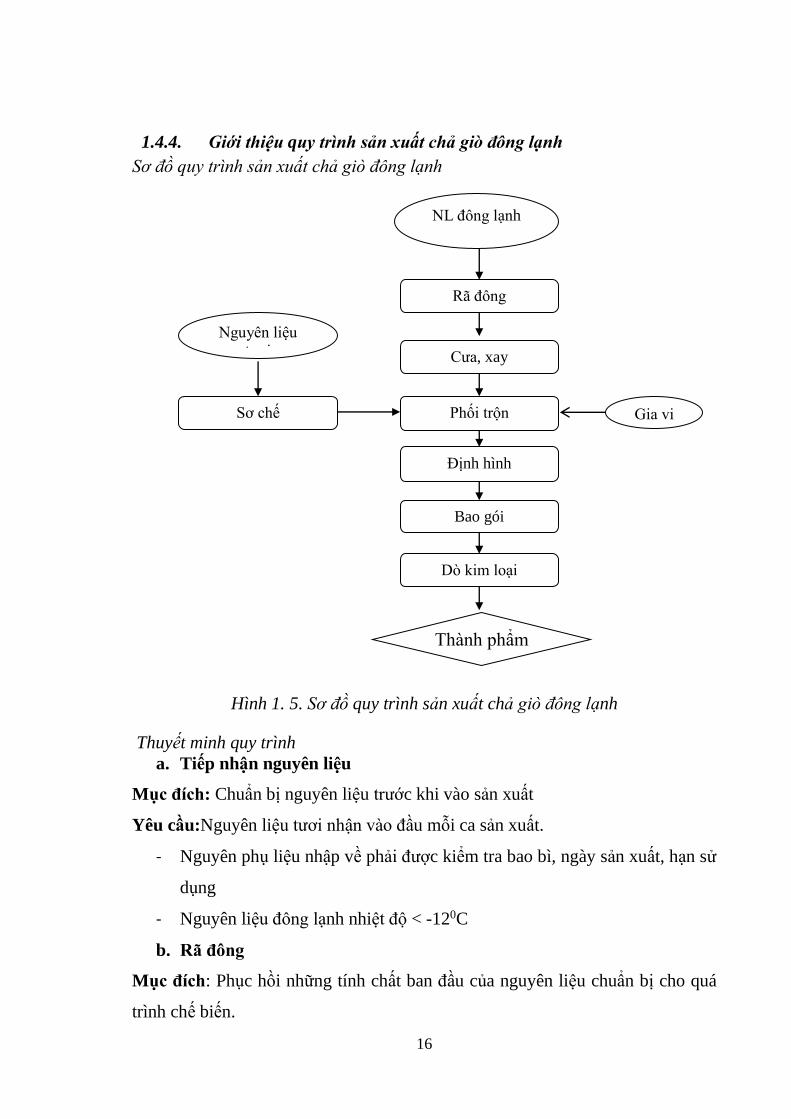
1.4.4. Giới thiệu quy trình sản xuất chả giò đông lạnh
Sơ đồ quy trình sản xuất chả giò đông lạnh
Hình 1. 5. Sơ đồ quy trình sản xuất chả giò đông lạnh
Thuyết minh quy trình
a. Tiếp nhận nguyên liệu
Mục đích: Chuẩn bị nguyên liệu trước khi vào sản xuất
Yêu cầu:Nguyên liệu tươi nhận vào đầu mỗi ca sản xuất.
- Nguyên phụ liệu nhập về phải được kiểm tra bao bì, ngày sản xuất, hạn sử
dụng
- Nguyên liệu đông lạnh nhiệt độ < -120C
b. Rã đông
Mục đích: Phục hồi những tính chất ban đầu của nguyên liệu chuẩn bị cho quá
trình chế biến.
Gia vị
NL đông lạnh
Rã đông
Cưa, xay
Phối trộn
Định hình
Nguyên liệu
tươi
Sơ chế
Bao gói
Dò kim loại
Thành phẩm
17
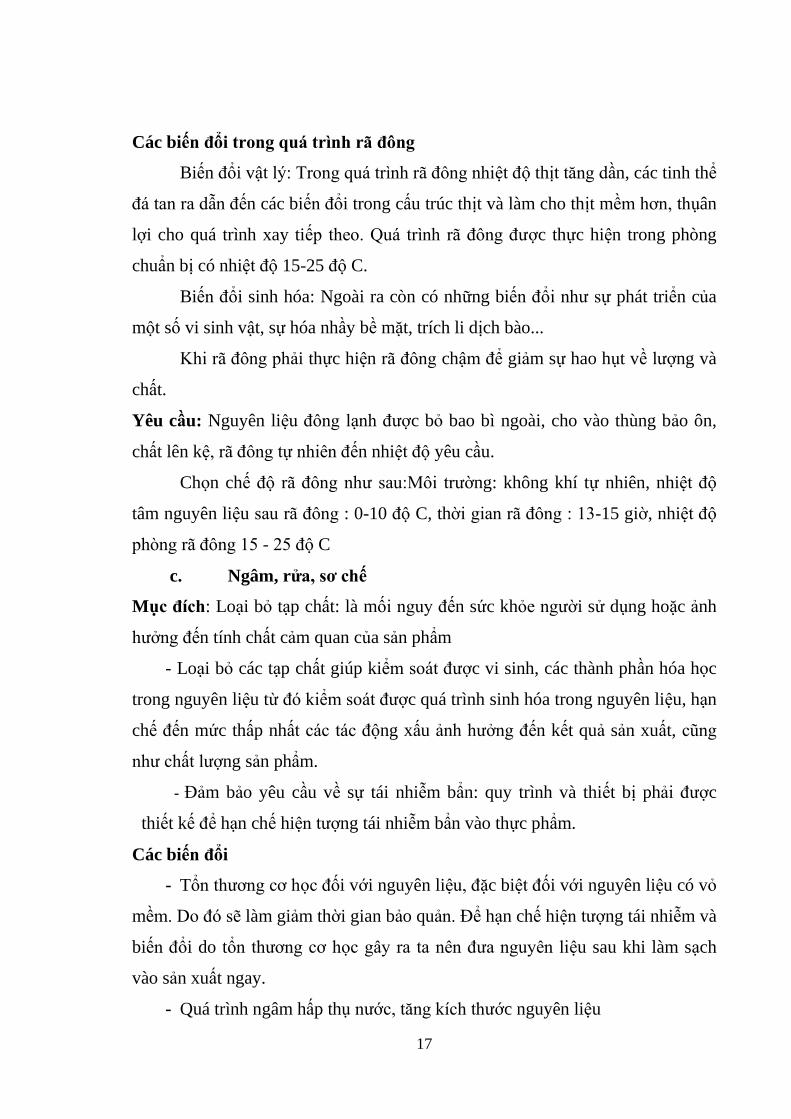
Các biến đổi trong quá trình rã đông
Biến đổi vật lý: Trong quá trình rã đông nhiệt độ thịt tăng dần, các tinh thể
đá tan ra dẫn đến các biến đổi trong cấu trúc thịt và làm cho thịt mềm hơn, thụân
lợi cho quá trình xay tiếp theo. Quá trình rã đông được thực hiện trong phòng
chuẩn bị có nhiệt độ 15-25 độ C.
Biến đổi sinh hóa: Ngoài ra còn có những biến đổi như sự phát triển của
một số vi sinh vật, sự hóa nhầy bề mặt, trích li dịch bào...
Khi rã đông phải thực hiện rã đông chậm để giảm sự hao hụt về lượng và
chất.
Yêu cầu: Nguyên liệu đông lạnh được bỏ bao bì ngoài, cho vào thùng bảo ôn,
chất lên kệ, rã đông tự nhiên đến nhiệt độ yêu cầu.
Chọn chế độ rã đông như sau:Môi trường: không khí tự nhiên, nhiệt độ
tâm nguyên liệu sau rã đông : 0-10 độ C, thời gian rã đông : 13-15 giờ, nhiệt độ
phòng rã đông 15 - 25 độ C
c. Ngâm, rửa, sơ chế
Mục đích: Loại bỏ tạp chất: là mối nguy đến sức khỏe người sử dụng hoặc ảnh
hưởng đến tính chất cảm quan của sản phẩm
- Loại bỏ các tạp chất giúp kiểm soát được vi sinh, các thành phần hóa học
trong nguyên liệu từ đó kiểm soát được quá trình sinh hóa trong nguyên liệu, hạn
chế đến mức thấp nhất các tác động xấu ảnh hưởng đến kết quả sản xuất, cũng
như chất lượng sản phẩm.
- Đảm bảo yêu cầu về sự tái nhiễm bẩn: quy trình và thiết bị phải được
thiết kế để hạn chế hiện tượng tái nhiễm bẩn vào thực phẩm.
Các biến đổi
- Tổn thương cơ học đối với nguyên liệu, đặc biệt đối với nguyên liệu có vỏ
mềm. Do đó sẽ làm giảm thời gian bảo quản. Để hạn chế hiện tượng tái nhiễm và
biến đổi do tổn thương cơ học gây ra ta nên đưa nguyên liệu sau khi làm sạch
vào sản xuất ngay.
- Quá trình ngâm hấp thụ nước, tăng kích thước nguyên liệu

18
Yêu cầu
Nguyên liệu khô: Mộc nhĩ, miến dong, cà rốt, ngâm trong bồn inox theo
thời gian quy định sau đó được vớt ra và rửa sạch để chuẩn bị cho công đoạn tiếp
theo (riêng đối với mộc nhĩ phải tiến hành cắt loại bỏ gốc trước khi rửa).
Nguyên liệu tươi: Khoai môn, củ đậu, hành củ, được loại bỏ vỏ và tiến
hành rửa sạch bằng nước theo quy định. Nguyên liệu sau sơ chế yêu cầu không
dính tạp chất.
d. Cưa –Xay
Mục đích: Cưa là quá trình giảm kích thước nguyên liệu. Nguyên liệu sau khi rã
đông được cưa thành các thanh có bề dày từ 3-5 cm để thuận lợi cho quá trình
xay. Quá trình xay thô nhằm giảm kích thước của khối thịt lạnh đông, xuống từ
3-5mm để tạo điều kiện cho quá trình phối trộn về sau trên máy trộn nhân.
Các biến đổi trong quá trình xay thô:
Biến đổi vật lí: Thịt thay đổi kích thước thịt tuỳ thuộc vào loại máy sử dụng, thời
gian cắt và vào bản chất của nguyên liệu… Trong quá trình cắt, do ma sát sẽ làm
nhiệt độ của khối thịt tăng.
Biến đổi hoá lí: Dưới tác dụng của dao cắt, mô cơ và mô mỡ bị phá huỷ các mối
liên kết trong mô làm biến dạng cấu trúc. Việc kết nối giữa các hạt phân cắt chủ
yếu nhờ vào những đặc tính chức năng của protein hoà tan của khối thịt. Có sự
thất thoát nước và chất dinh dưỡng có trong mô thịt.
- Máy dùng trong xay thô
Thiết bị dùng xay thô là máy Mincer tạo cho thịt có kích thước 3 đến 5 mm
để chuẩn bị cho quá trình phối trộn nguyên liệu. Thịt sau khi được rã đông sẽ
được cưa theo kích thước yêu cầu sau đó đưa vào phễu nhập liệu của máy
mincer, tại đây thịt sẽ được hệ thống trục vít đẩy đi dến lưỡi dao cắt gắn đồng
trục với trục vít và sẽ được cắt nhỏ. Sát phía sau lưỡi dao cắt co tấm chặn dạng
như một tấm rây (thịt nếu có kích thước nhỏ hơn kích thước lỗ trên tấm chặn thì
sẽ cho lọt qua, nếu không thì sẽ bị giữ lại trên tấm chặn và sẽ được lưỡi dao tiếp

19
tục cắt). Như vậy thịt sau khi xay thô sẽ có kích thước 3-5 mm và sẽ được tháo
ra ngoài theo đường ống đồng trục với trục xoắn vít.
Yêu cầu: Nguyên liệu sau rã đông cưa thành từng miếng nhỏ rồi xay theo mặt
sàng quy định. Nguyên liệu sau xay phải đồng đều kích thước.
e. Phối trộn:
Mục đích : Phân bố đều các thành phần trong hỗn hợp nguyên liệu, tạo nên
trạng thái tương đối đồng nhất. Tạo giá trị cảm quan cho thành phẩm về cấu trúc,
màu, mùi, vị.
Tiến hành: Các thành phần nguyên liệu sau khi định lượng (tỷ lệ nguyên liệu
theo công thức của từng sản phẩm) sẽ được đổ vào bồn phối trộn có cánh khuấy
phối trộn tiếp tục trong máy trộn với thời gian 3 – 5 phút.
Biến đổi trong quá trình phối trộn.
- Biến đổi xảy ra trong quá trình phối trộn chủ yếu là biến đổi hóa lý. Trong
quá trình phối trộn dưới tác dụng cơ học của cánh khuấy các phần tử của các
thành phần nguyên liệu tiếp xúc với nhau nhiều hơn làm tăng khả năng liên kết
giữa chúng và do đó độ đồng nhất của khối nhân càng cao. Khối nhân sau khi tạo
ra sẽ được chuyển qua khâu định hình.
Yêu cầu:
- Cân các thành phẩn theo đúng công thức phối trộn.
- Mở máy và cho thứ tự các thành phần vào trộn đến khi thu được bán
thành phẩm đồng nhất.
- Nguyên liệu sau phối trộn phải đồng nhất
f. Định hình
Mục đích: Tạo hình dạng cho sản phẩm, thu hút người tiêu dùng. Quá trình
định hình cần phải thực hiện càng nhanh càng tốt, tránh để quá lâu ngoài không
khí vi sinh vật hoạt động có thể làm giảm chất lượng sản phẩm.

20
Yêu cầu : Nhân sau khi trộn, được phân phối đến cho từng người để tiến hành
định hình. Sản phẩm sau định hình đồng đều về kích thước và khối lượng, đúng
yêu cầu kĩ thuât.
g. Bao gói
Mục đích:
- Bao gói làm tăng giá trị cảm quan cho sản phẩm, hạn chế sự xâm nhập
của vi sinh vật, kéo dài thời gian bảo quản.
- Thuận tiện cho quá trình vận chuyển, phân phối sản phẩm.
Phương pháp thực hiện: Bao gói được thực hiện theo phương pháp thủ công và
được dán bằng máy hàn miệng túi liên tục.
Yêu cầu:
- Trên bao bì thể hiện đầy đủ các thông tin như NSX, HSD, tên sản phẩm...
- Sản phẩm được hàn kín bằng máy dán túi liên tục. Mép dán thẳng đẹp,
không bi cháy hay nhăn mép dán.
h. Dò kim loại
Mục đích: Loại bỏ kim loại bị lẫn vào sản phẩm
Phương pháp thực hiện:
- Điều chỉnh chế độ máy dò phù hợp với sản phẩm
- Đưa lần lượt sản phẩm qua máy dò kim loại, cô lập và tách kim loại đối
với sản phẩm bị nhiễm kim loại.
Yêu cầu: Toàn bộ sản phẩm đưa qua máy dò kim loại, thực hiện hiệu chỉnh máy
theo đúng hướng dẫn vận hành
i. Cấp đông
Mục đích: Bảo quản sản phẩm sau khi bao gói.
Phương pháp thực hiện: Chuyển toàn bộ thành phẩm sau bao gói vào kho cấp
đông -18oC
Yêu cầu: Đảm bảo thời gian đưa sản phẩm sau định hình vào kho, tránh để bên
ngoài lâu ảnh hưởng chất lượng sản phẩm

21
CHƯƠNG 2: ĐỐI TƯỢNG, NỘI DUNG VÀ PHƯƠNG PHÁP NGHIÊN CỨU
2.1. Đối tượng nghiên cứu
Đối tượng nghiên cứu bao gồm:
+ Quy trình sản xuất chả giò đông lạnh tại nhà máy chế biến thực phẩm
Vissan Bắc Ninh khu công nghiệp Tiên Sơn – Huyện Tiên Du – Tỉnh Bắc
Ninh.
+ Hệ thống dây chuyền thiết bị sản xuất chả giò đông lạnh tại nhà máy
+ Hệ thống nhà xưởng sản xuất tại nhà máy
+ Hệ thống hồ sơ, tài liệu quản lí chất lượng tại nhà máy
2.2. Nội dung nghiên cứu
Nội dung 1: Khảo sát thực trạng dây chuyền sản xuất chả giò đông lạnh nhà máy
(khảo sát về nhà xưởng, thiết bị, quy trình sản xuất)
Nội dung 2: Kiểm tra, đánh giá chất lượng sản phẩm trước khi xây dựng ISO
22000:2018
Nội dung 3: Xây dựng hệ thống tài liệu theo tiêu chuẩn ISO 22000:2018 cho dây
chuyền sản xuất Chả giò đông lạnh
2.3. Phương pháp nghiên cứu
2.3.1. Phương pháp khảo sát thực trạng dây chuyền sản xuất chả giò đông
lạnh nhà máy chế biến thực phẩm Vissan Bắc Ninh
Mục đích: Mô tả đánh giá thực tại hiện trạng nhà xưởng và dây chuyền
khảo sát. Nêu lên những vấn đề đang gặp phải tại nhà máy để từ đó có phương
án, kế hoạch khắc phục.
2.3.1.1. Khảo sát nhà xưởng
Tiến hành quan sát thực tế sơ đồ mặt bằng, thiết kế các hạng mục trong
nhà xưởng sản xuất (các hạng mục kho chứa nguyên liệu, thành phẩm; khu vực
sản xuất; khu vực xử lí nước thải; hệ thống cửa…)
2.3.1.2. Khảo sát thiết bị sản xuất
22
Quan sát các thiết bị trong dây chuyền sản xuất, tham gia từ công đoạn
đầu tiên đến khâu cuối cùng để xem xét các vấn đề về thiết bị và tham khảo tài
liệu về thiết bị trong từng công đoạn.
2.3.1.3. Khảo sát quy trình sản xuất
Tham gia trực tiếp vào quá trình sản xuất, quan sát từng công đoạn, các
thao tác công nhân làm, các bán thành phẩm trong từng công đoạn để từ đó đối
chiếu với quy định ban hành, và đưa ra tỷ lệ những lỗi trong các công đoạn sản
xuất và những nhược điểm tại mỗi công đoạn.
2.3.1.4. Khảo sát hệ thống tài liệu đảm bảo chất lượng và thực hiện đảm bảo
chất lượng ATTP
Kiểm tra các danh mục tài liệu về quản lí chất lượng của nhà máy đang ban
hành và quan sát việc thực hiện đảm bảo chất lượng ATTP trong quy trình sản
xuất , đối chiếu việc thực hiện có đúng theo quy định ban hành.
2.3.2. Phương pháp phân tích chất lượng thành phẩm
2.3.2.1 Phương pháp lấy mẫu (phương pháp nội bộ)
Mục đích: Để đánh giá được chất lượng lô hàng qua mẫu kiểm tra.
Tiến hành: Lấy mẫu dựa trên phiếu báo mẫu của xưởng sản xuất, đồng thời tham
khảo thông tin về lô hàng của nhóm KCS kiểm tra quy trình.
+ Mẫu tổng quát (mẫu lớn) được lấy ngẫu nhiên:
Mẫu thịt lạnh đông: lấy ngẫu nhiên khoảng 1kg thịt sau khi cưa trên các khay
khác nhau cho vào túi lưu mẫu sạch được đóng gói cẩn thận có ghi thông tin
của mẫu thịt sau được gửi mẫu đi kiểm tra phân tích các chỉ tiêu cảm quan, hóa
lí, hóa sinh.
Mẫu thành phẩm: lấy ngẫu nhiên các vị trí và thời điểm khác nhau
2.3.2.2 Phương pháp hóa lý
Mục đích kiểm tra đánh giá chất lượng một số chỉ tiêu hóa lí từ nguyên liệu, sản
phẩm:
a) Xác định hàm lượng NH3 (TCVN 3706-1990 Phương pháp xác định nitơ
amoniac)

23
b) Xác định pH (TCVN 10053-2013 Thực phẩm đã qua xử lý nhiệt đựng trong
bao bì kín – Xác định pH)
2.3.2.3 Phương pháp vi sinh
- Xác định tổng số vi sinh vật hiếu khí
2.3.3. Phương pháp xây dựng hệ thống tài liệu theo tiêu chuẩn ISO
22000:2018 cho dây chuyền chả giò đông lạnh
- Căn cứ theo các bước xây dựng hệ thống quản lý an toàn thực phẩm ISO
22000 tại mục 1.2.5.
- Căn cứ bộ tiêu chuẩn ISO 9001: 2015 và HACCP đang áp dụng tại nhà máy
Tiến hành xây dựng bộ tài liệu ISO 22000 như sau:
Khảo sát điều kiện nhà xưởng, thiết bị, quy trình sản xuất, quy trình vệ
sinh.
Kiểm tra nguyên liệu trước khi sản xuất và thành phẩm sau khi sản xuất
sản phẩm chả giò đông lạnh
Mục đích: nhằm đánh giá toàn bộ thực trạng dây chuyền sản xuất chả giò đông
lạnh đưa ra các điểm không phù hợp để tiến hành xây dựng hệ thống tài liệu theo
tiêu chuẩn ISO 22000:2018 đối với dây chuyền sản xuất chả giò đông lạnh
Tham chiếu các yêu cầu điều khoản trong hệ thống bộ tài liệu ISO
22000:2018 với bộ tài liệu hệ thống chất lượng ISO 9001:2015 và HACCP nhà
máy đang áp dụng để chuyển đổi những hạng mục tương đương và xây dựng tài
liệu bổ sung đáp ứng phù hợp yêu cầu của tiêu chuẩn mới.
Mục đích: Hoàn thiện bộ tài liệu theo tiêu chuẩn quản lý chất lượng an toàn thực
phẩm ISO 22000.

24
CHƯƠNG 3: KẾT QUẢ VÀ THẢO LUẬN
3.1 Kết quả khảo sát nhà xưởng
Điều kiện nhà xưởng của nhà máy là nội dung đầu tiên được khảo sát.
Kết quả khảo sát nhà xưởng được thể hiện một cách tổng quát nhất qua bảng 3.1
sau:
Bảng 3.1. Kết quả khảo sát nhà xưởng
STT Nội
dung Kết quả
Nhận xét
và vấn đề cần giải quyết
01
Thiết kế,
bố trí
nhà
xưởng
+ Các khu chế biến (phòng sơ
chế nguyên liệu, phòng trộn
nguyên liệu, phòng định hình
bao gói, kho cấp đông...) được
tách biệt nhau, bố trí theo
nguyên tắc 1 chiều nên tránh
được sự nhiễm chéo.
+ Các khu vực xung quanh,
tường bao và khu vực sản xuất
thường xuyên được vệ sinh, hạn
chế nơi ẩn nấp cho vi sinh vật
gây hại
+ Khu vực xử lý nước thải, nhà
chứa hóa chất được bố trí tách
biệt với khu vực sản xuất
Thiết kế bố trí nhà xưởng đạt
tiêu chuẩn ATTP, và đủ điều
kiện áp dụng ISO 22000
25
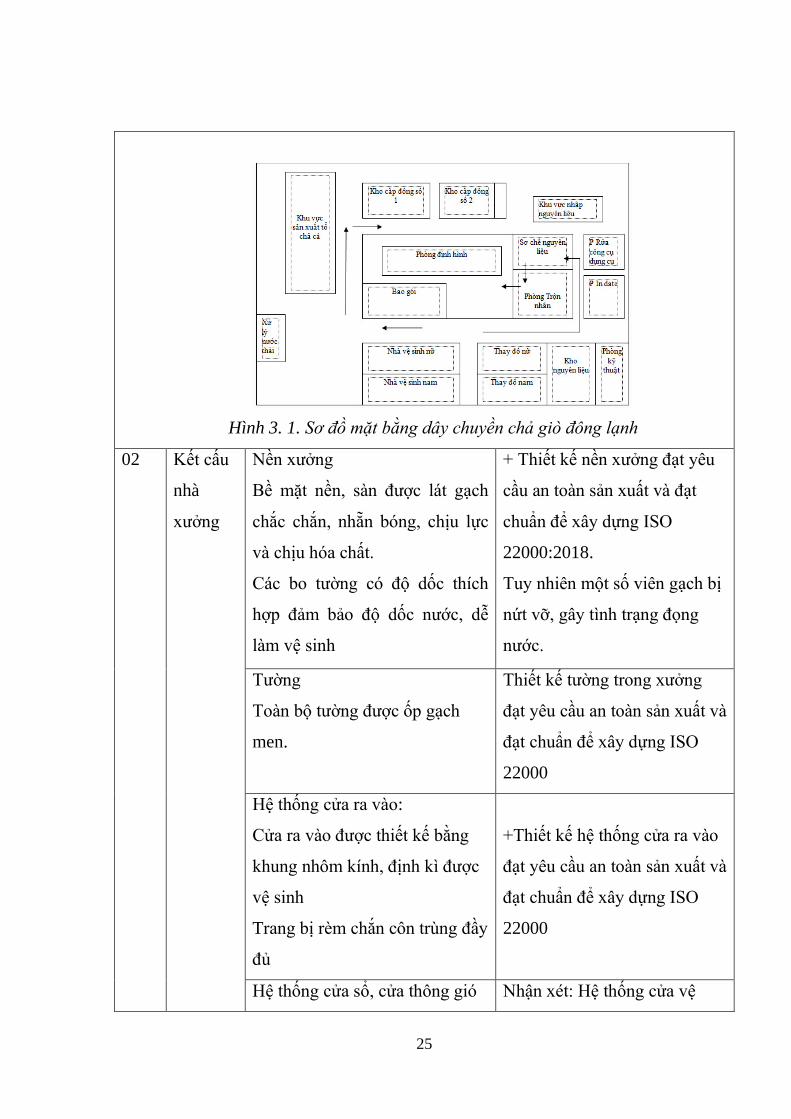
Hình 3. 1. Sơ đồ mặt bằng dây chuyền chả giò đông lạnh
02 Kết cấu
nhà
xưởng
Nền xưởng
Bề mặt nền, sàn được lát gạch
chắc chắn, nhẵn bóng, chịu lực
và chịu hóa chất.
Các bo tường có độ dốc thích
hợp đảm bảo độ dốc nước, dễ
làm vệ sinh
+ Thiết kế nền xưởng đạt yêu
cầu an toàn sản xuất và đạt
chuẩn để xây dựng ISO
22000:2018.
Tuy nhiên một số viên gạch bị
nứt vỡ, gây tình trạng đọng
nước.
Tường
Toàn bộ tường được ốp gạch
men.
Thiết kế tường trong xưởng
đạt yêu cầu an toàn sản xuất và
đạt chuẩn để xây dựng ISO
22000
Hệ thống cửa ra vào:
Cửa ra vào được thiết kế bằng
khung nhôm kính, định kì được
vệ sinh
Trang bị rèm chắn côn trùng đầy
đủ
+Thiết kế hệ thống cửa ra vào
đạt yêu cầu an toàn sản xuất và
đạt chuẩn để xây dựng ISO
22000
Hệ thống cửa sổ, cửa thông gió Nhận xét: Hệ thống cửa vệ

26
Có đầy đủ lưới chắn côn trùng tuy
nhiên hệ thống cửa vệ sinh không
được thường xuyên nên bụi bẩn
bám nhiều.
sinh chưa được đảm bảo yêu
cầu.
Vấn đề cần giải quyết:
Đưa ra quy định về tần suất vệ
sinh hệ thống cửa
Hệ thống chiếu sáng:
Các hệ thống đèn đều có chụp,
tuy nhiên hệ thống chụp đèn
trong phòng sản xuất có hiện
tượng bị bụi bẩn bám.
Nhận xét: Việc vệ sinh đèn
chiếu sáng chưa đạt yêu cầu,
gây mối nguy vật lí và sinh
học đến sản phẩm trong quá
trình sản xuất
Vấn đề cần giải quyết:
Đưa ra quy định về tần suất vệ
sinh
03
Thiết bị
và dụng
cụ chế
biến
Được làm bằng vật liệu không
gỉ, không độc và dễ dàng làm vệ
sinh
+ Thiết bị và dụng cụ được
thiết kế và làm từ vật liệu đạt
chuẩn ATTP.
04 Hệ
thống
cung cấp
nước
Được lấy từ hệ thống xử lý
nước của KCN Tiên Sơn – Tiên
Du – Bắc Ninh
+Nguồn nước đạt chuẩn về
nguồn nước sản xuất trong nhà
máy sản xuất thực phẩm theo
quy định.
05 Hệ
thống xử
lý nước
thải
Hệ thống xử lý nước thải xử lý
nước trong hoạt động sản xuất
Hệ thống xử lý nước thải
06 Nhà vệ Nhà vệ sinh được bố trí hợp lý,

27
sinh, bể
sát trùng
đủ số lượng
07 Kho
chứa
hóa chất
Khu vực để hóa chất được bố trí
riêng, tách biệt với khu vực sản
xuất của nhà máy
Kho hóa chất
08 Kho
lạnh
Thực trạng: Kho đông lạnh được
thiết kế đúng định và quy cách
xếp hàng và có phân khu riêng
biệt. Nhiệt độ kho luôn duy trì ở
nhiệt độ -180C ÷ -250C để bảo
quản nguyên liệu.
Kho lạnh
09 Bảo hộ
lao động
Đối với bảo hộ lao động ( quần
áo, ủng) phát định kỳ 1 năm/lần
Nhận xét: Tất cả các hạng mục trong nhà máy trong dây chuyền sản xuất chả
giò đông lạnh đều được thiết kế và xây dựng bài bản, đúng theo quy định của một
nhà máy thực phẩm. Sơ đồ sắp xếp các khu vực đạt chuẩn để thực hiện áp dụng ISO
& HACCP. Tuy nhiên còn một số hạng mục nhỏ vẫn chưa được đạt yêu cầu là: cửa
thông gió, đèn chiếu sáng còn bám bụi, vệ sinh chưa được đạt yêu cầu gây mối
nguy vật lí sản phẩm. Một số viên gạch lát nền có hiện tượng nứt vỡ gây đọng nước
cần thay thế.
Vấn đề cần giải quyết
Vấn đề 1: Xây dựng quy định vệ sinh tất cả các khu vực để giảm tránh các
mối nguy vật lí và sinh học đến sản phẩm.

28
Kết luận chung: Điều kiện nhà xưởng nhà máy đạt yêu cầu cho việc xây
dựng và áp dụng ISO 22000.
3.2. Kết quả khảo sát thực trạng thiết bị của dây chuyền sản xuất chả giò
đông lạnh
Kết quả khảo sát thực trạng thiết bị cơ bản của dây chuyền sản xuất chả
giò đông lạnh của nhà máy như sau:
Máy cưa nguyên liệu
Công dụng: Cưa nhỏ kích thước của những khối nguyên liệu đông lạnh dạng
block (nạc heo, mỡ heo, tôm, mực...) thành những khối kích thước nhỏ hơn, tạo
điều kiện thuận lợi cho quá trình xay nhuyễn – phối trộn.
Hình 3. 2. Máy cưa nguyên liệu
Nhận xét: Máy được trang bị là máy mới nên tình trạng máy hoạt động tốt. Sự
cố khi cưa đứt lưỡi cưa do cưa nguyên liệu quá cứng, cần kiểm soát nhiệt độ
nguyên liệu khi cưa.
Máy xay nguyên liệu
Công dụng: Xay nhỏ nguyên liệu, tạo thuận lợi khi phối trộn nguyên liệu đồng
nhất
Hình 3. 3. Máy xay nguyên liệu

29
Nhận xét: Máy được trang bị là máy mới nên tình trạng máy hoạt động ổn định
c. Máy trộn nhân
Công dụng: Trộn đều nguyên liệu với gia vị tạo thành hỗn hợp đồng nhất
Hình 3. 4. Máy trộn nhân
Nhận xét: Máy cũ sử dụng lâu năm, thỉnh thoảng gặp sự cố cần bảo dưỡng định
kì
Máy dò kim loại
Công dụng: Phát hiện kim loại lẫn trong nguyên vật liệu hoặc sản phẩm trong
quá trình sản xuất
Hình 3. 5. Máy dò kim loại
Nhận xét: Máy được trang bị là máy mới nên tình trạng máy luôn hoạt động tốt.
Máy dán túi: Máy được sử dụng để dán kín sản phẩm
Hình 3. 6. Máy dán túi liên tục
30
Nhận xét: Máy được trang bị là máy mới nên tình trạng máy luôn hoạt động tốt.
Hệ thống điều hòa
Công dụng: Làm mát phòng sản xuất, đảm bảo chất lượng sản phẩm.
Hình 3. 7. Điều hòa
Nhận xét: hệ thống điều hòa trang bị cũ nên cần chú ý định kì bảo dưỡng để đảm
bảo nhiệt độ phòng sản xuất
Nhận xét chung: Tổng hợp lại kết quả khảo sát máy móc thiết bị sản xuất có
được nhận xét chung như sau: một số thiết bị là thiết bị cũ nên hay xảy ra hỏng
hóc đột xuất, máy cưa cưa nguyên liệu cứng xảy ra tình trạng bị gãy lưỡi cưa
trong quá trình cưa tạo mối nguy vật lí cho sản phẩm; điều hòa phòng sản xuất
cũ còn tình trạng nhiệt độ phòng chưa đạt nhiệt độ yêu cầu sản xuất cần có kế
hoạch bảo dưỡng định kì. Cán bộ kỹ thuật phụ trách thiết bị còn thiếu kinh
nghiệm trong việc sửa chữa các thiết bị trong dây chuyền sản xuất.
- Vấn đề cần giải quyết
Vấn đề 2: Xây dựng kế hoạch đào tạo nhân viên kỹ thuật thiết bị
Vấn đề 3: Xây dựng kế hoạch bảo dưỡng thiết bị
Vấn đề 4: Xây dựng kế hoạch đào tạo, nâng cao tay nghề cho công nhân
chạy máy
3.3. Kết quả khảo sát quy trình công nghệ sản xuất chả giò
Dây chuyền sản xuất chả giò đông lạnh tại nhà máy tại khu công nghiệp Tiên
Sơn Bắc Ninh dưới đây là kết quả khảo sát quy trình công nghệ sản xuất chả giò
đông lạnh thể hiện bảng như sau:

31
Bảng 3.1. Kết quả khảo sát quy trình sản xuất chả giò đông lạnh
Công
đoạn
Kết quả Thực trạng Vấn đề
cần giải
quyết
Tiếp
nhận
nguyên
liệu
Nguyên liệu đông lạnh: Nạc heo,
mỡ heo sử dụng cho chế biến được
chuyển từ đường dây giết mổ tại
công ty Vissan. Nguyên liệu đạt
yêu cầu sẽ được vận chuyển về dây
chuyền giết mổ của công ty khoảng
23-5 giờ sáng để tiến hành giết mổ.
Sau đó được nhân viên thú y, KCS
lấy mẫu kiểm tra chất lượng.
Những con heo đạt yêu cầu được
tiến hành giết mổ và sơ chế thành
các block nạc heo, mỡ heo. Sau đó
được cấp đông dạng block 12 kg và
cho vào phòng trữ đông để bảo
quản.
Nguyên liệu tôm, mực... nhập ở các
cơ sở kinh doanh đủ điều kiện
ATTP
Nguyên liệu khô lá bánh đa, lá rế,
gia vị, nguyên liệu tươi: hành củ,
tỏi, khoai môn, củ đậu...nhập ở cơ
sở có đầy đủ giấy tờ ATTP
Nguyên liệu nạc heo,
mỡ heo được kiểm
soát chặt chẽ về chất
lượng bởi chi cục thú
y TP HCM và đội
ngũ KCS của công
ty. Tất cả những
nguyên liệu đạt yêu
cầu kỹ thuật mới
được cấp đông, trữ
đông và vận chuyển
ra nhà máy để sản
xuất.
Quy trình
kiểm soát
đảm bảo
ATTP
Bảo - Nguyên liệu nạc heo, mỡ heo Việc bảo quản Quy trình

32
quản
lạnh
đông
được vận chuyển ra nhà máy Bắc
Ninh sẽ được bộ phận KCS kiểm
tra cảm quan và được chuyển vào
kho trữ đông để bảo quản, nhiệt độ
trữ đông ≤ -180C . Việc bảo quản
này giúp nhà máy chủ động về
nguyên liệu, đảm bảo cho sản xuất
diễn ra liên tục
nguyên liệu trong
kho đảm bảo yêu cầu
kiểm soát
đảm bảo
ATTP
Rã
đông
- Bộ phận sản xuất nhận nguyên
liệu đông lạnh từ kho trữ đông để
đưa vào phòng sản xuất. Khi nhiệt
độ tâm nguyên liệu đạt yêu cầu sẽ
tiến hành công đoạn tiếp theo.
Một số nguyên liệu
bị rã đông quá do
chưa kiểm soát
được nhiệt độ và
thời gian rã đông.
Theo dõi
và đưa ra
quy định
về thời
gian rã
đông
Cưa - Nạc heo, mỡ , tôm, mực lạnh
đông… sau khi rã đông đạt yêu cầu
sẽ được đưa đi cưa thành những
miếng nhỏ có kích thước khoảng 4-
5cm, sau đó chuyển sang công đoạn
tiếp theo
Quy trình
kiểm soát
đảm bảo
ATTP
Nguyên
liệu
tươi,
khô
- Nguyên liệu tươi (hành củ, tỏi,
khoai...): nhận đầu ca sản xuất, sơ
chế, rửa sạch để ráo nước chuẩn bị
công đoạn tiếp theo
- Nguyên liệu khô (mộc nhĩ, miến
dong...) sau khi ngâm, sơ chế, rửa
sạch để ráo nước chuẩn bị công
Quy trình
kiểm soát
đảm bảo
ATTP

33
đoạn tiếp theo
Xay
nhuyễn
.- Nguyên liệu đông lạnh sau khi
cưa theo kích thước cho lần lượt
qua máy xay
- Nguyên liệu tươi, nguyên liệu
khô sau khi sơ chế cho lần lượt qua
máy xay
Quy trình
kiểm soát
đảm bảo
ATTP
Định
hình
- Công nhân sản xuất định hình
sản phẩm theo yêu cầu kĩ thuật
Trong quá trình định
hình xuất hiện các lỗi
như: Kích thước chả
giò cuốn chưa đồng
đều, chả giò cuốn
chưa đúng kĩ thuật
Xây dựng
quy trình
kiểm soát
công đoạn
định hình
Bao gói - Chả giò sau khi định hình cân
theo khối lượng quy định
- Bao gói lần lượt từng sản phẩm
Trong quá trình bao
gói còn hiện tượng
chưa bao kín mép túi
khi dán
Xây dựng
quy trình
kiểm soát
công đoạn
bao gói
Dò kim
loại
- Đưa lần lượt sản phẩm qua máy
dò kim loại
Quy trình
kiểm soát
đảm bảo
ATTP
Cấp
đông
- Sản phẩm sau khi hoàn thiện
chuyển vào kho cấp đông
Sản phẩm cấp đông
vào kho chuyên dụng
nhiệt độ
-22 độ C

34
Nhận xét: Về cơ bản quy trình sản xuất chả giò đông lạnh đảm bảo điều kiện an
toàn thực phẩm. Quy trình sản xuất còn một số vấn đề cần giải quyết như theo
dõi thời gian rã đông nguyên liệu tránh tình trạng nguyên liệu rã đông quá, còn
tình trạng chả giò cuốn chưa đúng kĩ thuật và sản phẩm sau khi bao gói còn hở
mép dán.
3.4. Kết quả khảo sát quy trình vệ sinh trong quy trình sản xuất
Khảo sát quá trình thực hiện đảm bảo ATTP trong quá trình sản xuất của công
nhân như sau:
Kết quả khảo sát quy trình vệ sinh của công nhân thể hiện bảng 3.3:
Bảng 3.2. Kết quả khảo sát vệ sinh công nhân
Quy định Kết quả khảo sát
- Công nhân luôn trang bị đầy đủ BHLĐ:
quần áo, mũ, ủng, khẩu trang, gang tay,
yếm đầy đủ.
- Gang tay sắt đối với công nhân vận hành
máy cưa thịt
- Vệ sinh cá nhân sạch sẽ trước khi vào ca
sản xuất và sau khi đi vệ sinh.
- KCS thực hiện Kiểm tra bằng
quan sát thường xuyên việc
thực hiện vệ sinh của công nhân
trong ca sản xuất thấy rằng công
nhân thực hiện đầy đủ quy định
mặc bảo hộ theo quy định của
công ty.
- Nhận xét: Công nhân thực hiện đầy đủ quy định về trang phục, vệ sinh
trước khi sản xuất.
Kết quả khảo sát vệ sinh Nhà xưởng, dây chuyền thiết bị sản xuất thể
hiện bảng như sau:
Bảng 3.3. Kết quả khảo sát vệ sinh quy trình sản xuất
Công
đoạn Quy định Kết quả khảo sát
Chuẩn
bị
nguyên
- Vệ sinh toàn bộ công cụ, dụng cụ bằng nước sạch
trước khi sản xuất.
- Kiểm soát vệ sinh khi sản xuất.
Đạt yêu cầu theo
quy đinh ban
hành

35
liệu –
Rã
đông
+ Cuối mỗi ca vệ sinh toàn bộ công cụ dụng cụ,
thiết bị, nhà xưởng theo quy trình:
Rửa bằng nước sạch Sử dụng chất tẩy rửa
Rửa bằng nước sạch Khử trùng bằng dung dịch
Clean Pro B1 Tráng lại bằng nước sạch.
Cưa - Vệ sinh toàn bộ công cụ, dụng cụ, thiết bị bằng
nước sạch trước khi sản xuất.
- Kiểm soát vệ sinh khi sản xuất.
+ Cuối mỗi ca vệ sinh toàn bộ công cụ dụng cụ,
nhà xưởng theo quy trình:
Rửa bằng nước sạch Sử dụng chất tẩy rửa
Rửa bằng nước sạch Khử trùng bằng dung dịch
Clean Pro B1 Tráng lại bằng nước sạch.
Đạt yêu cầu theo
quy đinh ban
hành
Xay
- Vệ sinh toàn bộ công cụ, dụng cụ bằng nước sạch
trước khi sản xuất.
- Kiểm soát vệ sinh khi sản xuất.
+ Cuối mỗi ca vệ sinh toàn bộ công cụ dụng cụ,
nhà xưởng theo quy trình:
Rửa bằng nước sạch Sử dụng chất tẩy rửa
Rửa bằng nước sạch Khử trùng bằng dung dịch
Clean Pro B1 Tráng lại bằng nước sạch.
Đạt yêu cầu theo
quy đinh ban
hành
Phối
trộn
- Vệ sinh toàn bộ công cụ, dụng cụ bằng nước sạch
trước khi sản xuất.
- Kiểm soát vệ sinh khi sản xuất.
+ Cuối mỗi ca vệ sinh toàn bộ công cụ dụng cụ,
nhà xưởng theo quy trình:
- Rửa bằng nước sạch Sử dụng chất tẩy rửa
Rửa bằng nước sạch Khử trùng bằng dung

36
dịch Clean Pro B1 Tráng lại bằng nước sạch.
Định
hình
Bao
gói
- Vệ sinh toàn bộ công cụ, dụng cụ bằng nước sạch
trước khi sản xuất.
- Kiểm soát vệ sinh khi sản xuất.
+ Cuối mỗi ca vệ sinh toàn bộ công cụ dụng cụ,
nhà xưởng theo quy trình:
Rửa bằng nước sạch Sử dụng chất tẩy rửa
Rửa bằng nước sạch Khử trùng bằng dung dịch
Clean Pro B1 Tráng lại bằng nước sạch.
Đạt yêu cầu theo
quy đinh ban
hành
- Nhận xét: Vệ sinh nhà xưởng các khu vực chế biến đạt yêu cầu quy định
ban hành đảm bảo ATTP.
3.5. Kết quả kiểm tra, đánh giá chất lượng sản phẩm trước khi xây dựng
ISO 22000:2018
- Tất cả các lô hàng nhập về đều được kiểm tra chất lượng trước khi nhập
kho. Đánh giá chất lượng nạc heo của từng lô hàng nhập về để sản xuất ta tiến
hành kiểm tra các chỉ tiêu sau:
+ Chỉ tiêu cảm quan: màu sắc, mùi vị
+ Chỉ tiêu hóa lý (pH, NH3)
+ Chỉ tiêu vi sinh (Xác định tổng số vi sinh vật hiếu khí)
- Trong luận văn nghiên cứu này, tiến hành lấy mẫu kiểm tra đánh giá của 5
mẫu trong 5 lô hàng nhập về nhà máy trong các thời gian khác nhau. Kết quả
như sau:
3.5.1 Kiểm tra nguyên liệu nạc heo
- Cảm quan: Nạc heo có màu hồng đặc trưng không có hiện tượng tụ huyết,
xuất huyết. Không có các màu bất thường như màu nâu đậm, xám, tái xanh,
vàng. Không bị ôi, không có mùi lạ
- Chỉ tiêu hóa lý kết quả thể hiện bảng 3.4, bảng 3.5 và 3.6 như sau:

37
Bảng 3.4. Kết quả đo pH nguyên liệu nạc heo trong các lô nhập khác nhau
STT Lô nhập nguyên liệu Kết quả pH
nạc heo
Yêu cầu theo
TCVN 7047:2009
1 Lô 1 (Ngày nhập 12/10/2020) 5,9
Độ pH 5,5-6,2 2 Lô 2 (Ngày nhập 22/10/2020) 6,2
3 Lô 3 (Ngày nhập 07/11/2020) 5,8
4 Lô 4 (Ngày nhập 25/11/2020) 6,1
5 Lô 5 (Ngày nhập 15/12/2020) 5,9
Nhận xét: pH của nguyên liệu nạc heo sử dụng có ảnh hưởng đến chất lượng khi
chế biến. Do đó cần kiểm tra chỉ tiêu pH của từng lô nguyên liệu sử dụng để sản
xuất. Nhìn vào bảng kết quả trên ta nhận thấy các lô nguyên liệu nạc heo đều có
pH ổn định và đạt yêu cầu theo TCVN 7047:2009 về chất lượng thịt đông lạnh
làm nguyên liệu sản xuất.
Bảng 3.5. Bảng kết quả đo hàm lượng NH3 nguyên liệu nạc heo trong các lô
nguyên liệu khác nhau
STT Lô nhập nguyên liệu Kết quả (mg/100g) Yêu cầu theo
TCVN 7047: 2009
1 Lô 1 (Ngày nhập12/10/2020) 30 Hàm lượng
amoniac, không lớn
hơn 35mg/100g
2 Lô 2 (Ngày nhập22/10/2020) 29
3 Lô 3 (Ngày nhập07/11/2020) 29
4 Lô 4 (Ngày nhập25/11/2020) 27
5 Lô 5 (Ngày nhập15/12/2020) 29
- Nhận xét: Nhìn vào bảng 3.6 thấy rằng hàm lượng NH3 trong mẫu nạc
heo ở các lô hàng khác nhau không có sự chênh lệch nhau nhiều (27-
30mg/100g) và kết quả xác định được đều nằm trong giới hạn TCVN 7047:2009.
Tiêu chuẩn Viêt Nam về thịt lạnh đông .
Kết quả xác định TSVSVHK nguyên liệu nạc heo thể hiện bảng sau:

38
Bảng 3.6. Bảng kết quả xác định TSVSVHK nguyên liệu nạc heo
STT Lô nhập nguyên liệu Kết quả
(CFU/g)
Yêu cầu theo TCVN
7047: 2009
1 Lô 1 (Ngày nhập 12/10/2020) 60.10 2 Tổng số vi sinh vật
hiếu khí, CFU trên
gam sản phẩm <105
2 Lô 2 (Ngày nhập 22/10/2020) 42.10 2
3 Lô 3 (Ngày nhập 07/11/2020) 25.10 3
4 Lô 4 (Ngày nhập 25/11/2020) 16.10 2
5 Lô 5 (Ngày nhập 15/12/2020) 50. 102
- Nhận xét: Kết quả kiểm tra TSVSVHK đạt yêu cầu, nằm trong giới hạn cho
phép TCVN 7047:2009 Tiêu chuẩn Viêt Nam về thịt lạnh đông.
3.5.2 Kết quả kiểm tra thành phẩm chả giò
- Để đánh giá chất lượng thành phẩm chả giò ta tiến hành kiểm tra các chỉ
tiêu chất lượng chả giò (hóa lý, cảm quan) . Kết quả được thống kê lại như sau:
Cảm quan: Tổng số mẫu lấy để cảm quan/1 ngày: 24 chiếc, tổng số chả giò cảm
quan là: 576 chiếc (tương đương 9,6 kg thành phẩm). Kết quả cảm quan mẫu sản
phẩm chả giò thể hiện qua bảng như sau:
Bảng 3.7. Bảng kết quả kiểm tra cảm quan mẫu sản phẩm chả giò đông lạnh
trong thời gian nghiên cứu
Thời gian
kiểm tra
Khối lượng chả giò
không đạt (cái)
Chiều dài chả giò
không đạt (cái)
Chả giò bị hở
nhân (cái)
09-14/11/2020 9 6 8
23-28/11/2020 6 3 2
07-12/12/2020 7 8 6
14-19/12/2020 10 8 4
Tỉ lệ mẫu không
đạt (%) 5,5 4,3 3,4

39
- Nhận xét: Qua bảng 3.7 nhận thấy trong thời gian 4 tuần khảo sát sản
phẩm, về tính chất cảm quan không đạt chất lượng cảm quan có:
+ Khối lượng không đạt yêu cầu: có 32 cái (chiếm 5,5% tổng lượng mẫu
kiểm cảm quan).
+ Chiều dài không đạt yêu cầu: có 25 cái (chiếm 4,3% tổng lượng mẫu
kiểm cảm quan).
+ Chả giò bị hở nhân: 20 cái (chiếm 3,4% tổng lượng mẫu kiểm cảm quan).
Trong các lỗi nhận biết bằng cảm quan, lỗi chả giò có khối lượng không
đồng đều chiếm tỷ lệ cao nhất 32 cái (chiếm tỷ lệ 5,5% tổng lượng mẫu kiểm
cảm quan).
- Vấn đề 5: Xây dựng quy trình kiểm soát các công đoạn sản xuất chả giò
đông lạnh
Chỉ tiêu hóa lý
- Tổng số mẫu lấy để kiểm tra chỉ tiêu hóa lý/1 ngày: 1 gói, tổng số gói
trong thời gian nghiên cứu : 30 gói
- Tiến hành đo pH và xác định hàm lượng NH3
Bảng kết quả kiểm tra chỉ tiêu hóa lý thành phẩm chả giò thể hiện bảng sau:
Bảng 3.8. Bảng kết quả kiểm tra chỉ tiêu hóa lý thành phẩm chả giò
Chỉ tiêu 09-14/11/20 16-21/11/20 23-28/11/20 7-12/12/20 14-19/12/20
Hàm
lượng NH3
(mg/100g)
16,4-18,2
17,1-18,6
16-18,3
16,5-17,9
16,9-18,5
pH 6,2 - 6,4 6,1- 6,3 6,2- 6,3 6,1 - 6,4 6,0-6,5
Nhận xét: Kết quả phân tích chỉ tiêu hóa lý sản phẩm chả giò đạt yêu cầu, các kết
quả hàm lượng NH3, pH đều nằm trong giới hạn cho phép và thấp hơn nhiều so
với quy định, đạt yêu cầu chất lượng đã công bố (≤45 mg/100g)

40
Tổng hợp lại tất cả các vấn đề cần giải quyết các mục 3.1, 3.2, 3.3, 3.4, 3.5 như
sau:
Bảng 3.9. Bảng tổng hợp các vấn đề cần giải quyết
STT Nội dung vấn đề cần giải quyết
1 Vấn đề 1: Xây dựng quy định vệ sinh tất cả các khu vực để giảm tránh
các mối nguy vật lí và sinh học đến sản phẩm
2 Vấn đề 2: Xây dựng kế hoạch đào tạo nhân viên kỹ thuật thiết bị
3 Vấn đề 3: Xây dựng kế hoạch bảo dưỡng thiết bị
4 Vấn đề 4: Xây dựng kế hoạch đào tạo, nâng cao tay nghề cho công
nhân chạy máy
5 Vấn đề 5: Xây dựng quy trình kiểm soát các công đoạn sản xuất chả
giò đông lạnh
Từ các vấn đề đã tổng hợp trên cần xây dựng hệ thống tài liệu ISO 22000:
2018 để giải quyết các vấn đề đang gặp phải của dây chuyền
3.6. Xây dựng hệ thống tài liệu theo tiêu chuẩn ISO 22000:2018 cho dây
chuyền sản xuất chả giò đông lạnh
Căn cứ vào điều kiện hiện tại của nhà máy và căn cứ vào các yêu cầu của
tiêu chuẩn ISO 22000:2018 sẽ tiến hành xây dựng các thủ tục, quy trình cần thiết
của hệ thống quản lý an toàn thực phẩm. Cụ thể như sau:
+ Điều kiện về cơ sở hạ tầng: Cơ sở hạ tầng được xây mới hoàn toàn và
được tư vấn áp dụng hệ thống quản lý chất lượng từ khâu thiết kế ban đầu đến
khi thi công và hoàn thiện nên các điều kiện cơ sở hạ tầng hầu hết được đáp ứng.
+ Kinh nghiệm áp dụng hệ thống quản lý chất lượng: Đã có nhiều kinh
nghiệm nhiều năm liền trong việc áp dụng hệ thống quản lý chất lượng theo tiêu
chuẩn ISO 9001 trong dây chuyền sản xuất (từ năm 2004 đến nay). Vì vậy có thể
sử dụng các thủ tục của hệ thống ISO 9001 hiện có để áp dụng cho dây chuyền
sản xuất chả giò đông lạnh.
Danh mục tài liệu theo tiêu chuẩn ISO 22000:2018 thể hiện bảng sau:

41
Bảng 3.10. Danh mục tài liệu theo tiêu chuẩn ISO 22000:2018
STT Danh mục tài liệu Ký hiệu
tài liệu
1 Sổ tay chất lượng ST
2 Mô tả công việc MTCV
3 Quy trình kiểm soát tài liệu QT-01
4 Quy trình kiểm soát hồ sơ QT-02
5 Quy trình quản lý các tình trạng khẩn cấp QT-03
6 Quy trình xem xét lãnh đạo QT-04
7 Quy trình tuyển dụng QT-05
8 Quy trình đào tạo QT-06
9 Quy trình đánh giá nội bộ QT-07
10 Quy trình kiểm soát hàng không phù hợp QT-08
11 Quy trình hành động khắc phục QT-09
12 Quy trình xử lý các sản phẩm không an toàn tiềm ẩn QT-10
13 Quy trình truy xuất nguồn gốc QT-11
14 Quy trình bán hàng QT-12
15 Quy trình lập và theo dõi kế hoạch sản xuất QT-13
16 Quy trình mua hàng QT-14
17 Quy trình quản lý kho QT-15
18 Quy trình quản lý thiết bị QT-16
19 Quy trình kiểm soát thiết bị đo QT-17
20 Quy trình đánh giá và lựa chọn nhà phân phối QT-18
21 Quy trình kiểm soát các công đoạn sản xuất chả giò QT-19
22 Quy trình đánh giá rủi ro & cơ hội QT-20
23 Kiểm soát chất lượng nước PRP1
23 Kiểm soát các bề mặt tiếp xúc, tránh nhiễm chéo. PRP2
24 Kiểm soát vệ sinh cá nhân PRP3

42
25 Kiểm soát sức khỏe công nhân PRP4
26 Kiểm soát bảo quản, sử dụng hóa chất PRP5
27 Kiểm soát chất thải PRP6
28 Kiểm soát côn trùng và động vật gây hại PRP7
29 Quy phạm vệ sinh thiết bị, nhà xưởng PRP8
Kế hoạch HACCP
1 Bảng mô tả sản phẩm chả giò MTSP
2 Phân tích mối nguy nguyên vật liệu PTMN.01
3 Phân tích mối nguy các công đoạn sản xuất chả giò PTMN.02
4 Bảng tổng hợp kế hoạch HACCP HACCP-Plan
Do nhà máy đang áp dụng hệ thống ISO 9001:2015 nên các quy trình chung
tương ứng với 12 thủ tục đã có vì vậy trong phạm vi bài luận văn này tôi xin
trình các quy trình để giải quyết vấn đề đã khảo sát được tại mục 3.1, 3.2, 3.3,
3.4, 3.5, xây dựng một số quy trình bổ sung so với tiêu chuẩn ISO 9001:2015 và
xây dựng kế hoạch HACCP. Cụ thể các quy trình như sau:
Bảng 3.11. Các tài liệu cần xây dựng để giải quyết các vấn đề đã khảo sát
STT Tên tài liệu Ký hiệu Giải quyết
01 Quy trình đào tạo nhân viên QT-06 Vấn đề 2,4
02 Quy trình quản lý thiết bị QT-16 Vấn đề 3
03 Quy trình kiểm soát các công đoạn sản
xuất chả giò QT-19 Vấn đề 5
04 Quy phạm vệ sinh thiết bị, nhà xưởng PRP8 Vấn đề 1
Xây dựng bổ sung
05 Quy trình quản lý các tình trạng khẩn
cấp QT-03
06 Quy trình xử lý các sản phẩm không an
toàn tiềm ẩn QT-10

43
07 Quy trình truy xuất nguồn gốc QT-11
Kế hoạch HACCP
08 Bảng mô tả sản phẩm chả giò MTSP
09 Phân tích mối nguy nguyên vật liệu PTMN.01
10 Phân tích mối nguy các công đoạn sản
xuất chả giò PTMN.02
11 Bảng tổng hợp kế hoạch HACCP HACCP-
Plan
3.6.1 Quy trình đào tạo nhân viên QT.06 (Giải quyết vấn đề 02,04)
Mục đích: Quy định trách nhiệm và phương pháp tổ chức khoá đào tạo nhằm
đảm bảo cho tất cả cán bộ công nhân viên có đủ khả năng đáp ứng yêu cầu sản
xuất kinh doanh của nhà máy
Phạm vi áp dụng: Cho tất cả cán bộ công nhân viên của nhà máy
Tài liệu tham khảo: TCVN ISO 22000:2018, Sổ tay chất lượng, chương quản lý
nguồn lực, mục năng lực nhận thức và đào tạo.
Lưu đồ quy trình (Phụ lục 2) :
Hình 3. 8. Lưu đồ quy trình đào tạo nhân viên
Xác định nhu cầu
Lập kế hoạch đào tạo
Phê duyệt
Thực hiện đào tạo
Lưu hồ sơ
Đánh giá hiệu quả

44
3.6.2. Quy trình quản lý thiết bị QT-16 (Giải quyết Vấn đề 03)
Mục đích: Hướng dẫn thực hiện việc quản lý, sử dụng, bảo dưỡng và sửa chữa hệ
thống kho bảo quản, thiết bị bảo quản thực phẩm, hệ thống điều hòa, máy móc
dùng trong sản xuất, kinh doanh thực phẩm và các thiết bị văn phòng.
Phạm vi áp dụng: Áp dụng cho tất cả các loại thiết bị kể trên tại các phòng và hệ
thống thiết bị bảo quản nhà máy trang bị cho khách hàng trên thị trường.
Tài liệu tham khảo: TCVN ISO 22000:2018
Lưu đồ quy trình (Phụ lục 3)
Hình 3. 9. Lưu đồ quy trình quản lý thiết bị
3.6.3. Quy trình kiểm soát các công đoạn sản xuất chả giò (QT.19) (Giải quyết
Vấn đề 05).
Mục đích: Tài liệu này quy định trình tự và các thông số kỹ thuật cần kiểm soát
Theo dõi kết quả bảo dưỡng
Thực hiện bảo dưỡng theo kế
hoạch
Đánh mã số
Danh mục thiết bị
Lập hồ sơ thiết bị
Lập kế hoạch bảo dưỡng
Phê duyệt
Lưu hồ sơ

45
để sản xuất chả giò tại nhà máy chế biến thực phẩm Vissan Bắc Ninh
Phạm vi áp dụng: Áp dụng cho sản phẩm chả giò sản xuất tại nhà máy chế biến
thực phẩm Vissan Bắc Ninh
Tài liệu tham khảo: Các tiêu chuẩn kỹ thuật, Tiêu chuẩn ISO 22000:2018
Quy trình kiểm soát các công đoạn chả giò đông lạnh được thể hiện bảng sau:
Bảng 3.12. Quy trình kiểm soát các công đoạn sản xuất chả giò đông lạnh
Công
đoạn Mô tả Yêu cầu
Tần
suất
kiểm
tra
Phương
pháp
kiểm
tra
Người
kiểm
tra
Tiếp
nhận
nguyên
phụ
liệu
- Nguyên liệu đông lạnh
nhận từ khu trữ lạnh
khoảng 13-15h trước khi
sản xuất, kĩ thuật chế biến
kiểm tra tình trạng bao bì,
NSX, HSD, số lô (nếu có)
- Đông cứng hoàn
toàn
- Kiểm tra NSX,
HSD
- Kiểm tra tình
trạng nguyên liệu
Đầu ca - Quan
sát
- Nhiệt
kế
KTCB
Rã
đông
- Nguyên liệu đông lạnh
được bỏ bao bì ngoài, xếp
lên kệ rã đông tự nhiên
đến nhiệt độ yêu cầu
-Thời gian: 13-
15h
-Nhiệt độ phòng
≤ 250C
- Nhiệt độ nguyên
liệu sau rã đông
0- 100C
Đầu ca
sản
xuất
- Nhiệt
kế.
- Quan
sát
KTCB
Ngâm,
rửa, sơ
chế
- Nguyên liệu khô: Mộc
nhĩ, miến dong, cà rốt, đỗ
xanh ngâm trong bồn inox
theo thời gian quy định
sau đó được vớt ra và rửa
sạch để chuẩn bị cho công
- Thời gian ngâm:
+ Với miến, mộc
nhĩ, cà rốt: 13-
15h
- Nguyên liệu sau
ngâm: không
Đầu ca
sản
xuất
- Quan
sát.
KTCB

46
đoạn tiếp theo (Riêng đối
với mộc nhĩ phải tiến
hành cắt loại bỏ gốc trước
khi rửa).
Nguyên liệu tươi: Khoai
môn, củ đậu, hành củ,
hành tây được loại bỏ vỏ
và tiến hành rửa sạch
bằng nước theo quy định.
chua, đạt thu hồi.
- Tình trạng
nguyên liệu sau
khi rửa phải
không còn tạp
chất.
Cưa –
Xay
- Nguyên liệu đông lạnh
cưa thành từng miếng nhỏ
rồi xay theo mặt sàng quy
định.
- Kích thước: 3-
5mm
2
lần/ca
- Quan
sát
KTCB
Phối
trộn
Cân các thành phần theo
công thức phối trộn.
Mở máy và cho thứ tự các
thành phần vào trộn đến
khi thu được bán thành
phẩm đồng nhất.
-Thời gian: 3-5
phút
- Nhiệt độ bán
thành phẩm sau
trộn 180C
- Bán thành phẩm
sau trộn đồng
nhất
2
lần/ca
- Quan
sát.
- Nhiệt
kế
- Đồng
hồ.
KTCB
Định
hình
-Nhân sau khi trộn, được
phân phối đến cho từng
người để tiến hành định
hình:
Lấy lá trải trên mặt bàn
gấp mép lá phía trong
lòng lên một khoảng 4-5
- Thời gian lưu
nhân: 30 phút
-Khối lượng tịnh,
số lượng cuốn/gói
tùy thuộc vào
từng sản phẩm
2 lần/
ca
- Quan
sát.
KTCB

47
cm, rồi đặt nhân vào giữa.
Lần lượt gấp 2 mép trái
phải vào phía trong sao
cho kín nhân, cuốn bánh
từ phía dưới lên trên sau
đó xếp từng cuốn vào
khay. Đối với chả giò
phải cuốn chắc tay, tròn
hai đầu, không hở nhân
Bao
gói
- Trên bao bì thể hiện đầy
đủ các thông tin như
NSX, HSD, tên sản
phẩm,….
- Sản phẩm được hàn kín
bằng máy dán túi liên tục.
- Thông tin ghi
nhãn trên bao bì
theo quy định.
-Tình trạng bao
bì: sạch, nguyên
vẹn.
- Tình trạng mí
ghép: kín hoàn
toàn, mí ép thẳng,
không chồng mí,
không cháy,
không quăn mí
2
lần/ca
Quan
sát
KTCB
Dò kim
loại
Dùng thanh kim loại
chuẩn đi kèm với sản
phẩm cho đi qua máy dò
kim loại để kiểm tra độ
chính xác của máy.
- Chọn chế độ dò
thích hợp cho
từng sản phẩm.
- Kiểm tra máy
bằng 03 thanh
kim loại chuẩn
khi đi cùng sản
2
lần/ca
Máy dò
kim loại
KTCB

48
phẩm.
- Những sản
phẩm bị lỗi phải
cô lập riêng để
kiểm tra và xử lý.
Cấp
đông
Sản phẩm sau khi được dò
kim loại xong sẽ được
nhập vào kho cấp đông để
tiến hành cấp đông theo
yêu cầu.
- Thời gian cấp
đông: ≤ 20h
- Nhiệt độ kho:≤ -
220C
-Nhiệt độ tâm sản
phẩm sau cấp
đông: :≤ -30C
Nhiệt
kế
Quan
sát
KCS
Đóng
thùng
Sau khi đạt nhiệt độ cấp
đông thì sản phẩm sẽ
được đóng vào thùng
carton.
- Kiểm tra thông
tin trên thùng
- Kiểm tra NSX,
HSD
-Kiểm tra số gói/
thùng
Quan
sát
KCS
Lưu
kho
(trữ
đông)
Sau khi đóng thùng xong
thành phầm sẽ được
chuyển vào kho trữ đông
để bảo quản
- Nhiệt độ kho trữ
đông: :≤
-180C
- Nhiệt độ tâm
sản phẩm: :≤
-30C
1 lần/
tuần
Nhiệt
kế
KCS
3.6.4. Quy phạm vệ sinh thiết bị, nhà xưởng (PRP8) (Giải quyết vấn đề 01)
Mục đích:

49
Đảm bảo thiết bị, nhà xưởng chế biến, kho được vệ sinh sạch sẽ nhằm duy
trì an toàn vệ sinh cho sản phẩm, tránh nhiễm bẩn chéo từ các đối tượng vào sản
phẩm.
Quy phạm vệ sinh khu vực phòng thay đồ thể hiện bảng sau:
Bảng 3.13. Quy phạm vệ sinh khu vực phòng thay đồ
STT Danh mục Tần suất Phương pháp
thực hiện
Người
thực
hiện
Người
kiểm
tra
01 Nền nhà,
cửa kính
Hàng
ngày
Sử dụng chất tẩy rửa để lau
chùi vệ sinh nền nhà
Đối với cửa kính sử dụng
nước rửa kính
Sản
xuất,
nhóm
VSCN
KCS
02
Tường,
cửa chớp,
giá để giày
dép, ủng
01
lần/tuần
Đối với tường sử dụng chổi
có cán dài để quét sạch bụi
bẩn, mạng nhện…
Đối với cửa chớp sử dụng
khăn ướt để lau chùi bụi bẩn.
Đối với giá để giày dép, ủng
được cọ rửa bằng chất tẩy
rửa và khử trùng bằng dung
dịch khử trùng
Nhóm
VSCN
KCS
03
Trần, quạt
trần, tủ
đựng đồ cá
nhân, quạt
thông gió
01
lần/tháng
Dùng khăn khô để lau chùi
bụi bẩn.
Sản
xuất,
nhóm
VSCN
KCS
Quy phạm vệ sinh khu vực nhà vệ sinh thể hiện bảng sau:
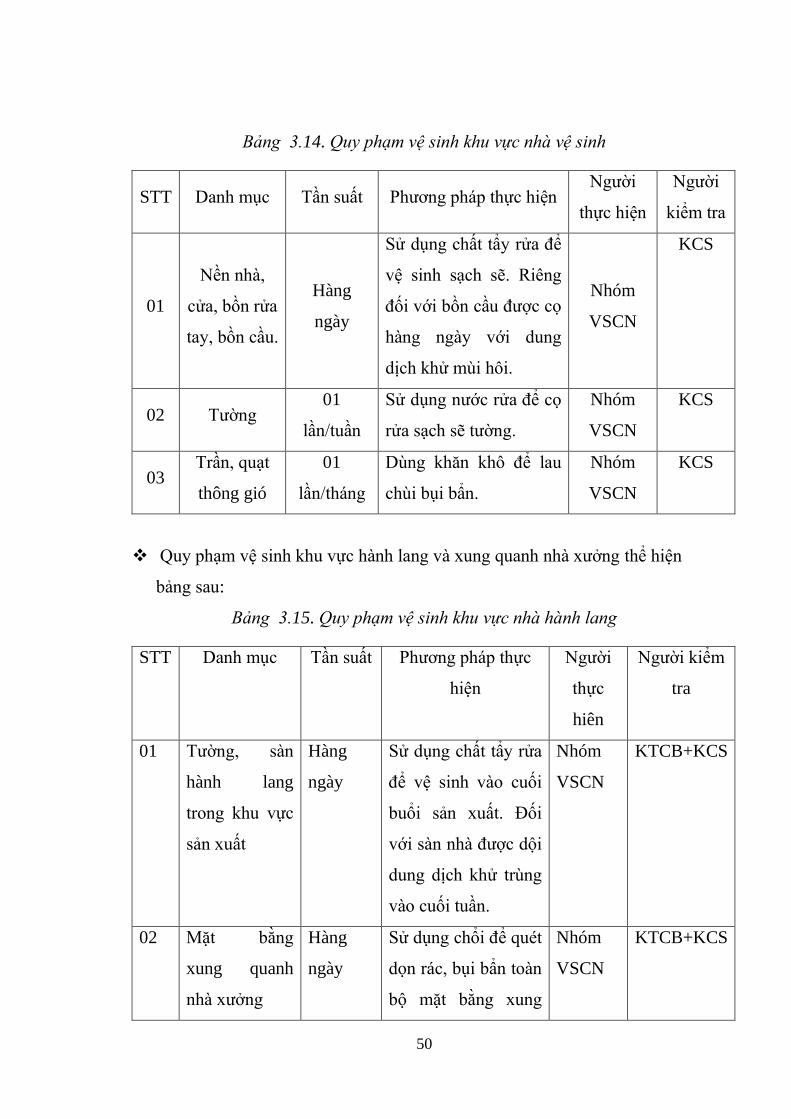
50
Bảng 3.14. Quy phạm vệ sinh khu vực nhà vệ sinh
STT Danh mục Tần suất Phương pháp thực hiện Người
thực hiện
Người
kiểm tra
01
Nền nhà,
cửa, bồn rửa
tay, bồn cầu.
Hàng
ngày
Sử dụng chất tẩy rửa để
vệ sinh sạch sẽ. Riêng
đối với bồn cầu được cọ
hàng ngày với dung
dịch khử mùi hôi.
Nhóm
VSCN
KCS
02 Tường 01
lần/tuần
Sử dụng nước rửa để cọ
rửa sạch sẽ tường.
Nhóm
VSCN
KCS
03 Trần, quạt
thông gió
01
lần/tháng
Dùng khăn khô để lau
chùi bụi bẩn.
Nhóm
VSCN
KCS
Quy phạm vệ sinh khu vực hành lang và xung quanh nhà xưởng thể hiện
bảng sau:
Bảng 3.15. Quy phạm vệ sinh khu vực nhà hành lang
STT Danh mục Tần suất Phương pháp thực
hiện
Người
thực
hiên
Người kiểm
tra
01 Tường, sàn
hành lang
trong khu vực
sản xuất
Hàng
ngày
Sử dụng chất tẩy rửa
để vệ sinh vào cuối
buổi sản xuất. Đối
với sàn nhà được dội
dung dịch khử trùng
vào cuối tuần.
Nhóm
VSCN
KTCB+KCS
02 Mặt bằng
xung quanh
nhà xưởng
Hàng
ngày
Sử dụng chổi để quét
dọn rác, bụi bẩn toàn
bộ mặt bằng xung
Nhóm
VSCN
KTCB+KCS

51
quanh nhà xưởng.
03 Rãnh thoát
nước, cửa
hành lang
ngoài khu vực
sản xuất,
01
lần/tuần
Đối với rãnh thoát
nước sử dụng dụng
cụ chuyên dụng để
vệ sinh.
Đối với cửa sử dụng
chất tẩy rửa để lau
chùi bụi bẩn.
Nhóm
VSCN
KTCB+KCS
Quy phạm vệ sinh khu vực phòng sản xuất thể hiện bảng sau:
Bảng 3.16. Quy phạm vệ sinh khu vực phòng sản xuất
ST
T Danh mục Tần suất
Phương pháp thực
hiện
Người
thực
hiện
Người kiểm
tra
01
- Bàn, ghế,
dụng cụ sản
xuất
- Sàn, tường,
cửa
Hàng ngày
Vệ sinh toàn bộ
công cụ, dụng cụ
bằng nước sạch
trước khi sản xuất.
+ Cuối ca vệ sinh
toàn bộ công cụ
dụng cụ quy trình
nước sạch, chất tẩy
rửa, nước sạch,
nhúng dung dịch
khử trùng, nước
sạch.
Riêng đối với sàn
sau khi vệ sinh xong
Nhóm
sản xuất
KTCB+KCS
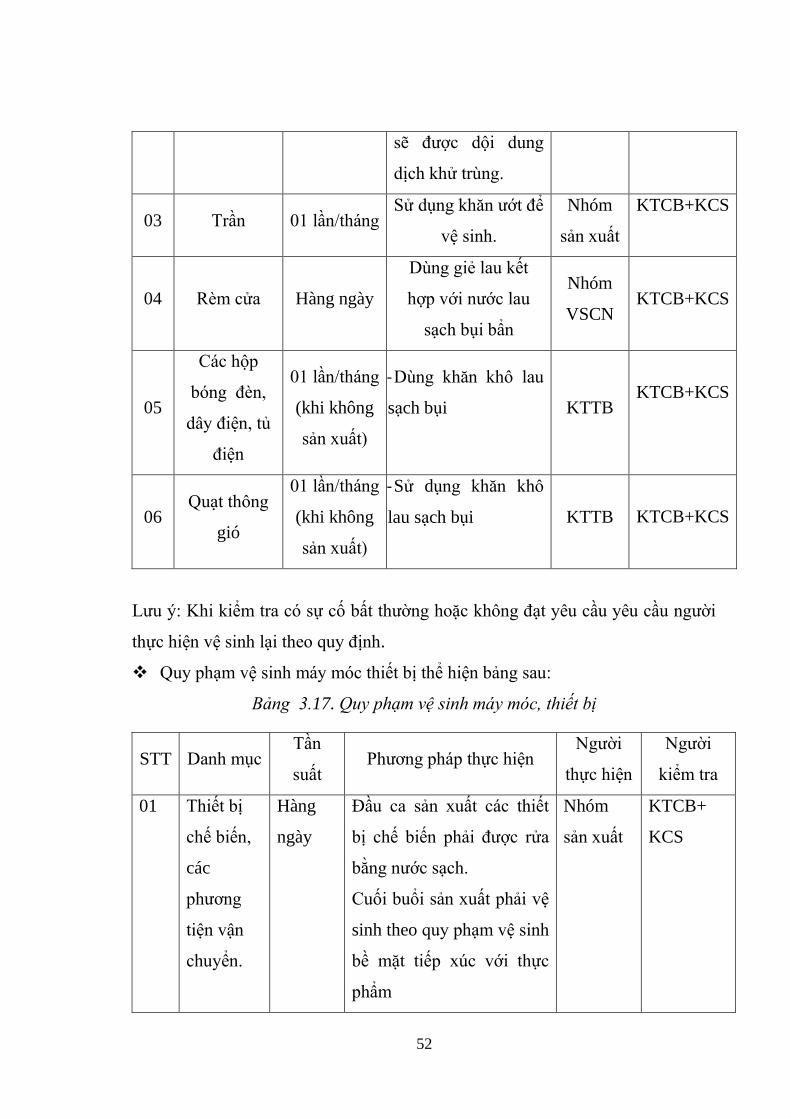
52
sẽ được dội dung
dịch khử trùng.
03 Trần 01 lần/tháng Sử dụng khăn ướt để
vệ sinh.
Nhóm
sản xuất
KTCB+KCS
04 Rèm cửa Hàng ngày
Dùng giẻ lau kết
hợp với nước lau
sạch bụi bẩn
Nhóm
VSCN
KTCB+KCS
05
Các hộp
bóng đèn,
dây điện, tủ
điện
01 lần/tháng
(khi không
sản xuất)
- Dùng khăn khô lau
sạch bụi
KTTB
KTCB+KCS
06 Quạt thông
gió
01 lần/tháng
(khi không
sản xuất)
- Sử dụng khăn khô
lau sạch bụi
KTTB
KTCB+KCS
Lưu ý: Khi kiểm tra có sự cố bất thường hoặc không đạt yêu cầu yêu cầu người
thực hiện vệ sinh lại theo quy định.
Quy phạm vệ sinh máy móc thiết bị thể hiện bảng sau:
Bảng 3.17. Quy phạm vệ sinh máy móc, thiết bị
STT Danh mục Tần
suất Phương pháp thực hiện
Người
thực hiện
Người
kiểm tra
01 Thiết bị
chế biến,
các
phương
tiện vận
chuyển.
Hàng
ngày
Đầu ca sản xuất các thiết
bị chế biến phải được rửa
bằng nước sạch.
Cuối buổi sản xuất phải vệ
sinh theo quy phạm vệ sinh
bề mặt tiếp xúc với thực
phẩm
Nhóm
sản xuất
KTCB+
KCS
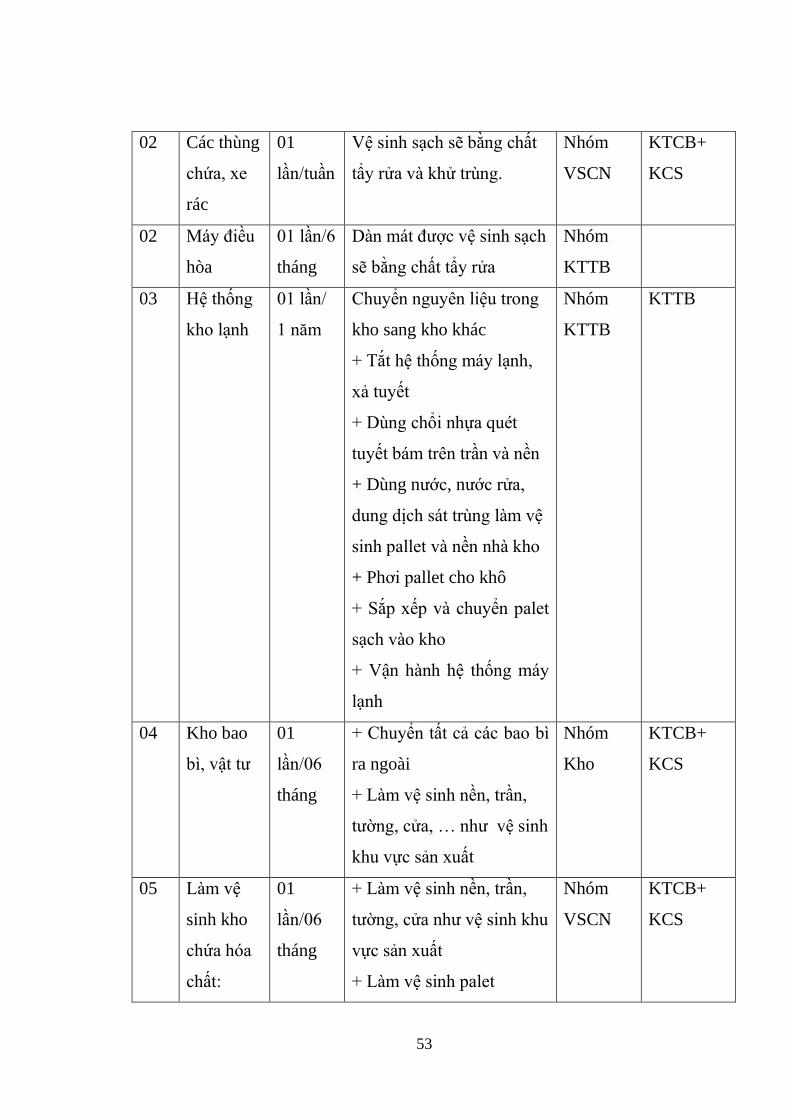
53
02 Các thùng
chứa, xe
rác
01
lần/tuần
Vệ sinh sạch sẽ bằng chất
tẩy rửa và khử trùng.
Nhóm
VSCN
KTCB+
KCS
02 Máy điều
hòa
01 lần/6
tháng
Dàn mát được vệ sinh sạch
sẽ bằng chất tẩy rửa
Nhóm
KTTB
03 Hệ thống
kho lạnh
01 lần/
1 năm
Chuyển nguyên liệu trong
kho sang kho khác
+ Tắt hệ thống máy lạnh,
xả tuyết
+ Dùng chổi nhựa quét
tuyết bám trên trần và nền
+ Dùng nước, nước rửa,
dung dịch sát trùng làm vệ
sinh pallet và nền nhà kho
+ Phơi pallet cho khô
+ Sắp xếp và chuyển palet
sạch vào kho
+ Vận hành hệ thống máy
lạnh
Nhóm
KTTB
KTTB
04 Kho bao
bì, vật tư
01
lần/06
tháng
+ Chuyển tất cả các bao bì
ra ngoài
+ Làm vệ sinh nền, trần,
tường, cửa, … như vệ sinh
khu vực sản xuất
Nhóm
Kho
KTCB+
KCS
05 Làm vệ
sinh kho
chứa hóa
chất:
01
lần/06
tháng
+ Làm vệ sinh nền, trần,
tường, cửa như vệ sinh khu
vực sản xuất
+ Làm vệ sinh palet
Nhóm
VSCN
KTCB+
KCS

54
Hướng dẫn vệ sinh dụng cụ vệ sinh thể hiện ở bảng sau:
Bảng 3.18. Hướng dẫn vệ sinh dụng cụ vệ sinh
TT Danh mục Tần suất Phương pháp thực
hiện
Trách
nhiệm
Người kiểm
tra
1 Chổi, bàn chải
vệ sinh
Sau khi
sử dụng
Cọ rửa bằng xà phòng
loãng, rửa lại bằng
nước sạch
Công
nhân dọn
vệ sinh
KTCB+KCS
2 Giẻ lau Sau khi
sử dụng
Giặt bằng xà phòng
loãng, giặt lại bằng
nước sạch, phơi khô
Công
nhân dọn
vệ sinh
KTCB+KCS
3 Xô chậu 1 lần/ ca Cọ rửa bằng xà phòng
loãng, rửa lại bằng
nước sạch, úp để ráo
Công
nhân dọn
vệ sinh
KTCB+KCS
3.6.5. Quy trình quản lý các tình trạng khẩn cấp (QT-05)
Mục đích: Đảm bảo phòng ngừa, hạn chế đến mức tối đa các sự cố ngoài
ý muốn xảy ra như: hỏa hoạn, cháy nổ, ngộ độc thực phẩm ...Có biện pháp xử lý
kịp thời, hiệu quả khi xảy ra tình huống khẩn cấp.
Phạm vi: Áp dụng cho tất cả các phân xưởng, phòng ban của nhà máy
Nội dung:
3.6.5.1. Mất điện
Tác nhân: Do điện lực ngừng cung cấp điện, do sự cố điện lưới ngoài nhà
máy, do sự cố điện lưới trong nhà máy
Trách nhiệm: Ban Giám đốc, Phòng TC-HC, Tổ KTTB
Xử lý sự cố:
Trường hợp do Điện lực ngừng cung cấp điện hay sự cố trên mạng lưới
điện ngoài nhà máy Phòng TC-HC xác nhận với bên Điện lực về thời gian mất
điện để thông tin cho tổ KTTB và Ban Giám Đốc. Tổ KTTB sẽ xin ý kiến Ban
55
Giám đốc sử dụng máy phát điện khi cần thiết.
Trường hợp do sự cố trên mạng lưới điện bên trong nhà máy: Tổ KTTB
thông tin đến Ban Giám Đốc tình hình mất điện do sự cố trên mạng lưới điện
bên trong nhà máy và thời gian dự kiến khắc phục. Tổ KTTB sẽ xin ý kiến Ban
Giám đốc sử dụng máy phát điện khi cần thiết.
Phòng ngừa :
Phòng TC-HC kịp thời thông báo mất điện của điện lực khu công nghiệp
Tổ KTTB có kế hoạch bảo trì máy phát điện theo đúng kế hoạch
Hồ sơ lưu : Biểu mẫu bảo trì máy phát điện
3.6.5.2. Kho lạnh không hoạt động
Tác nhân : Do mất điện hoặc hỏng hệ thống kho lạnh
Trách nhiệm : Ban Giám đốc, phòng TC-HC, tổ KTTB, bộ phận kho
Xử lý sự cố : Trường hợp do mất điện: Tổ KTTB thông tin thời gian mất điện để
Bộ phận kho xin ý kiến Ban Giám đốc sử dụng máy phát điện khi cần thiết nhằm
đảm bảo an toàn cho thành phẩm, nguyên vật liệu trong kho.
Trường hợp do sự cố máy hỏng trong hệ thống kho: Tổ KTTB thông tin
đến bộ phận kho, Ban Giám Đốc tình hình máy hỏng và thời gian dự kiến khắc
phục. Nếu thời gian khắc làm ảnh hưởng đến việc bảo quản thành phẩm, nguyên
vật liệu thì bộ phận kho xin ý kiến Ban Giám đốc cho di chuyển sang kho khác
hoặc chuyển đến chỗ cho thuê kho lạnh mà nhà máy đã ký hợp đồng thuê kho
lạnh.
Phòng ngừa :
Phòng TC-HC kịp thời thông báo mất điện của điện lực khu công nghiệp
Tổ KTTB thực hiện đúng theo lịch bảo trì kho lạnh
Hồ sơ lưu : Biểu mẫu vận hành kho lạnh, biểu mẫu bảo trì kho lạnh
3.6.5.3. Cháy nổ
Tác nhân :
Con người: hút thuốc gần khu vực dễ cháy như kho bao bì, hoá chất, bồn
dầu và quăng tàn thuốc bừa bãi.
56
Thiết bị điện, môtơ không được kiểm tra, bảo trì thường xuyên, để ở vị trí
ẩm ướt dễ bị rò rỉ, chập điện.
Đun nấu ga quên khóa van an toàn trước khi ra về
Trách nhiệm : Đội phòng cháy chữa cháy nhà máy, toàn thể nhân viên nhà máy
Xử lý sự cố :
Cúp cầu dao điện - ngắt nguồn điện khu vực xảy ra cháy.
Ấn còi hệ thống báo động toàn công ty.
Sử dụng phương tiện, dụng cụ chữa cháy tại chỗ (bình xịt, vòi nước).
Gọi cơ quan PCCC 114.
Sơ tán, cấp cứu người bị nạn (nếu có).
Tiến hành khắc phục sự cố
Phòng ngừa :
Trang bị đầy đủ các biển báo, hướng dẫn vận hành trong phân xưởng sản
xuất. Tuyên truyền, vận động mọi người nâng cao ý thức phòng cháy chữa cháy.
Trang bị hệ thống báo động, thiết bị, dụng cụ chữa cháy đầy đủ theo đúng qui
định của cơ quan phòng chát chữa cháy - Hệ thống, dụng cụ này phải được kiểm
tra thường xuyên, bảo đảm hệ thống báo hiệu nhanh, chính xác.
Thành lập tổ Phòng cháy chữa cháy, cán bộ công nhân viên phải được tập
huấn đầy đủ về phòng cháy chữa cháy, an toàn lao động, qui trình vận hành thiết
bị.
Cầu dao điện, ổ cắm, dây điện sử dụng đúng theo quy cách ngành điện.
Phải có lịch kiểm tra, bảo trì thiết bị điện.
Kiểm tra van, mở và khoá van bình ga cẩn thận trước và sau đun nấu
Hồ sơ lưu:
Biên bản kiểm tra thiết bị PCCC định kỳ.
Hồ sơ tập huấn PCCC định kỳ
Biên bản sự cố
3.6.5.4 Ngộ độc thực phẩm
Tác nhân :

57
Thực phẩm bị nhiễm khuẩn, ký sinh trùng, nấm mốc độc
Thức ăn bị biến chất, ôi, thiu.
Thức ăn rửa không sạch, nấu không chín.
Thức ăn khi chế biến không che đậy, vi khuẩn xâm nhập từ bụi, ruồi, côn
trùng....
Nguồn nước nấu ăn không đảm bảo vệ sinh, nơi chế biến thức ăn ô nhiễm,
không sạch sẽ.
Trách nhiệm : Tổ y tế của nhà máy và toàn thể nhân viên làm việc tại công ty.
Xử lý ngộ độc :
Triệu chứng của ngộ độc thực phẩm thường là: Buồn nôn, ói mửa, đau
bụng, chóng mặt, tiêu chảy. Lúc đó phải có biện pháp xử lý kịp thời sau:
- Thông báo ngừng sử dụng thức ăn ngay lập tức
- Nhân viên y tế hướng dẫn cách sơ cứu người bị nạn: gây nôn (bằng cách
cho ngón tay vào họng kích thích cho người ngộ độc nôn hết các chất đã
ăn vào), cho uống nước muối pha loãng….
- Gọi cấp cứu y tế 115
- Chuyển nạn nhân tới cơ sở y tế gần nhất
- Xử lý sự cố (tìm hiểu nguyên nhân, dọn dẹp, vệ sinh, khử trùng…)
Phòng ngừa : Cần nhớ mười nguyên tắc vàng để đảm bảo vệ sinh an toàn thực
phẩm
Chọn thực phẩm tươi sạch.
Ăn chín, uống sạch, ngâm kỹ và rửa sạch rau quả khi ăn sống.
Ăn ngay thức ăn khi vừa nấu xong.
Che đậy, bảo quản cẩn thận thức ăn đã nấu chín.
Đun kỹ thức ăn trước khi dùng lại.
Thức ăn sống, chín phải để riêng, không dùng lẫn dụng cụ chế biến.
Rửa tay trước khi chế biến và trước khi ăn.
Giữ dụng cụ và nơi chế biến luôn khô sạch.
Không ăn thức ăn bị ôi, thiu.
58
Chế biến thức ăn bằng nước sạch.
Lưu mẫu thức ăn theo qui định để kiểm chứng khi có sự cố xảy ra.
Hồ sơ lưu : Biên bản kiểm tra vệ sinh, nguyên liệu trước khi nấu.
Biên bản sự cố.
3.6.5.5. Tai nạn lao động
Tác nhân gây tai nạn lao động :
Người lao động vận hành thiết bị máy móc, cẩu thả và thao tác làm việc
không đúng với qui trình đã được huấn luyện cũng như qui định (qui định sử
dụng hoá chất, thiết bị áp lực, dụng cụ cắt, hàn cơ khí, thiết bị nâng, xếp dỡ hàng
hoá... )
Môi trường, thiết bị làm việc không đảm bảo gây mất an toàn cho người
vận hành.
Trách nhiệm : Mạng lưới an toàn vệ sinh viên và toàn thể nhân viên đang làm
việc tại nhà máy
Xử lý tai nạn lao động :
Tổ chức sơ cấp cứu ngay tại chỗ khi xảy ra tai nạn lao động.
Chuyển nhanh nạn nhân tới trạm y tế gần nhất.
Lập hồ sơ xử lý vụ việc.
Phòng ngừa : Thành lập mạng lưới an toàn vệ sinh viên.
Xây dựng kế hoạch huấn luyện an toàn - vệ sinh lao động dài hạn và hàng
năm cho người lao động. Việc huấn luyện cho người lao động là một trong
những biện pháp an toàn nhất để giảm thiểu rủi ro, chi phí và đảm bảo an toàn
sản xuất.
Có kế hoạch kiểm định, kiểm tra, bảo dưỡng định kỳ các thiết bị.
Trang bị đầy đủ bảo hộ lao động cho người lao động.
Hồ sơ lưu :
Hồ sơ cấp phát bảo hộ lao động.
Kế hoạch và hồ sơ tập huấn an toàn lao động của công ty và của cơ quan
nhà nước.

59
Biên bản sự cố.
3.6.5.6. Ngộ độc thực phẩm bên ngoài từ sản phẩm nhà máy
Tác nhân gây ngộ độc :Do người tiêu dùng sử dụng sản phẩm bị hư hỏng hoặc bị
lỗi
Trách nhiệm :Ban Giám Đốc, Phòng kinh doanh, tổ KCS
Xử lý : Cử ngay nhân viên giám sát vùng tới, khi nhận được thông tin của khách
hàng phản ánh. Ghi nhận toàn bộ thông tin liên quan tới sản phẩm mà khách
hàng khiếu nại.
Đưa người sử dụng tới cơ quan y tế để kiểm tra và điều trị
Tổ chức niêm phong và thu hồi lô hàng.
Phòng ngừa :
Đảm bảo hàng hoá được kiểm tra chặt chẽ trước khi giao cho khách hàng.
Nhân viên kinh doanh thường xuyên kiểm tra, giám sát hàng hóa ở nhà
phân phối, đại lý…
Thiết lập đường dây nóng để nhận thông tin phản hồi từ khách hàng.
Hồ sơ lưu :
Biên bản giao hàng (có ghi rõ ngày giao hàng, tên sản phẩm, ngày sx, hạn
sử dụng) cho nhà phân phối đó.
Biên bản thu hồi sản phẩm bị lỗi.
3.6.6. Quy trình xử lý các sản phẩm không an toàn tiềm ẩn (QT-10)
Mục đích : Quy trình này xác định phương pháp thống nhất để xử lý các sản
phẩm không an toàn tiềm ẩn nhằm ngăn ngừa chúng đi vào chu trình thực phẩm
trừ khi chúng đã được đánh giá và xem xét về sự đảm bảo ATTP.
Phạm vi áp dụng: Quy trình này áp dụng cho các hoạt động sản xuất tại nhà máy
từ khâu tiếp nhận nguyên liệu, sản xuất bán thành phẩm cho đến sản phẩm cuối
cùng.
Tài liệu tham khảo: ISO 22000:2018

60
Định nghĩa và chữ viết tắt: Sản phẩm không an toàn tiềm ẩn (SPKATTA) là :
Nguyên liệu đã mua về; Bán thành phẩm; thành phẩm; Sản phẩm chưa xuất kho
được phát hiện là có khả năng gây mất ATTP
Nội dung: Khi phát hiện sản phẩm không an toàn tiềm ẩn, người phát hiện báo tổ
KCS, nhân viên KCS kiểm tra lập phiếu, chuyển tổ trưởng KCS để đánh giá và
xem xét kết luận chất lượng theo 2 mức:
+ Đạt: Tiếp tục chế biến, cung cấp.
+ Không đạt: Hủy
Theo dõi sản phẩm không an toàn tiềm ẩn: Tổ KCS có trách nhiệm theo dõi sản
phẩm không an toàn tiềm ẩn. Nếu một sản phẩm không an toàn tiềm ẩn xuất hiện
lần thứ 3 thì tổ trưởng KCS tiến hành mở phiếu yêu cầu hành hành động khắc
phục.
Hồ sơ lưu: Biểu mẫu báo cáo phát hiện sản phẩm không an toàn tiềm ẩn BM01-
QT-10.
3.6.7. Quy trình truy xuất nguồn gốc (QT-11)
Mục đích : Quy trình này quy định cách thức nhận biết, xác định nguồn gốc sản
phẩm từ khâu nhận nguyên liệu đến khâu thành phẩm, có khả năng truy tìm đúng
loại nguyên vật liệu đã sử dụng và truy tìm đúng nơi lô hàng đã được phân phối.
Phạm vi : Áp dụng tất cả các sản phẩm nhà máy
Tài liệu tham khảo : ISO 22000 :2018
Nội dung : Tất cả nguyên vật liệu nhập về nhà máy có đầy đủ thông tin sau :
- Tên nhà cung cấp
- Ngày mua, số hóa đơn, hợp đồng
- Tên sản phẩm, chủng loại, quy cách, ngày sản xuất, hạn sử dụng
- Tiêu chuẩn chất lượng
- Tên hàng, chủng loại, quy cách...đúng như trong chứng từ mua bán
Cách thức truy tìm nguồn gốc sản phẩm như sau :

61
Bước 1 : Xác định phạm vi truy tìm
- Xác định vị trí, số lượng hàng cần truy tìm
- Kiểm tra hàng tồn kho (lô sản xuất, số lượng)
- Hàng đã xuất (tên khách hàng, địa chỉ, số lượng...)
Bước 2 : Thu thập thông tin, kiểm tra hồ sơ
Dựa vào báo cáo hàng ngày sản xuất, sổ kiểm tra thành phẩm, biểu mẫu kiểm
soát công đoạn sản xuất, phiếu xuất kho nguyên vật liệu, phiếu xuất kho thành
phẩm tìm ra nhân gây ra hư hỏng sản phẩm, nguồn gốc nguyên vật liệu sử dụng,
tình trạng sản phẩm trước và khi xuất kho.
Dựa vào nội dung in trên bao bì, phiếu xuất kho tìm được địa điểm lô hàng
được phân phối.
Bước 3 : Tổng hợp kết quả truy tìm
- Tổng hợp kết quả, phân tích nguyên nhân (nếu có)
- Ghi phiếu truy xuất nguồn gốc
Quy định in mã trên sản phẩm : Áp dụng các sản phẩm đang sản xuất
Ngày sản xuất : ngày thực tế sản xuất sản phẩm
Hạn sử dụng : ngày sản phẩm hết hạn sử dụng
Hồ sơ lưu : Biên bản giao ca, phiếu xuất kho, biểu mẫu kiểm soát công đoạn, sổ
kiểm tra thành phẩm, biên bản sự cố máy.
3.7. Kế hoạch HACCP
3.7.1 Mô tả sản phẩm
Bảng mô tả nguyên vật liệu sản xuất sản phẩm chả giò đông lạnh thể hiện ở bảng
sau:

62
Bảng 3.19. Bảng mô tả nguyên vật liệu
TT Nguyên liệu,
vật tư Tiêu chuẩn kỹ thuật Nơi cung cấp
Mục đích sử
dụng và chức
năng
I. Nguyên liệu chính
1. Nạc heo
Theo tiêu chuẩn của
Công ty đã ban hành
Các nhà cung
cấp trong nước
Sản xuất Chả
giò
2. Mỡ heo
3. Tôm, mực
4. Lá bánh đa, lá
rế
5.
Nguyên liệu
khô, tươi:
hành, tỏi, cà
rốt, mộc nhĩ,
miến dong,
khoai môn.
II. Phụ gia – Gia vị
6. Đường
Theo tiêu chuẩn của
Công ty đã ban hành
Các nhà cung
cấp trong nước
Sản xuất chả
giò
7. Muối
8. Tiêu
9. Bột ngọt
III. Vật tư
10. Màng túi PE Theo tiêu chuẩn của
Công ty đã ban hành
Các nhà cung
cấp trong nước Bao gói

63
Mô tả sản phẩm Chả giò đông lạnh thể hiện ở bảng sau
Bảng 3.20. Bảng mô tả sản phẩm Chả giò đông lạnh
TT Đặc tính Mô tả
1. Tên thương mại Chả giò đông lạnh
2. Nguyên liệu chính Nạc heo, mỡ heo, bánh tráng, tôm, mực, cà rốt,
miến dong, mộc nhĩ, khoai môn….
3. Khu vực khai thác
nguyên liệu Các nhà cung cấp trong nước.
4. Quy cách sản phẩm - Khối lượng: 500g/ gói
5. Thành phần phụ gia –
gia vị Muối tinh, đường, tiêu, chất điều vị (E621)
6. Các công đoạn chế
biến chính
Tiếp nhận nguyên liệu Rã đông Cưa
Xay Phối trộn Định hình Bao gói Dò
kim loại Thành phẩm
7. Kiểu bao gói - Đóng gói 24 gói/thùng
- Đóng thùng: 12kg/ thùng
8. Điều kiện bảo quản Bảo quản ở nhiệt độ -18 độ C hoặc ngăn đá tủ
lạnh
9. Điều kiện phân phối và
vận chuyển
Đóng thùng carton phân phối từ kho chính. Vận
chuyển bằng xe chuyên dụng
10. Thời hạn sử dụng 9 tháng kể từ ngày sản xuất
11. Thời hạn bày bán Theo hạn sử dụng của sản phẩm
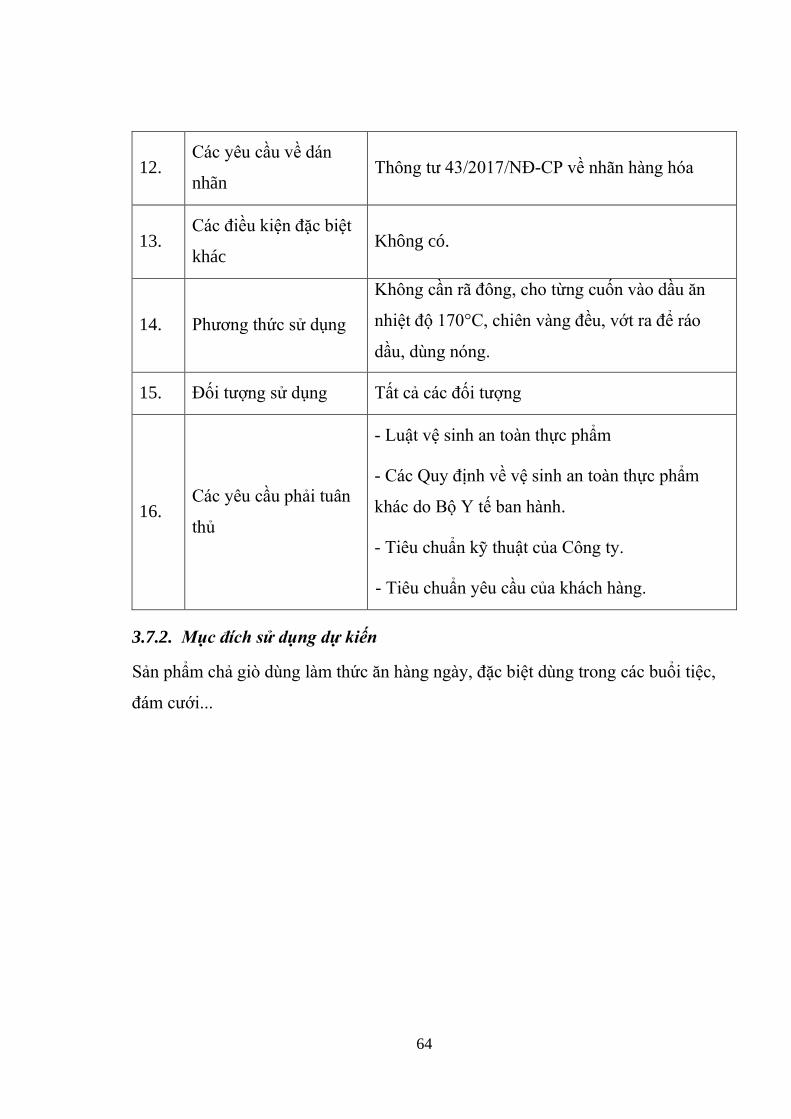
64
12. Các yêu cầu về dán
nhãn Thông tư 43/2017/NĐ-CP về nhãn hàng hóa
13. Các điều kiện đặc biệt
khác Không có.
14. Phương thức sử dụng
Không cần rã đông, cho từng cuốn vào dầu ăn
nhiệt độ 170°C, chiên vàng đều, vớt ra để ráo
dầu, dùng nóng.
15. Đối tượng sử dụng Tất cả các đối tượng
16. Các yêu cầu phải tuân
thủ
- Luật vệ sinh an toàn thực phẩm
- Các Quy định về vệ sinh an toàn thực phẩm
khác do Bộ Y tế ban hành.
- Tiêu chuẩn kỹ thuật của Công ty.
- Tiêu chuẩn yêu cầu của khách hàng.
3.7.2. Mục đích sử dụng dự kiến
Sản phẩm chả giò dùng làm thức ăn hàng ngày, đặc biệt dùng trong các buổi tiệc,
đám cưới...

65
3.7.3. Quy trình công nghệ
Gia
vị
NL đông
lạnh
Rã đông
Cưa, xay
Phối trộn
Định hình
Nguyên
liệu tươi
Sơ chế
Bao gói
Dò kim loại
Bảo quản
- Định hình sản phẩm theo yêu cầu
kĩ thuật
- Sản phẩm sau khi bao gói theo yêu
cầu của khách hàng, chuyển vào sọt,
sau đó cho vào kho lạnh để bảo quản.
Nhiệt độ kho lạnh từ -220C.
- Kiểm tra số lượng theo phiếu xuất
kho
- Kiểm tra sơ bộ tình trạng sản
phẩm
- Kiểm tra nguyên liệu sau rã đông
từ 0-10 độ C
- Kiểm tra nguyên liệu sau khi cưa,
xay đúng theo yêu cầu kĩ thuật
- Cân nguyên liệu theo công thức
phối trộn
Lần lượt đưa từng nguyên liệu đã
phối trộn vào thiết bị phối trộn
- Bao bằng túi PE sau đó dùng nhiệt
hàn kín miệng túi
- Đưa lần lượt sản phẩm qua máy
dò kim loại
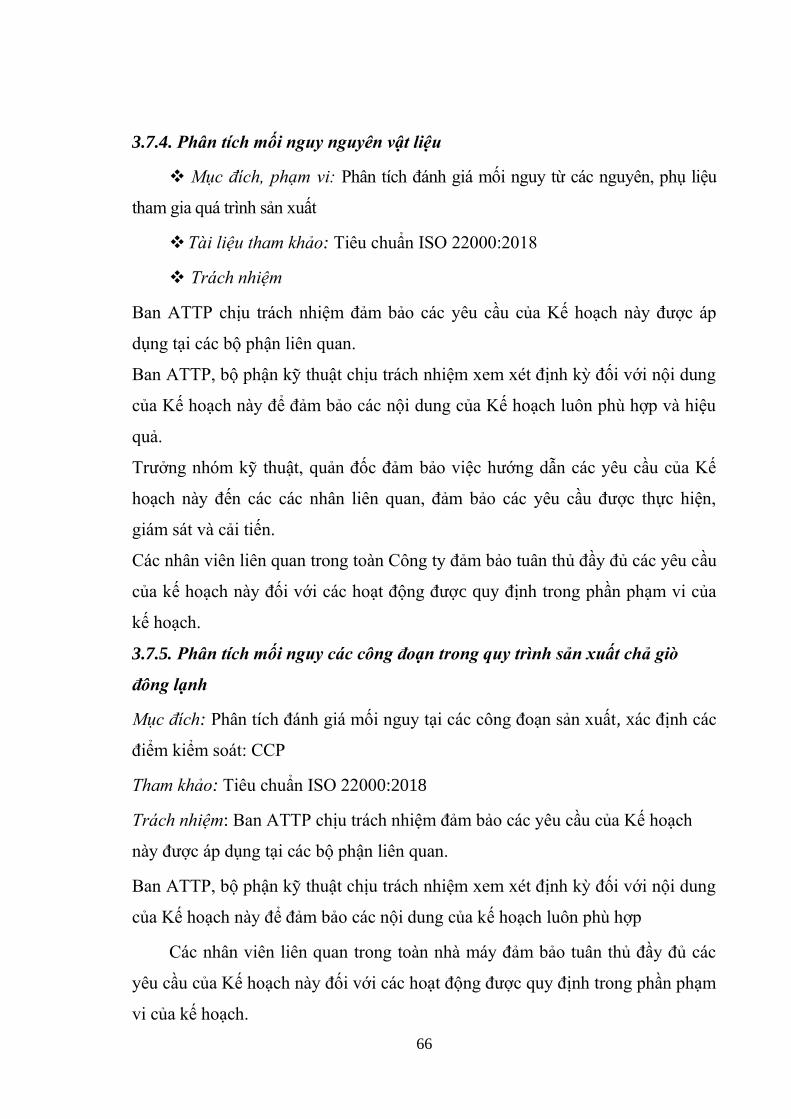
66
3.7.4. Phân tích mối nguy nguyên vật liệu
Mục đích, phạm vi: Phân tích đánh giá mối nguy từ các nguyên, phụ liệu
tham gia quá trình sản xuất
Tài liệu tham khảo: Tiêu chuẩn ISO 22000:2018
Trách nhiệm
Ban ATTP chịu trách nhiệm đảm bảo các yêu cầu của Kế hoạch này được áp
dụng tại các bộ phận liên quan.
Ban ATTP, bộ phận kỹ thuật chịu trách nhiệm xem xét định kỳ đối với nội dung
của Kế hoạch này để đảm bảo các nội dung của Kế hoạch luôn phù hợp và hiệu
quả.
Trưởng nhóm kỹ thuật, quản đốc đảm bảo việc hướng dẫn các yêu cầu của Kế
hoạch này đến các các nhân liên quan, đảm bảo các yêu cầu được thực hiện,
giám sát và cải tiến.
Các nhân viên liên quan trong toàn Công ty đảm bảo tuân thủ đầy đủ các yêu cầu
của kế hoạch này đối với các hoạt động được quy định trong phần phạm vi của
kế hoạch.
3.7.5. Phân tích mối nguy các công đoạn trong quy trình sản xuất chả giò
đông lạnh
Mục đích: Phân tích đánh giá mối nguy tại các công đoạn sản xuất, xác định các
điểm kiểm soát: CCP
Tham khảo: Tiêu chuẩn ISO 22000:2018
Trách nhiệm: Ban ATTP chịu trách nhiệm đảm bảo các yêu cầu của Kế hoạch
này được áp dụng tại các bộ phận liên quan.
Ban ATTP, bộ phận kỹ thuật chịu trách nhiệm xem xét định kỳ đối với nội dung
của Kế hoạch này để đảm bảo các nội dung của kế hoạch luôn phù hợp
Các nhân viên liên quan trong toàn nhà máy đảm bảo tuân thủ đầy đủ các
yêu cầu của Kế hoạch này đối với các hoạt động được quy định trong phần phạm
vi của kế hoạch.
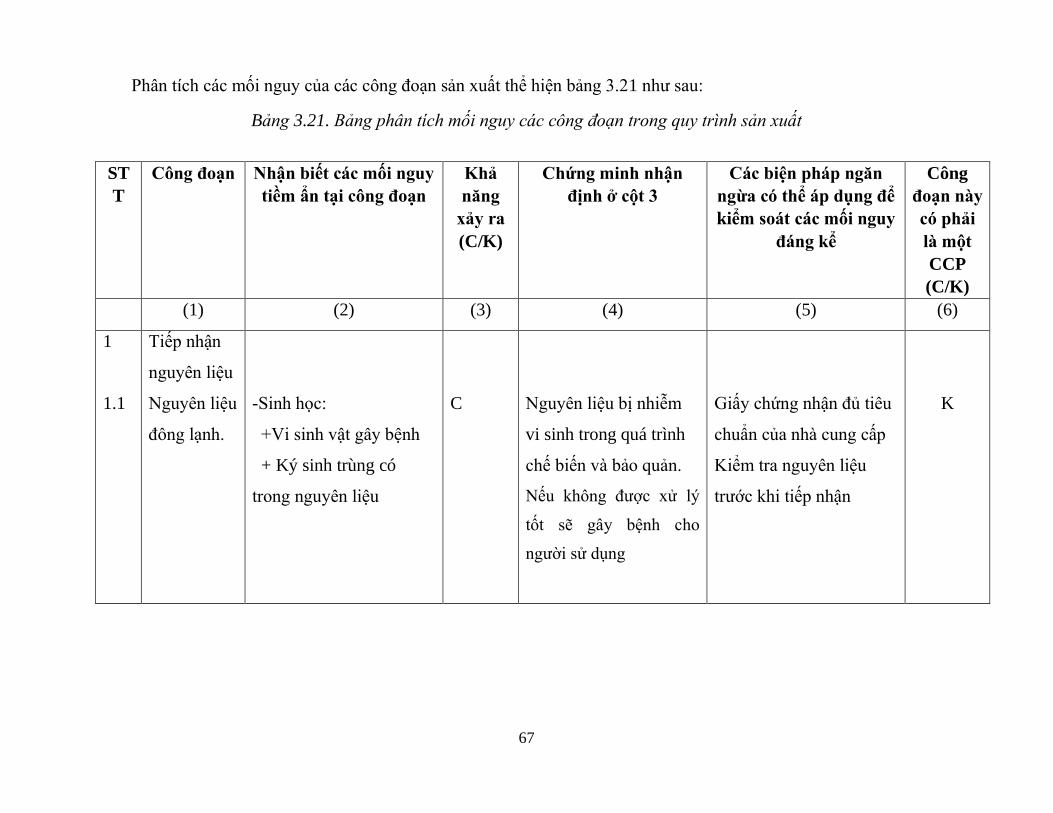
67
Phân tích các mối nguy của các công đoạn sản xuất thể hiện bảng 3.21 như sau:
Bảng 3.21. Bảng phân tích mối nguy các công đoạn trong quy trình sản xuất
ST
T
Công đoạn Nhận biết các mối nguy
tiềm ẩn tại công đoạn
Khả
năng
xảy ra
(C/K)
Chứng minh nhận
định ở cột 3
Các biện pháp ngăn
ngừa có thể áp dụng để
kiểm soát các mối nguy
đáng kể
Công
đoạn này
có phải
là một
CCP
(C/K)
(1) (2) (3) (4) (5) (6)
1
1.1
Tiếp nhận
nguyên liệu
Nguyên liệu
đông lạnh.
-Sinh học:
+Vi sinh vật gây bệnh
+ Ký sinh trùng có
trong nguyên liệu
C
Nguyên liệu bị nhiễm
vi sinh trong quá trình
chế biến và bảo quản.
Nếu không được xử lý
tốt sẽ gây bệnh cho
người sử dụng
Giấy chứng nhận đủ tiêu
chuẩn của nhà cung cấp
Kiểm tra nguyên liệu
trước khi tiếp nhận
K
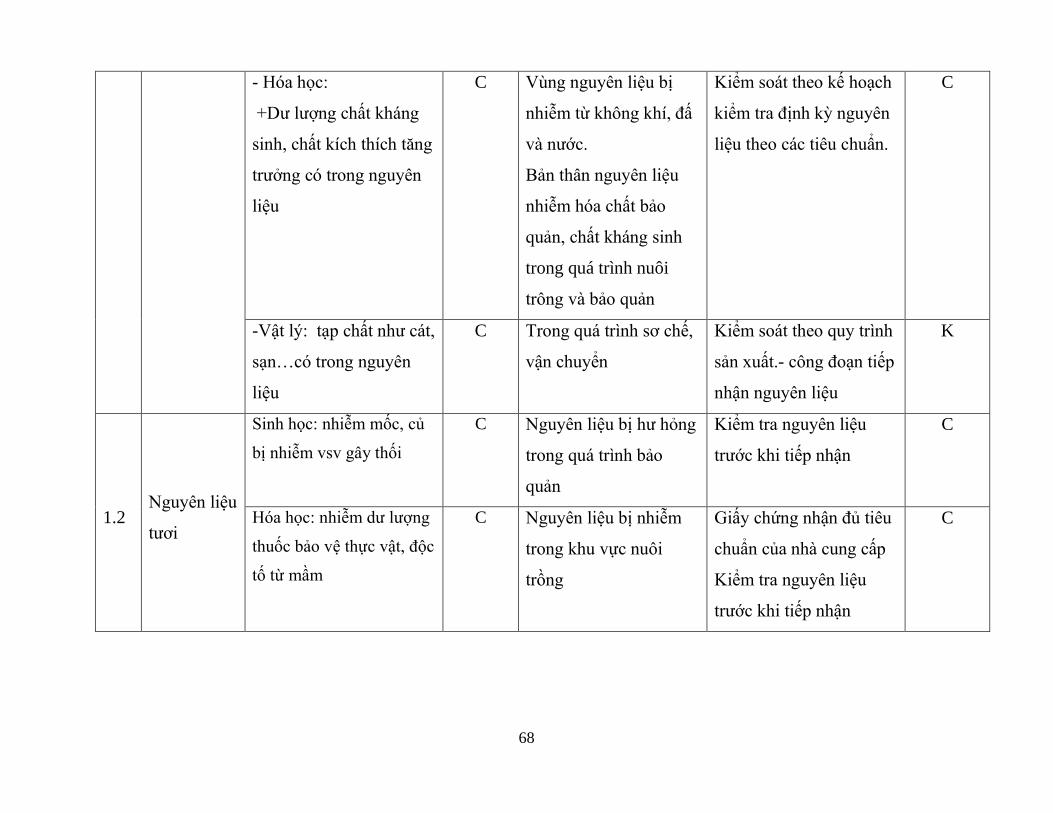
68
- Hóa học:
+Dư lượng chất kháng
sinh, chất kích thích tăng
trưởng có trong nguyên
liệu
C Vùng nguyên liệu bị
nhiễm từ không khí, đấ
và nước.
Bản thân nguyên liệu
nhiễm hóa chất bảo
quản, chất kháng sinh
trong quá trình nuôi
trông và bảo quản
Kiểm soát theo kế hoạch
kiểm tra định kỳ nguyên
liệu theo các tiêu chuẩn.
C
-Vật lý: tạp chất như cát,
sạn…có trong nguyên
liệu
C Trong quá trình sơ chế,
vận chuyển
Kiểm soát theo quy trình
sản xuất.- công đoạn tiếp
nhận nguyên liệu
K
1.2 Nguyên liệu
tươi
Sinh học: nhiễm mốc, củ
bị nhiễm vsv gây thối
C Nguyên liệu bị hư hỏng
trong quá trình bảo
quản
Kiểm tra nguyên liệu
trước khi tiếp nhận
C
Hóa học: nhiễm dư lượng
thuốc bảo vệ thực vật, độc
tố từ mầm
C Nguyên liệu bị nhiễm
trong khu vực nuôi
trồng
Giấy chứng nhận đủ tiêu
chuẩn của nhà cung cấp
Kiểm tra nguyên liệu
trước khi tiếp nhận
C

69
Vật lí: lẫn tạp chất, đất,
cát…
C - Không loại bỏ hết
trong quá trình rửa sau
thu hoạch
Có thể kiểm soát bắng
công đoạn bỏ vỏ và rửa
K
1.2
Nguyên liệu
khô, gia vị
- Sinh học: Không
- Hóa học: các chỉ tiêu
kim loại nặng
C Nhiễm trong quá trình
sản xuất chế biến.
Giấy chứng nhận đủ tiêu
chuẩn của nhà cung cấp
K
- Vật lý: tạp chất có
trong nguyên liệu
C Bị lẫn tạp chất trong
quá trình thu mua, khai
thác, chế biến, vận
chuyển.
Kiểm soát theo công
đoạn nhập nguyên liệu.
K
1.3 Bao bì -Sinh học: Không
-Hoá học: Độ thôi nhiễm
từ khay, bao bì.
K Xem hồ sơ nhà cung
cấp
Yêu cầu giấy chứng nhận
từ nhà cung cấp
K
-Vật lý: Tạp chất từ bao
bì
K Kiểm soát theo tiêu
chuẩn nhập nguyên liệu
đầu vào.
Kiểm soát theo công
đoạn nhập nguyên liệu.
K
2 Rã đông -Sinh học:
Vi sinh vật phát triển.
C -Thời gian rã đông kéo
dài và nhiệt độ phòng rã
đông không đảm bảo.
Kiểm soát theo quy trình
sản xuất- công đoạn rã
đông.
K
-Hoá học: Không
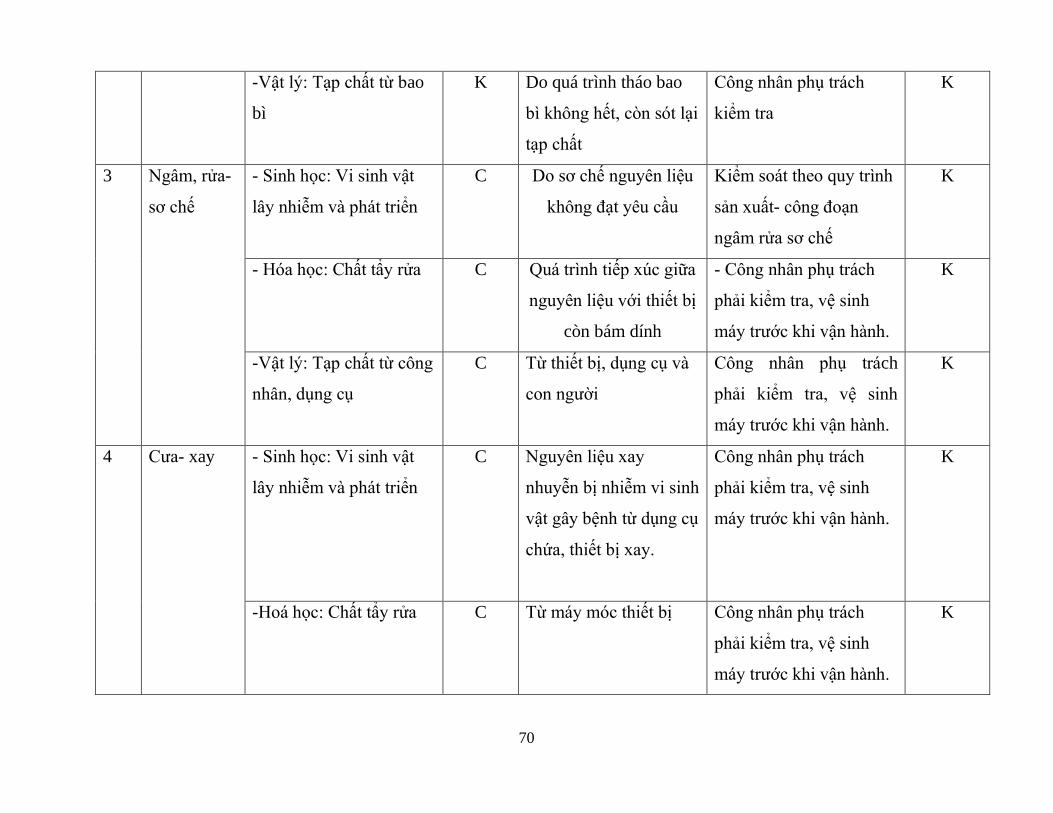
70
-Vật lý: Tạp chất từ bao
bì
K Do quá trình tháo bao
bì không hết, còn sót lại
tạp chất
Công nhân phụ trách
kiểm tra
K
3 Ngâm, rửa-
sơ chế
- Sinh học: Vi sinh vật
lây nhiễm và phát triển
C Do sơ chế nguyên liệu
không đạt yêu cầu
Kiểm soát theo quy trình
sản xuất- công đoạn
ngâm rửa sơ chế
K
- Hóa học: Chất tẩy rửa C Quá trình tiếp xúc giữa
nguyên liệu với thiết bị
còn bám dính
- Công nhân phụ trách
phải kiểm tra, vệ sinh
máy trước khi vận hành.
K
-Vật lý: Tạp chất từ công
nhân, dụng cụ
C Từ thiết bị, dụng cụ và
con người
Công nhân phụ trách
phải kiểm tra, vệ sinh
máy trước khi vận hành.
K
4 Cưa- xay - Sinh học: Vi sinh vật
lây nhiễm và phát triển
C Nguyên liệu xay
nhuyễn bị nhiễm vi sinh
vật gây bệnh từ dụng cụ
chứa, thiết bị xay.
Công nhân phụ trách
phải kiểm tra, vệ sinh
máy trước khi vận hành.
K
-Hoá học: Chất tẩy rửa C Từ máy móc thiết bị Công nhân phụ trách
phải kiểm tra, vệ sinh
máy trước khi vận hành.
K

71
-Vật lý: Tạp chất từ công
nhân, dụng cụ
C Từ thiết bị, dụng cụ và
con người
Công nhân phụ trách
phải kiểm tra, vệ sinh
máy trước khi vận hành.
K
5 Phối trộn - Sinh học: Vi sinh vật
lây nhiễm và phát triển
C Lây nhiễm chéo từ thiết
bị, con người, môi
trường, dụng cụ làm
việc.
Công nhân phụ trách
phải kiểm tra, vệ sinh
máy trước khi vận hành.
K
-Hoá học: Hóa chất tẩy
rửa
C Quá trình tiếp xúc giữa
nguyên liệu với thiết bị
còn bám dính
- Công nhân phụ trách
phải kiểm tra, vệ sinh
máy trước khi vận hành.
K
-Vật lý: Tạp chất từ công
nhân, dụng cụ
C
Quá trình cọ xát giữa
nguyên liệu và thiết bị
- Công nhân kiểm tra kỹ
trước khi tiến hành.
K
6 Định hình - Sinh học:
+ Vi khuẩn gây bệnh
+ Vi sinh vật gây hư
hỏng sản phẩm
C
Lây nhiễm chéo giữa
nguyên liệu, thiết bị và
con người.
- Công nhân kiểm tra kỹ
trước khi tiến hành.Kiểm
soát theo quy trình sản
xuất công đoạn định hình
K
- Hóa học: Không

72
- Vật lý: Dị vật: tóc,
trang sức,…
C Quá trình thao tác giữa
bán thành phẩm với
dụng cụ, con người
- Công nhân kiểm tra kỹ
trước khi tiến hành
K
7 Bao gói -Sinh học:
+Nhiễm vi sinh vật gây
bệnh
K
Sản phẩm nhiễm vi sinh
từ công cụ dụng cụ sản
xuất
Công nhân kiểm tra kỹ
trước khi tiến hành
K
-Hoá học: : Không
-Vật lý: Không
8 Dò kim loại -Sinh học: : Không
-Hoá học: : Không
-Vật lý: Lẫn tạp chất kim
loại
C Nhiễm trong quá trình
sản xuất
Kiểm soát theo Kế hoạch
kiểm soát quá trình
C
9 Cấp đông -Sinh học: Vi sinh vật
lây nhiễm.
K Kiểm soát theo yêu cầu
kĩ thuật nhiệt độ kho
lạnh
K
-Hoá học: Không
-Vật lý: Không
10 Đóng thùng -Sinh học: Không
-Hoá học: Không
-Vật lý: Không

73
11 Bảo quản -Sinh học:
+Vi sinh vật lây nhiễm
K
Kiểm soát theo
KHKSQT/ công đoạn
bảo quản thành phẩm
K
-Hoá học: Không
-Vật lý: Không
12 Vận chuyển
Sinh học : VSV lây
nhiễm
C Nhiệt độ xe vận chuyển
không đảm bảo
Kiểm soát theo
KHKSQT/ công đoạn
vận chuyển
K
Hóa học : Không
Vật lý : Không
Xác định điểm kiểm soát tới hạn (CCPs)
- Điểm kiểm soát tới hạn là điểm mà tại đó sự kiểm soát cần thiết và có thể được áp dụng để ngăn ngừa, hạn chế, hoặc
giảm các mối nguy ảnh hưởng an toàn thực phẩm đến mức có thể chấp nhận được.
- Sau khi xác định được các mối nguy có ý nghĩa đáng kể, tiến hành phân tích để xác định mối nguy nào là điểm kiểm
soát tới hạn (CCP).
Xác định các điểm CCP được thể hiện ở bảng sau:

74
Bảng 3.22. Xác định các điểm CCP (Phụ lục 1)
BẢNG XÁC ĐỊNH ĐIỂM KIỂM SOÁT TỚI HẠN
Tên sản phẩm: Chả giò các loại.
CÔNG ĐOẠN MỐI NGUY CH1
(C/K)
CH2
(C/K)
CH3
(C/K)
CH4
(C/K)
CCP
(C/K)
Tiếp nhận nguyên
liệu đông lạnh
Sinh học:
+Vi sinh vật hiện
hữu.
+ Ký sinh trùng
C
C
K
K
C
C
C
C
K
K
Hóa học: Dư lượng
chất kháng sinh, chất
kích thích tăng trưởng
có trong nguyên liệu,
C
K
C
K
CCP.01
Tiếp nhận nguyên
liệu tươi
Sinh học: Vi sinh vật
gây bệnh, vi sinh vật
làm thối
C
K C
K
CCP.02
Hóa học: Dư lượng
thuốc bảo vệ thực vật,
độc tố từ mầm
C
K C K
CCP.03
Dò kim loại Vật lý: Lẫn tạp chất
kim loại
C C CCP.04

75
3.7.6. Thiết lập giới hạn tới hạn
CCP Mối nguy Giới hạn tới hạn
CCP.01 Hóa học
- Không có thuốc kháng sinh, tăng trưởng cấm sử dụng, phải
nằm trong giới hạn cho phép của Bộ Y Tế.
CCP.02 Sinh học - Không có nguyên liệu bị hư hỏng do vi sinh vật
CCP.03 Hóa học - Không sử dụng thuốc bảo vệ thực vật
CCP.04 Vật lý
- Khả năng phát hiện mảnh kim loại: Fe: 1,5mm, Non Fe:
1,5mm
3.7.7. Kế hoạch HACCP
Bảng kế hoạch Haccp sản phẩm Chả giò đông lạnh thể hiện ở bảng sau:

76
Bảng 3.23. Kế hoạch HACCP sản phẩm chả giò đông lạnh
CCP
Mối nguy
đáng kể
Các giới
hạn tới
hạn cho
từng
CCP
Giám sát
Các hành động sửa
chữa Hồ sơ
Thủ tục
thẩm tra
Cái gì Thế nào
Tần
suất Ai
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10)
Tiếp
nhận
nguyên
liệu
đông
lạnh
- Hóa
học: Dư
lượng chất
kháng
sinh, chất
kích thích
tăng
trưởng có
trong
nguyên
liệu.
- Không
có thuốc
kháng
sinh,
tăng
trưởng
cấm sử
dụng
Phải nằm
trong
giới hạn
cho phép
của Bộ Y
- Dư
lượng
thuốc
kháng
sinh,
tăng
trưởng
- Xem giấy
chứng
nhận,
chứng từ, tờ
khai xuất
xứ nguyên
liệu.
- Lấy mẫu
phân tích
- Giám
sát từng
lô
- Nhân
viên KCS
khâu tiếp
nhận
- Chỉ nhận những lô
hàng có giấy chứng
nhận, chứng từ
chứng minh nguyên
liệu đạt chất lượng.
- Thoả thuận với
nhà cung cấp.
- Hồ sơ
nhập
nguyên
liệu:
giấy
chứng
nhận
của nhà
cung
cấp, báo
cáo
giám sát
khâu
- Xem xét
hồ sơ hằng
tuần.
- Kiểm tra
định kỳ 1
tháng/ lần.

77
CCP
Mối nguy
đáng kể
Các giới
hạn tới
hạn cho
từng
CCP
Giám sát
Các hành động sửa
chữa Hồ sơ
Thủ tục
thẩm tra
Cái gì Thế nào
Tần
suất Ai
Tế. tiếp
nhận
nguyên
liệu.
Tiếp
nhận
nguyên
liệu
tươi
- Hóa
học: Dư
lượng
thuốc bảo
vệ thực
vật, độc tố
từ mầm
- Sinh
học:
nguyên
liệu bị lây
nhiễm
VSV làm
thối
- Không
có sử
dụng
thuốc
bảo vệ
thực vật
- Dư
lượng
thuốc
kháng
sinh
bảo vệ
thực
vật
- Xem giấy
chứng
nhận,
chứng từ, tờ
khai xuất
xứ nguyên
liệu.
- Lấy mẫu
phân tích
Giám
sát từng
lô
Nhân
viên KCS
khâu tiếp
nhận

78
CCP
Mối nguy
đáng kể
Các giới
hạn tới
hạn cho
từng
CCP
Giám sát
Các hành động sửa
chữa Hồ sơ
Thủ tục
thẩm tra
Cái gì Thế nào
Tần
suất Ai
Dò kim
loại
-Tạp chất
kim loại từ
quá trình
sản xuất
Khả năng
phát hiện
mảnh
kim loại:
-Fe:
1,5mm
-Non Fe:
1,5mm
Khả
năng
phát
hiện
mảnh
kim
loại
Dùng mảnh
kim loại
chuẩn cho
qua máy dò
kim loại &
quan sát
Trước
khi SX,
2h/lần
trong
thời
gian
SX và
trước
khi
ngừng
SX
KTCB -Cô lập mẻ hàng
-Thực hiện xử lý:
Cho sản phẩm qua
máy dò kim loại 03
lần, nếu máy tiếp tục
báo có kim loại thì
tháo sản phẩm, tìm
& loại bỏ kim loại
trong sản phẩm. Tìm
nguyên nhân.
-Khi cần thiết
(không phát hiện
được kim loại chuẩn)
dừng máy và tiến
hành sửa chữa máy
TT.09.
HACCP
KTCB
giám sát và
thực hiện
việc dò kim
loại. Nếu
phát hiện
trường hợp
không phù
hợp sẽ tiến
hành khắc
phục và ghi
vào Sổ theo
dõi công
đoạn dò
kim loại.
79
KẾT LUẬN VÀ ĐỀ NGHỊ
KẾT LUẬN
1. Đã khảo sát và đánh giá thực trạng điều kiện nhà xưởng, dây chuyền thiết bị, quy trình
sản xuất và quy trình vệ sinh.
+ Nhà xưởng: Cơ sở hạ tầng nhà máy đạt tiêu chuẩn để xây dựng hệ thống ISO
22000.
+ Thiết bị: Trong dây chuyền thiết bị có một số thiết bị cũ, một số chi tiết xuất hiện
tình trạng han gỉ nên khi sản xuất thường xảy ra sự cố gây ảnh hưởng đến chất lượng sản
phẩm vì vậy cần xây dựng quy trình kiểm soát từng công đoạn để kiểm soát các mối nguy
về ATTP.
+ Quy trình sản xuất: Quy trình sản xuất còn một số công đoạn chưa kiểm soát được
nên ảnh hưởng đến chất lượng sản phẩm.
+ Kiểm tra vệ sinh các khu vực và công đoạn trong quy trình sản xuất: Tình trạng áp
dụng vệ sinh công nhân đạt yêu cầu, tuy nhiên một số công nhân còn mắc lỗi như không
đeo khẩu trang, không tập trung làm việc.
2. Kiểm tra, đánh giá chất lượng nguyên liệu, thành phẩm trước khi xây dựng ISO
22000:2018 đạt yêu cầu kĩ thuật theo quy định.
3. Đã xây dựng được hệ thống tài liệu ISO 22000:2018, và đưa ra giải quyết được vấn
đề gặp phải vấn đề vệ sinh, vấn đề thiết bị, vấn đề con người. Do đó đã xây dựng được
quy trình giải quyết vấn đề đã khảo sát được, xây dựng bổ sung 1 số quy trình, xây dựng
kế hoạch HACCP theo tiêu chuẩn ISO 22000:2018

80
ĐỀ NGHỊ
- Trong quá trình thực hiện luận văn này, tôi xin có một vài ý kiến đóng góp như
sau:
+ Về nhà xưởng: Định kì sửa chữa các vết nứt gạch ốp tường, vết nứt gạch nền nhà
để đảm bảo an toàn vệ sinh thực phẩm
+ Về máy móc, thiết bị: Cần thay mới thiết bị đã cũ, bổ sung thêm một số máy móc
để không bị trì hoãn công việc và gây ảnh hưởng đến chất lượng sản phẩm. Bổ sung thêm
một số máy móc hiện đại giảm thiểu công đoạn thủ công như thiết bị rửa rau củ tự động.
+ Về điều kiện vệ sinh: Nhà máy nên trang bị thêm các thiết bị vệ sinh chuyên dụng
vì khi vệ sinh chưa có các thiết bị chuyên dụng nên không vệ sinh được sạch ở các thiết bị
có chi tiết phức tạp.
+ Về nguồn nhân lực: Thường xuyên tổ chức lớp tập huấn đào tạo cho cán bộ công
nhân viên. Tổ chức cuộc thi tay nghề nhằm nâng cao hiệu quả làm việc.
+ Để quản lý hiệu quả chất lượng chả giò đông lạnh nên đề xuất công ty cho áp dụng
hệ thống quản lý an toàn thực phẩm theo tiêu chuẩn ISO 22000:2018 trên cho dây chuyền
sản xuất chả giò đông lạnh.

81
TÀI LIỆU THAM KHẢO
Tài liệu trong nước
1 Tiêu chuẩn ISO 22000:2018 Hệ thống quản lý an toàn thực phẩm – yêu cầu đối với
các tổ chức trong chuỗi thực phẩm.
2 GS.TS Hà Duyên Tư (2006), Quản lý chất lượng trong công nghiệp thực phẩm, NXB
Đại học Bách khoa Hà Nội.
3 Sổ tay chất lượng – Nhà máy chế biến thực phẩm Vissan
4 Tiêu chuẩn ISO 9001:2015 Hệ thống quản lý chất lượng – Các yêu cầu
5 TCVN 7047:2009 Tiêu chuẩn Việt Nam về thịt lạnh đông
6 TCVN 3706-1990 Phương pháp xác định hàm lượng NH3
7 TCVN 10035-2013 Xác định pH sản phẩm thực phẩm
8 Nghị định 43/2017/NĐ-CP về nhãn hàng hóa
Tài liệu internet
9 http://www.vissan.com.vn
10 https://www.gso.gov.vn/du-lieu-va-so-lieu-thong-ke/2020/12/infographic-tinh-hinh-
ngo-doc-thuc-pham-thang-11-va-11-thang-nam-2020/
11 https://nscl.vn/hien-trang-ap-dung-iso-22000-tren-the-gioi/
12 https://kmr.com.vn/tin-tuc/giay-chung-nhan-iso.html

PHỤ LỤC
Phụ lục 1: Bảng cây quyết định CCP
Có
Câu hỏi 1: Câu hỏi 1: Có biện pháp phòng ngừa nào đối với mối nguy đó nhận diện
Không Có
Câu hỏi 2a : Công đoạn này có
được thiết kế đặc biệt nhằm loại
trừ hoặc làm giảm đến mức chấp
nhận được khả năng xảy ra mối nguy
nguy hay không?
Câu hỏi 2b :Việc kiểm soát
tại công đoạn này có cần thiết đối với an
toàn thực phẩm không?
Có
Không
Câu hỏi 3 : Các mối nguy đó nhận diện có khả năng xảy ra quá mức chấp nhận
được hoặc gia tăng đến mức không thể chấp nhận hay không?
Có Không Không
Câu hỏi 4: Có công đoạn nào sau công đoạn này loại trừ hoặc
làm giảm mối nguy đó nhận diện đến mức chấp nhận được hay
không?
Không Có
CCP
Sửa đổi công đoạn hoặc quy
trình hoặc sản phẩm
DỪNG LẠI
KHÔNG PHẢI CCP
Câu hỏi 1: Tại công đoạn này có các biện pháp phòng ngừa nào đối với mối nguy
nhận diện không?
Câu hỏi 2: Công đoạn này có được thiết kế cụ thể loại trừ hoặc làm giảm khả năng
xảy ra mối nguy đó xuống đến tới mức chấp nhận được hay không ?
Câu hỏi 3: Các mối nguy đã được nhận diện có khả năng xảy ra vượt quá mức chấp
nhận được hoặc gia tăng tới mức không thể chấp nhận được hay không?
Câu hỏi 4: Có công đoạn nào sau công đoạn này loại trừ hoặc làm giảm mối nguy đã
nhận diện tới mức chấp nhận được hay không?

Phụ lục 2: Mô tả lưu đồ quy trình đào tạo
Bước 1. Định kỳ hàng năm (tháng 12 của năm trước) Trưởng các bộ phận đăng kí
nhu cầu đào tạo với phòng tổ chức hành chính.
Bước 2. Lập phiếu nhu cầu đào tạo, chuyển cho phòng Tổ chức Hành chính.
Bước 3. Căn cứ trên phiếu nhu cầu đào tạo của các đơn vị gửi lên, phòng Tổ chức
Hành chính lên kế hoạch đào tạo. Trình kế hoạch đào tạo lên Giám đốc phê duyệt.
Bước 4. Thực hiện việc đào tạo theo đúng kế hoạch đã được phê duyệt.
Lập danh sách cán bộ công nhân tham gia khóa đào tạo, có ký xác nhận
Trong quá trình sản xuất kinh doanh, khi phát sinh nhu cầu đào tạo mới (không có trong
kế hoạch), phòng Tổ chức Hành chính hoặc Trưởng các đơn vị liên quan lập phiếu nhu
cầu đào tạo đột xuất, trình Giám đốc phê duyệt và tổ chức thực hiện.
Bước 5. Kết thúc quá trình đào tạo, phòng Tổ chức Hành chính cập nhật Hồ sơ đào
tạo cá nhân và kế hoạch đào tạo.
Bước 6. Định kỳ hàng năm, Trưởng đơn vị đánh giá lại tình hình thực hiện của cán
bộ về trình độ, kinh nghiệm. Kết quả đánh giá được lập thành văn bản.

Phụ lục 3: Mô tả lưu đồ quy trình quản lý thiết bị
Bước 1. Lập danh mục thiết bị
Sau khi được bổ sung thiết bị mới, các phòng lập danh mục toàn bộ thiết bị máy
móc như đã nêu tại Mục 1 của Quy trình theo biểu mẫu danh mục thiết bị.
Bước 2. Đánh mã số thiết bị
Mã số thiết bị do P. TCHC quy định ngay khi thiết bị nhập vào nhà máy
Cách thức đánh mã số: AABBCCDDEE
Trong đó: AA: Viết tắt tên thiết bị
BB: Viết tắt phân nhóm tài sản hoặc công cụ
CC: Thứ tự thiết bị trong dãy
DD: Tháng nhập thiết bị
EE: Năm nhập thiết bị
Bước 3. Lập Hồ sơ thiết bị
Bộ phận KTTB lập hồ sơ theo dõi quá trình sử dụng/ bảo dưỡng, sửa chữa thiết bị
Bước 4. Lập kế hoạch bảo dưỡng
Nhân viên quản lý thiết bị của Phòng Kinh doanh lập kế hoạch bảo dưỡng thiết bị
cho thiết bị của phòng kinh doanh, phòng tổ chức hành chính, Phòng Giám đốc, Phòng kế
toán;
Bộ phận KTTB lập kế hoạch bảo dưỡng thiết bị cho thiết bị của bộ phận sản xuất
Bước 5. Ban Giám đốc phê duyệt kế hoạch bảo dưỡng thiết bị.
Bước 6. Thực hiện bảo dưỡng, sửa chữa thiết bị
Trong quá trình sử dụng việc bảo dưỡng và sửa chữa thiết bị được thực hiện như sau:
Đến thời hạn bảo dưỡng thiết bị P. KD và P. SX ra thông báo bảo dưỡng cho các bộ
phận thời gian bảo dưỡng để các bộ phận chuẩn bị tạo điều kiện cho nhân viên bảo dưỡng
thực hiện bảo dưỡng theo chế độ;
Bước 7. Trong quá trình sử dụng, nếu phát hiện máy móc, thiết bị bị hư hỏng, các

phòng lập phiếu đề nghị sửa chữa thiết bị và bảng dự trù kinh phí phụ tùng thay thế (nếu
có) trình Giám đốc phê duyệt
Bước 8. Theo dõi, báo cáo quá trình sửa chữa, bảo dưỡng thiết bị
Thực hiện việc bảo dưỡng thiết bị theo đúng quy định bảo dưỡng thiết bị và đúng
theo kế hoạch. Nếu trong trường hợp có hỏng hóc đột xuất, các Trưởng phòng phải phân
tích nguyên nhân và đề ra biện pháp khắc phục sự cố và thực hiện hành động khắc phục
phòng ngừa.
Sau khi sửa chữa, bộ phận quản lý trực tiếp thiết bị phải lập Biên bản nghiệm thu
với đơn vị bảo dưỡng.
Bước 9. Kết quả của việc bảo dưỡng/ sửa chữa được cập nhật vào Hồ sơ thiết bị
Bước 10. Hàng quý, năm các phòng tổ chức hành chính kiểm tra toàn bộ thiết bị và
lập báo cáo tình hình sử dụng TSCĐ – CCDC. P. TC HC tập hợp báo cáo tình hình sử
dụng TSCĐ – CCDC trong toàn nhà máy báo cáo Ban Giám đốc
Định kỳ 4 tháng/ lần, P. TCHC trình ban Giám đốc nhân sự, lập quyết định kiểm kê
toàn nhà máy. Kết thúc đợt kiểm kê, P. TCHC tổng hợp báo cáo trình ban Giám đốc






























