Embed Size (px)
Citation preview
SMJERNICE ZA FORMIRANJE I KORIJENO
ZAVARIVANJE CIJEVI

1
1.Opseg Ovaj dokument opisuje kako napraviti korijene prolaze na kružnim zavarima koristedi otvorene korijene spojeve s dodavanjem dodatnog materijala, blisko postavljene spojeve bez dodavanja dodatnog materijala i spojeve sa umetcima. Oblici spojeva, tehnike podešavanja, postavljanje umetaka, kombinacije osnovnih i dodatnih materijala, formiranje i procesi zavarivanja su ono o čemu se ovdje raspravlja. Ovaj dokument ne obuhvada spojeve napravljene korištenjem podložnih prstenova i tehnike koje se odnose na mehanizirano orbitalno zavarivanje. Sigurnost i zaštita na radu i mjere opreza su izvan opsega ovog standarda i stoga se o tome ne raspravlja ovdje. Informacije o sigurnosti, zdravlju i zaštiti na radu su dostupni u drugim publikacijama, uključujudi, ali se ne ograničavajudi na ANSI Z49.1 Sigurnost u zavarivanju, rezanju i srodnim postupcima i prikladnim regionalnim i državnim propisima. 1.1 Uvod Kada su projektanti cjevovoda i cjevnih sustava utvrdili da je korištenje podlošnih prstenova neprihvatljivo zbog uvjeta rada i da je potrebna potpuna penetracija i neprekinuta površina korijena, sučeljeni spojevi se mogu izvesti jednostrano bez podloške koristedi posebne oblike žlijebova i tehnike opisane u ovom dokumentu. Iako se TIG proces uglavnom koristi za preciznu kontrolu pri zavarivanju korijenog prolaza, REL i MIG/MAG procesi se također široko koriste da bi se ostvarila potpuna penetracija spoja i prihvatljiva površina korijena. 2. Napomene Ovaj dokument se bazira na AWS/ANSI preporukama. Oblici spojeva kod EN/ISO normi su ponešto drukčiji, no ovdje opisane tehnike se mogu bez problema primjeniti i za takve oblike spojeva. Klasifikacija dodatnih materijala je također prema AWS klasifikacijama. Usporedne EN/ISO oznake su široko dostupne i najlakše ih je pronadi u katalozima proizvođača dodatnih materijala. Osnovni materijali isto su klasificirani AWS oznakama, a za neke materijale pravi EN ekvivalenti zapravo i ne postoje, tako da ekvivalentnost oznaka materijala u ovom dokumentu nije obrađivana. 3. Nazivi i definicije Nazivi korišteni u ovom dokumentu trebaju se interpretirati u skladu sa AWS 3.0 Standarni nazivi i definicije u zavarivanju, osim onih koji nisu definirani tim standardom ili gdje ti nazivi zahtjevaju daljnje definicije da se razjasni njihovo značenje u ovom dokumentu. Zavarivačka (metalna) kupka Volumen rastaljenog metala u trenutku zavarivanja. Pištolj na zračno hlađenje Nestandardni naziv za pištolj hlađen plinom. Pištolj na plinsko hlađenje Pištolj za zavarivanje gdje je osnovno sredstvo hlađenja pištolja protok zaštitnog plina. Zavarivanje protaljivanjem („keyhole“ welding) Standadrni naziv za tehniku u kojoj koncentrirani izvor topline penetrira djelomično ili potpuno kroz radni komad, stvarajudi rupu (tzv. „keyhole“) na vodedem kraju zavarivačke kupke. Kako izvor topline napreduje, taljeni metal puni rupu i formira gusjenicu, tj. sloj zavara. Ubodni zavar Nestandardni naziv za zavar između dvije cijevi u kojima je rupa napravljena u jednoj cijevi, a druga cijev je zavarena na prvu cijev na rupi pod unaprijed određenim kutom da se osigura dodatni protok fluida. Formiranje Standardni naziv za uvođenje plina da se uklone onečišdenja iz sustava ili osigura podloga tokom zavarivanja.

2
Čepovi za formiranje Naprave od bilo kojeg pogodnog materijala koji se može koristiti da zabrtvi krajeve cijevi za formiranje. Pregrade za formiranje Prepreke napravljene od bilo kojeg pogodnog materijala koji može biti smješten unutar cijevi da zadrži formir plin unutar područja zavarivanja. Mogu biti vodotopljivi ili neke druge vrste Njihanje („Šetanje“) Tehnika za manipuliranje pištoljem kod ručnog zavarivanja.Kod ove tehnike, produžetak elektrode je podešen da se dozvoli pravilna duljina luka dok se rub sapnice zaštitnog plina poliježe na obadvije strane lica zavara (žlijeba). Pištoljem se manipulira pokretima zglobova na ruci s kojima se sapnica rotira pod laganim kutem do osi korijenog otvora; povedanje tlaka se vrši na vodedem licu žlijeba dok se sapnica rotira uzrokovajudi napredak prema naprijed. Naknadno se sapnica rotira i uzrokuje se povedanje tlaka na suprotnoj strani lica žlijeba. Sapnica se ponovo rotira uzrokovajudi daljnje napredovanje prema naprijed. Ovaj pokret se ponavlja tako da se čini da kupka šeta kroz lica žlijeba dok luk oscilira glatko uzduž spoja. Pištolj na vodeno hlađenje Pištolj gdje je primarni medij za hlađenje protok vode ili drugog tekudeg ohlađivača kroz pištolj. 4. Pripreme za zavarivanje 4.1 Čišdenje Čišdenje je važno u svom zavarivanju, a pogotovo kod zavarivanja korijena. Čišdenje treba izvesti na licima žlijeba i minimalno 25 mm na osnovnom materijalu i s vanjske i s unutarnje strane površine cijevi. Svi dijelovi spoja trebaju biti očišdeni od ulja i masti koje se može ukloniti korištenjem pogodnih otapala. Pogodno otapalo je ono koje ne ostavlja talog i nije štetno za zavarivača ili zavar. Vedina otapala zahtjeva dobru ventilaciju i vedina je zapaljiva; stoga treba poduzeti prikladne mjere opreza. Brušenje ili drugi mehanički načini (sredstva) trebaju se koristiti da se ukloni sva boja, ljuskice, hrđa i prljavština. Nakon čišdenja, s cijevi se treba rukovati tako da se održi čistoda. 4.2 Formiranje Unutarnji formir plin se zahtjeva za nehrđajude čelike i neferitne cjevne sustave (osim aluminija) ako se želi postidi glatka površina korijena. Ugljični čelici i nisko legirani čelici koji sadrže manje od 5% kroma mogu se zavarivati sa otvorenim žlijebom korijena bez upotrebe formir plina. Međutim, formiranje spojeva je jako preporučljivo kad sadržaj kroma u metalu zavara prelazi 2% ili kod korištenja umetka pošto formiranje smanjuje pojavu grešaka i preveliku oksidaciju nastajude korijene gusjenice. Inertni formir plin treba se uvijek koristiti za umetke od svih materijala osim kod ugljičnih čelika i kod korištenja umetaka tipa 1 ili 2. Treba napomenuti da de formiranje znatno ubrzati brzinu zavarivanja kad se koristi kod čelika koji obično ne zahtjevaju formiranje, poput ugljičnih i nisko legiranih čelika. 4.2.2 Formir plinovi Najčešde korišteni plin za formiranje je argon i može se sigurno koristiti za sve materijale. Helij se također može koristiti za sve materijale,no on je mnogo skuplji od argona. Za neke materijale, dušik je pogodan formir plin. Dušik se može koristiti uz manje troškove nego argon za posebne primjene, ali se treba demonstrirati kao prikladan ispitivanjem i testiranjem prije upotrebe u proizvodnji. Formir plinovi trebaju biti specificirani prema AWS A5.32/A5.32M Specifikacija za zaštitne plinove u zavarivanju , ili AWS C5.10 Preporučene smjernice za zaštitne plinove za zavarivanje i rezanje plazmom. Argon (AWS A5.32/A5.32M Klasa SG-a), helij (SG-He) i dušik (SG-N) trebaju imati čistodu vedu od 99,995% i točku kondenzacije od -51°C, ili nižu. Postupci formiranja opisani u ovom dokumentu su bazirani na korištenju argona kao formir plina. Ako se koriste dušik ili helij, neophodne su modifikacije postupaka formiranja jer su oba plina manje gustode od zraka i argona.

3
4.3 Zadržavanje formir plina 4.3.1 Generalni zahtjevi i neke metode zadržavanja Formiranje zahtjeva ulazni i izlazni otvor kroz koji formir plin može ulaziti u područje zavarenog spoja kontroliranom brzinom , i izlazni otvor kroz koji kisikom sadržani plin može izlaziti. Crijeva za formir plin ne trebaju biti gumena ili od nekog drugog poroznog materijala pošto su oni sposobni usisati zrak kod velikih brzina protoka plina. Korištenje plastičnih, teflonskih ili drugih neporoznih crijeva je preporučeno. Za cijevi gdje obadva kraja mogu biti zatvorena, diskovi ispravnih veličina od drveta ili plastike mogu se zalijepiti trakom na krajeve cijevi. Plastični čepovi koji se koriste da spriječe oštedenja krajeva cijevi tokom prenošenja,se obično koriste kao čepovi za formiranje. Napomena: Kod zavarivanja austenitnih nehrđajudih čelika, traka koja se koristi treba sadržavati vodotopljivi fluorid, klorid i sadržaj drugih halogenih tvari ispod 50 ppm. Čep na kraju sklopa gdje formir plin ulazi zahtjeva rupu za umetanje crijeva za formir plin. Drugi čep zahtjeva dovoljno veliku rupu da se spriječi rast tlaka plina. Pošto je zrak lakši od argona, izlazna rupa treba biti na vedoj visini da se minimalizira zarobljenost zraka. Svi mogudi putevi curenja između ulaznog i izlaznog otvora za plin trebaju biti blokirani; ubodi na cijevima i druga područja gdje zrak može biti zarobljen trebaju biti također odzračeni. Čepovi za formiranje o kakvima se raspravlja ovdje su najčešde korišteni kad se formira veliki podsklop ili cijeli sustav. 4.3.2 Druge metode zadržavanja 4.3.2.1 Druge tehnike zadržavanja formir plina su dostupne u situacijama kad je nepraktično formiranje cijelog sustava. Jedna od tehnika je korištenje papira topljivog u vodi od kojeg se mogu oformiti pregrade koje sadržavaju formir plin. Ove naširoko dostupne pregrade su u obliku papirnih diskova topljivih u vodi i mogu se pričvrstiti unutar cijevi s obje strane spoja koji de se zavarivati prije sklapanja/zavarivanja. Za cijevi malih promjera, topljivi papir može biti zgužvan u obliku loptice i uguran u cijev, pa se time i eliminira potreba za ljepljenjem trakom. Nakon zavarivanja, diskovi mogu biti rastopljeni ispiranjem vodom ili ostavljeni da se rastope tokom hidrostatskog testiranja. Topljive pregrade su od velike prednosti jer one smanjuju volumen koji se mora formirati, a ovo predstavlja znatne uštede na velikim cijevnim sustavima. Još bitnije, oni se ne moraju fizički ukloniti nakon zavarivanja. 4.3.2.2 Kada de se zavar naknadno toplinski obrađivati, kartonski diskovi zadržani u mjestu pomodu trake su također pogodni za korištenje kao formir pregrade, pošto de oni izgoriti i postati pepel tokom toplinske obrade. 4.3.2.3. Zglobno spojeni ili gumeno brtveni diskovi tipova prikazanih na slici 1 se također mogu napraviti i i ugraditi u cijevi. Tehnike formiranja su slične onima koje se koriste kod topljivih pregrada. No barem jedan kraj cjevnog sustava mora biti ostavljen otvoren za uklanjanje ovakvih diskova nakon zavarivanja. 4.3.2.4 Široko dostupni napuhni mjehuri se također mogu koristiti za ograničeno zadržavanje formir plina kada je otvor dostupan da se oni izvade nakon zavarivanja. Jedan mjehur je umetnut sa svake strane spoja koji de se zavarivati. Mjehuri se napuhuju sa formir plinom ili zrakom, nakon čega se može nastaviti s formiranjem volumena između pregrada. 4.3.2.5 Pregrade kod formiranja trebaju biti dovoljno daleko od žlijeba da se spriječi zapaljenje, taljenje ili druga oštedenja pregrada od topline zavarivanja. Obično je adekvatna udaljenost od 150 mm. Kad se koristi predgrijavanje, udaljenost treba biti povedana da temperatura metala kod pregrade ne bude veda od 150°C. No, neki pregradni materijali za formiranje su sposobni za rad i do 300°C. Dodatna pažnja se treba obratiti kod slučaja vedih temperatura predgrijavanja i metode odabira izvora topline jer primjenjena temperatura može biti veda na vanjskim granicama područja zavarivanja nego u žlijebu zavara; ovo zahtjeva dodatni razmještaj pregrada. Treba obratiti pažnju i kod uklanjanja pregrada da je područje zavarivanja dovoljno ohlađeno da se spriječe toplinska oštedenja mjehura, gumenih ili plastičnih dijelova i osigurati da osoblje koje uklanja pregrade ne opeče kožu.

4
4.3.2.6 Kod brtvljenja uboda i otvorenog kraja cijevi također je neophodno da se spriječi da formir plin sam istječe kroz korijeni otvor na žlijebu zavara. Ovo se obično radi omatanjem jednim slojem trake okolo spoja, s vanjske strane. Kontakt trake s licem žlijeba treba biti minimaliziran i svi ljepljivi ostaci trebaju se ukloniti prije nanošenja depozita sljededih prolaza. Treba obratiti pažnju i da se zabrtve svi mogudi putevi curenja prije puštanja formir plina u sustav. Svi korijeni otvori u sustavu između izlazne i ulazne točke formir plina trebaju biti zaljepljeni, tj. zatvoreni pomodu trake.
SLIKA 1 – UČVRŠĆIVANJE SUSTAVA ZA FORMIRANJE
5. Formiranje prije zavarivanja 5.1 Korak 1 5.1.1 Formiranje cjevnog sustava je operacija u dva koraka. Tokom prvog koraka, prije pripajanja, formir plin se koristi da zamijeni zrak u cijevi na relativno visokoj protočnoj brzinini. Ovaj visoki protok formir plina se održava dok plin unutar cijevi dosegne prihvatljivo nisku razinu kisika. 5.1.2 Zahtjevano vrijeme za prvi korak formiranja ovisi o maksimalnoj razini kisika dozvoljenoj procedurom zavarivanja, o volumenu sustava koji de se formirati i brzini protoka formir plina.

5
No povezanost između brzine protoka formir plina i vremena nije linearna; npr. ako sustav koji se može formirati jedan sat brzinom od 25 litara po minuti isti taj sustav nede biti formiran istom mjerom u trajanju od pola sata ako je brzina protoka povedana na 50 litara po minuti. Ubrzanje protoka plina povedava turbulencije unutar sustava što rezultira povedanim mješanjem zraka i formir plina. Ovo zahtjeva dodatne promjene količine plina unutar cijevi da se dosegne zahtjevani nivo uklanjanja kisika. 5.2 Korak 2 5.2.1 Tokom drugog koraka, protok formir plina se smanjuje da bi formir plin održavao blago pozitivni tlak u unutrašnjosti cijevi. Ovaj smanjeni protok plina se održava dok se zavaruje korijeni prolaz. Ovo eliminira da zrak ponovo uđe u cijev i minimalizira oksidaciju površine korijena dok se korijeni zavar zavaruje. 5.2.2 Na nižim brzinama protoka, događa se manje mješanja, i teže sile argona tjeraju zrak gore i izvan sustava cijevi. Da bi se ostvarila prednost ovoga, ulazni otvor za argon treba biti na najnižoj točci volumena koji de se formirati, a izlazni otvor treba biti na najvišoj točci. Više brzine protoka plina de smanjiti potrebno vrijeme za formiranje prije zavarivanja, ali de povedati potrebnu količinu plina. 5.3 Procjena vremena formiranja 5.3.1 Opdenito, razumni protok plina prije zavarivanja i vrijeme se može postidi jednostavnom kalkulacijom volumena sustava i primjenom faktora vremena. Vrijeme za jednu volumnu izmjenu sustava se dobiva dijeljenjem volumena sa brzinom protoka formir plina. Npr., trajanje formiranja prije zavarivanja za jednu volumnu izmjenu u 6 metara dugačkoj cijevi promjera 450 mm, formirano prije zavarivanja protokom plina od 25 l/min de biti: Volumen = 0,785 X (promjer cijevi)2 X duljina = 0,785 X (0,450m)2 X (6m) = 0,953m3
Opdenito pravilo za formiranje prije zavarivanja je da de se zbog brzine protoka plina i vremena morati provesti 5 do 6 volumnih promjena. U ovom primjeru iznad, jedna volumna promjena se odvija svakih 38,12 minuta. Šest promjena zahtjeva 228,72 minute, ili nešto manje od 4 sata. 5.3.2 Slika 2 prikazuje minimalno vrijeme formiranja prije zavarivanja u minutama po duljini cijevi od 300mm za razne promjere cijevi sa formiranjem od 25 litre po minuti. Preporučeno trajanje formiranja prije zavarivanja se može lako i brzo odrediti iz ovog grafa.

6
Da bi se izračunalo potrebno vrijeme za formiranje prije zavarivanja za bilo koju duljinu cijevi (L), potrebno je pomnožiti vrijednost očitanu iz grafa (V) s duljinom cijevi podijeljeno sa 0,3m. Vrijeme = V X (L/0,3m), za duljinu cijevi u metrima Primjer: Izračunati potrebno vrijeme za formiranje prije zavarivanja cijevi dugačke 60 metara, promjera 125mm.
1. Iz grafa, zahtjevano vrijeme za formiranje prije zavarivanja 0,3 metra cijevi = 1 minuta 2. L/S = 60m/0,3m = 200 3. Stoga, pošto Iz grafa za 125 mm promjer cijevi treba 1 minuta za 300 mm cijevi. V X L/S = 1
minuta X 200 = 200 minuta ili 3 sata i 20 minuta Slika 2 – Trajanje formiranja prije zavarivanja za 300mm duljine cijevi različitih promjera
5.4 Preporučene količine preostalog kisika 5.4.1 Dok upotreba proračuna i grafa kakvi su ovdje prikazani može pojednostaviti procjene za trajanje formiranja prije zavarivanja, preporučeno je da se preostala količina kisika izmjeri prije početka zavarivanja. To se može izvesti brzo i lako sa široko dostupnim analizatorima kisika, koji su mali, trajni, točni i jednostavni za korištenje. Sljededa ograničenja kisika se preporučuju: * za ugljične i nisko legirane čelike – 2% (20 000 ppm) * za nehrđajude čelike – 0,5% (5000 ppm) * za niklene legure – 0,5% (5000 ppm) * za legure titana i cirkonija – 0,25% (2500 ppm)

7
5.4.2 Treba notirati da se niska razina kisika može zahtjevati da se postignu čišde površine korijene strane. Dodatno, treba obratiti pažnju da je unutarnji promjer cijevi suh, pošto de vlaga onečistiti formir plin, i da je unutrašnja površina cijevi blizu zavara bez onečišdenja hidrokarbonatima pošto de hidrokarbonati izgoriti i promjeniti boju površine korijene strane, čak i u prisustvu čistog argona. Ograničenje kisika na 0,5% (5000 ppm) de stvoriti jaču otpornost zavara na obezbojavanje (toplo obojani oksidi) što je prihvatljivo za sustave koji zahtjevaju visoke uvjete čistode (hrana, mljekarstvo, farmacija, biotehnika, itd.) i maksimalnu korozijsku otpornost u brojnim okruženjima. Za takve primjene, smjernice za nivo obezbojanosti poput onih prikazanih u AWS D18.1 Specifikacija za zavarivanje cijevi i cijevnih sustava od austenitnih nehrđajudih čelika u sanitarskim (higijenskim) namjenama mogu biti korisne pri ustanovljavanju zahtjevane količine kisika. 5.4.3 Također treba znati da se na nekim mjestima nehrđajudi čelik zavaruje koristedi MIG/MAG proces bez formir plina. To se radi pomodu mehaniziranog zavarivanja u kojima se cijev rotira ispod učvršdenog pištolja i dovodi se dovoljno snabdjevanje zaštitnog plina u korijeni otvor da se osigura adekvatna zaštita korijenih površina kako bi se minimalizirala oksidacija. 6. Formiranje tokom zavarivanja 6.1 Smanjenje brzine protoka plina Kada je zahtjevana razina kisika unutar cijevi postignuta, protok ulazedeg formir plina treba smanjiti prije nego što se počne zavarivati korijen kako bi se eliminirao preveliki tlak u unutrašnjosti cijevi. Traka koja se koristi za zaštitu spoja može se uklanjati kako napreduje zavarivanje (vidi 8.3). Preveliki tlak de uzrokovati neprihvatljivu konkavnost površine korijena ili rupe na korijenom sloju. Pravilna brzina protoka formir plina tokom zavarivanja je ona koja je jasno prepoznatljiva na izlaznom otvoru za plin. 6.2 Brzine protoka za zavare s otvorenim korijenom i za zavare s umetcima 6.2.1 Kod otvorenih korijenih zavara, tipične brzine protoka plina su 4 do 6 l/min. Obično je neophodno da se smanji brzina protoka kako se korijen dovršava (zatvara) da se spriječi puhanje metala zavara. Više brzine protoka plina se zahtjevaju za otvorene žlijebove. Za male promjere cijevi može biti neophodno da se smanje brzine protoka plina ispod navedenih preporučenih vrijednosti. 6.2.2 Kod zavarivanja s umetcima, netopljivi umetak zabrtvi korijen i spriječava izlaz plina izvan cijevi, a preporučene brzine protoka plina su 2 do 3 l/min. 6.3 Održavanje formiranja za naknadne prolaze zavarivanja Standardna je praksa da se održava formiranje za drugi i tredi prolaz depozita zavara da se minimalizira oksidacija tokom ponovog grijanja korijenog prolaza. To je posebno važno kod zavarivanja reaktivnih metala, poput titana (vidi AWS D10.6/D10.6 M). 7. Pripajanje 7.1 Priprema i razmak Treba biti pažljivo izvedeno jer obično pripoji postaju dijelovi konačnog zavara. Zbog tog razloga, pripajanje se obično ne izvodi dok nije završeno formiranje prije zavarivanja, kod onih materijala koji zahtjevaju formiranje. Najmanje se trebaju zavariti 4 pripoja na intervalima od 90° oko cijevi. Za cijevi 250 mm i vedih promjera, pripoji trebaju biti zavareni barem svakih 150 mm oko cijevi, i pripoji trebaju biti dovoljno dugački da se odupru silama skupljanja od zavara koje de pokušati povlačiti korijen unutar tokom korijenog prolaza. Kod zavarivanja nehrđajudih čelika (vidi AWS D10.4 i D10.8), pripoji trebaju biti izvedeni bliže jedan drugome.

8
7.2 Kontrola, uklanjanje neusklađenosti i čišdenje Pripoji trebaju biti očišdeni prije korijenog zavarivanja. Za otvorene korijene zavare, obadva kraja od svakog pripoja trebaju se pažljivo obrusiti i suziti kako bi se omogudilo potpuno taljenje ostatka korijenog lica tokom zavarivanja korijenog prolaza. Kod korištenja otvorenog korijena, korijena strana pripoja treba se pregledati svjetiljkom kroz korijeni otvor i gledajudi korijenu stranu pripoja kroz korijeni otvor. Ako se korijeni prolaz nede zavarivati odmah nakon pripajanja, spoj treba prekriti čistom krpom, trakom ili drugim pogodnim prekrivajudim sredstvom da se održi čistoda. Da se spriječi smicanje, zavarivač treba pregledavati pripoje kako ih zavaruje oko spoja, da bi bio siguran da su ostali neoštedeni. Pripoji sa pukotinama trebaju se pažljivo izbrusiti prije zavarivanja. 8. Zavarivanje TIG procesom bez umetaka 8.1. Opdenito Najkvalitetniji korijeni zavari se obično postižu TIG procesom. Sljededi faktori se trebaju razmotriti kod zavarivanja ovim procesom. 8.2 Vrsta i oblik wolfram elektrode 8.2.1 Za minus pol istosmjerne struje (DCEN) 2% ili 1% torijem legirane wolfram elektrode (vidi AWS A5.12/A5.12M Specifikacije za wolfram i wolfram legirane elektrode za elektrolučno zavarivanje i rezanje, EWTh-2 ili EWTh-1) se uobičajeno koriste, ali i drugi kemijski sastavi poput wolfram elektroda legiranih lantanom ili cerijem su također dostupni i pogodni za korištenje. Tokom brušenja torijeve wolfram elektrode, nastaje radioaktivna prašina stvarajudi potencijalnu opasnost od izloženosti unutarnjem zračenju udisanjem ili gutanjem, osim ako nije poduzeta mjera opreza da se kontrolira prašina (vidi AWS Plahtu sigurnosnih i zdravstvenih činjenica br. 27 Torizirane wolfram elektrode). Vrh elektrode treba biti zašiljen na oko 3:1 do vrha, a kraj bi trebao biti blago spljošten da formira ravnu površinu. Iako poneki zavarivači mogu zavarivati koristedi više našiljenu wolfram elektrodu, kraj de se često rastopiti i onečistiti zavarivačku kupku. Ravna površina na wolfram elektrodi treba biti otprilike 0,5 mm za elektrodu od 2,4mm i 3,2 mm. Za elektrodu od 1,5 mm ravna površina može biti i malo manja. 8.2.2 Kod zavarivanja aluminija, izmjenična (AC) struja i čista wolfram elektroda se obično koriste. Umjesto zašiljene i skradene geometrije elektrode, ovdje se obično koristi zaobljeni vrh. Zaobljeni vrh se postiže tako da se udarom luka na metalnu ploču i povedava jakost struje dok se ne formira zaobljeni vrh elektrode. Za dodatne detalje o pripremi elektrode vidi AWS C5.5/C5.5M Preporučene smjernice za TIG zavarivanje.
Slika 3 – Tipični oblik žlijeba za otvoreno korijeno zavarivanje
9
8.3 Oblik spoja 8.3.1 Otvoreni korijeni spoj Tipični oblik žlijeba za otvoreno korijeno zavarivanje je prikazan na slici 3. Unutarnji „nos“ (1,5 mm maksimalno) je vrlo važan. Obično je neophodno spustiti ili izbrusiti cijevi s debelim stijenkama da bi se postiglo ispravno poklapanje unutarnjih površina. Metal zavara se također može dodati u unutrašnju površinu cijevi prije strojne obrade ili brušenja da bi se postiglo zahtjevano unutarnje poravnanje. Otvoreni oblik žlijeba za korijen se može korisititi i za sučeljene zavare i za ubodne zavare. 8.3.2 Otvor korijena – otvoreni korijeni žlijeb Veličina korijenog otvora je određena načinom koji de se koristiti za dodavanje dodatnog materijala. Korijeni otvor jednak ili malo manji od promjera žice za zavarivanje se koristi kod metode zavarivanja protaljivanjem. Kod ove metode, dodatni materijal se dodaje kapanjem po potrebi da se napuni otvor. Vedi otvor se koristi kod kontinuiranog dodavanja žice gdje je dodatni materijal uvijek u otvoru i može se neprekidno taliti. Zavarivači koji preferiraju metodu neprekidnog dodavanja žice također trebaju biti sposobni zavarivati metodom protaljivanja, pošto se to ponekad zahtjeva kad skupljanje zavara znatno smanjiva korijeni otvor tokom zavarivanja korijena. U bilo kojem slučaju, dodatni materijal se može koristiti kao držač ili vodid kod određivanja veličine otvora prije pripajanja. Svakako treba notirati da de skupljanje tokom stvrdnjavanja i hlađenja bilo kojeg pripoja smanjiti ovaj razmak. Količina skupljanja varira s koeficijentom širenja i osnovnog i dodatnog materijala i promjenama u ukupnom unosu topline. Za primjer, pripoj na nehrđajudem čeliku de uzrokovati više skupljanja nego na ugljičnom čeliku u sličnim uvjetima jer ima vedi koeficijent toplinske ekspanzije. 8.4 Onečišdenje formir plina Žlijebovi trebaju biti obljepljeni s trakom s vanjske strane površine cijevi da bi se spriječilo izlaženje formir plina. Tokom zavarivanja korijenog prolaza, zavarivač treba skidati traku sa spoja u kratkim dijelovima, upravo prije zavarivanja tih dijelova. Bilo koji ostatak trake treba se ukloniti prije učvršdivanja ili sljededeg prolaza. 8.5 Paljenje luka Visoko frekventni početak se koristi za najlakše paljenje luka. Međutim, treba pripaziti jer visoko frekvente emisije se mogu ometati sa elektroničkim komponentama u blizini ili priključenim na radni komad, i na nekim gradilištima su zabranjene. Gdje visoka frekvencija nije dostupna i koristi se metoda paljenja dodirivanjem, luk bi uvijek trebao biti upaljen iznad lica žlijeba, a ne iznad osnovnog materijala izvan žlijeba. Luk se onda treba pomadi u korijen spoja i držati na mjestu dok se lica korijena ne počnu taliti. 8.6 Tehnika zavarivanja – otvoreni korijeni žlijeb Kad se uspostavi luk, dodatni materijal se treba početi dodavati u vodedi kraj luka formirajudi zavarivačku kupku. Dodatni materijal se onda može dodavati u kupku kako je opisano u sljededim točkama. Osnovna kutna povezanost između radnog komada, dodatnog materijala i pištolja je prikazana na slici 4; drukčije povezanosti se mogu odrediti za posebne slučajeve. Način dodavanja dodatnog materijala ovisi koja od sljededih tehnika se koristi.

10
SLIKA 4 - Kutna povezanost kod zavarivanja otvorenog korijena – cijev, pištolj i dodatni materijal
8.6.1 Metoda protaljivanjem Dodatni materijal treba uvijek ostajati na korijenu spoja ispred vodedeg kraja luka. Kad se zahtjeva još jedan dodatni materijal, jedan dodatni materijal, tj. žica se povlači unazad unutar vodedeg kraja luka i segment se tako rastali. Žica se tada podiže gore izvan luka dok se kupka krede oscilacijskim pokretima između lica žlijeba. Vježbanjem, zavarivači mogu naučiti uroniti (kapnuti) žicu u kupku i onda povudi kraj žice dovoljno od vodedeg kraja luka da se spriječi daljnje taljenje žice, ali i dalje treba ostati unutar zaštitnog plina da se spriječi oksidacija vrha žice. Ako kraj dodatnog materijala postane onečišden ili oksidira, takav kraj se treba odrezati ili abrazijski očistiti prije daljnjeg zavarivanja. 8.6.2 Kontinuirano dodavanje dodatnog materijala Ova tehnika dozvoljava kontinuirano dodavanje žice u talinu zavarivačke kupke. Dodatni materijal se uklapa između lica korijena i kontinuirano se dodaje u zavarivačku kupku. Dodatni materijal, tj. žica, se topi kako luk prolazi preko nje zadržavajudi širinu kupke minimalnom ali i dalje s mogudnosti postizanja potpune penetracije. Količina stvrdnjavanja korijena varira s količinom dodatnog materijala koji se dodaje u kupku. Korijeno učvršdivanje s unutranje strane površine cijevi ne treba biti vede od 1,5 mm. Preveliko učvršdivanje je štetno i treba ga izbegavati, kao i preveliko učvršdivanje na licu zavara. Gdje se spoj zavaruje u bliskim kvartalima, pomodna tehnika je dodavanje žice kroz korijeni otvor u kupku, dodavajudi ju s korijene strane površine umjesto dodavajudi ju s uobičajene strane, tj. lica površine (vidi sliku 5).

11
Slika 5 – Dodavanje dodatnog materijala kroz korijeni otvor u područjima s ograničenim pristupom 8.6.3 Tehnika „šetanjem“ Slično metodi protaljivanja, dodatni materijal uvijek treba biti na korijenu zavara, međutim rijetko se pomiče prema ili od zavarivačke kupke. Drži se dovoljno stacionirano i sapnica se rotira ili „šeta“ prema progresu naprijed, taljedi dodatni materijal slično kao umetak. Povremeno, dodatni materijal se može pomaknuti ispred zavarivačke kupke kada se zamijeti nepopunjenost nagnutog ruba. Alternativno, dodatni materijal se može maknuti izvan zavarivačke kupke kada se pojavi stezanje ili kada su napravljeni loši pripoji koji su uzrokovali korijeni otvor znatno manjim nego što je promjer dodatnog materijala. 8.7 Tehnika zavarivanja – Žlijeb s nultim korijenim otvorom Žlijebovi tipa A i C, prikazani na slici 6 mogu se koristiti sa žlijebom bez pravog korijenog otvora (tzv. „nulti otvor“) za zavarivanje nehrđajudih čelika i ugljičnih čelika sa „umirenim“ silicijem kao altrenativa za dodavanje dodatnog materijala ili korištenje umetaka. Kod korištenja ove tehnike, korijeni otvor G ne smije prijedi 0,8 mm. Kod žlijeba tipa C, luk se treba nalaziti iznad korijena spoja i držati na mjestu dok širina zavarivačke kupke ne dosegne dvije tredine širine dna žlijeba. Pištolj se treba glatko pomicati okolo spoja, zadržavajudi konstantnom širinu zavarivačke kupke. Dodatni materijal se treba dodavati samo gdje je korijeni otvor vedi od nule. Za žlijeb tipa C, korijeni prolaz treba napraviti korištenjem tehnike slaganja gusjenice s minimalnom mogudom širinom kupke; što više zavarivačka kupka prelazi radijus kraja pripreme, više de se formirati konkavnost korijena.Treba obratiti i pažnju da je wolfram elektroda centrirana iznad korijena spoja.
12
8.8 Zavarivanje cijevi u različitim položajima Zavarivanje treba izvoditi u smjeru prema gore iz svih smjerova, u rasponima od mjesta gdje je cijev u horizontalno učvršdenom položaju (5G) do unutar 20° vertikalno (referenca na AWS A3.0 Standardni nazivi i definicije u zavarivanju, za položaje zavarivanja). Ovo uobičajeno zahtjeva početak zavara na najnižoj točci spoja i napredak prema gore iz te točke. Druge početne točke se također mogu koristiti da bi se se kontroliralo smanjenje deformacija. Gdje je os cijevi do 20° vertikalno podignuta, zavarivanje može početi na bilo kojem mjestu oko žlijeba i zavarivati se može u bilo kojem smjeru, preporučenom tehnikom s desna na lijevo. 8.9 Zaustavna i početna područja Kako zavarivač napreduje oko cijevi, može biti potreba da prekine zavarivati i prebaci se na drugi položaj. Kontrola jakosti stuje nožnom pedalom ili daljinskim upravljačem je najbolji način da se postepeno smanjuje jakost struje do gašenja luka. Ako takva oprema nije dostupna, luk se treba lagano maknuti iz lica žlijeba i postepeno smanjivati brzina zavarivanja dok veličina zavarivačke kupke ne bude što je manja moguda prije gašenja luka. Naglo gašenje luka može prouzrokovati kraterske pukotine.

13
Legenda Tip žlijeba Tipovi umetaka
Tipovi 1 i 4 Tip 2 Tipovi 3 i 5
G A, B, C W + 0,8mm max. W + 0,8mm max. W + 0,4mm max.
Y A 0 do 0,8mm max. 1,5mm max. 0 do 0,8mm max.
Y B, C 0 do 0,8mm max. 0 do 1,5mm max. 0 do 2,4mm max.
R C 2,4mm do 3,2mm
L B 2,4mm +0, - 0,8mm
M C 2,,4mm ± 0,4mm
X C 5mm
Z C 3,2mm
Slika 5 – Izvedbe žlijebova i tolerancije za zavarivanje s umetcima
14
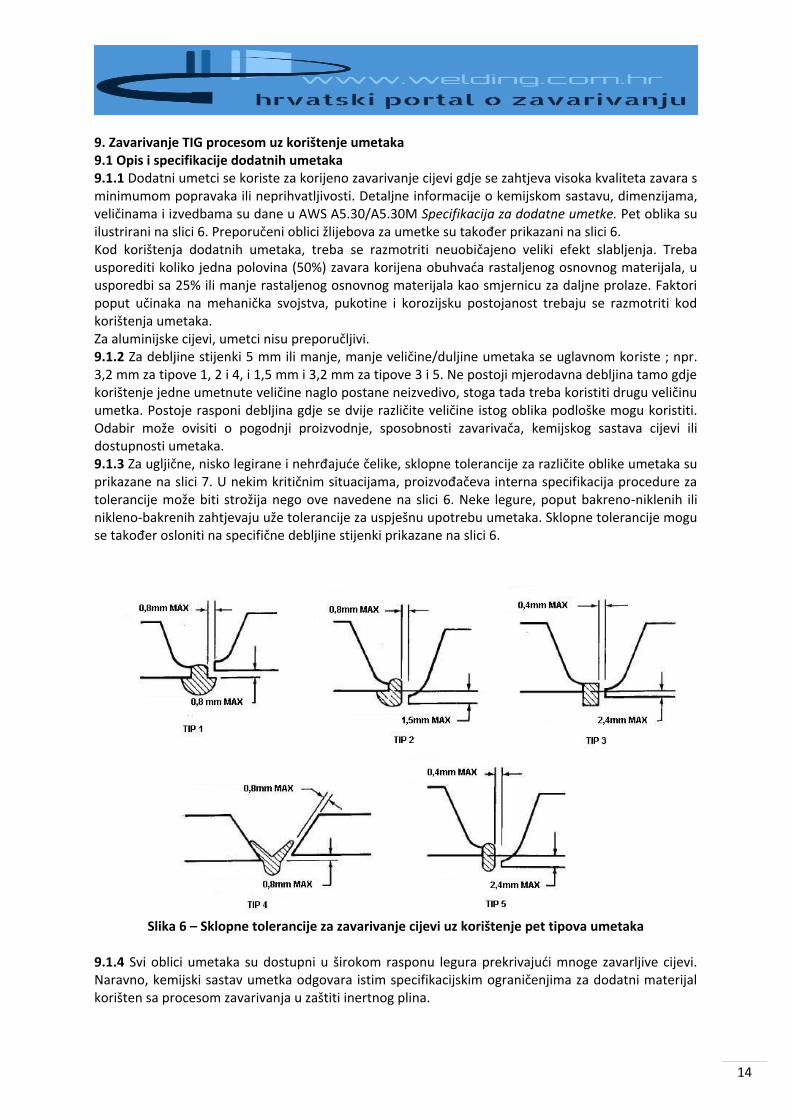
9. Zavarivanje TIG procesom uz korištenje umetaka 9.1 Opis i specifikacije dodatnih umetaka 9.1.1 Dodatni umetci se koriste za korijeno zavarivanje cijevi gdje se zahtjeva visoka kvaliteta zavara s minimumom popravaka ili neprihvatljivosti. Detaljne informacije o kemijskom sastavu, dimenzijama, veličinama i izvedbama su dane u AWS A5.30/A5.30M Specifikacija za dodatne umetke. Pet oblika su ilustrirani na slici 6. Preporučeni oblici žlijebova za umetke su također prikazani na slici 6. Kod korištenja dodatnih umetaka, treba se razmotriti neuobičajeno veliki efekt slabljenja. Treba usporediti koliko jedna polovina (50%) zavara korijena obuhvada rastaljenog osnovnog materijala, u usporedbi sa 25% ili manje rastaljenog osnovnog materijala kao smjernicu za daljne prolaze. Faktori poput učinaka na mehanička svojstva, pukotine i korozijsku postojanost trebaju se razmotriti kod korištenja umetaka. Za aluminijske cijevi, umetci nisu preporučljivi. 9.1.2 Za debljine stijenki 5 mm ili manje, manje veličine/duljine umetaka se uglavnom koriste ; npr. 3,2 mm za tipove 1, 2 i 4, i 1,5 mm i 3,2 mm za tipove 3 i 5. Ne postoji mjerodavna debljina tamo gdje korištenje jedne umetnute veličine naglo postane neizvedivo, stoga tada treba koristiti drugu veličinu umetka. Postoje rasponi debljina gdje se dvije različite veličine istog oblika podloške mogu koristiti. Odabir može ovisiti o pogodnji proizvodnje, sposobnosti zavarivača, kemijskog sastava cijevi ili dostupnosti umetaka. 9.1.3 Za ugljične, nisko legirane i nehrđajude čelike, sklopne tolerancije za različite oblike umetaka su prikazane na slici 7. U nekim kritičnim situacijama, proizvođačeva interna specifikacija procedure za tolerancije može biti strožija nego ove navedene na slici 6. Neke legure, poput bakreno-niklenih ili nikleno-bakrenih zahtjevaju uže tolerancije za uspješnu upotrebu umetaka. Sklopne tolerancije mogu se također osloniti na specifične debljine stijenki prikazane na slici 6.
Slika 6 – Sklopne tolerancije za zavarivanje cijevi uz korištenje pet tipova umetaka
9.1.4 Svi oblici umetaka su dostupni u širokom rasponu legura prekrivajudi mnoge zavarljive cijevi. Naravno, kemijski sastav umetka odgovara istim specifikacijskim ograničenjima za dodatni materijal korišten sa procesom zavarivanja u zaštiti inertnog plina.

15
9.1.5 Za umetke od ugljičnih čelika, prikladni dezoksidirajudi materijal se treba upotrijebiti da se osiguraju ispravni, nisko porozni zavari, posebno ako se ne koristi formir plin. Onečišdenje umetaka tipa 1 (vidi AWS A5.30/A5.30M Specifikacije za dodatne umetke, obrnuti T-oblik) i tipa 2 (vidi AWS A5.30/A5.30M, J-oblik) od prljavštine ili hidrokarbonata je uobičajeni izvor poroznosti; stoga umetci trebaju biti očišdeni pomodu otopina netom prije nego de se pripojiti na svoje mjesto. Kada su umetci pripojeni na mjesto, žlijeb se treba prekriti da se spriječi skupljanje prljavštine i prašine između umetka i korijenih lica cijevi. 9.2. Tehnike zavarivanja za umetke 9.2.1 Slike 8 i 9 prikazuju tipične korake zahtjevane za korijeno zavarivanje sa umetcima. Paljenje luka treba biti kako je prethodno opisano; npr. ili visoko frekventni start ili paljenje luka na licu žlijeba. 9.2.2 Elektroda se treba držati okomito na radni komad i treba biti usmjerena radijalno prema središtu cijevi. Duljina luka od oko 3 mm je zadovoljavajuda. Progres napredka se regulira razinom taljenja umetka i karakteristikama zavarivačke kupke. Dokaz zadovoljavajudeg taljenja se pokazuje povedanom fluidnosti, tečnosti, povedanjem promjera zavarivačke kupke i/ili stvaranjem pravilnog „otoka“ kod taljenja umetka i dodatnog materijala. Kad se ovo pojavi, luk se postepeno pomiče prema naprijed oko žlijeba. Kod gašenja luka, treba pripaziti da se ne pojave kraterske pukotine (vidi 8.8).

16
Slika 8 – Koraci za korijeni prolaz zavara umetaka tipova 1, 2, 3 i 5

17
Slika 9 – Koraci za korijeno zavarivanje umetaka tipa 4
9.3 Horizontalna os cijevi Kad je os cijevi horizontalna, tj. cijev nije zarotirana, ravni umetci (AWS A5.30/A5.30 m, tipovi 3 i 5) su pozicionirani ekscentrično da se osigura dobar oblik gusjenica zavara na unutrašnjoj površini cijevi. Slika 10 to prikazuje.

18
Slika 10 – Ekscentrično pozicioniranje umetaka tipa 3 i 5 u 5G položaju (horizontalne osi, cijev se ne rotira tokom zavarivanja) da bi se spriječilo popuštanje.
10. TIG zavarivanje nehrđajudih čelika sa praškom punjenim žicama i u zaštiti praška 10.1 Praškom punjeni dodatni materijali Razvoji u proizvodima pružaju još jednu mogudnost za zaštitu korijene strane spoja za ograničeni kemijski sastav materijala kod korištenja TIG procesa; ovo uključuje korištenje praškom punjenih dodatnih materijala. Tokom zavarivanja, tanki sloj troske de prekriti korijenu stranu gusjenice. Ovo eliminira potrebu za formiranjem, osiguravajudi da su toplo obojani oksidi u zoni utjecaja topline prihvatljivi za namjenjenu upotrebu. Ipak, važno je da su osigurani odgovarajudi korijeni otvori ili se koristi tehnika protaljivanjem da se osigura da ponešto praška dosegne donju stranu gusjenice i formira oblogu troske. 10.2 Zaštitni prašci Sličan uspjeh je također postignut koristedi prašak (u prahu) koji je pomiješan sa otapalom i namazan na unutrašnju površinu kraja cijevi prije sklapanja i pripajanja. Takvi prašci sprječavaju snažnije oksidacije nehrđajudih čelika koje se javljaju kod zavarivanja bez formiranja, ali, poput praškom punjenih žica, zaostali prašak ostaje na unutrašnjoj površini cijevi i prisustvo tog praška mora biti prihvatljivo za upotrebu u cijevnom sustavu. 10.3 Ograničenja Ovisno o specifičnim radnim uvjetima, za trosku i toplo obojane okside može se zahtjevati da budu uklonjeni sa površine korijena cijevi, pošto mogu smetati čistodi proizvoda i/ili korozijskoj otpornosti legure. Krajnji korisnik cijevnog sustava treba biti upozoren da de zaostali prašak i oksidirane zone utjecaja topline biti prisutne kod bilo kod korištenja praškom punjenih žica bilo kod korištenja namazanih zaštitnih prašaka. Također, ovaj tip dodatnih materijala nije napravljen za popune i stoga ih ne treba koristiti za neke druge aplikacije, osim za korijene prolaze. 11. Zavarivanje ugljičnih i nisko legiranih čelika REL i MIG/MAG procesima 11.1 Uvod Obadva procesa se često koriste za otvoreno korijeno zavarivanje ugljičnih i nekih nisko legiranih čelika. Za dodatne informacije vidjeti posljednje izdanje AWS D10.12/D10.12M, Smjernice za zavarivanje mekih čelika. 11.2 REL zavarivanje sa celulozno obloženim elektrodama 11.2.1 E6010 i E6011 elektrode se često koriste za zavarivanje korijenih prolaza cijevi od nisko ugljičnih čelika. Ove i druge celulozne elektrode velikih čvrstoda poput (E7010-A1, EXXX10-P1 i EXXX11-1, kao što su klasificirane u AWS A5.5/A5.5M, Specifikacije za nisko legirane čelične elektrode za REL zavarivanje) mogu se također koristiti za korijeno zavarivanje cijevi visokih čvrstoda gdje vodikove pukotine nisu naročita opasnost. Vidi AWS D10.12/D10.12M, Smjernice za zavarivanje mekih čelika. 11.2.2 REL proces nije preporučen za korijeno zavarivanje legura poput CrMo čelika, nehrđajudih čelika, niklenih ili bakrenih legura jer vedina REL elektroda za ove osnovne materijale su s niskom razinom vodika i teško je postidi potpunu penetraciju. Formiranje REL otvorenih korijenih spojeva se ne radi jer je turbulencija luka jača od učinkovitosti zaštite plina s donje strane korijene gusjenice usisavajudi velike količine zraka u zavar i tako pobija učinak formiranja. 11.3 Nisko vodične (bazične) REL elektrode za korijeno zavarivanje otvorenih žlijebova 11.3.1 Neke elektrode sa niskom razinom vodika su izrađene za vertikalno zavarivanje prema gore korijena sa otvorenim žlijebom. Korijeni prolazi se opdenito zavaruju sa elektrodama malih promjera (2,5 do 3,2 mm) sa niskom jakosti struje i istosmjernom strujom, negativni pol. Kao i s celuloznim elektrodama, i ovdje se koristi tehnika protaljivanjem. Progres zavarivanja napreduje vertikalno prema gore, s time da obloga elektrode dodiruje rubove cijevi. Kut elektrode i jakost struje se kontrolira da se postigne mala rupa iza luka. Krater se obično izbrusi prije korištenja nove elektrode.

19
Bolji rezultati se postižu kod vedih brzina zavarivanja nego kod sporijeg zavarivanja, pošto je korijeno stvrdnjavanje manje i tako je manja šansa propaljivanja. 11.3.3. Elektrode sa niskom razinom vodika za zavarivanje vertikalno-dolje su klasificirane AWS-om kao E8045-P2, E9045-P2 i E10045-P2. Opdenito se ne preporučuju za korijeno zavarivanje. Ove elektrode sa bazičnom oblogom imaju vrlo malu silu luka spram one dobivene od uređaja za zavarivanje, pa je priprema spoja ključna da bi se postigla potpuna penetracija korijena. Tolerirati se može vrlo malo neslaganje u poravnanjima (višlje/niže). Ove elektrode su napravljene da bi se jako brzo stvrdnjavale tokom zavarivanja i time se onemoguduje slijevanje taline prema dolje. Kao rezultat toga, njihova tečnost i ljepljenje s osnovnim materijalom nije najbolje. Ovo ograničava tolerancije za različite otvore žlijebova, i postoji vedi rizik od propaljivanja ili unutarnjeg hladnog naljepljivanja ili unutarnjih zajeda. 11.4 REL zavarivanje s rutilno obloženih elektrodama 11.4.1 Neke elektrode sa rutilnim oblogama (poput E6013) su napravljene za korijene prolaze zavarivanja cijevi. Ove elektrode su potvrđene od proizvođača kao pogodne za korijeno zavarivanje cijevi. One pružaju vedu penetraciju nego obični E6013, ali ne toliku kao E6010. Zbog ograničene penetracije, korijeni otvor od 2 do 4 mm i debljina lica korijena od oko 1, 5mm su preporučeni, kod korištenja elektrode promjera 3,2 mm i zavarivanja bilo prema gore ili prema dolje. 11.4.2 Ovi tipovi obloženih elektroda su također dostupni za nisko legirane čelike i proizvode metal zavara sa čvrstodama do 550 MPa minimalne vlačne čvrstode. Međutim, kod korištenja ovih elektroda treba koristiti vedu temperaturu predgrijavanja nego kod celuloznih elektroda pošto rutilno obložene elektrode nisu elektrode sa niskom razinom vodika. 11.5 MIG/MAG zavarivanje 11.5.1 Korijeni prolazi se također mogu napraviti MIG/MAG procesom koristedi prijenos luka kratkim spojevima i otvoreni oblik korijenog spoja kod korištenja plinova CO2 i argona. Naponi od 17 do 19 V i brzina dodavanja žice od oko 64 mm/s de osigurati dobru početnu točku za razvoj procesa zavarivanja kod korištenja žice promjera 0,9mm. Kad se koristi uređaj za zavarivanje sa složenim oblicima oscilacije, preporučene postavke/parametri od proizvođača se trebaju koristiti kao početna točka za razvoj procedure (vidi 14.4.3). Napredak vertikalnih zavara za korijeno zavarivanje je obično zavarivanjem prema dolje. Formiranje je preporučeno za nehrđajude i nisko legirane čelike i neferitne legure, osim aluminija. V oblik žlijeba sa kutom žlijeba od 75°, nominalnim licem korijena od 2,4 mm i 2,4 mm korijenim otvorom se preporuča. Unos topline i brzina zavarivanja se treba kontrolirati da se spriječi preveliko stvrdnjavanje korijena. Luk se treba održavati u vodedem kraju kupke da se osigura potpuna penetracija spoja. 11.5.2 Kod zavarivanja cijevi od aluminijevih, bakrenih ili niklenih legura, obično se korijen zavaruje TIG procesom, a popune MIG procesom. 12. Prijelazni slojevi zavara 12.1 Kontrola i formiranje Kada je korijen zavaren, preporučena je vizualna kontrola. Treba obratiti pažnju da se spriječi taljenje kroz korijen kod nanošenja metala zavara kod drugog i tredeg prolaza. Kada se koristi, formiranje se treba održavati kroz još barem 2 sljededa prolaza. Održavanje formiranja kroz ova dva prolaza je neophodno, ovisno o procesu zavarivanja koji se koristi za popunu. 12.2 Procesi i ograničenja Ovi prijelazni slojevi mogu biti napravljeni sa TIG, REL ili MIG/MAG procesima. Da bi se spriječilo naljepljivanje, korištenje MIG/MAG procesa treba biti ograničeno na maksimalnu debljinu stijenke od 10 mm i prolazi se trebaju raditi zavarivanjem prema gore, kada su cijevi u vertikalnom položaju.

20
13. Zavarivanje aluminijevih legura 13.1 Karakteristike aluminija koje de utjecati na tehnike zavarivanja Tehnike za zavarivanje cijevi od aluminijevih legura trebaju biti određene prema osnovnim karakteristikama aluminija. Najbitnije su:
- visoka temperatura taljenja aluminijevog oksida - niska temperatura taljenja aluminija - čvrsti priključak oksida na metal i njegovo brzo ponovo nastajanje kad se ukloni - visoka toplinska vodljivost aluminija – oko 2,5 puta veda od one koji imaju čelici - velika tečivost rastaljenog aluminija - mogudnost rastaljenog aluminija da rastopi velike količine plinovitog vodika, što uzrokuje
poroznost 13.2 Tehnike zavarivanja Uspješne tehnike su se razvile koristedi procese zavarivanja pod zaštitnim plinom (TIG, MIG, plazma zavarivanje) koji uklanjaju okside i spriječavaju njihovo ponovno nastajanje zaštitom zavarivačke kupke pod inertnim plinom. To su visoko energetski postupci i omoguduju relativno velike brzine zavarivanja da se nadiđu efekti visoke toplinske vodljivosti i tečnosti rastaljenog metala zavara. Izvedba žlijeba koja se sastoji od V-žlijeba sa širokim dnom (vidi sliku 11), se razvila kako bi se omogudila kontrola korijenog prolaza i osiguralo da se izvede ispravni zavar sa TIG, MIG ili plazma procesima. Kontrola poroznosti je pretežno važna i treba se osigurati čistoda spoja prije zavarivanja. Bilo koje zaostale masne tvari ili vlaga mogu uzrokovati poroznost. Zbog tog razloga, krajevi cijevi trebaju biti pažljivo očišdeni sa otapajudim sredstvima netom prije sklapanja i očišdeni žičanim četkama da se uklone svi oksidi prije zavarivanja. Detalji o svemu ovome i svi drugi neophodni faktori su navedeni u AWS D10.7 Preporučene smjernice za elektrolučno zavarivanje cijevi od aluminijevih legura pod zaštitom plina .
Slika 11 – Oblik spoja za cijev od aluminija
21
14. Oprema za zavarivanje 14.1 Pištolji za TIG zavarivanje Postoji širok asortiman pištolja za TIG zavarivanje dostupan od dobavljača opreme za zavarivanje. Pištolji su ili na vodeno ili na zračno hlađenje. Za vedinu korijenih prolaza, adekvatno je zračno hlađenje. Pištolji s vodenim hlađenjem zahtjevaju pomodni dovod vode. Vodena hlađenja se trebaju razmotriti kod korištenja velikih jakosti struje, kao što se koriste za prolaze popuna kod cijevi s velikim promjerima i za zavarivanje aluminija ili bakra. 14.2 Plinske sapnice Plinske sapnice su dostupne u raznim veličinama i oblicima, uključujudi one sa dugačkim sapnicama zbog dopiranja u duboke oblike žlijebova. Za vedinu korijenih prolaza, plinske sapnice sa prolaznim promjerima od 10 do 13 mm trebaju se koristiti. 14.3 Plinske dizne Plinska dizna je pokrovni umetak koji je smješten između tijela pištolja i plinske sapnice. Ove dizne proizvode slojeviti tok zaštitnog plina i smanjuju turbulenciju i mješanje zaštitnog plina sa zrakom koji se nalazi u pištolju. Ovo smanjuje mogudnost poroznosti i osigurava čišdu površinu zavara. Plinske dizne se naširoko koriste kod zavarivanja kritičnih sustava, posebno gdje se zahtjeva radiografsko ispitivanje. 14.4 Izvori napajanja 14.4.1 Standardni izvori napajanja Standardni DC (istosmjerna struja) izvori napajanja sa strmopadajudim volt/amper krivuljama (tip obično korišten za REL zavarivanje) se koriste za TIG zavarivanje. Najpogodniji uređaji za TIG zavarivanje korijenih prolaza su oni sa rasponima operativnog kapaciteta izvora napajanja od 10 do 15 V i 75 do 150 A rasponima. Izvori napajanja opremljeni sa visoko frekventnim uspostavljanjem luka i opcijama za pojačavanje i smanjivanje struje, ili daljinskim upravljanjem (npr. pedala za stopalo), olakšavaju postizanje visoko kvalitetnih zavara i trebali bi se koristiti kad god je to mogude. Dok se konstantni izvori napajanja koriste za TIG i REL zavarivanje, oni nisu pogodni za MIG/MAG zavarivanje. Ono zahtjeva konstantno potencijalni (konstanti napon) izvor napajanja. Ovo se odnosi i na automatske i na poluautomatske aplikacije. 14.4.2 Pulsirajudi izvori napajanja TIG i MIG/MAG izvori napajanja sa opcijom pulsirajude struje su dostupni. Ovi izvori napajanja brzo mjenjaju (pulsiraju) struju zavarivanja od niskog početnog nivoa do visokog maksimalnog nivoa. Oblici frekvencije pulsiranja i njihanja struje variraju različitim tipovima izvora napajanja. Pulsirajuda struja pruža lakšu kontrolu zavarivačke kupke. Također dozvoljava korištenje niskog ukupnog unosa topline što smanjuje zagađenja, pogotovo u nehrđajudim čelicima, i sklonost pukotinama u legurama koje su sklone pukotinama u zavaru tokom stvrdnjavanja, poput UNS NO8020 (Alloy 20Cb3 ili 320). Za MIG zavarivanje aluminija, konstantni izvori napajanja se preporučuju 14.4.2 Multiprocesni izvori napajanja Postoje izvori napajanja koji mogu proizvesti struju u CV, CC, AC/DC, pulsirajudim modovima, i/ili kompleksnim valovitim oblicima. Ova oprema koristi elektroniku velikih brzina koja može kontrolirati izlazne oscilacije i oblik, omogudujudi ujednom utjecaj na oblik gusjenice, penetraciju, dodirivanje žice, i razinu štrcanja. Kod korištenja takvih izvora napajanja, uređaj može ne imati mogudnost da direktno prebaci postavke iz modela jednog proizvođača u model drugog, ili na sličan izvor napajanja napravljen od drugog proizvođača. 14.5 Oprema za strojno i automatizirano zavarivanje 14.5.1 Oprema je komercijalno dostupna za korijeno zavarivanje i popune na cijevima i za učvršdene i za rotirajude položaje. Oprema za zavarivanje cijevi koja se može rotirati je montirana na bočni krak ili na nosač sa strane, i cijev se rotira ispod toga. 14.5.2 Oprema za zavarivanje u učvršdenim položajima je više sofisticirana i primjene moraju biti pažljivo procjenjene da bi se osiguralo da produktivnost donosi opravdanje troškova posla koji de se

22
raditi takvim uređajima. Vedina izvedbi ima motoriziranu orbitalnu glavu za zavarivanje koja je pričvršdena za cijev. Dostupni su također i mogudnosti očitavanja napona i automatizirana oscilacija pištolja. 14.5.3 Automatska kontrola napona je bitna za osiguranje konstantne duljine luka kad je površina radnog komada neravna. Oscilacija glave za zavarivanje omogudava korištenje njihanja umjesto povlačenja gusjenice. Ovo može smanjiti broj zahtjevanih prolaza zavarivanja da se popuni spoj. Stoga de se smanjiti ukupno vrijeme zavarivanja. Oprema s pulsirajudom kontrolom je također dostupna. Posebno je korisna kod zavarivanja učvršdenih položaja gdje se zahtjeva veda kontrola zavarivačke kupke. LITERATURA
1) AWS D10.11M/D 10.11:2007 – Guide for root pass welding of pipe without backing





























