Embed Size (px)
Citation preview


Relazione Tecnica 1
INDICE
1. SOMMARIO ............................................................................................................................. 4
2. OBIETTIVI DELL’IMPIANTO PROPOSTO ...................................................................... 6
3. STATO DI FATTO E CONDIZIONI GENERALI............................................................... 7
3.1 UBICAZIONE DELL'IMPIANTO ....................................................................................... 7 3.2 ACCESSO ALL' AREA DEGLI IMPIANTI....................................................................... 8
6. DATI DI PROGETTO ............................................................................................................. 9
4. BILANCIO DI MASSA.......................................................................................................... 11
5. DESCRIZIONE OPERE ELETTROMECCANICHE DEL CENTRO DI
TRATTAMENTO FORSU............................................................................................................ 12
5.1 DESCRIZIONE GENERALE ............................................................................................. 12 5.2 LA ZONA DI DIGESTIONE ANAEROBICA .............................................................................. 13 5.2.1 GENERALITÀ ........................................................................................................................ 13 5.2.2 DESCRIZIONE DEL PROCESSO ............................................................................................... 15 5.2.3 RISCALDAMENTO DEL FONDO E DELLE PARETI.................................................................... 17 5.2.4 PORTELLONI......................................................................................................................... 17 5.2.5 UNITÀ DI DIGESTIONE REALIZZATE CON SISTEMA MODULARE............................................ 18 5.2.6 UTILIZZO E SFRUTTAMENTO DEL BIOGAS ............................................................................ 19

Relazione Tecnica 2
5.2.7 SICUREZZA ........................................................................................................................... 20 5.2.8 MONITORAGGIO, GESTIONE ED OTTIMIZZAZIONE TRAMITE SOFTWARE .............................. 21 5.2.9 UTILIZZO DELLA BIOMASSA DIGESTATA.............................................................................. 22 5.3 LOCALI TECNICI ADIACENTI AI FERMENTATORI ...................................................... 23 5.4 LOCALE COGENERATORE ............................................................................................ 23 5.5 TUBAZIONI DEL BIOGAS ................................................................................................ 23 5.6 SISTEMA DEL PERCOLATO ........................................................................................... 24 5.7 SISTEMA DI AEREAZIONE PER I FERMENTATORI (FASE CARICO/SCARICO)25 5.8 MODULI DI COGENERAZIONE...................................................................................... 25 5.9 TORCIA ................................................................................................................................ 33 5.10 TECNICA DI MISURAZIONE DEI GAS ........................................................................ 33 5.11 CONTROLLO .................................................................................................................... 33 5.12 MONITORAGGIO A DISTANZA DELL'IMPIANTO .................................................. 34
6. COMPOSTAGGIO ................................................................................................................ 35
6.1 IA FASE: DECOMPOSIZIONE DELLA FRAZIONE ORGANICA; .............................. 36 6.2 IIA FASE: MATURAZIONE PRIMARIA E FINALE.............................................................. 38 6.3 SISTEMA DI TRATTAMENTO ARIA.............................................................................. 42 6.3.1 IL BIOFILTRO........................................................................................................................ 43 6.3.2 LO SCRUBBER....................................................................................................................... 48 6.4 IL SISTEMA DI GESTIONE DELLE ACQUE DI PROCESSO ..................................... 49 6.4.1 RAFFINAZIONE DEL COMPOST.............................................................................................. 50 6.4.2 COLLOCAZIONE DEL PRODOTTO COMPOST .......................................................................... 52
7. INFRASTRUTTURE ............................................................................................................. 54
7.1 EDIFICIO TECNOLOGICO PER TRATTAMENTI....................................................... 54 7.2 SALA CONTROLLO IMPIANTO................................................................................................ 59 7.3 EDIFICIO SERVIZIO A3 (UFFICI E SPOGLIATOI) ............................................................... 59 7.4 CABINA DI RICEVIMENTO ENEL ................................................................................. 60 7.5 RECINZIONE E CANCELLO............................................................................................ 61 7.6 AREE A VERDE E BARRIERE AMBIENTALI............................................................... 61
Relazione Tecnica 3
8. DESCRIZIONE GENERALE IMPIANTI DI SERVIZIO................................................ 63
8.1 IMPIANTO DI PESATURA................................................................................................ 63 8.2 IMPIANTI DI RISCALDAMENTO ................................................................................... 63 8.3 IMPIANTO DI DISTRIBUZIONE IDRICA...................................................................... 64 8.4 IMPIANTI DI FOGNATURA ............................................................................................. 64 8.4.1 RETE ACQUE BIANCHE ......................................................................................................... 65 8.4.2 RETI ACQUE NERE ................................................................................................................ 65 8.4.3 RETE ACQUE GRIGIE............................................................................................................. 66 8.4.4 REFLUI DI PROCESSO............................................................................................................ 69 8.5 IMPIANTO ANTINCENDIO.............................................................................................. 71 8.6 IMPIANTO ELETTRICO GENERALE............................................................................ 73

Relazione Tecnica 4
1. SOMMARIO
L'intervento in oggetto consiste in una variante progettuale dell'impianto di di
compostaggio della “DESAG ECOLOGIA s.c.arl.” da realizzarsi il loc. Pannellia a
Codroipo , già autorizzato dalla Provincia di Udine con deliberazione della Giunta
Provinciale del 16 giugno 2008 n° 118. La presente proposta di variante consiste
nella realizzazione di una nuova sezione di trattamento della frazione organica dei
rifiuti con tecnologia di digestione a secco, con produzione di biogas per la
produzione di energia elettrica rinnovabile ed energia termica. La con
potenzialità di trattamento nominale rimane di 25.000 t/anno di FORSU con un margine di sicurezza di 6.000 t/anno, per una potenzialità complessiva di 31.000 t/anno.
La possibilità di un margine di sovradimensionamento dell’impianto variabile
da 25.000 t/anno a 31000 t/anno si rende necessaria per compensare eventuali
diminuzioni quantitative e qualitative della produzione di biogas dovuto, ad
esempio, a periodi di trattamento di FORSU a ridotta qualità energetica.
L’esperienza dimostra che sono possibili frequenti e sensibili variazioni della
qualità della FORSU tali da ridurre la produzione di biogas. Ad esempio la
presenza di più o meno corpi estranei, inerti ed altri rifiuti non putrescibili
degradabili possono provocare la diminuzione della produzione di biogas.
L’impianto proposto è pertanto dimensionato con un margine di sicurezza nella
potenzialità di trattamento del 20% circa.
Attraverso la combustione del biogas prodotto vengono alimentati due gruppi
di cogenerazione della potenzialità di 499 kW cadauno per complessivi 998 kW
elettrici.
Rispetto all’impianto precedentemente approvato si propone quindi una
variante progettuale che prevede un miglioramento sostanziale di tutte le

Relazione Tecnica 5
componenti che potrebbero avere interferenze negative con l’ambiente. Infatti si
prevede di estendere oltre il doppio del tempo di trattamento all’interno di edifici
coperti, chiusi e con un grado misurato di depressione verso l’esterno; ciò evita
fuoriuscite di arie maleodoranti se non prima di essere trattate dall’impianto di
biofiltrazione. Si passa infatti dai 35 giorni di trattamento all’interno dei capannoni
chiusi ai 77 giorni con la nuova soluzione proposta.
Un forte ed importate miglioramento ambientale della componente olfattiva è
dato dalla tipologia impiantistica di variante che prevede un trattamento della
FORSU nei primi 28 giorni di tipo anaerobico in sostituzione di quello aerobico.
Tale soluzione comporta nessuna emissione odorigena in quanto il processo
anaerobico avviene in biodigestori chiusi, ermetici e soprattutto in assenza di aria
proprio nella prima fase di massima putrescibilità delle matrici organiche.
Dal punto di vista architettonico, le strutture destinare ad ospitare le nuove
componenti impiantistiche e le nuove strutture di maturazione finale del compost,
saranno realizzate in cemento e acciaio. Il rivestimento delle pareti prevede l'uso
di pannelli sandwich.
L’impianto proposto, costruito sulla base di un sistema di digestione
anaerobica ad alta tecnologia a secco, è adatto per il trattamento dei rifiuti umidi e
verdi urbani ed è stato sviluppato tenendo in considerazione le seguenti linee
guida:
AFFIDABILITÀ dell’ impianto tramite l’uso di tecnologie comprovate con molti riferimenti nel Mondo ;
IMPATTO AMBIENTALE RIDOTTO dovuto a un trattamento spinto dei reflui e delle arie esauste ;
SALVAGUARDIA DELLE risorse attraverso l’impiego di materiali recuperabili e reciclabili a fine vita dell’impianto.
Relazione Tecnica 6
2. OBIETTIVI DELL’IMPIANTO PROPOSTO
Il presente progetto definitivo di variante per la costruzione di un impianto di
digestione anaerobica per il trattamento delle frazioni umide dei rifiuti provenienti
dalla raccolta differenziata, permette il trattamento di 30.000 t/anno di frazioni
organiche putrescibili e la produzione di circa 3.900.000 Nmc/anno di biogas in
grado di alimentare n° 2 motori cogenerativi da 499 kW elettrici.
Come materiale strutturante per la fase di compostaggio si prevede anche
l’ingresso all’impianto di circa 1000 t/anno di rifiuti legnosi non avviabili a
biodigestione anaerobica ma solo al trattamento di cippatura e miscela con il
digestato in uscita dai fermentatori.
Con questa proposta si intende garantire:
1. la produzione di energia elettrica da fonte rinnovabile
2. la produzione di energia termica dal gruppo cogenerativo per il
riscaldamento dei fermentatori e del serbatoio del percolato;
3. la produzione di compost di qualità in grado di essere commercializzato e di
competere con gli altri prodotti organici attualmente utilizzati come
ammendanti o substrati del terreno in agricoltura e nel giardinaggio;
4. la riduzione dei quantitativi di rifiuti conferiti in discarica;
5. la riduzione della potenzialità inquinante dei rifiuti conferiti in discarica;

Relazione Tecnica 7
3. STATO DI FATTO E CONDIZIONI GENERALI
3.1 UBICAZIONE DELL'IMPIANTO
L’area considerata dal progetto di variante si trova in località Pannellia a
Codroipo, nello stesso sito del progetto precedentemente approvato.
L’area è attualmente utilizzata dalla società proponente la quale ha iniziato i
lavori di costruzione dell’impianto già autorizzato ed è classificata come zona D2 –
“ Zona attività artigianali e attività industriali” pertanto idonea alla nuove attività di
trattamento proposte.

Relazione Tecnica 8
I dati catastali sono:
3.2 ACCESSO ALL' AREA DEGLI IMPIANTI
L'ingresso nell'area da parte dei mezzi pesanti e non, avviene tramite la
stessa viabilità esistente e con la stessa entrata. L’accesso pertanto all’impianto
non viene modificato.

Relazione Tecnica 9
6. DATI DI PROGETTO
Il Centro di trattamento FORSU ha le seguenti principali caratteristiche progettuali:
Dati generali Giorni lavorativi 310 gg Turni lavorativi 1 turni N° ore lavorative per turno 6 ore
Dati di processo digestione anaerobica Digestione anaerobica a secco Tempo di ritenzione 28 giorni N° digestori 8
Dati di processo processo di compostaggio Compostaggio in tunnel
• Tempo di permanenza in tunnels 14 giorni
Maturazione finale primaria aia areata • Tempo maturazione primaria 35 giorni
Maturazione finale secondaria capannone coperto
• Tempo maturazione secondaria 13 giorni
Tempo complessivo di trattamento (anaerobico+aerobico)
28+14+35+13
90 giorni

Relazione Tecnica 10
Materiali in INPUT
Rifiuti FORSU Codice Quantità
Totale FORSU 20 01 08 20 01 38 15 01 03 20 02 01 20 03 02 02 01 03 19 08 05
31.000 t/anno
Portata giornaliera di progetto di RU da trattare 99 t/g
Materiali in OUTPUT Compost ad elevate qualità agronomiche
Totale compost prodotto 14.900 t/anno
Portata giornaliera di compost prodotto 48 t/g
Biogas
Biogas 3.900.000 mc/anno
Ore di funzionamento 8.000 Ore/anno
Portata oraria biogas 488 mc/ora
Energia prodotta
Motori cogenerativo 2 x 499 kW
Ore di funzionamento 8.000 Ore/anno
Produzione di energia elettrica 7.984.000 kWh/anno
Autoconsumi (4%) 319.360 kWh/anno
Produzione di energia elettrica netta 7.664.640 kWh/anno

Relazione Tecnica 11
4. BILANCIO DI MASSA
t/anno t/g su 6g t/g su 7g %UR t/anno t/g su 6g t/g su 7g %UR25.000 80,1 68,7 75% 5.000 16,0 13,74 60%
Prod. Spec. di BIOGAS 140 Nm3/t Prod. Spec. di BIOGAS 80 Nm3/tProd. di BIOGAS 3.500.000 Nm3/anno Prod. di BIOGAS 400.000 Nm3/anno
t/anno t/g su 6g t/g su 7g %UR60.000 192,3 164,84 65%
8.000 m3/anno t/anno m3/ora %CH43.900.000 450 488 50%
5,5 kWh/m3t/anno t/g su 6g t/g su 7g %UR55.500 177,9 152,5 70%
t/anno t/g su 6g t/g su 7g %UR 54%30.000 96,2 82,42 60% 46%
t/anno t/g su 6g t/g su 7g %UR25.500 81,7 70,1 70%
t/anno t/g su 6g t/g su 7g %UR1.000 3,2 2,7 65%
t/anno t/g su 6g t/g su 7g %UR30.637 98,2 84,17 55%
t/anno t/g su 6g t/g su 7g %UR t/anno t/g su 6g t/g su 7g %UR26.041 83,5 71,54 50% 4.596 14,7 12,63
t/anno t/g su 6g t/g su 7g %UR t/anno t/g su 6g t/g su 7g %UR t/anno t/g su 6g t/g su 7g %UR4.137 13,3 11,36 45% 20.833 66,8 57,23 50% 5.208 16,7 14,31
t/anno t/g su 6g t/g su 7g %UR t/anno t/g su 6g t/g su 7g %UR20.684 66,3 56,82 50% 149 0,5 0,41
- 100 / + 15 mm + 100 mm
- 15 mmSCARTI
t/anno t/g su 6g t/g su 7g %UR t/anno t/g su 6g t/g su 7g %UR14.893 47,7 40,91 50% 1.655 5,8 4,96 50%
MATERIALI INPUT t/anno % MATERIALI OUTPUT t/anno %Forsu 25.000 80,6% Biogas 450 1,5%Verde 1.000 3,2% Percolato 4050 13,1%Mercatali 5.000 16,1% Compost raffinato 14.893 48,0%TOTALE 31.000 100,00 Perdite processo 9.953 32,1%
Scarti 1.655 5,3%TOTALE 31.000 100,0%
BILANCIO DI MASSA t/anno %Perdite di processo 14.003 45,2%Biogas 450 1,5%Compost raffinato 14.893 48,0%Scarti 1.655 5,3%TOTALE 31.000 100,0%
COMPOST RAFFINATO
COMPOST MATURO
VAGLIO15 - 100 mm
PERDITE DI PROCESSO
MATURAZIONE FINALE 13 GIORNI
PERDITE DI PROCESSO
COMPOST DOPO MATURAZIONE PRIMARIA
dopo 14 GIORNIBIOTUNNEL
PERDITE DI PROCESSO
RAMAGLIE come STRUTTURANTE
STRUTTURALE RICIRCOLO
MATURAZIONE CORSIE35 GIORNI
MISCELA AL DIGESTORE
BIOGAS
TRITURATORE
COMPOST FRESCO
SFALCI D'ERBA RAMAGLIE PICCOLE
APRISACCHI
FORSU
MISCELAZIONE
MISCELAZIONEBATCH
DIGESTATO
28 GIORNIDIGESTORE
RICIRCOLOA COMPOSTAGGIO
BATCHrapporto 50:50
MISCELA COMPOSTABILE
DIGESTATO A COMPOSTAGGIO
DIGESTATO DI RICIRCOLO
Ore/anno di funzionamento
SERBATOIOPERCOLATO
Potere calorifico PCI
t/anno4050
Relazione Tecnica 12
5. DESCRIZIONE OPERE ELETTROMECCANICHE DEL CENTRO DI TRATTAMENTO FORSU
5.1 DESCRIZIONE GENERALE
Il Centro di trattamento delle frazioni umide dei rifiuti proposto si sviluppa su
un lotto con una superficie complessiva di circa 22.940 m² di cui la parte coperta
dal è di circa 11.244 m².
Da un punto di vista organizzativo generale l’impianto è costituito
principalmente su due edifici industriali A1 e A2 mentre le attività amministrative e
i servizi alle maestranze sono collocate in un palazzina servizi A3 (la stessa del
progetto approvato)
Per la ricezione del verde è prevista una zona esterna e anche interna al
capannone industriale A2.
Nell’edificio industriale A1 trovano spazio:
1. Zona di ricevimento FORSU
2. Zona di digestione anaerobica (fermentatori)
3. Zona di compostaggio in biotunnel
4. Zona di maturazione primaria in corsie areate
5. l’impianto di trattamento arie di processo, costituito da scrubber e
biofiltro; entrambi sono posizionati nel tetto dei tunnel anaerobici
Nell’edificio industriale A2 trovano spazio:
6. Zona di maturazione secondaria finale sotto tettoia
7. la stazione di vagliatura del compost
8. lo stoccaggio del materiale strutturante di ricircolo
9. lo stoccaggio del materiale di scarto

Relazione Tecnica 13
10. lo stoccaggio del compost raffinato
11. l’officina meccanica e il magazzino ricambi
Nella palazzina servizi A3 trovano spazio invece:
12. gli uffici amministrativi e di direzione
13. gli spogliatoi dei lavoratori
14. la mensa
5.2 LA ZONA DI DIGESTIONE ANAEROBICA
5.2.1 Generalità
La tecnologia prevista è basata su un processo di degradazione anaerobica a
secco che è monostadio, di tipo batch (ovvero non in continuo ma a lotti).
In questo tipo di processo le fasi anaerobiche di degradazione biologica della
biomassa (idrolisi e acidificazione, acetogenesi e metanogenesi) avvengono tutte
all’interno dello stesso fermentatore.
Gli impianti di tipo batch vengono fatti funzionare tramite un processo
discontinuo in cui si ha ciclicamente il caricamento di substrato inoculato,
l’avanzamento del processo per il tempo stabilito, lo svuotamento del
fermentatore.
La maggior parte dei processi di digestione anaerobica ad umido, invece, è
basata su impianto con funzionamento in quasi continuo a miscelazione. Essi
sono caratterizzati dalla necessità di diluire con liquidi il substrato da trattare per
renderlo fluido e quindi pompabile e miscelabile mediante sistemi meccanici.
A differenza del processo ad umido, nel processo di digestione anaerobica a
secco la biomassa da trattare non viene miscelata con liquidi.
Le condizioni di umidità costante del substrato, necessarie per condurre il
processo di digestione, sono garantite dall’utilizzo dei liquidi di percolazione
generati dal processo stesso, prelevati dal fondo del digestore e spruzzati
Relazione Tecnica 14
nuovamente al di sopra della massa in fermentazione. In questo modo si
favoriscono le condizioni ottimali per lo sviluppo e la crescita dei ceppi batterici
necessari al processo di digestione. Il ricircolo del percolato, inoltre consente la
regolazione della temperatura del substrato e di aggiungere, eventualmente,
additivi per il controllo e l’ottimizzazione del processo. Il notevole vantaggio del
processo di digestione anaerobica a secco è la mancanza della necessità di
mescolare continuamente il materiale all’interno del fermentatore. Non sono
necessari, pertanto, dispositivi meccanici per il mescolamento e la
movimentazione del materiale quali agitatori, pompe o coclee.
All’interno dell’impianto non sono presenti parti meccaniche per la
movimentazione e miscelazione soggette a manutenzione ed usura. Ciò si riflette
in maniera positiva sui costi di gestione dell’impianto in quanto i costi di
manutenzione e di autoconsumo di energia sono fortemente ridotti. Di
conseguenza l’impianto a secco si contraddistingue per i costi di gestione
notevolmente inferiori rispetto a quelli di un impianto di digestione anaerobica ad
umido. Il processo di digestione anaerobica a secco, inoltre, permette di utilizzare
biomasse ad alto contenuto di sostanza secca senza che il trattamento venga
influenzato da sostanze indesiderate come componenti legnose e fibrose, film
plastici e materiali inerti e senza che eventuali carichi inquinanti, accidentalmente
presenti in una frazione dell’alimentazione, possano compromettere il trattamento
dell’intera massa di materiale presente nel digestore.

Relazione Tecnica 15
(Fig. 3 Riempimento del fermentatore tramite pala meccanica)
5.2.2 Descrizione del processo
Il substrato da trattare, previo trattamento di apertura e dilacerazione degli
eventuali sacchetti, inoculato (rapporto 50:50) con materiale già fermentato, è
caricato nel digestore tramite una pala gommata (Fig. 3). Il singolo digestore è
costituito da una biotunnel in calcestruzzo di opportune dimensioni che viene
chiuso da un portellone a perfetta tenuta di gas. La biomassa è sottoposta al
processo di digestione in ambiente a tenuta stagna in condizioni anaerobiche,
senza che sia necessaria alcuna miscelazione e/o aggiunta di ulteriori materiali.

Relazione Tecnica 16
Il percolato generato dalla biomassa durante la digestione viene raccolto
attraverso un canale di drenaggio, convogliato all’interno di un serbatoio e infine
spruzzato nuovamente sul substrato presente nel digestore per umidificarlo. Il
processo di digestione si svolge in condizioni controllate di mesofilia e viene
condotto ad una temperatura di circa 37°C. Il mantenimento della temperatura
durante il processo avviene mediante un sistema di riscaldamento del fondo e
delle pareti del digestore. Il biogas che si produce dal processo di digestione
anaerobica viene convogliato verso n° 2 gruppi di cogenerazione da 499 kWe per
la produzione combinata di energia elettrica e calore. Il processo, pur essendo
discontinuo, sfruttando più digestori in batteria, caricati e svuotati a precisi
intervalli di tempo e gestiti in modo sfasato tra loro, garantisce la continuità del
trattamento di digestione e la produzione costante di biogas e quindi di energia.
Al termine del periodo di permanenza previsto, il fermentatore viene
completamente svuotato e riempito di biomassa fresca da trattare opportunamente
inoculata.

Relazione Tecnica 17
Il substrato digestato viene sottoposto ad un ulteriore processo di digestione
aerobica (fase di compostaggio) fino ad ottenere un materiale stabilizzato
(compost) comparabile al concime organico.
(Fig. 4: Schema TIPO di reattore batch)
5.2.3 Riscaldamento del fondo e delle pareti
Mediante il sistema di riscaldamento del fondo e delle pareti del digestore,
tutta la superficie del digestore è sfruttata per trasmettere calore. L’impianto di
riscaldamento è integrato nella struttura e predisposto all’interno delle pareti e
della pavimentazione in cemento in fase di costruzione de digestori, in modo tale
da non interferire con le operazioni di movimentazione all’interno del digestore
stesso. Il percolato spruzzato sulla biomassa è opportunamente riscaldato
mediante uno scambiatore sfruttando il calore recuperato dal cogeneratore. Con
tale sistema si realizza un controllo ottimale della temperatura all’interno del
digestore.
5.2.4 Portelloni
La chiusura dei digestori dell’impianto è assicurata da portelloni a perfetta
tenuta di gas, azionati da un sistema idraulico. Tale tenuta è realizzata mediante

Relazione Tecnica 18
una guarnizione che viene gonfiata all’atto della chiusura del portellone. Il sistema
automatico di apertura provvede allo sgonfiamento preventivo della guarnizione.
La guarnizione di tenuta è fissata ai portelloni che sono equipaggiati di un
sistema di apertura verso l’alto, in modo da evitare danni durante le operazioni di
riempimento e svuotamento eseguite mediante mezzi a ruota. L’impianto di
digestione anaerobica viene fatto funzionare in condizioni di lieve sovrapressione
(pari a circa 20 hPa1). In tale modo si contengono, anche in caso di mancata
tenuta dei dispositivi, la formazione di pericolose miscele aria/metano e i rischi di
esplosione.
5.2.5 Unità di digestione realizzate con sistema modulare
Le unità di digestione sono realizzate in calcestruzzo e sono riempite tramite
caricatrice a ruota o pala gommata. Per consentire il trattamento dei quantitativi di
FORSU previsti l’impianto è composto da 8 unità disposte in batteria e messe in
funzione in modo sfasato ad intervalli di tempo prestabiliti.
Poiché l’impianto utilizza biomasse ad elevato contenuto di sostanza secca, il
volume complessivo dei digestori necessario per il trattamento è inferiore a quello
richiesto da un impianto a umido. Di conseguenza l’intero impianto risulta essere
estremamente compatto. Grazie alla costruzione modulare realizzata con unità di
digestione (biodisgestori), in caso di necessità d’incremento della capacità di
trattamento, è possibile ampliare l’impianto senza grandi difficoltà. Il processo di
digestione anaerobica a secco si integra perfettamente ai processi aerobici degli
impianti di compostaggio e di stabilizzazione della frazione organica. Le frazioni
organiche di scarti e rifiuti possono essere valorizzate per produrre energia, senza
dover modificare la linea di trattamento dei liquidi. Le attrezzature ed i macchinari
disponibili possono essere utilizzati anche per la gestione dell’impianto di
produzione del biogas. La digestione anaerobica a secco, in definitiva, può essere
1 Hpa, ovvero ettopascal = 100 pascal = 1 millibar mbar. Quindi 20 hpa corrispondono a 20 mbar

Relazione Tecnica 19
integrata nei processi di compostaggio come fase di trattamento aggiuntiva con
notevoli vantaggi ambientali ed economici.
5.2.6 Utilizzo e sfruttamento del biogas
La resa in biogas realizzabile attraverso la digestione anaerobica a secco è
analoga a quella ottenibile con processi di digestione a umido.
Grafico 1: Resa in biogas da digestione anaerobica della frazione organica dei rifiuti solidi urbani proveniente dalla raccolta differenziata (FORSU)
La curva della resa di biogas del grafico è stata ottenuta sperimentalmente
presso un impianto di digestione a secco della città di Monaco di Baviera
utilizzando la FORSU proveniente dal Comune di Padova (in data 24.09.04 sono
state inviate a Monaco 150 ton)
È necessario sottolineare il basso contenuto di zolfo e l’elevato contenuto di
metano presenti nel biogas prodotto mediante digestione anaerobica a secco. Un
trattamento di filtrazione con carboni attivi consente di abbattere il modesto carico
di composti solforati al fine di minimizzare gli impatti ambientali e ridurre le
iogas l/Kg (o m3/t)

Relazione Tecnica 20
operazioni di manutenzione del cogeneratore. Il biogas ottenuto viene prima
deumidificato attraverso un condensatore e poi sottoposto alle misure quantitative
e qualitative. Attraverso un sistema di regolazione il biogas viene inviato all’unità di
cogenerazione che è dimensionata in base alla portata di biogas prodotto, in modo
da evitare la necessità di stoccaggio del biogas in gasometri esterni, che
risulterebbe dispendiosa e rischiosa. Il volume complessivo delle unità di
digestione non occupato dalla biomassa funge da zona di immagazzinamento
temporaneo del biogas. Il biogas è avviato al cogeneratore che produce energia
elettrica ed energia termica. L’energia elettrica prodotta viene ceduta alla rete
elettrica locale, alle condizioni economiche stabilite dalla normativa e dal mercato.
Il calore ottenuto viene sfruttato in minima parte per il riscaldamento dell’impianto,
mentre la maggior parte verrà impiegata per essiccare i fanghi del vicino
depuratore. La scelta di questo sito per la localizzazione dell’impianto è dovuta
principalmente alla possibilità di sfruttare la potenza termica prodotta dal
cogeneratore.
5.2.7 Sicurezza
L’impianto di digestione anaerobica a secco è progettato con standard di
sicurezza molto elevati. In nessuna fase operativa può verificarsi la formazione di
miscele gassose a rischio di esplosione.
Prima dell’apertura dei digestori, ad esempio, viene effettuato lo svuotamento
preventivo del biogas presente all’interno per evitare che l’ingresso di aria
all’esterno possa determinare la formazione di una miscela esplosiva. Durante le
fasi di riempimento e svuotamento, un dispositivo di aspirazione, posto nella parte
posteriore del digestore, provvede all’afflusso continuo di aria fresca all’interno del
digestore stesso. Questo sistema di aerazione evita il ristagno di cattivi odori

Relazione Tecnica 21
all’interno del digestore in presenza dell’operatore addetto alla movimentazione
del materiale con pala gommata.
La presenza di sensori permette di impedire la chiusura involontaria dei
portelloni durante la permanenza dell’operatore all’interno dei digestori. Inoltre, la
disposizione della sala di controllo e comando è tale da permettere all’operatore,
un controllo visivo diretto dei portelloni dei digestori. Sono previste misure di
sicurezza anche per la prevenzione e la gestione di eventuali anomalie di
funzionamento. Ad esempio, il sistema di apertura dei portelloni, azionato
mediante controllo idraulico, è realizzato in modo tale da non permettere la
chiusura accidentale in caso di guasto al sistema idraulico. E ancora, nel caso in
cui il biogas non possa essere alimentato al cogeneratore, può essere bruciato in
condizioni controllate tramite un dispositivo a torcia.
5.2.8 Monitoraggio, gestione ed ottimizzazione tramite software
L’impianto di digestione anaerobica a secco viene controllato e gestito anche
a distanza (es. via Internet) da un sofisticato software sviluppato ad hoc. È
possibile regolare i parametri di processo ed intervenire sulle condizioni di
esercizio delle singole unità di digestione, agendo, ad esempio, sul sistema di
ricircolo del percolato, sull’impianto di riscaldamento e sui parametri operativi
dell’unità di cogenerazione. Il monitoraggio continuo dei parametri di
funzionamento permette di conseguire un’ottimizzazione continua del processo

Relazione Tecnica 22
stesso, e quindi di massimizzare la resa in biogas ed energia elettrica
dell’impianto.
5.2.9 Utilizzo della biomassa digestata
Al termine del ciclo di digestione anaerobica, l’unità di digestione è svuotata
dalla biomassa digestata per mezzo di una pala gommata.
Poiché i rifiuti umidi sono un materiale ad elevato contenuto di sostanza
secca, non si rende necessario nessun dispendioso trattamento di pressatura, né
di separazione delle fasi liquide e solide. Il prodotto della digestione è avviato per il
50% direttamente alla successiva fase di compostaggio2 e per il restante 50%
viene utilizzato come acceleratore del processo per i rifiuti freschi inseriti nel
tunnel di digestione.
Il digestato può essere utilizzato, nel rispetto della normativa vigente, per
produrre compost di qualità, previa stabilizzazione. Non sono infatti da trascurare
gli aspetti di igiene del materiale in quanto esso ha subito un riscaldamento per 28
giorni ad una temperatura massima di 37-38°C, ben lontana dalla temperatura
minima di igienizzazione di 55°C. In base alla natura del substrato, attraverso una
corretta gestione delle fasi del successivo processo aerobico di compostaggio,
2 In caso di FORSU con elevata percentuale di scarti occorrerà in seguito procedere a triturazione e vagliatura del materiale.

Relazione Tecnica 23
grazie anche al riscaldamento spontaneo della massa, è possibile raggiungere
temperature che permettono l’igienizzazione del compost, eliminando germi
patogeni, larve e uova di parassiti eventualmente presenti e inattivando i semi di
molte piante infestanti.
Il compost stabilizzato, ottenuto dal trattamento aerobico del digestato,
rappresenta un concime organico di qualità, ricco di composti elementari
fertilizzanti e sali minerali, che può essere utilizzato in agricoltura o nel
giardinaggio.
5.3 LOCALI TECNICI ADIACENTI AI FERMENTATORI
Adiacenti ai fermentatori sono previsti dei locali tecnici in muratura e riscaldati.
La sala controllo di processo è anch’essa riscaldata e provvista di finestre.
All’interno trovano spazio, oltre al sistema di controllo e monitoraggio del
processo, il sistema di trattamento del biogas, il collettore di distribuzione del
percolato e della distribuzione del calore di riscaldamento dei fermentatori,
compresi i controlli di pressione, le varie pompe e i sistemi di regolazione.
5.4 LOCALE COGENERATORE
Il locale cogeneratori occupa una superficie di circa 100 m². Ha una altezza di
3,6 m circa. E’ dotato di porte e finestre con classe di fonoassorbenza III.
Tutto il locale è isolato acusticamente al fine di minimizzare le emissioni di
rumore. Le prese d’aria sono dotate di silenziatore.
5.5 TUBAZIONI DEL BIOGAS
Il circuito di raccolta e trasporto del biogas dai singoli fermentatori, dotato di
sistema di sicurezza contro sovrapressioni, viene realizzato in acciaio inox V4A. Il
biogas raccolto, dopo essere stato deumidificato attraverso un gruppo frigorifero,

Relazione Tecnica 24
viene inviato ad un compressore, dotato di inverter, per portarlo alla pressione
costante di 80 mbar. Tale pressione permette di garantire, ai due cogeneratori, il
biogas alla pressione di alimentazione corretta.
L'acqua di condensa prodotta dalla deumidificazione dei biogas viene raccolta
e reimessa nel ciclo di percolato.
5.6 SISTEMA DEL PERCOLATO
Per il mantenimento delle condizioni di umidità ideali viene continuamente
irrorata di percolato la massa dei rifiuti in fase di digestione anaerobica. L’impianto
è dotato perciò di un sistema di raccolta, trasporto, stoccaggio, pompaggio,
regolazione del percolato prodotto.
Ogni tunnel anaerobico è dotato di pozzetti di raccolta dotati di pompa ad
immersione che invia, previo trattamento di vagliatura, fino al serbatoio di
stoccagio del percolato. Dal serbatoio, il percolato viene nuovamente spruzzato,
tramite un'altra pompa, sul substrato nel fermentatore.
Il serbatoio raccolta percolato è costituito con cemento armato a tenuta di gas,
chiuso nella parete superiore e costruito mediante sistemi che ne garantiscono la
tenuta.
Il serbatoio di percolato è riscaldato, le condutture termiche sono in materiale
plastico DN 20 ed isolato (pareti e soffitto con coibentazione in polistirolo o
polivinile espanso).
La parete è rivestita con lamiere trapezoidali rivestite in materiale plastico. Il
soffitto è rivestito da una lamina sintetica e da un riporto in pietrisco.

Relazione Tecnica 25
5.7 SISTEMA DI AEREAZIONE PER I FERMENTATORI (FASE CARICO/SCARICO)
Le condutture del sistema di aereazione sono realizzate in acciaio inox
DN300. Numerose valvole pneumatiche DN300 e diversi ventilatori assicurano,
insieme al sistema computerizzato di controllo di processo e azionamento
dell'impianto una produzione sicura contro il pericolo della creazione di una
miscela esplosiva prima dell'apertura della porta del relativo fermentatore.
Contemporaneamente, questa tecnologia assicura un'adeguata aereazione del
relativo fermentatore dopo l'apertura e durante il riempimento e lo svuotamento
dello stesso.
5.8 MODULI DI COGENERAZIONE
La produzione di energia elettrica e termica avviene dalla combustione del
biogas attraverso due motori cogenerativi della potenza elettrica di 499 kW
cadauno. Attraverso scambiatori di calore viene prodotta anche acqua calda
(temperatura 85°C) necessaria anche per il riscaldamento dei digestori e del
serbatoio di raccolta del percolato prodotto dalla digestione anaerobica.
La parte prevalente viene raffreddata tramite un radiatore posto sul tetto
dell'aera dei cogeneratori e regolato a riflusso.

Relazione Tecnica 26
Quando sarà attivato l’essicatore dei fanghi di depurazione tutto il calore
prodotto dai gruppi cogenerativi verrà impiegato e quindi non dissipato.
Tutte le condotte di riscaldamento all'esterno dei fermentatori sono in acciaio e
vengono isolate e dotate di protezione con lamierino in acciaio zincato o di
alluminio.
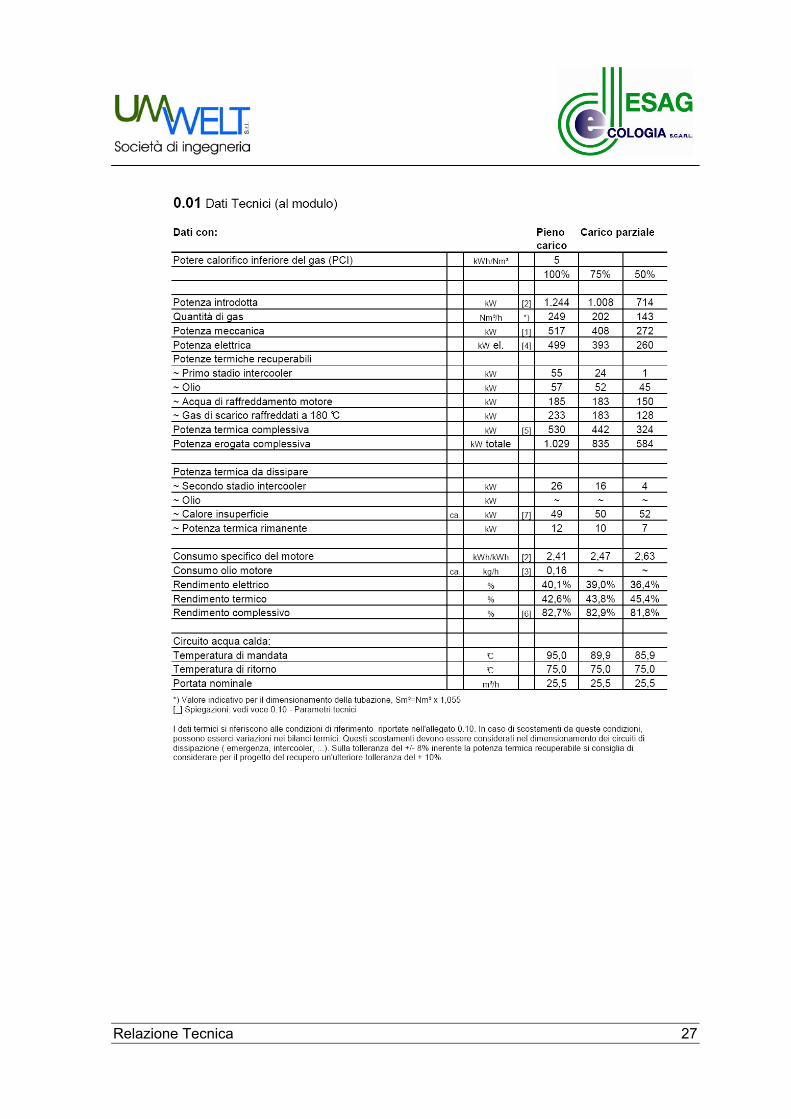
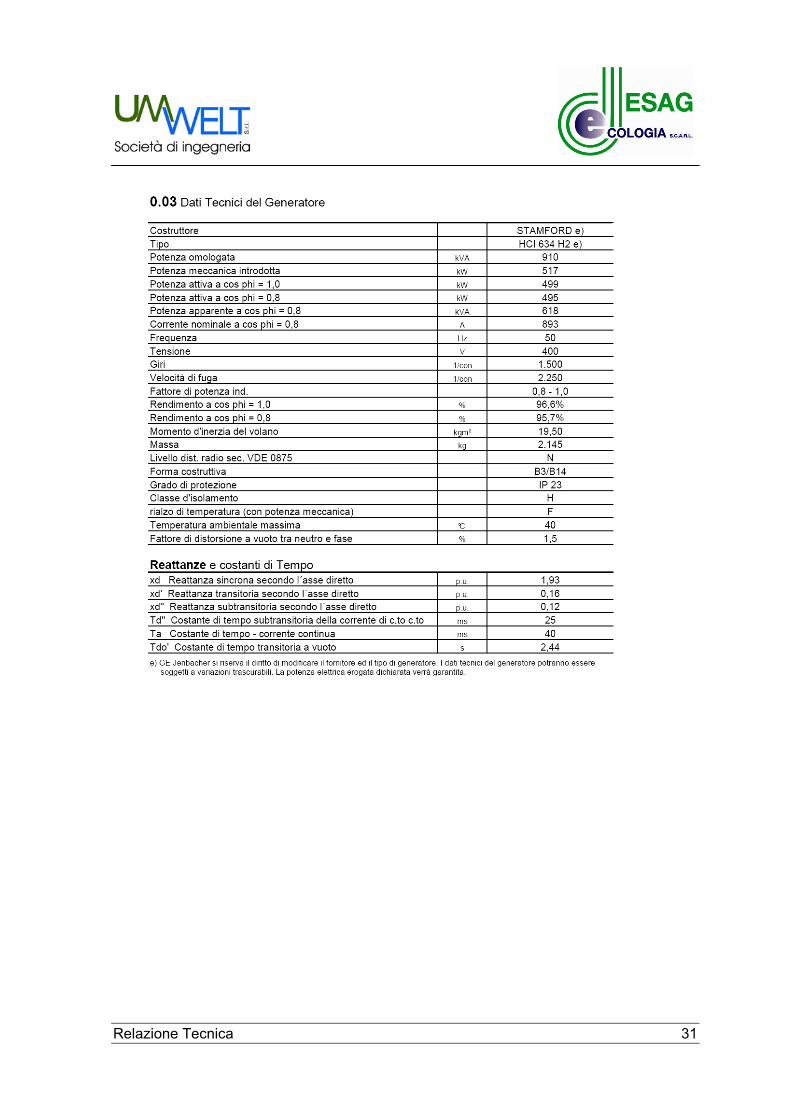
DATI TECNICI DEI MOTORI
Relazione Tecnica 27

Relazione Tecnica 28

Relazione Tecnica 29

Relazione Tecnica 30
Relazione Tecnica 31

Relazione Tecnica 32

Relazione Tecnica 33
5.9 TORCIA
Nel caso di fermate dei cogeneratori, il biogas in eccesso può essere bruciato
attraverso una torcia di emergenza. Essa sarà con accensione di sostegno
attraverso un serbatoio di gas liquido.
5.10 TECNICA DI MISURAZIONE DEI GAS
Con un apparecchio di misurazione ad infrarossi vengono costantemente
misurate le quantità di metano, anidride carbonica e ossigeno in ogni
fermentatore. Le quantità di gas prodotte vengono poi rilevate da un contatore
delle quantità di gas.
5.11 CONTROLLO
Il controllo dell'impianto avviene attraverso un insieme di strumenti, sensori
cablati e gestiti tramite PLC. Tutte le schede I/O necessarie sono inserite in un
quadro elettrico ad armadio.
La programmazione consente il funzionamento totalmente automatico
dell'impianto.
Relazione Tecnica 34
5.12 MONITORAGGIO A DISTANZA DELL'IMPIANTO
Il controllo consente, con l'ausilio di un telefono, tramite un collegamento PC,
di interrogare e controllare lo stato dell'impianto in tempo reale.
Relazione Tecnica 35
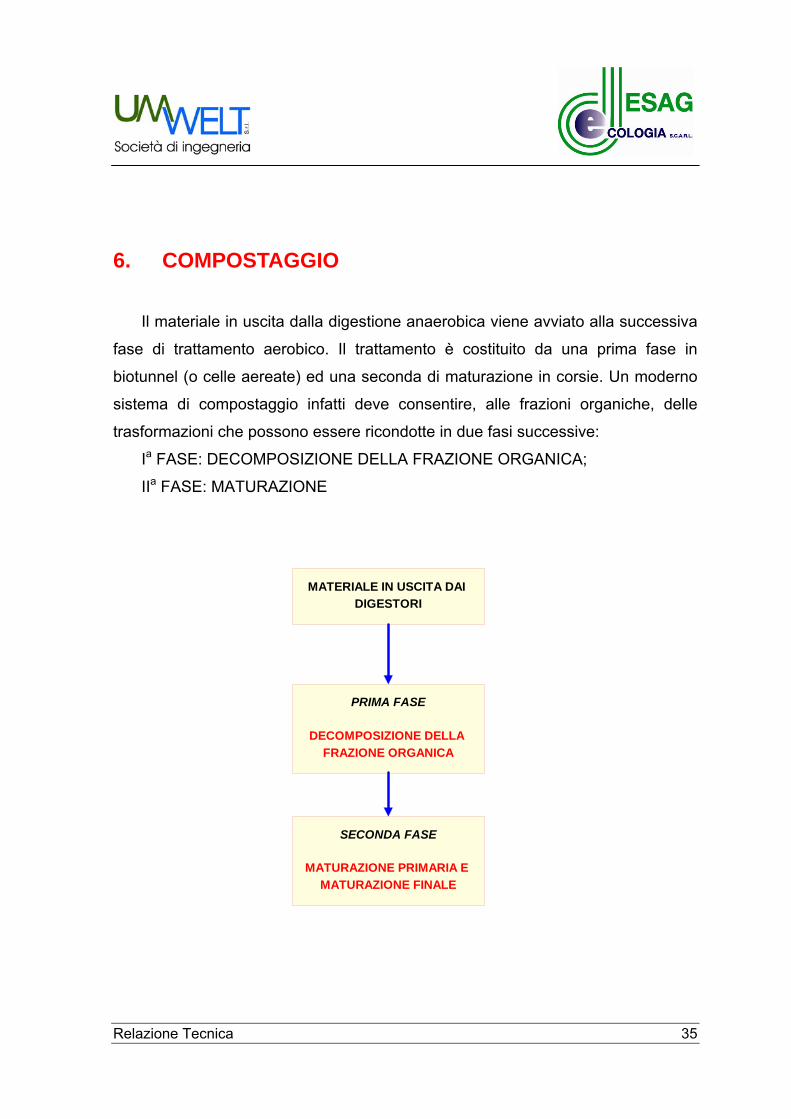
6. COMPOSTAGGIO
Il materiale in uscita dalla digestione anaerobica viene avviato alla successiva
fase di trattamento aerobico. Il trattamento è costituito da una prima fase in
biotunnel (o celle aereate) ed una seconda di maturazione in corsie. Un moderno
sistema di compostaggio infatti deve consentire, alle frazioni organiche, delle
trasformazioni che possono essere ricondotte in due fasi successive:
Ia FASE: DECOMPOSIZIONE DELLA FRAZIONE ORGANICA;
IIa FASE: MATURAZIONE
MATERIALE IN USCITA DAI DIGESTORI
PRIMA FASE
DECOMPOSIZIONE DELLA FRAZIONE ORGANICA
SECONDA FASE
MATURAZIONE PRIMARIA E MATURAZIONE FINALE

Relazione Tecnica 36
6.1 Ia FASE: DECOMPOSIZIONE DELLA FRAZIONE ORGANICA;
Il processo di compostaggio ha inizio non appena il substrato organico viene
correttamente messo in cumulo con la fase di destrutturazione della frazione
organica più facilmente degradabile (zuccheri, acidi organici, aminoacidi) ad opera
di microrganismi aerobi, con consumo di ossigeno, liberazione di CO2 e
produzione di energia (calore), necessaria per portare la temperatura del cumulo
di rifiuti umidi progressivamente fino al regime termofilo (vedi Capitolo 13). Questa
fase può durare per alcune settimane e anche più di un mese, a seconda del tipo
di impianto o tecnologia impiegata.
L'impianto di compostaggio proposto, per questa prima fase, (secondo una classificazione Novem, 1994) è del tipo senza rivoltamento, in luogo coperto e avente come bioreattore il tunnel con alimentazione di tipo Batch; la durata del processo è prevista in 14 giorni.
I tunnel sono dei box rettangolari dove l'ambiente è controllato strettamente
per mezzo di un computer che regola l'immissione di aria, attraverso un pavimento
perforato.
Un grande numero di questi tunnel è in uso in tutto il mondo per produrre centinaia
di migliaia di tonnellate di compost ogni anno.
I tunnel lavorano con il principio di compostare un carico di rifiuti alla volta con uno stretto controllo dei parametri di processo a cui segue una maturazione primaria di 35 giorni in capannone chiuso, su corsie o aie dotate di areazione forzata e sucessivi 13 giorni di maturazione finale in cumulo sotto tettoia. I benefici principali dei tunnel sono:
• flessibilità del materiale trattato;
• ottimo controllo del processo
• condizioni di lavoro accettabili
• bassa manutenzione
Relazione Tecnica 37
• limitato tempo di trattamento
• basso impatto ambientale
L'intera linea di trasformazione delle frazioni organiche è stata strutturata in
modo da avere un accurato controllo delle fasi e dei processi di produzione che
hanno diretta influenza sulla qualità finale del prodotto.
L'impianto di trattamento e' costituito da una serie di tunnel chiusi indipendenti e
modulari, dove avviene l'operazione di stabilizzazione biologica del rifiuto. Essi
sono attrezzati, come detto, per il controllo di tutti i parametri operativi di processo.
Ogni tunnel e' realizzato in modo da essere perfettamente isolato dall'ambiente
esterno e quindi in grado di garantire un trattamento dei rifiuti in condizioni
ambientali assolutamente sicure.
Ogni tunnel e' dotato di tutti i necessari sistemi per la distribuzione dell'aria di
processo, per la raccolta ed il convogliamento dell'aria esausta e per il recupero
dei percolati.
Per quanto attiene alla distribuzione dell'aria di processo, il tunnel e' realizzato in
modo da presentare un sistema non intasabile di insufflazione aria posto nel
pavimento in calcestruzzo del tunnel e distribuito con maglia molto fitta.
Il rifiuto viene caricato nel tunnel mediante l'uso di una pala gommata che opera
nell'area di manovra posta tra l’area dei tunnel anaerobici e i tunnel aerobici, di
larghezza pari a circa 20 m. Il tunnel, una volta caricato, viene chiuso ed ha inizio
la fase di trattamento mediante l'invio di aria dal comparto inferiore attraverso la
massa di rifiuti per mezzo di idonei ventilatori.
All'interno del tunnel sono previsti sistemi di distribuzione e ricircolazione dell'aria
di processo attraverso i rifiuti.
Tutti i parametri di processo sono controllati da computer che permette di
alimentare quando necessario aria fresca al tunnel e spurgare periodicamente le
acque prodotte.
Il ricircolo dell'aria permette di controllare i principali parametri di processo quali
temperatura, umidità, concentrazione di ossigeno ed anidride carbonica.

Relazione Tecnica 38
L'aria di processo esausta viene successivamente trattata per eliminare
l'ammoniaca e gli odori in un sistema costituito da uno scrubber ad acqua e a valle
da un biofiltro, situato nel tetto.
Ogni tunnel presenta dimensioni di 28 m di lunghezza x 5,5 m di larghezza x 5 m
di altezza.
Al termine del processo i rifiuti trattati vengono scaricati per mezzo di pale
gommate e avviati alla fase di maturazione primaria in aia areata.
Potenzialità annua di trattamento 30.637 t/annon° giorni anno di trattamento 312,0 gCapacità giornaliera di trattamento 98,2 t/gDurata del processo 14 giorniPotenzialità trattamento su 7g 84,2 t/7gDensità media del materiale 0,6 t/m3Volume digesato a trattamento 1.963,9 m3Larghezza tunnel 5,5 mLunghezza tunnel 26 mAltezza tunnel 5 mAltezza materiale nel tunnel 2 mVolume singolo tunnel 286 m3Capacità singolo tunnel 171,6 t/tunneln° giorni per singolo tunnel 2 tunneln° Tunnel necessari 6,87n° Tunnel vuoti 1n° Totale Tunnel necessari 8Carico specifico sul pavimento 1,2 t/m2
DIMENSIONAMENTO TUNNEL
Come si vede dalla tabella di calcolo sopra sono necessari n°7 tunnel + n°1
tunnel vuoto per le operazioni transitorie di carico/scarico del materiale e/o per i
periodi di manutenzione programmata dei singoli tunnel.
6.2 IIA FASE: MATURAZIONE PRIMARIA E FINALE
Con la scomparsa dei composti più facilmente più degradabili, metabolizzati
nella prima fase, i processi metabolici di decomposizione interessano molecole

Relazione Tecnica 39
organiche più complesse e si attuano con processi più lenti, anch’essi variabili in
funzione del sistema impiantistico scelto.
L’impianto proposto prevede, per il trattamento dei rifiuti in uscita dalla prima
fase di compostaggio in biotunnel:
1. una fase di maturazione primaria di 35 giorni in corsia areata,
sempre al chiuso, con controllo di tutti i parametri di processo
2. una maturazione finale sotto capannone chiuso in due lati (lato nord e lato est) di 13 giorni.
Nelle corsie areate l’aria necessaria al processo viene insufflata sulla massa
attraverso canalette ricavate sulla pavimentazione e alimentate da plenum e unità
ventilanti poste nella zona retrostante.
Il dimensionamento delle corsie areate è riportato nella tabella sottostante che
dimostra come la superficie in progetto consente di garantire un trattamento di
maturazione primaria per 35 giorni consecutivi.

Relazione Tecnica 40
Potenzialità annua di trattamento 26.041 t/annon° giorni anno di trattamento 312,0 gCapacità giornaliera di trattamento 83,5 t/gDurata del processo 35 giorniPotenzialità trattamento su 7g 71,5 t/7gDensità media del materiale 0,55 t/m3Volume compost trattamento 4.552,7 m3Larghezza corsia Lac 7,5 mLunghezza corsia Luc 25,5 mAltezza corsia Hc 4 mAltezza materiale in corsia 3,5 mVolume singola corsia 669,375 m3n° corsie necessari 6,801381 corsien° corsio vuote 1 corsien° Totale corsie 8 corsieVolume complessivo corsie 4552,675Superficie complessiva corsie 1492,014 m2Superficie singola corsia 191,25 m2Capacità singola corsia 368,2 tn° giorni per riempire singola corsia 4 g/corsiaCarico specifico sul pavimento 1,93 t/m2
DIMENSIONAMENTO CORSIE AREATE
Come si vede dal calcolo della tabella sopra ogni 4 giorni viene riempita una
corsia delle dimensioni di 7,5 m x 25,5 m di lunghezza. Vengono mediamente
riempite ad una altezza massima di 3,5 metri.
Complessivamente servono n°7 corsie e come nell’impianto di biodigestione
vi è una corsia areata in più da usare in caso di avarie o manutenzione di una
delle altre.
Dopo aver trascorso 35 giorni di trattamento di maturazione primaria in corsia
areata il materale viene estratto con la pala meccanica e depositato nello
stoccagio finale posto nel capannone A2.
In tale stoccaggio rimane per altri 13 giorni e rivolato periodicamente con la
pala meccanica.

Relazione Tecnica 41
Potenzialità annua di trattamento 20.684 t/annon° giorni anno di trattamento 312,0 gCapacità giornaliera di trattamento 66,3 t/gDurata del processo 13 giorniPotenzialità trattamento su 7g 56,8 t/7gDensità media del materiale 0,4 t/m3Potenzialità di trattamento in volume 166 m3/gVolume compost trattamento 1.846,8 m3Coeff. riduttivo capacità di forma 0,7Volume Stoccaggio effettivo 2638 m3Larghezza stoccaggio 28 mLunghezza stoccaggio 20 mAltezza stoccaggio 5 mAltezza materiale stoccaggio 3,5 mVolume Stoccaggio 1960 m3Superficie Stoccaggio 560 m2
DIMENSIONAMENTO STOCCAGGIO FINALE
Complessivamente il trattamento dura 90 giorni.

Relazione Tecnica 42
6.3 SISTEMA DI TRATTAMENTO ARIA
L’aria necessaria per il processo di compostaggio viene prelevata dai vari
reparti dell’impianto in modo da garantire un corretto grado di depressione e di
ricambio d’aria.
L'impianto di ventilazione è dimensionato per garantire N. 3 ricambi d'aria per
ora.
Tutte le zone dell’edificio, ad eccezione della zona di maturazione secondaria
finale, sotto tettoia non tamponata lateralmente, sono servite da un sistema di
aspirazione dell'aria interna.
Dettaglio con i ricambi orari e le relative portate di aria degli ambienti interessati
Ricezione rifiuti 6.100 3 18.300 Fronte tunnel e digestori 9.600 3 28.800 Corsie areate 17.800 3 53.400 TOTALE ARIA A BIOFILTRAZIONE 33.500 100.500
ZONA Volumem3 n° ricambi Portata
m3/h
L’aria necessaria al processo delle biocelle aerobiche e della maturazione primaria
in aia, viene prelevata dalle zona di conferimento e dalla zona di caricamento della
biocelle.
Il sistema di estrazione dell'aria dalla zona ricezione e della zona di selezione
è costituito da canalizzazioni in acciaio inox, dotato di n° 1 estrattore d'aria
costituito da un ventilatore elicoidale con tamburo in lamiera di acciaio stampato a
doppia flangia (EVF) forato per ancoraggio a parete o fra tubazioni. Il ventilatore è
con girante pressofusa in lega leggera (antiscintilla) con pale a profilo alare,
Relazione Tecnica 43
equilibrata dinamicamente, montata a sbalzo sull'albero del motore. L'angolazione
delle pale della girante è regolabile a ventilatore fermo. Il senso dell'aria è dal
motore alla girante.
L'impianto di estrazione a servizio è in grado di fornire una portata d'aria di
120.000 mc/h.
La rete di estrazione dell'aria sarà realizzata con canalizzazioni a sezione
rettangolare, costruite con componenti normalizzati in categoria "A", eseguite in
lamiera di acciaio inossidabile x5CrNi1810 (AISI 304) spessori 0.8 mm fino a
diam.500 mm, 1.0 mm da 510 a 800 mm, 1.2 da 800 a 1000 mm, 1.5 mm da 1100
a 1700 mm.
Le canalizzazioni previste saranno dotate di una serie di bocchette di
aspirazione laterali da posizionare in corrispondenza delle postazioni piu'
significative dalla linea di trattamento. Sarà inoltre collegata anche la tubazione di
aspirazione dell'aria dai cumuli di maturazione compost, al fine di eliminare ogni
rischio di propagazione di eventuali esalazioni moleste da tali materiali.
Le canalizzazioni trasferiranno l'aria aspirata mediante idonei ventilatori e la
mescoleranno con quella esausta proveniente dal trattamento nei tunnel per
avviarla al lavaggio nello scrubber e successivamente ai biofiltro.
6.3.1 Il Biofiltro
In un impianto di compostaggio moderno, il sistema di trattamento delle
emissioni necessario per garantire l’assenza di odori molesti sia dalla zona di
trattamento dei rifiuti, sia dall’aria esausta dal reparto di compostaggio, è di
fondamentale importanza per mantenere accettabili condizioni dei lavoratori e il
consenso della popolazione limitrofa all'impianto.
La biofiltrazione è un sistema di controllo dell’inquinamento dell’aria che usa
un materiale biologicamente attivo per assorbire/adsorbire composti chimici dal
flusso d’aria, trattenerli e ossidarli biologicamente.

Relazione Tecnica 44
I biofiltri sono usati principalmente per il trattamento degli odori e dei composti
organici volatili (VOV). Il terreno può essere considerato un materiale utilizzabile
come biofiltro. Comunemente, ad esempio, la ricopertura delle discariche avviene
con terreno che limita la diffusione degli odori, seppure con un basso rendimento.
Infatti l’attività biologica del terreno è decisamente modesta rispetto ad altre
sostanze come cortecce di legno o compost.
Il migliore rendimento di questi ultimi materiali è dovuto ad una maggiore
superficie di contatto e ad una maggiore permeabilità all’acqua, capacità di
trattenere acqua ed in essa trattenere una attiva popolazione microbica.
Il materiale di filtraggio deve avere buone caratteristiche fisico meccaniche per
ridurre i costi di manutenzione. Esso deve essere in grado di assorbire acqua
mantenendo invariate le caratteristiche dimensionali di partenza, non si deve
compattare nel tempo, deve avere le caratteristiche chimico biologiche richieste
per fornire un equilibrato ambiente per il mantenimento della vita microbica;
Il biofiltro previsto in questo progetto è costituito da un mix di materiali in grado
di soddisfare tutte caratteristiche sopra esposte. Esso è costituito da un miscuglio
di compost maturo, cortecce e segatura di legno.
Un biofiltro è dimensionato in funzione:

Relazione Tecnica 45
1. della portata di aria da trattare
2. dalla concentrazione di inquinanti
3. dal tempo di residenza all’interno del biofiltro (i tempi di residenza tipici variano
da 30 a 60 secondi, nel caso di impianti di compostaggio)
La biofiltrazione è un trattamento biologico che utilizza microrganismi
contenuti in un materiale poroso per la rimozione degli inquinanti. Questo significa
mantenere durante l’esercizio dell’impianto condizioni ottimali per l’attività della
flora microbiologica, come:
Umidità
I batteri attivi in un biofiltro richiedono un ambiente acquoso. L’efficienza di
rimozione decresce significativamente se il biofiltro diventa secco. Il contenuto di
umidità è quindi un parametro importante per un biofiltro.
I biofiltri devono operare con un contenuto di umidità più grande possibile
devono avere la capacità di trattenere la maggior quantità di acqua senza
precludere il passaggio dell’aria.

Relazione Tecnica 46
Segatura, pezzi di corteccia e altri elementi sono per questo aggiunti per
migliorare le qualità di drenaggio e mantenere la porosità nonostante un alto
contenuto di umidità.
L’acqua può essere aggiunta:
1. attraverso uno scrubber, umidificando il flusso in ingresso
2. usando un sistema a sprinkler sopra o all’interno del biofiltro.
L’impianto in oggetto è dotato sia di uno scrubber ad acqua che di un sistema
sprinkler.
I gas di processo del compostaggio sono generalmente vicini alla saturazione
e ad elevata temperatura e sono spesso inviati al biofiltro senza addizionale
umidificazione.
Il fatto che il gas sia saturo non implica necessariamente che nel biofiltro ci
siano condizioni di umidità di saturazione in quanto questo dipende da molti altri
fattori. Se il biofiltro ha compost non maturo (ancora in fase di maturazione) o la
concentrazione degli inquinanti in ingresso è alta ci sarà produzione di calore
dovuto alla decomposizione, ciò porta ad un aumento della temperatura sopra la
soglia di saturazione e quindi ad una perdita netta di acqua.
La situazione opposta si verifica se l’attività del biofiltro è bassa o se vi è una
limitata concentrazione di inquinanti nel gas in ingresso, la dispersione del calore
causa un abbassamento della temperatura dei gas saturi in ingresso; si ha così la
condensazione di una certa quantità di acqua che porta ad un aumento netto di
contenuto di acqua nel biofiltro. Ciò spiega come durante il funzionamento alcuni
biofiltri senza sistemi di controllo possano diventare troppo secchi ed altri troppo
umidi.
Per questi motivi e poiché l’elevata portata di aria da trattare ( 4 ricambi orari
in tutte le zone dell’edificio tecnologico) non essendo impiegata come aria primaria
per il processo di compostaggio e quindi umidificata, abbiamo ritenuto necessario

Relazione Tecnica 47
installare uno scrubber ad acqua in grado di umidificare e raffreddare l’aria prima
di entrare nel biofiltro.
Controllare il bilancio di umidità all’interno dei biofiltri è quindi di fondamentale
importanza per ottenere un funzionamento ottimale.
Nutrienti
Il materiale del biofiltro deve contenere i nutrienti necessari per supportare
l’attività biologica. I composti inquinanti e odorosi sono generalmente la sorgente
di energia, mentre i nutrienti forniti dal materiale del biofiltro sono generalmente
azoto e fosforo. Nel caso di gas provenienti dal compostaggio questi nutrienti e in
particolare l’azoto, sono largamente presenti sottoforma di ammoniaca e azoto
organico.
Temperatura:
La temperatura raccomandata all’interno dei biofiltri è generalmente compresa
da 15 e 30 °C. Una temperatura molto bassa può ridurre la velocità di reazione
mentre temperature sopra i 45°C riducono la le diversità delle specie batteriche.
Dati tecnici del biofiltro
• numero di biofiltri realizzati n° 2
• portata di aria da trattare 50.000 m3/h
• Volume materiale filtrante 1.150 m3
• volume unitario 575 m3
• superficie unitaria 319 m2
• superficie totale 638 m2
• materiale filtrante miscela di cortecce+compost
• strato di materiale 2,1 metri
• temperatura max in entrata 45°C
Relazione Tecnica 48
Il biofiltro è costruito in calcestruzzo armato, nella copertura sopra i biotunnel
di compostaggio aerobico. L'aria viene immessa nel materiale filtrante attraverso
dei pannelli forati prefabbricati che rappresentano la pavimentazione del biofiltro.
Un camera di plenum alimenta il pavimento del biofiltro.
Gli eventuali colaticci che si formano vengono raccolti e inviati alla apposita
vasca di raccolta percolati.
6.3.2 Lo scrubber
Tutta l'aria esausta proveniente dai tunnel viene inviata allo scrubber dove è
opportunamente "umidificata", prima dell'invio al biofiltro, mediante un sistema a
"sprinkler". Lo scrubber viene costruito in polietilene. L'acqua è inviata allo
scrubber tramite un sistema controllato di pompaggio e di servovalvole, sempre al
fine di mantenere nello scrubber un insieme equilibrato dei seguenti parametri
nell'aria:
• temperatura;
• umidità;
• pressione di regime;
• massima pressione ammissibile.
Il flusso dell'aria esausta attraverso lo scrubber è assicurato da una soffiante a
comando d'inverter, sensibile ai segnali provenienti dai sensori di pressione situati
nello scrubber.
L'aria portata a temperatura ed umidità previste (U.R.100%, T= 30-35 °C) è
quindi immessa da una condotta nel biofiltro.
I suddetti parametri sono monitorati e governati dal Computer (la temperatura
deve rispettare il range ottimale di 30-35 °C), onde ottenere nella fase di
biofiltrazione l'eliminazione degli odori e la depurazione dell'aria.
L'ottenimento di questo risultato è garantito anche da un sistema di
immissione dosata di aria fresca direttamente nello scrubber.

Relazione Tecnica 49
• temperatura aria di ingresso max 40°C
• umidità aria di ingresso 50% UR
• umidità aria in uscita 90 ± 5% UR
• temperatura di uscita 30 °C
• Portata d'acqua ≈200 mc/h
Durante il processo di lavaggio, la temperatura dell'aria si abbassa
notevolmente.
6.4 IL SISTEMA DI GESTIONE DELLE ACQUE DI PROCESSO
Le acque di processo vengono prodotte in diversi punti dell'impianto (Tav F2).
Si distinguono i seguenti flussi di acque di rifiuto:
- percolato dal reparto di conferimento (area di ricevimento rifiuti);
- percolato dal reparto di formazione delle miscele e caricamento dei tunnel;
- percolato/condensa dai tunnel;
- condensa dall'impianto di trattamento dell'aria;
I flussi di rifiuto inquinanti sono i percolati dell'area di ricevimento (in
particolare dai box di stoccaggio) e dai tunnel. Questi vengono inviati ad un
serbatoio per il percolato e quindi riutilizzati per spruzzare la massa di rifiuti in fase
di compostaggio.
La condensa del locale di compostaggio e dall'impianto di trattamento aria è
inviata anch'essa nel serbatoio del percolato.
Il percolato raccolto, poiché non può essere impiegato direttamente, viene
sottoposto ad un trattamento di filtrazione. In pratica, come si vede dallo schema
della Tav. 10, il sistema di trattamento del percolato è costituito da un insieme di
due vasche in cls:

Relazione Tecnica 50
• una 1a vasca di raccolta da 150 m3 dotata di una pompa di
sollevamento e di un misuratore di livello.
• una 2a vasca da 350 m3.
Quando il misuratore di livello della 1a vasca indica la massima capacità, una
pompa si attiva e scarica il percolato, passando da un filtro meccanico situato nel
locale pompe, nella 2a vasca da 350 m3. In questa vasca confluiscono anche le
condense dell'impianto di estrazione dell'aria e l'acqua di pozzo per l’eventuale
reintegro nel caso il percolato prodotto non sia sufficiente per umidificare tutta la
massa dei rifiuti.
Il liquido contenuto viene anche impiegato per umidificare il cumulo di
materiale in fase di compostaggio. Degli ugelli posti all’interno dei tunnel, in caso
di necessità, emettono liquido umidificante.
Sia la pressione di pompaggio che il livello della vasca sono monitorati
continuativamente.
Sia la rete di raccolta e distribuzione dei percolati come tutte le vasche sono
costruite e collegate in modo da non presentare fuoriuscite o spargimenti
incontrollati. Le vasche sono in cls e impermeabilizzate.
6.4.1 Raffinazione del compost
Per soddisfare le esigenze del cliente, ( ad esempio : il grado di maturazione
desiderato, la dimensione del grano e le sostanze da aggiungere), l’impianto è
dotato di un vaglio di raffinazione. La vagliatura, sebbene non esista una regola
vincolante, è comunque necessaria per soddisfare le richieste del cliente.
La Bundesgütegemeinschaft Kompost (associazione tedesca per la garanzia della
qualità del compost) inserisce la dimensione massima del grano nella lista dei
parametri da specificare. Ciò significa che, quando il compost viene venduto,
occorre specificare la dimensione della maglia usata per la vagliatura.
Relazione Tecnica 51
Le prestazioni della stazione di vagliatura dipendono dalla superficie di
vagliatura, dalla dimensione della maglia e dal materiale.
Per la vagliatura del compost l’impianto di compostaggio è dotato di una stazione di vagliatura fissa con dischi a stella di forometria variabile in modo da separe il compost dal cippato da ricircolare e dagli scarti da smaltire in discarica.
Il compost prelevata dal cumulo di maturazione finale, attraverso pala
meccanica, viene inviato alla tramoggia di alimentazione della stazione di
vagliatura dotata di due zone di forometria:
1. una zona con forometria 15 mm
2. una zona con forometria 100 mm

Relazione Tecnica 52
Il compost raffinato viene raccolto nel bunker in cls sottostante attraverso pala
meccanica e stoccato nell’apposito spazio e/o in container adatti per il trasporto. Il
sovvallo della prima sezione di vagliatura da 25 mm è rappresentato da cippato di
legno e scarti e passa alla seconda sezione da 100 mm. In questa zona i flussi
vengono separati tra scarti da inviare a smaltimento (dimensioni medie > 100 mm)
mentre il cippato di legno, precedentemente triturato, viene raccolto nel bunker
sottostante in quanto dimensionalmente in genere inferiore a 100 mm.
L’utilizzazione del cippato residuo della vagliatura dipende dal grado di
impurità. Se non vi è la presenza di grandi porzioni di impurità, il materiale
grossolano e parzialmente maturo ricco di microrganismi (batteri, ecc.) viene
stoccato per essere reimpiegato per la formazione delle miscele da avviare a
compostaggio. L’introduzione di questo materiale accelera l’inizio della fase di
compostaggio nei tunnel.
6.4.2 Collocazione del prodotto compost
Il presente progetto prevede lo spazio per poter integrare, se il mercato lo
richiederà, con una macchina insacchettatrice del compost raffinato.

Relazione Tecnica 53
E’ prevista anche la possibilità di produrre delle miscele qualitativamente
buone da un punto di vista agronomico attraverso l’aggiunta di altri componenti
come torbe, ecc.
Tutto questo per accrescere le qualità agronomiche e produrre un compost
commerciabile.

Relazione Tecnica 54
7. INFRASTRUTTURE
7.1 EDIFICIO TECNOLOGICO PER TRATTAMENTI
Lo stoccaggio temporaneo e tutte le operazioni di trasformazione dei rifiuti
avvengono all'interno di due edifici tecnologi.
• Edificio tecnologico A1 contenente i fermentatori, le biocelle
aerobiche e le corsie areate. Superficie coperta 8550 m2
• Edificio tecnologico A2 contenente la zona di maturazione finale, la
stazione di vagliatura compost, l’officina e il magazzino ricambi. Tale
edificio è chiuso solo su due lati rispettivamente il lato Nord e il lato Est.
Superficie complessiva 2462 m2.
Entrambi sono previsti con strutture prefabbricate in accaio che, nella zona dei
digestori anaerobici e dei tunnel aerobici si integrano con strutture realizzate in
opera.
Tale edificio è realizzato con l'utilizzo di elementi prefabbricati in acciaio. Il
capannone è tamponato su tutti i lati perimetrali ed il tamponamento poggia su un
muretto perimetrale in c.a. ad altezza variabile (vedere tavole progettuali)
La progettazione del capannone è in accordo alle normative italiane.
PRESCRIZIONI SUI MATERIALI:
Calcestruzzo
Nella realizzazione dell’opera si utilizzeranno i seguenti materiali:
- Calcestruzzo per fondazioni: Rck= 25 N/mmq.
- Calcestruzzo per solai ed opere in c.a. Rck= 30 N/mmq.
- Calcestruzzo per opere prefabbricate Rck= 50 N/mmq.
Relazione Tecnica 55
- cemento tipo Portland “325”
- rapporto acqua/cemento ≤ 0.5
- dimensione massima degli inerti : 16mm
- copriferro netto (riferito all' armatura più esterna) : 3 cm
- Acciaio ad aderenza migliorata FeB 44k
- Acciaio in trefoli FeB 44k
- Rete elettrosaldata φ 8/20x20 di ripartizione
- Magrone: dosaggio minimo di cemento 1.5kN/m3 (150kg/m3) di impasto.
Per tutti i getti si prescrive l’uso a regola d’arte del vibratore, che dovrà
escludere vuoti d’aria all’interno del getto e non comportare la segregazione degli
inerti.
Acciaio per carpenteria metallica
Tirafondi in acciaio
Acciaio tipo Fe360
Profili , lamiere e larghi piatti laminati a caldo :
Acciaio tipo Fe430B
- tensione di snervamento fy ≥ 275N/mm2
- tensione di rottura per trazione ft ≥ 410N/mm2
-allungamento specifico a rottura A5 ≥ 22%
Acciaio tipo Fe430B
- tensione di snervamento fy ≥ 275N/mm2
- tensione di rottura per trazione ft ≥ 430N/mm2
-allungamento specifico a rottura A5 ≥ 21%
Acciaio tipo Fe510
- tensione di snervamento fy ≥ 355N/mm2
Relazione Tecnica 56
- tensione di rottura per trazione ft ≥ 510N/mm2
-allungamento specifico a rottura A5 ≥ 20%
Bulloni :
- viti di classe 10.9
- dadi di classe 10
Saldature : di 1a classe ad arco elettrico rivestito E44 UNI 5132
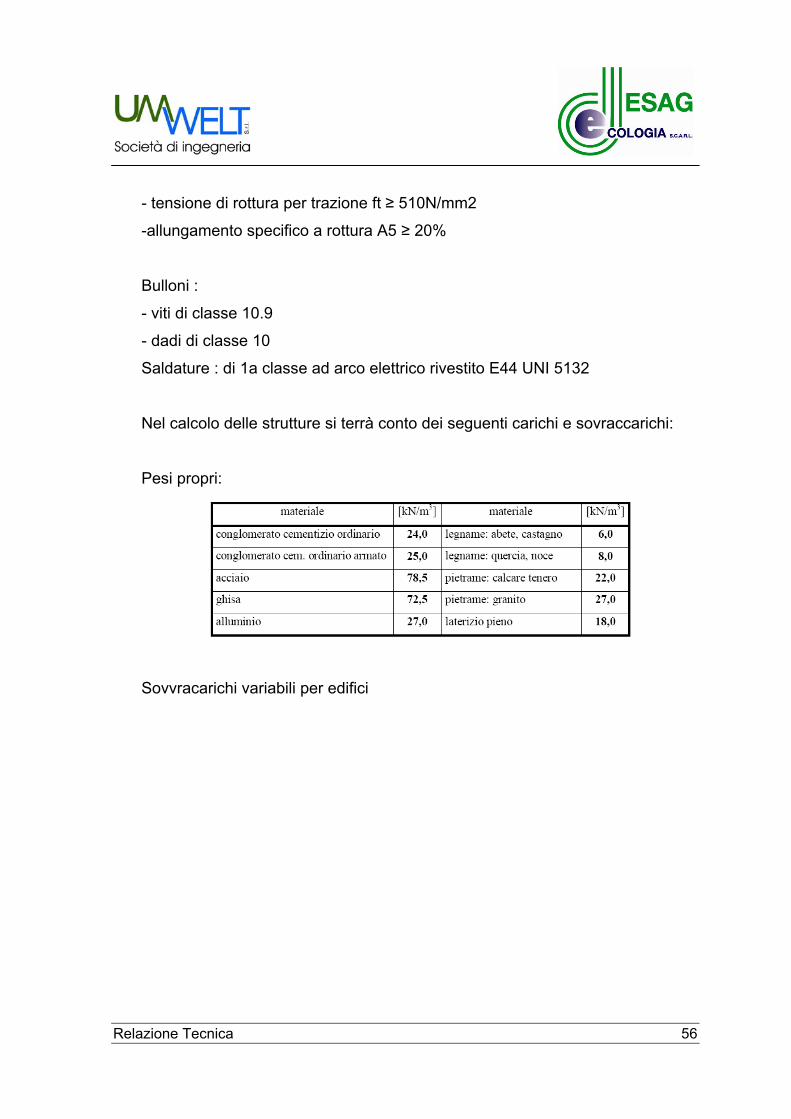
Nel calcolo delle strutture si terrà conto dei seguenti carichi e sovraccarichi:
Pesi propri:
Sovvracarichi variabili per edifici

Relazione Tecnica 57
I parametri geotecnici che si adotteranno nei calcoli sono stati desunti dalla
Relazione Geologica “Progetto di bioconversione di residui organici e vegetali”
redatta dal dott. Geologo A.Mocchiutti:
γ = 1850 daN/mc peso specifico del terreno
φ = 30° angolo di attrito
c= 0 coesione del terreno
La falda acquifera non interessa la quota di imposta delle fondazioni.
La struttura è zincata a caldo con metodo per immersione. Gli arcarecci sono
zincati a freddo con metodo Zendzimir Z 275. La copertura del prefabbricato è in con lamiera grecata, zincata sistema
Zendzimir, vernice di fondo su ambo i lati, preverniciata colore bianco-grigio sul
lato esterno, spessore 6/10 mm.
Le grondaie sono costruite in lamiera d’acciaio zincata e preverniciata
spessore 6/10 mm.

Relazione Tecnica 58
Sono complete di testate, bocchettoni di scarico, pluviali in lamiera zincata e
preverniciata Ø 125mm ed ogni accessorio adeguato.
La tamponatura poggia sopra un muretto in c.a. ed è realizzata con lamiera
esterna grecata, zincata sistema Zendzimir, vernice di fondo su ambo i lati e
preverniciata colore bianco grigio sul lato esterno, spessore 6/10 mm.
Il fissaggio viene eseguito mediante cappellotto in lamiera verniciata con
guarnizione di tenuta catramata, vite autofilettante e rondella a tenuta in PVC.
Le pareti sono complete dei profili di bordatura e finitura in lamiera d’acciaio
zincata e preverniciata.
Data la particolare attività svolte nei locali tecnologici si addottano due
tipologie di pavimentazione:
1. pavimentazione industriale antiusura e antiacido per il reparto di
conferimento e per la zona di caricamento dei rifiuti nei biotunnel;
2. pavimentazione industriale antiusura e antipolvere per il reparto di
compostaggio;
La pavimentazione antiusura e antiacido è costituita da:
• strato di ghiaione lavato con pezzatura media di 20mm, rullato a strati
successivi di spessore non superiore a 10cm cadauno; spessore 30 cm;
• barriera al vapore costituita da uno strato polietilene in films
• sottofondo portante in cls armato con rete metallica;spessore 30 cm
• strato superficiale antiusura e antiacido: spessore finito di 7mm
La pavimentazione antiusura e antipolvere è costituita da:
• strato di ghiaione lavato con pezzatura media di 20mm, rullato a strati
successivi di spessore non superiore a 10cm cadauno; spessore 30 cm;
• barriera al vapore costituita da uno strato polietilene in films
• sottofondo portante in cls armato con rete metallica;spessore 30 cm
• strato superficiale antiusura e antipolvere: spessore finito di 6mm

Relazione Tecnica 59
7.2 SALA CONTROLLO IMPIANTO
Le partizioni interne della sala controllo sono realizzate con murature in opera,
finite con stesa di intonaco o piastrellatura a seconda della destinazione dei locali;
anche le pavimentazioni sono in piastrelle.
Le finestre vengono realizzate con serramenti in alluminio anodizzato
montante vetri-camera, anche le porte interne ed i portoncini d'ingresso vengono
realizzati con elementi in alluminio anodizzato.
Nella realizzazione del progetto sono state inoltre rispettate le seguenti norme:
• tutti i locali di lavoro dove è prevista la presenza continuativa di personale sono
dotati di superficie finestrata non inferiore ad 1/10 di quella di pavimento;
• i locali adibiti ad uso ufficio sono dotati di superficie finestrata apribile non
inferiore a 1/8 di quella di pavimento;
• tutti i locali, sono dotati di porte per l'uscita di emergenza, apribili verso
l'esterno, che per numero e larghezza soddisfino quanto previsto dal D.Lgs. n.
626/94 e successive integrazioni. posizionate in modo da creare vie di fuga di
lunghezza non superiore a 30 m;
7.3 EDIFICIO SERVIZIO A3 (UFFICI E SPOGLIATOI)
Rimane invariata la struttura nella sua forma e volumetria la palazzina ad uso
servizi dove trovano spazio all’interno sia gli uffici che gli spogliatoi, i bagni, il
ristoro e altri servizi per gli addetti. La superficie coperta rimane quindi 190 m2.

Relazione Tecnica 60
7.4 CABINA DI RICEVIMENTO ENEL
La cabina di ricevimento ENEL, viene realizzata con una struttura
prefabbricata posizionata verso il confine lato sud, nella medesima posizione
prevista dal progetto approvato. A fianco del locale di controllo dell’impianto sono
invece posizionati tutti i principali quadri elettrici.
Le misure della cabina di ricezione e di trasformazione sono
complessivamente di 12 m x 3,5 m = 42 m2.
Gli infissi sono realizzati in vetroresina, secondo le specifiche richieste
dall'ENEL.
All'interno della cabina, con accesso separato sia dall'interno che dall'esterno
dell'area dell'impianto, vengono ricavati i tre distinti locali di accesso esclusivo per

Relazione Tecnica 61
il personale ENEL, il locale comune per i contatori ed il locale di accesso esclusivo
per il personale dell'impianto.
7.5 RECINZIONE E CANCELLO
L'area dell'impianto viene delimitata da una recinzione della stessa tipologia di quella prevista dal progetto approvato
7.6 AREE A VERDE E BARRIERE AMBIENTALI
Le sistemazioni esterne, le zone a verde e i parcheggi non subiscono
variazioni di sostanza.
L’accesso al lotto avverrà dallo stesso ingresso carraio e uno pedonale posti
lungo il lato est come nel progetto approvato. L’area sarà recintata per tre lati con
muretto in c.a. e sovrastanti pannelli grigliati, lungo il lato nord sarà conservata la
recinzione esistente. All’interno del lotto, oltre alle aree verdi poste
perimetralmente è prevista la viabilità meccanica con finitura bituminosa e alcuni
piazzali con pavimentazione in c.a. per lo stoccaggio di materiale. A tale proposito
si fa presente che nella pavimentazione posta lungo il lato ovest, sarà stoccato il
materiale verde che dovrà rimanere, per esigenze di lavorazione, a cielo aperto.
In aggiunta però è prevista anche la possibilità di stoccare sotto tettoia,
nell’edificio tecnologico A2 il verde ligneo cellulosico.
Come riscontrabile nella tavola grafica di progetto, l'area complessivamente
destinata a verde di pertinenza presenta una superficie complessiva di mq. 3450,
(superiore a mq 3441,0 corrispondenti al 15% della sup. fondiaria) con una fascia
perimetrale di larghezza minima pari a ml.3,0 (normativa min. ml. 3,0) le aree verdi
verranno piantumate con essenze di alto fusto tipiche locali secondo le
prescrizioni normative. A confine con il lotto L2 verrà realizzata una fascia a verde
della larghezza complessiva di ml. 9,0 ( ml. 2,0 con specie arbustive, ml. 6,0 a
prato e ml. 1,0 con alberi).

Relazione Tecnica 62
La sistemazione a verde viene completata con l'inserimento della rete di
irrigazione con tubi in PEAD.
La disposizione delle opere verdi costituisce in questo modo una barriera di
mascheramento, sia delle strutture che delle aree di lavoro interessate dal transito
dei mezzi d'opera e dalla movimentazione dei materiali, nei confronti della
percezione esterna.
Per quanto riguarda i parcheggi stanziali essi verranno realizzati in numero di
12, numero corrispondente al rapporto di un posto macchina ogni due addetti.
L'area circostante gli edifici viene prevista asfaltata per permettere l'agevole
movimentazione dei mezzi d'opera e vengono inoltre ricavate delle apposite aree
di uso a parcheggio.
Per quanto riguarda l’area destinata a parcheggi di relazione, la stessa avrà
superficie pari a m2 1162 (superiore A mq. 1124 m2 corrispondente al 10% della
sup. utile degli edifici) e sarà posta principalmente lungo il lato sud.

Relazione Tecnica 63
8. DESCRIZIONE GENERALE IMPIANTI DI SERVIZIO
Le strutture tecnologiche e civili a servizio dell’impianto di valorizzazione dei
RU e assimilati, sono costituite da:
• impianto di pesatura;
• impianto di riscaldamento;
• impianto di distribuzione idrica;
• impianti di fognatura;
• impianto antincendio;
• impianto elettrico generale;
• strutture edili edificio tecnologico di valorizzazione;
• zona servizi ;
• Sistemazioni esterne, strade e piazzali;
8.1 IMPIANTO DI PESATURA
All'ingresso dell'area dell'impianto verrà installata una pesa a ponte di tipo
universale a celle di carico, interrata. La rilevazione della misura è di tipo
elettronico con possibilità di memorizzazione e stampa dei dati rilevati.
8.2 IMPIANTI DI RISCALDAMENTO
Le aree destinate agli impianti tecnologici non sono riscaldate.
Il riscaldamento è previsto nei servizi igienici, nel locale di controllo e nella
palazzina servizi-spogliatoi.
Relazione Tecnica 64
Nel locale di controllo, data la necessità di un condizionamento estivo, è
previsto un sistema di riscaldamento / raffrescamento mediante pompa di calore
con batteria di condensazione esterna. Tale impianto sarà coordinato con un
sistema di ventilazione per un efficace ricambio d’aria; tale ventilazione manterrà
inoltre nel locale una leggera sovrapressione in modo da impedire l’ingresso di
odori e polveri.
8.3 IMPIANTO DI DISTRIBUZIONE IDRICA
Si prevede la realizzazione di un impianto di distribuzione acqua potabile
mediante tubazione in PEAD PN 10 dal pozzetto di consegna posto nel confine
dell'area dell'impianto, in prossimità dell'accesso. Le varie utenze sono:
- servizi igienici nell'edificio tecnologico
La condotta si prevede interrata e con percorso tale da non interferire con le
altre utenze.
8.4 IMPIANTI DI FOGNATURA
Per impianto di scarico delle acque di edificio si intende tutto l'insieme
infrastrutturale che provvede allo smaltimento delle acque di pertinenza del
fabbricato, da dove queste vengono "prodotte" sino ad opportuno relativo recapito
in sede stradale o esterno al complesso.
Secondo le norme costruttive normalmente si prevede la separazione dei
sistema di smaltimento in due reti, rispettivamente a servizio delle acque
meteoriche e delle acque "usate"; nel caso in esame, trattandosi di un impianto
particolare la raccolta delle acque di scarico viene effettuata con quattro reti
indipendenti:
1. rete acque meteoriche che raccoglie gli scarichi dei pluviali dei
capannoni con recapito a pozzi assorbenti vista la litologia del
sottosuolo;

Relazione Tecnica 65
2. rete acque nere di scarico dei bagni con recapito alla rete fognaria;
3. rete acque delle strade e piazzali con recapito (previa disoleazione) alla
rete fognaria della Z.I.; rete acque di lavaggio e deposito gasolio con
recapito (previa disoleazione) alla rete fognaria;
4. rete acque reflue di percolato dei rifiuti trattati con recapito alla vasca di
stoccaggio.
8.4.1 Rete acque bianche
La rete delle acque bianche ha il compito di allontanare le portate derivanti
dalle precipitazioni piovose incidenti sui fabbricati. In particolare le acque incidenti
sulle coperture vengono raccolte lungo i displuvi del tetto in canali di gronda i quali
scaricano nei pluviali, tubazioni verticali discendenti sino al suolo. Al piede dei
pluviali, una condotta di raccolta unisce e collega gli scarichi al collettore principale
di smaltimento, il quale termina in pozzi assorbenti, dimensionati per sopportare
tutte le acque di pioggia dai tetti.
Per il dimensionamento dei pozzi perdenti si è presa come base una intensità
oraria di pioggia di 90 mm pari a 25 l/s per ogni 1000 mq di superficie coperta.
Essendo il terreno di buona permeabilità, si considera una capacità dispersiva di
circa il 90% dell’acqua affluente.
8.4.2 Reti acque nere
Tutte le acque nere provenienti dalla palazzina ufficio, vengono raccolte con
appositi reti ed inviati a gravità alla rete fognaria presente sulla sede stradale. La
rete al suolo è realizzata in tubazioni in PVC UNI EN 1401-1 SN 4 SDR 41 “UD”
carrabili. Ad ogni cambio di direzione, immissione e raccordo è previsto un
pozzetto di ispezione, in cls prefabbricato e dotato di coperchi amovibili abilitati al
passaggio dei carichi previsti sul sedime interessato.

Relazione Tecnica 66
8.4.3 Rete acque grigie
Le acque incidenti sulle aree scoperte (strade, piazzali, parcheggi ecc.)
vengono indirizzate tramite displuvi a bassissima pendenza verso le caditoie lungo
le strade ed i piazzali. La rete al suolo è realizzata in tubazioni in PVC UNI EN
1401-1 SN 4 SDR 41 “UD” carrabili. Ad ogni cambio di direzione, immissione e
raccordo è previsto un pozzetto di ispezione, in cls prefabbricato e dotato di
coperchi amovibili abilitati al passaggio dei carichi previsti sul sedime interessato.
La rete recapita ad una vasca di prima pioggia, dove vengono stoccate le acque di
prima pioggia. Le acque di seconda pioggia (successive acque meteoriche)
vengono sfiorati alla fognatura della zona industriale. L’acqua di prima pioggia
viene preventivamente disoleata, prima dello scarico in fognatura. Il progetto
prevede quindi di stoccare le acque di prima pioggia (primi 15 minuti di
precipitazione) in una vasca di accumulo con un volume totale di circa 45 mc., da
dove poi verranno immesse, con portata costante regolata attraverso una pompa
volumetrica, all’impianto di trattamento acque di prima pioggia. Tutte le acque di
precipitazione cadute dopo i primi 15 minuti, poiché non contengono più sostanze
inquinanti verranno scaricate direttamente in fognatura. L’impianto di trattamento è
munito di sedimentatore e separatore per oli minerali nonché di un filtro finale per
ottenere una separazione più efficace e per garantire una depurazione tale da
poter ottenere acqua scaricabile direttamente in corso d’acqua superficiale. Una
volta trattate tutte le acque stoccate nella vasca di accumulo, questa rimarrà vuota
fino alla successiva precipitazione.
Acque provenienti da lavaggio mezzi All’interno dell’impianto è prevista la realizzazione di un’area adibita al lavaggio dei
mezzi a mezzo di lancia e acqua in pressione. Le acque di lavaggio verranno
trattate tramite un impianto disoleazione, successivamente passeranno attraverso
una colonna di quarzite e una colonna di carboni attivi ed inviate poi alla rete
fognaria acque nere della Zona Industriale. Si ipotizza di utilizzare circa 1
m³/giorno d’acqua per il lavaggio dei mezzi.

Relazione Tecnica 67
Impianto di disoleazione tipo BM3
Le acque raccolte nell’area lavaggio saranno convogliate in prima battuta in un
impianto di disoleazione tipo BM3 o similare.
Gli impianti BM3 sono dimensionati secondo le norme DIN 1999 e hanno lo scopo
di separare il fango e le sostanze leggere non emulsionabili, quali ad esempio oli
minerali ed idrocarburi, dalle acque di scarico.
L’impianto è costituito da un elemento monolitico in calcestruzzo armato e vibrato,
diviso internamente in cinque vasche opportunamente dimensionate.
Nella prima vasca avviene la sedimentazione e la separazione delle sostanze
pesanti quali sabbia, terriccio ecc…con un volume utile di 0,90 mc. Nella seconda
vasca, di volume utile 0,60 mc, avviene la separazione delle sostanze oleose per
flottazione e la loro estrazione a mezzo di una canalina in acciaio inox AISI 304
che, con opportuna inclinazione, convoglia le sostanze oleose alla vasca di
deposito. La terza vasca, con volume utile di 0,25 mc, è usata come deposito
temporaneo delle sostanze oleose provenienti, a mezzo di valvola a sfera, dalla
canalina di estrazione. La quarta vasca è predisposta per l’alloggiamento di
eventuali filtri atti ad eliminare possibili residui coalescenti o sostanze in
sospensione, prima dello scarico finale, per portate fino a 3 l/s. Questo tipo di
impianto è in grado di trattare appunto fino ad una portata massima in ingresso di
3 l/s. al termine del trattamento sarà ubicata una vasca di campionamento delle
dimensioni di 0,60x0,40x1,00 m.
L’acqua così trattata, sarà inviata mediante pompa all’impianto di trattamento a
quarzite e carboni.
L’impianto fisico sarà composto da un filtro a quarzite mod. BFQ/M/3, funzionante
come dissabbiatore per le microparticelle, con controlavaggio manuale, avente
portata massima di lavoro di 7 mc/h, portata massima in controlavaggio 11,5 mc/h,
di dimensioni in cm prof. 80 h. 190 peso 300 kg. Successivamente sarà posto in
opera un filtro a carboni attivi mod. BFCA/M/4 con controlavaggio manuale,
portata massima di lavoro di 4,6 mc/h, portata max in controlavaggio 2,6 mc/h, di

Relazione Tecnica 68
dimensioni in cm. Prof. 80 h. 190 peso 250 kg. Questo tipo di impianto permetterà
di abbattere la torpidità, COD, tensioattivi, oli ed in piccola parte i metalli pesanti,
con percentuali fino al 90% con i seguenti parametri in ingresso:
pH 6-8,5 mg/l
COD 600 – 1000 mg/l
IDROCARBURI TOTALI 10-20 mg/l
TENSIOATTIVI TOTALI 5-15 mg/l
ottenendo normalmente un refluo che rispetta i limiti previsti dalla TAB. 3 del D.L.
152/99.
Acque meteoriche provenienti da area erogazione carburanti Per lo svolgimento delle proprie attività, in particolare per il rifornimento delle
macchine operatrici non targate e non circolanti su strada, la ditta necessita
dell’installazione di un contenitore distributore di gasolio, dalla capacità pari a
9.000 l.
La piazzola di distribuzione ed un’area di pertinenza saranno opportunamente
ubicati in modo da raccogliere le acque meteoriche di pertinenza dei piazzali e
convogliarle verso un impianto di trattamento mediante disoleazione.
Impianto di disoleazione tipo BM3
A valle della stazione di rifornimento e prima del recapito delle acque nella
fognatura acque nere, sarà posizionato un impianto di disoleazione tipo BM3 o
similare.
Gli impianti BM3 sono dimensionati secondo le norme DIN 1999 e hanno lo scopo
di separare il fango e le sostanze leggere non emulsionabili, quali ad esempio oli
minerali ed idrocarburi, dalle
acque di scarico.
L’impianto è costituito da un elemento monolitico in calcestruzzo armato e vibrato,
diviso internamente in cinque vasche opportunamente dimensionate.

Relazione Tecnica 69
Nella prima vasca avviene la sedimentazione e la separazione delle sostanze
pesanti quali sabbia, terriccio ecc…con un volume utile di 0,90 mc. Nella seconda
vasca, di volume utile 0,60 mc, avviene la separazione delle sostanze oleose per
flottazione e la loro estrazione a mezzo di una canalina in acciaio inoz AISI 304
che, con opportuna inclinazione, convoglia le sostanze oleose alla vasca di
deposito. La terza vasca, con volume utile di 0,25 mc, è usata come deposito
temporaneo delle sostanze oleose provenienti, a mezzo di valvola a sfera, dalla
canalina di estrazione. La quarta vasca è predisposta per l’alloggiamento di
eventuali filtri atti ad eliminare possibili residui coalescenti o sostanze in
sospensione, prima dello scarico finale, per portate fino a 3 l/s. Questo tipo di
impianto è in grado di trattare appunto fino ad una portata massima in ingresso di
3 l/s. al termine del trattamento sarà ubicata una vasca di campionamento delle
dimensioni di 0,60x0,40x1,00 m.
L’acqua così trattata, sarà inviata al collettore delle acque nere.
8.4.4 Reflui di processo
L’obbiettivo è quello di ridurre al minimo gli impatti negativi sull’ambiente da parte
dell’impianto e di salvaguardare il più possibile le risorse in special modo le acque
di falda. Nell’impianto di variante proposto, come pure in quello approvato,
vengono prodotti dei reflui di processo:
1. percolati nella zona di conferimento rifiuti
2. percolati nei digestori anaerobici
3. percolati nella zona di conferimento rifiuti
4. nella zona di formazione delle miscele e caricamento dei tunnel
5. nei tunnel aerobici
6. nella zona corsie areate
7. nel biofiltro

Relazione Tecnica 70
8. nella pavimentazione e negli stoccaggi dell’edificio tecnologico A2
(maturazione finale, stoccaggio ramaglie interno, stazione di
vagliatura,ecc.)
9. dal fondo delle fosse di alloggiamento di macchinari (nastri
trasportatori, ecc.) è previsto un apposito pozzetto dal quale le acque
vengono sollevate ed inviate nella rete interna condensati dei canali di
ventilazione
10. condensati delle canalizzazioni di ventilazione
La rete di raccolta, come pure i pozzetti, sono realizzati in PE saldato.
I flussi di rifiuto inquinanti sono i percolati dell'area di ricevimento (in
particolare dai box di stoccaggio) e dai tunnel. Questi vongono inviati ad un
serbatoio per il percolato e quindi riutilizzati per spruzzare la massa di rifiuti in fase
di compostaggio.
La condensa del locale di compostaggio e dall'impianto di trattamento aria è
inviata anch'essa nel serbatoio del percolato.
Il percolato raccolto, poiché non può essere impiegato direttamente, viene
sottoposto ad un trattamento di filtrazione. In pratica, come si vede dallo schema
della Tav. F2, il sistema di trattamento del percolato è costituito da un insieme di
due vasche in cls:
• una 1a vasca di raccolta da 20 m3 (Larghezza 4 m, lunghezza 2 m e 2.5
m di altezza) dotata di una pompa di sollevamento e di un misuratore di
livello.
• una 2a vasca da 120 m3 di stoccaggio . (Larghezza 4 m, lunghezza 12
m e 2.5 m di altezza).
Quando il misuratore di livello della 1a vasca indica la massima capacità, una
pompa si attiva e scarica il percolato, passando da un filtro meccanico situato nel
locale pompe, nella 2a vasca da 120 m3. In questa vasca confluiscono anche le
condense dell'impianto di estrazione dell'aria e l'acqua di pozzo per l’eventuale

Relazione Tecnica 71
reintegro nel caso il percolato prodotto non sia sufficiente per umidificare tutta la
massa dei rifiuti.
Entrambe le vasche si trovano nella parte sottostante il locale pompe e
filtrazione.
Le dimensioni delle vasche permettono lo spurgo dell'eventuale percolato in
sovrabbondanza dopo un periodo di gestione di circa 1 mese. Inoltre, altri liquidi
come l'acqua di prima pioggia, possono essere trasferiti in questa vasca, sempre
tramite una pompa ad immersione.
Considerando una produzione specifica di percolato di 5 m3/g (5% perdita di
peso del FORSU in entrata pari a 99 t/g) e considerando un periodo tra due
svuotamenti almeno di 1 mese, la capacità complessiva di stoccaggio deve essere
di:
C = 5 m3/g x 28 giorni lavorativi = circa 140 m3 (una 1a vasca da 20 mc e una
2a vasca da 120 m3)
Il liquido contenuto viene anche impiegato per umidificare il cumulo di
materiale in fase di compostaggio. Degli ugelli posti all’interno dei tunnel, in caso
di necessità, emettono liquido umidificante, come pure sopra le corsie di
maturazione finale.
Sia la pressione di pompaggio che il livello della vasca sono monitorati
continuativamente.
Sia la rete di raccolta e distribuzione dei percolati come tutte le vasche sono
costruite e collegate in modo da non presentare fuoriuscite o spargimenti
incontrollati. Le vasche sono in cls e impermeabilizzate.
8.5 IMPIANTO ANTINCENDIO
L’impianto antincendio è costituito dai seguenti elementi:
• riserva idrica
• rete di tubazioni fisse, chiuse ad anello, permanentemente in pressione ad
esclusivo uso antincendio;

Relazione Tecnica 72
• valvole di intercettazione;
• gruppo valvole di controllo;
• pozzo per alimentazione idrica;
Gli impianti, nel loro complesso e nei singoli componenti, saranno progettati e
costruiti in conformità a tutte le Norme di legge vigenti; in particolare:
- CNVVF-UNI 9489 Impianti fissi di estinzione automatici a pioggia (sprinkler)
- CNVVF-UNI 94890 Alimentazioni idriche per impianti antincendio
- CNVVF-UNI 9795 Sistemi fissi automatici di rilevazione d’incendio
- Legge 7/12/1984 n° 808 : Nullaosta provvisorio per le attività soggette a
controlli di prevenzione incendi;
- Norme e disposizioni I.S.P.E.S.L.
- Norme CEI in vigore
- Norme UNI in vigore
- Le disposizione del locale corpo dei Vigili del Fuoco
- I regolamenti e le prescrizioni Comunali
- Tutte le altre norme non espressamente elencate ma da applicare per rendere
gli impianti perfettamente funzionanti, come ultimi aggiornamenti, varianti e
supplementi.
La rete antincendio sarà costituita da un anello di distribuzione in PEAD
DN100 PN16 per l'anello esterno, sulla quale sono previsti idranti soprasuolo UNI
45 e da una rete ad anello adiacente all'edificio tecnologico sempre da DN100
PN16 con idranti a cassetta UNI 45 con lancia di rame. Tutti gli stacchi sono in
acciaio UNI6363 serie b.
Sono previste inoltre estintori a polvere all'interno dell'edificio tecnologico; tali
estintori antincendio sono dislocati in particolare nei luoghi dove per la presenza di
energia elettrica non è possibile usare l’acqua.

Relazione Tecnica 73
8.6 IMPIANTO ELETTRICO GENERALE
L'impianto elettrico generale è composto delle seguenti parti:
• quadro generale di protezione e distribuzione ai quadri di zona e MCC;
quadri di zona e Motor Control Center:
• linee di distribuzione ai quadri macchina mediante cavidotti interrati se
esterni e canaline se interni all'edificio;
• quadri macchina e quadri locali di alimentazione utenze, distribuiti sugli
impianti;
• linee di segnale dalle utenze alla centrale di controllo;
• impianto di illuminazione interna locali;
• impianti di illuminazione area esterna;
• rete di terra e protezione scariche atmosferiche.
L'impianto verrà dimensionato nel rispetto delle normative vigenti.
L'impianto di illuminazione e' stato concepito sulla base delle necessità di
illuminamento differenziati dei vari locali componenti l'impianto.