UNIVERSITATEA ,,TEFAN CEL MARE SUCEAVAFACULTATEA DE INGINERIE
ALIMENTARPROGRAM DE STUDII INGINERIA PRODUSELOR ALIMENTARE
REFERATMAINI DE SPLAT AMBALAJE
COORDONATOR:STUDENT:
Cuprins
Introducere31.Criteriile de clasificare a mainilor de splat52.
Maini de splat ambalaje din sticl92.1. Maini de splat rotative
(prin stropire)92.2. Maini de splat mixte123. Maini de splat
ambalajele metalice163.1. Splarea cutiilor metalice183.2. Splarea
butoaielor metalice20BIBLIOGRAFIE23
Introducere
Marea varietate a ambalajelor destinate pstrrii produselor
alimentare impune o pregtire atent a acestora, pentru asigurarea
condiiilor igienico-sanitare i de calitate a produselor finite, n
aproape toate ramurile industriei alimentare.Operaia de splare se
face, att n cazul ambalajelor noi, ct mai ales la ambalajele
recuperate.Alegerea procedeului de splare, a soluiei de detergeni,
precum i a temperaturii de splare se face n funcie de: felul
ambalajelor, de natura depunerilor i a resturilor de substane i
etichete, gradul de murdarire a ambalajelor i de capacitatea de
curire a mainii.Ambalajele cele mai des folosite sunt:- cutii i
bidoane metalice, utilizate n industria conservelor, produselor
lactate, berii, vinului, pestelui etc.;- butelii din sticla,
utilizate n industria conservelor, buturilor, vinului, uleiului,
laptelui etc.;- butoaie i recipiente, ldie din lemn sau material
plastic utilizate n industria conservelor, vinului, buturilor
etc.;-navetedin material plasticsaulemn, utilizate
latransportulproduselor alimentare gata ambalate.Dintre ambalajele
recuperabile, ambalajele din sticl, materiale plastice i butoaiele
din aliaje de aluminiu au cea mai larg utilizare i necesit un
proces tehnologic de condiionare mai muniios, datorit
caracteristicilor care le confer o sensibilitate mai mare fa de
factorii fizici. Acestea trebuie s corespund unor cerine impuse de
procesul tehnologic de condiionare, cum ar fi: s prezinte ct mai
puine defecte, pentru a nu li se micora rezistena mecanic i termic.
Pentru ambalajele din sticl se admite o cdere de temperatur de 25C
la nclzire i 33C la rcire ntr-un interval de timp de 5
minute.Ambalajele au adesea un grad mare de murdrire, n special
cele recuperate, prezentnd la interior un strat de sediment solid,
grsimi, colorani. Pe acest strat, se dezvolt microorganisme. La
exterior ambalajele sunt acoperite cu etichet i impuriti mecanice -
praf.n funcie de gradul de murdrire i de natura i caracteristicile
stratului de impuriti dominante, se va folosi mediul de splare cel
mai indicat.Procesul de splare indiferent de mediul de splare
folosit poate fi divizat n doua etape: n prima etapa:stratul de
impuriti se umfl datorit mbibrii stratului de sediment cu soluia de
splare; n a doua etapa:stratul de sediment se desprinde de pe
suprafaa ambalajului, dup care este necesar o limpezire i uscare a
ambalajului.Pentru apa de spalare se pot utiliza soluii de
detergeni n amestec, soluii de NaOH cu concentraii de 1,5-2,5%,
fosfat trisodic n amestec cu NaOH 10% etc. Temperatura, pe faze ale
splrii, se stabileste n funcie de ambalaj.Presiunea jetului de
soluie de splare se stabilete n funcie de dimensiunile ambalajului,
pentru a se obine efectul scontat de desprindere a stratului de
impuriti de pe suprafeele murdare.
1.Criteriile de clasificare a mainilor de splat
a) In functie de modul modul de efectuare a splrii se clasific
n: 1) maini de splat cu jeturi de lichid (maini de cltire); 2)
maini de splat mixte: cu bi de nmuiere i cu jeturi de lichid.
Splarea navetelor i a lzilor din materiale plastice, a paletelor se
realizeazautilizand masini despalat prevzute cu perii rotative.b)
In funcie de modul n care se efectueaz alimentarea cu ambalaje
murdare i evacuarea ambalajelor curate sunt: 1) maini de splat cu
un singur capt - ncrcarea i descrcarea se efectueaz la acelai capt
al mainii (fig. 1);2) maini de splat cu dou capete - ncrcarea i
descrcarea au loc la capete opuse ale mainii (fig. 2);
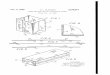
Fig. 1. Schema de principiu a unei maini de splat butelii cu un
singur capt;Elemente componente: 1 - alimentare cu butelii murdare;
2 - poriunea inactiv a transportorului cu casete; 3 - evacuare
butelii curate; 4 - carcasa mainii; 5 - dispozitiv de introducere
butelii n casete; 6 - partea activ a transportorului cu casete ;7 -
prima baie de nmuiere compartimentat ;8 - a doua baie de nmuiere n
soluie alcalin fierbinte ;9 - bazine de colectare ap de cltire de
la zonele de stropire ;10 - schimbtor de cldur pentru meninerea
temperaturii constante n baia de nmuiere ;11 - picior de
sprijin.
Fig. 2. Schema de principiu a unei maini de splat butelii cu dou
capete;Elemente componente: 1 - alimentare cu butelii murdare 2 -
dispozitiv de introducere butelii n casete 3 - partea activ a
transportorului cu casete 4 - bazin de colectare ap folosit n zona
de temperare 5 - bazine de colectare ap de cltire de la zonele de
stropire 6 - carcasa 7 - evacuare butelii curate 8 - dispozitiv de
scos buteliile din casete 9 - poriunea inactiv a transportorului cu
casete 10, 10' - bi de nmuiere n soluie alcalin 11, 11' -
schimbtoare de cldur pentru meninerea temperaturii constante n bile
de nmuiere.Avantajele masinilor de spalat cu un singur capat:
necesit un singur operator; durata mai scurt de nmuiere; o cltire
mult mai intens; Avantajele masinilor de spalat cu doua capete: -
necesit doi operatori; - favorizeaz realizarea unei splri mai
igienice prin faptul c se nltur riscul de contaminare a buteliilor
curate de cele murdare datorit vecintii zonelor de ncrcare i
descrcare ;- permit modificrii nlimii la care se realizeaz ncrcarea
i / sau descrcarea.c) In funcie de sistemul de transport a
ambalajelor sunt: 1) maini de splat cu lanuri transportoare cu sau
fr casete pentru ambalaje; 2) maini de splat cu band transportoare;
3) maini de splat cu mas carusel prevzut cu locauri pentru
ambalaje.d) In funcie de productivitate sunt: 1) maini cu
productivitate mic; 2) maini cu productivitate medie; 3) maini cu
productivitate mare. e) In functie direcia principal de transport
intalnim: 1) mainile de splat n rotative 2) masini de spalat
liniare.
2. Maini de splat ambalaje din sticl
2.1. Maini de splat rotative 2.2. Maini de splat mixte Etape:
temperare cu ap cu t = 30...35C; nmuiere sau stropire cu soluie
alcalin cu t = 55...60C; nmuiere sau stropire cu soluie alcalin cu
t = 80...85C; nmuiere sau stropire cu soluie alcalin cu t =
55...60C; cltire cu ap cald cu t = 35.. .40C; cltire cu ap de la
reea (vara) sau cu ap cldu cu t = 20...25C urmat de cltire cu ap de
la reea (iarna); cltire cu ap rcit cu t = 8... 10C n cazul
ambalajelor n care se ambaleaz la temperatur sczut.
2.1 Maini de splat rotative (prin stropire)
Maina de cltit rotativ realizeaz splarea la interior i la
exterior prin stropire a ambalajelor puin murdare. este prevzut cu
o mas rotativ cu locauri i grupe de duze de stropire prin mai multe
conducte n funcie de numrul de zone este folosit pentru recipiente
cu un grad redus de impuriti, capacitatea < 6 000 butelii /
h.
Figura 3. Maina de cltit rotativ
Elemente componente: 1 - zon de ntoarcere a recipientelor cu
gura n jos ;2 - zon de cltire sau sterilizare;3 - zon de ntoarcere
a recipientelor n poziie normal; 4 - alimentare cu recipiente;5 -
urub melc de alimentare;6 - traseul parcurs de recipiente;7 - roat
stelat de alimentare;8 - carcasa mainii de cltit;9, 10, 11 -
variante de cltire sau sterilizare;12, 12' - dispozitiv de reglare
a mpririi pe zone de cltire sau sterilizare;13 - carcasa mainii de
umplere;14 - maina de umplere;15, 16 - roi stelate de transfer;17 -
roat stelat de evacuare.
Mod de funcionare: Recipientele sunt aduse la dispozitivele de
prindere cu clame cu ajutorul unui urub melc de alimentare (5) i a
unei roi stelate de alimentare (7). Clamele din plastic ce
alctuiesc dispozitivul de prindere, proiectate special pentru
buteliile din material plastic, susin buteliile n zona gtului
acestora.Dup o ntoarcere cu 180 efectuat n zona (7), buteliile sunt
splate sau sterilizate prin parcurgerea zonei (2) n care sunt
stropite la interior cu agentul de splare ales. Fiecare duz de
stropire cu mediu de splare este localizat chiar sub gura de
umplere-golire a buteliei.Dup tratament, buteliile sunt aduse n
poziia iniial printr-o nou rotire cu 180, efectuat n zona (3), apoi
sunt transferate ctre roata stelat de evacuare (17). n continuare,
roile stelate (16) i (15) fac transferul buteliilor cltite la maina
de umplere. Pentru etapele de splare i sterilizare maina este
prevzut cu un sistem care permite libera mprire a duzelor pe zone
de lucru (12, 12').n funcie de numrul de canale al unui dispozitiv
de cltire, exist trei variante ale mainii de cltit recipiente: cu
unu, dou sau trei canale.
Maina de cltit rotativ cu un canal:
Figura 4. Maina de cltit rotativ cu un canalElemente componente:
1 carusel2 - ventil de control pneumatic3 - canal de legtur cu duza
de stropire4 butelie5 - clam de susinere6 - dispozitiv de
ntoarcere7 - duz de stropire 8 - bac pentru colectarea agentului de
stropire folosit. Mod de funcionare: Dispozitivul de cltire cu un
canal este ideal pentru cltirea recipientelor convenional curate
nainte de utilizare. Utilizeaz ap, care este alimentat prin canalul
inelar (3) i distribuit n butelia (4) prin intermediul duzei de
stropire (7). Duza de stropire poate fi montat n poziie fix sau
poate fi mobil, ntrunind toate cerinele utilizrii.
Avantaje mainii rotative de cltire: permit optimizarea
procesului de cltire fr ntreruperea funcionrii schimbare rapid a
formatului pentru adaptare la diferite nlimi ale recipientelor,prin
simpla schimbare a clamelor de prindere a recipientelor i cu
ajutorul unei scale inscripionat pe main, fr necesar de unelte
durate de tratament flexibile, programabile datorit existenei
controlului electropneumatic posibilitate de alegere a metodelor de
splare i sterilizare splare optim a mainii printr-un circuit CIP
nchis.
Dezavantajele mainii rotative de cltire: posibilitatea de
contaminare a ambalajelor curate de la cele murdare ntruct zonele
de alimentare i evacuare sunt apropiate; durata maxim de splare
este 2 minute, echivalent cu o rotire cu turaia minim de 0,5
rot/min; datorit limitrii distanelor parcurse i a duratei mici a
procesului de splare nu exist posibilitatea introducerii unei zone
de sterilizare cu soluie alcalin cu temperatur ridicat.
2.2. Maini de splat mixte
sunt cele mai utilizate maini de splat au att bi de imersie n
soluie alcalin pentru splare sau / i n ap pentru prenmuiere sau
cltire duze de stropire pentru cltire, dar i cu soluie alcalin
pentru mbuntirea splrii.
Mainile de splat mixte sunt de mai multe tipuri: - maini de
splat cu o baie de imersie i cu un singur capt;- maini de splat cu
dou bi de imersie i cu un singur capt;- maina de splat cu trei bi
de imersie;Maina de splat cu o baie de imersie i cu un singur
capt:
Figura 5. Maina de splat cu o baie de imersie i cu un singur
capt.Elementele componente ale maini de splat cu o baie de imersie
i cu un singur capt sunt: 1 - carcas; 2 - lan cu eclise; 3,3', 3" -
roi de lan; 4 - tambur de antrenare; 5 - roat de ntindere; 6 - mas
de alimentare cu recipiente murdare; 7 - caset de pe transportorul
cu casete; 8 - jgheab de colectare ap de prestropire / temperare; 9
- baie de imersie n soluie alcalin; 70 - schimbtor de cldur tip
serpentin pentru meninerea temperaturii constante n baia de
nmuiere; 77 - filtru cu sit pentru separarea etichetelor; 72 - pomp
de recirculare soluie alcalin din zona II n zona de stropire III;
13, 14, 17, 18, 19 - bazine de colectare soluie alcalin / ap de
cltire de la zonele de stropire; 16 - schimbtor de cldur tip
serpentin pentru meninerea constant a soluiei de stropire din zona
IV; 20 - pomp de recirculare a apei de cltire din zona VII n zona
VI; 27 - mas de evacuare recipiente curate; 22, 22' - oale de
condens.Zonele de funcionare sunt:- zona I - prestropire cu ap cu t
= 45C provenit din penultima zon de cltire- zona II - imersie n
baie cu soluie alcalin 4,5% cu t = 60.. .65C- zona III - stropire
cu soluie alcalin cu t = 60.. .65C recirculat din zona II- zona IV
- stropire cu soluie alcalin cu t - 85C pentru sterilizare- zona V
- stropire cu soluie alcalin cu t = 60...65C recirculat din zona
III- zona VI - cltire cu ap cu t = 45C recirculat din zona VII-
zona VII - cltire final cu ap potabil de la reea.
Mod de funcionare : Recipientele murdare aduse pe masa de
alimentare (6) i aliniate n faa captului de alimentare sunt
introduse simultan n casetele (7) ale unui rnd transportor cu
casete.Transportoarele cu casete sunt fixate la capete pe lanurile
cu eclise (2) care parcurg interiorul mainii de splat trecnd peste
roile de lan (3), (3'), (3"), roata de antrenare (4) i roata de
ntindere (5).n prima zon recipientele sunt supuse stropirii cu ap
cald provenit din penultima zon de cltire prin stropire n vederea
temperrii pentru evitarea ocului termic, a ndeprtrii resturilor de
produs i a impuritilor neaderente.ntroducerea recipientelor n
casete se face astfel nct n zona de imersie II acestea s fie cu
gura n sus pentru ca soluia de nmuiere s poat deslocui aerul din
ele i s asigure impregnarea impuritilor de pe toat suprafaa
interioar i exterioar.n baia de nmuiere (9) recipientele se nclzesc
de la soluia alcalin mai fierbinte, astfel c este necesar prezena
schimbtorului de cldur (70) pentru meninerea constant a
temperaturii soluiei.La ieire din baia de nmuiere, transportoarele
cu casete parcurg un traseu nclinat la un unghi de circa 70 care
faciliteaz golirea soluiei din ambalaje i revenirea ei n baia de
nmuiere.Recipientele ajung pe ramura superioar a mainii de splat cu
gura n jos astfel nct s poat fi supuse la stropiri interioare i
exterioare pentru continuarea splrii, sterilizare i cltire.n zonele
III i V recipientele sunt stropite la interior i exterior cu soluie
alcalin recirculat din baia de imersie (9) cu pompa (72) dup ce
trece peste sita filtrului (77) pentru reinerea etichetelor
desprinse i a impuritilor grosiere. Soluia este colectat n bazinele
de colectare (73) i (77), corespunztoare acestor zone, de unde este
readus n baia de nmuiere.ntre zonele III i V recipientele sunt
stropite cu soluie alcalin fierbinte pentru asigurarea unui efect
de sterilizare. Temperatura soluiei este meninut constant la circa
85C cu ajutorul schimbtorului de cldur (16). Ea este recirculat
intern, n cadrul zonei, cu pompa de recirculare (75).Urmeaz zonele
de cltire prin stropire VI cu ap cald i VII cu ap de la reea. Apa
potabil utilizat n ultima zon de cltire se nclzete de la
recipiente, astfel c este recirculat cu pompa (20) n zona
precedent, unde se nclzete n continuare pn la circa 45C i este
folosit pentru presplarea i prenclzirea recipientelor murdare
intrate n main.n final recipientele ajung n dreptul captului de
evacuare unde sunt scoase din casete i aezate cu grij pe masa de
evacuare (27) confecionat din profile de cauciuc, pentru a fi apoi
preluate de transportoare cu plcue i dirijate ctre maina de
umplere.Meninerea constant a temperaturii n baia de nmuiere (9) i n
bazinul colector (14) al zonei de sterilizare se realizeaz pe seama
cldurii cedate la condensarea aburului n schimbtoarele de cldur tip
serpentin (70) i (16). Condensul rezultat este colectat n oalele de
condens (22) i (22') apoi este trimis la rezervorul de condens
recuperat.
Avantajele mainii de splat cu o baie de imersie sunt:
posibilitatea temperrii ambalajelor n anotimpul rece pentru
evitarea ocului termic la imersie n baia de soluie alcalin;
posibilitatea organizrii interioare astfel nct s existe i o zon de
sterilizare; utilizarea aproape integral la transportoarelor cu
casete, neexistnd casete goale dect n scurtul traseu dintre captul
de evacuare i cel de alimentare; economie de soluie alcalin i de ap
de cltire prin recirculare.
Dezavantajele utilizri acestor maini sunt: lipsa efectului
mecanic de igienizare prin stropire ; scderea concentraiei
soluiilor alcaline datorit antrenrii i a nerecirculrii astfel c
trebuie schimbate atunci cnd concentraia este 2,5-3%.
Maina cu o baie de nmuiere, prezentatn fig.6.5, realizeazsplarea
automatabuteliilor prin nmuiere ntr-o baie de soluie (sodic) de
splare, cald, respectiv prinpriuire cu soluie i ap.
Figura 6. Maincu lantransportor i o baie de splareElemente
componente: 1.dispozitiv de alimentare; 2.baiedenmuiere; 3.zonde
scurgere; 4.separator de etichete; 5.duuri de apcald; 6.rezervor de
recuperare; 7.duuri pentru splare interioar; 8.cltire cu apcurat;
9.rezervorde recirculare; 10.zonde cltire; 11. zonde scurgere;
12.tablou electric; 13.dispozitiv de evacuareMaina are n
componendoulanuri transportoare ntre care se fixeazcasetele
purttoare de butelii. Lanurile sunt ghidate pe roi de lan i sunt
antrenate n micare cu ajutorul unui motor electric. Dispozitivul de
alimentare culcbuteliile n nite jgheaburi i le introduce apoi n
casetele de splare (din material plastic sau tablinox) prevzute cu
locauri de formcilindricsau prismatic. Numrul locaurilor n
caseteste variabil, dimensiunile acestora fiind, de obicei, 250 x92
mm pentru butelii de un litru i 250 x72 (60) mm pentru butelii de
0,5 l, n funcie de forma acestora. Casetele au la partea dinspre
interiorul mainii o construcie specialpentru a nu permite
buteliilor scaddin celule (atunci cnd acestea se aflpe ramura
superioar)dar care permite aezarea gtului buteliei deasupra duzei
de splare. La captul opus casetele au o placrabatabil,
longitudinalcare n timpul splrii reine buteliile n celule, dar la
alimentarea i evacuarea buteliilor se poate rabate pentru a permite
intrarea i ieirea acestora.Casetele sunt deplasate cu ajutorul
lanurilor prin zona de nmuiere (chiar prin baia de soluie) i apoi
prin celelalte zone de splare prin priuire de la partea superioara
mainii. Prima fazasplrii se realizeazprin nmuiere n baie isplare la
interior i exterior cu soluie de splare la o temperaturde circa
65oC. A doua fazasplrii se realizeazprin priuire la interior cu
soluie alcalinla circa 80oC dupcare ncepe operaia de cltire, mai
nti cu apcaldnclzitn interiorul sau exteriorul mainii la 40 45oC i
apoi cu apde la reea. Pentru meninerea temperaturii soluiei de
splare, baia de nmuiere i bazinele colectoare sunt nclzite cu evi
prin care circulabur. Presiunea lichidului de splare este
asiguratcu ajutorul unor pompe centrifuge acionate individual. De
asemenea, maina este prevzut cu o hotcu ventilator pentru
eliminarea vaporilor degajai n timpul splrii.Ambalajele pe
suprafaacrora s-a depus piatrse introduc ntr-un recipient separat
coninnd soluie de acid clorhidric 2%, unde se menin circa 4-5 ore.
Dupndeprtarea pietrei ambalajele se cltesc i se introduc n maina de
splat.
3. Maini de splat ambalajele metalice
3.1. Splarea cutiilor metalice 3.2. Splarea butoaielor metalice
Splarea recipientelor metalice utilizate n industria conservelor
este o operaie obligatorie n vederea asigurrii unei bune
conservabiliti a produselor.n cazul splrii cutiilor metalice, nu
este obligatorie respectarea unor cderi limitate de temperatur,
deoarece acestea sunt rezistente. Pentru splarea acestor ambalaje
se poate utiliza abur sau ap fierbinte, ceea ce face posibil
realizarea unei sterilizri a ambalajelor. Mainile rotative i
mainile cu banda sunt ce1e mai folosite utilaje pentru splarea i
sterilizarea recipientelor metalice.
3.1. Splarea cutiilor metalice
Cutiile metalice noi livrate de productorul de ambalaje metalice
necesit splarea i cltirea pt c: - n timpul transportului se poate
depune praf; - cutiile de aluminiu pentru bere, ca i buteliile din
sticl, trebuie s fie ude nainte de umplere; - la umplerea la cald,
cutiile din tabl cositorit trebuie prenclzite la o temperatur
apropiat de temperatura pe care o are produsul dozat; ca oricare
alt ambalaj i cutiile metalice utilizate la ambalarea produselor
alimentare trebuie s fie curate i igienice; - pentru ambalarea
aseptic cutiile metalice trebuie s fie sterilizate nainte de
ambalare.- stropirea prin pulverizare cu agent de cltire ca agent
de splare / cltire se folosete ap cald.
Rolul apei calde: asigur ndeprtarea prafului depus n timpul
transportului i depozitrii, reduce semnificativ numrul de
microorganisme pe suprafaa cutiilor metalice.Sterilizarea cutiilor
metalicese realizeaz cu o soluie alcalin cu temperatura de 95C
pentru reducerea numrului de zone intermediare de stropire.Se
realizeaz o cltire intens cu ap pentru ndeprtarea resturilor de
soluie alcalin i pentru rcire.Creterea eficienei curirii
ambalajelor metalice prezint: - o zon de tratare cu abur cu
presiunea p = 2 bar (sterilizare); - o zon de insuflare aer cald cu
temperatura t = 105...110C pentru uscare (cutii din tabl
cositorit). Aerul trebuie s fie curat, fr urme de ulei sau vapori
de ap i s aib presiunea minim p= 4 bar. Durata operaiei este de 2-3
s, iar productivitatea de 60 - 600 recipiente / min.Dup ce prsesc
maina de splat, cutiile metalice sunt supuse controlului pentru
eliminarea celor deformate. Cutiile deformate sunt comprimate ntr-o
pres de cutii pentru a ocupa un volum minim posibil i sunt dirijate
ctre reciclare.Maina rotativ de splat cutii este alctuitdintr-un
corp din font, prevzut n interior cu un rotor cu bandaje din
cauciuc. Peretele interior al mainii are doughidaje pentru cutii,
distana dintre bandajele rotorului i ale carcasei fiind egalcu
diametrul cutiilor. Cutiile se aeazn poziie verticalcu gura n sus,
apa i aburul fiind barbotate pe parcursul antrenrii cutiei.
Figura 7. Schema tehnologica mainii rotative de splat cutii
metalice
Elemente compnente 1.carcasdin font; 2.rotor cubandaje din
cauciuc; 3.ghidaje din cauciuc; 4.racord intrare; 5.racord ieire;
6.cutii;
3.2. Splarea butoaielor metalice
- este integrat cu operaia de umplere a acestora cu produs. - se
aplic la exteriorul i interiorul keg urilor Keg-urile - ambalaje de
desfacere reutilizabile care trebuie bine splate nainte de o nou
umplere cu produs alimentar. Splarea :- la exterior presupune
ndeprtarea impuritilor de pe suprafaa exterioar a acestor ambalaje
metalice.Particulariti ale mainii de splat keg-uri la exterior
sunt: - prevzut cu o baie de recirculare de mare capacitate, - un
sistem de nclzire controlat, - dou zone de splare. Prima zon de
splare este prevzut cu 8 duze de stropire cu agent de splare cu
presiunea de 4 bar pentru splarea ventilului de umplere - golire i
a fundului keg - ului. Splarea prii superioare i a corpului
keg-ului se realizeaz prin intermediul a trei conducte prevzute cu
21 duze de stropire. Agentul de splare este apa cald sau soluia
alcalin n funcie de gradul de murdrie a keg-urilor. n cazul splrii
cu soluie caustic este necesar o a doua zon pentru cltirea cu ap
potabil printr-o conduct inelar prevzut cu 6 duze. Toate impuritile
ndeprtate n timpul splrii sunt colectate pe o sit care poate fi uor
scoas pentru a fi curit, timp n care pompa de recirculare a
agentului de splare este oprit. Maina este prevzut la cele dou
capete cu posibilitatea de aspiraie a aburului produs datorit
temperaturii ridicate a agentului de splare. Calitatea splrii la o
astfel de main poate fi realizat prin dotarea ei cu un dispozitiv
de splare la presiune ridicat (80 bar) sau cu o staie de rotire a
keg-ului prevzut cu o perie. In acest caz maina trebuie prevzut cu
un filtru suplimentar pe conducta de aspiraie a pompei pentru
prevenirea ptrunderii oricror corpuri strine (capsule coroan
etc).Durata splrii poate fi reglat n funcie de necesiti, depinznd
de capacitatea la care trebuie s lucreze maina. In mod obinuit,
splarea exterioar a keg-urilor dureaz 90 secunde. Stropirea cu ap
la exteriorul mainii este prevenit prin folosirea de ui batante la
intrare i ieire. Carcasa din oel inoxidabil marca W1.4301 sau de
calitate superioar este prevzut cu ui pe prile laterale pentru a
asigura un bun acces pentru ntreinere. Keg-urile se spal la
interior pentru ndeprtarea contaminanilor, care sunt reprezentai de
resturi de produs i microorganisme care se dezvolt ulterior golirii
n principal datorit existenei resturilor de produs. Splarea se
realizeaz cu diferite tipuri de maini: liniare sau rotative,
automate sau semiautomate, prevzute cu una sau mai multe staii de
splare i sterilizare i cu o staie de umplere cu produs.
Fig.1.Etape ale funcionrii unei maini de splat keg-uri la
exteriorElemente componente:a - transportul keg-ului ctre zona de
fixare n vederea splrii exterioare; b - keg prins n dispozitivul de
fixare; 1 - keg poziionat cu ventilul de umplere - golire la partea
inferioar; 2 - transportor cu lan; 3 - perie pentru splare; 4 -
dispozitiv de fixare a keg-ului pentru splare, respectiv pentru
cltire.
BIBLIOGRAFIE
1. MariaTurtoi, Tehnici de ambalare a produselor alimentare2.
Ambalaje i design n industria alimentar, Universitatea Dunrea de
jos din Galai3. www.creeaza.com/tehnica-mecanica/utilaje 4.
https://www.Masini-de-Spalat-Ambalaje.ro
23