Embed Size (px)
Citation preview

QC/QA Process &QC/QA Process &A354 BD Rod Testing Program
Bahjat Dagher, PE
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services
j gMaterial Engineering & Testing Services

O tliOutline• Section I: Introduction• Section II: Fabrication Process• Section III: Quality Assurance• Section IV: Testing Program for SAS Rods
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services2

S ti I I t d tiSection I: Introduction
• 2,306 anchor rods• 17 groups of rods
Top of Tower
Top of W2 East Cable Band
East Saddle Anchorage
Top of E2
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services
Bottom of Tower
3

A354 Gr BD Anchor RodsAnchor RodsSAS
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services4

A354 Gr BD Anchor Rods
96 Rods224 Rods320 Rods
Anchor RodsSAS
274 Rods 25 Rods 108 Rods336 Rods
192 Rods96 Rods
274 Rods 25 Rods 108 Rods336 Rods
4 Rods90 Rods 388 Rods 36 Rods
24 Rods 43 Rods32 Rods 18 Rods
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services5

A354 Gr BD Anchor Rods
0.6 Fu0.7 Fu0.7 Fu
Anchor RodsSAS
0 32 Fu 0 68 Fu 0 5 Fu0 4 Fu
0.7 Fu0.7 Fu
0.32 Fu 0.68 Fu 0.5 Fu0.4 Fu
0.1 Fu0.1 Fu 0.48 Fu 0.37 Fu
0.16 Fu 0.1 Fu0.1 Fu 0.2 Fu
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services6

S ti II F b i ti PSection II – Fabrication Process
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services7

F b i ti PFabrication ProcessSteel Mill
• Shipment of material from the mill to the fabricator
Steel Mill
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services8

F b i ti PFabrication ProcessSteel Mill Heat
T t t
• Quenched & tempered• Oven heated
Steel Mill Treatment
• Induction coil
• Hardness, strength, grain size, other properties
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services9

F b i ti PFabrication ProcessSteel Mill Heat
T t t Threading
• All rod threads were cut with the exception of:• E2 Bearing Top Rods (B1, B2, B3, B4) – Rolled
Steel Mill Treatment Threading
g p ( , , , )• PWS Anchor Rods (80%) – Rolled • Tower Saddle Tie Rods – Rolled • B14 Cable Band Anchor Rods Rolled• B14 Cable Band Anchor Rods – Rolled
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services10

F b i ti PFabrication ProcessQC
T tiSteel Mill Heat T t t Threading
• Mechanical Properties per ASTM A354 • MT performed on rods specified by CCO 91
TestingSteel Mill Treatment Threading
MT performed on rods specified by CCO 91
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services11

F b i ti PFabrication ProcessQC
T tiSteel Mill Heat T t t Threading Galvanizing
• Dry blast cleaned to a near white finish (SP-10) prior to galvanizing per ASTM A123
TestingSteel Mill Treatment Threading Galvanizing
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services12

S ti III Q lit ASection III – Quality Assurance
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services13

Q lit AQuality Assurance Audit
• Facility audits in 2007 and 2008• Audit performed by Caltrans
Audit
Audit performed by Caltrans• Final results of audits: Pass
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services14

Q lit AQuality AssuranceAudit Source
I ti
• In-process inspection• Thread dimensional verification
Audit Inspection
Thread dimensional verification• Magnetic Particle Testing
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services15

Q lit AQuality AssuranceAudit Source
I tiDocument V ifi ti
• Document verification• Certificate of Compliances
Audit Inspection Verification
Certificate of Compliances• Mill Test Reports• QC test results
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services16

Q lit AQuality AssuranceQA
S liAudit Source I ti
Document V ifi ti
• Defined in state letter dated July 14, 2008• One full size sample per heat
SamplingAudit Inspection Verification
One full size sample per heat• Two reduced size samples per heat
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services17

Q lit AQuality AssuranceQA
S liQA
T tiAudit Source I ti
Document V ifi ti
• Tests performed:• Full size tension
Sampling TestingAudit Inspection Verification
Full size tension• Reduced section tension• Hardness• Coating thickness
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services18

Q lit AQuality AssuranceQA
S liQA
T tiMETS
R lAudit Source I ti
Document V ifi ti
Orange Tag• Material conforms to
Blue Tag• Material does not conform
Sampling Testing ReleaseAudit Inspection Verification
Material conforms to contract requirements
Material does not conform to contract requirements but accepted as fit for purpose
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services19

QC/QQC/QA Documentation
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services20

Section IV – Testing Program for SAS R dSAS Rods
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services21

T ti PTesting Program
• Contract Specified QC/QA• Tensioning & Monitoring of Remaining Rods
T t I Fi ld H d T t (i it )• Test I – Field Hardness Test (in-situ)• Test II – Laboratory Test• Test III – Full Size Test• Test III – Full Size Test
• Test IV – Stress Corrosion Test (Dr. Townsend)( )• Test V – Incremental Step Loading Test (Dr. Raymond)• Test VI – Slow Rate & Sustained Loading Test (Dr. Gorman)
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services22

Tensioning & Monitoring of R i i R dRemaining Rods
• 2010 anchor rods tensioned in April 2013• 10 Rods were monitored using Acoustic Emissions
N k d t t d• No cracks were detected
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services23

T t I Fi ld H d T t (i it )Test I: Field Hardness Test (in-situ)
• UCI Test Method• 1,361 Rods tested on bridge
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services24

224 Rods287 Rods
Test I:
270 Rods 20 Rods 20 Rods
138 Rods96 Rods
Field Hardness
270 Rods 20 Rods 20 Rods
226 Rods 36 Rods
12 Rods16 Rods 8 Rods
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services25

T t I Fi ld H d T t (i it )Test I: Field Hardness Test (in-situ)
• Performed in-situ• Cleaned from oil, grease, and rust
T f l i i d b i di• Top surface galvanizing removed by grinding
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services26

T t I Fi ld H d T t (i it )Test I: Field Hardness Test (in-situ)
• Top surface sanded to achieve profile 15 µm or less• Roughness verified with a profile meter
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services27
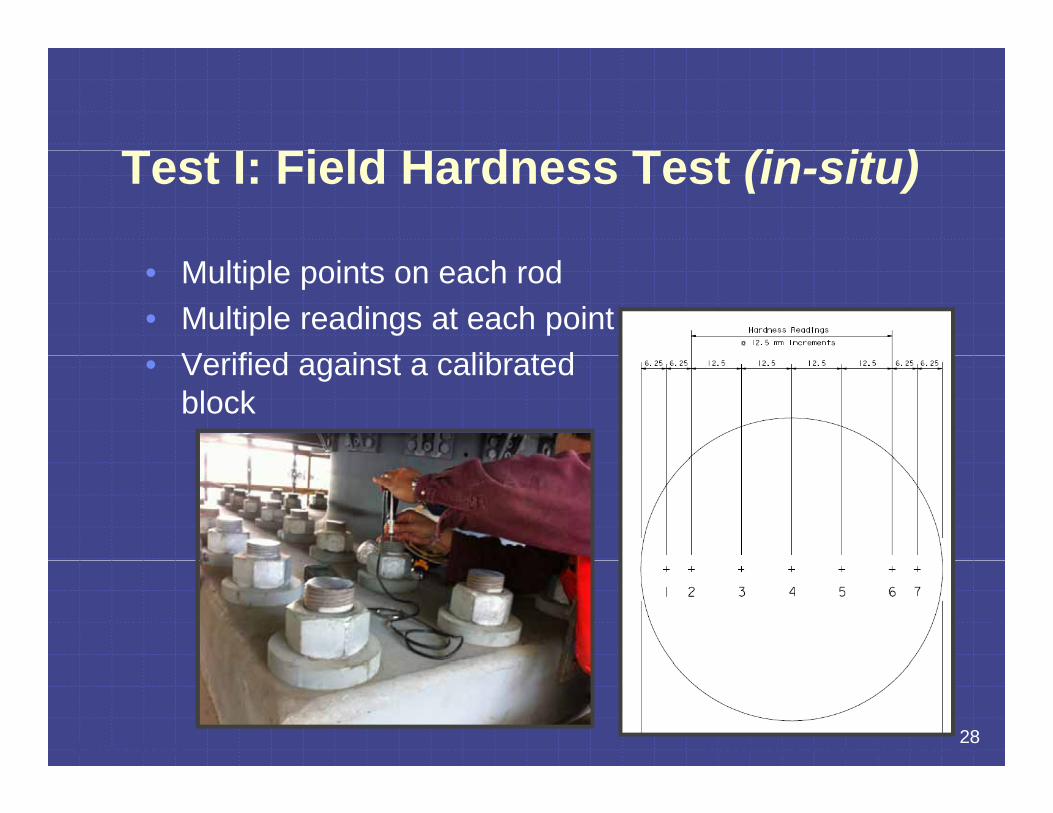
T t I Fi ld H d T t (i it )Test I: Field Hardness Test (in-situ)
• Multiple points on each rod• Multiple readings at each point
V ifi d i t lib t d• Verified against a calibrated block
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services28

T t I Fi ld H d T t (i it )Test I: Field Hardness Test (in-situ)
43
45
35
37
39
41
29
31
33
35
25
27
4” Rod
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services29

T t II L b t T tiTest II: Laboratory Testing
• Hardness Test• Spectrochemical Analysis
Ch I t T t (if il bl )• Charpy Impact Test (if available)
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services30

7 Rods12 Rods
Test II:Laboratory
43 Rods 2 Rods 2 Rods
Laboratory Testing
43 Rods 2 Rods 2 Rods
6 Rods 3 Rods
2 Rods 1 Rod
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services31

T t II L b t T ti S lTest II: Laboratory Testing - Samples
Sample Sample
19
Sample76 mm
18519 mm 185 mm
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services32
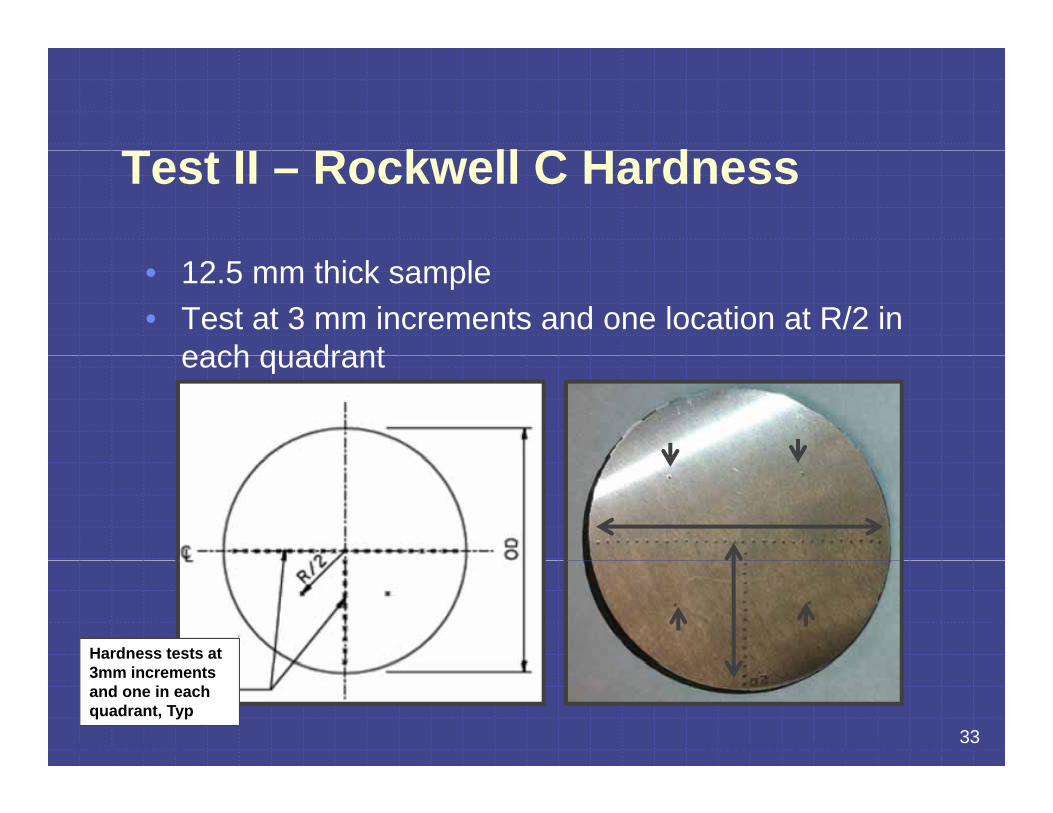
T t II R k ll C H dTest II – Rockwell C Hardness
• 12.5 mm thick sample• Test at 3 mm increments and one location at R/2 in
each quadranteach quadrant
Hardness tests at
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services
3mm increments and one in each quadrant, Typ
33

T t II R k ll C H dTest II – Rockwell C Hardness
• Average hardness values for PWS Anchor Rods and Tower Saddle Tie Rods
36.038.040.0
ness
Average (Item 7)
36.038.040.0
ness
Average (Item 8)
26 028.030.032.034.0
Roc
kwel
l C H
ard
FieldL b t 26 0
28.030.032.034.0
Roc
kwel
l C H
ard
FieldL b t
24.026.0
0.000 0.500 1.000 1.500 2.000 2.500 3.000 3.500
R
Location (in.)
LaboratoryASTM Req. 24.0
26.0
0.000 1.000 2.000 3.000 4.000
R
Location (in.)
LaboratoryASTM Req.
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services34
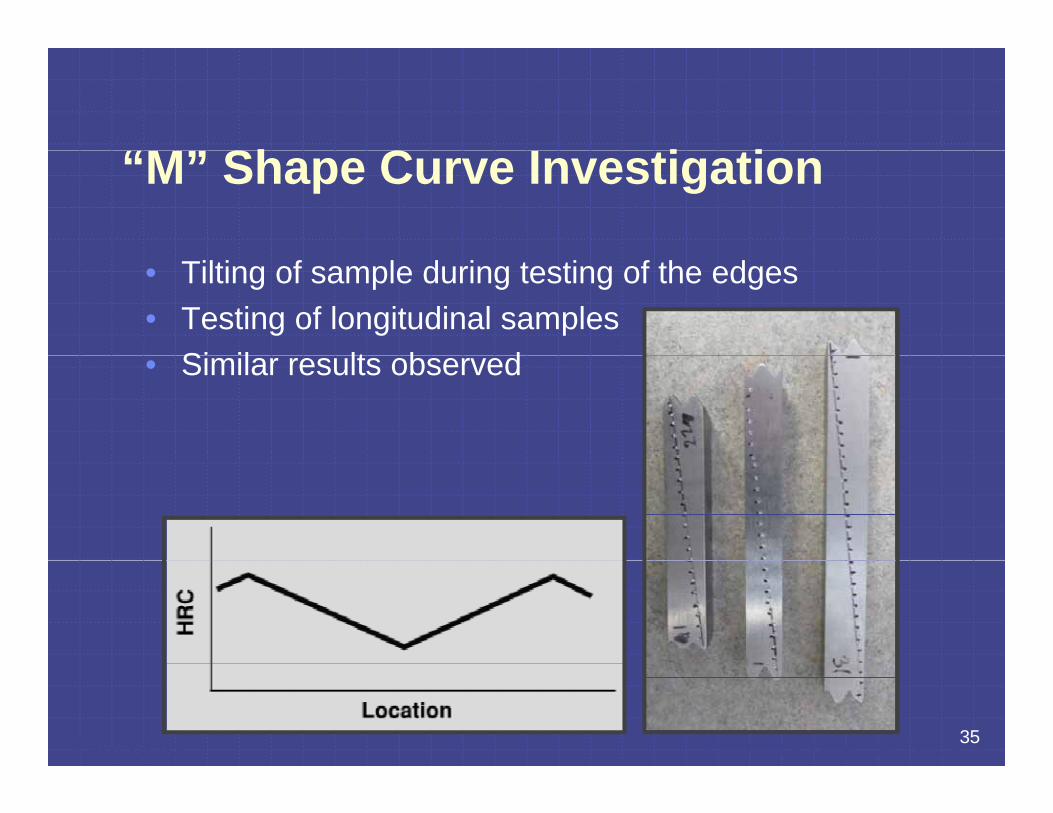
“M” Sh C I ti ti“M” Shape Curve Investigation
• Tilting of sample during testing of the edges• Testing of longitudinal samples
Si il lt b d• Similar results observed
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services35

“M” Sh C I ti ti“M” Shape Curve Investigation
• Decarburization• ASTM F2328 tests performed• No evidence of decarburization• No evidence of decarburization
• Microstructural ExaminationMicrostructural Examination• At the HRC indentations• In progress
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services36

T t II Ch i l A l i
• Spectrochemical analysis
Test II – Chemical Analysis
• Spectrochemical analysis• Min. 3 samples per rod: Center, perimeter, R/2• All tested rods met A354 BD chemical requirementsAll tested rods met A354 BD chemical requirements
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services37

T t II Ch I t T tTest II – Charpy Impact Test
• 10 x 10 specimens• 3” to 4” Rods – 6 specimens along circumference
2” R d 3 i l i f• 2” Rods – 3 specimens along circumference 6 specimens total
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services38

T t II Ch I t T tTest II – Charpy Impact TestData points are averages of several tests from multiple samples
52 53
50
60
40F 70F
Data points are averages of several tests from multiple samples
3739 39
32
38 37 41 42
36 40
t-lbs
27
17 1821
16
24
20
30ft
13
0
10
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services
Item #3 Item #4 Item #7 Item #8 Item #9 Heat 1 Item #9 heat 2 Item #12 Item #13 Item #1540F 36.9 27.3 39.0 16.9 52.3 13.0 39.1 31.7 17.870F 37.6 36.7 40.8 20.8 52.7 16.0 41.8 36.3 23.7
0
39

T t III F ll Si T i T ti
• Full Size Tension Test
Test III: Full-Size Tension Testing
• Full-Size Tension Test• Reduced-Size Tension Test• Rockwell C HardnessRockwell C Hardness• Knoop Micro-Hardness• Charpy Impact Test• Metallurgical Analysis • Microstructural Analysis• Galvanization Chemistry
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services40

2 Rods4 Rods
Test III:
1 Rod 1 Rod
4 Rods
Full Size Testing
1 Rod 1 Rod
1 Rod 1 Rod
1 Rod
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services41

T t III F ll Si T i T tTest III – Full Size Tension Test
• Loaded to failure at a constant rate.
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services42

T t III F ll Si T i T tTest III – Full Size Tension Test
• Full size samples selected from 8 groups for tension
170
160
165
170
s ks
i GROUP 2
GROUP 3
GROUP 4
150
155
sile
Str
ess GROUP 4
GROUP 7
GROUP 8
GROUP 11
135
140
145
Tens GROUP 12
GROUP 14
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services43

T t III F ll Si T tiTest III: Full-Size Testing
• Specimens are extracted from a full size rod.
Tensiles
mCp
Charpies Che
mH
RC
Kno
o
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services44

T t III R d d Si T i T tTest III – Reduced Size Tension Test
• Reduced size tension tests / .505
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services45
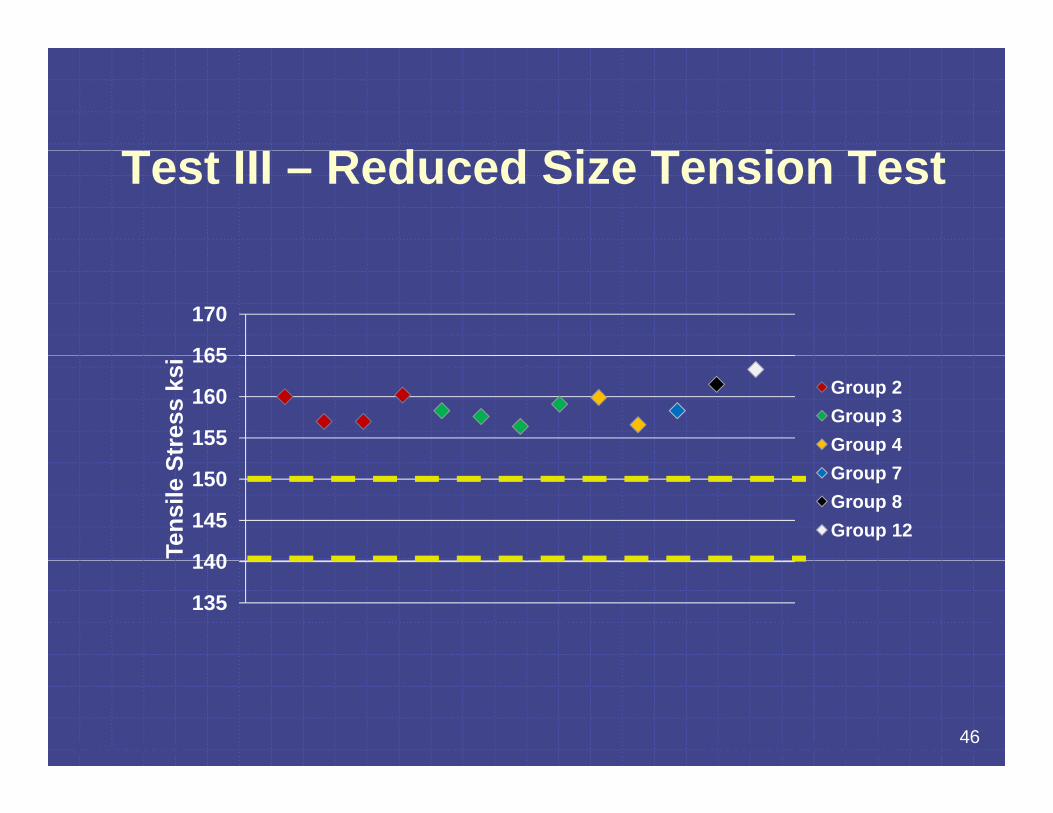
T t III R d d Si T i T tTest III – Reduced Size Tension Test
165
170
155
160
165
Stre
ss k
si
Group 2Group 3Group 4
140
145
150
Tens
ile S Group 7
Group 8Group 12
135
140
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services46

T t III M t ll i l A l iTest III – Metallurgical Analysis
• Metallurgical and Fracture Analysis• Scanning electron microscope (SEM)
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services47

Test III – Metallurgical AnalysisR i 1Region 1
• Fracture Initiation areas indicate ductile tearing as a result of tensile overload.
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services48

Test III – Metallurgical AnalysisR i 2Region 2
• Propagation area shows fracture features of both cleavage & ductility.
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services49

Test III – Metallurgical AnalysisR i 3Region 3
• Final Fracture areas show dimpled ductile features.
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services50

T t III Mi t t l A l iTest III – Microstructural Analysis
• Inclusions and banding in steel
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services51

QUESTIONSQUESTIONS
Caltrans Engineering ServicesCaltrans Engineering ServicesCaltrans Engineering Services52





























