Embed Size (px)
Citation preview

Project ReportOn Analysis of Conversion Cost
in Colour Coating LineAt JSW Steel Limited
(May-June’2009)
Under the guidance of Mr. Manoj Kumar
(Manager(Costing))
Submitted By:
Mohd Arif khan
As part of the MBA-Core Program Curriculum of A.C. Patil College of Mgmt
Research (Navi Mumbai)
- Analysis of Conversion Cost

JSW STEEL LTD.
TARAPUR
CERTIFICATE
This is to certify that Mr. Mohd Arif khan student of A.C.
PATIL COLLEGE OF MGMT. & RESEARCH has successfully
completed her project entitled “ANALYSIS OF CONVERSION COST”
for the period of two months May to June’09 in our organization
as part of her summer internship.
During this period we found them honest, sincere & hardworking.
We wish them all the success in their future endeavors.
Manoj Kumar
Nitin Tekade
(External Guide) HOD - HR
Manager- Costing
- Analysis of Conversion Cost

INDEXSR.NO PARTICULARS PAGE NO
1 Acknowledgment
2 Executive Summary
3 About JSW Group
4 About JSW Steel Ltd
5 Process Flow of JSW6 Introduction of Cost Optimization
Strategies
7 Broad analysis of Cost elements in JSW
8 Analysis of CCL Plant - Data Analysis
9 Sources of Data10 Conclusion
11 Recommendation
12 Bibliography
- Analysis of Conversion Cost

ACKNOWLEDGEMENTS
I take this opportunity to express our sense of gratitude to all those who guided me and
helped me whenever the going seemed difficult and the road ahead was not visible.
I am highly thankful to Mr. P.K. Pandey, HOD(Costing) for giving me this opportunity to
enhance my knowledge. I am also thankful to Mr.Manoj Kumar Jha, Manager (Costing),
JSW, Tarapur, for assigning me to the projects which were truly enriching in nature and
scope. I am obliged and thankful to Mr. Nitin Tekade, HOD (HR), JSW, Tarapur who
made this training possible.
I am greatly indebted to Mr.Anil Sharma, DGM (CCL Plant), JSW Steel, for providing
me with an immense learning opportunity.
I would like to extend our gratitude to our guides Mr. T.J. Singh HOD (Packaging);
Mr.Praveen Mobian; Mr.Rahul Mahakal, Sr.Manager(CCL); Mr.Ravi Agarwal (CCL);
Mr. Dinesh Soni, Jr. Manager(Costing); Mr.Atul Tayade Asst. Manager(CCL); Mr.
Mahesh Bhonsle, Asst Manager(CCL); Mr. Sanjay Swami, Dy Manager (PPC) who were
with me through this entire journey. They inspired me to think beyond and to always look
for better solutions. I am deeply inspired by their profound thoughts, which took me to
light whenever the path became difficult.
I appreciate the help of Ms. Shweta Bhalekar, Jr. Manager (HR),JSW, Tarapur, who made
our stay a pleasant one and also provided us with all we needed and were always cordial
and helping.
Last but not the least, I wish to extend our thanks to all the staff of JSW, Tarapur, who
gave me great insight into the day to day operations of the plant.
- Analysis of Conversion Cost

I also wish to thank our faculty at ACPCE, specially Dr. Mahesh , HOD and my internal
guide Mr.Pampat & colleagues for making this all possible and all others who helped us
during these two months.
EXECUTIVE SUMMARY
This report is the presentation of findings of the project work carried out during the
summer internship at JSW Steel Limited, Tarapur during the period of May’09-June’09.
A Project entitled “Analysis of Conversion Cost” was undertaken during this internship.
Overall study of JSW Tarapur and recommendations for cost optimization strategies were
studied. Broad study was done of the whole plant & later as a sampling CCL plant was
studied. The project involved the initial study of basic operations at this plant. The main
objective was to understand and analyze the prevailing conversion cost practices, their
effects and efficiency. It also intended to find the shortcomings and recommend solutions
for the same.
The various touch points were analyzed, and discussions were made with employees
responsible in these areas to understand the prevailing processes and areas of
improvement. Based on these recommendations, cost optimization strategies have been
made as part of this study.
The main products of the company are GI, GL, PPGI & PPGL. The project is mainly
about study of the costing of these products and analysis of the variable costs for cost
reduction by studying various cost elements involved.
The objective of project is Analysis of conversion cost of production & to find the area of
cost optimization that can be adopted by company.
- Analysis of Conversion Cost

About JSW GROUP
JSW Group is one of the fastest growing business conglomerates with a strong presence
in the core economic sector. This Sajjan Jindal led enterprise has grown from a steel
rolling mill in 1982 to a multi business conglomerate worth Rs. 14700 Crore (US $
3.7billion).
As part of the US $ 10 billion O. P. Jindal Group, JSW Group has diversified interests in
Steel, Energy, Minerals and Mining, Aluminum, Infrastructure and Logistic, Cement and
Information Technology.
JSW Steel Limited is engaged primarily in manufacture of flat products viz. H R Coils,
CR Coils, Galvanized products, auto grade / white goods grade CRCA Steel and Power.
JSW Steel Limited has the largest galvanizing production capacity in the country and is
the largest exporter of galvanized products with presence in over 74 countries across five
continents.
On its road to growth and expansion, the Group is also conscious about its responsibility
towards environment and social development. Eco-efficiency is a matter of principle.
Preventive measures for damage to the environment are taken into account at the
planning stage of production and growth. JSW Foundation, an integral part of the Group,
is the CSR wing, with a vision to create socio economic difference in the fields of
Education, Health and Sports, Community Relationship/Propagation as well as Art,
Culture and Heritage.
Group Companies:
- Analysis of Conversion Cost

• JSW Steel Limited,
• JSW Energy Limited
• JSW Holdings Limited,
• JSW Infrastructure and Logistics Limited,
• Vijaynagar Minerals Pvt Ltd
• Jindal Praxair Oxygen Co. Ltd
• JSoft Solutions Limited.
ABOUT JSW STEEL LIMITED
JSW's history can be traced back to 1982, when Jindal Group acquired Piramal Steel
Ltd., which operated a mini steel mill at Tarapur in Maharashtra. The Jindals, who had
wide experience in the steel industry, renamed it as Jindal Iron and Steel Co Ltd. (JISCO)
now known as JSW Steel Limited (Tarapur & Vasind Works)
In 1994, to achieve the vision of moving up the value chain and building a strong,
resilient company, JISCO promoted Jindal Vijayanagar Steel Ltd (JVSL) now known as
JSW Steel Limited (Upstream). Its plant is located at Toranagallu in the Bellary-Hospet
area of Karnataka, the heart of the high-grade iron ore belt, and spread over 3,700 acres
of land. It is just 340 kms from Bangalore, and well connected to Goa and Chennai ports.
JSW Steel Ltd. Encompasses:
• Tarapur and Vasind Works (Downstream)
• Vijayanagar Works (Upstream)
India’s third largest steelmaker, JSW Steel Ltd. consists of the most modern, eco-friendly
steel plants with the latest technologies for both upstream & downstream processes. JSW
Steel Ltd. has received all the three certificates:
• ISO:9001 for Quality Management System
- Analysis of Conversion Cost

• ISO:14001 for Environment Management System
• OHSAS:18001 for Occupational Health & Safety Management System
Facilities:
Vijayanagar Works
Vijayanagar Works is a fully integrated steel plant, located in Bellary district, 340 kms
from Bangalore. It is also well connected to Goa and Chennai ports. The plant is also
equipped with modern technologies to ensure international quality standards. It produces
products from iron ore pellets to hot and cold rolled flat products.
Vijayanagar Works was the first Greenfield project in the world to have Corex
technology to produce Hot Metal. By 2008, Vijayanagar Works will achieve 7 MTPA
status making it India's largest integrated steel plant at one location. By 2010, it will
further expand to 10 MTPA. This makes it among the fastest growing steel plants in the
world. It's eco-friendly approach has also led to the development of Vijayanagar into a
modern township. Enveloped by acres of greenery and maintained by JSW, Vijayanagar
is prospering by leaps and bounds. Be it education, career opportunity or women
empowerment, the Company's initiative has gone a long way in making Vijayanagar the
success that it is today.
Vasind and Tarapur :
It is here that all began. A new chapter was written in the history of Indian Steel Industry
when JSW made its foray at Vasind in 1982 and setup a 20 Hi CR mill. JSW then
acquired a mini steel mill, which moved on to become JSW Steel Ltd.
Apart from being a leading manufacturer of cold rolled and color coated steel, Tarapur
and Vasind works is today India’s biggest producer & largest exporter of galvanized steel.
At Vasind Works, the Company has recently launched GALVALUME, a revolutionary
product in the steel industry. Its strategic location, with access to the major ports of
Mumbai, markets and raw material sources has worked to its advantage.
- Analysis of Conversion Cost

The total capacity of Vasind and Tarapur Works is 0.9 MTPA of Galvanized,
GALVALUME & Color Coated Cold Rolled products.
As JSW grew phenomenally, it also steered Tarapur and Vasind towards newer horizon of
prosperity. Apart from providing more jobs, JSW actively participates and organizes
various social and cultural activities to make lives richer. The region is now cleaner
happier and even more beautiful. Better health initiative, promotion of sports &
education are few of the development initiative that has gained in JSW presence.
Salem Works:
JSW Steel group acquired the Company and took over the Management from November
2004. Salem Works is the only integrated steel plant in Tamil Nadu and is located at
Pottaneri/M. Kalipatti villages and at about 35 kms from Salem. As part of the JSW Steel
group, the plant underwent a dramatic transformation and started making profits from the
first year onwards. A fast paced expansion plan has been drawn for the company to
quickly become the first 1 MTPA integrated steel plant in Tamil Nadu.
The plant is having facilities for production of Pig Iron, Steel, Billet and Rolled Steel
products in the long product category. The present capacity is being expanded to one
million tones per annum. It has adopted the Sinter plant – Blast furnace – Energy
Optimizing Furnace – Ladle Furnace, Vacuum Degassing Continuous Casting Machine –
bar and rod mill route with iron ore as the basic input material. It also has plants for
generation of power and production of oxygen.
Salem Works is highly environment conscious and the process and technology is
designed for reusing and recycling the process waste. We have an expanding green belt to
provide a green environment.
Products of Salem Works have the hallmark of quality and combined with competitive
pricing, they are highly preferred in automobile and construction sectors.
- Analysis of Conversion Cost

Products:
Hot Rolled products:
HR Coil, HR plate and sheet, HRPO, HRSPO
Applications: Automobile, Boiler and Pressure Vessels, Ship Building, Railways,
Transmission Towers, Oil and Petro Chemicals, Marine Containers, Coal and Mining
General and Heavy Engineering
Cold Rolled Products:
CR coil and Sheet
Applications: Automobile, White good, Cold rolled formed section, General engineering
& fabrication, Packing, Drums/ barrels, Furniture
Galvanized Product:
Galvanized Corrugated Sheet, GP Sheet and Coil
Applications: Automobile, Boiler and Pressure Vessels, Ship Building, Railways,
Transmission Towers, Oil and Petrochemicals, Marine Containers, Coal and Mining,
General and Heavy Engineering.
Pre-Painted Galvanized Product:
PPGI coil, PPGI sheet, PPGI profile
Application: Roof, Wall cladding and other building products, Household appliances,
Furniture, Automotives
Jindal Vishwas GC Sheets
It is the roof that has to take the brunt of nature's extremities during its entire life and
- Analysis of Conversion Cost

hence utmost care must be taken in selection of the right roofing material. Wrong choice
of roofing and cladding can create losses in terms of human lives and material in cases of
natural disasters A good reliable roof with least number of complications gives peace of
mind to meet these challenging needs of the customers, JSW offers superior quality
Galvanized Corrugated sheets under the brand name "Jindal Vishwas".
New Initiatives:
JSW Shoppe
In an endeavor to expand retail base and ensure the easy available of quality and branded
steel in all its market, JSW Steel plans to setup 200 exclusive JSW Shoppes across the
length and breadth of the country by 2010. It has launched JSW Shoppe at Hubli and
Jaipur. Mr. Sajjan Jindal, vice chairman and managing director, JSW steel has
inaugurated two exclusive JSW Shoppe in Hubli, Karnataka on December 4, 2007 and
target is to open several more Shoppe in India.
The concept originated from the fact that the company wants the end consumer to get the
right quality of product at competitive prices at the right place. It will help in building
trust with the end user and provide them steel at their door-step.
All technical specification and details on manufacturing ranges are available in JSW
Shoppe. Information of all types of JSW steel product, ranging from HR coils to Color
Coated Steel and Long Products would help in enhancing the awareness on wide usage of
steel among cross section of society & industries.
At JSW Shoppe, end consumer will also know about different application of different
steel products being manufactured by M/s JSW Steel through actual components and
pictures from Automobile, White Goods Sectors, and Construction.
STEELeMARTS :
- Analysis of Conversion Cost

STEELeMART, a B2B steel-trading portal is a venture of Sapphire Technologies Ltd. It
is promoted by the ‘JSW Group’ - one of the leading and fastest growing integrated steel
enterprises in India having interests in long & flat steel products. STEELeMART’s
intrinsic strength is derived from its trading modules, which have been designed keeping
in mind the specific buyers needs. Amongst these trading modules the versatile auction
module is immensely popular.
It has established for itself a reputation of being the most transparent, cost- effective and
interactive online steel trading portal and this is what sets STEELeMART apart from its
contemporaries. Everyday hundreds of steel users and traders across the country, trade on
STEELeMART to get the best deals on steel products.
STEELeMART cares for its customers and believes in continually evolving to provide
better services, which will enhance the experience of its customers while trading through
STEELeMART.
JSW, Tarapur
With an employee strength of more than 600 regular employees, Tarapur based unit of
JSW is crucial part of JSW steel empire. The Tarapur unit, has an annual sales turnover of
more than Rs. 4200 crore and is one of the Quality-conscious units of this conglomerate.
- Analysis of Conversion Cost

Hot Rolled Steel, the primary input material for the JSW, Tarapur unit comes to the plant
from Bellary based unit of JSW. The first process to which the hot rolled iron is subjected
to is termed as “Slitting”. In this, the hot rolls are cut from both sides or from a single
side into sheets of desired width as per the customer orders. This step removes the
damaged edges of the rolls, thus improving the quality of the end product
.
Cold Rolling, Galvanizing, Color Coating
Hot Rolled Steel Slitting Pickling
After slitting, the next step is “Pickling” of rolls. During transit and previous processing
underwent, surface of the rolls acquire some impurities and also gets oxidized, so they
are
treated with chemicals (HCl acid) to remove these impurities. Later these sheets are
rinsed, dried and oiled to avoid further surface impurities.
Next process in line is “Cold Rolling” of sheets. After initial uncoiling and welding, the
sheet is subjected to a pair of rotating rolls to reduce thickness of pickled sheets, and
achieve desired mechanical and metallurgical properties for the sheets. A sensitive
balance has to be obtained in terms of the sheet thickness, width and length and involves
a high precision work. The “Galvanizing process” takes place next and begins with the
uncoiling and welding of the coils to produce a continuous steel strip. This strip is then
cleaned and degreased in a continuous cleaning section. The strip next enters the heat
treatment furnace. It has an atmosphere of nitrogen and hydrogen to prevent oxidation of
the steel surface. Here the steel is subjected to a controlled heating and cooling cycle to
alter its physical properties. The zinc coating operation is performed by passing the steel
strip directly from the exit of the annealing furnace into a molten zinc bath of
- Analysis of Conversion Cost

temperature of around 4600 C. Excess zinc on the surface is wiped off by air "knives"
after the strip leaves the bath. The zinc composition in the bath is carefully controlled to
ensure that the optimum coating characteristics are achieved. Zinc provides a tough,
metallurgical bonded coating that completely protects the steel surface from corrosive
action of the environment. The galvanized steel then passes through a set of rollers in the
skinpass / leveller unit. Here any distortions that the strip has acquired in the annealing
furnace are smoothed out.From the leveller, the strip passes through a chromate spray
which reacts with the fresh zinc to produce a passive film of zinc and iron oxides.
Galvanized sheets are the major finished goods produced at this plant.
“Color Coating” is the next activity in the processing cycle of the sheets and provides a
variety of color coated sheets. This is totally market driven initiative and is earning rich
dividends for the organization. A major application of these sheets is in consumer goods
industries. The coil is subjected to unwinding, pre-treatment and coating process before
being recoiled. This process here employs high grade green technologies and makes little
waste, usually burning solvents to provide energy for curing the paint. Various types of
paints can be used on the surface for different applications and properties i.e. polyester,
epoxy, pvdf, plastisol etc. The organic coating can be done on the cold rolled steel coils,
galvanized coils, galvalume and various grades of aluminium.
Galvalume, a zinc-aluminum alloy coated steel sheet, is an upgraded product from
JSW’s hot dip metal coating galvanizing line is the latest offering. JSW Steel Ltd is the
first Indian Company, under a technology licensing from BIEC International Inc., USA to
produce Galvalume sheets - the fastest-growing sheet steel product renowned for its
excellent corrosion resistance and heat reflectivity. Galvalume sheet's superior
performance has been proven in the field. Over three decades of actual buildings in North
America, Europe, Australia and Asia testify to the product’s unrivaled corrosion
resistance and long service life. Galvalume sheet’s has 2-6 times longer service life
compared to G-90 (275 gsm) galvanized sheet. A patented alloy of barrier-resistant
aluminum and corrosion-fighting zinc gives Galvalume sheet its superior corrosion
resistance. Galvalume coating features an alloy that is 55% aluminum, 43.5% zinc and
- Analysis of Conversion Cost

1.5% silicon. The Galvalume production has started at Vasind unit and is at advanced
stages of production at Tarapur.
Importance of Cost Optimisation Strategies:
In today’s competitive world Corporate and businesses are struggling to maintain profits
and healthy bottom lines .Cost of production, fuel, raw material and human resources is
rising each year. These developments have prompted people to look for Cost
Optimisation Ideas & methods. Those who have opted for focused cost reduction
strategies have survived those who could not managed have perished .In recent economic
down turn it becomes more important to make Cost Optimisation program a major
initiative in industry. Companies are finding it difficult to retain people and are lying off
people, which is unprecedented in recent history of industrial recession. Companies have
to develop its own cost reduction program for savings without cutting jobs.
Cost Optimisation in Steel Company can be achieved through reduction, elimination,
modification, substitution or innovation .All cost drivers are taken into account and with
thorough analysis the best and least cost path is adopted for each activity. The best
methods to achieve results are to benchmark operating parameters to world-class
companies.
The major Cost parameters for Steel industry: -
1. Raw materials cost.
2. Power (kw h/unit)
3. Fuel (kw/unit)
4. Stores and Spares (Rs/unit).
5. Waste & defectives ( Process Loss)
6. Mfg. Overheads
- Analysis of Conversion Cost

7. Packaging
8. Labour
9. Salary
10. Admin. Overhead
It gives us rapid turnover & thus decrease the amount of money tied in materials. The
major problem with just-in-time operation is that it leaves the supplier & downstream
consumers open to supply shocks & large supply or demand changes.
Following are the list of raw materials used in Galvanizing & Color-coating Line of
JSW: ---
a) HR/ CR COILS :
It contributes about 64% of the total conversion cost. So the company must try
to find out different alternatives through which they can reduce the cost of their raw
materials.
Some of the available Suppliers for HR & CR coils:
1. Bao Steel-China
2. POSCO-Japan
3. Arcelor Mittal-MNC
4. CORNS-MNC
Big Indian Players in Steel Industry:
1. Tata Steel
2. SAIL
3. JSW Steel Ltd.
4. ISPAT
5. Essar Steel
- Analysis of Conversion Cost

Secondary Steel Players in the Market:
1. Bhushan-GP/GL
2. ISPAT-GP/GL
3. National Steel
4. JSW Steel Ltd.
5. Uttam Steel.
Present Supplier: In Tarapur plant of JSW, the HR/CR coils are brought down
from Bellary plant of JSW.
Company processes the HR coils which are bought from Bellary plant of Jindal, by
passing it through various stages and converting it into CR coils which are used in
further stages of production.
If the company plans to buy the HR coils from outside rather than its own company
then it would NOT get HR coils at lower price than its own company. Also the
company buys the HR coils at the market value from Bellary plant, as it cannot
negotiate with them. An outside company will always want some surplus, additional
profit if it is selling its product to other company. But while dealing with outside
companies, it can negotiate well to bring down the prices with its good negotiating
skills.
Cold Rolling department is completely dependent on the raw materials in the form
of HR coils as supplied by Slitting and pickling lines. As the stock level of HR coils is
maintained at a very low level, this plant has to be closed often, whenever HR coils are
not available. So, company must plan to built some inventory for maintaining sufficient
stock of HR coils so that there is no stoppage in other lines due to raw material
shortage.
Buying coils from your own sub-branches is beneficial as they are aware of the quality
of products required at their own organization. The sources of raw materials are
- Analysis of Conversion Cost

limited. All the companies in the business of steel making have to depend on the
existing available sources of raw material required for steel making. Though India has
good reserves of iron ore but at the same time lack of matching and adequate reserves
of coking coal and non-availability of good quality lime-stone for steel making have
also to be considered while project planning unless the suitable technology bypass
these primary requirements. The input costs for making of HR coils in Bellary plant is
approx. Rs. 19000. Out of which 85% is raw material cost i.e. Iron ore & the remaining
15% is conversion cost. In this 85%, there is 70:30 ratio of iron ore & coke. So
company must try to reduce the input costs by acquiring new mines having good iron-
ore percentage or getting into long term contract with major suppliers of iron ores in
domestic as well as international market. Company must also try to develop good
negotiation skills so that they can settle at lower costs with suppliers. But acquiring
iron-ore from own mines is very more beneficial.
The policies of Governments, both Central and State, should be transparent so that
renewal or re-allotments of existing mining leases of primary raw materials like iron
ore and coal can be made without any problem. The grants of some of the new mining
leases are essential for making investment and expansion of some of the mines for new
projects or capacity enhancements (example, Posco). Alternative ways like plans to
enter into strategic investments/ tie-ups for coking coal blocks in India and abroad to
ensure assured supply of coking coal is a major hurdle to cross.
b) ZINC & ALLOYS :
Zinc & alloys constitutes about 10 % of the total cost of conversion in Galvalume &
Galvanising plant. It has been estimated that corrosion costs about 4% of the GDP of an
industrial country’s economy. In Galvanizing industry the 45% of the conversion cost
involves the zinc consumption. The technique used in Tarapur plant of JSW is hot-
dipped galvanizing. The main zinc supplier for Tarapur branch is ‘Hindustan Zinc’.
The coating products of zinc & its alloys are as follows:-
- Analysis of Conversion Cost

1. Galvanized: A zinc coating, usually hot-dipped, in which the zinc and steel
form a metallurgical bond. The thickness of a hot-dipped coating can be vary
from thin zinc/iron layer to heavy applications.
2. Galvanneal: A zinc-iron coating produced by post-heating a hot-dipped
coating. It is used when paint is to be applied to the coated sheet.
3. Galvalume: Here Zn-Al alloy is used in which contribution of Aluminum is
about 55% with superior corrosion resistance.
So, the thickness of the zinc coating plays very important role in deciding the costs.
More the thickness more will be the cost of galvanizing. So, constant efforts must be
taken by company to develop new mechanism to reduce the zinc consumption.
Increasing the temperature of molten zinc can reduce the thickness of the zinc
coating. Also research was done to analyse the cost of other metals that can be used
for galvanizing. But it was found that cost of existing metals & alloys that provide
good corrosion resistance is very high when compared with zinc except some alloys
like terne made from tin & lead & NASSAC.
c) PAINT:
Paint constitutes about 50% of the total conversion cost in Colour Coating plant. Paint
is applied over Galvanized product as per the customer requirements.
In JSW, Primer, Top coat & Back coat are three important elements in Colour-coating
line.
Here, the colour-coating line applies about 5µ of primer coating on both the side of
GI/GL coils. Top coat is applied as per the customer requirements. Viscosity of paint is
- Analysis of Conversion Cost

one of the factor which affects the coverage area of paint. More viscous the paint more
is the volume solid percentage. Volume solid is the material that is actually applied over
coils & rest part is evaporated.
Previously, company use to prefer Epoxy backcoat which consists of 35% volume
solid. Its main characteristic was that it offer good pufadhesion & its cost was also low.
But for a good back coat its volume solid % must be high enough, so company thought
of using Polyester or PU back coat. But polyester’s pufadhesion was low and PU’s
cost was high. So, a company named Akzo nobel developed an intermediate product
which contains combination of above 3 back Coats having good volume solid
percentage, good pufadhesion & reduced cost.
Company at present keeps only 10-15 days inventory of paints. It has tied-up contract
for 50 shades with suppliers so as to meet its demand. Time procurement plays very
important role in deciding cost & continuity in process can be maintained only if there
is proper supply of raw materials from suppliers. They also sometimes make use of
tinters which are mixed with excess stock & old stock in inventory to make new
shades. Hence, stock which would have contributed to waste is actually converted into
useful product and thus this recycled product can be used for colour-coating on coils. In
this way, these processes help in reducing the cost.
Recommendations:
Company can go for setting up their own ‘Mixing Stations’ beside their Color-coating
section, so that they can meet their paint requirements easily without any delay. In
mixing station they can prepare their own colours so that they can reduce their
procurement time & cost as well as save their transportation cost.
But after feasibility study we found that setting up our own big mixing station won’t be
beneficial as we are not into paint business. The company will have to incur additional
cost for procurement of raw materials for making of paints. But our main business is
Steel so we cannot indulge our manpower & other resources in paint business. Also the
- Analysis of Conversion Cost

capital coat required prevents from setting up of a big mixing station. And moreover we
won’t be getting much profit out of it as we will be not be able to compete in market
with already established big brands. But we can set up a small mixing station, so that
we can make use of the old stock or excess stock by mixing them with tinters to form
new shades. This new shades formed from old stock can be applied on GI coils. Thus, it
can help a lot to reduce the inventory. Reduced inventory means reduced inventory
carrying costs carrying cost on account of interest, storage and handling charges,
insurance, record keeping, inspection and risk of deterioration in quality. In November
2008 Company converted most of the part of their old stock of paints to form new
shades by mixing with tinters.
The thickness of the colour coat has to be reduced. The thickness of the top coat must
be minimum but satisfying the customer specification. Even if we are able to reduce the
coating by 1µ then we could save lakhs of rupees.
In Colour coating business, product rejections are mainly due to change in colour
shades. These colour changes occur due to variation in temperature of primer & top coat.
The cooking process of primer & top coat must be carefully controlled by maintaining
proper temperature in furnaces. The thickness & colour of primer also plays very
important role in defining the shade of top coat on GI coils. The quantity & price of the
paint vary with their quality.
2. FUEL:
Fuel contributes about 1% of the total conversion cost. Basic manufacturing industry
consumes fuel in large quantum. Fuels also make large part of cost of production hence
any cost reduction strategies would have significant impact.
Following factors helps in fuel consumption:-
1. Air fuel ratios
- Analysis of Conversion Cost

2. Flue gas recycling
3. Nozzles sizes
4. Proper maintenance of burners.
NET VALUE OF FUEL = CALORIFIC VALUE X COST
Present fuel: Fuel used in plant is LPG for producing heat in furnace & many other
applications.
Available substitutes: Cheaper substitutes available for LPG according to me is
Natural Gas, another substitute can be Corex gas.
Natural gas is much cheaper than LPG. But the calorific value of the fuels play
important role in deciding the cost of the fuel. At ambient temperatures it remains in
gaseous form; however, it can be compressed (CNG) under high pressure to make it
convenient for use in other applications or liquefied (LNG) under extremely cold
temperatures (-260°F) to facilitate efficient transportation of the gas.
But consumption of CNG will be 3 times more than the consumption of LPG for the
same heating required.
Liquefied natural gas (LNG) takes up only 1/600th of the space that natural gas would
in its gaseous state and thus can be stored and transported more efficiently.
Essar steels and Bhushan Steel co are presently using LNG.
Corex gas is used in Bellary plant of Jindal but it is one of the by-products over there so
easily available to them & hence it is cheaper substitute for them. So availability cost of
fuel and its calorific value must be considered before selection of fuel.
Fuel consumption also depends upon the type of the burners used. Weishaupt burners
& Benetone burners can be used. Burner’s efficiency results in low fuel consumption.
- Analysis of Conversion Cost

Other important factor of combustion is air -fuel ratio. All manufacturers of burner
provides exact ration of air fuel. This ratio must be maintained within plant also.
Regular maintenance of burners also helps in fuel consumption.
In CCL plant of JSW, there are 2 lines running in parallel namely CCL 1 & CCL 2. In
CCL 1, the fuel consumption rate is about 26-28 kg/MT & in CCL-2 the fuel
consumption rate is about 14-16 kg/MT. This difference is due to installation of RTO
system in CCL-2 which has reduced the fuel consumption rate. So, same system must
be installed in CCL-1 so as to increase its efficiency.
3. POWER:
Power contributes around 2% of the total production cost. All manufacturing industry
consumes power or other energy sources for its production activities. Major source of
power consumption are production equipment like furnaces, ovens, prime movers, air
compressors, HVAC, cooling towers, lightning etc.
It is recommended to conduct an internal audit of energy consumption of all equipment
in the factory. It is found that either equipment are overrated or are running idle for
sometime. Equipment selection & introducing control features can reduce energy cost.
JSW Tarapur branch have already started with their 30 MW power plant to meet its
electricity requirements and also gain profit from surplus production by selling it to
MSEB. Here they have set-up of thermal power plant. Previously, company use to buy
power from MSEB for its production and other purposes. In 1983, they started with just
one plant but now they are having about 7-8 lines running parallel. So their power
requirements are increasing day-by-day due their various expansion plans. So they have
set-up their own Captive Power plant.
In a Captive power plant, company uses 50% of the power generated for its own use &
the rest 50% is sold to MSEB. The company has to pay double the amount paid by
domestic holdings. So, the company will be benefiting a lot with its own Captive power
- Analysis of Conversion Cost

plant. Also it will be gaining profit through selling of the power generated to MSEB at
higher rates.
Company previously converted many of its power-driven devices to fuel-driven
because of high cost of power. But now since it has its own power plant it can have
more of power-driven devices if its fuel prices are more than power prices.Various
other modifications can be done in production line for reducing power consumption.
4. STORES & SPARES:
Stores and Spares contribute about 2 % in total cost of production. Stores include the
raw materials that will be required in future. It is not always good to keep lot of stock
with you. For proper store management, forecast of the production must be accurate.
Higher amount of materials in stores, then higher will be our carrying cost.
Spares include maintenance of machinery. Proper care of the machinery must be taken
in order to prevent any sudden breakdown, which may abruptly affect the production
line. Alertness among the employees will help to reduce the cost of Stores and Spares.
In Tarapur JSW branch, ABC method of Stores control is followed. The classification
of the items into the categories A, B and C is made on the basis of such factors as their
value of consumption, investment value, or sales or profit potential. Thus, here with
minimum of effort, control is exercised over the items of comparatively high
importance. Proper forecast of the stores must be done based on production. Thus,
forecast must be accurate of the production.
Stores & spares department here follows Zero movement Inventory process at the end
of each month. Through this study they try to find out those items in inventory that
have not been moved i.e. there is no issue or dispatch of that item. They prepare the
- Analysis of Conversion Cost

frequency reports through which they classify non-usable inventory into non-moving
inventory, obsolete inventory etc. Based on their results they try to find out reasons for
non-usability of an inventory item and how to deal with it. The primary reason for non-
usability is modification in technologies. But there are many other reasons also.
Study of critical items is done and buffer stock is maintained for critical items. Here
they have their inventory period of 30 days. Some of the raw materials such as Zinc &
HR/CR coils follow just-in-time approach. They have mainly 3-4 days inventory, while
for paints a proper lead-time is planned.
According to me, Cost reduction strategy that can be followed in Stores & spares is –
Standardization of equipments, reduction of lead-time in inventory & procurement time
must be realistic. Standardization of equipments would help to reduce the spares for
machinery. Periodic verification of the stores must be done. Mostly this is done once a
year. Periodic stocktaking usually necessitates the shut down of the factory, and it
should therefore be completed as soon as possible. Therefore, company plans
indentation plan. Wastage should be reviewed in detail.
Excess inventory holding leads to excessive carrying cost on account of interest,
storage and handling charges, insurance, record keeping, inspection and risk of
deterioration in quality and thus adversely affects the profitability of the organization.
Non processible material if any is taken either for Rework or Auction considering
current order status and Aging/physical condition respectively.
5. PROCESS LOSS:
Process Loss constitutes about 3% in CCL plant. There are various reasons for Process
loss. Process loss may be due to breakdowns, line stoppages, repetitive works on
production line which consume time & money, human error, inefficient working of some
machinery parts, some defects or delays in raw materials, etc…….
Process loss can be minimized by reducing the arising’s percentage and increasing the
yield. Also steps must be taken to reduce the breakdowns. Mainly process losses are due
- Analysis of Conversion Cost

to breakdowns due to raw materials defects, raw material delay or shortage, Operational
or mechanical or electrical reasons. Corrective & preventive actions must be taken. Line
stoppages must be reduced by maintaining continuity within the plant. Continuity can be
maintained by proper planning of orders. Shortage of raw materials & orders often affect
the production. Repetitive works must be identified within the plant and corrective
measures must be taken to taken to reduce redundancy of work. Rewinding of the coils
is done on the same line in CCL plant. So setting up a separate rewinding line would give
better results. Changing of campaigns also results in process loss as it requires cleaning
of equipments involved in colour coating purpose & there is loss of thinners. Thus, there
should be proper scheduling of similar campaigns in groups or batches & clubbing of
same campaigns so that there is less loss due to frequent cleaning of these painting
equipments.
As, thickness and width of coils change, many changes have to be brought in into the
systems parameters. But the machines are designed in such a way that abrupt changes in
thickness and widths will not give satisfactory results. Hence, it has to be done in stages
to ensure necessary quality levels. So, ideally the planning of coils must be done
carefully so as to reduce the wastage in the form of dummy coils. Dummy coils are used
to assimilate the systems to the new thickness and width parameters.
6. PACKAGING :
Responsibility for coil quality does not end at the mill. Quality at final point of delivery
is dependent on the protection afforded by the coil packaging. Increasing demands for
suitable packaging for coil stock led to a new approach to protect coils during
transportation and at their final destination. Storage at destination is one aspect which
determines the type of packaging. However, there are still no commonly used standards
on how such packaging should look.
Starting from the strapping machines, whether manual or fully automatic, a variety of
packaging systems are available. Some of the packaging materials that are used here are
GP sheet, OD ring GP, ID ring HR, straps, wood for providing support at base etc. Most
- Analysis of Conversion Cost

of the packing materials used are reuse of the packing material obtained from HR coils
packing.
In JSW, they follow floating budget for packaging cost. This floating budget depends on
coil weight. As the coil weight decreases by 25% its packing cost budget increases by 10-
15%. Saving potential is shown in data & analysis section.
There are two main finished goods produced at this plant, namely GI (Galvanized Steel)
and PPGI (color coated steel) rolls. Following are the sales channels through which these
products are sold in the market, namely:
a) Trade
b) OEM
c) Export
Packaging specification for these 3 segments is different depending upon nature of
packaging required for different customers. OEM are the manufacturers of white goods
whose quality constraints are very high.
- Analysis of Conversion Cost

Analysis of Conversion Cost in Colour Coating Line
COST SHEET OF JSW STEEL LTD
Particular Avg. PPGI Thick X Width X Coating
(A) Raw Material Cost Paint 5000
Sub-Total(A)(B) Operating Cost(Variable Cost)
1.Process Loss 4002.Stores And Spares 3503.Fuel 5744.Power 250Sub Total(B)
(C) Fixed Cost1.Other Mfg Overheads 622.Personal Expenses 6003.Factory/Admin.overheads 200Sub Total(C)
(D) Operating Cost
- Analysis of Conversion Cost

7436(E) Packing &Selling Cost
1.Packing 2.Clg.,Fwd3. CommissionSub Total(F) 2000
(F) Conversion Cost(D+E)Rs. /T 9426(Before Interest & Depreciation)
Above format has been obtained from costing department, which is applicable as on
31.05.2009. The same format has been used for study of all the Six months under
consideration of current analysis.
Data and Analysis
To understand the problem areas, and the consumption of raw materials & Contribution
of each cost elements in total cost of production in CCL plant the following data of past
six months has been collected from different departments. From the six months data, the
deviations in cost of various factors like paint, Power, fuel, packaging, process loss
which are responsible for total conversion cost of production have been represented
through following data.
CCL-1 Table: 1
Months Avg
thickness
Production Paint
Litres/Mt.
Paintcost
(Rs./Mt.)
Paint Consumption
in lts.
Oct-08 0.277 302 44 6483 13160
Nov-08 0.38 791 28 4954 12861
Dec-08 0.29 705 35.94 5701 26088
Jan-09 0.209 62 48 7137 2985
- Analysis of Conversion Cost

Feb-09 0.37 1637 25.75 4414 44276
Mar-09 0.332 5088 29.44 4506 150315
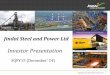
Following graph illustrates the variation in Avg. thickness & Production month-wise:
Fig - 1
0
1000
2000
3000
4000
5000
6000
0.277 0.38 0.29 0.209 0.37 0.332
Avg. thickness
Production in MTProduction/ MT
MonthwiseAvg. thickness(mm)
EXAMPLE:
Thickness of coils DFT (Microns)
10 18 250.25 mm 11.08 19.94 27.69o.50 mm 5.54s 9.97 13.850.75 mm 3.69 6.65 9.23
1. Low production is observed in some months, mainly in January-2009
2. There is very high fluctuation in paint cost
3. From the trend analysis it is also observed that the back coat consumption rate is
not varying in the same manner as top coat & Primer in some cases.
Reasons:
1. As the thickness decreases, the revolution of coils increases and so the paint
consumption increases. Increase in paint consumption may also be due to low
volume solid percentage in paints.
- Analysis of Conversion Cost

2. Low production was observed in some months in CCL-1, due to the shortage of
raw materials and also the customers were not placing the orders, because of
recession.
So, these reasons gave rise to shut down the line in the plant.
3. Due to the recession, the company could negotiate well with their suppliers for
the low cost of paints, so the paint cost has gradually decreased from Nov-08 to
Dec-08.
4. Back coat consumption is not varying proportionally with top coat & primer. It
may be due to variation in thickness of back coat on coils. The coating thickness
which is measured in microns may have been decreased or there may incorrect
booking of data.
1. In Jan ’09, the back coat consumption is not varying in proper proportion with
other paint.
Reasons:
1. Increased production resulted in lower paint consumption per metric tonne
because of
increase in Avg. thickness of GI/GL coils.
E.g.-
2. Variation in back coat consumption is due to increase in production in Jan 2009 &
increase in its coating thickness from 10 µ to 12 µ.
Paint Calculation:
X = 1000 / (7.85*GP thick)
Y= Vol. Solid* 10/DFT
Constant Density GP THICK
X 1000 7.85 0.35 364
Vol. Solid Constant DFT
- Analysis of Conversion Cost

Y 46 10 20 23.00
Lit / Ton
Z=X/Y 15.824663
Ord. Qty. 500
Total Paint 7912
Yield(97%) - A 8157
Tray Qty - B
TOTAL (A+B) 8157
DFTGauge 10.00 11.00 12.00 13.00 14.00 15.00 16.00
0.25 11.08 12.18 13.29 14.40 15.51 16.62 17.72
0.30 9.23 10.15 11.08 12.00 12.92 13.85 14.77
0.35 7.91 8.70 9.49 10.29 11.08 11.87 12.66
0.40 6.92 7.62 8.31 9.00 9.69 10.38 11.08
From the above table it is clear that by saving one micron coating we can save
approximately 0. 9 to 1 litre paint per metric tonne. Avg. cost of paint presently is Rs.166.
Therefore, Cost of paint/MT that can be saved by reducing 1 µ is approximately
Rs.166/MT.
- Analysis of Conversion Cost

1. The high fuel consumption rate is observed in CCL-1 in one month inspite of low
production because of in continuity in production line & less utilization
percentage.
2. There may be number of colour changes in CCL-1 because of many small orders
placed by customers.
- Analysis of Conversion Cost

1. It is also observed that budgeted and actual power consumption is very high in
CCL-1in January month.
Reasons:
1. The thickness of the coil is inversely proportional to the length of the coil and the
length of the coil is directly proportional to the power consumption.
2. The line speed is directly proportional to the production rate, which directly
affects power consumption per metric tonne.
3. Power consumption is very high in CCL-1in one of the month, due to low
production which affects the continuity in line.
- Analysis of Conversion Cost

Reasons:
1. Cost of applicator rollers is about Rs. Two lakhs. So if the production is low then
the Rs./MT cost of applicator rollers increases. Also there may frequent changing
of rollers due breakage, change in its shape.
PROCESS LOSS :
CCL – 1 table : 1.5 CCL - 2 table : 2.5
Months
Yield %
Production
Process Loss
Oct-08 95% 6600 5%
Nov-08 96% 6557 4%
Dec-08 96% 6435 4%
Jan-09 96% 6992 4%
Feb-09 95% 5959 5%
Mar-09 95% 6150 5%
Summary of CCL -1: table : 1.5.1
- Analysis of Conversion Cost
Months
Yield %
Production Process Loss
Oct-08 96% 302 4%
Nov-08 96% 791 4%
Dec-08 90% 705 10%
Jan-09 80% 62 20%
Feb-09 94% 1637 6%
Mar-09 95% 5088 5%

BUD TOTAL PROD. ACT. ACTUAL PROD.EXP <0.3 94.00 1711.87 93.89 1601.31EXP >0.3 97.07 26896.18 96.61 25977.33
EXP 96.89 28608.05 96.43 27578.63OEM WG 90.02 1731.81 93.06 1581.00
OEM NWG 96.99 10023.34 97.15 9729.45OEM 95.96 11755.14 96.42 11310.45
TRD <0.3 94.00 5267.78 95.80 5044.99TRD >0.3 96.50 1810.14 94.98 1712.29
TRD 94.64 7077.92 95.53 6757.28TOTAL 96.32 47441.10 96.26 45646.43
Summary of CCL -2: table : 2.5.1BUD TOTAL PROD. ACT ACTUAL PROD.
EXP <0.3 94.00 2086.70 94.21 1952.96EXP >0.3 91.04 28213.66 95.88 27031.67
EXP 91.25 30300.36 95.72 28984.63OEM WG 92.25 839.88 88.23 736.81
OEM NWG 90.44 6474.08 93.56 6050.60OEM 90.64 7313.96 92.91 6787.41
TRD <0.3 90.99 1420.36 95.76 1358.54TRD >0.3 86.72 3408.39 96.65 3288.91
TRD 87.97 4828.75 96.35 4647.45TOTAL 90.77 42443.08 95.26 40419.49
Interpretation:
1. From the above data it can be seen that the process loss is more case ‘Trade’ &
‘OEM’ as compare to ‘Export’.
Reasons:
1. In case of OEM, there is more process loss due to quality constraint involved with
customers & in Trade, the customer requirements vary frequently for more and
more reduced thickness of coil so there is more process loss in attending the
same.
2. Process loss also occurs when there is no line continuity and when adjusting
production line according to production.
- Analysis of Conversion Cost

Packaging : It contributes about 20- 22% of total conversion cost in CCL plant.
Export Coil – PPGI table : 3
MonthAvg. lot wt.(mt) Actual
Budgeted packing Cost (Rs./MT)
Actual Packing Cost(Rs./MT)
Packing Qty. ( Mt )
Oct-08 5.28 730 703 4832Nov-08 5.79 651 598 5436Dec-08 5.62 624 563 5401Jan-09 5.82 565 564 5267Feb-09 4.80 502 464 4638Mar-09 4.54 671 630 7539Avg. 5.31 624 587 5519
OEM Coil – PPGI table : 4
- Analysis of Conversion Cost

MonthAvg. lot wt.(mt) Actual
Budgeted Packing Cost
Actual Packing Cost
Packing Qty. ( Mt )
Oct-08 3.50 834 767 814Nov-08 3.64 807 693 858Dec-08 3.65 681 569 197Jan-09 3.34 718 701 568Feb-09 3.40 690 620 1,852Mar-09 3.28 782 727 894
Avg. 3.47 752 680 864
Trade Coil - PPGI table : 5
MonthAvg. lot wt.(mt) Actual
Budgeted Packing Cost
Actual Packing Cost
Packing Qty. ( Mt )
Oct-08 2.30 416 372 131Nov-08 2.22 409 323 304Dec-08 3.43 246 214 471Jan-09 3.04 280 269 417Feb-09 3.47 214 180 49Mar-09 2.44 275 226 225
Avg. 2.82 307 264 266
Interpretation :
1. From the Trend analysis, it can be observed that Budgeted packaging costs for
OEM & Export Coils are more than Trade coils.
2. Also actual packing cost per metric tonne is always well below the budgeted
cost/MT.
3. Packing cost varies with the change in Avg. Coil weight.
Reasons :
1. Packing costs are high in OEM due to high quality constraints. Export coils also
need very good packing due rough handling during transportation. In trade coils,
metal packaging is not needed sometimes, so the packaging cost is automatically
reduced.
- Analysis of Conversion Cost

2. There is saving in actual cost due reuse waste packing materials.
3. Packing cost depends highly upon the coil weight & price of packing materials.
Cost optimization in ‘straps’ used for Packaging :
1. Presently company uses steel strap having dimensions 0.64 x 31.75 mm from
ITW suppliers. Another Supplier named FROMM packaging systems is ready
to offer straps having dimensions 0.79 x 25.40 mm.
Monthly requirement of company is 25000 kgs. of straps.
So, with ITW 6.289 mtrs/Kgs strap is required. Therefore total requirement
for whole month goes to 157232 mtrs/month.
With FROMM packaging suppliers, 6.35 mtrs/kgs strap is required. Therefore
total requirement for whole month goes to 158750 mtrs/month.
So, Savings is 1517 mtrs = 239 kg/month
Rate of strap is Rs. 52/Kg
Therefore, total savings is Rs. 12428/ month.
So, annually, total savings can be Rs. 149136.
Sources of Data
Sources of data are mainly secondary. The data is collected from internal sources of
company through direct interactions with the concerned persons. Some of the data was
collected through Internet. Sampling method is used for study by studying the conversion
cost in CCL through past six monts data and based on this analysis have been carried out.
- Analysis of Conversion Cost

Conclusion
1. JSW does not own mines for some of its basic raw materials.
2. Inability to utilize 100% capacity.
3. Low perception among investors about the company’s management and ability to
sustain growth.
4. Although the company is focusing a on R&D, the budget is only a fraction of
what international competitors can afford to invest in their R&D activities.
5. The labor and conversion costs ( these include labour cost, energy cost and other
manufacturing costs) per tonne of steel are among the lowest in the industry( both
domestically and internationally)
- Analysis of Conversion Cost

6. JSW is India’s largest private steel maker. This allows JSW to the economies of
scale in production and better bargaining power with respect to suppliers and
customers.
7. JSW steel is located in a fast growing country like India where the per-capita steel
consumption is still low but this means huge potential for growth.
8. JSW steel has access to top talent from the country and that too at comparatively
lower prices than the competition.
9. JSW steel still does not have captive mines and once they have it, their cost
structure would improve further and the external risk to the company will be
mitigated to a large extent.
10. The current economic scenario where steel demand is declining around the world
is another major area of concern for the organization. The company has already
postponed and/or delayed some of its projects which were in the pipeline.
11. JSW Steel though is driven by technology, does not spend much on Research and
development and prefer to acquire and get technology solutions from outside
either through purchase or sometimes through Joint ventures and projects.
12. The average cost of production/tonne has reduced over the years and the
productivity of labor has increased substantially over the years. This has
primarily been due to the deployment of latest technology in their
processes and in order for this trend to continue, it needs to sustain investment in
this domain.
- Analysis of Conversion Cost

Recommendations
1. Controlling coating parameters such as air, temperature & viscosity using closed
loop controls is important.
2. Improvements in continuous coating operations typically relate to increasing the
Line speed of the process.
3. Paint jobs must be scheduled to minimize changing colour in roll & coil coating
equipment. Paint with light colours first, then darker ones; the lighter coating
does not need to be completely removed, but can blend into the darker coating.
- Analysis of Conversion Cost

4. Roll & coil coating equipments should be cleaned regularly to prevent coating
materials from drying on the rollers & feed lines. Water should be used in
cleaning steps to reduce the amount of hazardous waste generated. Initial cleaning
should be performed with used solvents, saving fresh solvents for final cleaning
stages.
5. In Packaging, efforts must be made to lower the budgeted cost in all the 3
segments by bringing automation in packaging line, replacing GP sheets with CR
sheets for packing if possible & reducing the strap’s dimensions without affecting
its strength.
6. Company must try to acquire some mines to satisfy its basic raw material
requirements.
7. It must put some efforts to convert its fuel- driven devices into power- driven
devices.
8. Company may plan in future to built its own mixing stations for paint.
9. Develop good relations with suppliers so as to reduce the raw material shortages
& improve procurement time.
Bibliography / Referances
Websites:
1. www.steelbb.com
2. www.steelonthenet.com
3. www.shumaonline\costreductionstrategies.com
4. www.energysavings.com
5. www.google.com
- Analysis of Conversion Cost

Referance books :
1. Principles of Cost Accounting – Mr. N.K Jain
2. Financial management – Mr. I.M. Pandey.
- Analysis of Conversion Cost