-
7/25/2019 Penerapan Shojinka Dalam Fleksibilitas Produksi Pada
Lintasan Perakitan
1/14
Proceeding Seminar Nasional Teknik Industri &
Kongres BKSTI VI 2011
Hal I - 159
PENERAPAN SHOJINKA DALAM FLEKSIBILITAS PRODUKSI
PADA LINTASAN PERAKITAN
Bambang Indrayadi1, Arif Rahman2, Gery Hardhiarto3Program Studi
Teknik Industri, Fakultas Teknik
Universitas Brawijaya Malang (UB)Jl. Mayjen Haryono 167 Malang
65145 Indonesia
Phone/Fax : +62-341-551430
E-mail : [email protected]
Abstrak
Perubahan jumlah permintaan yang berfluktuasi tidak menentu
merupakan permasalahan yang
kerapkali dihadapi oleh perusahaan, termasuk PT X. Fluktuasi
permintaan menyulut problema
peramalan permintaan dalam penentuan jumlah produksi di masa
mendatang, Kekeliruan penentuan
jumlah produksi dapat menyebabkan terjadinya penumpukan pada
persediaan produk, namun juga
dapat mengakibatkan kehilangan kesempatan dalam memenuhi
sebagian permintaan konsumen.
Penentuan jumlah produksi secara fleksibel melalui strategi
mengikuti permintaan (chase demandstrategy) dapat ditempuh dengan
mengatur jumlah tenaga kerja. Pengaturan jumlah tenaga kerjadengan
teknik shojinka akan mewujudkan fleksibilitas produksi dengan beban
kerja yang lebih stabil,
mengurangi fenomena undertime dan overtime. Shojinka merupakan
suatu teknik untuk mencapai
fleksibilitas dalam pengaturan jumlah tenaga kerja dengan
menyesuaikan diri terhadap perubahan
permintaan, dengan tetap menyeimbangkan lintasan produksi
berdasarkan perhitungan metode
heuristik. Kondisi awal perusahaan yang mempergunakan strategi
produksi konstan (level production
strategy) menetapkan waktu siklus sebesar 29,72 detik dan 55
pekerja, mempunyai efisiensi sebesar69,69% dan output produksi
sejumlah 48.452 unit. Analisis teknik shojinka diterapkan
dengan
perhitungan pada saat permintaan rata rata permintaan minimum
dan permintaan maksimum Pada
-
7/25/2019 Penerapan Shojinka Dalam Fleksibilitas Produksi Pada
Lintasan Perakitan
2/14
Proceeding Seminar Nasional Teknik Industri &
Kongres BKSTI VI 2011
Hal I - 160
Tabel 1.1Data Rencana dan ProduksiEnginePT. X
Bulan Rencana Produksi KeteranganFebruari 2008 47.476 53.096
Terpenuhi (lebih 5.620)
Maret 2008 55.716 55.759 Terpenuhi (lebih 43)
April 2008 63.105 66.150 Terpenuhi (lebih 3.045)
Mei 2008 62.000 61.968 Kekurangan 32
Juni 2008 60.990 60.432 Kekurangan 558
Juli 2008 61.498 62.539 Terpenuhi (lebih 1.041)
Agustus 2008 72.440 74.596 Terpenuhi (lebih 2.156)
September 2008 69.545 67.217 Kekurangan 2.328
Oktober 2008 55.280 55.166 Kekurangan 114
November 2008 69.960 70.698 Terpenuhi (lebih 738)
Desember 2008 69.960 16.337 Kekurangan 53.623
Januari 2009 62.760 41.611 Kekurangan 21.149
Februari 2009 36.718 36.787 Terpenuhi (lebih 69)
Total 787.448 722.356 Kekurangan 65.092
Permintaan pasar yang terus meningkat dalampersaingan yang
semakin terbuka, membuatjumlah permintaan yang terlayani oleh
masing-masing perusahaan berfluktuatif tidak menentu.
Permasalahan fluktuasi permintaan pasar jugadihadapi oleh PT. X.
Fluktuasi dari permintaanini memaksa perusahaan untuk cermat
dalammenentukan jumlah produksinya. Penentuan
jumlah produksi yang terlalu besar dibandingkan
Berdasarkan beberapa masalah yangteridentifikasi, maka
dirumuskan pokokpermasalahannya adalah Bagaimanakahmenyeimbangkan
lintasan perakitan untuk
mencapai fleksibilitas produksi menghadapipermintaan yang
berfluktuasi?. Denganmenerapkan shojinka untuk
memecahkanpermasalahan tersebut, penelitian ini bertujuan
untuk mengatur jumlah tenaga kerja dengan
-
7/25/2019 Penerapan Shojinka Dalam Fleksibilitas Produksi Pada
Lintasan Perakitan
3/14
Proceeding Seminar Nasional Teknik Industri &
Kongres BKSTI VI 2011
Hal I - 161
Gambar 2.1MetodeRanked Positional WeightSumber : Leon (2004
[5])
Ranked Positional Weight adalah salah satu
metode yang diusulkan oleh Helgeson danBirnie sebagai pendekatan
untuk memecahkan
permasalahan pada keseimbangan lintasan(Groover, 2001 [6]).
Precedence diagram merupakan gambar
secara grafis yang memperlihatkan urutan suatuproses pengerjaan
dari keseluruhan operasi
pengerjaan, dengan tujuan agar memudahkandalam pengawasan,
evaluasi serta perencanaanaktivitas-aktivitas yang terkait di
dalamnya.
Waktu siklus merupakan waktu yangdibutuhkan oleh lintasan
produksi untuk
menghasilkan suatu unit produk. Berikut ini
k d i kt ikl
C
N
i
i
T
t
n 1min
(3)
Dimana :
nmin = perkiraan jumlah stasiun kerja minimum
ti = waktu operasi elemen kerja ke-i(menit)
N = Jumlah operasi
TC = Waktu siklus (menit)
Balanced delay merupakan ukuranketidakseimbangan dalam suatu
lintasan
produksi yang merupakan jumlah waktumenganggur pada lintasan
yang dinyatakansebagai prosentase pemakaian waktu pada
lintasan. Secara matematis rumus balanceddelay adalah sebagai
berikut (Leon, 2004 [5]):
%1001
C
N
iiC
Tn
tTn
D (4)
Dimana :
D = balanced delay (%)
n = jumlah stasiun kerja
TC = waktu siklus (menit)
ti = waktu operasi elemen kerja ke-i(menit)
-
7/25/2019 Penerapan Shojinka Dalam Fleksibilitas Produksi Pada
Lintasan Perakitan
4/14
Proceeding Seminar Nasional Teknik Industri &
Kongres BKSTI VI 2011
Hal I - 162
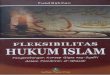
2.2 Teknik Shojinka
Gambar 2.2 menunjukkan faktor utamashojinka sebagai salah satu
teknik yangdikembangkan oleh Toyota di dalam sistemproduksinya
(Toyota Production System).Shojinka adalah suatu teknik untuk
mencapaifleksibilitas dalam pengaturan jumlah pekerja ditempat
kerja dengan menyesuaikan diri terhadapperubahan permintaan
(Monden, 2000 [10]).
Dengan kata lain, shojinka berarti mengubah(mengurangi atau
menambah) jumlah pekerjapada suatu lintasan produksi apabila
permintaanproduksi berubah (berkurang atau bertambah).
SHOJINKA
Mencapai fleksibilitas jumlah
pekerja pada lini produksi dengan
menyesuaikan diri terhadap
perubahan permintaan
Pelebaran atau
penyempitan
cakupan pekerjaan
untuk tiap pekerja
Tata ruang
gabungan lini
berbentuk-U
Pekerja
fungsi ganda
SHONINKA
Penurunan jumlah
pekerja di lini
produksi
Perubahan
lembar rutin
operasi baku
dipergunakan untuk menghitung waktu standar.
Data-data waktu standar dari masing-masingoperasi dapat dilihat
pada Lampiran 2.
3.1 Analisis Sistem AwalBerdasarkan persamaan 2, maka berikut
ini
merupakan persamaan dalam menentukan waktusiklus untuk proses
perakitan engine, dimanapada kondisi aktual terdapat dua sistem
yang
digunakan, yaitu sistem seri untuk lini perakitandan sistem
paralel pada prosesfiring inspection:
n
firingtlinit
T
N
i
i
N
i
i
c
11 (7)
Dimana :
N
i
ilinit
1
= 3,78+3,40+...+0,99 = 1.618,16 detik
N
i
i firingt1
= 9,90+3,14+...+2,37 = 102,44 detik
Berdasarkan data tersebut, maka berikut inimerupakan perhitungan
dalam menentukan
waktu siklus pada perakitan engine:
li it
N
fi itN
-
7/25/2019 Penerapan Shojinka Dalam Fleksibilitas Produksi Pada
Lintasan Perakitan
5/14
-
7/25/2019 Penerapan Shojinka Dalam Fleksibilitas Produksi Pada
Lintasan Perakitan
6/14
Proceeding Seminar Nasional Teknik Industri &
Kongres BKSTI VI 2011
Hal I - 164
dihasilkan, sebagai dasar dalam penggunaan
teknik shojinka, yaitu berdasarkan data jumlahproduksi minimum,
produksi rata-rata danproduksi maksimum seperti dapat dilihat
padaTabel 3.1.
Tabel 3.1 Estimasi Jumlah Produk YangDihasilkan
Produksi Aktual (Historis) Estimasi
Rata-Rata 55.566 unit 56.000 unit
Minimum 16.337 unit 15.000 unit
Maksimum 74.596 unit 75.000 unit
Analisis shojinka ini dilakukan denganmenggunakan metode line
balancing. Metodeline balancing yang dipakai menggunakanmetode
heuristik dengan menerapkan metodeRanked Positional Weight (RPW).
Teknikshojinka ini dianalisis berdasarkan tiga jenisestimasi
produksi, seperti yang telah disebutkandi atas, yaitu pada saat
produksi rata-rata,produksi minimum dan produksi maksimum.
Setelah ditentukan jumlah estimasi hasilproduk yang akan
dihasilkan, maka langkahselanjutnya yaitu menentukan waktu
siklusperakitan. Berikut ini merupakan persamaan dari
kt ikl d kt h i k j l 1
nmin=firingtlinit
N
ii
N
ii
11 +
firingt
N
ii
1 TC TC
=1.618,16102,44
+102,44
TC TC
3.2.1 Tingkat Produksi Rata-rataPada tingkat produksi rata-rata
dengan
waktu siklus produksi sebesar 25,71 detik maka
di lini perakitan minimal terbagi 59 (pembulatandari 58,95)
stasiun kerja dan di operasi firinginspection minimal terdapat 4
(pembulatan dari3,984) stasiun kerja. Hasil perhitungan
analisiskeseimbangan perakitan rata-rata pada seksiAssy EnginePT. X
disajikan pada tabel 3.2.
Berdasarkan hasil perhitungan analisiskeseimbangan lintasan
perakitan rata-rata seperti
yang disajikan dalam tabel 3.2 dapat dilihatbahwa penetapan
waktu siklus yang harusdigunakan dalam lini perakitan (pada
conveyor)adalah waktu operasi terbesar dari setiap stasiunkerja
yang terbentuk, yaitu sebesar 25,70 detik.Selain itu, dapat
diperhatikan pada tabel 3.2bahwa jumlah stasiun kerja pada saat
produksirata-rata ini adalah sebanyak 69 stasiun kerja
d 65 t i k j d li i kit d 4
-
7/25/2019 Penerapan Shojinka Dalam Fleksibilitas Produksi Pada
Lintasan Perakitan
7/14
Proceeding Seminar Nasional Teknik Industri &
Kongres BKSTI VI 2011
Hal I - 165
Tabel 3.2 Analisis Keseimbangan Lintasan Produksi Rata-Rata
SK Pembebanan Operasi TSK Efisiensi SK Pembebanan Operasi TSK
Efisiensi1 (101)1,2,3,4,5,7 24,75 0,9625 36 (403)1,2,3,4 25,46
0,9902
2 (101)6,8,(102)1,2,3,4,5,6 23,79 0,9252 37 (404)1,2,3,4,5,6,7
17,33 0,6739
3 (102)7,8,9,10,(103)1,2,5,6 25,70 0,9998 38 (315)1,3,4,5 23,96
0,9320
4 (103)3,4,(104)1,2,3,4,6 24,89 0,9682 39 (316)1,2,3,4,7 25,49
0,9913
5 (201)1,2,3,4,5,6,7,8,9,10,11,12,13,14 25,40 0,9879 40
(316)5,6,8,9,(317)1,2,3A 23,28 0,9055
6 (202)1,2,3,4,5,6,7,8,9 25,30 0,9840 41
(317)3B,4,5,6,7,8,9,(318)5 24,63 0,9580
7 (104)5,7,8,9,10,(105)1,2 23,18 0,9015 42 (318)1,2,3,4,6 25,48
0,9911
8 (105)3,4,5,6,7,8,9 25,34 0,9857 43 (319)1,2,3,4 25,57
0,9947
9 (202)10,11,(203)1,2,3,4,5,6,7,8,9,10 25,34 0,9856 44
(405)1,2,3,4,5,6,7,8,(406)1 18,63 0,7247
10 (301)1,2,3,4,5,6,7,8,9,10,11 25,09 0,9761 45
(319)5,6,7,8,(320)1,2,3 24,12 0,9382
11 (301)12,13,14,(302)1,3 24,06 0,9360 46 (406)2,3,4 21,51
0,836512 (302)2,4,5,(303)2,3 24,15 0,9393 47 (320)4,5,6,(321)1,2
24,08 0,9365
13 (401)1,2,3,7 16,82 0,6541 48 (321)3,4,5,6,(322)1 24,98
0,9715
14 (303)1,4,5,6,7,(304)2 24,28 0,9444 49 (322)2,3,4,5,6 25,30
0,9840
15 (410)1,2,3,4,5,6,8,9 21,55 0,8382 50
(322)7,8,9,(323)1,2,3,4,5,6 25,63 0,9970
16 (401)4,5,6,7 17,18 0,6682 51 (323)7,8,(324)1,2,6,7 23,66
0,9201
17 (410)7,(411)1,2,6,7 22,92 0,8913 52 (324)3,4,5,8,(325)1 23,29
0,9060
18 (304)1,3,4,5,6,7 25,27 0,9829 53 (407)1,2,3,5,6,7 25,68
0,9987
19 (411)3,4,5,6,7,(412)1,2 21,86 0,8501 54 (325)2,3,4 25,70
0,9996
20 (304)8,9,(305)1,2,3,4,5 25,62 0,9964 55 (407)4,6,7,(408)1,2
23,54 0,9156
21 (412)1,3,4,5,6,7,8,9 25,15 0,9783 56 (408)3,4,5,6,(409)1,2
21,39 0,8320
22 (305)6,7,8,(306)1,2,3 23,06 0,8970 57 (326)1,2,3,4 25,44
0,989623 (306)4,5,6,(307)1,2A 24,38 0,9484 58 (409)1,3,4,5,6,7
18,04 0,7015
24 (307)2B,3,4,5,6,7 23,48 0,9134 59 (326)5,6,7,(327)1,2,3 24,32
0,9461
25 (308)1,2,3,4,5 24,41 0,9495 60 (327)4,5,6,(328)1,2A 25,63
0,9969
26 (308)6,(309)1,2,3 23,16 0,9009 61
(328)2B,3,4,5,6,(329)1,2,3,(330)5,9 25,40 0,9880
27 (309)4,5,(310)1,4 22,89 0,8902 62 (329)4,5,6,(330)1 23,58
0,9173
28 (310)2,3,5,6 24,69 0,9602 63 (330)2,3,4,6,7,10 25,50
0,9919
29 (402)1,2,3B,6 24,30 0,9450 64 (330)8,(331)1,2,3,4,7 20,96
0,8151
30 (402)3A,4,5,6,7 21,10 0,8207 65 (331)5,6,7 15,71 0,6112
31 (311)1,2,3,4,5,6,7,8,10 24,30 0,9450 66 (0FT)1,2,3,4,5,6A
25,69 0,9994
32 (311)9,10,(312)1,2,3 23,08 0,8975 67 (0FT)6B,7,8,9,10A 25,58
0,9949
33 (312)4 5 6 7 (313)1 2A 24 20 0 9413 68 (0FT)10B 11 12 13 14
15 16 25 70 0 9995
-
7/25/2019 Penerapan Shojinka Dalam Fleksibilitas Produksi Pada
Lintasan Perakitan
8/14
Proceeding Seminar Nasional Teknik Industri &
Kongres BKSTI VI 2011
Hal I - 166
Tabel 3.3 Analisis Keseimbangan Lintasan Produksi MinimumSK
Pembebanan Operasi TSK Efisiensi
1
(101)1,2,3,4,5,7,6,8,(102)1,2,3,4,5,6,7,8,9,10,(103)1,2,3,4,5,6,(104)1,2,6
95,51 0,9949
2
(201)1,2,3,4,5,6,7,8,9,10,11,12,13,14,(202)1,2,3,4,5,6,7,8,9,10,11,(203)1,2,3,4,5,6,7,8,9,10
72,00 0,7500
3
(104)3,4,5,7,8,9,10,(105)1,2,3,4,5,6,7,8,9,(301)1,2,3,4,5,6,7,8,9,10,11,12,13,14,(302)1A
95,73 0,9972
4
(302)1B,2,3,4,5,(305)1,2,3,4,5,6,7,8,(306)1,2,3,4,5,6,(307)1,2A
95,28 0,9926
5 (303)1,2,3,4,5,6,7,(304)1,2,3,4,5,6,7,8,9,(401)1,2,3,4,5,6,7
93,45 0,9734
6
(410)1,2,3,4,5,6,7,8,9,(411)1,2,3,4,5,6,7,(412)1,2,3,4,5,6,7,8,9
83,92 0,8742
7 (307)2B,3,4,5,6,7,(308)1,2,3,4,5,6,(309)1,2,3,4,5,(310)1 90,12
0,9387
8
(310)2,3,4,5,6,(311)1,2,3,4,5,6,7,8,9,10,(312)1,2,3,4,5,6,7,(313)1
87,28 0,9092
9 (402)1,2,3,4,5,6,7,(403)1,2,3,4,(404)1,2,3,4,5,6,7 87,25
0,9089
10 (313)2,3,4,5,6,(314)1,2,3,4,5,6,(315)1,2,3,4,5,(316)1 93,89
0,9780
11
(316)2,3,4,5,6,7,8,9,(317)1,2,3,4,5,6,7,8,9,(319)1,2,3,4,5,6,7,8,(320)4,6
95,98 0,9998
12 (318)1,2,3,4,5,6,(320)1,2,3,(405)1,2,3,4,5,6,7,8,(406)1,2,3,4
89,65 0,9338
13
(320)5,(321)1,2,3,4,5,6,(322)1,2,3,4,5,6,7,8,9,(323)1,2,3,4,5,6,8
94,13 0,9806
14 (323)7,(324)1,2,3,4,5,6,7,8,(325)1,2,3,4,(326)1,2,3 91,20
0,9500
15 (407)1,2,3,4,5,6,7,(408)1,2,3,4,5,6,(409)1,2,3,4,5,6,7 84,17
0,8768
16
(326)4,5,6,7(327)1,2,3,4,5,6,(328)1,2,3,4,5,6,(329)1,2,3,4,5,6,(330)1
94,53 0,9846
17 (330)2,3,4,5,6,7,8,9,10,(331)1,2,3,4,5,6,7,(0FT)1,2,3,4,5,18
86,49 0,9010
18 (0FT)6,7,8,9,10,11,12,13,14,15,16,17,18 89,94 0,9368
Perhitungan dari efisiensi waktu proses padaperakitan
enginedengan waktu siklus perakitanminimum dipaparkan sebagai
berikut :
= 100 % - D= 100 % - 6,33 %= 93,67%
Efisiensi waktu proses yang lebih dari 90%,menunjukkan bahwa
efisiensi lintasan cukuptinggi dan lintasan perakitan cukup
seimbang.
P hit ki t t d k i
adalah waktu operasi terbesar dari setiap stasiunkerja yang
terbentuk, yaitu sebesar 19,19 detik.Selain itu, dapat diperhatikan
pada tabel 3.4bahwa jumlah stasiun kerja pada saat produksimaksimum
ini adalah sebanyak 89 stasiun kerjadengan 83 stasiun kerja pada
lini perakitan dan 6stasiun kerja padafiring inspection.
Balanced delay dari lintasan perakitanadalah :
N
-
7/25/2019 Penerapan Shojinka Dalam Fleksibilitas Produksi Pada
Lintasan Perakitan
9/14
Proceeding Seminar Nasional Teknik Industri &
Kongres BKSTI VI 2011
Hal I - 167
Tabel 3.4 Analisis Keseimbangan Lintasan Produksi MaksimumSK
Pembebanan Operasi TSK Efisiensi SK Pembebanan Operasi TSK
Efisiensi
1 (101)1,2,3,4,5 17,50 0,9114 46 (403)1B,2,3,4 17,29 0,9004
2 (101)6,7,8,(102)1,2A 18,41 0,9589 47 (404)1,2,3,4,5,6,7 17,33
0,9023
3 (102)2B,3,4,5,6,7,8,10 18,29 0,9525 48 (314)5,6,(315)1,2,3A
17,03 0,8870
4 (102)9,(103)1,2,5 18,81 0,9795 49 (315)3B,4,5,(316)1A 19,12
0,9960
5 (103)3,4,6,(104)1 18,33 0,9547 50 (316)1B,2,3,4,6,9 19,16
0,9980
6 (201)1,2,3,4,5,6,7,8,9,10,11 18,20 0,9477 51
(316)5,7,8,(317)1,6,7 18,01 0,9379
7 (104)2,3,4,5,6,7 17,46 0,9092 52 (317)2,3,4 18,79 0,9787
8 (201)12,13,14,(202)1,2,3,4 16,66 0,8676 53 (317)8,9,(318)1,2
18,59 0,96829 (202)5,6,7,8,9,10,11,(203)2 18,14 0,9447 54
(318)3,4,5,6,(319)5 17,86 0,9303
10 (104)8,9,10,(105)1,2,3,5 18,56 0,9666 55 (319)1,2 18,27
0,9515
11 (203)1,3,4,5,6,7,8,9,10 19,01 0,9900 56 (319)3,4,6,7,8,(320)2
18,46 0,9613
12 (105)4,6,7,8,9 18,56 0,9666 57 (405)1,2,3,4,5,6,7,8,(406)1
18,63 0,9704
13 (301)1,2,3,4,5,6,7,8 18,73 0,9757 58 (320)1,3,4,6 18,89
0,9840
14 (301)9,10,11,12,13,14,(302)1A 17,84 0,9292 59 (406)2,3,4
18,89 0,9839
15 (302)1B,2A 18,96 0,9875 60 (320)5,(321)1,2,3 18,49 0,9629
16 (302)2B,3,4,5,(303)2,3 17,77 0,9257 61 (321)4,5 19,09
0,9943
17 (401)1,2,3 15,86 0,8260 62 (321)6,(322)1,2,3 18,79 0,9787
18 (303)1,4,5 18,49 0,9629 63 (322)4,5,6,7,8,9,(323)1 18,20
0,9477
19 (410)1,2,3,4,5,8,9 17,06 0,8887 64 (323)2,3,4,5,6 17,91
0,932620 (401)4,5,6,7 17,18 0,8948 65 (323)7,8,(324)1,2 18,05
0,9402
21 (410)6,7,8,9,(411)1,2A 16,30 0,8492 66 (324)3,4,5,7 18,46
0,9613
22 (303)6,7,(304)1,2,3,4 18,87 0,9828 67 (407)1,2,3 17,24
0,8978
23 (410)8,9,(411)1,2B,3 18,45 0,9608 68 (324)6,8(325)2A 16,98
0,8844
24 (411)1,4,5,6,7,(412)1,2 19,17 0,9984 69 (325)1,2B,3,4 19,18
0,9989
25 (304)5,6,7,8,9 18,34 0,9553 70 (407)4,5,6,7 18,25 0,9508
26 (305)1,2,3,4 17,57 0,9152 71 (408)1,2,3,5,6 16,58 0,8638
27 (412)3,4,5,6,7,8,9 18,71 0,9745 72 (326)1,2,3 18,82
0,9802
28 (305)5,6,7,8,(306)1,2 16,72 0,8706 73 (408)4,(409)1,2 18,52
0,9644
29 (306)3,4, 5A 17,88 0,9311 74 (326)4,5,6.7,(327)1,3 18,69
0,9734
30 (306)5B 6 (307)1 2A 17 72 0 9231 75 (409)3 4 5 6 7 16 50 0
8592
-
7/25/2019 Penerapan Shojinka Dalam Fleksibilitas Produksi Pada
Lintasan Perakitan
10/14
Proceeding Seminar Nasional Teknik Industri &
Kongres BKSTI VI 2011
Hal I - 168
4. Kesimpulan
Berdasarkan pengolahan dan analisis hasilyang telah dikemukakan
sebelumnya, maka
teknik shojinka digunakan untuk mencapaifleksibilitas produksi
dalam pengaturan jumlahpekerja di tempat kerja dengan
menyesuaikandiri terhadap perubahan permintaan.Berdasarkan analisis
perbandingan antara
kondisi awal dengan kondisi bila diterapkannya
shojinkadidapatkan efisiensi dari waktu prosesanalisis sebelum
diterapkannya shojinka adalah69,69%. Dalam penelitian ini penerapan
teknikshojinka pada Seksi Assy Engine mengaturjumlah tenaga kerja
mengikuti fluktuasipermintaan cukup bervariasi, yaitu antara
18pekerja hingga 89 pekerja dengan kesimpulansebagai berikut:1.
Lintasan perakitan dengan tingkat produksi
rata-rata didapatkan hasil bahwa jumlahtenaga kerja yang
dibutuhkan adalahsebanyak 69 pekerja dengan waktu siklusyang
ditetapkan adalah sebesar 25,70 detik.Dengan penetapan waktu siklus
ini akandidapatkan efisiensi waktu proses yangcukup tinggi, yaitu
mencapai 91,24% danjumlah produk yang dihasilkan juga telah
i d i d k i
DAFTAR PUSTAKA
[1]. Jati, Yusuf Waluyo, RI Akan Jadi PasarSepeda Motor Terbesar
Di Asean, BisnisIndonesia, 22 Agustus 2011,http://www.bisnis.com
(diakses 27Agustus 2011)
[2]. Sly, Dave and Prem Gopinath. APractical Approach to Solving
Multi-Objective Line Balancing Problem.
2005.http:/www.proplanner.net/Details.probalanced.pdf. (diakses 12
November2008)
[3]. Lecturer Notes. Operation Analysis andDesign. 2005.
http://www.ie.bilkent/Lecturer12.ppt. (diakses 1 Mei 2009)
[4]. Chang, Yih-Long. Quantitative System3.0. Prentice Hall :
Singapore, 1992.
[5]. Leon, Jorge and Louise McDaniels.
Assembly Line Balancing.
2004.http://etidweb.tamu.edu/ftp/ENTC380/
15-Line%20Balancing.pdf. (diakses 30Juni 2009)
[6]. Grover, Mikell P.Automation,ProductionSystems, and
Computer-IntegratedManufacturing. Prentice Hall : USA,2001.
[7] S i A d Ch 7 A bl
-
7/25/2019 Penerapan Shojinka Dalam Fleksibilitas Produksi Pada
Lintasan Perakitan
11/14
-
7/25/2019 Penerapan Shojinka Dalam Fleksibilitas Produksi Pada
Lintasan Perakitan
12/14
ProceedingS
eminarNasional
Teknik
Industri&
KongresBKSTIVI2011
Hal
I-170
Lampiran 2 : Waktu rata-rata, waktu normal dan waktu standar
masing-masing operasi kerjaStasiun Operasi W rerata W normal W
standar Stasiun Operasi W rerata W normal W standar Stasiun Operasi
W rerata W normal W standar Stasiun Operasi W rerata W normal W
standar
101 1 2,28 2,59 3,29 ..105 7 2,91 3,32 4,23 ..301 3 0,76 0,87
1,10 ..305 8 1,02 1,16 1,48
2 2,34 2,67 3,40 8 2,55 2,91 3,70 4 2,46 2,80 3,57 Total
29,70
3 3,14 3,58 4,56 9 1,69 1,93 2,45 5 0,70 0,80 1,02 306 1 2,12
2,42 3,08
4 2,99 3,41 4,34 Total 31,37 6 1,45 1,65 2,11 2 1,04 1,19
1,51
5 1,30 1,48 1,89 201 1 1,11 1,27 1,61 7 0,67 0,76 0,97 3 6,01
6,85 8,736 1,34 1,53 1,95 2 2,73 3,11 3,96 8 0,75 0,86 1,09 4 4,33
4,94 6,29
7 4,99 5,69 7,25 3 0,47 0,54 0,68 9 1,76 2,01 2,56 5 3,94 4,49
5,72
8 1,45 1,65 2,11 4 1,66 1,89 2,41 10 1,88 2,14 2,73 6 0,98 1,12
1,42
Total 28,78 5 15,71 17,91 22,81 11 0,74 0,84 1,07 Total
26,75
102 1 2,26 2,58 3,28 6 1,32 1,50 1,92 12 0,66 0,75 0,96 307 1
4,11 4,69 5,97
2 6,75 7,70 9,80 7 2,54 2,90 3,69 13 1,44 1,64 2,09 2 6,86 7,82
9,96
3 2,07 2,36 3,01 8 0,56 0,64 0,81 14 0,95 1,08 1,38 3 5,27 6,01
7,65
4 0,74 0,84 1,07 9 1,67 1,90 2,43 Total 29,52 4 3,04 3,47
4,41
5 8,38 9,55 12,17 10 15,71 17,91 22,81 302 1 10,66 12,15 15,48 5
2,51 2,86 3,65
6 1,77 2,02 2,57 11 0,47 0,54 0,68 2 8,86 10,10 12,87 6 0,95
1,08 1,38
7 1,44 1,64 2,09 12 4,12 4,70 5,98 3 2,86 3,26 4,15 7 0,97 1,11
1,41
8 1,35 1,54 1,96 13 1,50 1,71 2,18 4 3,78 4,31 5,49 Total
34,43
9 3,63 4,14 5,27 14 0,68 0,78 0,99 5 1,02 1,16 1,48 308 1 6,57
7,49 9,54
10 1,11 1,27 1,61 Total 21,36 Total 39,47 2 2,68 3,06 3,89
Total 30,67 202 1 0,89 1,01 1,29 303 1 6,48 7,39 9,41 3 1,77
2,02 2,57103 1 1,72 1,96 2,50 2 0,51 0,58 0,74 2 0,91 1,04 1,32 4
3,41 3,89 4,95
2 5,15 5,87 7,48 3 1,13 1,29 1,64 3 2,06 2,35 2,99 5 2,38 2,71
3,46
3 5,43 6,19 7,89 4 6,76 7,71 9,82 4 5,21 5,94 7,57 6 1,41 1,61
2,05
4 3,49 3,98 5,07 5 3,44 3,92 5,00 5 1,04 1,19 1,51 Total
26,46
5 2,45 2,79 3,56 6 0,72 0,82 1,05 6 1,98 2,26 2,88 309 1 5,58
6,36 8,10
6 0,85 0,97 1,23 7 8,05 9,18 11,69 7 0,97 1,11 1,41 2 5,74 6,54
8,34
Total 27,72 8 3,35 3,82 4,86 Total 27,08 3 3,22 3,67 4,68
104 1 4,05 4,62 5,88 9 0,62 0,71 0,90 304 1 2,48 2,83 3,60 4
5,90 6,73 8,57
2 0,66 0,75 0,96 10 0,60 0,68 0,87 2 1,04 1,19 1,51 5 0,97 1,11
1,41
3 1,78 2,03 2,58 11 0,44 0,50 0,64 3 1,77 2,02 2,57 Total
31,09
4 0,71 0,81 1,03 Total 26,81 4 5,03 5,73 7,30 310 1 7,97 9,09
11,57
5 3,71 4,23 5,39 203 1 1,25 1,43 1,82 5 4,86 5,54 7,06 2 5,17
5,89 7,51
6 1,02 1,16 1,48 2 3,32 3,78 4,82 6 1,03 1,17 1,50 3 2,02 2,30
2,93
7 4,14 4,72 6,01 3 2,12 2,42 3,08 7 2,84 3,24 4,12 4 0,92 1,05
1,34
8 3,14 3,58 4,56 4 3,28 3,74 4,76 8 2,92 3,33 4,24 5 8,85 10,09
12,859 0,43 0,49 0,62 5 1,51 1,72 2,19 9 0,98 1,12 1,42 6 0,96 1,09
1,39
10 0,39 0,44 0,57 6 1,12 1,28 1,63 Total 33,33 Total 37,60
Total 29,09 7 20,63 23,52 29,96 305 1 2,82 3,21 4,10 311 1 4,57
5,21 6,64
105 1 1,47 1,68 2,13 8 1,24 1,41 1,80 2 2,63 3,00 3,82 2 1,23
1,40 1,79
2 2,68 3,06 3,89 9 1,77 2,02 2,57 3 3,71 4,23 5,39 3 0,91 1,04
1,32
3 3,39 3,86 4,92 10 0,80 0,91 1,16 4 2,94 3,35 4,27 4 0,75 0,86
1,09
4 3,12 3,56 4,53 Total 23,83 5 1,64 1,87 2,38 5 1,21 1,38
1,76
5 1,28 1,46 1,86 301 1 3,60 4,10 5,23 6 2,41 2,75 3,50 6 0,86
0,98 1,25
6 2,51 2,86 3,65 2 2,51 2,86 3,65 7 3,28 3,74 4,76 7 5,48 6,25
7,96
-
7/25/2019 Penerapan Shojinka Dalam Fleksibilitas Produksi Pada
Lintasan Perakitan
13/14
ProceedingSeminarNasional
Teknik
Industri&
KongresBKSTIVI2011
Hal
I-171
Stasiun Operasi W rerata W normal W standar Stasiun Operasi W
rerata W normal W standar Stasiun Operasi W rerata W normal W
standar Stasiun Operasi W rerata W normal W standar
..311 8 0,76 0,87 1,10 ..317 4 2,32 2,64 3,37 ..322 9 0,71 0,81
1,03 ..328 6 0,71 0,81 1,03
9 3,59 4,09 5,21 5 1,46 1,66 2,12 Total 34,69 Total 25,17
10 0,96 1,09 1,39 6 1,84 2,10 2,67 323 1 0,84 0,96 1,22 329 1
1,46 1,66 2,12
Total 29,51 7 2,40 2,74 3,49 2 3,94 4,49 5,72 2 11,92 13,59
17,31
312 1 1,96 2,23 2,85 8 1,72 1,96 2,50 3 1,75 2,00 2,54 3 1,31
1,49 1,90
2 1,19 1,36 1,73 9 0,81 0,92 1,18 4 1,42 1,62 2,06 4 8,61 9,82
12,503 8,19 9,34 11,89 Total 32,30 5 2,52 2,87 3,66 5 3,34 3,81
4,85
4 5,03 5,73 7,30 318 1 7,18 8,19 10,43 6 2,70 3,08 3,92 6 0,70
0,80 1,02
5 1,56 1,78 2,27 2 3,93 4,48 5,71 7 5,30 6,04 7,70 Total
22,39
6 1,48 1,69 2,15 3 4,01 4,57 5,82 8 0,72 0,82 1,05 330 1 3,59
4,09 5,21
7 1,54 1,76 2,24 4 2,05 2,34 2,98 Total 27,87 2 13,23 15,08
19,21
Total 30,42 5 3,96 4,51 5,75 324 1 1,61 1,84 2,34 3 1,48 1,69
2,15
313 1 0,91 1,04 1,32 6 0,90 1,03 1,31 2 4,80 5,47 6,97 4 0,71
0,81 1,03
2 12,29 14,01 17,85 Total 31,99 3 0,94 1,07 1,37 5 5,67 6,46
8,23
3 2,28 2,60 3,31 319 1 6,77 7,72 9,83 4 7,47 8,52 10,85 6 12,76
14,55 18,53
4 3,35 3,82 4,86 2 5,81 6,62 8,44 5 3,54 4,04 5,14 7 1,42 1,62
2,06
5 5,95 6,78 8,64 3 4,1 4,67 5,95 6 3,10 3,53 4,50 8 2,57 2,93
3,73
6 0,92 1,05 1,34 4 0,93 1,06 1,35 7 0,76 0,87 1,10 9 1,52 1,73
2,21
Total 37,32 5 1,38 1,57 2,00 8 0,75 0,86 1,09 10 0,72 0,82
1,05
314 1 0,8 0,91 1,16 6 1,74 1,98 2,53 Total 33,36 Total 44,89
2 6,68 7,62 9,70 7 0,66 0,75 0,96 325 1 3,34 3,81 4,85 331 1
3,27 3,73 4,75
3 1,65 1,88 2,40 8 0,77 0,88 1,12 2 12,68 14,46 18,41 2 4,77
5,44 6,93
4 1,78 2,03 2,58 Total 32,18 3 4,33 4,94 6,29 3 2,14 2,44
3,11
5 1,58 1,80 2,29 320 1 2,96 3,37 4,30 4 0,70 0,80 1,02 4 1,00
1,14 1,45
6 0,93 1,06 1,35 2 4,51 5,14 6,55 Total 30,57 5 1,96 2,23
2,85
Total 19,49 3 4,59 5,23 6,67 326 1 8,52 9,71 12,37 6 8,18 9,33
11,88
315 1 3,69 4,21 5,36 4 4,76 5,43 6,91 2 2,71 3,09 3,94 7 0,68
0,78 0,99
2 1,83 2,09 2,66 5 3,58 4,08 5,20 3 2,25 2,57 3,27 Total
31,95
3 11,09 12,64 16,11 6 0,70 0,80 1,02 4 4,04 4,61 5,87 401 1 1,44
1,64 2,09
4 0,80 0,91 1,16 Total 30,64 5 2,69 3,07 3,91 2 0,66 0,75
0,96
5 0,92 1,05 1,34 321 1 3,02 3,44 4,39 6 3,89 4,43 5,65 3 8,82
10,05 12,81
Total 26,62 2 4,52 5,15 6,56 7 0,75 0,86 1,09 4 1,04 1,19
1,51
316 1 8,11 9,25 11,78 3 1,61 1,84 2,34 Total 36,09 5 8,48 9,67
12,31
2 2,64 3,01 3,83 4 3,54 4,04 5,14 327 1 0,78 0,89 1,13 6 1,65
1,88 2,40
3 2,94 3,35 4,27 5 10,03 11,43 14,57 2 7,92 9,03 11,50 7 0,66
0,75 0,96
4 2,01 2,29 2,92 6 0,74 0,84 1,07 3 0,72 0,82 1,05 Total
33,04
5 4,45 5,07 6,46 Total 34,07 4 4,96 5,65 7,20 402 1 3,30 3,76
4,796 0,76 0,87 1,10 322 1 1,28 1,46 1,86 5 2,33 2,66 3,38 2 2,91
3,32 4,23
7 1,85 2,11 2,69 2 9,78 11,15 14,20 6 0,67 0,76 0,97 3 14,82
16,89 21,52
8 0,79 0,90 1,15 3 1,14 1,30 1,66 Total 25,24 4 5,41 6,17
7,86
9 0,79 0,90 1,15 4 0,78 0,89 1,13 328 1 5,68 6,48 8,25 5 2,08
2,37 3,02
Total 35,35 5 0,72 0,82 1,05 2 6,59 7,51 9,57 6 0,64 0,73
0,93
317 1 1,07 1,22 1,55 6 5,00 5,70 7,26 3 1,83 2,09 2,66 7 1,46
1,66 2,12
2 5,72 6,52 8,31 7 1,37 1,56 1,99 4 1,29 1,47 1,87 Total
44,47
3 4,90 5,59 7,12 8 3,11 3,55 4,52 5 1,23 1,40 1,79
-
7/25/2019 Penerapan Shojinka Dalam Fleksibilitas Produksi Pada
Lintasan Perakitan
14/14
ProceedingSeminarNasional
Teknik
Industri&
KongresBKSTIVI2011
Hal
I-172
Stasiun Operasi W rerata W normal W standar Stasiun Operasi W
rerata W normal W standar Stasiun Operasi W rerata W normal W
standar
403 1 9,34 10,65 13,56 409 1 1,06 1,21 1,54 0FT 1 6,82 7,77
9,90
2 1,35 1,54 1,96 2 5,13 5,85 7,45 2 2,16 2,46 3,14
3 3,05 3,48 4,43 3 2,68 3,06 3,89 3 3,05 3,48 4,43
4 3,79 4,32 5,50 4 2,01 2,29 2,92 4 1,70 1,94 2,47
Total 25,46 5 4,00 4,56 5,81 5 1,70 1,94 2,47
404 1 2,67 3,04 3,88 6 0,71 0,81 1,03 6 12,45 14,19 18,082 0,96
1,09 1,39 7 1,96 2,23 2,85 7 3,52 4,01 5,11
3 4,06 4,63 5,90 Total 25,49 8 2,40 2,74 3,49
4 1,02 1,16 1,48 410 1 2,51 2,86 3,65 9 1,34 1,53 1,95
5 1,79 2,04 2,60 2 1,55 1,77 2,25 10 11,31 12,89 16,42
6 0,69 0,79 1,00 3 2,38 2,71 3,46 11 2,58 2,94 3,75
7 0,74 0,84 1,07 4 2,48 2,83 3,60 12 2,72 3,10 3,95
Total 17,33 5 1,54 1,76 2,24 13 2,05 2,34 2,98
405 1 3,75 4,28 5,45 6 3,09 3,52 4,49 14 1,76 2,01 2,56
2 2,42 2,76 3,51 7 3,18 3,63 4,62 15 3,05 3,48 4,43
3 1,92 2,19 2,79 8 0,63 0,72 0,91 16 1,60 1,82 2,32
4 7,03 8,01 10,21 9 0,66 0,75 0,96 17 15,52 17,69 22,54
5 1,57 1,79 2,28 Total 26,17 18 1,63 1,86 2,37
6 0,64 0,73 0,93 411 1 1,4 1,60 2,03 Total 102,44
7 0,68 0,78 0,99 2 9,07 10,34 13,17
8 1,21 1,38 1,76 3 3,21 3,66 4,66
Total 17,70 4 3,12 3,56 4,53
406 1 0,64 0,73 0,93 5 2,01 2,29 2,92
2 12,9 14,71 18,73 6 0,69 0,79 1,00
3 0,67 0,76 0,97 7 1,44 1,64 2,09
4 1,24 1,41 1,80 Total 30,41
Total 22,44 412 1 3,07 3,50 4,46
407 1 2,47 2,82 3,59 2 1,51 1,72 2,19
2 2,74 3,12 3,98 3 5,08 5,79 7,38
3 6,66 7,59 9,67 4 0,63 0,72 0,91
4 6,76 7,71 9,82 5 0,75 0,86 1,09
5 3,79 4,32 5,50 6 5,03 5,73 7,30
6 0,65 0,74 0,94 7 0,65 0,74 0,94
7 1,37 1,56 1,99 8 0,63 0,72 0,91
Total 35,49 9 1,48 1,69 2,15
408 1 0,99 1,13 1,44 Total 27,35
2 6,44 7,34 9,353 1,32 1,50 1,92
4 5,09 5,80 7,39
5 0,66 0,75 0,96
6 1,47 1,68 2,13
Total 23,19