Embed Size (px)
DESCRIPTION
problem based learning
Citation preview

1. Prerennial allergic rhinitis: It is a type of allergic rhinitis which occurred throughout the year when the body overreacts to indoor allergen such as dust mites, pet dander and mold.
2. Impalpable grade : a grade that is difficult to perceive
Functions of each ingredient in Citrizine Citrizine HCl- The active ingredient which is a second generation antihistamine
Lactose monohydrateLactose consists of one molecule of D-glucose and one molecule of D-galactose. It is commercially available in three forms which are alpha monohydrate, beta anhydrous and spray dried. The main use is alpha monohydrate. 1. Filler or diluents- Added to provide improved cohesion, to allow direct compression manufacturing, to enhance flow and to adjust the weight of the tablet as per die capacity. It fill out the size of tablet – practical to produce and make it possible to have proper volume for patient handling. They must meet certain criteria like: Should not react with the drug substance / excipients (inert) Should have no physiological or pharmacological activity of its own Have constant physical and chemical properties2. Binder3. Disinfectant- Applied on non- living objects to destroy microorganisms. Disinfection does not necessarily kill all microorganisms, especially nonresistant bacterial spores; it is less effective than sterilisation.- Sweetener: Slightly sweet due to the presence of sugar moiety
There are various lactose grades commercially available that have different physical properties such as particle size distribution and flow characteristics. This permits the selection of the most suitable material for a particular application. For example, the particle size range selected for capsules is often dependent on the type of encapsulating machine used. Usually, fine grades of lactose are used in the preparation of tablets by wet granulation method or when milling during processing is carried out, since the fine size permits better mixing with other formulation ingredients
Various grades commercially available, e.g. impalpable (unperceivable to the touch) grade, capsulating grade, inhalation grade, milled or sieved
–Based on particle size or flow properties
Microcrystalline cellulose1. Binder - Added to form granules. The granules have lower angle of repose hence better flow properties, ensures that bonds with sufficient strength is
formed during compression, and to prevent segregation of content of powder mix Binders may be added as: Dry powder followed by addition of granulating liquid Binder solution Dry binder for direct compressionSpray onto a bed of the powder or spraying a suspension of the powder
2. Disintegrant- Added to the tablet formulation to achieve a faster rate of drug release from tablet They swell when in contact with water and thereby rupture the tablet matrix Others work by capillary action- create channels within the tablet matrix that allows liquid to penetrate leading to
disintegration They lead to larger surface area of the tablet fragments- there would be more efficient wetting by liquids, leading to
faster dissolutions rates.3. Filler/ diluents
Avicel PH-101 : (diameter of 50 μm, < 5% water content, 0.29 g/ml density.) Most popular grade, suited for all tableting processes, esp wet granulation and globular granule production. Various grades which differ in bulk density, particle size and moisture content.
Avicel RC-591 : Microcrystalline cellulose + carboxymethylcellulose sodium
Mixtures of both are dispersible in water and suitable as suspending vehicles in formulations. It is typically used in pharmaceutical liquids, suspensions or emulsions. It is used to:

Maintain suspension uniformity by preventing settling Stabilise emulsion Impart a thixotropic viscosity profile Increase formulation stability across a wide range of pH and extreme temperatures Amount of carboxymethylcellulose present vary between 8.3% and 18.8% w/w depending on grade of material.
Different grades available that differ in method of manufacture : Larger particle size grades provide better flow properties. Low moisture grades used with moisture-sensitive materials. Higher density grades have improved flowability.
How does Avicel RC-591 function as suspension/emulsion aids?In the presence of water and mild sheer, the powder particles swell and are then peptized, forming a dispersion of cellulose microcrystals. These microcrystals create a stable lattice structure for use in the formulation of suspensions and emulsions.
Croscarmellose sodiumDisintegrant : The cross-linking reduces water solubility while still allowing the material to swell (like a sponge) and absorb many times its weight in water. As a result, it provides superior drug dissolution and disintegration characteristics, thus improving formulas' subsequent bioavailability by bringing the active ingredients into better contact with bodily fluids.
In tablet formulations, Croscarmellose sodium may be used in both direct-compression and wet-granulation processes. - When used in wet granulations the Croscarmellose sodium is best added in both the wet and dry stages of the process (intra- and extra granularly) so that the wicking and swelling ability of the disintegrant is best utilized.
Croscarmellose at concentrations up to 5% used as disintegrant. 2% used in tablets by direct compression and 3% w/w in tablets by wet granulation process.
Oral consumption of large amounts of croscarmellose sodium may have laxative effect, although quantities used in solid dosage formulations are unlikely to cause such problems.
* Titanium dioxide (Opaquant extender)Description:- Used in tablet coating process as a white pigmentApplications:(1) Owing to its high refractive index, titanium dioxide has light-scattering properties that used as opacifier.For eg : titanium dioxide with average particle size of 230nm scatters visible light while titanium dioxide with average particle size of 60nm scatters ultraviolet light and reflects visible light. Protect light-sensitive active ingredients from photodegradation because titanium dioxide is an opaque material. (block light) (2) Provide more pastel colours and increase film coverage in film-coated tablets.Aesthetics (beautiful) - Added as a pigment for colouring (colouring agent). Usually added to aid in identification and improve patient compliance. For tablets, they are usually added to the formulation in the form of a solution during the addition of the binder
solution. Alternatively, the dye is absorbed onto other excipients and then added to the formulation during the dry, mixing
stage. All artificial colourants used in the formulations must be approved/ certified The colour to the molecules is due to the chromophores which are certain structural elements in the molecules: Azo
and Nitroso
Magnesium stearate1. Lubricant-To prevent sticking of formed tablets to the die and on punches, therefore facilitate ejection of tablets
from the die Stearates also improve granule flow properties by reducing interparticle friction- resulting in tablets with
lower tensile strength Normally used in a concentration below 1%

They also form a thin coat: Fluid lubrication: Layer of liquid is locates on the surface of tablet and die wall Boundary lubrication: Sliding surfaces are separated by a thin layer of lubricant
Applications: (1) Added to a powder blend to prevent the compacted powder mass from sticking to the equipment during the tabletting or encapsulation process.(2) Aids the ejection of the tablet from the dies.(3)Help improve powder flow. (4) Magnesium stearate may affect the release time of the active ingredients in tablets, etc., but not that it reduces the over-all bioavailability of those ingredients.When is it added?- Added to a powder blend for direct compression or encapsulation.- Generally added dry, and in the final blending stages. Recommended concentration: 0.5 – 5%. - Best to use in lowest effective concentration.- Blending time should be limited as overblending causes compaction problems.* Problems associated with incorrect lubrication in tablet compression:- Under-lubricating a powder blend leads to adherence of material on the metal surfaces of the punches and die walls of the tablet press. - Over-lubrication leads to soft tablets and poor disintegration and/or dissolution.
EXCIPIENTS USED IN TABLETS Wetting Agents Wetting Agents in tablet formulation aid water uptake and thereby enhancing disintegration and assisting in drug dissolution. Incorporation of anionic surfactant like Sodium Lauryl Sulphate (SLS) is known to enhance the dissolution.It has been established that SLS improves permeation of drug through biological membrane since it destroys the path through which drug has to pass and thus minimizing the path length for the drug to travel. Wetting agents are mainly added when hydrophobic drug is to be formulated into tablet. SLS, Sodium diisobutyl sulfosuccinate are used as wetting agent in tablet formulation.
Dissolution Retardants Dissolution Retardants are incorporated into tablet formulation only when controlled release of drug is required. Waxy materials like stearic acid and their esters can be used as dissolution retardants.
Dissolution Enhancers They are the agents that alter the molecular forces between ingredients to enhance the dissolution of solute in the solvent. Fructose, Povidone, Surfactants are used as dissolution enhancer.
Adsorbents Adsorbents are the agents that can retain large quantities of liquids. Therefore liquids like Vitamin E can be incorporated into tablets by addition of adsorbents .Most commonly used adsorbents in pharmaceuticals are anhydrous calcium phosphate, starch, magnesium carbonate, bentonite, kaolin, magnesium silicate, magnesium oxide and silicon dioxide. Generally the liquid to be adsorbed is first mixed with the adsorbent prior to incorporation into the formulation. Silicon dioxide when added can play as both glidant and an adsorbent role in the formula.
Buffers Buffers are added to maintain a required pH since a change in pH may cause significant alteration in stability. Most commonly used buffering agent in tablet formulation includes sodium bicarbonate, calcium carbonate, and sodium citrate.
Antioxidants Antioxidants are added in tablet formulation to protect drug from undergoing oxidation. Antioxidants undergo oxidation in place of drug or they block the oxidation reaction or they act as synergists to other antioxidants. Chelators may also act as antioxidant. Most commonly used antioxidants include ascorbic acid and their esters , alpha-tocopherol , ethylene

diamine tetra acetic acid , sodium metabisulfite , sodium bisulfite , Butylated Hydroxy Toluene (BHT) , Butylated Hydroxy Anisole (BHA) , citric acid , and tartaric acid .
Chelating Agents Chelating agents tend to form complexes with trace amount of heavy metal ions inactivating their catalytic activity in the oxidation of medicaments. Ethylenediamine tetracetic acid and its salts, Dihydroxy Ethyl Glycine, Citric Acid and Tartaric Acid are most commonly used chelators.
Preservatives Preservatives may be a part of tablet formulation in order to prevent the growth of microorganisms in tablet formulation. Parabens like methyl, propyl, benzyl, butyl p-hydroxy benzoate are used as preservatives.
Colourants Colourants neither contribute to therapeutic activity nor do they improve product bioavailability or stability but are incorporated into tablets for purposes like to facilitate identification of similar looking products with in a product line to avoid mix ups, to facilitate identification of products of similar appearance that exist in the lines of different manufacturers, to overcome colour change on aging, disguising of off-colour drugs, for brand image in the market, to enhance the aesthetic appearance of the product to have better patient acceptance. While employing wet granulation, care should be taken to prevent colour migration during drying .
FlavoursFlavors are commonly used to improve the taste of chewable tablets as well as mouth dissolved tablets. Flavors are incorporated either as solids (spray dried flavors) or oils or aqueous (water soluble) flavors. Solids that is dry flavors are easier to handle and generally more stable than oils. Oil is usually added at the lubrication step because of its sensitivity to moisture and their tendency to volatilize when heated during drying. It may also be adsorbed onto an excipient and added during the lubrication process. Aqueous flavors are less used because of its instability on aging.
Sweeteners Saccharin is 500 times sweeter than sucrose. Its major disadvantages are that it has a bitter aftertaste and is carcinogenic. Even cyclamate is carcinogenic .Aspartame is about 180 times sweeter than sucrose. The primary disadvantage of aspartame is its lack of stability in the presence of moisture. When aspartame is used with hygroscopic components, it will be necessary to determine its stability under conditions in which the manufactured and marketedproduct can adsorb atmospheric moisture. Aspartame is available in market under the brand Nutrasweet by Nutrasweet Company.
AntiadherentsAntiadherents are used to reduce the adhesion between the powder (granules) and the punch faces and thus prevent sticking to tablet punches. They are also used to help protect tablets from sticking. Most commonly used is magnesium stearate.
TYPES OF TABLETS Types of tablet:Tablet may be uncoated or coated. Uncoated tablets are chewable tablet, effervescent tablet, lozenge tablet, soluble tablet, and sublingual tablet. Coated tablets are enteric coated tablet, film coated tablet, implant, sugar coated tablet, and modified-release tablet. A broken section of a coated tablet shows a core which is surrounded by a continuous layer of a different texture. The reasons for coating a tablet are:a) to protection of the active ingredients from air, moisture, light,b) to mask the unpleasant tastes and odor; andc) to improve appearanceChewable tablet-The tablet which is intended to be broken and chewed in between the teeth before ingestion. Antacid and vitamin tablets are usually prepared as chewable tablets. It is given to the children who have difficulty in swallowing and to the adults who dislike swallowing.Effervescent tablet-The tablet that contains acid substances and carbonate or hydrogen carbonate that react rapidly in the presence of water to release carbon dioxide. Sodium bicarbonate, citric acid and tartaric acid are added to the active ingredients to make the tablet effervescent. This preparation makes the tablet palatable.

Lozenge tablet-The tablet that is intended to produce continuous effect on the mucous membrane of the throat. There is no disintegrating agent. The quality of the binding agent is increased so as to produce slow dissolution. Suitable sweetening (sugar), coloring and flavoring agents must be include in this formulation. Gum is used to give strength and cohesiveness to the lozenge and facilitating slow release of the active ingredient.Soluble tablet-The tablet that dissolves completely in liquid to produce solution of definite concentration. Mouth wash, gargle, skin lotion, douche; antibiotic, certain vitamins, and aspirin are given in this formulation.Sublingual tablet-The drug which is destroyed or inactivated within the gastrointestinal tract but can be absorbed through the mucosal tissue of the oral cavity is usually given in this formulation. The tablet is required to be placed below the tongue for the slow release of drug. But for immediate effect some medicaments are formulated in such a way to dissolve within 1 to 2 minutes. Nitroglycerin is prepared in this formulation.Enteric coated tablet-Some drugs are destroyed by gastric juice or causes irritation to the stomach. These two factors can be overcome by coating the tablet with cellulose acetate phthalate. This polymer is insoluble in gastric contents but readily dissolves in intestinal contents. So there is delay in the disintegration of dosage form until it reaches the small intestine. Like coated tablet, enteric coated tablet should be administered in whole form Broken or crushed form of the enteric coated tablet causes destruction of the drug by gastric juice or irritation to the stomach. Enteric coated tablet is comparatively expensive.Film coated tablet-The tablet that is covered with a thin layer or film of polymeric substance which protects the drug from atmospheric conditions and mask the objectionable taste and the odor of drug.Implant-A small tablet that is prepared for insertion under the skin by giving a small surgical cut into the skin which is stitched after the insertion of the tablet. This tablet must be sterile one. The drug used in this preparation is usually water insoluble and the tablet provides a slow and continuous release of drug over prolonged period of time ranging from 3 to 6 months or even more Contraceptive tablet is formulated as implant.Sugar coated tablet-The tablet that contains active ingredient(s) of unpleasant taste may be covered with sugar to make it more palatable. This type of tablet should be administered in whole form, otherwise the patient will experience the unpleasant taste of the active ingredient.Modified release tablet-Modified-released tablet is either uncoated or coated. This contains special additives or prepared by special procedure which, separately or together, is intended to modify the rate of release of the drug into the gastrointestinal tract. It prolongs the effect of drug and also reduces the frequency of administration of drug. Several drugs are available in modified release tablet such as indomethacin.
Factors Affecting Poor Drug Release: 1. Water content – Increasing water content in the granulation liquid leads to an increase in the hardness of the tablets.2. Hardness – Increase of hardness leads to poor drug release.3. Binders used – Different binders contribute to different drug release profile. If using Avicel PH-101, a gel-like structure will not form. It will remain unchanged in the aqueous dissolution medium, resulting in a greater release rate.4. Suppliers – The use of similar products but different suppliers could change the characteristics of the tablets formed. Avicel ® PH-101, Emcocel ® and Unimac ® MG are three examples of microcrystalline cellulose from different manufacturers. Tablets prepared with these materials had differences in sizes and in roundness when processed under same conditions.
Specifications of Raw Materials:Physical properties of raw materials affect the manufacturing process, resulting in poor quality products. Changes in particle size or polymorphism will influence flow properties and moisture uptake, which in turn affect blend and compression behavior. This can result in the poor content uniformity. So, in order to avoid this problem, the raw materials can now be identified and be tested for manufacturing suitability. Nearinfrared (NIR) spectroscopy is a wellknown tool
for identifying raw materials in the pharmaceutical industry. It is a very sensitive, non-destructive technique using overtones and combination of bands of fundamental vibrations derived from the mid-infrared. NIR spectra are sensitive to the physical changes.
Storage of Raw Materials – Contamination of raw materials by microorganisms. This will result in the formation of soft tablets. Microbial deterioration of tablets has serious pharmaceutical implication as it affects therapeutic efficacy of drugs. During storage, transporatation or handling, the soft tablets may break up since they are not able to withstand minimal shocks. Therefore, the amount of active drug is reduced. So, the raw materials should be stored in a quarantine area.
*Examples of Specification of Raw Materials:Major excipients required in direct compressionDiluentsSelection of direct compression diluent is extremely critical, because the success or failure of direct compression formulation completely depends on characteristics of diluents. There are number of factors playing key role in selection of optimum diluent. Factors like- Primary properties of API (particle size and shape, bulk density, solubility), the characteristics needed for processing (flowability, compressibity), and factors affecting stability (moisture, light, and other environmental factors), economical approach and availability of material. After all, one can say that raw material specifications should be framed in such a way that they provide an ease in manufacturing procedures and reduce chances of batch to batch variation. BindersBinders are the agents used to impart cohesive qualities to the powdered material. The quality of binder used has considerable influence on the characteristic of the direct compression tablets. The direct compression method for preparing tablets requires materials which are not only free flowing but also sufficiently cohesive to act as binder.
Factors affecting disintegration :Effect of fillersThe solubility and compression characteristics of fillers affect both rate and mechanism of disintegration of tablet. If soluble fillers are used then it may cause increase in viscosity of the penetrating fluid which tends to reduce effectiveness of strongly swelling disintegrating agents and as they are water soluble, they are likely to dissolve rather than disintegrate. Insoluble diluents produce rapid disintegration with adequate amount of disintegrants. Chebli and cartilier proved that tablets made with spray dried lactose (water soluble filler) disintegrate more slowly due to its amorphous character and has no solid planes on which the disintegrating forces can be exerted than the tablet made with crystalline lactose monohydrate.
Effect of binderAs binding capacity of the binder increases, disintegrating time of tablet increases and this counteract the rapid disintegration. Even the concentration of the binder can also affect the disintegration time of tablet.
Effect of lubricantsMostly lubricants are hydrophobic and they are usually used in smaller size than any other ingredient in the tablet formulation. When the mixture is mixed, lubricant particles may adhere to the surface of the other particles. This hydrophobic coating inhibits the wetting and consequently tablet disintegration.
Lubricant has a strong negative effect on the water uptake if tablet contains no disintegrants or even high concentration of slightly swelling disintegrants. On the contrary, the disintegration time is hardly affected if there is some strongly swelling disintegrants are present in the tablet. But there is one exception like sodium starch glycolate whose effect remains unaffected in the presence of hydrophobic lubricant unlike other disintegrants.
Effect of surfactantsSodium lauryl sulphate increased absorption of water by starch or had a variable effect on water penetration in tablets. Surfactants are only effective within certain concentration ranges. Surfactants are recommended to decrease the

hydrophobicity of the drugs because the more hydrophobic the tablet the greater the disintegration time. Aoki and fukuda claimed that disintegration time of granules of water-soluble drugs did not seem to be greatly improved by the addition of nonionic surfactant during granulation , but the desired effect of a surfactant appeared when granule were made of slightly soluble drugs. The speed of water penetration was increased by the addition of a surfactant.
Other problemsWeight variation between granulesProportion between fines and granules influence the die filling capacity and the results in weight variation of tablets. If large granules are use to fill small die cavities, even a small differences in granules results in high percent of weight variation of tabletsSolution- uniform size distribution (narrow range) and smaller granular size is preferablePoor flow of granulesSolution - using glidants like talc, colloidal silica
-Preparing uniform- sized and shaped granulesPoor mixingImproper mixing of ingredient such as glidant and lubricant, which is useful for proper flow and punchingInsufficient or inadequate time of mixingSolution: - proper mixing by maintaining adequate time and using suitable mixer.Hardness variationDue to weight variation in granules when filled in dieSpace between the two punchesSolution: proper tooling of machine
Factors Affecting Tablet ProductionWet Granulation-More than 70 % of world granule manufacturing uses this method to produce pharmaceutical granules.-process of adding a liquid solution to powders, is one of the most common ways to granulate. -involves the massing of a mix of dry primary powder particles using a granulating fluid.The fluid contains a solvent which must be volatile so that it can be removed by drying, and be non-toxic. Typical liquids include water, ethanol and isopropanol either alone or in combination. The liquid solution can be either aqueous based or solvent based. Aqueous solutions have the advantage of being safer to deal with than solvents.
Water mixed into the powders can form bonds between powder particles that are strong enough to lock them together. However, once the water dries, the powders may fall apart. Therefore, water may not be strong enough to create and hold a bond. In such instances, a liquid solution that includes a binder (pharmaceutical glue) is required. Povidone, which is a polyvinyl pyrrolidone (PVP), is one of the most commonly used pharmaceutical binders. PVP is dissolved in water or solvent and added to the process. When PVP and a solvent/water are mixed with powders, PVP forms a bond with the powders during the process, and the solvent/water evaporates (dries). Once the solvent/water has been dried and the powders have formed a more densely held mass, then the granulation is milled. This process results in the formation of granules.
The process can be very simple or very complex depending on the characteristics of the powders, the final objective of tablet making, and the equipment that is available. In the traditional wet granulation method the wet mass is forced through a sieve to produce wet granules which is subsequently dried.Dry GranulationThe dry granulation process is used to form granules without using a liquid solution because the product to be granulated may be sensitive to moisture and heat. Forming granules without moisture requires compacting and densifying the powders. In this process the primary powder particles are aggregated under high pressure.Dry granulation can be conducted under two processes; either a large tablet (slug) is produced in a heavy duty tabletting press or the powder is squeezed between two rollers to produce a sheet of materials (roller compactor, commonly referred to as a chilsonator).When a tablet press is used for dry granulation, the powders may not possess enough natural flow to feed the product uniformly into the die cavity, resulting in varying degrees of densification. The roller compactor uses an auger-feed
system that will consistently deliver powder uniformly between two pressure rollers. The powders are compacted into a ribbon or small pellets between these rollers and milled through a low-shear mill. When the product is compacted properly, then it can be passed through a mill and final blend before tablet compression.Manufacture of the tableting blendIn the tablet pressing process, the main guideline is to ensure that the appropriate amount of active ingredient is in each tablet. Hence, all the ingredients should be well-mixed. If a sufficiently homogenous mix of the components cannot be obtained with simple blending processes, the ingredients must be granulated prior to compression to assure an even distribution of the active compound in the final tablet. Two basic techniques are used to granulate powders for compression into a tablet: wet granulation and dry granulation. Powders that can be mixed well do not require granulation and can be compressed into tablets through direct compression.Wet granulationWet granulation is a process of using a liquid binder to lightly agglomerate the powder mixture. The amount of liquid has to be properly controlled, as over-wetting will cause the granules to be too hard and under-wetting will cause them to be too soft and friable. Aqueous solutions have the advantage of being safer to deal with than solvent-based systems but may not be suitable for drugs which are degraded by hydrolysis.
Low shear wet granulation processes use very simple mixing equipment, and can take a considerable time to achieve a uniformly mixed state. High shear wet granulation processes use equipment that mixes the powder and liquid at a very fast rate, and thus speeds up the manufacturing process. Fluid bed granulation is a multiple-step wet granulation process performed in the same vessel to pre-heat, granulate, and dry the powders. It is used because it allows close control of the granulation process.Dry granulationDry granulation processes create granules by light compaction of the powder blend under low pressures. The compacts so-formed are broken up gently to produce granules (agglomerates). This process is often used when the product to be granulated is sensitive to moisture and heat. Dry granulation can be conducted on a tablet press using slugging tooling or on a roll press called a roller compactor. Dry granulation equipment offers a wide range of pressures to attain proper densification and granule formation. Dry granulation is simpler than wet granulation, therefore the cost is reduced. However, dry granulation often produces a higher percentage of fine granules, which can compromise the quality or create yield problems for the tablet. Dry granulation requires drugs or excipients with cohesive properties, and a 'dry binder' may need to be added to the formulation to facilitate the formation of granules.Granule lubricationAfter granulation, a final lubrication step is used to ensure that the tableting blend does not stick to the equipment during the tableting process. This usually involves low shear blending of the granules with a powdered lubricant, such as magnesium stearate or stearic acid.Manufacture of the tabletsWhatever process is used to make the tableting blend, the process of making a tablet by powder compaction is very similar. First, the powder is filled into the die from above. The mass of powder is determined by the position of the lower punch in the die, the cross-sectional area of the die, and the powder density. At this stage, adjustments to the tablet weight are normally made by repositioning the lower punch. After die filling, the upper punch is lowered into the die and the powder is uniaxially compressed to a porosity of between 5 and 20%. The compression can take place in one or two stages (main compression, and, sometimes, pre-compression or tamping) and for commercial production occurs very fast (500–50 msec per tablet). Finally, the upper punch is pulled up and out of the die (decompression), and the tablet is ejected from the die by lifting the lower punch until its upper surface is flush with the top face of the die. This process is simply repeated many times to manufacture multiple tablets.Common problems encountered during tablet manufacturing operations include:
poor (low) weight uniformity, usually caused by uneven powder flow into the die poor (low) content uniformity, caused by uneven distribution of the API in the tableting blend
Liquid Requirement. High-shear mixers may exhibit a narrow margin between the liquid required to obtain granule growth and the amount that results in an over-wetted mass. Because of the intensive wet massing and densification of the granules, less liquid is normally required with high- than with low-shear mixers [5]. In addition, impeller rotation speed influences the liquid requirements, as does evaporation of the solvent, usually water, in the binder solution. Especially with high-shear mixers, intense agitation results in a temperature rise and loss of solvent by evaporation.
Effects of Raw Material Properties. The following properties influence granule formation and growth: Contact angle of the binder liquid to the solids
Solubility of the particles in the binder liquid Mean particle size and size distribution of the solids Particle shape and surface morphology Packing properties of the solids
Raw materials must have good wetting properties if there is to be uniform liquid distribution and, hence, controlled granule growth. The smaller the particle size of the raw material, the more binder liquid required.
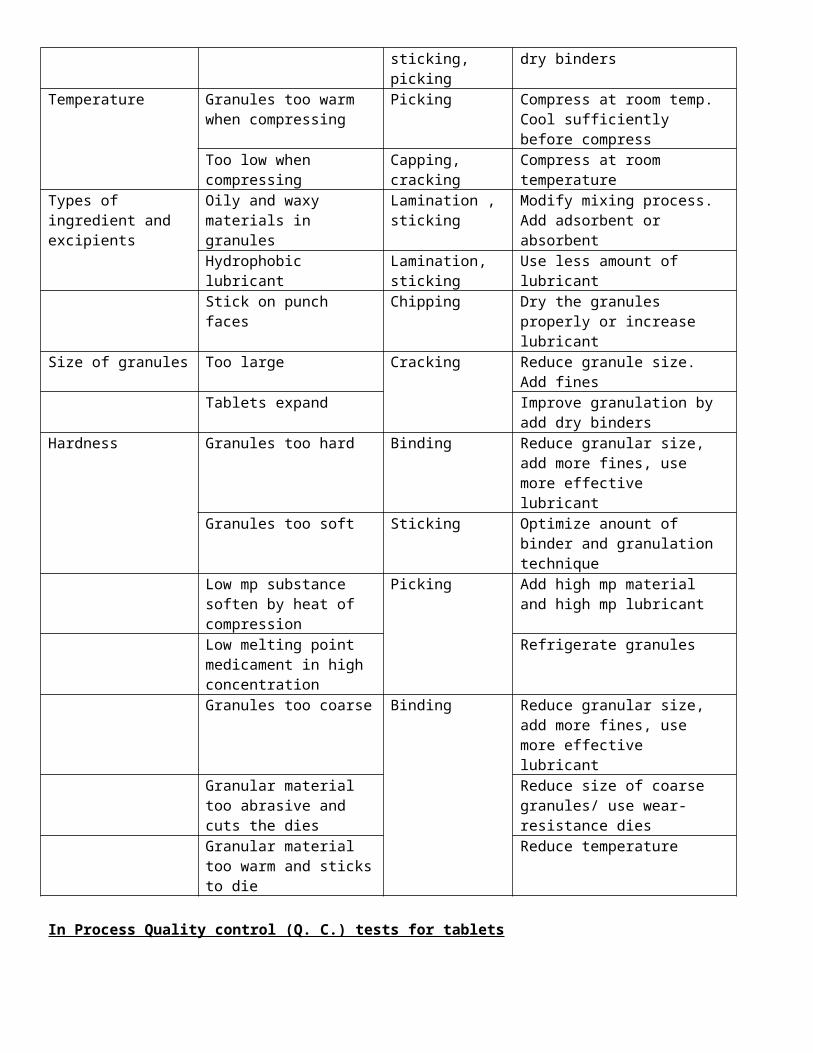
Factors affecting granules
Reason Problems caused Solution
Amount of fines Too high amount of fines Capping Remove fines through mesh screenMoisture content Too dry Capping, chipping,
cracking, binding, sticking, picking
Moisten suitably, control the moisture properly
Not dry enough Capping Dry thoroughlyExcipient related problem
Insufficient or improper binder
Capping, Increase amount of binder or add dry binder
Insufficient or improper lubricant
Capping, sticking, picking, binding
Increase amount of lubricant or change type of lubricant, can use colloidal silica too
Too much binder Chipping , sticking, picking
Optimize binding or use dry binders
Temperature Granules too warm when compressing
Picking Compress at room temp. Cool sufficiently before compress
Too low when compressing Capping, cracking Compress at room temperatureTypes of ingredient and excipients
Oily and waxy materials in granules
Lamination , sticking
Modify mixing process. Add adsorbent or absorbent
Hydrophobic lubricant Lamination, sticking
Use less amount of lubricant
Stick on punch faces Chipping Dry the granules properly or increase lubricant
Size of granules Too large Cracking Reduce granule size. Add finesTablets expand Improve granulation by add dry
bindersHardness Granules too hard Binding Reduce granular size, add more
fines, use more effective lubricantGranules too soft Sticking Optimize anount of binder and
granulation techniqueLow mp substance soften by heat of compression
Picking Add high mp material and high mp lubricant
Low melting point medicament in high concentration
Refrigerate granules
Granules too coarse Binding Reduce granular size, add more fines, use more effective lubricant
Granular material too abrasive and cuts the dies
Reduce size of coarse granules/ use wear-resistance dies
Granular material too warm and sticks to die
Reduce temperature
In Process Quality control (Q. C.) tests for tabletsThese factors must be controlled during production (in-process control) and verified after production. Some test methods are described in the pharmacopeias; others are not and thus are referred to as "non-compendial" testsOfficial Quality control tests for tablets (Compendial tests)British Pharmacopoeia (B.P.) & US Pharmacopoeia (USP)

1- Uniformity of content of active ingredient (Uniformity of weight & Content uniformity)2- Disintegration test.3- Dissolution test.4- Friability test.Non-Compandial testsThere are many tests are frequently applied to tablets for which there are non-pharmacopoeial requirements but will form a part of manufacture's owner product specifications.1- Tablet thickness.2- Tablet hardness.1. Tablet thicknessTablet thickness is important for tablet packaging; very thick tablets affect packaging either in blisters or plastic containers. The tablet thickness is determined by the diameter of the die, the amount of fill permitted to enter the die and the force or pressure applied during compression. The thickness of the tablet may be measured manually or by automatic equipment.
2. Hardness tests/ Crushing strength Tablet Hardness: Hardness of tablets depends on the nature of drug, amount of binder and applied compression force. It dictates the rate of disintegration and dissolution. A tablet of appropriate hardness ensures its ability to withstand shock of handling, packing and shipping. It is tested by mechanical hardness testers, which measure resistance to crushing of a tablet.The test measures crushing strength property defined as the compressional force applied diametrically to a tablet which just fractures it. Among a large number of measuring devices, the most favored ones are Monsanto tester, Pfizer tester, and Strong cobb hardness tester. All are manually used. So, strain rate depends on the operator. Heberlein Schleuniger, Erweka, Casburt hardness testers are motor driven.
1- Uniformity of active ingredient:(WHY?) To ensure a constant dose of drug between individual tablets.Traditionally, dose variation between tablets is tested in two separate tests;1- Weight uniformity2- Content uniformityIf the drug forms greater part of the tablet, any variation in the tablet weight obviously indicates a variation in the active ingredient. (Weight uniformity test)If the drug is potent (USP specifies 50 mg of the active ingredient or less), the excipients form the greater part of the tablet weight and the correlation between the tablet weight and amount of the active ingredient can be poor, in this case another test (Content uniformity) must be performed.A. Weight uniformityB.P. design:- Weigh 20 tablets individually - Calculate the average weight of tablets Percentage deviation Tablets
Pharmacopoeial requirement:Not more than two of the individual tablet weights deviate from the average weight (X) by more than 7.5% according to the following table and none deviate by double this %:

80 mg or less 10> 80- < 250 mg 7.5250 mg or more 5% Error for a tablet=Difference between Actual tablet weight & Average tablet weight x 100 Average tablet weight
B. Content uniformityUSP defines content uniformity test for tablets containing 50 mg or less of drug substance in case of uncoated tablets and for all sugar coated tablets regardless to the drug content.USP design:Ten tablets are individually assayed for their content (according to the method described in the individual monograph) The requirements for content uniformity are met if the amount of the active ingredient in each tablet lies within the range of 85- 115 % of the label claim.(If one or more tablet does not meet these criteria, additional tests as prescribed in the USP are required)
1- Uniformity of active ingredient:2. Disintegration test:The disintegration test is a measure of the time required under a given set of conditions for a group of tablets to disintegrate into particles which will pass through a 10 mesh screen. Generally, the test is useful as a quality assurance tool for conventional dosage forms. The disintegration test is carried out using the disintegration tester which consists of a basket rack holding 6 plastic tubes, open at the top and bottom, the bottom of the tube is covered by a 10-mesh screen. The basket is immersed in a bath of suitable liquid held at 37 o C, preferably in a 1L beaker. For compressed uncoated tablets, the testing fluid is usually water at 37 o C but some monographs direct that simulated gastric fluid be used. If one or two tablets fail to disintegrate, the test is repeated using 12 tablets. For most uncoated tablets, the BP requires that the tablets disintegrate in 15minutes (although it varies for some uncoated tablets) while for coated tablets, up to 2hours may be required 3 . The individual drug monographs specify the time disintegration must occur to meet the Pharmacopoeial standards.The tablet disintegration test is limited to manufacturing control of lot-to-lot variations in individual products and is not a measure of bioavailability 27 .
Applications of Disintegration test : 1.Disintegration test is a simple test which helps in the preformulation stage to the formulator.2.It helps in the optimisation of manufacturing variables, such as compressional force and dwell time.3.This test is also a simple in-process control tool to ensure uniformity from batch to batch and among different tablets4.It is also an important test in the quality control of tablets and hard gelatine capsules.Advantages of Disintegration tests:
This test is simple in concept and in practice.It is very useful in preformulation, optimisation and in quality control.Disadvantages:
Disintegration test cannot be relied upon for the assurance of bioavailability3. Dissolution test :
Dissolution is the process by which a solid solute enters a solution. In the pharmaceutical industry, it may be defined as the amount of drug substance that goes into solution per unit time under standardized conditions of liquid/solid interface, temperature and solvent composition. Dissolution is considered one of the most important quality control tests performed on pharmaceutical dosage forms and is now developing into a tool for predicting bioavailability, and in some cases, replacing clinical studies to determine bioequivalence. Dissolution behaviour of drugs has a significant effect on their pharmacological activity.In fact, a direct relationship between in vitro dissolution rate of many drugs and their bioavailability has been demonstrated and is generally referred to as in vitro-in vivo correlation, IVIVC1.
In spite of IVIVC, dissolution is not really a predictor of therapeutic efficiency. Rather, it is a qualitative and quantitative tool which can provide valuable information about biological availability of a drug as well as batch-to-batch consistency of products. Dissolution tests are therefore used to confirm compliance with compendial specifications and are needed as part of a product license application. Additionally, they are used during product development and stability testing as part of the specifications for the product. However, no universal dissolution test has been designed that gives the same in vitro dissolution and in vivo bioavailability for different formulations and batches. Thus, different compendial specifications have been developed for different formulations and dosage forms. Tablet Dissolution is a standardised method for measuring the rate of drug release from a dosage form. The principle function of the dissolution test may be summarised as follows:• Optimisation of therapeutic effectiveness during product development and stability assessment.• Routine assessment of production quality to ensure uniformity between production lots.• Assessment of ‘bioequivalence’, that is to say, production of the same biological availability from discrete batches of products from one or different manufacturers.
4. Friability test: The friability test is closely related to tablet hardness and is designed to evaluate the ability of the tablet to withstand abrasion in packaging, handling and shipping. It is usually measured by the use of the Roche friabilator. A number of tablets are weighed and placed in the apparatus where they are exposed to rolling and repeated shocks as they fall 6 inches in each turn within the apparatus. After four minutes of this treatment or 100 revolutions, the tablets are weighed and the weight compared with the initial weight. The loss due to abrasion is a measure of the tablet friability. The value is expressed as a percentage. A maximum weight loss of not more than 1% of the weight of the tablets being tested during the friability test is considered generally acceptable and any broken or smashed tablets are not picked up 3 . Normally, when capping occurs, friability values are not calculated. A thick tablet may have less tendency to cap whereas thin tablets of large diameter often show extensive capping, thus indicating that tablets with greater thickness have reduced internal stress 2 . Most effervescent tablets and some chewable tablets undergo high friability weight loss which is an indication for the special stack packing that is required for these types of tablets.In case of hygroscopic tablets a humidity-controlled environment (relative humidity less than 40%) is required for testing.
Tablets prone to capping during the test are considered unfit for commercial use.Friability is affected by various external and internal factors like:1) Punches that are in poor condition or worn at their surface edges, resulting in ‘whiskering’ at the tablet edge and show higher than normal friability values.
2) Friability test is influenced by internal factors like the moisture content of tablet granules and finished tablets. Moisture at low and acceptable level acts as a binder
Quality Control for finished product:
Packaging: Upon completion of processing, the product is inspected by QC for appearance, broken tablets, damaged or overfilled capsules and a sample is withdrawn for testing. A product found to contain minor defects is further inspected and a determination for corrective procedures is made and effected before released for packaging. Products released by QC are either bulk packaged in polyethylene lined fiber boxes, and labeled with complete product information or bottled and labeled as per customer specifications. An expiration date, based on appropriate testing by the customer, is also printed on the finished product. Inspection and packaging records are maintained and samples are withdrawn to be retained by QC for at least one year past the expiration date of the product.
Sampling & Inspection: The tablets are checked and tested on half-hour intervals for their physical properties and, if necessary, corrective action is taken to maintain those properties. Representative samples of 100 units are collected for both the core and the finished product for Quality Control testing, customer approval and as Reference Samples, a set for each need.
Storage of Finished Goods: The product shall be quarantined and stored under controlled temperature conditions until approval and shipping to the customer.

The QC group also maintains calibration records of all instruments at suitable intervals and in addition checks conformance of all operations to the set procedures. In-process testing is performed by the QC chemists to determine whether the product being manufactured conforms to specifications. The Quality Control Unit also retains samples of raw materials (for one year past the expiration date of the last product they are used in) arid finished products (for one year past the product expiration date) are maintained under control conditions
Tabletting problems
Types of problem
Description Causes Solution
Capping Separation of upper/lowers segment of tablet and come off as a cap, during manufacturing or subsequent handling.
1) Large quantity of fines2) Too dry3) Binder factor4) Lubricant factor
1) Filter through 100-200 mesh
2) Add hydroscopic agent3) Increase amount of
binder/add dry binder4) Increase amount of
lubricant or change the typeLamination Separation of a tab into 2
or more distinct horizontal layers.
1) Oily granules2) Excess lubricant3) Rapid decompression
1) Add absorbent2) Reduce lubricant amount3) Reduce turret speed and
reduce final compression pressure
Chipping Breaking of tablet edges, during ejection or coating process
1) Stick to punch faces2) Too dry granules3) Excess binding
1) Increase lubrication2) Add hydroscopic agents3) Use dry binders
Cracking Small, fine cracks observed on upper and lower central surface of tablets
1) Large size granules2) Too dry granules
1) Add fines2) Moisten granules and add
proper amount of granules
Sticking Adherence of tablet material to the die wall
1) Too moist granules2) Improper lubrication3) Excess binder4) Oily granules
1) Dry granules properly2) Increase/change lubricant3) Reduce amount of binder4) Add absorbent
Picking Adherence of tablet material to upper punch tip
1) Same causes as above and2) Low mp substances soften
from heat of compression
1) Refer to sticking solution and
2) Use high melting point lubricant
Mottling Unequal distribution of colour of a tablet
1) Coloured drug with colourless excipients
2) Migration of dyes to surface of granules while drying
3) Improper mixing of coloured binder solution
1) Use proper colourants2) Reduce drying temp and
particle size3) Add dry colour additive
during powder mixing and addd adhesives like acacia
Problems Definition Reasons Causes RemedyBLISTERING
It is local detachment of film from the substrate forming blister
Entrapment of gases in or underneath the film due to overheating either during spraying or at the end of the coating run
Effect of temperature on the strength, elasticity and adhesion of the film
Use mild drying condition
CHIPPING It is a defect where the film becomes
Decrease in fluidizing air or speed of rotation
High degree of attrition associated with the
increase hardness of the film by increasing the
chipped and dented, usually at the edges of the tablet
of the drum in pan coating
coating process molecular weight grade of polymer
CRATERING
It is a defect of film coating whereby volcanic-like craters appears exposing the tablet surface
The coating solution penetrates the surface of the tablet, often at the crown where the surface is more porous, causing localized disintergration of the core and distribution of the coating
1.Inefficient drying
2.Higher rate of application of coating solution
1. Use efficient and optimum drying conditions
2. Increase viscosity of coating solution to decrease spray application rate
PICKING It is a defect where isolated areas of film are pulled away from the surface when the tablet sticks together and then part
Conditions similar to cratering that produces an overly wet tablet bed where adjacent tablets can stick together and then break apart
1.Inefficient drying
2.Higher rate of application of coating solution
1. Use efficient and optimum drying conditions
2. Increase viscosity of coating solution to decrease spray application rate
PITTING It is a defect whereby pits occur on the surface core without any visible disruption of the film coating
Temperature of the tablet core is greater than the melting point of the materials used in the tablet formulation
Inappropriate drying(inlet air )temperature
Dispensing with preheating procedures at the initiation of coatingand modifying the drying (inlet air) temperature such that thetemperature of the tablet core is not greater than the melting point of the batch of additives used
BLOOMING
It is defect where coating becomes dull immediately or after prolonged storage at high temperatures.
It is due to collection on the surface of low molecular weight ingredients included in the coating formulation. In most circumstances the ingredient will be plasticizer.
High concentration and low molecular weight of plasticizer
Decrease plasticizer concentration and increasemolecular weight of plasticizer
ORANGE PEEL/ROUGHNESS
It is a surface defect resulting in the film being rough and non glossy. Appearance is similar to that of an orange.
Inadequate spreading of the coating solution before drying
1. Rapid Drying
2. High solution viscosity
1.Use mild drying conditions
2. Use additional solvents to decrease viscosity of solution
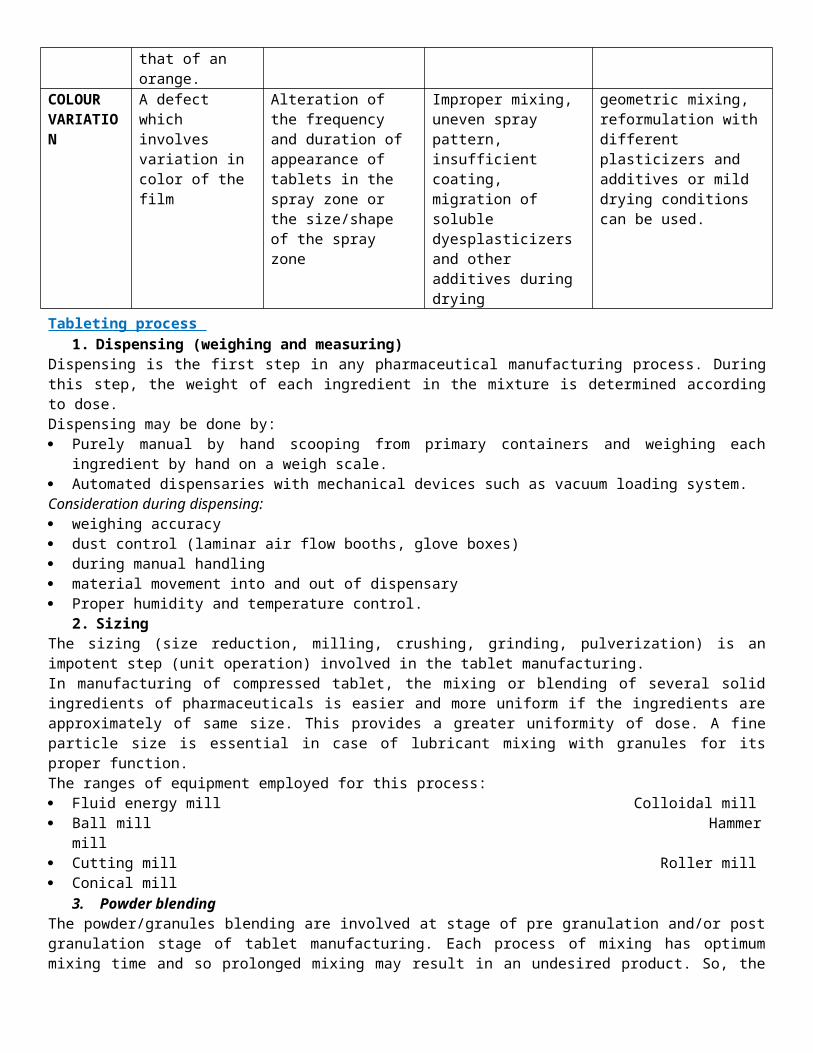
COLOUR VARIATION
A defect which involves variation in color of the film
Alteration of the frequency and duration of appearance of tablets in the spray zone or the size/shape of the spray zone
Improper mixing, uneven spray pattern,insufficient coating, migration of soluble dyesplasticizers and other additives during drying
geometric mixing, reformulation withdifferent plasticizers and additives or milddrying conditions can be used.

Tableting process
1. Dispensing (weighing and measuring)Dispensing is the first step in any pharmaceutical manufacturing process. During this step, the weight of each ingredient in the mixture is determined according to dose.Dispensing may be done by: Purely manual by hand scooping from primary containers and weighing each ingredient by hand on a weigh scale. Automated dispensaries with mechanical devices such as vacuum loading system.Consideration during dispensing: weighing accuracy dust control (laminar air flow booths, glove boxes) during manual handling material movement into and out of dispensary Proper humidity and temperature control.
2. SizingThe sizing (size reduction, milling, crushing, grinding, pulverization) is an impotent step (unit operation) involved in the tablet manufacturing.In manufacturing of compressed tablet, the mixing or blending of several solid ingredients of pharmaceuticals is easier and more uniform if the ingredients are approximately of same size. This provides a greater uniformity of dose. A fine particle size is essential in case of lubricant mixing with granules for its proper function.The ranges of equipment employed for this process: Fluid energy mill Colloidal mill Ball mill Hammer mill Cutting mill Roller mill Conical mill
3. Powder blendingThe powder/granules blending are involved at stage of pre granulation and/or post granulation stage of tablet manufacturing. Each process of mixing has optimum mixing time and so prolonged mixing may result in an undesired product. So, the optimum mixing time and mixing speed are to be evaluated. In special cases of mixing a lubricant, over mixing should be particularly monitored.The various blenders used: Tumbling mixer High speed mixer granulator Fluidized bed mixer Agitator mixer
4. Granulation
Granulation is the process in which primary powder particles are made to adhere to form larger, multi particle entities
called granules. Pharmaceutical granules typically have a size range between 0.2 and 4.0 mm.Reasons for granulation: To prevent segregation of the constituents of the powder mix. To improve the flow properties of the mix To improve the compaction characteristics of the mix
Types of granulation:
Wet granulation
- Involves the massing of a mix of dry primary powder particles using a granulation fluid.
- In the traditional wet granulation method, the wet mass is forced through a sieve to produce wet granules which are then
dried. A subsequent screening stage breaks agglomerates of granules and removes the fine material which can be recycled.
Dry granulation
Steps:

1. The primary powder particles are aggregated at high pressure.
2. There are two main processes either a large tablet (slug) is formed in a heavy duty tabletting press (slugging) or
the powder is squeezed between two rollers to produce a sheet of material (roller compaction).
3. In both cases, these intermediate products are broken using a suitable milling method to produce granular material
which is usually sieved to separate the desired fraction range.
4. The unused fine powder may be reworked to avoid waste.
Types of granulator:
1. Dry granulators
Slugging Roller compaction
2. Wet granulators
Shear granulators High-speed mixer/granulators
Fluidized-bed granulators Spray driers
Spheronizers/pelletizers Extrusion-spheronization
Drying1. Drying is a most important step in the formulation and development of pharmaceutical product. 2. Drying is defined as the removal of small amounts of water or other liquids from a material by the application of
heat. 3. In drying process both heat and mass transfer takes place.4. The drying process must provide the latent heat without significant temperature rise because it would enhance the
thermal degradation of the product.Types of dryer:
Convective Dryers (Fluidized-bed dryer) Conductive Dryers (Vacuum oven) Radiation Dryers (Microwave) Spray dryer Freeze dryer
Consideration:In case of overnight drying there should be installment of a temperature limit alarms.
Tablet formation 1. The physical principle involved in the tablet formation is compression. Tablets are formed by forcing particles (powder, granules) into close proximity to each other thus enabling the particles to cohere into porous, solid specimen of definite geometry.2. Compression is carried out in a die by the action of two punches namely the lower punch and upper punch. Theses punches are brought together to provide the compression force.3. Compression: the reduction in volume of a powder owing to the application of a force. Bonds are formed between particles which provide the coherence to the powder (compact).4. Compaction: The formation of a solid specimen of definite geometry as a result of powder compression.
Mechanics of tablet formation1. Die fillingThis is normally accomplished by gravitational flow of the particles (powder, granules, and pellets) from a hopper via the die table into the die. The presses based on centrifugal die filling are also available. The die is closed at its lower end by the lower punch.2. Tablet formation- The upper punch descends and enters the die and the powder is compressed under a fixed compression force till the tablet is formed.- During the compression phase, the lower punch can be stationery or can move upwards in the die.- After the maximum applied force is reached, the upper punch leaves the powder, i.e. the decompression phase.3. Tablet ejection

- During this phase the lower punch rises until its tips reaches the level of the top of the die.- The tablet is subsequently removed from the die and die table by a pushing device.
The sequence of events involved in the tablettingIt consists of 4 events:1. Upper punch is raised while lower one is dropped to create a space in the die.2. Hopper shoe is moved forward over die to transfer the particles (powder, granules, pellets) into the die. 3. Hopper shoe moves back while the upper punch is brought down so as to compress the particles into tablet.4. The upper punch moves upward and same is true for the lower punch to eject the formed tablet. The cycle is repeated then
Problem encountered in tablet formation:1. Poor flow- Improper design of hopper- Bridging of granules at the bottom of hopper- Solutions Glidants (talc, colloidal silica Flow enhancing devices (vibrator) Uniform sized and shaped granuler- Poor mixing Improper mixing of ingredients Insufficient or inadequate time of mixing 2. Punch variation- Unequal length of lower punches - Variations of granular volume filled in die
PROBLEMS ASSOCIATED WITH PACKAGING:Glass Containers Flaking
o Alkali is extracted from the surface of glass and a silica rich layer is formed which is sometimes detached form the surface
o can be seen in the form of shining flakes in the product. Weathering or blooming
o Occurs when glassware is stored in damp atmosphere or with extreme temperature variations for several months
o The wetting of the surface by condensing moisture results in salts being dissolved out of the glass. o It gives the appearance of fine crystals on the glass in early stage
Plastic Containers Permeation
o Transmission of gases or liquids that can affect product’s shelf life. Leaching
o Release of constituent from container that may contaminate the product. Sorption
o removal of component of product by the packaging material.o may cause loss of preservatives.
Chemical reactivityo Certain components of packaging material may react chemically with one or more components of product.
Modificationo The physical or chemical alteration of the packaging material by the product.
Blister packing Film shrinkage
o most films shrink to certain level, accepted shrinkage level is 2-3% and excessive shrinkage leads to curl
Solution Proper mixing Maintain adequate mixing timeUse suitable mixer
Solution Use good and uniform sized punches
Film stickingo occurs at molds or heating plates due to excessive heating of the film
Incomplete blister cavitieso Indicates insufficient heat to films. o Heating temperature needs to be controlled
Incomplete blister formingo Due to temporary or actual lack of air pressure to the line
Poor lid stock sealingo Sealing temperature normally is identical for PVC, PVDC/PVC and PE/PVC, so carelessness in selecting
temperature leads to this problem
PROBLEMS ASSOCIATED WITH STORAGE: Increased moisture content and temperature will also disrupt the inter-particulate bonds of granules formed during
compaction and alter the tablet strength. Moisture as liquid or water vapour may cause physical changes(eg softening and hardening) or chemical changes. Extremes of temperature can cause deterioration to product and/or pack. Tablets will become more friable on aging as they suffer from moisture loss. Thus, tablets should be stored at reasonable temperature and humidity in order to maintain their hardness and
friability.
Expiry Date The therapeutic effect of the tablet may deteriorate and the strength of the ingredients can drop to 60% or maybe even
50% of what it originally was. There was there are also possible harmful effects. The ingredients may start to break down into a chemical that is
more harmful than the original substance. There may be uneven consistency of the ingredients especially in liquid medications. This unbalanced medication
may increase the risk of using excessive dose or insufficient dose.
Machines: During mixing: Powder mixers
1. Tumbling mixer2. High speed mixer granulator 3. Fluidized bed mixer4. Agitator mixer (ribbon mixer)5. Nautamixer
Nautamixer: Cone mixer (http://www.1985blender.com/videoDSH2.html)1. Depends on the principle of rotation and revolution, conveying the material along with the axle by means of
rotation. 2. The material is upward and downward cycled by gyratory stirring along wall surface of cone, with the central
revolution. The even mixing can be performed in the shortest time. 3. Besides used for gentle mixing action and minimal heat generation, it can also be used for high shear mixing
using lump breakers, which is driven separately.Mechanisms:
Cone screw mixer consists of a conical container which houses a continuous flight/ rotating screw. The screw rotates about it's own axis and revolves along the walls of the cone. The screw conveys the material to near the top, where it cascades back in to the mass Mixer combines convective mixing and shear and diffusive mixing The material of widely differing densities and particle shapes and sizes are mixed homogenously without any
degradation.

Nautamixer ribbon mixer tumbler mixer high speed mixer granulator
Drying of granules:
Coating:
Working principle:Upon purified and heated, the air is introduced through the air inlet. It will pass through the screening plate at the bottom of the hopper. In the hopper, the materials that have been stirred will tumble under the action of the air currents flowing at a high speed with the water content to be evaporated and brought away and materials dried fast.

Coating pan Auto Coater
Working principle of auto coater:The tablet to be coated make continuous complicated orbital motion the closed rotating Drum under the action of a streamline of Baffles. During the motion coating medium automatically sprays according to the technological process and rational technological parameters, at the same time hot filtered air supplied under a negative pressure. The hot air penetrates through the tablets core layers and is discharged from the bottom of the layers, so that the coating medium sprayed on the surface of the tablet cores will dry rapidly and evenly, thus forming a solid and smooth surface film on tablet.
Ways to control faulty of machines:(a) Auxiliary Equipments:
I. Granulation Feeding Device: In many cases, speed of die tablet is such that the time of die under feed frame is too short to allow adequate or consistent gravity, filling of die with granules, resulting in weight variation and content uniformity. These also seen with poorly flowing granules. To avoid these problems, mechanized feeder can employ to force granules into die cavity.
II. Tablet weight monitoring devices:-
High rate of tablet output with modern press requires continuous tablet weight monitoring with electronic monitoring
devices like Thomas Tablet Sentinel,
Pharmakontroll and Killan control System-MC. They monitor force at each
compression station by starin gage technology which is then correlated with
tablet weight.
III. Tablet Deduster: -
In almost all cases, tablets coming out of a tablet machine bear excess powder on its surface and are run through the tablet
deduster to remove that excess powder.
IV. Fette machine
Fette machine is device that chills the compression components to allow the compression of low melting point substance
such as waxes and thereby making it possible to compress product with low meting points.

Granulation Feeding Device Tablet weight monitoring devices
Tablet Deduster Fette machine
Prevention: In order to prevent the tablet problems, batch to batch variation and release of defect product into the market, several prevention measures must be carried out against the:
o Errors involving instrumentso Errors involving raw materials and productso Human errorso Environmental errors
1. Prevention against errors involving instruments: Calibration Maintenance2. Prevention against errors involving raw materials and products: Product specifications:- Quality of tablets should fulfill certain specifications:o Weight and content uniformity, dissolution test, hardness test, friability test, visual observation, thickness and
diameter of the tablets, Packaging 3. Prevention against the human errors:
i. Requirements for personnel: Attitude: - Should be responsible for their duties.

- Should not smoking, eating, drinking in production, laboratory, storage or other area where they might adversely influence product quality.
- Should in good health, capable of handing their duties properly. Experiences:- Enable them to have professional judgments to the practical problem encountered in the manufacture and quality
control of pharmaceutical products. Professionalism:- All personnel should wear clean full garments appropriate to the duties they perform, including appropriate hair
covers and shoes.- All personnel should practice good hygiene. For example, wear glove while handling the raw materials. Qualifications:
- Key personnel responsible for supervising the manufacture and quality control of pharmaceutical products should possess the qualifications of a scientific education and practical experience required by nation legislation.
- Their education should include the study of an appropriate combination of:-Chemistry, biochemistry, chemical engineering, microbiology, pharmaceutical science and technology, pharmacology and toxicology, physiology.
- No drugs or medical supplies shall be manufactured except under the supervisions of a licensed pharmacist, chemist or other qualified personnals.
Training: - All the personnel who are directly engaged in the manufacturing activities should be trained in the
particular operations and in the principles of Good Manufacturing Practice (GMP).- Individual responsibilities should be clearly defined and understood by the persons concerned and
recorded as written description.- After training, their performance should be appraised to determine whether they have proper experience
for jobs assigned to them.ii. Role of supervisors: Monitor and frequent checking of the machines. Identify the problems in tableting process and solve it. Address productivity improvement. Motivate employee and improve their attitude.
iii. Role of Heads of production and quality control: Authorization of written procedures and other documents. Monitor and control of the manufacturing environment Approval and monitoring of suppliers of materials Approval and monitoring of contract manufacturers. Designation and monitoring of storage conditions for materials and products, Performance and evalution of in- process controls Monitoring of compliance with GMP requirements.
4. Prevention of environmental errors: Storage areas:
- Should be clean, dry and maintained within acceptable temperature limits.- Should be of sufficient capacity to allow orderly storage of the various categories of material and
products.- Temperature, relative humidity and days stored at rest should be optimized.
Receiving areas:- Should be designed and equipped to allow containers of incoming materials to be cleaned if necessary
before storage.
Manufacturing areas:- Use of automated vacuum conveyer to
- Transfer powder products to blending and tableting machinery.
- Reduce the amount of heavy lifting and manual labor performed by employees.- Prevent contamination.