Embed Size (px)
Citation preview

12
LAPORAN MAGANG
DI PT. INDOFOOD SUKSES MAKMUR BOGASARI FLOUR MILLS
DIVISI TANJUNG PRIOK, JAKARTA UTARA
(PROSES PENGOLAHAN DAN KONTROL PROSES PENGOLAHAN
TEPUNG TERIGU SPESIAL)
TUGAS AKHIR
Diajukan Untuk Memenuhi Persyaratan
Memperoleh Gelar Ahli Madya
Program Studi Teknologi Hasil Pertanian Fakultas Pertanian
Universitas Sebelas Maret
Disusun Oleh:
Kaulan (H3107017)
PROGRAM STUDI DIPLOMA III TEKNOLOGI HASIL PERTANIAN
FAKULTAS PERTANIAN
UNIVERSITAS SEBELAS MARET
SURAKARTA
2010

13
BAB I
PENDAHULUAN
A. Latar Belakang
Indonesia adalah negara yang mempunyai jumlah penduduk yang besar.
Sebagai negara dengan jumlah penduduk yang besar, Indonesia memerlukan
jumlah bahan pangan yang tinggi, terutama bahan pangan pokok. Untuk
menjaga ketahanan pangan dalam negeri, maka dibutuhkan upaya untuk
memenuhi kebutuhan pangan, hal tersebut dapat dilakukan dengan
peningkatan produksi bahan pangan pokok dan diversifikasi bahan pangan
pokok.
Upaya pemerintah untuk menjaga katahan pangan dapat dilakukan
dengan mengurangi konsumsi bahan pangan pokok bangsa Indonesia yaitu
beras, dan sekaligus dapat membangun dan meningkatkan gizi bangsa. Maka
dari itu pemerintantah mencoba memperkenalkan berbagai macam bahan
pangan yang dapat menggantikan bahan pangan pokok sekaligus membangun
gizi bangsa Indonesia. Gandum, jagung dan umbi merupakan komoditas yang
diperkenalkan pemerintah sebagai alternatif bahan pangan pokok. Sebagai
bahan pangan pokok alternatif, gandum, jagung dan umbi mempunyai
kekurangan dan kelebihan dari kandungan gizinya. Walaupun demikian,
beberapa komoditi tersebut bisa digunakan sebagai bahan pangan alternatif
sesuai dengan tingkat ekonomi masyarakat.
Gandum (Triticum aestivum L dan atau Triticum compoctum host)
merupakan serealia yang berasal dari suku padi-padian. Gandum mempunyai
kandungan protein dan karbohidrat yang tidak kalah tinggi dibandingkan
beras. Sebagai bahan pangan pokok alternatif, gandum diolah sedemikian rupa
menjadi produk setengah jadi yang berupa tepung terigu. Proses pengolahan
gandum menjadi tepung terigu melalui beberapa tahapan yang komplek.
Tetapi pada dasarnya pengolahan gandum menjadi tepung terigu adalah proses
penggilingan dan pengayakan.

14
Tepung terigu merupakan salah satu bahan baku yang dapat diolah lebih
lanjut menjadi bahan makanan lain. Tepung terigu dapat diolah menjadi roti,
mie, biskuit, donat, kue, macaroni, spagethi dan sebagainya. Saat ini konsumsi
masyarakat Indonesia terhadap makanan yang berbahan dasar tepung terigu
relatif semakin bertambah selain itu olahan makanan yang berbahan dasar
tepung terigu saat ini sudah menjadi konsumsi masyarakat saat ini.
Sehubungan dengan hal tersebutlah, mendorong tumbuhnya industri
ataupun UKM pengolahan pangan berbahan dasar tepung terigu semakin
berkembang seperti mie instan, biscuit, bakery, kue, dan jajan pasar. Hal
tesebut berdampak semakin bertambahnya kebutuhan konsumsi tepung terigu
tiap tahun. Maka perlu adanya pernyediaan yang mencukupi untuk kebutuhan
masyarakat Indonesia. Berdirinya pabrik penggolahan gandum di Indonesia
dapat memenuhi kebutuhan tepung terigu dalam negeri.
PT. ISM Bogasari Flour Mills divisi Tanjung Priok merupakan salah satu
produsen yang bergerak dalam bidang pengolahan gandum menjadi tepung
terigu. PT. ISM Bogasari Flour Mills divisi Tanjung Priok merupakan
produsen tepung terigu terbesar di dunia. Saat ini PT. ISM Bogasari Flour
Mills memenuhi kebutuhan masyarakat akan tepung terigu sekitas 70% yang
semakin meningkat jumlahnya seiring berkembangnya produk olahan hasil
tepung terigu, selain itu PT. ISM Bogasari Flour Mills divisi Tanjung Priok
tidak hanya memenuhi kebutuhan tepung terigu dalam dalam negeri
melainkan juga memenuhi permintaan tepung terigu luar negeri (komoditas
ekspor). Ada berbagai macam merek tepung terigu diproduksi oleh PT. ISM
Bogasari Flour Mills divisi Tanjung Priok baik untuk konsumen dalam negeri
maupun laur negeri. Tepung terigu yang diproduksi PT. ISM Bogasari Flour
Mills divisi Tanjung Priok pun berbeda–beda jenisnya sesuai dengan
kegunaannya. Dengan demikian, konsumen dalam negeri maupun luar negeri
dapat memilih dan menyesuaikan jenis tepung terigu apa yang sesuai dengan
produk olahan tepung terigu yang ingin dihasilkan.

15
B. Tujuan
Tujuan magang yang dilaksanakan oleh mahasiswa adalah :
1. Mengetahui semua aspek produksi tepung terigu dari bahan baku, proses
produksi, pengendalian proses produksi, pengemasan, sanitasi, tata letak
dan pengolahan limbah.
2. Mengetahui mesin dan peralatan yang digunakan untuk memproduksi
tepung terigu di PT. ISM Bogasari Flour Mills divisi Tanjung Priok.

16
BAB II
TINJAUAN PUSTAKA
Tepung adalah partikel padat yang berbentuk butiran halus atau sangat
halus tergantung pemakaiannya. Biasanya digunakan untuk keperluan penelitian,
rumah tangga, dan bahan baku industri. Tepung bisa berasal dari bahan nabati
misalnya tepung terigu dari gandum, tapioka dari singkong, maizena dari jagung
atau hewani misalnya tepung tulang dan tepung ikan (Anonima, 2009).
Terigu adalah tepung atau bubuk halus yang berasal dari biji gandum, dan
digunakan sebagai bahan dasar pembuat kue, mie, roti, dan pasta. Kata terigu
dalam bahasa Indonesia diserap dari bahasa Portugis trigo yang berarti gandum.
Tepung terigu roti mengandung protein dalam bentuk gluten, yang berperan dalam
menentukan kekenyalan makanan yang terbuat dari bahan terigu (Anonimb, 2009).
Tepung terigu adalah suatu jenis tepung yang terbuat dari jenis biji-bijian
yaitu gandum dimana biji-bijian tersebut sampai saat ini masih diimpor dari
beberapa negara seperti Australia, Canada, Amerika. Jenis gandum yang diimpor
ada dua macam, yaitu jenis soft dan jenis hard (Anonimc, 2009).
A. Tanaman Gandum
Gandum merupakan tanaman jenis serealia yang termasuk tanaman genus
triticum dari famili granminae. Beberapa Janis gandum yang telah dibudidayakan
dan selanjutnya digunakan sebagai bahan baku industri antara lain Tritcum
aestivum (hard wheat), Ttitivum compactum (soft wheat), gandum durum Triticum
durum (durum wheat). Ketiga jenis gandum tersebut mempunyai karekteristik
yang khas sehinggga dibudidayakan untuk tujuan yang berbeda.
Jenis gandum yang diolah menjadi tepung terigu dan paling banyak
dibudidayakan adalah jenis gandum triticum vulgare. Gandum jenis ini
mempunyai warna kulit biji yang putih, coklat, atau merah dan sebagian besar
untuk membuat roti. Gandum ini paling mudah beradaptasi dengan lingkungan
pertumbuhannya seperti keadaan iklim tanah dan sebagiannya. Gandum jenis
triticum durum tidak banyak dibudidayakan meskipun jenis ini mempunyai sifat

17
khusus yang baik untuk menjadi produk-produk pasta (Suliantri dan Winiati,
1990).
Tanaman gandum sesuai untuk ditanam pada daerah sub tropis yang
mempunyai empat musim yaitu musim dingin, musim semi, musim panas, dan
musim gugur (Anonim, 2005). Penanaman benih gandum akan lebih baik jika
terdapat siklus tanam tiap tahunnya. Jika tahun pertama kita tanam benih gandum,
maka tahun kedua ditanam sorghum, kemudian tahun ketiga tanaman lain yang
mampu menyisakan air dalam tanah. Gandum baik utuk ditanam sebelum musim
semi, karena persediaan air tanah untuk pertumbuhan tanaman gandum dapat
diambil pada musim semi, Cook (1990). Pada musim panas yang mempunyai
suhu lingkungan ±180C dengan ketinggian 2300 m di atas permukaan air laut,
tanaman gandum baik digunakan untuk dibudidayakan. Budidaya tanaman
gandum dapat dipengaruhi oleh curah hujan didaerah tersebut. Curah hujan yang
baik untuk pertumbuhan tanaman gandum adalah ± 750 mm per tahun (Anonim,
2008).
Pada Gambar 1.1 dapat dilihat macam-macam biji gandum, yang
digunakan oleh Bogasari sebagai bahan baku, selain itu juga dapat dilihat struktur
biji gandum pada Gambar 1.2.
Hard Red Winter Hard White Wheat Hard Red Spring
Soft Red Winter Soft White Wheat Durum Wheat
Gambar 1.1 Macam-macam Biji Gandum

18
Gambar 1.2 Bagian-Bagian Biji Gandum
1. Dedak (Bran)
Dedak penyusun biji gandum sebesar 15% yang terdiri dari kulit luar
(epidermis), kulit kedua (epicarp), testa, dan aleuron. Selama proses
pengolahan, bran akan menjadi sekam. Menurut Gaman (1994), sekam
tersusun dari selulosa (serat) yang tidak dapat dicerna, serta mengandung
vitamin B dan elemen mineral, sedangkan lapisan aleuronnya kaya akan
protein dan vitamin B, terutama asam nikotinat (niasin).
2. Endosperm
Endosperm merupakan biji bagian terbesar dari gandum yaitu sekitar
80-85% berat total biji. Bagian inilah yang akan diubah menjadi tepung
melalui proses penggilingan. Menurut Gaman (1994), sebagian besar
endosperm tersusun atas pati, selain itu juga mengandung protein sekitar 70%-
75%, beberapa vitamin B (3% vitamin B1 dan 32% vitamin B2), 12% asam
nikotinat, serat beberapa mineral.
3. Lembaga (germ)
Lembaga merupakan biji sebenarnya atau embrio, yang terletak pada
bagian bawah biji. Lembaga hanya menyusun 2,5% berat biji. Menurut Gaman
(1994), lembaga kaya akan lemak dan mengandung 8% protein, 2% asam
nikotinat, vitamin B (64%)vitamin B1 dan 32% vitamin B2), serta zat besi.
Sifat gandum banyak ditentukan oleh protein yang dikandungnya, jenis
protein yang terdapat pada gandum adalah albumin (larut dalam air), slobulin
(larut dalam garam netral), gliadin (larut dalam etanol 70%), dan glutenin (tidak

19
larut dalam alkohol tetapi larut dalam basa atau asam encer). Kandungan protein
dapat berbeda-beda tergantung jenis dan tempat gandum tersebut tumbuh.
Karbohidrat yang terdapat dalam gadum sebagian besar adalah pati, dan
pati merupakan senyawa yang tidak larut dalam air (Makfoel, 1982). Pati tersusun
atas dua fraksi yaitu amilosa dan amilopektin. Jika pati gandum dimasak akan
membentuk pasta kental yang mengandung bagian-bagian pendek dan apabila
didinginkan akan membentuk gel yang buram (Deman, 1997).
B. Proses Pengolahan
Gandum sering digunakan pada instansi industri dalam bentuk tepung.
Penggilingan gandum menurut Buckle dkk (1978), merupakan proses yang sangat
berbeda dengan penggilingan beras, dan tujuan utama penggilingan gandum
adalah:
1. Memisahkan endosperm dari dedak dan lembaga (germ).
2. Menghancurkan endosperm menjadi ukuran tepung (100 mesh).
Tahap-tahap dalam penggilingan gandum secara garis besar meliputi:
1. Tahap pembersihan (Cleaning process)
Pemberihan dimaksudkan untuk menghindarkan benda-benda lain dan
berbagai kotoran yang menempel pada butiran biji gandum, dan juga
memisahkan bagian-bagian yang tidak seragam (Makfoeld, 1982). Berbagai
peralatan pembersihan yang sering digunakan antara lain pemisah separator,
pemisah magnet (magnet separator), dan pneumatik separator.
2. Tahap pemberian air (Conditioning process)
Pemberian sedikit air pada biji gandum akan melunakkan bagian lapis
luar dan butir endosperm agak lunak. Hal ini akan memudahkan dalam
penggilingan. Selain hal itu, juga diharapkan adanya perubahan tektur dan
struktur endosperm, dan juga untuk mendapatkan biji dengan kekerasan
kandungann air yang seragam. Menurut Makfoeld (1982), perlakuan dalam
conditioning melalui empat tahap yaitu pemanasan pada suhu tertentu,
penambahan air dipertahankan dalam waktu tertentu, didinginkan pada suhu
kamar, dan didiamkan pada suhu tangki.

20
3. Tahap penggilingan
Tahap utama dari penggilingan adalah memisahkan endosperm dari
lapisan bran dan mereduksi endosperm menjadi tepung. Penggilingan ini
diharapkan mampu memperoleh tingkat ekstraksi yang tinggi dan kualitas
tepung yang baik. Menurut Gaman (1994), tahap penggilingan dibagi menjadi
tiga proses yaitu :
a. Proses pemecahan
Biji gandum akan mengalami proses pemecahan dimana biji akan
terkelupas dan endosperm yang pecah akan dibagi menjadi tiga fraksi
yaitu partikel kasar sekam yang dilekati endosperm, partikel endosperm
yang kasar (semolina), dan sejumlah partikel halus endosperm (tepung).
Pada proses pemecahan ini, diusahan agar bran tidak hancur.
b. Pengecilan ukuran
Hasil pada proses pemecahan (semolina) akan direduksi menjadi
tepung yaitu dengan melewati roll pengecil ukuran yang berupa penggilas
yang halus.
c. Pengayakan
Hasil dari roll pengecil ukuran akan diayak dan dipisahkan menjadi
partikel halus (tepung) dan partikel yang lebih besar dari tepung akan
dilewatkan kembali ke roll pengecil ukuran berikutnya.
C. Pengendalian Mutu
Sistem mutu menurut ISO 9000 dalam Kadarisman (1994) mencakup:
1. Mutu adalah gambaran dan karakteristik menyeluruh produk atau jasa, yang
menunjukan kemampuannya dalam memenuhi kebutuhan-kebutuhan yang
ditentukan (tersurat) maupun yang tersirat.
2. Kebijakan Mutu adalah keseluruhan maksud dan tujuan organisasi
(perusahaan) yang berkaitan dengan mutu yang secara formal dinyatakan
oleh pimpinan puncak.
3. Manajemen Mutu adalah seluruh aspek fungsi manajemen yang
menetapkan dan melaksanakan kebijakan mutu yang telah dinyatakan oleh
pimpinan puncak.
21
4. Pengendalian Mutu: teknik-teknik dan kegiatan-kegiatan operasional yang
digunakan untuk memenuhi persyaratan mutu. Pengendalian mutu meliputi
monitoring suatu proses, melakukan tindakan koreksi bila ada ketidak
sesuaian dan menghilangkan penyebab timbulnya hasil yang kurang baik
pada tahapan rangkaian mutu yang relevan untuk mencapai efektivitas yang
ekonomis.
5. Jaminan Mutu adalah seluruh perencanaan dan kegiatan sistematis yang
diperlukan untuk memberikan suatu keyakinan (jaminan) yang memadai
bahwa suatu produk atau jasa akan memenuhi persyaratan tertentu.
Kebutuhan akan keamanan pangan dapat diterapkan mulai dari yang
menghasilkan, membuat, menangani ataupun yang menyediakan makanan.
Mereka harus mampu menunjukkan cukup bukti dalam mengidentifikasi dan
mengendalikan bahaya yang bisa berdampak pada keamanan pangan.
Berdasarkan hal tersebut itulah, banyak industri pangan terdorong berusaha
mengikuti keinginan konsumennya dengan jalan menjamin mutu pada produk
yang dihasilkannya.
Pengendalian mutu produk pangan menurut Hubeis (1999), erat
kaitannya dengan sistem pengolahan yang melibatkan bahan baku, proses,
pengolahan, penyimpangan yang terjadi dan hasil akhir. Sebagai ilustrasi,
secara internal (citra mutu pangan) dapat dinilai atas ciri fisik (penampilan,
warna, ukuran, bentuk dan cacat, tekstur, kekentalan dan konsistensi, citarasa,
sensasi, kombinasi bau dan cicip) serta atribut tersembunyi (nilai gizi dan
keamanan mikroba). Sedangkan secara eksternal (citra perusahaan)
ditunjukkan oleh kemampuan untuk mencapai kekonsistenan mutu (syarat dan
standar) yang ditentukan oleh pembeli, baik di dalam maupun di luar
negeri. Pengendalian mutu pangan juga bisa memberikan makna upaya
pengembangan mutu produk pangan yang dihasilkan oleh perusahaan atau
produsen untuk memenuhi kesesuaian mutu yang dibutuhkan konsumen.
Dewasa ini, kesadaran konsumen pada pangan adalah memberikan
perhatian terhadap nilai gizi dan keamanan pangan yang dikonsumsi. Faktor
keamanan pangan berkaitan dengan tercemar tidaknya pangan oleh cemaran

22
mikrobiologis, logam berat, dan bahan kimia yang membahayakan kesehatan.
Untuk dapat memproduksi pangan yang bermutu baik dan aman bagi
kesehatan, tidak cukup hanya mengandalkan pengujian akhir dilaboratorium
saja, tetapi juga diperlukan adanya penerapan sistem jaminan mutu dan sistem
manajemen lingkungan, atau penerapan sistem produksi pangan yang baik
(GMP- Good Manufacturing Practices) dan penerapan analisis bahaya dan
titik kendali kritis (HACCP- Hazard Analysis and Critical Control Point).
Cara Produksi Makanan yang Baik (CPMB) atau Good
Manufacturing Practices (GMP) adalah suatu pedoman cara berproduksi
makanan yang bertujuan agar produsen memenuhi persyaratan–persyaratan
yang telah ditentukan untuk menghasilkan produk makanan bermutu dan
sesuai dengan tuntutan konsumen. Dengan menerapkan CPMB diharapkan
produsen pangan dapat menghasilkan produk makanan yang bermutu, aman
dikonsumsi dan sesuai dengan tuntutan konsumen, bukan hanya konsumen
lokal tetapi juga konsumen global (Fardiaz, 1997).
Menurut Fardiaz (1997), dua hal yang berkaitan dengan penerapan
CPMB di industri pangan adalah CCP dan HACCP. Critical Control Point
(CCP) atau Titik Kendali Kritis adalah setiap titik, tahap atau prosedur dalam
suatu sistem produksi makanan yang jika tidak terkendali dapat menimbulkan
resiko kesehatan yang tidak diinginkan. CCP diterapkan pada setiap tahap
proses mulai dari produksi, pertumbuhan dan pemanenan, penerimaan dan
penanganan ingredien, pengolahan, pengemasan, distribusi sampai dikonsumsi
oleh konsumen. Limit kritis (critical limit) adalah toleransi yang ditetapkan
dan harus dipenuhi untuk menjamin bahwa suatu CCP secara efektif dapat
mengendalikan bahaya mikrobiologis, kimia maupun fisik. Limit kritis pada
CCP menunjukkan batas keamanan.
ISO 22000 adalah suatu standar internasional yang menggabungkan
dan melengkapi elemen utama ISO 9001 dan HACCP dalam hal penyediaan
suatu kerangka kerja yang efektif untuk pengembangan, penerapan, dan
peningkatan berkesinambungan dari Sistem Manajemen Keamanan Pangan
(SMKP) (Anonim, 2010).

23
BAB III
TATALAKSANA PELAKSANAAN MAGANG
A. Waktu dan Tempat
Magang ini telah dilaksanakan pada bulan 1 Maret sampai 31 Maret
2010 di PT. Indofood Sukses Makmur Bogasari Flour Mills Divisi Tanjung
Priok, Jakarta Utara.
B. Cara Pelaksanaan
Metode yang digunakan dalam praktik kerja lapang metode observasi
yaitu melakukan pengamatan secara langsung terhadap objek yang dikaji
untuk memperoleh data yang sesuai dengan kondisi yang sebenarnya dan
berpartisipasi aktif dalam kegiatan yang dilakukan di lapangan.
Data yang diperoleh, yaitu :
1. Data primer
Pengumpulan data dilakukan dengan melakukan pengamatan
langsung dilapangan, berparsipasi aktif dalam kegiatan dilapangan dan
wawancara dengan karyawan yang terkait.
2. Data sekunder
Pengumpulan data yang diperoleh dari arsip-arsip dan catatan-
catatan yang ada diperusahaan, buku-buku dan pustaka lain yang
mendukung data primer.

24
BAB IV
HASIL DAN PEMBAHASAN
A. Profil Perusahaan
PT. ISM Tbk. Bogasi Flour Mills didirikan oleh Soedono Salim,
Sudwikatmono, Dhuhar Susanto, Dan Ibrahim Risjad pada tanggal 7 Agustus
1970. Selama satu tahun proses konstruksi dan pembangunan pabrik, maka
dengan notarial, terbentuklah perusahaan tepung terigu pertama di Indonesia
dengan nama PT. Bogasari Flour Mills dilatar belakangi kerana rendahnya
mutu tepung terigu yang import pemerintah, akibatnya jarak transportasi yang
jauh. Jika mutu tepung terigu dianggap tidak baik lagi, maka tepung tersebut
dibuang ditengah laut, sehingga tidak dapat dijual ke konsumen dan akibatnya
pemerintah mengalami kerugian atas biaya yang telah dikeluarkan. Selain itu,
karena biaya import tepung terigu (Dian, 2008).
Tanggal 29 November 1971 proses produksi penggilingan gandum
pertama kali dilakukan melalui pabrik yang berlokasi di wilayah Cilincing,
Tanjung Priok, Jakarta Utara yang diresmikan oleh presiden saat itu
(Soeharto) yang mempunyai area 33 ha dengan kapasitas produksi sebesar
650 ton gandum. Pabrik kedua yang didirikan pada tanggal 10 Juli 1972
berlokasi dikawasan Tanjung Perak, Jawa Timur dengan luas 3,3 ha untuk
memenuhi tingkat permintaan pasar. Sejak Januari 1977, Bogasari melengkapi
organisasi dengan divisi tekstil yang memproduksi kantong terigu di
Citeureup, Bogor, (Dian, 2008).
Bogasari mengoperasikan pabrik pasta sejak tahun 1991 yang
menghasilakn spaghetti dan makaroni. Produk-produk pasta yang dijual
dibawah merk Bogasari dan La Fonte itu menjangkau pasar domestik dan
manca Negara. Pada tanggal 28 juli 1992 PT. Bogasari Flour Mills berubah
menjadi PT. Indosement Tunggal Prakarsa Bogasari Flour Mills, dengan
menjadi divisi makanan dari perusahaan semen itu. Seiring dengan kebijakan
yang dikeluarkan pemerintah yang mengakibatkan lahirnya banyak industri
penggilingan tepung terigu baru, dan melihat pasar yang semakin bersaing,

25
pada 30 Juni 1995 PT. Indosement Tunggal Prakarsa Bogasari Flour Mills
pun diakuisisi kembali. kali ini oleh PT. Indofood Sukses Makmur Tbk., yang
kemudian berubah menjadi PT. ISM Tbk. Bogasari Flour Mills. Nama inilah
yang berlaku sampai dengan saat ini (Dian, 2008).
Kapasitas penggilingan awal dengan dua fasilitas penggilingan yaitu
mill A dan B adalah 650 ton gandum per hari. Tahun pertama, total produksi
yang dihasilkan pabrik di Jakarta mencapai 200.000 ton tepung terigu. Tahun
1973, Bogasari Jakarta mengoperasikan fasilitas peggilingan baru yaitu mill C.
Mill D dan E mulai dioperasikan pada tahun 1975, mill F dan G mulai
beroperasi pada tahun 1978, mill H, I, J beroperasi pada tahun 1983, lalu mill
K dan L beroperasi pada tahun 1992 serta yang terakhir adalah mill M, N, O
yang mulai beroperasi pada tahun 1996 (Dian, 2008).
Kapasitas produksi tepung terigu sebesar 3,6 juta metrik ton per tahun
dari kapasitas sebanyak 4,7 juta metrik ton per tahun atau sekitas 16 ribu
metrik ton per hari. Produksi dengan kapasitas besar ini didukung dengan
adanya fasilitas alat pengolahan modern, dengan silo gandum berjumlah 140
buah dengan kapasitas tampung 400.000 metrik ton, dengan 15 mill unit yang
siap beroperasi (Dian, 2008).
PT. ISM Tbk. Bogasari Flour Mills juga menghasilkan produk
sampingan, selain menghasilkan tepung terigu. Produk sampingan ini berupa
sisa olahan penggilingan gandum ataupun hasil gagal dari proses produksi
tesebut (Bogasari, 2005). Hasil produk sampingan (by product) tersebut
berupa bran, pollard, pellet, dan industrial flour. Bran dan pollard diolah
menjadi pellet untuk pakan ternak sedangkan tepung industri pada umumnya
dimanfaatkan untuk dibuat lem (perekat) diindustri kayu lapis. Dengan
demikian dapat dikatakan bahwa bahan baku (raw material) digunakan
seluruhnya baik hasil utama maupun hasil sampingan yang dapat diolah
menjadi produk lain (Dian, 2008).
Pada tanggal 19 September 1999, untuk pertama kalinya PT. ISM Tbk.
Bogasari Flour Mills mengekspor tapung terigu ke Singapura dengan kiriman
sebanyak 860 karung. Tanggal 1 Desember 1996, PT. ISM Tbk. Bogasari

26
Flour Mills memperoleh sertifikat ISO 9001 dari SGS Internasional (Inggris)
dan SUKOFINDO yang terbatas pada manajemen mutu, produksi dan instalasi
serta mencakup Contact Review, Control Dokument, Perchasing, Proses
Control, Handling Storange, Packing And Delivery Serta Internal Quality
Audits (Bogasari, 2005). Dan pada tahun 2007 PT. ISM Tbk. Bogasari Flour
Mills memperoleh sertifikat ISO 22000 (Bogasari, 2010).
1. Lokasi Perusahaan
PT. ISM Tbk. Bogasari Flour Mills terletak di jl. Raya Cilincing
no.1, Tanjung Priok, Jakarta Utara14110. PT. ISM Tbk. Bogasari Fluor
Mills memiliki luas lahan kurang lebih 33 ha, yang berbatasan dengan:
· Sebelah utara : PT. Dok Kodja, PT. Sarpindo dan laut jawa.
· Sebelah timur : Jalan pelabuhan sarpindo dan PT. Easterm Polyester
· Sebelah selatan : Jalan Raya Cilincing
· Sebelah barat : Kali Kersek Dan Depo Pertamina
Lokasi pabrik Bogasari yang dekat dengan laut ini sangat strategis,
sehingga dapat membangun dermaga sendiri yang memudahkan proses
loading dan unloading. Karena setelah loading gandum langsung dapat
dimasukkan silo melalui jalur transfer yang telah tersedia. Demikian pula
dengan proses unloading, pellet dapat langsung dimasukkan ke dalam
kapal melalui jalur transfer.
2. Ketenagakerjaan
Berdasarkan kesepakatan kerja bersama, pada tanggal 30 Juni 1980,
antara PT. ISM Tbk. Bogasari Flour Mills Jakarta-Surabaya dengan serikat
pekerja (SPSI terkait tenaga kerja PT. ISM Tbk. Bogasari Flour Mills,
tahun 2005-2007, bahwa definisi tenaga kerja adalah semua orang yang
mempunyai hubungan kerja dengan perusahaan dan mendapat upah dari
perusahann serta terdaftar sebagai pekerja tetap (bulanan) (Dian, 2008).
PT. ISM Tbk. Bogasari Flour Mills memiliki jumlah karyawan
sebanyak kurang lebih 2.200 karyawan. Dan hampir 90% dari jumlah
karyawan tersebut adalah laki-laki. Tenaga kerja dibagi menjadi dua, yaitu
karyawan harian dan karyawan bulanan. Karyawan harian umumnya

27
dibutuhkan perusahaan untuk menangani perkerjaan dibagian gudang. Jika
karyawan harian ini menunjukan prestasi yang baik, dapat diangkat
menjadi karyawan bulanan atau tetap. Karyawan bulanan atau tetap
merupakan karyawan Bogasari dimana sistem gaji yang dipakai adalah
sistem bulanan.
Usaha untuk meningkatkan dan menjaga kapasitas produksi,
penentuan waktu kerja dibedakan antara bagian produksi dengan bagian
kantor dengan tiga jenis jam kerja, yaitu:
a. Waktu lembur
Merupakan waktu kerja tambahan diluar jam kerja yang diberlakukan
pada keadaan mendesak atau pemerintah dari atasan dengan diberikan
upah lembur sesuai dengan ketentuan perusahaan. Hari minggu dan
libur tanggal merah termasuk waktu lembur khusus untuk karyawan
bagian produksi.
b. Shift atau waktu kerja bergilir
Shift untuk pekerja di bagian produksi dibagi menjadi tiga, yaitu:
Shift pagi : 08.00-16.00
Shift sore : 16.00-24.00
Shift malam : 24.00-08.00
Pergantian shift tersebut akan ditukar setiap 1 minggu sekali. Dan
waktu bekerja 6 hari dalam 1 minggu.
c. Nonshift atau waktu kerja tidak bergilir
Merupakan waktu kerja normal yang berlaku untuk karyawan kantor
dengan lama waktu kerja adalah 9 jam sejak pukul 09.00-17.00 WIB,
sudah termasuk satu jam istirahat. Dan untuk waktu bekerja 5 hari
dalam 1 minggu.
Untuk menjaga keselamatan kerja, kesehatan kerja, dan lingkungan
kerja di PT. ISM Tbk. Bogasari Flour Mills. Hal-hal tersebut diatur dalam
Safety Health Enveronent Departement. Perlengkapan kesehatan dan
keselamatan kerja yang disediakan perusahaan dan wajib digunakan adalah
pakaian kerja, sepatu kerja, masker, airplug (penutup telinga), topi, kaca mata

28
pelindung,dan sarung tangan. Dalam lingkungan pabrik dilengkapi dengan
pemadam kebakaran, ruang kerja dan ruang pengendali dilengkapi dengan
AC.
B. Bahan Baku
Gandum merupakan bahan baku utama dalam pembuatan tepung terigu.
Secara umum, biji gandum berbentuk oval dengan panjang antara 6-8 mm dan
diameter biji antara 2-3 mm, biji gandum mempunyai lekukan dibagian tengah
yang disebut crease. Pada ujungnya terdapat rambut halus yang disebut hair of
brush. Gandum terdiri dari tiga bagian penting yaitu:
1. Endosperm
Endosperm merupakan bagian yang terbesar dari biji gandum (80-
83%) yang banyak mengandung protein, pati, dan air. Pada proses
penggilingan, bagian inilah yang akan diambil sebanyak-banyaknya untuk
diubah menjadi tepung terigu dengan tingkat kehalusan tertentu. Pada
bagian ini juga terdapat zat abu yang kandungannya akan semakin kecil
jika mendekati inti dan akan semakin besar jika mendekati kulit
(Anonimd,2009).
2. Bran
Bran merupakan kulit luar gandum dan terdapat sebanyak 14,5% dari
total keseluruhan gandum. Bran terdiri dari 5 lapisan yaitu epidermis
(3,9%), epikarp (0,9%), endokarp (0,9%), testa (0,6%), dan aleuron (9%).
Bran memiliki granulasi lebih besar dibanding pollard, serta memiliki
kandungan protein dan kadar serat tinggi sehingga baik dikonsumsi ternak
besar. Epidermis merupakan bagian terluar biji gandum, mengandung
banyak debu yang apabila terkena air akan menjadi liat dan tidak mudah
pecah. Fenomena inilah yang dimanfaatkan pada penggilingan gandum
menjadi tepung terigu agar lapisan epidermis yang terdapat pada biji
gandum tidak hancur dan mengotori tepung terigu yang dihasilkan.
Kebanyakan protein yang terkandung dalam bran adalah protein larut
(albumin dan globulin) (Anonimd,2009).

29
3. Lembaga (Germ)
Lembaga terdapat pada biji gandum sebesar 2,5-3%. Lembaga
merupakan cadangan makanan yang mengandung banyak lemak dan
terdapat bagian yang selnya masih hidup bahkan setelah pemanenan. Di
sekeliling bagian yang masih hidup terdapat sedikit molekul glukosa,
mineral, protein, dan enzim. Pada kondisi yang baik, akan terjadi
perkecambahan yaitu biji gandum akan tumbuh menjadi tanaman gandum
yang baru. Perkecambahan merupakan salah satu hal yang harus dihindari
pada tahap penyimpanan biji gandum. Perkecambahan ini dipengaruhi
oleh beberapa faktor, diantaranya kondisi kelembapan yang tinggi, suhu
yang relatif hangat dan kandungan oksigen yang melimpah
(Anonimd,2009).
Biji gandum mempunyai keistimewaan dari pada jenis serelia lainnya
karena kandungan protein glutenin dan gliadin yang dimilikinya. Kedua
protein ini termasuk yang tidak larut dalam air (insoluble), glutenin adalah
protein yang mempengaruhi kekuatan meregang adonan sedangkan gliadin
merupakan protein yang mempengaruhi kemampuan meregang (elastisitas)
dari adonan (Anonim, 2002).
Berdasarkan tekstur kernel, gandum diklasifikasikan menjadi hard, soft,
dan durum. Sementara itu berdasarkan warna bran, gandum diklasifikasikan
menjadi red (merah) dan white (putih). Untuk musim tanam, gandum dibagi
menjadi winter (musim dingin) dan spring (musim semi). Namun, secara
umum gandum diklasifikasikan menjadi hard wheat, soft wheat dan durum
wheat (Anonimd, 2009) .
Jenis gandum yang digunakan oleh Bogasari tergantung pada jenis
tepung yang akan diolah, yang disesuaikan dengan kebutuhan pasar. Gandum
yang di gunakan oleh bogasari biasanya di import dari Australia, Canada,
Amerika serikat, dan Eropa timur lainnya. Jenis-jenis gandum dari negara
pengekpor antara lain:
a. Australia : Australia Prime Hard, Australia Hard, Australia Prime White,
Australia Standar White, Australia Soft, Australia Durum.

30
b. Canada : Canada Western Red Spring, Canada Western Amber Durum,
Canada Praire Spring, Canada Western Extra Strong, Canada Soft White
Spring, Canada Western Red Winter.
c. Amerika Serikat : Hard Red Winter, Hard Red Spring, Hard White Winter,
Hard White Spring, Soft Red Winter, Soft White Winter, Soft White
Spring, Dark North Spring, US Durum
d. Rusia : Russian Wheat
e. India : Indian Wheat
Gandum yang dibeli oleh PT. ISM Bogasari Flour Mills biasanya
diperoleh dari asosiasi pedagang biji gandum internasional sehingga
pembeliannya dilakukan dengan mata uang dollar amerika. Pembelian biji
gandum biasanya dilakukan untuk persedian stok selama kurang lebih 3 bulan.
Setiap pendatangan gandum bisa mencapai kurang lebih 6000-8000 ton,
sistem pendatangan dilakukan dengan menggunakan transportasi laut yaitu
dengan menggunakan kapal dari negara pengekspor.
Gandum yang berasal dari negara-negara maju biasanya sudah
dilengkapi dengan Certificate of Analyze (COA) dan laporan pemeriksaan
yang akan diterima oleh Vice President Quality Production Planning And
Development (VP QPP/D) kemudian dikirim kepada SVP Manufacturing
untuk dilakukan evekuasi, verifikasi, dan juga untuk diarsipkan. Setelah itu
Senior Vice President Manufacturing (SVP) atau VP QPP&D akan melakukan
peninjauan mutu gandum yang diterima secara teratur. Dengan demikian,
gandum yang telah dibeli tidak akan menumpuk terlalu lama di silo gandum
kerena jenis gandum dan jumlahnya sesuai perkiraan untuk menghasilkan
tepung terigu sesuai jumlah permintaan pasar (Ayus,2004).
Gandum yang datang didermaga Bogasari akan diambil sampelnya dan
dianalisis terlebih dahulu sebanyak tiga kali oleh pihak QC untuk mengetahui
kualitas gandum meliputi kadar protein, kadar air, dan banyaknya kutu.
Pengambilan sampel dilakukan saat gandum masih berada dikapal dengan
menggunakan pipa besi. Pengambilan dilakukan sebanyak tiga kali ulangan
untuk mendapatkan keakuratan data. Gandum yang kualitasnya bagus
31
biasanya berasal dari Australia, Canada, Amerika sudah memiliki COA
(Certificate Of Analyze) yang mencantumkan kadar protein dan kadar air.
Namun untuk memastikan kualitasnya perlu dianalisis lagi oleh pihak QC
sebab perjalan yang jauh dan lama mempengaruhi kadar air bahkan kadar
protein gandum.
Jika terdapat gandum yang tidak memenuhi standar, maka akan
dilakukan pemotongan harga pada pendatangan gandum diperiode berikutnya,
ini dilakukan karena proses pembayaran dilakukan diawal pengiriman.
Apabila pihak CQ menyatakan bahwa gandum dalam keadaan baik maka
dapat dilakukan pembongkaran gandum dari kapal dan kemudian dimasukan
kedalam kapal. Pembongkaran gandum dapat dilakukan di jetty 1 dan jetty 2
ataupun tergantung dari besarnya ukuran kapal dan bobot kapal. Kedua Jetty
memiliki kapasitas loading (pembongkaran gandum dari kapal) 500 ton/jam,
dan untuk kapasitas unloading (memasukkan pellet kedalam kapal) untuk jetty
1 kapasitas 1200 ton/jam, sedangkan untuk jetty 2 memiliki kapasitas 2000
ton/jam.
Proses pembongkaran gandum dari kapal sampai penyimpanannya
didalam white silo meliputi tiga tahap yaitu pengambilan biji gandum dari
kapal, tranfer gandum menuju wheat silo, dan pemasukan gandum ke dalam
wheat silo.
Diagram proses pengambilan, transfer dan pemasukan gandum ke dalam
wheat silo, dapat lihat pada Gambar 1.3 diagram proses transfer gandum.

32
Kapal
Neuro Belt conveyor Elevator Separator Timbangan Bucket elevator Silo
Gambar 1.3 Diagram Proses Transfer Gandum
Wheat silo merupakan tempat penyimpanan biji gandum. PT. ISM
Bogasari Flour mills mempunyai 140 buah wheat silo yang terdiri dari silo A
yang terbuat dari beton dengan ketinggian 46,8 meter dan diameter 10 meter,
dan silo B yang terbuat dari baja memiliki ukuran ketinggian yang relatif lebih
rendah dari silo A yaitu 21,6 meter, namun memiliki diameter yang lebih
besar yaitu 13,5 meter. Silo A sebanyak 60 buah, masing-masing silo
mempunyai kapasitas 3000 ton, sedangkan silo B sebanyak 80 buah, masing-
masing silo mempunyai kapasitas 2800 ton. Dari segi biaya pembuatan silo A
jauh lebih mahal dibanding dengan silo B, akan tetapi dari segi biaya
perawatan silo A jauh lebih murah dibanding silo B.
Dalam penyimpanan gandum, beberapa kondisi yang hendaknya
senantiasa dijaga selama penyimpanan gandum, antara lain :
a. Ventilasi alami
b. Ventilasi mekanis
c. Pemindahan
Ventilasi alami pada silo A dan B berupa lubang yang berada di atas silo,
yang hanya dibuka sewaktu–waktu saja. Ventilasi alami berasal dari pompa

33
udara yang digunakan saat hujan saja. Pemindahan dilakukan ketika gandum
mengalami penyimpanan yang lama (lebih dari 1 bulan) (Dian, 2008).
Desain bagian bawah silo berbentuk kerucut dengan sudut kemiringan
45º, hal tersebut dimaksudkan agar proses pengeluran gandum dari dalam silo
dapat berjalan dengan lancar dan tidak ada biji gandum yang tersisa didalam
silo. Selain itu gandum yang masuk terlebih dahulu akan keluar terlebih
dahulu pula.
Gandum yang berada didalam silo biasanya disimpan dalam waktu
maksimal 3-4 bulan. Pihak QC tiap bulan mengecek gandum yang disimpan
dalam silo, jika terdapat kutu atau telur kutu akan segera dilakukan fumigasi
yang dapat dilakukan dengan cara fumugasi dalam bentuk tabur, tentunya obat
yang digunakan adalah food gread.
C. Proses Produksi Tepung Spesial
Dalam hal ini penulis ditempatkan di mill AB, oleh karena itu penulis
hanya mengamati tahap-tahap proses produksi tepung terigu yang berlangsung
di mill AB. Produksi tepung terigu regular dan spesial di mill AB hampir
sama, berbedaan hanya dalam penggunaan stream. Produksi tepung terigu
regular secara garis besar terdiri dari 7 tahapan yaitu pre cleaning, first
cleaning, dampening, conditioning, second cleaning, milling, pengayakan.
Sedangkan untuk tepung terigu special 8 tahapaan yaitu pre cleaning, first
cleaning, dampening, conditioning, second cleaning, milling, pengayakan, dan
pemilihan stream. Untuk proses produksi tepung terigu di mill AB secara
terperinci dapat dilihat pada Gambar 1.4.

34
Gambar 1.4 Diagram Proses Produksi Tepung Terigu Mill AB

35
Proses pengolahan tepung terigu spesial dilakukan di mill AB, karena
mesin di mill AB dirancang untuk memproduksi gandum hard. Mill AB dapat
dikatakan mill yang paling baru dibanding mill yang lain, mill AB di bangun
kembali pada tahun 1996. Proses produksi tepung terigu spesial tidak jauh
berbeda dengan produksi tepung terigu regular. Pada intinya proses
pengolahan tepung terigu spesial meliputi 8 tahap:
1. Pre cleaning
Pre cleaning merupakan proses pembersihan gandum sebelum
dimasukkan ke raw wheat bin (tempat penyimpanan gandum di mill
sebelum diolah). Proses ini dilakukan untuk memisahkan offal yang
berukuran besar. Tujuan dari pre cleaning adalah:
a. Mencegah kerusakan mesin-mesin pada proses berikutnya akibat
terikutnya offal yang berukuran besar.
b. Membuat kenerja mesin cleaning lebih efektif dan efisien.
c. Membuat aliran gandum lebih lancar sehingga meningkatkan
homogenitas pada saat blending atau mixing gandum.
d. Membuat kualitas penyimpanan gandum dalam raw wheat bin lebih
baik. (Ayus, 2004)
Alat yang digunakan untuk proses pre cleaning adalah drum
separator yang berfungsi untuk memisahan berdasarkan ukuran. Drum
separator dilengkapi dengan ayakan dengan ukuran lubang 2cm x 2 cm.
drum ini akan berputar sehingga gandum dan material yang pas through
akan masuk menuju raw wheat bin sedangkan material yang berukuran
besar akan talling pada ayakan dan akan ditampung dipenampung khusus.
Proses pre cleaning ini dilakukan oleh departemen silo.
2. First cleaning
First cleaning bertujuan untuk memisahkan gandum dari impurities
yang berukuran lebih kecil dari ukuran impurities pada pre cleaning.
Impurities yang dipisahkan pada first cleaning antara lain: biji-bijian lain
(jagung, kedelai, barley, oats, biji bunga matahari, dll), kulit, bunga &
batang gandum, gandum kisut, gandum pecah, gandum busuk, batu, kayu,

36
plastik , debu, serbuk besi dan benda logam. Proses first cleaning dimulai
dari raw wheat bin sampai buffer bin. Gandum yang disimpan, akan
dikeluarkan dengan menggunakan volumetric. Volumetric berfungsi untuk
mengatur kapasitas keluarnya gandum dari raw wheat bin berdasarkan
volume berat (ton/jam). Volumetrik juga berfungsi untuk gristing
(pencampuran gandum) yang selanjutnya menuju ke magnet separator
melalui screw conveyor kemudian diangkut keatas menggunakan bucket
elevator kemudian menggunakan screw conveyor lagi. Setelah melewati
magnet separator, gandum akan masuk kedalam hopper yang berfungsi
untuk menampung gandum sementara yang akan dikirim ke proses
selanjutnya. Dari hopper, kemudian gandum akan ditimbang, untuk
mengetahui berapa berat gandum, apakah sudah sesuai dengan kapasitas
yang diminta atau sudahkah sesuai dengan setingan.
Setelah gandum ditimbang kemudian gandum masuk ke separator
untuk memisahkan offal berdasarkan ukuran. Kemudian setelah dari
separator, gandum menuju ke TRC (Tarara classifier), didalam TRC ini
gandum dibagi gandum yang berat dan batu akan menuju ke dry stoner,
kemudian untuk gandum yang ringan, broken wheat, black spot menuju ke
carter day, carter day (treuer) untuk memisahkan offal yang berukuran
panjang (long corn) dan bulat (round corn). Kemudian gandum yang pass
through dari dry stoner dan carter day (treuer) akan masuk ke scourer.
Gandum yang masuk dalam scourer akan dibersihkan dari debu, kemudian
gandum akan masuk ke TRR (Tarara). Didalam TRR gandum akan
dipisahkan dari debu dan kulit, yang masih menempel pada gandum.
Setelah gandum melewati TRR, akan dibawa oleh screw conveyor dan
diangkut ke atas oleh bucket elevator menuju impact destroyer. Setelah
dari impact destroyer kemudian menuju ke buffer bin.
3. Dampening
Dampening adalah proses penambahan sejumlah air kedalam
gandum. Jadi dampener adalah seperangkat mesin yang berfungsi untuk

37
mencampurkan sejumlah air kedalam gandum untuk menambah kadar air
dalam gandum sehingga memudahkan dalam milling.
Penambahan air dilakukan sesuai rumus yang telah ditentukan
sehingga nantinya akan didapatkan tepung sesuai dengan kadar air yang
dikehendaki. Rumus penambahan air, yaitu:
Keterangan:
W = Air yang ditambahkan (liter/jam)
M2 = Kadar air tepung yang dikehendaki
M1 = Kadar air awal gandum
Qcleaning = Kapasitas cleaning gandum (kg/jam)
4. Tempering (Wheat Conditioning)
Wheat conditioning merupakan suatu proses mendiamkan gandum
yang telah diberi air dalam tempering bin selama waktu tertentu
berdasarkan jenis gandum.
Tujuan dari wheat conditioning adalah:
a. Membuat bran menjadi liat dan elastis
b. Untuk mencapai kadar air tepung sesuai dengan Quality Guide.
c. Membuat endosperm lunak
Proses conditioning harus memperhatikan beberapa faktor yang
berpengaruh antara lain waktu yang dibutuhkan untuk conditioning dan
kadar air. Conditioning time merupakan lama waktu yang dibutuhan agar
air dapat masuk secara mereta kedalam kernel gandum. Conditioning time
diperengaruhi oleh jenis gandum. Jenis gandum hard mempunyai
conditioning time antara 24-36 jam, untuk gandum medium mempunyai
conditioning time antara 16-24 jam, dan sedangkan untuk jenis gandum
soft mempunyai conditioning time antara 8-16 jam.
Ini disebabkan karena morfologi gandum hard, medium, dan soft
berbeda. Gandum hard mempunyai granula yang rapat dan antara protein
dengan granula berikatan secara kuat, hal ini mengakibatkan air sulit

38
masuk sehingga conditioning time lebih lama. Sementara untuk gandum
soft mempunyai granula yang tidak terlalu rapat, antara satu granula
dengan granula yang lainnya tidak saling berdekatan dan antara protein
dengan granula tidak terikat secara kuat sehingga air lebih mudah masuk
dan conditioning time lebih singkat (Anonim, 2002).
Kadar air berpengaruh pada tingkat kelenturan bran, kadar air yang
rendah akan menghasilkan bran yang kering dan getas sehingga mudah
pecah sedangkan kadar air yang tinggi akan menghasilkan bran yang liat
dan tidak mudah pecah. Kadar air yang rendah juga akan menyebabkan
endosperm masih keras sedangkan kadar air yang tinggi akan membuat
endosperm lebih lunak sehingga lebih mudah pecah dan power dari roll
tidak terlalu besar untuk memecahkan endosperm. Besarnya kadar air awal
gandum akan menentukan moisture tepung yang dihasilkan. Dengan
mengetahui kadar air awal gandum maka dapat ditentukan berapa banyak
penambahan air yang diperlukan untuk mencapai kadar air yang
diinginkan sesuai dengan Quality Guide (Ayus, 2004).
Pada mill AB, proses conditioning time hanya dilakukan dalam satu
kali tahap saja yaitu menyimpanan gandum selama beberapa jam didalam
tempering bin tanpa ada perlakukan khusus. Setelah proses conditioning
time selesai maka gandum dikeluarkan dari tempering bin. Proses
pengeluaran gandum secara FIFO (firt in fisrt out), artinya gandum yang
paling awal di conditioning harus dikeluarkan dari bin paling awal pula.
Hal ini dilakukan untuk mencegah over conditioning yang dapat
menyebabkan endosperm terlalu lunak dan lengket serta bran menjadi
kering (Ayus, 2004).
Untuk memudahkan pengeluaran gandum dari tempering bin
dibagian bawah tempering bin diberi gandum yang kering, sehingga pada
saat pengeluaran gandum, gandum tidak lengket. Gandum yang telah di
condotioning akan dikeluarkan dari tempering bin menggunakan
volumetrik dan diangkut dengan screw conveyor dan dilanjutkan dengan
bucket elevator diangkut keatas untuk dimasukkan pada second cleaning.

39
5. Second cleaning
Pada Second cleaning mesin yang digunakan yaitu scourer dan
TRR (Tarara). Gandum dari tempering bin menuju ke scourer, didalam
scourer gandum akan dibersihkan dari debu yang masih melekat,
kemudian setelah dari scourer menuju ke TRR, didalam TRR gandum
dipisahkan dari debu dan kulit gandum yang terkelupas. Tujuan second
cleaning ini yaitu membersihkan dan memisahkan debu atau kulit gandum
yang terkelupas yang masih melekat pada gandum dari proses sebelumnya,
sebelum masuk ke hopper dan akan masuk ke proses penggilingan dengan
roll mill.
6. Milling
Milling adalah penggilingan gandum untuk mendapatkan tepung
sesuai dengan quality guide. Prinsip utama dari proses milling yaitu
memisahkan endosperm dari bran dan germ dan mereduksi endosperm
tersebut menjadi tepung dengan ektraksi yang tinggi. Dan tujuan dari
proses milling yaitu mendapatkan tepung sebanyak-banyaknya dengan
proses yang efisien dan desuai dengan quality guide.
Proses milling di mill AB terdiri dari dua proses yaitu proses
breaking, dan proses reduksi.
a. Proses breaking
Proses breaking berfungsi untuk memecah biji gandum dan
menggores bagian-bagian endosperm atau tepung sehingga lepas dari
bagian kulit. Pada proses breaking endosperm terpecah menjadi
semolina, middling, dan tepung.
Pada proses first break, gandum akan dibuka, endosperm akan
dipecahkan dalam ukuran yang lebih besar. Kemudian pada proses
break selanjutnya, gandum akan dipisahkan dari bran sebersih
mungkin. Semakin tinggi tingkatan break maka akan semakin sedikit
endosperm yang menempel pada bran sehingga proses yang ada
merupakan proses finishing, yaitu proses untuk merealese sisa
endosperm dari bran dan menjadikan middling dan tepung. Endosperm

40
ini adalah yang paling dekat dengan bran dan mempunyai ash content
(kadar abu) yang tinggi (Adityo dkk, 2002).
Dalam proses break ini, menggunakan break roll mill yang
bentuknya bergerigi dimaksudkan untuk mengoyak biji gandum agar
pecah.
b. Proses reduksi
Proses reduksi terbagi lagi menjadi :
1) Proses sizing yaitu untuk mereduksi semolina menjadi middling dan
tepung.
2) Proses middling yaitu proses untuk mereduksi middling menjadi
tepung.
3) Proses talling yaitu proses untuk mereduksi middling yang
bercampur bran menjadi tepung.
Tepung yang dihasilkan pada proses sizing tidak terlalu banyak
sedangkan pada proses middling akan dihasilkan tepung sebanyak
mungkin. Tepung lain banyak diekstraksi dari bagian pertama reduksi
middling, selanjutnya pada bagian akhir proses reduksi maka ekstraksi
tepung makin berkurang karena middling semakin halus dan sticky
serta terdapat kemungkinan terbentuknya bran powder.
Proses reduksi menggunakan reduction roll atau smooth roll dan
scratch roll karena permukaannya halus tanpa gerigi. Ada hal-hal yang
perlu diperhatikan pada proses reduksi ini yaitu pengaturan grinding
pada reduction roll yang tergantung pada:
1) Tingkat granulasi tepung yang diinginkan.
Semakin rapat adjustment grinding dan tekanan roll maka semakin
halus pula tepung yang dihasilkan.
2) Banyaknya flake endosperm yang terjadi
Tepung yang berbentuk flake akan sulit diayak dan akan
mengurangi ekstraksi.

41
3) Kemungkinan terjadinya starch demage
Grinding yang terlalu keras atau rapat akan memecahan granula
starch (pati).
4) Kemungkinan bran pecah menjadi bran powder
Grinding dan tekanan yang berlebihan pada reduction roll
merupakan faktor yang potensial menyebabkan terbentuknya bran
powder.
(Adityo dkk, 2002)
7. Pengayakan
Sifting adalah proses pengayakan atau pemisahan produk yang kasar
dan halus yang merupakan hasil dari proses breaking. Produk-produk
tersebut dikelompokkan menurut ukurannya dan kemudian akan dialirkan
ke roll untuk digiling lagi atau dialirkan ke proses berikutnya (Adityo dkk,
2002).
Sifting di mill AB menggunakan plan sifter yang tiap chennelnya
berisi jumlah ayakan yang berbeda antara 13-27 ayakan.
Dalam sifting ada beberapa hal yang harus diperhatikan pada plan sifter,
yaitu:
a. Kondisi ayakan. Kondisi ayakan yang sobek atau bocor akan membuat
bran dan polard lolos dan masuk kedalam tepung sehingga menaikkan
kadar ash.
b. Kehilangan ekstraksi akibat tepung yang lengket. Penambahan air yang
terlalu banyak serta waktu conditioning yang terlalu lama akan
membuat endosperm telalu basah sehingga lengket dan akhirnya
menggumpal dan menutupi lubang ayakan. Tepung tidak akan lolos dan
ikut terbuang ke talling sifter (yang tidak lolos).
c. Pengaturan feed rate. Feed rate yang terlalu besar akan mengakibatkan
terlalu banyak tepung yang berada di atas ayakan, sehingga tepung yang
berada pada lapisan atas belum pass through. Sedangkan feed rate yang
terlalu kecil akan menyebabkan tepung yang berada di ayakan sedikit
(lapisan tipis), sehingga ada kemungkinan bran dan pollard juga ikut

42
lolos bersama tepung. Selain itu jumlah tepung yang sedikit tidak
mampu tekanan berat sehingga proses pengayakan tidak dapat berjalan
sempurna dan lebih lama.
Pada plan sifter lapisan ayakan terakhir mempunyai ukuran mikron
yang lebih tinggi dari pada yang di atasnya (ayakan dengan mikron
terendah berada pada nomor dua dari bawah), hal tesebut dimasudkan pada
ayakan dengan mikron terendah tersebut masih ada tekanan berat yang
cukup sehingga akan diperoleh tepung dengan granulasi yang diinginkan
dan tidak ada campuran bran atau pollard.
(Ayus, 2004)
8. Pemilihan stream.
Stream adalah jalur tepung dari proses pengayakan yang digunakan
untuk jalur tepung reguler dan tepung spesial. Jumlah stream di mill A ada
54 jalur, begitu juga di mill B. Pada saat produksi tepung spesial hanya
dipilih beberapa stream dari 54 stream yang digunakan.
Dalam produksi tepung spesial setiap brand memiliki stream yang
berbeda-beda untuk memperoleh quality guide yang sudah ditetapkan dan
berdasarkan permintaan konsumen. Maka dari itu perlu penentuan stream
yang dipakai untuk masing-masing brand. Stream yang digunakan untuk
tepung terigu spesial di mill AB dapat dilihat pada Tabel 1.1.

43
Tabel 1.1 Stream Spesial Flour Mill AB Brand Grist Stream
BTN 80% DNS + 20% 2CWRS 13 B1/B2, B1/B2, B1/B2, B1/B2, R1AaFI, R1BaFI, R1AaFII, R1BaFII, R1BaFII, R1AbFII, R1BbFI, R1AbFI, R1BbFII, DB3FII, DB1/B2FII, DB3FI, DB1/B2FI, R2aFII, DB2/DB2FII, R2aFI, DB1/B2FI, R2bFII, CIaFII, R2bFI, CIaFI, B3, CIbFII, B3, CIbFI, R3, C2FII, C2FI, B3, C3FI, B4, B4, C4FI, B4, B4.
BTE/J.Co 80% DNS 14 + 20% 2CWRS 13
R1AaFI, R1BaFI, R1BbFI, R1AbFI, R2a, R2b, CIaFI, CIbFI.
KY-13 100% AH12 B1/B2, B1/B2, B1/B2, B1/B2, R1AaFI, R1BaFI, R1AaFII, R1BaFII, R1AbFII, R1BbFI, R1AbFI, R1BbFII, DB3FII, DB1/B2FII, DB3FI, DB1/B2FI, R2aFII, DB2/DB2FII, R2
KY-11 100% AH 11,5 / 50% AH12 + 50% ASW / 15% AH12 + 85% APW
R1AaFI, R1BaFI, R1BaFII, R1AbFII, R1BbFI, R1AbFI, R1BbFII, CIaFI, CIaFII.
FSA 75% 2CWRS 13 + 25% 2CWRS 13
R1AaFI, R1BaFI, R1BbFI, R1AbFI, CIaFI, CIaFII.
PZA 20% AH12 + 20% 2CWRS 13 + 60% APW
V2, V3, V1, B1/B2, B1/B2, B1/B2, B1/B2, R1AaFI, R1BaFI, R1AaFII.
BRD Pao 20% 2CWRS 13 + 30% APW BS W + 30% APW OP
R1AaFI, R1BaFI, R1BaFII, R1AbFII, R1BbFI, R1AbFI, R1BbFII, CIaFI, CIaFII.
C & G1 100% AH11,5 R1AbFI, R1BaFI, R1AaFII, R1BaFII, R1AbFII, R1BbFI, R1AbFI, R1BbFII, R2aFI (tambahan), CIaFI, CIaFII.
Pao-Pao 35% SWW ord + 35% AHW + 20% ICPS + 10% APH 14 (APH13)
R1BaFI, R1BaFII, R1AbFII, R1AbFII, R1BbFI, R1AbFI, R1BbFII, CIaFI, CIaFII.
Sumber : PT. ISM Bogasari Flour Mills dari mill AB
44
D. Produk Tepung Spesial
Tepung terigu yang diproduksi oleh PT. ISM Bogasari Flour Mills
dibedakam menjadi dua yaitu tepung terigu regular dan tepung terigu spesial.
Tepung terigu spesial merupakan tepung terigu untuk komoditas ekspor,
tepung terigu spesial yang diproduksi Bogasari antara lain Bread Talk N, BTN
(Sing), BTE, BTE (Sing), J.Co, BRD-BKRY, J-Crown, FSA, PZA, BTM B,
BRD Pao, KY-11, Pao-Pao, CNG 1, KY-13, C&G1. Untuk Bread talk N dan
BTN (sing), termasuk tepung terigu spesial hard, untuk PZA, BTM B, BRD
Pao, KY-11, Pao-Pao, temasuk tepung terigu spesial medium, dan untuk CNG
1, C&G1 termasuk tepung terigu spesial soft.
Tepung terigu spesial merupakan tepung terigu yang mempunyai kadar
abu yang rendah. Dalam pembuatan tepung terigu spesial dalam proses
produksinya dipilih dari beberapa stream dari 54 stream yang ada, berdasarkan
stream yang sudah ditetapkan oleh pihak QC karena setiap brand tepung
spesial memiliki stream yang berbeda. Tepung terigu spesial memiliki warna
yang lebih putih bila dibanding tepung terigu reguler, karena tepung terigu
spesial dalam proses ekstraksi benar-benar diambil dari bagian tengah
endosperm, karena hal tersebut pula tepung terigu spesial memiliki kadar abu
(ash) yang rendah. Dalam produksi tepung spesial hasil ekstraksinya jauh
lebih kecil dibanding hasil ekstraksi tepung terigu regular, karena pada saat
produksi tepung terigu special, stream yang dipilih hanya beberapa stream
saja, berdasarkan stream yang tiap brand yang sudah ditentukan, akan tetapi
pada saat produksi tepung terigu spesial semua stream tetap digunakan, untuk
stream yang tidak digunakan untuk tepung terigu spesial, tepung dari stream
tersebut biasanya akan diblowing ke tepung terigu regular yang sesuai dengan
quality guide. Dan dalam produksi tepung terigu spesial tidak ditambahan
addictive (fortifikasi).
Produksi tepung terigu spesial di Bogasari lakukan di mill AB, kerana
mill AB merupakan mill yang memang dirancang untuk memproduksi gandum
hard. Mill A dan B memiliki kapasitas produksi masing-masing 21ton/jam,
atau 500 ton/hari. Akan tetapi biasanya produksi tepung terigu spesial lebih

45
sering dilakukan di mill A. Setiap brand tepung terigu spesial memiliki
quality guide yang sudah ditentukan berdasarkan permintaan konsumen.
quality guide tepung terigu spesial dapat dilihat pada Tabel 1.2.
Tabel 1.2 Quality Guide Spesial Flour For Mill AB, Effective Date : 22 Februari 2010
Brand Moisture min-max
Target Ash max-min
Target Protein %WA
Bread talk N 13,5-14,0 13,8 0,53-0,58 0,55 13,5-16,0 62-66 BTN (Sing) 13,5-14,0 13,8 0,53-0,58 0,55 Min.14,0 BTE 13,5-14,0 13,8 0,43-0,47 0,45 13,6-14,2 62-66 BTE (Sing) 13,5-14,0 13,8 0,43-0,47 0,45 Min. 14,0 J.Co 13,8-14,3 14,0 0,43-0,47 0,45 13,6-14,3 62-66 BRD-BKRY 13,8-14,3 14,0 0,43-0,47 0,45 13,6-14,3 62-66 J-Crown 13,8-14,3 14,0 0,43-0,47 0,45 14,1-14,8 62-66 FSA 13,8-14,3 14,0 0,41-0,45 0,43 12,0-13,2 min.64 PZA Flour 13,5-14,1 13,8 0,56-0,59 0,57 12,0-12,5 58-62 BTM B 13,5-14,1 13,8 0,56-0,59 0,57 Min. 11,6 BRD Pao 13,5-14,1 13,8 0,43-0,47 0,45 11,0-12,2 KY-11 13,5-14,1 13,8 0,43-0,47 0,45 10,5-12,0 Pao-Pao 13,5-14,1 13,8 0,43-0,47 0,45 10,5-12,0 CNG 1 Max.14,0 Max.0,45(d.b) 10,5-11,4 C&G1 Max.14,0 Max.0,45(d.b) 10,5-11,4
(d.b)
KY-13 Max.14,3 0,46-0,53(d.b) 14,0-15,0 (d.b)
E. Sumber : PT. ISM Bogasari Flour Mills dari mill AB
E. Mesin dan Peralatan
Mesin dan alat yang digunakan untuk produksi tepung terigu di
Bogasari buatan ITALY dengan merk OCRIM. Mesin dan alat yang
digunakan dalam produksi tepung terigu di mill AB antara lain sebagai
berikut:
1. Additive Feeder
Adalah satuan unit mesin untuk pelaksanaan penambahan bahan
tambahan (zat additive) pada tepung terigu di mill, dimana aliran produk
(zat additive) bisa diatur besar kecilnya dalam satuan “RPM” untuk
disesuaikan dengan kebutuhan standar spesifikasi produk.

46
2. Magnet Separator
Magnet Separator, yang dapat dilihat pada Gambar 1.5 adalah alat
yang digunakan untuk mencegah agar logam-logam ikutan tidak
bercampur di dalam gandum yang akan diproduksi dan logam ikutan tidak
bercampur di dalam produk yang di feed back atau yang akan diproduksi
lagi. Alat ini berfungsi juga pula sebagai pengaman mesin berikutnya.
Posisi magnet separator berada pada awal pembersihan (sebelum
separator) serta sebelum roll mill.
Gambar 1.5 Magnet Separator
3. Roll Mill
Roll mill, yang dapat dilihat pada Gambar 1.6 adalah mesin untuk
proses penggilingan gandum menjadi tepung dengan cara memecahkan
biji gandum, menggerus, menghaluskan bagian endosperm dan
memisahkan bagian kulit gandum. Berdasarkan fungsinya dalam roll mill,
roll dibagi menjadi 3 antara lain:
a. Break roll berfungsi untuk memecahkan biji gandum dan menggores
bagian-bagian endosperm atau tepung sehingga lepas dari bagian
kulit.
b. Scratch roll berfungsi melepaskan atau menggoreskan butir-butir
endosperm yang kasar yang masih melekat pada pemotongan kulit dan
membantu proses sifting untuk memisahkan germ karena pada waktu

47
di pres oleh scratch roll, germ yang tercampur semolina menjadi germ
gepeng dan semolina hancur.
c. Reduction roll berfungsi menggiling atau menghancurkan endosperm
atau tepung kasar untuk dijadikan tepung yang halus.
Cara kerja roll mill adalah gandum masuk melalaui feed glass dan
menumpuk sementara di hopper. Berat dari produk yang menumpuk akan
membebani plat sehingga mocro switch tersentuh dan selenoid valve
bekerja menyebabkan pneumatic circuit berfungsi menggerakan milling
roll sehingga feeding roll berputar. Feeding valve terbuka, lalu keluarlah
produk, karena bergerak feeding float maka aliran produk dapat terkontrol.
Produk yang sudak tergiling jatuh dan diteruskan oleh worm conveyor
menuju pipa pneumatik (Dian, 2008).
Gambar 1.6 Mesin Roll Mill
4. Plan Sifter
Sifter, yang dapat dilihat pada Gambar 1.7 adalah satuan unit
mesin pengayakan untuk mendapatkan tepung yang sesuai dengan standar
ukuran granulasi dan tidak tercemar oleh benda asing, dan untuk
memisahkan produk lain (bran, pollard, semolina, germ, dan tepung
industri) sesuai dengan ukuran yang dipakai pada ayakan sifter. Dalam
ayakan sifter terdapat:

48
a. Expeller adalah pembersihan produk yang terdapat pada box cover
sifter
b. Tip top adalah pembersih produk yang terdapat pada ayakan sifter.
Prinsip kerja sifter adalah mengayak produk yang berasal dari roll
mill berdasarkan perbedaan ukuran.
Cara kerja dari Plan sifter adalah:
a. Bahan masuk melalai lubang inlet dan akan jatuh ke sifter yang telah
bergoyang sehingga bahan turun ke ayakan pertama.
b. Bahan yang turun pada ayan pertama terebut dapat terayak karena
goyangan yang ditimbulkan oleh sifter yang dibentu oleh expeller dan
tip top yang terdapat pada ayakan supaya dapat terpisah sesuai dengan
granulasinya. Expeler dan tip top berfungsi untuk memberikan tekanan
pada bahan yang diayak agar dapat pass through lebih cepat ke ayakan
berikutnya.
c. Produk talling dikeluarkan melalui lubang diamping ayakan.
Penggolongan hasil ayakan dapat dilakukan dengan mengatur jumlah
ayakan dengan ukuran mikron tertentu untuk memperoleh hasil dengan
ukuran granula tertentu pula. Sehingga bahan yang masuk terayak
sesuai dengan tingkat granulasi yang diiginkan lalu keluar melalui
celah samping ayakan sesuai dengan golongan yang telah ditentukan.
d. Dalam setiap pengayakan akan menghasilkan produk talling yang
dikeluarkan melalui celah yang berbeda dengan produk pass through
dan mengalami pengayakan selanjutnya untuk memperoleh tingkat
granulasi tertentu. Semua hasil ayakan tersebut didistribusikan ke
proses selanjutnya.
(Ayus, 2004)

49
Gambar 1.7 Mesin Plan Sifter
5. Bran Finisher
Bran finisher, yang dapat dilihat pada Gambar 1.8 adalah satuan
unit mesin yangberfungsi untuk mengambil sisa endosperm yang masih
melekat pada lapisan dekat dengan bran yang tidak dapat diambil pada
proses breaking (breaking roll).
Prinsip kerja dari mesin bran finisher adalah produk yang masuk
mesin makan dihempaskan dengan gaya sentrifugal yang dihasilkan oleh
beaters yang berputar. Endosperm akan terlepas dari kulit karena
mengalami hempasan dengan dinding sieve sekaligus pass through
sedangkan bran yang tidak melewati dinding sieve akan tailing dan
dibuang (Dian, 2008).
Gambar 1.8 Mesin Bran Finisher

50
6. Carter Day
Carter Day, yang dapat dilihat Pada Gambar 1.9 adalah satuan
unit mesin yang berfungsi untuk memisahkan gandum dengan pertikel lain
berdasarkan ukuran dan bentuk (selai, haver, tangkai-tangkai, dan sampah
yang berbentuk panjang) dan pertikel lain long corn, round corn.
Mesin ini dibagi menjadi dua yaitu disc separator dan triuer/cylinder
sepator. Triuer memisahkan gandum dengan cara menempatkan slinder
bertatik yang berputar. Bagian-bagian triuer adalah silinder bertatik dan
tray dengan conveyor screw di dalamnya. Triuer terdiri dari 2 macam yaitu
long corn dan round corn. Long corn akan memisahkan gandum dari
kotoran yang berukuran besar seperti barlay, biji bunga matahari, dan
material asing yang berukuran lebih besar dari gandum. Sedangkan round
corn akan memisahkan gandum dari material yang berukuran lebih kecil
dari gandum seperti gandum pecah.
Gambar 1.9 Mesin Carter Day
7. Dry Stoner
Dry stoner, yang dapat dilihat pada Gambar 1.10 adalah satuan
masin yang berfungsi untuk memisahkan gandum dari batu yang
mempunyai ukuran lebih kecil atau sama dengan ukuran gandum. Prinsip
kerja dry stoner adalah memisahkan material berdasarkan perbedaan berat
jenis dengan cara mengambangkan gandum dengan bantuan aliran udara
(aspirasi), sudut kemiringan, vibrasi. Pertikel yang berat akan terdorong

51
kedepan sedangkan partikel yang ringan akan jatuh kebelakang. Mesin ini
digunakan untuk memisahkan batu dari gandum.
Gambar 1.10 Mesin Dry Stoner
8. Separator
Separator, yang dapat dilihat pada Gambar 1.11 adalah satuan unit
mesin pembersih gandum untuk memisahkan offal yang ukurannya lebih
besar dari pada gandum (saringan bagian atas) dan offal yang ukurannya
lebih kecil dari pada gandum (saringan bagian bawah). Pada mesin
separator terdapat dua ayakan yaitu pada bagian atas dan bagian bawah,
untuk bagian atas lubang ayakan berbentuk lonjong (elips) dan untuk
bagian bawah lubang ayakan berbentuk segitiga.
Cara kerja separator yaitu saat gandum masuk akan melewati
splitter yang berfungsi agar gandum jatuh konstan dan secara merata ke
separator, supaya tidak terjadi penumpukan pada ayakan. Kemudian dari
splitter gandum akan turun kebawah sampai clute sebelum gandum ke
diayakan pertama, kemudian masuk diayakan pertama (atas) gandum akan
dipisahkan dari impurities yang ukurannya lebih besar dari gandum seperti
kedelai, biji bunga matahari, jagung, batang-batang. Pada ayakan pertama
impurities (offal) yang ukurannya lebih besar dari gandum akan talling
menuju outlet pembuangan, kemudian gandum dan offal yang lebih kecil
akan pass through menuju ayakan yang kedua (bawah). Pada ayakan yang

52
kedua gandum dipisahkan dari offal yang ukuran lebih kecil, offal yang
tersebut akan talling menuju tempat pembungan, dan gandum akan masuk
keproses pembersihan berikutnya (Dian, 2008).
Gambar 1.11 Mesin Separator 9. Tarara Classifier (TRC)
TRC, yang dapat dilihat pada Gambar 1.12 adalah satuan unit
mesin yang berfungsi untuk memisahkan produk secara gravimetrik
menjadi produk ringan dan produk berat berkualitas baik serta produk
yang berfraksi ringan (offal). Prisip kerja TRC yaitu memisahkan antara
produk yang berat dengan yang ringan dengan aspirasi, kemudian produk
yang berat dan produk yang ringan akan diayak berdasarkan berat
jenisnya. Cara kerja dari TRC yaitu produk yang masuk akan diayak
berdasarkan berat jenisnya, dalam TRC ada ayakan dengan ukuran yang
berbeda yang akan mengklasifikasikan produk yang berat dengan yang
ringan dengan aspirasi. Ayakan bagain atas untuk produk yang ringan
yang nantinya akan masuk ke proses cleaning berikutnya yaitu masuk ke
mesin cater day (treuer) dan untuk ayakan bagian bawah untuk pruduk
yang berat yang nantinya akan masuk ke mesin dry stoner.

53
Gambar 1.12 Mesin Tarara Classifier
10. Vibro Finisher
Vibro finisher, yang dapat dilihat pada Gambar 1.13 adalah satuan
unit mesin pengayakan yang berfungsi mengayak produk yang sticky
(lengket) serta sulit diayak disifter dan untuk memisahkan tepung dari
bran atau pollard. Prinsip kerja mesin ini sistem kerja sentrifugal, yaitu
produk akan diayak untuk melepaskan sifat sticky (lengket) dari produk
tersebut dengan metode putaran sudut (sentrifugal).
Gambar 1.13 Mesin Vibro Finisher

54
11. Tempering Bin
Tempering bin adalah tempat penyimpanan gandum setelah diberi
air, dimana gandum tersebut akan didiamkan selama 8-30 jam sebelum
melangkah ke proses berikutnya (di mill AB ada 6).
12. Raw Wheat Bin
Raw wheat bin adalah tempat penyimpanan gandum yang belum
diberi air, dimana gandum tersebut diterima langsung dari wheat silo
sebelum dilakukan proses cleaning diarea mill. Jumlah raw wheat bin pada
mill AB ada 3.
13. Purifier
Purifier, yang dapat dilihat pada Gambar 1.14 adalah satuan unit
mesin yang berfungsi untuk memisahkan semolina dari bran dan pollard.
Pemisahan dilakukan dengan berdasarkan densitas produk dengan
menggunakan hisapan angin dan pengayakan.
Semolina adalah butir-butir pati yang terdapat pada bagian dalam
gandum. Prinsip kerja dari purifier yaitu memurnikan, membersihkan
semolina dari bran dan pollard dengan hisapan angin (aspirasi), dan
pembagian produk.
Cara kerja dari purifier : Produk yang masuk akan melewati fieeding dan permukaan sieve
dengan gerakan shiking motion yaitu gerakan melompat disertai dengan
gesekan produk dengan sieve yang slope tertentu. Semolina akan pass
through dan turun ke ayakan berikutnya sementara tallingnya akan
ditransportasikan ke outlet belakang dan sebagian dihisap oleh udara
aspirasi. Kemudian produk yang pass through akan masuk pada ayakan
dan akan diayak dengan bantuan sieve dan akan mengalami pemisahan
berdasarkan beratnya dengan bantuan aliran udara aspirasi. Semolina yang
berat akan berada paling bawah, dan semolina yang ringan berada pada
bagian atas dan akan mengalami gesekan dengan sieve, kemudian bran
ataupun pollard yang ringan akan berada di atas permukaan semolina
akibat adanya udara aspirasi, dengan pengayakan yang dibantu dengan

55
motor vibrating maka semolina akan pass through sementara bran atau
pollard akan talling ke outlet belakang kerena adanya hisapan aliran udara
aspirasi (Dian, 2008).
Gambar 1.14 Mesin Purifier
14. Scourer
Scourer, yang dapat dilihat pada Gambar 1.15 adalah satuan unit
mesin yang berfungsi untuk membersihkan debu yang masih melekat pada
kulit gandum. Prinsip kerja dari scourer yaitu dengan gesekan antara
beater dengan gandum untuk menghilangkan debu yang melekat pada biji
gandum. Cara kerja dari mesin scourer yaitu gandum yang masuk melalui
inlet akan langsung dipoles dan bergesekan dengan beater, untuk
dihilangkan debunya. Beater selain digunakan untuk membersihkan
gandum juga untuk mendorong gundum dari inlet ke outlet dan masuk ke
tarara.

56
Gambar 1.15 Mesin Scourer
15. Tarara
Tarara, yang dapat dilihat pada Gambar 1.16 adalah satuan unit
mesin yang berfungsi untuk memisahkan gandum dari debu. Prinsip dari
kerja dari tarara yaitu gandum dipisahkan dari debu dengan aspirasi udara.
Mesin tarara ini gabung dengan mesin scourer. Mesin tarara ini merupakan
mesin tahap terakhir dari first cleaning, tujuan dari pembersikan debu
(offal) dari gandum supaya pada saat penambahan air pada gandum, air
tidak masuk dalam offal, akan tetapi air dapat masuk dengan baik kedalam
gandum. Sehingga tidak mempengaruhi moisture gandum.
Gambar 1.16 Mesin Tarara
16. Rebolt Sifter
Rebolt sifter, yang dapat dilihat pada Gambar 1.17 adaah satuan
unit mesin pengayakan untuk pengaman tepung yang dihasilkan dari

57
pencemaran benda asing ditransfer ke flour silo. Fungsi dari rebolt sifter
yaitu untuk pengayakan terakhir untuk memisahkan kotoran yang mungkin
terbawa dalam tepung, sehinggga tepung yang dihasilkan benar-benar
bersih dari bran, pollard serta kotoran lainnya.
Gambar 1.17 Mesin Rebolt Sifter
17. Dampener
Mesin dampener, yang dapat dilihat pada Gambar 1.18 berfungsi
untuk mencampur sejumlah air ke dalam gandum untuk menambah kadar
air gandum sehingga didapatkan karakteristik milling yang baik.
Cara kerja dari mesin dampener yaitu produk masuk malalui inlet,
memberikan sinyal kepada indikator lalu menuju ke conveyor, ketika
produk memberikan rangsangan kepada indikator, selenoid valve dari
water dampening akan membuka dan menutup aliran air sesuai dengan
rangsangan dari indikator. Dengan mengatur kran air maka jumlah air
yang keluar dapat dilihat dari flow meter. Gandum dan air akan bercampur
di dampening conveyor serta diaduk agar lebih merata dengan mixer
sambil di dorong menuju outlet. Kemiringan sudut inklinasi mesin adalah
40º untuk mendapatkan pencanpuran air dan gandum yang homogen atau
merata (Dian, 2008).

58
Gambar 1.18 Mesin Dampener
F. Mesin dan Peralatan Transportasi
Untuk mendukung berlangsungnya proses produksi, mesin-mesin
produksi dilengkapi dengan mesin dan peralatan transportasi, mesin dan
peralatan transportasi dibagi 2 jalur yang berbeda yaitu :
1. Horisontal
a. Screw Conveyor
Merupakan alat untuk mentransfer produk secara horizontal
dengan menggunakan blade atau screw sebagai alat pemindah produk.
Screw conveyor ini memiliki poros yang berputar yang dikelilingi oleh
blade yang berbentuk helical spiral. Susunan poros dan blade ini
berada di dalam casing conveyor (Dian, 2008).
b. Chain Conveyor
Merupakan alat yang digunakan untuk mentransfer produk
secara horizontal dengan menggunakan chain (rantai) sebagai alat
pemindah produk. Rangkaian rantai digerakan oleh roda gigi, yang
diputar oleh motor. Rangkaian rantai bergerak secara horizontal di
dalam casing (housing conveyor) (Dian, 2008).

59
c. Belt Conveyor
Merupakan alat yang digunakan untuk mentransfer produk
secara horizontal. Belt berputar pada pulley yang di gerakkan oleh
motor penggerak. Produk diletakkan di atas permukaan belt, sehingga
ketika belt bergerak secara horizontal maka produk yang berada diatas
belt akan bergerak secara horizontal dan menuju outlet (Dian, 2008)..
d. Blower
Alat ini digunakan pada blowing system dan suction system
karena tekanan udara yang di hasilkannya tinggi. Prinsipnya ialah
menghempaskan produk dengan bantuan angin (Dian, 2008)..
2. Vertikal
Alat transportasi secara vertikal, terdapat bucket elevator yaitu
untuk mentransfer produk dengan menggunakan mangkok-mangkok
(bucket) sebgai alat pemindak produk. Mangkok tersebut terpasang pada
belt yang berputar ke arah vertikal. Mangkok terpasang pada belt sehingga
mangkok akan ikut bergerak ke atas. Produk yang masuk melalui inlet
akan ditampung oleh mangkok dan dibawa ke atas untuk dibawa kembali
(discharge) ke outlet (Dian, 2008)..
G. Mesin dan Peralatan Pendukung
Mesin dan peralatan pendukung terdiri dari :
1. Pneumatic conveying
Merupakan suatu alat untuk mentransfer produk dengan
menggunakan bantuan aliran udara sebagai media pembawa produk.
Produk kemudian akan bercampur dengan udara dan mengalir disepanjang
pipa transfer. Transfer produk dapat dilakukan secara vertikal maupun
horizontal. Peralatan yang digunakan untuk penghasil udara sebagai media
pembawa produk adalah Blower. Blower merupakan peralatan pneumatik
yang berfungsi untuk menghasilkan udara sebagai media pembawa
produk. Blower dipakai sebagai blowing system dan suction system sebab
tekanan yang dihasilkan tinggi (Ayus, 2004).

60
2. Cyclone
Merupakan alat yang digunakan untuk memisahkan produk dari
udara sebagai media transfer pada pneumatic conveying system, berbentuk
kerucut dan pada bagian bawahnya dilengkapi dengan airlock. Prinsip
kerja dari cyclone adalah campuran produk dan udara akan mengalami
gaya sentrifugasi mengikuti permukaan dinding cyclon dan akan bergerak
turun kerena gaya gravitasi. Produk akan masuk kedalam kantong atau
mangkok airlock sementara udara akan terpisah dari produk dan bergerak
ke atas kerena perbedaan berat dan bantuan dari aspirasi proses (Ayus,
2004 dan Dian, 2008).
3. Airlock
Merupakan alat yang berfungsi untuk mengunci udara. Prinsip kerja
dari airlock yaitu produk yang berasal dari cylone yang memiliki tekanan
lebih tinggi akan masuk kantong rotary valve selanjutnya akan dipisahkan
kedaerah yang memiliki tekanan yang lebih rendah tanpa terjadi
penurunan tekanan didaerah asal selama efektifitas dari airlock masih
bagus (tidak bocor), udara tidak akan melewati airlock karena dihalangi
oleh produk di dalam kantong dan malewati space yang sangat tipis (Dian,
2008).
4. Filter
Merupakan alat yang digunakan untuk menyaring udara dan debu
yang berasal dari pneumatic conveying system dan aspiration system dari
line transpotrasi agar udara yang dikeluarkan menjadi bersih. Prinsip kerja
dari filter adalah udara sebagai media transportasi yang mengandung debu,
impurities dari tepung akan diblowing atau dihisap oleh aspiration fan ke
dalam filter dan disaring melalui sieve. Udara bersih akan melawati sieve
dan dibuang ke udara luar sedangkan debu atau impurities dari tepung
akan lengket dan jatuh ke bawah masuk rotary valve yang selanjutnya
dikirim untuk dikirim lebih lanjut (Dian, 2008).

61
5. Infestation destroyer (ID)
Merupakan alat utuk mematikan kutu atau menghancurkan telur
kutu di dalam tepung. Prinsip kerja dari ID yaitu tepung hasil akhir proses
milling sebelum diayak direbolt sifter dan dikirim ke flour silo terlebih
dahulu dimasukan ke dalam alat ini untuk dihempaskan dengan gaya
sentrifugasi yang dihasilakan oleh putaran impactor dan akan membentur
pin-pin dan dinding dalam mesin. Kutu dan telur akan mati (hancur)
karena gaya sentrifugasi dan hempasan dengan dinding dan pin-pin mesin
(Dian, 2008).
H. Kontrol Proses Produksi
Mutu produk-produk pangan merupakan sesuatu yang sangat penting,
oleh karena itu pengendalian mutu menjadi salah satu program yang penting
untuk menjaga kualitas produk yang akan dihasilkan. Secara tidak langsung
kualitas produk berkaitan dengan penerimaan konsumen terhadap suatu
produk. Untuk pengendalian mutu dalam proses produksi merupakan tugas
departemen mill berkerja sama dengan departemen QC, dalam hal ini
departemen QC juga memegang peranan yang penting dalam pengawasan
terhadap mutu produk yang akan dihasilkan. Kontrol proses merupakan
pengendalian mutu dalam proses produksi, kontrol proses produksi meliputi:
1. Pengendalian kadar air
Moisture test merupakan suatu cara yang dilakukan untuk
pengendalian kadar air dalam proses produksi. Moistute test bertujuan
untuk mengetahui kadar air gandum pada roll break B1, apakah moisture
gandum pada roll break 1 (B1) sudah sesuai dengan yang ditentukan atau
yang diharapkan, penentuan moisture pada roll break 1 (B1) berpedoman
pada moisture tepung terigu yang akan dihasilkan pada quality guide
tepung terigu yang sudah ditetapkan. Penentuan moisture gandum pada
roll break 1 (B1) tergantung pada brand tepung terigu yang dihasilkan,
karena setiap brand tepung terigu mempunyai moisture yang berbeda-beda
menurut quality guide tepung terigu yang sudah ditetapkan. Penentuan

62
moisture pada roll break 1 (B1) yaitu dengan cara moisture tepung terigu
pada quality guide ditambah kadar air 1,5-2%. Penambahan kadar air 1,5-
2% itu dilakukan karena pada saat proses milling gandum air yang akan
hilang antara 1,5-2%.
Apabila pada saat produksi tepung terigu kadar air tidak sesuai
dengan quality guide, maka pengendalian yang dilakukan yaitu dengan
blending gandum yang sedang diproduksi dengan gandum yang masih
kering yang berada pada bagian bawah tempering bin yang lain,
pencampuran gandum dilakukan dengan mengetur volumetrik yang berada
dibawah tempering bin. Selain itu juga dapat dilakukan dengan
penambahan air pada proses second dampening. Proses second dampening
di mill AB digunakan hanya apabila pada saat proses produksi kadar air
tepung yang sedang diproduksi kurang ternyata tidak sesuai dengan quality
guide.
Selain moisture test, kontrol proses sample to tempering bin
merupakan langkah awal untuk mengetahui apakah kadar air gandum pada
saat masih dalam proses conditioning sudah sesuai dengan target.
2. Pengendalian kadar abu
Kontrol proses paker test dilakukan untuk mengetahui kebersihan
tepung dan untuk mengetahui apakah terjadi kebocoran pada saluran
tepung. Sedangkan kontrol proses granulasi test yaitu mengetahui apakah
ayakan pada sifter ada yang bocor, hal tersebut dapat dilihat dari tepung
yang dihasilkan apakah ada benda asing yang terikut pada tepung seperti
bran atau pollard. Apabila dari hasil paker & granulation test ada banyak
bran atau pollard yang tercampur dengan dengan tepung, maka hal
tersebut mengindikasikan bahwa ada ayakan sifter yang bocor, dan
tindakan pencegahannya yaitu sifter akan dibongkar dan dicari ayakan
yang bocor untuk diganti atau diperbaiki. Apabila ada banyak bran atau
pollard yang tercampur pada tepung, maka kadar abu dalam tepung
semakin tinggi, sehingga tidak sesuai dengan quality guide.

63
3. Monitoring offal
Kontrol proses ini dilakukan untuk memastikan semua peralatan
cleaning dalan keadaan baik, dan tidak ada gandum yang ikut terbuang
bersama offal, apabila ada gandum ada yang terbuang bersama dengan
offal hal tersebut mengindikasikan bahwa biasanya terjadi kebocoran pada
ayakan separator. Hal tersebut akan mengakibatkan banyak gandum yang
ikut terbuang bersama offal, sehingga efisiensi produksi akan menurun.
oleh karena itu tindakan yang dilakukan apabila ada gandum yang ikut
terbuang bersama offal, maka akan segera dilakukan pengecekan terhadap
mesin-mesin cleaning, dan biasanya ayakan separator mengalami
kebocoran, sehingga mesin separator akan hentikan sementara untuk
diperbaiki.
Dalam kontrol monitoring offal sudah ada standar penentuan berat
offal yang tercampur dengan gandum, yaitu berat offal maksimal 2% dari
berat gandum. Apabila berat offal lebih dari 2%, itu artinya gandum
tersebut termasuk gandum yang jelek.
4. Cleaning magnet
Kontrol proses magnet ini dilakukan untuk membersihkan magnet
dari serbuk-serbuk besi, kawat, ring, dan logam besi yang menempel pada
magnet separator yang ikut tecampur dengan biji gandum, kontrol magnet
ini untuk mengetahui apakah magnet separator masih berfungsi dengan
baik atau tidak. Dalam pembersihan magnet separator harus dipastikan
magnet dibersihkan sampai bersih dari serbuk-serbuk besi, kawat, dan
ring, sehingga magnet separator dapat berkerja dengan baik. Apabila
magnet separator tidak dapat bekerja dengan baik maka akan ada serbuk-
serbuk besi yang terikut bersama gandum, sehingga akan berdampak pada
produk yang dihasilkan akan mengandung logam besi. Selain untuk
mencegah agar produk tidak mengandung logam besi dengan kontrol
proses cleaning magnet, sebelum gandum masuk ke roll mill, juga
dipasang magnet yang berfungsi sama seperti magnet separator.

64
5. Release test
Tujuan release test ini adalah untuk menyeimbangkan roll satu
dengan roll yang lain pada saat proses milling agar tidak terjadi over lot.
Dalam kontrol proses release test ini sudah ditetapkan standar pengukuran
release test pada B1, B2, dan B3G dalam satuan ampare (A), dari setiap
jenis gandum yang digiling, standar pengukuran release test dapat dilihat
pada Tabel 1.3.
Tabel 1.3 Standar Hasil Pengukuran Release Test Roll Hard Medium Soft M
B1 33 35 37 1180
B2 62 65 67 1180
B3G 41 43 46 1180
Sumber : PT. ISM Bogasari Flour mills dari mill AB
Apabila roll mill terjadi over lot, maka proses milling tidak dapat
berjalan dengan baik, sehingga efisiensi produksi akan menurun. Tindakan
yang dilakukan apabila roll mill terjadi over lot, akan dilakukan
pengesetan roll mill sesuai dengan standar pengukuran release test.
I. Pengawasan Mutu
Untuk pengawasan mutu terhadap bahan baku, gandum perlu diuji
terlebih dahulu untuk menentukan apakah layak untuk diproduksi. Apabila
mutu gandum tidak sesuai dengan quality guide yang telah ditentukan, maka
akan terjadi penurunan kualitas produk yang dihasilkan. Pengawasan mutu
gandum dilakukan dengan analisis :
1. Test weight
Test weight adalah pengukuran berat jenis gandum dengan
menggunakan standar unit dari pengukuran kg per hektoliter (hektoliter =
100 liter).

65
2. 1000 kernel weight
Analisis ini bertujuan untuk mengetahui barat 1000 butir gandum.
Hasil analisis tersebut berhubungan dengan jumlah tepung yang akan
diperoleh setelah gandum digiling.
3. Defect
Analisis ini bertujuan untuk mengidentifikasi material lain selain
gandum dan gandum layak digiling karena ada yang pecah atau
keadaannya rusak.
4. Screecing & total screening
Screening adalah metode untuk menetukan kebersihan dari sampel
gandum. Analisis ini bertujuan untuk mengetahui jumlah material yang
tidak dapat digiling.
5. Moisture
Test moisture ini bertujuan untuk mengetahui kadar air awal
gandum. Kadar air sangat berpegaruh pada penyimpanan gandum dan
proses penggilingan. Pada penyimpanan kadar air berpengaruh terhadap
mutu atau daya simpan. Sedangkan pada proses penggilingan, berpengaruh
terhadap air yang akan ditambahkan.
6. Protein
Analisis kadar potein dapat dikatakan merupakan analisis yang
paling penting, analisis kadar protein ini untuk mengetahui kandungan
protein pada gandum apakah masih sama dengan sertifikat gandum yang
diimport.
7. Ash
Analisis ini bertujuan untuk mengetahui kadar mineral dalam
gandum.
(Ayus, 2004)
Untuk menjaga kualitas produk yang dihasilkan selama proses
produksi, departemen mill berkerjasama dengan departemen QC untuk
melakukan pengasasan mutu terhadap produk yang dihasilkan, yaitu dengan
melakukan sample flour to lab. Sample flour to lab dilakukan untuk

66
mengetahui kandungan moisture, protein, dan kadar abu (ash) dari tepung
terigu yang sedang diproduksi. Tujuan dari sample flour to lab yaitu untuk
mengontrol kandungan moisture, protein, dan kadar abu (ash) dari tepung
terigu apakah sudah sesuai dengan quality guide yang sudah ditentukan.
Prosedur sample flour to lab yaitu tepung diambil dari rebolt sifter, kemudian
sampel dikirim ke laboratorium, di laboratorium dianalisa kandungan
moisture, protein, dan kadar abu (ash). bila analisa sudah selesai karyawan
produksi mengambil hasil analisa ke laboratorium, dan di catat hasilnya.
Untuk pengawasan mutu pada produk dilakukan dengan menganalisis
tepung terigu yang diambil dari line transfer dari departmen mill ke
departemen pengemasan, analisa tersebut antara lain:
1. Moisture
Kadar air yang dikehendaki sesuai dengan quality guide yaitu antara
13,3-14,7%, peneruan kadar air sesuai dengan brand tepung terigu, karena
setiap brand memiliki kadar air yang berbeda sesuai dengan quality guide
yang sudah ditentukan. Penentuan kadar air ini menggunakan rapid
moisture tester.
2. Kadar protein
Kadar protein ada tepung terigu merupakan salah parameter yang
sangat penting dalam menentuan kaulitas tepung terigu. Kualitas tepung
terigu tidak hanya ditentuan oleh kadar protein tetapi juga kualitas protein.
Kualitas protein dalam hal ini berhubungan dengan gluten. Penetuan kadar
air protein ini menggunakan Kjeltec-Terator.
3. Kadar abu
Analisis ini bertujuan untuk mengetahui kadar abu yang terdapat di
dalam tepung terigu. Secara umum untuk tepung terigu kadar maksimal
0,67%.
4. Falling number
Falling number menunjukkan aktivitas enzim α-amilase. Semakin
tinggi nilai falling number, maka aktivitas enzim α-amilase semakin

67
rendah. Analisa ini menggunakn alat falling number-perten. Nilai falling
numner memiliki satuan detik.
5. Kadar gluten
Asam amino prolamin dan glutenin bersama dengan air dan garam
membentuk gluten. Gluten diperlukan untuk menahan udara yang
dihasilkan ragi sehingga dihasilkan roti yang mengembang.
6. Farinograph
Analisis ini bertujuan untuk mengetahui ketahanan adonan terhadap
pengadukan. Digunakan untuk menganalisa sifat-sifat fisik adonan, yaitu
stability, waktu pengembangan. Toleransi, dan penyerapan air pada
tepung.
7. Extensograph
Bertujuan untuk mengetahui kekuatan adonan terhadap gaya
renggang setelah adonan disimpan dalam waktu tertentu.
8. Amylograph
Untuk mengukur konsistensi dan kekentalan larutan tepung yang
dipanaskan.
9. Alveograph
Analisis ini bertujuan untuk mengetahui daya tahan terhadap
perengangan, dengan cara meniup adonan. Kekuatan adonan ini sangat
dipengaruhi oleh kuantitas dan kualitas gluten dalam tepung.
(Dian, 2008)
J. HACCP
Untuk menjamin keamanan produk, dalam proses produksi Bogasari
menerapkan GMP (Good Manufacturing Practices) dan penerapan analisis
bahaya dan titik kendali kritis (HACCP- Hazard Analysis and Critical Control
Point).
HACCP merupakan analisis yang dilakukan terhadap bahan baku,
proses dan produk untuk menentukan komponen, kondisis atau tahapan proses
yang harus mendapatkan pengawasan ketat untuk menjamin bahwa produk

68
yang dihasilakn aman dan memenuhi syarat yang telah ditetapkan. HACCP
merupakan system pengawasan yang bersifat mencegah (Fardiaz, 1996).
HACCP merupakan pendekatan yang rasional menjamin bahwa
pangan berada dalam kondisi aman untuk dikonsumsi. Menurut Bryan (1990).
Konsep HACCP dapat diterapkan dalam seluruh mata rantai produksi
makanan. HACCP pada umumnya diterapkan pada industri pengolahan
pangan, yang pada prinsipnya dapat dilakukan mulai dari penyedian bahan
baku, proses produksi sampai distribusi. Karena beberapa kontaminasi seperi
pestisida, logam berat, dan mikotoksin dapat mencemari bahan baku saat
produksi, sulit dihilangkan dengan proses pengolahan.
Keuntungan HACCP ini adalah industri dapat mengetahui titik ktitis
yang dapat membahayakan produk, sehingga produk akhir yang dihasilkan
benar-benar produk yang aman untuk dikonsumsi. Beberapa ujuan khusus
adanya penerapan HACCP ini, menurut Fardiaz (1997), antara alain:
1. Mengevaluasi cara memeproduksi makanan untuk mengetahui bahaya
yang timbul dari makanan.
2. Memperbaiki cara memeprodukasi makanan dengan memberikan
perhatian khusus terhadap tahap-tahap proses yang dianggap kritis.
3. Meningkatkan inspeksi mandiri terhadap industri pangan oleh operator dan
karyawan.
Tujuan khusus, sehinggga dapat mempertahankan atau bahkan
meningkatkan pemasaran yang lebih luas, jika produk yang dihasilkan
sementara dijaga mutunya dan mendapat kepercayaan dari konsumen.
Penyusunan HACCP di PT. ISM Bogasari Fluor Mills meliputi
beberapa langkah pendahuluan, yaitu:
1. Pembentukan tim HACCP
2. Diskripsi produk
3. Identifikasi cara penggunaan dan konsumen
4. Menyusun diagram alir proses
5. Verivikasi diagram alir
6. Analisa bahaya dan penetapan resiko
69
7. Menetapakan titik kendali kritis
8. Menetapkan batas kritis untuk CCP
9. Memantapkan prosedur pemantauan
10. Menetapkan tindakan koreksi
11. Verifikasi dan menetapan prosedur pencatatan yang efektif
Untuk menghasilkan pangan yang bermutu baik dan untuk menjamin
keamanan pangan agar aman untuk dikonsumsi, terhadap produk yang akan
dihasilkan dalam produksi tepung terigu, Bogasari menerapkan HACCP
(Hazard Analysis-Critical Control Point). HACCP merupakan pendekatan
yang rasional menjamin bahwa pangan berada dalam kondisi aman untuk
dikonsumsi. Menurut Fardiaz (1997), dua hal yang berkaitan dengan
penerapan CPMB di industri pangan adalah CCP dan HACCP. Critical
Control Point (CCP) atau Titik Kendali Kritis adalah setiap titik, tahap atau
prosedur dalam suatu sistem produksi makanan yang jika tidak terkendali
dapat menimbulkan resiko kesehatan yang tidak diinginkan. HACCP suatu
analisis yang dilakukan terhadap bahan, produk, proses untuk menentukan
komponen, kondisi atau tahap proses yang harus mendapatkan pengawasan
yang ketat dengan tujuan untuk menjamin bahwa produk yang dihasilkan
aman dan memenuhi persyaratan yang ditetapkan. Untuk HACCP (Hazard
Analysis-Critical Control Point) dalam proses produksi sudah dibuat oleh tim
HACCP. HACCP (Hazard Analysis-Critical Control Point) yang ditarapkan
dalam produksi tepung terigu di mill AB dapat dilihat pada tabel HACCP mill
AB dan OPRP PLAN mill AB (dapat dilihat pada lampiran).
K. Fortifikasi Tepung Terigu
Seiring dengan slogan PT. ISM Bogasari Flour Mills “Turut
Membangun Gizi Bangsa” maka tepung terigu yang diproduksi difortifikasi
untuk meningkatkan nilai gizi dari tepung terigu. Dalam fortifikasi tepung
terigu ini juga berpedoman pada SNI tepung terigu, akan tetapi fortifikasi
tepung terigu hanya untuk tepung terigu regular.

70
Proses fortifikasi yang dilakukan Bogasari yaitu dengan
1. Penambahan fortitech
Merupakan vitamin dan mineral komplek yang teridri dari zat besi
(Fe), Zinc oxide, Ribloflavin (vitamin B12), Thiamin mononitrate (vitamin
B1), dan asam folat. Penambahan fortitech ini jumlahnya sudah ditentukan
oleh pihak QC yaitu 120ppm atau 120 gram/MT tepung. Manfaat fortifikasi
bahan-bahan tesebut adalah:
a. Zat besi (Fe)
Berfungsi untuk oksidasi didalam sel darah mrah, membatu
pertumbuhan IQ, dan meningkatkan stamina tubuh sehinggga dapat
maningkatkan produktifitas kerja.
b. Zinc oxidasi (ZnO)
Berperan penting dalam sisten kekebalamn tubuh (imunitas),
pertumbuhan dan perbaikan sel jaringan tubuh, berperan dalam
metabolisme karbohidrat, dan dalam proses replikasi DNA.
c. Ribloflavin (vitamin B12)
Membantu konversi karbohidrat menjadi energi, secara simultan dengan
vitamin B lainnya berperan penting dalam proses produksi dan
pembentukan sel darah merah.
d. Thiamin mononitrate (B1)
Membnatu konversi karbohidrat menjadi energy, berperan untuk
kesehatan otak, sel-sel saraf, dan fungsi hati.
e. Asam folat
Berperan penting dalam sintesis DNA (mengontrol fingsi sel, hereditas,
dan pertumbuha jaringan), bereaksi dengna vitamin B 12 berperan
dalam produksi sel darah merah, pada ibu hamil berperan penting dalam
pertumbuhan dan fungsi sel-sel baru, serta mencegah resiko birth
defacts.
Proses fortifikasi dilakukan di mill dengan menggunakan mesin feeder
additive yang didalamnya ada spiral berputar dengan kecepatan tertetu yang di
atur sesuai dengan dosis yang sudah ditentukan sehingga nantinya fortitech

71
akan jatuh kedalam tepung dan akan tercampur rata dengan bantuan screw
conveyor.
L. Pengemasan
Proses pengemasan tepung terigu dilakukan dibeberapa tempat atau
departmen tergantung ukuran dan kemasannya, di Bogasari pengemasan
tepung terigu dalam bentuk kemasan 25 kilogram, kemasan 1-2 kilogram
(costumer packiging), dan bulk (curah) yang menggunakan truk.
1. FSBP (Flour Silo Bulk Packaging)
Merupakan departemen yang menangani pengemasan tepung terigu
yang akan didistribusikan ke konsumen maupun produsen lain. Proses
distribusi tepung terigu ini dibagi menjadi dua macam, yaitu dengan
pengemas (karung berbahan plastik maupun kain), dan langsung ketangki
truk (bulk packaging) atau disebut juga distribusi dengan sistem curah.
Distribusi dengan system curah biasanya digunakan untuk perusahaan-
perusahaan, karena dengan sistem curah ini tepung terigu nantinya akan
diolah lagi dalam jumlah yang besar, selain itu dengan sistem ini lebih
menghemat biaya. Jika menggunakan sistem curah, perusahaan yang akan
menerima juga harus mempunyai tangki yang sama.
Proses dalam FSBP merupakan tindak lanjut dari proses milling,
setelah dari milling, baik tepung terigu maupun by product (bran, pollard,
tepung industri) masuk melalui sistem transportasi elevator, maupun screw
conveyor, kemudian akan masuk flour silo yang sebelumnya diatur oleh
FAM (badan yang mengatur jumlah tepung yang akan dikemas atau
didistribusikan).
Flour silo terdiri dari 56 unit yang dibagi menjadi empat bagian,
setiap silo menampung jenis tepung yang berbeda-beda. Flour silo terdiri
dari 4 group, yaitu group A, B, C, D yang masing-masing group terdiri
dari 14 silo, silo pada group A digunakan untuk tepung spesial.
Proses pengemasan tepung terigu diawali dari flour silo kemudian
masuk ke shifter, yaitu mesin pengayak yang memisahkan tepung terigu

72
dari benda-benda asing yang tidak diinginkan. Dalam sifter terdapat
beberapa lubang pengeluaran yang salah satunya sebagai tempat
pengeluaran benda asing. Setelah dari sifter lalu masuk ke impact
machine, yaitu alat yang berfungsi mengurangi jumlah kutu yang
kemungkinan muncul dengan cara memecahkan telur-telur kutu yang tidak
bisa dilihat dengan kasat mata. Setelah itu tepung terigu masuk ke over,
yaitu tempat penampungan sementara dan masuk ke carousel, yaitu mesin
yang dilengkapi sensor dan timbangan, terdapat dua sensor yaitu high level
sensor sebagai batas atas, dan low level sensor sebagai batas bawah.
Timbangan ini bisa diatur sesuai dengan pengepakan yang dibutuhkan.
Setelah melalui timbangan lalu tepung terigu secara otomatis masuk ke
mesin pengemas atau carousel, kemudian diberi label dan dijahit.
Pengemasan yang dilakukan di FSBP yaitu tepung terigu dengan berat 25
kg. Dalam proses pengemasan ada proses pengecekan bahan dari
laboratorium setiap jam, jika masih terdapat kutu maupun cemaran lain,
maka proses pengemasan ditunda, diayak kembali sampai tepung terigu
benar-benar bersih. Setelah proses pengemasan selesai, kemudian tepung
terigu masuk ke gudang, setelah sampai gudang sudah berpindah
departemen, segala apapun yang sudah sampai di gudang di atur oleh FPS
(Finish Packaging Storage).
Selain tepung terigu, by product juga dikemas di FSBP, yaitu di
BPP (By Product Packaging) dan diatur oleh FAM (Finishing After
Milling). By product terdiri dari tiga macam, yaitu bran, pollard, dan
industrial product. By product yang akan dikemas sebelumnya telah
dipisah dibagian milling, bagian BPP hanya menerima dan mengemas.
Produk yang dihasilkan antara lain “Angsa” merupakan produk dari
pollard yang dikemas dengan berat 50 kg. Kemudian ada “Kepala Kuda”
merupakan produk olahan dari bran yang dikemas dalam kemasan 50 kg.
Produk ini biasanya dipesan untuk dijadikan sebagai makanan kuda,
sehingga merknya dinamakan “Kepala Kuda”. Produk yang lain berupa
“Anggrek” dan “Arwana” produk ini merupakan berbahan dasar dari

73
industrial flour yang dikemas dengan ukuran 25 kg. Prosesnya
pengemasannya diawali dari bahan yang datang dari milling, kemudian di
atur dari pihak FAM dan masuk ke lokasi BPP melalui sistem transportasi
chain conveyer dan elevator, dan diarahkan melalui DV (Deperting Valp)
dan slade gate, kemudian bahan masuk ke over, setelah itu masuk ke
timbangan, dan terakhir di packing, setelah selesai di packing di beri label
dan dijahit. Proses selanjutnya, barang masuk ke gudang.
2. Flour Bulk
Flour bulk merupakan distribusi tepung terigu kepada produsen lain
yang membutuhkan. Karena pemesannya merupakan sebuah perusahaan,
maka dari itu biasanya proses distribusi tepung terigu dalam skala yang
besar, dan untuk mengurangi biaya yang dikeluarkan dalam distribusi,
maka proses distribusinya menggunakan sistem flour bulk (sistem curah).
Distribusi tepung terigu secara flour bulk dikendalikan dengan komputer
yang ada diruang kendali. Tepung terigu langsung dimasukkan kedalam
tangki truk untuk didistribusikan ke perusahaan yang membutuhkan.
Sebelum masuk ke tangki, ada beberapa perlakuan yaitu tepung dari flour
silo dibawa melalui chain conveyer masuk ke spliter. Dalam spliter terjadi
penyebaran arah ke shifter dibantu oleh blower. Setelah itu tepung terigu
masuk ke silo yang berada di atas tangki truk. Ketika semua sudah siap
tepung terigu dimasukkan ke tangki yang dikendalikan dengan controller.
Mesin yang digunakan untuk memasukkan tepung terigu ke tangki ada dua
macam, yaitu dengan cara manual (hanya membuka penutup) dan dengan
bantuan angin atau blower. Dalam proses ini, proses yang menggunakan
bantuan blower memakan waktu yang lebih sedikit dibandingkan dengan
cara manual. Jika dihitung dengan waktu, dengan cara manual memakan
waktu sekitar 30 menit, tetapi jika dengan bantuan blower hanya memakan
waktu sekitar 5 menit saja.
3. BSBP (Blending Silo Bulk Packaging)
Merupakan departemen yang menangani pengemasan tepung
terigu, prinsipnya hampir sama dengan pengepakan yang lain, namun pada

74
BSBP ada tahapan blending atau pencampuran. Pada BSBP juga
menangani export packaging, yaitu pengepakan tepung terigu yang akan
diekspor ke luar negeri. Pengepakan tepung terigu yang diekspor dalam
bentuk kemasan 25 kilogram.
Sebelum melakukan pengepakan tepung terigu dilakukan pengujian
dahulu oleh pihak QC. Hal ini untuk mnejmin agar produk akhir
memenuhi standar yang telah ditetapkan dalam quality guide. Pegujian
yang biasanya dilakukan meliputi pengujian kadar air, protein, dan kadar
abu (ash) karena hal tersebut merupakan parameter kualitas yang paling
esensial. Pengambilan sampel dilakukan dibeberapa tempat yaitu line
transfer, silo, atau pun sebelum dipacking.
Apabila ada tepung yang ternyata tidak memenuhi standar untuk
jenis tepung tersebut maka dilakukan blending. yang biasanya dilakukan
yaitu apabila ada tepung terigu yang kadar air atau protein atau kadar abu
nya kurang atau melebihi dari guality guide, maka dilakukan blending
dengan tepung terigu yang lain yang mempunyai kadar air atau protein
atau kadar abu yang kurang atau lebih pula. Proses blending tepung
dilakukan dengan rekomendasi dari QC line, melihat hasil pengujian dari
laboratorium. Proses blending dilakukan dengan mengatur putaran
exractor flour silo berdasarkan komposisi tepung yang di blending.
Proses pengepakan tepung terigu diawali dari bahan datang dari
milling dan line, kemudian masuk ke silo, dari silo diteruskan ke rebow
filter atau mesin yang fungsinya sama dengan sifter, yaitu memisahkan
bahan dari benda-benda asing. Kemudian bahan masuk ke infestroyer, alat
ini berfungsi untuk mengurangi jumlah kutu yang kemungkinan muncul
selama penyimpanan, setelah itu bahan masuk ke silo, kemudian di mixing.
Pada produk ekspor, tepung terigu di mixing dengan filler, sedangkan
produk lokal tepung terigu di tambah bahan additive. Setelah melalui
proses pencampuran, tepung terigu masuk ke timbangan, kemudian tepung
terigu di mixer atau diaduk-aduk, dan masuk ke silo.

75
4. Consumer Packaging
Consumer packaging merupakan pengepakan tepung terigu dengan
kemasan 1-2 kg dari berbagai merk tepung terigu, baik kemasan primer
maupun kemasan sekunder dilakukan disini. Pada kemasan primer ada dua
jenis kemasan yang di gunakan, yaitu kemasan yang terbuat dari plastik
ekonomis (transparan) dan premium (memiliki warna dan ketebalan lebih).
Sedangkan untuk kemasan sekunder menggunakan kardus. Perbedaan
antara kemasan premium dan ekonomis tidak ada, hanya berbeda pada
jenis pengemasnya sedangkan kualitas tepung terigu yang dikemas sama.
Tujuan dari pembedaaan bahan pengemas ini adalah untuk pemasaran
dimana kemasan premium harganya lebih mahal daripada kemasan
ekonomis. Proses pengemasan berawal dari tepung terigu dari silo,
kemudian masuk ke filter, masuk ke packing sementara, kemudian masuk
ke rebow filter, setelah itu ke packer, dan terakhir masuk kegudang.
M. Tata Letak
Tata letak bangunan, antara bangunan satu dengan yang lain di PT. ISM
Bogasari Fluor Mills sudah dirancang dengan baik, hal tersebut bertujuan
supaya proses pengolahan dapat berjalan dengan lancar dan efisien. Secara
keseluruhan bangunan di PT. ISM Bogasari Fluor Mills terdiri 49 bangunan,
terdiri dari jetty berjumlah 2, wheat silo berjumlah 2, pellet silo berjumlah 2,
pelletizing berjumlah 2, mill berjumlah 7, pengemasan dan pengepakan
berjumlah 4, penyimpanan produk berjumlah 6, gedung kantor berjumlah 7,
stasiun power berjumlah 2, stasiun gass berjumlah 2, laboratorium center,
pasta plant, gedung milling training center, pasta store, material pasta, empaty
bag storage, FAM, general store, general workshop, BBC, masjid, klinik, dan
ruang serbaguna. Untuk tata letak bangunan lebih jelasnya dapat dilihat pada
Gambar 1.19 denah PT. ISM Bogasari Fluor Mills.
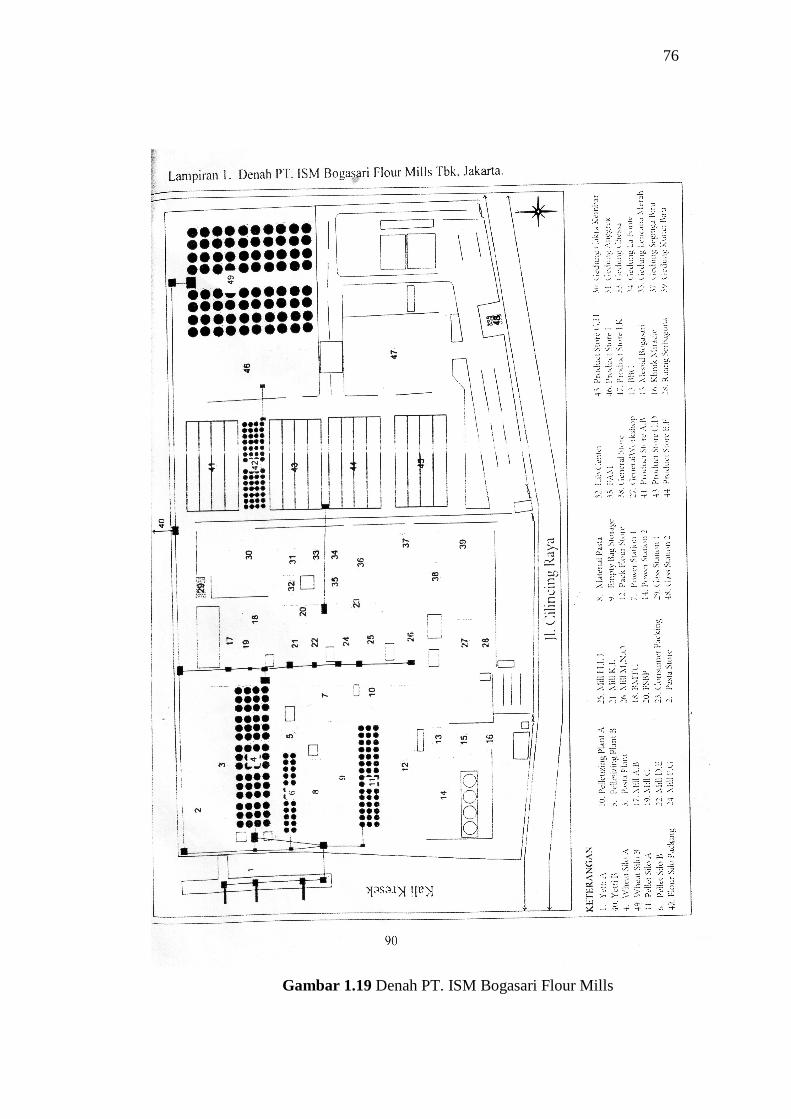
76
Gambar 1.19 Denah PT. ISM Bogasari Flour Mills

77
Tata mesin dan peralatan produksi di mill AB pun sudah dirancang
dengan baik sehingga proses pengolahan dapat berjalan dengan lancar dan
efisien. Semua alat dan mesin terletak dalam satu bangunan yang bertingkat
terdiri dari lima lantai. Mill A dan B masing-masing mempunyai dua line yang
beroperasi. Lantai dasar atau lantai pertama merupakan tempat pipa-pipa
untuk jalur transfer. Untuk lantai kedua berisi roll mill yang berjumlah 46,
timbangan tepung berjumlah 1, dan mesin scourer dan tarara masing
berjumlah 2. Kemudian untuk lantai tiga berisi timbangan berjumlah 2, mesin
purifier yang berjumlah 8, mesin bran finisher yang berjumlah 14, mesin
rebolt sifter berjumlah 6, mesin infestroyer berjumlah 1, filter berjumlah 1,
mesin dry stoner berjumlah 3, dan mesin cater day berjumlah 2. Untuk lantai
4 berisi filter berjumlah 4, mesin vibro finisher berjumlah 6, mesin sifter
berjumlah 8, mesin feeder additive berjulah 6, mesin separator berjumlah 2,
mesin TRC berjumlah 2, dan mesin tarara berjumlah 2. Untuk lantai 5 berisi
mesin scourer berjumlah 2, mesin terara berjumlah 2, mesin dampener
berjumlah 2, dan timbangan berjumlah 2. Untuk tata letak bangunan mill AB
lebih jelasnya dapat dilihat pada Gambar 1.20 sampai Gambar 1.22.

78
Gambar 1.20 Denah Lantai 2 Mill AB

79
Gambar1.21 Denah Lantai 3 Mill AB

80
Gambar 1.22 Denah Lantai 4 Mill AB

81
Gambar 1.23 Denah Lantai 5 Mill AB

82
N. Pelletizing
Merupakan departemen yang bertugas mengolah limbah (by product)
sisa dari proses pengolahan gandum. Hasil sisa pengolahan gandum yang
berupa bran, pollar, dan industry flour dari mill ditranfer ke pelletizing
melalui line yang sebelumnya melawati FAM kemudian akan di olah menjadi
pellet di departemen pelletizing. Pellet merupakan produk makanan ternak
yang diolah dari bahan dasar bran, polard dan IF. Jika dilihat dengan kasat
mata, polard mempunyai tekstur yang lebih halus dibandingkan dengan bran
dan IF lebih halus dari pollard. Pellet dibuat dari campuran ketiga bahan
tersebut, jika kapasitas produk bran sedikit dalam komposisi pembuatan pellet,
maka pellet yang dihasilkan akan mudah hancur, sedangkan jika kapasitas
produk pollard banyak dalam komposisi penbuatan pellet, maka tekstur pellet
yang dihasilkan akan keras. Dalam pembuatan pellet PT. ISM Bogasari Flour
Mills mempunyai kulitas target dalam pembuatan pellet, yaitu moisture 13 %,
tingkat kekerasan (hardness) 7 kg, kandungan protein min. 14,5 %, dan
kelembutan (starch). Pellet yang diproduksi PT. ISM Bogasari Flour Mills
diekspor keluar negeri, antara lain di negara Korea, Jepang, dan Filiphina.
Pelletizing mempunyai dua tempat, yaitu di pelletizing A dan pelletizing
B. Pelletizing A masih di operasionalkan dengan cara manual, namun di
pelletizing B sudah menggunakan sistem komputerisasi, jadi semua proses di
opersionalkan dengan komputer. Proses pembutan pellet di pelletizing berawal
dari datangnya bahan dari proses milling melalui chain conveyer, masuk ke
airlock. Airlock berfungsi menstabilkan aliran bahan dan menghambat
masuknya udara yang dapat mengganggu lajunya bahan yang akan masuk.
Setelah masuk ke airlock, semua bahan baik bran maupun polard masuk ke
penampungan atau over melewati magnet separator, bahan yang tidak sempat
masuk akan dibawa oleh blower dan masuk ke filter untuk dikembalikan ke
proses awal. Selama diover, semua bahan akan dicampur (mixing).
Penampungan ini mampu menampung bahan sampai 16 ton/jam. Setelah
semua bahan tercampur, maka proses selanjutnya adalah pengepresan. Proses
pengepresan ini menggunakan mesin yang berjumlah 4 unit, masing-masing

83
mampu bekerja dengan kapasitas 10 ton/jam. Di dalam mesin pres terdapat
fan, yang berfungsi menyedot bahan dan terdapat cutter atau pemotong yang
pengopersiannya bisa di atur sesuai kebutuhan, cutter berfungsi untuk
memotong pellet yang keluar dari mesin pengepres. Setelah keluar dari proses
pengepresan, pellet akan didinginkan dengan mesin cooler yang terletak di
bawah mesin pengepres. Bahan masuk kedalam cooler selama 5 menit. Mesin
ini mempunyai kapasitas 20 ton/jam. Setelah pellet dingin kemudian pellet
akan jatuh ke mesin pengayak atau separator yang memisahkan pellet bagus
dalam arti memiliki bentuk sempurna dengan pellet yang hancur atau tidak
jadi. Pellet yang tidak jadi akan masuk ke elevator dan di bawa lagi ke proses
awal untuk di olah kembali. Setelah pellet jadi, kemudian masuk ke silo
melewati magnet separator. Pellet yang sudah diproduksi akan disimpan
dalam pellet silo.
PT. ISM Bogasari Flour Mills mempunyai 2 unit pellet silo, pellet silo
A dan B, yang memiliki ukuran yang berbeda-beda. Silo A memiliki tinggi 40
meter, diameter 7 meter, sedangkan silo B memiliki tinggi 37,85 meter dengan
diameter 7 meter. Pellet silo pada dasarnya mempunyai dua kinerja yaitu
intake (bahan masuk ke dalam silo) dan outtake (bahan keluar dari silo). Suhu
penyimpanan dalam silo < 34° C, jika melebihi maka dilakukan pendinginan
(cooling) pada silo. Pellet yang tersimpan dalam silo selalu dilakukan
pengecekan, jika terdapat kutu, maka dilakukan proses fumigasi, proses
fumigasi dilakukan langsung pada silo selama 7 hari. Tidak semua silo
menampung pellet yang sama, jika silo sudah kosong, maka dilakukan proses
pembersihan silo. Proses pembersihan harus dilakukan dengan benar dan
harus benar-benar bersih, setelah proses pembersihan dari petugas pellet silo,
kemudian akan dilakukan pengecekan dari pihak ceck kontrol, jika masih
terdapat kutu, maka proses pembersihan diulang kembali hingga silo benar-
benar bersih sebelum diisi pellet baru. Proses masuknya pellet ke pellet silo
diawali pellet yang keluar dari pengepresan dibawa melalui belt conveyor
masuk kemagnet separator, lalu masuk ketimbangan, kemudian melalui
elevator pellet masuk ke silo. Jika pellet akan didistribusikan, maka pellet

84
keluar dari silo melalui belt conveyor, kemudian dibawa melalui elevator,
kebelt conveyor lagi masuk ketimbangan. Kemudian masuk ke kendaraan
distribusi, bisa masuk ke truk atau kapal. Semua menggunakan sistem curah
tanpa dikemas terlebih dahulu.
O. Sanitasi
Sanitasi dalam industri pangan merupakan hal yang sangat penting,
karena untuk menghindari kerusakan pada produk akibat kontaminasi
mikroorganisme ataupun hama. Sehingga dapat dihasilkan produk yang aman
untuk dipasarkan. Sanitasi di PT. ISM Bogasari Flour Mills yang meliputi
sanitasi bahan baku dan produk akhir, sanitasi peralatan dan mesin, sanitasi
lingkungan produksi, sanitasi pekerja, dan sanitasi lingkungan pabrik.
1. Sanitasi bahan baku
Sanitasi bahan baku yang berupa gandum merupakan hal yang sangat
penting karena akan berpengaruh terhadap produk akhir. oleh karena itu
untuk menunjang sanitasi yang baik maka tempat penyimpan gandum yaitu
silo selalu dibersihkan ketika sedang kosong. Pembersihan silo dilakukan
oleh karyawan bagian wheat silo.
Caranya yaitu dengan mamasuki silo melalui lubang yang terletak ±3
meter dari dasar silo, silo dibersihkan dari debu dengan cara discrab
mengunakan scrabber dan setelah itu di fogging, agar tidak
mengkontaminasi gandum, gandum akan dimasukkan satu jam setelah
fogging, hal tersebut dimaksudkan agar asap mereta terlebih dahulu selain
itu tidak terjadi akumulasi zat kimia pada biji gandum (Ayus, 2004).
2. Sanitasi peralatan dan mesin
Peralatan merupakan salah satu bagian dari usaha sanitasi yang perlu
dikendalikan. Karena peralatan berhubungan secara langsung dengan bahan
baku yang diolah, maupun produk yang jadi, sehinggga beresiko menjadi
penyebab kontaminasi, Dian (2008). Pembersihan peralatan dan mesin
produksi dilakukan setiap hari, pembersihan bagian luar dari peralatan dan
mesin dilakukan dengan menggunakan kemoceng dan hembusan udara

85
dengan selang udara yang bertekanan tinggi. Untuk pembersihan bagian
dalam mesin dibersihkan menggunakan kemoceng. Untuk pembersihan
ayakan menggunakan sikat berserabut besi dan sikat berserabut ijuk, sikat
berserabut besi berfungsi untuk membersihkan tepung yang menempal pada
ayakan dan membersihkan ayakan pada separator untuk menghilangkan
offal yang tersangkut pada ayakan separator, sedangkan untuk sikat
berserabut ijuk untuk membersihkan bagian bingkai ayakan. Tepung yang
tertinggal diayakan selama pembersihan dikeluarkan bercampur dengan
tepung yang jatuh dilantai. Tepung campuran dikumpulkan menggunakan
alat pengepel dari kain atau sapu kemudian dimasukan kedalam karung dan
dibuang melalui pipa pembuangan.
3. Sanitasi ruang produksi
Bangunan ruang produksi tepung terigu di Bogasari untuk mill AB
dirancang berdasarkan perencanaan yang memiliki persyaratan teknis dan
higienis sesuai dengan produk yang dihasilkan. Salah satu tujuan dari
perencanan pembangunan dan desain ruangan produksi untuk mendukung
kemudahan dalam proses pembersihannya. Desain dan bangunan lantai
produksi di mill AB licin dan bersih, hal ini dimaksudkan agar
memudahkan dalam pembersihan dan disudut lantai dibuat cekung selain
memudahkan dalam pembersihan juga agar kotoran tidak tertinggal pada
sudut-sudut lantai, sehingga tidak menimbulkan sumber cemaran yang lain.
Pembersihan ruang produksi dilakukan setiap hari menggunakan alat pel
dari kain dan dengan selang udara bertekanan yang tinggi.
4. Sanitasi pekerja
Pekerja memegang peranan penting pada kelancaran produksi supaya
tidak menjadi kontaminasi pada produk yang dihasilkan sehinggga pekerja
harus menyadari pentingnya sanitasi dan pelaksanaan dengan baik demi
kelancaran proses produksi dan pencegahan pencemaran pada hasil
produksi. Tercapainya spesifikasi hasil produksi sangat didukung oleh
pelaksanaan sanitasi selama proses pengolahan (Dian, 2008).
86
Beberapa hal yang biasanya dilakukan oleh pekerja untuk mencegah
terjadinya kontaminasi dari luar antara lain yaitu memakai sepatu pada saat
bekerja, tidak melakukan tindakan yang dapat mengakibatkan pencemaran
seperti merokok, makan, minum, dan makan pada saat diruang produksi,
tidak menggunakan perhiasan pada saat bekerja, dan selama bekerja
diruang produksi pekerja memakai perlengkapan yang sudah ditentukan.
Perlengkapan yang digunakan pekerja antara lain airplug, masker, penutup
rambut (topi). Untuk seragam yang dikenakan oleh pekerja mill berwarna
putih, pembagian pakaian kerja dan perlengkapannya dilakukan sebanyak
dua kali dalam satu tahun (Dian, 2008).
5. Sanitasi lingkungan pabrik
Kebersihan pabrik merupakan faktor penting untuk menjaga citra dan
mendukung kalancaran seluruh proses yang berlangsung di dalam pabrik.
Dalam rangka menjaga kebersihan lingkungan pabrik maka PT. ISM
Bogasari Flour Mills melakukan kerja sama dengan perusahaan yang
bergerak dalam jasa cleaning service.
Daerah kerja jasa cleaning service meliputi ruas-ruas jalan-jalan
yang terdapat dilingkungan pabrik, taman, daerah kantor, bagian produksi
meliputi penyimpanan bahan baku, tempat pengolahan, tempat
pengemasan, tempat penyimpanan produk, dan kantor bagian produksi.
Penjagaan kebersihan lingkungan perlu dilakukan setiap hari untuk
menjaga kenyamanan dalam bekerja dan menciptakan kondisi higienis
untuk menjaga kesehatan karyawan. Lingkungan yang bersih dan
dilengkapi dengan adanya taman menciptakan suasana yang konduksif
untuk bekerja sehingga karyawan menjadi nyaman dalam berkerja dan akan
menigkatkan produktivitas kerja. Penjagaan kebersihan lingkungan tidak
hanya menjadi tanggung jawab petugas kebersihan saja, namun seluruh
karyawan Bogasari sehingga untuk menjaga kebersihan disediakan tempat
sampah yang jumlahnya mencukupi. Selain itu petugas kebersihan juga
lebih mudah untuk mengumpulkan sampah dan membuangnya ke tempat

87
sampah. Selain itu di lingkungan sekitar pabrik dilakukan pengasapan
untuk membunuh nyamuk (Ayus, 2004).

88
BAB V
KESIMPULAN DAN SARAN
A. Kesimpulan
1. PT. ISM Bogasari Flour Mills Tanjung Priok Jakarta Utara selain
memproduksi tepung terigu regular juga memproduksi tepung terigu
spasial dengan brand Bread Talk N, BTN (Sing), BTE, BTE (Sing), J.Co,
BRD-BKRY, J-Crown, FSA, PZA, BTM B, BRD Pao, KY-11, Pao-Pao,
CNG 1, KY-13, C&G1.
2. Tepung terigu spesial merupakan tepung terigu yang mempunyai kadar
abu yang rendah, dan tidak ditambah additive (fortifikasi).
3. Produksi tepung terigu spesial di Bogasari lakukan di mill AB, kerana mill
AB merupakan mill yang memang dirancang untuk memproduksi gandum
hard. Mill A dan B memiliki kapasitas produksi masing-masing
21ton/jam, atau 500 ton/hari.
4. Proses produksi tepung terigu spesial pada intinya terdiri dari delapan
tahap yaitu pre cleaning, fisrt cleaning, dampening, conditioning, second
cleaning, milling, pengayakan, dan pemilihan stream.
5. Bahan baku pembuatan tepug terigu adalah gandum, dan diimport dari
Australia, Canada, Amerika, dan Eropa Timur.
6. Mesin yang digunakan untuk produksi tepung terigu di PT. ISM Bogasari
Flour Mills buatan ITALY dengan merk OCRIM.
7. Pengendalian dan pengawasan mutu dalam proses produksi dilakukan
dengan melakukan kontrol proses. Kontrol proses dalam produksi
meliputi moisture test, monitoring offal, sampel to tempering bin,
cleaning magnet, release test, paker & granulasi test. Dan untuk
pengawasan mutu dalam proses produksi yaitu dengan sampel flour to
lab.
8. Untuk menjamin mutu tepung terigu dan keamanan produk tepung terigu
dalam produksi PT. ISM Bogasari Flour Mills menerapkan GMP dan
HACCP.

89
9. Pengemasan tepung terigu di PT. ISM Bogasari Flour Mills ditangani oleh
departemen FSBP, BSBP, dan costumer packing.
10. Sanitasi di PT. ISM Bogasari Flour Mills yang meliputi sanitasi bahan
baku dan produk akhir, sanitasi peralatan dan mesin, sanitasi lingkungan
produksi, sanitasi pekerja, dan sanitasi lingkungan pabrik.
11. Pengolahan limbah (by produck) di PT. ISM Bogasari Flour Mills
ditangani oleh departemen pelletizing, yang mengolah limbah menjadi
pellet untuk makanan ternak.
B. Saran
1. Perlu adanya peningkatan kedisiplinan karyawan dalam penggunaan alat
pelindung diri selama bekerja diarea mill.
2. Perlu adanya peningkatan hubungan dan komunikasi yang baik antara
atasan dan bawahan, agar tercipta hubungan dan komunikasi yang lebih
baik sehingga dapat meningkatkan produktivitas dan kerjasama dalam tim
(khususnya di mill AB).

90
DAFTAR PUSTAKA
Adityo, Aryono dkk. 2002. Laporan Pembahasan Modul II. Jakarta: Milling Training Centre PT. ISM Bogasari Flour Mills.
Anonim. 2002. Milling for Non Milling Personel. Jakarta: PT ISM Bogasari Flour Mills.
Anonim.2005.http://elcom.umy.ac.1d/elshool/mualliminmuhammadiyah/file.php/1/materi/Geografi/CUACA%20DAN%20IKLIM.pdf. Diakses tanggal 15 Januari 2008
Anonim. 2008. http://www.sabah.net.my/juipri/IKLIM.HTML. Diakses tanggal 7 Januari 2008.
Anonima. 2009. http://id.wikipedia.org/wiki/Tepung. Diakses tanggal 29 Desember 2009 .
Anonimb.2009.http://www.dapurdeddyrustandi.com/bypass200901/index.php?viw=article&catid=41%3Abahan&id=67%3Atepungterigu&format=pdf&option=com_content&Itemid=55. Diakses tanggal 29 Desember 2009.
Anonimc.2009. http://id.wikibooks.org/wiki/Resep:Tepung_terigu. Diakses tanggal 29 Desember 2009.
Anonimd. 2009. http://id.wikipedia.org/wiki/Gandum. Diakses tanggal 25 Desember 2009.
Anonim. 2010. http://sienconsultant.com/iso22000.html. Diakses tanggal 20 Mei 2010
Ayus Alvie, M. 2004. Laporan Kerja Praktek Dan Perencanaan Pabrik II. Jurusan Teknologi Pangan Dan Hasil Pertanian, UGM: Yogjakarta
Buckle, K. A, E. A. Edward, G. H. Fleet dan M. Wootton. 1987. Ilmu Pangan. UI Press: Jakarta.
Cook, R. J, and R.J. Veseth. 1990. Wheat Health Manajement. APS Press: America.
Daman, J.M. 1997. Kimia Makanan. UI Press: Jakarta.
Dian Putri, U. 2008. Laporan Praktik Kerja Lapang. Fakultas Pertanian, Universitas Jenderal Soedirman: Purwokerto
Desroisier, W. N. 1988. Teknologi Pengawatan Pangan. UI Press: Jakarta.

91
Fardiaz, D. 1997. “Praktek Pengolahan Pangan yang Baik”. Pelatihan Pengendalian Mutu dan Keamanan Pangan Bagi Staf Pengajar. Kerjasama Pusat Studi Pangan dan Gizi (CFNS)-IPB dengan Dirjen Dikti. Bogor, 21 Juli – 2 Agustus 1997.
Fardiaz, S. 1997. “Analisis Bahaya dan Pengendalian Titik Kritis”. Pelatihan Pengendalian Mutu dan Keamanan Pangan Bagi Staf Pengajar. Kerjasama Pusat Studi Pangan dan Gizi (CFNS)-IPB dengan Dirjen Dikti. Bogor, 21 Juli – 2 Agustus 1997.
Gaman, P.M. dan K.B. Sherrington. 1994. Ilmu Pangan: Pengantar Ilmu PanganNutrisi dan Mikrobiologi. UGM Press. Yogyakarta.
Kadarisman,D. 1994. Sistem Jaminan Mutu Pangan. Pelatihan Singkat Dalam Bidang Teknologi Pangan, Angkatan II. Kerjasama FATETA IPB - PAU Pangan & GIZI IPB dengan Kantor Meneteri Negara Urusan Pangan/BULOG Sistem Jaminan Mutu Pangan, Bogor.
Makfoeld, D. 1982. Deskrepsi Pengolahan Hasil Nabati. Agritech: Yogyakarta.
Suliantri dan P. Winiati, 1990. Teknologi Fermentasi Biji-bijian dan Ubi-umbian. IPB. Bogor.





























