Embed Size (px)
DESCRIPTION
tekban
Citation preview

KUMPULAN SNI
DISUSUN OLEH ;
1. MOHAMAD ADEN CAHYO SUMARWOTO D111 12 110
2. AHMAD FAUZAN RAHMAN D111 14 004
3. DIANA FAUZIAH D111 14 016
4. ASHAR D111 14 028
5. UMMU SHABIHA D111 14 302
6. REZKI AMALIAH D111 14 324
7. ANDI ASHARIMSYAH C D111 14 506
8. MUH. IQRA HASRUL D111 14 518
9. WAHYU WINARNO D111 14 522
JURUSAN SIPIL FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
2014/2015

KATA PENGANTAR
Assalamu’alaikum warahmatullahi wabarakatuh.
Puji syukur kita panjatkan untuk Allah Subhanahu Wata’ala, Tuhan seluruh alam atas segala
berkat, rahmat, taufik, serta hidayah-Nya yang tiada terkira besarnya, sehingga penulis dapat
menyelesaikan makalah dengan judul " Analisis Stone Crusher, Asphalt Mixing Plant , dan
Ready Mix “. Adapun lokasi pengamatan dilaksanakan di 3 tempat yaitu :
Dalam penyusunannya, penulis memperoleh banyak bantuan dari berbagai pihak, karena itu
penulis mengucapkan terima kasih yang sebesar-besarnya kepada: Dosen mata kuliah
Teknologi Bahan Konstruksi, Kedua orang tua, segenap keluarga besar, dan teman-teman
penulis yang telah memberikan dukungan, kasih, dan kepercayaan yang begitu besar. Dari
sanalah semua kesuksesan ini berawal, semoga semua ini bisa memberikan sedikit
kebahagiaan dan menuntun pada langkah yang lebih baik lagi.
Meskipun penulis berharap isi dari makalah ini bebas dari kekurangan dan kesalahan, namun
selalu ada yang kurang. Oleh karena itu, penulis mengharapkan kritik dan saran yang
membangun agar makalah ini dapat lebih baik lagi.
Akhir kata, penulis berharap semoga makalah ini dapat bermanfaat bagi semua pembaca.
Gowa, 03 November 2015
Penyusun

DAFTAR PUSTAKA
Kata Pengangtar ................................................................................................(i)
Daftar Pustaka...................................................................................................(ii)
BAB 1 Pendahuluan
1.1 Latar Belakang Masalah
1.2 Tujuan
1.3 Waktu Pelaksanaan
1.4 Metode Pelaksanaan
BAB 2 Hasil Kunjungan dan Observasi Kuliah Lapangan
2.1 Stone Crusher
2.2 Asphalt Mixing Plant (AMP)
2.3 Ready Mix
BAB 3 Kesimpulan
3.1 Simpulan
3.2 Saran

BAB I
PENDAHULUAN
1.1 Latar Belakang
Akhir-akhir ini Pemerintah Daerah Sulawesi Selatan sedang berusaha untuk
mengembangkan sarana dan parasarana di bidang infrasruktur. Pembangunan infrastruktur
merupakan salah satu aspek penting untuk mempercepat proses pembangunan. Infrasruktur
memegang peranan penting sebagai salah satu roda penggerak pertumbuhan ekonomi. Maka
dari itu, melihat pentingnya pembangunan dan peningkatan infrastruktur dalam mendukung
laju ekonomi Indonesia khususnya daerah Sulawesi Selatan, kami sebagai mahasiswa terjun
langsung ke lapangan.untuk melihat secara langsung penggunaan dan penerapan teknologi
bahan yang digunakan pada infrastruktur. Selain itu, agar kami memiliki pandangan langsung
tentang bagaimana dunia kerja sesungguhnya
Kunjungan yang diadakan di 3 tempat yaitu, CV Putra Tunggal, PT Sinar Jaya Abadi
dan Grup. Di tempat ini, kami melihat proses kerja dari Stone Crusher, Asphalt Mixing Plant,
dan Ready Mix. Kunjungan ini sangat berguna untuk menyeimbangkan mata kuliah yang
telah diajarkan di dalam kelas. Dalam sudut pandang yang lain, kuliah lapangan ini juga
bertujuan unuk memperkenalkan kami dalam dunia teknik sipil yang sebenarnya.
1.2 Tujuan
Tujuan dilakukan kuliah lapangan ini adalah :
1. Sebagai salah satu bagian dari mata kuliah Teknologi Bahan Konstruksi.
2. Untuk mengetahui proses pembuatan bahan-bahan konstruksi.
3. Melihat proses langsung pembuatan bahan-bahan dasar konstruksi.
4. Lebih dapat memahami konsep-konsep non akademis di dunia kerja.
1.3 Waktu Pelaksanaan
Hari : Sabtu
Tanggal : 31 Oktober 2015
Pukul : 13.00 WITA sampai selesai

Tempat : 1. Stone Crusher : CV Putra Tunggal di Jalan Poros Malino, Kec.
Parangloe, Kab. Gowa
2. AMP : PT Sinar Jaya Abadi dan Grup di Jalan Poros Malino,
Kec. Parangloe, Kab. Gowa
3. Ready Mix

BAB II
HASIL KUNJUNGAN DAN
OBSERVASI KULIAH LAPANGAN
2.1.Kunjungan Ke Stone Crusher
KUNJUNGAN ke STONE CRUSHER
Cv Putra Unggul
Sekilas tentang cv putra tunggal :
berdiri sejak tahun 1986 sampai sekarang yang dikepalai oleh Bapak Gunadi dan
William
lokasi : Daerah Samaya kecamatan Parangloe kabupaten Gowa
kegiatan produksi di laksanakan setiap hari mulai pukul 08.00 – 17.00 kecuali hari
libur serta pada saat turun hujan.
Narasumber : Pak Mansur
Pada kegiatan kunjungan ke tempat stone crusher tersebut kami mendapati seorang
pekerja yang kebetulan sedang berdiskusi dengan bosnya. Pada kesempatan ini kami di
izinkan untuk mewawancarai salah satu karyawan dari cv putra tunggal yang bernama Pak
Mansur. Kami mengajukan beberapa pertanyaan sehubungan dengan stone crusher
1. Batu yang dipakai dalam proses produksi berasal dari mana?
Jawaban narasumber :
batu yang di ambil adalah batu kali dari Bontu Jai Kab. Gowa yaitu sungai
Jeneberang.
2. Apakah semua batu yang terdapat di sana bisa di ambil begitu saja tanpa memilih
jenis-jenis batu yang cocok dipakai untuk produksi?
Jawaban narasumber :
Batu yang ada di sungai diambil begitu saja (dengan system pemebelian langsung)
dengan berat batu sebesar 100 kg berukuran 50 cm2 . harga batu Rp 250.000,- / truk,
ketika kembali ke lokasi stone crusher barulah dilakukan pemilahan batu yang ingin di
produksi. Batu yang tidak lolos uji produksi akan di jual kembali.
3. Ada berapa jenis batu yang dihasilkan dari proses produksi?
Jawaban narasumber :
Ada 3 jenis batu yang dihasilkan dari proses produksi yaitu
1) Chipping = ukuran ½ m3
2) Split = 2/3 m3
3) Abu batu = 0,5
4. Bagaiman proses produksi dari stone crusher ini sehingga bisa menghasilkan 3 jenis
produksi batu yang berbeda?
Jawaban narasumber :
1. Langkah paling awal sebelum berlangsungnya stone crusher ini, para pekerja
mengambil batu di sungai terlebih dahulu
2. Sebelum di simpan dalam alat pemecah batu di lakukan pemilihan batu yang dapat
di pakai dalam proses produksi, batu yang bisa digunakan memiliki diameter
maksimum 75 cm.
3. Selanjutnya, batu yang telah diseleksi akan diangkut menggunakan truk ke tempat
pengolahan. Proses biasa mereka sebut proses loading
4. Batu kemudian dituang kedalam alat stone crusher untuk dipecah menjadi bagian-
bagian lebih kecil. Alat tersebut terdiri dari tiga jalur pembagi, setiap kali
dijalankan, secara otomatis alat akan membagi batu menjadi tiga jenis, yaitu
chipping, split, dan abu batu.
5. Begitu seterusnya hingga proses produksi selesai
5. Siapa saja yang biasanya membeli batu di sini?
Jawaban narasumber :
Biasanya yang paling sering (berlangganan) membeli langsung maupun memesan batu
itu dari PT.Harfan dan PT.Makassar Indah
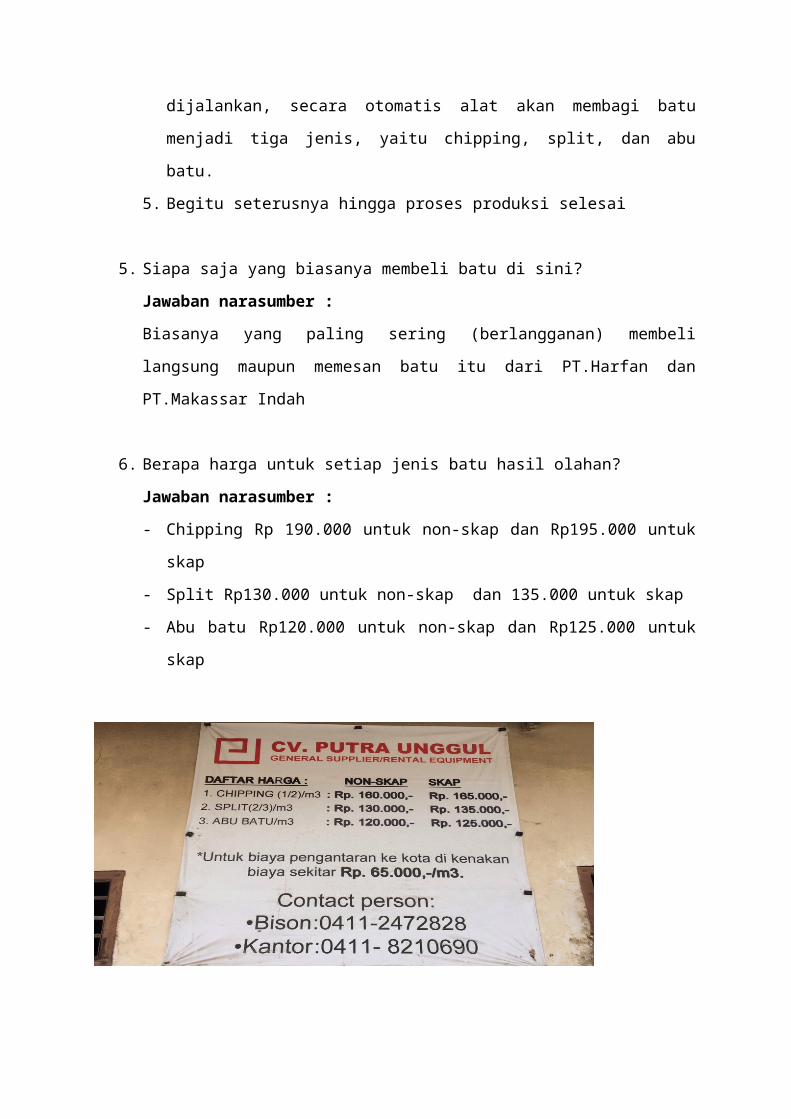
6. Berapa harga untuk setiap jenis batu hasil olahan?
Jawaban narasumber :
- Chipping Rp 190.000 untuk non-skap dan Rp195.000 untuk skap
- Split Rp130.000 untuk non-skap dan 135.000 untuk skap

- Abu batu Rp120.000 untuk non-skap dan Rp125.000 untuk skap
Skap adalah biaya untuk retribusi pemerintah. Sementara untuk pengiriman
dikenakan biaya sebesar Rp85.000/m3, biaya bisa saja bertambah sesuai dengan jarak
tujuan pengiriman.
7. Stone crusher yang digunakan diperoleh dari mana?
Jawaban narasumber :
Alat yang kami gunakan merupakan alat yang dirakit sendiri. Perusahaan hanya
membeli peralatan dan perlengkapannya, kemudian para pekerja merakit. Proses
perakitan memakan waktu kurang lebih 2 bulan.
8. Berapa jumlah batu yang dihasilkan untuk setiap kali produksi?
Jawaban narasumber :
Alat maksimum menghasilkan batu pecah sebanyak 10 kubik untuk setiap 15 menit
produksi.
9. Bagaimana dengan perawatan kondisi peralatan?
Jawaban narasumber :
Para pekerja rutin melakukan pengecekan terhadap kondisi peralatan. Jika alat
mengalami gangguan atau kerusakan, pekerja sendiri yang berupaya untuk
memperbaiki. Caranya dikenal dengan istilah gommo atau gris. Selain itu, juga berupa
penge-las-an. Jika kerusakan parah, alat tidak lagi difungsikan, karena hanya akan
menambah biaya. Berupa biaya perbaikan.
Bagian –bagian Stone crusher

1. Feeder dan Hopper
Fedeer dan hopper adalah komponen dari peralatan pemecah batu yang berfungsi
mengatur aliran dan pemisah bahan – bahan serta penerima bahan baku (raw material).
Fungsi utama feeder adalah mengatur aliran bahan batuan yang masuk kedalam pemecah
batu. Beberapa tipe dari feeder antara lain :
a. Appron feeder, umumnya dipakai untuk batuan yang akan dimasukkan ke dalam
primary crusher. Feeder ini direncanakan sebagai heavy duty construction untuk
menahan beban kejut dari batuan yang ditumpahkan.
b. Reciprocating plate feeder (plat pengumpan bolak – balik), biasanya dipakai untuk
material yang diambil dari gravel pit, material ini umumnya berukuran kecil yang
kadang – kadang tidak perlu pemecahan sehingga harus dikelurkan dari material yang
besar.
c. Grizzly feeder (saringan pemisah pertama), hampir sama dengan appron feeder, hanya
diberikan penambahan untuk sekedar memilih ukuran batu yang akan dipecahkan.
Pada feeder jenis ini, butiran – butiran yang ukurannya lebih kecil dari ukuran rongga
pada rantai feeder akan berjatuhan keluar.
d. Chain feeder, pada chain feeder batu masuk karena berat sendiri melalui suatu
penyalur.
2. Jaw crusher (pemecah tipe rahang)
Jaw crusher digunakan untuk mengurangi besar butiran pada tingkat pertama,
untuk kemudian dipecah lebih lanjut oleh crusher lain. Jenis ini paling efektif
digunakan untuk batuan sedimen sampai batuan yang paling keras seperti granit atau
basalt. Jaw crusher merupakan mesin penekan (compression) dengan rasio pemecahan
6 : 1. Keuntungan yang diperoleh dari jaw crusher antara lain karena kesederhanaan
konstruksinya, ekonomis dan memerlukan tenaga yang relatif kecil. Ukuran material
yang dapat dipecah oleh crusher ini tergantung pada feed opening (bukaan) dan
kekerasan batu yang akan dipecah. Umumnya untuk material hasil peledakan, material
yang berukuran sampai dengan 90% dari feed opening (bukaan) dapat diterima. Untuk
batuan yang tidak terlalu keras disarankan berukuran 80% dari feed opening (bukaan).

3. Grizzly Bar
Grizzly bar juga dipakai pada scalping unit, konstruksinya berupa batang –
batang (bars) besi paralel yang satu sama lainnya diberi jarak antara, dipasang miring ke
arah pit sehingga batu yang ukurannya lebih besar dari jarak antara batang – batang tadi
hanya akan melewatinya, tidak masuk ke dalam crusher. Jarak antara batang– batang
besi tadi dapat diatur sesuai dengan ukuran batu (feed) yang diinginkan oleh primary
crusher.
4. Conveyor

Conveyor adalah komponen dari peralatan pemecah batu yang berfungsi untuk
memindahkan material secara langsung dalam suatu proses dari satu unit ke unit lain.
Fungsi conveyor pada peralatan pemecah batu biasanya terdiri dari unit joint conveyor
(fungsi penyambung atau perantara), discharge conveyor (mendistribusikan ke stock
pile), feed conveyor (fungsi pemasok), return conveyor (fungsi balik untuk dipecah
lagi).
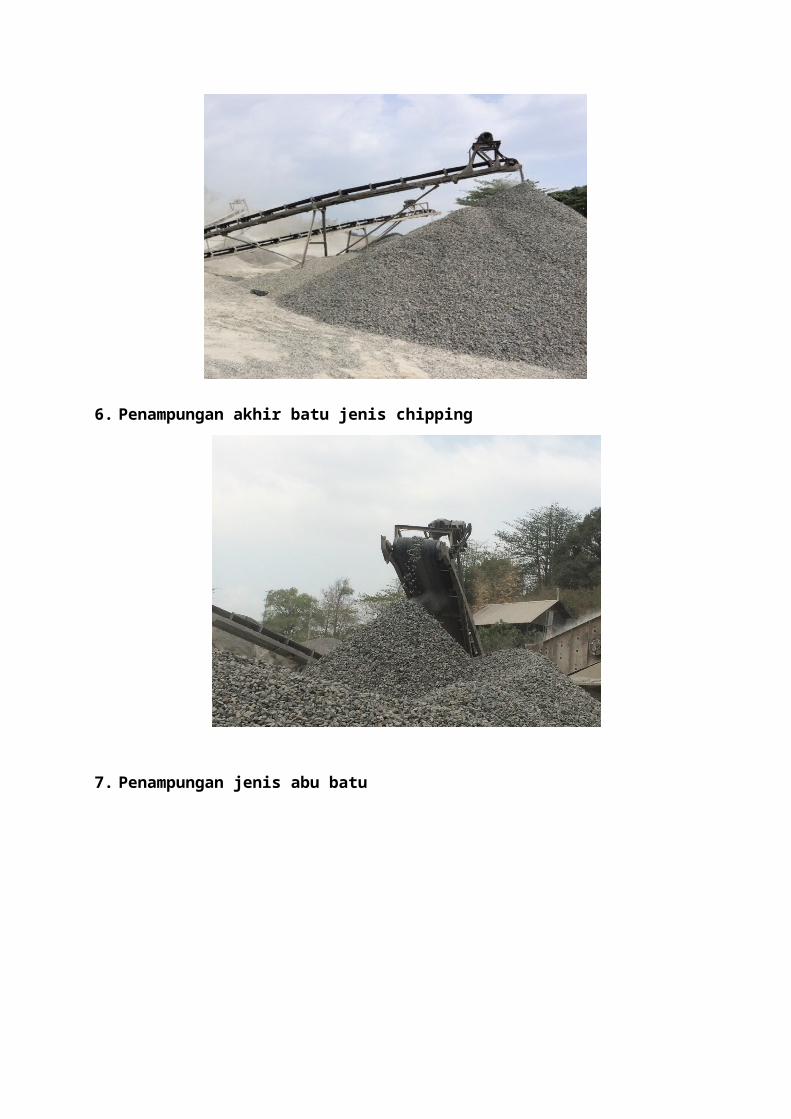
5. Penampungan batu jenis split
6. Penampungan akhir batu jenis chipping
7. Penampungan jenis abu batu


2.2 Asphlat Mixing Plant (AMP) di PT. Sinar Jaya Abadi dan
Grup
PT, Sinar Jaya Abadi dan Grup adalah perusahaan dalam negeri yang bergerak di
bidang konstruksi jalan, jembatan, dan netralisir aspal. Perusahaan ini terletak di Kelurahan
Samayya, Kecamatan Parangloe, Kabupaten Gowa. Direktur perusahaan ini bernama Bapak
Umar Jaya ST dan Komisarisnya bernama Bapak Muh. Saleh.Dalam kunjungan ini kami
disambut langsung oleh Pak Muh Saleh selaku Komisaris perusahaan dan sebagian
pekerjanya dengan ramah.
Adapun kesimpulan dari hasil pengamatan dan tanya jawab dengan narasumber yaitu
sebagai berikut :
Pengertian AMP
Asphalt mixing plant/AMP (unit produksi campuran beraspal) adalah seperangkat
peralatan mekanik dan elektronik dimana agregat dipanaskan, dikeringkan dan dicampur
dengan aspal untuk menghasilkan campuran beraspal panas yang memenuhi persyaratan
tertentu.
Proses Pembuatan Aspal pada AMP
Material yang digunakan dalam proses ini ialah abu batu, 0.5-1,1-2, dan 2-3.
Proses pencampuran campuran beraspal pada AMP dimulai dengan penimbangan
agregat, bahan pengisi (filler) bila diperlukan dan aspal sesuai komposisi yang telah
ditentukan berdasarkan Rencana Campuran Kerja (RCK) dan dicampur pada
pencampur(mixer/pugmill) dalam waktu tertentu. Pengaturan besarnya bukaan pintu bin
dingin dilakukan untuk menyesuaikan gradasi agregat dengan rencana komposisi
campuran, sehingga aliran material ke masingmasing bin pada bin panas menjadi lancar
dan berimbang.

Bagian –bagian AMP
1. Cold Bin
Bin dingin (cold bin) adalah bak tempat menampung material agregat dari tiap-
tiap fraksi mulai dari agregat halus sampai agregat kasar yang diperlukan dalam
memproduksi campuran aspal panas (hot mix) [5].Bagian pertama dari AMP adalah bin
dingin, yaitu tempat penyimpanan fraksi agregat kasar, agregat sedang, agregat halus dan
pasir. Bin dingin harus terdiri dari minimum 3 sampai 5 bak penampung (bin)[3]. Masing-
masing bin berisi agregat dengan gradasi tertentu. Agregat-agregat tersebut harus terpisah
satu sama lain, untuk menjaga keaslian gradasi dari masing masing bin sesuai dengan
rencana gradasi pada formula campuran kerja (FCK/JMF ). Untuk memisahkannya, dapat
dipasang pelat baja pemisah antar bin. Dengan demikian maka loader (alat pengangkut)
yang digunakan mengisi masing-masing bin harus mempunyai bak (bucket) yang lebih
kecil dari mulut pemisah masing-masing bin. Jika pemisah tidak ada maka pengisian
masing-masing bin tidak boleh berlebih yang dapat berakibat tercampurnya agregat.
Penyimpangan gradasi agregat di bin dingin baik itu karena tercampurnya agregat
pada masing-masing bin atau kalibrasi bukaan yang kurang tepat dapat mengakibatkan
kesulitan pengaturan gradasi di bin panas. Kemungkinan salah satu bin panas pengisian
agregat relatif lebih lama dibanding dengan bin lainnya. Akibatnya waktu produksi
menjadi lama dan selama menunggu terisinya bin tersebut, terjadi pelimpahan material
(overflow) pada bin panas lainnya.
2
1

2. Pintu pengeluaran agregat pada bin dingin (cold feed gate)
Pintu pengeluaran agregat pada bin dingin (cold feed gate) dipasang di bagian bawah
dari bin dingin, lubang pintu ini dilengkapi dengan skala yang angkanya menunjukkan
besarnya lubang bukaan yang dapat diatur sedemikian rupa sehingga sesuai dengan
kebutuhan. Besarnya bukaan pintu pada setiap bin dingin yang telah berisi agregat dan
siap untuk digunakan dalam pencampuran, harus dikalibrasi terlebih dahulu pada setiap
kondisi dan jenis agregat yang akan digunakan. Kelancaran pasokan agregat ke bin panas
dapat terganggu jika pintu pengeluaran bin dingin tersumbat oleh batu atau lainnya. Untuk
menjaga kelancaran pasokan dari bin dingin, biasanya ada personil khusus yang
mengawasi kelancaran pasokan tersebut. Pada musim hujan, jika agregat halus tidak
dilindungi terhadap
hujan, dapat juga menyebabkan penyumbatan pintu pasokan akibat menggumpalnya
agregat halus di pintu pengeluaran/pasokan.
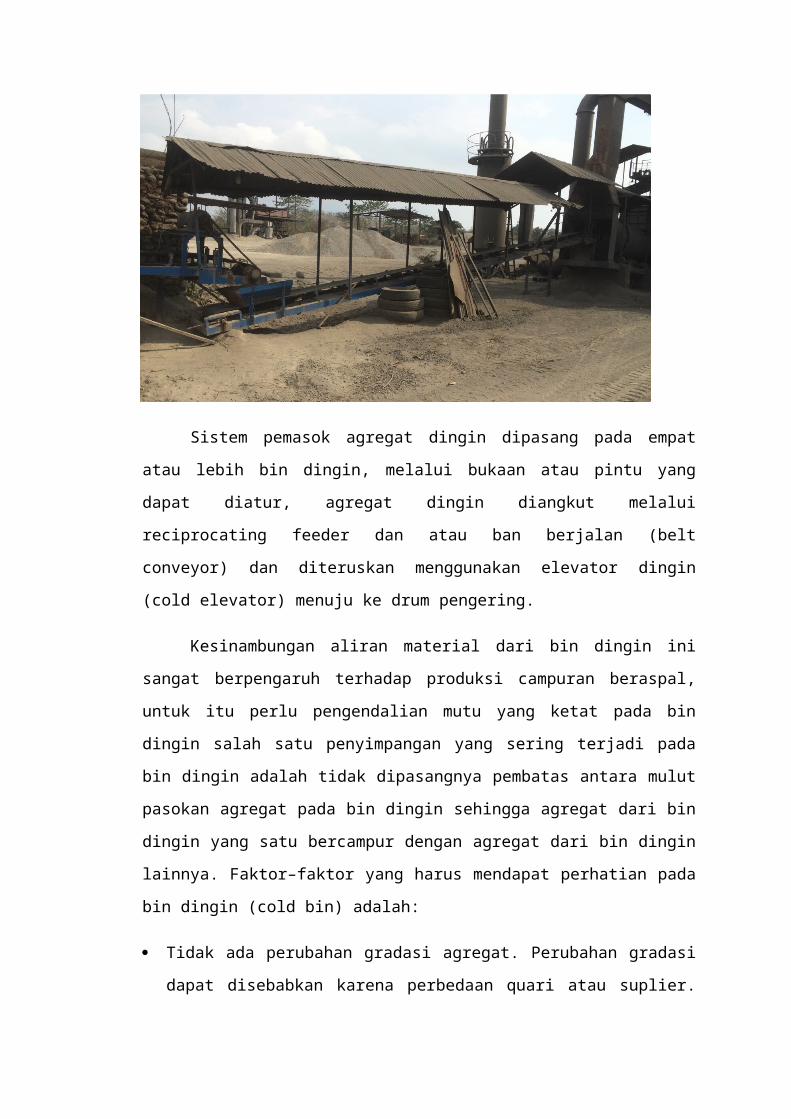
3. Sistem pemasok agregat dingin
Sistem pemasok agregat dingin dipasang pada empat atau lebih bin dingin,
melalui bukaan atau pintu yang dapat diatur, agregat dingin diangkut melalui

reciprocating feeder dan atau ban berjalan (belt conveyor) dan diteruskan
menggunakan elevator dingin (cold elevator) menuju ke drum pengering.
Kesinambungan aliran material dari bin dingin ini sangat berpengaruh
terhadap produksi campuran beraspal, untuk itu perlu pengendalian mutu yang ketat
pada bin dingin salah satu penyimpangan yang sering terjadi pada bin dingin adalah
tidak dipasangnya pembatas antara mulut pasokan agregat pada bin dingin sehingga
agregat dari bin dingin yang satu bercampur dengan agregat dari bin dingin lainnya.
Faktor–faktor yang harus mendapat perhatian pada bin dingin (cold bin) adalah:
Tidak ada perubahan gradasi agregat. Perubahan gradasi dapat disebabkan karena
perbedaan quari atau suplier. Jika terjadi perubahan gradasi agregat maka harus
dilakukan pembuatan FCK (JMF) kembali.
Agregat tidak tercampur. Pencampuran agregat antar bin yang berdekatan dapat
dicegah dengan membuat pemisah yang cukup dan pengisian tidak berlebih.
Bukaan bin dingin dikalibrasi secara periodik.
Tidak ada penghalang pada bukaan bin dingin. Bukaan bin dingin agregat halus
kadang-kadang tersumbat jika agregat halus basah, agregat terkontaminasi tanah
lempung, atau penghalang lain yang tidak umum seperti batu dan kayu.
Tidak terjadi perubahan kecepatan conveyor dan ada operator yang mengontrol
aliran agregat untuk membuang material yang tidak perlu.
4. Pengering (dryer)

Dari bin dingin agregat dibawa melalui elevator dingin dinaikkan ke dalam
pengering (dryer) untuk dipanaskan dan dikeringkan pada temperatur yang diminta.
Pengering ini berbentuk silinder dengan panjang dan diameter tertentu berdasarkan
kapasitas maksimum produksi yang direncanakan per jamnya. Pengering mempunyai
fungsi:
1. menghilangkan kandungan air pada agregat
2. memanaskan agregat sampai temperatur yang disyaratkan.
Komponen yang terdapat pada sistim pengering adalah:
Silinder berputar (pengering) yang umumnya berdiameter 91 cm sampai 305 cm dan
panjang 610 cm sampai 1219 cm.
Ketel pembakar (burner) yang berisi gas atau minyak bakar untuk menyalakan
pemanas.
Kipas (fan) sebagai bagian dari system pengumpul debu dan mempunyai fungsi utama
untuk memberikan udara atau oksigen dalam sistim pemanas.
Pada sistem pengering dipasang serangkaian baris sudu-sudu yang terbuat dari pelat
logam cekung yang dilas dalam bentuk yang bervariasi dan melekat pada permukaan di
bagian dalam silinder tersebut.Sudu-sudu ini (flight cup) digunakan digunakan untuk
mengangkat dan menjatuhkan agregat sehingga pengeringan agregat menjadi merata.
4

Bentuk pengering, kecepatan putaran, diameter , panjang, jumlah dan disain dari sudu
sudu (flight cup) mempengaruhi lamanya waktu yang diperlukan untuk proses
pengeringan di dalam sistim pengering agregat. Oleh karena itu jumlah, bentuk dan
susunan sudu-sudu harus diperhatikan untuk efisiensi pengeringan. Selanjutnya agregat
yang telah dikeringkan dialirkan menuju elevator panas (hotelevator) melalui pintu
pengeluar yang terdapat pada ujung alat pengering.
5. Pengumpul Debu
Alat pengumpul debu (dust collector) harus berfungsi sebagai alat pengontrol polusi udara
di lingkungan lokasi AMP[3]. Gas buang yang keluar dari sistim pengering ditambah
dengan dorongan kipas pengeluar (exhaust fan) akan dialirkan ke pengumpul debu. Alat
pengumpul debu yang tidak berfungsi dengan baik akan menyebabkan terjadinya polusi
udara, dan ini terlihat jelas dari adanya kotoran atau debu di pohon-pohon atau atap rumah
di sekitar lokasi AMP.
Sistem pengumpul debu jenis kering (dry cyclone dust collector), debu yang terbawa
gas buangan diputar, sehingga partikel berat ke bagian bawah dan gas yang telah bersih
keluar dari cerobong asap. Partikel berat selanjutnya dikembalikan ke bin panas (hot bin)
melalui sistim pengatur udara (air lock damper).
5

Sistim pengumpul debu jenis basah (wet scrubber dust collector), debu yang terbawa
gas buangan disemprot dengan air, sehingga partikel berat akan terjatuh ke bawah dan gas
yang telah bersih keluar dari cerobong asap. Partikel berat tersebut kemudian dialirkan ke
bak penampung (bak air). Jika pada bak air penampung terlihat jelaga yang mengambang
dengan jumlah yang cukup banyak, maka hal ini menunjukkan terjadi pembakaran yang
tidak sempurna pada pengering (dryer). Untuk mencegah hal yang tidak diinginkan maka
segera lakukan koreksi atau perbaikan pada pengering (dryer).
6. Unit Ayakan Panas (hot screening unit)
Kebanyakan AMP menggunakan unit ayakan panas (hot screening unit) jenis
mendatar dengan sistim penggetar yang umumnya terdiri dari empat susunan. Agregat
yang telah dikeringkan dan dipanaskan diangkut dengan mangkok elevator panas (hot
elevatorbucket) untuk disaring dengan susunan unit ayakan panas dan dipisahkan dalam
beberapa ukuran yang selanjutnya dikirim ke bin panas (hot bin).
Umumnya pada proses penyaringan terjadi pelimpahan agregat, misalnya yang
semestinya masuk ke bin panas I tetapi terbawa ke bin panas II. Pelimpahan ini pada
kondisi normal terjadi kurang dari 5 % dan cenderung konstan sehingga tidak terlalu
mengganggu kualitas produksi. Akan tetapi presentase tersebut dapat bertambah jika :
lubang saringan tertutup agregat, kecepatan produksi ditambah sehingga agregat yang
disaring bertambah sementara efisiensi operasi penyaringan tetap, agregat halus basah
6

sehingga pada saat pengeringan dan pemanasan agregat halus tersebut akan menggumpal
dan masuk ke hot bin yang tidak semestinya. Kemungkinan lain adalah lubang-lubang
pada saringan sudah ada yang rusak, sehingga beberapa agregat masuk ke bin panas yang
tidak semestinya.
Faktor-faktor tersebut dapat menyebabkan terjadinya penyimpangan gradasi dan kadar
aspal secara serius. Unit bagian atas dari susunan ayakan merupakan penutup dari dek dan
merupakan saringan pertama yang biasa disebut pemisah (scalping). Pada susunan unit
ayakan dengan ukuran lubang terbesar berfungsi membuang agregat yang mempunyai
diameter yang lebih besar dari ukuran agregat maksimum yang diminta (oversize) agar
tidak masuk ke bin panas (hot bin) dan membuangnya pada pintu pembuang. Unit ayakan
panas harus dibersihkan dan diperiksa setiap hari untuk menghindarkan dari kemungkinan
rusak atau robek.
7. Hot Bin
Bin panas (hot bin) dipasang pada AMP jenis takaran (batch). Pada AMP jenis
takaranumumnya akan terdapat 4 bin yang dilengkapi dengan pembatas yang rapat dan
kuatdan tidak boleh berlubang serta mempunyai tinggi yang tepat sehingga
mampumenampung agregat panas dalam berbagai ukuran fraksi yang telah dipisah-
pisahkanmelalui unit ayakan panas.Pada bagian bawah dari tiap bin panas harus dipasang
saluran pipa untuk membuangagregat yang berlebih dari tiap bin panas yang dapat
dioperasikan secara manual atauotomatis.Jika agregat halus masih menyisakan kadar air
(pengering kurang baik) setelahpemanasan, maka agregat yang sangat halus (debu) akan
menempel dan menggumpalpada dingding bin panas dan akan jatuh setelah cukup berat.
Hal tersebut dapatmenyebabkan perubahan gradasi agregat, yaitu penambahan material
yang lolossaringan No. 200.
8. Timbangan Agregat
Timbangan untuk agregat ditempatkan langsung di bawah bin panas (hot bin). Hasil
penimbangan dari agregat langsung ditransmisikan oleh mekanisme timbangan pada skala
penunjuk tanpa pegas, sehingga berat agregat tiap bin serta jumlah tiap takaran dapat
dibaca.
Pada bagian ini operator AMP sangat berperan. Jika keseimbangan waktu pencapaian
berat bin panas sulit tercapai, maka operator harus melakukan pengecekan aliran material
mulai dari bin dingin. Akan tetapi jika ketidak seimbangan waktu tersebut dipaksakan
terus berjalan, maka dapat dipastikan akan terjadi penyimpangan gradasi sebagai akibat
8
9 10

proporsi masing-masing hot bin tidak sesuai. Temperatur agregat juga akan berfluktuasi
akibat dari kuantitas aliran agregat pada pengering (dryer) yang tidak stabil.
Urutan penimbangan tiap bin panas harus diamati secara teliti dan sebaiknya
penimbangan fraksi agregat kasar didahulukan. Sebelum AMP dioperasikan, skala
timbangan dibersihkan, tiap bagian diperiksa dan harus dilakukan kalibrasi timbangan
secara periodik oleh instansi berwenang. AMP sebaiknya menggunakan sistem kontrol
yang otomatis untuk memperoleh komposisi campuran yang sesuai. Faktor-faktor penting
pada unit timbangan agregat yang perlu mendapat perhatian antara lain sebagai berikut :
Kalibrasi timbangan.
Weigh box tergantung bebas.
Kontrol harian terhadap kinerja operator AMP.
9. Pencampur (Mixer atau Pugmill)
Setelah aspal, agregat dan bahan pengisi (bila perlu) ditimbang sesuai dengan
komposisi yang direncanakan, bahan tersebut dimasukkan ke dalam pencampur
(mixer/pugmill). Waktu pencampuran harus sesingkat mungkin untuk mencegah oksidasi
yang berlebih namun harus diperoleh penyelimutan yang seragam pada semua butir
agregat. Pencampur terdiri dari ruang (chamber) dan poros kembar (twin shaft) yang
dilengkapi dengan dengan kayuh atau pedal (paddle). Untuk menghasilkan pengadukan
yang baik, pedal harus dalam kondisi baik (tidak aus) dan posisinya sedemikian rupa
sehingga ruang bebas (clearance) antara ujung pedal dan dinding ruang pencampuran
kurang dari 1,5 kali ukuran maksimum agregat. Pengisian yang terlalu banyak akan
menyebabkan hasil pengadukan menjadi kurang sempurna,sementara pengisian terlalu
sedikit tidak efisien. Dalam pugmill terjadi dua jenis pencampuran, yaitu pencampuran
kering dan pencampuran basah (setelah ditambah aspal).
Lamanya pencampuran kering diusahakan sesingkat mungkin untuk meminimalkan
degradasi agregat, umumnya 1 atau 2 detik.Pencampuran basah juga diusahakan
seminimal mungkin untuk menghindari degradasi dan oksidasi atau penuaan (aging) dari
aspal.Apabila agregat kasar (tertahan saringan No. 8) telah terselimuti aspal maka
pencampuran basah dihentikan, karena dapat dipastikan agregat halus juga telah
terselimuti aspal.Umumnya waktu pencampuran sekitar 30 detik.
10. Timbangan Aspal (Asphalt Weight Hopper)

Setelah aspal dipanaskan dalam tangki aspal pada temperatur yang ditentukan
berdasarkan tingkat keencerannya, maka aspal panas dialirkan melalui pipa pemasok
untuk ditimbang beratnya sesuai dengan yang dibutuhkan sebelum dimasukkan ke dalam
pencampur (mixer/pugmill). Kuantitas aspal yang dialirkan ke dalam pencampur (mixer)
harus selalu diamati dan secara berkala timbangannya dikalibrasi, sehingga diperoleh
jumlah aspal yang tepat dengan toleransi sesuai dengan spesifikasi.
11. Tangki Aspal
Tangki aspal pada AMP harus cukup besar sehingga dapat menampung aspal yang
memenuhi kebutuhan aspal saat AMP dioperasikan, dan aspal yang terdapat di dalamnya
dapat dengan mudah terlihat.Pada beberapa AMP terdapat beberapa tangki aspal yang
saling berhubungan satu dengan lainnya.Tangki pertama mempunyai fungsi menampung
aspal yang baru datang dari pemasok, dan tangki lainnya mempunyai fungsi untuk
menampung aspal yang telah dipanaskan dan siap untuk ditimbang dan dimasukkan ke
dalam pencampur (mixer/pugmill). Setiap tangki harus dilengkapi dengan sebuah alat
sensor thermometric yang telah dikalibrasi sehingga temperatur aspal dari tiap tangki akan
terkontrol.
Aspal harus cukup cair untuk dapat dialirkan dengan baik, oleh karena itu diperlukan
penangas aspal. Terdapat beberapa jenis penangas aspal di dalam tangki, antara lain
dengan sistim sirkulasi uap panas atau sirkulasi oli panas di dalam tangki aspal atau dapat

juga dengan sistim elektrik. Pada sirkulasi aspal terdapat dua jenis pipa, yaitu pipa
pemasok yang
berfungsi mengalirkan aspal panas untuk ditimbang dan pipa pengembali yang berfungsi
mengalirkan aspal kembali ke dalam tangki.Tangki aspal, pipa pemasok, pipa
pengembali, dan timbangan aspal harus mempunyai pelindung panas sehingga dapat
menjamin temperatur aspal sesuai dengan yang ditentukan.Pada sirkulasi aspal pipa
pengembali harus terletak di bawah pipa pemasok aspal.Untuk mencegah terjadinya
kekosongan dalam pipa pengembali aspal, perlu dipasang dua atau tiga buah lubang pada
pipa pengembali di atas ambang atas tertinggi aspal dalam tangki.
12. Ruang Pengendali Pengontrol Atau Ruang Pengontrol (Control Room)
Seluruh kegiatan operasi unit peralatan pencampur aspal panas (AMP) dikendalikan
dari ruang pengontrol atau control room ini. Ada 3 cara pengendalian operasi yang
dikenal; yaitu cara manual, cara semi otomatis dan cara otomatis.
Pada pengendalian operasi cara manual, pengaturan/pengoperasian komponen atau
bagian-bagian peralatan pencampur aspal panas (AMP) dilakukan dengan mengatur
sakelar atau tombol mengunakan tangan. Yaitu pengaturan pemasokan agregat, aspal,
pembakaran pada burner, penimbangan, pencampuran serta pengeluaran campuran dari
pencampur atau pugmill.
Pengendalian secara semi otomatis, beberapa pengaturan pembukaan dan
penimbangan masih dikontrol secara manual, termasuk bukaan pintu pengeluaran
pugmill. Pengendalian operasi secara otomatis, maka semua operasinya sudah diatur
secara otomatis dengan sistem komputerisasi, termasuk kontrol apabila ada
kesalahankesalahan atau ketidakcocokan dan ketidaklancaran operasi dari satu atau
beberapa bagian kegiatan/ operasi, misalnya temperatur agregat panas rendah maka
terkontrol pada burnernya, misalnya ditingkatkan pemanasannya. Pada pengendalian
operasi secara otomatis harus lebih teliti pengamatan alat-alat ukurnya serta hubungan-
hubungan sirkuit dari peralatan pencampur aspal panas (AMP) ke ruang pengendalian,
karena besaran-besaran yang sudah diprogram bisa saja bersalahan akibat sirkuit yang
terganggu, sehingga kemungkinan produk akhir berada di luar spesifikasi yang sudah
dirancang atau diformulasikan sebelumnya.

READY MIX CONCRETE
Ready Mix adalah istilah beton yang sudah siap untuk digunakan tanpa perlu lagi
pengolahan dilapangan. Metoda konvensional biasa kita sebut dengan site mix, yang proses
pencampurannya dilakukan di lapangan. Penggunaan ready mix, dapat mempercepat
pekerjaan menghemat waktu dengan kualitas beton yang tetap terjaga.
Tipe – tipe beton disesuaikan dengan pengunaannya, beberapa jenis beton dan
penggunaannya, yaitu :
1. Beton K – 125 (B-0) digunakan untuk lantai dasar kerja
2. Beton K – 225 dan K – 250 digunakan untuk plat rumah berlantai dua atau ruko
3. Beton K – 300 digunakan untuk dasar jalan raya agar tidak cepat rusak
Kualitas ready mix yang sering digunakan untuk rumah tinggal pada umumnya adalah
mutu K-225. Proses persiapan untuk ready mix haruslah sudah tuntas sebelum waktu
pengecoran dilakukan. Dengan fungsional yang berbeda – beda, maka harganya pun
disesuaikan dengan komposisinya. Sebelum harga bahan bakar naik, harga harga beton pun
berkisar antara Rp.570.000 sampai Rp.710.000 perkubik.
Melihat proses dan aktifitas di pabrik beton ini, kelompok kami makin penasaran untuk
oprasional dan kegiatan mereka sehari hari. Menurut salah satu pekerja yang sempat kami
tanyai, setiap hari truck molen ini bisa mengangkut empat sampai lima kali permobil, wilayah
yang dituju pun berbeda beda, namun masih tetap di kota Makassar tentunya. Jarak tempuh
antara batching plant dan lokasi proyek tidak boleh terlalu jauh karena akan mengurangi
tingkat slump yang sudah ditentukan. Pada lokasi proyek, mobil pompa sudah harus siap
untuk memindahkan Ready Mix dari molen ke area pengecoran.
Penyusun Beton
Beton merupakan campuran antara bahan agregat halus dan kasar dengan pasta semen
(kadang-kadang juga ditambah admixture), campuran tersebut apabila dituangkan ke dalam
cetakan kemudian didiamkan akan menjadi keras seperti batuan. Proses pengerasan terjadi
karena adanya reaksi kimiawi antara air dengan semen yang berlangsung terus dari
waktu ke waktu, hal ini menyebabkan kekerasan beton terus bertambah sejalan dengan waktu.
Beton juga dapat dipandang sebagai batuan buatan dimana adanya rongga pada partikel yang

besar (agregat kasar) diisi oleh agregat halus dan rongga yang ada diantara agregat halus akan
diisi oleh pasta (campuran ait dan semen) yang juga berfungsi sebagai bahan perekat sehingga
bahan penyusun dapat menyatu menjadi massa yang padat.
1. Semen
Semen Portland adalah semen hidrolis yang dihasilkan dengan cara menghaluskan
klinker yang terutama terdiri dari silikatsilikat kalsium yang bersifat hidrolis dengan gips
sebagai bahan tambahan (Kardiyono Tjokrodimulyo, 1996:5). Selain itu semen juga dapat
didefinisikan yaitu bahan pengikat hidrolis berupa bubuk halus yang dihasilkan dengan cara
menghaluskan klinker (bahan ini terutama terdiri dari silikat kalsium yang bersifat hidrolis),
dengan batu gips sebagai bahan tambahan (Wuryati S dan Candra Rahmadiyanto, 2001:1).
Dengan demikian semen dapat diartikan sebagai suatu bahan pengikat hidrolis yang berasal
dari klinker yang dihaluskan, mengandung silikat kalsium yang bersifat yang bersifat hidrolis
dengan bahan tambah berupa gips. Sesuai dengan tujuan pemakaiannya, semen portland di
Indonesia menurut SII-0013-81 dalam Kardiyono Tjokrodimulyo (1996) dibagi menjadi 5
jenis, yaitu :
a. Jenis I
Semen portland jenis umum (normal portland cement) yaitu jenis semen Portland
yang penggunaan dalam konstruksi beton secara umum yang tidak memerlukan sifat-sifat
khusus.
b. Jenis II
Semen jenis umum dengan perubahanperubahan (modified Portland cement).
Semen ini mempunyai panas hidrasi lebih rendah dan keluarnya panas lebih lambat dari
pada semen jenis I. Digunakan pada bangunan drainase dengan sulfat agak tinggi, dinding
penahan tanah tebal.
c. Jenis III
Semen Portland dengan kekuatan awal tinggi (high early strenght portland
cement). Jenis ini memperoleh kekuatan besar dalam waktu singkat, sehingga dapat
digunakanuntuk perbaikan bangunan beton yang perlu segera digunakan.
d. Jenis IV
Semen Portland dengan panas hidrasi yang rendah (low heat Portland cement).
Jenis ini merupakan jenis khusus untuk penggunaan yang memerlukan panas hidrasi
serendah-rendahnya. Kekuatannya tumbuh lambat. Jenis ini digunakan untuk bangunan
beton massa seperti bendungan bendungan gravitasi tinggi.
e. Jenis V

Jenis semen tahan sulfat (sulfat resisting Portland cement). Jenis ini merupakan
jenis khusus yang maksudnya hanya untuk penggunaan bangunan yang terkena sulfat,
seperti di tanah/air yang kadar alkalinya tinggi.
2. Air
Berdasarkan Kardiyono Tjokrodimulyo (1996) air merupakan bahan dasar pembuat
beton yang penting namun harganya paling murah. Air diperlukan untuk bereaksi dengan
semen, serta untuk bahan pelumas antara butir-butir agregat agar dapat mudah dikerjakan dan
dipadatkan. Untuk bereaksi dengan semen, air yang diperlukan hanya 25% berat semen saja,
namun kenyataannya nilai faktor air semen yang dipakai sulit kurang dari 0,35. Kadar air
dalam beton tidak boleh terlalu banyak karena mangakibatkan kekuatan beton akan rendah
serta betonnya porous ( berlubang-lubang). Dalam RKS air yang digunakan pada campuran
beton harus memenuhi kriteria sebagai berikut :
a. Harus bersih tidak mengandung lumpur, minyak dan benda terapung lainnya yang dapat
dilihat secara visual.
b. Tidak mengandung bendabenda yang tersuspensi lebih dari 2 gram/liter.
c. Tidak mengandung garamgaram yang dapat larut dan dapat merusak beton (asam-asam,
zat organik, dan sebagainya) lebih dari 15 gram/liter. Kandungan Clorida (Cl) tidak lebih
dari 500 ppm dan senyawa sulfat (SO3)tidak lebih dari 100 ppm.
3. Agregat
Agregat dapat didefinisikan yaitu butiran mineral yang berfungsi sebagai bahan
pengisi dalam campuran mortar (aduk) dan beton. Agregat aduk dan beton dapat juga
didefinisikan sebagai bahan yang dipakai sebagai pengisi atau pengkurus, dipakai bersama
dengan bahan perekat, dan bahan membentuk suatu massa yang keras, padat bersatu yang
disebut adukan beton (Wuryati S. Dan Candra Rahmadiyanto, 2001:11). Selain itu
berdasarkan Kardiyono Tjokrodimulyo (1996:13) agregat adalah butiran mineral alami yang
berfungsi sebagai bahan pengisi dalam campuran mortar atau beton. Agregat ini kira-kira
menempati sebanyak 70% volume mortar atau beton. Walaupun namanya hanya sebagai
bahan pengisi, akan tetapi agregat sangat berpengaruh terhadap sifat-sifat mortar/betonnya,
sehingga pemilihan agregat merupakan suatu bagian penting dalam pembuatan mortar/beton.

4. Bahan tambah
Bahan tambah ialah bahan selain unsur pokok (air, semen, dan agregat) yang
ditambahkan pada adukan beton, sebelum, segera, atau selama pengadukan beton. Tujuannya
ialah untuk mengubah satu atau lebih sifat-sifat beton sewaktu masih dalam keadaan segar
atau setelah mengeras. Bahan kimia tambahan (chemical admixture) adalah bahan kimia
(berupa bubuk atau cairan) yang dicampurkan pada adukan beton selama pengadukan dalam
jumlah tertentu untuk mengubah beberapa sifatnya (Kardiyono Tjokrodimulyo, 1996:47).
Berdasarkan Kardiyono Tjokrodimulyo (1996) bahan kimia tambahan dapat dibedakan
menjadi 5 jenis yaitu :
a. Bahan kimia tambahan untuk mengurangi jumlah air yang dipakai. Dengan demikian bahan
ini diperoleh adukan dengan faktor air semen lebih rendah pada nilai kekentalan adukan yang
sama, atau diperoleh kekentalan adukan lebih encer pada faktor air semen sama.
Penjelasan :
1) Dengan memakai bahan kimia tambahan ini, kekentalan adukan dapat dibuat sama,
dengan f.a.s lebih rendah, sehingga kuat tekan beton lebih tinggi.
2) Dengan memakai bahan kimia tambahan ini, nilai f.a.s dibuat sama, berarti kuat
tekannya sama, namun kekentalan adukan beton lebih encer.
b. Bahan kimia tambahan untuk memperlambat proses ikatan beton.
c. Bahan kimia tambahan untuk mempercepat proses ikatan dan pengerasan beton.
d. Bahan kimia tambahan berfungsi ganda, yaitu untuk mengurangi air dan memperlambat
proses pengikatan.
e. Bahan kimia tambahan berfungsi ganda, yaitu untuk mengurangi air dan mempercepat
proses pengikatan dan pengerasan beton.
2.3 Kualitas, Pencampuran, dan Pengecoran Beton
Berdasarkan SNI 03-1726-2002 kualitas, pencampuran, dan pengecoran beton adalah sebagai
berikut :
1. Umum
a. Beton harus dirancang sedemikian hingga menghasikan kuat tekan rata-rata. Frekuensi nilai
kuat tekan rata-rata yang jatuh di bawah nilai fc’ haruslah sekecil mungkin. Selain itu, nilai
fc’ yang digunakan pada bangunan yang direncanakan sesuai dengan aturan-aturan dalam
tata cara ini, tidak boleh kurang daripada 17,5 Mpa.
b. Ketentuan untuk nilai fc’ harus didasarkan pada uji silinder yang dibuat dan diuji.

c. Kecuali ditentukan lain, maka penentuan nilai fc’ harus didasarkan pada pengujian beton
yang telah berumur 28 hari. Bila umur beton yang digunakan untuk pengujian bukan 28
hari, maka pengujian tersebut harus sesuai dengan yang ditentukan pada gambar rencana
atau spesifikasi teknis.
2. Kualitas Beton
a. Deviasi standar ditetapkan berdasarkan tingkat mutu pengendalian pelaksanaan
pencampuran betonnya. Makin baik mutu pelaksanaan makin kecil nilai deviasi
standarnya (Kardiyono Tjokrodimulyo, 1996:71). Nilai deviasi standar dapat diperoleh
jika fasilitas produksi beton mempunyai catatan hasil uji. Data hasil uji yang akan
dijadikan sebagai data acuan untuk perhitungan deviasi standar sebagai berikut :
1. Mewakili jenis material, prosedur pengendalian mutu dan kondisi yang serupa dengan
yang diharapkan, dan perubahanperubahan pada material maupun proporsi campuran
yang dimiliki datapengujian tidak perlu ketat dari yang digunakan pada pekerjaan
yang akan dilakukan.
2. Mewakili beton yang diperlukan untuk memenuhi kekuatan yang disyaratkan atau kuat
tekan fc’ pada kisaran 7 Mpa dari yang ditentukan untuk pekerjaan yang akan
dilakukan.
3. Terdiri dari sekurang-kurangnya 30 contoh pengujian berurutan atau dua kelompok
pengujian berurutan yang jumlahnya sekurang-kurangnya 30 contoh pengujian.
b. Kuat tekan beton
Kuat tekan beton adalah besarnya beban persatuan luas yang menyebabkan
benda uji beton hancur bila dibebani dengan gaya tekan tertentu, yang dihasilkan oleh
mesin tekan (SNI-03-1974-1990).
3. Evaluasi dan Penerimaan beton
a. Teknisi pengujian lapangan yang memenuhi kualifikasi harus melakukan pengujian beton
segar di lokasi konstruksi, menyiapkan contoh-contoh uji silinder yang diperlukan untuk
mencatat suhu beton segar pada saat menyiapkan contoh uji untuk pengujian kuat tekan.
Teknisi laboratorium yang mempunyai kualifikasi harus melakukan semua pengujian
laboratorium yang disyaratkan.
b. Frekuensi Pengujian
1) Pengujian kekuatan masingmasing mutu beton yang dicor setiap harinya haruslah dari
satu contoh perhari, atau tidak kurang dari satu contoh uji untuk setiap 120 m3 beton, atau
tidak kurang dari satu contoh uji untuk setiap 500 m3 luasan permukaan lantai atau
dinding.

2) Pada suatu pengerjaan pengecoran, jika volume total adalah sedemikian hingga frekuensi
pengujian hanya akan menghasilkan jumlah uji kekuatan beton kurang dari 5 kali untuk
suatu mutu beton, maka contoh uji harus diambil dari paling sedikit 5 adukan yang dipilih
secara acak atau dari masing-masing adukan bilamana jumlah adukan yang digunakan
adalah kurang dari lima.
3) Jika volume total dari suatu mutu beton yang digunakan kurang dari 40 m3, maka
pengujian kuat tekan tidak perlu dilakukan bila bukti terpenuhinya kuat tekan diserahkan
dan disetujui oleh pengawas lapangan.
4) Suatu uji kuat tekan harus merupakan nilai kuat tekan rata-rata dari dua contoh uji silinder
yang berasal dari adukan beton yang sama dan diuji pada umur beton 28 hari atau pada
umur uji yang ditetapkan untuk penentuan fc’.
c. Benda uji yang dirawat dilaboratorium
1) Contoh untuk uji kuat tekan harus diambil menurut SNI 03-2458-1991 tentang Metode
Pengujian Pengambilan Contoh Untuk Campuran Beton Segar.
2) Benda uji silinder yang digunakan untuk uji kuat tekan harus dibentuk dan dirawat di
laboratorium menurut SNI 03-4810-1998 tentang Metode Pembuatan dan Perawatan
Benda. Uji di Lapangan dan diuji menurut SNI 03-1974-1990 tentang Pengujian Kuat
Tekan Beton.
3) Kuat tekan suatu mutu beton dapat dikategorikan memenuhi syarat jika dua hal berikut
terpenuhi :
a) Setiap nilai rata-rata dari tiga uji kuat tekan yang berurutan mempunyai nilai yang sama
atau lebih besar dari fc’.
b) Tidak ada nilai uji kuat tekan yang dihitung sabagai nilai rata-rata dari dua hasil uji
contohsilinder mempunyai nilai di bawah fc’ melebihi dari 3,5 Mpa.
4. Pencampuran
Proses mixing
Proses mixing adalah proses mencampur material-material pembentuk beton, sehingga
menghasilkan campuran beton yang unifirm dengan material-material tersebut yang
terdistribusi secara merata, agar campuran beton yang dihasilkan tidak mangalami
segregasi.
Apabila proses mixing berjalan dengan sempurna, maka urutan memasukkan material
yang bagaimanapun akan mengahasilkan adukan yang merata. Namun dalam praktek,
awaktu yang diperlukan dalam proses mixing juga terbatas, sehingga urutan juga perlu
diprhatikan. Ide proses mixing adalah sandwich, dengan pengertian bahwa material yang

mahal, yaitu semen, dibungkus dengan agregat agar terjamin merata. Pada umumnya
urutan material-material pembentuk beton yang dimasukkan ke dalam mixer adalah sedikit
air, kemudian agreget kasar, disusul semen, lalu agregat halus, dan yang terakhir adalah
sisa air yang ditambahkan setelah semua material masuk. Tujuannya agar pada waktu
hopper dijungkirkan untuk mengeluarkan isinya, maka bahan yang pertama masuk akan
keluar terakhir. Karenanya lebih baik jika agregat kasar dapat mendorong agregat halus
dan semen yang keluar di depannya. Yang perlu diperhatikan adalah bahwa penambaahan
air pada mixer tidak boleh langsung dilakukan pada awal proses mixing.
Adapun langkah-langkah dalam proses pencampuran adalah sebagai berikut :
1 Semua bahan beton harus diaduk secara seksama dan harus dituangkan seluruhnya
sebelum pencampur diisi kembali.
2 Beton siap pakai harus dicampur dan diantarkan sesuai persyaratan SNI 03-4433-
1997 tentang Spesifikasi Beton Siap Pakai.
3 Adukan beton yang dicampur di lapangan harus dibuat sebagai berikut :
4 Proses kerja Concrete Mixer Truck
5. Pengantaran
a. Beton harus diantarkan dari tempat pancampuran ke lokasi pengecoran dengan cara-
cara yang dapat mencegah terjadinya pemisahan atau hilangnya bahan.
b. Peralatan pengantar harus mampu mengantarkan beton ke tempat pengecoran tanpa
pemisahan bahan dan tanpa sela yang dapat mengakibatkan hilangnya plastisitas
campuran.
6. Pengecoran
a. Beton harus dicor sedekat mungkin pada posisi akhirnya untuk menghindari
terjadinya segregasi akibat penanganan kembali atau pengaliran.
b. Pengecoran beton harus dilakukan dengan kecepatan sedemikian hingga beton selama
pengecoran tersebut tetap dalam keadaan kental dan dengan mudah mengisi ruang
diantara tulangan.
c. Beton yang telah mengeras sebagian atau terkontaminasi oleh bahan lain tidak boleh
digunakan untuk pengecoran.
d. Beton yang ditambah air lagi atau beton yang telah dicampur ulang setelah pengikatan
awal tidak boleh digunakan, kecuali bila disetujui oleh pengawas lapangan.
e. Setelah dimulainya pengecoran, maka pengecoran tersebut harus dilakukan secara
menerus hingga memenuhi panel atau penampang pada batas, atau sambungan yang
didekatkan hingga selesai sebagaimana yang diizinkan.
f. Permukaan atas cetakan vertikal secara umum harus datar.
g. Semua beton harus dipadatkan secara menyeluruh dengan menggunakan cara yang
sesuai selama pengecoran dan harus diupayakan mengisi sekeliling tulangan dan
seluruh celah dan masuk kesemua sudut cetakan.
7. Perawatan Beton
Beton (selain beton kuat awal tinggi) harus dirawat pada suhu di atas 100 celcius
dan dalam kondisi lembab untuk sekurang-kurangnya selama 7 hari setelah pengecoran.
Selama cuaca panas, perhatian harus lebih diberikan pada bahan dasar, cara produksi,
penanganan, pengecoran, perlindungan, dan perawatan untuk mencegah terjadinya
temperatur beton atau penguapan air yang berlebihan yang dapat memberi pengaruh
negatif pada kuat perlu beton atau kemampuan layan komponen atau struktur.
Pengendalian merupakan suatu kegiatan untuk menjamin penyesuaian antara rencana yang
telah disusun dengan hasil pekerjaan di lapangan. Pengendalian mutu dalam suatu proyek
konstruksi merupakan hal yang sangat penting dilakukan, terutama pengendalian mutu
pekerjaan struktur beton yangdiproduksi di lapangan bervariasi dari adukan ke adukan.
Besar variasi itu tergantung dari berbagai faktor, antara lain :
1 Variasi mutu bahan (agregat) dari satu adukan ke adukan lainnya.
2 Variasi cara pengadukan.
3 tabilitas pekerja.
Atas adanya variasi kekuatan beton itu maka diperlukan pengawasan terhadap mutu
(Quality Control) agar diperoleh kuat tekan beton yang hampir seragam dengan
memenuhi kuat tekan beton yang dipersyaratkan dalam RKS.
Bagian –bagian dari batching plant
1. Silo semen
Cement silo, berfungsi untuk tempat penyimpanan semen dan menjaga agar semen
tetap baik.
2. Belt Conveyor
Belt conveyor, berfungsi untuk menarik bahan/material (agregat kasar dan agregat halus)
ke atas dari bin ke storage bin.
3. Bin, berfungsi sebagai tempat pengumpulan bahan/material (agregat kasar dan agregat
halus) yang berasal dari penumpukan bahan di base camp dengan bantuan wheel
loaderuntuk di tarik ke atas (storage bin)
4. Storage bin, digunakan untuk pemisah fraksi agregat. Storage bin dibagi menjadi 4 (empat) fraksi, yaitu: agregat butir kasar (split), butir menengah (screening), butir halus
(pasir), dan fly ash.5. Timbangan pada alat batching plant dibagi menjadi 3 (dua) macam, yaitu: timbangan
untuk agregat, timbangan untuk semen, dan timbangan untuk air.6. Dosage pump, digunakan untuk penambahan bahan admixture seperti retarder.
7. Tempat penampungan air yang berfungsi sebagai supply kebutuhan air pada ready mix

8. Mixer truck
Concrete mixer truck adalah suatu kendaraan truk khusus yang dilengkapi
dengan concrete mixer yang fungsinya mengaduk/mencampur campuran beton ready mix,
sama dengan alat molen. Concrete mixer truck digunakan untuk mengangkut adukan
beton ready mix dari tempat pencampuran beton ke lokasi proyek. Selama
pengangkutan, mixer terus berputar dengan kecepatan 8-12 putaran per menit agar beton
tetap homogen dan beton tidak mengeras. Prinsip kerja concrete mixer truck ini secara
sederhana adalah sebagai berikut.
Dalam drum terdapat bilah-bilah baja, ketika dalam perjalanan menuju lokasi proyek,
drum ini berputar perlahan-lahan berlawanan putaran jarum jam sehingga adukan
mengarah ke dalam. Perputaran di dalam bertujuan agar tidak terjadi pergeseran ataupun
pemisahan agregat sehingga adukan tetap homogen. Dengan demikian, mutu beton akan
selalu terjaga sesuai dengan kebutuhan rencana.
Ketika sampai di lokasi proyek dan pengecoran berlangsung, arah putaran drum
dibalikkan searah putaran jarum jam dan percepatan putaran diperbesar sehingga adukan
beton keluar. Proses pengiriman beton ready mix diatur dengan memperhatikan jarak,
kondisi lalu lintas, cuaca, dan suhu, karena hal-hal tersebut dapat mempengaruhi waktu
dalam pelaksanaan pekerjaan pengecoran. Pada proyek ini pengadaan concrete
mixer truck menjadi tanggung jawab penyedia ready mix.

1) Pencampuran harus dilakukan di dalam pencampur yang telah disetujui.
2) Mesin pencampur harus diputar dengan kecepatan yang disarankan oleh pabrik
pembuat.
3) Pencampuran harus dilakukan secara terus menerus selama sekurang-kurangnya 11/2
menit setelah semua bahan berada dalam wadah pencampur, kecuali bila dapat
diperlihatkan bahwa waktu yang lebih singkat dapat memenuhi persyaratan melalui uji
keseragaman campuran SNI 03-4433-1997 tentang Spesifikasi Beton Siap Pakai.
4) Pengolahan, penakaran, dan pencampuran bahan harus memenuhi aturan yang berlaku
sesuai dengan SNI 03-4433-1997 tentang Spesifikasi Beton Siap Pakai.
Catatan rinci harus disimpan sebagai data yang meliputi :
a) Jumlah adukan yang dihasilkan,
b) Proporsi bahan yang digunakan,
c) Perkiraan lokasi yang akan dicor pada struktur,
d) Tanggal dan waktu pencampuran dan pengecoran. Pekerjaan pencampuran beton
pada proyek dilakukan oleh suatu perseroan yang bergerak dibidang beton ready mix atau
beton siap pakai. Pada proyek Pembangunan

STONE CRUSHER


AMP (ASPHALT MIXING PLANE)


READY MIX





























