Embed Size (px)
Citation preview

Katedra konstruování strojů Fakulta strojní
KONTROLNÍ PŘÍPRAVKY
doc. Ing. Martin Hynek, PhD. a kolektiv
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
verze - 1.0
K 3 POHLEDOVÉ
KONTROLNÍ PŘÍPRAVKY
ÚVODNÍ INFORMACE
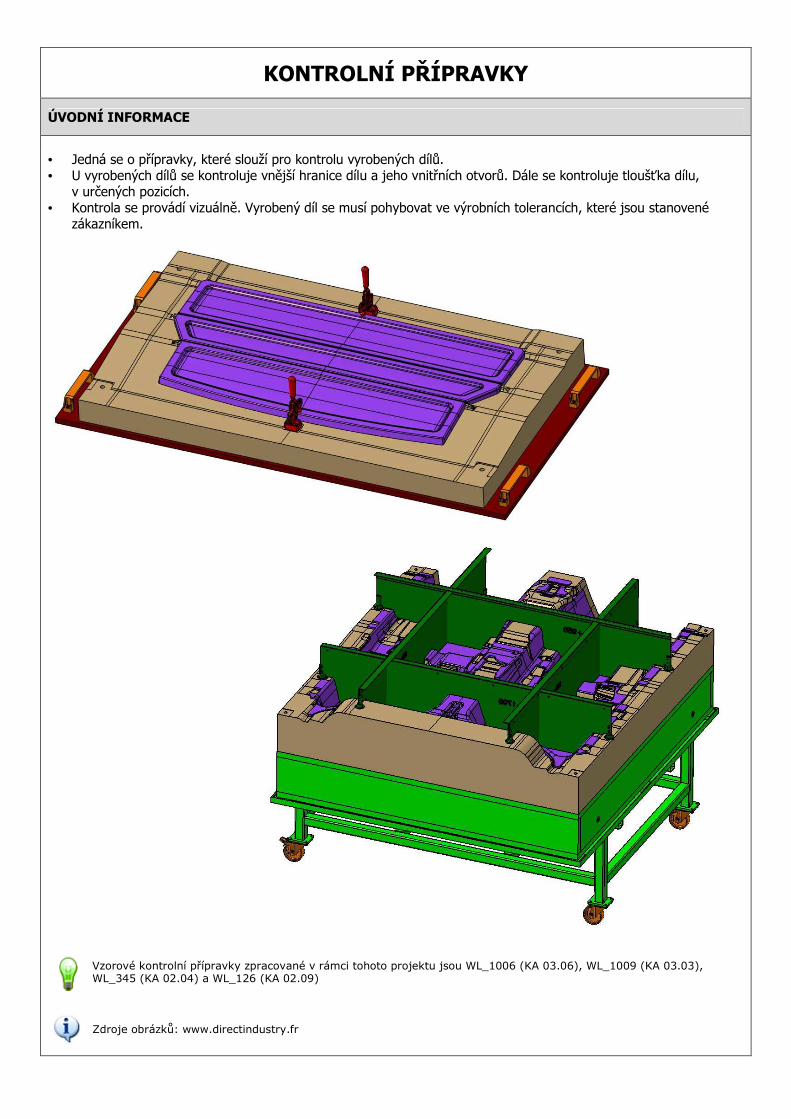
• Jedná se o přípravky, které slouží pro kontrolu vyrobených dílů. • U vyrobených dílů se kontroluje vnější hranice dílu a jeho vnitřních otvorů. Dále se kontroluje tloušťka dílu,
v určených pozicích. • Kontrola se provádí vizuálně. Vyrobený díl se musí pohybovat ve výrobních tolerancích, které jsou stanovené
zákazníkem.
Vzorové kontrolní přípravky zpracované v rámci tohoto projektu jsou WL_1006 (KA 03.06), WL_1009 (KA 03.03), WL_345 (KA 02.04) a WL_126 (KA 02.09)
Zdroje obrázků: www.directindustry.fr

TRANSPORT KONTROLNÍCH PŘÍPRAVKŮ
• Jsou čtyři způsoby přepravy: 1. Pomocí madel 2. Pomocí koleček 3. Vysoko zdvižným vozíkem
4. Jeřábem
• Vysokozdvyžný vozík používáme z důvodu přepravy na delší vzdálenosti, popřípadně uslkadnění do regálu. Kolečka slouží pro transport na kratší vzdálenost.
Kapsa pro ližiny vysokozdvižného vozíku
Madlo pro ruční transport

SOUČÁSTI KONTROLNÍCH PŘÍPRAVKŮ
• Přípravek je složen z bloku, podkladové desky nebo rámu, transportních a kontrolních prvků. Blok • je vyráběn z umělého dřeva (obchodní název NECURON). Dodává se v deskách o rozměrech 1500x500mm. • Tloušťka desek je 50,75,100 a 150 mm. • Rozměry konkrétních desek jsou závislé na vyráběném dílu. Jednotlivé desky mají min. převazbu 50mm. • Při vytváření bloku je nutné dbát na převazbu desek v jednotlivých vrstvách. Desky se spojují lepením. Lepidlo
dodává výrobce desek • Při dimenzování slepence je třeba uvažovat i s nepřesností vzniklou lepením, o tuto nepřesnost je třeba zvýšit
přídavek slepence vůči tvarovým plochám. • Přídavek na obrábění je min. 5mm, přídavek na lepení je min. 5mm.
Blok
Rám
Transportní prvek

• Blok se poté opracuje frézováním (azurová barva). • Takto opracovaný blok se ustaví na rám, nebo podkladovou desku.
• Rámy jsou ocelové svařované konstrukce z normalizovaných profilů, s transportními kolečky. V některých případech bývá blok usazen na rámech z překližky. A to z důvodu odejmutí bloku a překližky z kovového rámu, který je možné použít pro jiné kontrolní přípravky.
• Pro přemístění pomocí jeřábu a transportních prvků (nejsou zobrazeny) je rám překližky opatřen přírubou.
Rám z překližky
Ocelový rám
Podkladová deska

KONTROLNÍ DESKY
• Některé kontrolní přípravky bývají opatřeny kontrolními deskami. Tímto způsobem se kontroluje tloušťka vyrobených dílu. Desky mají předepsanou vzdálenost od hlavního souřadného systému automobilu (dále jen HSSA). Desky jsou umístěny ve směru osy X a Y. Při kontrole se do přípravku vkládá pouze jeden pár desek v kontrolovaném směru.
• Kontrolní deska je složena z držáku, těla desky, kolíku a vložky.
Držák • Profil L 30x30x3 • Délka je závislá na délce těla šablony. Držák se natře krycí
barvou, která ho chrání před korozí.
Tělo desky • Polotovar plech z tloušťky 3mm • Výška a délka se řídí dle tvaru kontrolovaného dílu a
možnosti uchycení kolíku.
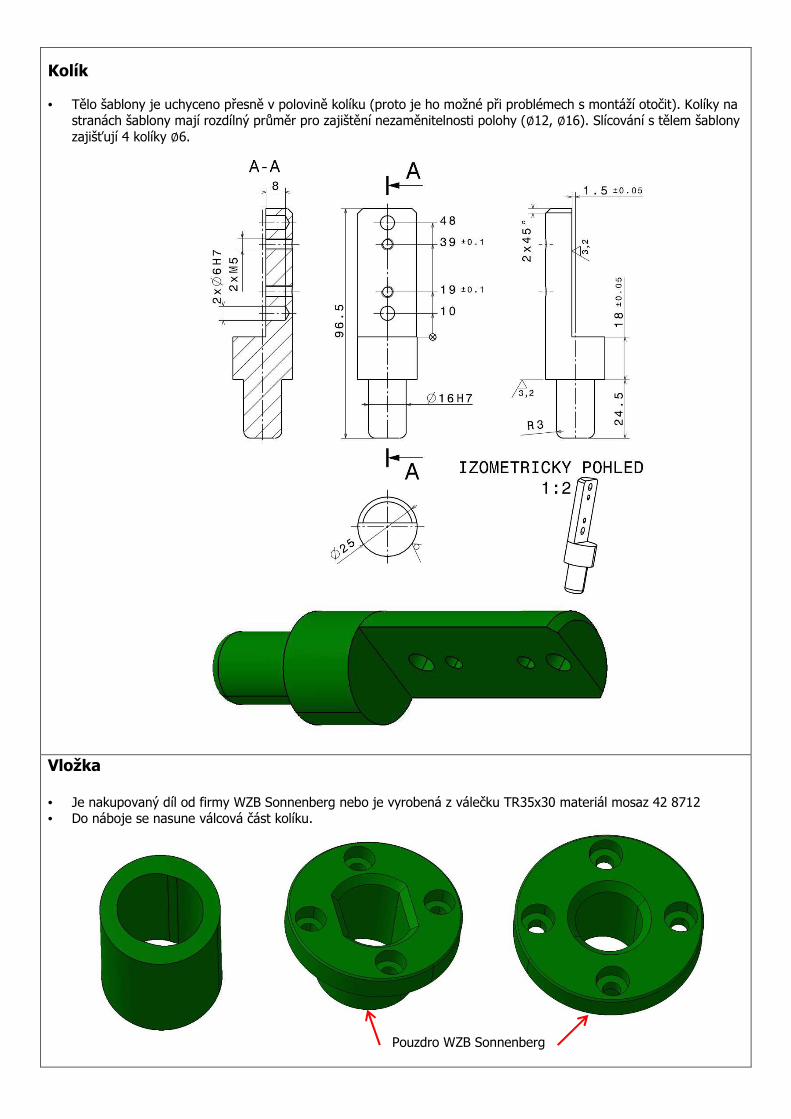
Kolík • Tělo šablony je uchyceno přesně v polovině kolíku (proto je ho možné při problémech s montáží otočit). Kolíky na
stranách šablony mají rozdílný průměr pro zajištění nezaměnitelnosti polohy (∅12, ∅16). Slícování s tělem šablony zajišťují 4 kolíky ∅6.
Vložka • Je nakupovaný díl od firmy WZB Sonnenberg nebo je vyrobená z válečku TR35x30 materiál mosaz 42 8712 • Do náboje se nasune válcová část kolíku.
Pouzdro WZB Sonnenberg
UPÍNKY
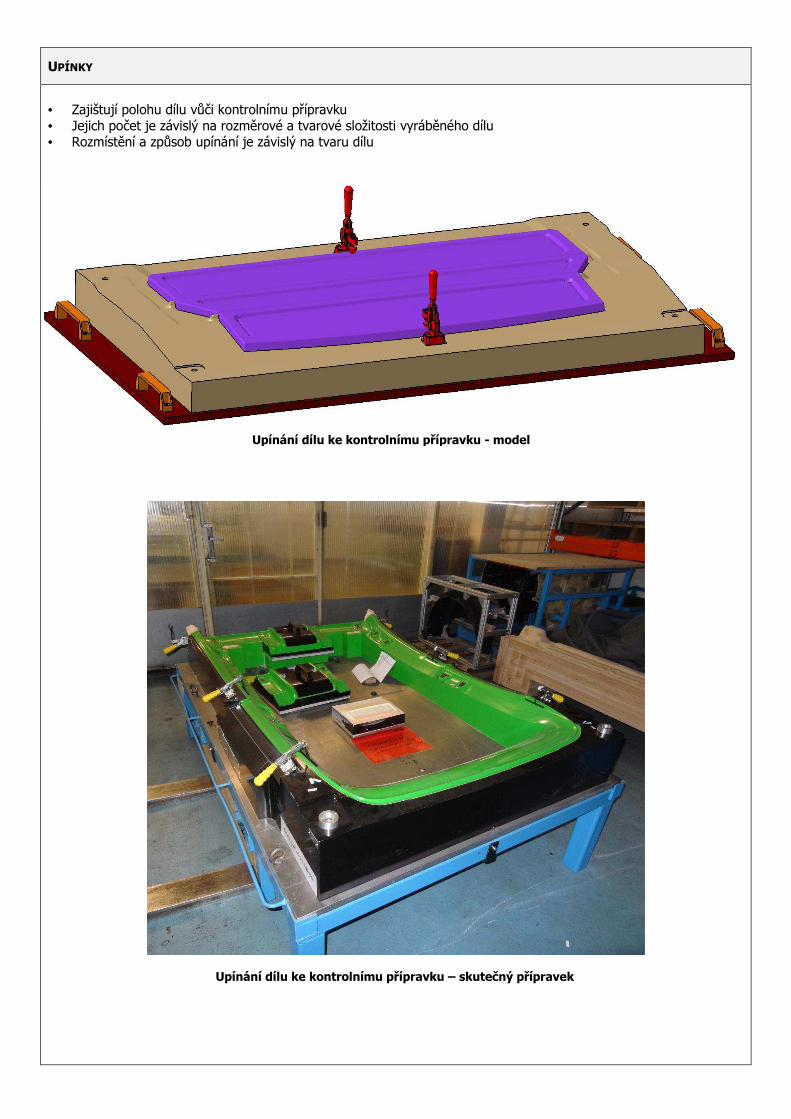
• Zajištují polohu dílu vůči kontrolnímu přípravku • Jejich počet je závislý na rozměrové a tvarové složitosti vyráběného dílu • Rozmístění a způsob upínání je závislý na tvaru dílu
Upínání dílu ke kontrolnímu přípravku – skutečný přípravek
Upínání dílu ke kontrolnímu přípravku - model

ZÁVITOVÉ VLOŽKY DO NECURONU
• Jelikož do Necuronu nelze vrtat metrický závit, který by se vylomil, je třeba použít vložky • Po vnějším obvodu mají samořezný závit • Na vnitřním obvodu je závit pro metrické šrouby • Šestihranné zahloubení slouží pro zavrtání vložky do Necuronu
BLOK -KONTROLNÍHO PŘÍPRAVKU
• Níže uvedené prvky jsou součástí každého bloku kontrolního přípravku
Toleranční pole • Slouží ke kontrole obrysů dílu, dá se dle něj určit přiložením dílu, zdali byl díl vyroben s kladnou či zápornou
odchylkou na daném rozměru. • Vyrobený díl můžeme kontrolovat pomocí tolerančního pole nebo výměnného štítku. • Toleranční pole je složeno ze jmenovitého rozměru (žlutá křivka) a od toho to rozměru se vytvoří toleranční pole. • Velikost pole je závislá na požadavcích zákazníka. Pohybuje se v rozmezí ±1÷5mm. • Výměnný štítek je jednodušší na výrobu a obsluha si sama zvolí místo kontroly.
Kontrola dle štítku
Kontrola dle tolerančního pole
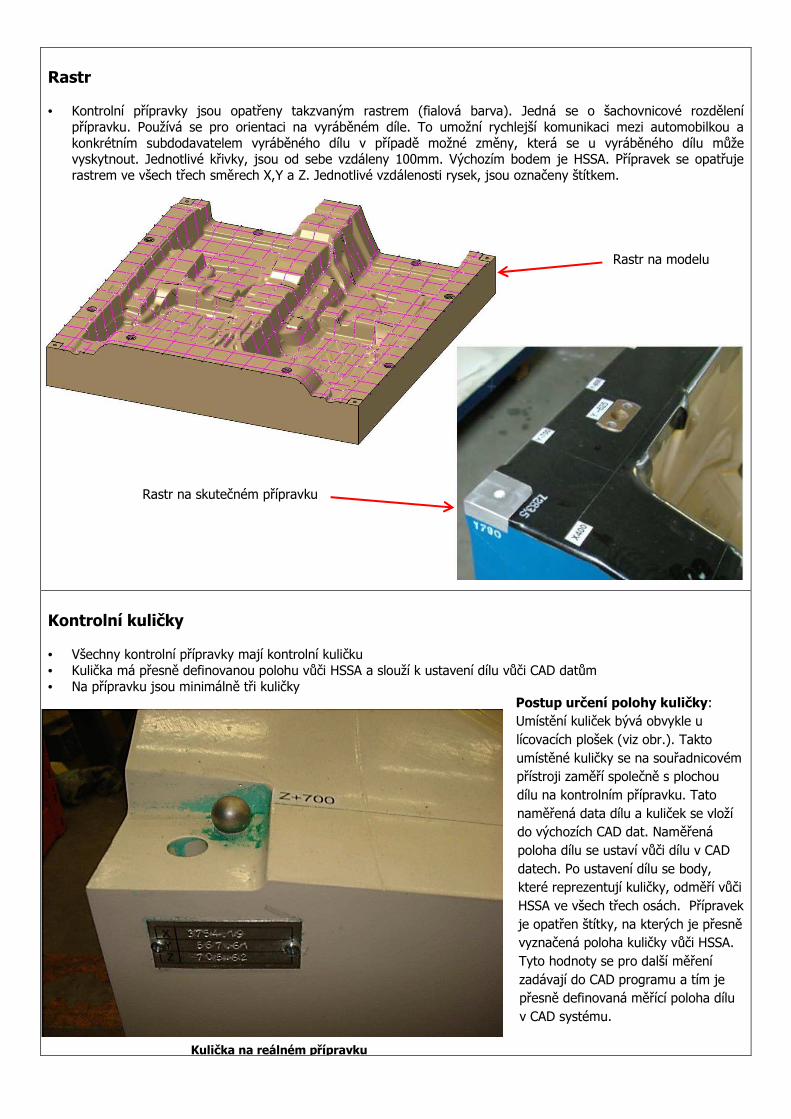
Kulička na reálném přípravku
Rastr • Kontrolní přípravky jsou opatřeny takzvaným rastrem (fialová barva). Jedná se o šachovnicové rozdělení
přípravku. Používá se pro orientaci na vyráběném díle. To umožní rychlejší komunikaci mezi automobilkou a konkrétním subdodavatelem vyráběného dílu v případě možné změny, která se u vyráběného dílu může vyskytnout. Jednotlivé křivky, jsou od sebe vzdáleny 100mm. Výchozím bodem je HSSA. Přípravek se opatřuje rastrem ve všech třech směrech X,Y a Z. Jednotlivé vzdálenosti rysek, jsou označeny štítkem.
Kontrolní kuličky • Všechny kontrolní přípravky mají kontrolní kuličku • Kulička má přesně definovanou polohu vůči HSSA a slouží k ustavení dílu vůči CAD datům • Na přípravku jsou minimálně tři kuličky
Postup určení polohy kuličky: Umístění kuliček bývá obvykle u lícovacích plošek (viz obr.). Takto umístěné kuličky se na souřadnicovém přístroji zaměří společně s plochou dílu na kontrolním přípravku. Tato naměřená data dílu a kuliček se vloží do výchozích CAD dat. Naměřená poloha dílu se ustaví vůči dílu v CAD datech. Po ustavení dílu se body, které reprezentují kuličky, odměří vůči HSSA ve všech třech osách. Přípravek je opatřen štítky, na kterých je přesně vyznačená poloha kuličky vůči HSSA. Tyto hodnoty se pro další měření zadávají do CAD programu a tím je přesně definovaná měřící poloha dílu v CAD systému.
Rastr na skutečném přípravku
Rastr na modelu





























