Embed Size (px)
Citation preview

Phase 5 Group / April 2014 1
IT’S ALL ABOUT THE CONTENT3 Keys to a Successful Broad-Based CI Implementation
Phase 5 Group / April 2014 2
Table of Contents
03_ Introduction
05_ “DID” 1
07_ “DID” 2
12_ “DID” 3
17_ Conclusion
18_ About
Phase 5 Group / April 2014 3
IntroductionNot too long ago I participated in a conference call with a few corporate continuous improvement leaders who were tasked with developing the instructional content model that would serve as the foundation for a broad-based rollout of their global operating system. As we talked about the status of their initiative, the challenges they raised sounded very familiar to me and I’m guessing would sound familiar to anybody who has ever been a part of an effort to implement a structured continuous improvement (CI) program:
How do we integrate content across multiple work streams (e.g., safety & environmental, maintenance & reliability, quality management, etc.) and deploy it in a way so as not to overwhelm the sites?
How do we combine our instructional content with simple, accurate assessments so the sites can see and prioritize their opportunities?
How do we use the instructional content and assessments to generate a maturity profile for each site?
1
2
3
Phase 5 Group / April 2014 4
A lot could be said (or written) about each one of the questions above, but to me all three are simply sub-sets of a more fundamental question. Namely this…is the content we’ve developed to support continuous improvement increasing program effectiveness and business impact or just getting in the way?
With that in mind, I like to use a very simple acronym when advising clients on content development. That acronym is D.I.D., which stands for Design, Integrate, and Deploy. We will take a deep dive into each of these three elements, and as we do, the overarching insight to keep front of mind is that the way content is architected and introduced to your consumers (i.e., employees in the plants) is as important as the content itself. If employees get the impression that your content is not “fit for purpose” or that they have no say in how they use the content to make improvements, then they won’t engage with the process in a meaningful way, which can spell disaster for the long-term prospects of your continuous improvement program.
Phase 5 Group / April 2014 5
1: DESIGNWhen I refer to design in this context, I’m speaking specifically to the organization and sequencing of your overall content model. When designing your content, it’s important to consider your audience. If the content is grouped and sequenced in a manner consistent with the way that employees in the plant think about their job, then it’s more likely to gain acceptance. Many or-ganizations will develop a “Parthenon” of best prac-tices based on LEAN or related continuous improve-ment methodologies, which can be quite effective if employees in the plants have a working knowledge of those practices to begin with (we’ve in fact used such
a model with several clients). However, if your employees haven’t been exposed to those practices in the past, you might be better off organizing the content in a different way. We developed content for one client that was orga-nized according to 7 common “work flows” that would be familiar to employees in the plant. These work flows in-corporate all of the foundational aspects of continuous improvement – 5S, team communication, structured prob-lem solving, visual management, standard work, etc. – but with some of the “jargon” removed and the content orga-nized so that they can see the alignment to their day-to-day work. Here is an example for two of the work flows:
Phase 5 Group / April 2014 6
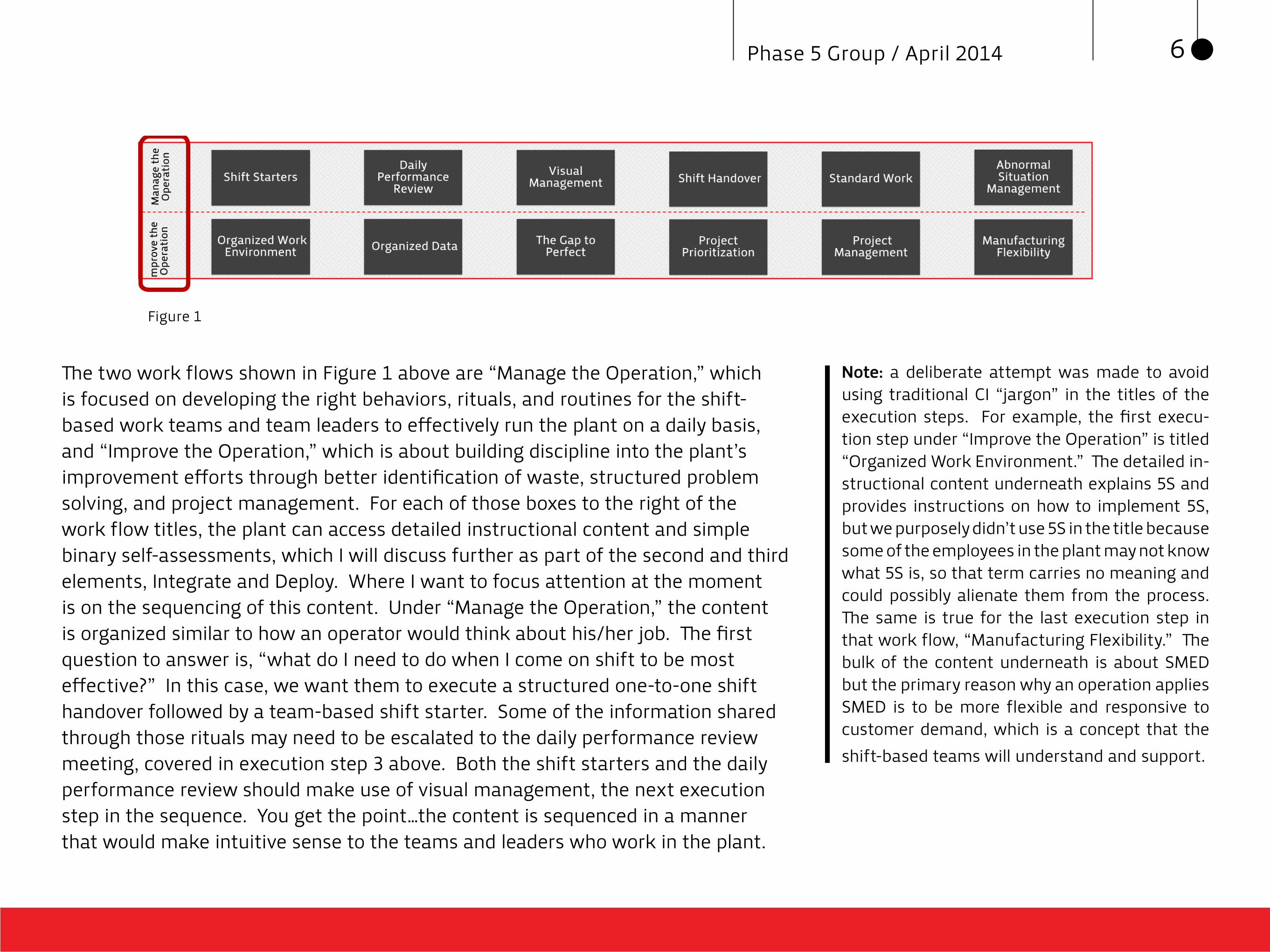
The two work flows shown in Figure 1 above are “Manage the Operation,” which is focused on developing the right behaviors, rituals, and routines for the shift-based work teams and team leaders to effectively run the plant on a daily basis, and “Improve the Operation,” which is about building discipline into the plant’s improvement efforts through better identification of waste, structured problem solving, and project management. For each of those boxes to the right of the work flow titles, the plant can access detailed instructional content and simple binary self-assessments, which I will discuss further as part of the second and third elements, Integrate and Deploy. Where I want to focus attention at the moment is on the sequencing of this content. Under “Manage the Operation,” the content is organized similar to how an operator would think about his/her job. The first question to answer is, “what do I need to do when I come on shift to be most effective?” In this case, we want them to execute a structured one-to-one shift handover followed by a team-based shift starter. Some of the information shared through those rituals may need to be escalated to the daily performance review meeting, covered in execution step 3 above. Both the shift starters and the daily performance review should make use of visual management, the next execution step in the sequence. You get the point…the content is sequenced in a manner that would make intuitive sense to the teams and leaders who work in the plant.
Figure 1
Note: a deliberate attempt was made to avoid using traditional CI “jargon” in the titles of the execution steps. For example, the first execu-tion step under “Improve the Operation” is titled “Organized Work Environment.” The detailed in-structional content underneath explains 5S and provides instructions on how to implement 5S, but we purposely didn’t use 5S in the title because some of the employees in the plant may not know what 5S is, so that term carries no meaning and could possibly alienate them from the process. The same is true for the last execution step in that work flow, “Manufacturing Flexibility.” The bulk of the content underneath is about SMED but the primary reason why an operation applies SMED is to be more flexible and responsive to customer demand, which is a concept that the shift-based teams will understand and support.
Phase 5 Group / April 2014 7
2: INTEGRATEIf you have been involved with a large scale CI content development effort, then you understand the integration challenge. You’re often asked to develop content that cuts across multiple disciplines – operations, quality, maintenance & reliability, occupational safety, process safety, etc. – and that incorporates more than one CI methodology, such as LEAN, Six Sigma, TPM, etc. However, this content needs to be represented to the consumer (i.e., plant leaders and shift-based work teams) as holistic and seamless.
With that in mind, it’s important to establish the boundaries and integration points for the content and build them into the model. When speaking to content design above, I introduced an example of content that was organized according to work flows. Let’s continue with that example to explain this concept of boundaries and integration points.
Long story made short, if your content isn’t organized and sequenced with your consumer in mind, it won’t matter how prescriptive or detailed it is, the likelihood is high that employees will avoid or dismiss it. Conversely, if you “nail” the design, then the likelihood of adoption increases substantially.
phase 5 group / April 2014 8
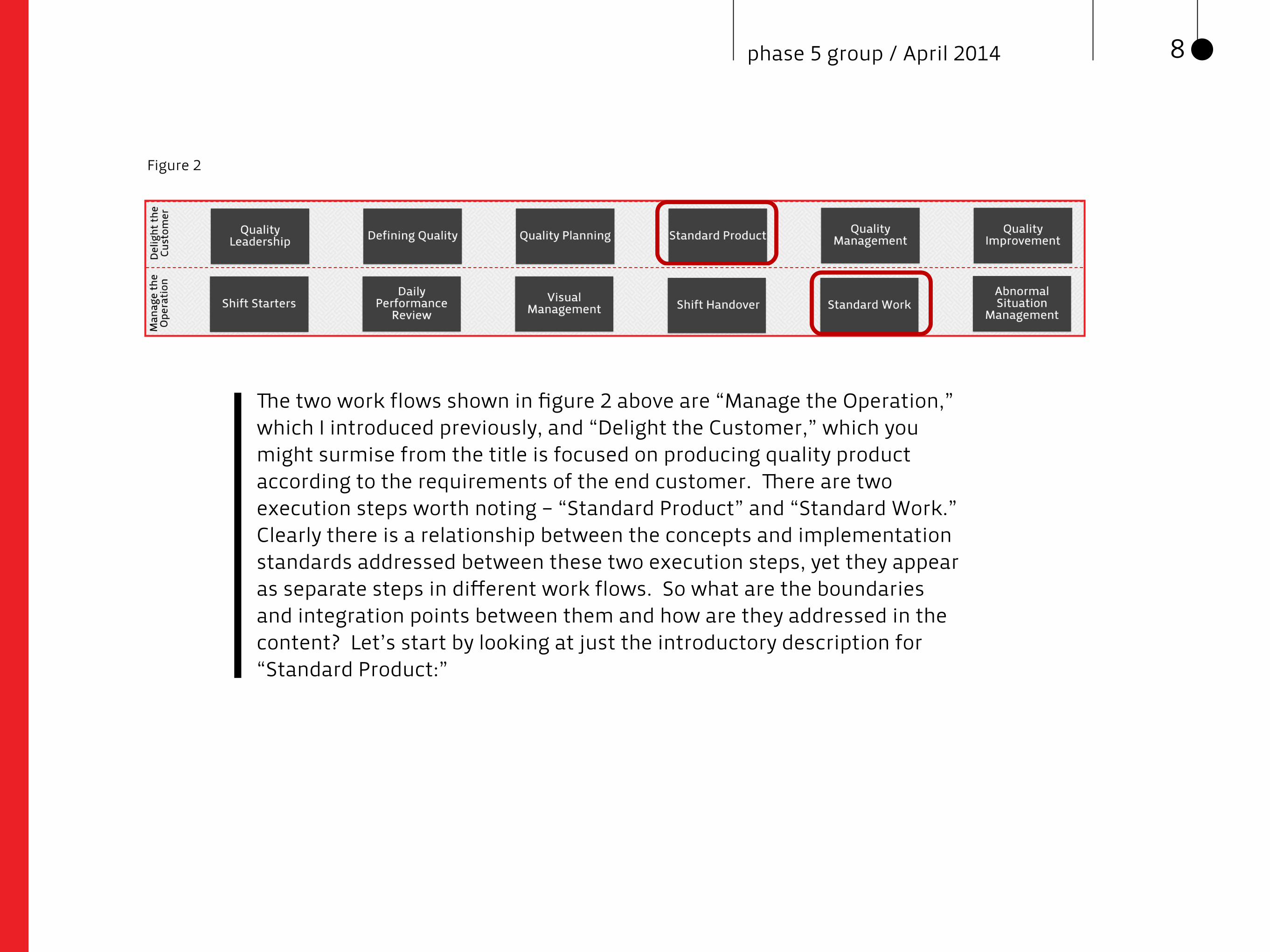
The two work flows shown in figure 2 above are “Manage the Operation,” which I introduced previously, and “Delight the Customer,” which you might surmise from the title is focused on producing quality product according to the requirements of the end customer. There are two execution steps worth noting – “Standard Product” and “Standard Work.” Clearly there is a relationship between the concepts and implementation standards addressed between these two execution steps, yet they appear as separate steps in different work flows. So what are the boundaries and integration points between them and how are they addressed in the content? Let’s start by looking at just the introductory description for “Standard Product:”
Figure 2
phase 5 group / April 2014 9
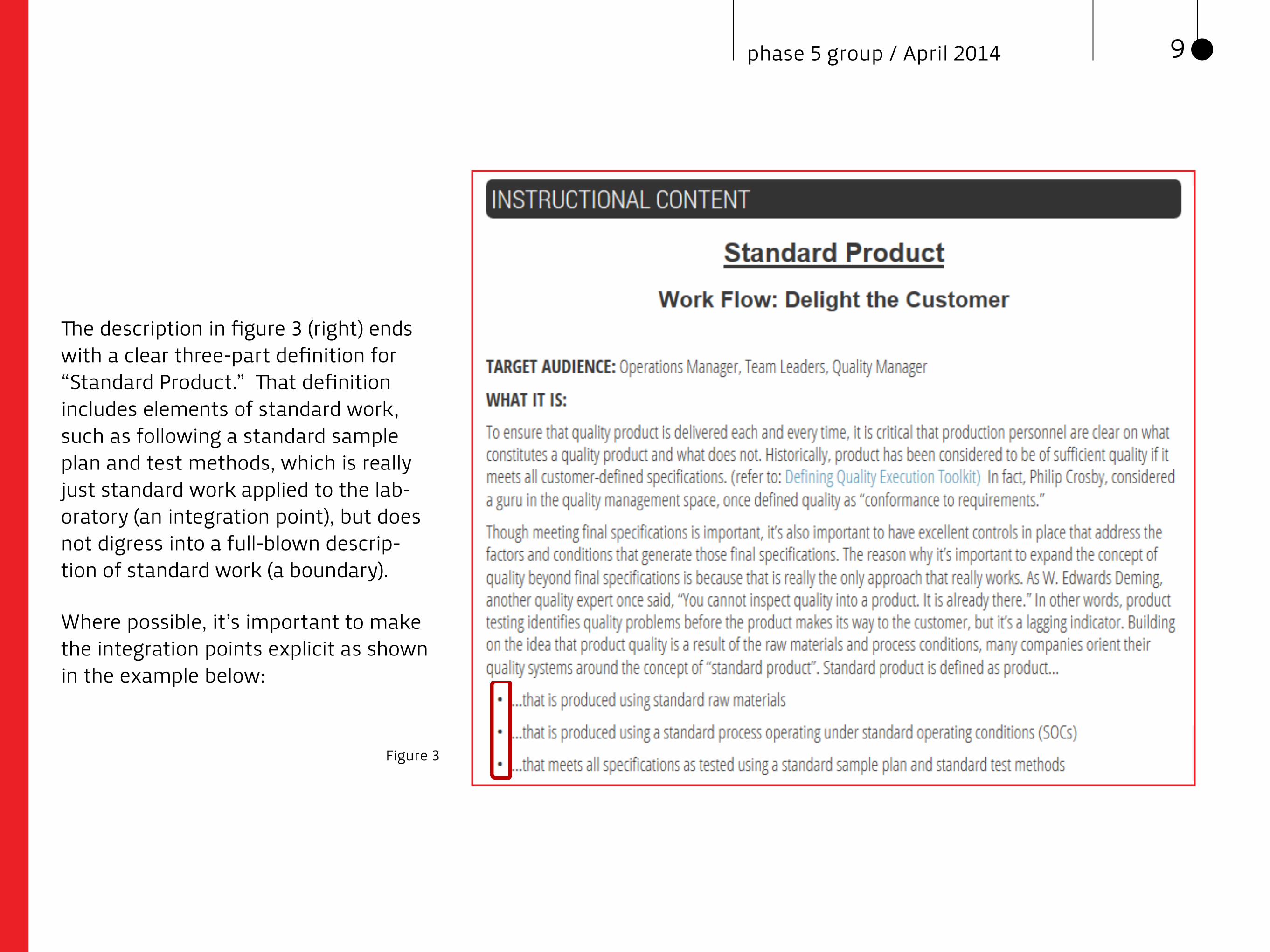
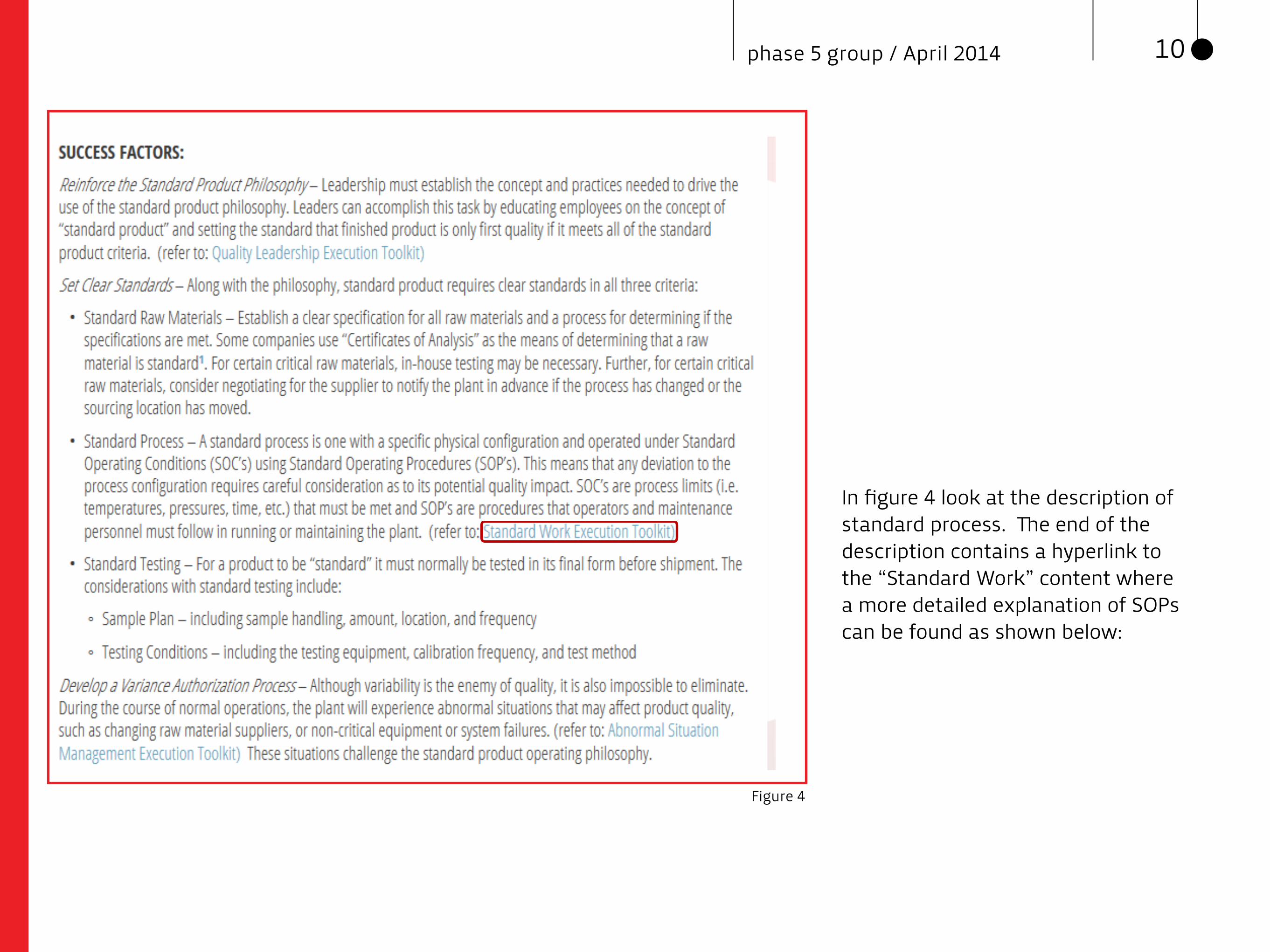
The description in figure 3 (right) ends with a clear three-part definition for “Standard Product.” That definition includes elements of standard work, such as following a standard sample plan and test methods, which is really just standard work applied to the lab-oratory (an integration point), but does not digress into a full-blown descrip-tion of standard work (a boundary).
Where possible, it’s important to make the integration points explicit as shown in the example below:
Figure 3
phase 5 group / April 2014 10
Figure 4
In figure 4 look at the description of standard process. The end of the description contains a hyperlink to the “Standard Work” content where a more detailed explanation of SOPs can be found as shown below:
phase 5 group / April 2014 11
Figure 5
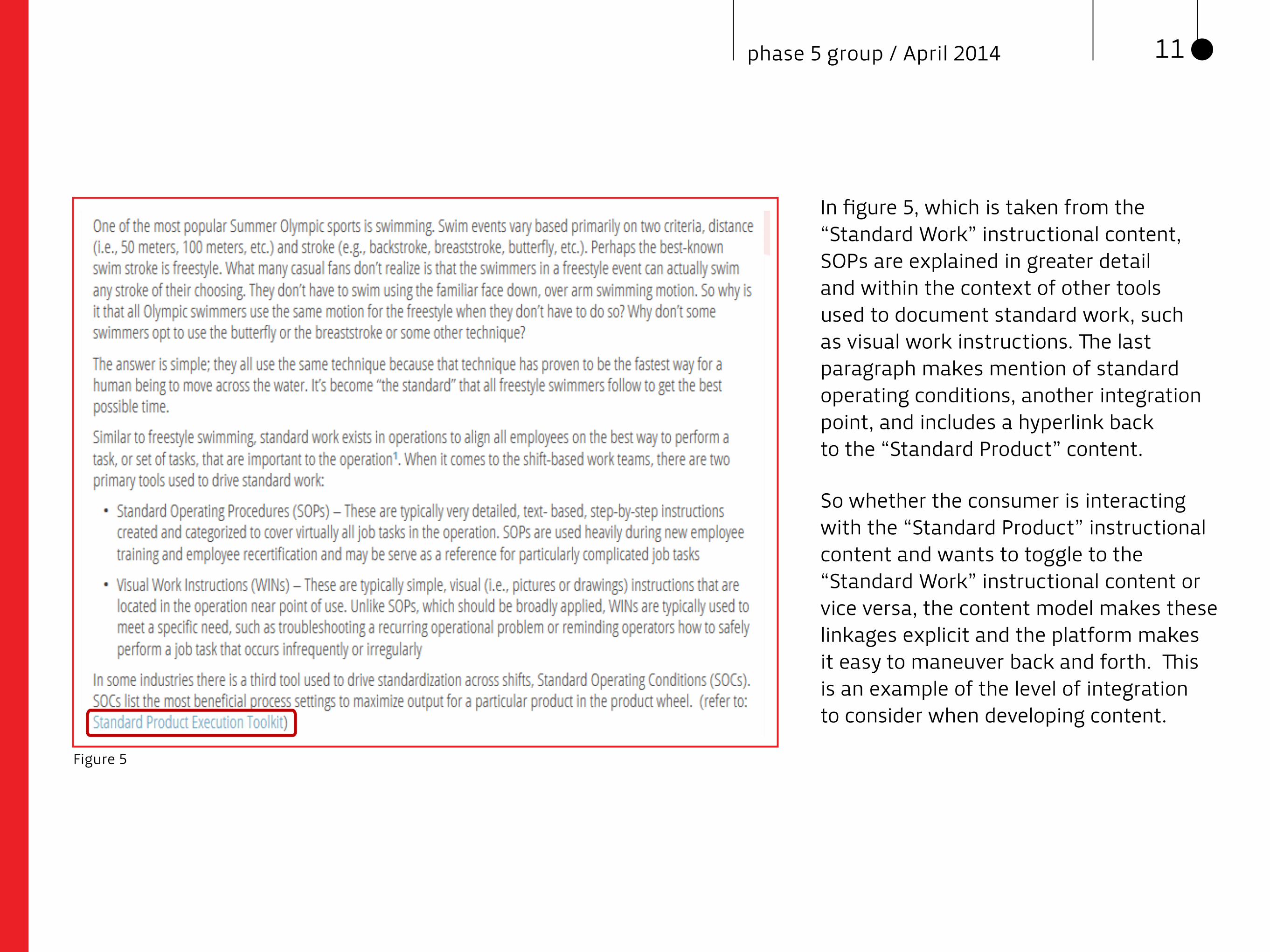
In figure 5, which is taken from the “Standard Work” instructional content, SOPs are explained in greater detail and within the context of other tools used to document standard work, such as visual work instructions. The last paragraph makes mention of standard operating conditions, another integration point, and includes a hyperlink back to the “Standard Product” content.
So whether the consumer is interacting with the “Standard Product” instructional content and wants to toggle to the “Standard Work” instructional content or vice versa, the content model makes these linkages explicit and the platform makes it easy to maneuver back and forth. This is an example of the level of integration to consider when developing content.
Phase 5 Group / April 2014 12
3: DEPLOYAs mentioned previously, the manner in which your content is introduced to the plants will have a significant impact on employees’ willingness to adopt and use that content. Our preferred approach is to deploy the content attached to simple, binary assessment criteria and then lead a facilitated self-assessment process with one or more focused cross-functional, multi-level improvement teams that are chartered to develop the work plan for implementing the standards established through the instructional content based on the gaps identified in the assessments. The content will seem much more relevant and actionable when closely joined to the assessment criteria.
Phase 5 Group / April 2014 13
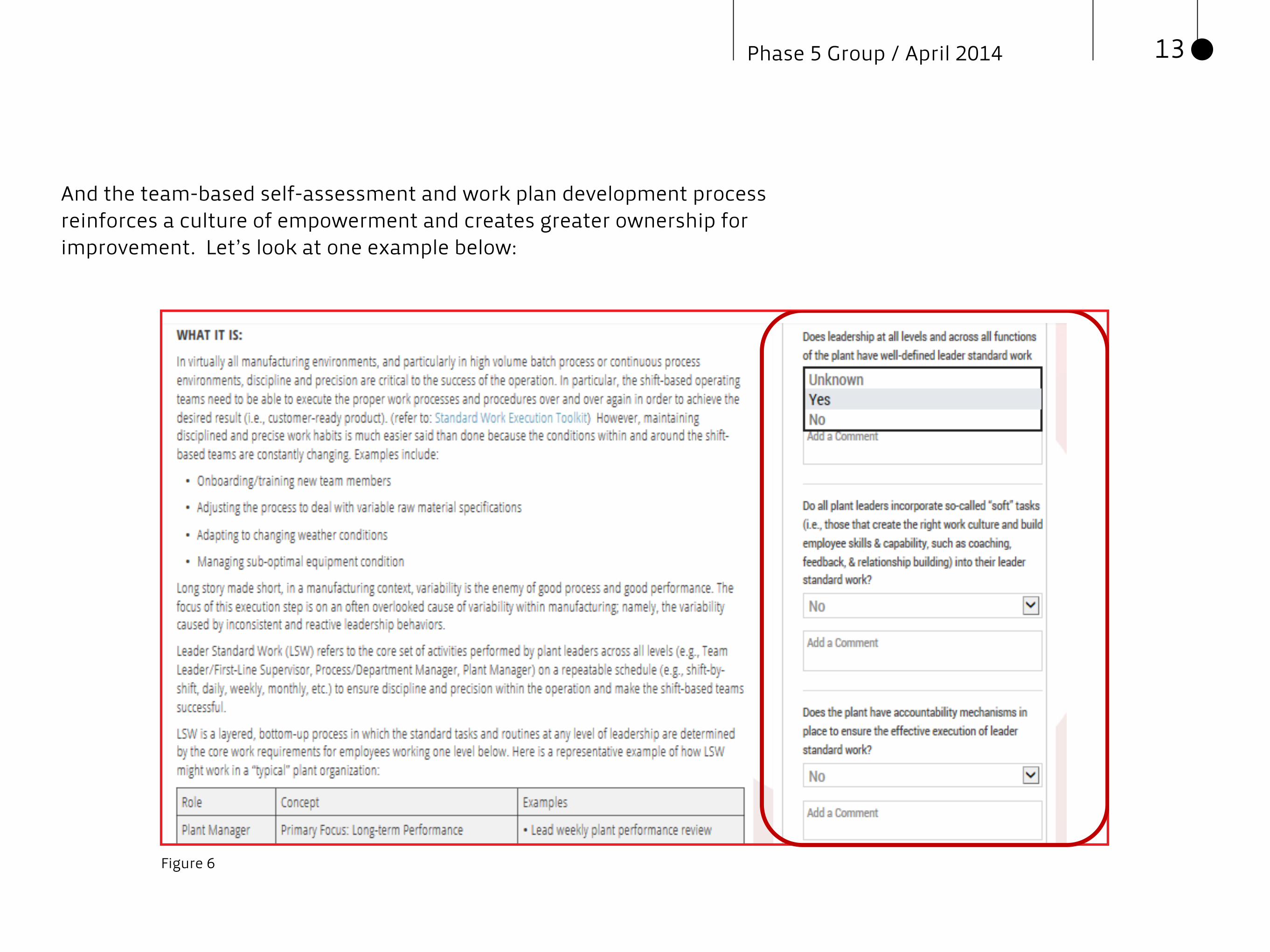
And the team-based self-assessment and work plan development process reinforces a culture of empowerment and creates greater ownership for improvement. Let’s look at one example below:
Figure 6

Phase 5 Group / April 2014 14
Figure 6 contains content from an execution step titled “Leader Standard Work” within another of the 7 work flows, “Lead the Operation.” To the right of the instructional content are a series of questions that relate directly to the topic, in this case the application of leader standard work. There are a couple of points to keep in mind as you review figure 6:
The questions aren’t posed on a sliding scale, which interjects subjectivity into the process and/or requires that the assessment be expert-driven, but are instead binary in nature. It’s either a “Yes” or a “No.” “Unknown” is simply the default an-swer before the assessment takes place. The bi-nary assessment model, if the questions are well constructed, makes it easy for the right team of plant-level resources to autonomously self-assess. That’s not to say there should be no oversight. On the contrary, someone in the organization needs to continue to play the role of “conscience” to the improvement program to ensure that all plants are properly calibrated and moving in the right di-rection, but it is important to the long-term suc-cess of the program that employees in the plant play a leading role in the assessment process.
By displaying the assessment questions side by side with the instructional content, employees can better see the value of the content. First, they use the con-tent to understand the concept that is being taught to them, in this case leader standard work, so that they are properly equipped to answer the assessment questions. Second, as they self-identify gaps based on the assessments, they use the content to help them develop the work plan to close those gaps, as shown in figures 7 and 8.
1 2

phase 5 group / April 2014 15
Figure 7
Figure 7 shows how the instructional content can be written to drive action. This can be seen both from the “Success Factors” and “Execution Steps” sections of the document. “Success Factors” helps employees to put the work prac-tice into their context and proactively consider potential challenges that they may face as they implement it. “Execu-tion Steps” provides them with a basic set of instructions to get them started.
phase 5 group / April 2014 16
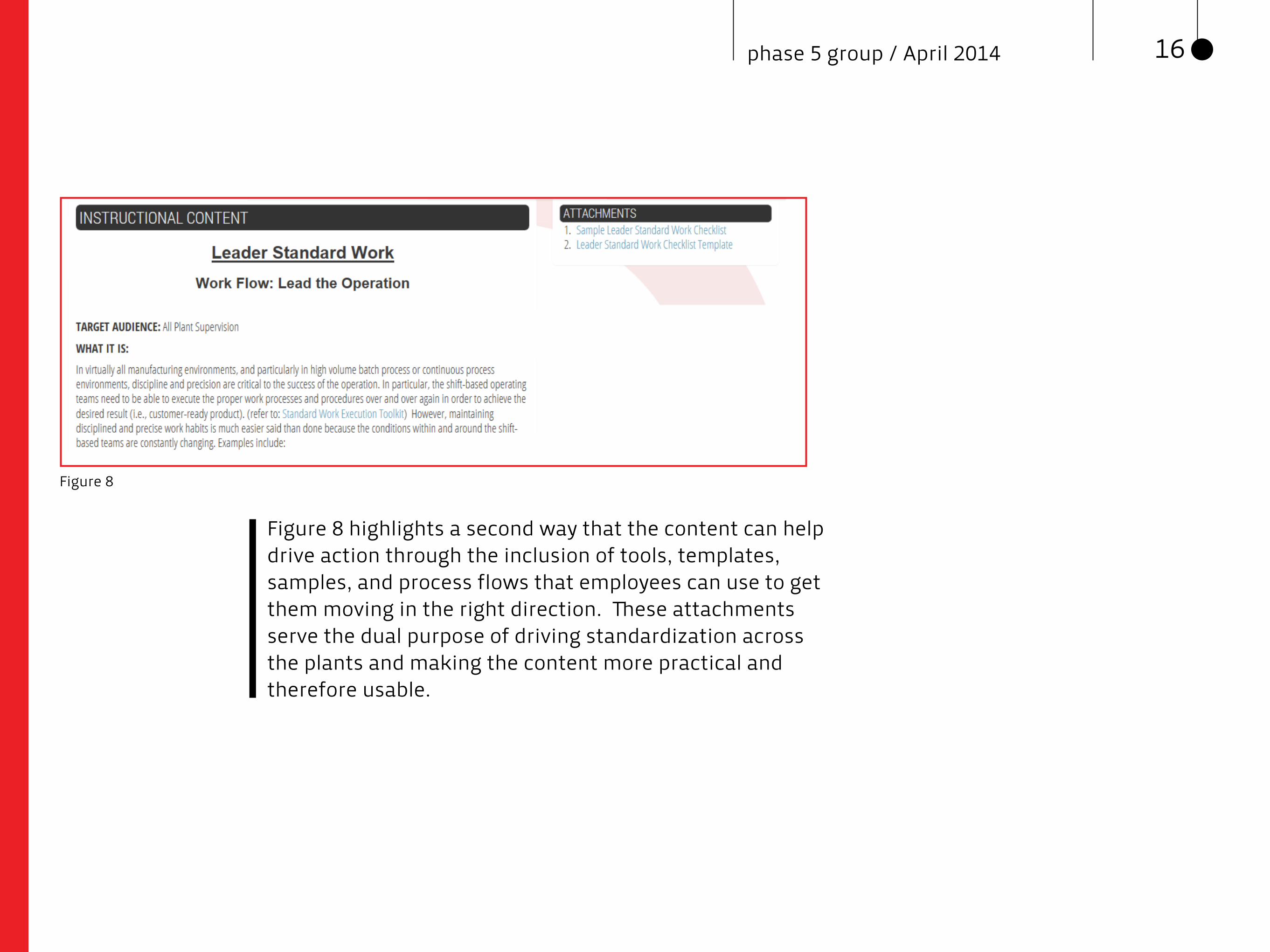
Figure 8
Figure 8 highlights a second way that the content can help drive action through the inclusion of tools, templates, samples, and process flows that employees can use to get them moving in the right direction. These attachments serve the dual purpose of driving standardization across the plants and making the content more practical and therefore usable.
Phase 5 Group / April 2014 17
ConclusionWhat we’ve found is that, when companies develop well-organized and integrated content linked to simple assessment criteria and deployed in a thoughtful way, the level of ownership at the plant-level for the improvement process increases significantly. In addition, this approach, when deployed through a platform that replicates your business’s organizational structure, enables each plant to create a personal profile of their adherence to standards. Whether you choose to deploy your instructional content and assessments through a configurable software platform or another way, the principle is the same; as important as it is to develop the right standards and expectations through your content, it’s equally important how you design, integrate, and deploy that content to maximize its effectiveness.

Phase 5 Group / April 2014 18
Phase 5 Group supports our clients in achieving a competitive advantage through operations. We combine unique, web-based tools with “as need-ed” expert guidance to drive operational results and enable Manufacturing and Supply Chain Leadership to succeed. Past and present clients include DuPont, NOVA Chemicals, TPC Group, SunCoke Energy, Land O’Lakes, and AB Mauri Food Inc. among others.
You can contact Phase 5 Group at [email protected].
Roger Price is the Senior Director of New Business for Phase 5 Group. Formerly P5G’s Manufacturing Practice Leader, Roger is currently leading the effort to devel-op and commercialize new product-based solutions for current and future manufacturing clients. Roger has led client engagements for DuPont, NOVA Chemicals, and SunCoke Energy among others. You can contact Roger directly at [email protected].
About the Author





























