Embed Size (px)
Citation preview

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
Unidad profesional “Adolfo López Mateos”
ZACATENCO
AUTOMATIZACIÓN DE UNA ESTACIÓN DE BARRENADO Y
MACHUELEADO DE PERNOS TIPO PULL DOWEL MEDIANTE UN PLC
QUE PARA OBTENER EL TÍTULO DE
INGENIERO EN CONTROL Y AUTOMATIZACIÓN
PRESENTAN:
ENRIQUE CASTRO ROSALES
MARICRUZ MORALES BLANCAS
MÉXICO, DISTRITO FEDERAL NOVIEMBRE 2011


INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
UNIDAD ZACATENCO
Tras un largo camino lleno de experiencias, dificultades, logros, esfuerzo y empeño para cumplir mi
sueño de terminar mi carrera profesional, pasando por toda una serie de etapas que tuve que superar,
pero que hoy, tras el culmino de este trabajo me permite poder disfrutar de este logro compartido, ya
que no solo es mío si no de todas aquellas personas que lo hicieron posible y que por ello les estoy
agradecida, y no hay mejor manera de plasmarlo que escribiendo estas palabras brindándoles un
espacio especial al inicio de este trabajo.
Por esa fuerza, tenacidad, comprensión, apoyo y amor que demuestras todos los días no solo en la casa,
si no también cuando te aventuras en toda oportunidad de trabajo que se te presenta para poder brindar
un poco más a la familia, que para mí se traduce en que nada es imposible y que todo lo que quiera
hacer siempre hay un momento para llevarlo a cabo, ya que es parte de la vida. En este momento mama
quiero que sepas que este párrafo es tan solo algo pequeño de lo que representas y me transmites a mí
que soy tu hija y que por ello cada día me esfuerzo para que así como te veo yo, en un futuro mi hijo
me llegue a ver mi.
Papa a pesar de los momento difíciles tú has demostrado estar ahí como pilar, con ese carácter fuerte,
que hace que al final del día uno logre tomar sus propias decisiones haciéndole ver prioridades, lo que
para mí es fundamental ya que el decidir te hace responsable de tus acciones, siempre exigiendo que se
cumpla algo, sin darte el camino fácil, por esas ganas de no decaerte y seguir adelante a pesar de los
inconvenientes físicos y de salud, no dejando de lado que gracias a ti se que cualquier momento es
bueno para hacer un comentario chusco que a cualquiera le saca una sonrisa, por eso y más te
agradezco estar ahí y ser eso, mi padre.
Irma como hermana mayor eres una fuente de inspiración, modelo y admiración, por que fuiste el
ejemplo que tome para alcanzar este objetivo de ser ingeniero, ya que el haber compartido contigo el
mismo logro de terminar tu carrera, fue un gran impulso para tener presente que nosotras tenemos la
oportunidad de desempeñarnos en un ambiente para hombres, pero que si tu lo hiciste con gran éxito,
se podía lograr. El ejemplo brindado no solo fue académico, profesional, si no también es de
solidaridad, cariño y apoyo en cualquier momento no solo de tu parte si no también de tu esposo, que
tanto yo como mi familia se los agradecemos de todo corazón.
A quien le agradezco el mayor sacrificio de tomar la responsabilidad de llevar todo lo necesario a la
casa y ser quien tomara las riendas para sacarnos adelante dejando atrás diversiones, estudios y
experiencias por darnos más, es a ti Miguel por ser esa persona número uno en la que mis papas ven el
apoyo, fortaleza y valentía, por brindarnos ese panorama de que hay que saber seguir adelante y que las
oportunidades van a llegar. Este agradecimiento también es para la persona que comparte la vida
contigo y que aunque no tenga la obligación de ver por mis papas y nosotros, lo hace sin exigirnos nada,
dora ese ejemplo de núcleo familiar es el que yo te agradezco porque así como yo comienzo el mío, tu
ya lo disfrutaste y dejas un camino en el que muestras como lo han logrado juntos.
Algunas de las diversiones, locuras y distracciones las he pasado muy bien en tu compañía, por que las
experiencias que vivimos son muy cercanas. Lili el agradecimiento se extiende por esa ayuda y
diversión que le brindas a santiago, por demostrar que se pueden superar etapas difíciles y que se puede
madurar y que a pesar de tu carácter uno puede convivir y sonreír con su hermana, además de
permitirme ver como profesionalmente uno puede crecer y disfrutarlo.

INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
UNIDAD ZACATENCO
Yessica ser la hermana pequeña involucra el tener a más personas a quien obedecer y respetar, lo que
puede provocar reacciones explosivas, pero a ti te agradezco todos esos favores que hacen la vida de un
mayor un poco más fácil aunque en momentos eso enfurece a cualquiera, pero el saber que me
contagias de esas ideas irreverentes, saca una sonrisa del rostro, además siempre dejas en mi una
alegría que deja fuera momentos de cansancio y rutinas, gracias y ten presente que las oportunidades
que se dan son valiosas y las debes aprovechar en el tiempo correspondiente.
En la familia muchas alegrías son gracias a los pequeños de la casa, Edwin y Miguelito son esa chispa
de vida que contagian al verlos crecer, ya que todos llevamos esa pisca de querer conocer, aprender y
disfrutar, a mis sobrinos gracias por dejarme ver que nunca se deja de jugar.
La ultima parte de este camino, no lo recorrí sola, por ello le agradezco a mi mejor amigo, esposo y
amor de mi vida, el estar conmigo durante esta carrera y compartir a mi lado un proyecto de vida en el
que ya no vamos solos, estamos acompañados de nuestro pequeñito Santiago quien me da el ánimo,
fuerza y alegría de la vida que comparto contigo Enrique. Gracias por darme esa tranquilidad,
serenidad, sonrisas, abrazos, miradas y apoyo que se necesitan, terminar este trabajo a tu lado involucro
una gran organización y responsabilidad ya que no solo fue terminar juntos el camino que cada uno
empezó por su lado, si no que se convirtió en el inicio de las bases para formar una familia y una vida
juntos donde empezamos a disfrutar de nuestro esfuerzo, desde antes de culminar con esta tesis y que
nos permitirá seguir haciéndolo viendo crecer a nuestro hijo.
Maricruz Morales Blancas

INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
UNIDAD ZACATENCO
Muchos años pase construyendo lo que hoy ya es realidad, durante todo este tiempo fui puliendo mis
perspectivas como estudiante y como persona. A base de éxitos y fracasos, mas alegrías que infortunios,
mas apoyo que soledad, es por esto último que quiero dedicar este espacio a esos pilares del logro que
representa el termino de mi carrera profesional.
Me enseñaste lo que es tener voluntad, la importancia de la dedicación en cada aspecto de la vida, me
fomentaste el gusto por el estudio, la superación personal siempre fue el objetivo que me inculcaste
alcanzar. Como persona eres un ejemplo a seguir, para esta sociedad llena de violencia, desubicación y
oscuridad; como hijo te agradezco el que siempre encuentras la forma de reconfortar mi ánimo, cuando
me encuentro desolado, que siempre me brindas tu apoyo cuando te lo pido y que puedo disfrutar de tu
compañía. Gracias por darme la vida
Siempre encontré en ti el cariño y la paz para seguir en el camino, me mostraste la importancia del
orden en cada cosa que tenía que hacer, me demostraste que la paciencia es una herramienta muy
preciada. Gracias por todos esos desvelos, por cada uno de esos pasos que diste a mi lado cuando me
llevabas a la escuela y aun sigues acompañándome en el camino de la vida, la comida que con cariño
haces para mí fue alimento para mi cuerpo y tu amor alimento para mi espíritu. Gracias por darme la
vida
Al recordar todas esas aventuras y travesuras de la infancia no recuerdo una sola en la que no estuvieras
conmigo. Gracias hermano por todos esos buenos momentos, esas alegrías y experiencias que
definieron nuestra forma de ser lo cual ahora se ve reflejado en este trabajo. Gracias por todo tu apoyo
y las cosas que aprendimos juntos. Sigue adelante tienes mucho potencial y un gran ingenio
Admiro tu determinación y entusiasmo que pones en cada aspecto de tu vida, esa alegría que te
caracteriza refleja el amor con el cual nuestros padres nos educaron. Eres una mujer ejemplar siempre
tomando la iniciativa para aventurarte en algún proyecto de vida, quisiera tener un poco de esa
facilidad que tienes para socializar. Tienes mucho talento aprovéchalo

INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
UNIDAD ZACATENCO
Cuando nuestro caminar se volvió uno solo mi felicidad creció aun más, tienes tantas virtudes la cuales
admiro y te reconozco, este trabajo es muestra de nuestro esfuerzo como pareja, gracias, por que
cuando me siento caer me reanimas, por que cuando necesito tu cariño siempre estas cerca. Gracias por
llenar mi vida de júbilo, gracias, por darme como regalo el tesoro más preciado que tenemos, nuestro
hijo Santiago, estaré eternamente agradecido por darme la alegría y el privilegio de tener un hijo.
Siempre te busque, Te amo.
En este momento se que todavía no puedes leer esto, sin embargo quiero que sepas que te amo y que
eres lo más preciado para mí y para tu mama. Te por seguro que siempre tendrás el apoyo de tus padres,
sin dudarlo ni un momento. Eres el motor que impulso este trabajo. Te deseo éxito en tu vida Santiago
Enrique Castro Rosales

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
ÍNDICE
Pág.
INTRODUCCIÓN i
OBJETIVO iii
PLANTEAMIENTO DEL PROBLEMA iv
JUSTIFICACIÓN v
ALCANCES vi
CAPITULO I INTRODUCCIÓN TEÓRICA
1.1 AUTOMATIZACIÓN INDUSTRIAL 2
1.1.1 Objetivos de la automatización 2
1.1.2 Funciones de la automatización 2
1.1.3 Nivel de automatización 3
1.2 ANTECEDENTES DE INDUSTRIAS CAMPUZANO ICSA 4
1.2.1 Ubicación de la planta 6
1.2.2 Pernos tipo Pull Dowel 6
1.3 TORNO TIPO TORRETA REVOLVER 7
1.3.1 Clasificación de los tornos 7
1.4 TALADRO SENSITIVO DE BANCO 8

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
1.5 ACTUADORES ELECTRONEUMÁTICOS 9
1.5.1 Simbología 9
1.5.2 Cilindros magnéticos 9
1.5.3 Tipos de cilindros magnéticos 10
1.5.4 Electroválvulas 11
1.5.5 Unidad de mantenimiento 11
1.6 ACTUADORES ELÉCTRICOS 12
1.6.1 Clasificación de actuadores eléctricos 13
1.6.2 Sensores 14
1.7 CONTROLADOR LÓGICO PROGRAMABLE 15
1.7.1 Componentes de un PLC 16
1.7.2 Lenguajes de programación 17
1.8 TIEMPOS Y MOVIMIENTOS 18
1.8.1 Diagrama de curso o flujo de proceso 19
1.8.2 Distribución de equipo en planta 19
1.8.2.1 Tipos de distribuciones 19
CAPITULO II DESCRIPCIÓN DEL PROCESO
2.1 PROCESO DE MANUFACTURA DE PERNOS TIPO PULL DOWEL 22
2.2 MÁQUINAS HERRAMIENTAS EMPLEADAS EN LAS ETAPAS DE
BARRENADO Y MACHUELEADO 24
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
2.2.1Estudio del torno semiautomático hidroneumático hardinge DSM1-A
rápido tipo torreta. 25
2.2.2Estudio del taladro sensitivo de banco IXION 32
CAPITULO III DESARROLLO DE INGENIERÍA
3.1 IDENTIFICACIÓN DEL PROBLEMA 39
3.1.1 Problemática actual descrita por la empresa 39
3.1.2 Filosofía de funcionamiento actual de la estación de barrenado y
machueleado 39
3.1.3 Desarrollo del bosquejo de tiempos y movimientos 40
3.1.4 Desarrollo del diagrama causa efecto 45
3.2 PLANTEAMIENTO DE LA SOLUCIÓN 49
3.3 SELECCIÓN DE EQUIPO 50
3.3.1 Delimitación del área de trabajo 51
3.3.1.1 Delimitación del área de trabajo en el torno 51
3.3.1.2 Delimitación del área de trabajo en el taladro 55
3.3.2 Subetapa de suministro 56
3.3.3 Subetapa de posicionamiento 63
3.3.4 Sub-etapa de traslado y retiro 78
3.3.5 Selección de sensores 83
3.3.6 Selección del controlador 84

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
3.4 DESARROLLO DEL PROGRAMA DEL PLC EN RS LOGIX 500 87
3.4.1 Programación para la automatización de la estación de barrenado
y machueleado de pernos Pull Dowel 89
3.4.1.1 Desarrollo del diagrama de escalera de redireccionamiento 99
3.4.1.2 Desarrollo del diagrama de escalera de energizado y paro del proceso 101
3.4.1.3 Desarrollo del diagrama de escalera 4 de punto a cero 102
3.4.1.4 Desarrollo del diagrama de escalera del proceso de barrenado
y machueleado 103
3.4.2 Verificación de la lógica programada de la secuencia de los actuadores
del proceso automático del barrenado y machueleado 109
3.4.2.1 Desarrollo del circuito electroneumático 115
3.4.2.2 Desarrollo del panel virtual para verificar la lógica programada 122
3.4.3 Pruebas de simulación de la lógica programada 128
CAPITULO IV PLANTEAMIENTO ECONÓMICO
4.1 COTIZACIÓN 139
4.2 ESTIMACIÓN DEL TIEMPO DE RECUPERACIÓN DE LA INVERSIÓN 141
CONCLUSIONES 142
REFERENCIAS 144
ANEXOS

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
ÍNDICE DE FIGURAS
FIGURA Pág.
Figura .1.1. Torno semiautomático hidroneumático Hardinge DSM1-A 5
Figura 1.2. Taladro sensitivo de banco IXION 5
Figura1.3. Mapa de microlocalización de la empresa ICSA. 6
Figura 1.4. Características de los pernos Pull Dowel. 7
Figura 1.5. Simbología de componentes electroneumáticos 9
Figura 1.6. Unidad de mantenimiento FLR 12
Figura 1.7. Aplicaciones de actuadores eléctricos 13
Figura 1.8. Sensor capacitivo 14
Figura 1.9. Sensor fotoeléctrico 15
Figura 1.10. Sensor inductivo 15
Figura 1.11. Arquitectura de un PLC 17
Figura 1.12. Lenguajes de programación 17
Figura 2.1 Esquema de dimensionamiento de un perno tipo Pull Dowel 23
Figura 2.2 Esquema del torno tipo torreta 25
Figura 2.3 Taladro sensitivo de banco IXION 25
Figura 2.4. Esquema con vista frontal y lateral del cabezal del torno a) boquilla. 27
Figura 2.5. a) Boquilla con perno asegurado 27
Figura 2.5. b) Boquilla libre 27
Figura 2.6. Botonera para apertura y cierre de la boquilla y paro de emergencia. 28
Figura 2.7. Cuchilla 28
Figura 2.8. 1) Torreta tipo revolver. 2) sistema de control hidráulico. 29
Figura 2.9. Vista frontal de la torreta. 29
Figura 2.10. Distribución de herramientas en la torreta 30
Figura 2.11. Acceso libre al operador para retirar la pieza de la boquilla 30
Figura 2.12. Descripción de los botones del panel de mando eléctrico 31
Figura 2.13. Esquema de las partes principales del taladro sensitivo de banco IXION 33
Figura 2.14. Husillo de la broca del taladro sensitivo de banco 34
Figura 2.15. Cabezal porta brocas que ejecuta el machueleado. 34
Figura 2.16. Botòn de paro del taladro sensitivo de banco IXION 35
Figura 2.17. Tornillos que indican el paso del machuelo 35

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
Figura 2.18. Machuelo y boquilla del taladro sensitivo de Banco 36
Figura 2.19. Accesorios instalados en la base del Taladro sensitivo de Banco 36
Figura 2.20. Botones para iniciar machueleado y para abrir y cerrar la boquilla 37
Figura 3.1. Esquema del desarrollo del diagrama de causa-efecto 46
Figura 3.2. Trayectoria del perno a la boquilla 49
Figura 3.3. Trayectorias de los elementos móviles 52
Figura 34. Áreas descartadas para el montaje y accionamiento de los sistemas de manipulación. 52
Figura 35. Cuchilla desmontable. 53
Figura 3.6. Área de mangueras de suministro hidráulico no apta para el sistema de manipulación 53
Figura 3.7. Elementos fijos del torno. 54
Figura 3.8. Área destinada para el sistema de manipulación 54
Figura 3.9. Movimientos en el funcionamiento del taladro 55
Figura 3.10. Área de trabajo disponible en el torno 56
Figura 3.11. Perno con forma cilíndrica. 57
Figura 3.12. Rampa de suministro para la reperfiladora. 57
Figura 3.13. Ubicación seleccionada para el dosificador 58
Figura 3.14. Dimensiones del área seleccionada con referencia al motor 58
Figura 3.15. Estructura del dosificador 59
Figura 3.16. Condición de centros 60
Figura 3.17. Trayectorias distintas para cada diámetro 61
Figura 3.18. Equipo necesario para un sistema neumático 66
Figura 3.19. Pinzas neumáticas MHF2 67
Figura 3.20. Distancia al punto de prensión L 68
Grafica 3.1. Relacion fuerza/Punto de presión para la pinza de8 mm. diámetro 68
Grafica 3.2. Relacion fuerza/Punto de presión para la pinza de12 mm. diámetro 68
Grafica 3.3. Relacion fuerza/Punto de presión para la pinza de16 mm. diámetro 69
Grafica 3.4. Relacion fuerza/Punto de presión para la pinza de20 mm. diámetro 69
Figura 3.21. Orientaciones del perno 70
Figura 3.22. Actuador mesa giratoria MSQ 70
Figura 3.23. Movimiento vertical 71
Figura 3.24.Vista lateral de la trayectoria. 71
Figura 3.25. Carrera sobre Z 72

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
Figura.3.26 Actuador neumático guiado serie CXS de SMC. 72
Figura 3.27. Actuador neumático doble vástago serie CXSW de SMC 73
Figura 3.28. Carrera de acción del actuador neumático doble vástago CXSW 73
Figura 3.29. Carrera que debe de cubrir el actuador 76
Figura 3.30. Actuador neumático lineal tipo mesa 77
Figura 3.31. Arreglo de actuadores para el sistema de manipulación de la sub etapa de posicionamiento 77
Figura 3.32. Trayectoria del actuador neumático guiado 78
Figura 3.33. Orientación del perno en el torno y en el taladro 79
Figura 3.34. Acción de giro para librar la caja de engranes del taladro 80
Figura 3.35. Trayectoria entre la boquilla del torno (A) y la boquilla del taladro (B 80
Figura 3.36. Actuador neumático tipo mesa de arrastre con guías internas serie MY3 de la marca SMC 81
Figura 3.37. Arreglo de actuadores para la sub etapa de traslado.1) mesa neumática de arrastre, 2)
mesa giratoria, 3) mesa giratoria, 4) actuador neumático guiado, 5) pinzas neumáticas 82
Figura 3.38. Sensor inductivo serie PRD de la marca Autonics. 83
Figura 3.39. Detector magnético DM9P de la marca SMC. 84
Figura 3.40. Ubicación del controlador 86
Figura 3.41. PLC MicroLogix 1200 87
Figura 3.42. Partes principales de RsLogix 500 88
Figura 3.43. Diagrama de escalera 2 de direccionamiento de I/O 100
Figura 3.44. Salto de subrutina para activar al ladder 3 ON/OFF 100
Figura 3.45. Diagrama de escalera 3 energizado y paro del proceso 101
Figura 3.46. Numero de rampas que contienen pernos 101
Figura 3.47. Bobinas auxiliares para los indicadores de activo y paro 102
Figura 3.48. Diagrama de escalera 4 Punto a cero de los actuadores 102
Figura 3.49. Arreglo requerido para expulsar al actuador de doble vástago según sensores activos en
las rampas
103
Figura 3.50. Secuencia de actuadores activadas por etapas 104
Figura 3.51. Contador CTU para indicar el primer ciclo de la secuencia del proceso 105
Figura 3.52. Contador CTU activado por el sensor del torno para indicar termino del barrenado 105
Figura 3.53. Accionamiento del ciclo automático del torno para barrenar 105
Figura 3.54. Método de las etapas en cada una de las bobinas auxiliares para activar a la mesa
neumática de arrastre
106

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
Figura 3.55. Línea que acciona la retracción del actuador neumático tipo mesa de arrastre MY1 107
Figura 3.56. Expulsión del actuador neumático tipo mesa de arrastre MY3 107
Figura 3.57. Retracción del actuador neumático tipo mesa de arrastre hasta la posición intermedia 108
Figura 3.58. Etapa donde se inicia la operación de machueleado 108
Figura3.59. Apertura de la boquilla del taladro para retiro del perno barrenado y machueleado 109
Figura 3.60. Conteo de pernos terminados en base al pedido 109
Figura 3.61. Tiempo de barrenado de un perno que corresponde al accionamiento del torno para
barrenar
110
Figura 3.62. Tiempo promedio de machueleado de un perno que corresponde al accionamiento del
taladro
111
Figura 3.63. Archivo con extensión .ACH para la emulación del programa 112
Figura 3.64. Ventana RSWho 112
Figura 3.65. Configuración del driver para la emulación del programa 112
Figura 3.66. Asignación de número de estación en RsLogix Emulated 500 113
Figura 3.67. Comunicación para descargar el programa a la estación creada en el emulador 114
Figura 3.68. Ejecución del programa con el emulador RsLogix Emulated 500 114
Figura 3.69. Activación del energizado para los actuadores y maquinaria del proceso 115
Figura 3.70. Partes principales de FluidSIM 115
Figura 3.71. Arreglo de los actuadores en FluidSIM 117
Figura 3.72. Configuración del tópico para comunicar RsLogix 500 con FluidSIM 118
Figura 3.73. Puertos de comunicación de FluidSIM 118
Figura 3.74. Ventana del puerto de salida de FluidSIM 119
Figura 3.75. Selección del servidor 119
Figura 3.76. Selección del tópico y direcciones de RsLogix 500 120
Figura 3.77. Conexiones de los puertos de comunicación 121
Figura 3.78. Diagrama de estado de los primeros dos actuadores 121
Figura 3.79. Vista principal del panel frontal de LabVIEW 122
Figura 3.80. Paleta de herramientas 123
Figura 3.81. Paleta de controles 123
Figura 3.82. Paleta de funciones 124
Figura 3.83.Panel virtual del proceso automático de barrenado y machueleado de pernos tipo Pull
Dowel
124

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
Figura 3.84. Variable local del indicador digital Activo 125
Figura 3.85. Conexión de las lámparas realizada 125
Figura .3.86.Constantes de falso y verdadero de los indicadores 126
Figura 3.87. Ventada de diagrama de bloques con la programación 126
Figura 3.88. Procedimiento para direccionar botones 127
Figura 3.89. Procedimiento para direccionar la lámpara de botón de paro 127
Figura 3.90. Ingreso del total de piezas a barrenar y machuelear 128
Figura 3.91. Energizado del equipo del proceso 128
Figura 3.92. Detección de sensores activos en rampas 129
Figura 3.93. Expulsión del actuador de doble vástago 129
Figura 3.94. Diagrama de estado de la respuesta de los actuadores de la sub-etapa de posicionamiento 130
Figura 3.95. Mesa neumatica de arrastre detenida en la segunda rampa 130
Figura 3.96. Inicio del machueleado del perno 131
Figura 3.97. Termino de la subetapa de retiro 131
Figura 3.98. Indicacion de un perno terminado. 132
Figura 3.99. Diagrama de estado de secuencia de los actuadores de la automatizacion del proceso de
barrenado y machueleado de pernos Pull Dowel
133
Figura 3.100. Paro del proceso 134
Figura 3.101. Paro de los actuadores del proceso 134
Figura 3.102. Cantidad de piezas que faltan por manufacturar 135
Figura 3.103. Contacto de Point 0 activo 135
Figura 3.104. Retraer actuador de doble vástago 136
Figura 3.105. Reinicio del proceso automático de barrenado y machueleado 136
Figura 3.106. Término del proceso automático de barrenado y machueleado de pernos Pull Dowel 137
ÍNDICE DE DIAGRAMAS
DIAGRAMAS Pág.
Diagrama 2.1. Diagrama a bloques del proceso de manufactura de pernos Pull Dowel 24
Diagrama 2.2. Diagrama de flujo del ciclo de operación del torno 26
Diagrama 2.3. Diagrama de flujo del ciclo de operación del taladro 33

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
Diagrama 3.1. Diagrama de flujo de la secuencia de accionamiento de los actuadores de la
etapa de posicionamiento
92
Diagrama 3.2. Representación de la secuencia de los actuadores de las etapas de traslado y retiro 93
Diagrama 3.3. Diagrama de estado de los actuadores de la subetapa de posicionamiento, traslado y
retiro 94

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
ÍNDICE DE TABLAS
TABLAS Pág.
Tabla 1.1 Tipos de cilindros magnéticos más representativos 10
Tabla 1.2 Comparación entre actuadores neumáticos y eléctricos 14
Tabla 1.3 Ventajas y desventajas de los tipos de distribución de la maquinaria 20
Tabla 2.1Dimensiones de pernos tipo Pull Dowel 22
Tabla 3.1 Diagrama de flujo de proceso 41
Tabla 3.2 Resumen del diagrama de flujo de proceso 42
Tabla 3.3 Diagrama de flujo operativo del barrenado 43
Tabla 3.4 Diagrama de flujo operativo del machueleado 44
Tabla 3.5 Valores de los parámetros para la selección del actuador 61
Tabla 3.6 Tabla comparativa de actuadores 62
Tabla 3.7 Medios de transporte de materiales 63
Tabla 3.8 Comparación entre sistemas de accionamiento 64
Tabla 3.9. Carga del actuador 72
Tabla 3.10. Carga total del actuador neumático doble vástago CXSW de la marca SMC 74
Tabla 3.11. Carga total de la mesa de giro 75
Tabla 3.12. Carga total sobre la mesa neumática 76
Tabla 3.13. Carga del actuador MY3 de la marca SMC 81
Tabla 3.14. Total de entradas y salidas 85
Tabla 3.15. Características del controlador MicroLogix 1200 86
Tabla 3.16. Características de los módulos de expansión 87
Tabla 3.17 Lista de entradas y salidas del PLC 90
Tabla 3.18. Direccionamiento de entradas del PLC 96
Tabla 3.19. Direccionamiento de salidas del PLC 97
Tabla 4.1. Recurso economico destinado para el desarrollo del proyecto. 139
Tabla 4.2. Cotización de equipo propuesto para la solución. 139
Tabla 4.3. Cotización del PLC Micrologix 1200. 140
Tabla 4.4. Costo de ingeniería 140
Tabla 4.5. Recurso económico para el desarrollo del proyecto 140
Tabla 4.6. Estimación del tiempo de recuperación del proyecto 141

CAPÍTULO I
INTRODUCCIÓN TEÓRICA
Este capítulo tiene como objetivo dar una introducción teórica sobre el fundamento de los
elementos que se emplean para lograr el objetivo del presente trabajo. De igual forma se
presentan los antecedentes de la empresa de la cual se toma el tema de interés e
información del perno tipo Pull Dowel, producto principal de la empresa.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
2
1.1 AUTOMATIZACIÓN INDUSTRIAL
La palabra automatización proviene de la contracción de términos en inglés automatic
motivation (motivación automática) y fue usada por primera vez en los años de la década de
los cuarenta por un ingeniero de la Ford Motor Company para describir la operación colectiva
de muchas máquinas interconectadas en la planta.
Las máquinas podían fresar, perforar, rectificar y terminar un monobloc, dejando el producto
terminado al final de la línea. El sistema estaba programado para hacer las tareas de sujeción y
manejo que antes se realizaba de manera manual, por lo que el operador solo se dedicaba a
supervisar las máquinas y revisar la calidad del producto terminado.
La intervención de un operador es a menudo para asegurar un control o pilotaje global de
procesos para vigilar las instalaciones y asumir el mando manual total o parcial del sistema.
Las medidas de los parámetros del proceso son efectuadas por captadores o sensores que
toman información, la ponen en forma conveniente y a menudo transforman la naturaleza
física y las órdenes de mando son transmitidas al proceso por los actuadores [2].
1.1.1 Objetivos de la automatización
La competición económica que conocemos impone a la industria la necesidad de producir en
calidad y en cantidad para responder a la demanda en un entorno muy competitivo [3]. Los
objetivos tratan de:
Producir una calidad constante.
Proveer las cantidades necesarias en el momento preciso.
Incrementar la productividad y flexibilidad de la herramienta.
1.1.2 Funciones de la automatización
El grado de automatización de un sistema es variable, según la naturaleza del proceso, su
complejidad, el conocimiento que se tenga de él y los objetivos asignados al proyecto. Se
distinguen tres grados de automatización [3]:

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
3
1.- Vigilancia de las magnitudes: Corresponde a un objetivo de conocimiento técnico y
económico del proceso donde el órgano de control adquiere información, las analiza y ejecuta.
2.- Mando guía operador: Completa lo precedente por tratamientos más elaborados y propone
a los responsables para concluir o iniciar el proceso. El automatismo esta aquí en lazo abierto
ya que no se actúa directamente en el proceso ya que el bucle lo cierra el operador.
3.- Mando: Corresponde a la automatización completa de ciertas funciones, después de la
adquisición de la información, pasando por el proceso lógico para llegar a una acción sobre el
proceso. El hombre está excluido de la ejecución ya que solo se encarga de vigilar e intervenir
incidentalmente para asumir el control manual.
1.1.3 Nivel de automatización
Se tienen clasificados cuatro niveles primordiales para una automatización basado en las
acciones del hombre y de la máquina, los cuales son [3]:
El primer nivel corresponde a una máquina sencilla o una parte de la máquina, donde se puede
tratar de funciones de seguridad o de encadenamiento de las tareas o de vigilancia de los
tiempos muertos o del posicionamiento de las piezas.
El segundo nivel se enfoca a una máquina más compleja o un conjunto de máquinas simples.
Los mandos correspondientes están vinculados a la explotación de las máquinas, sus funciones
y su puesta en marcha dependen del operador. Este es el dominio clásico del automatismo
industrial.
El tercer nivel se refiere a un proceso o a un taller completo, la automatización es completa
con técnicas refinadas y susceptibles de englobar parámetros técnicos así como variables
económicas como pedidos, especificaciones particulares de los productos y optimización
económica.
El cuarto nivel la gestión integrada que tiene por objeto efectuar la unión entre la producción y
la gestión de la empresa con sus limitantes económicas.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
4
1.2 ANTECEDENTES DE INDUSTRIAS CAMPUZANO (ICSA)
Industrias Campuzano S.A de C.V. es una empresa 100% mexicana dedicada a la fabricación de
productos de ensamble para equipos mecánicos, como son bujes, pernos, L-Bloks, Riser Angle
Brakets, pernos perforadores y fabricaciones especiales; además ofrece los servicios de maquinado
para grandes piezas de 6mts de largo, 2.8 mts de ancho y 1.2 mts de alto.
La empresa ICSA cumple con los requisitos, normas y procedimientos que se requieren ya que su
mentalidad es compartida y usada por todo el personal de la empresa para la mejora continua de su
sistema y para el logro de sus objetivos, los cuales son satisfacer las necesidades, proporcionar un
producto libre de defectos y un servicio de calidad [4].
Actualmente las principales empresas dedicadas al ramo de la fabricación de herramental para
ensamble de carrocerías son: Ford, General Motors, Chrysler, las cuales han realizado un compendio
de normas que usan de guía al diseñar nuevos herramentales, estándar NAAMS. Dentro de este
estándar, está incluido el perno Pull Dowel, perno que fabrica dicha empresa.
A nivel nacional sólo existen 5 empresas con capacidad de ofrecer proyectos “llave en mano” para esta
área de la industria automotriz, estas empresas a su vez ofrecen este servicio a las principales
fabricantes de automóviles (Ford, General Motors, Chrysler, Volkswagen, Nissan) y de componentes o
subensambles (Metalsa, Benteler, PEMSA, Magna, Nugar, etc.). Cada una de las empresas
mencionadas, a su vez subcontrata con proveedores locales algunos subensambles y maquinados y
estos a su vez consumen pernos a través de algún distribuidor local [5].
La automatización propuesta de este trabajo comprende las etapas de barrenado y machueleado. La
etapa de barrenado se realiza en un torno semiautomático hidroneumático Hardinge DSM1-A (Figura
1.1) y el machueleado en un taladro sensitivo de modelo de banco IXON (Figura 1.2).

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
5
Figura 1.1. Torno semiautomático hidroneumático Hardinge DSM1-A
Figura 1.2. Taladro sensitivo de banco IXION

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
6
1.2.1 Ubicación de la planta
La macro localización de la empresa ICSA está situada en el Estado de México, de los Estados Unidos
Mexicanos. La microlocalización está ubicada en Av. Central #3, colonia Rústica Xalostoc, Ecatepec,
Edo. de México, CP.55340. En la Figura1.3 se muestra el mapa de la microlocalización de la empresa
ICSA.
Figura 1.3. Mapa de microlocalización de la empresa ICSA.
1.2.2 Pernos tipo Pull Dowel
La empresa ICSA está dedicada a la fabricación de productos para dispositivos de maquinado y
ensamble como lo son los pernos Dowel métricos y estándar, dichos pernos son con rosca para
extracción (mm/Std) además de que se pueden realizar fabricaciones especiales. Este tipo de pernos se
utilizan en la industria aeroespacial, automotriz, de construcción militar y otras industrias. Su función
principal es la fijación o alineación de dos componentes que son desmontados y montados.
Los pernos “dowel sólidos” y los “pull dowel” son elementos que sirven para ensamblar con precisión
dos componentes, que a su vez, cada uno previamente ha sido barrenado al diámetro del perno y a las
distancias entre centros de los mismos. El perno dowel sólido era anteriormente el más utilizado, y a
raíz de las crecientes innovaciones en la industria automotriz y la imperiosa necesidad de reducir costos
y reutilizar componentes de herramentales pasados, llevaron al ramo automotriz a refinar el concepto
del perno “pull dowel”. Este perno permite poder ser extraído con facilidad una vez instalado debido a

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
7
que tiene un barreno roscado en un extremo, además de que cuenta con características como una
superficie endurecida, salida de aire y un diámetro rectificado de precisión como se muestra en la
figura 1.4 [4].
Figura 1.4. Características de los pernos Pull Dowel.
1.3 TORNO TIPO TORRETA REVOLVER
El torno es una de las máquinas herramientas más antiguas e importantes en la actualidad; en un inicio
se utilizaba para madera, accionado por una cuerda enrollada o con un pedal, este ha sido mejorando y
perfeccionando hasta tener toda una gama de tornos tipo torreta revolver. Sin importar el tipo de torno,
este tiene la función principal de tornear formas y piezas de trabajo cilíndricas. La torreta revolver se
desarrolló por la necesidad de realizar diferentes operaciones en un mismo amarre de pieza en el año
1858 [6].
1.3.1 Clasificación de los tornos
Existe una gran diversidad de tornos para una variedad de aplicaciones y propósitos, por lo cual se
generan clasificaciones basadas en los siguientes factores:
Plano para salida de aire Superficie endurecida
Rosca para extracción
Diámetro rectificado de precisión

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
8
1. Clasificación por su alcance de aplicación o finalidad.
Torno de producción.
Torno de torreta.
Torno automático de un solo husillo.
Torno de control numérico CNC.
2. Clasificación por sus características
Torno rápido.
Trabajo de la madera.
Torneado de metales.
Torno de pulido.
Torno de torreta.
Torno de revolver.
Torno automático
1.4 TALADRO SENSITIVO DE BANCO
La ejecución de un agujero en una pieza puede ser una operación sencilla pero en un taller es un trabajo
muy importante y preciso; por lo cual se han diseñado herramientas con el fin de que los taladros
puedan ser prácticos y económicos. La taladradora es la segunda máquina herramienta conocida por
orden de antigüedad, ya que fue inventada después del torno [6].
Clasificación de los taladros
Para clasificar el tipo de taladros se pueden considerar tres categorías principales en base a su
construcción
1) Taladro de husillo vertical
2) Taladro de husillos múltiples
3) Taladro radial
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
9
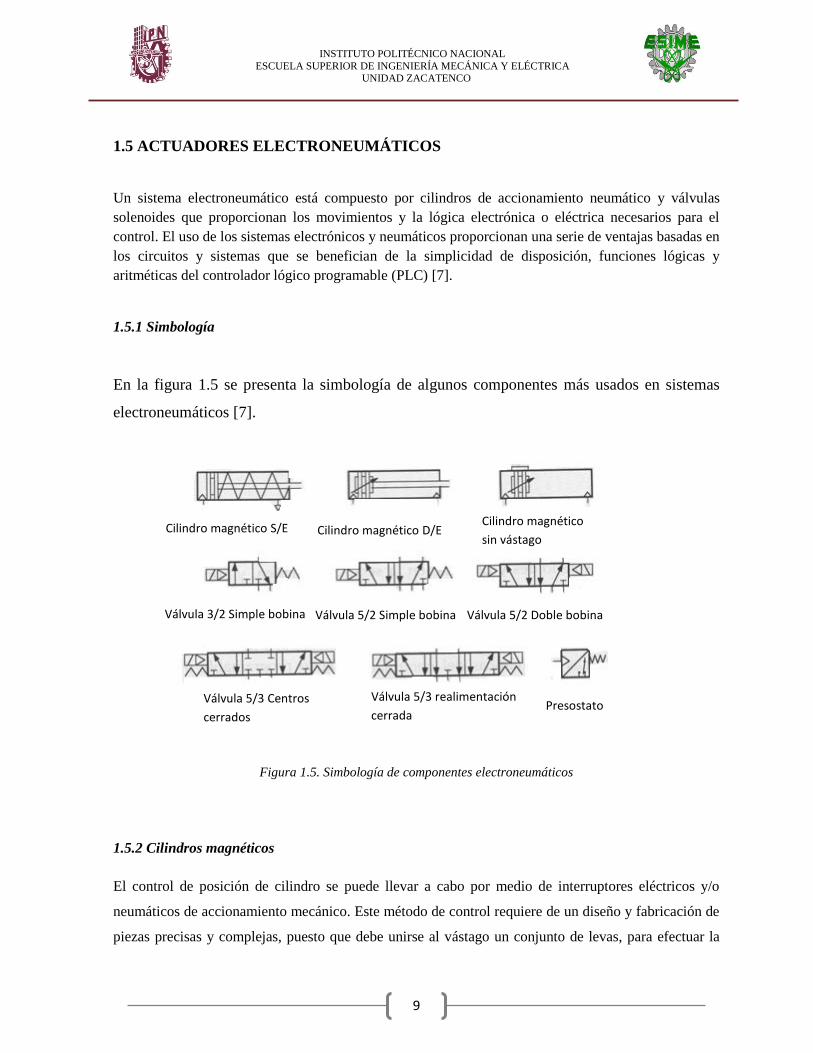
1.5 ACTUADORES ELECTRONEUMÁTICOS
Un sistema electroneumático está compuesto por cilindros de accionamiento neumático y válvulas
solenoides que proporcionan los movimientos y la lógica electrónica o eléctrica necesarios para el
control. El uso de los sistemas electrónicos y neumáticos proporcionan una serie de ventajas basadas en
los circuitos y sistemas que se benefician de la simplicidad de disposición, funciones lógicas y
aritméticas del controlador lógico programable (PLC) [7].
1.5.1 Simbología
En la figura 1.5 se presenta la simbología de algunos componentes más usados en sistemas
electroneumáticos [7].
Figura 1.5. Simbología de componentes electroneumáticos
1.5.2 Cilindros magnéticos
El control de posición de cilindro se puede llevar a cabo por medio de interruptores eléctricos y/o
neumáticos de accionamiento mecánico. Este método de control requiere de un diseño y fabricación de
piezas precisas y complejas, puesto que debe unirse al vástago un conjunto de levas, para efectuar la
Cilindro magnético S/E Cilindro magnético D/E Cilindro magnético S/E Cilindro magnético
sin vástago
Válvula 3/2 Simple bobina Válvula 5/2 Simple bobina Válvula 5/2 Doble bobina
Válvula 5/3 Centros
cerrados
Válvula 5/3 realimentación
cerrada Presostato

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
10
acción de los interruptores, para lo cual se utilizan los cilindros magnéticos. Los interruptores se
adaptan al exterior de la camisa del cilindro ya que cuando el pistón magnético pasa por debajo del
interruptor se conseguirá una señal que realimentará la posición del pistón [5].
1.5.3 Tipos de cilindros magnéticos
En la tabla 1.1 se muestran los tipos de cilindros más representativos y sus características.
Tabla 1.1.Tipos de cilindros magnéticos más representativos
TIPO DE CILINDRO MAGNÉTICO IMAGEN
Cilindro de doble efecto. Norma ISO, vástago retraído.
Diámetro en mm: 10,12,16,20,25
Carrera estándar en mm: 10,25,50
Cilindro de doble efecto de perfil ligero según Norma ISO,
vástago retraído y VDMA.
Diámetro en mm: 32,40,50,63,80,100
Carrera estándar en mm: 25,50,80,100,125,160
Amortiguación regulable.
Amplia gama de fijaciones.
Cilindro de doble efecto sin vástago.
Diámetro en mm: 16,20,25,32,40,50,63,80
Carrera máximas: 8.5 m. en diámetros de 16 a 40, 7 m. en
diámetros de 50 a 63.
Opciones de guiado: interno, externo, rodillo de precisión.
Otras opciones: Freno activo, freno pasivo y válvula
integrada.
Cilindro de doble efecto con unidades de deslizamiento lineal.
Diámetro en mm: 10,16,25,32,40
Carrera estándar en mm: 25,50,75,100 para diámetro 16
25,50,75,100,125,150 en diámetro 16
Cojinetes de deslizamiento de alta precisión.
Doble vástago guía de alta rigidez.
Amortiguación regulable.
Amplia gama de fijaciones.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
11
1.5.4 Electroválvulas
Las válvulas proporcionales son convertidores de intensidad/tensión en presión y caudal adaptadas a
las aplicaciones de neumática de potencia. Por ello desde un sistema de control electrónico con una
salida de 4-20 mA o de 0-10 V, se regula la presión o el caudal de un circuito neumático [8].
Las aplicaciones principales de estas válvulas son:
Control y ajuste de la fuerza de un cilindro
Control de la amortiguación y freno de mecanismo de desplazamiento
Control de la fuerza de apriete de las pinzas de soldar por puntos
Mando y control de tensión de rodillos de las máquinas de papel
Mando y control de la posición de los cilindros neumáticos.
Electroválvula proporcional de presión
Esta se desplazará a la derecha o izquierda proporcionalmente según la cantidad de presión ya que
tienden a equilibrarla con la potencia del solenoide dando una posición a la bobina. La válvula
proporcional de presión tiene un control posición más sofisticado, por lo cual sus aplicaciones se basan
al control por una válvula de flujo proporcional, ajustando por medio de una señal variable enviada por
un controlador electrónico [8].
Electroválvula proporcional de caudal
Esta válvula cuenta con tres estados de de activación basado en el principio de que al aplicar una
corriente continua esta sufrirá un desplazamiento proporcional al valor de la corriente en un rango de
4-20 mA [8].
1.5.5 Unidad de mantenimiento
Las unidades de mantenimiento para aire comprimido retienen partículas sólidas y las gotas de
humedad contenidas en el aire; las unidades de mantenimiento se componen generalmente de tres
elementos (Ver figura 1.6) [9]:
1) Filtro de aire
2) Regulador de presión
3) Lubricador

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
12
Figura 1.6. Unidad de mantenimiento FLR
Las partículas más grandes son retenidas por el filtro papel, mientras que los líquidos son desviados al
vaso del filtro. El líquido condensado en el vaso del filtro se debe vaciar periódicamente, ya que de lo
contrario podría ser arrastrado por la corriente del aire comprimido al circuito. Los filtros más finos de
hasta 0.01 micras se encargan de filtrar las partículas más pequeñas e incluso mínimas gotas de agua
que quedará en el aire comprimido.
La válvula reguladora de presión o regulador de presión mantiene la presión de trabajo constante del
lado del usuario, independientemente de las variaciones de presión en la red principal y del consumo.
Se debe tener presente la presión de entrada del regulador debe ser superior a la de trabajo.
El lubricador de aire comprimido tiene la función de lubricar de modo suficiente a todos los elementos
neumáticos, en espacial a los activos. El aceite que utiliza el lubricante es aspirado en un pequeño
depósito de la misma unidad de mantenimiento mezclado con la corriente de aire comprimido y
distribuido en forma de niebla.
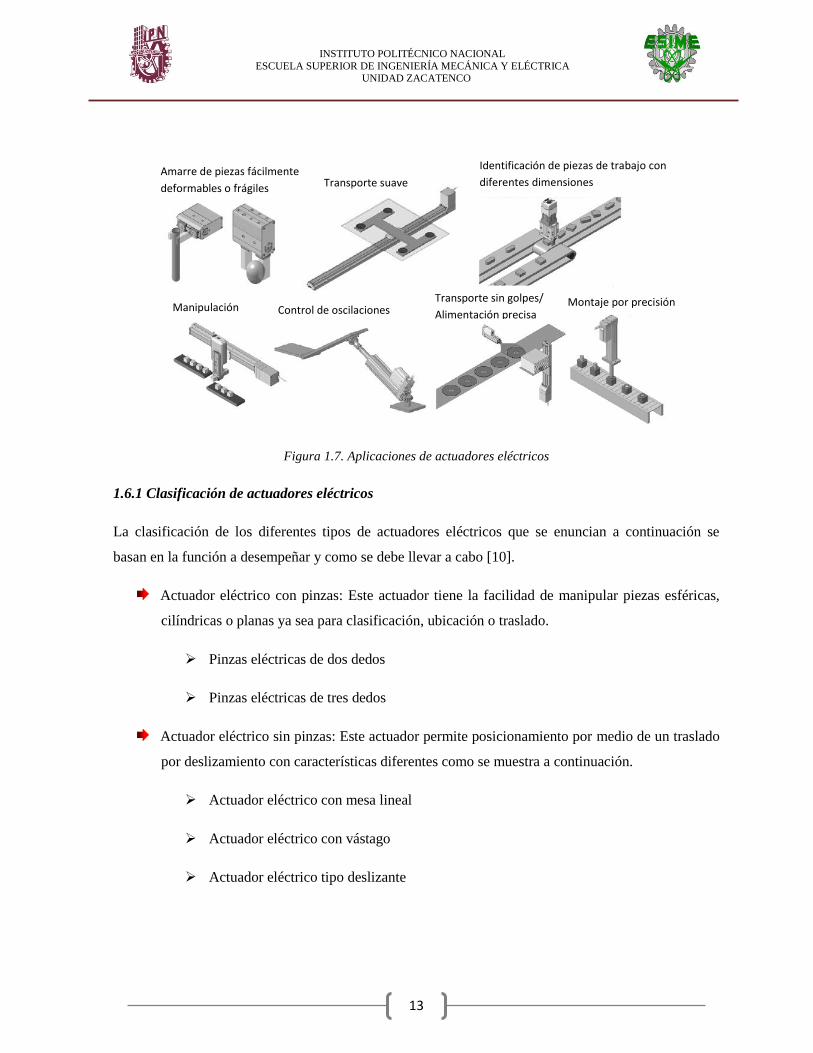
1.6 ACTUADORES ELÉCTRICOS
Un actuador es un dispositivo mecánico que a través de una energía transportada por aire, corriente
eléctrica o líquido, es convertida en cierta clase de movimiento, basado en ese principio un actuador
eléctrico es aquel que tiene una suave aceleración y desaceleración, fuerza de amarre controlada y un
posicionamiento múltiple, preciso, fiable, más silencioso en comparación con los actuadores
neumáticos. Estos actuadores tienen aplicaciones como las que se muestran en la figura 1.7 [10].
Lubricante
Filtro de aire
Regulador de presión
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
13
Figura 1.7. Aplicaciones de actuadores eléctricos
1.6.1 Clasificación de actuadores eléctricos
La clasificación de los diferentes tipos de actuadores eléctricos que se enuncian a continuación se
basan en la función a desempeñar y como se debe llevar a cabo [10].
Actuador eléctrico con pinzas: Este actuador tiene la facilidad de manipular piezas esféricas,
cilíndricas o planas ya sea para clasificación, ubicación o traslado.
Pinzas eléctricas de dos dedos
Pinzas eléctricas de tres dedos
Actuador eléctrico sin pinzas: Este actuador permite posicionamiento por medio de un traslado
por deslizamiento con características diferentes como se muestra a continuación.
Actuador eléctrico con mesa lineal
Actuador eléctrico con vástago
Actuador eléctrico tipo deslizante
Amarre de piezas fácilmente
deformables o frágiles Transporte suave
Identificación de piezas de trabajo con
diferentes dimensiones
Manipulación Control de oscilaciones Transporte sin golpes/
Alimentación precisa Montaje por precisión

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
14
Tabla 1.2 Comparación entre actuadores neumáticos y eléctricos
ACTUADORES NEUMÁTICOS ACTUADORES ELÉCTRICOS
Son relativamente económicos
Ofrecen una mayor vida útil (en términos de
ciclos)
Son excelentes para aplicaciones de movimiento
continuo de extremo a extremo
Ofrecen elevada velocidad y elevada fuerza
Son relativamente fáciles de utilizar y mantener
No requieren una complicada programación
Ofrecen mayores niveles de precisión y
repetitividad
Son más limpios, suaves y silenciosos
Proporcionan un verdadero control del
movimiento, movimientos de múltiples
posiciones sincronizado
Control de velocidad y fuerza
No requieren aire comprimido para
funcionar
1.6.2 Sensores
Un sensor está definido como un dispositivo eléctrico y/o mecánico que convierte magnitudes físicas
(luz, magnetismo, presión, etc.) en señales de voltaje o discretas representativas de dichas magnitudes.
Tipos de sensores discretos
Los sensores discretos son muy usados para representar permisivos en la lógica de funcionamiento
dentro de la programación de un controlador, existen tres grandes tipos de sensores discretos.
Sensores capacitivos. Los sensores capacitivos basan su funcionamiento en el siguiente
principio la capacitancia del condensador es modificada en presencia de objetos sólidos. En la
figura 1.8 se muestra un sensor capacitivo.
Figura 1.8. Sensor capacitivo

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
15
Sensores fotoeléctricos. Los sensores fotoeléctricos están constituidos de dos etapas principales
la etapa emisora que es la que se encarga de emitir un haz de luz la etapa receptora capta la luz
emitida si es que no es interrumpida por un objeto en su trayectoria. En la figura 1.9 se muestra
un sensor fotoeléctrico.
Figura 1.9. Sensor fotoeléctrico
Sensores inductivos. Este tipo de sensores son empleados en la industria para la detección de
metales ferrosos porque no detectan plásticos ni líquidos. Los sensores de proximidad
inductivos contienen un devanado interno y cuando una corriente circula por el mismo se
genera un campo magnético que perite detectar algún metal cuando este próximo (figura 1.10).
Figura 1.10. Sensor inductivo
1.7 CONTROLADOR LÓGICO PROGRAMABLE
Es un sistema electrónico de operación digital, para uso en ambiente industrial, usa memoria
programable para almacenamiento interno de instrucciones y funciones específicas, tales como:
secuencias, tiempo, conteo y aritmética para control de entradas y salidas analógicas o digitales y
manipulación de datos [11].

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
16
Las terminales de entrada reciben señales de realimentación para conexión a dispositivos como
interruptores de láminas, interruptores de seguridad, sensores de proximidad, sensores fotoeléctricos,
pulsadores e interruptores manuales y otros dispositivos de entrada. El circuito para producir las salidas
deseadas en el momento adecuado o en la secuencia adecuada para la aplicación, se plasma en forma
de diagrama de contactos y programa en la memoria del PLC como instrucciones lógicas.
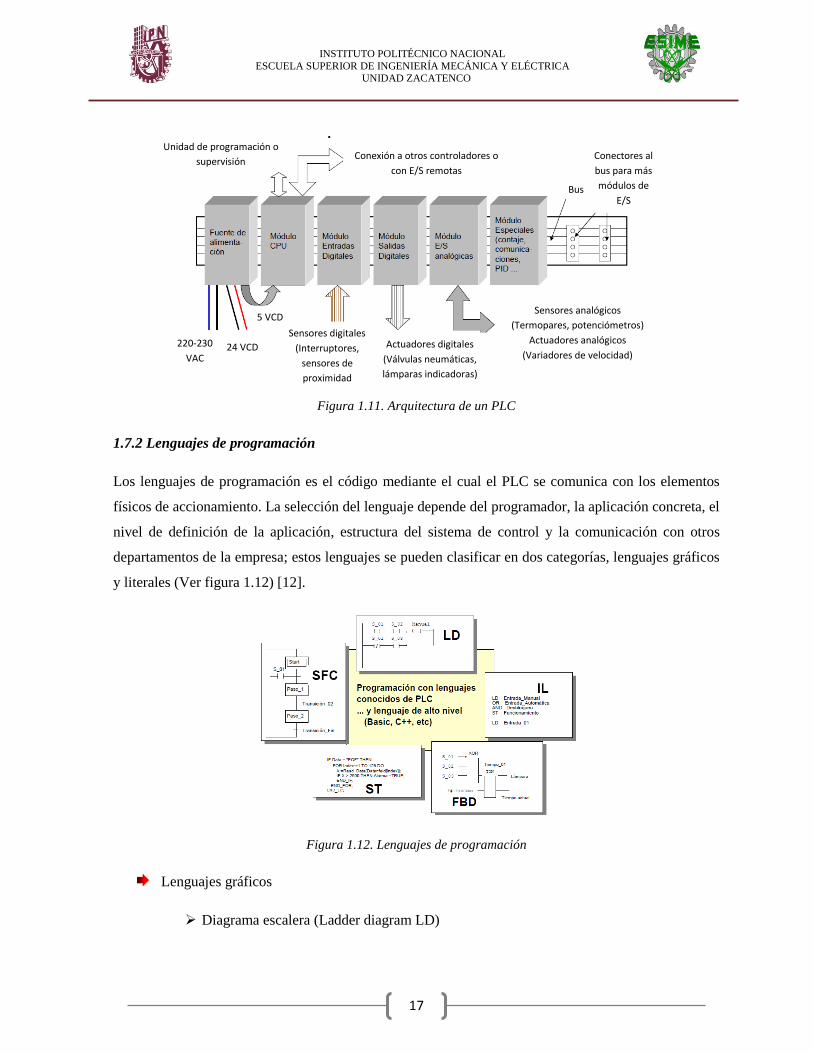
1.7.1 Componentes de un PLC
El controlador lógico programable tiene como partes principales las que enuncian a continuación y que
se visualizan en la figura 1.11 [12].
Fuente de alimentación: Es la encargada de suministrar la tensión y corriente necesarias tanto a la
CPU como a las tarjetas. La tensión de entrada es de 110/220 VAC de entrada y 24 DCV de salida.
Módulo CPU: Es el cerebro del PLC y consta de uno o varios microprocesadores (según fabricante)
que se programan mediante un software propio. La mayoría de ellos ofrecen varias formas de
programación, trabajan en base a dos estados para un mismo bit (0 o 1).
Módulo de entradas y salidas digitales: Se conectan al rack y comunican con la CPU a través de la
citada conexión. En el caso de las entradas digitales transmiten los estados 0 o 1 del proceso a la CPU.
En el caso de las salidas, la CPU determina el estado de las mismas tras la ejecución del programa y las
activa o desactiva en consecuencia.
Módulo de entradas y salidas analógicas: Estas tarjetas leen un valor analógico e internamente lo
convierten en un valor digital para su procesamiento en la CPU. Esta conversión la realizan los
convertidores analógico-digitales.
Módulos especiales: Se utilizan normalmente para control o monitorización de variables o
movimientos críticos en el tiempo, ya que usualmente realizan esta labor independientemente de la
CPU.
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
17
Figura 1.11. Arquitectura de un PLC
1.7.2 Lenguajes de programación
Los lenguajes de programación es el código mediante el cual el PLC se comunica con los elementos
físicos de accionamiento. La selección del lenguaje depende del programador, la aplicación concreta, el
nivel de definición de la aplicación, estructura del sistema de control y la comunicación con otros
departamentos de la empresa; estos lenguajes se pueden clasificar en dos categorías, lenguajes gráficos
y literales (Ver figura 1.12) [12].
Figura 1.12. Lenguajes de programación
Lenguajes gráficos
Diagrama escalera (Ladder diagram LD)
Unidad de programación o
supervisión Conexión a otros controladores o
con E/S remotas
Conectores al
bus para más
módulos de
E/S Bus
220-230
VAC 24 VCD
5 VCD
Sensores digitales
(Interruptores,
sensores de
proximidad
Actuadores digitales
(Válvulas neumáticas,
lámparas indicadoras)
Sensores analógicos
(Termopares, potenciómetros)
Actuadores analógicos
(Variadores de velocidad)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
18
Diagrama de bloques funcionales (Function Block Diagram FBD)
Grafcet
Lenguajes literales
Lista de instrucciones (Instruction list IL)
Lenguaje estructurado (Structured text ST)
1.8 TIEMPOS Y MOVIMIENTOS
El estudio de tiempos comprenden el diseño, formulación, y la selección de los mejores métodos,
procesos, herramientas, equipos diversos y especialidades necesarias para manufacturar un producto, el
mejor método debe compaginarse con las mejores técnicas y habilidades disponibles a fin de lograr una
eficiente interrelación humano-máquina.
El estudio de movimientos se utiliza para analizar un método determinado y ayudar al desarrollo de un
centro de trabajo eficiente, este estudio es el análisis cuidadoso de los diversos movimientos que
efectúa el cuerpo al ejecutar un trabajo. Su objeto es eliminar o reducir los movimientos ineficientes y
facilitar y acelerar los eficientes con mayor facilidad y aumento de producción.
Para realizar el estudio de movimientos se basa en el estudio visual de movimientos el cual se aplica
con mayor amplitud porque la actividad que se estudia no necesita ser de tanta importancia para
justificar económicamente su empleo, donde se comprende la observación cuidadosa de la operación y
la elaboración de un diagrama de proceso del operario [13]. Existen movimientos fundamentales, de
los cuales según Frank Gilbreth toda operación se compone de 17 divisiones básicas las cuales son:
1. Buscar
2. Seleccionar
3. Tomar
4. Alcanzar
5. Mover
6. Sostener
7. Soltar
8. Colocar en posición
9. Precolocar en posición
10. Inspeccionar
11. Ensamblar
12. Desensamblar
13. Usar
14. Demora

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
19
1.8.1 Diagrama de curso (o flujo de proceso)
El diagrama de flujo es especialmente útil para poner de manifiesto costos ocultos como distancias,
retrasos y almacenamientos temporales. Una vez expuestos estos periodos no productivos, el analista
puede empezar con las mejoras. Generalmente se utilizan dos tipos de diagrama de flujo: de productoy
y operativo. Mientras el diagrama de producto muestra todos los detalles de los hechos que tienen lugar
para un producto o un material, el diagrama de flujo operativo muestra los detalles de cómo una
persona ejecuta una secuencia de operaciones [13].
1.8.2 Distribución del equipo en planta
El principal objetivo de la distribución efectiva del equipo en la planta es desarrollar un sistema de
producción que permita la fabricación del número de productos deseados, con la calidad deseada y al
menor costo posible. Por tanto, la distribución del equipo es un elemento importante de todo un sistema
de producción.
En algunos casos se cuentan con distribuciones de equipo deficientes que resultan costosas, y la
mayoría son costos ocultos y, en consecuencia no pueden ser expuestos con facilidad. Los costos de
mano de obra indirecta correspondientes a movimientos de gran distancia, regresos, demoras y
suspensiones del trabajo son debido a congestionamientos provocados por la distribución inadecuada
del equipo en la planta [13].
1.8.2.1 Tipos de distribuciones
En general toda distribución corresponde a uno o a la combinación de dos tipos básicos de distribución,
la rectilínea, o por producto, y el funcional, o por proceso. En la distribución en línea recta de la
maquinaria es muy usada en ciertos procesos de producción en masa y la distribución por proceso
consiste en la agrupación de instalaciones o máquinas semejantes. En la tabla 1.3 se muestran las
ventajas y desventajas de cada distribución [13].

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
20
Tabla 1.3 Ventajas y desventajas de los tipos de distribución de maquinaria
TIPO DE
DISTRIBUCIÓN VENTAJAS DESVENTAJAS
Distribución
rectilínea o por
producto.
La ventaja principal es
que los inconvenientes
se pueden superar si
las exigencias de la
producción son
considerables.
Se puede fomentar el descontento por los trabajadores
debido a que están agrupadas instalaciones de distinta
naturaleza.
El entrenamiento del operario llega a ser difícil, puesto
que ningún trabajador experimentado adscrito a una
instalación o área de trabajo determinada puede estar
disponible en el área inmediata para adiestrar al nuevo
operador.
Hallar supervisores competentes debido a la variedad de
instalaciones y trabajos que se deben supervisar causa
un problema.
Distribución
funcional o por
proceso.
Esta distribución es
mejor si las cantidades
de producción de
productos similares
son limitadas y la
factoría es de tipo
especial.
Probabilidad de tener recorridos largos y regresos de
trabajadores que requieren una serie de operaciones en
diversas máquinas.
Requiere un gran volumen de papeleo requerido para
expedir órdenes y controlar la producción entre las
diversas secciones.
Contar con los conocimientos básicos en los cuales se fundamenta el funcionamiento de cada uno de
los elementos que se emplean, es la base para tener un criterio más amplio y fundamentado del porque
y para que se deben utilizar cada uno de los elementos explicados, ya que con base a sus ventajas y
características permite tener una visión de la variedad de tecnologías y técnicas que se pueden aplicar
para que en con respecto a su análisis y evaluación se pueda determinar lo que es más factible para
lograr los objetivos del presente trabajo.

CAPÍTULO II
DESCRIPCIÓN DEL PROCESO
Para efectuar una automatización se requiere de conocer como se realiza el proceso y
partir de ello estudiar y valorar las opciones existentes para logar que el proceso sea más
efectivo, productivo, seguro, económico y fiable dependiendo del objetivo de dicha
automatización. Por lo cual este capítulo se enfoca a describir el procedimiento actual del
proceso de las estaciones de barrenado y machueleado de pernos tipo Pull Dowel.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
22
2.1 PROCESO DE MANUFACTURA DE PERNOS TIPO PULL DOWEL
El proceso para la manufactura de pernos Pull Dowel se aplica en la producción de distintas medidas
que van desde 6.35 mm a 19.05 mm de diámetro nominal y de 12.7 mm a 152.4 mm de longitud; con
una serie de combinaciones que hace una gama muy amplia de medidas de pernos que se realizan en
este proceso como se puede ver en la tabla 2.1.
Tabla 2.1 .Dimensiones de pernos tipo Pull Dowel
La figura 2.1 muestra las dimensiones correspondientes con la tabla 2.1 Dimiensiones de pernos Pull
Dowel con lo cual se obtiene un total de 61 diferentes combinaciones de medidas para pernos, sin
tomar en cuenta que además de estas combinaciones se realizan trabajos especiales sobre pedido con
medidas especificas. Todas las medidas se hacen con las mismas máquinas cambiando solo en la
estación de barrenado y machueleado las herramientas y accesorios, como se explica en la sección
2.2.1 Estudio del torno semiautomático hardinge DSM1-A tipo torreta y 2.2.2 Estudio del taladro
sensitivo modelo de banco Ixion.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
23
Figura 2.1. Esquema de dimensionamiento de un perno tipo Pull Dowel
La manufactura de pernos tipo Pull Dowel comienza con la etapa de seccionamiento en donde se
cortan las varillas a la medida específica del perno a realizar mediante una máquina cortadora y una
vez terminada la etapa de seccionamiento, se pasan los cortes de varilla a la etapa de barrenado; en
esta etapa se realiza un barreno a cada perno mediante un torno semiautomático hidroneumático
Hardinge DSM1-A tipo torreta , después de realizar los barrenos a cada perno se tienen que trasladar a
un taladro sensitivo de banco IXION donde se efectúa la etapa de machueleado, estas dos últimas
etapas mencionadas conforman las etapas de estudio de este trabajo y se detallan en las secciones 2.2.1
Estudio del torno semiautomático hardinge DSM1-A tipo torreta y 2.2.2 Estudio del taladro sensitivo
modelo de banco Ixion.
La etapa siguiente consta de hacer un tratamiento térmico para dar propiedades específicas de dureza y
temple al perno esta etapa se realiza fuera de la empresa, posteriormente regresan los pernos a la
empresa ICSA donde se tienen que separar y clasificar los pernos, esta etapa se lleva a cabo de forma
manual, posteriormente se pasa a la etapa de esmerilado en donde se les realiza una salida de aire a la
superficie del perno, para posteriormente pasar por un ajuste de diámetro final ya que los pernos tipo
Pull Dowel son de gran precisión en sus medidas. Finalmente el perno ya terminado pasa a la etapa de
almacenamiento, esta etapa se caracteriza por ser un almacenamiento de alta densidad. (Ver diagrama
2.1)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
24
Diagrama 2.1. Diagrama a bloques del proceso de manufactura de pernos Pull Dowel
2.2 MÁQUINAS HERRAMIENTAS EMPLEADAS EN LAS ETAPAS DE
BARRENADO Y MACHUELEADO.
Para poder automatizar las estaciones de trabajo y hacerlas trabajar de una forma integrada, se requiere
conocer la maquinaría en su estructura y funcionamiento para poder identificar todos los elementos
importantes para automatizar las áreas de interés.
Las operaciones de barrenado y machueleado se realizan con apoyo de dos máquinas herramientas
especificas para cada función; en cada máquina se sitúa un operador que tiene la función de suministrar
y retirar la pieza que se está trabajando, así como de revisar los estándares de calidad dispuestos en
cada etapa. El operador tiene el control de encendido y apagado de la máquina además de iniciar los
ciclos de operación en el momento que lo requiera.
La máquina que se emplea para el barrenado es un torno semiautomático hidroneumático hardinge
DSM1-A rápido tipo torreta, en la figura 2.2 se muestra el esquema dimensionado en pulgadas del
torno tipo torreta. La operación de machueleado se lleva a cavo en un taladro sensitivo de banco
IXION; el cual se muestra en la figura 2.3
Varilla

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
25
Figura 2.2. Esquema del torno tipo torreta.
Figura 2.3. Taladro sensitivo de banco IXION
2.2.1 Estudio del torno semiautomático hidroneumático hardinge DSM1-A tipo torreta.
El torno tipo torreta cuenta con un ciclo automático de operación que se ejecuta al momento de pulsar
el botón de inicio de ciclo. En el diagrama 2.2 se muestra el ciclo de operación del torno.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
26
Diagrama 2.2 Diagrama de flujo del cíclo de operación del torno.
En el ciclo de operación del torno se emplean dos actuadores neumáticos de doble efecto uno para
mover la torreta y otro para mover la cuchilla del torno. Estos actuadores operan según la filosofía de
funcionamiento que tiene el arreglo de relés del torno.
Debido a los componentes de control que tiene el torno, su diseño y fabricación se concluye que no es
práctico realizar modificaciones en el mismo; ya que lo que se busca es automatizar acciones que no
son ejecutadas por la máquina si no por el operador de la misma sin embargo, es indispensable conocer
la forma de operar de la máquina y además de identificar los elementos que la constituyen.
Con fundamento en la operación del torno, se identifican 4 elementos principales, los cuales sirven de
referencia al momento de estudiar los problemas que se relacionan con el objetivo de este trabajo. Las
cuatro secciones del torno se detallan a continuación:
BOQUILLA.
CUCHILLA.
TORRETA.
PANEL DE MANDO (BOTONERA).
Inicio
Actúa cuchilla
Desplaza torreta
Fin
Retrae cuchilla
Giro de torreta
Regresa torreta

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
27
Boquilla: Como parte del torno se tiene el cabezal (ver figura 2.4) donde se encuentra la boquilla (a)
que cumple con la función de sujetar la pieza (Ver figura 2.5 a y 2.5 b), y hacerlo girar por medio de un
motor el cual pueden alcanzar velocidades de entre 250 a 4200 r.p.m.
Figura 2.5. Esquema con vista frontal y lateral del cabezal del torno a) boquilla.
Figura 2.5. a) Boquilla con perno asegurado b) Boquilla libre.
Debido a que se manufacturan pernos con una gran variedad de medidas, las boquillas que se emplean
para sujetar estas piezas tienen un diámetro mínimo y uno máximo de apertura con lo cual se reduce el
número de boquillas destinadas para el torno.
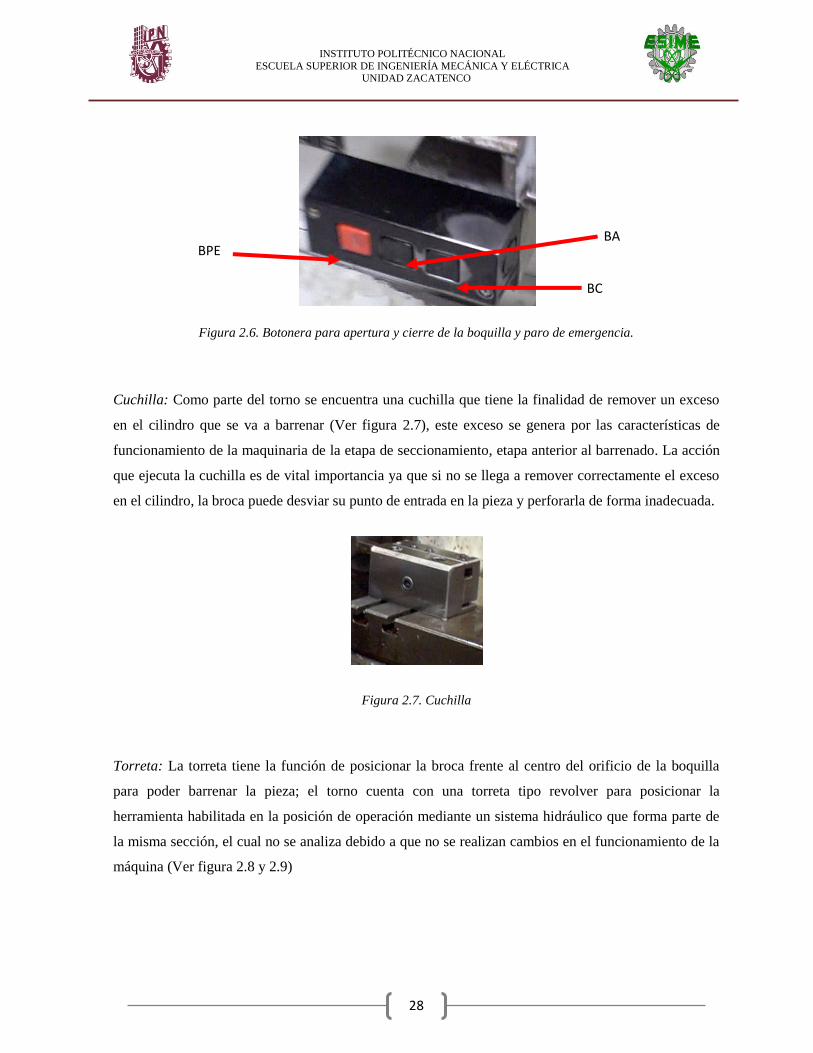
La apertura y cierre de de la boquilla es controlada por el operador mediante un estación de botones,
donde se tiene un botón de apertura de boquilla (BA) y uno para el cierre de boquilla (BC), además de
un botón de paro por emergencia (BPE) como se puede ver en la figura 2.6.
a b
a
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
28
Figura 2.6. Botonera para apertura y cierre de la boquilla y paro de emergencia.
Cuchilla: Como parte del torno se encuentra una cuchilla que tiene la finalidad de remover un exceso
en el cilindro que se va a barrenar (Ver figura 2.7), este exceso se genera por las características de
funcionamiento de la maquinaria de la etapa de seccionamiento, etapa anterior al barrenado. La acción
que ejecuta la cuchilla es de vital importancia ya que si no se llega a remover correctamente el exceso
en el cilindro, la broca puede desviar su punto de entrada en la pieza y perforarla de forma inadecuada.
Figura 2.7. Cuchilla
Torreta: La torreta tiene la función de posicionar la broca frente al centro del orificio de la boquilla
para poder barrenar la pieza; el torno cuenta con una torreta tipo revolver para posicionar la
herramienta habilitada en la posición de operación mediante un sistema hidráulico que forma parte de
la misma sección, el cual no se analiza debido a que no se realizan cambios en el funcionamiento de la
máquina (Ver figura 2.8 y 2.9)
BA
BC
BPE

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
29
Figura 2.8 1) Torreta tipo revolver. 2) sistema de control hidráulico.
Figura 2.9. Vista frontal de la torreta.
La torreta tiene la capacidad de portar 6 distintas herramientas; en el caso del proceso de barrenado se
utilizan 3 brocas de la medida adecuada para la dimensión del perno que se va a manufacturar, las
brocas se sitúan en la torreta de tal forma que se deja un espacio vacío en la torreta entre cada broca
colocada como se muestra en la figura 2.10.
2
1

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
30
Figura 2.10. Distribución de herramientas en la torreta
La forma de acomodar las brocas tiene la finalidad de evitar accidentes al operador al momento de
colocar y retirar la pieza que está en la boquilla, ya que debido a la proximidad que tiene la boquilla
con la torreta se crea una condición de riesgo para el operador y la máquina. En el caso del operador si
se colocan brocas en todas las localidades disponibles en la torreta el operador de la máquina no puede
retirar las piezas con agilidad y puede llegar a lesionarse (Ver figura 2.11). Además si se utilizan todas
las localidades de la torreta se crea un choque entre las brocas y la cuchilla.
Figura 2.11. Acceso libre al operador para retirar la pieza de la boquilla
La torreta esta posicionada de tal forma que
cada una de las brocas se alinea con el perno
que está sujeto por la boquilla que se
encuentra frente a la torreta por medio de un
giro del revólver.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
31
Panel de mando: El torno tipo torreta cuenta con un panel de mando eléctrico conformado por una gran
cantidad de relés los cuales tienen una lógica de operación que proviene del mismo diseño de la
máquina, que es ejecutada por medio de un panel de botones (figura 2.12), este panel de mando
contiene botones y perillas que se utilizan para modificar algunas características de funcionamiento de
la máquina, ya sea para su mantenimiento, operación o calibración.
Figura 2.12 Descripción de los botones del panel de mando eléctrico
Para poder operar la máquina se necesitan 4 botones, que son el botón de arranque maestro que tiene la
función de energizar y activar todos los elementos del torno, el botón de paro maestro para detener por
completo la máquina; el botón de comienzo de ciclo para que el torno efectúe el ciclo de operación
presentado en el diagrama 2.1, además del botón para detener el ciclo el cual funge como botón de
emergencia deteniendo el proceso sin apagar la máquina.
Arranque maestro
Boquilla
Desahogo interno
Luz piloto coronilla abierta
Comenzar ciclo
Husillo
Torreta
Reanudar cíclo
Perillas
Paro maestro
Arranque maestro
Detener cíclo
Refrigerante
Mantener avance
Freno

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
32
El resto de botones y perillas se utilizan cuando se tiene que ajustar algún parámetro de la máquina que
sea necesario para alguna operación en específico con características distintas a la operación anterior.
Con fundamento en la descripción y estudio hecho al torno tipo torreta se puede concluir:
Hacer alguna modificación a la estructura física del torno no apoya al objetivo de este trabajo,
por lo cual no es una opción para sustentar la automatización entre esta máquina y el taladro.
El sistema de control que tiene el torno a base de contactos relevadores, hace complejo el
utilizar los mismos elementos para en una automatización nueva, ya que los relevadores están
limitados a no poder expandir su alcance en su lógica de operación, si no se conectan mas
relevadores que se destinen para ello. Lo que puede repercutir en mucho espacio para
desarrollar esta expansión.
Por último se observa que la secuencia de operación en la máquina no requiere cambios en su
forma esencial.
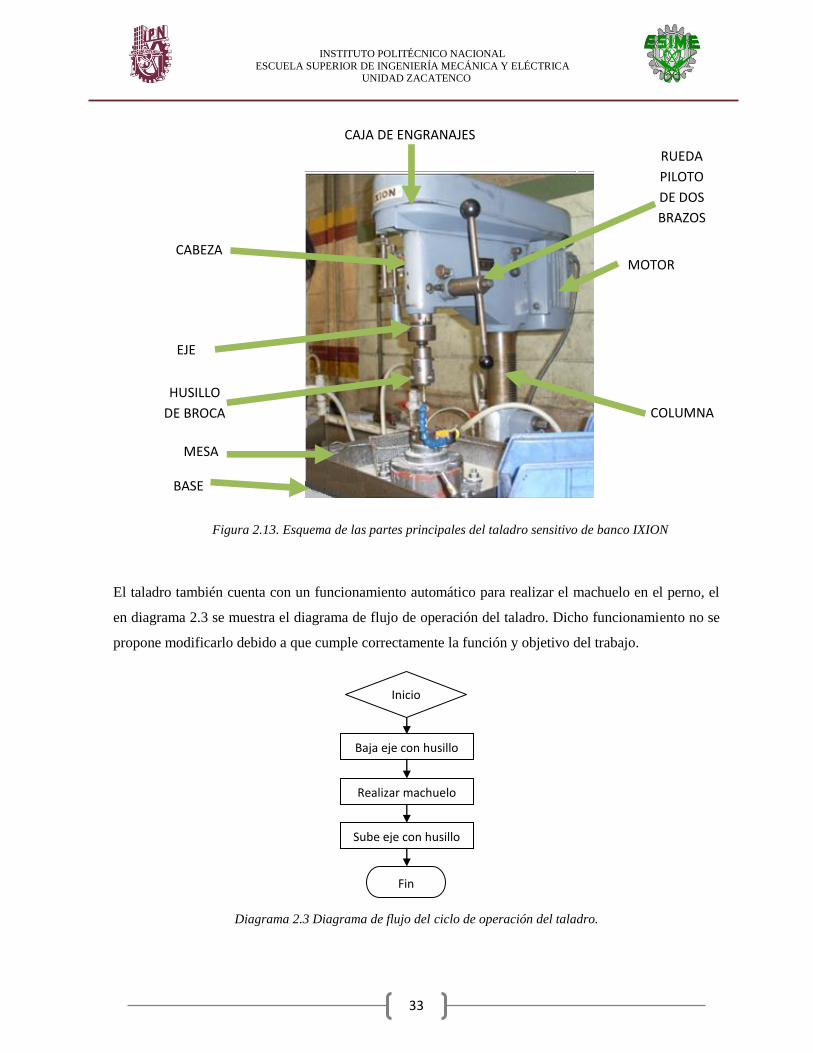
2.2.2 Estudio del taladro sensitivo de banco IXION
El taladro sensitivo de banco semiautomático IXION pertenece a la familia de las taladradoras
sensitivas de columna modelo de banco. Este taladro tiene como partes principales las enunciadas a
continuación (Ver figura 2.13)
Motor
Base
Columna
Caja de engranajes
Eje
Cabeza
Husillo
Mesa
Rueda piloto de dos brazos
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
33
Figura 2.13. Esquema de las partes principales del taladro sensitivo de banco IXION
El taladro también cuenta con un funcionamiento automático para realizar el machuelo en el perno, el
en diagrama 2.3 se muestra el diagrama de flujo de operación del taladro. Dicho funcionamiento no se
propone modificarlo debido a que cumple correctamente la función y objetivo del trabajo.
Diagrama 2.3 Diagrama de flujo del ciclo de operación del taladro.
MOTOR
BASE
COLUMNA
CAJA DE ENGRANAJES
EJE
CABEZA
HUSILLO
DE BROCA
MESA
RUEDA
PILOTO
DE DOS
BRAZOS
Inicio
Baja eje con husillo
Fin
Realizar machuelo
Sube eje con husillo

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
34
Husillo: Está equipado con un agujero cónico para recibir el extremo cónico de las brocas, dicho
husillo se aprecia en la figura 2.14.
Figura 2.14. Husillo de la broca del taladro sensitivo de banco
Cabeza: Es la parte de la máquina que aloja la caja de velocidades y el mecanismo de avance del
husillo. El cabezal porta brocas que se desliza hacia abajo actuando con unas palancas que activan un
mecanismo de piñón cremallera desplazando toda la carrera que tenga el taladro, el retroceso del
cabezal es automático cuando cede la presión sobre el mismo. (Ver figura 2.15)
Figura 2.15. Cabezal porta brocas que ejecuta el machueleado.
HUSILLO
DE MACHUELO
CABEZA
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
35
Botón de
paro general
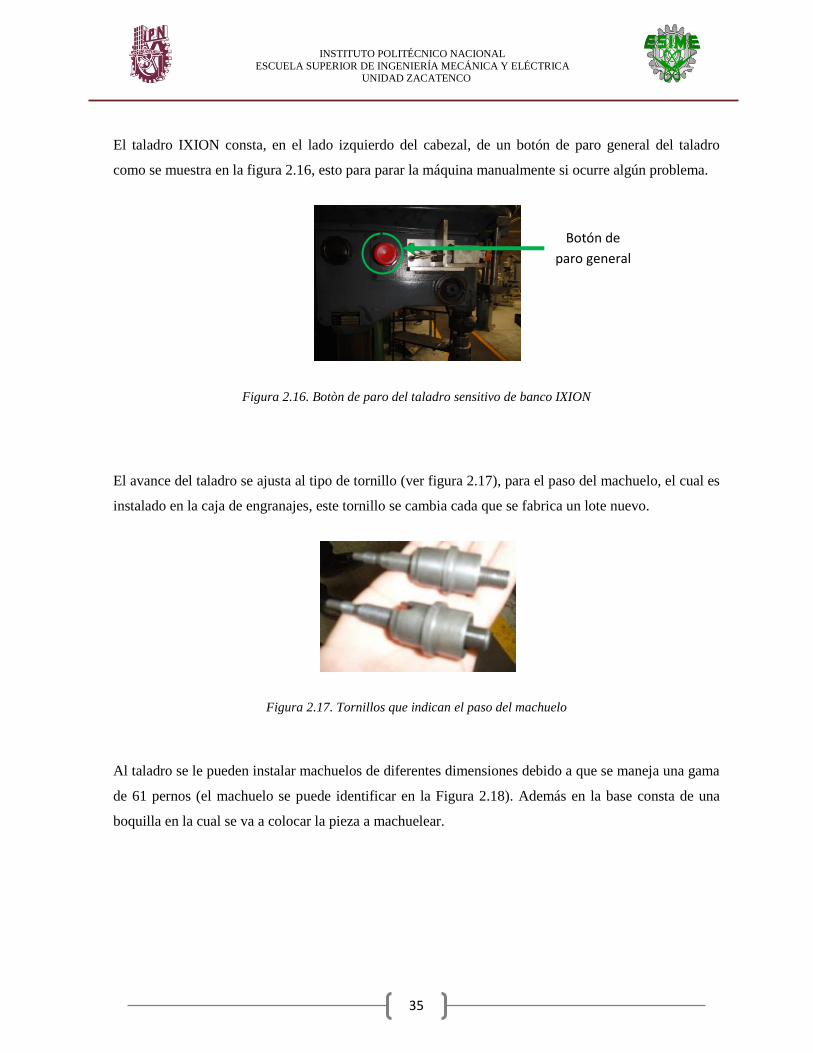
El taladro IXION consta, en el lado izquierdo del cabezal, de un botón de paro general del taladro
como se muestra en la figura 2.16, esto para parar la máquina manualmente si ocurre algún problema.
Figura 2.16. Botòn de paro del taladro sensitivo de banco IXION
El avance del taladro se ajusta al tipo de tornillo (ver figura 2.17), para el paso del machuelo, el cual es
instalado en la caja de engranajes, este tornillo se cambia cada que se fabrica un lote nuevo.
Figura 2.17. Tornillos que indican el paso del machuelo
Al taladro se le pueden instalar machuelos de diferentes dimensiones debido a que se maneja una gama
de 61 pernos (el machuelo se puede identificar en la Figura 2.18). Además en la base consta de una
boquilla en la cual se va a colocar la pieza a machuelear.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
36
Figura 2.18. Machuelo y boquilla del taladro sensitivo de Banco
La pieza colocada en la boquilla es lubricada mediante una manguera con agua y una solución (aceite
de corte) como se presenta en la figura 2.19; esto para prolongar la vida útil del machuelo y facilitar
dicha operación.
Figura 2.19. Accesorios instalados en la base del Taladro sensitivo de Banco
Machuelo
Boquilla
Manguera con
aceite de corte

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
37
El taladro inicia el machuelo una vez que se presiona el botón del lado derecho que se muestra en la
figura 2.20. El botón que se encuentra del lado izquierdo tiene la función de abrir y cerrar la boquilla
para colocar y retirar una pieza.
Figura 2.20. Botones para iniciar machueleado y para abrir y cerrar la boquilla
La información presentada en este capítulo “Descripción del proceso” da un conocimiento más amplio
sobre el desarrollo del proceso de manufactura de pernos Pull Dowel, así como de las características de
cada una de las máquinas involucradas en el proceso y de igual manera se presentan las características
de las operaciones que se realizan en cada estación. Por ello conocer como se lleva a cabo permite estar
en la posición de identificar las problemáticas y plantear la solución más adecuada a estas con el fin de
lograr los objetivos planteados para la automatización, lo que permite el desarrollo del capítulo III del
presente trabajo, donde se atacan los aspectos ya antes mencionados.
Botón de inicio de
machueleado
Botón para abrir y
cerrar la boquilla

CAPÍTULO III
DESARROLLO DE INGENIERÍA
El presente capítulo se desarrolla por medio de una metodología donde como primer
punto se explican los diversos factores que influyen en la problemáticas existente en las
estaciones de barrenado y machueleado, esto en base a la problemática descrita por la
misma empresa, la filosofía de funcionamiento y el estudio de las operaciones realizadas
por medio de un bosquejo de tiempos y movimientos, lo que permite visualizar
problemas, para que en base en ello se presente la solución, así como la delimitación del
área de trabajo de cada estación de trabajo , e identificación de subetapas para la
selección del equipo de cada una de ellas en base a comparaciones realizadas y criterios
que proporciona el proveedor; para después seleccionar el controlador a utilizar e
identificar su ubicación en base a la distribución de las máquinas, considerando el recurso
destinado para dicho trabajo. Dicha solución se verifica por medio de una simulación para
aseverar el correcto funcionamiento de la lógica del proceso y obtener el producto de una
mayor calidad, con reducción de costos, seguridad para el operador, el proceso y
producto, y poder aumentar la producción.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
39
3.1 IDENTIFICACIÓN DEL PROBLEMA
Conocer concretamente los factores que afectan directamente el proceso, es la base de toda
automatización ya que sobre ello se decide el tipo de tecnología que es más conveniente aplicar, y
evaluar con su respectivo beneficio, por ello se solicita a la empresa que externen los problemas que
ellos perciben y que desean eliminar, además se describe la filosofía de funcionamiento que se tiene en
la empresa, para poder desarrollar un diagrama de tiempos y diagrama de causa-efecto para identificar
cuáles son las causas de las problemáticas.
3.1.1 Problemática actual descrita por la empresa
La empresa ICSA expone sus problemáticas de las etapas de barrenado y machueleado basándose en la
observación de los supervisores de piso, los cuales asocian las ineficiencias del proceso en estas etapas
con la operación manual de las máquinas de dichas etapas, a la distribución de la maquinaria en su área
de trabajo; lo que se ve reflejado en los tiempo de producción con los que se cuentan, volumen de
producción y la cantidad de personal asignado para operar las maquinas.
3.1.2 Filosofía de funcionamiento actual de la estación de barrenado y machueleado
La etapa de barrenado de pernos tipo Pull Dowel comienza con la selección de la medida de longitud y
diámetro del cilindro metálico a trabajar, el cual en un extremo tiene un pequeño punto que surge de la
etapa anterior donde se corta varilla. Posteriormente el operador coloca la broca necesaria en la torreta
para realizar el barreno en el cilindro, de igual manera se coloca la boquilla adecuada para la medida de
la pieza, una vez colocadas estas dos piezas el operario se coloca en posición para comenzar la
operación.
El operador enciende del torno e introduce una pieza a la boquilla la cual empieza a girar una vez que
se energiza el torno; en este punto, el operador debe abrir el diámetro de sujeción de la boquilla, por
medio de una estación de botones, e introducir en sincronía la pieza de tal forma que el punto quede
fuera de la boquilla teniendo presente que la boquilla puede variar su velocidad entre las 250 y 4200
rpm.
Una vez colocada la pieza en la boquilla, inmediatamente se presiona el botón para cerrar y sujetar la
pieza. Se oprime el botón para iniciar el barrenado , lo que acciona una cuchilla, la cual va a eliminar el
punto que se encuentra en el extremo central del cilindro y de esta manera evitar que la broca se desvié

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
40
y el barrenado sea incorrecto o se dañe la broca; al momento de expulsarse la cuchilla la torreta gira
60º para colocar a la broca en posición; cuando la cuchilla se retare a la posición inicial, se gira la
torreta 60° permitiendo que la broca realice el barreno, cuando la broca regresa a su posición, la torreta
gira 60° para permitir que se coloque otra pieza. El centro de la boquilla siempre se está lubricando con
solvente de corte directo para facilitar la operación.
Al término del barrenado el operador debe volver a abrir la boquilla por medio de la botonera, retirar el
perno e inmediatamente colocar otra pieza en la boquilla y cerrarla para seguir el ciclo del barrenado;
la pieza barrenada se hace deslizar por un chute hasta donde se acumulan los pernos. El sistema solo se
detiene si se oprime el botón de paro general de la máquina.
Después de que todas las piezas requeridas están barrenadas, el operario coloca el lote de piezas en un
contenedor y las traslada caminando hacia la estación de machueleado para realizar la siguiente etapa;
en esta estación también se coloca la boquilla adecuada para las dimensiones de la pieza y un tornillo
ubicada en el cabezal para indicar el paso del machueleado.
El operador enciende el taladro sensitivo de banco IXION y toma la pieza para verificar que el
barrenado este realizado correctamente, si es así, abre la boquilla y coloca el perno en ella de tal forma
que el barreno quede en posición adecuada para que el machuelo entre sin problema en el barreno, para
ello la máquina se lubrica con agua y solución (aceite de corte) en la boquilla. Se oprime el botón para
que el taladro baje y realice el machueleado de forma automática, cuando el taladro termina el
machuelo, el operario presiona el botón de abrir la boquilla para retirar la pieza y colocar la siguiente.
Las piezas barrenadas y machueleadas se colocan en otro contenedor para pasar a la siguiente etapa de
tratamiento térmico. El accionamiento del taladro está gobernado por una rutina, y solo se detiene si se
oprime el botón de paro general de la máquina.
3.1.3 Desarrollo del bosquejo de tiempos y movimientos
Para identificar las condiciones operativas en las que se encuentran los procesos de barrenado y
machueleado, se desarrolla un diagrama de flujo de proceso correspondiente a las etapas de barrenado
y machueleado, ver tabla 3.1.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
41
Tabla 3.1. Diagrama de flujo de proceso
OBJETIVO DEL DIAGRAMA. Perno machueleado DIAGRAMA NO. 1
DIAGRAMA DEL MÉTODO Actual
EL DIAGRAMA EMPIEZA EN Almacén de la estación de
corte
ELABORADO POR Enrique Castro R. EL DIAGRAMA TERMINA EN Almacén de la estación de machueleado
DISTANCIA EN m.
TIEMPO min.
SÍMBOLOS DESCRIPCIÓN DEL PROCESO DISTANCIA EN m.
TIEMPO min.
SÍMBOLOS DESCRIPCIÓN DEL PROCESO
En almacén de estación de corte hasta que se haga requisición
11.95 0.14
Varilla cortada a torno revolver en estación de barrenado
0.5
Sacar los cilindros y almacenarlos en anaquel cerca de la maquina
5
Esperar a que la operación empiece
1.428
Barrenar con el torno revolver
20
Esperar al encargado de llevar el material entre estaciones
0.1
Cargar el cilindro al carro
8.05 0.096
Cilindro barrenado a taladro en estación de machueleado
5
Esperar a que la operación empiece
0.25
Machuelear con el taladro e inspeccionar machuelo realizado
1 0.011
Cilindro machueleado a contenedor
Almacenamiento hasta requisición
Como resultado del diagrama de flujo de proceso se puede construir la tabla de resumen (tabla 3.2), en
la cual se plasman los tiempos de de cada operación del proceso además de las distancias recorridas y
se contabilizan cada uno de los tipos de actividades que se involucran en el proceso.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
42
Tabla 3.2. Resumen del diagrama de flujo de proceso
RESUMEN
EVENTO NUMERO TIEMPO DISTANCIA
OPERACIONES 3 2.078 minutos
ACTIVIDADES COMBINADAS
1 0.25 minutos
TRANSPORTES 3 0.247 minutos 21 metros
ALMACENAMIENTOS 2 indeterminado
RETRASOS 3 30 minutos
Un aspecto notable que se observa en la tabla de resumen, es que la mayoría del tiempo empleado en el
proceso de barrenado y machueleado son retrasos con 30 minutos contabilizados, de los 30 minutos de
retrasos que se tienen 20 minutos son provocados por esperar al encargado del transporte de material,
aunado a este tiempo se suma el trasporte entre las máquinas. En este punto se puede concluir que una
de las causantes principales de los retrasos es la distribución de la maquinaria por operaciones que se
tiene actual mente ICSA, debido a que se tiene que asignar un encargado para el transporte del material
y de esto se deriva el retraso.
Continuando con la identificación de las condiciones de trabajo, se decide realizar un diagrama de flujo
operativo para las estaciones de barrenado y machueleado lo cual permite observar directamente las
actividades y tiempos del operario en la interacción hombre-máquina y de esta manera identificar los
tiempos en los cuales se pueden presentar oportunidades de realizar dos actividades conjuntas y que no
se realizan. En la tabla 3.3 se muestra el diagrama de flujo operativo de la estación de barrenado y en la
tabla 3.4 se muestra el diagrama de flujo operativo para el machueleado.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
43
Tabla 3.3. Diagrama de flujo operativo del barrenado
OPERACIÓN BARRENADO DE
CILINDRO
PAG. 1 DE 1 MÉTODO ACTUAL X MÉTODO PROPUESTO
FECHA. 10 Nov.
UBICACIÓN Estado de México.
Por. Enrique Castro R.
RESUMEN OPERACIÓN OPERACIÓN CREAR UN REGISTRO
OPERACIÓN AGREGAR
INFORMACIÓN TRANSPORTE ALMACENAJE RETARDO
CANTIDAD TOTAL
8 1 1
DISTRIBUCIÓN TOTAL
0 m
TIEMPO TOTAL 1.179 minutos 0.033 min 0.233 min
EVENTO SÍMBOLO DE EVENTO TIEMPO
(min) DISTANCIA
(mm)
RECOMENDACIÓN DE MÉTODO
Encender el torno
1
Tomar un cilindro en la posición correcta del contenedor
0.033
Abrir la boquilla del torno
0.015
Colocar el perno en la boquilla del torno y cerrar boquilla
0.050
Accionar el ciclo del torno 0.033
Esperar mientras el torno esta en operación
0.233
Abrir la boquilla del torno 0.015
Retirar perno barrenado
0.033
Colocar perno en contenedor de pernos barrenados
0.033
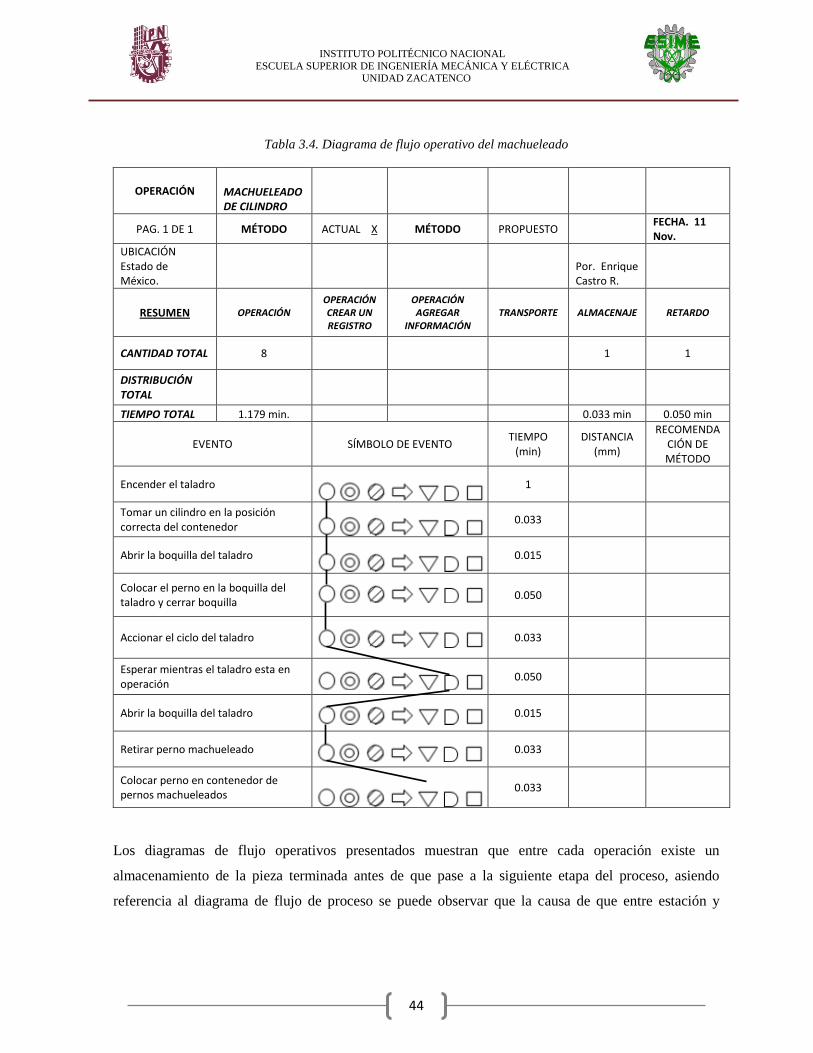
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
44
Tabla 3.4. Diagrama de flujo operativo del machueleado
OPERACIÓN MACHUELEADO DE CILINDRO
PAG. 1 DE 1 MÉTODO ACTUAL X MÉTODO PROPUESTO
FECHA. 11 Nov.
UBICACIÓN Estado de México.
Por. Enrique Castro R.
RESUMEN OPERACIÓN OPERACIÓN CREAR UN REGISTRO
OPERACIÓN AGREGAR
INFORMACIÓN TRANSPORTE ALMACENAJE RETARDO
CANTIDAD TOTAL 8
1 1
DISTRIBUCIÓN TOTAL
TIEMPO TOTAL 1.179 min.
0.033 min 0.050 min
EVENTO SÍMBOLO DE EVENTO TIEMPO
(min) DISTANCIA
(mm)
RECOMENDACIÓN DE MÉTODO
Encender el taladro
1
Tomar un cilindro en la posición correcta del contenedor
0.033
Abrir la boquilla del taladro
0.015
Colocar el perno en la boquilla del taladro y cerrar boquilla
0.050
Accionar el ciclo del taladro 0.033
Esperar mientras el taladro esta en operación
0.050
Abrir la boquilla del taladro
0.015
Retirar perno machueleado
0.033
Colocar perno en contenedor de pernos machueleados
0.033
Los diagramas de flujo operativos presentados muestran que entre cada operación existe un
almacenamiento de la pieza terminada antes de que pase a la siguiente etapa del proceso, asiendo
referencia al diagrama de flujo de proceso se puede observar que la causa de que entre estación y

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
45
estación se deba de almacenar es el retraso que presenta para el traslado de material entre estaciones, lo
cual es un punto a considerar en la automatización.
Acoplar y automatizar las estaciones de trabajo disminuye el tiempo de traslado lo que aumenta la
cantidad de pernos producidos por horas de trabajo, lo que incrementa la producción de pernos de la
empresa ICSA.
3.1.4 Desarrollo de diagrama causa-efecto
El diagrama de causa efecto fue desarrollado por el japonés Kaouru Ishikawa a mediados de los años
50’s, como una herramienta para identificar, clasificar y poner de manifiesto posibles causas, tanto de
problemas específicos como de características de calidad. El diagrama permite, en una fase de análisis,
resumir gráficamente todas las relaciones entre las causas y efectos de un proceso [14].
Con base en la filosofía de funcionamiento actual del proceso de las etapas de barrenado, machueleado
y la problemática descrita por los supervisores de la empresa ICSA, se desarrolla el diagrama de causa-
efecto, también llamado diagrama de pescado (Figura 3.1), para poder detectar específicamente los
problemas que generan que la empresa ICSA no pueda atender un mayor sector del mercado.
Por lo tanto para el diagrama se identifican 4 principales causas que generan una productividad
limitada; estas son: Operador, Producción, Método y Maquinaria, debido a que las etapas tiene una
operación manual. Se identifica al operador como una causa primaria ya que en la fabricación de
pernos, influyen las habilidades del operario, su responsabilidad, empeño y entendimiento para
producir un mayor número de lotes sin desperdiciar material en jornadas laborales, además de que la
mano de obra es la encarda de poner en marcha toda la operación de inicio a fin.
La segunda causa primaria se presenta como Producción enfocado aquellas causas que la afectan
directamente como los tiempos muertos del proceso, reelaboración de piezas, capacidad y la forma de
operar entre las dos estaciones de trabajo. A parte de esas dos causas, el método se toma como causa
primaria porque se lleva a cabo de forma manual (operario) y semiautomática (maquinaría), las cuales
conjuntamente le permiten a dicha empresa participar en el mercado, más no tener una mayor presencia
en él.
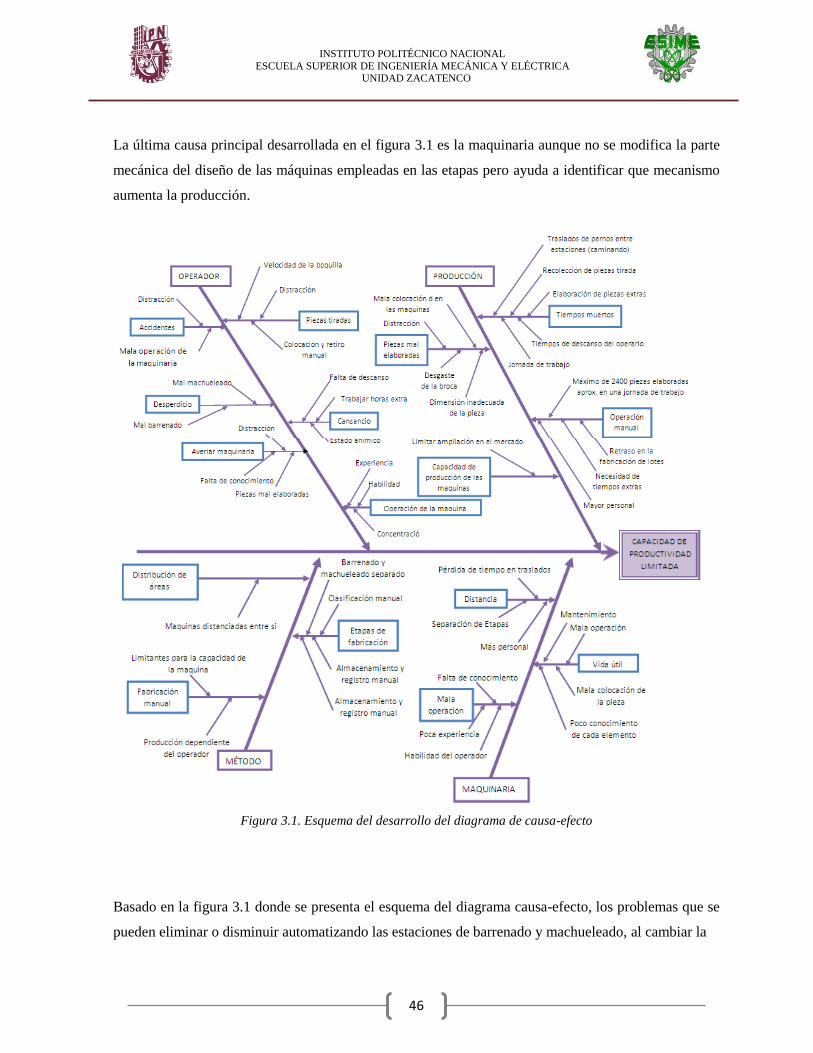
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
46
La última causa principal desarrollada en el figura 3.1 es la maquinaria aunque no se modifica la parte
mecánica del diseño de las máquinas empleadas en las etapas pero ayuda a identificar que mecanismo
aumenta la producción.
Figura 3.1. Esquema del desarrollo del diagrama de causa-efecto
Basado en la figura 3.1 donde se presenta el esquema del diagrama causa-efecto, los problemas que se
pueden eliminar o disminuir automatizando las estaciones de barrenado y machueleado, al cambiar la

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
47
operación manual por una operación automática se respalda en el siguiente análisis de las causas:
Accidentes: Son provocados por la falta de atención del operador y la mala operación de la
máquina.
Piezas tiradas: Durante el barrenado y machueleado es muy común que el operador suelte las
piezas sin haberlas colocado o retirado de la boquilla, debido a que siempre se está lubricando
con agua y aceite de corte, lo que dificulta el fácil manejo de la pieza.
Desperdicio: Cuando el operador introduce de una manera incorrecta la pieza en la boquilla del
torno para realizar el barrenado, este no se realiza correctamente, pero esto se verifica en la
etapa de machueleado, ya que al revisar el barreno y este no llega a ser el correcto la pieza se
desecha y se solicita una extra. Pero si a la estación de machueleado llega la pieza bien
barrenada y se coloca mal en la boquilla del taladro se realiza un mal machueleado que puede
dañar al machuelo.
Averiar máquina: Cuando no se tiene la capacitación, el conocimiento suficiente o la
experiencia necesaria por parte del operador, él puede averiar la maquinaría al cambiar
parámetros para la fabricación de los pernos sin tener pleno conocimiento de ello, como por
ejemplo variar velocidad de la torreta ya que esta se puede ajustar manualmente.
Operación de la máquina: Aunque no es muy compleja la operación de la maquinaria
empleada, y se realiza regularmente bien de manera manual, esta se puede facilitar a un más y
sin exponer a dicho operador.
Cansancio: Este factor solamente lo presenta el trabajador provocando tiempos muertos.
Otra causa plasmada en la figura 3.1 es la producción, enfocada a que no hace referencia a los factores
que afectan la cantidad de pernos producidos, causas que se analizan a continuación.
Piezas mal elaboradas: Cuando el lote solicitado no es muy grande, existe la oportunidad de
que se fabrique un lote más, pero como prácticamente siempre se debe de hacer un excedente
de piezas por un mal barrenado o machueleado, entonces la oportunidad se ve limitada.
Tiempos muertos: El traslado de las piezas barrenadas a la estación de machueleado es un
tiempo que se puede reducir al trasladarlas por un medio de transporte; este tiempo se
incrementa cuando el operador tira piezas dentro de las máquinas y cuando se elaboran piezas
extras.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
48
Capacidad de producción de las máquinas: Las máquinas pueden fabricar más pernos de los
que actualmente se elaboran en una jornada de trabajo sin necesidad de cambiar partes
mecánicas o diseño de la misma.
Operación manual: Esta causa se toma mucho en la causa operador, donde en ella se explican
todos los problemas que esta operación provoca al proceso.
En el método no se busca cambiar el procedimiento de fabricación del perno en las etapas, se busca los
problemas que trae la operación manual:
Distribución de áreas: Como se presenta en el anexo A, las máquinas están distribuidas de tal
forma que el barrenado se hace en una área separada a la del machueleado lo que implica
tiempos muertos en el traslado.
Etapas de fabricación: La cantidad de pernos elaborados se limita porque el barrenado y
machueleado se hace en etapas separadas.
Con referencia a la maquinaría, como ya se mencionó no se va a modificar el diseño, ya que solo se ve
limitada por:
Distancia
Vida útil
Mala operación
Las causas anteriores no son debido a errores de fabricación ya que esos puntos recaen en los
explicados anteriormente y se solucionan reubicando las máquinas acopladas entre ellas con un sistema
de manipulación por medio de actuadores para sustituir al operador y aumentar la producción de pernos
tipo Pull Dowel. Como conclusión del estudio del diagrama de causa-efecto, muchos de los limitantes
presentes en el proceso del barrenado y machueleado son debido a la operación manual de las
máquinas, la distancia entre ellas y el tiempo de fabricación, aspectos que se disminuyen con una
automatización de dichas estaciones permitiendo una mayor productividad.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
49
3.2 PLANTEAMIENTO DE LA SOLUCIÓN
La propuesta que se presenta está enfocada a la solución de las limitantes identificadas en el estudio del
diagrama causa efecto y el desarrollo de método, tiempos y movimientos, donde los puntos
identificados son la distancia entre las máquinas, la operación manual y los tiempos de fabricación
1. Distancia entre máquinas
Para dar solución a la limitante de la distancia entre las máquinas, que clasifica al proceso como uno
por lotes entre las dos máquinas de estudio ya que no hay una transferencia fluida de material. Para ello
se realiza una redistribución de estas acercándolas en base al desarrollo de tiempos y movimientos,
además de colocar un sistema de manipulación de material entre ellas. Debido a que las dimensiones
del área de trabajo son suficientemente amplias para ello, distribución que se analiza más adelante.
2. Operación manual de las máquinas.
La operación manual del torno puede ser identificada por cuatro acciones:
2.1 Colocar perno en la boquilla.
Esta acción involucra llevar el perno desde el contenedor donde se encuentra, hasta introducirlo en la
boquilla como se muestra en la figura 3.2.
Figura 3.2. Trayectoria del perno a la boquilla
Contenedor

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
50
2.2 Retirar perno de la boquilla.
Retirar el perno marca el término del proceso de barrenado, sin embrago como se soluciona la limitante
de la distancia entre máquinas, estas deben colocarse de tal forma que el traslado entre las máquinas no
sea tan prolongado, por lo cual después de retirar el perno de la boquilla del torno, se pasa directamente
a la boquilla del taladro.
2.3 Abrir y cerrar boquilla.
La apertura y cierre de la boquilla se lleva a cabo mediante una estación de botones, la cual es
sustituida por un relé activado mediante un controlador lógico programable.
2.4 Reiniciar ciclo.
Para reiniciar el ciclo de operación se conecta otro relé en sustitución del botón de reiniciar ciclo.
3 Tiempos de fabricación.
El tiempo de fabricación da como resultado de las dos limitantes anteriores debidas a la operación
manual sin embargo el sustituir los elementos inconsistentes, no asegura una reducción en los tiempos
de producción de estas etapas. Por lo anterior los elementos que se seleccionen para sustituir las
operaciones descritas en los dos puntos anteriores deben de ser capaces de operar a una velocidad
mayor a la que se opera actualmente.
Con lo anterior se concluye que se debe de instalar un sistema de manipulación por medio de
actuadores para poder colocar, trasladar y retirar el perno de cada una de las máquinas, tal sistema será
controlado por un PLC para dar inicio y paro de los cíclos de operación para fabricar cada perno.
3.3 SELECCIÓN DE EQUIPO
Con base en las condiciones de operación que se analizaron en la identificación de las problemáticas se
detalla el análisis de las opciones más viables de para solucionar dichas problemáticas y se propone
una solución para cada una de ellas, de igual manera se hace la selección del controlador más adecuado
para el conjunto de elementos que se van a emplear para automatizar las estación de manufactura.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
51
3.3.1 Delimitación del área de trabajo
La selección del equipo que se va a emplear en la automatización depende en gran parte del espacio
que se tiene disponible para hacer su montaje y ejecutar sus recorridos con el mínimo de obstáculos en
su trayectoria, con lo cual se reduce la complejidad y el costo de los sistemas que se seleccionan, por
esta razón se analiza el espacio disponible más idóneo para el montaje y accionamiento de los sistemas
de manipulación en cada una de las máquinas. Para el análisis del área de trabajo disponible en las
máquinas se toman en cuenta los siguientes factores:
a) Trayectorias de los elementos móviles de la máquina (torno y taladro)
b) Elementos desmontables de la máquina.
c) Elementos fijos de la máquina.
3.3.1.1 Delimitación del área de trabajo en el torno
Partiendo de los factores que se establecieron para el análisis del área de trabajo, se realiza el análisis
para determinar el área idónea disponible en el mismo, para el correcto montaje y operación de los
sistemas de manipulación por medio de trayectorias propuestas
a) Trayectorias de los elementos móviles del torno.
La operación del torno comprende dos movimientos que describen trayectorias lineales y un
movimiento que obedece a una trayectoria rotacional, los primeros dos movimiento corresponden al
desplazamiento de la torreta (X) al momento de hacer el barreno y al movimiento que hace la cuchilla
(Y) para retirar el punto excedente en el perno ver figura 3.3. La trayectoria rotativa se presenta sobre
la boquilla sin sufrir desplazamiento longitudinal, ya que solo rota sobre su eje por lo cual no presenta
algún inconveniente para las trayectorias que se van a trazar.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
52
Figura 3.3. Trayectorias de los elementos móviles.
Para comenzar a descartar áreas, se hace referencia a la figura 3.3 en la cual se observa que el área de
los elementos móviles señalizadas con rectángulos en color azul, son áreas por la cuales no puede
cruzar la trayectoria de los sistema de manipulación que se proponen, lo cual hace que el área
encerrada en la figura 3.4 sea descartada para el montaje y accionamiento de los sistemas de
manipulación, ya que se bloquea el paso de la trayectoria hacia la boquilla.
Figura 3.4. Áreas descartadas para el montaje y accionamiento de los sistemas de manipulación.
X
Y

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
53
b) Elementos desmontables del torno.
La ubicación de los elementos desmontables que se encuentran en el torno no es critica ya que la
máquina tienen cierta flexibilidad en su montaje y no afecta en su operación, en la figura 3.5 se señala
el elemento desmontable que en este caso es un cilindro hidráulico que sirve de soporte para la
manguera que suministra la solución de corte a los herramentales del torno.
Figura 3.5. Cuchilla desmontable.
Como se puede notar en la figura 3.6 se tiene un área ocupada por las mangueras de suministro
hidráulico (área de color rojo), a pesar de que estas mangueras pueden ser desmontadas junto con el
actuador hidráulico sin embargo esto no hace que se considere como un área libre. Se toma el mismo
criterio de las trayectorias sin obstáculos y se observa que la cuchilla representa un obstáculo si se
plantea una trayectoria desde el área en donde se encuentran las mangueras de suministro hidráulico
Figura 3.6. Área de mangueras de suministro hidráulico no apta para el sistema de manipulación

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
54
Para aprovechar el espacio del que se puede disponer se realiza el retiro del actuador hidráulico junto
con sus mangueras de suministro, con lo cual se eliminan posibles obstáculos y se amplía el área
disponible para trabajar.
c) Elementos fijos de la máquina.
Los elementos fijos en la máquina, dependiendo el caso, son buenos elementos para cumplir la función
de una bancada en donde se pueden fijar los elementos del sistema de manipulación, ya que nos da una
referencia para definir las dimensiones y accionamientos del arreglo de actuadores. En la figura 3.7 se
indican los elementos fijos del torno.
Figura 3.7. Elementos fijos del torno.
Como se representa en la figura 3.7 los elementos fijos en el torno son, la base del torno y la carcasa
del shock del torno. Sin embargo la base del torno no es un área apta para el montaje del sistema de
manipulación. Tomando en consideración los criterios analizados, el área seleccionada para el torno se
representa en los rectángulos azules de la figura 3.8.
Figura 3.8. Área destinada para el sistema de manipulación.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
55
3.3.1.2 Delimitación del área de trabajo en el taladro
La delimitación del área en el taladro va a permitir trazar la trayectoria de traslado entre el torno y el
taladro. Para realizar la delimitación se toman como base los criterios utilizados con el torno.
a) Trayectorias de los elementos móviles de taladro.
El taladro realiza dos movimientos en su funcionamiento, el primer movimiento corresponde en el eje
vertical para machuelear el perno sujeto en la boquilla (en la figura 3.9 se representa el movimiento del
eje A), el segundo movimiento corresponde a la rueda piloto de acción que rota al mismo tiempo en
que el eje recorre su trayectoria.
Figura 3.9. Movimientos en el funcionamiento del taladro
b) Elementos desmontables del taladro.
Analizando el funcionamiento y la estructura del taladro, no se presenta ningún elemento que pueda ser
desmontado sin que afecte el correcto funcionamiento de la máquina, por lo cual se descarta la opción
de retirar algún elemento del torno para evitar obstáculos en la trayectoria del sistema de manipulación.
c) Elementos fijos del taladro.
Los elementos fijos del torno son la caja de engranes, la columna, la base del taladro y la boquilla,
ubicando el espacio que ocupan estos elementos se puede definir el área a delimitar como de trabajo,
en la figura 3.10 se muestran los espacios disponibles para que el sistema de manipulación actúe.
A
B

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
56
Figura3.10. Área de trabajo disponible en el torno.
Se observa que el espacio disponible en el torno es muy reducido para realizar el montaje de
elementos, sin embrago se puede realizar la manipulación montando los actuadores en una estructura
externa, tomando como referencia la figura 3.10 se observa que el área A es la mejor opción para
manipular el perno e introducirlo a la boquilla, ya que el espacio tiene menos obstrucciones. Para
identificar los componentes son los más idóneos a utilizar, dentro de las etapas de barrenado y
machueleado, se identifican tres subetapas con las cuales se puede llevar a cabo la automatización.
1.- Subetapa de suministro
2.- Subetapa de posicionamiento
3.- Subetapa de traslado y retiro.
3.3.2 Subetapa de suministro
Como resultado del estudio del diagrama causa-efecto, se decide sustituir al operador por un sistema
que suministre de materia prima al proceso; este será un dosificador de pernos, el cual se selecciona,
con base en las siguientes premisas:
El mecanismo debe de ser capaz de colocar el perno de forma horizontal.
El mecanismo debe de poder operar con las siguientes características del perno:
A
B

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
57
Geometría del perno.
La forma geométrica del perno asemeja una figura cilíndrica, una forma regular, lo cual es una
ventaja para poder manipular los pernos (ver figura 3.11).
Figura 3.11. Perno con forma cilíndrica.
Variedad de dimensiones del perno.
Como se mencionó en la sección 2.1 Proceso de manufactura de pernos tipo Pull Dowel, la gama de
medidas de los pernos que se manufacturan es de alrededor de 61 diferentes medidas de perno tomando
en cuenta la relación longitud-diámetro. Esta diversidad de medidas es una complejidad en el proceso
de automatización ya que el sistema debe de ser adaptable. Como resultado del estudio se concluye que
no existe un mecanismo especializado que pueda adaptarse a este proceso, debido a la cantidad de
medidas de pernos.
Por lo cual se emplea una rampa para el suministro de pernos como la de la reperfiladora de la empresa
ICSA, esta rampa está hecha con un ángulo de fierro como la que se muestra en la figura 3.12, por la
cual se deslizan los pernos por acción de la gravedad.
Figura 3.12. Rampa de suministro para la reperfiladora.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
58
El espacio disponible a para ubicar el dosificador en base a la delimitación del área de trabajo del
torno, se encuentra a la altura del torno, este se va a colocar de forma transversal, en la figura 3.13 se
muestra el espacio seleccionado para colocar el dosificador.
Figura 3.13. Ubicación seleccionada para el dosificador.
Tomando como referencia la rampa de la figura 3.13, se realiza un dosificador con mayor capacidad de
suministro de pernos esto se logra colocando más rampas en paralelo. Ya con el área seleccionada para
el dosificador se realiza el cálculo del número de rampas en paralelo que van a conformar el
dosificador. A continuación se muestran las dimensiones del área designada (figura 3.14), las
dimensiones de la rampa y el cálculo del número de rampas.
Figura 3.14. Dimensiones del área seleccionada con referencia al motor.
Para evitar choques mecánicos y por cuestiones de practicidad, las salidas del dosificador se orientan
hacia el costado del motor del torno ver figura 3.14, lo cual nos da referencia de la distancia
longitudinal sobre la cual se va a distribuir el dosificador
400 mm
270 mm

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
59
En base a las dimensiones de la rampa y del área designada, se procede a hacer el cálculo del total de
rampas que constituirán el dosificador, también se muestra el cálculo para obtener el total de pernos
que se pueden montar en el dosificador.
Datos:
Longitud sobre la que se va a montar el dosificador: A=250 mm.
Ancho de la rampa: B=25 mm.
Separación entre rampas: B’= 15 mm.
Número de rampas totales: C.
Se aplica la siguiente relación para obtener el número de rampas totales.
El total de rampas que se van a colocar en paralelo para conformar el dosificador es 10, con lo cual se
tiene el arreglo de la estructura del dosificador como se puede ver en la figura 3.15. (Para más detalle
ver anexo B)
Figura 3.15. Estructura del dosificador
Para establecer la longitud de la sección inclinada del dosificador, se toma como base el perno de
mayor longitud el cual es de 160 mm de longitud, que se debe colocar en las rampas, ya que la cantidad
de rampas no puede ser modificada, se debe cuidar el no modificar la configuración original de los
soportes de las rampas.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
60
Datos:
Longitud original de la rampa: D= 800 mm.
Longitud del perno más largo: E= 160 mm.
Número de rampas: C= 8.
Número de pernos largos totales: F.
Para obtener el número de pernos totales con la longitud más larga, que se pueden colocar en el
dosificador se aplica la siguiente relación:
Respetando la longitud original de la rampa se tiene una capacidad de 40 pernos de una longitud de
160 mm, con lo cual es necesario hacer 8 recargas para terminar un lote de 300 piezas con esta
característica. Para aumentar la capacidad del dosificador y disminuir el número de recargas, se
propone aumentar 200 mm la longitud de la rampa. Realizando nuevamente el cálculo con los nuevos
valores se tiene:
Con este cambio se logra aumentar la capacidad de 40 a 50 pernos y se disminuye el total de recargas
de 8 a 6 para un lote de 300 piezas con una longitud de 160 mm. Este cambio no modifica la estructura
de las bases.
A causa de que las dimensiones de los pernos son muy variadas tanto en longitud como en diámetro se
presenta la condición que se muestra en la figura 3.16. La cual consiste en que al colocar dos pernos de
diferente diámetro sobre un plano como lo es en este caso las rampas, los centros de los pernos no
están alineados con respecto a la vertical.
Figura 3.16. Condición de centros.
El hecho de que los centros de los pernos no estén alineados con respecto a la vertical provoca que no
sea posible trazar solo una trayectoria para el actuador, ya que el punto inicial y final no son el mismo
para todos pernos, como se muestra en la figura 3.17.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
61
Figura 3.17. Trayectorias distintas para cada diámetro.
Para alinear las trayectorias de los pernos, el dosificador debe moverse sobre la vertical, con esta
premisa se marcan los parámetros con los cuales debe cumplir el mecanismo que se seleccione:
Peso de la carga. El peso de la carga corresponde al peso del dosificador cargado con pernos,
para esto se consideran los pernos que representen mayor carga, se toma en cuenta el peso de
las bases sobre las que se soporta el dosificador.
Carrera de acción. La carrera de acción está dada por la distancia entre el centro del perno de
menor diámetro y el perno de mayor diámetro, al momento de colocarlo en la rampa.
Ciclo de trabajo. El tiempo de trabajo del mecanismo seleccionado estará definido por el
tiempo que transcurre desde el instante en que se ajusta la posición del dosificador hasta el
momento en que se realiza un nuevo ajuste al mismo.
Ya con los parámetros establecidos se genera la tabla 3.5 con los valores de los parámetros la cual es la
referencia para evaluar las características de los elementos y seleccionar el más adecuado.
Tabla 3.5. Valores de los parámetros para la selección del actuador.
PARÁMETRO VALOR
Carga 21 Kg
Carrera 150 mm
Ciclo de trabajo 1.5 hr.
El mercado de actuadores para automatización ofrece 3 alternativas que pueden ser aplicados al caso
que se está tratando. En tabla 3.6 se muestra las características de cada uno de los actuadores en

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
62
función de los parámetros que son críticos para la selección de los actuadores con una comparación de
los mismos.
Tabla 3.6. Tabla comparativa de actuadores.
PARÁMETRO
ACTUADOR
ELÉCTRICO SERVO
ASISTIDO
ACTUADOR
SERVONEUMÁTICO
ACTUADOR
MECÁNICO
MANUAL
Carga
Los actuadores eléctricos
tiene una buena respuesta
para las cargas grandes
Buena respuesta a la carga,
pero sus dimensiones son
proporcionales a la carga
Excelente respuesta a
la carga, dimensiones
relativamente
pequeñas
Carrera
Carreras de 5 mm hasta
2000 mm, longitudes
mayores bajo pedido. Con
alta precisión en su
posicionamiento
Carreras de 5 mm hasta
2000 mm, longitudes
mayores bajo pedido
Carreras según la
especificación de
fabricación.
Ciclo de
trabajo
Ciclos de trabajo muy
rápidos
Ciclos de trabajo muy
rápidos
Ciclos de trabajo
relativamente lentos
Analizando los actuadores propuestos se propone un actuador mecánico accionado manualmente
específicamente un tornillo sin, por las siguientes razones:
El actuador mecánico no requiere energía eléctrica, ni suministro hidráulico o neumático,
porque es accionado manualmente.
La fabricación del actuador mecánico (elevador con tornillos sin fin), es más barato que
comparar un actuador eléctrico o servoneumático que cubra con las características dadas.
Los ciclos de trabajo para los cuales es apto el actuador mecánico, son adecuados para el ciclo
de trabajo del dosificador, ya que solo se mueve por un tiempo muy corto en intervalos muy
grandes, aplicar un actuador eléctrico o servoneumáticos no es eficiente.
Cabe mencionar que las especificaciones del actuador mecánico se dejan abiertas para que se haga un
estudio especializado.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
63
3.3.3 Subetapa de posicionamiento
Para colocar los pernos en la boquilla del torno, se selecciona un sistema de posicionamiento adecuado,
eficiente y eficaz, para ello se realiza la tabla donde se expresa las características de tres opciones que
cumplen con las condiciones establecida en la misma tabla 3.7.
Tabla 3.7. Medios de transporte de materiales
CONDICIONES CINTA
TRANSPORTADORA MANIPULADOR
ACTUADORES
ELÉCTRICOS/NEUMÁTICO
S
Trayectoria
según la
ubicación de la
maquinaria
Complejidad en el
diseño.
Se basa en puntos
base para trazar la
trayectoria hasta en
tres dimensiones,
con capacidad de
liberar obstáculos.
Trayectorias múltiples, y
adaptables para la trayectoria
y posición adecuada.
Velocidad de
traslado
Velocidad en función
de la carga (poco
control del material a
alta velocidad)
Hasta 5 m/s Hasta 5 m/s
Posicionamiento
de piezas
Gran cantidad de pieza
según diseño
Manipulación
limitada de piezas Manipulación de varias piezas
Distancias Grandes distancias Hasta 3 m. Hasta 3 m
Con referencia a la tabla 3.7 se elige un arreglo de actuadores ya que se va a transportar una pieza para
colocarla en la boquilla para el barrenado, además de que la distancia entre el dosificador y la boquilla
del torno es relativamente corta, otra ventaja es que el arreglo de actuadores, se adapta a la trayectoria
programada para que realice algún movimiento con una velocidad acorde a dicho movimiento. La
ventaja que hace la diferencia entre el manipulador y el arreglo de actuadores, es el precio, este punto
se retomara en el capítulo IV, donde se presenta el monto del presupuesto.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
64
En la selección de los actuadores más adecuados para la operación de posicionamiento, se define
claramente el funcionamiento y la finalidad a la cual se va a aplicar. A continuación se explican las
condiciones de operación en la etapa de barrenado para los actuadores:
Operación en un ambiente abrasivo
Manejo de piezas metálicas de forma cilíndrica
Variedad de dimensiones entre las piezas a manejar
Sincronización entre actuadores de forma simultánea
Espacio limitado para la ubicación de los actuadores
Manipulación de piezas con peso inferior a los 100 gramos
Distancias cortas de acción
Existencia de fuentes de alimentación de energía eléctrica, hidráulica y neumática
En base a las condiciones en las cuales van a operar los actuadores se realiza una selección de los
actuadores con las características más aptas para la operación. En la tabla 3.8 se realiza un estudio de
las características con base en las condiciones de operación.
Tabla 3.8. Comparación entre sistemas de accionamiento
CONDICIÓN DE
OPERACIÓN
CARACTERÍSTICAS DE LOS TIPOS DE ACTUADORES
Neumático Hidráulico Eléctrico
Operación en un
ambiente abrasivo.
Componentes
confiables
Posible obstrucción
de vías Protección intrínseca
Manejo de piezas metálicas
de forma cilíndrica.
Con opción de
acoplar tenazas
Con opción de
acoplar tenazas
Con opción de acoplar
tenazas
Variedad de dimensiones
entre las piezas a manejar.
Sin cambios ante la
variación de la carga
Sin cambios ante la
variación de carga
Sin cambios ante la
variación de la carga
Sincronización entre
actuadores de forma
simultánea.
Respuesta rápida Respuesta lenta Respuesta rápida

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
65
CONDICIÓN DE
OPERACIÓN
CARACTERÍSTICAS DE LOS TIPOS DE ACTUADORES
Neumático Hidráulico Eléctrico
Espacio limitado para la
ubicación de los
actuadores.
Componentes
adaptables
Componentes muy
robustos
Componentes
adaptables
Manipulación de piezas
con peso inferior a los 100
gramos.
Fuerza requerida Fuerza requerida Fuerza amplia
Distancias cortas de acción. Diversidad de
distancias
Diversidad de
distancias
Acoplamientos para la
distancia
Alimentación del actuador. Equipo adicional para
su acción
Gran cantidad de
equipo para su
acción
Alimentación accesible
Como resultado de la comparación de la tabla 3.8 se observa que los actuadores neumáticos y
eléctricos son los más apto para utilizar por que cumplen con la mayoría de las condiciones de una
forma adecuada siendo los cilindros de doble efecto guiados y los actuadores servoasistidos los
correctos por la forma de operar. Una clara desventaja son los componentes adicionales que se
requieren para que los actuadores neumáticos operen; como se muestra en la figura 3.18, los
actuadores neumáticos requieren de los siguientes elementos para operar de forma adecuada:
suministro de aire a presión, unidad de mantenimiento la cual va a depurar el aire que se suministra al
sistema neumático, válvula y silenciadores.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
66
Figura 3.18. Equipo necesario para un sistema neumático
Esta desventaja no afecta este caso debido a que el torno ya cuenta con un sistema de suministro de aire
y una unidad de mantenimiento que se puede aprovechar. Sin embargo, se recomienda realizar un
estudio más a fondo sobre instalaciones neumáticas. El accionamiento neumático es el adecuado para
las acciones que no requieren posiciones intermedias y los actuadores eléctricos son aptos para realizar
posicionamientos precisos de sus carreras a velocidades altas, existe otra opción que combina estas dos
propiedades, y son los actuadores servoneumáticos, que pueden realizar operaciones de
posicionamiento mientras son accionados por medio de aire como un cilindro neumático convencional,
sin embargo esta no es una opción viable ya que el costo de estos actuadores es muy elevada en
comparación con los actuadores neumáticos.
Una vez seleccionados los tipos de actuadores se traza la trayectoria más práctica y realizable para
trasladar el perno del dosificador a la boquilla del torno. Considerando movimientos de los actuadores
disponibles en el mercado, además de los espacios para accionar y montar los actuadores así como los
obstáculos que se presentan.
Antes de comenzar la trayectoria se debe de seleccionar el elemento que va a sujetar al perno durante la
trayectoria, para este caso se selecciona una pinza neumática de perfil plano, serie MHF2 marca SMC
ver figura 3.19, este tipo de pinza tiene dimensiones compactas en comparación con otras series de la
misma marca.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
67
Figura 3.19. Pinzas neumáticas MHF2.
La pinza se escoge de tipo neumática, ya que no requerimos precisión en el cierre de la pinza, porque
los pernos son de un material de alta dureza y no se pueden deformar por la fuerza de amarre que
genera la pinza. Para determinar las características de la pinza se realiza el método de selección que
propone el fabricante para este producto ver anexo C.
El primer parámetro a calcular es la fuerza de sujeción, el fabricante recomienda que esta sea de
10 a 20 veces la masa de la pieza a sujetar, dicha fuerza se calcula con la siguiente fórmula.
Donde:
Fr: fuerza de amarre requerida [N].
m: masa del perno de mayor peso [kg].
g: aceleración gravitacional de 9.81 m/s2.
s: factor de seguridad de 20.
Aplicando la fórmula con el perno de mayor masa se obtiene:
El siguiente parámetro a determinar es el diámetro adecuado de los cilindros que accionan la
pinza, para esto se emplea la fuerza de sujeción (Fr) y la distancia al punto de prensión (L), este
último dato se refiere a la distancia que hay desde la superficie del dedo de la pinza a el centro
de la pieza cuando se está sujetando por la pinza como se puede ver en la figura 3.20.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
68
Figura 3.20. Distancia al punto de prensión L
Para realizar la selección se tiene una distancia al punto de prensión L=40 mm. Con estos datos se
revisan las graficas 1, 2, 3 y 4 de los diámetros disponibles para la pinza MHF2, en las gráficas se
busca la relación entre el suministro de presión y el punto de prensión que satisfaga la fuerza de
sujeción requerida que se cálculo.
Gráfica 3.1. Relación fuerza/punto de presión para la
pinza de8 mm. diámetro
Gráfica 3.2. Relacion fuerza/punto de presión para la
pinza de12 mm. diámetro

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
69
Como se observa en la grafica 3.3, se tiene que una pinza con un cilindro de diámetro 16 mm al cual se
le suministra una presión de 0.3 MPa puede generar una fuerza de amarre del orden de los 50 N lo que
es suficiente para poder manipular al perno de mayor masa que necesita una fuerza de sujeción de
44.34 N.
Finalmente se establece la carrera de la pinza en función de la diferencia entre el diámetro más
pequeño y el más grande, como resultado se tiene una carrera de 11 mm. Partiendo de la selección y
con base en los parámetros que maneja el proveer se establecen las siguientes características para la
pinza neumática MHF2:
Carrera de acción de 16 mm.
Diámetro del embolo 16 mm.
Carga admisible 90 N.
Precisión ± 0.05 mm.
Primer movimiento: El primer movimiento para la trayectoria del perno es un giro, en la figura 3.21 se
muestra la orientación del perno, desde una vista superior, en el momento en que está en el dosificador
y la orientación que tiene en el momento en que se va a introducir en la boquilla del torno. En la misma
Gráfica 3.3. Relación fuerza/punto de presión para la
pinza de16 mm. diámetro
Gráfica 3.4. Relación fuerza/punto de presión para la
pinza de20 mm. diámetro

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
70
figura 3.21se traza la trayectoria que el perno debe de seguir para llegar a esa posición, la trayectoria
trazada es un arco de 90˚ desde la posición a-b.
Figura 3.21. Orientaciones del perno
Un actuador mesa giratoria es el indicado para esta trayectoria ya que cumple con la condición de rotar
la orientación del perno y además de recorrer distancia con el giro efectuado, el actuador seleccionado
para esta parte es una mesa giratoria de la serie MSQ de la marca SMC ver figura 3.22.
Figura 3.22. Actuador mesa giratoria MSQ.
Especificar las características del actuador mesa giratoria se hace con base en las características de
operación a las cuales se va a someter, por lo que se requiere conocer en qué forma se le va a montar
la carga y la magnitud es la misma. Como no se cuenta con estos datos primero se requiere
a
b

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
71
seleccionar el arreglo de actuadores que se van a montar sobre la mesa giratoria. Haciendo referencia
a la figura 3.23, se pueden observar dos movimientos representados por las flechas A y B, con los
cuales se posiciona la pinza en el perno y se retira del dosificador.
Figura 3.23. Movimiento vertical.
Los movimientos A y B representan un arreglo de actuadores que están montados sobre el actuador
mesa de giro la cual se representa por el pivote O, cuando los actuadores, la pinza y el perno son
rotados para poner el perno en posición de inserción al torno, el movimiento B cumple con la misma
carrera de acción ya que los centros del perno y la boquilla están previamente alineados. El
movimiento A requiere de una posición intermedia ya que no va regresar totalmente a su posición
inicial, solo va a recorrer del movimiento B a la boquilla ver figura 3.24.
Figura 3.24.Vista lateral de la trayectoria
Para el movimiento B se requiere de un actuador neumático, por lo que para hacer la selección se
toman en consideración las condiciones de carga que se muestran en la tabla 3.9, para hacer una
selección adecuada.
A
B
A
B
O
O

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
72
Tabla 3.9. Carga del actuador.
ELEMENTO MASA [Kg]
Perno 0.226
Pinza neumática + mecanismo (dedos) 0.445+ 0.050
Placas de acoplamiento 0.050
Carga total 0.771 Kg
La carrera del actuador para el movimiento B está determinada por la distancia Z asiendo referencia a
la figura 3.25, esta distancia es fija y por lo tanto se puede emplear un actuador neumático para ejecutar
esta operación.
Figura 3.25. Carrera sobre Z
La carrera Z es proporcionada por el torno y tiene un valor de 36 mm, el actuador adecuado para esta
operación es un actuador neumático guiado de la serie CXS del fabricante SMC ver figura 3.26. Este
actuador tiene la ventaja de ser de un cuerpo compacto además de tener guías que impiden el giro del
vástago ante momentos flectores que puedan presentarse en la carga que se le aplique.
Figura.3.26. Actuador neumático guiado serie CXS de SMC.
Z

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
73
Como resultado de la selección se establecen los parámetros del actuador tomando como referencia los
parámetros que ofrece el proveedor son:
Carrera de acción 50 mm.
Diámetro del embolo 25 mm.
Carga admisible 378 N.
Precisión ± 0.05 mm.
Para ejecutar el movimiento A se elije un actuador neumático de doble vástago de la serie CXSW de la
marca SMC, este elemento proporciona la trayectoria lineal pero para cubrir la condición de las
múltiples posiciones, se emplean topes ajustables en el vástago del actuador para de esta manera ajustar
las carreras del actuador de acuerdo a las longitudes del perno, en la figura 3.27 se muestra el arreglo
del actuador neumático con los topes ajustables.
Figura 3.27. Actuador neumático doble vástago serie CXSW de SMC.
El movimiento A se va a encargar de colocar al perno dentro de la boquilla, en la figura 3.28, se puede
observar que la carrera de acción para el actuador neumático de doble vástago está dada por la suma de
las distancias X y Y.
Figura 3.28. Carrera de acción del actuador neumático doble vástago CXSW.
X Y
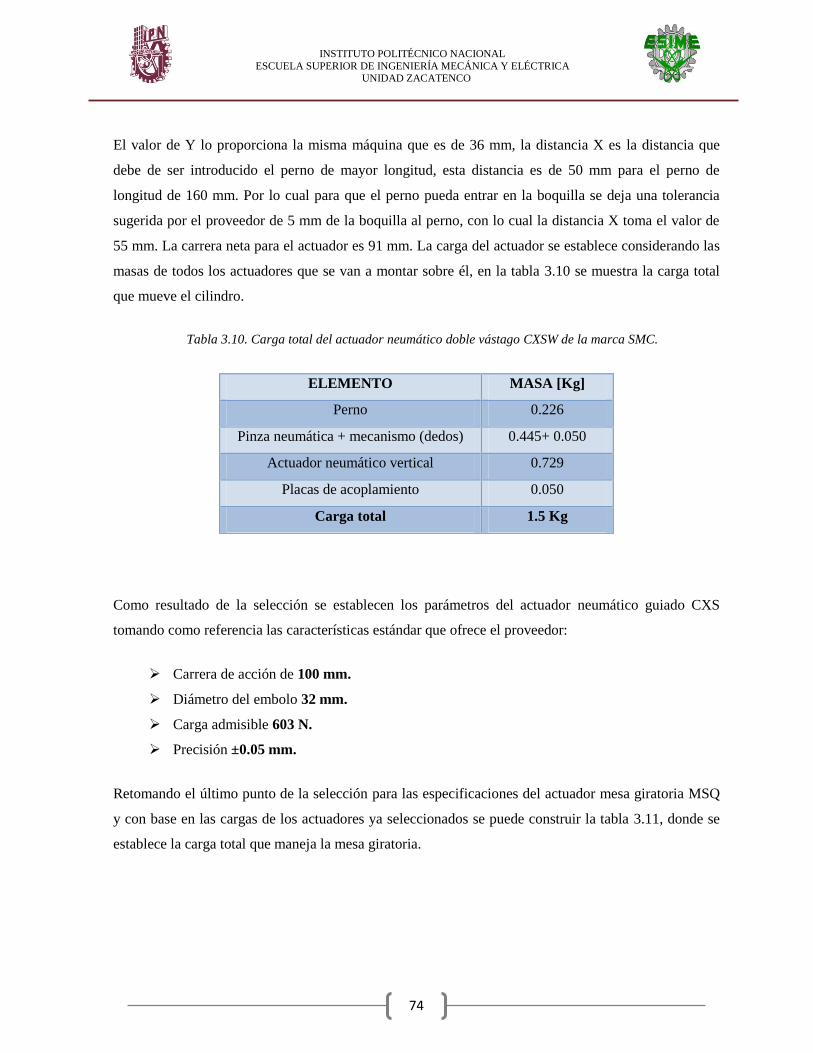
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
74
El valor de Y lo proporciona la misma máquina que es de 36 mm, la distancia X es la distancia que
debe de ser introducido el perno de mayor longitud, esta distancia es de 50 mm para el perno de
longitud de 160 mm. Por lo cual para que el perno pueda entrar en la boquilla se deja una tolerancia
sugerida por el proveedor de 5 mm de la boquilla al perno, con lo cual la distancia X toma el valor de
55 mm. La carrera neta para el actuador es 91 mm. La carga del actuador se establece considerando las
masas de todos los actuadores que se van a montar sobre él, en la tabla 3.10 se muestra la carga total
que mueve el cilindro.
Tabla 3.10. Carga total del actuador neumático doble vástago CXSW de la marca SMC.
ELEMENTO MASA [Kg]
Perno 0.226
Pinza neumática + mecanismo (dedos) 0.445+ 0.050
Actuador neumático vertical 0.729
Placas de acoplamiento 0.050
Carga total 1.5 Kg
Como resultado de la selección se establecen los parámetros del actuador neumático guiado CXS
tomando como referencia las características estándar que ofrece el proveedor:
Carrera de acción de 100 mm.
Diámetro del embolo 32 mm.
Carga admisible 603 N.
Precisión ±0.05 mm.
Retomando el último punto de la selección para las especificaciones del actuador mesa giratoria MSQ
y con base en las cargas de los actuadores ya seleccionados se puede construir la tabla 3.11, donde se
establece la carga total que maneja la mesa giratoria.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
75
Tabla 3.11. Carga total de la mesa giratoria.
ELEMENTO MASA [Kg.]
Perno 0.226
Pinza neumática + mecanismo (dedos) 0.445+ 0.050
Actuador neumático vertical 0.729
Actuador neumático horizontal 1.2
Placas de acoplamiento 0.100
Carga total 2.75 Kg
Como resultado de la selección se establecen los parámetros para la mesa giratoria tomando como
referencia los parámetros que ofrece el proveedor:
Carrera de acción 90˚.
Diámetro del embolo 50 mm.
Carga admisible 451 N.
Precisión ± 0.01 mm.
El último movimiento de la trayectoria es lineal y requiere múltiples posiciones; la finalidad de este
movimiento es alinear a la pinza con los centros de los pernos que están en las rampas para que se
ejecute el ciclo de posicionamiento en cada rampa. Para cubrir con este movimiento se tiene la opción
de un actuador eléctrico por las múltiples posiciones, sin embargo se puede observar en la figura 3.29
que el paso de avance que se requiere es constante, lo cual da opción de emplear un actuador
neumático tipo mesa de arrastre y a este realizarle un arreglo de sensores magnéticos para cada una de
las posiciones, esto en conjunto con una válvula 5/3 vías con centros bloqueados para poder hacer las
paradas intermedias en la carrera del actuador.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
76
Figura 3.29. Carrera que debe de cubrir el actuador.
Las características del actuador están dadas por la ubicación de montaje del mismo, la carga que va a
soportar, la carrera que va a cubrir y el ciclo de trabajo que se tiene. Con base en estos parámetros se
escoge el actuador con las características apropiadas.
La carrera que debe de cubrir el actuador neumático tipo mesa de arrastre está determinada por la
distancia que existe entre las salidas de los extremos del dosificador como se representa en la
figura 3.29.
La carga que va a soportar esta dada por el peso de los actuadores que están montados sobre la
mesa incluyendo el peso del perno más grande. En la tabla 3.12 se enlistan los componentes del
arreglo de actuadores y los pesos correspondientes a cada uno incluyendo el peso total.
Tabla 3.12. Carga total sobre la mesa neumática.
ELEMENTO MASA [Kg]
Perno 0.226
Pinza neumática + mecanismo (dedos) 0.445+ 0.050
Actuador neumático vertical 0.669
Actuador neumático horizontal 1.200
Mesa de giro 90˚ 2.260
Placas de acoplamiento 0.200
Carga total 5.05 Kg
385 mm 40 mm

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
77
Revisando las opciones en el mercado nacional se encuentra el actuador neumático tipo mesa de
arrastre de la marca SMC serie MY1 ver figura 3.30, verificando en el catalogo del fabricante (SMC),
se observa que el actuador tiene la capacidad de manejar esta carga, con un diámetro de cilindro de 50
mm con un amplio rango de seguridad.
Figura 3.30. Actuador neumático tipo mesa de arrastre.
Como resultado de la selección se establecen los parámetros del actuador neumático tipo mesa de
arrastre tomando como referencia los parámetros que ofrece el proveedor:
Carrera de acción 400 mm.
Diámetro del embolo 50 mm.
Carga admisible 981 N.
Precisión ± 0.05 mm.
Una vez trazada la trayectoria y seleccionados todos los elementos que conforman el sistema de
manipulación para la subetapa de posicionamiento, se puede realizar el arreglo con el cual se
distribuyen los actuadores para desarrollar la trayectoria que se planteo, en la figura 3.31 se muestra el
arreglo para el sistema de manipulación indicando cada uno de los elementos en la estructura.
Figura 3.31. Arreglo de actuadores para el sistema de manipulación de la sub etapa de posicionamiento
Actuador neumático de
doble vástago CXSW
Actuador mesa
giratoria MSQ
Actuador nuemático
tipo mesa de
arrastre MY1
Actuador neumático
guiado CXS
Pinza neumática MHF2

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
78
3.3.4 Subetapa de traslado y retiro
La subetapa de traslado comprende transportar el perno ya barrenado de la boquilla del torno a la
boquilla del taladro para posteriormente realizar el machueleado, además del traslado esta etapa
contempla el retiro de los pernos de la boquilla del taladro una vez que los perno han sido
machueleados. Los pernos machueleados serán depositados en contenedores.
Para que la subetapa de traslado sea práctica y funcional se realiza una redistribución del torno y el
taladro con base en la sección 3.1.2 Desarrollo del bosquejo de tiempos y movimientos; sin embargo,
se recomienda hacer un estudio más a fondo de la distribución de la maquinaría en el área de ingeniería
industrial. En el anexo D se muestra el plano de distribución del taladro con respecto al torno,
propuesta para hacer el traslado entre estas dos máquinas.
Para manipular el perno se emplea una pinza con las características seleccionadas en la sección
anterior, es decir; se selecciona una pinza neumática MHF2, a continuación se describe la trayectoria y
selección de los actuadores correspondiente a la subetapa de traslado.
La pinza neumática MHF2 va acoplada a un actuador neumático guiado, este tiene la finalidad de
retirar el perno, una vez que esta sujetado por la pinza, el perno es retirado por acción del actuador. En
la figura 3.32, se muestra la acción del actuador neumático guiado sobre el cual se monta la pinza, este
actuador tiene una doble función retirar los pernos barrenados del torno y colocarlos en la boquilla del
taladro para su machueleado.
Figura 3.32. Trayectoria del actuador neumático guiado.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
79
El actuador seleccionado para esta operación es un actuador neumático guiado de la serie CXS de la
marca SMC, este actuador tiene las mismas características del actuador neumático guiado de la etapa
de posicionamiento.
Continuando con la trayectoria se identifica un movimiento para posicionar el perno en la boquilla del
taladro, en la figura 3.33 se muestra la posición del perno al estar en la boquilla del torno (punto C) y la
posición a la que llega en la boquilla del taladro (punto D). Sin embargo para insertar el perno en la
boquilla del taladro se necesita que el perno este orientado de forma vertical.
Figura 3.33. Orientación del perno en el torno y en el taladro.
Para colocar el perno en la posición adecuada al momento de insertarlo en la boquilla del taladro se
requiere rotar el perno 90˚, este movimiento se cubre con un actuador mesa giratoria MSQ de las
mismas características que la mesa giratoria seleccionada para la etapa de suministro. Ya que las cargas
que se manejan son de igual magnitud.
Debido a que en la trayectoria trazada, la caja de engranes del taladro representa un obstáculo, por lo
que se ejecuta un movimiento de giro para poder posicionar al perno de forma alineada con la boquilla
del torno como se puede observar en la figura 3.34. El actuador seleccionado para este movimiento es
una actuador tipo mesa giratoria, a pesar de que el peso de carga para este actuador aumento con
respecto al actuador de mesa giratoria anterior, pero no se presentan cambios en sus características.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
80
Figura 3.34. Acción de giro para librar la caja de engranes del taladro
El último movimiento es el más largo de la trayectoria ya que esta dado por la distancia que existe
entre la boquilla del torno y la boquilla del taladro que es de 1 m, esta distancia está tomada
considerando que los bordes de las bases de las máquinas están en contacto directo, a esta longitud se
le añade 50 cm para distanciar las máquinas y evitar interferencia entre ellas máquinas por las
vibraciones que generen las mismas, por seguridad del sistema y el personal. En la figura 3.35 se
muestra la trayectoria entre las boquillas.
Figura 3.35. Trayectoria entre la boquilla del torno (A) y la boquilla del taladro (B)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
81
El actuador seleccionado para este movimiento es un actuador neumático tipo mesa de arrastre con
guías internas de la serie MY3 de la marca SMC ver figura 3.36, este actuador debe de tener una
carrera de 1500 mm que es la correspondiente a la distancia AB de la figura 3.35.
Figura 3.36. Actuador neumático tipo mesa de arrastre con guías internas MY3 de la marca SMC
Debido a que todo el arreglo de actuadores va a estar montado sobre el actuador neumático tipo mesa
de arrastre MY3 la carga del mismo está definida por la sumatoria de los pesos de los actuadores del
arreglo (ver tabla 3.13), la guía integrada sirve para montar cargas con momentos de deflexión sobre el
actuador.
Tabla 3.13. Carga del actuador MY3 de la marca SMC.
ELEMENTO MASA [Kg]
Perno 0.226
Pinza neumática + mecanismo (dedos) 0.445+ 0.050
Actuador neumático 0.669
Mesa de giro 90˚ 2.260
Mesa de giro 90˚ 2.260
Placas de acoplamiento 0.200
Carga total 6.11 Kg

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
82
Como resultado de la selección se establecen los parámetros de la mesa de arrastre tomando como
referencia los parámetros que ofrece el proveedor:
Carrera de acción 1500 mm.
Diámetro del embolo 63 mm.
Carga admisible 1557 N.
Precisión ± 0.05 mm.
Para el arreglo del sistema de manipulación de la subetapa de traslado y retiro, se cuenta con una
estructura sobre la cual se monta el arreglo, ya que no es práctico hacer el montaje sobre el taladro. En
la figura 3.37 se muestra el arreglo de actuadores para esta subetapa.
Figura 3.37. Arreglo de actuadores para la sub etapa de traslado.1) mesa neumática de arrastre, 2) mesa
giratoria, 3) mesa giratoria, 4) actuador neumático guiado, 5) pinza neumática.
1
2
3
4
5

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
83
3.3.5 Selección de sensores.
Los sensores son los elementos que proporcionan la información al controlador del estado de
condiciones específicas en la que se encuentra el proceso, las cuales intervienen directamente con la
lógica establecida en el controlador.
Antes de la selección de los sensores se establecen las zonas en las que se requiere estén operando,
analizando la operación del sistema de manipulación se establece que a la salida de cada dosificador se
debe de instalar un sensor, los cuales indicaran al sistema de manipulación que rampa ya no tiene
pernos y que rampas sí. Los finales de carrera de cada actuador se consideran como sensores ya que es
más práctico, tiene un menor desgaste y es más confiable que los elementos mecánicos como un
interruptor. Como resultado se tienen dos zonas en las cuales se requieren sensores:
Zona 1. En cada una de las salidas del dosificador.
La función de los sensores a la salida del dosificador es detectar la existencia de pernos en la rampa, de
aquí se parte para establecer las condiciones de operación del sensor, como se muestra a continuación:
El elemento a sensar es un metal.
El espacio disponible para montaje es reducido.
El elemento sensor debe ser no intrusivo.
Con base en las condiciones de operación establecidas se selecciona el sensor tipo inductivo de la
marca Autonics serie PRD como se muestra en la figura 3.38. Estos sensores se seleccionan para una
alimentación de 24 Vcd y una distancia de operación de 10 mm.
Figura 3.38. Sensor inductivo serie PRD de la marca Autonics.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
84
Zona 2. Finales de carrera de cada actuador.
Los finales de carrera de los actuadores se emplean para enviar una señal al controlador e indicar un
cambio de posición del actuador en la lógica de operación. Las condiciones para la selección de los
detectores se muestran a continuación:
Detección del vástago metálico.
Montaje sobre el cuerpo del actuador
Tomando como referencia las condiciones establecidas para estos detectores se hace la selección del
detector magnético de la serie DM9P perteneciente a la marca SMC. Ver figura 3.39.
Figura -3.39. Detector magnético DM9P de la marca SMC.
3.3.6 Selección del controlador
El controlador es el encargado de ejecutar la lógica del programa creado para que los actuadores
ejecuten sus trayectorias. Para realizar la selección del controlar adecuado se considera el número y
tipo de entradas, además de su ubicación y el lenguaje de programación a utilizar, dichas
consideraciones se explican a continuación.
a) Número y tipo de entradas y salidas que se emplean.
En este criterio se toma en consideración el número total de entradas y salidas que se están manejando
en el sistema de manipulación, incrementando un 10% para prever posibles expansiones o daños en los
puertos. Es necesario identificar el tipo de señal de cada una de las entradas y salidas que se
contabiliza, en la tabla 3.14 se muestra el total de entradas y salidas que proporciona el sistema de
manipulación conjuntamente se dividen en señales de tipo discretas y analógicas.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
85
Tabla 3.14. Total de entradas y salidas
SUBTOTAL TOTAL (10%)
ENTRADAS DISCRETAS 42 46
SALIDAS DISCRETAS 25 30
ENTRADAS ANALÓGICAS 0 0
SALIDAS ANALÓGICAS 0 0
Como se puede ver en la tabla 3.14 el sistema de manipulación no cuenta con señales de tipo analógico
lo cual hace más sencillo el manejo de las señales dentro del programa que representa la lógica de
funcionamiento, para hacer mas practica la selección del controlador ya que todas las señales discretas
están establecidas en 24 Vcd. Para más detalle del listado de entradas y salidas del sistema de
manipulación revisar anexo E.
Como resultado del análisis de este criterio aplicado al sistema de manipulación se tiene que el
controlador seleccionado debe de cumplir con un total de 46 entradas y 30 salidas discretas de 24 Vcd.
b) Ubicación del módulo para el controlador.
La ubicación del controlador es otro criterio que atañe directamente a la selección del mismo, en este
caso la ubicación del controlador es directamente en planta, lo cual obliga que el controlador sea de
constitución robusta para que no le afecten parámetros ambientales propios de la empresa ICSA como
lo son el polvo, remanentes metálicos, líquidos tales como aceites provenientes del torno y el taladro,
golpes por parte de los mismos operarios entre otras. En la figura 3.40 se observa el área destinada para
colocar el modulo del controlador, para ver más detalle sobre la distribución del controlador ver anexo
F.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
86
Figura 3.40. Ubicación del controlador.
c) Simplicidad del lenguaje de programación empleado.
El lenguaje de programación que se emplea para realizar la lógica de operación debe de ser un lenguaje
simple de estructurar e interpretar debido a la gran cantidad de entradas y salidas que se están
manejando. Como resultado de la consideración se selecciona un controlador que se pueda programar
con lenguaje en escalera o por grafcet.
Con base en los parámetros establecidos para la selección del controlador se selecciona el controlador
MicroLogix 1200 y tres puertos de expansión, dos para las entradas y uno para las salidas ya que la
cantidad de entradas y salidas que se manejan en la lógica establecida son más numerosas que la
cantidad de entradas estándar de este controlador en las tablas 3.15 y 3.16 se muestran las
características del controlador y de los módulos de expansión requeridos.
Tabla 3.15. Características del controlador MicroLogix 1200.
Alimentación
de línea Entradas Salidas
E/S de alta
velocidad
Puertos
de com. N.˚ cat.
120/240 VCA (20) Estándar 24 VCC
(16) Relé (4) Entradas de
20 KHz 1
1762-
L40BWA (4) Rápidas 24 VCC

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
87
Tabla 3.16. Características de los módulos de expansión
Descripción Cantidad N.˚ de cat.
Módulo de entrada de 24 VCC drenador/surtidor de 16 puntos. 1 1762-IQ16
Módulo de entrada de 24 VCC drenador/surtidor de 8 puntos. 2 1762-IQ8
Módulo de salida de 24 VCC surtidor de 16 puntos. 1 1762-OB16
En la configuración del PLC MicroLogix 1200 se establece con 44 entradas discretas de 24 VCC y 32
salidas discretas de 24 VCC (ver figura 3.41).
Figura 3.41. PLC MicroLogix 1200.
3.4 DESARROLLO DE LA PROGRAMACIÓN DEL PLC
La programación del controlador lógico programable MicroLogix 1200 se desarrolla con el programa
de Rockwell el cual lo proporciona el fabricante Allen-Bradley, el programa también cuenta con
RsLinx que permite la comunicación entre Microsoft Windows y RsLogix para desarrollar un
programa; el cual cuenta con un ambiente amigable ya que las herramientas, el espacio de trabajo y
aplicaciones se pueden apreciar de una manera sencilla y fácil de identificar en la figura 3.42 se
muestran los elementos principales en el ambiente de trabajo de RsLogix 500. El software RsLogix
500 incluye editor del lenguaje de diagrama en escalera y verificador de proyectos creando una lista de
los errores entre otras opciones [9].

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
88
Figura 3.42. Partes principales de RsLogix 500
Barra de menú: Permite realizar diferentes funciones como recuperar o guardar programas, opciones
de ayuda, etc.
Barra de iconos: Engloba las funciones de uso más repetido en el desarrollo de los programas.
Barra de estado del procesador: Permite visualizar y modificar el modo de trabajo del procesador (en
línea, fuera de línea, etc.), cargar y/o descargar programas, así como visualizar el controlador utilizado.
Árbol del proyecto: Contiene todas las carpetas y archivos generados en el proyecto, estos se
organizan en las carpetas siguientes:
Control de propiedades.
Estado del procesador.
Configuración de entradas y salidas.
Configuración de canales de comunicación.
Archivos de programa (Progam files).
Archivo de datos:
Panel de resultados: Muestra los errores de programación que surgen al verificar la corrección del
programa realizado (situados en la barra de iconos).
Barra de menú
Barra de
iconos
Barra de
estados del
procesador
Árbol del
proyecto
Panel de
resultados
Editor de ladder
Barra de instrucciones

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
89
Barra de instrucciones: Esta barra permite, a través de pestañas y botones acceder de forma rápida a
las instrucciones más habituales del lenguaje de diagrama en escalera.
Ventana del programa diagrama en escalera: Contiene todos los programas y subrutinas del
diagrama en escalera relacionados con el proyecto que se esté realizando.
3.4.1 Programación para la automatización de la estación de barrenado y machueleado de pernos
Pull Dowel
Para realizar la programación se identifican cada uno de los pasos que se tiene que cubrir para poder
obtener la secuencia de los actuadores, así como los pasos a realizar para obtener esa respuesta en
lenguaje de diagrama en escalera, dichos puntos son:
1.- Identificación de entradas y salidas.
2.- Elaborar el diagrama de flujo de cada subetapa.
3.- Elaborar el diagrama de estado de los actuadores.
4.- Obtener la ecuación del diagrama de estados.
5.- Identificar el método a utilizar para programar.
6.- Direccionamiento de las entradas y salidas con etiquetas correspondientes.
7.- Desarrollo de la programación.
1.- Identificación de entradas y salidas: El desarrollo del programa comienza con la identificación de
las entradas y salidas correspondientes cada una de las entradas discretas que contendrá el programa,
las cuales se presentan en la tabla 3.17, las cuales como se presenta en la selección del PLC son 42
entradas y 25 salidas discretas.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
90
Tabla 3.17.Lista de entradas y salidas del PLC
ENTRADAS SALIDAS
Botón de arranque Solenoide de válvula del actuador de doble vástago CXSW A+
Botón de paro Solenoide de válvula del actuador de doble vástago CXSW A-
Sensor de rampa 1 Solenoide de válvula del actuador guiado CXS B+
Sensor de rampa 2 Solenoide de válvula del actuador guiado CXS B-
Sensor de rampa 3 Solenoide de válvula de la pinza neumática 1 MHF2 C+
Sensor de rampa 4 Solenoide de válvula de la pinza neumática 1 MHF2 C-
Sensor de rampa 5 Solenoide de válvula de la mesa neumática de arrastre MY1 D+
Sensor de rampa 6 Solenoide de válvula de la mesa neumática de arrastre MY1 D-
Sensor de rampa 7 Solenoide de válvula de la mesa de giro 1 MSQ E+
Sensor de rampa 8 Solenoide de válvula de la mesa de giro 1 MSQ E-
Sensor de rampa 9 Solenoide de válvula de mesa neumática de arrastre MY3 F+
Sensor de rampa 10 Solenoide de válvula de mesa neumática de arrastre MY3 F-
Final de carrera del actuador de doble vástago CXSW Solenoide de válvula actuador guiado 2 CXS G+
Final de carrera del actuador de doble vástago CXSW Solenoide de válvula actuador guiado 2 CXS G-
Final de carrera del actuador guiado CXS Solenoide de válvula de pinza neumática 2 MHF2 H+
Final de carrera del actuador guiado CXS Solenoide de válvula de pinza neumática 2 MHF2 H-
Cierre de la pinza neumática 1 MHF2 Solenoide de válvula de la mesa de giro 2 MSQ I+
Apertura de la pinza neumática 1 MHF2 Solenoide de válvula de la mesa de giro 2 MSQ I-
Final de carrera de posición 5 de la mesa neumática de arrastre MY1
Solenoide de válvula de la mesa de giro 3 MSQ J+
Final de carrera de posición 4 de la mesa neumática de arrastre MY1
Solenoide de válvula de la mesa de giro 3 MSQ J-
Final de carrera de posición 3 de la mesa neumática de arrastre MY1
Solenoide de abrir boquilla del torno K+
Final de carrera de posición 2 de la mesa neumática de arrastre MY1
Solenoide de cerrar boquilla del torno K-
Final de carrera de posición 1 de la mesa neumática de arrastre MY1
Solenoide abrir boquilla del taladro L+
Final de carrera de la mesa de giro 1 MSQ Solenoide cerrar boquilla del taladro L-
Final de carrera de la mesa de giro 1 MSQ Inicia barreno
Final de carrera de mesa neumática de arrastre MY3 Inicia machuelo
Final de carrera de mesa neumática de arrastre MY3

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
91
Final de carrera de mesa neumática de arrastre MY3
Final de carrera del actuador guiado 2 CXS
Final de carrera del actuador guiado 2 CXS
Cierre de pinza neumática 2 MHF2
Apertura de pinza neumática 2 MHF
Final de carrera de la mesa de giro 2 MSQ
Final de carrera de la mesa de giro 2 MSQ
Final de carrera de la mesa de giro 3 MSQ
Final de carrera de la mesa de giro 3 MSQ
Cierre de la boquilla del torno
Apertura de la boquilla del torno
Cierre de la boquilla del taladro
Cierre de la boquilla del taladro
Sensor para torno
Sensor para taladro
2.- Diagrama de flujo de las subetapas
Con base a las trayectorias trazadas para la selección del equipo, se desarrolla el diagrama de flujo de
la subetapa de suministro y posicionamiento (ver diagrama 3.1) y subetapa de traslado y retiro (ver
diagrama 3.2) para poder identificar la secuencia de los movimientos y permisivos que se deben de
cumplir.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
92
Diagrama 3.1. Diagrama de flujo de la secuencia de los actuadores de la subetapa de posicionamiento

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
93
Diagrama 3.2. Representación de la secuencia de los actuadores de las etapas de traslado y retiro

94
3.- Diagrama de estado de los actuadores
El diagrama de estados en una representación gráfica del estado cada uno de los cilindros, es decir indica su expulsión o retracción según se presente el caso, este se crea en base al diagrama de flujo y de las trayectorias
propuestas en la selección del equipo. El diagrama 3.3 presenta el estado de los actuadores de las subetapas.
ACTUADOR NEUMÁTICO ESTADO
Doble vástago CXSW (A)
Guiado CXS (B)
Pinza 1 MHF2 (C)
Mesa de arrastre MY1 (D)
Mesa giratoria (E)
Boquilla del torno (K)
Mesa de arrastre MY3 (F)
Guiado 2 CXS (G)
Pinza 2 MHF2 (H)
Mesa giratoria 2 MSQ (I)
Mesa giratoria 3 MSQ (J)
Boquilla del taladro (L)
Ecuación de estado
Electroválvula A+ B+ C- B- D+ E+ B+ A- C+ B-
K- E- D- A+ B+ C- B- D+ F+ H-
G+
K+ G- F- I+ J+ L+ G+ H+ L- L+ H- L- G- F- H+ I-+ J- C+
Final de carrera C0 A1 B1 C0 B0 D1 E1 B1 A0 C1 B0
K0 E0 D0 A1 B1 C0 B0 D1 F2 H0
G1
K1 G0 F1 I1 J1 L1 G1 H1 L0 L1 H0 L0 G0 F0 H1 L1 L0 C1
Diagrama 3.3 Diagrama de estado de los actuadores de la subetapa de posicionamiento, traslado y retiro

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
95
El diagrama 3.3 permite identificar permisivos y consideraciones que se tienen que programar en la
lógica de accionamiento de los actuadores como:
1. El diagrama muestra la respuesta (color rojo) de los actuadores para posicionar el perno del
dosificador a la boquilla del torno; con ayuda de ese diagrama, se puede identificar que el
segundo ciclo no puede terminar si no se ha retirado el perno de la boquilla del torno, ya que
este se tiene que esperar a que el actuador neumático mesa de arrastre MY3 se encuentre en la
última posición (contenedor) para el ciclo de posicionamiento termine.
2. Otra consideración se da en los casos donde se activan dos actuadores al mismo tiempo, lo que
significa que es necesario considerar esas posiciones ya que si no el proceso no puede seguir.
3. La tercera consideración importante se visualiza en la parte donde se representa que la boquilla
tanto del torno y del taladro abre y cierra, lo cual no funciona así, por que tiene que pasar un
lapso de tiempo en lo que se barrena o machuela el perno para abrir la boquilla. Permisivos que
se aseguran al colocar un sensor inductivo en cada una de las máquinas.
EL sensor del torno se ubica en el espacio que se genera cuando la torreta se desplaza para ejecutar el
barreo, y el sensor del taladro se ubica en el espacio disponible entre el husillo que contiene al
machuelo y la boquilla.
4.- Ecuación del diagrama de estado
En base al diagrama 3.3 se obtiene la ecuación de estados, la cual ayuda para identificar los
accionamientos que permiten que el siguiente actuador se active, así como identificar los elementos
sensores que se activan y que van a permitir que las acciones de los actuadores continúen o se
detengan, utilizar esta ecuación, facilita la programación en el lenguaje de diagrama en escalera.
5.- Selección del método para programar la secuencia de los actuadores
En base a la trayectoria trazada que deben ejecutar los actuadores y los permisivos identificados en el
diagrama de estado se decide que el método paso a paso es el adecuado para programar la secuencia ya
que con base en el diagrama 3.3 se puede observar que la secuencia es lineal, además de que brinda un
grado de certeza a la lógica de operación, porque evita bloqueos de electroválvulas debido a la
ejecución de dos señales en una misma electroválvula (expulsar y retraer). El método paso a paso
brinda la característica de poder realizar posiciones intermedias determinadas de forma correcta lo cual
es un apoyo al programar la lógica de la secuencia para ejecución de los actuadores.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
96
6.- Direccionamiento de las entradas y salidas
En la tabla 3.18 y 3.19 se presenta el direccionamiento, redireccionamiento y etiquetas de las entradas
y salidas que se van a utilizar al programar, es decir; las entradas físicas van a ir a una dirección
entrada o salida (input/ ouput) según corresponda y de ahí, el PLC la va a redireccionar cada entrada o
salida a una dirección binaria, esto, por si en algún momento se tiene un problema con la entrada física,
esta solo se tendrá que conectar a otra, sin modificar la programación, ya que si se crea un diagrama en
escalera para el direccionamiento, la dirección de entrada o salida solo se cambia la entrada física por
otra y no se corre el riesgo de provocar errores en la lógica programada.
Tabla 3.18 Direccionamiento de entradas del PLC
ENTRADAS DIRECCIÓN INPUT
DIRECCIÓN BIT
ETIQUETA
Botón de arranque I:0/0 B3:0/9 BAF
Botón de paro I:0/1 B3:0/8 BPF
Sensor de rampa 1 I:0/2 B3:0/2 SR1
Sensor de rampa 2 I:0/3 B3:0/3 SR2
Sensor de rampa 3 I:0/4 B3:0/4 SR3
Sensor de rampa 4 I:0/5 B3:0/5 SR4
Sensor de rampa 5 I:0/6 B3:0/6 SR5
Sensor de rampa 6 I:1/0 B3:9/0 SR5
Sensor de rampa 7 I:1/1 B3:9/1 SR5
Sensor de rampa 8 I:1/2 B3:9/2 SR5
Sensor de rampa 9 I:1/3 B3:9/3 SR5
Sensor de rampa 10 I:0/4 B3:9/4 SR5
Final de carrera del actuador de doble vástago CXSW
I:0/7 B3:1/0 A0
Final de carrera del actuador de doble vástago CXSW
I:0/8 B3:1/1 A1
Final de carrera del actuador guiado CXS I:0/9 B3:1/6 B0
Final de carrera del actuador guiado CXS I:0/10 B3:1/7 B1
Cierre de la pinza neumática 1 MHF2 I:0/11 B3:1/2 C0
Apertura de la pinza neumática 1 MHF2 I:0/12 B3:1/3 C1
Final de carrera de posición 5 de la mesa neumática de arrastre MY1
I:0/13 B3:1/4 D0
Final de carrera de posición 4 de la mesa neumática de arrastre MY1
I:0/14 B3:8/6 D1
Final de carrera de posición 3 de la mesa neumática I:0/15 B3:8/4 D2

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
97
de arrastre MY1
Final de carrera de posición 2 de la mesa neumática de arrastre MY1
I:0/16 B3:8/5 D3
Final de carrera de posición 1 de la mesa neumática de arrastre MY1
I:0/17 B3:1/5 D4
Final de carrera de la mesa de giro 1 MSQ I:0/18 B3:6/3 E0
Final de carrera de la mesa de giro 1 MSQ I:0/19 B3:6/2 E1
Final de carrera de mesa neumática de arrastre MY3 I:0/20 B3:6/1 F0
Final de carrera de mesa neumática de arrastre MY3 I:0/21 B3:6/0 F1
Final de carrera de mesa neumática de arrastre MY3 I:0/22 B3:6/7 F2
Final de carrera del actuador guiado 2 CXS I:0/23 B3:2/0 G0
Final de carrera del actuador guiado 2 CXS I:0/24 B3:2/1 G1
Cierre de pinza neumática 2 MHF2 I:0/25 B3:2/3 H0
Apertura de pinza neumática 2 MHF I:0/26 B3:2/4 H1
Final de carrera de la mesa de giro 2 MSQ I:0/27 B3:2/5 I0
Final de carrera de la mesa de giro 2 MSQ I:0/28 B3:2/6 I1
Final de carrera de la mesa de giro 3 MSQ I:0/29 B3:2/7 J0
Final de carrera de la mesa de giro 3 MSQ I:0/30 B3:6/4 J1
Cierre de la boquilla del torno I:0/31 B3:6/5 K0
Apertura de la boquilla del torno I:0/32 B3:6/6 K1
Cierre de la boquilla del taladro I:0/33 B3:8/0 L0
Cierre de la boquilla del taladro I:0/34 B3:8/1 L1
Sensor para torno I:0/35 B3:5/1 ST
Sensor para taladro I:0/36 B3:5/2 STA
3.19 Direccionamiento de salidas del PLC
SALIDAS DIRECCIÓN OUPUT
DIRECCIÓN BIT
ETIQUETA
Solenoide de válvula del actuador de doble vástago CXSW A+
O:0/0 B3:4/5 AMAS
Solenoide de válvula del actuador de doble vástago CXSW A-
O:0/1 B3:4/7 AMENOS
Solenoide de válvula del actuador guiado CXS B+
O:0/2 B3:4/6 BMAS
Solenoide de válvula del actuador guiado CXS B-
O:0/3 B3:3/0 BMENOS
Solenoide de válvula de la pinza neumática 1 MHF2 C+
O:0/4 B3:3/1 CMAS

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
98
Solenoide de válvula de la pinza neumática 1 MHF2 C-
O:0/5 B3:3/2 CMENOS
Solenoide de válvula de la mesa neumática de arrastre MY1 D+
O:0/6 B3:3/3 DMAS
Solenoide de válvula de la mesa neumática de arrastre MY1 D-
O:0/7 B3:3/4 DMENOS
Solenoide de válvula de la mesa de giro 1 MSQ E+
O:0/8 B3:3/5 EMAS
Solenoide de válvula de la mesa de giro 1 MSQ E-
O:0/9 B3:3/6 EMENOS
Solenoide de válvula de mesa neumática de arrastre MY3 F+
O:0/10 B3:3/7 FMAS
Solenoide de válvula de mesa neumática de arrastre MY3 F-
O:0/11 B3:7/0 FMENOS
Solenoide de válvula actuador guiado 2 CXS G+
O:0/12 B3:7/1 GMAS
Solenoide de válvula actuador guiado 2 CXS G-
O:0/13 B3:7/2 GMENOS
Solenoide de válvula de pinza neumática 2 MHF2 H+
O:0/14 B3:7/3 HMAS
Solenoide de válvula de pinza neumática 2 MHF2 H-
O:0/15 B3:7/4 HMENOS
Solenoide de válvula de la mesa de giro 2 MSQ I+
O:0/16 B3:7/5 IMAS
Solenoide de válvula de la mesa de giro 2 MSQ I-
O:0/17 B3:7/6 IMENOS
Solenoide de válvula de la mesa de giro 3 MSQ J+
O:0/18 B3:7/7 JMAS
Solenoide de válvula de la mesa de giro 3 MSQ J-
O:0/19 B3:4/0 JMENOS
Solenoide de abrir boquilla del torno K+ O:0/20 B3:4/1 KMAS
Solenoide de cerrar boquilla del torno K- O:0/21 B3:4/2 KMENOS
Solenoide abrir boquilla del taladro L+ O:0/22 B3:4/3 LMAS
Solenoide cerrar boquilla del taladro L- O:0/23 B3:4/4 LMENOS
Inicia barreno O:0/24 B3:11/3 BARRENAR
Inicia machuelo O:0/25 B3:11/4 MACHUELEAR

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
99
7.- Desarrollo de la programación
Una vez que se tiene la secuencia, el método y las direcciones identificadas, se comienza con el
desarrollo de la programación. Para ello se utilizan cuatro diagramas de escalera para que su orden
tenga mayor comprensión. Los diagramas de escalera que se crean son:
Diagrama de escalera 2 I/O (Ladder 2).
Diagrama de escalera 3 ON/OFF (ladder 3).
Diagrama de escalera 4 Punto a cero (Ladder 4 POINT 0)
Diagrama en escalera 5 Proceso de barrenado y machueleado (Ladder 5)
3.4.1.1 Desarrollo del diagrama de escalera de redireccionamiento
Cada una de las entradas tiene un direccionamiento de input (entradas físicas) que corresponde a una a
una entrada binaria para tener una protección por si en algún momento se daña una o varias entradas
físicas, no sea necesario cambiar la dirección de entrada en todo el programa, porque esto puede
ocasionar que se cometa algún error de direccionamiento con lo que se provoca que el programa no
funcione correctamente.
En el diagrama de escalera 2 entradas/ salidas (I/O) de direccionamiento se manda la información de
los bits internos a las salidas físicas del PLC con la función de cumplir la misma protección que con las
entradas además de que también cuentan con sus etiquetas para facilitar la comprensión del programa.
Para ejecutar correctamente la secuencia de los actuadores se utilizan direcciones binarias auxiliares
que se pueden revisar en el anexo J donde se muestra las tablas completas con bits internos y variables
de proceso.
En base a las tablas de direccionamiento de entradas y salidas, se procede a elaborar el ladder 2 I/O
para que el PLC trabaje con los bits internos; este redireccionamiento se realiza al poner en una línea
un contacto normalmente abierto XIC (Examina si está cerrado) el cual examina si la input está activa
(valor=1), si es así, permite el paso de la señal lógica al siguiente elemento de la rama; en la misma
línea se coloca una bobina OTE (Salida al energizado) que se activará si las condiciones previas de la
rama son ciertas, se activa la variable binaria que a su vez en el diagrama de escalera 5 de proceso
activará alguna secuencia; si dejan de ser ciertas las condiciones la bobina binaria se desactiva. Dicho
diagrama de escalera 2 se presenta en la figura 3.43.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
100
Figura 3.43. Diagrama de escalera 2 de direccionamiento de I/O
El ladder 2 en la penúltima línea tiene activa una subrutina que activa al ladder 3 de ON/OFF, siempre
esta activa porque es ahí donde se activa toda la secuencia del proceso automático por lo cual no
requiere un contacto XIC que la active como se aprecia en la figura 3.44.
Figura 3.44. Salto de subrutina para activar al ladder 3 ON/OFF

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
101
3.4.1.2 Desarrollo del diagrama de escalera de energizado y paro del proceso
En el diagrama de escalera 3 ON/OFF, la primera línea es un energizado y paro de los equipos, el cual
se presenta en la figura 3.45.
Figura 3.45. Diagrama de escalera 3 energizado y paro del proceso
La bobina OTE (BAP) que se activa es una bobina auxiliar, la cual cuando se active y según los
sensores activos de las rampas será la bobina BFC correspondiente la que se active para que el actuador
neumático tipo mesa de arrastre MY1 defina las posiciones a las que debe llegar para que se tomen los
pernos (ver figura 3.46).
Figura 3.46. Número de rampas que contienen pernos
Se tiene una línea donde con un XIC de BAP activa una bobina para encender el indicador luminoso
cuando el proceso está activo, para el indicador de paro se utiliza un XIO del mismo energizado y

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
102
encender otra lámpara ya que no se puede presentar la situación en que los dos estén prendidos (figura
3.47).
Figura 3.47. Bobinas auxiliares para los indicadores de activo y paro.
El diagrama de escalera 3 cuenta con JSR (salto de subrutina), es decir un cambio del ladder 3 al ladder
4 POINT 0 (punto a cero) cuando se desee poner a los actuadores en la posición inicial o el salto al
ladder 5
3.4.1.3 Desarrollo del diagrama de escalera 4 de punto a cero
El diagrama de escalera 4 tiene la programación para poder accionar manualmente los actuadores para
ponerlos en posiciones iníciales para comenzar el cíclo una vez que se haya realizado algún paro, la
programación consiste en poner un contacto XIC para activar a una electroválvula con su respectivo
enclave (contacto XIC de la bobina correspondiente) y con un XIO del final de carrera que se debe
detectar, para que una vez que llegue a la posición deseada, la electroválvula se desactive y se detenga
el actuador (ver figura 3.48), para más detalle ver anexo G.
Figura 3.48. Diagrama de escalera 4 Punto a cero de los actuadores
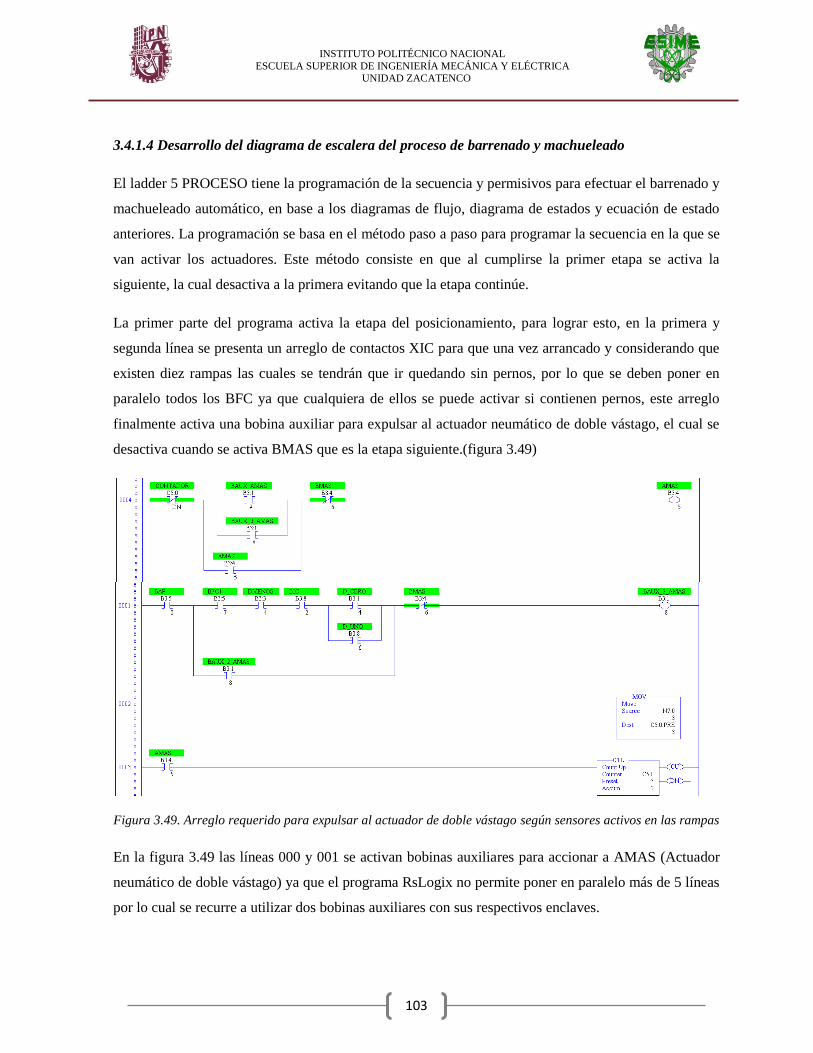
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
103
3.4.1.4 Desarrollo del diagrama de escalera del proceso de barrenado y machueleado
El ladder 5 PROCESO tiene la programación de la secuencia y permisivos para efectuar el barrenado y
machueleado automático, en base a los diagramas de flujo, diagrama de estados y ecuación de estado
anteriores. La programación se basa en el método paso a paso para programar la secuencia en la que se
van activar los actuadores. Este método consiste en que al cumplirse la primer etapa se activa la
siguiente, la cual desactiva a la primera evitando que la etapa continúe.
La primer parte del programa activa la etapa del posicionamiento, para lograr esto, en la primera y
segunda línea se presenta un arreglo de contactos XIC para que una vez arrancado y considerando que
existen diez rampas las cuales se tendrán que ir quedando sin pernos, por lo que se deben poner en
paralelo todos los BFC ya que cualquiera de ellos se puede activar si contienen pernos, este arreglo
finalmente activa una bobina auxiliar para expulsar al actuador neumático de doble vástago, el cual se
desactiva cuando se activa BMAS que es la etapa siguiente.(figura 3.49)
Figura 3.49. Arreglo requerido para expulsar al actuador de doble vástago según sensores activos en las rampas
En la figura 3.49 las líneas 000 y 001 se activan bobinas auxiliares para accionar a AMAS (Actuador
neumático de doble vástago) ya que el programa RsLogix no permite poner en paralelo más de 5 líneas
por lo cual se recurre a utilizar dos bobinas auxiliares con sus respectivos enclaves.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
104
Dependiendo de la cantidad de pernos a barrenar y machuelear es el numero de ciclos que se debe
repetir el proceso, por lo cual en la línea 003 de la figura 3.49 se coloca un MOV (Se mueven los
valores de la variable a otra dirección) donde desde una localidad de entero (N7:0) se indica el total de
piezas, este se mueve al preset del contador C5:0 el cual lleva el conteo cada vez que se activa AMAS,
esto para que una vez que se termine la cantidad de pernos, el contacto XIO C5:0/DN se abra lo que no
permite que el ciclo continúe.
En la figura 3.50 se puede apreciar de mejor el método paso a paso con las etapas y los finales de
carrera que permiten que se accione la etapa siguiente bloqueando a la anterior; normalmente se
activan únicamente con el final de carrera de la etapa que se está ejecutando, pero para protección se
colocan todos los finales de carrera que se deben estar activos. Este método se utiliza para accionar el
actuador neumático guiado CXS y la pinza neumática 1MHF2.
Figura 3.50. Secuencia de actuadores activadas por etapas
En la línea 006 se expulsa la mesa neumática de arrastre, pero debido a las 10 posiciones de las rampas
en las cuales se tiene que detener, se utiliza un arreglo similar al de la figura 3.49. Cuando se expulsa la
mesa neumática de arrastre MY1 con la etapa DMAS, esta sirve para accionar un contador ascendente
CTU el cual se usa para incrementar un contador en cada transición de renglón de falso a verdadero.
Esta instrucción cuenta todas las transiciones de 0 a 1 de la variable colocada en el contacto
normalmente abierto. Tiene variables como el acumulado, la cual se manda a un comparador (EQU)
que lo compara con uno, de ser igual; se activa una bobina de si es igual a D, esto para indicar que es el
primer ciclo del proceso y entonces la primera secuencia debe ser seguida. En el segundo ciclo del
proceso el actuador MSQ no podrá girar a menos que el torno haya terminado el ciclo de barrenar para
que la torreta no tenga una colisión con los actuadores (Figura 3.51), lo cual cumple el permisivo
identificado en el diagrama 3.3 diagrama de estado.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
105
Figura 3.51. Contador CTU para indicar el primer ciclo de la secuencia del proceso.
Para indicar que el segundo ciclo comienza se coloca en otra línea con un contador que se activa con
un sensor que se coloca en el torno en la parte en la que se separa de la base, cuando este se active dos
veces da el permisivo para que el ciclo del torno termino y el actuador puede girar. Se logra porque se
iguala el valor al preset (figura 3.52), con ello se activa el C5:4/DN que se utiliza en la etapa para girar
al actuador.
Figura 3.52. Contador CTU activado por el sensor del torno para indicar termino del barrenado
La secuencia de los actuadores se realiza en base a los aspectos mencionados y se puede revisar en el
anexo G. Para iniciar el ciclo del torno no se coloca un enclave, ya que solo requiere de un pulso para
iniciar la operación ver figura 3.53.
Figura 3.53. Accionamiento del ciclo automático del torno para barrenar

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
106
Para retraer el actuador neumático tipo mesa de arrastre MY3 se utilizan bobinas auxiliares debido a
que al inicio se expulsa toda la carrera, en la retracción debe regresar a la posición de la primer rampa
cuando se encuentran todas las rampas con pernos y una vez que ya se hayan barrenado esos pernos;
cuando regrese debe parar en la segunda rampa y así sucesivamente.
Por lo tanto cuando se vaya regresando y se detecten nueve sensores, debe parar en D UNO, para lo
cual cuando se detecte ese final de carrera, se debe abrir la etapa para que la bobina DMENOS no siga
energizada y el actuador neumático tipo mesa de arrastre MY1 se retraiga hasta la posición de la primer
rampa ya que si no el ciclo no continuará. Para cumplir lo anterior se maneja el arreglo de la figura
3.54 y poder asegurar que se detendrá en la rampa siguiente que contenga pernos.
Figura 3.54. Método de las etapas en cada una de las bobinas auxiliares para activar a la mesa neumática de
arrastre MY1
En la figura 3.55 se muestra como queda en arreglo los paralelos de las bobinas auxiliares y cuando
únicamente la rampa 10 contiene pernos, ya que como se mencionó anteriormente, solo se pueden
poner cinco paralelos consecutivos. A pesar de que los contactos cerrados de los finales de carrera que
detendrán la retracción de la mesa, se colocan en cada línea de las bobinas auxiliares, también se
colocan en serie con los respectivos contactos XIC de las bobinas para asegurar que se detenga en la
rampa deseada.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
107
Figura 3.55. Línea que acciona la retracción del actuador neumático tipo mesa de arrastre MY1.
La programación para subetapa de suministro y posicionamiento se detallan en el anexo G. Por lo que
continuando con la programación de la lógica de las subetaps de traslado y retiro se toma como
referencia el diagrama de flujo, el diagrama de estado y la ecuación de estado para utilizar el método
paso a paso traducido en lenguaje de escalera.
Para poder realizar la expulsión de la mesa neumática de arrastre MY3 se utiliza una bobina auxiliar P2
que indica que la expulsión, se realiza hasta la posición dos, es decir se coloca cerca del torno para
efectuar el traslado como se muestra en la figura 3.56. También se vuelve a utilizar un contacto del
contador que detecta la activación del sensor del torno que indica que termina el barrenado, por lo tanto
cuando todos los contactos se cierran, se expulsa el actuador.
Figura 3.56. Expulsión del actuador neumático tipo mesa de arrastre MY3

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
108
En el momento de retraer la mesa neumática de arrastre MY3 para asegurar que se detendrá en el final
de carrera intermedio F1 para poder colocar el perno en la boquilla del taladro y efectuar el
machueleado, es necesario poner los contactos de los finales de carrera del actuador neumático tipo
mesa de arrastre como XIO ya que cuando se detecten, se deben detener en esa posición; por lo que se
realiza el arreglo de la figura 3.57.
Figura 3.57. Retracción del actuador neumático tipo mesa de arrastre hasta la posición intermedia
En la figura 3.57 se adiciona una línea para activar al actuador porque no se puede realizar con la
misma FMENOS ya que en cierto instante se vuelve a recibir un pulso y se retrae el actuador
completamente, movimiento que no es el deseado y que se elimina con el arreglo y finales de carrera
auxiliares para asegurar que la secuencia es la correcta.
Cuando se llega a la etapa para accionar al taladro, esta se activa cuando se cierra la boquilla y se
cumplen todos los permisivos que son los finales de carrera de la etapa anterior, y al igual que el
taladro, solo requiere de un pulso para iniciar el machueleado como se muestra en la figura 3.58.
Figura 3.58. Etapa donde se inicia la operación de machueleado.
Una vez que se termina el machueleado se debe abrir la boquilla iniciando la subetapa del retiro por lo
que es necesario auxiliarse de un contacto XIO del sensor del taladro ubicado cerca de la boquilla para
detectar la presencia del taladro y con ayuda de un contador, que tiene un preset igual a 2 el cual cuenta

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
109
desde el inicio debido a que no se detecta por lo tanto no se abre y entonces el CTU acumula un 1, al
terminar de machuelear no se vuelve a detectar y el CTU llega a dos y entonces se permite abrir la
boquilla del taladro, programación que se muestra en la figura 3.59.
Figura 3.59. Apertura de la boquilla del taladro para retiro del perno barrenado y machueleado
Después de abrir la boquilla el accionamiento de los actuadores cumplen el método por lo que no se
explica cada una de ellas pero se analizar al revisar el programa completo en el anexo G. Otros
elementos adicionales son un MOV el cual permite guardar en una variable N7 un valor numérico que
será la cantidad de pernos a barrenar y machuelear (figura 3.60).También se tiene un CTU para tener el
conteo de cuantos pernos se terminan. Además en las últimas líneas se presentan las bobinas RES
(reset) que es la instrucción que restablece los contadores al activarse un XIC correspondiente. (Para
ms detalle ver anexo G)
Figura 3.60. Conteo de pernos terminados en base al pedido
3.4.2 Verificación de la lógica programada de la secuencia de los actuadores del proceso automático
del barrenado y machueleado
Para comprobar la secuencia de la lógica programada, se recurre a utilizar tres programas, el emulador
de Rslogix 500, Fliudsim y Labview. El emulador sirve para poder emular la activación de las entradas

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
110
y salidas del PLC, en Fliudsim se desarrolla el arreglo de conexión de los actuadores para obtener el
diagrama de estado de la respuesta de los actuadores y Labview se utiliza para desarrollar un panel
virtual que funge como la botonera y elementos físicos como lámparas que se instalaran para tener el
monitoreo del proceso.
Al programa presentado en el anexo J se le realizan algunos cambios para efecto de emulación de
entradas. El primero de dichos cambios es que el ladder 2 I/O ya no es del redireccionamiento de
entradas y salidas porque las entradas no serán físicas si no emuladas. Por lo tanto el diagrama de
escalera 2 es el ON/OFF para energizar o parar todo el sistema, el diagrama de escalera 3 se vuelve el
de punto a cero y el diagrama de escalera 4 es el la programación del método paso a paso en el lenguaje
de diagrama en escalera del proceso de barrenado y machueleado.
Los cambios más notables están en el diagrama de escalera 4 PROCESO donde se utiliza un
temporizador al energizado para simular el tiempo de barrenado (figura 3.61), instrucción que sirve
para retardar una salida. El temporizador empieza a contar intervalos de tiempo cuando las condiciones
del renglón se hacen verdaderas y siempre que las condiciones del renglón permanezcan así, el
temporizador incrementa su acumulador hasta llegar al valor preseleccionado, en caso son 10 s. que es
el tiempo máximo en el que se realiza un barreno, considerando que se barrena el perno de mayor
longitud y diámetro, es importante mencionar que para pernos de otras dimensiones el tiempo de
barrenado es menor.
El acumulador se restablece (regresa a 0) cuando las condiciones del renglón se hacen falsas, se llega a
este estado cuando el TON (T4:0) termina de contar y se activa el contacto T4:0/DN que permite que la
etapa siguiente continúe (Gira actuador mesa giratoria 3), como se muestra en la figura 3.61.
Figura 2.61. Tiempo de barrenado de un perno que corresponde al accionamiento del torno para barrenar

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
111
La representación del tiempo de machueleado de un perno también se establece con un TON (T4:1)
con un tiempo promedio de machuelear de 3 s con base en el diagrama de flujo operativo (figura 3.62),
esto para indicar que se termino el machueleado y que se puede abrir la boquilla del taladro para
realizar la sub-tapa de retiro.
Figura 3.62. Tiempo promedio de machueleado de un perno que corresponde al accionamiento del taladro
Con los cambios anteriores se tiene el programa para poder simular la automatización de la estación de
barrenado y machueleado y comprobar el correcto funcionamiento de los actuadores. La simulación de
la programación se desarrolla con el programa de emulación con el que cuenta RsLogix llamado
RsLogix Emulated 500. Esta tecnología consiste en un programa que emula el funcionamiento de un
PLC, pero que corre en un hardware de PC. Las ventajas de utilizar un hardware estándar para verificar
la programación son:
Poder verificar la lógica de la programación sin necesidad de tener un PLC físico donde
realizar las pruebas
Para modificaciones de programación de un PLC ya programado, no se requiere traerlo
parando el proceso.
Cuando ya se tiene simulado se puede asegurar su correcto funcionamiento.
Comunicación del programa Rslogix 500 con el emulador Rslogix 500
Para comenzar una emulación se verifica que no exista ningún error en la programación. Una vez que
no existen errores, se realiza la comunicación entre RsLogix 500 y el emulador de RsLogix 500 por
medio de un driver de comunicación RsLinkx, por lo cual se procede a guardar el programa con
extensión .ACH para que el emulador ejecute ese archivo, se recomienda poner un nombre diferente al
del programa desarrollado (figura 3.63).

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
112
Figura 3.63. Archivo con extensión .ACH para la emulación del programa
Para comenzar la emulación, en la pantalla principal, se oprime el icono de RSWho que nos permite
ver que programa se están comunicando como Linx Gateways Ethernet (figura 3.64).
Figura 3.64. Ventana RSWho
Agregar al emulador 500 se realiza por medio de la configuración de drivers (icono ubicado en la barra
de iconos), donde se busca al driver emulador SLC 500, donde se asigna nombre del driver como se
muestra en la figura 3.65.
Figura 3.65. Configuración del driver para la emulación del programa

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
113
Para verificar que el driver se agregó correctamente se puede verificar en la ventada de RSWho. Una
vez agregado el driver de comunicación. Para iniciar la emulación, se abre el emulador, y se busca y
abre el archivo con extensión .ACH para ponerlo activo donde se pone el numero de estación con la
que se trabaja, dicho numero es preferible sea diferente a la estación del driver (Figura 3.66).
Figura 3.66. Asignación de número de estación en el emulador de RsLogix 500
Una vez abierto el archivo, se pasa a modo RUN para activar al emulador. Para concluir la
comunicación con el PLC, en el icono de comunicaciones aparece el driver del emulador, se selecciona
y se despliegan las estaciones de trabajo existentes de las cuales se elige la estación con la cual se está
ejecutando el emulador 500, en este caso la 09 y después de aplicar al proyecto (apply Project) se
descarga el programa (dowload). (Figura 3.67)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
114
Figura 3.67. Comunicación para descargar el programa a la estación creada en el emulador
Se trabaja en línea para correr el programa, lo cual se realiza en la barra de estado del procesador.
Cuando el programa esta emulando las líneas de alimentación cambian a color verde indicando que
esta activa la emulación como la figura 3.68.
Figura 3.68. Ejecución del programa con el emulador de RsLogix 500
Una vez ejecutando el programa, las entradas se pueden activar seleccionado el contacto, y oprimiendo
el botón secundario para desplegar una lista de opciones de las que se elige activar el bit (Toggle Bit)
(ver figura 3.69), con el cual al seleccionarlo, se nota como cambia el contacto a color verde que
significa que se encuentra activo.
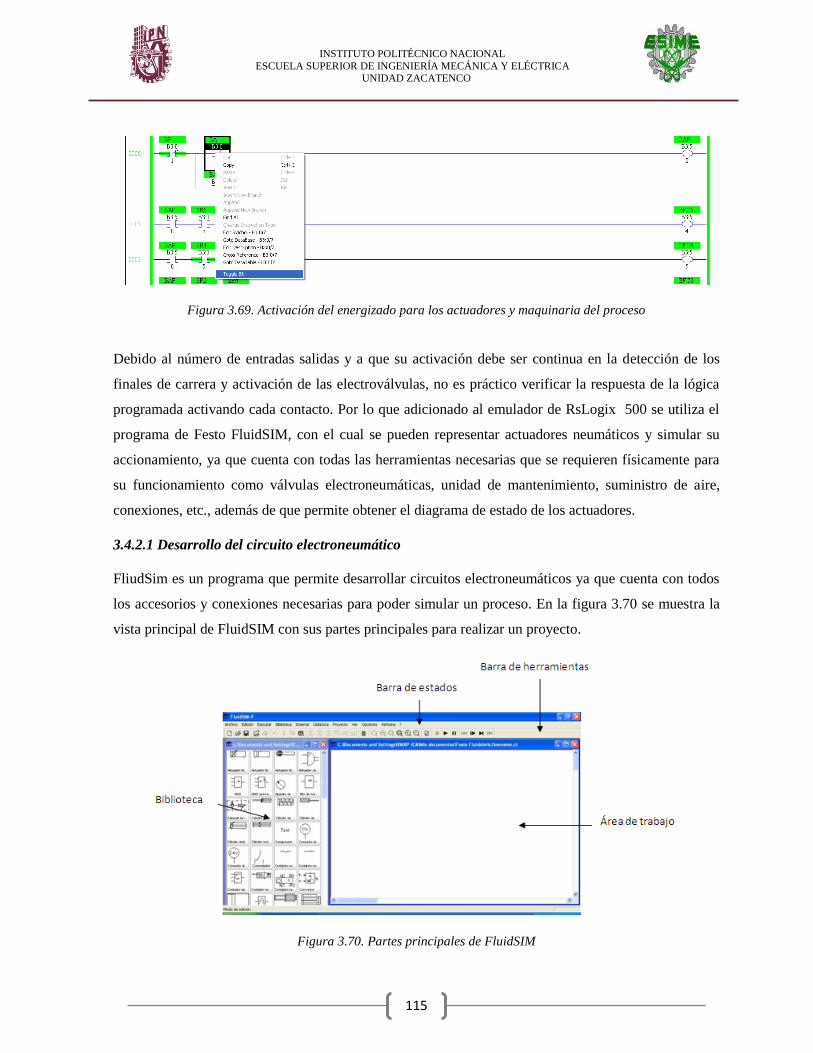
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
115
Figura 3.69. Activación del energizado para los actuadores y maquinaria del proceso
Debido al número de entradas salidas y a que su activación debe ser continua en la detección de los
finales de carrera y activación de las electroválvulas, no es práctico verificar la respuesta de la lógica
programada activando cada contacto. Por lo que adicionado al emulador de RsLogix 500 se utiliza el
programa de Festo FluidSIM, con el cual se pueden representar actuadores neumáticos y simular su
accionamiento, ya que cuenta con todas las herramientas necesarias que se requieren físicamente para
su funcionamiento como válvulas electroneumáticas, unidad de mantenimiento, suministro de aire,
conexiones, etc., además de que permite obtener el diagrama de estado de los actuadores.
3.4.2.1 Desarrollo del circuito electroneumático
FliudSim es un programa que permite desarrollar circuitos electroneumáticos ya que cuenta con todos
los accesorios y conexiones necesarias para poder simular un proceso. En la figura 3.70 se muestra la
vista principal de FluidSIM con sus partes principales para realizar un proyecto.
Figura 3.70. Partes principales de FluidSIM

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
116
Barra de estado: Contiene las funciones principales del programa como guardar, editar, ejecutar la
simulación del programa, etc.
Barra de herramientas: Contiene los iconos de las herramientas más usadas en el desarrollo del
programa.
Biblioteca: Contiene todos los elementos neumáticos, alimentaciones y equipos para desarrollar un
programa.
Área de trabajo: Espacio con el que cuenta para colocar los elementos y simular el funcionamiento.
La automatización del proceso de barrenado y machueleado se realiza con 10 actuadores, los cuales se
representan en FluidSIM con cilindros neumáticos de doble efecto debido a que solo interesa que las
entradas se activen al ser detectadas por los finales de carrera, así como la respuesta de estos en base a
la programación para verificar que la secuencia se cumple y que no se presenten problemas de
colisiones o empalmes en la ejecución de actuadores en las subetapas de posicionamiento y traslado.
Para representar la apertura y cierre de las boquillas tanto del torno como del taladro, se utiliza un
cilindro de doble efecto para cada uno, esto a su vez permite visualizar el tiempo total del proceso
incluyendo los tiempos de barrenado y machueleado.
Accionar los actuadores de dos posiciones requiere de válvulas electroneumáticas 5/2 con pilotaje
neumático interno; los actuadores de más de dos posiciones requieren válvulas electroneumáticas 5/3
con centros bloqueados y pilotaje neumático interno.
Los actuadores requieren un suministro neumático para su accionamiento; el suministro máximo en
FluidSIM es de 20 bar, aunque la presión para la simulación es de 9 bar ya que es la necesaria para
tener una respuesta rápida, constante y obtener una expulsión o retracción de los actuadores ya que si
los finales de carrera no se detectan no se presenta respuesta alguna o los tiempos de respuesta son
diferentes. El suministro se conecta por medio de la unidad de mantenimiento, en la figura 3.71 se
muestra el arreglo de los actuadores para la automatización.
Donde cada actuador se representa por:
Cilindro neumático de doble efecto A representa el actuador neumático de doble vástago CXSW.
Cilindro neumático de doble efecto B representa el actuador neumático guiado 1 CXS.
Cilindro neumático de doble efecto C representa la pinza neumática 1 MHF2.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
117
Cilindro neumático de doble efecto D representa el actuador neumático tipo mesa de arrastre
MY1.
Cilindro neumático de doble efecto E representa el actuador mesa giratoria 1 MSQ.
Cilindro neumático de doble efecto K representa la boquilla del torno.
Cilindro neumático de doble efecto F representa el actuador neumático tipo mesa de arrastre MY3.
Cilindro neumático de doble efecto G representa el actuador neumático guiado2 CXS.
Cilindro neumático de doble efecto H representa la pinza neumática 2 MHF2.
Cilindro neumático de doble efecto I representa el actuador mesa giratoria 2 MSQ.
Cilindro neumático de doble efecto J representa el actuador mesa giratoria 3 MSQ.
Cilindro neumático de doble efecto L representa la boquilla del taladro.
Figura 3.71. Arreglo de los actuadores en FluidSIM
Actuador de
doble vástago
Actuador
guiado 1
Pinza
neumática 1
Mesa neumática
de arrastre 1
Mesa
giratoria 1 Boquilla
del torno
Boquilla
del taladro
Actuador
guiado 2
Pinza
neumática 2
Mesa
giratoria 2
Mesa
giratoria 3
Mesa neumática
de arrastre 2

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
118
Comunicación entre RsLogix 500 y FliudSIM
Accionar los actuadores requiere de una comunicación entre RsLogix 500 y FluidSIM por medio del
programa RsLinx, a través de un tópico el cual permite la comunicación; para ello se abre RsLinx y se
oprime el icono de configuración de tópico, se crea un tópico nuevo con un nombre para su
identificación (ver figura 3.72). Es importante aplicar el proyecto a la estación de trabajo con la que se
trabaja para poder finalizar la configuración del tópico.
Figura 3.72. Configuracion del topicopara comunicar a Rslogix 500 con Fluidsim
Para efectuar correctamente la comunicación se utilizan puertos de comunicación de salida (out) de
FluidSim para mandar a RsLogix 500 la respuesta de la activación de los componentes y las entradas
(in) de FluidSIM que permite que RsLogix 500 mande su lógica para ejecutar, dichos puertos se
localizan en la biblioteca de Fluid SIM. (Ver figura 3.73)
Figura 3.73. Puertos de comunicación de FluidSIM

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
119
En cada uno de los puertos al oprimir el botón secundario, se despliegan opciones, de las cuales se
elige propiedades para poder elegir el tópico que se creó y poder seleccionar el servidor OPC (Object
Linking and Embedding for process control /vinculación e incrustación de objetos para el control de
procesos) para comunicarse con las direcciones del PLC con las cuales se tendrá acceso (ver figura
3.74).
Figura 3.74. Ventana del puerto de salida de FluidSIM
Se puede seleccionar entre un servidor OPC o un servidor remoto OPC, en este caso se elige uno
remoto debido a que se va a automatizar la etapa de barrenado y machueleado y esta quedaran como
una sola, entonces si se presenta el caso de que se automatizará toda la planta, dentro del servidor OPC
se encontraría derivado el remoto de la estación de barrenado y machueleado al igual que los OPC’s
remotos de las otras etapas. Por lo tanto se selecciona el remoto como se presenta en la figura 3.75.
Figura 3.75. Selección del servidor

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
120
En el servidor remoto se puede encontrar el tópico creado y otros existentes, si se escoge en línea
(online) se puede ver todo tipo de direcciones del PLC y poder elegir la dirección con la que se trabaja,
en este caso son direcciones binarias (ver tabla 3.76).
Figura 3.76. Selección del tópico y direcciones de RsLogix 500
Para comunicar el puerto de entrada FluidSIM IN también se realiza el procedimiento anterior. Para
accionar cada entrada del puerto FluidSIM OUT, se colocan contactos abiertos, los cuales se
encuentran en la biblioteca, a cada uno se le pone la etiqueta de cada uno de los finales de carrera,
mediante las cuales trabaja FluidSIM, ya que cuando se detecta algún final de carrera se cierra su
contacto correspondiente según la etiqueta, para que la comunicación se realice; el contacto se debe
conectar con la dirección bit correspondiente con la lógica programada.
Para el puerto FluidSIM IN se colocan válvulas solenoides ya que son los elementos que simulan las
salidas del PLC, también se le debe poner la misma etiqueta que se tiene en el arreglo de los actuadores
así como conectarla al bit correspondiente para que la secuencia sea la programada en RsLogix 500.
Las conexiones de entradas y salidas de los puertos de FluidSIM se muestran en la figura 3.77.
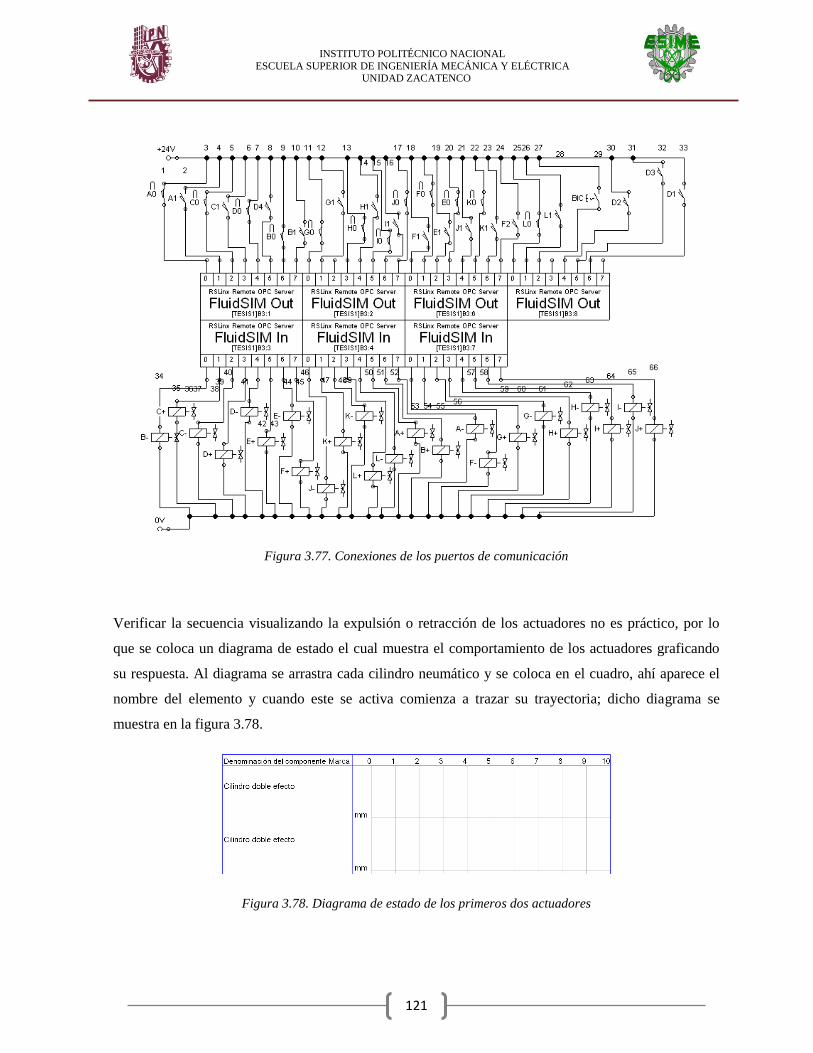
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
121
Figura 3.77. Conexiones de los puertos de comunicación
Verificar la secuencia visualizando la expulsión o retracción de los actuadores no es práctico, por lo
que se coloca un diagrama de estado el cual muestra el comportamiento de los actuadores graficando
su respuesta. Al diagrama se arrastra cada cilindro neumático y se coloca en el cuadro, ahí aparece el
nombre del elemento y cuando este se activa comienza a trazar su trayectoria; dicho diagrama se
muestra en la figura 3.78.
Figura 3.78. Diagrama de estado de los primeros dos actuadores

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
122
Con lo anterior se puede verificar la secuencia de los actuadores, ya que al detectar y accionar al
elemento correspondiente la repuesta se visualiza. Pero el energizar, parar y poner a los actuadores en
posición inicial cuando se realice algún paro, se debe hacer con activando cada bit (toggle bit) como se
explico anteriormente, lo cual no es práctico, por lo que para activar estas entradas se diseña un panel
virtual con el programa de LabVIEW, esta herramienta se utiliza para fines de simulación en
representación de la botonera y elementos físicos.
3.4.2.2 Desarrollo del panel virtual para verificar la lógica programada
LabVIEW es una herramienta gráfica para pruebas, control y diseño mediante la programación. El
lenguaje que usa se llama lenguaje G (Gráfico). Los programas desarrollados con LabVIEW se llaman
Instrumentos Virtuales. LabVIEW consigue combinarse con todo tipo de software y hardware, tanto
del propio fabricante como de otros fabricantes., por lo cual aprovechando esa ventaja se utiliza este
software [15]. La vista principal del panel frontal se muestra en la figura 3.79 con sus partes principales
como la barra de estado y de herramientas.
Figura 3.79. Vista principal del panel frontal de LabVIEW
Panel frontal: Es la interfaz gráfica con el usuario que recoge las entradas procedentes del usuario y
representa las salidas proporcionadas por el programa. En el panel frontal se pueden colocar botones,
pulsadores, potenciómetros, gráficos, etc., y cada uno de ellos puede estar definido como un control o
un indicador.
Barra de estado: Cuenta con el icono para desplegar la ventana de diagrama de bloques (show
diagram) como se presenta en la figura 3.80. El diagrama de bloques constituye el código fuente y es
Barra de estado
Barra de herramientas Panel frontal

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
123
donde se realiza la implementación del programa para controlar o realizar cualquier procesado de las
entradas y salidas que se crearon en el panel frontal.
Paleta de herramientas (Tools palette): Se emplea tanto en el panel frontal como en el diagrama de
bloques y contiene las herramientas necesarias para editar y depurar los objetos dicha paleta se muestra
en la figura 3.80.
Figura 3.80. Paleta de herramientas
Paleta de controles (Controls palette): Se utiliza únicamente en el panel frontal y contiene todos los
controles e indicadores que se emplearán para crear la interfaz con el usuario, dicha paleta se presenta
en la figura 3.81.
Figura 3.81. Paleta de controles
Paleta de funciones (functions palette): La paleta de funciones se emplea en el diagrama de bloques
(ver figura 3.82) y contiene todos los objetos que se emplean en la implementación del programa, ya

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
124
sean funciones aritméticas, señales de entrada/salida, entrada/salida de datos a fichero y
temporizadores.
Figura 3.82. Paleta de funciones
Aplicando algunas de las herramientas de cada una de las paletas se crea un panel virtual en el panel
frontal con la que se tendrá acceso a la activación de las entradas del PLC como energizar, parar, poner
los actuadores en posición inicial e indicar el total de pernos, así como visualizar el estado del proceso
por medio de las lámparas de activo y paro, cantidad de pernos terminados, dicha interfaz se muestra
en la figura 3.83, recordando que su diseño no se contempla en el planteamiento económico ya que
solo es para realizar las pruebas correspondientes.
Figura 3.83. Panel virtual del proceso automático de barrenado y machueleado de pernos tipo Pull Dowel
Programación del panel virtual en el diagrama de bloques

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
125
En la ventana de diagrama de bloques se muestra, cada elemento que contiene el panel frontal para la
programación, en un inicio después de tener el diseño del panel virtual, los componentes del diagrama
de bloques no se colocan de la misma forma que en panel frontal ya que en ocasiones se enciman los
componentes por lo que se tienen que acomodar según la programación.
Encender las lámparas cuando el proceso este activo, inactivo o se termine el proceso, requiere de crear
una variable local del indicador luminoso así como de los indicadores digitales como en la figura 3.84,
ya que por medio de él, cuando el valor sea cierto (valor=1), se enciende la lámpara.
Figura 3.84. Variable local del indicador digital Activo
En la paleta de funciones se busca un comparador de diferente de cero para poder definir el estado
activo (valor= 1) y se active la lámpara. Con las variables locales correspondientes se realiza la
conexión (ver figura 3.85).
Figura 3.85. Conexión de las lámparas realizada

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
126
Para desaparecer los indicadores del panel virtual, se crea un nodo de propiedad a cada una de las
lámparas, al nodo de propiedad se le crea una constante de falso o verdadero que son para visualizar o
no al indicador. Los tres indicadores deben tener su constante de falso o verdadero como en la figura
3.86.
Figura .3.86.Constantes de falso y verdadero de los indicadores
El botón restablecer del panel virtual, permite poner a los actuadores en posiciones iníciales, los
botones que accionaran la lógica del PLC para activar a las solenoides correspondientes, se encuentran
deshabilitados mientras no se active esa condición; una vez que activa la opción, se activan los botones
para accionar las válvulas solenoides manualmente, para ello se realiza una programación por medio de
una comparación para habilitar y deshabilitar. Para activar los botones y accionar las electroválvulas,
se requiere crear un nodo de propiedad de cada boton para realizar la conexión como se presenta en la
figura 3.87.
Figura 3.87. Ventada de diagrama de bloques con la programación

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
127
Para comunicar el software de LabVIEW con RsLogix 500 se crea un tópico en RsLinx, en este caso se
busca el tópico que se creó anteriormente, y se elige la estación de trabajo 09. Con la comunicación
realizada, se procede a direccionar cada botón y lámpara. Para direccionar los botones se da clic con el
botón secundario para desplegar opciones, de las cuales se elige la conexión de datos (Data Conection);
donde se elige el puerto de conexión de datos como en la figura 3.88.
Figura 3.88. Procedimiento para direccionar botones
Se busca el tópico y las direcciones del programa del PLC, una vez encontradas se asigna la dirección a
cada componente (ver figura 3.89), para las lámparas la dirección se asigna al indicador digital, se
utiliza el indicador y no la lámpara, porque primero debe pasar por la comparación de si es diferente de
cero para activarse.
Figura 3.89. Procedimiento para direccionar la lámpara de botón de paro

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
128
3.4.3 Pruebas de simulación de la lógica programada
Con los tres programas comunicados se procede a verificar la lógica programada en el PLC, con
RsLogix 500 emulando, activado el panel virtual y FliudSIM. Se da inicio al proceso al introducir el
total de pernos que se colocan en el dosificador la cual para esta prueba es de 5 pernos como se
muestra en la figura 3.90.
Figura 3.90. Ingreso del total de piezas a barrenar y machuelear
Se energiza por medio del panel virtual, lo que permite ver en Rslogix 500 la activación del BA B3:0/7
al oprimir el botón, lo que activa a la BAP B3:0/5 como se muestra en la figura 3.91.
Figura 3.91. Energizado del equipo del proceso

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
129
En la figura 3.91 se aprecia como la lámpara indicadora de activo del panel virtual está encendida. Una
vez activada BAP e ingresada la cantidad de pernos, se activan 9 de los 10 sensores de las rampas, ya
que se supone se colocan los pernos en esas rampas, por lo que se activa la bobina BFC4 como se
muestra en la figura 3.92.
Figura 3.92. Detección de sensores activos en rampas
Después de ello, en RsLogix 500 se pasa al ladder 4 y en el panel se oprime INICIO DE CICLO para
comenzar con el proceso como la figura 3.93, donde también se muestra como se activa la bobina de
AMAS la cual expulsa al actuador neumático de doble vástago y una vez que se detecta el final de
carrera A1 se detiene esa etapa y se expulsa el actuador guiado 1 continuando con la programación del
método paso a paso.
Figura 3.93. Expulsión del actuador de doble vástago

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
130
Dicha secuencia se verifica en el diagrama de estado de FliudSIM. La subetapa de posicionamiento se
cumple tal y como fue programada en el PLC, esta respuesta se presenta en la figura 3.94.
Figura 3.94. Diagrama de estado de la respuesta de los actuadores de la sub-etapa de posicionamiento
Se puede notar que la mesa neumática de arrastre se detiene en el final de carrera D1 (ver figura 3.95)
ya que 9 de las 10 rampas contienen pernos.
Figura 3.95. Mesa neumatica de arrastre detenida en la segunda rampa
Actuador de doble vástago
Actuador guiado 1
Pinza neumática 1
Mesa de arrastre MY1
Mesa de giratoria 1
Boquilla del torno

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
131
Continuando con la secuencia de los actuadores, inicia la subetapa de traslado cuando el actuador
neumático tipo mesa de arrastre MY3 se expulsa; esta subetapa termina cuando el perno se coloca en la
boquilla e incia el machueleado como se muestra en la figura 3.96, terminando la subetapa de traslado.
Figura 3.96. Inicio del machueleado del perno
Alterminar el machueleado comienza la subetapa de retiro una vez que se abre la boquilla y la pinza
cierra para tomar el perno. Una vez que se cumple la secuencia, termina la subetapa de retiro cuando el
perno cae en el contenedor y los actuadores regresan a posicion inicial (ver figura 3.97)
Figura 3.97. Termino de la subetapa de retiro
Actuador de doble vástago
Actuador guiado 1
Pinza neumática 1
Mesa neumática de arrastre
Mesa de giratoria1
Boquilla del torno
Mesa neumática de arrastre MY3
Actuador guiado 2
Pinza neumática 2
Boquilla del taladro
Mesa de giratoria 2
Mesa de giro 3
Actuador de doble vástago
Actuador guiado 1
Pinza neumática 1
Mesa neumática de arrastre
Mesa de giratoria1
Boquilla del torno
Mesa neumática de arrastre MY3
Actuador guiado 2
Pinza neumática 2
Boquilla del taladro
Mesa de giratoria 2
Mesa de giro 3

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
132
En la figura 3.97 se muestra que en el segundo cíclo de la subetapa de posicionamiento no puede
terminar si no hasta que la mesa neumatica de arrastre se ubique en el contenedor para que la pinza
deposite el perno. Una vez que los actuadores de la subetapa de retiro regresan a su posicion inicial, en
el indicador de pernos terminados del panel virtual de 0 pernos cambia a uno, como se muestra en la
figura 3.98.
Figura 3.98. Indicacion de un perno terminado.
Con la simulacion anterior se determina que la programacion del PLC es la correcta para la
utomatizacion de la estacion de barrenado y machueleado,ya que la ejecucion de lo actuadores no se
empalman y llegan a las posiciones deseadas. En la figura 3.99 se muestar el diagrama de estado de
todos los actuadores una vez que se ya se repite el cíclo cicno veces, confirmando que la programacion
no tiene errores.
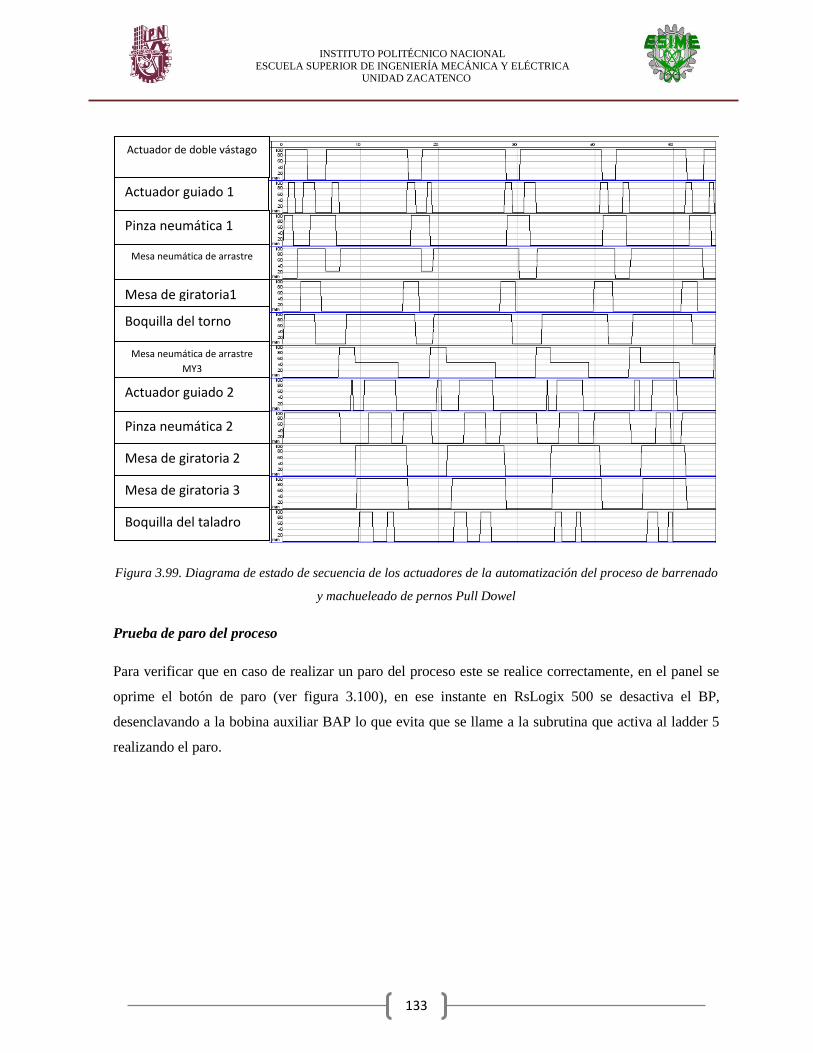
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
133
Figura 3.99. Diagrama de estado de secuencia de los actuadores de la automatización del proceso de barrenado
y machueleado de pernos Pull Dowel
Prueba de paro del proceso
Para verificar que en caso de realizar un paro del proceso este se realice correctamente, en el panel se
oprime el botón de paro (ver figura 3.100), en ese instante en RsLogix 500 se desactiva el BP,
desenclavando a la bobina auxiliar BAP lo que evita que se llame a la subrutina que activa al ladder 5
realizando el paro.
Actuador de doble vástago
Actuador guiado 1
Pinza neumática 1
Mesa neumática de arrastre
Mesa de giratoria1
Boquilla del torno
Mesa neumática de arrastre
MY3
Actuador guiado 2
Pinza neumática 2
Boquilla del taladro
Mesa de giratoria 2
Mesa de giratoria 3

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
134
Figura 3.100. Paro del proceso
En la figura 3.101 se muestra la respuesta de los actuadores ante el paro del proceso, para confirmar
que la lógica de la programación del PLC se cumple.
Figura 3.101. Paro de los actuadores del proceso
Actuador de doble vástago
Actuador guiado 1
Pinza neumática 1
Mesa neumática de arrastre
Mesa de giratoria1
Boquilla del torno
Mesa neumática de arrastre MY3
Actuador guiado 2
Pinza neumática 2
Boquilla del taladro
Mesa de giratoria 2
Mesa de giro 3

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
135
Prueba de restablecimiento del proceso automático de una estación de barrenado y machueleado
Una vez que se detiene el proceso, se tiene que volver a introducir la cantidad de pernos que contiene
el dosificador, en este caso el número de pernos que faltan de barrenar y machuelear dado que una
parte de ellos ya están en el contenedor de pernos terminados. Saber cuántos pernos faltan es fácil ya
que la cantidad de pernos terminados se verifican en el panel (ver figura 3.102).
Figura 3.102. Cantidad de piezas que faltan por manufacturar
En el panel se oprime el botón de restablecer para poner a los actuadores en posición inicial y reiniciar
el proceso, con ello en el PLC se activa la subrutina de punto a cero (point 0) como se muestra en la
figura 3.103.
Figura 3.103. Contacto de Point 0 activo

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
136
En el panel se tienen los botones los cuales se oprimen para regresar los actuadores, la bobina
correspondiente se activa accionando a cada actuador. En la figura 3.104 se muestra el diagrama de
estado de los actuadores una vez que se regresa cada actuador a su posición inicial de forma manual.
Figura 3.104. Actuadores en posiciones iníciales
Para reiniciar el proceso, en el panel se desactiva el botón de restablecer y se oprime inicio de ciclo
como en la figura 3.105 donde se también se muestra la respuesta de los actuadores.
Figura 3.105. Reinicio del proceso automático de barrenado y machueleado

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
137
Prueba de término de pedido
Al término de la manufacturar de pernos, en el indicador de pernos terminados del panel se presenta la
cantidad de piezas y el encendido de la lámpara de término (ver figura 3.106), en base a que el
contador del PLC llega al preset establecido por medio del panel virtual.
Figura 3.106. Término del proceso automático de barrenado y machueleado de pernos Pull Dowel
El capítulo presentado contiene la solución seleccionada para resolver los problemas de la empresa
ICSA resultado de un gran número de propuestas planteadas antes de llegar a esta final, ya que
conforme se planteaba una solución y se avanzaba en su desarrollo se encontraron inconsistencias para
dar solución a los problemas presentados, de igual manera la metodología empleada contribuyó a la
selección y consolidación del desarrollo de ingeniería que se presenta. Por otra parte durante el estudio
de las posibles soluciones se encontraron algunas aptas y viables desde el punto de vista técnico y de
operación de la máquina, sin embargo no de igual forma desde el punto de vista económico recordando
que el presente trabajo se desarrolla bajo la premisa de tener un presupuesto predeterminado para el
desarrollo del mismo como se trata en el capítulo IV.

CAPÍTULO IV
PLANTEAMIENTO ECONÓMICO
El desarrollo de la automatización requiere el respaldo económico de la propuesta, esto
para poder estimar los beneficios económicos que este trabajo trae a dicha empresa y poder
apoyarlo y ejecutarlo, por lo cual en este capítulo se complementa el trabajo con el
desarrollo del planteamiento económico el cual contiene la cotización de cada uno de los
elementos involucrados en la automatización, el costo de la ingeniería y el costo total del
trabajo; en base al presupuesto destinado desde un inicio, ya que el recurso económico es el
factor primordial a cubrir y satisfacer en el cliente.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
139
4.1 COTIZACIÓN
La cotización esta en base al recurso económico destinado para el proyecto, por lo que el costo de
actuadores y accesorios, así como del controlador lógico programable y costo el desarrollo de
ingeniería no debe sobrepasa el monto signado. En la tabla 4.1 se presenta el monto destinado para el
desarrollo del proyecto como condición para la propuesta de ingeniería.
Tabla 4.1. Recurso económico destinado para el desarrollo del proyecto.
ÁREA DEL PROYECTO MONTO ASIGNADO
Adquisición de equipo $150,000.00
Desarrollo de ingeniería $200,000
Gastos varios $15,000
TOTAL $365,000.00
En la tabla 4.2 se muestra la cotización de los actuadores y sus accesorios como válvulas, finales de
carrera, conectores, manguera de conexión, manifold etc. La marca SMC es la que se ajusta más al
costo total destinado para la adquisición de equipo, manteniendo una buena confiabilidad y calidad en
los productos.
Tabla 4.2. Cotización de equipo propuesto para la solución.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
140
La cotización del PLC se hace con la marca Rockwell, con lo cual se concluye la cotización de los
elementos seleccionado y se puede calcular el monto total empleado para la adquisición de equipo, en
la tabla 4.3 se muestra la cotización del PLC.
Tabla 4.3. Cotización del PLC Micrologix 1200.
COMPONENTE MONTO
Micrologix 1200 $4,800.00
2 Modulos de expansión de entradas $4,182.20
Modulo de expansión de salidas $1,318.50
TOTAL $10300.70
Para establecer el costo de la ingeniería del proyecto se toma en cuenta el personal necesario para que
se lleve a cavo la implementación física del proyecto. Debido a que se trata de un sistema que se va a
desarrollar una sola vez los costos del desarrollo del proyecto son más elevados que si se desarrollara
en serie el sistema. En la tabla 4.4 se muestra el costo de ingeniería en base al personal requerido.
Tabla 4.4. Costo de ingeniería
DESCRIPCIÓN DEL PERSONAL HORAS $/hora NÚMERO DE
ELEMENTOS IMPORTE
Ingeniero en Control y Automatización 600 $200.00 2 $120,000.00
Técnico (apoyo en instalación) 30 $100.00 1 $30,000.00
Capturista 350 $30.00 1 $7,000.00
Dibujante 120 $70.00 1 $8,400.00
Tornero 6 $150.00 1 $900.00
TOTAL. $166,300.00
En la tabla 4.5 se muestra el total del recurso económico de la propuesta, contemplando el equipo y la
ingeniería involucrada.
Tabla 4.5. Recurso económico para el desarrollo del proyecto.
ÁREA DEL PROYECTO MONTO ASIGNADO
Adquisición de equipo $103,735.82
Desarrollo de ingeniería $166,300.00
Gastos varios $15,000.00
TOTAL $285,035.82
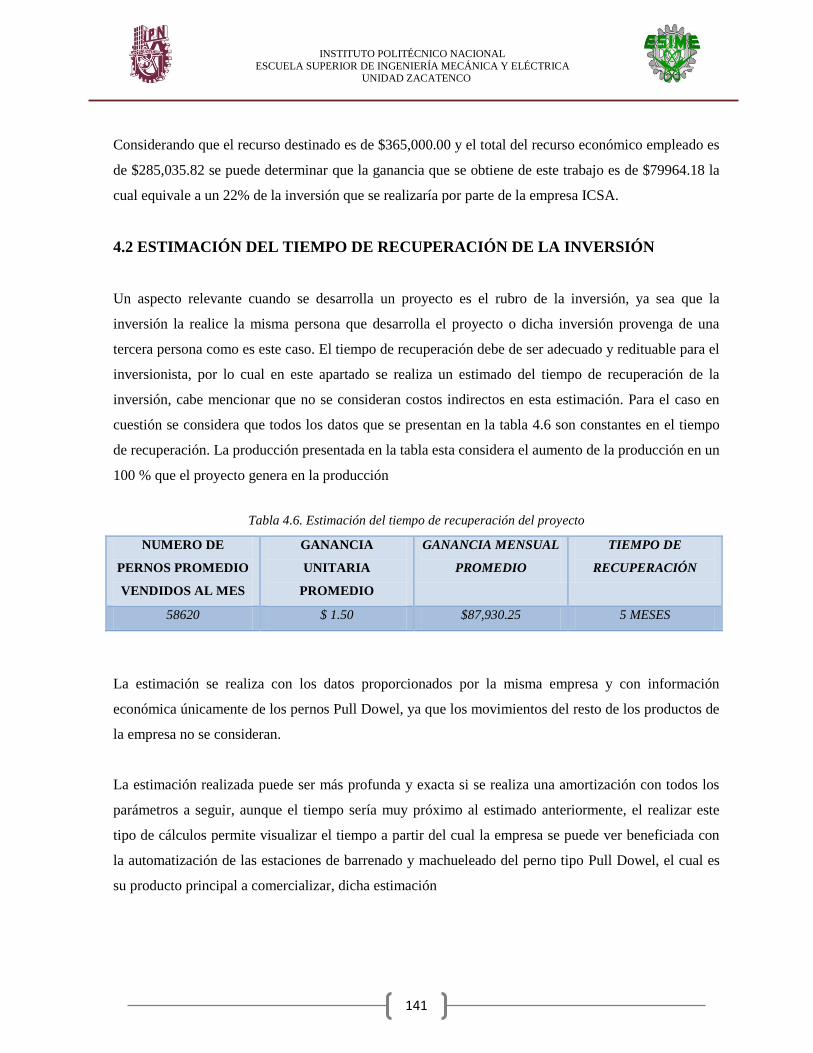
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
141
Considerando que el recurso destinado es de $365,000.00 y el total del recurso económico empleado es
de $285,035.82 se puede determinar que la ganancia que se obtiene de este trabajo es de $79964.18 la
cual equivale a un 22% de la inversión que se realizaría por parte de la empresa ICSA.
4.2 ESTIMACIÓN DEL TIEMPO DE RECUPERACIÓN DE LA INVERSIÓN
Un aspecto relevante cuando se desarrolla un proyecto es el rubro de la inversión, ya sea que la
inversión la realice la misma persona que desarrolla el proyecto o dicha inversión provenga de una
tercera persona como es este caso. El tiempo de recuperación debe de ser adecuado y redituable para el
inversionista, por lo cual en este apartado se realiza un estimado del tiempo de recuperación de la
inversión, cabe mencionar que no se consideran costos indirectos en esta estimación. Para el caso en
cuestión se considera que todos los datos que se presentan en la tabla 4.6 son constantes en el tiempo
de recuperación. La producción presentada en la tabla esta considera el aumento de la producción en un
100 % que el proyecto genera en la producción
Tabla 4.6. Estimación del tiempo de recuperación del proyecto
NUMERO DE
PERNOS PROMEDIO
VENDIDOS AL MES
GANANCIA
UNITARIA
PROMEDIO
GANANCIA MENSUAL
PROMEDIO
TIEMPO DE
RECUPERACIÓN
58620 $ 1.50 $87,930.25 5 MESES
La estimación se realiza con los datos proporcionados por la misma empresa y con información
económica únicamente de los pernos Pull Dowel, ya que los movimientos del resto de los productos de
la empresa no se consideran.
La estimación realizada puede ser más profunda y exacta si se realiza una amortización con todos los
parámetros a seguir, aunque el tiempo sería muy próximo al estimado anteriormente, el realizar este
tipo de cálculos permite visualizar el tiempo a partir del cual la empresa se puede ver beneficiada con
la automatización de las estaciones de barrenado y machueleado del perno tipo Pull Dowel, el cual es
su producto principal a comercializar, dicha estimación

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
142
CONCLUSIONES
Al término del presente trabajo, se puede afirmar que la automatización cumplen con los objetivos
establecidos, permitiendo que la empresa ICSA aumente su producción para cubrir un mayor sector del
mercado, ya que se eliminan tiempos muertos, se brinda seguridad en la operación de la estación
automatizada y se evitan desperdicios de material.
Lo anterior se logra debido a que el arreglo de los 10 actuadores neumáticos permite suministrar,
trasladar y retirar cada perno de una forma más eficaz, esto en base a la programación en lenguaje de
diagrama de escalera desarrollada en el PLC micrologix 1200, la cual respeta los permisivos
establecidos para continuar o detener el proceso en caso de que alguna condición no se cumpla; además
de que se logra utilizar la parte semiautomática del torno y del taladro sin cambios de diseño ni lógica
de operación. El correcto funcionamiento de la solución planteada se corroboró con el desarrollo de
una simulación, teniendo como conclusiones y observaciones las siguientes:
Emplear el programa FluidSIM para simular los accionamientos de los actuadores del sistema de
manipulación, presenta una consistencia cercana a la realidad al momento de establecer la red de
suministro de aire para los actuadores, ya que mientras se realiza la simulación se observa que los
tiempos de respuesta de los actuadores se ve afectado por la disminución en la presión del aire
suministrado a los mismos, esto como consecuencia de conectar una gran cantidad de actuadores a una
mismo suministro de aire en forma lineal. Por lo que se recomienda verificar que la capacidad de
suministro que requiere el arreglo para instalar, este dentro de la dimensión de la fuente y la requerida
por dichos actuadores, en caso de que no sea así, se sugiere cambiar la configuración de la conexión o
seccionar el arreglo y conectar a múltiples fuentes de suministro.
Al concluir el trabajo de ingeniería se pueden notar varias mejoras para la empresa ICSA, una de ellas
es la disminución de riesgo de accidentes en estas etapas de su proceso, lo cual afecta directamente el
seguro de la empresa y se disminuye la probabilidad de indemnización al operador por un accidente.
El personal que opera las máquinas, también se ve beneficiado, en el aspecto de que los nuevos
elementos que se adicionan a la etapa requieren de mantenimiento y por consiguiente se debe de dar
una capacitación a los operadores de esa maquinaria, lo que amplía el conocimiento de los operarios y
su especialización, con lo cual su nivel de vida se ve favorecido. Se puede observar en la lógica de

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
143
operación del sistema de manipulación, una certeza de seguridad en su funcionamiento tanto para el
operador, el proceso y el producto [2]. El desperdicio de materiales se ve disminuido por el desarrollo
de esta automatización, lo cual repercute positivamente en la economía de la empresa ICSA.
La selección de la tecnología empleada en la solución propuesta de este trabajo se ve influenciada por
el aspecto económico, por lo cual se deja abierto el tema a nuevas propuestas en las cuales no se tenga
esta limitante; se recomienda contemplar soluciones con base a tecnología de robot y actuadores más
especializados como son los actuadores eléctricos y sistemas de detección más sofisticados como el
tratamiento de imágenes a base de cámaras.
En la cuestión de la interfaz humano maquina (HMI) se sugiere desarrollar las pantallas y su
navegación basándolas en un estudio más profundo ya que tendría la bondad de contabilizar el numero
de pernos elaborados para una mejor organización, además de que el sistema tendría el potencial de
aumentar su impacto en la programación del mantenimiento de la misma maquinaria, ya que el sistema
por medio de la HMI puede dar a conocer el momento oportuno en el cual se debe de realizar el
mantenimiento al sistema y con base en eso programar los tiempos de producción y de paro.
Dentro del trabajo se emplearon herramientas de otras áreas especializadas de la ingeniería, de las
cuales se recomienda realizar un estudio más profundo, como son: un estudio de tiempos y
movimientos, el análisis de los ensambles mecánicos entre los actuadores y el desarrollo de un plan de
mantenimiento.
Para la ampliación de la automatización se puede integrar la etapa tratamiento térmico la cual no se
efectúa en la empresa ICSA; esto da pie a que se pueda realizar la automatización de la línea completa
lo cual optimizaría a un más el desempeño de la empresa.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
144
REFERENCIAS
[1] www.fumec.org
[2] D. Mc Cloy y D. M. J. Harris, Robótica una introducción, primera edición, editorial LIMUSA,
México D. F., 1993.
[3]Michel Gilles, Autómatas Programables Industriales Arquitectura y aplicasiones, editorial
Marcobombo, Barcelona, España, 1990.
[4] www.icsamex.com
[5] Industrias Campuzano S.A de C. V. (ICSA), Escuela Superior de Ingería mecánica y eléctrica del
Instituto Politécnico Nacional (ESIME-IPN), “Mejoras tecnológicas a la línea de producción de pernos
Pull Dowel,”, Estado de México, Febrero, 2011.
[6] James Anderson Earl, Teoría del taller Escuela del trabajo Henry Ford, Quinta edición, Editorial G
Gili, 1994.
[7] John Hyde, Josep Regué y Albert Cuspinera, Control electroneumático y electrónico, Editorial
Alfaomega, 1997.
[8] Antonio Guillén Salvador, Introducción a la neumática, primera edición, editorialAlfaomega,
Barcelona, España, 1999.
[9] L. F. Franco Guzmán, J. R. Galicia Jiménez y D. Ostria Valle, “Desarrollo de un sistema de
dosificación automático de alimentos para equinos,” Tesis de Ingeniería, Instituto Politécnico
Nacional, México D.F, Noviembre, 2010.
[10] Soluciones SMC-Actuadores eléctricos (ELEC-ACT_leaf_es), SMC.
[11] Tablero de control de pozos, Comité de normalización de petróleos mexicanos y organismos
subsidiarios, NRF-180-PEMEX-2007.
[12] Ricardo Mayo Bayón. (Enero, 2009) Autómatas programables, Universidad de Oviedo [En línea]
http://www.infoplc.net/documentacion/5-automatas/14-sistemas-domoticos-basados-en-plc
[13] Benjamin W. Niebel, Ingeniería Industrial métodos, tiempos y movimientos, tercera edición,
editorial Alfaomega, México, D. F., 1990.
[14] Ingeniero César Rovira. Diagrama de causa efecto herramientas básicas de la calidad. [En línea].
Página http://www.elprisma.com/apuntes/ingenieria_industrial/diagramacausayefecto/
[15] http://www.esi2.us.es/~asun/LCPC06/TutorialLabview.pdf

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
ANEXO A

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
ANEXO B


INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
ANEXO C

MHZ�2-16 Prensión externaCriterios de selección
con respecto a la masa de la pieza a sujetarMasa de la pieza:
Distancia del punto de prensión: L = 30mm
Presión de trabajo:
Punto de prensión L mm
Fue
rza
de a
mar
re N
Condiciones de trabajo Cálculo de la fuerza de amarre Selección del modelo adecuado
Ejemplo
Método de amarre: Prensión externa
Procedimiento de selección
Confirmación de la fuerza de amarre
Confirmación de la fuerza de amarre Confirmación de la fuerza externa sobre los dedosConfirmación del punto de prensiónPaso 1 Paso 2 Paso 3
Paso 1
10 20 30 40
10
20
30
40
50 60
24
50Presión 0.7MPa
0.2MPa 0.3MPa
0.5MPa
0.6MPa
Si se sujeta una pieza como se indica en la figura adjunta y de acuerdo con las siguientes definiciones,F: Fuerza de prensión (N)µ: Coeficiente de fricción entre los adaptadores y la piezam: Masa de la pieza de trabajo (kg)g: Aceleración de la gravedad (= 9.8m/s²)mg: Masa de la pieza (N)las condiciones bajo las cuales la pieza no se cae son
2 x µF > mg
y en consecuencia mgF > ––––––– 2 x µ
Como "a" representa el margen de seguridad, F viene determinado por la siguiente fórmula:
mgF = ––––––– x a 2 x µ
Número de dedosSi µ = 0.2 Si µ = 0.1
mgF = ––––––– x 4 2 x 0.2
= 10 x mg
mgF = ––––––– x 4 2 x 0.1
= 20 x mg
10 x masa de la pieza 20 x masa de la pieza
mg
µF
F F
µF
• A pesar de las diferencias que dependen de factores como la forma y el coeficiente de fricción entre los adaptadores y las piezas a sujetar, seleccione un modelo que desarrolle una fuerza de prensión de al menos 10 o 20 veces Nota) superior a la masa de la pieza.
• En aquellos casos en los que se prevean fuertes aceleraciones o impactos, etc., será necesario facilitar un margen de seguridad mayor.
Ejemplo: Si se desea establecer una fuerza de prensión de 20 veces o más sobre la masa de la pieza.Fuerza de prensión requerida = 0.1kg x 20 x 9.8m/s² (aprox.) 19.6N o más
• Si se selecciona el MHZ�2-16D. Se obtiene una fuerza de prensión de 24N del punto de intersección entre la distancia del punto de prensión L= 30mm y una presión de 0.4Mpa.
• La fuerza de prensión es 24.5 ve-ces superior a la masa de la pie-za, y por lo tanto es válida para el valor establecido de fuerza de prensión de 20 veces o más.
"Fuerza de amarre mínima de 10 a 20 veces la masa de la pieza"La recomendación de SMC de elegir una fuerza de 10 a 20 veces a la masa de la pieza de trabajo o superior se basa en un cálculo con el margen de seguridad a=4 y tiene como objeto soportar los impactos que ocurren durante el transporte, etc.
Nota) Incluso si el coeficiente de fricción es superior a µ= 0.2, SMC recomienda, por razones de seguridad, seleccionar una fuerza de amarre mínima de 10 a 20 veces superior a la masa de la pieza.Es necesario prever un margen de seguridad superior para fuertes aceleraciones e impactos, etc.
Selección del modelo
Nota) Para más detalles, véase el dibujo de selección del modelo.
Dibujo de selección del modelo
0
0.4MPa
2-62
Serie MHZ
Selección del modelo

MHZ�2-6� MHZ�2-25�/11-MHZ2-25�
MHZ�2-16�/11-MHZ2-16�
MHZ2-32�
MHZ�2-20�/11-MHZ2-20�
MHZ2-40�
Prensión externa Prensión externa
Confirmación del punto de prensión: Serie MHZ�/Prensión externaPaso 2
MHZ�2, 11-MHZ2
MHZAJ2, MHZJ2
L
L
HH
Punto deprensión
Punto deprensión
50
40
30
20
10
0 10 20 30 40 50 60
60
Punto de prensión L mm
Dis
tanc
ia d
e vo
ladi
zo H
mm
80
60
40
20
0 20 40 60 80 100
100
Punto de prensión L mm
Dis
tanc
ia d
e vo
ladi
zo H
mm
0.3MPa
0.4MPa
0.5MPa
0.6MPa
0.7MPa
0.3MPa
0.4MPa0.5MPa
80
60
40
20
0 20 40 60 80 100 120
100
120
Punto de prensión L mm
Dis
tanc
ia d
e vo
ladi
zo H
mm
50
0 50 100 150
100
150
Punto de prensión L mm
Dis
tanc
ia d
e vo
ladi
zo H
mm
50
0 50 100 150 200
100
150
200
Punto de prensión L mm
Dis
tanc
ia d
e vo
ladi
zo H
mm
0.7MPa
0.6MPa
0.7MPa0.6MPa
0.5MPa
Prensión externa
MHZ�2-10�/11-MHZ2-10�
0.3MPa0.4MPa
50
40
30
20
10
0 10 20 30 40 50
60
Punto de prensión L mm
Dis
tanc
ia d
e vo
ladi
zo H
mm
40
30
20
10
0 10 20 30 40
Punto de prensión L mm
Dis
tanc
ia d
e vo
ladi
zo H
mm
• Para el funcionamiento de la pinza neumática, el punto de prensión "L" de la pieza y el voladizo "H" deben estar dentro del rango indicado para cada presión de trabajo como se muestran en los gráficos adjuntos.
• Si el punto de prensión de la pieza está fuera de los límites del rango, esto podría afectar negati-vamente a la vida de la pinza neumática.
Presión 0.2MPa
Presión 0.2MPa
0.3MPa 0.4MPa
0.7MPa0.6MPa0.5MPa
Presión 0.2MPa
Presión 0.2MPa
0.3MPa 0.4MPa
0.5MPa
0.6MPa, 0.7MPa
Presión 0.2MPa
Presión 0.2MPa
0.3MPa 0.4MPa
0.5MPa
0.6MPa, 0.7MPa
Presión 0.2MPa
0.3MPa 0.4MPa
0.5MPa0.6MPa
0.7MPa
2-71
Selección del modelo Serie MHZ�

Confirmación de fuerza externa sobre los dedos: Serie MHZ�2Paso 3
Fv
My
L
MpL
Modelo
MHZ�2-6
MHZ�2-10
MHZ�2-16
MHZ�2-20
MHZ�2-25
MHZ�2-32
MHZ�2-40
10
58
98
147
255
343
490
0.04
0.26
0.68
1.32
1.94
3
4.5
0.04
0.26
0.68
1.32
1.94
3
4.5
0.08
0.53
1.36
2.65
3.88
6
9
Momento máximo admisible
L: Distancia al punto de prensión (mm)
Nota) Los valores para carga y momentos de la tabla son valores estáticos.
Mr
L
Cálculo de la fuerza externa admisible(cuando se aplica un momento de carga)
Ejemplo de cálculo
M (momento máximo admisible) (N⋅m)Carga admisible F (N) = –––––––––––––––––––––––––––––– L x 10-3
∗
(∗ Constante de conversión de unidades)
Cuando actúa una carga estática de f = 10N, que crea un momento flector en el punto L = 30mm de la guía MHZ�2-16.
Por lo tanto, la carga resulta válida.
0.68Carga admisible F = –––––––––– 30 x 10-3
= 22.7 (N)
Carga f = 10 (N) < 22.7 (N)
Momento flector:Mp (N⋅m)
Momento torsor:My (N⋅m)
Momento flector transversor:Mr (N⋅m)
Carga vertical admisibleFv (N)
2-73
Selección del modelo Serie MHZ�

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
ANEXO D
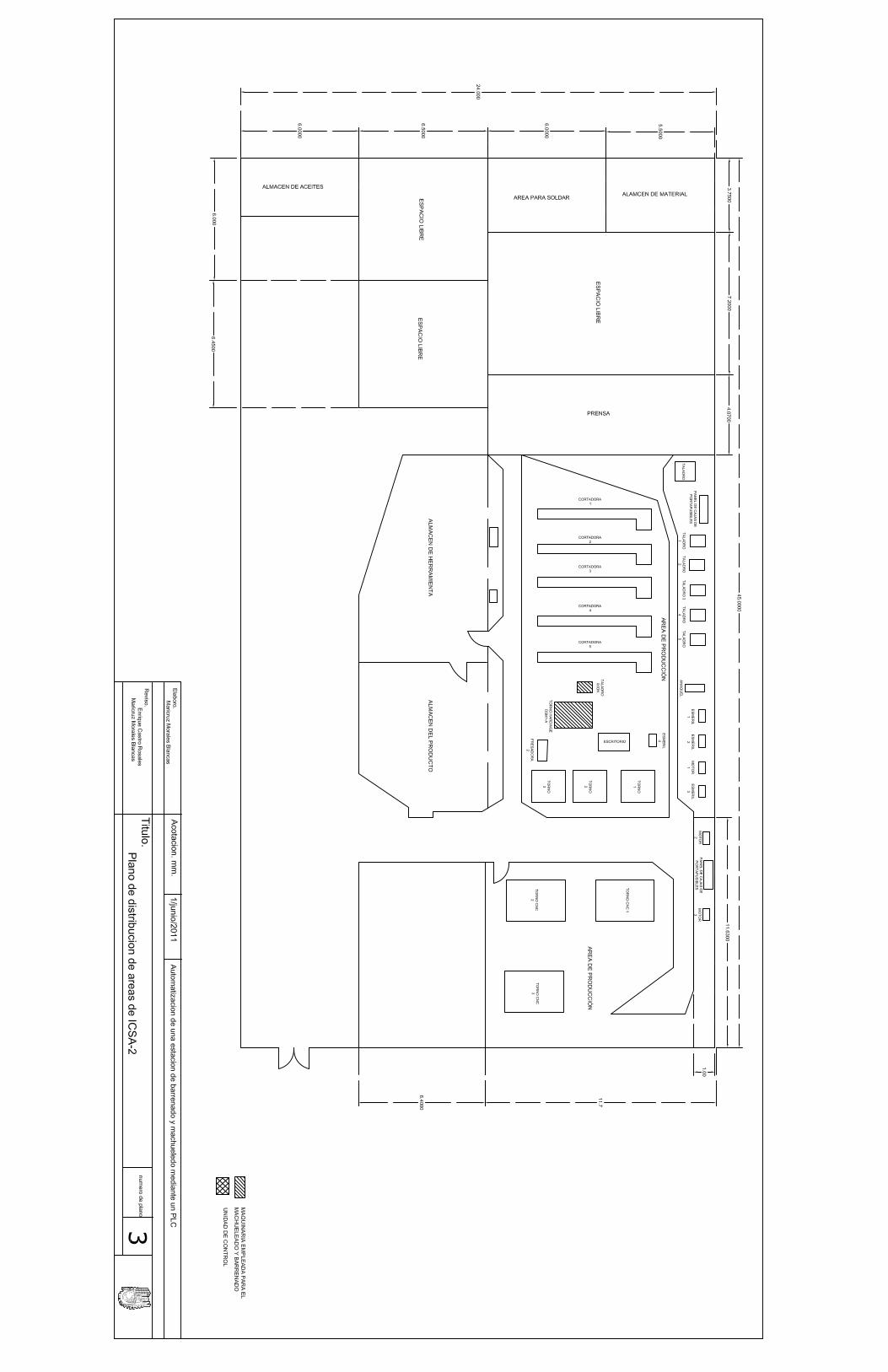

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
ANEXO E
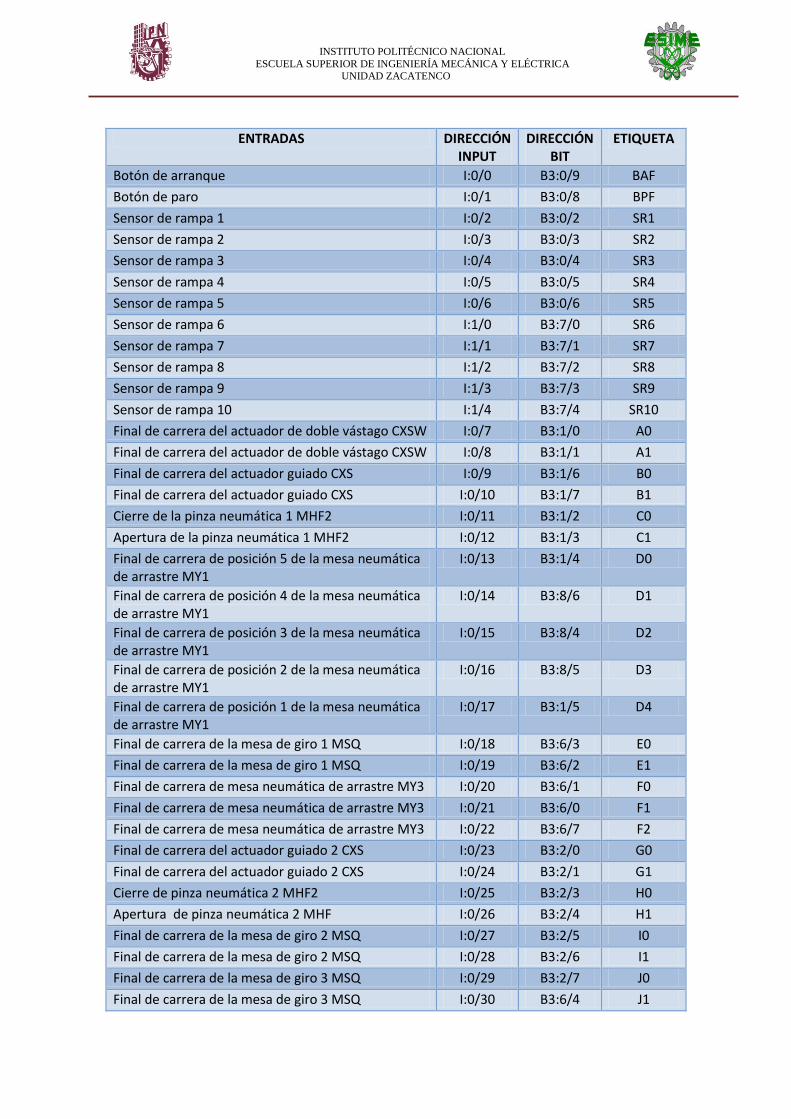
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
ENTRADAS DIRECCIÓN INPUT
DIRECCIÓN BIT
ETIQUETA
Botón de arranque I:0/0 B3:0/9 BAF
Botón de paro I:0/1 B3:0/8 BPF
Sensor de rampa 1 I:0/2 B3:0/2 SR1
Sensor de rampa 2 I:0/3 B3:0/3 SR2
Sensor de rampa 3 I:0/4 B3:0/4 SR3
Sensor de rampa 4 I:0/5 B3:0/5 SR4
Sensor de rampa 5 I:0/6 B3:0/6 SR5
Sensor de rampa 6 I:1/0 B3:7/0 SR6
Sensor de rampa 7 I:1/1 B3:7/1 SR7
Sensor de rampa 8 I:1/2 B3:7/2 SR8
Sensor de rampa 9 I:1/3 B3:7/3 SR9
Sensor de rampa 10 I:1/4 B3:7/4 SR10
Final de carrera del actuador de doble vástago CXSW I:0/7 B3:1/0 A0
Final de carrera del actuador de doble vástago CXSW I:0/8 B3:1/1 A1
Final de carrera del actuador guiado CXS I:0/9 B3:1/6 B0
Final de carrera del actuador guiado CXS I:0/10 B3:1/7 B1
Cierre de la pinza neumática 1 MHF2 I:0/11 B3:1/2 C0
Apertura de la pinza neumática 1 MHF2 I:0/12 B3:1/3 C1
Final de carrera de posición 5 de la mesa neumática de arrastre MY1
I:0/13 B3:1/4 D0
Final de carrera de posición 4 de la mesa neumática de arrastre MY1
I:0/14 B3:8/6 D1
Final de carrera de posición 3 de la mesa neumática de arrastre MY1
I:0/15 B3:8/4 D2
Final de carrera de posición 2 de la mesa neumática de arrastre MY1
I:0/16 B3:8/5 D3
Final de carrera de posición 1 de la mesa neumática de arrastre MY1
I:0/17 B3:1/5 D4
Final de carrera de la mesa de giro 1 MSQ I:0/18 B3:6/3 E0
Final de carrera de la mesa de giro 1 MSQ I:0/19 B3:6/2 E1
Final de carrera de mesa neumática de arrastre MY3 I:0/20 B3:6/1 F0
Final de carrera de mesa neumática de arrastre MY3 I:0/21 B3:6/0 F1
Final de carrera de mesa neumática de arrastre MY3 I:0/22 B3:6/7 F2
Final de carrera del actuador guiado 2 CXS I:0/23 B3:2/0 G0
Final de carrera del actuador guiado 2 CXS I:0/24 B3:2/1 G1
Cierre de pinza neumática 2 MHF2 I:0/25 B3:2/3 H0
Apertura de pinza neumática 2 MHF I:0/26 B3:2/4 H1
Final de carrera de la mesa de giro 2 MSQ I:0/27 B3:2/5 I0
Final de carrera de la mesa de giro 2 MSQ I:0/28 B3:2/6 I1
Final de carrera de la mesa de giro 3 MSQ I:0/29 B3:2/7 J0
Final de carrera de la mesa de giro 3 MSQ I:0/30 B3:6/4 J1

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
Cierre de la boquilla del torno I:0/31 B3:6/5 K0
Apertura de la boquilla del torno I:0/32 B3:6/6 K1
Cierre de la boquilla del taladro I:0/33 B3:8/0 L0
Cierre de la boquilla del taladro I:0/34 B3:8/1 L1
Sensor para torno I:0/35 B3:5/1 ST
Sensor para taladro I:0/36 B3:5/2 STA
SALIDAS DIRECCIÓN OUPUT
DIRECCIÓN BIT
ETIQUETA
Solenoide de válvula del actuador de doble vástago CXSW A+
O:0/0 B3:4/5 AMAS
Solenoide de válvula del actuador de doble vástago CXSW A-
O:0/1 B3:4/7 AMENOS
Solenoide de válvula del actuador guiado CXS B+
O:0/2 B3:4/6 BMAS
Solenoide de válvula del actuador guiado CXS B-
O:0/3 B3:3/0 BMENOS
Solenoide de válvula de la pinza neumática 1 MHF2 C+
O:0/4 B3:3/1 CMAS
Solenoide de válvula de la pinza neumática 1 MHF2 C-
O:0/5 B3:3/2 CMENOS
Solenoide de válvula de la mesa neumática de arrastre MY1 D+
O:0/6 B3:3/3 DMAS
Solenoide de válvula de la mesa neumática de arrastre MY1 D-
O:0/7 B3:3/4 DMENOS
Solenoide de válvula de la mesa de giro 1 MSQ E+
O:0/8 B3:3/5 EMAS
Solenoide de válvula de la mesa de giro 1 MSQ E-
O:0/9 B3:3/6 EMENOS
Solenoide de válvula de mesa neumática de arrastre MY3 F+
O:0/10 B3:3/7 FMAS
Solenoide de válvula de mesa neumática de arrastre MY3 F-
O:0/11 B3:7/0 FMENOS
Solenoide de válvula actuador guiado 2 CXS G+
O:0/12 B3:7/1 GMAS
Solenoide de válvula actuador guiado 2 CXS G-
O:0/13 B3:7/2 GMENOS
Solenoide de válvula de pinza neumática 2 MHF2 H+
O:0/14 B3:7/3 HMAS
Solenoide de válvula de pinza neumática 2 MHF2 H-
O:0/15 B3:7/4 HMENOS
Solenoide de válvula de la mesa de giro 2 MSQ I+
O:0/16 B3:7/5 IMAS
Solenoide de válvula de la mesa de giro 2 MSQ I-
O:0/17 B3:7/6 IMENOS
Solenoide de válvula de la mesa de giro 3 O:0/18 B3:7/7 JMAS

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
MSQ J+
Solenoide de válvula de la mesa de giro 3 MSQ J-
O:0/19 B3:4/0 JMENOS
Solenoide de abrir boquilla del torno K+ O:0/20 B3:4/1 KMAS
Solenoide de cerrar boquilla del torno K- O:0/21 B3:4/2 KMENOS
Solenoide abrir boquilla del taladro L+ O:0/22 B3:4/3 LMAS
Solenoide cerrar boquilla del taladro L- O:0/23 B3:4/4 LMENOS
Inicia barreno O:0/24 B3:11/3 BARRENAR
Inicia machuelo O:0/25 B3:11/4 MACHUELEAR
BITS INTERNOS DIRECCIÓN BIT
ETIQUETA
Botón de arranque por HMI B3:0/7 BA
Botón de paro por HMI B3:0/1 BP
Bobina auxiliar de solenoide de expulsion del servo 1 (A+) B3:1/9 BAUX AMAS
Bobina auxiliar 2 de solenoide de expulsion del servo 1 (A+)
B3:1/8 BAUX 2 AMAS
Bobina auxiliar de enclave para arrancar B3:5/0 BAP
Bobina de enclave al sensar tres sensores de las rampas B3:5/3 BFC3
Bobina de enclave al sensar cinco sensores de las rampas B3:5/4 BFC5
Bobina de enclave al sensar cuatro sensores de las rampas
B3:5/5 BFC4
Bobina de enclave al sensar dos sensores de las rampas B3:5/6 BFC2
Bobina de enclave al sensar un sensor de las rampas B3:5/7 BFC1
Botón de inicio de ciclo B3:8/2 BIC
Acciona a DMAS B3:9/1 INICIO DE D
Acciona a LMAS B3:9/2 INICIO DE L
Bobina auxiliar de barrenar B3:9/3 BAUX
BARRENAR
Enclave auxiliar para accionar solenoide de FMAS B3:9/4 P2
Bobina auxiliar para activar a D B3:9/7 BAUX
Bobina auxiliar 5 para accionar a la solenoide de DMENOS B3:10/10 BAUX 5
DMENOS
Bobina auxiliar 4 para accionar a la solenoide de DMENOS B3:10/9 BAUX 4
DEMENOS
Bobina auxiliar 2 para accionar a la solenoide de DMENOS B3:10/7 EX 2 DMENOS
Bobina auxiliar para accionar a la solenoide de DMENOS B3:10/6 EX DMENOS
Bobina auxiliar 3 para accionar a la solenoide de DMENOS B3:10/4 BAUX DMENOS
Bobina auxiliar 2 para accionar a la solenoide de DMAS B3:10/3 BAUX 2 DMAS
Bobina auxiliar para accionar a la solenoide de DMAS B3:10/2 BAUX DMAS
Activar B3:10/1 CERRADO
Indicador de termino de pedido B3:10/0 PEDIDO
TERMINADO

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
Actuadores a posiciones iniciales B3:11/0 POINT 0
Indicador de proceso activo B3:11/1 ACTIVO
Indicador de paro de proceso B3:11/2 PARO
VARIABLES DE PROCESO DIRECCIÓN INTER
ETIQUETA
Preset de pedido N7:0 PERNOS TERMINADOS PRE
Conteo de pernos terminados C5:3 PERNOS
TERMINADOS
Permisivo para activar un actuador giratorio en el primer ciclo (E+)
C5:1 1 CICLO DE BA
Permisivo para el suministro al segundo ciclo C5:4 2 CICLO DE BA
Permisivo para realizar el retiro C5:2 MACHUELEADO

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
ANEXO F


INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD ZACATENCO
ANEXO G

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECANIZA Y ELÉCTRICA UNIDAD ZACATENCO
LADDER 2 I/O REDIRECCIONAMIENTO DE ENTRADAS Y SALIDAS

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECANIZA Y ELÉCTRICA UNIDAD ZACATENCO

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECANIZA Y ELÉCTRICA UNIDAD ZACATENCO

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECANIZA Y ELÉCTRICA UNIDAD ZACATENCO

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECANIZA Y ELÉCTRICA UNIDAD ZACATENCO
LADDER 3 ON/OFF ENERGIZADO Y PARO DEL PROCESO

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECANIZA Y ELÉCTRICA UNIDAD ZACATENCO
LADDER 4 POINT 0 PUESTA EN POSICIONES INICIALES DE LOS ACTUADORES

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECANIZA Y ELÉCTRICA UNIDAD ZACATENCO

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECANIZA Y ELÉCTRICA UNIDAD ZACATENCO
LADDER 5 PROCESO SECUENCIA DEL SISTEMA DE MANIPULACIÓN

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECANIZA Y ELÉCTRICA UNIDAD ZACATENCO

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECANIZA Y ELÉCTRICA UNIDAD ZACATENCO

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECANIZA Y ELÉCTRICA UNIDAD ZACATENCO

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECANIZA Y ELÉCTRICA UNIDAD ZACATENCO

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECANIZA Y ELÉCTRICA UNIDAD ZACATENCO





























