Embed Size (px)
Citation preview

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Cold rolling and annealing textures i~ low carbonand extra low carbon steelsR K Ray J J Jonas and R E Hook
The cold rolling texture of low and extra lowcarbon steels is primarily made up of a nearlyperfect normal direction (NO) fibre and of twoother components centred at 001lt110) and112lt110) which lie along the rolling direction(RO) fibre This texture is influencedsignificantly by the hot band texture and notparticularly by such metallurgical parameters assteel chemistry or the presence of precipitatesThe annealing of heavily cold rolled materialsstrengthens the NO fibre and reduces theintensity of the RD fibre The annealing textureparticularly the strength of the 111components depends significantly on the hotband texture and grain size as well as oncoiling temperature cold reduction and alloychemistry The 111 fibre is particularlybeneficial for imparting good deep drawability(high rm value) to sheet steel whereas the 001has a detrimental effect In conventional batchannealed AI-killed steels cold reductions ofaround 70 low coiling temperatures and slowheating rates induce the development of themost desired annealing textures andcorrespondingly the highest rm values Theoptimum cold reduction increases to about 90in Nb or Ti stabilised interstitial free (IF) steelsGrain growth after recrystallisation increases rmthus longer annealing cycles and higherannealing temperatures are beneficial if graingrowth occurs In the case of box annealing thepractical upper limit of annealing temperature is 720degC In the continuous annealing processwhich involves higher heating and coolingrates cold rolled steels can be annealed toadvantage in the intercritical y + IX range Carbonin solution andor in the form of carbides is thesingle most deleterious element that impedesthe development of sharp 111 annealingtextures Dissolved N P and Mn have effectssimilar to that of carbon Niobium Ti or Si insolid solution enhances the intensity of the111 or near 111 components IMR266
copy 1994 The Institute of Materials and ASM InternationalAt the time the work was carried out Professor Jonasand Professor Ray were in the Department ofMetallurgical Engineering McGill UniversityMontreal PO Canada Professor Ray was on sabbati-cal leave from the Department of MetallurgicalEngineering Indian Institute of Technology KanpurIndia where he has returned Dr Hook is with ArmcoResearch and Technology Middletown OH USA
IntroductionThe major industrial application of low and extralow carbon sheet steels has been primarily for thepurpose of deep drawing The drawability of a sheetmaterial is its capacity to achieve a high degree of
plastic flow in the plane of the sheet while offeringsufficient resistance to flow in the thickness directionThis property of a material is called the normalanisotropy and is commonly evaluated in terms ofthe rrn or average r-value This is defined bythe relationship rrn = (ro +2r 45 + rgo)j4 where thesubscripts 0 45 and 90 refer to inclinations of thelongitudinal axes of tensile testpieces to the rollingdirection of the sheet and each individual r-value isthe ratio of width strainthickness strain as measuredin a simple tensile test
It has been demonstrated that high normal aniso-tropies or rrn values are displayed by materials whichhave a high proportion of grains oriented with theirIll planes parallel to the sheet plane ie by mater-ials which possess a strong Ill type texture Othertexture components such as the OOl have beenfound to be detrimental to the drawability and inpractice the intensity ratio of the above two com-ponents IHI] OOI is found to be approximatelylinearly related to rrn (see Fig 1)
The formation of texture in steel is influenced byits alloy chemistry as well as by the processingparameters which include the conditions of hot roll-ing cold rolling and annealing The effect of thesevariables with respect to texture formation has beenstudied in great detail and some excellent reviews onthe subject have been published in the recent pastiHowever there have been many advances in the pastfew years especially in Japan and a large volume ofliterature has been published In the present paperthe existing knowledge in this area is updated andthe subject as a whole is reviewed critically Thispresent work provides together with a previousreview a comprehensive treatment of the develop-ment of textures in low C steels during the entirecourse of processing starting from hot rollingthrough cold rolling up to the recrystallisation stage
-2middot8E
2middot4ot= 2middotlttaz 1-6
~ 2tilw 08 ~ltgt~ ~ 0middot4 w gt O-- L- --L L-- J--I
ltt 01 1-0 10 100INTENSITY (111)INTENSITY (001)
1000
1 Correlation between rm and II flOO1 texture ratioin steels (after Ref 1)
International Materials Reviews 1994 Vol 39 No4 129
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
130 Ray et al Textures in low and extra low carbon steels
RD
x x0 0
bull IA
A Abull bullxO Ox
bull 111 lt112gtA 554 lt225gto 111 lt110gtx 112 lt110gt
2 (200) pole figure showing some importantorientations in deep drawing steels (Ref4)
Textures and mechanical propertiesRepresentation of textureTextures in rolled sheet metals are generally rep-resented as being of the type hkl ltuvw) whichsignifies that the hkl planes of the grains lie parallelto the plane of the sheet whereas their ltuvw) direc-tions lie parallel to the rolling direction More com-plex textures can be described as consisting of anumber of components of different severities
Conventionally texture is described by means ofpole figures Detailed descriptions of the X-raymethodsv that lead to the determination of polefigures can be found in several texts eg by Cullityand also in the monograph on textures in metals byHatherly and Hutchinson The positions of the (200)poles of some useful texture components in deepdrawing quality low and extra low C steels arepresented in pole figure form in Fig 2
It has been recognised that while pole figuresprovide a useful description of texture the inform-ation they contain is incomplete and at best semiquan-titative A more complete description is provided bythe crystallite orientation distribution function(CODF or ODF) which specifies the frequency ofoccurrence of particular orientations in three dimen-sional (Euler) orientation space This space is definedby three Euler angles which constitute a set ofthree consecutive rotations that must be given toeach crystallite to bring its crystallographic lt100)axes into coincidence with the specimen axesMathematical methods have been developed whichallow an ODF to be calculated from the numericaldata obtained from several pole figures
The most widely adopted notations employed forthe description of ODFs are those proposedindependently by Bunge and by Roell They usegeneralised spherical harmonic functions to representcrystallite distributions A detailed mathematicaltreatment of this subject can be found in the texts byBunge1213 While the Euler angles proposed by Bunge
International Materials Reviews 1994 Vol 39 No4
o (001)[110]
----qgt2
90middot rr-----_F----II---r
ctgt
IIIII
bull (001)[010]IIIIIIIII __
I (001)[110]
(110)[110] (111)[121] I
III
ND fibre
(110)[001]
3 Three dimensional view of Euler space withlocations of some important ideal orientationsand fibres (Bunge notation)
to describe the crystal rotations are centb lt1gtand cent2the set of angles employed by Roe are referred to ast 0 and ~ respectively These two sets of angles arerelated as follows
~1 = n2 - t ltIgt= 8 ~2 = n2 - cent (1)In the Bunge notation for cubicorthorhombic crys-talspecimen symmetry a three dimensional orient-ation volume may be defined by using threeorthogonal axes for centb lt1gtand ~2 with each of theEuler angles ranging from 0 to 90deg This volume isdivided into three basic ranges in which each orient-ation appears once The value of the orientationdensity at each point in this volume is simply thestrength or intensity of that orientation in multiplesof random units The information contained in athree dimensional ODF in Euler space can beexpressed in terms of
(i) peak type components that are indicated bypronounced maxima in the ODF
(ii) fibre type components in which a more or lessconstant intensity is found for a group oforientations related to one another by rotationsaround a particular crystallographic direction
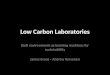
A three dimensional view of the Euler space inBunge notation is presented in Fig 3 In this diagramthe locations of some technologically important fibresand a few ideal orientations have been plotted A twodimensional view of the cent = 45deg and cent2= 45deg sectionsin the Roe and Bunge notations respectively isillustrated in Fig4a and b in which several idealorientations are again identified Figure 4c and drepresent the nature of the ODF contour plots derivedfrom the same 200 110 and 211 pole figuredata set when plotted in the ~ =45deg (Roe notation)and cent2= 45deg (Bunge notation) sections respectivelyThese two diagrams clearly illustrate the relationshipbetween the above two types of notation and providea basis for the comparison of texture data using theRoe and Bunge methods
The quantitative evaluation of textures has beenmade possible by the availability of ODFs Many
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
(110] II RD
Ray et ale Textures in low and extra low carbon steels 131
60 -
90-
C)Q)
045 -~
(001)[110](i11)[110]
II
~_ (111)[121]
(001)[010] III
~(111)[011] - - I
(001)[110] (111)[112] I
30-
(001)[110] (111)[112]III
EP_ (111)[011]
(001)[010] I
I G)(111)[121]
I
(001[110] (111[110] (110)[110]
0-I (a)
oI I I
30 45 160S deq
(111)IND
0--11bullbullbullbullbullbull -- bullbullbullbull-
o(c) Sdeg
I I (b)
90 0I I $1 I I30 45 60 90
--lt1gt deg [110] II RD
(111)IIND
90 bullbullbullbullbullbullbullbullbull-- bullbullbullw
90 90(d) lt1gtdeg
4 Two dimensional views of a tJ=45deg section (Roe notation) b tP2=45deg section (Bunge notation) c ODFcontour plot in the tJ=45deg section (Roe notation) and dthe same ODF plot depicted in the tP2=45deg section(Bunge notation)
details of individual textures which may be ambigu-ous or difficult to identify in a pole figure can nowbe recognised more clearly because of the muchhigher resolving power of ODFs The ODF is desig-nated as f(g) in the Bunge convention and asw(lJ 8 tJ) in the Roe convention
Texture and r-valueThe major texture components found in the coldrolling and annealing textures of low and extra lowC (ELC) steels are listed in Table 1 Calculated valuesof the average strain ratio rm and the planar aniso-tropy ~rt pertaining to each texture component are
The ODF f(g) or w(ljJ (J cent) gives the probability density for theoccurrence of crystals within an elementary volume of Euler spaceThe ODF has been defined so that its integral over the Eulervolume is unity Normalisation is with respect to a randomtexture where f(g) or w(ljJ (J cent) = 1 everywhere in the Euler spaceTherefore the ODF for a textured material is expressed numericallyin ( x R) times random unitst The parameter ~r is defined as follows~r = (ro + rgO-2r4S)2 Thisis a measure of the tendency for ear formation during deep drawing
also listed These values estimated by Daniel andJonas by using the relaxed constraint method ofcrystal plasticity indicate the contribution of eachtexture component to the deep drawability as well asto the tendency to form 0deg and 90deg ears (~rgtO) and45deg ears (~rltO) Some plots of r V the angle 8 withrespect to the rolling direction as predicted by therelaxed constraint methodPt are given in Fig 5
An examination of Table 1 and Fig 5 leads tosome simple conclusions regarding the desirable or
Table 1 Major components observed in cold rollingand annealing textures of low C steelsRef 15)
Texture component rm tlr
001(110) 0middot4 -0middot8112(110) 2middot1 -2middot7111(110) 26 0111(112) 2middot6 0554(225) 26 1middot1110(001) 5middot1 8middot9
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
132 Ray et al Textures in low and extra low carbon steels
15
000o 0I o 0
o 0I
0 O
001lt110gt
(l)
J
~ 10J
05
o 0 ~~+-+-f--t--t-t-I-t-i-t-t-t-f-T-f
o 30 608deg
lllltllOgt
30 608deg
40 bullbullbullbull-r-r--r-r--r-r-r-r--r-r---r-1-
3530
s 25cti20
15
10
0500 +-t-+-t--t-+-+-+-+-+-+-+-l-f-I--HI-H
o
554lt225gt
30 60 908deg
4 0 -r-r-----~----r--Tr-rl---
3530
(l) 25J
cti 20gtJ 15
10
0500 +++++-+-+-+-+-+--t-+-+-t-+-t-t-t-1
o90 30 60 908deg
40 ---r--------------r-lr-r-l
35
30 00 00middot000
0 0 000000 00
~ 25~ 20J 15
111lt112gt
30 608deg
I1o
0000000000
110ltOOlgt
30 608deg
5 Plots of r v angle 0 with respect to rolling direction for selected ideal orientations as predicted by relaxedconstraint method (after Ref 16)
undesirable natures of individual ideal orientationsFor good deep drawability (characterised by high rmand minimum l~rD the components 111(110) and111(112) are clearly beneficial with the 554(225)component coming in as a close third preference Thisis why a strong and homogeneous Ill fibre textureis sought in low C steels designed for optimum deepdrawability Because the presence of the 111(110)component promotes the appearance of sixfold earsof the 30deg 90deg 150deg type (with valleys at 0deg 60deg120deg ) whereas that of the 111(112) componentis responsible for the formation of 0deg 60deg120deg ears(with valleys at 30deg 90deg 150deg ) equal intensities ofthese two components (ie a balanced Ill fibre)will lead to the relative absence of ears
The anisotropy of the yield strength which is alsorelated to deep drawability is discussed belowtogether with that of the elastic modulus of texturedsteel sheet which can be of importance in certainapplications
Texture and yield strengthFigure 6 illustrates how the yield strength a measuredalong a direction inclined at an angle 8 to the rolling
International Materials Reviews 1994 Vol 39 No4
direction is expected to vary for different texturecomponents These calculations were carried out byassuming that each texture component is the onlyone present (with no random background) and thatthere is a 15deg gaussian spread about the respectiveideal orientationP The yield strength varies some-what with 8 for the components 111(110)111(112) 554(225) and 001(110) By con-trast the 0(8)0(0) ratio varies considerably morewith 8 for the 110(001) and 112(110)components
Texture and elastic modulusThe maximum value of the Youngs modulus E ofiron and steel is obtained along the (111) directionand the minimum along the (100) The value of Ealong a certain direction whose direction cosineswith respect to the crystal axes are x y and z isgiven by the relationship
1 1 (1 1)-= ---3 ----- (X2y2 + y2z2 + Z2X2)E E100 E100 Ell
(2)
Generally speaking the directional dependence of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
111111111 06530 60 90 0 30 60 90
8deg 8deg135
lllltllOgt 125111lt112gt
e 115
0middot0000 00b~ 105
0-0-0 000000-0 - 00 0middot0-0-00b 095 0-00000-0 0-00
085
075
06530 60 90 0 30 60 90
8deg 8deg135
554lt225gt 125110ltOOlgt 0000
d 00 115 00 0
000b 0 00~ 105 00 -
00 0 0-0middot00000_00-00 00-0 b 095
085
075
0 115
~CDb 095
00000 000000o 00000
~ OOtltII0gt125
105
085
075
065 o
135
125
euro 115b
~ 105b 095
085
075
0650
135
125
0 115-J2 105CDb 095
085
075
0650 30 60
8deg
Ray et a Textures in low and extra low carbon steels 133
112 lt11 0gt125
085
075
poP
0
0000 000 00000middot0
euro 115J2CD 105
b 095
065 +-+-+-+-+-+-+-+-+-+-+-+-+-+-++-+-+-1o 9090 30 608deg
6 Relaxed constraint predictions of 0(8)0(0) for selected texture components (after Ref 16)
elastic moduli of polycrystalline metals can be pre-dicted from that of the single crystal moduli Inpractice it is not easy to estimate since the effect ofgrain boundaries as well as of the interaction betweenneighbouring grains must be taken into accountThree models have been proposed for the calculationof elastic properties in textured polycrystalline aggre-gates These are (a) the Voigt model which assumesan identical strain state in all the crystallites (b) theReuss model where the stress in each grain is sup-posed to be that applied to the bulk specimen and(c) the Hill approximation which employs an arith-metic average of the above upper (Voigt) and lower(Reuss) limits For deep drawing quality metal sheetsthe Hill formulation leads to the most accuratedescription of the elastic anisotropy The values ofthe single crystal elastic constants that are selectedhave a significant effect on these predictionsCalculated values of Youngs moduluslv using theHill approximation are plotted against 8 the angleto the rolling direction for several important texturecomponents in cold rolled and annealed low C steels(Fig 7) The variation of E with angle 8 is leastfor the orientations 111(110) and 111(112)followed by 554(225)
Characterisation of textures in lowcarbon sheet steelsCold rolling and recrystallisation textures in ferritebased steels have commonly been described in termsof certain orientation fibres in Euler space It iscustomary to plot the orientation density along thesefibres and to use their relative intensities to distinguishthe hot band cold rolling or recrystallisation texturesof one steel from another These fibres have beenreferred to as the a y 1 and 82021 However theterms a and y for the fibres can lead to confusionbecause of the a and y phases in steel In order toavoid these difficulties they will be referred to insteadas the RD (rolling direction) and ND (normal direc-tion) fibres respectively as defined in more detailbelow In earlier publications the existence of anotherfibre known as the 3was also reported this wasessentially on the basis of the theoretical predictionof cold rolling textures The locations of all thesefibres in Euler space are shown in Fig 3 (except forthe 3-fibre)and their specific orientation ranges arelisted below
(i) RD or a-fibre running from OOl(110) to111(110) along (110)IIRD
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
10 100 30 60 90 0 30 60 90
edeg edeg30 30
554lt225gt 110ltOOlgt
25 N 250-0-0
N o 0E E 0
0_00-000-00-000-0- p 000_z 0_0-0-0-0z 0
f 20 f 20 I
b b dOor- 0r- O
w5 ui 15 0middot0-0-
134 Ray et al Textures in low and extra low carbon steels
N 25EzC) 20Nbor-
- OO1ltt 10gt
ui 5
30 60edeg
~ 25Ezf 20bor-
111lt110gt
w5
0 +-+-t-t-+-t--l--+-+-+-+-+-+-+-+-~~o 30 60
edeg
ui 15
I
I I I I30 60edeg
90
111lt112gt
~ 25Ezf 20bor-
ui 15
90 30 60edeg
7 Plots of Youngs modulus E v angle (J with respect to rolling direction for selected texture components(after Ref 16)
(ii) ND or y-fibre running from 111(110) to111(112) along (111) liND
(iii) RD or 17-fibrerunning from 001(100) to011(100) along (100)IIRD
(iv) TD (transverse direction) or s-fibre runningfrom 001(110) to 111(112) along(110)IITD
(v) ND-RD or j3-fibre running from 112(110)to 11 11 8(4 4 11) along a (110) fibreaxis inclined at 300 to ND in the ND-RDplane
Commercially produced sheet steels can be made withcontrolled compositions and processed to producecontrolled crystallographic textures The texture canbe regarded as a controlled variable The main typesof commercial sheet steels which are distinctive withrespect to texture can be classified based on steelcomposition as follows
1Rimmed steel no longer widely produced becauseof the conversion from ingot pouring to strandcasting
2 Aluminium killed steel3 Aluminium killed steel ELC (vacuum degassed
vacuum decarburised to lt 0middot01000C)
International Materials Reviews 1994 Vol 39 No4
4 Ordinary Ti stabilised interstitial free (IF) steel(typically 0middot006-0middot0100oC (max) 007-012Tiie highly alloyed)
5 Ordinary Nb stabilised IF steel (typically0006-001000C (max) 008-012Nb ie highlyalloyed)
6 Titanium stabilised IF steel ELC type (typically0middot003degAlC(max) 000200N 005-007 Ti ielightly alloyed)
7 Niobium stabilised IF steel ELC type(0middot0300Nb) ie lightly alloyed)
8 Nb + Ti stabilised IF steel ELC type (typi-cally 0middot003C (max) 0middot002N 00100AlNb 0middot03Ti ie lightly alloyed)Details of the characteristics of the textures developedin these steels based on this classification follow
Historical development of interstitial free steelsOrdinary (or conventional) interstitial free (IF)steels were developed commercially in the late 1960s
Technically the term I-F Steel should not be used since it is aregistered trade mark issued to the then Armco Steel Corp Armcowas the first US steelmaker to make this type of steel starting in 1970
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
and early 1970s following the introduction of vacuumdegassing technology in the steel industry Since thecurrent routine capability of achieving very low Cand N contents (C = 30-50 ppm max N = 20-30 ppmmax) was not realised at their inception these originalIF steels were relatively highly alloyed by presentstandards When these IF steels were developed theexisting steelmaking technology resulted in higherinterstitial element levels (C = 50-100 ppm N =40-80 ppm) The IF steels produced commerciallywere Al-killed (002-00700AI) and alloyed with eitherTi (generally 007-012) or Nb (generally 008-01200) or with binary additions of Nb + Ti (typi-cally 005Nb 0middot05Ti) In these steels if only Tiwas added the Ti scavenged both the C and N ifonly Nb was added the Nb scavenged only the Cwhile the N was combined as AIN and if both Tiand Nb were added the Ti scavenged both the C andN (if the Ti(C +N) ratio was lt4 1 the Nb wouldcombine with the remaining C)
It is likely that the first type ofTi stabilised ordinaryIF steel was developed by Shimizu et al22 of theYawata Iron and Steel Co Ltd (known today as theNippon Steel Corp) The introduction of this gradewas followed by that of the Nb (Ref 23) and(Nb + Tif4 stabilised types of IF steel by the ArmcoSteel Corp (now AK Steel Corp) A distinguishingfeature of these ordinary IF steels was that theycontained a considerable excess of the stabilisingelements which did not combine with either C or NIt is precisely this difference compared with the moremodern ELC (or ULC) IF steels that leads to measur-able differences in texture development The lattercontain only minor amounts of uncombined solutealloying elements
Extra low carbon (ELC) or ultra low carbon (ULC)IF steels came about as a result of the introductionto steelmaking technology of the bottom blown con-verter and a reformed RH vacuum degasser whichenabled significantly lower C and N levels (C =30-50 ppm max N =20-30 ppm max) to be consist-ently attained The attainment of lower interstitiallevels permitted the use of substantially reduced soluteadditions (Nb andor Ti) to achieve the interstitialfree state These events transpired in the 1980s Aprincipal driving force in this development was thewidespread implementation of continuous annealinglines in Japan The Kawasaki Steel Corp in partic-ular played the major role in developing this type ofIF steel The article by Obara et al25 dealing withELC steels provides further details of the develop-ments which occurred
While the ELC IF steels provide rm values whichare relatively insensitive to coiling temperature andannealing method (continuous v batch annealing)they require higher cold reductions to attain the levelsof rm associated with ordinary IF steels Strictlyspeaking the ELC IF steels have somewhat lower rm
values after continuous as opposed to batchannealing The planar anisotropy is also different forthe two annealing methods as a result of small butsignificant differences in the textures produced Theplanar anisotropy of cold rolled (CR) batch annealed(BA) ordinary Nb stabilised IF steels (the first typeintroduced commercially) differs from that of the ELC
Ray et a Textures in low and extra low carbon steels 135
Nb stabilised IF steels produced today This is partlybecause hot bands of the latter grade contain a lessintense 112(110) texture component than found inthe hot bands of ordinary Nb stabilised IF steelsThese characteristics of the various types of IF steelare described in detail in the sections that followwhere references are provided for each of the traitscited
As will be seen in more detail below the relativelyhigh level of Nb in the ordinary IF steels is responsiblefor more austenite pancaking and therefore for theincreased intensity of the rolling texture componentsin the austenite before transformation The latter arein turn responsible for the more intense 112(110)(and 332(113raquo) components in the ferrite aftertransformation To compensate for the reduced Nblevel and 112(110) component intensity in theELC IF steels additional cold reductions are required
Conflicting reports plague the subject of texturesin sheet steels and frequently make it difficult andsometimes impossible to draw clear cut conclusionsIn many cases discrepancies result from differencesin the procedures used to obtain the results The keyword here is comparability For this reason thecharacterisation of the textures of the various typesof steel in this section is based as far as possible onstudies that employed comparable procedures
Table 2 lists the different grades of low and extralow carbon steels the textures of which have beencharacterised The compositions of the steels theirprocessing histories and the types of texture sampleused sheet or compositePr are also indicated inthe table The steels were commercially melted andcast and mill hot rolled (HR) an exception appliesto the ELC IF steels which were mill cast butlaboratory processed thereafter Cold rolling andannealing were conducted either in the mill or in thelaboratory as indicated in Table 2 When significantthrough thickness texture gradients were presentcomposite samples were employed to provide theaverage through thickness texture Some of the resultsare taken from published articles of necessity how-ever the use of the comparative method has requiredthe incorporation of some previously unpublishedresults as well
The development of cold rolling and annealingtextures in low carbon and extra low carbon steels isaffected by each aspect of their processing historyThe operations of importance thus consist of hotrolling cold rolling and annealing The characteristicsof the textures formed during these three differentstages of processing and the factors that affect themare discussed below for the different steels listedabove
Hot band textures in low carbon sheet steelsThese steels are all ferritic but are hot rolled in sucha manner that rolling is completed while they are stillin the austenite phase An exception applies to somespecial ELC IF steels for which the final rollingreductions are intentionally carried out in the ferriterange (warm rolling) Results for this case are notpresented here The hot band ferrite texture is formedby transformation from the austenite and is not adeformation texture resulting directly from rolling
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
136 Ray et al Textures in low and extra low carbon steels
RD bullbull --_
CUBE (8)i(001)[010]
(001)[Ho](001)[110]BRASS (4)ft
GOSS (8)
(112)[110]
COPPER (8) S (5)
-c--------~BRASS(~ -GOSS (8) (112)[131] BRASS (8)
---------- -------r(l- ------~ - -GOSS (8) (111)[121] (111)[011]
t tBRASS (8) GaSS (8)
(111)[H2](111)[1To]
(110)[110]
8 Selected bcc product orientations in tP2 =45degsection (Bunge notation) showing fcc parentorientations from which they originate (afterRef 37)
(except for the special case of ELC IF steels hot rolledin the ferrite range)
Effect of y-to-ex transformation on ferrite texturesDuring hot rolling the parent austenite phasedevelops a crystallographic texture which is laterinherited by the ferrite on transformation At rela-tively high temperatures of rolling (ie above the Tnr
or austenite no-recrystallisation temperature) a weakrecrystallisation texture is formed The austenitein this case displays the cube 001(100) texturewhich transforms primarily into the rotated cubeOOl(110) in the ferrite If on the other handthe austenite is not able to recrystallise during orafter rolling it develops a sharp texture containingthe brass 110(112) copper 112(111) and S123 lt634) components together with a weaker Goss110 (001)
During the austenite-to-ferrite transformation theKurdjumov-Sachs (KS) orientation relationship isgenerally followed3536 According to this model oneparent orientation transforms into 24 product orient-
90 bullbullbullbull--I bullbullbullbull~-- bullbullbull_I--ampo-I_ bull80
70
60 ~
~50 05 1C
~40 L30
20
10
O~ bullbullbullbull-r--r----r~ bullbullbullbullbullr-+-- bullbull2
o 10 20 30 40 SO 60 70 80 908deg
9 tP =45deg section (Roe notation) of ODF of hot rolledAK steel (L-K composite sample) (after Ref 28)
ations or variants Figure 8 represents the ~2 =45degsection (Bunge notation) in which selected bee prod-uct orientations calculated according to the KSrelationship are identified together with the fccparent orientations from which they have formedThe number of variants corresponding to each prod-uct orientation is indicated within brackets after thename of the respective parent orientation
Hot rolled rimmed and drawing quality AI-killedsteels (DQAK)Rimmed and AK steels have virtually identical andvery weak nearly random HR textures with the001(110) (transformed austenite recrystallisation)component being approximately 2 times random(2 x R)26 The ODF of Fig 9 for a mill produced AKHR steel shows the texture which differs onlynegligibly from that of a HR rimmed steel Therecrystallisation of austenite during hot rolling isunimpeded in these two types of steel and is suffic-iently rapid for recrystallisation to be essentiallycomplete before the transformation to ferrite This
Table 2 Steels used for characterisation of crystallographic textures
Composition wt- AnnealingHR CTt Type of PF
Steel type C Mn AI N Process DC CR Temp DC Time h samples Ref
Plain low carbonAK-HR (O018S) 0middot042 0middot31 0028 0middot0093 A 593 L-K 26AK-CRA (0018S) 0middot042 0middot31 0middot028 00093 B 593 60 738 10 L-K 26AK-CRA (O008S) 0middot041 0middot20 0middot032 00060 C 566 65 721 20 S(14T) RD 27(low Mn low S)
Ordinary IF steels024Nb IF 0middot0063 0middot40 0middot044 00056 C 649 62 746 20 L-K 28030Ti IF 00048 0middot30 0middot096 0middot0044 C 704 60 738 16 L-K 270095Nb IF 00033 040 0middot023 00063 D 649 70 732 4 S(14T) 2930013Ti IF 0middot0031 0middot22 0040 00056 C 621 66 738 16 S(14T) RD 27
ELC IF steels0023Nb IF (ELC) 00028 018 0middot037 00017 E 704 75 732 4 S(14T) 310037Nb IF (ELC) 0middot0027 0middot16 0middot059 00038 E 704 75 732 4 S(14T) 31
A mill HR tCT coiling temperatureB mill HR CR and laboratory SA + PF pole figureC mill HR CR SA L-K Lupata-Kula type composite sample (Refs 32 33)D mill HR and laboratory CR SA RD RD composite sample (Ref 30)E mill strand cast laboratory HR CR SA S(14T) sheet sample 14 thickness position
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90-1-bullbullbullbullbullbullbullbullbullbullbull
80
70
60
Ray et ale Textures in low and extra low carbon steels 137
~ 50Cl
~40
30
20
10
O--r-rTTTT-rl~r+-H-r-1~~~-~JLJ~~~30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
edeg10 iJ = 45deg sections (Roe notation) of ODFs of hot rolled a 0middot24Nb ordinary IF steel and b 0middot3000Ti ordinary
IF steel (L-K composite samples) (after Refs 2728)
interpretation is supported by the relative absence ofother texture components in the ferrite indicatingthat the austenite did not contain any rollingcomponents before transformationHot rolled ordinary interstitial free (IF) Nb and Tistabilised steelsThe ODFs of two highly alloyed mill HR IF steelsare presented in Fig lOa and b one a 02400Nb andthe other a 0middot30Ti steeI272838 Compared with theHR rimmed and AK steels the textures here are quitestrong The 024Nb stabilised steel can be charac-terised as displaying a (110)IIRD partial fibre witha strong peak near 112(110) of 4 times random(4 x R) Weaker components of interest are the001(110) at 2middot4 x R and the 554(225) or moreaccurately 332(113) at 2middot2 x R The Ill fibretexture (lllIIND) is not found
The 0middot3000Ti stabilised steel also displays a strongHR texture but one which differs somewhat fromthat of the Nb steel It is again characterised by a(110)IIRD partial fibre but with the strongest com-ponent (63 x R) at OOl(110) while the 112(110)IS weaker at 3middot6 x R in this case A further componentof interest is the 332(113) at 2middot2 x R
Thus the 001(110) is more intense than thelI2(110) in the Ti steel whereas the inverserelationship applies to the Nb steel The results ofSchlippenbach et al20 on the HR texture of a0middot22Ti steel measured at the midthickness of thesample showed f(g) values equal to 3middot3 and 4middot7 at112(110) and 001(110) respectively this againshows that the latter orientation is favoured in the Tisteel Conversely in experiments performed on a009500Nb steel where the texture was again meas-ured in the midthickness of the sample reported f(g)values f 7middot6 and 5middot2 at 112(110) and OOl(110)respectively are in agreement with the observedtrends in Nb steels as described above2930 Thestrength of the 112(110) component of the HRtexture of Nb IF steel does not decrease much withreduction of the solute Nb content For examplewhen the solute Nb content is reduced from 0middot19 to
003 the strength of the 112(110) only declinesfrom 3middot8 x R to 2middot5 x R (Ref 28)
The above results indicate that the dominant com-ponent of the HR texture is 112(110) in the Nbsteels and OOl(110) in the Ti steels From Fig 8 itcan be seen that the 112(110) ferrite component isderived principally from the Cu 112(111) com-ponent of the unrecrystallised austenite with a poss-ible contribution from the weaker Goss 110(001)component By contrast the OOl(110) ferrite com-ponent is obtained partly from the cube OOl(100)component of the recrystallised volume fraction ofthe austenite and partly from the brass 110(112)component of the unrecrystallised volume fractionTh~s it appears from the intensities that during hotrolhng the austenite in the Nb steel is essentiallypancaked (unrecrystallised) while the austenite ispartially recrystallised in the Ti steel
The retardation of austenite recrystallisation in theNb steel during hot rolling is attributable to twocomplementary factors (a) the presence of solute Nbin the austenite and (b) the precipitation of Nbcarbonitrides in the matrix Hook and Ny038 havefor example shown that ferrite recrystallisation isretarded in Nb IF steels by both Nb in solid solutionand by the presence of fine dispersions of NbC Nbin solid solution having the greater effect This viewis supported by the low interstitial content of thesesteels By contrast Ti in solution in the austenite doesnot appear to be as effective as Nb in retardingaustenite recrystallisation Furthermore Ti carbo-nitrides are less likely to form than Nb carbonitridesat hot rolling temperatures in the austenitic rangeand are therefore less effective in preventing austeniterecrystallisationHot rolled extra low carbon Nb and Ti stabilisedsteelsExamples of hot rolled textures evaluated by ODFanalysis for ELC IF steels falling in the compositionranges defined previously were difficult to find Theonly HR texture results reported for steels finishrolled in the austenite range are in the form of pole
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
138 Ray et al Textures in low and extra low carbon steels
figures Hutchinson et a139 published a (200) polefigure for a HR steel containing 0004C 004AIO003N 0028Nb and 0middot03300TiThey describedthe texture as weak and concluded that the alloycontent was insufficient to prevent recrystallisationbetween passes Kwon etal presented a (110) polefigure for a HR steel containing O003500C0049AI0003900N and 0middot07700Ti They interpreted thetexture as weak and considered that it did not resultfrom transformation of a substantially unrecrystal-lised austenite
Figure 11 shows the ~2 =450 section (Bungenotation) of the ODF from a hot rolled ELC IF steelcontaining 0middot0018C 0middot14Mn 0middot004P 0middot003S0042AI 0002300N 0010Nb and 007900Ti(Ref 41) The sample employed for texture measure-ment was prepared from the midthickness of the hotband The hot band texture of this ELC Nb + Ti steelis qualitatively similar to that of the AK steel L-Kcomposite sample (see Fig 9) A quantitative compari-son of Fig 11 with Fig 9 is of doubtful validitybecause of the different sample types used to evaluatethe textures Both textures are characterised by001(110) as the major component The hot rollingtexture of the ELC Nb + Ti steel can also be seento resemble that of the ordinary IF steel containingTi (Fig lOb L-K composite sample) which wasobtained by transformation from the texture of apartly recrystallised and partly pancaked parentphase
Samuel et al42 studied the recrystallisation behav-iour of a Ti-containing ELC IF steel under simulatedstrip rolling conditions The steel composition was0middot004C 02Mn 0middot008S 000400N and0middot06600Ti They observed that very fine Ti(CN) andTi4C2S2 particles are precipitated during hot rollingThe relatively high temperatures of roughing com-bined with the small precipitate volume fraction(because of the low C and N concentrations) renderedthese precipitate particles ineffective for the retard-ation of recrystallisation during the early stages ofrolling In the finishing stages there is little effect onthe recrystallisation kinetics because of the shortinterpass times involved When finishing temperaturesjust above the Ar3 were employed some strainaccumulation took place during the later stages offinishing which led to the initiation of dynamicrecrystallisation These results indicate that theaustenite of hot rolled ELC IF steels is essentially ina recrystallised state before transformation whichexplains why the ferrite transformation texture isweak As discussed above the cube texture in therecrystallised austenite transforms primarily into therotated cube in the ferrite (Fig 8) Similar behaviouris expected from Nb-containing ELC IF steels
Najafi-Zadeh et al43 investigated the influence ofhot strip rolling parameters on austenite recrystallis-ation in three ELC IF steels with 0middot003500C andcontaining 0056Nb 006500Ti or 002800Nb+0middot035Ti They found that the increase in flow stressin the finishing passes (due to retained work harden-ing) is more marked in the Nb than in the Ti or theNb + Ti steel This indicates that the Nb in solutionwas more effective in retarding recrystallisationthan the Ti (Here the interpass times were too short
International Materials Reviews 1994 Vol 39 No4
0rT-r-Ir--------r---_~I
30
90 0 6030 90ltigtldeg
11 tP2 =45deg section (Bunge notation) of ODF from0middot01Nb + 0middot0800Ti hot rolled ELC IF steel (sheetsample) (after Ref 41)
to permit significant precipitation) Such solute re-tardation is responsible for the higher intensities ofthe transformed rolling texture components (ie thetransformed Cu brass and S conlponents seeFig 8) in the hot band textures of Nb as comparedwith Ti or Nb + Ti steels
Cold rolled textures in low carbon sheet steelsRimmed and drawing quality AI-killed steelsCold rolled textures are virtually identical for rimmedand AK steels when they are evaluated on a compar-able basis as shown by Heckler and GranzowIt has been noted that the HR textures of the twotypes of steels are similar displaying only a weak001(110) component With increasing coldreduction these low carbon steels develop both apartial (110)IRD fibre and a 111IIND fibre Thetransformed austenite recrystallisation component001(110) also sharpens perceptibly The strongestcomponent of the texture is displaced from111(110) at 60 cold reduction towards112(110) at 80 All these features can be seen inthe ODF plots (Fig 12a and b) of a rimmed steelcold rolled 60 and 8000(Ref 26)Cold rolled ordinary Nb and Ti stabilisedIF steelsOrdinary Nb stabilised IF steels have CR texturescharacterised by a sharp (110)IIRD partial fibre withmaximum intensities at the 112(110) orientationWhen the cold reduction is held constant at 60 thestrength of the 112(110) (transformed Cu) orient-ation increases with the concentration of Nb in solidsolution this reflects the increase in the strength ofthis orientation in the HR state attributable to austen-ite pancaking The ratio of the strength of 112(110)to 554(225) (transformed brass) in the CR stateis about 2 1 (Ref 28) The 001(110) componentis approximately as strong as the 554(225)component
As shown above the 112(110) orientation is thestrongest component in HR Nb stabilised IF steelsbecause of austenite pancaking (Fig lOa) while in
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 139
90 -t-bullbull-bullbullbullbull-I_~~-+-~----~-t--~ bullbull_~~-- bullbullbull~ bullbullbull--1~80 ~3
70 ~2
60
if 50tS~40
30
20
10
O bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull----bullbullbull--l bullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbullbull_ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull- bullbullbullbullbullbull-
i(b)
70 80 90 10 20 30 40 50 60 70 80 908deg
o 10 20 30 40
12 lJ = 45deg sections (Roe notation) of ODFs of rimmed steel cold rolled a 6000and b 80 (L-K compositesamples) (after Ref 26)
HR ordinary Ti stabilised IF steels the strongestorientation is 001 (110) as a result of austeniterecrystallisation (Fig lOb) In a similar manner thetexture of CR ordinary Ti stabilised IF steels differsquantitatively from that of the equivalent Nb steelsThe former can be characterised as having majororientations whose strengths decrease in the order112lt110) 554(225) and 001(110) Howeverthe intensities of these components are appreciablylower than in the comparable Nb steels ODFs arepresented in Fig13a and b for the highly alloyed0middot24Nb and 0middot30 Ti cold rolled IF steels discussedabove The listing of key texture components inTable 3 shows how the strengths of the 112(110)(transformed Cu) orientations increase with the con-centration of Nb in solution which varied from0middot002 to 0middot03 and to 0middot19 in the order given
While cold rolling results in significant strengthen-ing of the Ill (110) in rimmed and AK steels itleads to greater enhancement of the 112(110) in
Nb and Ti stabilised IF steels at comparable coldreductions of 60 These results are explicable interms of the relative strengths of the 112(110)component in the hot bands of these four types ofsteel as shown in the section Effect of hot rolledgrain size on cold rolled and cold rolled and annealedtextures below
Cold rolled extra low carbon Nb and Tistabilised steelsFigure 14a and b shows the ~2 =450 sections (Bungenotation) of the ODFs of an ELC IF steel containingboth Nb and Ti after cold reductions of 70 and 8500(Ref 44) The HR texture of this steel has beendescribed above (see Fig 11) Cold rolling producessharp RDI(110) and NDII(lll) fibres in this steelthe intensities of which increase with the amount ofcold reduction The main component 001(110) ofthe hot rolled texture also sharpens significantly withincreasing cold reduction (see Fig 14) Furthermore
90 ~-1~~~~~~~~IIIIIIIIII bullbullbullbullbullbullbullbull IIIIIII bullbullbullbullbullbullbullbull _
80
70
60
if 50tS
~40
30
20
10
o bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~~~_ bullbullbullbullo 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8 deg (b)
13 tJ = 45deg sections (Roe notation) of ODFs of cold rolled ordinary IF steels containing a 0middot2400Nb andb 0middot30Ti (L-K composite samples) (after Refs 2728)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
140 Ray et al Textures in low and extra low carbon steels
o 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt V 111lt123gt bull 111lt112gt
8
30
60
(a)90
o 30 60CP deg
tnQ)
C
e
11 10
(b)
9090 0 30
CP deg60
14 tP2 = 45deg sections (Bunge notation) of ODFs of ELC IF steel of Fig 11 after cold reductions of a 7000 andb 8500 (sheet samples) (after Ref 44)
the strongest component of the cold rolling texturewhich is located at IV 112(110) after 7000 coldreduction undergoes a perceptible shift to the223(110) position after 8500rolling
The development of cold rolling textures in lowand extra low carbon steels has recently been dealtwith in some detail by T6th et al45 They predictedthe stability of the main rolling texture componentsanalytically using a rate dependent theory for mixed112lt111gt and 110lt111gt slip Both full constraint(Taylor) and relaxed constraint (lath and pancake)grain interaction models46-49 were employed for thispurpose An orientation stability map derived bythem and plotted in the ~2 =45deg section (Bungenotation) is presented in Fig 15 In this figure thenumbers associated with the contour lines refer to anorientation stability parameter S This displays highvalues in regions of Euler space where the orientationsare relatively stable and low values (these can evenbe negative) where the degree of stability is low
A study of the above diagram indicates that theprincipal component inherited from the recrystallisedhot band ie 001(110) is a fairly stable orientationand that is why its intensity increases during sub-sequent cold rolling Of the two major texture com-ponents observed in hot bands processed in the y norecrystallisa tion range the 113 IV 112lt110gt was
found to be highly stable during further deformationwhereas the 332(113) component shifts towards554(225) and then to 111(112) during sub-sequent rolling At large strains there is a net rotationfrom the 111(112) to the 111(110) position Theorientations possessing the highest stability arethe 112(110) and 445(110) followedcloselyby the223(110) The experimental cold rolling texturesof low and extra low carbon steels described aboveagree remarkably well with the above predictionsIn the case of the ELC IF steels however the223(110) appears to be slightly more stable thanthe 112(110) at larger strains (see Fig 14)
Annealing textures in low carbon sheet steelsValid comparisons of the cold rolled and annealed(CRA) textures of various steels should be made forthe same amount of reduction and annealing method(batch v continuous) For some steels heating ratealso has an important effect on the nature of therecrystallisation texture developedAnnealed rimmed steel and drawing qualityAI-killed steelsThe ODFs of the batch annealed rimmed and AKsteels published by Heckler and Granzow (seeTable 2) indicate the following trends During the
Table 3 (J) (IjI 8 tP) intensities of components ( x Random) (Refs 27 28)
111(112) 111(110)Steel Condition 112(110) 001(110) 5541(225)
0073Nb0middot092Nb024Nb0middot30Ti
CRCRCRCR
7middot27middot89middot05middot0
4middot14middot14middot13middot9
4middot64middot44middot24middot1
4middot64middot44middot13middot8
4middot04middot14middot33middot6
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
(001)[110] ~r-----=--~~T---========t(001 )[110]
eo
1 (112)[1~O](223)[110](445)[110] 3 (111)[011] 0
(111)[110] 4 -- --------i-------5~~~(111)[TI2](111)[121] 1 (554)[225]
(332)[113]
(114)[110]
(113)[110] (113)[332]
-1 (112)[111]
o
cp-
15 Orientation stability map for rolling presented intP2=45deg section (Bunge notation) (after Ref 45)
early stages of recrystallisation the RDII(110) andND II lt111) fibres decrease in intensity in both steelsThe ltIll) fibre decreases to a greater degree in therimmed than in the AK steel On further recrystallis-ation and grain growth the (Ill) fibre increases instrength in both steels though to a greater degree inthe AK steel As a result the strongest componentof the texture is the 111(110) at 55 x R in theAK steel (see Fig 16a) because of the trends describedabove the 111(110) is only 30 x R in therimmed steel The CRA rm reported for the AK steelwas 15 while it was reduced to 1middot2 for the rimmedsteel because of the lower intensity of the Ill fibre
The ODF for the CRBA AK steel (03100Mn0018S) of Fig 16a should be compared with thatpertaining to a current low Mn low S AK steel(020Mn 0008S) shown in Fig 16b27 The AKsteel investigated by Heckler and Granzow was of acomposition and processing history typical of its day(1969) Subsequent advances in steelmaking tech-nology which provided for desulphurisation permit-ted reductions in the Mn content This combined
Ray et al Textures in low and extra low carbon steels
with the implementation of somewhat higher coldreductions resulted in stronger CRBA textures in theAK steels as illustrated in Fig 16b this led in turnto higher rm values 1middot8 in this case
For continuous annealing the textures are the samefor both types of steel they essentially correspond tothat of a BA rimmed steel and are perhaps evensomewhat weaker Because of the reduced intensityof the Ill fibre the -laquo values for both types of steelgenerally fall in the range 11-12 The developmentof strong CRA textures and high rm values in conven-tional AK steels requires among other factors theslow heating rate associated with the tight coil boxannealing processAnnealed ordinary interstitial free Nb and Tistabilised steelsThe textures of annealed IF steels are of particularinterest because the plastic properties especially ther-values depend so sensitively on the texture TheCRBA textures and inplane r-value distributions differsignificantly from those for the rimmed and AK steelsIn general both the Nb and Ti IF steels displayCRBA rm values of about 2 or higher At equivalentcold reductions of about 60 the Nb steels usuallyhave an r-value distribution 10 lt 145 lt 190 while theTi steels usually have 10 gt 190 Increasing the amountof reduction results in moderate increases in theCRBA 10 and 190 values and in a more substantialincrease in the 145 values for both steel types The145 values seem to increase more rapidly with coldreduction in the Nb steels so that occasionally10 lt 145 gt 190 These changes in r-value are intimatelyassociated with changes in the volume fractions ofthe individual texture components and in theirrelative contributions to the r-value distributionsshown in Fig 5
ODFs for the two highly alloyed CRBA ordinaryIF steels discussed above 024Nb and 0middot3000Tiare presented in Fig 17a and b At first glance thetextures appear to be equivalent but the planardistribution of r-values in the two steels2728 is quite
90 ~-~~---I-~~~~~amp - -1---80
70
60
~ 50C
~40
30
20
10
O-~---r_bullbullr-- bullbull_t~+_-r-~-p bullbull~~~~__~~ (b)
o 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80908deg
16 tP=45deg sections (Roe notation) of ODFs of a AK steel CR 60 and laboratory BA at 738degC for 10 h (L-Kcomposite sample) (after Ref 26) and b AK steel (low Mn low S) commercially produced 6500CRBA (RDcomposite sample) (after Ref 27)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
142 Ray et at Textures in low and extra low carbon steels
90 -I-~~~~~~~~~~-~~~~~~~80
70
60
if 50C
~ 40
30
20
10
O-Pi bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull-- bullbullbullbullbullbullbullbullbullbullbullbull--p bull - bull - bull - bullbullbullbull
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 909deg
17 iP=45deg sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a Omiddot24Nb and b Omiddot30Ti(L-K composite samples) (after Refs 2728)
different even though the rm values are the same thisis indicated in Table 4
In contrast to the CRBA AK steels in neither ofthese materials does the 111(110) componentdominate the texture Rather 111(112) is moreimportant than 111(110) as are the off 111 axiscomponents such as the 554and 667 orientationswhichare 5deg off the 111 axis as well as the 557which is 10deg off the 111 axis The intensities ofselected texture components in the two steels2728aregiven in Table5
It is evident from Fig 17a and b that both steelscontain a weak 110(113) component (8=90deg tf=25deg)which is stronger in the Nb (23 x R) than inthe Ti (V4 x R) steel This orientation is a character-istic of Nb IF steels even at much reduced Nbcontents but is not a notable feature of Ti IF steelsat reduced Ti contents In fact the textures differsignificantly in Ti IF steels when the Ti content isreduced to much below the 0middot30Ti level discussedhere In many respects they gravitate towards thoseof AK steels while the textures of Nb IF steels donot change much as the Nb content is reduced Thisis because Nb is an effective pancaking agent even atsolute levels as low as 0middot03
An ODF difference map27 for the two steels(024Nb-030Ti) is presented in Fig 18 Positiveregions of the map correspond to locations where theorientation distribution (OD) is stronger in the Nbsteel It should be noted that orientations near112(110) are stronger in the Nb steel while thosenear 111lt 110gt are stronger in the Ti steel Asindicated in Fig 5 the 112(110) component con-tributes high values of r45 while the 111(110) isassociated with ro lt r90bull Thus the differences in the
Table 4 Planar distribution of r-values IF steels(Refs 27 28)
Steel Condition r- 0 45 gO
024Nb CRBA 1middot98 1middot25 2middot30 2middot05O30Ti CRBA 1middot95 2middot03 173 2middot29
International Materials Reviews 1994 Vol 39 No4
planar distribution of r-values shown above are aresult of these texture differences
ODFs for the two more lightly alloyed CRBAordinary IF steels 0095Nb and 013Ti are pre-sented in Fig 19a and b (Refs 27 29 30) The textureof the 0095Nb steel (Fig 19a) looks very muchlike that of the 024Nb steel (Fig 17a) in spite ofthe substantial reduction in alloy content Howeverthe texture of the 013Ti steel (Fig 19b) differssubstantially from that of the 0middot30Ti steel (Fig 17b)Its 111 fibre is very strong and there is less per-turbation with respect to the relative strengths of itscomponents
The difference ODp27 for the latter two steels(0095Nb-013Ti) is reproduced here as Fig 20As before orientations near 112(110) in the0095Nb steel are stronger by up to 4 x R units inthis case Similarly orientations near 111(110) arestronger in the Ti steel (4 x R units) The r-values of
90
80
70
60
~ 50~~40
30
20
10
00 10 20 30 40 50 60 70 80 90
9deg18 tJ = 45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 17(Omiddot24Nb-Omiddot30Ti) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 143
90 ~--~~~~~--l-a--e~~~~~~~~14-
80
70
60
(b)
~50Cl
~40
30
20
10
O bullbullbullbullbull~--r---rbull ~-ro--~ bullbullbullbullbull-- bullbullbullbullbullbullbullbullbull-- bullbullbullbull~ bullbullbullbullbullbullbullbullbull--I~lf-o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
8deg19 tP=4So sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a 009degSNband b 0middot13Ti
(sheet samples) (after Refs 272930)
these two steels and of the low Mn low S AKsteeI27293o mentioned above are listed in Table 6 Asexplained above the high r45 value in the Nb steel isassociated with the increased 112(110) intensityand the high r90 value in the Ti steel with that of the111(110)
For the sake of completeness difference ODFs arepresented below for the (Nb IF - AK) and (TiIF - AK) steels In order to make this possible a013Ti steel ODF (RD composite sample) is firstintroduced in Fig 21 and an AK steel ODF (sheetsample) in Fig 22 The resulting difference ODFs areillustrated in Fig 23
From Fig 23a it is evident that the Nb IF steelcontains higher intensities of the 554(225) (2 x R)110(113) (2 x R) 112(110) (31 x R) and near8= 40deg tJ= 75deg orientations (4 x R) Conversely theAK steel contains more of the 111(112) (42 x R)The difference ODF for (013Ti - AK low Mn lowS) is illustrated in Fig 23b The Ti IF steel containshigher intensities of 554(225) (2 x R) 111(112)(18 x R) and the 557 and 667 components attJ=70deg which are stronger by 2middot2 x Rand 2middot3 x Rrespectively
The differences in texture between these BA steelsand those processed by continuous annealing (CA)are probably small as the r-value differences arequite small It has also been shown27293o38 thatfor ordinary Nb stabilised IF steels annealing con-ditions and heating rates have virtually no effect onr-value
Annealed extra low carbon Nb and Ti stabilisedsteelsDiscussions of ELC IF steels almost always focus onthe factors affecting r-value while texture data aresparse There is a need for a unifying investigation of
the HR CR and CRA textures of this class of steelcarried out in such a way that the results are com-parable The apparent paradox pointed out byHutchinson et al39 between the modest dependenceof rm on Nb content in ELC steels and the sharpdependence observed in ordinary Nb IF steels (seeFig 24) probably arises because of a lack of compar-ability The paradox involves the conclusion thatexcess solute Nb is necessary to ensure a high rmvalue which is not borne out by the ELC (ULC)steel data It appears instead that no paradox existsand that it arose because of an attempt to comparetwo sets of non-comparable data
First it must be recognised that the Mn contentsof sheet steels produced in the 1960s and 1970s weretypically in the 03-04 Mn range The materialsinvestigated by Hook et al28 all had Mn contents inthis range The o values for these steels lay in therange 12-15 The exception was a 0middot1Mn steelthat had a substantially higher ro value of 1middot8 Nowcurrent ELC IF steels have Mn contents of less than0middot2000typically 010-015 The Mn level is knownto have important effects on r-value and texture aswill be shown in the section Effect of substitutionalelements below It can be reasonably inferred thathad the steels studied by Hook et al contained Mnlevels as low as those of the ELC steels referred toby Hutchinson et al their rm values would have beenhigher especially at solute Nb contents below 0middot0300In addition the ordinary IF steels had been coldreduced by 60 whereas the ELC steels receivedreductions in the 75-7900 range Thus the apparentparadox can be resolved on the basis of the combinedeffect of both a reduced Mn content and the use ofsubstantially higher cold reductions on increasing ther-values of ELC Nb IF steels compared with theordinary type of Nb IF steel
Table 5 Strength of selected components CRBA IF steels ( x Random) (Refs 27 28)
Steel 112(110) 554(225) 557(472) 667(121) 111(112) 111(110)
024Nb 4middot6 7middot9 8middot3 8middot4 8middot00middot30Ti 2middot2 8middot5 6middot9 7middot9 7middot6
3middot85middot4
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
144 Ray et al Textures in low and extra low carbon steels
90
80
70
60
~ 50~~ 40
30
20
10
00
1
10 20 30 40 50 60 70 80 90
8deg20 tP=45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 19(0middot095Nb-0middot13Ti) (after Ref 27)
Figure 25a and b represents the annealing texturesof two ELC Nb IF steels containing 0middot02300 and0middot03700 Nb rcspectivelyP These steels were coldrolled 75 and then batch annealed The two texturesare similar and are characterised by nearly perfect111 fibres with intensity maxima located at554(225) (8=60deg tJ=OO) and 667(121) (8=50degtJ = 60deg) There is a perceptible difference between theannealing textures of ELC and ordinary (see Figs 17aand 19a) Nb IF steels In the latter case the generalintensities are lower and the 111(112) component isappreciably less intense than the 111(110) Further-more in the ELC grades off Ill axis orientationssuch as the 554 and 667 which are 5deg off the Illaxis predominate The greater balance between the two111 components leads to lower Ar-values (see Fig 5)and the higher concentration of orientations close tothe Ill fibre axis raises the rm value
Figure 26a and b illustrates the recrystallisationtextures obtained after laboratory salt bath annealingof the Nb + Ti ELC IF stcel for which the HR andCR textures were presented above (see Figs 11 and14) Evidently recrystallisation of this material leadsto general weakening of the RDII(110-) fibre andappreciable strengthening of the ND II(111) fibreThese effects become more prominent when the coldreduction preceding recrystallisation is increasedOverall the intensities of the 223(110) 112(110)and 001(110) components decrease drasticallywhile there is a corresponding sharpening of the111(123) and 111(112) components How-ever the off Ill axis orientations 554 667 and557 dominate the texture
Table 6 Planar distribution of r-values for IF steelsand AK steel (Refs 27 28)
Steel Condition (m (0 (45 (so
0095Nb CRBA 1middot93 149 2middot08 2middot05013Ti CRBA 2middot02 2middot07 173 2middot54AK steel CRBA 1middot77 183 1middot44 2middot35(low Mn low S)
International Materials Reviews 1994 Vol 39 No4
90
80
70
60
~50C
~40
30
20
10
00
(
10 20 30 40 50 60 70 80 908deg
21 tP=45deg section (Roe notation) of ODF of 0middot13TiCRBA IF steel (RO composite sample) (afterRef 27)
Factors controlling the textures of cold rolledand annealed low carbon sheet steelsThe development of textures in cold rolled andannealed low carbon steels is controlled by both steelchemistry and by processing parameters such as thehot band texture and grain size coiling temperatureamount of cold reduction and heating rate duringannealing Of these the effects of hot band textureand grain size will be dealt with in the next sectionwhile those of the interstitial and substitutional sol-utes will be discussed in detail in the sections Effectof interstitial elements and Effect of substitutionalelements respectively below Since the subject hasalready been reviewed by Hutchinson only briefreference will be made here to the effects of theprocessing variables
In a recent conference Hutchinson described howthe various material and process variables are to becontrolled so that the textureanisotropy of cold rolled
9 0 -I--L-a-Ir-~~+-~~+T-r-+--+-
80
70 ~60
~50
~ (~40
30
20
o
10 1O-t-bullbullbullbullbullbullbullbullbull--bullbullbullbullIl~-IIo~bull-
1
o 10 20 30 40 50 60 70 80 908deg
22 tP= 45deg section (Roe notation) of OOF of low Mnlow 5 CRBA AK steel (sheet sample) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 145
9080 070
060~ SO 0 a~40 0
3020100
0 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80 90(a) 8deg (b)
23 Difference ODFs for CRBA steels a Omiddot095Nb IF (Fig 19a) -AK (Fig 22) both sheet samples and b Omiddot13degcJTiIF (Fig 21) - AK (Fig 1Gb) both RD composite samples (after Ref 27)
and annealed sheet steels can be optimised he alsoranked these variables according to their significanceTable 7 reproduced in slightly modified form fromthe above work shows how different and conflictingrequirements can be satisfied to produce the bestpossible results One important such case concernsthe interaction between coiling temperature and heat-ing rate during annealing as can be seen in Fig 27
In Table 7 the term IF steel is used to includeboth ordinary as well as ELC IF steels It willhowever be useful to bring out the differences betweenthese two grades of steel by comparing their responsesto several important material and process variablesfor the purpose of attaining high r-value
Three factors significantly influence the formabilityof ELC IF steel sheet the composition annealingmethod and degree of cold reduction Of these factorsthe effect of cold reduction is the most substantialFor example Fig 28 shows the relationship betweendegree of cold reduction and rm value for two(Nb + Ti) IF steels produced by laboratory coldrolling of rolled hot band 2middot8 mm thick The steelshad the compositions given in Table 8 The rm valuesat 6000 reduction and below are poor relative tothose at 75 reduction and above for these twobatch annealed steels
Table 9 lists r-values for six ELC IF steels two Tialloyed two Nb alloyed and two Nb + Ti alloyedThese results were obtained from mill producedstrand cast slabs that were laboratory hot rolled coldrolled and annealed Batch annealing was conductedat 732degC using a 4 h soak Continuous annealing wassimulated using resistance heating to 843degC for 20 sFigure 29 depicts the relationships between rm valuecold reduction and annealing method It is evidentthat these ELC IF steels require higher coldreductions to achieve equivalent rm values of about2middot0 than the ordinary much more highly alloyed IFsteels Clearly the rm values of the ELC IF steels aresomewhat inferior for continuous compared withbatch annealing However it has been showrr thatheating rate has no measurable effect on the r-valueof the more highly alloyed Nb IF steels
Effect of hot rolled grain size on coldrolled and on cold rolled andannealed texturesHot rolled grain size has been shown to have a verysignificant effect on both CR and the subsequentCRA textures Hot band texture also has a significanteffect on CR and CRA textures When evaluating
Table 7 Control of parameters for optimising textureanisotropy of cold rolled and annealed steel sheets(Ref 50)
Low carbon steels
Parameter SA
Carbon contentManganese contentMicroalloying (AI Nb or Ti)Soaking temperature for hot rollingHot rolling scheduleFinish rolling temperatureCoiling temperature after hot rollingCold rolling reductionHeating rate of annealMaximum temperature of anneal
Low ()Low ()AI ()High ()()gt A3 ()Low lt600DC ()7020-50 K h -1 ()720DC
CA IF steels SA or CA
Low ()Low ()()
Low ()()gt A3 ()High gt700DC ()855-20 K S-1 ()850DC
Low ()Low ()NbfTi ()Low ()()gt A3 or ltA1 ()High ()90()900DC
() not critical () significant () important () vital
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
146 Ray et a Textures in low and extra low carbon steels
Table 8 Compositions of ELC (Nb + Tl) IF steels usedto determine effect of cold reduction onrm value Fig 28 (Ref 31)
Composition wt-
Steel C Mn AI N Nb Ti
3 0middot0036 0middot11 0middot045 0middot0011 0middot009 0middot0304 00033 010 0middot038 0middot0012 0007 0middot026
results concerning the effect of hot band grain size onCR and CRA textures care must therefore be takento ensure that the methods used to vary the grainsize do not also vary the hot band texture
The effect of initial grain size on the cold rolledtexture in a rimming steel was studied by JonesHudd and Dasarathy and reported by DasarathyNo significant difference in the cold rolled texturewas observed when the hot band grain size was variedover the range from ASTM 5-6 to ASTM 12-13However on recrystallisation by means of a rapidanneal at 700degC the annealing textures differedwidely The Ill ND fibre was strengthened appreci-ably in the fine grained material by contrast thellO(OOl) orientation was intensified in the coarsegrained steel
It was shown by Hook29 for a Nb stabilised ordin-ary IF steel that the hot band grain size has a
22
IF
ULC
20
16
14 0 002 004 006 o~ Q1Nb IN SOLID SOLUTION wt-
24 Effect of dissolved Nb on rm values of ELC andordinary IF steels (after Ref 39)
profound effect on the CR texture and thus on thesubsequent CRBA texture In steels of this type it isnot possible to increase the hot band grain size by asubcritical (below the AC3 temperature) anneal A hotband sample was therefore austenitised at 982degC aircooled to 694degC and then held for 1 h to ensurecomplete restabilisation of the steel The anneal pro-duced an increase in the hot band grain size from an
Composition wt-
Table 9 Extra low carbon IF steels compositions and r-values
Steel C Mn
A - ELC (Ti) 0middot0024 010B- ELC (Ti) 0middot0043 016C- ELC (Nb) 0middot0028 0180- ELC (Nb) 0middot0027 016E - ELC (Nb + Ti) 0middot0033 008F- ELC (Nb+ Ti) 00033 015
HR coilingSteel temp DC CR
A - ELC (Tl) 566 65566 75705 75566 80
B- ELC (Ti) 566 65566 75705 75566 80
C- ELC (Nb) 705 65566 75705 75705 80
0- ELC (Nb) 705 65566 75705 75705 80
E - ELC (Nb + Ti) 566 65566 75705 75566 80
F - ELC (Nb + Ti) 566 65566 75705 75566 80
Nb TiS AI N Nb (solute) Ti (solute)
0middot0052 0middot071 00017 lt0middot002 0middot068 0middot0450middot0043 0middot067 00047 lt0middot002 0middot080 0middot0400middot0070 0middot037 0middot0017 0middot023 0middot001 lt00020middot0064 0middot059 0middot0038 0middot037 0middot016 lt0middot0020middot0051 0middot059 0middot0013 0middot028 0middot006 0middot0030middot0080 0middot043 0middot0041 0008 0middot055 0016
Plastic strain ratio
Batch anneal Continuous anneal
0 45 90 r- m 0 45 90
1middot86 1middot81 2middot40 197 1middot64 1middot72 1middot35 2middot122middot01 1middot97 2middot56 213 2middot17 2middot20 1middot86 2middot741middot09 2middot10 2middot54 2middot17 2middot14 2middot03 1middot96 2middot62216 2middot00 2middot62 219 2middot22 2middot34 1middot93 2middot68180 1middot92 246 2middot02 177 1middot65 1middot63 2middot171middot88 2middot00 2middot52 2middot11 1middot85 1middot80 1middot70 2middot221middot86 2middot02 2middot56 2middot11 196 1middot81 1middot82 2middot381middot92 2middot22 2middot55 223 2middot01 1middot98 1middot82 2middot401middot83 1middot72 2middot36 1middot91 1middot79 190 1middot54 2middot201middot66 1middot86 2middot24 1middot90 1middot82 1middot64 170 2middot261middot98 1middot89 244 2middot05 2middot03 212 1middot76 2501middot96 214 258 2middot20 2middot09 2middot10 1middot86 2541middot84 1middot94 2middot64 2middot09 1middot76 1middot78 148 2191middot94 2middot04 2middot61 216 1middot80 1middot66 1middot88 2161middot96 2middot08 2middot67 2middot20 2middot02 2middot02 175 2middot441middot97 2middot20 2middot68 2middot26 1middot98 1middot90 1middot84 2middot451middot69 1middot64 2middot09 1middot76 1middot50 156 1middot32 1middot801middot80 212 255 214 1middot97 1middot83 1middot84 2middot361middot90 2middot06 2middot58 2middot15 2middot10 2middot16 1middot80 2middot63177 2middot06 2middot52 2middot11 2middot04 204 1middot84 2middot431middot64 1middot79 2middot30 1middot88 1middot57 1middot50 148 1middot841middot80 2middot02 2middot55 2middot10 1middot98 1middot80 1middot88 2middot341middot87 2middot02 2middot38 2middot07 1middot97 1middot90 1middot75 2481middot80 2middot08 2middot48 2middot11 1middot99 1middot86 1middot84 240
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
130 Ray et al Textures in low and extra low carbon steels
RD
x x0 0
bull IA
A Abull bullxO Ox
bull 111 lt112gtA 554 lt225gto 111 lt110gtx 112 lt110gt
2 (200) pole figure showing some importantorientations in deep drawing steels (Ref4)
Textures and mechanical propertiesRepresentation of textureTextures in rolled sheet metals are generally rep-resented as being of the type hkl ltuvw) whichsignifies that the hkl planes of the grains lie parallelto the plane of the sheet whereas their ltuvw) direc-tions lie parallel to the rolling direction More com-plex textures can be described as consisting of anumber of components of different severities
Conventionally texture is described by means ofpole figures Detailed descriptions of the X-raymethodsv that lead to the determination of polefigures can be found in several texts eg by Cullityand also in the monograph on textures in metals byHatherly and Hutchinson The positions of the (200)poles of some useful texture components in deepdrawing quality low and extra low C steels arepresented in pole figure form in Fig 2
It has been recognised that while pole figuresprovide a useful description of texture the inform-ation they contain is incomplete and at best semiquan-titative A more complete description is provided bythe crystallite orientation distribution function(CODF or ODF) which specifies the frequency ofoccurrence of particular orientations in three dimen-sional (Euler) orientation space This space is definedby three Euler angles which constitute a set ofthree consecutive rotations that must be given toeach crystallite to bring its crystallographic lt100)axes into coincidence with the specimen axesMathematical methods have been developed whichallow an ODF to be calculated from the numericaldata obtained from several pole figures
The most widely adopted notations employed forthe description of ODFs are those proposedindependently by Bunge and by Roell They usegeneralised spherical harmonic functions to representcrystallite distributions A detailed mathematicaltreatment of this subject can be found in the texts byBunge1213 While the Euler angles proposed by Bunge
International Materials Reviews 1994 Vol 39 No4
o (001)[110]
----qgt2
90middot rr-----_F----II---r
ctgt
IIIII
bull (001)[010]IIIIIIIII __
I (001)[110]
(110)[110] (111)[121] I
III
ND fibre
(110)[001]
3 Three dimensional view of Euler space withlocations of some important ideal orientationsand fibres (Bunge notation)
to describe the crystal rotations are centb lt1gtand cent2the set of angles employed by Roe are referred to ast 0 and ~ respectively These two sets of angles arerelated as follows
~1 = n2 - t ltIgt= 8 ~2 = n2 - cent (1)In the Bunge notation for cubicorthorhombic crys-talspecimen symmetry a three dimensional orient-ation volume may be defined by using threeorthogonal axes for centb lt1gtand ~2 with each of theEuler angles ranging from 0 to 90deg This volume isdivided into three basic ranges in which each orient-ation appears once The value of the orientationdensity at each point in this volume is simply thestrength or intensity of that orientation in multiplesof random units The information contained in athree dimensional ODF in Euler space can beexpressed in terms of
(i) peak type components that are indicated bypronounced maxima in the ODF
(ii) fibre type components in which a more or lessconstant intensity is found for a group oforientations related to one another by rotationsaround a particular crystallographic direction
A three dimensional view of the Euler space inBunge notation is presented in Fig 3 In this diagramthe locations of some technologically important fibresand a few ideal orientations have been plotted A twodimensional view of the cent = 45deg and cent2= 45deg sectionsin the Roe and Bunge notations respectively isillustrated in Fig4a and b in which several idealorientations are again identified Figure 4c and drepresent the nature of the ODF contour plots derivedfrom the same 200 110 and 211 pole figuredata set when plotted in the ~ =45deg (Roe notation)and cent2= 45deg (Bunge notation) sections respectivelyThese two diagrams clearly illustrate the relationshipbetween the above two types of notation and providea basis for the comparison of texture data using theRoe and Bunge methods
The quantitative evaluation of textures has beenmade possible by the availability of ODFs Many
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
(110] II RD
Ray et ale Textures in low and extra low carbon steels 131
60 -
90-
C)Q)
045 -~
(001)[110](i11)[110]
II
~_ (111)[121]
(001)[010] III
~(111)[011] - - I
(001)[110] (111)[112] I
30-
(001)[110] (111)[112]III
EP_ (111)[011]
(001)[010] I
I G)(111)[121]
I
(001[110] (111[110] (110)[110]
0-I (a)
oI I I
30 45 160S deq
(111)IND
0--11bullbullbullbullbullbull -- bullbullbullbull-
o(c) Sdeg
I I (b)
90 0I I $1 I I30 45 60 90
--lt1gt deg [110] II RD
(111)IIND
90 bullbullbullbullbullbullbullbullbull-- bullbullbullw
90 90(d) lt1gtdeg
4 Two dimensional views of a tJ=45deg section (Roe notation) b tP2=45deg section (Bunge notation) c ODFcontour plot in the tJ=45deg section (Roe notation) and dthe same ODF plot depicted in the tP2=45deg section(Bunge notation)
details of individual textures which may be ambigu-ous or difficult to identify in a pole figure can nowbe recognised more clearly because of the muchhigher resolving power of ODFs The ODF is desig-nated as f(g) in the Bunge convention and asw(lJ 8 tJ) in the Roe convention
Texture and r-valueThe major texture components found in the coldrolling and annealing textures of low and extra lowC (ELC) steels are listed in Table 1 Calculated valuesof the average strain ratio rm and the planar aniso-tropy ~rt pertaining to each texture component are
The ODF f(g) or w(ljJ (J cent) gives the probability density for theoccurrence of crystals within an elementary volume of Euler spaceThe ODF has been defined so that its integral over the Eulervolume is unity Normalisation is with respect to a randomtexture where f(g) or w(ljJ (J cent) = 1 everywhere in the Euler spaceTherefore the ODF for a textured material is expressed numericallyin ( x R) times random unitst The parameter ~r is defined as follows~r = (ro + rgO-2r4S)2 Thisis a measure of the tendency for ear formation during deep drawing
also listed These values estimated by Daniel andJonas by using the relaxed constraint method ofcrystal plasticity indicate the contribution of eachtexture component to the deep drawability as well asto the tendency to form 0deg and 90deg ears (~rgtO) and45deg ears (~rltO) Some plots of r V the angle 8 withrespect to the rolling direction as predicted by therelaxed constraint methodPt are given in Fig 5
An examination of Table 1 and Fig 5 leads tosome simple conclusions regarding the desirable or
Table 1 Major components observed in cold rollingand annealing textures of low C steelsRef 15)
Texture component rm tlr
001(110) 0middot4 -0middot8112(110) 2middot1 -2middot7111(110) 26 0111(112) 2middot6 0554(225) 26 1middot1110(001) 5middot1 8middot9
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
132 Ray et al Textures in low and extra low carbon steels
15
000o 0I o 0
o 0I
0 O
001lt110gt
(l)
J
~ 10J
05
o 0 ~~+-+-f--t--t-t-I-t-i-t-t-t-f-T-f
o 30 608deg
lllltllOgt
30 608deg
40 bullbullbullbull-r-r--r-r--r-r-r-r--r-r---r-1-
3530
s 25cti20
15
10
0500 +-t-+-t--t-+-+-+-+-+-+-+-l-f-I--HI-H
o
554lt225gt
30 60 908deg
4 0 -r-r-----~----r--Tr-rl---
3530
(l) 25J
cti 20gtJ 15
10
0500 +++++-+-+-+-+-+--t-+-+-t-+-t-t-t-1
o90 30 60 908deg
40 ---r--------------r-lr-r-l
35
30 00 00middot000
0 0 000000 00
~ 25~ 20J 15
111lt112gt
30 608deg
I1o
0000000000
110ltOOlgt
30 608deg
5 Plots of r v angle 0 with respect to rolling direction for selected ideal orientations as predicted by relaxedconstraint method (after Ref 16)
undesirable natures of individual ideal orientationsFor good deep drawability (characterised by high rmand minimum l~rD the components 111(110) and111(112) are clearly beneficial with the 554(225)component coming in as a close third preference Thisis why a strong and homogeneous Ill fibre textureis sought in low C steels designed for optimum deepdrawability Because the presence of the 111(110)component promotes the appearance of sixfold earsof the 30deg 90deg 150deg type (with valleys at 0deg 60deg120deg ) whereas that of the 111(112) componentis responsible for the formation of 0deg 60deg120deg ears(with valleys at 30deg 90deg 150deg ) equal intensities ofthese two components (ie a balanced Ill fibre)will lead to the relative absence of ears
The anisotropy of the yield strength which is alsorelated to deep drawability is discussed belowtogether with that of the elastic modulus of texturedsteel sheet which can be of importance in certainapplications
Texture and yield strengthFigure 6 illustrates how the yield strength a measuredalong a direction inclined at an angle 8 to the rolling
International Materials Reviews 1994 Vol 39 No4
direction is expected to vary for different texturecomponents These calculations were carried out byassuming that each texture component is the onlyone present (with no random background) and thatthere is a 15deg gaussian spread about the respectiveideal orientationP The yield strength varies some-what with 8 for the components 111(110)111(112) 554(225) and 001(110) By con-trast the 0(8)0(0) ratio varies considerably morewith 8 for the 110(001) and 112(110)components
Texture and elastic modulusThe maximum value of the Youngs modulus E ofiron and steel is obtained along the (111) directionand the minimum along the (100) The value of Ealong a certain direction whose direction cosineswith respect to the crystal axes are x y and z isgiven by the relationship
1 1 (1 1)-= ---3 ----- (X2y2 + y2z2 + Z2X2)E E100 E100 Ell
(2)
Generally speaking the directional dependence of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
111111111 06530 60 90 0 30 60 90
8deg 8deg135
lllltllOgt 125111lt112gt
e 115
0middot0000 00b~ 105
0-0-0 000000-0 - 00 0middot0-0-00b 095 0-00000-0 0-00
085
075
06530 60 90 0 30 60 90
8deg 8deg135
554lt225gt 125110ltOOlgt 0000
d 00 115 00 0
000b 0 00~ 105 00 -
00 0 0-0middot00000_00-00 00-0 b 095
085
075
0 115
~CDb 095
00000 000000o 00000
~ OOtltII0gt125
105
085
075
065 o
135
125
euro 115b
~ 105b 095
085
075
0650
135
125
0 115-J2 105CDb 095
085
075
0650 30 60
8deg
Ray et a Textures in low and extra low carbon steels 133
112 lt11 0gt125
085
075
poP
0
0000 000 00000middot0
euro 115J2CD 105
b 095
065 +-+-+-+-+-+-+-+-+-+-+-+-+-+-++-+-+-1o 9090 30 608deg
6 Relaxed constraint predictions of 0(8)0(0) for selected texture components (after Ref 16)
elastic moduli of polycrystalline metals can be pre-dicted from that of the single crystal moduli Inpractice it is not easy to estimate since the effect ofgrain boundaries as well as of the interaction betweenneighbouring grains must be taken into accountThree models have been proposed for the calculationof elastic properties in textured polycrystalline aggre-gates These are (a) the Voigt model which assumesan identical strain state in all the crystallites (b) theReuss model where the stress in each grain is sup-posed to be that applied to the bulk specimen and(c) the Hill approximation which employs an arith-metic average of the above upper (Voigt) and lower(Reuss) limits For deep drawing quality metal sheetsthe Hill formulation leads to the most accuratedescription of the elastic anisotropy The values ofthe single crystal elastic constants that are selectedhave a significant effect on these predictionsCalculated values of Youngs moduluslv using theHill approximation are plotted against 8 the angleto the rolling direction for several important texturecomponents in cold rolled and annealed low C steels(Fig 7) The variation of E with angle 8 is leastfor the orientations 111(110) and 111(112)followed by 554(225)
Characterisation of textures in lowcarbon sheet steelsCold rolling and recrystallisation textures in ferritebased steels have commonly been described in termsof certain orientation fibres in Euler space It iscustomary to plot the orientation density along thesefibres and to use their relative intensities to distinguishthe hot band cold rolling or recrystallisation texturesof one steel from another These fibres have beenreferred to as the a y 1 and 82021 However theterms a and y for the fibres can lead to confusionbecause of the a and y phases in steel In order toavoid these difficulties they will be referred to insteadas the RD (rolling direction) and ND (normal direc-tion) fibres respectively as defined in more detailbelow In earlier publications the existence of anotherfibre known as the 3was also reported this wasessentially on the basis of the theoretical predictionof cold rolling textures The locations of all thesefibres in Euler space are shown in Fig 3 (except forthe 3-fibre)and their specific orientation ranges arelisted below
(i) RD or a-fibre running from OOl(110) to111(110) along (110)IIRD
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
10 100 30 60 90 0 30 60 90
edeg edeg30 30
554lt225gt 110ltOOlgt
25 N 250-0-0
N o 0E E 0
0_00-000-00-000-0- p 000_z 0_0-0-0-0z 0
f 20 f 20 I
b b dOor- 0r- O
w5 ui 15 0middot0-0-
134 Ray et al Textures in low and extra low carbon steels
N 25EzC) 20Nbor-
- OO1ltt 10gt
ui 5
30 60edeg
~ 25Ezf 20bor-
111lt110gt
w5
0 +-+-t-t-+-t--l--+-+-+-+-+-+-+-+-~~o 30 60
edeg
ui 15
I
I I I I30 60edeg
90
111lt112gt
~ 25Ezf 20bor-
ui 15
90 30 60edeg
7 Plots of Youngs modulus E v angle (J with respect to rolling direction for selected texture components(after Ref 16)
(ii) ND or y-fibre running from 111(110) to111(112) along (111) liND
(iii) RD or 17-fibrerunning from 001(100) to011(100) along (100)IIRD
(iv) TD (transverse direction) or s-fibre runningfrom 001(110) to 111(112) along(110)IITD
(v) ND-RD or j3-fibre running from 112(110)to 11 11 8(4 4 11) along a (110) fibreaxis inclined at 300 to ND in the ND-RDplane
Commercially produced sheet steels can be made withcontrolled compositions and processed to producecontrolled crystallographic textures The texture canbe regarded as a controlled variable The main typesof commercial sheet steels which are distinctive withrespect to texture can be classified based on steelcomposition as follows
1Rimmed steel no longer widely produced becauseof the conversion from ingot pouring to strandcasting
2 Aluminium killed steel3 Aluminium killed steel ELC (vacuum degassed
vacuum decarburised to lt 0middot01000C)
International Materials Reviews 1994 Vol 39 No4
4 Ordinary Ti stabilised interstitial free (IF) steel(typically 0middot006-0middot0100oC (max) 007-012Tiie highly alloyed)
5 Ordinary Nb stabilised IF steel (typically0006-001000C (max) 008-012Nb ie highlyalloyed)
6 Titanium stabilised IF steel ELC type (typically0middot003degAlC(max) 000200N 005-007 Ti ielightly alloyed)
7 Niobium stabilised IF steel ELC type(0middot0300Nb) ie lightly alloyed)
8 Nb + Ti stabilised IF steel ELC type (typi-cally 0middot003C (max) 0middot002N 00100AlNb 0middot03Ti ie lightly alloyed)Details of the characteristics of the textures developedin these steels based on this classification follow
Historical development of interstitial free steelsOrdinary (or conventional) interstitial free (IF)steels were developed commercially in the late 1960s
Technically the term I-F Steel should not be used since it is aregistered trade mark issued to the then Armco Steel Corp Armcowas the first US steelmaker to make this type of steel starting in 1970
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
and early 1970s following the introduction of vacuumdegassing technology in the steel industry Since thecurrent routine capability of achieving very low Cand N contents (C = 30-50 ppm max N = 20-30 ppmmax) was not realised at their inception these originalIF steels were relatively highly alloyed by presentstandards When these IF steels were developed theexisting steelmaking technology resulted in higherinterstitial element levels (C = 50-100 ppm N =40-80 ppm) The IF steels produced commerciallywere Al-killed (002-00700AI) and alloyed with eitherTi (generally 007-012) or Nb (generally 008-01200) or with binary additions of Nb + Ti (typi-cally 005Nb 0middot05Ti) In these steels if only Tiwas added the Ti scavenged both the C and N ifonly Nb was added the Nb scavenged only the Cwhile the N was combined as AIN and if both Tiand Nb were added the Ti scavenged both the C andN (if the Ti(C +N) ratio was lt4 1 the Nb wouldcombine with the remaining C)
It is likely that the first type ofTi stabilised ordinaryIF steel was developed by Shimizu et al22 of theYawata Iron and Steel Co Ltd (known today as theNippon Steel Corp) The introduction of this gradewas followed by that of the Nb (Ref 23) and(Nb + Tif4 stabilised types of IF steel by the ArmcoSteel Corp (now AK Steel Corp) A distinguishingfeature of these ordinary IF steels was that theycontained a considerable excess of the stabilisingelements which did not combine with either C or NIt is precisely this difference compared with the moremodern ELC (or ULC) IF steels that leads to measur-able differences in texture development The lattercontain only minor amounts of uncombined solutealloying elements
Extra low carbon (ELC) or ultra low carbon (ULC)IF steels came about as a result of the introductionto steelmaking technology of the bottom blown con-verter and a reformed RH vacuum degasser whichenabled significantly lower C and N levels (C =30-50 ppm max N =20-30 ppm max) to be consist-ently attained The attainment of lower interstitiallevels permitted the use of substantially reduced soluteadditions (Nb andor Ti) to achieve the interstitialfree state These events transpired in the 1980s Aprincipal driving force in this development was thewidespread implementation of continuous annealinglines in Japan The Kawasaki Steel Corp in partic-ular played the major role in developing this type ofIF steel The article by Obara et al25 dealing withELC steels provides further details of the develop-ments which occurred
While the ELC IF steels provide rm values whichare relatively insensitive to coiling temperature andannealing method (continuous v batch annealing)they require higher cold reductions to attain the levelsof rm associated with ordinary IF steels Strictlyspeaking the ELC IF steels have somewhat lower rm
values after continuous as opposed to batchannealing The planar anisotropy is also different forthe two annealing methods as a result of small butsignificant differences in the textures produced Theplanar anisotropy of cold rolled (CR) batch annealed(BA) ordinary Nb stabilised IF steels (the first typeintroduced commercially) differs from that of the ELC
Ray et a Textures in low and extra low carbon steels 135
Nb stabilised IF steels produced today This is partlybecause hot bands of the latter grade contain a lessintense 112(110) texture component than found inthe hot bands of ordinary Nb stabilised IF steelsThese characteristics of the various types of IF steelare described in detail in the sections that followwhere references are provided for each of the traitscited
As will be seen in more detail below the relativelyhigh level of Nb in the ordinary IF steels is responsiblefor more austenite pancaking and therefore for theincreased intensity of the rolling texture componentsin the austenite before transformation The latter arein turn responsible for the more intense 112(110)(and 332(113raquo) components in the ferrite aftertransformation To compensate for the reduced Nblevel and 112(110) component intensity in theELC IF steels additional cold reductions are required
Conflicting reports plague the subject of texturesin sheet steels and frequently make it difficult andsometimes impossible to draw clear cut conclusionsIn many cases discrepancies result from differencesin the procedures used to obtain the results The keyword here is comparability For this reason thecharacterisation of the textures of the various typesof steel in this section is based as far as possible onstudies that employed comparable procedures
Table 2 lists the different grades of low and extralow carbon steels the textures of which have beencharacterised The compositions of the steels theirprocessing histories and the types of texture sampleused sheet or compositePr are also indicated inthe table The steels were commercially melted andcast and mill hot rolled (HR) an exception appliesto the ELC IF steels which were mill cast butlaboratory processed thereafter Cold rolling andannealing were conducted either in the mill or in thelaboratory as indicated in Table 2 When significantthrough thickness texture gradients were presentcomposite samples were employed to provide theaverage through thickness texture Some of the resultsare taken from published articles of necessity how-ever the use of the comparative method has requiredthe incorporation of some previously unpublishedresults as well
The development of cold rolling and annealingtextures in low carbon and extra low carbon steels isaffected by each aspect of their processing historyThe operations of importance thus consist of hotrolling cold rolling and annealing The characteristicsof the textures formed during these three differentstages of processing and the factors that affect themare discussed below for the different steels listedabove
Hot band textures in low carbon sheet steelsThese steels are all ferritic but are hot rolled in sucha manner that rolling is completed while they are stillin the austenite phase An exception applies to somespecial ELC IF steels for which the final rollingreductions are intentionally carried out in the ferriterange (warm rolling) Results for this case are notpresented here The hot band ferrite texture is formedby transformation from the austenite and is not adeformation texture resulting directly from rolling
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
136 Ray et al Textures in low and extra low carbon steels
RD bullbull --_
CUBE (8)i(001)[010]
(001)[Ho](001)[110]BRASS (4)ft
GOSS (8)
(112)[110]
COPPER (8) S (5)
-c--------~BRASS(~ -GOSS (8) (112)[131] BRASS (8)
---------- -------r(l- ------~ - -GOSS (8) (111)[121] (111)[011]
t tBRASS (8) GaSS (8)
(111)[H2](111)[1To]
(110)[110]
8 Selected bcc product orientations in tP2 =45degsection (Bunge notation) showing fcc parentorientations from which they originate (afterRef 37)
(except for the special case of ELC IF steels hot rolledin the ferrite range)
Effect of y-to-ex transformation on ferrite texturesDuring hot rolling the parent austenite phasedevelops a crystallographic texture which is laterinherited by the ferrite on transformation At rela-tively high temperatures of rolling (ie above the Tnr
or austenite no-recrystallisation temperature) a weakrecrystallisation texture is formed The austenitein this case displays the cube 001(100) texturewhich transforms primarily into the rotated cubeOOl(110) in the ferrite If on the other handthe austenite is not able to recrystallise during orafter rolling it develops a sharp texture containingthe brass 110(112) copper 112(111) and S123 lt634) components together with a weaker Goss110 (001)
During the austenite-to-ferrite transformation theKurdjumov-Sachs (KS) orientation relationship isgenerally followed3536 According to this model oneparent orientation transforms into 24 product orient-
90 bullbullbullbull--I bullbullbullbull~-- bullbullbull_I--ampo-I_ bull80
70
60 ~
~50 05 1C
~40 L30
20
10
O~ bullbullbullbull-r--r----r~ bullbullbullbullbullr-+-- bullbull2
o 10 20 30 40 SO 60 70 80 908deg
9 tP =45deg section (Roe notation) of ODF of hot rolledAK steel (L-K composite sample) (after Ref 28)
ations or variants Figure 8 represents the ~2 =45degsection (Bunge notation) in which selected bee prod-uct orientations calculated according to the KSrelationship are identified together with the fccparent orientations from which they have formedThe number of variants corresponding to each prod-uct orientation is indicated within brackets after thename of the respective parent orientation
Hot rolled rimmed and drawing quality AI-killedsteels (DQAK)Rimmed and AK steels have virtually identical andvery weak nearly random HR textures with the001(110) (transformed austenite recrystallisation)component being approximately 2 times random(2 x R)26 The ODF of Fig 9 for a mill produced AKHR steel shows the texture which differs onlynegligibly from that of a HR rimmed steel Therecrystallisation of austenite during hot rolling isunimpeded in these two types of steel and is suffic-iently rapid for recrystallisation to be essentiallycomplete before the transformation to ferrite This
Table 2 Steels used for characterisation of crystallographic textures
Composition wt- AnnealingHR CTt Type of PF
Steel type C Mn AI N Process DC CR Temp DC Time h samples Ref
Plain low carbonAK-HR (O018S) 0middot042 0middot31 0028 0middot0093 A 593 L-K 26AK-CRA (0018S) 0middot042 0middot31 0middot028 00093 B 593 60 738 10 L-K 26AK-CRA (O008S) 0middot041 0middot20 0middot032 00060 C 566 65 721 20 S(14T) RD 27(low Mn low S)
Ordinary IF steels024Nb IF 0middot0063 0middot40 0middot044 00056 C 649 62 746 20 L-K 28030Ti IF 00048 0middot30 0middot096 0middot0044 C 704 60 738 16 L-K 270095Nb IF 00033 040 0middot023 00063 D 649 70 732 4 S(14T) 2930013Ti IF 0middot0031 0middot22 0040 00056 C 621 66 738 16 S(14T) RD 27
ELC IF steels0023Nb IF (ELC) 00028 018 0middot037 00017 E 704 75 732 4 S(14T) 310037Nb IF (ELC) 0middot0027 0middot16 0middot059 00038 E 704 75 732 4 S(14T) 31
A mill HR tCT coiling temperatureB mill HR CR and laboratory SA + PF pole figureC mill HR CR SA L-K Lupata-Kula type composite sample (Refs 32 33)D mill HR and laboratory CR SA RD RD composite sample (Ref 30)E mill strand cast laboratory HR CR SA S(14T) sheet sample 14 thickness position
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90-1-bullbullbullbullbullbullbullbullbullbullbull
80
70
60
Ray et ale Textures in low and extra low carbon steels 137
~ 50Cl
~40
30
20
10
O--r-rTTTT-rl~r+-H-r-1~~~-~JLJ~~~30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
edeg10 iJ = 45deg sections (Roe notation) of ODFs of hot rolled a 0middot24Nb ordinary IF steel and b 0middot3000Ti ordinary
IF steel (L-K composite samples) (after Refs 2728)
interpretation is supported by the relative absence ofother texture components in the ferrite indicatingthat the austenite did not contain any rollingcomponents before transformationHot rolled ordinary interstitial free (IF) Nb and Tistabilised steelsThe ODFs of two highly alloyed mill HR IF steelsare presented in Fig lOa and b one a 02400Nb andthe other a 0middot30Ti steeI272838 Compared with theHR rimmed and AK steels the textures here are quitestrong The 024Nb stabilised steel can be charac-terised as displaying a (110)IIRD partial fibre witha strong peak near 112(110) of 4 times random(4 x R) Weaker components of interest are the001(110) at 2middot4 x R and the 554(225) or moreaccurately 332(113) at 2middot2 x R The Ill fibretexture (lllIIND) is not found
The 0middot3000Ti stabilised steel also displays a strongHR texture but one which differs somewhat fromthat of the Nb steel It is again characterised by a(110)IIRD partial fibre but with the strongest com-ponent (63 x R) at OOl(110) while the 112(110)IS weaker at 3middot6 x R in this case A further componentof interest is the 332(113) at 2middot2 x R
Thus the 001(110) is more intense than thelI2(110) in the Ti steel whereas the inverserelationship applies to the Nb steel The results ofSchlippenbach et al20 on the HR texture of a0middot22Ti steel measured at the midthickness of thesample showed f(g) values equal to 3middot3 and 4middot7 at112(110) and 001(110) respectively this againshows that the latter orientation is favoured in the Tisteel Conversely in experiments performed on a009500Nb steel where the texture was again meas-ured in the midthickness of the sample reported f(g)values f 7middot6 and 5middot2 at 112(110) and OOl(110)respectively are in agreement with the observedtrends in Nb steels as described above2930 Thestrength of the 112(110) component of the HRtexture of Nb IF steel does not decrease much withreduction of the solute Nb content For examplewhen the solute Nb content is reduced from 0middot19 to
003 the strength of the 112(110) only declinesfrom 3middot8 x R to 2middot5 x R (Ref 28)
The above results indicate that the dominant com-ponent of the HR texture is 112(110) in the Nbsteels and OOl(110) in the Ti steels From Fig 8 itcan be seen that the 112(110) ferrite component isderived principally from the Cu 112(111) com-ponent of the unrecrystallised austenite with a poss-ible contribution from the weaker Goss 110(001)component By contrast the OOl(110) ferrite com-ponent is obtained partly from the cube OOl(100)component of the recrystallised volume fraction ofthe austenite and partly from the brass 110(112)component of the unrecrystallised volume fractionTh~s it appears from the intensities that during hotrolhng the austenite in the Nb steel is essentiallypancaked (unrecrystallised) while the austenite ispartially recrystallised in the Ti steel
The retardation of austenite recrystallisation in theNb steel during hot rolling is attributable to twocomplementary factors (a) the presence of solute Nbin the austenite and (b) the precipitation of Nbcarbonitrides in the matrix Hook and Ny038 havefor example shown that ferrite recrystallisation isretarded in Nb IF steels by both Nb in solid solutionand by the presence of fine dispersions of NbC Nbin solid solution having the greater effect This viewis supported by the low interstitial content of thesesteels By contrast Ti in solution in the austenite doesnot appear to be as effective as Nb in retardingaustenite recrystallisation Furthermore Ti carbo-nitrides are less likely to form than Nb carbonitridesat hot rolling temperatures in the austenitic rangeand are therefore less effective in preventing austeniterecrystallisationHot rolled extra low carbon Nb and Ti stabilisedsteelsExamples of hot rolled textures evaluated by ODFanalysis for ELC IF steels falling in the compositionranges defined previously were difficult to find Theonly HR texture results reported for steels finishrolled in the austenite range are in the form of pole
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
138 Ray et al Textures in low and extra low carbon steels
figures Hutchinson et a139 published a (200) polefigure for a HR steel containing 0004C 004AIO003N 0028Nb and 0middot03300TiThey describedthe texture as weak and concluded that the alloycontent was insufficient to prevent recrystallisationbetween passes Kwon etal presented a (110) polefigure for a HR steel containing O003500C0049AI0003900N and 0middot07700Ti They interpreted thetexture as weak and considered that it did not resultfrom transformation of a substantially unrecrystal-lised austenite
Figure 11 shows the ~2 =450 section (Bungenotation) of the ODF from a hot rolled ELC IF steelcontaining 0middot0018C 0middot14Mn 0middot004P 0middot003S0042AI 0002300N 0010Nb and 007900Ti(Ref 41) The sample employed for texture measure-ment was prepared from the midthickness of the hotband The hot band texture of this ELC Nb + Ti steelis qualitatively similar to that of the AK steel L-Kcomposite sample (see Fig 9) A quantitative compari-son of Fig 11 with Fig 9 is of doubtful validitybecause of the different sample types used to evaluatethe textures Both textures are characterised by001(110) as the major component The hot rollingtexture of the ELC Nb + Ti steel can also be seento resemble that of the ordinary IF steel containingTi (Fig lOb L-K composite sample) which wasobtained by transformation from the texture of apartly recrystallised and partly pancaked parentphase
Samuel et al42 studied the recrystallisation behav-iour of a Ti-containing ELC IF steel under simulatedstrip rolling conditions The steel composition was0middot004C 02Mn 0middot008S 000400N and0middot06600Ti They observed that very fine Ti(CN) andTi4C2S2 particles are precipitated during hot rollingThe relatively high temperatures of roughing com-bined with the small precipitate volume fraction(because of the low C and N concentrations) renderedthese precipitate particles ineffective for the retard-ation of recrystallisation during the early stages ofrolling In the finishing stages there is little effect onthe recrystallisation kinetics because of the shortinterpass times involved When finishing temperaturesjust above the Ar3 were employed some strainaccumulation took place during the later stages offinishing which led to the initiation of dynamicrecrystallisation These results indicate that theaustenite of hot rolled ELC IF steels is essentially ina recrystallised state before transformation whichexplains why the ferrite transformation texture isweak As discussed above the cube texture in therecrystallised austenite transforms primarily into therotated cube in the ferrite (Fig 8) Similar behaviouris expected from Nb-containing ELC IF steels
Najafi-Zadeh et al43 investigated the influence ofhot strip rolling parameters on austenite recrystallis-ation in three ELC IF steels with 0middot003500C andcontaining 0056Nb 006500Ti or 002800Nb+0middot035Ti They found that the increase in flow stressin the finishing passes (due to retained work harden-ing) is more marked in the Nb than in the Ti or theNb + Ti steel This indicates that the Nb in solutionwas more effective in retarding recrystallisationthan the Ti (Here the interpass times were too short
International Materials Reviews 1994 Vol 39 No4
0rT-r-Ir--------r---_~I
30
90 0 6030 90ltigtldeg
11 tP2 =45deg section (Bunge notation) of ODF from0middot01Nb + 0middot0800Ti hot rolled ELC IF steel (sheetsample) (after Ref 41)
to permit significant precipitation) Such solute re-tardation is responsible for the higher intensities ofthe transformed rolling texture components (ie thetransformed Cu brass and S conlponents seeFig 8) in the hot band textures of Nb as comparedwith Ti or Nb + Ti steels
Cold rolled textures in low carbon sheet steelsRimmed and drawing quality AI-killed steelsCold rolled textures are virtually identical for rimmedand AK steels when they are evaluated on a compar-able basis as shown by Heckler and GranzowIt has been noted that the HR textures of the twotypes of steels are similar displaying only a weak001(110) component With increasing coldreduction these low carbon steels develop both apartial (110)IRD fibre and a 111IIND fibre Thetransformed austenite recrystallisation component001(110) also sharpens perceptibly The strongestcomponent of the texture is displaced from111(110) at 60 cold reduction towards112(110) at 80 All these features can be seen inthe ODF plots (Fig 12a and b) of a rimmed steelcold rolled 60 and 8000(Ref 26)Cold rolled ordinary Nb and Ti stabilisedIF steelsOrdinary Nb stabilised IF steels have CR texturescharacterised by a sharp (110)IIRD partial fibre withmaximum intensities at the 112(110) orientationWhen the cold reduction is held constant at 60 thestrength of the 112(110) (transformed Cu) orient-ation increases with the concentration of Nb in solidsolution this reflects the increase in the strength ofthis orientation in the HR state attributable to austen-ite pancaking The ratio of the strength of 112(110)to 554(225) (transformed brass) in the CR stateis about 2 1 (Ref 28) The 001(110) componentis approximately as strong as the 554(225)component
As shown above the 112(110) orientation is thestrongest component in HR Nb stabilised IF steelsbecause of austenite pancaking (Fig lOa) while in
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 139
90 -t-bullbull-bullbullbullbull-I_~~-+-~----~-t--~ bullbull_~~-- bullbullbull~ bullbullbull--1~80 ~3
70 ~2
60
if 50tS~40
30
20
10
O bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull----bullbullbull--l bullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbullbull_ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull- bullbullbullbullbullbull-
i(b)
70 80 90 10 20 30 40 50 60 70 80 908deg
o 10 20 30 40
12 lJ = 45deg sections (Roe notation) of ODFs of rimmed steel cold rolled a 6000and b 80 (L-K compositesamples) (after Ref 26)
HR ordinary Ti stabilised IF steels the strongestorientation is 001 (110) as a result of austeniterecrystallisation (Fig lOb) In a similar manner thetexture of CR ordinary Ti stabilised IF steels differsquantitatively from that of the equivalent Nb steelsThe former can be characterised as having majororientations whose strengths decrease in the order112lt110) 554(225) and 001(110) Howeverthe intensities of these components are appreciablylower than in the comparable Nb steels ODFs arepresented in Fig13a and b for the highly alloyed0middot24Nb and 0middot30 Ti cold rolled IF steels discussedabove The listing of key texture components inTable 3 shows how the strengths of the 112(110)(transformed Cu) orientations increase with the con-centration of Nb in solution which varied from0middot002 to 0middot03 and to 0middot19 in the order given
While cold rolling results in significant strengthen-ing of the Ill (110) in rimmed and AK steels itleads to greater enhancement of the 112(110) in
Nb and Ti stabilised IF steels at comparable coldreductions of 60 These results are explicable interms of the relative strengths of the 112(110)component in the hot bands of these four types ofsteel as shown in the section Effect of hot rolledgrain size on cold rolled and cold rolled and annealedtextures below
Cold rolled extra low carbon Nb and Tistabilised steelsFigure 14a and b shows the ~2 =450 sections (Bungenotation) of the ODFs of an ELC IF steel containingboth Nb and Ti after cold reductions of 70 and 8500(Ref 44) The HR texture of this steel has beendescribed above (see Fig 11) Cold rolling producessharp RDI(110) and NDII(lll) fibres in this steelthe intensities of which increase with the amount ofcold reduction The main component 001(110) ofthe hot rolled texture also sharpens significantly withincreasing cold reduction (see Fig 14) Furthermore
90 ~-1~~~~~~~~IIIIIIIIII bullbullbullbullbullbullbullbull IIIIIII bullbullbullbullbullbullbullbull _
80
70
60
if 50tS
~40
30
20
10
o bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~~~_ bullbullbullbullo 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8 deg (b)
13 tJ = 45deg sections (Roe notation) of ODFs of cold rolled ordinary IF steels containing a 0middot2400Nb andb 0middot30Ti (L-K composite samples) (after Refs 2728)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
140 Ray et al Textures in low and extra low carbon steels
o 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt V 111lt123gt bull 111lt112gt
8
30
60
(a)90
o 30 60CP deg
tnQ)
C
e
11 10
(b)
9090 0 30
CP deg60
14 tP2 = 45deg sections (Bunge notation) of ODFs of ELC IF steel of Fig 11 after cold reductions of a 7000 andb 8500 (sheet samples) (after Ref 44)
the strongest component of the cold rolling texturewhich is located at IV 112(110) after 7000 coldreduction undergoes a perceptible shift to the223(110) position after 8500rolling
The development of cold rolling textures in lowand extra low carbon steels has recently been dealtwith in some detail by T6th et al45 They predictedthe stability of the main rolling texture componentsanalytically using a rate dependent theory for mixed112lt111gt and 110lt111gt slip Both full constraint(Taylor) and relaxed constraint (lath and pancake)grain interaction models46-49 were employed for thispurpose An orientation stability map derived bythem and plotted in the ~2 =45deg section (Bungenotation) is presented in Fig 15 In this figure thenumbers associated with the contour lines refer to anorientation stability parameter S This displays highvalues in regions of Euler space where the orientationsare relatively stable and low values (these can evenbe negative) where the degree of stability is low
A study of the above diagram indicates that theprincipal component inherited from the recrystallisedhot band ie 001(110) is a fairly stable orientationand that is why its intensity increases during sub-sequent cold rolling Of the two major texture com-ponents observed in hot bands processed in the y norecrystallisa tion range the 113 IV 112lt110gt was
found to be highly stable during further deformationwhereas the 332(113) component shifts towards554(225) and then to 111(112) during sub-sequent rolling At large strains there is a net rotationfrom the 111(112) to the 111(110) position Theorientations possessing the highest stability arethe 112(110) and 445(110) followedcloselyby the223(110) The experimental cold rolling texturesof low and extra low carbon steels described aboveagree remarkably well with the above predictionsIn the case of the ELC IF steels however the223(110) appears to be slightly more stable thanthe 112(110) at larger strains (see Fig 14)
Annealing textures in low carbon sheet steelsValid comparisons of the cold rolled and annealed(CRA) textures of various steels should be made forthe same amount of reduction and annealing method(batch v continuous) For some steels heating ratealso has an important effect on the nature of therecrystallisation texture developedAnnealed rimmed steel and drawing qualityAI-killed steelsThe ODFs of the batch annealed rimmed and AKsteels published by Heckler and Granzow (seeTable 2) indicate the following trends During the
Table 3 (J) (IjI 8 tP) intensities of components ( x Random) (Refs 27 28)
111(112) 111(110)Steel Condition 112(110) 001(110) 5541(225)
0073Nb0middot092Nb024Nb0middot30Ti
CRCRCRCR
7middot27middot89middot05middot0
4middot14middot14middot13middot9
4middot64middot44middot24middot1
4middot64middot44middot13middot8
4middot04middot14middot33middot6
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
(001)[110] ~r-----=--~~T---========t(001 )[110]
eo
1 (112)[1~O](223)[110](445)[110] 3 (111)[011] 0
(111)[110] 4 -- --------i-------5~~~(111)[TI2](111)[121] 1 (554)[225]
(332)[113]
(114)[110]
(113)[110] (113)[332]
-1 (112)[111]
o
cp-
15 Orientation stability map for rolling presented intP2=45deg section (Bunge notation) (after Ref 45)
early stages of recrystallisation the RDII(110) andND II lt111) fibres decrease in intensity in both steelsThe ltIll) fibre decreases to a greater degree in therimmed than in the AK steel On further recrystallis-ation and grain growth the (Ill) fibre increases instrength in both steels though to a greater degree inthe AK steel As a result the strongest componentof the texture is the 111(110) at 55 x R in theAK steel (see Fig 16a) because of the trends describedabove the 111(110) is only 30 x R in therimmed steel The CRA rm reported for the AK steelwas 15 while it was reduced to 1middot2 for the rimmedsteel because of the lower intensity of the Ill fibre
The ODF for the CRBA AK steel (03100Mn0018S) of Fig 16a should be compared with thatpertaining to a current low Mn low S AK steel(020Mn 0008S) shown in Fig 16b27 The AKsteel investigated by Heckler and Granzow was of acomposition and processing history typical of its day(1969) Subsequent advances in steelmaking tech-nology which provided for desulphurisation permit-ted reductions in the Mn content This combined
Ray et al Textures in low and extra low carbon steels
with the implementation of somewhat higher coldreductions resulted in stronger CRBA textures in theAK steels as illustrated in Fig 16b this led in turnto higher rm values 1middot8 in this case
For continuous annealing the textures are the samefor both types of steel they essentially correspond tothat of a BA rimmed steel and are perhaps evensomewhat weaker Because of the reduced intensityof the Ill fibre the -laquo values for both types of steelgenerally fall in the range 11-12 The developmentof strong CRA textures and high rm values in conven-tional AK steels requires among other factors theslow heating rate associated with the tight coil boxannealing processAnnealed ordinary interstitial free Nb and Tistabilised steelsThe textures of annealed IF steels are of particularinterest because the plastic properties especially ther-values depend so sensitively on the texture TheCRBA textures and inplane r-value distributions differsignificantly from those for the rimmed and AK steelsIn general both the Nb and Ti IF steels displayCRBA rm values of about 2 or higher At equivalentcold reductions of about 60 the Nb steels usuallyhave an r-value distribution 10 lt 145 lt 190 while theTi steels usually have 10 gt 190 Increasing the amountof reduction results in moderate increases in theCRBA 10 and 190 values and in a more substantialincrease in the 145 values for both steel types The145 values seem to increase more rapidly with coldreduction in the Nb steels so that occasionally10 lt 145 gt 190 These changes in r-value are intimatelyassociated with changes in the volume fractions ofthe individual texture components and in theirrelative contributions to the r-value distributionsshown in Fig 5
ODFs for the two highly alloyed CRBA ordinaryIF steels discussed above 024Nb and 0middot3000Tiare presented in Fig 17a and b At first glance thetextures appear to be equivalent but the planardistribution of r-values in the two steels2728 is quite
90 ~-~~---I-~~~~~amp - -1---80
70
60
~ 50C
~40
30
20
10
O-~---r_bullbullr-- bullbull_t~+_-r-~-p bullbull~~~~__~~ (b)
o 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80908deg
16 tP=45deg sections (Roe notation) of ODFs of a AK steel CR 60 and laboratory BA at 738degC for 10 h (L-Kcomposite sample) (after Ref 26) and b AK steel (low Mn low S) commercially produced 6500CRBA (RDcomposite sample) (after Ref 27)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
142 Ray et at Textures in low and extra low carbon steels
90 -I-~~~~~~~~~~-~~~~~~~80
70
60
if 50C
~ 40
30
20
10
O-Pi bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull-- bullbullbullbullbullbullbullbullbullbullbullbull--p bull - bull - bull - bullbullbullbull
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 909deg
17 iP=45deg sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a Omiddot24Nb and b Omiddot30Ti(L-K composite samples) (after Refs 2728)
different even though the rm values are the same thisis indicated in Table 4
In contrast to the CRBA AK steels in neither ofthese materials does the 111(110) componentdominate the texture Rather 111(112) is moreimportant than 111(110) as are the off 111 axiscomponents such as the 554and 667 orientationswhichare 5deg off the 111 axis as well as the 557which is 10deg off the 111 axis The intensities ofselected texture components in the two steels2728aregiven in Table5
It is evident from Fig 17a and b that both steelscontain a weak 110(113) component (8=90deg tf=25deg)which is stronger in the Nb (23 x R) than inthe Ti (V4 x R) steel This orientation is a character-istic of Nb IF steels even at much reduced Nbcontents but is not a notable feature of Ti IF steelsat reduced Ti contents In fact the textures differsignificantly in Ti IF steels when the Ti content isreduced to much below the 0middot30Ti level discussedhere In many respects they gravitate towards thoseof AK steels while the textures of Nb IF steels donot change much as the Nb content is reduced Thisis because Nb is an effective pancaking agent even atsolute levels as low as 0middot03
An ODF difference map27 for the two steels(024Nb-030Ti) is presented in Fig 18 Positiveregions of the map correspond to locations where theorientation distribution (OD) is stronger in the Nbsteel It should be noted that orientations near112(110) are stronger in the Nb steel while thosenear 111lt 110gt are stronger in the Ti steel Asindicated in Fig 5 the 112(110) component con-tributes high values of r45 while the 111(110) isassociated with ro lt r90bull Thus the differences in the
Table 4 Planar distribution of r-values IF steels(Refs 27 28)
Steel Condition r- 0 45 gO
024Nb CRBA 1middot98 1middot25 2middot30 2middot05O30Ti CRBA 1middot95 2middot03 173 2middot29
International Materials Reviews 1994 Vol 39 No4
planar distribution of r-values shown above are aresult of these texture differences
ODFs for the two more lightly alloyed CRBAordinary IF steels 0095Nb and 013Ti are pre-sented in Fig 19a and b (Refs 27 29 30) The textureof the 0095Nb steel (Fig 19a) looks very muchlike that of the 024Nb steel (Fig 17a) in spite ofthe substantial reduction in alloy content Howeverthe texture of the 013Ti steel (Fig 19b) differssubstantially from that of the 0middot30Ti steel (Fig 17b)Its 111 fibre is very strong and there is less per-turbation with respect to the relative strengths of itscomponents
The difference ODp27 for the latter two steels(0095Nb-013Ti) is reproduced here as Fig 20As before orientations near 112(110) in the0095Nb steel are stronger by up to 4 x R units inthis case Similarly orientations near 111(110) arestronger in the Ti steel (4 x R units) The r-values of
90
80
70
60
~ 50~~40
30
20
10
00 10 20 30 40 50 60 70 80 90
9deg18 tJ = 45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 17(Omiddot24Nb-Omiddot30Ti) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 143
90 ~--~~~~~--l-a--e~~~~~~~~14-
80
70
60
(b)
~50Cl
~40
30
20
10
O bullbullbullbullbull~--r---rbull ~-ro--~ bullbullbullbullbull-- bullbullbullbullbullbullbullbullbull-- bullbullbullbull~ bullbullbullbullbullbullbullbullbull--I~lf-o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
8deg19 tP=4So sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a 009degSNband b 0middot13Ti
(sheet samples) (after Refs 272930)
these two steels and of the low Mn low S AKsteeI27293o mentioned above are listed in Table 6 Asexplained above the high r45 value in the Nb steel isassociated with the increased 112(110) intensityand the high r90 value in the Ti steel with that of the111(110)
For the sake of completeness difference ODFs arepresented below for the (Nb IF - AK) and (TiIF - AK) steels In order to make this possible a013Ti steel ODF (RD composite sample) is firstintroduced in Fig 21 and an AK steel ODF (sheetsample) in Fig 22 The resulting difference ODFs areillustrated in Fig 23
From Fig 23a it is evident that the Nb IF steelcontains higher intensities of the 554(225) (2 x R)110(113) (2 x R) 112(110) (31 x R) and near8= 40deg tJ= 75deg orientations (4 x R) Conversely theAK steel contains more of the 111(112) (42 x R)The difference ODF for (013Ti - AK low Mn lowS) is illustrated in Fig 23b The Ti IF steel containshigher intensities of 554(225) (2 x R) 111(112)(18 x R) and the 557 and 667 components attJ=70deg which are stronger by 2middot2 x Rand 2middot3 x Rrespectively
The differences in texture between these BA steelsand those processed by continuous annealing (CA)are probably small as the r-value differences arequite small It has also been shown27293o38 thatfor ordinary Nb stabilised IF steels annealing con-ditions and heating rates have virtually no effect onr-value
Annealed extra low carbon Nb and Ti stabilisedsteelsDiscussions of ELC IF steels almost always focus onthe factors affecting r-value while texture data aresparse There is a need for a unifying investigation of
the HR CR and CRA textures of this class of steelcarried out in such a way that the results are com-parable The apparent paradox pointed out byHutchinson et al39 between the modest dependenceof rm on Nb content in ELC steels and the sharpdependence observed in ordinary Nb IF steels (seeFig 24) probably arises because of a lack of compar-ability The paradox involves the conclusion thatexcess solute Nb is necessary to ensure a high rmvalue which is not borne out by the ELC (ULC)steel data It appears instead that no paradox existsand that it arose because of an attempt to comparetwo sets of non-comparable data
First it must be recognised that the Mn contentsof sheet steels produced in the 1960s and 1970s weretypically in the 03-04 Mn range The materialsinvestigated by Hook et al28 all had Mn contents inthis range The o values for these steels lay in therange 12-15 The exception was a 0middot1Mn steelthat had a substantially higher ro value of 1middot8 Nowcurrent ELC IF steels have Mn contents of less than0middot2000typically 010-015 The Mn level is knownto have important effects on r-value and texture aswill be shown in the section Effect of substitutionalelements below It can be reasonably inferred thathad the steels studied by Hook et al contained Mnlevels as low as those of the ELC steels referred toby Hutchinson et al their rm values would have beenhigher especially at solute Nb contents below 0middot0300In addition the ordinary IF steels had been coldreduced by 60 whereas the ELC steels receivedreductions in the 75-7900 range Thus the apparentparadox can be resolved on the basis of the combinedeffect of both a reduced Mn content and the use ofsubstantially higher cold reductions on increasing ther-values of ELC Nb IF steels compared with theordinary type of Nb IF steel
Table 5 Strength of selected components CRBA IF steels ( x Random) (Refs 27 28)
Steel 112(110) 554(225) 557(472) 667(121) 111(112) 111(110)
024Nb 4middot6 7middot9 8middot3 8middot4 8middot00middot30Ti 2middot2 8middot5 6middot9 7middot9 7middot6
3middot85middot4
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
144 Ray et al Textures in low and extra low carbon steels
90
80
70
60
~ 50~~ 40
30
20
10
00
1
10 20 30 40 50 60 70 80 90
8deg20 tP=45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 19(0middot095Nb-0middot13Ti) (after Ref 27)
Figure 25a and b represents the annealing texturesof two ELC Nb IF steels containing 0middot02300 and0middot03700 Nb rcspectivelyP These steels were coldrolled 75 and then batch annealed The two texturesare similar and are characterised by nearly perfect111 fibres with intensity maxima located at554(225) (8=60deg tJ=OO) and 667(121) (8=50degtJ = 60deg) There is a perceptible difference between theannealing textures of ELC and ordinary (see Figs 17aand 19a) Nb IF steels In the latter case the generalintensities are lower and the 111(112) component isappreciably less intense than the 111(110) Further-more in the ELC grades off Ill axis orientationssuch as the 554 and 667 which are 5deg off the Illaxis predominate The greater balance between the two111 components leads to lower Ar-values (see Fig 5)and the higher concentration of orientations close tothe Ill fibre axis raises the rm value
Figure 26a and b illustrates the recrystallisationtextures obtained after laboratory salt bath annealingof the Nb + Ti ELC IF stcel for which the HR andCR textures were presented above (see Figs 11 and14) Evidently recrystallisation of this material leadsto general weakening of the RDII(110-) fibre andappreciable strengthening of the ND II(111) fibreThese effects become more prominent when the coldreduction preceding recrystallisation is increasedOverall the intensities of the 223(110) 112(110)and 001(110) components decrease drasticallywhile there is a corresponding sharpening of the111(123) and 111(112) components How-ever the off Ill axis orientations 554 667 and557 dominate the texture
Table 6 Planar distribution of r-values for IF steelsand AK steel (Refs 27 28)
Steel Condition (m (0 (45 (so
0095Nb CRBA 1middot93 149 2middot08 2middot05013Ti CRBA 2middot02 2middot07 173 2middot54AK steel CRBA 1middot77 183 1middot44 2middot35(low Mn low S)
International Materials Reviews 1994 Vol 39 No4
90
80
70
60
~50C
~40
30
20
10
00
(
10 20 30 40 50 60 70 80 908deg
21 tP=45deg section (Roe notation) of ODF of 0middot13TiCRBA IF steel (RO composite sample) (afterRef 27)
Factors controlling the textures of cold rolledand annealed low carbon sheet steelsThe development of textures in cold rolled andannealed low carbon steels is controlled by both steelchemistry and by processing parameters such as thehot band texture and grain size coiling temperatureamount of cold reduction and heating rate duringannealing Of these the effects of hot band textureand grain size will be dealt with in the next sectionwhile those of the interstitial and substitutional sol-utes will be discussed in detail in the sections Effectof interstitial elements and Effect of substitutionalelements respectively below Since the subject hasalready been reviewed by Hutchinson only briefreference will be made here to the effects of theprocessing variables
In a recent conference Hutchinson described howthe various material and process variables are to becontrolled so that the textureanisotropy of cold rolled
9 0 -I--L-a-Ir-~~+-~~+T-r-+--+-
80
70 ~60
~50
~ (~40
30
20
o
10 1O-t-bullbullbullbullbullbullbullbullbull--bullbullbullbullIl~-IIo~bull-
1
o 10 20 30 40 50 60 70 80 908deg
22 tP= 45deg section (Roe notation) of OOF of low Mnlow 5 CRBA AK steel (sheet sample) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 145
9080 070
060~ SO 0 a~40 0
3020100
0 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80 90(a) 8deg (b)
23 Difference ODFs for CRBA steels a Omiddot095Nb IF (Fig 19a) -AK (Fig 22) both sheet samples and b Omiddot13degcJTiIF (Fig 21) - AK (Fig 1Gb) both RD composite samples (after Ref 27)
and annealed sheet steels can be optimised he alsoranked these variables according to their significanceTable 7 reproduced in slightly modified form fromthe above work shows how different and conflictingrequirements can be satisfied to produce the bestpossible results One important such case concernsthe interaction between coiling temperature and heat-ing rate during annealing as can be seen in Fig 27
In Table 7 the term IF steel is used to includeboth ordinary as well as ELC IF steels It willhowever be useful to bring out the differences betweenthese two grades of steel by comparing their responsesto several important material and process variablesfor the purpose of attaining high r-value
Three factors significantly influence the formabilityof ELC IF steel sheet the composition annealingmethod and degree of cold reduction Of these factorsthe effect of cold reduction is the most substantialFor example Fig 28 shows the relationship betweendegree of cold reduction and rm value for two(Nb + Ti) IF steels produced by laboratory coldrolling of rolled hot band 2middot8 mm thick The steelshad the compositions given in Table 8 The rm valuesat 6000 reduction and below are poor relative tothose at 75 reduction and above for these twobatch annealed steels
Table 9 lists r-values for six ELC IF steels two Tialloyed two Nb alloyed and two Nb + Ti alloyedThese results were obtained from mill producedstrand cast slabs that were laboratory hot rolled coldrolled and annealed Batch annealing was conductedat 732degC using a 4 h soak Continuous annealing wassimulated using resistance heating to 843degC for 20 sFigure 29 depicts the relationships between rm valuecold reduction and annealing method It is evidentthat these ELC IF steels require higher coldreductions to achieve equivalent rm values of about2middot0 than the ordinary much more highly alloyed IFsteels Clearly the rm values of the ELC IF steels aresomewhat inferior for continuous compared withbatch annealing However it has been showrr thatheating rate has no measurable effect on the r-valueof the more highly alloyed Nb IF steels
Effect of hot rolled grain size on coldrolled and on cold rolled andannealed texturesHot rolled grain size has been shown to have a verysignificant effect on both CR and the subsequentCRA textures Hot band texture also has a significanteffect on CR and CRA textures When evaluating
Table 7 Control of parameters for optimising textureanisotropy of cold rolled and annealed steel sheets(Ref 50)
Low carbon steels
Parameter SA
Carbon contentManganese contentMicroalloying (AI Nb or Ti)Soaking temperature for hot rollingHot rolling scheduleFinish rolling temperatureCoiling temperature after hot rollingCold rolling reductionHeating rate of annealMaximum temperature of anneal
Low ()Low ()AI ()High ()()gt A3 ()Low lt600DC ()7020-50 K h -1 ()720DC
CA IF steels SA or CA
Low ()Low ()()
Low ()()gt A3 ()High gt700DC ()855-20 K S-1 ()850DC
Low ()Low ()NbfTi ()Low ()()gt A3 or ltA1 ()High ()90()900DC
() not critical () significant () important () vital
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
146 Ray et a Textures in low and extra low carbon steels
Table 8 Compositions of ELC (Nb + Tl) IF steels usedto determine effect of cold reduction onrm value Fig 28 (Ref 31)
Composition wt-
Steel C Mn AI N Nb Ti
3 0middot0036 0middot11 0middot045 0middot0011 0middot009 0middot0304 00033 010 0middot038 0middot0012 0007 0middot026
results concerning the effect of hot band grain size onCR and CRA textures care must therefore be takento ensure that the methods used to vary the grainsize do not also vary the hot band texture
The effect of initial grain size on the cold rolledtexture in a rimming steel was studied by JonesHudd and Dasarathy and reported by DasarathyNo significant difference in the cold rolled texturewas observed when the hot band grain size was variedover the range from ASTM 5-6 to ASTM 12-13However on recrystallisation by means of a rapidanneal at 700degC the annealing textures differedwidely The Ill ND fibre was strengthened appreci-ably in the fine grained material by contrast thellO(OOl) orientation was intensified in the coarsegrained steel
It was shown by Hook29 for a Nb stabilised ordin-ary IF steel that the hot band grain size has a
22
IF
ULC
20
16
14 0 002 004 006 o~ Q1Nb IN SOLID SOLUTION wt-
24 Effect of dissolved Nb on rm values of ELC andordinary IF steels (after Ref 39)
profound effect on the CR texture and thus on thesubsequent CRBA texture In steels of this type it isnot possible to increase the hot band grain size by asubcritical (below the AC3 temperature) anneal A hotband sample was therefore austenitised at 982degC aircooled to 694degC and then held for 1 h to ensurecomplete restabilisation of the steel The anneal pro-duced an increase in the hot band grain size from an
Composition wt-
Table 9 Extra low carbon IF steels compositions and r-values
Steel C Mn
A - ELC (Ti) 0middot0024 010B- ELC (Ti) 0middot0043 016C- ELC (Nb) 0middot0028 0180- ELC (Nb) 0middot0027 016E - ELC (Nb + Ti) 0middot0033 008F- ELC (Nb+ Ti) 00033 015
HR coilingSteel temp DC CR
A - ELC (Tl) 566 65566 75705 75566 80
B- ELC (Ti) 566 65566 75705 75566 80
C- ELC (Nb) 705 65566 75705 75705 80
0- ELC (Nb) 705 65566 75705 75705 80
E - ELC (Nb + Ti) 566 65566 75705 75566 80
F - ELC (Nb + Ti) 566 65566 75705 75566 80
Nb TiS AI N Nb (solute) Ti (solute)
0middot0052 0middot071 00017 lt0middot002 0middot068 0middot0450middot0043 0middot067 00047 lt0middot002 0middot080 0middot0400middot0070 0middot037 0middot0017 0middot023 0middot001 lt00020middot0064 0middot059 0middot0038 0middot037 0middot016 lt0middot0020middot0051 0middot059 0middot0013 0middot028 0middot006 0middot0030middot0080 0middot043 0middot0041 0008 0middot055 0016
Plastic strain ratio
Batch anneal Continuous anneal
0 45 90 r- m 0 45 90
1middot86 1middot81 2middot40 197 1middot64 1middot72 1middot35 2middot122middot01 1middot97 2middot56 213 2middot17 2middot20 1middot86 2middot741middot09 2middot10 2middot54 2middot17 2middot14 2middot03 1middot96 2middot62216 2middot00 2middot62 219 2middot22 2middot34 1middot93 2middot68180 1middot92 246 2middot02 177 1middot65 1middot63 2middot171middot88 2middot00 2middot52 2middot11 1middot85 1middot80 1middot70 2middot221middot86 2middot02 2middot56 2middot11 196 1middot81 1middot82 2middot381middot92 2middot22 2middot55 223 2middot01 1middot98 1middot82 2middot401middot83 1middot72 2middot36 1middot91 1middot79 190 1middot54 2middot201middot66 1middot86 2middot24 1middot90 1middot82 1middot64 170 2middot261middot98 1middot89 244 2middot05 2middot03 212 1middot76 2501middot96 214 258 2middot20 2middot09 2middot10 1middot86 2541middot84 1middot94 2middot64 2middot09 1middot76 1middot78 148 2191middot94 2middot04 2middot61 216 1middot80 1middot66 1middot88 2161middot96 2middot08 2middot67 2middot20 2middot02 2middot02 175 2middot441middot97 2middot20 2middot68 2middot26 1middot98 1middot90 1middot84 2middot451middot69 1middot64 2middot09 1middot76 1middot50 156 1middot32 1middot801middot80 212 255 214 1middot97 1middot83 1middot84 2middot361middot90 2middot06 2middot58 2middot15 2middot10 2middot16 1middot80 2middot63177 2middot06 2middot52 2middot11 2middot04 204 1middot84 2middot431middot64 1middot79 2middot30 1middot88 1middot57 1middot50 148 1middot841middot80 2middot02 2middot55 2middot10 1middot98 1middot80 1middot88 2middot341middot87 2middot02 2middot38 2middot07 1middot97 1middot90 1middot75 2481middot80 2middot08 2middot48 2middot11 1middot99 1middot86 1middot84 240
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
(110] II RD
Ray et ale Textures in low and extra low carbon steels 131
60 -
90-
C)Q)
045 -~
(001)[110](i11)[110]
II
~_ (111)[121]
(001)[010] III
~(111)[011] - - I
(001)[110] (111)[112] I
30-
(001)[110] (111)[112]III
EP_ (111)[011]
(001)[010] I
I G)(111)[121]
I
(001[110] (111[110] (110)[110]
0-I (a)
oI I I
30 45 160S deq
(111)IND
0--11bullbullbullbullbullbull -- bullbullbullbull-
o(c) Sdeg
I I (b)
90 0I I $1 I I30 45 60 90
--lt1gt deg [110] II RD
(111)IIND
90 bullbullbullbullbullbullbullbullbull-- bullbullbullw
90 90(d) lt1gtdeg
4 Two dimensional views of a tJ=45deg section (Roe notation) b tP2=45deg section (Bunge notation) c ODFcontour plot in the tJ=45deg section (Roe notation) and dthe same ODF plot depicted in the tP2=45deg section(Bunge notation)
details of individual textures which may be ambigu-ous or difficult to identify in a pole figure can nowbe recognised more clearly because of the muchhigher resolving power of ODFs The ODF is desig-nated as f(g) in the Bunge convention and asw(lJ 8 tJ) in the Roe convention
Texture and r-valueThe major texture components found in the coldrolling and annealing textures of low and extra lowC (ELC) steels are listed in Table 1 Calculated valuesof the average strain ratio rm and the planar aniso-tropy ~rt pertaining to each texture component are
The ODF f(g) or w(ljJ (J cent) gives the probability density for theoccurrence of crystals within an elementary volume of Euler spaceThe ODF has been defined so that its integral over the Eulervolume is unity Normalisation is with respect to a randomtexture where f(g) or w(ljJ (J cent) = 1 everywhere in the Euler spaceTherefore the ODF for a textured material is expressed numericallyin ( x R) times random unitst The parameter ~r is defined as follows~r = (ro + rgO-2r4S)2 Thisis a measure of the tendency for ear formation during deep drawing
also listed These values estimated by Daniel andJonas by using the relaxed constraint method ofcrystal plasticity indicate the contribution of eachtexture component to the deep drawability as well asto the tendency to form 0deg and 90deg ears (~rgtO) and45deg ears (~rltO) Some plots of r V the angle 8 withrespect to the rolling direction as predicted by therelaxed constraint methodPt are given in Fig 5
An examination of Table 1 and Fig 5 leads tosome simple conclusions regarding the desirable or
Table 1 Major components observed in cold rollingand annealing textures of low C steelsRef 15)
Texture component rm tlr
001(110) 0middot4 -0middot8112(110) 2middot1 -2middot7111(110) 26 0111(112) 2middot6 0554(225) 26 1middot1110(001) 5middot1 8middot9
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
132 Ray et al Textures in low and extra low carbon steels
15
000o 0I o 0
o 0I
0 O
001lt110gt
(l)
J
~ 10J
05
o 0 ~~+-+-f--t--t-t-I-t-i-t-t-t-f-T-f
o 30 608deg
lllltllOgt
30 608deg
40 bullbullbullbull-r-r--r-r--r-r-r-r--r-r---r-1-
3530
s 25cti20
15
10
0500 +-t-+-t--t-+-+-+-+-+-+-+-l-f-I--HI-H
o
554lt225gt
30 60 908deg
4 0 -r-r-----~----r--Tr-rl---
3530
(l) 25J
cti 20gtJ 15
10
0500 +++++-+-+-+-+-+--t-+-+-t-+-t-t-t-1
o90 30 60 908deg
40 ---r--------------r-lr-r-l
35
30 00 00middot000
0 0 000000 00
~ 25~ 20J 15
111lt112gt
30 608deg
I1o
0000000000
110ltOOlgt
30 608deg
5 Plots of r v angle 0 with respect to rolling direction for selected ideal orientations as predicted by relaxedconstraint method (after Ref 16)
undesirable natures of individual ideal orientationsFor good deep drawability (characterised by high rmand minimum l~rD the components 111(110) and111(112) are clearly beneficial with the 554(225)component coming in as a close third preference Thisis why a strong and homogeneous Ill fibre textureis sought in low C steels designed for optimum deepdrawability Because the presence of the 111(110)component promotes the appearance of sixfold earsof the 30deg 90deg 150deg type (with valleys at 0deg 60deg120deg ) whereas that of the 111(112) componentis responsible for the formation of 0deg 60deg120deg ears(with valleys at 30deg 90deg 150deg ) equal intensities ofthese two components (ie a balanced Ill fibre)will lead to the relative absence of ears
The anisotropy of the yield strength which is alsorelated to deep drawability is discussed belowtogether with that of the elastic modulus of texturedsteel sheet which can be of importance in certainapplications
Texture and yield strengthFigure 6 illustrates how the yield strength a measuredalong a direction inclined at an angle 8 to the rolling
International Materials Reviews 1994 Vol 39 No4
direction is expected to vary for different texturecomponents These calculations were carried out byassuming that each texture component is the onlyone present (with no random background) and thatthere is a 15deg gaussian spread about the respectiveideal orientationP The yield strength varies some-what with 8 for the components 111(110)111(112) 554(225) and 001(110) By con-trast the 0(8)0(0) ratio varies considerably morewith 8 for the 110(001) and 112(110)components
Texture and elastic modulusThe maximum value of the Youngs modulus E ofiron and steel is obtained along the (111) directionand the minimum along the (100) The value of Ealong a certain direction whose direction cosineswith respect to the crystal axes are x y and z isgiven by the relationship
1 1 (1 1)-= ---3 ----- (X2y2 + y2z2 + Z2X2)E E100 E100 Ell
(2)
Generally speaking the directional dependence of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
111111111 06530 60 90 0 30 60 90
8deg 8deg135
lllltllOgt 125111lt112gt
e 115
0middot0000 00b~ 105
0-0-0 000000-0 - 00 0middot0-0-00b 095 0-00000-0 0-00
085
075
06530 60 90 0 30 60 90
8deg 8deg135
554lt225gt 125110ltOOlgt 0000
d 00 115 00 0
000b 0 00~ 105 00 -
00 0 0-0middot00000_00-00 00-0 b 095
085
075
0 115
~CDb 095
00000 000000o 00000
~ OOtltII0gt125
105
085
075
065 o
135
125
euro 115b
~ 105b 095
085
075
0650
135
125
0 115-J2 105CDb 095
085
075
0650 30 60
8deg
Ray et a Textures in low and extra low carbon steels 133
112 lt11 0gt125
085
075
poP
0
0000 000 00000middot0
euro 115J2CD 105
b 095
065 +-+-+-+-+-+-+-+-+-+-+-+-+-+-++-+-+-1o 9090 30 608deg
6 Relaxed constraint predictions of 0(8)0(0) for selected texture components (after Ref 16)
elastic moduli of polycrystalline metals can be pre-dicted from that of the single crystal moduli Inpractice it is not easy to estimate since the effect ofgrain boundaries as well as of the interaction betweenneighbouring grains must be taken into accountThree models have been proposed for the calculationof elastic properties in textured polycrystalline aggre-gates These are (a) the Voigt model which assumesan identical strain state in all the crystallites (b) theReuss model where the stress in each grain is sup-posed to be that applied to the bulk specimen and(c) the Hill approximation which employs an arith-metic average of the above upper (Voigt) and lower(Reuss) limits For deep drawing quality metal sheetsthe Hill formulation leads to the most accuratedescription of the elastic anisotropy The values ofthe single crystal elastic constants that are selectedhave a significant effect on these predictionsCalculated values of Youngs moduluslv using theHill approximation are plotted against 8 the angleto the rolling direction for several important texturecomponents in cold rolled and annealed low C steels(Fig 7) The variation of E with angle 8 is leastfor the orientations 111(110) and 111(112)followed by 554(225)
Characterisation of textures in lowcarbon sheet steelsCold rolling and recrystallisation textures in ferritebased steels have commonly been described in termsof certain orientation fibres in Euler space It iscustomary to plot the orientation density along thesefibres and to use their relative intensities to distinguishthe hot band cold rolling or recrystallisation texturesof one steel from another These fibres have beenreferred to as the a y 1 and 82021 However theterms a and y for the fibres can lead to confusionbecause of the a and y phases in steel In order toavoid these difficulties they will be referred to insteadas the RD (rolling direction) and ND (normal direc-tion) fibres respectively as defined in more detailbelow In earlier publications the existence of anotherfibre known as the 3was also reported this wasessentially on the basis of the theoretical predictionof cold rolling textures The locations of all thesefibres in Euler space are shown in Fig 3 (except forthe 3-fibre)and their specific orientation ranges arelisted below
(i) RD or a-fibre running from OOl(110) to111(110) along (110)IIRD
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
10 100 30 60 90 0 30 60 90
edeg edeg30 30
554lt225gt 110ltOOlgt
25 N 250-0-0
N o 0E E 0
0_00-000-00-000-0- p 000_z 0_0-0-0-0z 0
f 20 f 20 I
b b dOor- 0r- O
w5 ui 15 0middot0-0-
134 Ray et al Textures in low and extra low carbon steels
N 25EzC) 20Nbor-
- OO1ltt 10gt
ui 5
30 60edeg
~ 25Ezf 20bor-
111lt110gt
w5
0 +-+-t-t-+-t--l--+-+-+-+-+-+-+-+-~~o 30 60
edeg
ui 15
I
I I I I30 60edeg
90
111lt112gt
~ 25Ezf 20bor-
ui 15
90 30 60edeg
7 Plots of Youngs modulus E v angle (J with respect to rolling direction for selected texture components(after Ref 16)
(ii) ND or y-fibre running from 111(110) to111(112) along (111) liND
(iii) RD or 17-fibrerunning from 001(100) to011(100) along (100)IIRD
(iv) TD (transverse direction) or s-fibre runningfrom 001(110) to 111(112) along(110)IITD
(v) ND-RD or j3-fibre running from 112(110)to 11 11 8(4 4 11) along a (110) fibreaxis inclined at 300 to ND in the ND-RDplane
Commercially produced sheet steels can be made withcontrolled compositions and processed to producecontrolled crystallographic textures The texture canbe regarded as a controlled variable The main typesof commercial sheet steels which are distinctive withrespect to texture can be classified based on steelcomposition as follows
1Rimmed steel no longer widely produced becauseof the conversion from ingot pouring to strandcasting
2 Aluminium killed steel3 Aluminium killed steel ELC (vacuum degassed
vacuum decarburised to lt 0middot01000C)
International Materials Reviews 1994 Vol 39 No4
4 Ordinary Ti stabilised interstitial free (IF) steel(typically 0middot006-0middot0100oC (max) 007-012Tiie highly alloyed)
5 Ordinary Nb stabilised IF steel (typically0006-001000C (max) 008-012Nb ie highlyalloyed)
6 Titanium stabilised IF steel ELC type (typically0middot003degAlC(max) 000200N 005-007 Ti ielightly alloyed)
7 Niobium stabilised IF steel ELC type(0middot0300Nb) ie lightly alloyed)
8 Nb + Ti stabilised IF steel ELC type (typi-cally 0middot003C (max) 0middot002N 00100AlNb 0middot03Ti ie lightly alloyed)Details of the characteristics of the textures developedin these steels based on this classification follow
Historical development of interstitial free steelsOrdinary (or conventional) interstitial free (IF)steels were developed commercially in the late 1960s
Technically the term I-F Steel should not be used since it is aregistered trade mark issued to the then Armco Steel Corp Armcowas the first US steelmaker to make this type of steel starting in 1970
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
and early 1970s following the introduction of vacuumdegassing technology in the steel industry Since thecurrent routine capability of achieving very low Cand N contents (C = 30-50 ppm max N = 20-30 ppmmax) was not realised at their inception these originalIF steels were relatively highly alloyed by presentstandards When these IF steels were developed theexisting steelmaking technology resulted in higherinterstitial element levels (C = 50-100 ppm N =40-80 ppm) The IF steels produced commerciallywere Al-killed (002-00700AI) and alloyed with eitherTi (generally 007-012) or Nb (generally 008-01200) or with binary additions of Nb + Ti (typi-cally 005Nb 0middot05Ti) In these steels if only Tiwas added the Ti scavenged both the C and N ifonly Nb was added the Nb scavenged only the Cwhile the N was combined as AIN and if both Tiand Nb were added the Ti scavenged both the C andN (if the Ti(C +N) ratio was lt4 1 the Nb wouldcombine with the remaining C)
It is likely that the first type ofTi stabilised ordinaryIF steel was developed by Shimizu et al22 of theYawata Iron and Steel Co Ltd (known today as theNippon Steel Corp) The introduction of this gradewas followed by that of the Nb (Ref 23) and(Nb + Tif4 stabilised types of IF steel by the ArmcoSteel Corp (now AK Steel Corp) A distinguishingfeature of these ordinary IF steels was that theycontained a considerable excess of the stabilisingelements which did not combine with either C or NIt is precisely this difference compared with the moremodern ELC (or ULC) IF steels that leads to measur-able differences in texture development The lattercontain only minor amounts of uncombined solutealloying elements
Extra low carbon (ELC) or ultra low carbon (ULC)IF steels came about as a result of the introductionto steelmaking technology of the bottom blown con-verter and a reformed RH vacuum degasser whichenabled significantly lower C and N levels (C =30-50 ppm max N =20-30 ppm max) to be consist-ently attained The attainment of lower interstitiallevels permitted the use of substantially reduced soluteadditions (Nb andor Ti) to achieve the interstitialfree state These events transpired in the 1980s Aprincipal driving force in this development was thewidespread implementation of continuous annealinglines in Japan The Kawasaki Steel Corp in partic-ular played the major role in developing this type ofIF steel The article by Obara et al25 dealing withELC steels provides further details of the develop-ments which occurred
While the ELC IF steels provide rm values whichare relatively insensitive to coiling temperature andannealing method (continuous v batch annealing)they require higher cold reductions to attain the levelsof rm associated with ordinary IF steels Strictlyspeaking the ELC IF steels have somewhat lower rm
values after continuous as opposed to batchannealing The planar anisotropy is also different forthe two annealing methods as a result of small butsignificant differences in the textures produced Theplanar anisotropy of cold rolled (CR) batch annealed(BA) ordinary Nb stabilised IF steels (the first typeintroduced commercially) differs from that of the ELC
Ray et a Textures in low and extra low carbon steels 135
Nb stabilised IF steels produced today This is partlybecause hot bands of the latter grade contain a lessintense 112(110) texture component than found inthe hot bands of ordinary Nb stabilised IF steelsThese characteristics of the various types of IF steelare described in detail in the sections that followwhere references are provided for each of the traitscited
As will be seen in more detail below the relativelyhigh level of Nb in the ordinary IF steels is responsiblefor more austenite pancaking and therefore for theincreased intensity of the rolling texture componentsin the austenite before transformation The latter arein turn responsible for the more intense 112(110)(and 332(113raquo) components in the ferrite aftertransformation To compensate for the reduced Nblevel and 112(110) component intensity in theELC IF steels additional cold reductions are required
Conflicting reports plague the subject of texturesin sheet steels and frequently make it difficult andsometimes impossible to draw clear cut conclusionsIn many cases discrepancies result from differencesin the procedures used to obtain the results The keyword here is comparability For this reason thecharacterisation of the textures of the various typesof steel in this section is based as far as possible onstudies that employed comparable procedures
Table 2 lists the different grades of low and extralow carbon steels the textures of which have beencharacterised The compositions of the steels theirprocessing histories and the types of texture sampleused sheet or compositePr are also indicated inthe table The steels were commercially melted andcast and mill hot rolled (HR) an exception appliesto the ELC IF steels which were mill cast butlaboratory processed thereafter Cold rolling andannealing were conducted either in the mill or in thelaboratory as indicated in Table 2 When significantthrough thickness texture gradients were presentcomposite samples were employed to provide theaverage through thickness texture Some of the resultsare taken from published articles of necessity how-ever the use of the comparative method has requiredthe incorporation of some previously unpublishedresults as well
The development of cold rolling and annealingtextures in low carbon and extra low carbon steels isaffected by each aspect of their processing historyThe operations of importance thus consist of hotrolling cold rolling and annealing The characteristicsof the textures formed during these three differentstages of processing and the factors that affect themare discussed below for the different steels listedabove
Hot band textures in low carbon sheet steelsThese steels are all ferritic but are hot rolled in sucha manner that rolling is completed while they are stillin the austenite phase An exception applies to somespecial ELC IF steels for which the final rollingreductions are intentionally carried out in the ferriterange (warm rolling) Results for this case are notpresented here The hot band ferrite texture is formedby transformation from the austenite and is not adeformation texture resulting directly from rolling
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
136 Ray et al Textures in low and extra low carbon steels
RD bullbull --_
CUBE (8)i(001)[010]
(001)[Ho](001)[110]BRASS (4)ft
GOSS (8)
(112)[110]
COPPER (8) S (5)
-c--------~BRASS(~ -GOSS (8) (112)[131] BRASS (8)
---------- -------r(l- ------~ - -GOSS (8) (111)[121] (111)[011]
t tBRASS (8) GaSS (8)
(111)[H2](111)[1To]
(110)[110]
8 Selected bcc product orientations in tP2 =45degsection (Bunge notation) showing fcc parentorientations from which they originate (afterRef 37)
(except for the special case of ELC IF steels hot rolledin the ferrite range)
Effect of y-to-ex transformation on ferrite texturesDuring hot rolling the parent austenite phasedevelops a crystallographic texture which is laterinherited by the ferrite on transformation At rela-tively high temperatures of rolling (ie above the Tnr
or austenite no-recrystallisation temperature) a weakrecrystallisation texture is formed The austenitein this case displays the cube 001(100) texturewhich transforms primarily into the rotated cubeOOl(110) in the ferrite If on the other handthe austenite is not able to recrystallise during orafter rolling it develops a sharp texture containingthe brass 110(112) copper 112(111) and S123 lt634) components together with a weaker Goss110 (001)
During the austenite-to-ferrite transformation theKurdjumov-Sachs (KS) orientation relationship isgenerally followed3536 According to this model oneparent orientation transforms into 24 product orient-
90 bullbullbullbull--I bullbullbullbull~-- bullbullbull_I--ampo-I_ bull80
70
60 ~
~50 05 1C
~40 L30
20
10
O~ bullbullbullbull-r--r----r~ bullbullbullbullbullr-+-- bullbull2
o 10 20 30 40 SO 60 70 80 908deg
9 tP =45deg section (Roe notation) of ODF of hot rolledAK steel (L-K composite sample) (after Ref 28)
ations or variants Figure 8 represents the ~2 =45degsection (Bunge notation) in which selected bee prod-uct orientations calculated according to the KSrelationship are identified together with the fccparent orientations from which they have formedThe number of variants corresponding to each prod-uct orientation is indicated within brackets after thename of the respective parent orientation
Hot rolled rimmed and drawing quality AI-killedsteels (DQAK)Rimmed and AK steels have virtually identical andvery weak nearly random HR textures with the001(110) (transformed austenite recrystallisation)component being approximately 2 times random(2 x R)26 The ODF of Fig 9 for a mill produced AKHR steel shows the texture which differs onlynegligibly from that of a HR rimmed steel Therecrystallisation of austenite during hot rolling isunimpeded in these two types of steel and is suffic-iently rapid for recrystallisation to be essentiallycomplete before the transformation to ferrite This
Table 2 Steels used for characterisation of crystallographic textures
Composition wt- AnnealingHR CTt Type of PF
Steel type C Mn AI N Process DC CR Temp DC Time h samples Ref
Plain low carbonAK-HR (O018S) 0middot042 0middot31 0028 0middot0093 A 593 L-K 26AK-CRA (0018S) 0middot042 0middot31 0middot028 00093 B 593 60 738 10 L-K 26AK-CRA (O008S) 0middot041 0middot20 0middot032 00060 C 566 65 721 20 S(14T) RD 27(low Mn low S)
Ordinary IF steels024Nb IF 0middot0063 0middot40 0middot044 00056 C 649 62 746 20 L-K 28030Ti IF 00048 0middot30 0middot096 0middot0044 C 704 60 738 16 L-K 270095Nb IF 00033 040 0middot023 00063 D 649 70 732 4 S(14T) 2930013Ti IF 0middot0031 0middot22 0040 00056 C 621 66 738 16 S(14T) RD 27
ELC IF steels0023Nb IF (ELC) 00028 018 0middot037 00017 E 704 75 732 4 S(14T) 310037Nb IF (ELC) 0middot0027 0middot16 0middot059 00038 E 704 75 732 4 S(14T) 31
A mill HR tCT coiling temperatureB mill HR CR and laboratory SA + PF pole figureC mill HR CR SA L-K Lupata-Kula type composite sample (Refs 32 33)D mill HR and laboratory CR SA RD RD composite sample (Ref 30)E mill strand cast laboratory HR CR SA S(14T) sheet sample 14 thickness position
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90-1-bullbullbullbullbullbullbullbullbullbullbull
80
70
60
Ray et ale Textures in low and extra low carbon steels 137
~ 50Cl
~40
30
20
10
O--r-rTTTT-rl~r+-H-r-1~~~-~JLJ~~~30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
edeg10 iJ = 45deg sections (Roe notation) of ODFs of hot rolled a 0middot24Nb ordinary IF steel and b 0middot3000Ti ordinary
IF steel (L-K composite samples) (after Refs 2728)
interpretation is supported by the relative absence ofother texture components in the ferrite indicatingthat the austenite did not contain any rollingcomponents before transformationHot rolled ordinary interstitial free (IF) Nb and Tistabilised steelsThe ODFs of two highly alloyed mill HR IF steelsare presented in Fig lOa and b one a 02400Nb andthe other a 0middot30Ti steeI272838 Compared with theHR rimmed and AK steels the textures here are quitestrong The 024Nb stabilised steel can be charac-terised as displaying a (110)IIRD partial fibre witha strong peak near 112(110) of 4 times random(4 x R) Weaker components of interest are the001(110) at 2middot4 x R and the 554(225) or moreaccurately 332(113) at 2middot2 x R The Ill fibretexture (lllIIND) is not found
The 0middot3000Ti stabilised steel also displays a strongHR texture but one which differs somewhat fromthat of the Nb steel It is again characterised by a(110)IIRD partial fibre but with the strongest com-ponent (63 x R) at OOl(110) while the 112(110)IS weaker at 3middot6 x R in this case A further componentof interest is the 332(113) at 2middot2 x R
Thus the 001(110) is more intense than thelI2(110) in the Ti steel whereas the inverserelationship applies to the Nb steel The results ofSchlippenbach et al20 on the HR texture of a0middot22Ti steel measured at the midthickness of thesample showed f(g) values equal to 3middot3 and 4middot7 at112(110) and 001(110) respectively this againshows that the latter orientation is favoured in the Tisteel Conversely in experiments performed on a009500Nb steel where the texture was again meas-ured in the midthickness of the sample reported f(g)values f 7middot6 and 5middot2 at 112(110) and OOl(110)respectively are in agreement with the observedtrends in Nb steels as described above2930 Thestrength of the 112(110) component of the HRtexture of Nb IF steel does not decrease much withreduction of the solute Nb content For examplewhen the solute Nb content is reduced from 0middot19 to
003 the strength of the 112(110) only declinesfrom 3middot8 x R to 2middot5 x R (Ref 28)
The above results indicate that the dominant com-ponent of the HR texture is 112(110) in the Nbsteels and OOl(110) in the Ti steels From Fig 8 itcan be seen that the 112(110) ferrite component isderived principally from the Cu 112(111) com-ponent of the unrecrystallised austenite with a poss-ible contribution from the weaker Goss 110(001)component By contrast the OOl(110) ferrite com-ponent is obtained partly from the cube OOl(100)component of the recrystallised volume fraction ofthe austenite and partly from the brass 110(112)component of the unrecrystallised volume fractionTh~s it appears from the intensities that during hotrolhng the austenite in the Nb steel is essentiallypancaked (unrecrystallised) while the austenite ispartially recrystallised in the Ti steel
The retardation of austenite recrystallisation in theNb steel during hot rolling is attributable to twocomplementary factors (a) the presence of solute Nbin the austenite and (b) the precipitation of Nbcarbonitrides in the matrix Hook and Ny038 havefor example shown that ferrite recrystallisation isretarded in Nb IF steels by both Nb in solid solutionand by the presence of fine dispersions of NbC Nbin solid solution having the greater effect This viewis supported by the low interstitial content of thesesteels By contrast Ti in solution in the austenite doesnot appear to be as effective as Nb in retardingaustenite recrystallisation Furthermore Ti carbo-nitrides are less likely to form than Nb carbonitridesat hot rolling temperatures in the austenitic rangeand are therefore less effective in preventing austeniterecrystallisationHot rolled extra low carbon Nb and Ti stabilisedsteelsExamples of hot rolled textures evaluated by ODFanalysis for ELC IF steels falling in the compositionranges defined previously were difficult to find Theonly HR texture results reported for steels finishrolled in the austenite range are in the form of pole
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
138 Ray et al Textures in low and extra low carbon steels
figures Hutchinson et a139 published a (200) polefigure for a HR steel containing 0004C 004AIO003N 0028Nb and 0middot03300TiThey describedthe texture as weak and concluded that the alloycontent was insufficient to prevent recrystallisationbetween passes Kwon etal presented a (110) polefigure for a HR steel containing O003500C0049AI0003900N and 0middot07700Ti They interpreted thetexture as weak and considered that it did not resultfrom transformation of a substantially unrecrystal-lised austenite
Figure 11 shows the ~2 =450 section (Bungenotation) of the ODF from a hot rolled ELC IF steelcontaining 0middot0018C 0middot14Mn 0middot004P 0middot003S0042AI 0002300N 0010Nb and 007900Ti(Ref 41) The sample employed for texture measure-ment was prepared from the midthickness of the hotband The hot band texture of this ELC Nb + Ti steelis qualitatively similar to that of the AK steel L-Kcomposite sample (see Fig 9) A quantitative compari-son of Fig 11 with Fig 9 is of doubtful validitybecause of the different sample types used to evaluatethe textures Both textures are characterised by001(110) as the major component The hot rollingtexture of the ELC Nb + Ti steel can also be seento resemble that of the ordinary IF steel containingTi (Fig lOb L-K composite sample) which wasobtained by transformation from the texture of apartly recrystallised and partly pancaked parentphase
Samuel et al42 studied the recrystallisation behav-iour of a Ti-containing ELC IF steel under simulatedstrip rolling conditions The steel composition was0middot004C 02Mn 0middot008S 000400N and0middot06600Ti They observed that very fine Ti(CN) andTi4C2S2 particles are precipitated during hot rollingThe relatively high temperatures of roughing com-bined with the small precipitate volume fraction(because of the low C and N concentrations) renderedthese precipitate particles ineffective for the retard-ation of recrystallisation during the early stages ofrolling In the finishing stages there is little effect onthe recrystallisation kinetics because of the shortinterpass times involved When finishing temperaturesjust above the Ar3 were employed some strainaccumulation took place during the later stages offinishing which led to the initiation of dynamicrecrystallisation These results indicate that theaustenite of hot rolled ELC IF steels is essentially ina recrystallised state before transformation whichexplains why the ferrite transformation texture isweak As discussed above the cube texture in therecrystallised austenite transforms primarily into therotated cube in the ferrite (Fig 8) Similar behaviouris expected from Nb-containing ELC IF steels
Najafi-Zadeh et al43 investigated the influence ofhot strip rolling parameters on austenite recrystallis-ation in three ELC IF steels with 0middot003500C andcontaining 0056Nb 006500Ti or 002800Nb+0middot035Ti They found that the increase in flow stressin the finishing passes (due to retained work harden-ing) is more marked in the Nb than in the Ti or theNb + Ti steel This indicates that the Nb in solutionwas more effective in retarding recrystallisationthan the Ti (Here the interpass times were too short
International Materials Reviews 1994 Vol 39 No4
0rT-r-Ir--------r---_~I
30
90 0 6030 90ltigtldeg
11 tP2 =45deg section (Bunge notation) of ODF from0middot01Nb + 0middot0800Ti hot rolled ELC IF steel (sheetsample) (after Ref 41)
to permit significant precipitation) Such solute re-tardation is responsible for the higher intensities ofthe transformed rolling texture components (ie thetransformed Cu brass and S conlponents seeFig 8) in the hot band textures of Nb as comparedwith Ti or Nb + Ti steels
Cold rolled textures in low carbon sheet steelsRimmed and drawing quality AI-killed steelsCold rolled textures are virtually identical for rimmedand AK steels when they are evaluated on a compar-able basis as shown by Heckler and GranzowIt has been noted that the HR textures of the twotypes of steels are similar displaying only a weak001(110) component With increasing coldreduction these low carbon steels develop both apartial (110)IRD fibre and a 111IIND fibre Thetransformed austenite recrystallisation component001(110) also sharpens perceptibly The strongestcomponent of the texture is displaced from111(110) at 60 cold reduction towards112(110) at 80 All these features can be seen inthe ODF plots (Fig 12a and b) of a rimmed steelcold rolled 60 and 8000(Ref 26)Cold rolled ordinary Nb and Ti stabilisedIF steelsOrdinary Nb stabilised IF steels have CR texturescharacterised by a sharp (110)IIRD partial fibre withmaximum intensities at the 112(110) orientationWhen the cold reduction is held constant at 60 thestrength of the 112(110) (transformed Cu) orient-ation increases with the concentration of Nb in solidsolution this reflects the increase in the strength ofthis orientation in the HR state attributable to austen-ite pancaking The ratio of the strength of 112(110)to 554(225) (transformed brass) in the CR stateis about 2 1 (Ref 28) The 001(110) componentis approximately as strong as the 554(225)component
As shown above the 112(110) orientation is thestrongest component in HR Nb stabilised IF steelsbecause of austenite pancaking (Fig lOa) while in
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 139
90 -t-bullbull-bullbullbullbull-I_~~-+-~----~-t--~ bullbull_~~-- bullbullbull~ bullbullbull--1~80 ~3
70 ~2
60
if 50tS~40
30
20
10
O bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull----bullbullbull--l bullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbullbull_ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull- bullbullbullbullbullbull-
i(b)
70 80 90 10 20 30 40 50 60 70 80 908deg
o 10 20 30 40
12 lJ = 45deg sections (Roe notation) of ODFs of rimmed steel cold rolled a 6000and b 80 (L-K compositesamples) (after Ref 26)
HR ordinary Ti stabilised IF steels the strongestorientation is 001 (110) as a result of austeniterecrystallisation (Fig lOb) In a similar manner thetexture of CR ordinary Ti stabilised IF steels differsquantitatively from that of the equivalent Nb steelsThe former can be characterised as having majororientations whose strengths decrease in the order112lt110) 554(225) and 001(110) Howeverthe intensities of these components are appreciablylower than in the comparable Nb steels ODFs arepresented in Fig13a and b for the highly alloyed0middot24Nb and 0middot30 Ti cold rolled IF steels discussedabove The listing of key texture components inTable 3 shows how the strengths of the 112(110)(transformed Cu) orientations increase with the con-centration of Nb in solution which varied from0middot002 to 0middot03 and to 0middot19 in the order given
While cold rolling results in significant strengthen-ing of the Ill (110) in rimmed and AK steels itleads to greater enhancement of the 112(110) in
Nb and Ti stabilised IF steels at comparable coldreductions of 60 These results are explicable interms of the relative strengths of the 112(110)component in the hot bands of these four types ofsteel as shown in the section Effect of hot rolledgrain size on cold rolled and cold rolled and annealedtextures below
Cold rolled extra low carbon Nb and Tistabilised steelsFigure 14a and b shows the ~2 =450 sections (Bungenotation) of the ODFs of an ELC IF steel containingboth Nb and Ti after cold reductions of 70 and 8500(Ref 44) The HR texture of this steel has beendescribed above (see Fig 11) Cold rolling producessharp RDI(110) and NDII(lll) fibres in this steelthe intensities of which increase with the amount ofcold reduction The main component 001(110) ofthe hot rolled texture also sharpens significantly withincreasing cold reduction (see Fig 14) Furthermore
90 ~-1~~~~~~~~IIIIIIIIII bullbullbullbullbullbullbullbull IIIIIII bullbullbullbullbullbullbullbull _
80
70
60
if 50tS
~40
30
20
10
o bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~~~_ bullbullbullbullo 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8 deg (b)
13 tJ = 45deg sections (Roe notation) of ODFs of cold rolled ordinary IF steels containing a 0middot2400Nb andb 0middot30Ti (L-K composite samples) (after Refs 2728)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
140 Ray et al Textures in low and extra low carbon steels
o 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt V 111lt123gt bull 111lt112gt
8
30
60
(a)90
o 30 60CP deg
tnQ)
C
e
11 10
(b)
9090 0 30
CP deg60
14 tP2 = 45deg sections (Bunge notation) of ODFs of ELC IF steel of Fig 11 after cold reductions of a 7000 andb 8500 (sheet samples) (after Ref 44)
the strongest component of the cold rolling texturewhich is located at IV 112(110) after 7000 coldreduction undergoes a perceptible shift to the223(110) position after 8500rolling
The development of cold rolling textures in lowand extra low carbon steels has recently been dealtwith in some detail by T6th et al45 They predictedthe stability of the main rolling texture componentsanalytically using a rate dependent theory for mixed112lt111gt and 110lt111gt slip Both full constraint(Taylor) and relaxed constraint (lath and pancake)grain interaction models46-49 were employed for thispurpose An orientation stability map derived bythem and plotted in the ~2 =45deg section (Bungenotation) is presented in Fig 15 In this figure thenumbers associated with the contour lines refer to anorientation stability parameter S This displays highvalues in regions of Euler space where the orientationsare relatively stable and low values (these can evenbe negative) where the degree of stability is low
A study of the above diagram indicates that theprincipal component inherited from the recrystallisedhot band ie 001(110) is a fairly stable orientationand that is why its intensity increases during sub-sequent cold rolling Of the two major texture com-ponents observed in hot bands processed in the y norecrystallisa tion range the 113 IV 112lt110gt was
found to be highly stable during further deformationwhereas the 332(113) component shifts towards554(225) and then to 111(112) during sub-sequent rolling At large strains there is a net rotationfrom the 111(112) to the 111(110) position Theorientations possessing the highest stability arethe 112(110) and 445(110) followedcloselyby the223(110) The experimental cold rolling texturesof low and extra low carbon steels described aboveagree remarkably well with the above predictionsIn the case of the ELC IF steels however the223(110) appears to be slightly more stable thanthe 112(110) at larger strains (see Fig 14)
Annealing textures in low carbon sheet steelsValid comparisons of the cold rolled and annealed(CRA) textures of various steels should be made forthe same amount of reduction and annealing method(batch v continuous) For some steels heating ratealso has an important effect on the nature of therecrystallisation texture developedAnnealed rimmed steel and drawing qualityAI-killed steelsThe ODFs of the batch annealed rimmed and AKsteels published by Heckler and Granzow (seeTable 2) indicate the following trends During the
Table 3 (J) (IjI 8 tP) intensities of components ( x Random) (Refs 27 28)
111(112) 111(110)Steel Condition 112(110) 001(110) 5541(225)
0073Nb0middot092Nb024Nb0middot30Ti
CRCRCRCR
7middot27middot89middot05middot0
4middot14middot14middot13middot9
4middot64middot44middot24middot1
4middot64middot44middot13middot8
4middot04middot14middot33middot6
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
(001)[110] ~r-----=--~~T---========t(001 )[110]
eo
1 (112)[1~O](223)[110](445)[110] 3 (111)[011] 0
(111)[110] 4 -- --------i-------5~~~(111)[TI2](111)[121] 1 (554)[225]
(332)[113]
(114)[110]
(113)[110] (113)[332]
-1 (112)[111]
o
cp-
15 Orientation stability map for rolling presented intP2=45deg section (Bunge notation) (after Ref 45)
early stages of recrystallisation the RDII(110) andND II lt111) fibres decrease in intensity in both steelsThe ltIll) fibre decreases to a greater degree in therimmed than in the AK steel On further recrystallis-ation and grain growth the (Ill) fibre increases instrength in both steels though to a greater degree inthe AK steel As a result the strongest componentof the texture is the 111(110) at 55 x R in theAK steel (see Fig 16a) because of the trends describedabove the 111(110) is only 30 x R in therimmed steel The CRA rm reported for the AK steelwas 15 while it was reduced to 1middot2 for the rimmedsteel because of the lower intensity of the Ill fibre
The ODF for the CRBA AK steel (03100Mn0018S) of Fig 16a should be compared with thatpertaining to a current low Mn low S AK steel(020Mn 0008S) shown in Fig 16b27 The AKsteel investigated by Heckler and Granzow was of acomposition and processing history typical of its day(1969) Subsequent advances in steelmaking tech-nology which provided for desulphurisation permit-ted reductions in the Mn content This combined
Ray et al Textures in low and extra low carbon steels
with the implementation of somewhat higher coldreductions resulted in stronger CRBA textures in theAK steels as illustrated in Fig 16b this led in turnto higher rm values 1middot8 in this case
For continuous annealing the textures are the samefor both types of steel they essentially correspond tothat of a BA rimmed steel and are perhaps evensomewhat weaker Because of the reduced intensityof the Ill fibre the -laquo values for both types of steelgenerally fall in the range 11-12 The developmentof strong CRA textures and high rm values in conven-tional AK steels requires among other factors theslow heating rate associated with the tight coil boxannealing processAnnealed ordinary interstitial free Nb and Tistabilised steelsThe textures of annealed IF steels are of particularinterest because the plastic properties especially ther-values depend so sensitively on the texture TheCRBA textures and inplane r-value distributions differsignificantly from those for the rimmed and AK steelsIn general both the Nb and Ti IF steels displayCRBA rm values of about 2 or higher At equivalentcold reductions of about 60 the Nb steels usuallyhave an r-value distribution 10 lt 145 lt 190 while theTi steels usually have 10 gt 190 Increasing the amountof reduction results in moderate increases in theCRBA 10 and 190 values and in a more substantialincrease in the 145 values for both steel types The145 values seem to increase more rapidly with coldreduction in the Nb steels so that occasionally10 lt 145 gt 190 These changes in r-value are intimatelyassociated with changes in the volume fractions ofthe individual texture components and in theirrelative contributions to the r-value distributionsshown in Fig 5
ODFs for the two highly alloyed CRBA ordinaryIF steels discussed above 024Nb and 0middot3000Tiare presented in Fig 17a and b At first glance thetextures appear to be equivalent but the planardistribution of r-values in the two steels2728 is quite
90 ~-~~---I-~~~~~amp - -1---80
70
60
~ 50C
~40
30
20
10
O-~---r_bullbullr-- bullbull_t~+_-r-~-p bullbull~~~~__~~ (b)
o 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80908deg
16 tP=45deg sections (Roe notation) of ODFs of a AK steel CR 60 and laboratory BA at 738degC for 10 h (L-Kcomposite sample) (after Ref 26) and b AK steel (low Mn low S) commercially produced 6500CRBA (RDcomposite sample) (after Ref 27)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
142 Ray et at Textures in low and extra low carbon steels
90 -I-~~~~~~~~~~-~~~~~~~80
70
60
if 50C
~ 40
30
20
10
O-Pi bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull-- bullbullbullbullbullbullbullbullbullbullbullbull--p bull - bull - bull - bullbullbullbull
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 909deg
17 iP=45deg sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a Omiddot24Nb and b Omiddot30Ti(L-K composite samples) (after Refs 2728)
different even though the rm values are the same thisis indicated in Table 4
In contrast to the CRBA AK steels in neither ofthese materials does the 111(110) componentdominate the texture Rather 111(112) is moreimportant than 111(110) as are the off 111 axiscomponents such as the 554and 667 orientationswhichare 5deg off the 111 axis as well as the 557which is 10deg off the 111 axis The intensities ofselected texture components in the two steels2728aregiven in Table5
It is evident from Fig 17a and b that both steelscontain a weak 110(113) component (8=90deg tf=25deg)which is stronger in the Nb (23 x R) than inthe Ti (V4 x R) steel This orientation is a character-istic of Nb IF steels even at much reduced Nbcontents but is not a notable feature of Ti IF steelsat reduced Ti contents In fact the textures differsignificantly in Ti IF steels when the Ti content isreduced to much below the 0middot30Ti level discussedhere In many respects they gravitate towards thoseof AK steels while the textures of Nb IF steels donot change much as the Nb content is reduced Thisis because Nb is an effective pancaking agent even atsolute levels as low as 0middot03
An ODF difference map27 for the two steels(024Nb-030Ti) is presented in Fig 18 Positiveregions of the map correspond to locations where theorientation distribution (OD) is stronger in the Nbsteel It should be noted that orientations near112(110) are stronger in the Nb steel while thosenear 111lt 110gt are stronger in the Ti steel Asindicated in Fig 5 the 112(110) component con-tributes high values of r45 while the 111(110) isassociated with ro lt r90bull Thus the differences in the
Table 4 Planar distribution of r-values IF steels(Refs 27 28)
Steel Condition r- 0 45 gO
024Nb CRBA 1middot98 1middot25 2middot30 2middot05O30Ti CRBA 1middot95 2middot03 173 2middot29
International Materials Reviews 1994 Vol 39 No4
planar distribution of r-values shown above are aresult of these texture differences
ODFs for the two more lightly alloyed CRBAordinary IF steels 0095Nb and 013Ti are pre-sented in Fig 19a and b (Refs 27 29 30) The textureof the 0095Nb steel (Fig 19a) looks very muchlike that of the 024Nb steel (Fig 17a) in spite ofthe substantial reduction in alloy content Howeverthe texture of the 013Ti steel (Fig 19b) differssubstantially from that of the 0middot30Ti steel (Fig 17b)Its 111 fibre is very strong and there is less per-turbation with respect to the relative strengths of itscomponents
The difference ODp27 for the latter two steels(0095Nb-013Ti) is reproduced here as Fig 20As before orientations near 112(110) in the0095Nb steel are stronger by up to 4 x R units inthis case Similarly orientations near 111(110) arestronger in the Ti steel (4 x R units) The r-values of
90
80
70
60
~ 50~~40
30
20
10
00 10 20 30 40 50 60 70 80 90
9deg18 tJ = 45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 17(Omiddot24Nb-Omiddot30Ti) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 143
90 ~--~~~~~--l-a--e~~~~~~~~14-
80
70
60
(b)
~50Cl
~40
30
20
10
O bullbullbullbullbull~--r---rbull ~-ro--~ bullbullbullbullbull-- bullbullbullbullbullbullbullbullbull-- bullbullbullbull~ bullbullbullbullbullbullbullbullbull--I~lf-o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
8deg19 tP=4So sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a 009degSNband b 0middot13Ti
(sheet samples) (after Refs 272930)
these two steels and of the low Mn low S AKsteeI27293o mentioned above are listed in Table 6 Asexplained above the high r45 value in the Nb steel isassociated with the increased 112(110) intensityand the high r90 value in the Ti steel with that of the111(110)
For the sake of completeness difference ODFs arepresented below for the (Nb IF - AK) and (TiIF - AK) steels In order to make this possible a013Ti steel ODF (RD composite sample) is firstintroduced in Fig 21 and an AK steel ODF (sheetsample) in Fig 22 The resulting difference ODFs areillustrated in Fig 23
From Fig 23a it is evident that the Nb IF steelcontains higher intensities of the 554(225) (2 x R)110(113) (2 x R) 112(110) (31 x R) and near8= 40deg tJ= 75deg orientations (4 x R) Conversely theAK steel contains more of the 111(112) (42 x R)The difference ODF for (013Ti - AK low Mn lowS) is illustrated in Fig 23b The Ti IF steel containshigher intensities of 554(225) (2 x R) 111(112)(18 x R) and the 557 and 667 components attJ=70deg which are stronger by 2middot2 x Rand 2middot3 x Rrespectively
The differences in texture between these BA steelsand those processed by continuous annealing (CA)are probably small as the r-value differences arequite small It has also been shown27293o38 thatfor ordinary Nb stabilised IF steels annealing con-ditions and heating rates have virtually no effect onr-value
Annealed extra low carbon Nb and Ti stabilisedsteelsDiscussions of ELC IF steels almost always focus onthe factors affecting r-value while texture data aresparse There is a need for a unifying investigation of
the HR CR and CRA textures of this class of steelcarried out in such a way that the results are com-parable The apparent paradox pointed out byHutchinson et al39 between the modest dependenceof rm on Nb content in ELC steels and the sharpdependence observed in ordinary Nb IF steels (seeFig 24) probably arises because of a lack of compar-ability The paradox involves the conclusion thatexcess solute Nb is necessary to ensure a high rmvalue which is not borne out by the ELC (ULC)steel data It appears instead that no paradox existsand that it arose because of an attempt to comparetwo sets of non-comparable data
First it must be recognised that the Mn contentsof sheet steels produced in the 1960s and 1970s weretypically in the 03-04 Mn range The materialsinvestigated by Hook et al28 all had Mn contents inthis range The o values for these steels lay in therange 12-15 The exception was a 0middot1Mn steelthat had a substantially higher ro value of 1middot8 Nowcurrent ELC IF steels have Mn contents of less than0middot2000typically 010-015 The Mn level is knownto have important effects on r-value and texture aswill be shown in the section Effect of substitutionalelements below It can be reasonably inferred thathad the steels studied by Hook et al contained Mnlevels as low as those of the ELC steels referred toby Hutchinson et al their rm values would have beenhigher especially at solute Nb contents below 0middot0300In addition the ordinary IF steels had been coldreduced by 60 whereas the ELC steels receivedreductions in the 75-7900 range Thus the apparentparadox can be resolved on the basis of the combinedeffect of both a reduced Mn content and the use ofsubstantially higher cold reductions on increasing ther-values of ELC Nb IF steels compared with theordinary type of Nb IF steel
Table 5 Strength of selected components CRBA IF steels ( x Random) (Refs 27 28)
Steel 112(110) 554(225) 557(472) 667(121) 111(112) 111(110)
024Nb 4middot6 7middot9 8middot3 8middot4 8middot00middot30Ti 2middot2 8middot5 6middot9 7middot9 7middot6
3middot85middot4
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
144 Ray et al Textures in low and extra low carbon steels
90
80
70
60
~ 50~~ 40
30
20
10
00
1
10 20 30 40 50 60 70 80 90
8deg20 tP=45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 19(0middot095Nb-0middot13Ti) (after Ref 27)
Figure 25a and b represents the annealing texturesof two ELC Nb IF steels containing 0middot02300 and0middot03700 Nb rcspectivelyP These steels were coldrolled 75 and then batch annealed The two texturesare similar and are characterised by nearly perfect111 fibres with intensity maxima located at554(225) (8=60deg tJ=OO) and 667(121) (8=50degtJ = 60deg) There is a perceptible difference between theannealing textures of ELC and ordinary (see Figs 17aand 19a) Nb IF steels In the latter case the generalintensities are lower and the 111(112) component isappreciably less intense than the 111(110) Further-more in the ELC grades off Ill axis orientationssuch as the 554 and 667 which are 5deg off the Illaxis predominate The greater balance between the two111 components leads to lower Ar-values (see Fig 5)and the higher concentration of orientations close tothe Ill fibre axis raises the rm value
Figure 26a and b illustrates the recrystallisationtextures obtained after laboratory salt bath annealingof the Nb + Ti ELC IF stcel for which the HR andCR textures were presented above (see Figs 11 and14) Evidently recrystallisation of this material leadsto general weakening of the RDII(110-) fibre andappreciable strengthening of the ND II(111) fibreThese effects become more prominent when the coldreduction preceding recrystallisation is increasedOverall the intensities of the 223(110) 112(110)and 001(110) components decrease drasticallywhile there is a corresponding sharpening of the111(123) and 111(112) components How-ever the off Ill axis orientations 554 667 and557 dominate the texture
Table 6 Planar distribution of r-values for IF steelsand AK steel (Refs 27 28)
Steel Condition (m (0 (45 (so
0095Nb CRBA 1middot93 149 2middot08 2middot05013Ti CRBA 2middot02 2middot07 173 2middot54AK steel CRBA 1middot77 183 1middot44 2middot35(low Mn low S)
International Materials Reviews 1994 Vol 39 No4
90
80
70
60
~50C
~40
30
20
10
00
(
10 20 30 40 50 60 70 80 908deg
21 tP=45deg section (Roe notation) of ODF of 0middot13TiCRBA IF steel (RO composite sample) (afterRef 27)
Factors controlling the textures of cold rolledand annealed low carbon sheet steelsThe development of textures in cold rolled andannealed low carbon steels is controlled by both steelchemistry and by processing parameters such as thehot band texture and grain size coiling temperatureamount of cold reduction and heating rate duringannealing Of these the effects of hot band textureand grain size will be dealt with in the next sectionwhile those of the interstitial and substitutional sol-utes will be discussed in detail in the sections Effectof interstitial elements and Effect of substitutionalelements respectively below Since the subject hasalready been reviewed by Hutchinson only briefreference will be made here to the effects of theprocessing variables
In a recent conference Hutchinson described howthe various material and process variables are to becontrolled so that the textureanisotropy of cold rolled
9 0 -I--L-a-Ir-~~+-~~+T-r-+--+-
80
70 ~60
~50
~ (~40
30
20
o
10 1O-t-bullbullbullbullbullbullbullbullbull--bullbullbullbullIl~-IIo~bull-
1
o 10 20 30 40 50 60 70 80 908deg
22 tP= 45deg section (Roe notation) of OOF of low Mnlow 5 CRBA AK steel (sheet sample) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 145
9080 070
060~ SO 0 a~40 0
3020100
0 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80 90(a) 8deg (b)
23 Difference ODFs for CRBA steels a Omiddot095Nb IF (Fig 19a) -AK (Fig 22) both sheet samples and b Omiddot13degcJTiIF (Fig 21) - AK (Fig 1Gb) both RD composite samples (after Ref 27)
and annealed sheet steels can be optimised he alsoranked these variables according to their significanceTable 7 reproduced in slightly modified form fromthe above work shows how different and conflictingrequirements can be satisfied to produce the bestpossible results One important such case concernsthe interaction between coiling temperature and heat-ing rate during annealing as can be seen in Fig 27
In Table 7 the term IF steel is used to includeboth ordinary as well as ELC IF steels It willhowever be useful to bring out the differences betweenthese two grades of steel by comparing their responsesto several important material and process variablesfor the purpose of attaining high r-value
Three factors significantly influence the formabilityof ELC IF steel sheet the composition annealingmethod and degree of cold reduction Of these factorsthe effect of cold reduction is the most substantialFor example Fig 28 shows the relationship betweendegree of cold reduction and rm value for two(Nb + Ti) IF steels produced by laboratory coldrolling of rolled hot band 2middot8 mm thick The steelshad the compositions given in Table 8 The rm valuesat 6000 reduction and below are poor relative tothose at 75 reduction and above for these twobatch annealed steels
Table 9 lists r-values for six ELC IF steels two Tialloyed two Nb alloyed and two Nb + Ti alloyedThese results were obtained from mill producedstrand cast slabs that were laboratory hot rolled coldrolled and annealed Batch annealing was conductedat 732degC using a 4 h soak Continuous annealing wassimulated using resistance heating to 843degC for 20 sFigure 29 depicts the relationships between rm valuecold reduction and annealing method It is evidentthat these ELC IF steels require higher coldreductions to achieve equivalent rm values of about2middot0 than the ordinary much more highly alloyed IFsteels Clearly the rm values of the ELC IF steels aresomewhat inferior for continuous compared withbatch annealing However it has been showrr thatheating rate has no measurable effect on the r-valueof the more highly alloyed Nb IF steels
Effect of hot rolled grain size on coldrolled and on cold rolled andannealed texturesHot rolled grain size has been shown to have a verysignificant effect on both CR and the subsequentCRA textures Hot band texture also has a significanteffect on CR and CRA textures When evaluating
Table 7 Control of parameters for optimising textureanisotropy of cold rolled and annealed steel sheets(Ref 50)
Low carbon steels
Parameter SA
Carbon contentManganese contentMicroalloying (AI Nb or Ti)Soaking temperature for hot rollingHot rolling scheduleFinish rolling temperatureCoiling temperature after hot rollingCold rolling reductionHeating rate of annealMaximum temperature of anneal
Low ()Low ()AI ()High ()()gt A3 ()Low lt600DC ()7020-50 K h -1 ()720DC
CA IF steels SA or CA
Low ()Low ()()
Low ()()gt A3 ()High gt700DC ()855-20 K S-1 ()850DC
Low ()Low ()NbfTi ()Low ()()gt A3 or ltA1 ()High ()90()900DC
() not critical () significant () important () vital
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
146 Ray et a Textures in low and extra low carbon steels
Table 8 Compositions of ELC (Nb + Tl) IF steels usedto determine effect of cold reduction onrm value Fig 28 (Ref 31)
Composition wt-
Steel C Mn AI N Nb Ti
3 0middot0036 0middot11 0middot045 0middot0011 0middot009 0middot0304 00033 010 0middot038 0middot0012 0007 0middot026
results concerning the effect of hot band grain size onCR and CRA textures care must therefore be takento ensure that the methods used to vary the grainsize do not also vary the hot band texture
The effect of initial grain size on the cold rolledtexture in a rimming steel was studied by JonesHudd and Dasarathy and reported by DasarathyNo significant difference in the cold rolled texturewas observed when the hot band grain size was variedover the range from ASTM 5-6 to ASTM 12-13However on recrystallisation by means of a rapidanneal at 700degC the annealing textures differedwidely The Ill ND fibre was strengthened appreci-ably in the fine grained material by contrast thellO(OOl) orientation was intensified in the coarsegrained steel
It was shown by Hook29 for a Nb stabilised ordin-ary IF steel that the hot band grain size has a
22
IF
ULC
20
16
14 0 002 004 006 o~ Q1Nb IN SOLID SOLUTION wt-
24 Effect of dissolved Nb on rm values of ELC andordinary IF steels (after Ref 39)
profound effect on the CR texture and thus on thesubsequent CRBA texture In steels of this type it isnot possible to increase the hot band grain size by asubcritical (below the AC3 temperature) anneal A hotband sample was therefore austenitised at 982degC aircooled to 694degC and then held for 1 h to ensurecomplete restabilisation of the steel The anneal pro-duced an increase in the hot band grain size from an
Composition wt-
Table 9 Extra low carbon IF steels compositions and r-values
Steel C Mn
A - ELC (Ti) 0middot0024 010B- ELC (Ti) 0middot0043 016C- ELC (Nb) 0middot0028 0180- ELC (Nb) 0middot0027 016E - ELC (Nb + Ti) 0middot0033 008F- ELC (Nb+ Ti) 00033 015
HR coilingSteel temp DC CR
A - ELC (Tl) 566 65566 75705 75566 80
B- ELC (Ti) 566 65566 75705 75566 80
C- ELC (Nb) 705 65566 75705 75705 80
0- ELC (Nb) 705 65566 75705 75705 80
E - ELC (Nb + Ti) 566 65566 75705 75566 80
F - ELC (Nb + Ti) 566 65566 75705 75566 80
Nb TiS AI N Nb (solute) Ti (solute)
0middot0052 0middot071 00017 lt0middot002 0middot068 0middot0450middot0043 0middot067 00047 lt0middot002 0middot080 0middot0400middot0070 0middot037 0middot0017 0middot023 0middot001 lt00020middot0064 0middot059 0middot0038 0middot037 0middot016 lt0middot0020middot0051 0middot059 0middot0013 0middot028 0middot006 0middot0030middot0080 0middot043 0middot0041 0008 0middot055 0016
Plastic strain ratio
Batch anneal Continuous anneal
0 45 90 r- m 0 45 90
1middot86 1middot81 2middot40 197 1middot64 1middot72 1middot35 2middot122middot01 1middot97 2middot56 213 2middot17 2middot20 1middot86 2middot741middot09 2middot10 2middot54 2middot17 2middot14 2middot03 1middot96 2middot62216 2middot00 2middot62 219 2middot22 2middot34 1middot93 2middot68180 1middot92 246 2middot02 177 1middot65 1middot63 2middot171middot88 2middot00 2middot52 2middot11 1middot85 1middot80 1middot70 2middot221middot86 2middot02 2middot56 2middot11 196 1middot81 1middot82 2middot381middot92 2middot22 2middot55 223 2middot01 1middot98 1middot82 2middot401middot83 1middot72 2middot36 1middot91 1middot79 190 1middot54 2middot201middot66 1middot86 2middot24 1middot90 1middot82 1middot64 170 2middot261middot98 1middot89 244 2middot05 2middot03 212 1middot76 2501middot96 214 258 2middot20 2middot09 2middot10 1middot86 2541middot84 1middot94 2middot64 2middot09 1middot76 1middot78 148 2191middot94 2middot04 2middot61 216 1middot80 1middot66 1middot88 2161middot96 2middot08 2middot67 2middot20 2middot02 2middot02 175 2middot441middot97 2middot20 2middot68 2middot26 1middot98 1middot90 1middot84 2middot451middot69 1middot64 2middot09 1middot76 1middot50 156 1middot32 1middot801middot80 212 255 214 1middot97 1middot83 1middot84 2middot361middot90 2middot06 2middot58 2middot15 2middot10 2middot16 1middot80 2middot63177 2middot06 2middot52 2middot11 2middot04 204 1middot84 2middot431middot64 1middot79 2middot30 1middot88 1middot57 1middot50 148 1middot841middot80 2middot02 2middot55 2middot10 1middot98 1middot80 1middot88 2middot341middot87 2middot02 2middot38 2middot07 1middot97 1middot90 1middot75 2481middot80 2middot08 2middot48 2middot11 1middot99 1middot86 1middot84 240
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
132 Ray et al Textures in low and extra low carbon steels
15
000o 0I o 0
o 0I
0 O
001lt110gt
(l)
J
~ 10J
05
o 0 ~~+-+-f--t--t-t-I-t-i-t-t-t-f-T-f
o 30 608deg
lllltllOgt
30 608deg
40 bullbullbullbull-r-r--r-r--r-r-r-r--r-r---r-1-
3530
s 25cti20
15
10
0500 +-t-+-t--t-+-+-+-+-+-+-+-l-f-I--HI-H
o
554lt225gt
30 60 908deg
4 0 -r-r-----~----r--Tr-rl---
3530
(l) 25J
cti 20gtJ 15
10
0500 +++++-+-+-+-+-+--t-+-+-t-+-t-t-t-1
o90 30 60 908deg
40 ---r--------------r-lr-r-l
35
30 00 00middot000
0 0 000000 00
~ 25~ 20J 15
111lt112gt
30 608deg
I1o
0000000000
110ltOOlgt
30 608deg
5 Plots of r v angle 0 with respect to rolling direction for selected ideal orientations as predicted by relaxedconstraint method (after Ref 16)
undesirable natures of individual ideal orientationsFor good deep drawability (characterised by high rmand minimum l~rD the components 111(110) and111(112) are clearly beneficial with the 554(225)component coming in as a close third preference Thisis why a strong and homogeneous Ill fibre textureis sought in low C steels designed for optimum deepdrawability Because the presence of the 111(110)component promotes the appearance of sixfold earsof the 30deg 90deg 150deg type (with valleys at 0deg 60deg120deg ) whereas that of the 111(112) componentis responsible for the formation of 0deg 60deg120deg ears(with valleys at 30deg 90deg 150deg ) equal intensities ofthese two components (ie a balanced Ill fibre)will lead to the relative absence of ears
The anisotropy of the yield strength which is alsorelated to deep drawability is discussed belowtogether with that of the elastic modulus of texturedsteel sheet which can be of importance in certainapplications
Texture and yield strengthFigure 6 illustrates how the yield strength a measuredalong a direction inclined at an angle 8 to the rolling
International Materials Reviews 1994 Vol 39 No4
direction is expected to vary for different texturecomponents These calculations were carried out byassuming that each texture component is the onlyone present (with no random background) and thatthere is a 15deg gaussian spread about the respectiveideal orientationP The yield strength varies some-what with 8 for the components 111(110)111(112) 554(225) and 001(110) By con-trast the 0(8)0(0) ratio varies considerably morewith 8 for the 110(001) and 112(110)components
Texture and elastic modulusThe maximum value of the Youngs modulus E ofiron and steel is obtained along the (111) directionand the minimum along the (100) The value of Ealong a certain direction whose direction cosineswith respect to the crystal axes are x y and z isgiven by the relationship
1 1 (1 1)-= ---3 ----- (X2y2 + y2z2 + Z2X2)E E100 E100 Ell
(2)
Generally speaking the directional dependence of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
111111111 06530 60 90 0 30 60 90
8deg 8deg135
lllltllOgt 125111lt112gt
e 115
0middot0000 00b~ 105
0-0-0 000000-0 - 00 0middot0-0-00b 095 0-00000-0 0-00
085
075
06530 60 90 0 30 60 90
8deg 8deg135
554lt225gt 125110ltOOlgt 0000
d 00 115 00 0
000b 0 00~ 105 00 -
00 0 0-0middot00000_00-00 00-0 b 095
085
075
0 115
~CDb 095
00000 000000o 00000
~ OOtltII0gt125
105
085
075
065 o
135
125
euro 115b
~ 105b 095
085
075
0650
135
125
0 115-J2 105CDb 095
085
075
0650 30 60
8deg
Ray et a Textures in low and extra low carbon steels 133
112 lt11 0gt125
085
075
poP
0
0000 000 00000middot0
euro 115J2CD 105
b 095
065 +-+-+-+-+-+-+-+-+-+-+-+-+-+-++-+-+-1o 9090 30 608deg
6 Relaxed constraint predictions of 0(8)0(0) for selected texture components (after Ref 16)
elastic moduli of polycrystalline metals can be pre-dicted from that of the single crystal moduli Inpractice it is not easy to estimate since the effect ofgrain boundaries as well as of the interaction betweenneighbouring grains must be taken into accountThree models have been proposed for the calculationof elastic properties in textured polycrystalline aggre-gates These are (a) the Voigt model which assumesan identical strain state in all the crystallites (b) theReuss model where the stress in each grain is sup-posed to be that applied to the bulk specimen and(c) the Hill approximation which employs an arith-metic average of the above upper (Voigt) and lower(Reuss) limits For deep drawing quality metal sheetsthe Hill formulation leads to the most accuratedescription of the elastic anisotropy The values ofthe single crystal elastic constants that are selectedhave a significant effect on these predictionsCalculated values of Youngs moduluslv using theHill approximation are plotted against 8 the angleto the rolling direction for several important texturecomponents in cold rolled and annealed low C steels(Fig 7) The variation of E with angle 8 is leastfor the orientations 111(110) and 111(112)followed by 554(225)
Characterisation of textures in lowcarbon sheet steelsCold rolling and recrystallisation textures in ferritebased steels have commonly been described in termsof certain orientation fibres in Euler space It iscustomary to plot the orientation density along thesefibres and to use their relative intensities to distinguishthe hot band cold rolling or recrystallisation texturesof one steel from another These fibres have beenreferred to as the a y 1 and 82021 However theterms a and y for the fibres can lead to confusionbecause of the a and y phases in steel In order toavoid these difficulties they will be referred to insteadas the RD (rolling direction) and ND (normal direc-tion) fibres respectively as defined in more detailbelow In earlier publications the existence of anotherfibre known as the 3was also reported this wasessentially on the basis of the theoretical predictionof cold rolling textures The locations of all thesefibres in Euler space are shown in Fig 3 (except forthe 3-fibre)and their specific orientation ranges arelisted below
(i) RD or a-fibre running from OOl(110) to111(110) along (110)IIRD
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
10 100 30 60 90 0 30 60 90
edeg edeg30 30
554lt225gt 110ltOOlgt
25 N 250-0-0
N o 0E E 0
0_00-000-00-000-0- p 000_z 0_0-0-0-0z 0
f 20 f 20 I
b b dOor- 0r- O
w5 ui 15 0middot0-0-
134 Ray et al Textures in low and extra low carbon steels
N 25EzC) 20Nbor-
- OO1ltt 10gt
ui 5
30 60edeg
~ 25Ezf 20bor-
111lt110gt
w5
0 +-+-t-t-+-t--l--+-+-+-+-+-+-+-+-~~o 30 60
edeg
ui 15
I
I I I I30 60edeg
90
111lt112gt
~ 25Ezf 20bor-
ui 15
90 30 60edeg
7 Plots of Youngs modulus E v angle (J with respect to rolling direction for selected texture components(after Ref 16)
(ii) ND or y-fibre running from 111(110) to111(112) along (111) liND
(iii) RD or 17-fibrerunning from 001(100) to011(100) along (100)IIRD
(iv) TD (transverse direction) or s-fibre runningfrom 001(110) to 111(112) along(110)IITD
(v) ND-RD or j3-fibre running from 112(110)to 11 11 8(4 4 11) along a (110) fibreaxis inclined at 300 to ND in the ND-RDplane
Commercially produced sheet steels can be made withcontrolled compositions and processed to producecontrolled crystallographic textures The texture canbe regarded as a controlled variable The main typesof commercial sheet steels which are distinctive withrespect to texture can be classified based on steelcomposition as follows
1Rimmed steel no longer widely produced becauseof the conversion from ingot pouring to strandcasting
2 Aluminium killed steel3 Aluminium killed steel ELC (vacuum degassed
vacuum decarburised to lt 0middot01000C)
International Materials Reviews 1994 Vol 39 No4
4 Ordinary Ti stabilised interstitial free (IF) steel(typically 0middot006-0middot0100oC (max) 007-012Tiie highly alloyed)
5 Ordinary Nb stabilised IF steel (typically0006-001000C (max) 008-012Nb ie highlyalloyed)
6 Titanium stabilised IF steel ELC type (typically0middot003degAlC(max) 000200N 005-007 Ti ielightly alloyed)
7 Niobium stabilised IF steel ELC type(0middot0300Nb) ie lightly alloyed)
8 Nb + Ti stabilised IF steel ELC type (typi-cally 0middot003C (max) 0middot002N 00100AlNb 0middot03Ti ie lightly alloyed)Details of the characteristics of the textures developedin these steels based on this classification follow
Historical development of interstitial free steelsOrdinary (or conventional) interstitial free (IF)steels were developed commercially in the late 1960s
Technically the term I-F Steel should not be used since it is aregistered trade mark issued to the then Armco Steel Corp Armcowas the first US steelmaker to make this type of steel starting in 1970
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
and early 1970s following the introduction of vacuumdegassing technology in the steel industry Since thecurrent routine capability of achieving very low Cand N contents (C = 30-50 ppm max N = 20-30 ppmmax) was not realised at their inception these originalIF steels were relatively highly alloyed by presentstandards When these IF steels were developed theexisting steelmaking technology resulted in higherinterstitial element levels (C = 50-100 ppm N =40-80 ppm) The IF steels produced commerciallywere Al-killed (002-00700AI) and alloyed with eitherTi (generally 007-012) or Nb (generally 008-01200) or with binary additions of Nb + Ti (typi-cally 005Nb 0middot05Ti) In these steels if only Tiwas added the Ti scavenged both the C and N ifonly Nb was added the Nb scavenged only the Cwhile the N was combined as AIN and if both Tiand Nb were added the Ti scavenged both the C andN (if the Ti(C +N) ratio was lt4 1 the Nb wouldcombine with the remaining C)
It is likely that the first type ofTi stabilised ordinaryIF steel was developed by Shimizu et al22 of theYawata Iron and Steel Co Ltd (known today as theNippon Steel Corp) The introduction of this gradewas followed by that of the Nb (Ref 23) and(Nb + Tif4 stabilised types of IF steel by the ArmcoSteel Corp (now AK Steel Corp) A distinguishingfeature of these ordinary IF steels was that theycontained a considerable excess of the stabilisingelements which did not combine with either C or NIt is precisely this difference compared with the moremodern ELC (or ULC) IF steels that leads to measur-able differences in texture development The lattercontain only minor amounts of uncombined solutealloying elements
Extra low carbon (ELC) or ultra low carbon (ULC)IF steels came about as a result of the introductionto steelmaking technology of the bottom blown con-verter and a reformed RH vacuum degasser whichenabled significantly lower C and N levels (C =30-50 ppm max N =20-30 ppm max) to be consist-ently attained The attainment of lower interstitiallevels permitted the use of substantially reduced soluteadditions (Nb andor Ti) to achieve the interstitialfree state These events transpired in the 1980s Aprincipal driving force in this development was thewidespread implementation of continuous annealinglines in Japan The Kawasaki Steel Corp in partic-ular played the major role in developing this type ofIF steel The article by Obara et al25 dealing withELC steels provides further details of the develop-ments which occurred
While the ELC IF steels provide rm values whichare relatively insensitive to coiling temperature andannealing method (continuous v batch annealing)they require higher cold reductions to attain the levelsof rm associated with ordinary IF steels Strictlyspeaking the ELC IF steels have somewhat lower rm
values after continuous as opposed to batchannealing The planar anisotropy is also different forthe two annealing methods as a result of small butsignificant differences in the textures produced Theplanar anisotropy of cold rolled (CR) batch annealed(BA) ordinary Nb stabilised IF steels (the first typeintroduced commercially) differs from that of the ELC
Ray et a Textures in low and extra low carbon steels 135
Nb stabilised IF steels produced today This is partlybecause hot bands of the latter grade contain a lessintense 112(110) texture component than found inthe hot bands of ordinary Nb stabilised IF steelsThese characteristics of the various types of IF steelare described in detail in the sections that followwhere references are provided for each of the traitscited
As will be seen in more detail below the relativelyhigh level of Nb in the ordinary IF steels is responsiblefor more austenite pancaking and therefore for theincreased intensity of the rolling texture componentsin the austenite before transformation The latter arein turn responsible for the more intense 112(110)(and 332(113raquo) components in the ferrite aftertransformation To compensate for the reduced Nblevel and 112(110) component intensity in theELC IF steels additional cold reductions are required
Conflicting reports plague the subject of texturesin sheet steels and frequently make it difficult andsometimes impossible to draw clear cut conclusionsIn many cases discrepancies result from differencesin the procedures used to obtain the results The keyword here is comparability For this reason thecharacterisation of the textures of the various typesof steel in this section is based as far as possible onstudies that employed comparable procedures
Table 2 lists the different grades of low and extralow carbon steels the textures of which have beencharacterised The compositions of the steels theirprocessing histories and the types of texture sampleused sheet or compositePr are also indicated inthe table The steels were commercially melted andcast and mill hot rolled (HR) an exception appliesto the ELC IF steels which were mill cast butlaboratory processed thereafter Cold rolling andannealing were conducted either in the mill or in thelaboratory as indicated in Table 2 When significantthrough thickness texture gradients were presentcomposite samples were employed to provide theaverage through thickness texture Some of the resultsare taken from published articles of necessity how-ever the use of the comparative method has requiredthe incorporation of some previously unpublishedresults as well
The development of cold rolling and annealingtextures in low carbon and extra low carbon steels isaffected by each aspect of their processing historyThe operations of importance thus consist of hotrolling cold rolling and annealing The characteristicsof the textures formed during these three differentstages of processing and the factors that affect themare discussed below for the different steels listedabove
Hot band textures in low carbon sheet steelsThese steels are all ferritic but are hot rolled in sucha manner that rolling is completed while they are stillin the austenite phase An exception applies to somespecial ELC IF steels for which the final rollingreductions are intentionally carried out in the ferriterange (warm rolling) Results for this case are notpresented here The hot band ferrite texture is formedby transformation from the austenite and is not adeformation texture resulting directly from rolling
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
136 Ray et al Textures in low and extra low carbon steels
RD bullbull --_
CUBE (8)i(001)[010]
(001)[Ho](001)[110]BRASS (4)ft
GOSS (8)
(112)[110]
COPPER (8) S (5)
-c--------~BRASS(~ -GOSS (8) (112)[131] BRASS (8)
---------- -------r(l- ------~ - -GOSS (8) (111)[121] (111)[011]
t tBRASS (8) GaSS (8)
(111)[H2](111)[1To]
(110)[110]
8 Selected bcc product orientations in tP2 =45degsection (Bunge notation) showing fcc parentorientations from which they originate (afterRef 37)
(except for the special case of ELC IF steels hot rolledin the ferrite range)
Effect of y-to-ex transformation on ferrite texturesDuring hot rolling the parent austenite phasedevelops a crystallographic texture which is laterinherited by the ferrite on transformation At rela-tively high temperatures of rolling (ie above the Tnr
or austenite no-recrystallisation temperature) a weakrecrystallisation texture is formed The austenitein this case displays the cube 001(100) texturewhich transforms primarily into the rotated cubeOOl(110) in the ferrite If on the other handthe austenite is not able to recrystallise during orafter rolling it develops a sharp texture containingthe brass 110(112) copper 112(111) and S123 lt634) components together with a weaker Goss110 (001)
During the austenite-to-ferrite transformation theKurdjumov-Sachs (KS) orientation relationship isgenerally followed3536 According to this model oneparent orientation transforms into 24 product orient-
90 bullbullbullbull--I bullbullbullbull~-- bullbullbull_I--ampo-I_ bull80
70
60 ~
~50 05 1C
~40 L30
20
10
O~ bullbullbullbull-r--r----r~ bullbullbullbullbullr-+-- bullbull2
o 10 20 30 40 SO 60 70 80 908deg
9 tP =45deg section (Roe notation) of ODF of hot rolledAK steel (L-K composite sample) (after Ref 28)
ations or variants Figure 8 represents the ~2 =45degsection (Bunge notation) in which selected bee prod-uct orientations calculated according to the KSrelationship are identified together with the fccparent orientations from which they have formedThe number of variants corresponding to each prod-uct orientation is indicated within brackets after thename of the respective parent orientation
Hot rolled rimmed and drawing quality AI-killedsteels (DQAK)Rimmed and AK steels have virtually identical andvery weak nearly random HR textures with the001(110) (transformed austenite recrystallisation)component being approximately 2 times random(2 x R)26 The ODF of Fig 9 for a mill produced AKHR steel shows the texture which differs onlynegligibly from that of a HR rimmed steel Therecrystallisation of austenite during hot rolling isunimpeded in these two types of steel and is suffic-iently rapid for recrystallisation to be essentiallycomplete before the transformation to ferrite This
Table 2 Steels used for characterisation of crystallographic textures
Composition wt- AnnealingHR CTt Type of PF
Steel type C Mn AI N Process DC CR Temp DC Time h samples Ref
Plain low carbonAK-HR (O018S) 0middot042 0middot31 0028 0middot0093 A 593 L-K 26AK-CRA (0018S) 0middot042 0middot31 0middot028 00093 B 593 60 738 10 L-K 26AK-CRA (O008S) 0middot041 0middot20 0middot032 00060 C 566 65 721 20 S(14T) RD 27(low Mn low S)
Ordinary IF steels024Nb IF 0middot0063 0middot40 0middot044 00056 C 649 62 746 20 L-K 28030Ti IF 00048 0middot30 0middot096 0middot0044 C 704 60 738 16 L-K 270095Nb IF 00033 040 0middot023 00063 D 649 70 732 4 S(14T) 2930013Ti IF 0middot0031 0middot22 0040 00056 C 621 66 738 16 S(14T) RD 27
ELC IF steels0023Nb IF (ELC) 00028 018 0middot037 00017 E 704 75 732 4 S(14T) 310037Nb IF (ELC) 0middot0027 0middot16 0middot059 00038 E 704 75 732 4 S(14T) 31
A mill HR tCT coiling temperatureB mill HR CR and laboratory SA + PF pole figureC mill HR CR SA L-K Lupata-Kula type composite sample (Refs 32 33)D mill HR and laboratory CR SA RD RD composite sample (Ref 30)E mill strand cast laboratory HR CR SA S(14T) sheet sample 14 thickness position
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90-1-bullbullbullbullbullbullbullbullbullbullbull
80
70
60
Ray et ale Textures in low and extra low carbon steels 137
~ 50Cl
~40
30
20
10
O--r-rTTTT-rl~r+-H-r-1~~~-~JLJ~~~30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
edeg10 iJ = 45deg sections (Roe notation) of ODFs of hot rolled a 0middot24Nb ordinary IF steel and b 0middot3000Ti ordinary
IF steel (L-K composite samples) (after Refs 2728)
interpretation is supported by the relative absence ofother texture components in the ferrite indicatingthat the austenite did not contain any rollingcomponents before transformationHot rolled ordinary interstitial free (IF) Nb and Tistabilised steelsThe ODFs of two highly alloyed mill HR IF steelsare presented in Fig lOa and b one a 02400Nb andthe other a 0middot30Ti steeI272838 Compared with theHR rimmed and AK steels the textures here are quitestrong The 024Nb stabilised steel can be charac-terised as displaying a (110)IIRD partial fibre witha strong peak near 112(110) of 4 times random(4 x R) Weaker components of interest are the001(110) at 2middot4 x R and the 554(225) or moreaccurately 332(113) at 2middot2 x R The Ill fibretexture (lllIIND) is not found
The 0middot3000Ti stabilised steel also displays a strongHR texture but one which differs somewhat fromthat of the Nb steel It is again characterised by a(110)IIRD partial fibre but with the strongest com-ponent (63 x R) at OOl(110) while the 112(110)IS weaker at 3middot6 x R in this case A further componentof interest is the 332(113) at 2middot2 x R
Thus the 001(110) is more intense than thelI2(110) in the Ti steel whereas the inverserelationship applies to the Nb steel The results ofSchlippenbach et al20 on the HR texture of a0middot22Ti steel measured at the midthickness of thesample showed f(g) values equal to 3middot3 and 4middot7 at112(110) and 001(110) respectively this againshows that the latter orientation is favoured in the Tisteel Conversely in experiments performed on a009500Nb steel where the texture was again meas-ured in the midthickness of the sample reported f(g)values f 7middot6 and 5middot2 at 112(110) and OOl(110)respectively are in agreement with the observedtrends in Nb steels as described above2930 Thestrength of the 112(110) component of the HRtexture of Nb IF steel does not decrease much withreduction of the solute Nb content For examplewhen the solute Nb content is reduced from 0middot19 to
003 the strength of the 112(110) only declinesfrom 3middot8 x R to 2middot5 x R (Ref 28)
The above results indicate that the dominant com-ponent of the HR texture is 112(110) in the Nbsteels and OOl(110) in the Ti steels From Fig 8 itcan be seen that the 112(110) ferrite component isderived principally from the Cu 112(111) com-ponent of the unrecrystallised austenite with a poss-ible contribution from the weaker Goss 110(001)component By contrast the OOl(110) ferrite com-ponent is obtained partly from the cube OOl(100)component of the recrystallised volume fraction ofthe austenite and partly from the brass 110(112)component of the unrecrystallised volume fractionTh~s it appears from the intensities that during hotrolhng the austenite in the Nb steel is essentiallypancaked (unrecrystallised) while the austenite ispartially recrystallised in the Ti steel
The retardation of austenite recrystallisation in theNb steel during hot rolling is attributable to twocomplementary factors (a) the presence of solute Nbin the austenite and (b) the precipitation of Nbcarbonitrides in the matrix Hook and Ny038 havefor example shown that ferrite recrystallisation isretarded in Nb IF steels by both Nb in solid solutionand by the presence of fine dispersions of NbC Nbin solid solution having the greater effect This viewis supported by the low interstitial content of thesesteels By contrast Ti in solution in the austenite doesnot appear to be as effective as Nb in retardingaustenite recrystallisation Furthermore Ti carbo-nitrides are less likely to form than Nb carbonitridesat hot rolling temperatures in the austenitic rangeand are therefore less effective in preventing austeniterecrystallisationHot rolled extra low carbon Nb and Ti stabilisedsteelsExamples of hot rolled textures evaluated by ODFanalysis for ELC IF steels falling in the compositionranges defined previously were difficult to find Theonly HR texture results reported for steels finishrolled in the austenite range are in the form of pole
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
138 Ray et al Textures in low and extra low carbon steels
figures Hutchinson et a139 published a (200) polefigure for a HR steel containing 0004C 004AIO003N 0028Nb and 0middot03300TiThey describedthe texture as weak and concluded that the alloycontent was insufficient to prevent recrystallisationbetween passes Kwon etal presented a (110) polefigure for a HR steel containing O003500C0049AI0003900N and 0middot07700Ti They interpreted thetexture as weak and considered that it did not resultfrom transformation of a substantially unrecrystal-lised austenite
Figure 11 shows the ~2 =450 section (Bungenotation) of the ODF from a hot rolled ELC IF steelcontaining 0middot0018C 0middot14Mn 0middot004P 0middot003S0042AI 0002300N 0010Nb and 007900Ti(Ref 41) The sample employed for texture measure-ment was prepared from the midthickness of the hotband The hot band texture of this ELC Nb + Ti steelis qualitatively similar to that of the AK steel L-Kcomposite sample (see Fig 9) A quantitative compari-son of Fig 11 with Fig 9 is of doubtful validitybecause of the different sample types used to evaluatethe textures Both textures are characterised by001(110) as the major component The hot rollingtexture of the ELC Nb + Ti steel can also be seento resemble that of the ordinary IF steel containingTi (Fig lOb L-K composite sample) which wasobtained by transformation from the texture of apartly recrystallised and partly pancaked parentphase
Samuel et al42 studied the recrystallisation behav-iour of a Ti-containing ELC IF steel under simulatedstrip rolling conditions The steel composition was0middot004C 02Mn 0middot008S 000400N and0middot06600Ti They observed that very fine Ti(CN) andTi4C2S2 particles are precipitated during hot rollingThe relatively high temperatures of roughing com-bined with the small precipitate volume fraction(because of the low C and N concentrations) renderedthese precipitate particles ineffective for the retard-ation of recrystallisation during the early stages ofrolling In the finishing stages there is little effect onthe recrystallisation kinetics because of the shortinterpass times involved When finishing temperaturesjust above the Ar3 were employed some strainaccumulation took place during the later stages offinishing which led to the initiation of dynamicrecrystallisation These results indicate that theaustenite of hot rolled ELC IF steels is essentially ina recrystallised state before transformation whichexplains why the ferrite transformation texture isweak As discussed above the cube texture in therecrystallised austenite transforms primarily into therotated cube in the ferrite (Fig 8) Similar behaviouris expected from Nb-containing ELC IF steels
Najafi-Zadeh et al43 investigated the influence ofhot strip rolling parameters on austenite recrystallis-ation in three ELC IF steels with 0middot003500C andcontaining 0056Nb 006500Ti or 002800Nb+0middot035Ti They found that the increase in flow stressin the finishing passes (due to retained work harden-ing) is more marked in the Nb than in the Ti or theNb + Ti steel This indicates that the Nb in solutionwas more effective in retarding recrystallisationthan the Ti (Here the interpass times were too short
International Materials Reviews 1994 Vol 39 No4
0rT-r-Ir--------r---_~I
30
90 0 6030 90ltigtldeg
11 tP2 =45deg section (Bunge notation) of ODF from0middot01Nb + 0middot0800Ti hot rolled ELC IF steel (sheetsample) (after Ref 41)
to permit significant precipitation) Such solute re-tardation is responsible for the higher intensities ofthe transformed rolling texture components (ie thetransformed Cu brass and S conlponents seeFig 8) in the hot band textures of Nb as comparedwith Ti or Nb + Ti steels
Cold rolled textures in low carbon sheet steelsRimmed and drawing quality AI-killed steelsCold rolled textures are virtually identical for rimmedand AK steels when they are evaluated on a compar-able basis as shown by Heckler and GranzowIt has been noted that the HR textures of the twotypes of steels are similar displaying only a weak001(110) component With increasing coldreduction these low carbon steels develop both apartial (110)IRD fibre and a 111IIND fibre Thetransformed austenite recrystallisation component001(110) also sharpens perceptibly The strongestcomponent of the texture is displaced from111(110) at 60 cold reduction towards112(110) at 80 All these features can be seen inthe ODF plots (Fig 12a and b) of a rimmed steelcold rolled 60 and 8000(Ref 26)Cold rolled ordinary Nb and Ti stabilisedIF steelsOrdinary Nb stabilised IF steels have CR texturescharacterised by a sharp (110)IIRD partial fibre withmaximum intensities at the 112(110) orientationWhen the cold reduction is held constant at 60 thestrength of the 112(110) (transformed Cu) orient-ation increases with the concentration of Nb in solidsolution this reflects the increase in the strength ofthis orientation in the HR state attributable to austen-ite pancaking The ratio of the strength of 112(110)to 554(225) (transformed brass) in the CR stateis about 2 1 (Ref 28) The 001(110) componentis approximately as strong as the 554(225)component
As shown above the 112(110) orientation is thestrongest component in HR Nb stabilised IF steelsbecause of austenite pancaking (Fig lOa) while in
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 139
90 -t-bullbull-bullbullbullbull-I_~~-+-~----~-t--~ bullbull_~~-- bullbullbull~ bullbullbull--1~80 ~3
70 ~2
60
if 50tS~40
30
20
10
O bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull----bullbullbull--l bullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbullbull_ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull- bullbullbullbullbullbull-
i(b)
70 80 90 10 20 30 40 50 60 70 80 908deg
o 10 20 30 40
12 lJ = 45deg sections (Roe notation) of ODFs of rimmed steel cold rolled a 6000and b 80 (L-K compositesamples) (after Ref 26)
HR ordinary Ti stabilised IF steels the strongestorientation is 001 (110) as a result of austeniterecrystallisation (Fig lOb) In a similar manner thetexture of CR ordinary Ti stabilised IF steels differsquantitatively from that of the equivalent Nb steelsThe former can be characterised as having majororientations whose strengths decrease in the order112lt110) 554(225) and 001(110) Howeverthe intensities of these components are appreciablylower than in the comparable Nb steels ODFs arepresented in Fig13a and b for the highly alloyed0middot24Nb and 0middot30 Ti cold rolled IF steels discussedabove The listing of key texture components inTable 3 shows how the strengths of the 112(110)(transformed Cu) orientations increase with the con-centration of Nb in solution which varied from0middot002 to 0middot03 and to 0middot19 in the order given
While cold rolling results in significant strengthen-ing of the Ill (110) in rimmed and AK steels itleads to greater enhancement of the 112(110) in
Nb and Ti stabilised IF steels at comparable coldreductions of 60 These results are explicable interms of the relative strengths of the 112(110)component in the hot bands of these four types ofsteel as shown in the section Effect of hot rolledgrain size on cold rolled and cold rolled and annealedtextures below
Cold rolled extra low carbon Nb and Tistabilised steelsFigure 14a and b shows the ~2 =450 sections (Bungenotation) of the ODFs of an ELC IF steel containingboth Nb and Ti after cold reductions of 70 and 8500(Ref 44) The HR texture of this steel has beendescribed above (see Fig 11) Cold rolling producessharp RDI(110) and NDII(lll) fibres in this steelthe intensities of which increase with the amount ofcold reduction The main component 001(110) ofthe hot rolled texture also sharpens significantly withincreasing cold reduction (see Fig 14) Furthermore
90 ~-1~~~~~~~~IIIIIIIIII bullbullbullbullbullbullbullbull IIIIIII bullbullbullbullbullbullbullbull _
80
70
60
if 50tS
~40
30
20
10
o bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~~~_ bullbullbullbullo 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8 deg (b)
13 tJ = 45deg sections (Roe notation) of ODFs of cold rolled ordinary IF steels containing a 0middot2400Nb andb 0middot30Ti (L-K composite samples) (after Refs 2728)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
140 Ray et al Textures in low and extra low carbon steels
o 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt V 111lt123gt bull 111lt112gt
8
30
60
(a)90
o 30 60CP deg
tnQ)
C
e
11 10
(b)
9090 0 30
CP deg60
14 tP2 = 45deg sections (Bunge notation) of ODFs of ELC IF steel of Fig 11 after cold reductions of a 7000 andb 8500 (sheet samples) (after Ref 44)
the strongest component of the cold rolling texturewhich is located at IV 112(110) after 7000 coldreduction undergoes a perceptible shift to the223(110) position after 8500rolling
The development of cold rolling textures in lowand extra low carbon steels has recently been dealtwith in some detail by T6th et al45 They predictedthe stability of the main rolling texture componentsanalytically using a rate dependent theory for mixed112lt111gt and 110lt111gt slip Both full constraint(Taylor) and relaxed constraint (lath and pancake)grain interaction models46-49 were employed for thispurpose An orientation stability map derived bythem and plotted in the ~2 =45deg section (Bungenotation) is presented in Fig 15 In this figure thenumbers associated with the contour lines refer to anorientation stability parameter S This displays highvalues in regions of Euler space where the orientationsare relatively stable and low values (these can evenbe negative) where the degree of stability is low
A study of the above diagram indicates that theprincipal component inherited from the recrystallisedhot band ie 001(110) is a fairly stable orientationand that is why its intensity increases during sub-sequent cold rolling Of the two major texture com-ponents observed in hot bands processed in the y norecrystallisa tion range the 113 IV 112lt110gt was
found to be highly stable during further deformationwhereas the 332(113) component shifts towards554(225) and then to 111(112) during sub-sequent rolling At large strains there is a net rotationfrom the 111(112) to the 111(110) position Theorientations possessing the highest stability arethe 112(110) and 445(110) followedcloselyby the223(110) The experimental cold rolling texturesof low and extra low carbon steels described aboveagree remarkably well with the above predictionsIn the case of the ELC IF steels however the223(110) appears to be slightly more stable thanthe 112(110) at larger strains (see Fig 14)
Annealing textures in low carbon sheet steelsValid comparisons of the cold rolled and annealed(CRA) textures of various steels should be made forthe same amount of reduction and annealing method(batch v continuous) For some steels heating ratealso has an important effect on the nature of therecrystallisation texture developedAnnealed rimmed steel and drawing qualityAI-killed steelsThe ODFs of the batch annealed rimmed and AKsteels published by Heckler and Granzow (seeTable 2) indicate the following trends During the
Table 3 (J) (IjI 8 tP) intensities of components ( x Random) (Refs 27 28)
111(112) 111(110)Steel Condition 112(110) 001(110) 5541(225)
0073Nb0middot092Nb024Nb0middot30Ti
CRCRCRCR
7middot27middot89middot05middot0
4middot14middot14middot13middot9
4middot64middot44middot24middot1
4middot64middot44middot13middot8
4middot04middot14middot33middot6
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
(001)[110] ~r-----=--~~T---========t(001 )[110]
eo
1 (112)[1~O](223)[110](445)[110] 3 (111)[011] 0
(111)[110] 4 -- --------i-------5~~~(111)[TI2](111)[121] 1 (554)[225]
(332)[113]
(114)[110]
(113)[110] (113)[332]
-1 (112)[111]
o
cp-
15 Orientation stability map for rolling presented intP2=45deg section (Bunge notation) (after Ref 45)
early stages of recrystallisation the RDII(110) andND II lt111) fibres decrease in intensity in both steelsThe ltIll) fibre decreases to a greater degree in therimmed than in the AK steel On further recrystallis-ation and grain growth the (Ill) fibre increases instrength in both steels though to a greater degree inthe AK steel As a result the strongest componentof the texture is the 111(110) at 55 x R in theAK steel (see Fig 16a) because of the trends describedabove the 111(110) is only 30 x R in therimmed steel The CRA rm reported for the AK steelwas 15 while it was reduced to 1middot2 for the rimmedsteel because of the lower intensity of the Ill fibre
The ODF for the CRBA AK steel (03100Mn0018S) of Fig 16a should be compared with thatpertaining to a current low Mn low S AK steel(020Mn 0008S) shown in Fig 16b27 The AKsteel investigated by Heckler and Granzow was of acomposition and processing history typical of its day(1969) Subsequent advances in steelmaking tech-nology which provided for desulphurisation permit-ted reductions in the Mn content This combined
Ray et al Textures in low and extra low carbon steels
with the implementation of somewhat higher coldreductions resulted in stronger CRBA textures in theAK steels as illustrated in Fig 16b this led in turnto higher rm values 1middot8 in this case
For continuous annealing the textures are the samefor both types of steel they essentially correspond tothat of a BA rimmed steel and are perhaps evensomewhat weaker Because of the reduced intensityof the Ill fibre the -laquo values for both types of steelgenerally fall in the range 11-12 The developmentof strong CRA textures and high rm values in conven-tional AK steels requires among other factors theslow heating rate associated with the tight coil boxannealing processAnnealed ordinary interstitial free Nb and Tistabilised steelsThe textures of annealed IF steels are of particularinterest because the plastic properties especially ther-values depend so sensitively on the texture TheCRBA textures and inplane r-value distributions differsignificantly from those for the rimmed and AK steelsIn general both the Nb and Ti IF steels displayCRBA rm values of about 2 or higher At equivalentcold reductions of about 60 the Nb steels usuallyhave an r-value distribution 10 lt 145 lt 190 while theTi steels usually have 10 gt 190 Increasing the amountof reduction results in moderate increases in theCRBA 10 and 190 values and in a more substantialincrease in the 145 values for both steel types The145 values seem to increase more rapidly with coldreduction in the Nb steels so that occasionally10 lt 145 gt 190 These changes in r-value are intimatelyassociated with changes in the volume fractions ofthe individual texture components and in theirrelative contributions to the r-value distributionsshown in Fig 5
ODFs for the two highly alloyed CRBA ordinaryIF steels discussed above 024Nb and 0middot3000Tiare presented in Fig 17a and b At first glance thetextures appear to be equivalent but the planardistribution of r-values in the two steels2728 is quite
90 ~-~~---I-~~~~~amp - -1---80
70
60
~ 50C
~40
30
20
10
O-~---r_bullbullr-- bullbull_t~+_-r-~-p bullbull~~~~__~~ (b)
o 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80908deg
16 tP=45deg sections (Roe notation) of ODFs of a AK steel CR 60 and laboratory BA at 738degC for 10 h (L-Kcomposite sample) (after Ref 26) and b AK steel (low Mn low S) commercially produced 6500CRBA (RDcomposite sample) (after Ref 27)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
142 Ray et at Textures in low and extra low carbon steels
90 -I-~~~~~~~~~~-~~~~~~~80
70
60
if 50C
~ 40
30
20
10
O-Pi bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull-- bullbullbullbullbullbullbullbullbullbullbullbull--p bull - bull - bull - bullbullbullbull
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 909deg
17 iP=45deg sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a Omiddot24Nb and b Omiddot30Ti(L-K composite samples) (after Refs 2728)
different even though the rm values are the same thisis indicated in Table 4
In contrast to the CRBA AK steels in neither ofthese materials does the 111(110) componentdominate the texture Rather 111(112) is moreimportant than 111(110) as are the off 111 axiscomponents such as the 554and 667 orientationswhichare 5deg off the 111 axis as well as the 557which is 10deg off the 111 axis The intensities ofselected texture components in the two steels2728aregiven in Table5
It is evident from Fig 17a and b that both steelscontain a weak 110(113) component (8=90deg tf=25deg)which is stronger in the Nb (23 x R) than inthe Ti (V4 x R) steel This orientation is a character-istic of Nb IF steels even at much reduced Nbcontents but is not a notable feature of Ti IF steelsat reduced Ti contents In fact the textures differsignificantly in Ti IF steels when the Ti content isreduced to much below the 0middot30Ti level discussedhere In many respects they gravitate towards thoseof AK steels while the textures of Nb IF steels donot change much as the Nb content is reduced Thisis because Nb is an effective pancaking agent even atsolute levels as low as 0middot03
An ODF difference map27 for the two steels(024Nb-030Ti) is presented in Fig 18 Positiveregions of the map correspond to locations where theorientation distribution (OD) is stronger in the Nbsteel It should be noted that orientations near112(110) are stronger in the Nb steel while thosenear 111lt 110gt are stronger in the Ti steel Asindicated in Fig 5 the 112(110) component con-tributes high values of r45 while the 111(110) isassociated with ro lt r90bull Thus the differences in the
Table 4 Planar distribution of r-values IF steels(Refs 27 28)
Steel Condition r- 0 45 gO
024Nb CRBA 1middot98 1middot25 2middot30 2middot05O30Ti CRBA 1middot95 2middot03 173 2middot29
International Materials Reviews 1994 Vol 39 No4
planar distribution of r-values shown above are aresult of these texture differences
ODFs for the two more lightly alloyed CRBAordinary IF steels 0095Nb and 013Ti are pre-sented in Fig 19a and b (Refs 27 29 30) The textureof the 0095Nb steel (Fig 19a) looks very muchlike that of the 024Nb steel (Fig 17a) in spite ofthe substantial reduction in alloy content Howeverthe texture of the 013Ti steel (Fig 19b) differssubstantially from that of the 0middot30Ti steel (Fig 17b)Its 111 fibre is very strong and there is less per-turbation with respect to the relative strengths of itscomponents
The difference ODp27 for the latter two steels(0095Nb-013Ti) is reproduced here as Fig 20As before orientations near 112(110) in the0095Nb steel are stronger by up to 4 x R units inthis case Similarly orientations near 111(110) arestronger in the Ti steel (4 x R units) The r-values of
90
80
70
60
~ 50~~40
30
20
10
00 10 20 30 40 50 60 70 80 90
9deg18 tJ = 45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 17(Omiddot24Nb-Omiddot30Ti) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 143
90 ~--~~~~~--l-a--e~~~~~~~~14-
80
70
60
(b)
~50Cl
~40
30
20
10
O bullbullbullbullbull~--r---rbull ~-ro--~ bullbullbullbullbull-- bullbullbullbullbullbullbullbullbull-- bullbullbullbull~ bullbullbullbullbullbullbullbullbull--I~lf-o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
8deg19 tP=4So sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a 009degSNband b 0middot13Ti
(sheet samples) (after Refs 272930)
these two steels and of the low Mn low S AKsteeI27293o mentioned above are listed in Table 6 Asexplained above the high r45 value in the Nb steel isassociated with the increased 112(110) intensityand the high r90 value in the Ti steel with that of the111(110)
For the sake of completeness difference ODFs arepresented below for the (Nb IF - AK) and (TiIF - AK) steels In order to make this possible a013Ti steel ODF (RD composite sample) is firstintroduced in Fig 21 and an AK steel ODF (sheetsample) in Fig 22 The resulting difference ODFs areillustrated in Fig 23
From Fig 23a it is evident that the Nb IF steelcontains higher intensities of the 554(225) (2 x R)110(113) (2 x R) 112(110) (31 x R) and near8= 40deg tJ= 75deg orientations (4 x R) Conversely theAK steel contains more of the 111(112) (42 x R)The difference ODF for (013Ti - AK low Mn lowS) is illustrated in Fig 23b The Ti IF steel containshigher intensities of 554(225) (2 x R) 111(112)(18 x R) and the 557 and 667 components attJ=70deg which are stronger by 2middot2 x Rand 2middot3 x Rrespectively
The differences in texture between these BA steelsand those processed by continuous annealing (CA)are probably small as the r-value differences arequite small It has also been shown27293o38 thatfor ordinary Nb stabilised IF steels annealing con-ditions and heating rates have virtually no effect onr-value
Annealed extra low carbon Nb and Ti stabilisedsteelsDiscussions of ELC IF steels almost always focus onthe factors affecting r-value while texture data aresparse There is a need for a unifying investigation of
the HR CR and CRA textures of this class of steelcarried out in such a way that the results are com-parable The apparent paradox pointed out byHutchinson et al39 between the modest dependenceof rm on Nb content in ELC steels and the sharpdependence observed in ordinary Nb IF steels (seeFig 24) probably arises because of a lack of compar-ability The paradox involves the conclusion thatexcess solute Nb is necessary to ensure a high rmvalue which is not borne out by the ELC (ULC)steel data It appears instead that no paradox existsand that it arose because of an attempt to comparetwo sets of non-comparable data
First it must be recognised that the Mn contentsof sheet steels produced in the 1960s and 1970s weretypically in the 03-04 Mn range The materialsinvestigated by Hook et al28 all had Mn contents inthis range The o values for these steels lay in therange 12-15 The exception was a 0middot1Mn steelthat had a substantially higher ro value of 1middot8 Nowcurrent ELC IF steels have Mn contents of less than0middot2000typically 010-015 The Mn level is knownto have important effects on r-value and texture aswill be shown in the section Effect of substitutionalelements below It can be reasonably inferred thathad the steels studied by Hook et al contained Mnlevels as low as those of the ELC steels referred toby Hutchinson et al their rm values would have beenhigher especially at solute Nb contents below 0middot0300In addition the ordinary IF steels had been coldreduced by 60 whereas the ELC steels receivedreductions in the 75-7900 range Thus the apparentparadox can be resolved on the basis of the combinedeffect of both a reduced Mn content and the use ofsubstantially higher cold reductions on increasing ther-values of ELC Nb IF steels compared with theordinary type of Nb IF steel
Table 5 Strength of selected components CRBA IF steels ( x Random) (Refs 27 28)
Steel 112(110) 554(225) 557(472) 667(121) 111(112) 111(110)
024Nb 4middot6 7middot9 8middot3 8middot4 8middot00middot30Ti 2middot2 8middot5 6middot9 7middot9 7middot6
3middot85middot4
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
144 Ray et al Textures in low and extra low carbon steels
90
80
70
60
~ 50~~ 40
30
20
10
00
1
10 20 30 40 50 60 70 80 90
8deg20 tP=45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 19(0middot095Nb-0middot13Ti) (after Ref 27)
Figure 25a and b represents the annealing texturesof two ELC Nb IF steels containing 0middot02300 and0middot03700 Nb rcspectivelyP These steels were coldrolled 75 and then batch annealed The two texturesare similar and are characterised by nearly perfect111 fibres with intensity maxima located at554(225) (8=60deg tJ=OO) and 667(121) (8=50degtJ = 60deg) There is a perceptible difference between theannealing textures of ELC and ordinary (see Figs 17aand 19a) Nb IF steels In the latter case the generalintensities are lower and the 111(112) component isappreciably less intense than the 111(110) Further-more in the ELC grades off Ill axis orientationssuch as the 554 and 667 which are 5deg off the Illaxis predominate The greater balance between the two111 components leads to lower Ar-values (see Fig 5)and the higher concentration of orientations close tothe Ill fibre axis raises the rm value
Figure 26a and b illustrates the recrystallisationtextures obtained after laboratory salt bath annealingof the Nb + Ti ELC IF stcel for which the HR andCR textures were presented above (see Figs 11 and14) Evidently recrystallisation of this material leadsto general weakening of the RDII(110-) fibre andappreciable strengthening of the ND II(111) fibreThese effects become more prominent when the coldreduction preceding recrystallisation is increasedOverall the intensities of the 223(110) 112(110)and 001(110) components decrease drasticallywhile there is a corresponding sharpening of the111(123) and 111(112) components How-ever the off Ill axis orientations 554 667 and557 dominate the texture
Table 6 Planar distribution of r-values for IF steelsand AK steel (Refs 27 28)
Steel Condition (m (0 (45 (so
0095Nb CRBA 1middot93 149 2middot08 2middot05013Ti CRBA 2middot02 2middot07 173 2middot54AK steel CRBA 1middot77 183 1middot44 2middot35(low Mn low S)
International Materials Reviews 1994 Vol 39 No4
90
80
70
60
~50C
~40
30
20
10
00
(
10 20 30 40 50 60 70 80 908deg
21 tP=45deg section (Roe notation) of ODF of 0middot13TiCRBA IF steel (RO composite sample) (afterRef 27)
Factors controlling the textures of cold rolledand annealed low carbon sheet steelsThe development of textures in cold rolled andannealed low carbon steels is controlled by both steelchemistry and by processing parameters such as thehot band texture and grain size coiling temperatureamount of cold reduction and heating rate duringannealing Of these the effects of hot band textureand grain size will be dealt with in the next sectionwhile those of the interstitial and substitutional sol-utes will be discussed in detail in the sections Effectof interstitial elements and Effect of substitutionalelements respectively below Since the subject hasalready been reviewed by Hutchinson only briefreference will be made here to the effects of theprocessing variables
In a recent conference Hutchinson described howthe various material and process variables are to becontrolled so that the textureanisotropy of cold rolled
9 0 -I--L-a-Ir-~~+-~~+T-r-+--+-
80
70 ~60
~50
~ (~40
30
20
o
10 1O-t-bullbullbullbullbullbullbullbullbull--bullbullbullbullIl~-IIo~bull-
1
o 10 20 30 40 50 60 70 80 908deg
22 tP= 45deg section (Roe notation) of OOF of low Mnlow 5 CRBA AK steel (sheet sample) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 145
9080 070
060~ SO 0 a~40 0
3020100
0 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80 90(a) 8deg (b)
23 Difference ODFs for CRBA steels a Omiddot095Nb IF (Fig 19a) -AK (Fig 22) both sheet samples and b Omiddot13degcJTiIF (Fig 21) - AK (Fig 1Gb) both RD composite samples (after Ref 27)
and annealed sheet steels can be optimised he alsoranked these variables according to their significanceTable 7 reproduced in slightly modified form fromthe above work shows how different and conflictingrequirements can be satisfied to produce the bestpossible results One important such case concernsthe interaction between coiling temperature and heat-ing rate during annealing as can be seen in Fig 27
In Table 7 the term IF steel is used to includeboth ordinary as well as ELC IF steels It willhowever be useful to bring out the differences betweenthese two grades of steel by comparing their responsesto several important material and process variablesfor the purpose of attaining high r-value
Three factors significantly influence the formabilityof ELC IF steel sheet the composition annealingmethod and degree of cold reduction Of these factorsthe effect of cold reduction is the most substantialFor example Fig 28 shows the relationship betweendegree of cold reduction and rm value for two(Nb + Ti) IF steels produced by laboratory coldrolling of rolled hot band 2middot8 mm thick The steelshad the compositions given in Table 8 The rm valuesat 6000 reduction and below are poor relative tothose at 75 reduction and above for these twobatch annealed steels
Table 9 lists r-values for six ELC IF steels two Tialloyed two Nb alloyed and two Nb + Ti alloyedThese results were obtained from mill producedstrand cast slabs that were laboratory hot rolled coldrolled and annealed Batch annealing was conductedat 732degC using a 4 h soak Continuous annealing wassimulated using resistance heating to 843degC for 20 sFigure 29 depicts the relationships between rm valuecold reduction and annealing method It is evidentthat these ELC IF steels require higher coldreductions to achieve equivalent rm values of about2middot0 than the ordinary much more highly alloyed IFsteels Clearly the rm values of the ELC IF steels aresomewhat inferior for continuous compared withbatch annealing However it has been showrr thatheating rate has no measurable effect on the r-valueof the more highly alloyed Nb IF steels
Effect of hot rolled grain size on coldrolled and on cold rolled andannealed texturesHot rolled grain size has been shown to have a verysignificant effect on both CR and the subsequentCRA textures Hot band texture also has a significanteffect on CR and CRA textures When evaluating
Table 7 Control of parameters for optimising textureanisotropy of cold rolled and annealed steel sheets(Ref 50)
Low carbon steels
Parameter SA
Carbon contentManganese contentMicroalloying (AI Nb or Ti)Soaking temperature for hot rollingHot rolling scheduleFinish rolling temperatureCoiling temperature after hot rollingCold rolling reductionHeating rate of annealMaximum temperature of anneal
Low ()Low ()AI ()High ()()gt A3 ()Low lt600DC ()7020-50 K h -1 ()720DC
CA IF steels SA or CA
Low ()Low ()()
Low ()()gt A3 ()High gt700DC ()855-20 K S-1 ()850DC
Low ()Low ()NbfTi ()Low ()()gt A3 or ltA1 ()High ()90()900DC
() not critical () significant () important () vital
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
146 Ray et a Textures in low and extra low carbon steels
Table 8 Compositions of ELC (Nb + Tl) IF steels usedto determine effect of cold reduction onrm value Fig 28 (Ref 31)
Composition wt-
Steel C Mn AI N Nb Ti
3 0middot0036 0middot11 0middot045 0middot0011 0middot009 0middot0304 00033 010 0middot038 0middot0012 0007 0middot026
results concerning the effect of hot band grain size onCR and CRA textures care must therefore be takento ensure that the methods used to vary the grainsize do not also vary the hot band texture
The effect of initial grain size on the cold rolledtexture in a rimming steel was studied by JonesHudd and Dasarathy and reported by DasarathyNo significant difference in the cold rolled texturewas observed when the hot band grain size was variedover the range from ASTM 5-6 to ASTM 12-13However on recrystallisation by means of a rapidanneal at 700degC the annealing textures differedwidely The Ill ND fibre was strengthened appreci-ably in the fine grained material by contrast thellO(OOl) orientation was intensified in the coarsegrained steel
It was shown by Hook29 for a Nb stabilised ordin-ary IF steel that the hot band grain size has a
22
IF
ULC
20
16
14 0 002 004 006 o~ Q1Nb IN SOLID SOLUTION wt-
24 Effect of dissolved Nb on rm values of ELC andordinary IF steels (after Ref 39)
profound effect on the CR texture and thus on thesubsequent CRBA texture In steels of this type it isnot possible to increase the hot band grain size by asubcritical (below the AC3 temperature) anneal A hotband sample was therefore austenitised at 982degC aircooled to 694degC and then held for 1 h to ensurecomplete restabilisation of the steel The anneal pro-duced an increase in the hot band grain size from an
Composition wt-
Table 9 Extra low carbon IF steels compositions and r-values
Steel C Mn
A - ELC (Ti) 0middot0024 010B- ELC (Ti) 0middot0043 016C- ELC (Nb) 0middot0028 0180- ELC (Nb) 0middot0027 016E - ELC (Nb + Ti) 0middot0033 008F- ELC (Nb+ Ti) 00033 015
HR coilingSteel temp DC CR
A - ELC (Tl) 566 65566 75705 75566 80
B- ELC (Ti) 566 65566 75705 75566 80
C- ELC (Nb) 705 65566 75705 75705 80
0- ELC (Nb) 705 65566 75705 75705 80
E - ELC (Nb + Ti) 566 65566 75705 75566 80
F - ELC (Nb + Ti) 566 65566 75705 75566 80
Nb TiS AI N Nb (solute) Ti (solute)
0middot0052 0middot071 00017 lt0middot002 0middot068 0middot0450middot0043 0middot067 00047 lt0middot002 0middot080 0middot0400middot0070 0middot037 0middot0017 0middot023 0middot001 lt00020middot0064 0middot059 0middot0038 0middot037 0middot016 lt0middot0020middot0051 0middot059 0middot0013 0middot028 0middot006 0middot0030middot0080 0middot043 0middot0041 0008 0middot055 0016
Plastic strain ratio
Batch anneal Continuous anneal
0 45 90 r- m 0 45 90
1middot86 1middot81 2middot40 197 1middot64 1middot72 1middot35 2middot122middot01 1middot97 2middot56 213 2middot17 2middot20 1middot86 2middot741middot09 2middot10 2middot54 2middot17 2middot14 2middot03 1middot96 2middot62216 2middot00 2middot62 219 2middot22 2middot34 1middot93 2middot68180 1middot92 246 2middot02 177 1middot65 1middot63 2middot171middot88 2middot00 2middot52 2middot11 1middot85 1middot80 1middot70 2middot221middot86 2middot02 2middot56 2middot11 196 1middot81 1middot82 2middot381middot92 2middot22 2middot55 223 2middot01 1middot98 1middot82 2middot401middot83 1middot72 2middot36 1middot91 1middot79 190 1middot54 2middot201middot66 1middot86 2middot24 1middot90 1middot82 1middot64 170 2middot261middot98 1middot89 244 2middot05 2middot03 212 1middot76 2501middot96 214 258 2middot20 2middot09 2middot10 1middot86 2541middot84 1middot94 2middot64 2middot09 1middot76 1middot78 148 2191middot94 2middot04 2middot61 216 1middot80 1middot66 1middot88 2161middot96 2middot08 2middot67 2middot20 2middot02 2middot02 175 2middot441middot97 2middot20 2middot68 2middot26 1middot98 1middot90 1middot84 2middot451middot69 1middot64 2middot09 1middot76 1middot50 156 1middot32 1middot801middot80 212 255 214 1middot97 1middot83 1middot84 2middot361middot90 2middot06 2middot58 2middot15 2middot10 2middot16 1middot80 2middot63177 2middot06 2middot52 2middot11 2middot04 204 1middot84 2middot431middot64 1middot79 2middot30 1middot88 1middot57 1middot50 148 1middot841middot80 2middot02 2middot55 2middot10 1middot98 1middot80 1middot88 2middot341middot87 2middot02 2middot38 2middot07 1middot97 1middot90 1middot75 2481middot80 2middot08 2middot48 2middot11 1middot99 1middot86 1middot84 240
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
111111111 06530 60 90 0 30 60 90
8deg 8deg135
lllltllOgt 125111lt112gt
e 115
0middot0000 00b~ 105
0-0-0 000000-0 - 00 0middot0-0-00b 095 0-00000-0 0-00
085
075
06530 60 90 0 30 60 90
8deg 8deg135
554lt225gt 125110ltOOlgt 0000
d 00 115 00 0
000b 0 00~ 105 00 -
00 0 0-0middot00000_00-00 00-0 b 095
085
075
0 115
~CDb 095
00000 000000o 00000
~ OOtltII0gt125
105
085
075
065 o
135
125
euro 115b
~ 105b 095
085
075
0650
135
125
0 115-J2 105CDb 095
085
075
0650 30 60
8deg
Ray et a Textures in low and extra low carbon steels 133
112 lt11 0gt125
085
075
poP
0
0000 000 00000middot0
euro 115J2CD 105
b 095
065 +-+-+-+-+-+-+-+-+-+-+-+-+-+-++-+-+-1o 9090 30 608deg
6 Relaxed constraint predictions of 0(8)0(0) for selected texture components (after Ref 16)
elastic moduli of polycrystalline metals can be pre-dicted from that of the single crystal moduli Inpractice it is not easy to estimate since the effect ofgrain boundaries as well as of the interaction betweenneighbouring grains must be taken into accountThree models have been proposed for the calculationof elastic properties in textured polycrystalline aggre-gates These are (a) the Voigt model which assumesan identical strain state in all the crystallites (b) theReuss model where the stress in each grain is sup-posed to be that applied to the bulk specimen and(c) the Hill approximation which employs an arith-metic average of the above upper (Voigt) and lower(Reuss) limits For deep drawing quality metal sheetsthe Hill formulation leads to the most accuratedescription of the elastic anisotropy The values ofthe single crystal elastic constants that are selectedhave a significant effect on these predictionsCalculated values of Youngs moduluslv using theHill approximation are plotted against 8 the angleto the rolling direction for several important texturecomponents in cold rolled and annealed low C steels(Fig 7) The variation of E with angle 8 is leastfor the orientations 111(110) and 111(112)followed by 554(225)
Characterisation of textures in lowcarbon sheet steelsCold rolling and recrystallisation textures in ferritebased steels have commonly been described in termsof certain orientation fibres in Euler space It iscustomary to plot the orientation density along thesefibres and to use their relative intensities to distinguishthe hot band cold rolling or recrystallisation texturesof one steel from another These fibres have beenreferred to as the a y 1 and 82021 However theterms a and y for the fibres can lead to confusionbecause of the a and y phases in steel In order toavoid these difficulties they will be referred to insteadas the RD (rolling direction) and ND (normal direc-tion) fibres respectively as defined in more detailbelow In earlier publications the existence of anotherfibre known as the 3was also reported this wasessentially on the basis of the theoretical predictionof cold rolling textures The locations of all thesefibres in Euler space are shown in Fig 3 (except forthe 3-fibre)and their specific orientation ranges arelisted below
(i) RD or a-fibre running from OOl(110) to111(110) along (110)IIRD
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
10 100 30 60 90 0 30 60 90
edeg edeg30 30
554lt225gt 110ltOOlgt
25 N 250-0-0
N o 0E E 0
0_00-000-00-000-0- p 000_z 0_0-0-0-0z 0
f 20 f 20 I
b b dOor- 0r- O
w5 ui 15 0middot0-0-
134 Ray et al Textures in low and extra low carbon steels
N 25EzC) 20Nbor-
- OO1ltt 10gt
ui 5
30 60edeg
~ 25Ezf 20bor-
111lt110gt
w5
0 +-+-t-t-+-t--l--+-+-+-+-+-+-+-+-~~o 30 60
edeg
ui 15
I
I I I I30 60edeg
90
111lt112gt
~ 25Ezf 20bor-
ui 15
90 30 60edeg
7 Plots of Youngs modulus E v angle (J with respect to rolling direction for selected texture components(after Ref 16)
(ii) ND or y-fibre running from 111(110) to111(112) along (111) liND
(iii) RD or 17-fibrerunning from 001(100) to011(100) along (100)IIRD
(iv) TD (transverse direction) or s-fibre runningfrom 001(110) to 111(112) along(110)IITD
(v) ND-RD or j3-fibre running from 112(110)to 11 11 8(4 4 11) along a (110) fibreaxis inclined at 300 to ND in the ND-RDplane
Commercially produced sheet steels can be made withcontrolled compositions and processed to producecontrolled crystallographic textures The texture canbe regarded as a controlled variable The main typesof commercial sheet steels which are distinctive withrespect to texture can be classified based on steelcomposition as follows
1Rimmed steel no longer widely produced becauseof the conversion from ingot pouring to strandcasting
2 Aluminium killed steel3 Aluminium killed steel ELC (vacuum degassed
vacuum decarburised to lt 0middot01000C)
International Materials Reviews 1994 Vol 39 No4
4 Ordinary Ti stabilised interstitial free (IF) steel(typically 0middot006-0middot0100oC (max) 007-012Tiie highly alloyed)
5 Ordinary Nb stabilised IF steel (typically0006-001000C (max) 008-012Nb ie highlyalloyed)
6 Titanium stabilised IF steel ELC type (typically0middot003degAlC(max) 000200N 005-007 Ti ielightly alloyed)
7 Niobium stabilised IF steel ELC type(0middot0300Nb) ie lightly alloyed)
8 Nb + Ti stabilised IF steel ELC type (typi-cally 0middot003C (max) 0middot002N 00100AlNb 0middot03Ti ie lightly alloyed)Details of the characteristics of the textures developedin these steels based on this classification follow
Historical development of interstitial free steelsOrdinary (or conventional) interstitial free (IF)steels were developed commercially in the late 1960s
Technically the term I-F Steel should not be used since it is aregistered trade mark issued to the then Armco Steel Corp Armcowas the first US steelmaker to make this type of steel starting in 1970
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
and early 1970s following the introduction of vacuumdegassing technology in the steel industry Since thecurrent routine capability of achieving very low Cand N contents (C = 30-50 ppm max N = 20-30 ppmmax) was not realised at their inception these originalIF steels were relatively highly alloyed by presentstandards When these IF steels were developed theexisting steelmaking technology resulted in higherinterstitial element levels (C = 50-100 ppm N =40-80 ppm) The IF steels produced commerciallywere Al-killed (002-00700AI) and alloyed with eitherTi (generally 007-012) or Nb (generally 008-01200) or with binary additions of Nb + Ti (typi-cally 005Nb 0middot05Ti) In these steels if only Tiwas added the Ti scavenged both the C and N ifonly Nb was added the Nb scavenged only the Cwhile the N was combined as AIN and if both Tiand Nb were added the Ti scavenged both the C andN (if the Ti(C +N) ratio was lt4 1 the Nb wouldcombine with the remaining C)
It is likely that the first type ofTi stabilised ordinaryIF steel was developed by Shimizu et al22 of theYawata Iron and Steel Co Ltd (known today as theNippon Steel Corp) The introduction of this gradewas followed by that of the Nb (Ref 23) and(Nb + Tif4 stabilised types of IF steel by the ArmcoSteel Corp (now AK Steel Corp) A distinguishingfeature of these ordinary IF steels was that theycontained a considerable excess of the stabilisingelements which did not combine with either C or NIt is precisely this difference compared with the moremodern ELC (or ULC) IF steels that leads to measur-able differences in texture development The lattercontain only minor amounts of uncombined solutealloying elements
Extra low carbon (ELC) or ultra low carbon (ULC)IF steels came about as a result of the introductionto steelmaking technology of the bottom blown con-verter and a reformed RH vacuum degasser whichenabled significantly lower C and N levels (C =30-50 ppm max N =20-30 ppm max) to be consist-ently attained The attainment of lower interstitiallevels permitted the use of substantially reduced soluteadditions (Nb andor Ti) to achieve the interstitialfree state These events transpired in the 1980s Aprincipal driving force in this development was thewidespread implementation of continuous annealinglines in Japan The Kawasaki Steel Corp in partic-ular played the major role in developing this type ofIF steel The article by Obara et al25 dealing withELC steels provides further details of the develop-ments which occurred
While the ELC IF steels provide rm values whichare relatively insensitive to coiling temperature andannealing method (continuous v batch annealing)they require higher cold reductions to attain the levelsof rm associated with ordinary IF steels Strictlyspeaking the ELC IF steels have somewhat lower rm
values after continuous as opposed to batchannealing The planar anisotropy is also different forthe two annealing methods as a result of small butsignificant differences in the textures produced Theplanar anisotropy of cold rolled (CR) batch annealed(BA) ordinary Nb stabilised IF steels (the first typeintroduced commercially) differs from that of the ELC
Ray et a Textures in low and extra low carbon steels 135
Nb stabilised IF steels produced today This is partlybecause hot bands of the latter grade contain a lessintense 112(110) texture component than found inthe hot bands of ordinary Nb stabilised IF steelsThese characteristics of the various types of IF steelare described in detail in the sections that followwhere references are provided for each of the traitscited
As will be seen in more detail below the relativelyhigh level of Nb in the ordinary IF steels is responsiblefor more austenite pancaking and therefore for theincreased intensity of the rolling texture componentsin the austenite before transformation The latter arein turn responsible for the more intense 112(110)(and 332(113raquo) components in the ferrite aftertransformation To compensate for the reduced Nblevel and 112(110) component intensity in theELC IF steels additional cold reductions are required
Conflicting reports plague the subject of texturesin sheet steels and frequently make it difficult andsometimes impossible to draw clear cut conclusionsIn many cases discrepancies result from differencesin the procedures used to obtain the results The keyword here is comparability For this reason thecharacterisation of the textures of the various typesof steel in this section is based as far as possible onstudies that employed comparable procedures
Table 2 lists the different grades of low and extralow carbon steels the textures of which have beencharacterised The compositions of the steels theirprocessing histories and the types of texture sampleused sheet or compositePr are also indicated inthe table The steels were commercially melted andcast and mill hot rolled (HR) an exception appliesto the ELC IF steels which were mill cast butlaboratory processed thereafter Cold rolling andannealing were conducted either in the mill or in thelaboratory as indicated in Table 2 When significantthrough thickness texture gradients were presentcomposite samples were employed to provide theaverage through thickness texture Some of the resultsare taken from published articles of necessity how-ever the use of the comparative method has requiredthe incorporation of some previously unpublishedresults as well
The development of cold rolling and annealingtextures in low carbon and extra low carbon steels isaffected by each aspect of their processing historyThe operations of importance thus consist of hotrolling cold rolling and annealing The characteristicsof the textures formed during these three differentstages of processing and the factors that affect themare discussed below for the different steels listedabove
Hot band textures in low carbon sheet steelsThese steels are all ferritic but are hot rolled in sucha manner that rolling is completed while they are stillin the austenite phase An exception applies to somespecial ELC IF steels for which the final rollingreductions are intentionally carried out in the ferriterange (warm rolling) Results for this case are notpresented here The hot band ferrite texture is formedby transformation from the austenite and is not adeformation texture resulting directly from rolling
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
136 Ray et al Textures in low and extra low carbon steels
RD bullbull --_
CUBE (8)i(001)[010]
(001)[Ho](001)[110]BRASS (4)ft
GOSS (8)
(112)[110]
COPPER (8) S (5)
-c--------~BRASS(~ -GOSS (8) (112)[131] BRASS (8)
---------- -------r(l- ------~ - -GOSS (8) (111)[121] (111)[011]
t tBRASS (8) GaSS (8)
(111)[H2](111)[1To]
(110)[110]
8 Selected bcc product orientations in tP2 =45degsection (Bunge notation) showing fcc parentorientations from which they originate (afterRef 37)
(except for the special case of ELC IF steels hot rolledin the ferrite range)
Effect of y-to-ex transformation on ferrite texturesDuring hot rolling the parent austenite phasedevelops a crystallographic texture which is laterinherited by the ferrite on transformation At rela-tively high temperatures of rolling (ie above the Tnr
or austenite no-recrystallisation temperature) a weakrecrystallisation texture is formed The austenitein this case displays the cube 001(100) texturewhich transforms primarily into the rotated cubeOOl(110) in the ferrite If on the other handthe austenite is not able to recrystallise during orafter rolling it develops a sharp texture containingthe brass 110(112) copper 112(111) and S123 lt634) components together with a weaker Goss110 (001)
During the austenite-to-ferrite transformation theKurdjumov-Sachs (KS) orientation relationship isgenerally followed3536 According to this model oneparent orientation transforms into 24 product orient-
90 bullbullbullbull--I bullbullbullbull~-- bullbullbull_I--ampo-I_ bull80
70
60 ~
~50 05 1C
~40 L30
20
10
O~ bullbullbullbull-r--r----r~ bullbullbullbullbullr-+-- bullbull2
o 10 20 30 40 SO 60 70 80 908deg
9 tP =45deg section (Roe notation) of ODF of hot rolledAK steel (L-K composite sample) (after Ref 28)
ations or variants Figure 8 represents the ~2 =45degsection (Bunge notation) in which selected bee prod-uct orientations calculated according to the KSrelationship are identified together with the fccparent orientations from which they have formedThe number of variants corresponding to each prod-uct orientation is indicated within brackets after thename of the respective parent orientation
Hot rolled rimmed and drawing quality AI-killedsteels (DQAK)Rimmed and AK steels have virtually identical andvery weak nearly random HR textures with the001(110) (transformed austenite recrystallisation)component being approximately 2 times random(2 x R)26 The ODF of Fig 9 for a mill produced AKHR steel shows the texture which differs onlynegligibly from that of a HR rimmed steel Therecrystallisation of austenite during hot rolling isunimpeded in these two types of steel and is suffic-iently rapid for recrystallisation to be essentiallycomplete before the transformation to ferrite This
Table 2 Steels used for characterisation of crystallographic textures
Composition wt- AnnealingHR CTt Type of PF
Steel type C Mn AI N Process DC CR Temp DC Time h samples Ref
Plain low carbonAK-HR (O018S) 0middot042 0middot31 0028 0middot0093 A 593 L-K 26AK-CRA (0018S) 0middot042 0middot31 0middot028 00093 B 593 60 738 10 L-K 26AK-CRA (O008S) 0middot041 0middot20 0middot032 00060 C 566 65 721 20 S(14T) RD 27(low Mn low S)
Ordinary IF steels024Nb IF 0middot0063 0middot40 0middot044 00056 C 649 62 746 20 L-K 28030Ti IF 00048 0middot30 0middot096 0middot0044 C 704 60 738 16 L-K 270095Nb IF 00033 040 0middot023 00063 D 649 70 732 4 S(14T) 2930013Ti IF 0middot0031 0middot22 0040 00056 C 621 66 738 16 S(14T) RD 27
ELC IF steels0023Nb IF (ELC) 00028 018 0middot037 00017 E 704 75 732 4 S(14T) 310037Nb IF (ELC) 0middot0027 0middot16 0middot059 00038 E 704 75 732 4 S(14T) 31
A mill HR tCT coiling temperatureB mill HR CR and laboratory SA + PF pole figureC mill HR CR SA L-K Lupata-Kula type composite sample (Refs 32 33)D mill HR and laboratory CR SA RD RD composite sample (Ref 30)E mill strand cast laboratory HR CR SA S(14T) sheet sample 14 thickness position
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90-1-bullbullbullbullbullbullbullbullbullbullbull
80
70
60
Ray et ale Textures in low and extra low carbon steels 137
~ 50Cl
~40
30
20
10
O--r-rTTTT-rl~r+-H-r-1~~~-~JLJ~~~30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
edeg10 iJ = 45deg sections (Roe notation) of ODFs of hot rolled a 0middot24Nb ordinary IF steel and b 0middot3000Ti ordinary
IF steel (L-K composite samples) (after Refs 2728)
interpretation is supported by the relative absence ofother texture components in the ferrite indicatingthat the austenite did not contain any rollingcomponents before transformationHot rolled ordinary interstitial free (IF) Nb and Tistabilised steelsThe ODFs of two highly alloyed mill HR IF steelsare presented in Fig lOa and b one a 02400Nb andthe other a 0middot30Ti steeI272838 Compared with theHR rimmed and AK steels the textures here are quitestrong The 024Nb stabilised steel can be charac-terised as displaying a (110)IIRD partial fibre witha strong peak near 112(110) of 4 times random(4 x R) Weaker components of interest are the001(110) at 2middot4 x R and the 554(225) or moreaccurately 332(113) at 2middot2 x R The Ill fibretexture (lllIIND) is not found
The 0middot3000Ti stabilised steel also displays a strongHR texture but one which differs somewhat fromthat of the Nb steel It is again characterised by a(110)IIRD partial fibre but with the strongest com-ponent (63 x R) at OOl(110) while the 112(110)IS weaker at 3middot6 x R in this case A further componentof interest is the 332(113) at 2middot2 x R
Thus the 001(110) is more intense than thelI2(110) in the Ti steel whereas the inverserelationship applies to the Nb steel The results ofSchlippenbach et al20 on the HR texture of a0middot22Ti steel measured at the midthickness of thesample showed f(g) values equal to 3middot3 and 4middot7 at112(110) and 001(110) respectively this againshows that the latter orientation is favoured in the Tisteel Conversely in experiments performed on a009500Nb steel where the texture was again meas-ured in the midthickness of the sample reported f(g)values f 7middot6 and 5middot2 at 112(110) and OOl(110)respectively are in agreement with the observedtrends in Nb steels as described above2930 Thestrength of the 112(110) component of the HRtexture of Nb IF steel does not decrease much withreduction of the solute Nb content For examplewhen the solute Nb content is reduced from 0middot19 to
003 the strength of the 112(110) only declinesfrom 3middot8 x R to 2middot5 x R (Ref 28)
The above results indicate that the dominant com-ponent of the HR texture is 112(110) in the Nbsteels and OOl(110) in the Ti steels From Fig 8 itcan be seen that the 112(110) ferrite component isderived principally from the Cu 112(111) com-ponent of the unrecrystallised austenite with a poss-ible contribution from the weaker Goss 110(001)component By contrast the OOl(110) ferrite com-ponent is obtained partly from the cube OOl(100)component of the recrystallised volume fraction ofthe austenite and partly from the brass 110(112)component of the unrecrystallised volume fractionTh~s it appears from the intensities that during hotrolhng the austenite in the Nb steel is essentiallypancaked (unrecrystallised) while the austenite ispartially recrystallised in the Ti steel
The retardation of austenite recrystallisation in theNb steel during hot rolling is attributable to twocomplementary factors (a) the presence of solute Nbin the austenite and (b) the precipitation of Nbcarbonitrides in the matrix Hook and Ny038 havefor example shown that ferrite recrystallisation isretarded in Nb IF steels by both Nb in solid solutionand by the presence of fine dispersions of NbC Nbin solid solution having the greater effect This viewis supported by the low interstitial content of thesesteels By contrast Ti in solution in the austenite doesnot appear to be as effective as Nb in retardingaustenite recrystallisation Furthermore Ti carbo-nitrides are less likely to form than Nb carbonitridesat hot rolling temperatures in the austenitic rangeand are therefore less effective in preventing austeniterecrystallisationHot rolled extra low carbon Nb and Ti stabilisedsteelsExamples of hot rolled textures evaluated by ODFanalysis for ELC IF steels falling in the compositionranges defined previously were difficult to find Theonly HR texture results reported for steels finishrolled in the austenite range are in the form of pole
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
138 Ray et al Textures in low and extra low carbon steels
figures Hutchinson et a139 published a (200) polefigure for a HR steel containing 0004C 004AIO003N 0028Nb and 0middot03300TiThey describedthe texture as weak and concluded that the alloycontent was insufficient to prevent recrystallisationbetween passes Kwon etal presented a (110) polefigure for a HR steel containing O003500C0049AI0003900N and 0middot07700Ti They interpreted thetexture as weak and considered that it did not resultfrom transformation of a substantially unrecrystal-lised austenite
Figure 11 shows the ~2 =450 section (Bungenotation) of the ODF from a hot rolled ELC IF steelcontaining 0middot0018C 0middot14Mn 0middot004P 0middot003S0042AI 0002300N 0010Nb and 007900Ti(Ref 41) The sample employed for texture measure-ment was prepared from the midthickness of the hotband The hot band texture of this ELC Nb + Ti steelis qualitatively similar to that of the AK steel L-Kcomposite sample (see Fig 9) A quantitative compari-son of Fig 11 with Fig 9 is of doubtful validitybecause of the different sample types used to evaluatethe textures Both textures are characterised by001(110) as the major component The hot rollingtexture of the ELC Nb + Ti steel can also be seento resemble that of the ordinary IF steel containingTi (Fig lOb L-K composite sample) which wasobtained by transformation from the texture of apartly recrystallised and partly pancaked parentphase
Samuel et al42 studied the recrystallisation behav-iour of a Ti-containing ELC IF steel under simulatedstrip rolling conditions The steel composition was0middot004C 02Mn 0middot008S 000400N and0middot06600Ti They observed that very fine Ti(CN) andTi4C2S2 particles are precipitated during hot rollingThe relatively high temperatures of roughing com-bined with the small precipitate volume fraction(because of the low C and N concentrations) renderedthese precipitate particles ineffective for the retard-ation of recrystallisation during the early stages ofrolling In the finishing stages there is little effect onthe recrystallisation kinetics because of the shortinterpass times involved When finishing temperaturesjust above the Ar3 were employed some strainaccumulation took place during the later stages offinishing which led to the initiation of dynamicrecrystallisation These results indicate that theaustenite of hot rolled ELC IF steels is essentially ina recrystallised state before transformation whichexplains why the ferrite transformation texture isweak As discussed above the cube texture in therecrystallised austenite transforms primarily into therotated cube in the ferrite (Fig 8) Similar behaviouris expected from Nb-containing ELC IF steels
Najafi-Zadeh et al43 investigated the influence ofhot strip rolling parameters on austenite recrystallis-ation in three ELC IF steels with 0middot003500C andcontaining 0056Nb 006500Ti or 002800Nb+0middot035Ti They found that the increase in flow stressin the finishing passes (due to retained work harden-ing) is more marked in the Nb than in the Ti or theNb + Ti steel This indicates that the Nb in solutionwas more effective in retarding recrystallisationthan the Ti (Here the interpass times were too short
International Materials Reviews 1994 Vol 39 No4
0rT-r-Ir--------r---_~I
30
90 0 6030 90ltigtldeg
11 tP2 =45deg section (Bunge notation) of ODF from0middot01Nb + 0middot0800Ti hot rolled ELC IF steel (sheetsample) (after Ref 41)
to permit significant precipitation) Such solute re-tardation is responsible for the higher intensities ofthe transformed rolling texture components (ie thetransformed Cu brass and S conlponents seeFig 8) in the hot band textures of Nb as comparedwith Ti or Nb + Ti steels
Cold rolled textures in low carbon sheet steelsRimmed and drawing quality AI-killed steelsCold rolled textures are virtually identical for rimmedand AK steels when they are evaluated on a compar-able basis as shown by Heckler and GranzowIt has been noted that the HR textures of the twotypes of steels are similar displaying only a weak001(110) component With increasing coldreduction these low carbon steels develop both apartial (110)IRD fibre and a 111IIND fibre Thetransformed austenite recrystallisation component001(110) also sharpens perceptibly The strongestcomponent of the texture is displaced from111(110) at 60 cold reduction towards112(110) at 80 All these features can be seen inthe ODF plots (Fig 12a and b) of a rimmed steelcold rolled 60 and 8000(Ref 26)Cold rolled ordinary Nb and Ti stabilisedIF steelsOrdinary Nb stabilised IF steels have CR texturescharacterised by a sharp (110)IIRD partial fibre withmaximum intensities at the 112(110) orientationWhen the cold reduction is held constant at 60 thestrength of the 112(110) (transformed Cu) orient-ation increases with the concentration of Nb in solidsolution this reflects the increase in the strength ofthis orientation in the HR state attributable to austen-ite pancaking The ratio of the strength of 112(110)to 554(225) (transformed brass) in the CR stateis about 2 1 (Ref 28) The 001(110) componentis approximately as strong as the 554(225)component
As shown above the 112(110) orientation is thestrongest component in HR Nb stabilised IF steelsbecause of austenite pancaking (Fig lOa) while in
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 139
90 -t-bullbull-bullbullbullbull-I_~~-+-~----~-t--~ bullbull_~~-- bullbullbull~ bullbullbull--1~80 ~3
70 ~2
60
if 50tS~40
30
20
10
O bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull----bullbullbull--l bullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbullbull_ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull- bullbullbullbullbullbull-
i(b)
70 80 90 10 20 30 40 50 60 70 80 908deg
o 10 20 30 40
12 lJ = 45deg sections (Roe notation) of ODFs of rimmed steel cold rolled a 6000and b 80 (L-K compositesamples) (after Ref 26)
HR ordinary Ti stabilised IF steels the strongestorientation is 001 (110) as a result of austeniterecrystallisation (Fig lOb) In a similar manner thetexture of CR ordinary Ti stabilised IF steels differsquantitatively from that of the equivalent Nb steelsThe former can be characterised as having majororientations whose strengths decrease in the order112lt110) 554(225) and 001(110) Howeverthe intensities of these components are appreciablylower than in the comparable Nb steels ODFs arepresented in Fig13a and b for the highly alloyed0middot24Nb and 0middot30 Ti cold rolled IF steels discussedabove The listing of key texture components inTable 3 shows how the strengths of the 112(110)(transformed Cu) orientations increase with the con-centration of Nb in solution which varied from0middot002 to 0middot03 and to 0middot19 in the order given
While cold rolling results in significant strengthen-ing of the Ill (110) in rimmed and AK steels itleads to greater enhancement of the 112(110) in
Nb and Ti stabilised IF steels at comparable coldreductions of 60 These results are explicable interms of the relative strengths of the 112(110)component in the hot bands of these four types ofsteel as shown in the section Effect of hot rolledgrain size on cold rolled and cold rolled and annealedtextures below
Cold rolled extra low carbon Nb and Tistabilised steelsFigure 14a and b shows the ~2 =450 sections (Bungenotation) of the ODFs of an ELC IF steel containingboth Nb and Ti after cold reductions of 70 and 8500(Ref 44) The HR texture of this steel has beendescribed above (see Fig 11) Cold rolling producessharp RDI(110) and NDII(lll) fibres in this steelthe intensities of which increase with the amount ofcold reduction The main component 001(110) ofthe hot rolled texture also sharpens significantly withincreasing cold reduction (see Fig 14) Furthermore
90 ~-1~~~~~~~~IIIIIIIIII bullbullbullbullbullbullbullbull IIIIIII bullbullbullbullbullbullbullbull _
80
70
60
if 50tS
~40
30
20
10
o bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~~~_ bullbullbullbullo 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8 deg (b)
13 tJ = 45deg sections (Roe notation) of ODFs of cold rolled ordinary IF steels containing a 0middot2400Nb andb 0middot30Ti (L-K composite samples) (after Refs 2728)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
140 Ray et al Textures in low and extra low carbon steels
o 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt V 111lt123gt bull 111lt112gt
8
30
60
(a)90
o 30 60CP deg
tnQ)
C
e
11 10
(b)
9090 0 30
CP deg60
14 tP2 = 45deg sections (Bunge notation) of ODFs of ELC IF steel of Fig 11 after cold reductions of a 7000 andb 8500 (sheet samples) (after Ref 44)
the strongest component of the cold rolling texturewhich is located at IV 112(110) after 7000 coldreduction undergoes a perceptible shift to the223(110) position after 8500rolling
The development of cold rolling textures in lowand extra low carbon steels has recently been dealtwith in some detail by T6th et al45 They predictedthe stability of the main rolling texture componentsanalytically using a rate dependent theory for mixed112lt111gt and 110lt111gt slip Both full constraint(Taylor) and relaxed constraint (lath and pancake)grain interaction models46-49 were employed for thispurpose An orientation stability map derived bythem and plotted in the ~2 =45deg section (Bungenotation) is presented in Fig 15 In this figure thenumbers associated with the contour lines refer to anorientation stability parameter S This displays highvalues in regions of Euler space where the orientationsare relatively stable and low values (these can evenbe negative) where the degree of stability is low
A study of the above diagram indicates that theprincipal component inherited from the recrystallisedhot band ie 001(110) is a fairly stable orientationand that is why its intensity increases during sub-sequent cold rolling Of the two major texture com-ponents observed in hot bands processed in the y norecrystallisa tion range the 113 IV 112lt110gt was
found to be highly stable during further deformationwhereas the 332(113) component shifts towards554(225) and then to 111(112) during sub-sequent rolling At large strains there is a net rotationfrom the 111(112) to the 111(110) position Theorientations possessing the highest stability arethe 112(110) and 445(110) followedcloselyby the223(110) The experimental cold rolling texturesof low and extra low carbon steels described aboveagree remarkably well with the above predictionsIn the case of the ELC IF steels however the223(110) appears to be slightly more stable thanthe 112(110) at larger strains (see Fig 14)
Annealing textures in low carbon sheet steelsValid comparisons of the cold rolled and annealed(CRA) textures of various steels should be made forthe same amount of reduction and annealing method(batch v continuous) For some steels heating ratealso has an important effect on the nature of therecrystallisation texture developedAnnealed rimmed steel and drawing qualityAI-killed steelsThe ODFs of the batch annealed rimmed and AKsteels published by Heckler and Granzow (seeTable 2) indicate the following trends During the
Table 3 (J) (IjI 8 tP) intensities of components ( x Random) (Refs 27 28)
111(112) 111(110)Steel Condition 112(110) 001(110) 5541(225)
0073Nb0middot092Nb024Nb0middot30Ti
CRCRCRCR
7middot27middot89middot05middot0
4middot14middot14middot13middot9
4middot64middot44middot24middot1
4middot64middot44middot13middot8
4middot04middot14middot33middot6
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
(001)[110] ~r-----=--~~T---========t(001 )[110]
eo
1 (112)[1~O](223)[110](445)[110] 3 (111)[011] 0
(111)[110] 4 -- --------i-------5~~~(111)[TI2](111)[121] 1 (554)[225]
(332)[113]
(114)[110]
(113)[110] (113)[332]
-1 (112)[111]
o
cp-
15 Orientation stability map for rolling presented intP2=45deg section (Bunge notation) (after Ref 45)
early stages of recrystallisation the RDII(110) andND II lt111) fibres decrease in intensity in both steelsThe ltIll) fibre decreases to a greater degree in therimmed than in the AK steel On further recrystallis-ation and grain growth the (Ill) fibre increases instrength in both steels though to a greater degree inthe AK steel As a result the strongest componentof the texture is the 111(110) at 55 x R in theAK steel (see Fig 16a) because of the trends describedabove the 111(110) is only 30 x R in therimmed steel The CRA rm reported for the AK steelwas 15 while it was reduced to 1middot2 for the rimmedsteel because of the lower intensity of the Ill fibre
The ODF for the CRBA AK steel (03100Mn0018S) of Fig 16a should be compared with thatpertaining to a current low Mn low S AK steel(020Mn 0008S) shown in Fig 16b27 The AKsteel investigated by Heckler and Granzow was of acomposition and processing history typical of its day(1969) Subsequent advances in steelmaking tech-nology which provided for desulphurisation permit-ted reductions in the Mn content This combined
Ray et al Textures in low and extra low carbon steels
with the implementation of somewhat higher coldreductions resulted in stronger CRBA textures in theAK steels as illustrated in Fig 16b this led in turnto higher rm values 1middot8 in this case
For continuous annealing the textures are the samefor both types of steel they essentially correspond tothat of a BA rimmed steel and are perhaps evensomewhat weaker Because of the reduced intensityof the Ill fibre the -laquo values for both types of steelgenerally fall in the range 11-12 The developmentof strong CRA textures and high rm values in conven-tional AK steels requires among other factors theslow heating rate associated with the tight coil boxannealing processAnnealed ordinary interstitial free Nb and Tistabilised steelsThe textures of annealed IF steels are of particularinterest because the plastic properties especially ther-values depend so sensitively on the texture TheCRBA textures and inplane r-value distributions differsignificantly from those for the rimmed and AK steelsIn general both the Nb and Ti IF steels displayCRBA rm values of about 2 or higher At equivalentcold reductions of about 60 the Nb steels usuallyhave an r-value distribution 10 lt 145 lt 190 while theTi steels usually have 10 gt 190 Increasing the amountof reduction results in moderate increases in theCRBA 10 and 190 values and in a more substantialincrease in the 145 values for both steel types The145 values seem to increase more rapidly with coldreduction in the Nb steels so that occasionally10 lt 145 gt 190 These changes in r-value are intimatelyassociated with changes in the volume fractions ofthe individual texture components and in theirrelative contributions to the r-value distributionsshown in Fig 5
ODFs for the two highly alloyed CRBA ordinaryIF steels discussed above 024Nb and 0middot3000Tiare presented in Fig 17a and b At first glance thetextures appear to be equivalent but the planardistribution of r-values in the two steels2728 is quite
90 ~-~~---I-~~~~~amp - -1---80
70
60
~ 50C
~40
30
20
10
O-~---r_bullbullr-- bullbull_t~+_-r-~-p bullbull~~~~__~~ (b)
o 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80908deg
16 tP=45deg sections (Roe notation) of ODFs of a AK steel CR 60 and laboratory BA at 738degC for 10 h (L-Kcomposite sample) (after Ref 26) and b AK steel (low Mn low S) commercially produced 6500CRBA (RDcomposite sample) (after Ref 27)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
142 Ray et at Textures in low and extra low carbon steels
90 -I-~~~~~~~~~~-~~~~~~~80
70
60
if 50C
~ 40
30
20
10
O-Pi bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull-- bullbullbullbullbullbullbullbullbullbullbullbull--p bull - bull - bull - bullbullbullbull
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 909deg
17 iP=45deg sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a Omiddot24Nb and b Omiddot30Ti(L-K composite samples) (after Refs 2728)
different even though the rm values are the same thisis indicated in Table 4
In contrast to the CRBA AK steels in neither ofthese materials does the 111(110) componentdominate the texture Rather 111(112) is moreimportant than 111(110) as are the off 111 axiscomponents such as the 554and 667 orientationswhichare 5deg off the 111 axis as well as the 557which is 10deg off the 111 axis The intensities ofselected texture components in the two steels2728aregiven in Table5
It is evident from Fig 17a and b that both steelscontain a weak 110(113) component (8=90deg tf=25deg)which is stronger in the Nb (23 x R) than inthe Ti (V4 x R) steel This orientation is a character-istic of Nb IF steels even at much reduced Nbcontents but is not a notable feature of Ti IF steelsat reduced Ti contents In fact the textures differsignificantly in Ti IF steels when the Ti content isreduced to much below the 0middot30Ti level discussedhere In many respects they gravitate towards thoseof AK steels while the textures of Nb IF steels donot change much as the Nb content is reduced Thisis because Nb is an effective pancaking agent even atsolute levels as low as 0middot03
An ODF difference map27 for the two steels(024Nb-030Ti) is presented in Fig 18 Positiveregions of the map correspond to locations where theorientation distribution (OD) is stronger in the Nbsteel It should be noted that orientations near112(110) are stronger in the Nb steel while thosenear 111lt 110gt are stronger in the Ti steel Asindicated in Fig 5 the 112(110) component con-tributes high values of r45 while the 111(110) isassociated with ro lt r90bull Thus the differences in the
Table 4 Planar distribution of r-values IF steels(Refs 27 28)
Steel Condition r- 0 45 gO
024Nb CRBA 1middot98 1middot25 2middot30 2middot05O30Ti CRBA 1middot95 2middot03 173 2middot29
International Materials Reviews 1994 Vol 39 No4
planar distribution of r-values shown above are aresult of these texture differences
ODFs for the two more lightly alloyed CRBAordinary IF steels 0095Nb and 013Ti are pre-sented in Fig 19a and b (Refs 27 29 30) The textureof the 0095Nb steel (Fig 19a) looks very muchlike that of the 024Nb steel (Fig 17a) in spite ofthe substantial reduction in alloy content Howeverthe texture of the 013Ti steel (Fig 19b) differssubstantially from that of the 0middot30Ti steel (Fig 17b)Its 111 fibre is very strong and there is less per-turbation with respect to the relative strengths of itscomponents
The difference ODp27 for the latter two steels(0095Nb-013Ti) is reproduced here as Fig 20As before orientations near 112(110) in the0095Nb steel are stronger by up to 4 x R units inthis case Similarly orientations near 111(110) arestronger in the Ti steel (4 x R units) The r-values of
90
80
70
60
~ 50~~40
30
20
10
00 10 20 30 40 50 60 70 80 90
9deg18 tJ = 45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 17(Omiddot24Nb-Omiddot30Ti) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 143
90 ~--~~~~~--l-a--e~~~~~~~~14-
80
70
60
(b)
~50Cl
~40
30
20
10
O bullbullbullbullbull~--r---rbull ~-ro--~ bullbullbullbullbull-- bullbullbullbullbullbullbullbullbull-- bullbullbullbull~ bullbullbullbullbullbullbullbullbull--I~lf-o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
8deg19 tP=4So sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a 009degSNband b 0middot13Ti
(sheet samples) (after Refs 272930)
these two steels and of the low Mn low S AKsteeI27293o mentioned above are listed in Table 6 Asexplained above the high r45 value in the Nb steel isassociated with the increased 112(110) intensityand the high r90 value in the Ti steel with that of the111(110)
For the sake of completeness difference ODFs arepresented below for the (Nb IF - AK) and (TiIF - AK) steels In order to make this possible a013Ti steel ODF (RD composite sample) is firstintroduced in Fig 21 and an AK steel ODF (sheetsample) in Fig 22 The resulting difference ODFs areillustrated in Fig 23
From Fig 23a it is evident that the Nb IF steelcontains higher intensities of the 554(225) (2 x R)110(113) (2 x R) 112(110) (31 x R) and near8= 40deg tJ= 75deg orientations (4 x R) Conversely theAK steel contains more of the 111(112) (42 x R)The difference ODF for (013Ti - AK low Mn lowS) is illustrated in Fig 23b The Ti IF steel containshigher intensities of 554(225) (2 x R) 111(112)(18 x R) and the 557 and 667 components attJ=70deg which are stronger by 2middot2 x Rand 2middot3 x Rrespectively
The differences in texture between these BA steelsand those processed by continuous annealing (CA)are probably small as the r-value differences arequite small It has also been shown27293o38 thatfor ordinary Nb stabilised IF steels annealing con-ditions and heating rates have virtually no effect onr-value
Annealed extra low carbon Nb and Ti stabilisedsteelsDiscussions of ELC IF steels almost always focus onthe factors affecting r-value while texture data aresparse There is a need for a unifying investigation of
the HR CR and CRA textures of this class of steelcarried out in such a way that the results are com-parable The apparent paradox pointed out byHutchinson et al39 between the modest dependenceof rm on Nb content in ELC steels and the sharpdependence observed in ordinary Nb IF steels (seeFig 24) probably arises because of a lack of compar-ability The paradox involves the conclusion thatexcess solute Nb is necessary to ensure a high rmvalue which is not borne out by the ELC (ULC)steel data It appears instead that no paradox existsand that it arose because of an attempt to comparetwo sets of non-comparable data
First it must be recognised that the Mn contentsof sheet steels produced in the 1960s and 1970s weretypically in the 03-04 Mn range The materialsinvestigated by Hook et al28 all had Mn contents inthis range The o values for these steels lay in therange 12-15 The exception was a 0middot1Mn steelthat had a substantially higher ro value of 1middot8 Nowcurrent ELC IF steels have Mn contents of less than0middot2000typically 010-015 The Mn level is knownto have important effects on r-value and texture aswill be shown in the section Effect of substitutionalelements below It can be reasonably inferred thathad the steels studied by Hook et al contained Mnlevels as low as those of the ELC steels referred toby Hutchinson et al their rm values would have beenhigher especially at solute Nb contents below 0middot0300In addition the ordinary IF steels had been coldreduced by 60 whereas the ELC steels receivedreductions in the 75-7900 range Thus the apparentparadox can be resolved on the basis of the combinedeffect of both a reduced Mn content and the use ofsubstantially higher cold reductions on increasing ther-values of ELC Nb IF steels compared with theordinary type of Nb IF steel
Table 5 Strength of selected components CRBA IF steels ( x Random) (Refs 27 28)
Steel 112(110) 554(225) 557(472) 667(121) 111(112) 111(110)
024Nb 4middot6 7middot9 8middot3 8middot4 8middot00middot30Ti 2middot2 8middot5 6middot9 7middot9 7middot6
3middot85middot4
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
144 Ray et al Textures in low and extra low carbon steels
90
80
70
60
~ 50~~ 40
30
20
10
00
1
10 20 30 40 50 60 70 80 90
8deg20 tP=45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 19(0middot095Nb-0middot13Ti) (after Ref 27)
Figure 25a and b represents the annealing texturesof two ELC Nb IF steels containing 0middot02300 and0middot03700 Nb rcspectivelyP These steels were coldrolled 75 and then batch annealed The two texturesare similar and are characterised by nearly perfect111 fibres with intensity maxima located at554(225) (8=60deg tJ=OO) and 667(121) (8=50degtJ = 60deg) There is a perceptible difference between theannealing textures of ELC and ordinary (see Figs 17aand 19a) Nb IF steels In the latter case the generalintensities are lower and the 111(112) component isappreciably less intense than the 111(110) Further-more in the ELC grades off Ill axis orientationssuch as the 554 and 667 which are 5deg off the Illaxis predominate The greater balance between the two111 components leads to lower Ar-values (see Fig 5)and the higher concentration of orientations close tothe Ill fibre axis raises the rm value
Figure 26a and b illustrates the recrystallisationtextures obtained after laboratory salt bath annealingof the Nb + Ti ELC IF stcel for which the HR andCR textures were presented above (see Figs 11 and14) Evidently recrystallisation of this material leadsto general weakening of the RDII(110-) fibre andappreciable strengthening of the ND II(111) fibreThese effects become more prominent when the coldreduction preceding recrystallisation is increasedOverall the intensities of the 223(110) 112(110)and 001(110) components decrease drasticallywhile there is a corresponding sharpening of the111(123) and 111(112) components How-ever the off Ill axis orientations 554 667 and557 dominate the texture
Table 6 Planar distribution of r-values for IF steelsand AK steel (Refs 27 28)
Steel Condition (m (0 (45 (so
0095Nb CRBA 1middot93 149 2middot08 2middot05013Ti CRBA 2middot02 2middot07 173 2middot54AK steel CRBA 1middot77 183 1middot44 2middot35(low Mn low S)
International Materials Reviews 1994 Vol 39 No4
90
80
70
60
~50C
~40
30
20
10
00
(
10 20 30 40 50 60 70 80 908deg
21 tP=45deg section (Roe notation) of ODF of 0middot13TiCRBA IF steel (RO composite sample) (afterRef 27)
Factors controlling the textures of cold rolledand annealed low carbon sheet steelsThe development of textures in cold rolled andannealed low carbon steels is controlled by both steelchemistry and by processing parameters such as thehot band texture and grain size coiling temperatureamount of cold reduction and heating rate duringannealing Of these the effects of hot band textureand grain size will be dealt with in the next sectionwhile those of the interstitial and substitutional sol-utes will be discussed in detail in the sections Effectof interstitial elements and Effect of substitutionalelements respectively below Since the subject hasalready been reviewed by Hutchinson only briefreference will be made here to the effects of theprocessing variables
In a recent conference Hutchinson described howthe various material and process variables are to becontrolled so that the textureanisotropy of cold rolled
9 0 -I--L-a-Ir-~~+-~~+T-r-+--+-
80
70 ~60
~50
~ (~40
30
20
o
10 1O-t-bullbullbullbullbullbullbullbullbull--bullbullbullbullIl~-IIo~bull-
1
o 10 20 30 40 50 60 70 80 908deg
22 tP= 45deg section (Roe notation) of OOF of low Mnlow 5 CRBA AK steel (sheet sample) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 145
9080 070
060~ SO 0 a~40 0
3020100
0 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80 90(a) 8deg (b)
23 Difference ODFs for CRBA steels a Omiddot095Nb IF (Fig 19a) -AK (Fig 22) both sheet samples and b Omiddot13degcJTiIF (Fig 21) - AK (Fig 1Gb) both RD composite samples (after Ref 27)
and annealed sheet steels can be optimised he alsoranked these variables according to their significanceTable 7 reproduced in slightly modified form fromthe above work shows how different and conflictingrequirements can be satisfied to produce the bestpossible results One important such case concernsthe interaction between coiling temperature and heat-ing rate during annealing as can be seen in Fig 27
In Table 7 the term IF steel is used to includeboth ordinary as well as ELC IF steels It willhowever be useful to bring out the differences betweenthese two grades of steel by comparing their responsesto several important material and process variablesfor the purpose of attaining high r-value
Three factors significantly influence the formabilityof ELC IF steel sheet the composition annealingmethod and degree of cold reduction Of these factorsthe effect of cold reduction is the most substantialFor example Fig 28 shows the relationship betweendegree of cold reduction and rm value for two(Nb + Ti) IF steels produced by laboratory coldrolling of rolled hot band 2middot8 mm thick The steelshad the compositions given in Table 8 The rm valuesat 6000 reduction and below are poor relative tothose at 75 reduction and above for these twobatch annealed steels
Table 9 lists r-values for six ELC IF steels two Tialloyed two Nb alloyed and two Nb + Ti alloyedThese results were obtained from mill producedstrand cast slabs that were laboratory hot rolled coldrolled and annealed Batch annealing was conductedat 732degC using a 4 h soak Continuous annealing wassimulated using resistance heating to 843degC for 20 sFigure 29 depicts the relationships between rm valuecold reduction and annealing method It is evidentthat these ELC IF steels require higher coldreductions to achieve equivalent rm values of about2middot0 than the ordinary much more highly alloyed IFsteels Clearly the rm values of the ELC IF steels aresomewhat inferior for continuous compared withbatch annealing However it has been showrr thatheating rate has no measurable effect on the r-valueof the more highly alloyed Nb IF steels
Effect of hot rolled grain size on coldrolled and on cold rolled andannealed texturesHot rolled grain size has been shown to have a verysignificant effect on both CR and the subsequentCRA textures Hot band texture also has a significanteffect on CR and CRA textures When evaluating
Table 7 Control of parameters for optimising textureanisotropy of cold rolled and annealed steel sheets(Ref 50)
Low carbon steels
Parameter SA
Carbon contentManganese contentMicroalloying (AI Nb or Ti)Soaking temperature for hot rollingHot rolling scheduleFinish rolling temperatureCoiling temperature after hot rollingCold rolling reductionHeating rate of annealMaximum temperature of anneal
Low ()Low ()AI ()High ()()gt A3 ()Low lt600DC ()7020-50 K h -1 ()720DC
CA IF steels SA or CA
Low ()Low ()()
Low ()()gt A3 ()High gt700DC ()855-20 K S-1 ()850DC
Low ()Low ()NbfTi ()Low ()()gt A3 or ltA1 ()High ()90()900DC
() not critical () significant () important () vital
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
146 Ray et a Textures in low and extra low carbon steels
Table 8 Compositions of ELC (Nb + Tl) IF steels usedto determine effect of cold reduction onrm value Fig 28 (Ref 31)
Composition wt-
Steel C Mn AI N Nb Ti
3 0middot0036 0middot11 0middot045 0middot0011 0middot009 0middot0304 00033 010 0middot038 0middot0012 0007 0middot026
results concerning the effect of hot band grain size onCR and CRA textures care must therefore be takento ensure that the methods used to vary the grainsize do not also vary the hot band texture
The effect of initial grain size on the cold rolledtexture in a rimming steel was studied by JonesHudd and Dasarathy and reported by DasarathyNo significant difference in the cold rolled texturewas observed when the hot band grain size was variedover the range from ASTM 5-6 to ASTM 12-13However on recrystallisation by means of a rapidanneal at 700degC the annealing textures differedwidely The Ill ND fibre was strengthened appreci-ably in the fine grained material by contrast thellO(OOl) orientation was intensified in the coarsegrained steel
It was shown by Hook29 for a Nb stabilised ordin-ary IF steel that the hot band grain size has a
22
IF
ULC
20
16
14 0 002 004 006 o~ Q1Nb IN SOLID SOLUTION wt-
24 Effect of dissolved Nb on rm values of ELC andordinary IF steels (after Ref 39)
profound effect on the CR texture and thus on thesubsequent CRBA texture In steels of this type it isnot possible to increase the hot band grain size by asubcritical (below the AC3 temperature) anneal A hotband sample was therefore austenitised at 982degC aircooled to 694degC and then held for 1 h to ensurecomplete restabilisation of the steel The anneal pro-duced an increase in the hot band grain size from an
Composition wt-
Table 9 Extra low carbon IF steels compositions and r-values
Steel C Mn
A - ELC (Ti) 0middot0024 010B- ELC (Ti) 0middot0043 016C- ELC (Nb) 0middot0028 0180- ELC (Nb) 0middot0027 016E - ELC (Nb + Ti) 0middot0033 008F- ELC (Nb+ Ti) 00033 015
HR coilingSteel temp DC CR
A - ELC (Tl) 566 65566 75705 75566 80
B- ELC (Ti) 566 65566 75705 75566 80
C- ELC (Nb) 705 65566 75705 75705 80
0- ELC (Nb) 705 65566 75705 75705 80
E - ELC (Nb + Ti) 566 65566 75705 75566 80
F - ELC (Nb + Ti) 566 65566 75705 75566 80
Nb TiS AI N Nb (solute) Ti (solute)
0middot0052 0middot071 00017 lt0middot002 0middot068 0middot0450middot0043 0middot067 00047 lt0middot002 0middot080 0middot0400middot0070 0middot037 0middot0017 0middot023 0middot001 lt00020middot0064 0middot059 0middot0038 0middot037 0middot016 lt0middot0020middot0051 0middot059 0middot0013 0middot028 0middot006 0middot0030middot0080 0middot043 0middot0041 0008 0middot055 0016
Plastic strain ratio
Batch anneal Continuous anneal
0 45 90 r- m 0 45 90
1middot86 1middot81 2middot40 197 1middot64 1middot72 1middot35 2middot122middot01 1middot97 2middot56 213 2middot17 2middot20 1middot86 2middot741middot09 2middot10 2middot54 2middot17 2middot14 2middot03 1middot96 2middot62216 2middot00 2middot62 219 2middot22 2middot34 1middot93 2middot68180 1middot92 246 2middot02 177 1middot65 1middot63 2middot171middot88 2middot00 2middot52 2middot11 1middot85 1middot80 1middot70 2middot221middot86 2middot02 2middot56 2middot11 196 1middot81 1middot82 2middot381middot92 2middot22 2middot55 223 2middot01 1middot98 1middot82 2middot401middot83 1middot72 2middot36 1middot91 1middot79 190 1middot54 2middot201middot66 1middot86 2middot24 1middot90 1middot82 1middot64 170 2middot261middot98 1middot89 244 2middot05 2middot03 212 1middot76 2501middot96 214 258 2middot20 2middot09 2middot10 1middot86 2541middot84 1middot94 2middot64 2middot09 1middot76 1middot78 148 2191middot94 2middot04 2middot61 216 1middot80 1middot66 1middot88 2161middot96 2middot08 2middot67 2middot20 2middot02 2middot02 175 2middot441middot97 2middot20 2middot68 2middot26 1middot98 1middot90 1middot84 2middot451middot69 1middot64 2middot09 1middot76 1middot50 156 1middot32 1middot801middot80 212 255 214 1middot97 1middot83 1middot84 2middot361middot90 2middot06 2middot58 2middot15 2middot10 2middot16 1middot80 2middot63177 2middot06 2middot52 2middot11 2middot04 204 1middot84 2middot431middot64 1middot79 2middot30 1middot88 1middot57 1middot50 148 1middot841middot80 2middot02 2middot55 2middot10 1middot98 1middot80 1middot88 2middot341middot87 2middot02 2middot38 2middot07 1middot97 1middot90 1middot75 2481middot80 2middot08 2middot48 2middot11 1middot99 1middot86 1middot84 240
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
10 100 30 60 90 0 30 60 90
edeg edeg30 30
554lt225gt 110ltOOlgt
25 N 250-0-0
N o 0E E 0
0_00-000-00-000-0- p 000_z 0_0-0-0-0z 0
f 20 f 20 I
b b dOor- 0r- O
w5 ui 15 0middot0-0-
134 Ray et al Textures in low and extra low carbon steels
N 25EzC) 20Nbor-
- OO1ltt 10gt
ui 5
30 60edeg
~ 25Ezf 20bor-
111lt110gt
w5
0 +-+-t-t-+-t--l--+-+-+-+-+-+-+-+-~~o 30 60
edeg
ui 15
I
I I I I30 60edeg
90
111lt112gt
~ 25Ezf 20bor-
ui 15
90 30 60edeg
7 Plots of Youngs modulus E v angle (J with respect to rolling direction for selected texture components(after Ref 16)
(ii) ND or y-fibre running from 111(110) to111(112) along (111) liND
(iii) RD or 17-fibrerunning from 001(100) to011(100) along (100)IIRD
(iv) TD (transverse direction) or s-fibre runningfrom 001(110) to 111(112) along(110)IITD
(v) ND-RD or j3-fibre running from 112(110)to 11 11 8(4 4 11) along a (110) fibreaxis inclined at 300 to ND in the ND-RDplane
Commercially produced sheet steels can be made withcontrolled compositions and processed to producecontrolled crystallographic textures The texture canbe regarded as a controlled variable The main typesof commercial sheet steels which are distinctive withrespect to texture can be classified based on steelcomposition as follows
1Rimmed steel no longer widely produced becauseof the conversion from ingot pouring to strandcasting
2 Aluminium killed steel3 Aluminium killed steel ELC (vacuum degassed
vacuum decarburised to lt 0middot01000C)
International Materials Reviews 1994 Vol 39 No4
4 Ordinary Ti stabilised interstitial free (IF) steel(typically 0middot006-0middot0100oC (max) 007-012Tiie highly alloyed)
5 Ordinary Nb stabilised IF steel (typically0006-001000C (max) 008-012Nb ie highlyalloyed)
6 Titanium stabilised IF steel ELC type (typically0middot003degAlC(max) 000200N 005-007 Ti ielightly alloyed)
7 Niobium stabilised IF steel ELC type(0middot0300Nb) ie lightly alloyed)
8 Nb + Ti stabilised IF steel ELC type (typi-cally 0middot003C (max) 0middot002N 00100AlNb 0middot03Ti ie lightly alloyed)Details of the characteristics of the textures developedin these steels based on this classification follow
Historical development of interstitial free steelsOrdinary (or conventional) interstitial free (IF)steels were developed commercially in the late 1960s
Technically the term I-F Steel should not be used since it is aregistered trade mark issued to the then Armco Steel Corp Armcowas the first US steelmaker to make this type of steel starting in 1970
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
and early 1970s following the introduction of vacuumdegassing technology in the steel industry Since thecurrent routine capability of achieving very low Cand N contents (C = 30-50 ppm max N = 20-30 ppmmax) was not realised at their inception these originalIF steels were relatively highly alloyed by presentstandards When these IF steels were developed theexisting steelmaking technology resulted in higherinterstitial element levels (C = 50-100 ppm N =40-80 ppm) The IF steels produced commerciallywere Al-killed (002-00700AI) and alloyed with eitherTi (generally 007-012) or Nb (generally 008-01200) or with binary additions of Nb + Ti (typi-cally 005Nb 0middot05Ti) In these steels if only Tiwas added the Ti scavenged both the C and N ifonly Nb was added the Nb scavenged only the Cwhile the N was combined as AIN and if both Tiand Nb were added the Ti scavenged both the C andN (if the Ti(C +N) ratio was lt4 1 the Nb wouldcombine with the remaining C)
It is likely that the first type ofTi stabilised ordinaryIF steel was developed by Shimizu et al22 of theYawata Iron and Steel Co Ltd (known today as theNippon Steel Corp) The introduction of this gradewas followed by that of the Nb (Ref 23) and(Nb + Tif4 stabilised types of IF steel by the ArmcoSteel Corp (now AK Steel Corp) A distinguishingfeature of these ordinary IF steels was that theycontained a considerable excess of the stabilisingelements which did not combine with either C or NIt is precisely this difference compared with the moremodern ELC (or ULC) IF steels that leads to measur-able differences in texture development The lattercontain only minor amounts of uncombined solutealloying elements
Extra low carbon (ELC) or ultra low carbon (ULC)IF steels came about as a result of the introductionto steelmaking technology of the bottom blown con-verter and a reformed RH vacuum degasser whichenabled significantly lower C and N levels (C =30-50 ppm max N =20-30 ppm max) to be consist-ently attained The attainment of lower interstitiallevels permitted the use of substantially reduced soluteadditions (Nb andor Ti) to achieve the interstitialfree state These events transpired in the 1980s Aprincipal driving force in this development was thewidespread implementation of continuous annealinglines in Japan The Kawasaki Steel Corp in partic-ular played the major role in developing this type ofIF steel The article by Obara et al25 dealing withELC steels provides further details of the develop-ments which occurred
While the ELC IF steels provide rm values whichare relatively insensitive to coiling temperature andannealing method (continuous v batch annealing)they require higher cold reductions to attain the levelsof rm associated with ordinary IF steels Strictlyspeaking the ELC IF steels have somewhat lower rm
values after continuous as opposed to batchannealing The planar anisotropy is also different forthe two annealing methods as a result of small butsignificant differences in the textures produced Theplanar anisotropy of cold rolled (CR) batch annealed(BA) ordinary Nb stabilised IF steels (the first typeintroduced commercially) differs from that of the ELC
Ray et a Textures in low and extra low carbon steels 135
Nb stabilised IF steels produced today This is partlybecause hot bands of the latter grade contain a lessintense 112(110) texture component than found inthe hot bands of ordinary Nb stabilised IF steelsThese characteristics of the various types of IF steelare described in detail in the sections that followwhere references are provided for each of the traitscited
As will be seen in more detail below the relativelyhigh level of Nb in the ordinary IF steels is responsiblefor more austenite pancaking and therefore for theincreased intensity of the rolling texture componentsin the austenite before transformation The latter arein turn responsible for the more intense 112(110)(and 332(113raquo) components in the ferrite aftertransformation To compensate for the reduced Nblevel and 112(110) component intensity in theELC IF steels additional cold reductions are required
Conflicting reports plague the subject of texturesin sheet steels and frequently make it difficult andsometimes impossible to draw clear cut conclusionsIn many cases discrepancies result from differencesin the procedures used to obtain the results The keyword here is comparability For this reason thecharacterisation of the textures of the various typesof steel in this section is based as far as possible onstudies that employed comparable procedures
Table 2 lists the different grades of low and extralow carbon steels the textures of which have beencharacterised The compositions of the steels theirprocessing histories and the types of texture sampleused sheet or compositePr are also indicated inthe table The steels were commercially melted andcast and mill hot rolled (HR) an exception appliesto the ELC IF steels which were mill cast butlaboratory processed thereafter Cold rolling andannealing were conducted either in the mill or in thelaboratory as indicated in Table 2 When significantthrough thickness texture gradients were presentcomposite samples were employed to provide theaverage through thickness texture Some of the resultsare taken from published articles of necessity how-ever the use of the comparative method has requiredthe incorporation of some previously unpublishedresults as well
The development of cold rolling and annealingtextures in low carbon and extra low carbon steels isaffected by each aspect of their processing historyThe operations of importance thus consist of hotrolling cold rolling and annealing The characteristicsof the textures formed during these three differentstages of processing and the factors that affect themare discussed below for the different steels listedabove
Hot band textures in low carbon sheet steelsThese steels are all ferritic but are hot rolled in sucha manner that rolling is completed while they are stillin the austenite phase An exception applies to somespecial ELC IF steels for which the final rollingreductions are intentionally carried out in the ferriterange (warm rolling) Results for this case are notpresented here The hot band ferrite texture is formedby transformation from the austenite and is not adeformation texture resulting directly from rolling
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
136 Ray et al Textures in low and extra low carbon steels
RD bullbull --_
CUBE (8)i(001)[010]
(001)[Ho](001)[110]BRASS (4)ft
GOSS (8)
(112)[110]
COPPER (8) S (5)
-c--------~BRASS(~ -GOSS (8) (112)[131] BRASS (8)
---------- -------r(l- ------~ - -GOSS (8) (111)[121] (111)[011]
t tBRASS (8) GaSS (8)
(111)[H2](111)[1To]
(110)[110]
8 Selected bcc product orientations in tP2 =45degsection (Bunge notation) showing fcc parentorientations from which they originate (afterRef 37)
(except for the special case of ELC IF steels hot rolledin the ferrite range)
Effect of y-to-ex transformation on ferrite texturesDuring hot rolling the parent austenite phasedevelops a crystallographic texture which is laterinherited by the ferrite on transformation At rela-tively high temperatures of rolling (ie above the Tnr
or austenite no-recrystallisation temperature) a weakrecrystallisation texture is formed The austenitein this case displays the cube 001(100) texturewhich transforms primarily into the rotated cubeOOl(110) in the ferrite If on the other handthe austenite is not able to recrystallise during orafter rolling it develops a sharp texture containingthe brass 110(112) copper 112(111) and S123 lt634) components together with a weaker Goss110 (001)
During the austenite-to-ferrite transformation theKurdjumov-Sachs (KS) orientation relationship isgenerally followed3536 According to this model oneparent orientation transforms into 24 product orient-
90 bullbullbullbull--I bullbullbullbull~-- bullbullbull_I--ampo-I_ bull80
70
60 ~
~50 05 1C
~40 L30
20
10
O~ bullbullbullbull-r--r----r~ bullbullbullbullbullr-+-- bullbull2
o 10 20 30 40 SO 60 70 80 908deg
9 tP =45deg section (Roe notation) of ODF of hot rolledAK steel (L-K composite sample) (after Ref 28)
ations or variants Figure 8 represents the ~2 =45degsection (Bunge notation) in which selected bee prod-uct orientations calculated according to the KSrelationship are identified together with the fccparent orientations from which they have formedThe number of variants corresponding to each prod-uct orientation is indicated within brackets after thename of the respective parent orientation
Hot rolled rimmed and drawing quality AI-killedsteels (DQAK)Rimmed and AK steels have virtually identical andvery weak nearly random HR textures with the001(110) (transformed austenite recrystallisation)component being approximately 2 times random(2 x R)26 The ODF of Fig 9 for a mill produced AKHR steel shows the texture which differs onlynegligibly from that of a HR rimmed steel Therecrystallisation of austenite during hot rolling isunimpeded in these two types of steel and is suffic-iently rapid for recrystallisation to be essentiallycomplete before the transformation to ferrite This
Table 2 Steels used for characterisation of crystallographic textures
Composition wt- AnnealingHR CTt Type of PF
Steel type C Mn AI N Process DC CR Temp DC Time h samples Ref
Plain low carbonAK-HR (O018S) 0middot042 0middot31 0028 0middot0093 A 593 L-K 26AK-CRA (0018S) 0middot042 0middot31 0middot028 00093 B 593 60 738 10 L-K 26AK-CRA (O008S) 0middot041 0middot20 0middot032 00060 C 566 65 721 20 S(14T) RD 27(low Mn low S)
Ordinary IF steels024Nb IF 0middot0063 0middot40 0middot044 00056 C 649 62 746 20 L-K 28030Ti IF 00048 0middot30 0middot096 0middot0044 C 704 60 738 16 L-K 270095Nb IF 00033 040 0middot023 00063 D 649 70 732 4 S(14T) 2930013Ti IF 0middot0031 0middot22 0040 00056 C 621 66 738 16 S(14T) RD 27
ELC IF steels0023Nb IF (ELC) 00028 018 0middot037 00017 E 704 75 732 4 S(14T) 310037Nb IF (ELC) 0middot0027 0middot16 0middot059 00038 E 704 75 732 4 S(14T) 31
A mill HR tCT coiling temperatureB mill HR CR and laboratory SA + PF pole figureC mill HR CR SA L-K Lupata-Kula type composite sample (Refs 32 33)D mill HR and laboratory CR SA RD RD composite sample (Ref 30)E mill strand cast laboratory HR CR SA S(14T) sheet sample 14 thickness position
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90-1-bullbullbullbullbullbullbullbullbullbullbull
80
70
60
Ray et ale Textures in low and extra low carbon steels 137
~ 50Cl
~40
30
20
10
O--r-rTTTT-rl~r+-H-r-1~~~-~JLJ~~~30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
edeg10 iJ = 45deg sections (Roe notation) of ODFs of hot rolled a 0middot24Nb ordinary IF steel and b 0middot3000Ti ordinary
IF steel (L-K composite samples) (after Refs 2728)
interpretation is supported by the relative absence ofother texture components in the ferrite indicatingthat the austenite did not contain any rollingcomponents before transformationHot rolled ordinary interstitial free (IF) Nb and Tistabilised steelsThe ODFs of two highly alloyed mill HR IF steelsare presented in Fig lOa and b one a 02400Nb andthe other a 0middot30Ti steeI272838 Compared with theHR rimmed and AK steels the textures here are quitestrong The 024Nb stabilised steel can be charac-terised as displaying a (110)IIRD partial fibre witha strong peak near 112(110) of 4 times random(4 x R) Weaker components of interest are the001(110) at 2middot4 x R and the 554(225) or moreaccurately 332(113) at 2middot2 x R The Ill fibretexture (lllIIND) is not found
The 0middot3000Ti stabilised steel also displays a strongHR texture but one which differs somewhat fromthat of the Nb steel It is again characterised by a(110)IIRD partial fibre but with the strongest com-ponent (63 x R) at OOl(110) while the 112(110)IS weaker at 3middot6 x R in this case A further componentof interest is the 332(113) at 2middot2 x R
Thus the 001(110) is more intense than thelI2(110) in the Ti steel whereas the inverserelationship applies to the Nb steel The results ofSchlippenbach et al20 on the HR texture of a0middot22Ti steel measured at the midthickness of thesample showed f(g) values equal to 3middot3 and 4middot7 at112(110) and 001(110) respectively this againshows that the latter orientation is favoured in the Tisteel Conversely in experiments performed on a009500Nb steel where the texture was again meas-ured in the midthickness of the sample reported f(g)values f 7middot6 and 5middot2 at 112(110) and OOl(110)respectively are in agreement with the observedtrends in Nb steels as described above2930 Thestrength of the 112(110) component of the HRtexture of Nb IF steel does not decrease much withreduction of the solute Nb content For examplewhen the solute Nb content is reduced from 0middot19 to
003 the strength of the 112(110) only declinesfrom 3middot8 x R to 2middot5 x R (Ref 28)
The above results indicate that the dominant com-ponent of the HR texture is 112(110) in the Nbsteels and OOl(110) in the Ti steels From Fig 8 itcan be seen that the 112(110) ferrite component isderived principally from the Cu 112(111) com-ponent of the unrecrystallised austenite with a poss-ible contribution from the weaker Goss 110(001)component By contrast the OOl(110) ferrite com-ponent is obtained partly from the cube OOl(100)component of the recrystallised volume fraction ofthe austenite and partly from the brass 110(112)component of the unrecrystallised volume fractionTh~s it appears from the intensities that during hotrolhng the austenite in the Nb steel is essentiallypancaked (unrecrystallised) while the austenite ispartially recrystallised in the Ti steel
The retardation of austenite recrystallisation in theNb steel during hot rolling is attributable to twocomplementary factors (a) the presence of solute Nbin the austenite and (b) the precipitation of Nbcarbonitrides in the matrix Hook and Ny038 havefor example shown that ferrite recrystallisation isretarded in Nb IF steels by both Nb in solid solutionand by the presence of fine dispersions of NbC Nbin solid solution having the greater effect This viewis supported by the low interstitial content of thesesteels By contrast Ti in solution in the austenite doesnot appear to be as effective as Nb in retardingaustenite recrystallisation Furthermore Ti carbo-nitrides are less likely to form than Nb carbonitridesat hot rolling temperatures in the austenitic rangeand are therefore less effective in preventing austeniterecrystallisationHot rolled extra low carbon Nb and Ti stabilisedsteelsExamples of hot rolled textures evaluated by ODFanalysis for ELC IF steels falling in the compositionranges defined previously were difficult to find Theonly HR texture results reported for steels finishrolled in the austenite range are in the form of pole
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
138 Ray et al Textures in low and extra low carbon steels
figures Hutchinson et a139 published a (200) polefigure for a HR steel containing 0004C 004AIO003N 0028Nb and 0middot03300TiThey describedthe texture as weak and concluded that the alloycontent was insufficient to prevent recrystallisationbetween passes Kwon etal presented a (110) polefigure for a HR steel containing O003500C0049AI0003900N and 0middot07700Ti They interpreted thetexture as weak and considered that it did not resultfrom transformation of a substantially unrecrystal-lised austenite
Figure 11 shows the ~2 =450 section (Bungenotation) of the ODF from a hot rolled ELC IF steelcontaining 0middot0018C 0middot14Mn 0middot004P 0middot003S0042AI 0002300N 0010Nb and 007900Ti(Ref 41) The sample employed for texture measure-ment was prepared from the midthickness of the hotband The hot band texture of this ELC Nb + Ti steelis qualitatively similar to that of the AK steel L-Kcomposite sample (see Fig 9) A quantitative compari-son of Fig 11 with Fig 9 is of doubtful validitybecause of the different sample types used to evaluatethe textures Both textures are characterised by001(110) as the major component The hot rollingtexture of the ELC Nb + Ti steel can also be seento resemble that of the ordinary IF steel containingTi (Fig lOb L-K composite sample) which wasobtained by transformation from the texture of apartly recrystallised and partly pancaked parentphase
Samuel et al42 studied the recrystallisation behav-iour of a Ti-containing ELC IF steel under simulatedstrip rolling conditions The steel composition was0middot004C 02Mn 0middot008S 000400N and0middot06600Ti They observed that very fine Ti(CN) andTi4C2S2 particles are precipitated during hot rollingThe relatively high temperatures of roughing com-bined with the small precipitate volume fraction(because of the low C and N concentrations) renderedthese precipitate particles ineffective for the retard-ation of recrystallisation during the early stages ofrolling In the finishing stages there is little effect onthe recrystallisation kinetics because of the shortinterpass times involved When finishing temperaturesjust above the Ar3 were employed some strainaccumulation took place during the later stages offinishing which led to the initiation of dynamicrecrystallisation These results indicate that theaustenite of hot rolled ELC IF steels is essentially ina recrystallised state before transformation whichexplains why the ferrite transformation texture isweak As discussed above the cube texture in therecrystallised austenite transforms primarily into therotated cube in the ferrite (Fig 8) Similar behaviouris expected from Nb-containing ELC IF steels
Najafi-Zadeh et al43 investigated the influence ofhot strip rolling parameters on austenite recrystallis-ation in three ELC IF steels with 0middot003500C andcontaining 0056Nb 006500Ti or 002800Nb+0middot035Ti They found that the increase in flow stressin the finishing passes (due to retained work harden-ing) is more marked in the Nb than in the Ti or theNb + Ti steel This indicates that the Nb in solutionwas more effective in retarding recrystallisationthan the Ti (Here the interpass times were too short
International Materials Reviews 1994 Vol 39 No4
0rT-r-Ir--------r---_~I
30
90 0 6030 90ltigtldeg
11 tP2 =45deg section (Bunge notation) of ODF from0middot01Nb + 0middot0800Ti hot rolled ELC IF steel (sheetsample) (after Ref 41)
to permit significant precipitation) Such solute re-tardation is responsible for the higher intensities ofthe transformed rolling texture components (ie thetransformed Cu brass and S conlponents seeFig 8) in the hot band textures of Nb as comparedwith Ti or Nb + Ti steels
Cold rolled textures in low carbon sheet steelsRimmed and drawing quality AI-killed steelsCold rolled textures are virtually identical for rimmedand AK steels when they are evaluated on a compar-able basis as shown by Heckler and GranzowIt has been noted that the HR textures of the twotypes of steels are similar displaying only a weak001(110) component With increasing coldreduction these low carbon steels develop both apartial (110)IRD fibre and a 111IIND fibre Thetransformed austenite recrystallisation component001(110) also sharpens perceptibly The strongestcomponent of the texture is displaced from111(110) at 60 cold reduction towards112(110) at 80 All these features can be seen inthe ODF plots (Fig 12a and b) of a rimmed steelcold rolled 60 and 8000(Ref 26)Cold rolled ordinary Nb and Ti stabilisedIF steelsOrdinary Nb stabilised IF steels have CR texturescharacterised by a sharp (110)IIRD partial fibre withmaximum intensities at the 112(110) orientationWhen the cold reduction is held constant at 60 thestrength of the 112(110) (transformed Cu) orient-ation increases with the concentration of Nb in solidsolution this reflects the increase in the strength ofthis orientation in the HR state attributable to austen-ite pancaking The ratio of the strength of 112(110)to 554(225) (transformed brass) in the CR stateis about 2 1 (Ref 28) The 001(110) componentis approximately as strong as the 554(225)component
As shown above the 112(110) orientation is thestrongest component in HR Nb stabilised IF steelsbecause of austenite pancaking (Fig lOa) while in
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 139
90 -t-bullbull-bullbullbullbull-I_~~-+-~----~-t--~ bullbull_~~-- bullbullbull~ bullbullbull--1~80 ~3
70 ~2
60
if 50tS~40
30
20
10
O bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull----bullbullbull--l bullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbullbull_ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull- bullbullbullbullbullbull-
i(b)
70 80 90 10 20 30 40 50 60 70 80 908deg
o 10 20 30 40
12 lJ = 45deg sections (Roe notation) of ODFs of rimmed steel cold rolled a 6000and b 80 (L-K compositesamples) (after Ref 26)
HR ordinary Ti stabilised IF steels the strongestorientation is 001 (110) as a result of austeniterecrystallisation (Fig lOb) In a similar manner thetexture of CR ordinary Ti stabilised IF steels differsquantitatively from that of the equivalent Nb steelsThe former can be characterised as having majororientations whose strengths decrease in the order112lt110) 554(225) and 001(110) Howeverthe intensities of these components are appreciablylower than in the comparable Nb steels ODFs arepresented in Fig13a and b for the highly alloyed0middot24Nb and 0middot30 Ti cold rolled IF steels discussedabove The listing of key texture components inTable 3 shows how the strengths of the 112(110)(transformed Cu) orientations increase with the con-centration of Nb in solution which varied from0middot002 to 0middot03 and to 0middot19 in the order given
While cold rolling results in significant strengthen-ing of the Ill (110) in rimmed and AK steels itleads to greater enhancement of the 112(110) in
Nb and Ti stabilised IF steels at comparable coldreductions of 60 These results are explicable interms of the relative strengths of the 112(110)component in the hot bands of these four types ofsteel as shown in the section Effect of hot rolledgrain size on cold rolled and cold rolled and annealedtextures below
Cold rolled extra low carbon Nb and Tistabilised steelsFigure 14a and b shows the ~2 =450 sections (Bungenotation) of the ODFs of an ELC IF steel containingboth Nb and Ti after cold reductions of 70 and 8500(Ref 44) The HR texture of this steel has beendescribed above (see Fig 11) Cold rolling producessharp RDI(110) and NDII(lll) fibres in this steelthe intensities of which increase with the amount ofcold reduction The main component 001(110) ofthe hot rolled texture also sharpens significantly withincreasing cold reduction (see Fig 14) Furthermore
90 ~-1~~~~~~~~IIIIIIIIII bullbullbullbullbullbullbullbull IIIIIII bullbullbullbullbullbullbullbull _
80
70
60
if 50tS
~40
30
20
10
o bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~~~_ bullbullbullbullo 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8 deg (b)
13 tJ = 45deg sections (Roe notation) of ODFs of cold rolled ordinary IF steels containing a 0middot2400Nb andb 0middot30Ti (L-K composite samples) (after Refs 2728)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
140 Ray et al Textures in low and extra low carbon steels
o 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt V 111lt123gt bull 111lt112gt
8
30
60
(a)90
o 30 60CP deg
tnQ)
C
e
11 10
(b)
9090 0 30
CP deg60
14 tP2 = 45deg sections (Bunge notation) of ODFs of ELC IF steel of Fig 11 after cold reductions of a 7000 andb 8500 (sheet samples) (after Ref 44)
the strongest component of the cold rolling texturewhich is located at IV 112(110) after 7000 coldreduction undergoes a perceptible shift to the223(110) position after 8500rolling
The development of cold rolling textures in lowand extra low carbon steels has recently been dealtwith in some detail by T6th et al45 They predictedthe stability of the main rolling texture componentsanalytically using a rate dependent theory for mixed112lt111gt and 110lt111gt slip Both full constraint(Taylor) and relaxed constraint (lath and pancake)grain interaction models46-49 were employed for thispurpose An orientation stability map derived bythem and plotted in the ~2 =45deg section (Bungenotation) is presented in Fig 15 In this figure thenumbers associated with the contour lines refer to anorientation stability parameter S This displays highvalues in regions of Euler space where the orientationsare relatively stable and low values (these can evenbe negative) where the degree of stability is low
A study of the above diagram indicates that theprincipal component inherited from the recrystallisedhot band ie 001(110) is a fairly stable orientationand that is why its intensity increases during sub-sequent cold rolling Of the two major texture com-ponents observed in hot bands processed in the y norecrystallisa tion range the 113 IV 112lt110gt was
found to be highly stable during further deformationwhereas the 332(113) component shifts towards554(225) and then to 111(112) during sub-sequent rolling At large strains there is a net rotationfrom the 111(112) to the 111(110) position Theorientations possessing the highest stability arethe 112(110) and 445(110) followedcloselyby the223(110) The experimental cold rolling texturesof low and extra low carbon steels described aboveagree remarkably well with the above predictionsIn the case of the ELC IF steels however the223(110) appears to be slightly more stable thanthe 112(110) at larger strains (see Fig 14)
Annealing textures in low carbon sheet steelsValid comparisons of the cold rolled and annealed(CRA) textures of various steels should be made forthe same amount of reduction and annealing method(batch v continuous) For some steels heating ratealso has an important effect on the nature of therecrystallisation texture developedAnnealed rimmed steel and drawing qualityAI-killed steelsThe ODFs of the batch annealed rimmed and AKsteels published by Heckler and Granzow (seeTable 2) indicate the following trends During the
Table 3 (J) (IjI 8 tP) intensities of components ( x Random) (Refs 27 28)
111(112) 111(110)Steel Condition 112(110) 001(110) 5541(225)
0073Nb0middot092Nb024Nb0middot30Ti
CRCRCRCR
7middot27middot89middot05middot0
4middot14middot14middot13middot9
4middot64middot44middot24middot1
4middot64middot44middot13middot8
4middot04middot14middot33middot6
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
(001)[110] ~r-----=--~~T---========t(001 )[110]
eo
1 (112)[1~O](223)[110](445)[110] 3 (111)[011] 0
(111)[110] 4 -- --------i-------5~~~(111)[TI2](111)[121] 1 (554)[225]
(332)[113]
(114)[110]
(113)[110] (113)[332]
-1 (112)[111]
o
cp-
15 Orientation stability map for rolling presented intP2=45deg section (Bunge notation) (after Ref 45)
early stages of recrystallisation the RDII(110) andND II lt111) fibres decrease in intensity in both steelsThe ltIll) fibre decreases to a greater degree in therimmed than in the AK steel On further recrystallis-ation and grain growth the (Ill) fibre increases instrength in both steels though to a greater degree inthe AK steel As a result the strongest componentof the texture is the 111(110) at 55 x R in theAK steel (see Fig 16a) because of the trends describedabove the 111(110) is only 30 x R in therimmed steel The CRA rm reported for the AK steelwas 15 while it was reduced to 1middot2 for the rimmedsteel because of the lower intensity of the Ill fibre
The ODF for the CRBA AK steel (03100Mn0018S) of Fig 16a should be compared with thatpertaining to a current low Mn low S AK steel(020Mn 0008S) shown in Fig 16b27 The AKsteel investigated by Heckler and Granzow was of acomposition and processing history typical of its day(1969) Subsequent advances in steelmaking tech-nology which provided for desulphurisation permit-ted reductions in the Mn content This combined
Ray et al Textures in low and extra low carbon steels
with the implementation of somewhat higher coldreductions resulted in stronger CRBA textures in theAK steels as illustrated in Fig 16b this led in turnto higher rm values 1middot8 in this case
For continuous annealing the textures are the samefor both types of steel they essentially correspond tothat of a BA rimmed steel and are perhaps evensomewhat weaker Because of the reduced intensityof the Ill fibre the -laquo values for both types of steelgenerally fall in the range 11-12 The developmentof strong CRA textures and high rm values in conven-tional AK steels requires among other factors theslow heating rate associated with the tight coil boxannealing processAnnealed ordinary interstitial free Nb and Tistabilised steelsThe textures of annealed IF steels are of particularinterest because the plastic properties especially ther-values depend so sensitively on the texture TheCRBA textures and inplane r-value distributions differsignificantly from those for the rimmed and AK steelsIn general both the Nb and Ti IF steels displayCRBA rm values of about 2 or higher At equivalentcold reductions of about 60 the Nb steels usuallyhave an r-value distribution 10 lt 145 lt 190 while theTi steels usually have 10 gt 190 Increasing the amountof reduction results in moderate increases in theCRBA 10 and 190 values and in a more substantialincrease in the 145 values for both steel types The145 values seem to increase more rapidly with coldreduction in the Nb steels so that occasionally10 lt 145 gt 190 These changes in r-value are intimatelyassociated with changes in the volume fractions ofthe individual texture components and in theirrelative contributions to the r-value distributionsshown in Fig 5
ODFs for the two highly alloyed CRBA ordinaryIF steels discussed above 024Nb and 0middot3000Tiare presented in Fig 17a and b At first glance thetextures appear to be equivalent but the planardistribution of r-values in the two steels2728 is quite
90 ~-~~---I-~~~~~amp - -1---80
70
60
~ 50C
~40
30
20
10
O-~---r_bullbullr-- bullbull_t~+_-r-~-p bullbull~~~~__~~ (b)
o 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80908deg
16 tP=45deg sections (Roe notation) of ODFs of a AK steel CR 60 and laboratory BA at 738degC for 10 h (L-Kcomposite sample) (after Ref 26) and b AK steel (low Mn low S) commercially produced 6500CRBA (RDcomposite sample) (after Ref 27)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
142 Ray et at Textures in low and extra low carbon steels
90 -I-~~~~~~~~~~-~~~~~~~80
70
60
if 50C
~ 40
30
20
10
O-Pi bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull-- bullbullbullbullbullbullbullbullbullbullbullbull--p bull - bull - bull - bullbullbullbull
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 909deg
17 iP=45deg sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a Omiddot24Nb and b Omiddot30Ti(L-K composite samples) (after Refs 2728)
different even though the rm values are the same thisis indicated in Table 4
In contrast to the CRBA AK steels in neither ofthese materials does the 111(110) componentdominate the texture Rather 111(112) is moreimportant than 111(110) as are the off 111 axiscomponents such as the 554and 667 orientationswhichare 5deg off the 111 axis as well as the 557which is 10deg off the 111 axis The intensities ofselected texture components in the two steels2728aregiven in Table5
It is evident from Fig 17a and b that both steelscontain a weak 110(113) component (8=90deg tf=25deg)which is stronger in the Nb (23 x R) than inthe Ti (V4 x R) steel This orientation is a character-istic of Nb IF steels even at much reduced Nbcontents but is not a notable feature of Ti IF steelsat reduced Ti contents In fact the textures differsignificantly in Ti IF steels when the Ti content isreduced to much below the 0middot30Ti level discussedhere In many respects they gravitate towards thoseof AK steels while the textures of Nb IF steels donot change much as the Nb content is reduced Thisis because Nb is an effective pancaking agent even atsolute levels as low as 0middot03
An ODF difference map27 for the two steels(024Nb-030Ti) is presented in Fig 18 Positiveregions of the map correspond to locations where theorientation distribution (OD) is stronger in the Nbsteel It should be noted that orientations near112(110) are stronger in the Nb steel while thosenear 111lt 110gt are stronger in the Ti steel Asindicated in Fig 5 the 112(110) component con-tributes high values of r45 while the 111(110) isassociated with ro lt r90bull Thus the differences in the
Table 4 Planar distribution of r-values IF steels(Refs 27 28)
Steel Condition r- 0 45 gO
024Nb CRBA 1middot98 1middot25 2middot30 2middot05O30Ti CRBA 1middot95 2middot03 173 2middot29
International Materials Reviews 1994 Vol 39 No4
planar distribution of r-values shown above are aresult of these texture differences
ODFs for the two more lightly alloyed CRBAordinary IF steels 0095Nb and 013Ti are pre-sented in Fig 19a and b (Refs 27 29 30) The textureof the 0095Nb steel (Fig 19a) looks very muchlike that of the 024Nb steel (Fig 17a) in spite ofthe substantial reduction in alloy content Howeverthe texture of the 013Ti steel (Fig 19b) differssubstantially from that of the 0middot30Ti steel (Fig 17b)Its 111 fibre is very strong and there is less per-turbation with respect to the relative strengths of itscomponents
The difference ODp27 for the latter two steels(0095Nb-013Ti) is reproduced here as Fig 20As before orientations near 112(110) in the0095Nb steel are stronger by up to 4 x R units inthis case Similarly orientations near 111(110) arestronger in the Ti steel (4 x R units) The r-values of
90
80
70
60
~ 50~~40
30
20
10
00 10 20 30 40 50 60 70 80 90
9deg18 tJ = 45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 17(Omiddot24Nb-Omiddot30Ti) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 143
90 ~--~~~~~--l-a--e~~~~~~~~14-
80
70
60
(b)
~50Cl
~40
30
20
10
O bullbullbullbullbull~--r---rbull ~-ro--~ bullbullbullbullbull-- bullbullbullbullbullbullbullbullbull-- bullbullbullbull~ bullbullbullbullbullbullbullbullbull--I~lf-o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
8deg19 tP=4So sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a 009degSNband b 0middot13Ti
(sheet samples) (after Refs 272930)
these two steels and of the low Mn low S AKsteeI27293o mentioned above are listed in Table 6 Asexplained above the high r45 value in the Nb steel isassociated with the increased 112(110) intensityand the high r90 value in the Ti steel with that of the111(110)
For the sake of completeness difference ODFs arepresented below for the (Nb IF - AK) and (TiIF - AK) steels In order to make this possible a013Ti steel ODF (RD composite sample) is firstintroduced in Fig 21 and an AK steel ODF (sheetsample) in Fig 22 The resulting difference ODFs areillustrated in Fig 23
From Fig 23a it is evident that the Nb IF steelcontains higher intensities of the 554(225) (2 x R)110(113) (2 x R) 112(110) (31 x R) and near8= 40deg tJ= 75deg orientations (4 x R) Conversely theAK steel contains more of the 111(112) (42 x R)The difference ODF for (013Ti - AK low Mn lowS) is illustrated in Fig 23b The Ti IF steel containshigher intensities of 554(225) (2 x R) 111(112)(18 x R) and the 557 and 667 components attJ=70deg which are stronger by 2middot2 x Rand 2middot3 x Rrespectively
The differences in texture between these BA steelsand those processed by continuous annealing (CA)are probably small as the r-value differences arequite small It has also been shown27293o38 thatfor ordinary Nb stabilised IF steels annealing con-ditions and heating rates have virtually no effect onr-value
Annealed extra low carbon Nb and Ti stabilisedsteelsDiscussions of ELC IF steels almost always focus onthe factors affecting r-value while texture data aresparse There is a need for a unifying investigation of
the HR CR and CRA textures of this class of steelcarried out in such a way that the results are com-parable The apparent paradox pointed out byHutchinson et al39 between the modest dependenceof rm on Nb content in ELC steels and the sharpdependence observed in ordinary Nb IF steels (seeFig 24) probably arises because of a lack of compar-ability The paradox involves the conclusion thatexcess solute Nb is necessary to ensure a high rmvalue which is not borne out by the ELC (ULC)steel data It appears instead that no paradox existsand that it arose because of an attempt to comparetwo sets of non-comparable data
First it must be recognised that the Mn contentsof sheet steels produced in the 1960s and 1970s weretypically in the 03-04 Mn range The materialsinvestigated by Hook et al28 all had Mn contents inthis range The o values for these steels lay in therange 12-15 The exception was a 0middot1Mn steelthat had a substantially higher ro value of 1middot8 Nowcurrent ELC IF steels have Mn contents of less than0middot2000typically 010-015 The Mn level is knownto have important effects on r-value and texture aswill be shown in the section Effect of substitutionalelements below It can be reasonably inferred thathad the steels studied by Hook et al contained Mnlevels as low as those of the ELC steels referred toby Hutchinson et al their rm values would have beenhigher especially at solute Nb contents below 0middot0300In addition the ordinary IF steels had been coldreduced by 60 whereas the ELC steels receivedreductions in the 75-7900 range Thus the apparentparadox can be resolved on the basis of the combinedeffect of both a reduced Mn content and the use ofsubstantially higher cold reductions on increasing ther-values of ELC Nb IF steels compared with theordinary type of Nb IF steel
Table 5 Strength of selected components CRBA IF steels ( x Random) (Refs 27 28)
Steel 112(110) 554(225) 557(472) 667(121) 111(112) 111(110)
024Nb 4middot6 7middot9 8middot3 8middot4 8middot00middot30Ti 2middot2 8middot5 6middot9 7middot9 7middot6
3middot85middot4
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
144 Ray et al Textures in low and extra low carbon steels
90
80
70
60
~ 50~~ 40
30
20
10
00
1
10 20 30 40 50 60 70 80 90
8deg20 tP=45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 19(0middot095Nb-0middot13Ti) (after Ref 27)
Figure 25a and b represents the annealing texturesof two ELC Nb IF steels containing 0middot02300 and0middot03700 Nb rcspectivelyP These steels were coldrolled 75 and then batch annealed The two texturesare similar and are characterised by nearly perfect111 fibres with intensity maxima located at554(225) (8=60deg tJ=OO) and 667(121) (8=50degtJ = 60deg) There is a perceptible difference between theannealing textures of ELC and ordinary (see Figs 17aand 19a) Nb IF steels In the latter case the generalintensities are lower and the 111(112) component isappreciably less intense than the 111(110) Further-more in the ELC grades off Ill axis orientationssuch as the 554 and 667 which are 5deg off the Illaxis predominate The greater balance between the two111 components leads to lower Ar-values (see Fig 5)and the higher concentration of orientations close tothe Ill fibre axis raises the rm value
Figure 26a and b illustrates the recrystallisationtextures obtained after laboratory salt bath annealingof the Nb + Ti ELC IF stcel for which the HR andCR textures were presented above (see Figs 11 and14) Evidently recrystallisation of this material leadsto general weakening of the RDII(110-) fibre andappreciable strengthening of the ND II(111) fibreThese effects become more prominent when the coldreduction preceding recrystallisation is increasedOverall the intensities of the 223(110) 112(110)and 001(110) components decrease drasticallywhile there is a corresponding sharpening of the111(123) and 111(112) components How-ever the off Ill axis orientations 554 667 and557 dominate the texture
Table 6 Planar distribution of r-values for IF steelsand AK steel (Refs 27 28)
Steel Condition (m (0 (45 (so
0095Nb CRBA 1middot93 149 2middot08 2middot05013Ti CRBA 2middot02 2middot07 173 2middot54AK steel CRBA 1middot77 183 1middot44 2middot35(low Mn low S)
International Materials Reviews 1994 Vol 39 No4
90
80
70
60
~50C
~40
30
20
10
00
(
10 20 30 40 50 60 70 80 908deg
21 tP=45deg section (Roe notation) of ODF of 0middot13TiCRBA IF steel (RO composite sample) (afterRef 27)
Factors controlling the textures of cold rolledand annealed low carbon sheet steelsThe development of textures in cold rolled andannealed low carbon steels is controlled by both steelchemistry and by processing parameters such as thehot band texture and grain size coiling temperatureamount of cold reduction and heating rate duringannealing Of these the effects of hot band textureand grain size will be dealt with in the next sectionwhile those of the interstitial and substitutional sol-utes will be discussed in detail in the sections Effectof interstitial elements and Effect of substitutionalelements respectively below Since the subject hasalready been reviewed by Hutchinson only briefreference will be made here to the effects of theprocessing variables
In a recent conference Hutchinson described howthe various material and process variables are to becontrolled so that the textureanisotropy of cold rolled
9 0 -I--L-a-Ir-~~+-~~+T-r-+--+-
80
70 ~60
~50
~ (~40
30
20
o
10 1O-t-bullbullbullbullbullbullbullbullbull--bullbullbullbullIl~-IIo~bull-
1
o 10 20 30 40 50 60 70 80 908deg
22 tP= 45deg section (Roe notation) of OOF of low Mnlow 5 CRBA AK steel (sheet sample) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 145
9080 070
060~ SO 0 a~40 0
3020100
0 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80 90(a) 8deg (b)
23 Difference ODFs for CRBA steels a Omiddot095Nb IF (Fig 19a) -AK (Fig 22) both sheet samples and b Omiddot13degcJTiIF (Fig 21) - AK (Fig 1Gb) both RD composite samples (after Ref 27)
and annealed sheet steels can be optimised he alsoranked these variables according to their significanceTable 7 reproduced in slightly modified form fromthe above work shows how different and conflictingrequirements can be satisfied to produce the bestpossible results One important such case concernsthe interaction between coiling temperature and heat-ing rate during annealing as can be seen in Fig 27
In Table 7 the term IF steel is used to includeboth ordinary as well as ELC IF steels It willhowever be useful to bring out the differences betweenthese two grades of steel by comparing their responsesto several important material and process variablesfor the purpose of attaining high r-value
Three factors significantly influence the formabilityof ELC IF steel sheet the composition annealingmethod and degree of cold reduction Of these factorsthe effect of cold reduction is the most substantialFor example Fig 28 shows the relationship betweendegree of cold reduction and rm value for two(Nb + Ti) IF steels produced by laboratory coldrolling of rolled hot band 2middot8 mm thick The steelshad the compositions given in Table 8 The rm valuesat 6000 reduction and below are poor relative tothose at 75 reduction and above for these twobatch annealed steels
Table 9 lists r-values for six ELC IF steels two Tialloyed two Nb alloyed and two Nb + Ti alloyedThese results were obtained from mill producedstrand cast slabs that were laboratory hot rolled coldrolled and annealed Batch annealing was conductedat 732degC using a 4 h soak Continuous annealing wassimulated using resistance heating to 843degC for 20 sFigure 29 depicts the relationships between rm valuecold reduction and annealing method It is evidentthat these ELC IF steels require higher coldreductions to achieve equivalent rm values of about2middot0 than the ordinary much more highly alloyed IFsteels Clearly the rm values of the ELC IF steels aresomewhat inferior for continuous compared withbatch annealing However it has been showrr thatheating rate has no measurable effect on the r-valueof the more highly alloyed Nb IF steels
Effect of hot rolled grain size on coldrolled and on cold rolled andannealed texturesHot rolled grain size has been shown to have a verysignificant effect on both CR and the subsequentCRA textures Hot band texture also has a significanteffect on CR and CRA textures When evaluating
Table 7 Control of parameters for optimising textureanisotropy of cold rolled and annealed steel sheets(Ref 50)
Low carbon steels
Parameter SA
Carbon contentManganese contentMicroalloying (AI Nb or Ti)Soaking temperature for hot rollingHot rolling scheduleFinish rolling temperatureCoiling temperature after hot rollingCold rolling reductionHeating rate of annealMaximum temperature of anneal
Low ()Low ()AI ()High ()()gt A3 ()Low lt600DC ()7020-50 K h -1 ()720DC
CA IF steels SA or CA
Low ()Low ()()
Low ()()gt A3 ()High gt700DC ()855-20 K S-1 ()850DC
Low ()Low ()NbfTi ()Low ()()gt A3 or ltA1 ()High ()90()900DC
() not critical () significant () important () vital
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
146 Ray et a Textures in low and extra low carbon steels
Table 8 Compositions of ELC (Nb + Tl) IF steels usedto determine effect of cold reduction onrm value Fig 28 (Ref 31)
Composition wt-
Steel C Mn AI N Nb Ti
3 0middot0036 0middot11 0middot045 0middot0011 0middot009 0middot0304 00033 010 0middot038 0middot0012 0007 0middot026
results concerning the effect of hot band grain size onCR and CRA textures care must therefore be takento ensure that the methods used to vary the grainsize do not also vary the hot band texture
The effect of initial grain size on the cold rolledtexture in a rimming steel was studied by JonesHudd and Dasarathy and reported by DasarathyNo significant difference in the cold rolled texturewas observed when the hot band grain size was variedover the range from ASTM 5-6 to ASTM 12-13However on recrystallisation by means of a rapidanneal at 700degC the annealing textures differedwidely The Ill ND fibre was strengthened appreci-ably in the fine grained material by contrast thellO(OOl) orientation was intensified in the coarsegrained steel
It was shown by Hook29 for a Nb stabilised ordin-ary IF steel that the hot band grain size has a
22
IF
ULC
20
16
14 0 002 004 006 o~ Q1Nb IN SOLID SOLUTION wt-
24 Effect of dissolved Nb on rm values of ELC andordinary IF steels (after Ref 39)
profound effect on the CR texture and thus on thesubsequent CRBA texture In steels of this type it isnot possible to increase the hot band grain size by asubcritical (below the AC3 temperature) anneal A hotband sample was therefore austenitised at 982degC aircooled to 694degC and then held for 1 h to ensurecomplete restabilisation of the steel The anneal pro-duced an increase in the hot band grain size from an
Composition wt-
Table 9 Extra low carbon IF steels compositions and r-values
Steel C Mn
A - ELC (Ti) 0middot0024 010B- ELC (Ti) 0middot0043 016C- ELC (Nb) 0middot0028 0180- ELC (Nb) 0middot0027 016E - ELC (Nb + Ti) 0middot0033 008F- ELC (Nb+ Ti) 00033 015
HR coilingSteel temp DC CR
A - ELC (Tl) 566 65566 75705 75566 80
B- ELC (Ti) 566 65566 75705 75566 80
C- ELC (Nb) 705 65566 75705 75705 80
0- ELC (Nb) 705 65566 75705 75705 80
E - ELC (Nb + Ti) 566 65566 75705 75566 80
F - ELC (Nb + Ti) 566 65566 75705 75566 80
Nb TiS AI N Nb (solute) Ti (solute)
0middot0052 0middot071 00017 lt0middot002 0middot068 0middot0450middot0043 0middot067 00047 lt0middot002 0middot080 0middot0400middot0070 0middot037 0middot0017 0middot023 0middot001 lt00020middot0064 0middot059 0middot0038 0middot037 0middot016 lt0middot0020middot0051 0middot059 0middot0013 0middot028 0middot006 0middot0030middot0080 0middot043 0middot0041 0008 0middot055 0016
Plastic strain ratio
Batch anneal Continuous anneal
0 45 90 r- m 0 45 90
1middot86 1middot81 2middot40 197 1middot64 1middot72 1middot35 2middot122middot01 1middot97 2middot56 213 2middot17 2middot20 1middot86 2middot741middot09 2middot10 2middot54 2middot17 2middot14 2middot03 1middot96 2middot62216 2middot00 2middot62 219 2middot22 2middot34 1middot93 2middot68180 1middot92 246 2middot02 177 1middot65 1middot63 2middot171middot88 2middot00 2middot52 2middot11 1middot85 1middot80 1middot70 2middot221middot86 2middot02 2middot56 2middot11 196 1middot81 1middot82 2middot381middot92 2middot22 2middot55 223 2middot01 1middot98 1middot82 2middot401middot83 1middot72 2middot36 1middot91 1middot79 190 1middot54 2middot201middot66 1middot86 2middot24 1middot90 1middot82 1middot64 170 2middot261middot98 1middot89 244 2middot05 2middot03 212 1middot76 2501middot96 214 258 2middot20 2middot09 2middot10 1middot86 2541middot84 1middot94 2middot64 2middot09 1middot76 1middot78 148 2191middot94 2middot04 2middot61 216 1middot80 1middot66 1middot88 2161middot96 2middot08 2middot67 2middot20 2middot02 2middot02 175 2middot441middot97 2middot20 2middot68 2middot26 1middot98 1middot90 1middot84 2middot451middot69 1middot64 2middot09 1middot76 1middot50 156 1middot32 1middot801middot80 212 255 214 1middot97 1middot83 1middot84 2middot361middot90 2middot06 2middot58 2middot15 2middot10 2middot16 1middot80 2middot63177 2middot06 2middot52 2middot11 2middot04 204 1middot84 2middot431middot64 1middot79 2middot30 1middot88 1middot57 1middot50 148 1middot841middot80 2middot02 2middot55 2middot10 1middot98 1middot80 1middot88 2middot341middot87 2middot02 2middot38 2middot07 1middot97 1middot90 1middot75 2481middot80 2middot08 2middot48 2middot11 1middot99 1middot86 1middot84 240
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
and early 1970s following the introduction of vacuumdegassing technology in the steel industry Since thecurrent routine capability of achieving very low Cand N contents (C = 30-50 ppm max N = 20-30 ppmmax) was not realised at their inception these originalIF steels were relatively highly alloyed by presentstandards When these IF steels were developed theexisting steelmaking technology resulted in higherinterstitial element levels (C = 50-100 ppm N =40-80 ppm) The IF steels produced commerciallywere Al-killed (002-00700AI) and alloyed with eitherTi (generally 007-012) or Nb (generally 008-01200) or with binary additions of Nb + Ti (typi-cally 005Nb 0middot05Ti) In these steels if only Tiwas added the Ti scavenged both the C and N ifonly Nb was added the Nb scavenged only the Cwhile the N was combined as AIN and if both Tiand Nb were added the Ti scavenged both the C andN (if the Ti(C +N) ratio was lt4 1 the Nb wouldcombine with the remaining C)
It is likely that the first type ofTi stabilised ordinaryIF steel was developed by Shimizu et al22 of theYawata Iron and Steel Co Ltd (known today as theNippon Steel Corp) The introduction of this gradewas followed by that of the Nb (Ref 23) and(Nb + Tif4 stabilised types of IF steel by the ArmcoSteel Corp (now AK Steel Corp) A distinguishingfeature of these ordinary IF steels was that theycontained a considerable excess of the stabilisingelements which did not combine with either C or NIt is precisely this difference compared with the moremodern ELC (or ULC) IF steels that leads to measur-able differences in texture development The lattercontain only minor amounts of uncombined solutealloying elements
Extra low carbon (ELC) or ultra low carbon (ULC)IF steels came about as a result of the introductionto steelmaking technology of the bottom blown con-verter and a reformed RH vacuum degasser whichenabled significantly lower C and N levels (C =30-50 ppm max N =20-30 ppm max) to be consist-ently attained The attainment of lower interstitiallevels permitted the use of substantially reduced soluteadditions (Nb andor Ti) to achieve the interstitialfree state These events transpired in the 1980s Aprincipal driving force in this development was thewidespread implementation of continuous annealinglines in Japan The Kawasaki Steel Corp in partic-ular played the major role in developing this type ofIF steel The article by Obara et al25 dealing withELC steels provides further details of the develop-ments which occurred
While the ELC IF steels provide rm values whichare relatively insensitive to coiling temperature andannealing method (continuous v batch annealing)they require higher cold reductions to attain the levelsof rm associated with ordinary IF steels Strictlyspeaking the ELC IF steels have somewhat lower rm
values after continuous as opposed to batchannealing The planar anisotropy is also different forthe two annealing methods as a result of small butsignificant differences in the textures produced Theplanar anisotropy of cold rolled (CR) batch annealed(BA) ordinary Nb stabilised IF steels (the first typeintroduced commercially) differs from that of the ELC
Ray et a Textures in low and extra low carbon steels 135
Nb stabilised IF steels produced today This is partlybecause hot bands of the latter grade contain a lessintense 112(110) texture component than found inthe hot bands of ordinary Nb stabilised IF steelsThese characteristics of the various types of IF steelare described in detail in the sections that followwhere references are provided for each of the traitscited
As will be seen in more detail below the relativelyhigh level of Nb in the ordinary IF steels is responsiblefor more austenite pancaking and therefore for theincreased intensity of the rolling texture componentsin the austenite before transformation The latter arein turn responsible for the more intense 112(110)(and 332(113raquo) components in the ferrite aftertransformation To compensate for the reduced Nblevel and 112(110) component intensity in theELC IF steels additional cold reductions are required
Conflicting reports plague the subject of texturesin sheet steels and frequently make it difficult andsometimes impossible to draw clear cut conclusionsIn many cases discrepancies result from differencesin the procedures used to obtain the results The keyword here is comparability For this reason thecharacterisation of the textures of the various typesof steel in this section is based as far as possible onstudies that employed comparable procedures
Table 2 lists the different grades of low and extralow carbon steels the textures of which have beencharacterised The compositions of the steels theirprocessing histories and the types of texture sampleused sheet or compositePr are also indicated inthe table The steels were commercially melted andcast and mill hot rolled (HR) an exception appliesto the ELC IF steels which were mill cast butlaboratory processed thereafter Cold rolling andannealing were conducted either in the mill or in thelaboratory as indicated in Table 2 When significantthrough thickness texture gradients were presentcomposite samples were employed to provide theaverage through thickness texture Some of the resultsare taken from published articles of necessity how-ever the use of the comparative method has requiredthe incorporation of some previously unpublishedresults as well
The development of cold rolling and annealingtextures in low carbon and extra low carbon steels isaffected by each aspect of their processing historyThe operations of importance thus consist of hotrolling cold rolling and annealing The characteristicsof the textures formed during these three differentstages of processing and the factors that affect themare discussed below for the different steels listedabove
Hot band textures in low carbon sheet steelsThese steels are all ferritic but are hot rolled in sucha manner that rolling is completed while they are stillin the austenite phase An exception applies to somespecial ELC IF steels for which the final rollingreductions are intentionally carried out in the ferriterange (warm rolling) Results for this case are notpresented here The hot band ferrite texture is formedby transformation from the austenite and is not adeformation texture resulting directly from rolling
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
136 Ray et al Textures in low and extra low carbon steels
RD bullbull --_
CUBE (8)i(001)[010]
(001)[Ho](001)[110]BRASS (4)ft
GOSS (8)
(112)[110]
COPPER (8) S (5)
-c--------~BRASS(~ -GOSS (8) (112)[131] BRASS (8)
---------- -------r(l- ------~ - -GOSS (8) (111)[121] (111)[011]
t tBRASS (8) GaSS (8)
(111)[H2](111)[1To]
(110)[110]
8 Selected bcc product orientations in tP2 =45degsection (Bunge notation) showing fcc parentorientations from which they originate (afterRef 37)
(except for the special case of ELC IF steels hot rolledin the ferrite range)
Effect of y-to-ex transformation on ferrite texturesDuring hot rolling the parent austenite phasedevelops a crystallographic texture which is laterinherited by the ferrite on transformation At rela-tively high temperatures of rolling (ie above the Tnr
or austenite no-recrystallisation temperature) a weakrecrystallisation texture is formed The austenitein this case displays the cube 001(100) texturewhich transforms primarily into the rotated cubeOOl(110) in the ferrite If on the other handthe austenite is not able to recrystallise during orafter rolling it develops a sharp texture containingthe brass 110(112) copper 112(111) and S123 lt634) components together with a weaker Goss110 (001)
During the austenite-to-ferrite transformation theKurdjumov-Sachs (KS) orientation relationship isgenerally followed3536 According to this model oneparent orientation transforms into 24 product orient-
90 bullbullbullbull--I bullbullbullbull~-- bullbullbull_I--ampo-I_ bull80
70
60 ~
~50 05 1C
~40 L30
20
10
O~ bullbullbullbull-r--r----r~ bullbullbullbullbullr-+-- bullbull2
o 10 20 30 40 SO 60 70 80 908deg
9 tP =45deg section (Roe notation) of ODF of hot rolledAK steel (L-K composite sample) (after Ref 28)
ations or variants Figure 8 represents the ~2 =45degsection (Bunge notation) in which selected bee prod-uct orientations calculated according to the KSrelationship are identified together with the fccparent orientations from which they have formedThe number of variants corresponding to each prod-uct orientation is indicated within brackets after thename of the respective parent orientation
Hot rolled rimmed and drawing quality AI-killedsteels (DQAK)Rimmed and AK steels have virtually identical andvery weak nearly random HR textures with the001(110) (transformed austenite recrystallisation)component being approximately 2 times random(2 x R)26 The ODF of Fig 9 for a mill produced AKHR steel shows the texture which differs onlynegligibly from that of a HR rimmed steel Therecrystallisation of austenite during hot rolling isunimpeded in these two types of steel and is suffic-iently rapid for recrystallisation to be essentiallycomplete before the transformation to ferrite This
Table 2 Steels used for characterisation of crystallographic textures
Composition wt- AnnealingHR CTt Type of PF
Steel type C Mn AI N Process DC CR Temp DC Time h samples Ref
Plain low carbonAK-HR (O018S) 0middot042 0middot31 0028 0middot0093 A 593 L-K 26AK-CRA (0018S) 0middot042 0middot31 0middot028 00093 B 593 60 738 10 L-K 26AK-CRA (O008S) 0middot041 0middot20 0middot032 00060 C 566 65 721 20 S(14T) RD 27(low Mn low S)
Ordinary IF steels024Nb IF 0middot0063 0middot40 0middot044 00056 C 649 62 746 20 L-K 28030Ti IF 00048 0middot30 0middot096 0middot0044 C 704 60 738 16 L-K 270095Nb IF 00033 040 0middot023 00063 D 649 70 732 4 S(14T) 2930013Ti IF 0middot0031 0middot22 0040 00056 C 621 66 738 16 S(14T) RD 27
ELC IF steels0023Nb IF (ELC) 00028 018 0middot037 00017 E 704 75 732 4 S(14T) 310037Nb IF (ELC) 0middot0027 0middot16 0middot059 00038 E 704 75 732 4 S(14T) 31
A mill HR tCT coiling temperatureB mill HR CR and laboratory SA + PF pole figureC mill HR CR SA L-K Lupata-Kula type composite sample (Refs 32 33)D mill HR and laboratory CR SA RD RD composite sample (Ref 30)E mill strand cast laboratory HR CR SA S(14T) sheet sample 14 thickness position
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90-1-bullbullbullbullbullbullbullbullbullbullbull
80
70
60
Ray et ale Textures in low and extra low carbon steels 137
~ 50Cl
~40
30
20
10
O--r-rTTTT-rl~r+-H-r-1~~~-~JLJ~~~30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
edeg10 iJ = 45deg sections (Roe notation) of ODFs of hot rolled a 0middot24Nb ordinary IF steel and b 0middot3000Ti ordinary
IF steel (L-K composite samples) (after Refs 2728)
interpretation is supported by the relative absence ofother texture components in the ferrite indicatingthat the austenite did not contain any rollingcomponents before transformationHot rolled ordinary interstitial free (IF) Nb and Tistabilised steelsThe ODFs of two highly alloyed mill HR IF steelsare presented in Fig lOa and b one a 02400Nb andthe other a 0middot30Ti steeI272838 Compared with theHR rimmed and AK steels the textures here are quitestrong The 024Nb stabilised steel can be charac-terised as displaying a (110)IIRD partial fibre witha strong peak near 112(110) of 4 times random(4 x R) Weaker components of interest are the001(110) at 2middot4 x R and the 554(225) or moreaccurately 332(113) at 2middot2 x R The Ill fibretexture (lllIIND) is not found
The 0middot3000Ti stabilised steel also displays a strongHR texture but one which differs somewhat fromthat of the Nb steel It is again characterised by a(110)IIRD partial fibre but with the strongest com-ponent (63 x R) at OOl(110) while the 112(110)IS weaker at 3middot6 x R in this case A further componentof interest is the 332(113) at 2middot2 x R
Thus the 001(110) is more intense than thelI2(110) in the Ti steel whereas the inverserelationship applies to the Nb steel The results ofSchlippenbach et al20 on the HR texture of a0middot22Ti steel measured at the midthickness of thesample showed f(g) values equal to 3middot3 and 4middot7 at112(110) and 001(110) respectively this againshows that the latter orientation is favoured in the Tisteel Conversely in experiments performed on a009500Nb steel where the texture was again meas-ured in the midthickness of the sample reported f(g)values f 7middot6 and 5middot2 at 112(110) and OOl(110)respectively are in agreement with the observedtrends in Nb steels as described above2930 Thestrength of the 112(110) component of the HRtexture of Nb IF steel does not decrease much withreduction of the solute Nb content For examplewhen the solute Nb content is reduced from 0middot19 to
003 the strength of the 112(110) only declinesfrom 3middot8 x R to 2middot5 x R (Ref 28)
The above results indicate that the dominant com-ponent of the HR texture is 112(110) in the Nbsteels and OOl(110) in the Ti steels From Fig 8 itcan be seen that the 112(110) ferrite component isderived principally from the Cu 112(111) com-ponent of the unrecrystallised austenite with a poss-ible contribution from the weaker Goss 110(001)component By contrast the OOl(110) ferrite com-ponent is obtained partly from the cube OOl(100)component of the recrystallised volume fraction ofthe austenite and partly from the brass 110(112)component of the unrecrystallised volume fractionTh~s it appears from the intensities that during hotrolhng the austenite in the Nb steel is essentiallypancaked (unrecrystallised) while the austenite ispartially recrystallised in the Ti steel
The retardation of austenite recrystallisation in theNb steel during hot rolling is attributable to twocomplementary factors (a) the presence of solute Nbin the austenite and (b) the precipitation of Nbcarbonitrides in the matrix Hook and Ny038 havefor example shown that ferrite recrystallisation isretarded in Nb IF steels by both Nb in solid solutionand by the presence of fine dispersions of NbC Nbin solid solution having the greater effect This viewis supported by the low interstitial content of thesesteels By contrast Ti in solution in the austenite doesnot appear to be as effective as Nb in retardingaustenite recrystallisation Furthermore Ti carbo-nitrides are less likely to form than Nb carbonitridesat hot rolling temperatures in the austenitic rangeand are therefore less effective in preventing austeniterecrystallisationHot rolled extra low carbon Nb and Ti stabilisedsteelsExamples of hot rolled textures evaluated by ODFanalysis for ELC IF steels falling in the compositionranges defined previously were difficult to find Theonly HR texture results reported for steels finishrolled in the austenite range are in the form of pole
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
138 Ray et al Textures in low and extra low carbon steels
figures Hutchinson et a139 published a (200) polefigure for a HR steel containing 0004C 004AIO003N 0028Nb and 0middot03300TiThey describedthe texture as weak and concluded that the alloycontent was insufficient to prevent recrystallisationbetween passes Kwon etal presented a (110) polefigure for a HR steel containing O003500C0049AI0003900N and 0middot07700Ti They interpreted thetexture as weak and considered that it did not resultfrom transformation of a substantially unrecrystal-lised austenite
Figure 11 shows the ~2 =450 section (Bungenotation) of the ODF from a hot rolled ELC IF steelcontaining 0middot0018C 0middot14Mn 0middot004P 0middot003S0042AI 0002300N 0010Nb and 007900Ti(Ref 41) The sample employed for texture measure-ment was prepared from the midthickness of the hotband The hot band texture of this ELC Nb + Ti steelis qualitatively similar to that of the AK steel L-Kcomposite sample (see Fig 9) A quantitative compari-son of Fig 11 with Fig 9 is of doubtful validitybecause of the different sample types used to evaluatethe textures Both textures are characterised by001(110) as the major component The hot rollingtexture of the ELC Nb + Ti steel can also be seento resemble that of the ordinary IF steel containingTi (Fig lOb L-K composite sample) which wasobtained by transformation from the texture of apartly recrystallised and partly pancaked parentphase
Samuel et al42 studied the recrystallisation behav-iour of a Ti-containing ELC IF steel under simulatedstrip rolling conditions The steel composition was0middot004C 02Mn 0middot008S 000400N and0middot06600Ti They observed that very fine Ti(CN) andTi4C2S2 particles are precipitated during hot rollingThe relatively high temperatures of roughing com-bined with the small precipitate volume fraction(because of the low C and N concentrations) renderedthese precipitate particles ineffective for the retard-ation of recrystallisation during the early stages ofrolling In the finishing stages there is little effect onthe recrystallisation kinetics because of the shortinterpass times involved When finishing temperaturesjust above the Ar3 were employed some strainaccumulation took place during the later stages offinishing which led to the initiation of dynamicrecrystallisation These results indicate that theaustenite of hot rolled ELC IF steels is essentially ina recrystallised state before transformation whichexplains why the ferrite transformation texture isweak As discussed above the cube texture in therecrystallised austenite transforms primarily into therotated cube in the ferrite (Fig 8) Similar behaviouris expected from Nb-containing ELC IF steels
Najafi-Zadeh et al43 investigated the influence ofhot strip rolling parameters on austenite recrystallis-ation in three ELC IF steels with 0middot003500C andcontaining 0056Nb 006500Ti or 002800Nb+0middot035Ti They found that the increase in flow stressin the finishing passes (due to retained work harden-ing) is more marked in the Nb than in the Ti or theNb + Ti steel This indicates that the Nb in solutionwas more effective in retarding recrystallisationthan the Ti (Here the interpass times were too short
International Materials Reviews 1994 Vol 39 No4
0rT-r-Ir--------r---_~I
30
90 0 6030 90ltigtldeg
11 tP2 =45deg section (Bunge notation) of ODF from0middot01Nb + 0middot0800Ti hot rolled ELC IF steel (sheetsample) (after Ref 41)
to permit significant precipitation) Such solute re-tardation is responsible for the higher intensities ofthe transformed rolling texture components (ie thetransformed Cu brass and S conlponents seeFig 8) in the hot band textures of Nb as comparedwith Ti or Nb + Ti steels
Cold rolled textures in low carbon sheet steelsRimmed and drawing quality AI-killed steelsCold rolled textures are virtually identical for rimmedand AK steels when they are evaluated on a compar-able basis as shown by Heckler and GranzowIt has been noted that the HR textures of the twotypes of steels are similar displaying only a weak001(110) component With increasing coldreduction these low carbon steels develop both apartial (110)IRD fibre and a 111IIND fibre Thetransformed austenite recrystallisation component001(110) also sharpens perceptibly The strongestcomponent of the texture is displaced from111(110) at 60 cold reduction towards112(110) at 80 All these features can be seen inthe ODF plots (Fig 12a and b) of a rimmed steelcold rolled 60 and 8000(Ref 26)Cold rolled ordinary Nb and Ti stabilisedIF steelsOrdinary Nb stabilised IF steels have CR texturescharacterised by a sharp (110)IIRD partial fibre withmaximum intensities at the 112(110) orientationWhen the cold reduction is held constant at 60 thestrength of the 112(110) (transformed Cu) orient-ation increases with the concentration of Nb in solidsolution this reflects the increase in the strength ofthis orientation in the HR state attributable to austen-ite pancaking The ratio of the strength of 112(110)to 554(225) (transformed brass) in the CR stateis about 2 1 (Ref 28) The 001(110) componentis approximately as strong as the 554(225)component
As shown above the 112(110) orientation is thestrongest component in HR Nb stabilised IF steelsbecause of austenite pancaking (Fig lOa) while in
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 139
90 -t-bullbull-bullbullbullbull-I_~~-+-~----~-t--~ bullbull_~~-- bullbullbull~ bullbullbull--1~80 ~3
70 ~2
60
if 50tS~40
30
20
10
O bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull----bullbullbull--l bullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbullbull_ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull- bullbullbullbullbullbull-
i(b)
70 80 90 10 20 30 40 50 60 70 80 908deg
o 10 20 30 40
12 lJ = 45deg sections (Roe notation) of ODFs of rimmed steel cold rolled a 6000and b 80 (L-K compositesamples) (after Ref 26)
HR ordinary Ti stabilised IF steels the strongestorientation is 001 (110) as a result of austeniterecrystallisation (Fig lOb) In a similar manner thetexture of CR ordinary Ti stabilised IF steels differsquantitatively from that of the equivalent Nb steelsThe former can be characterised as having majororientations whose strengths decrease in the order112lt110) 554(225) and 001(110) Howeverthe intensities of these components are appreciablylower than in the comparable Nb steels ODFs arepresented in Fig13a and b for the highly alloyed0middot24Nb and 0middot30 Ti cold rolled IF steels discussedabove The listing of key texture components inTable 3 shows how the strengths of the 112(110)(transformed Cu) orientations increase with the con-centration of Nb in solution which varied from0middot002 to 0middot03 and to 0middot19 in the order given
While cold rolling results in significant strengthen-ing of the Ill (110) in rimmed and AK steels itleads to greater enhancement of the 112(110) in
Nb and Ti stabilised IF steels at comparable coldreductions of 60 These results are explicable interms of the relative strengths of the 112(110)component in the hot bands of these four types ofsteel as shown in the section Effect of hot rolledgrain size on cold rolled and cold rolled and annealedtextures below
Cold rolled extra low carbon Nb and Tistabilised steelsFigure 14a and b shows the ~2 =450 sections (Bungenotation) of the ODFs of an ELC IF steel containingboth Nb and Ti after cold reductions of 70 and 8500(Ref 44) The HR texture of this steel has beendescribed above (see Fig 11) Cold rolling producessharp RDI(110) and NDII(lll) fibres in this steelthe intensities of which increase with the amount ofcold reduction The main component 001(110) ofthe hot rolled texture also sharpens significantly withincreasing cold reduction (see Fig 14) Furthermore
90 ~-1~~~~~~~~IIIIIIIIII bullbullbullbullbullbullbullbull IIIIIII bullbullbullbullbullbullbullbull _
80
70
60
if 50tS
~40
30
20
10
o bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~~~_ bullbullbullbullo 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8 deg (b)
13 tJ = 45deg sections (Roe notation) of ODFs of cold rolled ordinary IF steels containing a 0middot2400Nb andb 0middot30Ti (L-K composite samples) (after Refs 2728)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
140 Ray et al Textures in low and extra low carbon steels
o 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt V 111lt123gt bull 111lt112gt
8
30
60
(a)90
o 30 60CP deg
tnQ)
C
e
11 10
(b)
9090 0 30
CP deg60
14 tP2 = 45deg sections (Bunge notation) of ODFs of ELC IF steel of Fig 11 after cold reductions of a 7000 andb 8500 (sheet samples) (after Ref 44)
the strongest component of the cold rolling texturewhich is located at IV 112(110) after 7000 coldreduction undergoes a perceptible shift to the223(110) position after 8500rolling
The development of cold rolling textures in lowand extra low carbon steels has recently been dealtwith in some detail by T6th et al45 They predictedthe stability of the main rolling texture componentsanalytically using a rate dependent theory for mixed112lt111gt and 110lt111gt slip Both full constraint(Taylor) and relaxed constraint (lath and pancake)grain interaction models46-49 were employed for thispurpose An orientation stability map derived bythem and plotted in the ~2 =45deg section (Bungenotation) is presented in Fig 15 In this figure thenumbers associated with the contour lines refer to anorientation stability parameter S This displays highvalues in regions of Euler space where the orientationsare relatively stable and low values (these can evenbe negative) where the degree of stability is low
A study of the above diagram indicates that theprincipal component inherited from the recrystallisedhot band ie 001(110) is a fairly stable orientationand that is why its intensity increases during sub-sequent cold rolling Of the two major texture com-ponents observed in hot bands processed in the y norecrystallisa tion range the 113 IV 112lt110gt was
found to be highly stable during further deformationwhereas the 332(113) component shifts towards554(225) and then to 111(112) during sub-sequent rolling At large strains there is a net rotationfrom the 111(112) to the 111(110) position Theorientations possessing the highest stability arethe 112(110) and 445(110) followedcloselyby the223(110) The experimental cold rolling texturesof low and extra low carbon steels described aboveagree remarkably well with the above predictionsIn the case of the ELC IF steels however the223(110) appears to be slightly more stable thanthe 112(110) at larger strains (see Fig 14)
Annealing textures in low carbon sheet steelsValid comparisons of the cold rolled and annealed(CRA) textures of various steels should be made forthe same amount of reduction and annealing method(batch v continuous) For some steels heating ratealso has an important effect on the nature of therecrystallisation texture developedAnnealed rimmed steel and drawing qualityAI-killed steelsThe ODFs of the batch annealed rimmed and AKsteels published by Heckler and Granzow (seeTable 2) indicate the following trends During the
Table 3 (J) (IjI 8 tP) intensities of components ( x Random) (Refs 27 28)
111(112) 111(110)Steel Condition 112(110) 001(110) 5541(225)
0073Nb0middot092Nb024Nb0middot30Ti
CRCRCRCR
7middot27middot89middot05middot0
4middot14middot14middot13middot9
4middot64middot44middot24middot1
4middot64middot44middot13middot8
4middot04middot14middot33middot6
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
(001)[110] ~r-----=--~~T---========t(001 )[110]
eo
1 (112)[1~O](223)[110](445)[110] 3 (111)[011] 0
(111)[110] 4 -- --------i-------5~~~(111)[TI2](111)[121] 1 (554)[225]
(332)[113]
(114)[110]
(113)[110] (113)[332]
-1 (112)[111]
o
cp-
15 Orientation stability map for rolling presented intP2=45deg section (Bunge notation) (after Ref 45)
early stages of recrystallisation the RDII(110) andND II lt111) fibres decrease in intensity in both steelsThe ltIll) fibre decreases to a greater degree in therimmed than in the AK steel On further recrystallis-ation and grain growth the (Ill) fibre increases instrength in both steels though to a greater degree inthe AK steel As a result the strongest componentof the texture is the 111(110) at 55 x R in theAK steel (see Fig 16a) because of the trends describedabove the 111(110) is only 30 x R in therimmed steel The CRA rm reported for the AK steelwas 15 while it was reduced to 1middot2 for the rimmedsteel because of the lower intensity of the Ill fibre
The ODF for the CRBA AK steel (03100Mn0018S) of Fig 16a should be compared with thatpertaining to a current low Mn low S AK steel(020Mn 0008S) shown in Fig 16b27 The AKsteel investigated by Heckler and Granzow was of acomposition and processing history typical of its day(1969) Subsequent advances in steelmaking tech-nology which provided for desulphurisation permit-ted reductions in the Mn content This combined
Ray et al Textures in low and extra low carbon steels
with the implementation of somewhat higher coldreductions resulted in stronger CRBA textures in theAK steels as illustrated in Fig 16b this led in turnto higher rm values 1middot8 in this case
For continuous annealing the textures are the samefor both types of steel they essentially correspond tothat of a BA rimmed steel and are perhaps evensomewhat weaker Because of the reduced intensityof the Ill fibre the -laquo values for both types of steelgenerally fall in the range 11-12 The developmentof strong CRA textures and high rm values in conven-tional AK steels requires among other factors theslow heating rate associated with the tight coil boxannealing processAnnealed ordinary interstitial free Nb and Tistabilised steelsThe textures of annealed IF steels are of particularinterest because the plastic properties especially ther-values depend so sensitively on the texture TheCRBA textures and inplane r-value distributions differsignificantly from those for the rimmed and AK steelsIn general both the Nb and Ti IF steels displayCRBA rm values of about 2 or higher At equivalentcold reductions of about 60 the Nb steels usuallyhave an r-value distribution 10 lt 145 lt 190 while theTi steels usually have 10 gt 190 Increasing the amountof reduction results in moderate increases in theCRBA 10 and 190 values and in a more substantialincrease in the 145 values for both steel types The145 values seem to increase more rapidly with coldreduction in the Nb steels so that occasionally10 lt 145 gt 190 These changes in r-value are intimatelyassociated with changes in the volume fractions ofthe individual texture components and in theirrelative contributions to the r-value distributionsshown in Fig 5
ODFs for the two highly alloyed CRBA ordinaryIF steels discussed above 024Nb and 0middot3000Tiare presented in Fig 17a and b At first glance thetextures appear to be equivalent but the planardistribution of r-values in the two steels2728 is quite
90 ~-~~---I-~~~~~amp - -1---80
70
60
~ 50C
~40
30
20
10
O-~---r_bullbullr-- bullbull_t~+_-r-~-p bullbull~~~~__~~ (b)
o 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80908deg
16 tP=45deg sections (Roe notation) of ODFs of a AK steel CR 60 and laboratory BA at 738degC for 10 h (L-Kcomposite sample) (after Ref 26) and b AK steel (low Mn low S) commercially produced 6500CRBA (RDcomposite sample) (after Ref 27)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
142 Ray et at Textures in low and extra low carbon steels
90 -I-~~~~~~~~~~-~~~~~~~80
70
60
if 50C
~ 40
30
20
10
O-Pi bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull-- bullbullbullbullbullbullbullbullbullbullbullbull--p bull - bull - bull - bullbullbullbull
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 909deg
17 iP=45deg sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a Omiddot24Nb and b Omiddot30Ti(L-K composite samples) (after Refs 2728)
different even though the rm values are the same thisis indicated in Table 4
In contrast to the CRBA AK steels in neither ofthese materials does the 111(110) componentdominate the texture Rather 111(112) is moreimportant than 111(110) as are the off 111 axiscomponents such as the 554and 667 orientationswhichare 5deg off the 111 axis as well as the 557which is 10deg off the 111 axis The intensities ofselected texture components in the two steels2728aregiven in Table5
It is evident from Fig 17a and b that both steelscontain a weak 110(113) component (8=90deg tf=25deg)which is stronger in the Nb (23 x R) than inthe Ti (V4 x R) steel This orientation is a character-istic of Nb IF steels even at much reduced Nbcontents but is not a notable feature of Ti IF steelsat reduced Ti contents In fact the textures differsignificantly in Ti IF steels when the Ti content isreduced to much below the 0middot30Ti level discussedhere In many respects they gravitate towards thoseof AK steels while the textures of Nb IF steels donot change much as the Nb content is reduced Thisis because Nb is an effective pancaking agent even atsolute levels as low as 0middot03
An ODF difference map27 for the two steels(024Nb-030Ti) is presented in Fig 18 Positiveregions of the map correspond to locations where theorientation distribution (OD) is stronger in the Nbsteel It should be noted that orientations near112(110) are stronger in the Nb steel while thosenear 111lt 110gt are stronger in the Ti steel Asindicated in Fig 5 the 112(110) component con-tributes high values of r45 while the 111(110) isassociated with ro lt r90bull Thus the differences in the
Table 4 Planar distribution of r-values IF steels(Refs 27 28)
Steel Condition r- 0 45 gO
024Nb CRBA 1middot98 1middot25 2middot30 2middot05O30Ti CRBA 1middot95 2middot03 173 2middot29
International Materials Reviews 1994 Vol 39 No4
planar distribution of r-values shown above are aresult of these texture differences
ODFs for the two more lightly alloyed CRBAordinary IF steels 0095Nb and 013Ti are pre-sented in Fig 19a and b (Refs 27 29 30) The textureof the 0095Nb steel (Fig 19a) looks very muchlike that of the 024Nb steel (Fig 17a) in spite ofthe substantial reduction in alloy content Howeverthe texture of the 013Ti steel (Fig 19b) differssubstantially from that of the 0middot30Ti steel (Fig 17b)Its 111 fibre is very strong and there is less per-turbation with respect to the relative strengths of itscomponents
The difference ODp27 for the latter two steels(0095Nb-013Ti) is reproduced here as Fig 20As before orientations near 112(110) in the0095Nb steel are stronger by up to 4 x R units inthis case Similarly orientations near 111(110) arestronger in the Ti steel (4 x R units) The r-values of
90
80
70
60
~ 50~~40
30
20
10
00 10 20 30 40 50 60 70 80 90
9deg18 tJ = 45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 17(Omiddot24Nb-Omiddot30Ti) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 143
90 ~--~~~~~--l-a--e~~~~~~~~14-
80
70
60
(b)
~50Cl
~40
30
20
10
O bullbullbullbullbull~--r---rbull ~-ro--~ bullbullbullbullbull-- bullbullbullbullbullbullbullbullbull-- bullbullbullbull~ bullbullbullbullbullbullbullbullbull--I~lf-o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
8deg19 tP=4So sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a 009degSNband b 0middot13Ti
(sheet samples) (after Refs 272930)
these two steels and of the low Mn low S AKsteeI27293o mentioned above are listed in Table 6 Asexplained above the high r45 value in the Nb steel isassociated with the increased 112(110) intensityand the high r90 value in the Ti steel with that of the111(110)
For the sake of completeness difference ODFs arepresented below for the (Nb IF - AK) and (TiIF - AK) steels In order to make this possible a013Ti steel ODF (RD composite sample) is firstintroduced in Fig 21 and an AK steel ODF (sheetsample) in Fig 22 The resulting difference ODFs areillustrated in Fig 23
From Fig 23a it is evident that the Nb IF steelcontains higher intensities of the 554(225) (2 x R)110(113) (2 x R) 112(110) (31 x R) and near8= 40deg tJ= 75deg orientations (4 x R) Conversely theAK steel contains more of the 111(112) (42 x R)The difference ODF for (013Ti - AK low Mn lowS) is illustrated in Fig 23b The Ti IF steel containshigher intensities of 554(225) (2 x R) 111(112)(18 x R) and the 557 and 667 components attJ=70deg which are stronger by 2middot2 x Rand 2middot3 x Rrespectively
The differences in texture between these BA steelsand those processed by continuous annealing (CA)are probably small as the r-value differences arequite small It has also been shown27293o38 thatfor ordinary Nb stabilised IF steels annealing con-ditions and heating rates have virtually no effect onr-value
Annealed extra low carbon Nb and Ti stabilisedsteelsDiscussions of ELC IF steels almost always focus onthe factors affecting r-value while texture data aresparse There is a need for a unifying investigation of
the HR CR and CRA textures of this class of steelcarried out in such a way that the results are com-parable The apparent paradox pointed out byHutchinson et al39 between the modest dependenceof rm on Nb content in ELC steels and the sharpdependence observed in ordinary Nb IF steels (seeFig 24) probably arises because of a lack of compar-ability The paradox involves the conclusion thatexcess solute Nb is necessary to ensure a high rmvalue which is not borne out by the ELC (ULC)steel data It appears instead that no paradox existsand that it arose because of an attempt to comparetwo sets of non-comparable data
First it must be recognised that the Mn contentsof sheet steels produced in the 1960s and 1970s weretypically in the 03-04 Mn range The materialsinvestigated by Hook et al28 all had Mn contents inthis range The o values for these steels lay in therange 12-15 The exception was a 0middot1Mn steelthat had a substantially higher ro value of 1middot8 Nowcurrent ELC IF steels have Mn contents of less than0middot2000typically 010-015 The Mn level is knownto have important effects on r-value and texture aswill be shown in the section Effect of substitutionalelements below It can be reasonably inferred thathad the steels studied by Hook et al contained Mnlevels as low as those of the ELC steels referred toby Hutchinson et al their rm values would have beenhigher especially at solute Nb contents below 0middot0300In addition the ordinary IF steels had been coldreduced by 60 whereas the ELC steels receivedreductions in the 75-7900 range Thus the apparentparadox can be resolved on the basis of the combinedeffect of both a reduced Mn content and the use ofsubstantially higher cold reductions on increasing ther-values of ELC Nb IF steels compared with theordinary type of Nb IF steel
Table 5 Strength of selected components CRBA IF steels ( x Random) (Refs 27 28)
Steel 112(110) 554(225) 557(472) 667(121) 111(112) 111(110)
024Nb 4middot6 7middot9 8middot3 8middot4 8middot00middot30Ti 2middot2 8middot5 6middot9 7middot9 7middot6
3middot85middot4
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
144 Ray et al Textures in low and extra low carbon steels
90
80
70
60
~ 50~~ 40
30
20
10
00
1
10 20 30 40 50 60 70 80 90
8deg20 tP=45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 19(0middot095Nb-0middot13Ti) (after Ref 27)
Figure 25a and b represents the annealing texturesof two ELC Nb IF steels containing 0middot02300 and0middot03700 Nb rcspectivelyP These steels were coldrolled 75 and then batch annealed The two texturesare similar and are characterised by nearly perfect111 fibres with intensity maxima located at554(225) (8=60deg tJ=OO) and 667(121) (8=50degtJ = 60deg) There is a perceptible difference between theannealing textures of ELC and ordinary (see Figs 17aand 19a) Nb IF steels In the latter case the generalintensities are lower and the 111(112) component isappreciably less intense than the 111(110) Further-more in the ELC grades off Ill axis orientationssuch as the 554 and 667 which are 5deg off the Illaxis predominate The greater balance between the two111 components leads to lower Ar-values (see Fig 5)and the higher concentration of orientations close tothe Ill fibre axis raises the rm value
Figure 26a and b illustrates the recrystallisationtextures obtained after laboratory salt bath annealingof the Nb + Ti ELC IF stcel for which the HR andCR textures were presented above (see Figs 11 and14) Evidently recrystallisation of this material leadsto general weakening of the RDII(110-) fibre andappreciable strengthening of the ND II(111) fibreThese effects become more prominent when the coldreduction preceding recrystallisation is increasedOverall the intensities of the 223(110) 112(110)and 001(110) components decrease drasticallywhile there is a corresponding sharpening of the111(123) and 111(112) components How-ever the off Ill axis orientations 554 667 and557 dominate the texture
Table 6 Planar distribution of r-values for IF steelsand AK steel (Refs 27 28)
Steel Condition (m (0 (45 (so
0095Nb CRBA 1middot93 149 2middot08 2middot05013Ti CRBA 2middot02 2middot07 173 2middot54AK steel CRBA 1middot77 183 1middot44 2middot35(low Mn low S)
International Materials Reviews 1994 Vol 39 No4
90
80
70
60
~50C
~40
30
20
10
00
(
10 20 30 40 50 60 70 80 908deg
21 tP=45deg section (Roe notation) of ODF of 0middot13TiCRBA IF steel (RO composite sample) (afterRef 27)
Factors controlling the textures of cold rolledand annealed low carbon sheet steelsThe development of textures in cold rolled andannealed low carbon steels is controlled by both steelchemistry and by processing parameters such as thehot band texture and grain size coiling temperatureamount of cold reduction and heating rate duringannealing Of these the effects of hot band textureand grain size will be dealt with in the next sectionwhile those of the interstitial and substitutional sol-utes will be discussed in detail in the sections Effectof interstitial elements and Effect of substitutionalelements respectively below Since the subject hasalready been reviewed by Hutchinson only briefreference will be made here to the effects of theprocessing variables
In a recent conference Hutchinson described howthe various material and process variables are to becontrolled so that the textureanisotropy of cold rolled
9 0 -I--L-a-Ir-~~+-~~+T-r-+--+-
80
70 ~60
~50
~ (~40
30
20
o
10 1O-t-bullbullbullbullbullbullbullbullbull--bullbullbullbullIl~-IIo~bull-
1
o 10 20 30 40 50 60 70 80 908deg
22 tP= 45deg section (Roe notation) of OOF of low Mnlow 5 CRBA AK steel (sheet sample) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 145
9080 070
060~ SO 0 a~40 0
3020100
0 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80 90(a) 8deg (b)
23 Difference ODFs for CRBA steels a Omiddot095Nb IF (Fig 19a) -AK (Fig 22) both sheet samples and b Omiddot13degcJTiIF (Fig 21) - AK (Fig 1Gb) both RD composite samples (after Ref 27)
and annealed sheet steels can be optimised he alsoranked these variables according to their significanceTable 7 reproduced in slightly modified form fromthe above work shows how different and conflictingrequirements can be satisfied to produce the bestpossible results One important such case concernsthe interaction between coiling temperature and heat-ing rate during annealing as can be seen in Fig 27
In Table 7 the term IF steel is used to includeboth ordinary as well as ELC IF steels It willhowever be useful to bring out the differences betweenthese two grades of steel by comparing their responsesto several important material and process variablesfor the purpose of attaining high r-value
Three factors significantly influence the formabilityof ELC IF steel sheet the composition annealingmethod and degree of cold reduction Of these factorsthe effect of cold reduction is the most substantialFor example Fig 28 shows the relationship betweendegree of cold reduction and rm value for two(Nb + Ti) IF steels produced by laboratory coldrolling of rolled hot band 2middot8 mm thick The steelshad the compositions given in Table 8 The rm valuesat 6000 reduction and below are poor relative tothose at 75 reduction and above for these twobatch annealed steels
Table 9 lists r-values for six ELC IF steels two Tialloyed two Nb alloyed and two Nb + Ti alloyedThese results were obtained from mill producedstrand cast slabs that were laboratory hot rolled coldrolled and annealed Batch annealing was conductedat 732degC using a 4 h soak Continuous annealing wassimulated using resistance heating to 843degC for 20 sFigure 29 depicts the relationships between rm valuecold reduction and annealing method It is evidentthat these ELC IF steels require higher coldreductions to achieve equivalent rm values of about2middot0 than the ordinary much more highly alloyed IFsteels Clearly the rm values of the ELC IF steels aresomewhat inferior for continuous compared withbatch annealing However it has been showrr thatheating rate has no measurable effect on the r-valueof the more highly alloyed Nb IF steels
Effect of hot rolled grain size on coldrolled and on cold rolled andannealed texturesHot rolled grain size has been shown to have a verysignificant effect on both CR and the subsequentCRA textures Hot band texture also has a significanteffect on CR and CRA textures When evaluating
Table 7 Control of parameters for optimising textureanisotropy of cold rolled and annealed steel sheets(Ref 50)
Low carbon steels
Parameter SA
Carbon contentManganese contentMicroalloying (AI Nb or Ti)Soaking temperature for hot rollingHot rolling scheduleFinish rolling temperatureCoiling temperature after hot rollingCold rolling reductionHeating rate of annealMaximum temperature of anneal
Low ()Low ()AI ()High ()()gt A3 ()Low lt600DC ()7020-50 K h -1 ()720DC
CA IF steels SA or CA
Low ()Low ()()
Low ()()gt A3 ()High gt700DC ()855-20 K S-1 ()850DC
Low ()Low ()NbfTi ()Low ()()gt A3 or ltA1 ()High ()90()900DC
() not critical () significant () important () vital
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
146 Ray et a Textures in low and extra low carbon steels
Table 8 Compositions of ELC (Nb + Tl) IF steels usedto determine effect of cold reduction onrm value Fig 28 (Ref 31)
Composition wt-
Steel C Mn AI N Nb Ti
3 0middot0036 0middot11 0middot045 0middot0011 0middot009 0middot0304 00033 010 0middot038 0middot0012 0007 0middot026
results concerning the effect of hot band grain size onCR and CRA textures care must therefore be takento ensure that the methods used to vary the grainsize do not also vary the hot band texture
The effect of initial grain size on the cold rolledtexture in a rimming steel was studied by JonesHudd and Dasarathy and reported by DasarathyNo significant difference in the cold rolled texturewas observed when the hot band grain size was variedover the range from ASTM 5-6 to ASTM 12-13However on recrystallisation by means of a rapidanneal at 700degC the annealing textures differedwidely The Ill ND fibre was strengthened appreci-ably in the fine grained material by contrast thellO(OOl) orientation was intensified in the coarsegrained steel
It was shown by Hook29 for a Nb stabilised ordin-ary IF steel that the hot band grain size has a
22
IF
ULC
20
16
14 0 002 004 006 o~ Q1Nb IN SOLID SOLUTION wt-
24 Effect of dissolved Nb on rm values of ELC andordinary IF steels (after Ref 39)
profound effect on the CR texture and thus on thesubsequent CRBA texture In steels of this type it isnot possible to increase the hot band grain size by asubcritical (below the AC3 temperature) anneal A hotband sample was therefore austenitised at 982degC aircooled to 694degC and then held for 1 h to ensurecomplete restabilisation of the steel The anneal pro-duced an increase in the hot band grain size from an
Composition wt-
Table 9 Extra low carbon IF steels compositions and r-values
Steel C Mn
A - ELC (Ti) 0middot0024 010B- ELC (Ti) 0middot0043 016C- ELC (Nb) 0middot0028 0180- ELC (Nb) 0middot0027 016E - ELC (Nb + Ti) 0middot0033 008F- ELC (Nb+ Ti) 00033 015
HR coilingSteel temp DC CR
A - ELC (Tl) 566 65566 75705 75566 80
B- ELC (Ti) 566 65566 75705 75566 80
C- ELC (Nb) 705 65566 75705 75705 80
0- ELC (Nb) 705 65566 75705 75705 80
E - ELC (Nb + Ti) 566 65566 75705 75566 80
F - ELC (Nb + Ti) 566 65566 75705 75566 80
Nb TiS AI N Nb (solute) Ti (solute)
0middot0052 0middot071 00017 lt0middot002 0middot068 0middot0450middot0043 0middot067 00047 lt0middot002 0middot080 0middot0400middot0070 0middot037 0middot0017 0middot023 0middot001 lt00020middot0064 0middot059 0middot0038 0middot037 0middot016 lt0middot0020middot0051 0middot059 0middot0013 0middot028 0middot006 0middot0030middot0080 0middot043 0middot0041 0008 0middot055 0016
Plastic strain ratio
Batch anneal Continuous anneal
0 45 90 r- m 0 45 90
1middot86 1middot81 2middot40 197 1middot64 1middot72 1middot35 2middot122middot01 1middot97 2middot56 213 2middot17 2middot20 1middot86 2middot741middot09 2middot10 2middot54 2middot17 2middot14 2middot03 1middot96 2middot62216 2middot00 2middot62 219 2middot22 2middot34 1middot93 2middot68180 1middot92 246 2middot02 177 1middot65 1middot63 2middot171middot88 2middot00 2middot52 2middot11 1middot85 1middot80 1middot70 2middot221middot86 2middot02 2middot56 2middot11 196 1middot81 1middot82 2middot381middot92 2middot22 2middot55 223 2middot01 1middot98 1middot82 2middot401middot83 1middot72 2middot36 1middot91 1middot79 190 1middot54 2middot201middot66 1middot86 2middot24 1middot90 1middot82 1middot64 170 2middot261middot98 1middot89 244 2middot05 2middot03 212 1middot76 2501middot96 214 258 2middot20 2middot09 2middot10 1middot86 2541middot84 1middot94 2middot64 2middot09 1middot76 1middot78 148 2191middot94 2middot04 2middot61 216 1middot80 1middot66 1middot88 2161middot96 2middot08 2middot67 2middot20 2middot02 2middot02 175 2middot441middot97 2middot20 2middot68 2middot26 1middot98 1middot90 1middot84 2middot451middot69 1middot64 2middot09 1middot76 1middot50 156 1middot32 1middot801middot80 212 255 214 1middot97 1middot83 1middot84 2middot361middot90 2middot06 2middot58 2middot15 2middot10 2middot16 1middot80 2middot63177 2middot06 2middot52 2middot11 2middot04 204 1middot84 2middot431middot64 1middot79 2middot30 1middot88 1middot57 1middot50 148 1middot841middot80 2middot02 2middot55 2middot10 1middot98 1middot80 1middot88 2middot341middot87 2middot02 2middot38 2middot07 1middot97 1middot90 1middot75 2481middot80 2middot08 2middot48 2middot11 1middot99 1middot86 1middot84 240
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
136 Ray et al Textures in low and extra low carbon steels
RD bullbull --_
CUBE (8)i(001)[010]
(001)[Ho](001)[110]BRASS (4)ft
GOSS (8)
(112)[110]
COPPER (8) S (5)
-c--------~BRASS(~ -GOSS (8) (112)[131] BRASS (8)
---------- -------r(l- ------~ - -GOSS (8) (111)[121] (111)[011]
t tBRASS (8) GaSS (8)
(111)[H2](111)[1To]
(110)[110]
8 Selected bcc product orientations in tP2 =45degsection (Bunge notation) showing fcc parentorientations from which they originate (afterRef 37)
(except for the special case of ELC IF steels hot rolledin the ferrite range)
Effect of y-to-ex transformation on ferrite texturesDuring hot rolling the parent austenite phasedevelops a crystallographic texture which is laterinherited by the ferrite on transformation At rela-tively high temperatures of rolling (ie above the Tnr
or austenite no-recrystallisation temperature) a weakrecrystallisation texture is formed The austenitein this case displays the cube 001(100) texturewhich transforms primarily into the rotated cubeOOl(110) in the ferrite If on the other handthe austenite is not able to recrystallise during orafter rolling it develops a sharp texture containingthe brass 110(112) copper 112(111) and S123 lt634) components together with a weaker Goss110 (001)
During the austenite-to-ferrite transformation theKurdjumov-Sachs (KS) orientation relationship isgenerally followed3536 According to this model oneparent orientation transforms into 24 product orient-
90 bullbullbullbull--I bullbullbullbull~-- bullbullbull_I--ampo-I_ bull80
70
60 ~
~50 05 1C
~40 L30
20
10
O~ bullbullbullbull-r--r----r~ bullbullbullbullbullr-+-- bullbull2
o 10 20 30 40 SO 60 70 80 908deg
9 tP =45deg section (Roe notation) of ODF of hot rolledAK steel (L-K composite sample) (after Ref 28)
ations or variants Figure 8 represents the ~2 =45degsection (Bunge notation) in which selected bee prod-uct orientations calculated according to the KSrelationship are identified together with the fccparent orientations from which they have formedThe number of variants corresponding to each prod-uct orientation is indicated within brackets after thename of the respective parent orientation
Hot rolled rimmed and drawing quality AI-killedsteels (DQAK)Rimmed and AK steels have virtually identical andvery weak nearly random HR textures with the001(110) (transformed austenite recrystallisation)component being approximately 2 times random(2 x R)26 The ODF of Fig 9 for a mill produced AKHR steel shows the texture which differs onlynegligibly from that of a HR rimmed steel Therecrystallisation of austenite during hot rolling isunimpeded in these two types of steel and is suffic-iently rapid for recrystallisation to be essentiallycomplete before the transformation to ferrite This
Table 2 Steels used for characterisation of crystallographic textures
Composition wt- AnnealingHR CTt Type of PF
Steel type C Mn AI N Process DC CR Temp DC Time h samples Ref
Plain low carbonAK-HR (O018S) 0middot042 0middot31 0028 0middot0093 A 593 L-K 26AK-CRA (0018S) 0middot042 0middot31 0middot028 00093 B 593 60 738 10 L-K 26AK-CRA (O008S) 0middot041 0middot20 0middot032 00060 C 566 65 721 20 S(14T) RD 27(low Mn low S)
Ordinary IF steels024Nb IF 0middot0063 0middot40 0middot044 00056 C 649 62 746 20 L-K 28030Ti IF 00048 0middot30 0middot096 0middot0044 C 704 60 738 16 L-K 270095Nb IF 00033 040 0middot023 00063 D 649 70 732 4 S(14T) 2930013Ti IF 0middot0031 0middot22 0040 00056 C 621 66 738 16 S(14T) RD 27
ELC IF steels0023Nb IF (ELC) 00028 018 0middot037 00017 E 704 75 732 4 S(14T) 310037Nb IF (ELC) 0middot0027 0middot16 0middot059 00038 E 704 75 732 4 S(14T) 31
A mill HR tCT coiling temperatureB mill HR CR and laboratory SA + PF pole figureC mill HR CR SA L-K Lupata-Kula type composite sample (Refs 32 33)D mill HR and laboratory CR SA RD RD composite sample (Ref 30)E mill strand cast laboratory HR CR SA S(14T) sheet sample 14 thickness position
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90-1-bullbullbullbullbullbullbullbullbullbullbull
80
70
60
Ray et ale Textures in low and extra low carbon steels 137
~ 50Cl
~40
30
20
10
O--r-rTTTT-rl~r+-H-r-1~~~-~JLJ~~~30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
edeg10 iJ = 45deg sections (Roe notation) of ODFs of hot rolled a 0middot24Nb ordinary IF steel and b 0middot3000Ti ordinary
IF steel (L-K composite samples) (after Refs 2728)
interpretation is supported by the relative absence ofother texture components in the ferrite indicatingthat the austenite did not contain any rollingcomponents before transformationHot rolled ordinary interstitial free (IF) Nb and Tistabilised steelsThe ODFs of two highly alloyed mill HR IF steelsare presented in Fig lOa and b one a 02400Nb andthe other a 0middot30Ti steeI272838 Compared with theHR rimmed and AK steels the textures here are quitestrong The 024Nb stabilised steel can be charac-terised as displaying a (110)IIRD partial fibre witha strong peak near 112(110) of 4 times random(4 x R) Weaker components of interest are the001(110) at 2middot4 x R and the 554(225) or moreaccurately 332(113) at 2middot2 x R The Ill fibretexture (lllIIND) is not found
The 0middot3000Ti stabilised steel also displays a strongHR texture but one which differs somewhat fromthat of the Nb steel It is again characterised by a(110)IIRD partial fibre but with the strongest com-ponent (63 x R) at OOl(110) while the 112(110)IS weaker at 3middot6 x R in this case A further componentof interest is the 332(113) at 2middot2 x R
Thus the 001(110) is more intense than thelI2(110) in the Ti steel whereas the inverserelationship applies to the Nb steel The results ofSchlippenbach et al20 on the HR texture of a0middot22Ti steel measured at the midthickness of thesample showed f(g) values equal to 3middot3 and 4middot7 at112(110) and 001(110) respectively this againshows that the latter orientation is favoured in the Tisteel Conversely in experiments performed on a009500Nb steel where the texture was again meas-ured in the midthickness of the sample reported f(g)values f 7middot6 and 5middot2 at 112(110) and OOl(110)respectively are in agreement with the observedtrends in Nb steels as described above2930 Thestrength of the 112(110) component of the HRtexture of Nb IF steel does not decrease much withreduction of the solute Nb content For examplewhen the solute Nb content is reduced from 0middot19 to
003 the strength of the 112(110) only declinesfrom 3middot8 x R to 2middot5 x R (Ref 28)
The above results indicate that the dominant com-ponent of the HR texture is 112(110) in the Nbsteels and OOl(110) in the Ti steels From Fig 8 itcan be seen that the 112(110) ferrite component isderived principally from the Cu 112(111) com-ponent of the unrecrystallised austenite with a poss-ible contribution from the weaker Goss 110(001)component By contrast the OOl(110) ferrite com-ponent is obtained partly from the cube OOl(100)component of the recrystallised volume fraction ofthe austenite and partly from the brass 110(112)component of the unrecrystallised volume fractionTh~s it appears from the intensities that during hotrolhng the austenite in the Nb steel is essentiallypancaked (unrecrystallised) while the austenite ispartially recrystallised in the Ti steel
The retardation of austenite recrystallisation in theNb steel during hot rolling is attributable to twocomplementary factors (a) the presence of solute Nbin the austenite and (b) the precipitation of Nbcarbonitrides in the matrix Hook and Ny038 havefor example shown that ferrite recrystallisation isretarded in Nb IF steels by both Nb in solid solutionand by the presence of fine dispersions of NbC Nbin solid solution having the greater effect This viewis supported by the low interstitial content of thesesteels By contrast Ti in solution in the austenite doesnot appear to be as effective as Nb in retardingaustenite recrystallisation Furthermore Ti carbo-nitrides are less likely to form than Nb carbonitridesat hot rolling temperatures in the austenitic rangeand are therefore less effective in preventing austeniterecrystallisationHot rolled extra low carbon Nb and Ti stabilisedsteelsExamples of hot rolled textures evaluated by ODFanalysis for ELC IF steels falling in the compositionranges defined previously were difficult to find Theonly HR texture results reported for steels finishrolled in the austenite range are in the form of pole
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
138 Ray et al Textures in low and extra low carbon steels
figures Hutchinson et a139 published a (200) polefigure for a HR steel containing 0004C 004AIO003N 0028Nb and 0middot03300TiThey describedthe texture as weak and concluded that the alloycontent was insufficient to prevent recrystallisationbetween passes Kwon etal presented a (110) polefigure for a HR steel containing O003500C0049AI0003900N and 0middot07700Ti They interpreted thetexture as weak and considered that it did not resultfrom transformation of a substantially unrecrystal-lised austenite
Figure 11 shows the ~2 =450 section (Bungenotation) of the ODF from a hot rolled ELC IF steelcontaining 0middot0018C 0middot14Mn 0middot004P 0middot003S0042AI 0002300N 0010Nb and 007900Ti(Ref 41) The sample employed for texture measure-ment was prepared from the midthickness of the hotband The hot band texture of this ELC Nb + Ti steelis qualitatively similar to that of the AK steel L-Kcomposite sample (see Fig 9) A quantitative compari-son of Fig 11 with Fig 9 is of doubtful validitybecause of the different sample types used to evaluatethe textures Both textures are characterised by001(110) as the major component The hot rollingtexture of the ELC Nb + Ti steel can also be seento resemble that of the ordinary IF steel containingTi (Fig lOb L-K composite sample) which wasobtained by transformation from the texture of apartly recrystallised and partly pancaked parentphase
Samuel et al42 studied the recrystallisation behav-iour of a Ti-containing ELC IF steel under simulatedstrip rolling conditions The steel composition was0middot004C 02Mn 0middot008S 000400N and0middot06600Ti They observed that very fine Ti(CN) andTi4C2S2 particles are precipitated during hot rollingThe relatively high temperatures of roughing com-bined with the small precipitate volume fraction(because of the low C and N concentrations) renderedthese precipitate particles ineffective for the retard-ation of recrystallisation during the early stages ofrolling In the finishing stages there is little effect onthe recrystallisation kinetics because of the shortinterpass times involved When finishing temperaturesjust above the Ar3 were employed some strainaccumulation took place during the later stages offinishing which led to the initiation of dynamicrecrystallisation These results indicate that theaustenite of hot rolled ELC IF steels is essentially ina recrystallised state before transformation whichexplains why the ferrite transformation texture isweak As discussed above the cube texture in therecrystallised austenite transforms primarily into therotated cube in the ferrite (Fig 8) Similar behaviouris expected from Nb-containing ELC IF steels
Najafi-Zadeh et al43 investigated the influence ofhot strip rolling parameters on austenite recrystallis-ation in three ELC IF steels with 0middot003500C andcontaining 0056Nb 006500Ti or 002800Nb+0middot035Ti They found that the increase in flow stressin the finishing passes (due to retained work harden-ing) is more marked in the Nb than in the Ti or theNb + Ti steel This indicates that the Nb in solutionwas more effective in retarding recrystallisationthan the Ti (Here the interpass times were too short
International Materials Reviews 1994 Vol 39 No4
0rT-r-Ir--------r---_~I
30
90 0 6030 90ltigtldeg
11 tP2 =45deg section (Bunge notation) of ODF from0middot01Nb + 0middot0800Ti hot rolled ELC IF steel (sheetsample) (after Ref 41)
to permit significant precipitation) Such solute re-tardation is responsible for the higher intensities ofthe transformed rolling texture components (ie thetransformed Cu brass and S conlponents seeFig 8) in the hot band textures of Nb as comparedwith Ti or Nb + Ti steels
Cold rolled textures in low carbon sheet steelsRimmed and drawing quality AI-killed steelsCold rolled textures are virtually identical for rimmedand AK steels when they are evaluated on a compar-able basis as shown by Heckler and GranzowIt has been noted that the HR textures of the twotypes of steels are similar displaying only a weak001(110) component With increasing coldreduction these low carbon steels develop both apartial (110)IRD fibre and a 111IIND fibre Thetransformed austenite recrystallisation component001(110) also sharpens perceptibly The strongestcomponent of the texture is displaced from111(110) at 60 cold reduction towards112(110) at 80 All these features can be seen inthe ODF plots (Fig 12a and b) of a rimmed steelcold rolled 60 and 8000(Ref 26)Cold rolled ordinary Nb and Ti stabilisedIF steelsOrdinary Nb stabilised IF steels have CR texturescharacterised by a sharp (110)IIRD partial fibre withmaximum intensities at the 112(110) orientationWhen the cold reduction is held constant at 60 thestrength of the 112(110) (transformed Cu) orient-ation increases with the concentration of Nb in solidsolution this reflects the increase in the strength ofthis orientation in the HR state attributable to austen-ite pancaking The ratio of the strength of 112(110)to 554(225) (transformed brass) in the CR stateis about 2 1 (Ref 28) The 001(110) componentis approximately as strong as the 554(225)component
As shown above the 112(110) orientation is thestrongest component in HR Nb stabilised IF steelsbecause of austenite pancaking (Fig lOa) while in
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 139
90 -t-bullbull-bullbullbullbull-I_~~-+-~----~-t--~ bullbull_~~-- bullbullbull~ bullbullbull--1~80 ~3
70 ~2
60
if 50tS~40
30
20
10
O bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull----bullbullbull--l bullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbullbull_ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull- bullbullbullbullbullbull-
i(b)
70 80 90 10 20 30 40 50 60 70 80 908deg
o 10 20 30 40
12 lJ = 45deg sections (Roe notation) of ODFs of rimmed steel cold rolled a 6000and b 80 (L-K compositesamples) (after Ref 26)
HR ordinary Ti stabilised IF steels the strongestorientation is 001 (110) as a result of austeniterecrystallisation (Fig lOb) In a similar manner thetexture of CR ordinary Ti stabilised IF steels differsquantitatively from that of the equivalent Nb steelsThe former can be characterised as having majororientations whose strengths decrease in the order112lt110) 554(225) and 001(110) Howeverthe intensities of these components are appreciablylower than in the comparable Nb steels ODFs arepresented in Fig13a and b for the highly alloyed0middot24Nb and 0middot30 Ti cold rolled IF steels discussedabove The listing of key texture components inTable 3 shows how the strengths of the 112(110)(transformed Cu) orientations increase with the con-centration of Nb in solution which varied from0middot002 to 0middot03 and to 0middot19 in the order given
While cold rolling results in significant strengthen-ing of the Ill (110) in rimmed and AK steels itleads to greater enhancement of the 112(110) in
Nb and Ti stabilised IF steels at comparable coldreductions of 60 These results are explicable interms of the relative strengths of the 112(110)component in the hot bands of these four types ofsteel as shown in the section Effect of hot rolledgrain size on cold rolled and cold rolled and annealedtextures below
Cold rolled extra low carbon Nb and Tistabilised steelsFigure 14a and b shows the ~2 =450 sections (Bungenotation) of the ODFs of an ELC IF steel containingboth Nb and Ti after cold reductions of 70 and 8500(Ref 44) The HR texture of this steel has beendescribed above (see Fig 11) Cold rolling producessharp RDI(110) and NDII(lll) fibres in this steelthe intensities of which increase with the amount ofcold reduction The main component 001(110) ofthe hot rolled texture also sharpens significantly withincreasing cold reduction (see Fig 14) Furthermore
90 ~-1~~~~~~~~IIIIIIIIII bullbullbullbullbullbullbullbull IIIIIII bullbullbullbullbullbullbullbull _
80
70
60
if 50tS
~40
30
20
10
o bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~~~_ bullbullbullbullo 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8 deg (b)
13 tJ = 45deg sections (Roe notation) of ODFs of cold rolled ordinary IF steels containing a 0middot2400Nb andb 0middot30Ti (L-K composite samples) (after Refs 2728)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
140 Ray et al Textures in low and extra low carbon steels
o 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt V 111lt123gt bull 111lt112gt
8
30
60
(a)90
o 30 60CP deg
tnQ)
C
e
11 10
(b)
9090 0 30
CP deg60
14 tP2 = 45deg sections (Bunge notation) of ODFs of ELC IF steel of Fig 11 after cold reductions of a 7000 andb 8500 (sheet samples) (after Ref 44)
the strongest component of the cold rolling texturewhich is located at IV 112(110) after 7000 coldreduction undergoes a perceptible shift to the223(110) position after 8500rolling
The development of cold rolling textures in lowand extra low carbon steels has recently been dealtwith in some detail by T6th et al45 They predictedthe stability of the main rolling texture componentsanalytically using a rate dependent theory for mixed112lt111gt and 110lt111gt slip Both full constraint(Taylor) and relaxed constraint (lath and pancake)grain interaction models46-49 were employed for thispurpose An orientation stability map derived bythem and plotted in the ~2 =45deg section (Bungenotation) is presented in Fig 15 In this figure thenumbers associated with the contour lines refer to anorientation stability parameter S This displays highvalues in regions of Euler space where the orientationsare relatively stable and low values (these can evenbe negative) where the degree of stability is low
A study of the above diagram indicates that theprincipal component inherited from the recrystallisedhot band ie 001(110) is a fairly stable orientationand that is why its intensity increases during sub-sequent cold rolling Of the two major texture com-ponents observed in hot bands processed in the y norecrystallisa tion range the 113 IV 112lt110gt was
found to be highly stable during further deformationwhereas the 332(113) component shifts towards554(225) and then to 111(112) during sub-sequent rolling At large strains there is a net rotationfrom the 111(112) to the 111(110) position Theorientations possessing the highest stability arethe 112(110) and 445(110) followedcloselyby the223(110) The experimental cold rolling texturesof low and extra low carbon steels described aboveagree remarkably well with the above predictionsIn the case of the ELC IF steels however the223(110) appears to be slightly more stable thanthe 112(110) at larger strains (see Fig 14)
Annealing textures in low carbon sheet steelsValid comparisons of the cold rolled and annealed(CRA) textures of various steels should be made forthe same amount of reduction and annealing method(batch v continuous) For some steels heating ratealso has an important effect on the nature of therecrystallisation texture developedAnnealed rimmed steel and drawing qualityAI-killed steelsThe ODFs of the batch annealed rimmed and AKsteels published by Heckler and Granzow (seeTable 2) indicate the following trends During the
Table 3 (J) (IjI 8 tP) intensities of components ( x Random) (Refs 27 28)
111(112) 111(110)Steel Condition 112(110) 001(110) 5541(225)
0073Nb0middot092Nb024Nb0middot30Ti
CRCRCRCR
7middot27middot89middot05middot0
4middot14middot14middot13middot9
4middot64middot44middot24middot1
4middot64middot44middot13middot8
4middot04middot14middot33middot6
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
(001)[110] ~r-----=--~~T---========t(001 )[110]
eo
1 (112)[1~O](223)[110](445)[110] 3 (111)[011] 0
(111)[110] 4 -- --------i-------5~~~(111)[TI2](111)[121] 1 (554)[225]
(332)[113]
(114)[110]
(113)[110] (113)[332]
-1 (112)[111]
o
cp-
15 Orientation stability map for rolling presented intP2=45deg section (Bunge notation) (after Ref 45)
early stages of recrystallisation the RDII(110) andND II lt111) fibres decrease in intensity in both steelsThe ltIll) fibre decreases to a greater degree in therimmed than in the AK steel On further recrystallis-ation and grain growth the (Ill) fibre increases instrength in both steels though to a greater degree inthe AK steel As a result the strongest componentof the texture is the 111(110) at 55 x R in theAK steel (see Fig 16a) because of the trends describedabove the 111(110) is only 30 x R in therimmed steel The CRA rm reported for the AK steelwas 15 while it was reduced to 1middot2 for the rimmedsteel because of the lower intensity of the Ill fibre
The ODF for the CRBA AK steel (03100Mn0018S) of Fig 16a should be compared with thatpertaining to a current low Mn low S AK steel(020Mn 0008S) shown in Fig 16b27 The AKsteel investigated by Heckler and Granzow was of acomposition and processing history typical of its day(1969) Subsequent advances in steelmaking tech-nology which provided for desulphurisation permit-ted reductions in the Mn content This combined
Ray et al Textures in low and extra low carbon steels
with the implementation of somewhat higher coldreductions resulted in stronger CRBA textures in theAK steels as illustrated in Fig 16b this led in turnto higher rm values 1middot8 in this case
For continuous annealing the textures are the samefor both types of steel they essentially correspond tothat of a BA rimmed steel and are perhaps evensomewhat weaker Because of the reduced intensityof the Ill fibre the -laquo values for both types of steelgenerally fall in the range 11-12 The developmentof strong CRA textures and high rm values in conven-tional AK steels requires among other factors theslow heating rate associated with the tight coil boxannealing processAnnealed ordinary interstitial free Nb and Tistabilised steelsThe textures of annealed IF steels are of particularinterest because the plastic properties especially ther-values depend so sensitively on the texture TheCRBA textures and inplane r-value distributions differsignificantly from those for the rimmed and AK steelsIn general both the Nb and Ti IF steels displayCRBA rm values of about 2 or higher At equivalentcold reductions of about 60 the Nb steels usuallyhave an r-value distribution 10 lt 145 lt 190 while theTi steels usually have 10 gt 190 Increasing the amountof reduction results in moderate increases in theCRBA 10 and 190 values and in a more substantialincrease in the 145 values for both steel types The145 values seem to increase more rapidly with coldreduction in the Nb steels so that occasionally10 lt 145 gt 190 These changes in r-value are intimatelyassociated with changes in the volume fractions ofthe individual texture components and in theirrelative contributions to the r-value distributionsshown in Fig 5
ODFs for the two highly alloyed CRBA ordinaryIF steels discussed above 024Nb and 0middot3000Tiare presented in Fig 17a and b At first glance thetextures appear to be equivalent but the planardistribution of r-values in the two steels2728 is quite
90 ~-~~---I-~~~~~amp - -1---80
70
60
~ 50C
~40
30
20
10
O-~---r_bullbullr-- bullbull_t~+_-r-~-p bullbull~~~~__~~ (b)
o 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80908deg
16 tP=45deg sections (Roe notation) of ODFs of a AK steel CR 60 and laboratory BA at 738degC for 10 h (L-Kcomposite sample) (after Ref 26) and b AK steel (low Mn low S) commercially produced 6500CRBA (RDcomposite sample) (after Ref 27)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
142 Ray et at Textures in low and extra low carbon steels
90 -I-~~~~~~~~~~-~~~~~~~80
70
60
if 50C
~ 40
30
20
10
O-Pi bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull-- bullbullbullbullbullbullbullbullbullbullbullbull--p bull - bull - bull - bullbullbullbull
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 909deg
17 iP=45deg sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a Omiddot24Nb and b Omiddot30Ti(L-K composite samples) (after Refs 2728)
different even though the rm values are the same thisis indicated in Table 4
In contrast to the CRBA AK steels in neither ofthese materials does the 111(110) componentdominate the texture Rather 111(112) is moreimportant than 111(110) as are the off 111 axiscomponents such as the 554and 667 orientationswhichare 5deg off the 111 axis as well as the 557which is 10deg off the 111 axis The intensities ofselected texture components in the two steels2728aregiven in Table5
It is evident from Fig 17a and b that both steelscontain a weak 110(113) component (8=90deg tf=25deg)which is stronger in the Nb (23 x R) than inthe Ti (V4 x R) steel This orientation is a character-istic of Nb IF steels even at much reduced Nbcontents but is not a notable feature of Ti IF steelsat reduced Ti contents In fact the textures differsignificantly in Ti IF steels when the Ti content isreduced to much below the 0middot30Ti level discussedhere In many respects they gravitate towards thoseof AK steels while the textures of Nb IF steels donot change much as the Nb content is reduced Thisis because Nb is an effective pancaking agent even atsolute levels as low as 0middot03
An ODF difference map27 for the two steels(024Nb-030Ti) is presented in Fig 18 Positiveregions of the map correspond to locations where theorientation distribution (OD) is stronger in the Nbsteel It should be noted that orientations near112(110) are stronger in the Nb steel while thosenear 111lt 110gt are stronger in the Ti steel Asindicated in Fig 5 the 112(110) component con-tributes high values of r45 while the 111(110) isassociated with ro lt r90bull Thus the differences in the
Table 4 Planar distribution of r-values IF steels(Refs 27 28)
Steel Condition r- 0 45 gO
024Nb CRBA 1middot98 1middot25 2middot30 2middot05O30Ti CRBA 1middot95 2middot03 173 2middot29
International Materials Reviews 1994 Vol 39 No4
planar distribution of r-values shown above are aresult of these texture differences
ODFs for the two more lightly alloyed CRBAordinary IF steels 0095Nb and 013Ti are pre-sented in Fig 19a and b (Refs 27 29 30) The textureof the 0095Nb steel (Fig 19a) looks very muchlike that of the 024Nb steel (Fig 17a) in spite ofthe substantial reduction in alloy content Howeverthe texture of the 013Ti steel (Fig 19b) differssubstantially from that of the 0middot30Ti steel (Fig 17b)Its 111 fibre is very strong and there is less per-turbation with respect to the relative strengths of itscomponents
The difference ODp27 for the latter two steels(0095Nb-013Ti) is reproduced here as Fig 20As before orientations near 112(110) in the0095Nb steel are stronger by up to 4 x R units inthis case Similarly orientations near 111(110) arestronger in the Ti steel (4 x R units) The r-values of
90
80
70
60
~ 50~~40
30
20
10
00 10 20 30 40 50 60 70 80 90
9deg18 tJ = 45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 17(Omiddot24Nb-Omiddot30Ti) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 143
90 ~--~~~~~--l-a--e~~~~~~~~14-
80
70
60
(b)
~50Cl
~40
30
20
10
O bullbullbullbullbull~--r---rbull ~-ro--~ bullbullbullbullbull-- bullbullbullbullbullbullbullbullbull-- bullbullbullbull~ bullbullbullbullbullbullbullbullbull--I~lf-o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
8deg19 tP=4So sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a 009degSNband b 0middot13Ti
(sheet samples) (after Refs 272930)
these two steels and of the low Mn low S AKsteeI27293o mentioned above are listed in Table 6 Asexplained above the high r45 value in the Nb steel isassociated with the increased 112(110) intensityand the high r90 value in the Ti steel with that of the111(110)
For the sake of completeness difference ODFs arepresented below for the (Nb IF - AK) and (TiIF - AK) steels In order to make this possible a013Ti steel ODF (RD composite sample) is firstintroduced in Fig 21 and an AK steel ODF (sheetsample) in Fig 22 The resulting difference ODFs areillustrated in Fig 23
From Fig 23a it is evident that the Nb IF steelcontains higher intensities of the 554(225) (2 x R)110(113) (2 x R) 112(110) (31 x R) and near8= 40deg tJ= 75deg orientations (4 x R) Conversely theAK steel contains more of the 111(112) (42 x R)The difference ODF for (013Ti - AK low Mn lowS) is illustrated in Fig 23b The Ti IF steel containshigher intensities of 554(225) (2 x R) 111(112)(18 x R) and the 557 and 667 components attJ=70deg which are stronger by 2middot2 x Rand 2middot3 x Rrespectively
The differences in texture between these BA steelsand those processed by continuous annealing (CA)are probably small as the r-value differences arequite small It has also been shown27293o38 thatfor ordinary Nb stabilised IF steels annealing con-ditions and heating rates have virtually no effect onr-value
Annealed extra low carbon Nb and Ti stabilisedsteelsDiscussions of ELC IF steels almost always focus onthe factors affecting r-value while texture data aresparse There is a need for a unifying investigation of
the HR CR and CRA textures of this class of steelcarried out in such a way that the results are com-parable The apparent paradox pointed out byHutchinson et al39 between the modest dependenceof rm on Nb content in ELC steels and the sharpdependence observed in ordinary Nb IF steels (seeFig 24) probably arises because of a lack of compar-ability The paradox involves the conclusion thatexcess solute Nb is necessary to ensure a high rmvalue which is not borne out by the ELC (ULC)steel data It appears instead that no paradox existsand that it arose because of an attempt to comparetwo sets of non-comparable data
First it must be recognised that the Mn contentsof sheet steels produced in the 1960s and 1970s weretypically in the 03-04 Mn range The materialsinvestigated by Hook et al28 all had Mn contents inthis range The o values for these steels lay in therange 12-15 The exception was a 0middot1Mn steelthat had a substantially higher ro value of 1middot8 Nowcurrent ELC IF steels have Mn contents of less than0middot2000typically 010-015 The Mn level is knownto have important effects on r-value and texture aswill be shown in the section Effect of substitutionalelements below It can be reasonably inferred thathad the steels studied by Hook et al contained Mnlevels as low as those of the ELC steels referred toby Hutchinson et al their rm values would have beenhigher especially at solute Nb contents below 0middot0300In addition the ordinary IF steels had been coldreduced by 60 whereas the ELC steels receivedreductions in the 75-7900 range Thus the apparentparadox can be resolved on the basis of the combinedeffect of both a reduced Mn content and the use ofsubstantially higher cold reductions on increasing ther-values of ELC Nb IF steels compared with theordinary type of Nb IF steel
Table 5 Strength of selected components CRBA IF steels ( x Random) (Refs 27 28)
Steel 112(110) 554(225) 557(472) 667(121) 111(112) 111(110)
024Nb 4middot6 7middot9 8middot3 8middot4 8middot00middot30Ti 2middot2 8middot5 6middot9 7middot9 7middot6
3middot85middot4
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
144 Ray et al Textures in low and extra low carbon steels
90
80
70
60
~ 50~~ 40
30
20
10
00
1
10 20 30 40 50 60 70 80 90
8deg20 tP=45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 19(0middot095Nb-0middot13Ti) (after Ref 27)
Figure 25a and b represents the annealing texturesof two ELC Nb IF steels containing 0middot02300 and0middot03700 Nb rcspectivelyP These steels were coldrolled 75 and then batch annealed The two texturesare similar and are characterised by nearly perfect111 fibres with intensity maxima located at554(225) (8=60deg tJ=OO) and 667(121) (8=50degtJ = 60deg) There is a perceptible difference between theannealing textures of ELC and ordinary (see Figs 17aand 19a) Nb IF steels In the latter case the generalintensities are lower and the 111(112) component isappreciably less intense than the 111(110) Further-more in the ELC grades off Ill axis orientationssuch as the 554 and 667 which are 5deg off the Illaxis predominate The greater balance between the two111 components leads to lower Ar-values (see Fig 5)and the higher concentration of orientations close tothe Ill fibre axis raises the rm value
Figure 26a and b illustrates the recrystallisationtextures obtained after laboratory salt bath annealingof the Nb + Ti ELC IF stcel for which the HR andCR textures were presented above (see Figs 11 and14) Evidently recrystallisation of this material leadsto general weakening of the RDII(110-) fibre andappreciable strengthening of the ND II(111) fibreThese effects become more prominent when the coldreduction preceding recrystallisation is increasedOverall the intensities of the 223(110) 112(110)and 001(110) components decrease drasticallywhile there is a corresponding sharpening of the111(123) and 111(112) components How-ever the off Ill axis orientations 554 667 and557 dominate the texture
Table 6 Planar distribution of r-values for IF steelsand AK steel (Refs 27 28)
Steel Condition (m (0 (45 (so
0095Nb CRBA 1middot93 149 2middot08 2middot05013Ti CRBA 2middot02 2middot07 173 2middot54AK steel CRBA 1middot77 183 1middot44 2middot35(low Mn low S)
International Materials Reviews 1994 Vol 39 No4
90
80
70
60
~50C
~40
30
20
10
00
(
10 20 30 40 50 60 70 80 908deg
21 tP=45deg section (Roe notation) of ODF of 0middot13TiCRBA IF steel (RO composite sample) (afterRef 27)
Factors controlling the textures of cold rolledand annealed low carbon sheet steelsThe development of textures in cold rolled andannealed low carbon steels is controlled by both steelchemistry and by processing parameters such as thehot band texture and grain size coiling temperatureamount of cold reduction and heating rate duringannealing Of these the effects of hot band textureand grain size will be dealt with in the next sectionwhile those of the interstitial and substitutional sol-utes will be discussed in detail in the sections Effectof interstitial elements and Effect of substitutionalelements respectively below Since the subject hasalready been reviewed by Hutchinson only briefreference will be made here to the effects of theprocessing variables
In a recent conference Hutchinson described howthe various material and process variables are to becontrolled so that the textureanisotropy of cold rolled
9 0 -I--L-a-Ir-~~+-~~+T-r-+--+-
80
70 ~60
~50
~ (~40
30
20
o
10 1O-t-bullbullbullbullbullbullbullbullbull--bullbullbullbullIl~-IIo~bull-
1
o 10 20 30 40 50 60 70 80 908deg
22 tP= 45deg section (Roe notation) of OOF of low Mnlow 5 CRBA AK steel (sheet sample) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 145
9080 070
060~ SO 0 a~40 0
3020100
0 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80 90(a) 8deg (b)
23 Difference ODFs for CRBA steels a Omiddot095Nb IF (Fig 19a) -AK (Fig 22) both sheet samples and b Omiddot13degcJTiIF (Fig 21) - AK (Fig 1Gb) both RD composite samples (after Ref 27)
and annealed sheet steels can be optimised he alsoranked these variables according to their significanceTable 7 reproduced in slightly modified form fromthe above work shows how different and conflictingrequirements can be satisfied to produce the bestpossible results One important such case concernsthe interaction between coiling temperature and heat-ing rate during annealing as can be seen in Fig 27
In Table 7 the term IF steel is used to includeboth ordinary as well as ELC IF steels It willhowever be useful to bring out the differences betweenthese two grades of steel by comparing their responsesto several important material and process variablesfor the purpose of attaining high r-value
Three factors significantly influence the formabilityof ELC IF steel sheet the composition annealingmethod and degree of cold reduction Of these factorsthe effect of cold reduction is the most substantialFor example Fig 28 shows the relationship betweendegree of cold reduction and rm value for two(Nb + Ti) IF steels produced by laboratory coldrolling of rolled hot band 2middot8 mm thick The steelshad the compositions given in Table 8 The rm valuesat 6000 reduction and below are poor relative tothose at 75 reduction and above for these twobatch annealed steels
Table 9 lists r-values for six ELC IF steels two Tialloyed two Nb alloyed and two Nb + Ti alloyedThese results were obtained from mill producedstrand cast slabs that were laboratory hot rolled coldrolled and annealed Batch annealing was conductedat 732degC using a 4 h soak Continuous annealing wassimulated using resistance heating to 843degC for 20 sFigure 29 depicts the relationships between rm valuecold reduction and annealing method It is evidentthat these ELC IF steels require higher coldreductions to achieve equivalent rm values of about2middot0 than the ordinary much more highly alloyed IFsteels Clearly the rm values of the ELC IF steels aresomewhat inferior for continuous compared withbatch annealing However it has been showrr thatheating rate has no measurable effect on the r-valueof the more highly alloyed Nb IF steels
Effect of hot rolled grain size on coldrolled and on cold rolled andannealed texturesHot rolled grain size has been shown to have a verysignificant effect on both CR and the subsequentCRA textures Hot band texture also has a significanteffect on CR and CRA textures When evaluating
Table 7 Control of parameters for optimising textureanisotropy of cold rolled and annealed steel sheets(Ref 50)
Low carbon steels
Parameter SA
Carbon contentManganese contentMicroalloying (AI Nb or Ti)Soaking temperature for hot rollingHot rolling scheduleFinish rolling temperatureCoiling temperature after hot rollingCold rolling reductionHeating rate of annealMaximum temperature of anneal
Low ()Low ()AI ()High ()()gt A3 ()Low lt600DC ()7020-50 K h -1 ()720DC
CA IF steels SA or CA
Low ()Low ()()
Low ()()gt A3 ()High gt700DC ()855-20 K S-1 ()850DC
Low ()Low ()NbfTi ()Low ()()gt A3 or ltA1 ()High ()90()900DC
() not critical () significant () important () vital
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
146 Ray et a Textures in low and extra low carbon steels
Table 8 Compositions of ELC (Nb + Tl) IF steels usedto determine effect of cold reduction onrm value Fig 28 (Ref 31)
Composition wt-
Steel C Mn AI N Nb Ti
3 0middot0036 0middot11 0middot045 0middot0011 0middot009 0middot0304 00033 010 0middot038 0middot0012 0007 0middot026
results concerning the effect of hot band grain size onCR and CRA textures care must therefore be takento ensure that the methods used to vary the grainsize do not also vary the hot band texture
The effect of initial grain size on the cold rolledtexture in a rimming steel was studied by JonesHudd and Dasarathy and reported by DasarathyNo significant difference in the cold rolled texturewas observed when the hot band grain size was variedover the range from ASTM 5-6 to ASTM 12-13However on recrystallisation by means of a rapidanneal at 700degC the annealing textures differedwidely The Ill ND fibre was strengthened appreci-ably in the fine grained material by contrast thellO(OOl) orientation was intensified in the coarsegrained steel
It was shown by Hook29 for a Nb stabilised ordin-ary IF steel that the hot band grain size has a
22
IF
ULC
20
16
14 0 002 004 006 o~ Q1Nb IN SOLID SOLUTION wt-
24 Effect of dissolved Nb on rm values of ELC andordinary IF steels (after Ref 39)
profound effect on the CR texture and thus on thesubsequent CRBA texture In steels of this type it isnot possible to increase the hot band grain size by asubcritical (below the AC3 temperature) anneal A hotband sample was therefore austenitised at 982degC aircooled to 694degC and then held for 1 h to ensurecomplete restabilisation of the steel The anneal pro-duced an increase in the hot band grain size from an
Composition wt-
Table 9 Extra low carbon IF steels compositions and r-values
Steel C Mn
A - ELC (Ti) 0middot0024 010B- ELC (Ti) 0middot0043 016C- ELC (Nb) 0middot0028 0180- ELC (Nb) 0middot0027 016E - ELC (Nb + Ti) 0middot0033 008F- ELC (Nb+ Ti) 00033 015
HR coilingSteel temp DC CR
A - ELC (Tl) 566 65566 75705 75566 80
B- ELC (Ti) 566 65566 75705 75566 80
C- ELC (Nb) 705 65566 75705 75705 80
0- ELC (Nb) 705 65566 75705 75705 80
E - ELC (Nb + Ti) 566 65566 75705 75566 80
F - ELC (Nb + Ti) 566 65566 75705 75566 80
Nb TiS AI N Nb (solute) Ti (solute)
0middot0052 0middot071 00017 lt0middot002 0middot068 0middot0450middot0043 0middot067 00047 lt0middot002 0middot080 0middot0400middot0070 0middot037 0middot0017 0middot023 0middot001 lt00020middot0064 0middot059 0middot0038 0middot037 0middot016 lt0middot0020middot0051 0middot059 0middot0013 0middot028 0middot006 0middot0030middot0080 0middot043 0middot0041 0008 0middot055 0016
Plastic strain ratio
Batch anneal Continuous anneal
0 45 90 r- m 0 45 90
1middot86 1middot81 2middot40 197 1middot64 1middot72 1middot35 2middot122middot01 1middot97 2middot56 213 2middot17 2middot20 1middot86 2middot741middot09 2middot10 2middot54 2middot17 2middot14 2middot03 1middot96 2middot62216 2middot00 2middot62 219 2middot22 2middot34 1middot93 2middot68180 1middot92 246 2middot02 177 1middot65 1middot63 2middot171middot88 2middot00 2middot52 2middot11 1middot85 1middot80 1middot70 2middot221middot86 2middot02 2middot56 2middot11 196 1middot81 1middot82 2middot381middot92 2middot22 2middot55 223 2middot01 1middot98 1middot82 2middot401middot83 1middot72 2middot36 1middot91 1middot79 190 1middot54 2middot201middot66 1middot86 2middot24 1middot90 1middot82 1middot64 170 2middot261middot98 1middot89 244 2middot05 2middot03 212 1middot76 2501middot96 214 258 2middot20 2middot09 2middot10 1middot86 2541middot84 1middot94 2middot64 2middot09 1middot76 1middot78 148 2191middot94 2middot04 2middot61 216 1middot80 1middot66 1middot88 2161middot96 2middot08 2middot67 2middot20 2middot02 2middot02 175 2middot441middot97 2middot20 2middot68 2middot26 1middot98 1middot90 1middot84 2middot451middot69 1middot64 2middot09 1middot76 1middot50 156 1middot32 1middot801middot80 212 255 214 1middot97 1middot83 1middot84 2middot361middot90 2middot06 2middot58 2middot15 2middot10 2middot16 1middot80 2middot63177 2middot06 2middot52 2middot11 2middot04 204 1middot84 2middot431middot64 1middot79 2middot30 1middot88 1middot57 1middot50 148 1middot841middot80 2middot02 2middot55 2middot10 1middot98 1middot80 1middot88 2middot341middot87 2middot02 2middot38 2middot07 1middot97 1middot90 1middot75 2481middot80 2middot08 2middot48 2middot11 1middot99 1middot86 1middot84 240
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90-1-bullbullbullbullbullbullbullbullbullbullbull
80
70
60
Ray et ale Textures in low and extra low carbon steels 137
~ 50Cl
~40
30
20
10
O--r-rTTTT-rl~r+-H-r-1~~~-~JLJ~~~30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
edeg10 iJ = 45deg sections (Roe notation) of ODFs of hot rolled a 0middot24Nb ordinary IF steel and b 0middot3000Ti ordinary
IF steel (L-K composite samples) (after Refs 2728)
interpretation is supported by the relative absence ofother texture components in the ferrite indicatingthat the austenite did not contain any rollingcomponents before transformationHot rolled ordinary interstitial free (IF) Nb and Tistabilised steelsThe ODFs of two highly alloyed mill HR IF steelsare presented in Fig lOa and b one a 02400Nb andthe other a 0middot30Ti steeI272838 Compared with theHR rimmed and AK steels the textures here are quitestrong The 024Nb stabilised steel can be charac-terised as displaying a (110)IIRD partial fibre witha strong peak near 112(110) of 4 times random(4 x R) Weaker components of interest are the001(110) at 2middot4 x R and the 554(225) or moreaccurately 332(113) at 2middot2 x R The Ill fibretexture (lllIIND) is not found
The 0middot3000Ti stabilised steel also displays a strongHR texture but one which differs somewhat fromthat of the Nb steel It is again characterised by a(110)IIRD partial fibre but with the strongest com-ponent (63 x R) at OOl(110) while the 112(110)IS weaker at 3middot6 x R in this case A further componentof interest is the 332(113) at 2middot2 x R
Thus the 001(110) is more intense than thelI2(110) in the Ti steel whereas the inverserelationship applies to the Nb steel The results ofSchlippenbach et al20 on the HR texture of a0middot22Ti steel measured at the midthickness of thesample showed f(g) values equal to 3middot3 and 4middot7 at112(110) and 001(110) respectively this againshows that the latter orientation is favoured in the Tisteel Conversely in experiments performed on a009500Nb steel where the texture was again meas-ured in the midthickness of the sample reported f(g)values f 7middot6 and 5middot2 at 112(110) and OOl(110)respectively are in agreement with the observedtrends in Nb steels as described above2930 Thestrength of the 112(110) component of the HRtexture of Nb IF steel does not decrease much withreduction of the solute Nb content For examplewhen the solute Nb content is reduced from 0middot19 to
003 the strength of the 112(110) only declinesfrom 3middot8 x R to 2middot5 x R (Ref 28)
The above results indicate that the dominant com-ponent of the HR texture is 112(110) in the Nbsteels and OOl(110) in the Ti steels From Fig 8 itcan be seen that the 112(110) ferrite component isderived principally from the Cu 112(111) com-ponent of the unrecrystallised austenite with a poss-ible contribution from the weaker Goss 110(001)component By contrast the OOl(110) ferrite com-ponent is obtained partly from the cube OOl(100)component of the recrystallised volume fraction ofthe austenite and partly from the brass 110(112)component of the unrecrystallised volume fractionTh~s it appears from the intensities that during hotrolhng the austenite in the Nb steel is essentiallypancaked (unrecrystallised) while the austenite ispartially recrystallised in the Ti steel
The retardation of austenite recrystallisation in theNb steel during hot rolling is attributable to twocomplementary factors (a) the presence of solute Nbin the austenite and (b) the precipitation of Nbcarbonitrides in the matrix Hook and Ny038 havefor example shown that ferrite recrystallisation isretarded in Nb IF steels by both Nb in solid solutionand by the presence of fine dispersions of NbC Nbin solid solution having the greater effect This viewis supported by the low interstitial content of thesesteels By contrast Ti in solution in the austenite doesnot appear to be as effective as Nb in retardingaustenite recrystallisation Furthermore Ti carbo-nitrides are less likely to form than Nb carbonitridesat hot rolling temperatures in the austenitic rangeand are therefore less effective in preventing austeniterecrystallisationHot rolled extra low carbon Nb and Ti stabilisedsteelsExamples of hot rolled textures evaluated by ODFanalysis for ELC IF steels falling in the compositionranges defined previously were difficult to find Theonly HR texture results reported for steels finishrolled in the austenite range are in the form of pole
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
138 Ray et al Textures in low and extra low carbon steels
figures Hutchinson et a139 published a (200) polefigure for a HR steel containing 0004C 004AIO003N 0028Nb and 0middot03300TiThey describedthe texture as weak and concluded that the alloycontent was insufficient to prevent recrystallisationbetween passes Kwon etal presented a (110) polefigure for a HR steel containing O003500C0049AI0003900N and 0middot07700Ti They interpreted thetexture as weak and considered that it did not resultfrom transformation of a substantially unrecrystal-lised austenite
Figure 11 shows the ~2 =450 section (Bungenotation) of the ODF from a hot rolled ELC IF steelcontaining 0middot0018C 0middot14Mn 0middot004P 0middot003S0042AI 0002300N 0010Nb and 007900Ti(Ref 41) The sample employed for texture measure-ment was prepared from the midthickness of the hotband The hot band texture of this ELC Nb + Ti steelis qualitatively similar to that of the AK steel L-Kcomposite sample (see Fig 9) A quantitative compari-son of Fig 11 with Fig 9 is of doubtful validitybecause of the different sample types used to evaluatethe textures Both textures are characterised by001(110) as the major component The hot rollingtexture of the ELC Nb + Ti steel can also be seento resemble that of the ordinary IF steel containingTi (Fig lOb L-K composite sample) which wasobtained by transformation from the texture of apartly recrystallised and partly pancaked parentphase
Samuel et al42 studied the recrystallisation behav-iour of a Ti-containing ELC IF steel under simulatedstrip rolling conditions The steel composition was0middot004C 02Mn 0middot008S 000400N and0middot06600Ti They observed that very fine Ti(CN) andTi4C2S2 particles are precipitated during hot rollingThe relatively high temperatures of roughing com-bined with the small precipitate volume fraction(because of the low C and N concentrations) renderedthese precipitate particles ineffective for the retard-ation of recrystallisation during the early stages ofrolling In the finishing stages there is little effect onthe recrystallisation kinetics because of the shortinterpass times involved When finishing temperaturesjust above the Ar3 were employed some strainaccumulation took place during the later stages offinishing which led to the initiation of dynamicrecrystallisation These results indicate that theaustenite of hot rolled ELC IF steels is essentially ina recrystallised state before transformation whichexplains why the ferrite transformation texture isweak As discussed above the cube texture in therecrystallised austenite transforms primarily into therotated cube in the ferrite (Fig 8) Similar behaviouris expected from Nb-containing ELC IF steels
Najafi-Zadeh et al43 investigated the influence ofhot strip rolling parameters on austenite recrystallis-ation in three ELC IF steels with 0middot003500C andcontaining 0056Nb 006500Ti or 002800Nb+0middot035Ti They found that the increase in flow stressin the finishing passes (due to retained work harden-ing) is more marked in the Nb than in the Ti or theNb + Ti steel This indicates that the Nb in solutionwas more effective in retarding recrystallisationthan the Ti (Here the interpass times were too short
International Materials Reviews 1994 Vol 39 No4
0rT-r-Ir--------r---_~I
30
90 0 6030 90ltigtldeg
11 tP2 =45deg section (Bunge notation) of ODF from0middot01Nb + 0middot0800Ti hot rolled ELC IF steel (sheetsample) (after Ref 41)
to permit significant precipitation) Such solute re-tardation is responsible for the higher intensities ofthe transformed rolling texture components (ie thetransformed Cu brass and S conlponents seeFig 8) in the hot band textures of Nb as comparedwith Ti or Nb + Ti steels
Cold rolled textures in low carbon sheet steelsRimmed and drawing quality AI-killed steelsCold rolled textures are virtually identical for rimmedand AK steels when they are evaluated on a compar-able basis as shown by Heckler and GranzowIt has been noted that the HR textures of the twotypes of steels are similar displaying only a weak001(110) component With increasing coldreduction these low carbon steels develop both apartial (110)IRD fibre and a 111IIND fibre Thetransformed austenite recrystallisation component001(110) also sharpens perceptibly The strongestcomponent of the texture is displaced from111(110) at 60 cold reduction towards112(110) at 80 All these features can be seen inthe ODF plots (Fig 12a and b) of a rimmed steelcold rolled 60 and 8000(Ref 26)Cold rolled ordinary Nb and Ti stabilisedIF steelsOrdinary Nb stabilised IF steels have CR texturescharacterised by a sharp (110)IIRD partial fibre withmaximum intensities at the 112(110) orientationWhen the cold reduction is held constant at 60 thestrength of the 112(110) (transformed Cu) orient-ation increases with the concentration of Nb in solidsolution this reflects the increase in the strength ofthis orientation in the HR state attributable to austen-ite pancaking The ratio of the strength of 112(110)to 554(225) (transformed brass) in the CR stateis about 2 1 (Ref 28) The 001(110) componentis approximately as strong as the 554(225)component
As shown above the 112(110) orientation is thestrongest component in HR Nb stabilised IF steelsbecause of austenite pancaking (Fig lOa) while in
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 139
90 -t-bullbull-bullbullbullbull-I_~~-+-~----~-t--~ bullbull_~~-- bullbullbull~ bullbullbull--1~80 ~3
70 ~2
60
if 50tS~40
30
20
10
O bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull----bullbullbull--l bullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbullbull_ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull- bullbullbullbullbullbull-
i(b)
70 80 90 10 20 30 40 50 60 70 80 908deg
o 10 20 30 40
12 lJ = 45deg sections (Roe notation) of ODFs of rimmed steel cold rolled a 6000and b 80 (L-K compositesamples) (after Ref 26)
HR ordinary Ti stabilised IF steels the strongestorientation is 001 (110) as a result of austeniterecrystallisation (Fig lOb) In a similar manner thetexture of CR ordinary Ti stabilised IF steels differsquantitatively from that of the equivalent Nb steelsThe former can be characterised as having majororientations whose strengths decrease in the order112lt110) 554(225) and 001(110) Howeverthe intensities of these components are appreciablylower than in the comparable Nb steels ODFs arepresented in Fig13a and b for the highly alloyed0middot24Nb and 0middot30 Ti cold rolled IF steels discussedabove The listing of key texture components inTable 3 shows how the strengths of the 112(110)(transformed Cu) orientations increase with the con-centration of Nb in solution which varied from0middot002 to 0middot03 and to 0middot19 in the order given
While cold rolling results in significant strengthen-ing of the Ill (110) in rimmed and AK steels itleads to greater enhancement of the 112(110) in
Nb and Ti stabilised IF steels at comparable coldreductions of 60 These results are explicable interms of the relative strengths of the 112(110)component in the hot bands of these four types ofsteel as shown in the section Effect of hot rolledgrain size on cold rolled and cold rolled and annealedtextures below
Cold rolled extra low carbon Nb and Tistabilised steelsFigure 14a and b shows the ~2 =450 sections (Bungenotation) of the ODFs of an ELC IF steel containingboth Nb and Ti after cold reductions of 70 and 8500(Ref 44) The HR texture of this steel has beendescribed above (see Fig 11) Cold rolling producessharp RDI(110) and NDII(lll) fibres in this steelthe intensities of which increase with the amount ofcold reduction The main component 001(110) ofthe hot rolled texture also sharpens significantly withincreasing cold reduction (see Fig 14) Furthermore
90 ~-1~~~~~~~~IIIIIIIIII bullbullbullbullbullbullbullbull IIIIIII bullbullbullbullbullbullbullbull _
80
70
60
if 50tS
~40
30
20
10
o bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~~~_ bullbullbullbullo 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8 deg (b)
13 tJ = 45deg sections (Roe notation) of ODFs of cold rolled ordinary IF steels containing a 0middot2400Nb andb 0middot30Ti (L-K composite samples) (after Refs 2728)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
140 Ray et al Textures in low and extra low carbon steels
o 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt V 111lt123gt bull 111lt112gt
8
30
60
(a)90
o 30 60CP deg
tnQ)
C
e
11 10
(b)
9090 0 30
CP deg60
14 tP2 = 45deg sections (Bunge notation) of ODFs of ELC IF steel of Fig 11 after cold reductions of a 7000 andb 8500 (sheet samples) (after Ref 44)
the strongest component of the cold rolling texturewhich is located at IV 112(110) after 7000 coldreduction undergoes a perceptible shift to the223(110) position after 8500rolling
The development of cold rolling textures in lowand extra low carbon steels has recently been dealtwith in some detail by T6th et al45 They predictedthe stability of the main rolling texture componentsanalytically using a rate dependent theory for mixed112lt111gt and 110lt111gt slip Both full constraint(Taylor) and relaxed constraint (lath and pancake)grain interaction models46-49 were employed for thispurpose An orientation stability map derived bythem and plotted in the ~2 =45deg section (Bungenotation) is presented in Fig 15 In this figure thenumbers associated with the contour lines refer to anorientation stability parameter S This displays highvalues in regions of Euler space where the orientationsare relatively stable and low values (these can evenbe negative) where the degree of stability is low
A study of the above diagram indicates that theprincipal component inherited from the recrystallisedhot band ie 001(110) is a fairly stable orientationand that is why its intensity increases during sub-sequent cold rolling Of the two major texture com-ponents observed in hot bands processed in the y norecrystallisa tion range the 113 IV 112lt110gt was
found to be highly stable during further deformationwhereas the 332(113) component shifts towards554(225) and then to 111(112) during sub-sequent rolling At large strains there is a net rotationfrom the 111(112) to the 111(110) position Theorientations possessing the highest stability arethe 112(110) and 445(110) followedcloselyby the223(110) The experimental cold rolling texturesof low and extra low carbon steels described aboveagree remarkably well with the above predictionsIn the case of the ELC IF steels however the223(110) appears to be slightly more stable thanthe 112(110) at larger strains (see Fig 14)
Annealing textures in low carbon sheet steelsValid comparisons of the cold rolled and annealed(CRA) textures of various steels should be made forthe same amount of reduction and annealing method(batch v continuous) For some steels heating ratealso has an important effect on the nature of therecrystallisation texture developedAnnealed rimmed steel and drawing qualityAI-killed steelsThe ODFs of the batch annealed rimmed and AKsteels published by Heckler and Granzow (seeTable 2) indicate the following trends During the
Table 3 (J) (IjI 8 tP) intensities of components ( x Random) (Refs 27 28)
111(112) 111(110)Steel Condition 112(110) 001(110) 5541(225)
0073Nb0middot092Nb024Nb0middot30Ti
CRCRCRCR
7middot27middot89middot05middot0
4middot14middot14middot13middot9
4middot64middot44middot24middot1
4middot64middot44middot13middot8
4middot04middot14middot33middot6
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
(001)[110] ~r-----=--~~T---========t(001 )[110]
eo
1 (112)[1~O](223)[110](445)[110] 3 (111)[011] 0
(111)[110] 4 -- --------i-------5~~~(111)[TI2](111)[121] 1 (554)[225]
(332)[113]
(114)[110]
(113)[110] (113)[332]
-1 (112)[111]
o
cp-
15 Orientation stability map for rolling presented intP2=45deg section (Bunge notation) (after Ref 45)
early stages of recrystallisation the RDII(110) andND II lt111) fibres decrease in intensity in both steelsThe ltIll) fibre decreases to a greater degree in therimmed than in the AK steel On further recrystallis-ation and grain growth the (Ill) fibre increases instrength in both steels though to a greater degree inthe AK steel As a result the strongest componentof the texture is the 111(110) at 55 x R in theAK steel (see Fig 16a) because of the trends describedabove the 111(110) is only 30 x R in therimmed steel The CRA rm reported for the AK steelwas 15 while it was reduced to 1middot2 for the rimmedsteel because of the lower intensity of the Ill fibre
The ODF for the CRBA AK steel (03100Mn0018S) of Fig 16a should be compared with thatpertaining to a current low Mn low S AK steel(020Mn 0008S) shown in Fig 16b27 The AKsteel investigated by Heckler and Granzow was of acomposition and processing history typical of its day(1969) Subsequent advances in steelmaking tech-nology which provided for desulphurisation permit-ted reductions in the Mn content This combined
Ray et al Textures in low and extra low carbon steels
with the implementation of somewhat higher coldreductions resulted in stronger CRBA textures in theAK steels as illustrated in Fig 16b this led in turnto higher rm values 1middot8 in this case
For continuous annealing the textures are the samefor both types of steel they essentially correspond tothat of a BA rimmed steel and are perhaps evensomewhat weaker Because of the reduced intensityof the Ill fibre the -laquo values for both types of steelgenerally fall in the range 11-12 The developmentof strong CRA textures and high rm values in conven-tional AK steels requires among other factors theslow heating rate associated with the tight coil boxannealing processAnnealed ordinary interstitial free Nb and Tistabilised steelsThe textures of annealed IF steels are of particularinterest because the plastic properties especially ther-values depend so sensitively on the texture TheCRBA textures and inplane r-value distributions differsignificantly from those for the rimmed and AK steelsIn general both the Nb and Ti IF steels displayCRBA rm values of about 2 or higher At equivalentcold reductions of about 60 the Nb steels usuallyhave an r-value distribution 10 lt 145 lt 190 while theTi steels usually have 10 gt 190 Increasing the amountof reduction results in moderate increases in theCRBA 10 and 190 values and in a more substantialincrease in the 145 values for both steel types The145 values seem to increase more rapidly with coldreduction in the Nb steels so that occasionally10 lt 145 gt 190 These changes in r-value are intimatelyassociated with changes in the volume fractions ofthe individual texture components and in theirrelative contributions to the r-value distributionsshown in Fig 5
ODFs for the two highly alloyed CRBA ordinaryIF steels discussed above 024Nb and 0middot3000Tiare presented in Fig 17a and b At first glance thetextures appear to be equivalent but the planardistribution of r-values in the two steels2728 is quite
90 ~-~~---I-~~~~~amp - -1---80
70
60
~ 50C
~40
30
20
10
O-~---r_bullbullr-- bullbull_t~+_-r-~-p bullbull~~~~__~~ (b)
o 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80908deg
16 tP=45deg sections (Roe notation) of ODFs of a AK steel CR 60 and laboratory BA at 738degC for 10 h (L-Kcomposite sample) (after Ref 26) and b AK steel (low Mn low S) commercially produced 6500CRBA (RDcomposite sample) (after Ref 27)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
142 Ray et at Textures in low and extra low carbon steels
90 -I-~~~~~~~~~~-~~~~~~~80
70
60
if 50C
~ 40
30
20
10
O-Pi bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull-- bullbullbullbullbullbullbullbullbullbullbullbull--p bull - bull - bull - bullbullbullbull
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 909deg
17 iP=45deg sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a Omiddot24Nb and b Omiddot30Ti(L-K composite samples) (after Refs 2728)
different even though the rm values are the same thisis indicated in Table 4
In contrast to the CRBA AK steels in neither ofthese materials does the 111(110) componentdominate the texture Rather 111(112) is moreimportant than 111(110) as are the off 111 axiscomponents such as the 554and 667 orientationswhichare 5deg off the 111 axis as well as the 557which is 10deg off the 111 axis The intensities ofselected texture components in the two steels2728aregiven in Table5
It is evident from Fig 17a and b that both steelscontain a weak 110(113) component (8=90deg tf=25deg)which is stronger in the Nb (23 x R) than inthe Ti (V4 x R) steel This orientation is a character-istic of Nb IF steels even at much reduced Nbcontents but is not a notable feature of Ti IF steelsat reduced Ti contents In fact the textures differsignificantly in Ti IF steels when the Ti content isreduced to much below the 0middot30Ti level discussedhere In many respects they gravitate towards thoseof AK steels while the textures of Nb IF steels donot change much as the Nb content is reduced Thisis because Nb is an effective pancaking agent even atsolute levels as low as 0middot03
An ODF difference map27 for the two steels(024Nb-030Ti) is presented in Fig 18 Positiveregions of the map correspond to locations where theorientation distribution (OD) is stronger in the Nbsteel It should be noted that orientations near112(110) are stronger in the Nb steel while thosenear 111lt 110gt are stronger in the Ti steel Asindicated in Fig 5 the 112(110) component con-tributes high values of r45 while the 111(110) isassociated with ro lt r90bull Thus the differences in the
Table 4 Planar distribution of r-values IF steels(Refs 27 28)
Steel Condition r- 0 45 gO
024Nb CRBA 1middot98 1middot25 2middot30 2middot05O30Ti CRBA 1middot95 2middot03 173 2middot29
International Materials Reviews 1994 Vol 39 No4
planar distribution of r-values shown above are aresult of these texture differences
ODFs for the two more lightly alloyed CRBAordinary IF steels 0095Nb and 013Ti are pre-sented in Fig 19a and b (Refs 27 29 30) The textureof the 0095Nb steel (Fig 19a) looks very muchlike that of the 024Nb steel (Fig 17a) in spite ofthe substantial reduction in alloy content Howeverthe texture of the 013Ti steel (Fig 19b) differssubstantially from that of the 0middot30Ti steel (Fig 17b)Its 111 fibre is very strong and there is less per-turbation with respect to the relative strengths of itscomponents
The difference ODp27 for the latter two steels(0095Nb-013Ti) is reproduced here as Fig 20As before orientations near 112(110) in the0095Nb steel are stronger by up to 4 x R units inthis case Similarly orientations near 111(110) arestronger in the Ti steel (4 x R units) The r-values of
90
80
70
60
~ 50~~40
30
20
10
00 10 20 30 40 50 60 70 80 90
9deg18 tJ = 45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 17(Omiddot24Nb-Omiddot30Ti) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 143
90 ~--~~~~~--l-a--e~~~~~~~~14-
80
70
60
(b)
~50Cl
~40
30
20
10
O bullbullbullbullbull~--r---rbull ~-ro--~ bullbullbullbullbull-- bullbullbullbullbullbullbullbullbull-- bullbullbullbull~ bullbullbullbullbullbullbullbullbull--I~lf-o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
8deg19 tP=4So sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a 009degSNband b 0middot13Ti
(sheet samples) (after Refs 272930)
these two steels and of the low Mn low S AKsteeI27293o mentioned above are listed in Table 6 Asexplained above the high r45 value in the Nb steel isassociated with the increased 112(110) intensityand the high r90 value in the Ti steel with that of the111(110)
For the sake of completeness difference ODFs arepresented below for the (Nb IF - AK) and (TiIF - AK) steels In order to make this possible a013Ti steel ODF (RD composite sample) is firstintroduced in Fig 21 and an AK steel ODF (sheetsample) in Fig 22 The resulting difference ODFs areillustrated in Fig 23
From Fig 23a it is evident that the Nb IF steelcontains higher intensities of the 554(225) (2 x R)110(113) (2 x R) 112(110) (31 x R) and near8= 40deg tJ= 75deg orientations (4 x R) Conversely theAK steel contains more of the 111(112) (42 x R)The difference ODF for (013Ti - AK low Mn lowS) is illustrated in Fig 23b The Ti IF steel containshigher intensities of 554(225) (2 x R) 111(112)(18 x R) and the 557 and 667 components attJ=70deg which are stronger by 2middot2 x Rand 2middot3 x Rrespectively
The differences in texture between these BA steelsand those processed by continuous annealing (CA)are probably small as the r-value differences arequite small It has also been shown27293o38 thatfor ordinary Nb stabilised IF steels annealing con-ditions and heating rates have virtually no effect onr-value
Annealed extra low carbon Nb and Ti stabilisedsteelsDiscussions of ELC IF steels almost always focus onthe factors affecting r-value while texture data aresparse There is a need for a unifying investigation of
the HR CR and CRA textures of this class of steelcarried out in such a way that the results are com-parable The apparent paradox pointed out byHutchinson et al39 between the modest dependenceof rm on Nb content in ELC steels and the sharpdependence observed in ordinary Nb IF steels (seeFig 24) probably arises because of a lack of compar-ability The paradox involves the conclusion thatexcess solute Nb is necessary to ensure a high rmvalue which is not borne out by the ELC (ULC)steel data It appears instead that no paradox existsand that it arose because of an attempt to comparetwo sets of non-comparable data
First it must be recognised that the Mn contentsof sheet steels produced in the 1960s and 1970s weretypically in the 03-04 Mn range The materialsinvestigated by Hook et al28 all had Mn contents inthis range The o values for these steels lay in therange 12-15 The exception was a 0middot1Mn steelthat had a substantially higher ro value of 1middot8 Nowcurrent ELC IF steels have Mn contents of less than0middot2000typically 010-015 The Mn level is knownto have important effects on r-value and texture aswill be shown in the section Effect of substitutionalelements below It can be reasonably inferred thathad the steels studied by Hook et al contained Mnlevels as low as those of the ELC steels referred toby Hutchinson et al their rm values would have beenhigher especially at solute Nb contents below 0middot0300In addition the ordinary IF steels had been coldreduced by 60 whereas the ELC steels receivedreductions in the 75-7900 range Thus the apparentparadox can be resolved on the basis of the combinedeffect of both a reduced Mn content and the use ofsubstantially higher cold reductions on increasing ther-values of ELC Nb IF steels compared with theordinary type of Nb IF steel
Table 5 Strength of selected components CRBA IF steels ( x Random) (Refs 27 28)
Steel 112(110) 554(225) 557(472) 667(121) 111(112) 111(110)
024Nb 4middot6 7middot9 8middot3 8middot4 8middot00middot30Ti 2middot2 8middot5 6middot9 7middot9 7middot6
3middot85middot4
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
144 Ray et al Textures in low and extra low carbon steels
90
80
70
60
~ 50~~ 40
30
20
10
00
1
10 20 30 40 50 60 70 80 90
8deg20 tP=45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 19(0middot095Nb-0middot13Ti) (after Ref 27)
Figure 25a and b represents the annealing texturesof two ELC Nb IF steels containing 0middot02300 and0middot03700 Nb rcspectivelyP These steels were coldrolled 75 and then batch annealed The two texturesare similar and are characterised by nearly perfect111 fibres with intensity maxima located at554(225) (8=60deg tJ=OO) and 667(121) (8=50degtJ = 60deg) There is a perceptible difference between theannealing textures of ELC and ordinary (see Figs 17aand 19a) Nb IF steels In the latter case the generalintensities are lower and the 111(112) component isappreciably less intense than the 111(110) Further-more in the ELC grades off Ill axis orientationssuch as the 554 and 667 which are 5deg off the Illaxis predominate The greater balance between the two111 components leads to lower Ar-values (see Fig 5)and the higher concentration of orientations close tothe Ill fibre axis raises the rm value
Figure 26a and b illustrates the recrystallisationtextures obtained after laboratory salt bath annealingof the Nb + Ti ELC IF stcel for which the HR andCR textures were presented above (see Figs 11 and14) Evidently recrystallisation of this material leadsto general weakening of the RDII(110-) fibre andappreciable strengthening of the ND II(111) fibreThese effects become more prominent when the coldreduction preceding recrystallisation is increasedOverall the intensities of the 223(110) 112(110)and 001(110) components decrease drasticallywhile there is a corresponding sharpening of the111(123) and 111(112) components How-ever the off Ill axis orientations 554 667 and557 dominate the texture
Table 6 Planar distribution of r-values for IF steelsand AK steel (Refs 27 28)
Steel Condition (m (0 (45 (so
0095Nb CRBA 1middot93 149 2middot08 2middot05013Ti CRBA 2middot02 2middot07 173 2middot54AK steel CRBA 1middot77 183 1middot44 2middot35(low Mn low S)
International Materials Reviews 1994 Vol 39 No4
90
80
70
60
~50C
~40
30
20
10
00
(
10 20 30 40 50 60 70 80 908deg
21 tP=45deg section (Roe notation) of ODF of 0middot13TiCRBA IF steel (RO composite sample) (afterRef 27)
Factors controlling the textures of cold rolledand annealed low carbon sheet steelsThe development of textures in cold rolled andannealed low carbon steels is controlled by both steelchemistry and by processing parameters such as thehot band texture and grain size coiling temperatureamount of cold reduction and heating rate duringannealing Of these the effects of hot band textureand grain size will be dealt with in the next sectionwhile those of the interstitial and substitutional sol-utes will be discussed in detail in the sections Effectof interstitial elements and Effect of substitutionalelements respectively below Since the subject hasalready been reviewed by Hutchinson only briefreference will be made here to the effects of theprocessing variables
In a recent conference Hutchinson described howthe various material and process variables are to becontrolled so that the textureanisotropy of cold rolled
9 0 -I--L-a-Ir-~~+-~~+T-r-+--+-
80
70 ~60
~50
~ (~40
30
20
o
10 1O-t-bullbullbullbullbullbullbullbullbull--bullbullbullbullIl~-IIo~bull-
1
o 10 20 30 40 50 60 70 80 908deg
22 tP= 45deg section (Roe notation) of OOF of low Mnlow 5 CRBA AK steel (sheet sample) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 145
9080 070
060~ SO 0 a~40 0
3020100
0 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80 90(a) 8deg (b)
23 Difference ODFs for CRBA steels a Omiddot095Nb IF (Fig 19a) -AK (Fig 22) both sheet samples and b Omiddot13degcJTiIF (Fig 21) - AK (Fig 1Gb) both RD composite samples (after Ref 27)
and annealed sheet steels can be optimised he alsoranked these variables according to their significanceTable 7 reproduced in slightly modified form fromthe above work shows how different and conflictingrequirements can be satisfied to produce the bestpossible results One important such case concernsthe interaction between coiling temperature and heat-ing rate during annealing as can be seen in Fig 27
In Table 7 the term IF steel is used to includeboth ordinary as well as ELC IF steels It willhowever be useful to bring out the differences betweenthese two grades of steel by comparing their responsesto several important material and process variablesfor the purpose of attaining high r-value
Three factors significantly influence the formabilityof ELC IF steel sheet the composition annealingmethod and degree of cold reduction Of these factorsthe effect of cold reduction is the most substantialFor example Fig 28 shows the relationship betweendegree of cold reduction and rm value for two(Nb + Ti) IF steels produced by laboratory coldrolling of rolled hot band 2middot8 mm thick The steelshad the compositions given in Table 8 The rm valuesat 6000 reduction and below are poor relative tothose at 75 reduction and above for these twobatch annealed steels
Table 9 lists r-values for six ELC IF steels two Tialloyed two Nb alloyed and two Nb + Ti alloyedThese results were obtained from mill producedstrand cast slabs that were laboratory hot rolled coldrolled and annealed Batch annealing was conductedat 732degC using a 4 h soak Continuous annealing wassimulated using resistance heating to 843degC for 20 sFigure 29 depicts the relationships between rm valuecold reduction and annealing method It is evidentthat these ELC IF steels require higher coldreductions to achieve equivalent rm values of about2middot0 than the ordinary much more highly alloyed IFsteels Clearly the rm values of the ELC IF steels aresomewhat inferior for continuous compared withbatch annealing However it has been showrr thatheating rate has no measurable effect on the r-valueof the more highly alloyed Nb IF steels
Effect of hot rolled grain size on coldrolled and on cold rolled andannealed texturesHot rolled grain size has been shown to have a verysignificant effect on both CR and the subsequentCRA textures Hot band texture also has a significanteffect on CR and CRA textures When evaluating
Table 7 Control of parameters for optimising textureanisotropy of cold rolled and annealed steel sheets(Ref 50)
Low carbon steels
Parameter SA
Carbon contentManganese contentMicroalloying (AI Nb or Ti)Soaking temperature for hot rollingHot rolling scheduleFinish rolling temperatureCoiling temperature after hot rollingCold rolling reductionHeating rate of annealMaximum temperature of anneal
Low ()Low ()AI ()High ()()gt A3 ()Low lt600DC ()7020-50 K h -1 ()720DC
CA IF steels SA or CA
Low ()Low ()()
Low ()()gt A3 ()High gt700DC ()855-20 K S-1 ()850DC
Low ()Low ()NbfTi ()Low ()()gt A3 or ltA1 ()High ()90()900DC
() not critical () significant () important () vital
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
146 Ray et a Textures in low and extra low carbon steels
Table 8 Compositions of ELC (Nb + Tl) IF steels usedto determine effect of cold reduction onrm value Fig 28 (Ref 31)
Composition wt-
Steel C Mn AI N Nb Ti
3 0middot0036 0middot11 0middot045 0middot0011 0middot009 0middot0304 00033 010 0middot038 0middot0012 0007 0middot026
results concerning the effect of hot band grain size onCR and CRA textures care must therefore be takento ensure that the methods used to vary the grainsize do not also vary the hot band texture
The effect of initial grain size on the cold rolledtexture in a rimming steel was studied by JonesHudd and Dasarathy and reported by DasarathyNo significant difference in the cold rolled texturewas observed when the hot band grain size was variedover the range from ASTM 5-6 to ASTM 12-13However on recrystallisation by means of a rapidanneal at 700degC the annealing textures differedwidely The Ill ND fibre was strengthened appreci-ably in the fine grained material by contrast thellO(OOl) orientation was intensified in the coarsegrained steel
It was shown by Hook29 for a Nb stabilised ordin-ary IF steel that the hot band grain size has a
22
IF
ULC
20
16
14 0 002 004 006 o~ Q1Nb IN SOLID SOLUTION wt-
24 Effect of dissolved Nb on rm values of ELC andordinary IF steels (after Ref 39)
profound effect on the CR texture and thus on thesubsequent CRBA texture In steels of this type it isnot possible to increase the hot band grain size by asubcritical (below the AC3 temperature) anneal A hotband sample was therefore austenitised at 982degC aircooled to 694degC and then held for 1 h to ensurecomplete restabilisation of the steel The anneal pro-duced an increase in the hot band grain size from an
Composition wt-
Table 9 Extra low carbon IF steels compositions and r-values
Steel C Mn
A - ELC (Ti) 0middot0024 010B- ELC (Ti) 0middot0043 016C- ELC (Nb) 0middot0028 0180- ELC (Nb) 0middot0027 016E - ELC (Nb + Ti) 0middot0033 008F- ELC (Nb+ Ti) 00033 015
HR coilingSteel temp DC CR
A - ELC (Tl) 566 65566 75705 75566 80
B- ELC (Ti) 566 65566 75705 75566 80
C- ELC (Nb) 705 65566 75705 75705 80
0- ELC (Nb) 705 65566 75705 75705 80
E - ELC (Nb + Ti) 566 65566 75705 75566 80
F - ELC (Nb + Ti) 566 65566 75705 75566 80
Nb TiS AI N Nb (solute) Ti (solute)
0middot0052 0middot071 00017 lt0middot002 0middot068 0middot0450middot0043 0middot067 00047 lt0middot002 0middot080 0middot0400middot0070 0middot037 0middot0017 0middot023 0middot001 lt00020middot0064 0middot059 0middot0038 0middot037 0middot016 lt0middot0020middot0051 0middot059 0middot0013 0middot028 0middot006 0middot0030middot0080 0middot043 0middot0041 0008 0middot055 0016
Plastic strain ratio
Batch anneal Continuous anneal
0 45 90 r- m 0 45 90
1middot86 1middot81 2middot40 197 1middot64 1middot72 1middot35 2middot122middot01 1middot97 2middot56 213 2middot17 2middot20 1middot86 2middot741middot09 2middot10 2middot54 2middot17 2middot14 2middot03 1middot96 2middot62216 2middot00 2middot62 219 2middot22 2middot34 1middot93 2middot68180 1middot92 246 2middot02 177 1middot65 1middot63 2middot171middot88 2middot00 2middot52 2middot11 1middot85 1middot80 1middot70 2middot221middot86 2middot02 2middot56 2middot11 196 1middot81 1middot82 2middot381middot92 2middot22 2middot55 223 2middot01 1middot98 1middot82 2middot401middot83 1middot72 2middot36 1middot91 1middot79 190 1middot54 2middot201middot66 1middot86 2middot24 1middot90 1middot82 1middot64 170 2middot261middot98 1middot89 244 2middot05 2middot03 212 1middot76 2501middot96 214 258 2middot20 2middot09 2middot10 1middot86 2541middot84 1middot94 2middot64 2middot09 1middot76 1middot78 148 2191middot94 2middot04 2middot61 216 1middot80 1middot66 1middot88 2161middot96 2middot08 2middot67 2middot20 2middot02 2middot02 175 2middot441middot97 2middot20 2middot68 2middot26 1middot98 1middot90 1middot84 2middot451middot69 1middot64 2middot09 1middot76 1middot50 156 1middot32 1middot801middot80 212 255 214 1middot97 1middot83 1middot84 2middot361middot90 2middot06 2middot58 2middot15 2middot10 2middot16 1middot80 2middot63177 2middot06 2middot52 2middot11 2middot04 204 1middot84 2middot431middot64 1middot79 2middot30 1middot88 1middot57 1middot50 148 1middot841middot80 2middot02 2middot55 2middot10 1middot98 1middot80 1middot88 2middot341middot87 2middot02 2middot38 2middot07 1middot97 1middot90 1middot75 2481middot80 2middot08 2middot48 2middot11 1middot99 1middot86 1middot84 240
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
138 Ray et al Textures in low and extra low carbon steels
figures Hutchinson et a139 published a (200) polefigure for a HR steel containing 0004C 004AIO003N 0028Nb and 0middot03300TiThey describedthe texture as weak and concluded that the alloycontent was insufficient to prevent recrystallisationbetween passes Kwon etal presented a (110) polefigure for a HR steel containing O003500C0049AI0003900N and 0middot07700Ti They interpreted thetexture as weak and considered that it did not resultfrom transformation of a substantially unrecrystal-lised austenite
Figure 11 shows the ~2 =450 section (Bungenotation) of the ODF from a hot rolled ELC IF steelcontaining 0middot0018C 0middot14Mn 0middot004P 0middot003S0042AI 0002300N 0010Nb and 007900Ti(Ref 41) The sample employed for texture measure-ment was prepared from the midthickness of the hotband The hot band texture of this ELC Nb + Ti steelis qualitatively similar to that of the AK steel L-Kcomposite sample (see Fig 9) A quantitative compari-son of Fig 11 with Fig 9 is of doubtful validitybecause of the different sample types used to evaluatethe textures Both textures are characterised by001(110) as the major component The hot rollingtexture of the ELC Nb + Ti steel can also be seento resemble that of the ordinary IF steel containingTi (Fig lOb L-K composite sample) which wasobtained by transformation from the texture of apartly recrystallised and partly pancaked parentphase
Samuel et al42 studied the recrystallisation behav-iour of a Ti-containing ELC IF steel under simulatedstrip rolling conditions The steel composition was0middot004C 02Mn 0middot008S 000400N and0middot06600Ti They observed that very fine Ti(CN) andTi4C2S2 particles are precipitated during hot rollingThe relatively high temperatures of roughing com-bined with the small precipitate volume fraction(because of the low C and N concentrations) renderedthese precipitate particles ineffective for the retard-ation of recrystallisation during the early stages ofrolling In the finishing stages there is little effect onthe recrystallisation kinetics because of the shortinterpass times involved When finishing temperaturesjust above the Ar3 were employed some strainaccumulation took place during the later stages offinishing which led to the initiation of dynamicrecrystallisation These results indicate that theaustenite of hot rolled ELC IF steels is essentially ina recrystallised state before transformation whichexplains why the ferrite transformation texture isweak As discussed above the cube texture in therecrystallised austenite transforms primarily into therotated cube in the ferrite (Fig 8) Similar behaviouris expected from Nb-containing ELC IF steels
Najafi-Zadeh et al43 investigated the influence ofhot strip rolling parameters on austenite recrystallis-ation in three ELC IF steels with 0middot003500C andcontaining 0056Nb 006500Ti or 002800Nb+0middot035Ti They found that the increase in flow stressin the finishing passes (due to retained work harden-ing) is more marked in the Nb than in the Ti or theNb + Ti steel This indicates that the Nb in solutionwas more effective in retarding recrystallisationthan the Ti (Here the interpass times were too short
International Materials Reviews 1994 Vol 39 No4
0rT-r-Ir--------r---_~I
30
90 0 6030 90ltigtldeg
11 tP2 =45deg section (Bunge notation) of ODF from0middot01Nb + 0middot0800Ti hot rolled ELC IF steel (sheetsample) (after Ref 41)
to permit significant precipitation) Such solute re-tardation is responsible for the higher intensities ofthe transformed rolling texture components (ie thetransformed Cu brass and S conlponents seeFig 8) in the hot band textures of Nb as comparedwith Ti or Nb + Ti steels
Cold rolled textures in low carbon sheet steelsRimmed and drawing quality AI-killed steelsCold rolled textures are virtually identical for rimmedand AK steels when they are evaluated on a compar-able basis as shown by Heckler and GranzowIt has been noted that the HR textures of the twotypes of steels are similar displaying only a weak001(110) component With increasing coldreduction these low carbon steels develop both apartial (110)IRD fibre and a 111IIND fibre Thetransformed austenite recrystallisation component001(110) also sharpens perceptibly The strongestcomponent of the texture is displaced from111(110) at 60 cold reduction towards112(110) at 80 All these features can be seen inthe ODF plots (Fig 12a and b) of a rimmed steelcold rolled 60 and 8000(Ref 26)Cold rolled ordinary Nb and Ti stabilisedIF steelsOrdinary Nb stabilised IF steels have CR texturescharacterised by a sharp (110)IIRD partial fibre withmaximum intensities at the 112(110) orientationWhen the cold reduction is held constant at 60 thestrength of the 112(110) (transformed Cu) orient-ation increases with the concentration of Nb in solidsolution this reflects the increase in the strength ofthis orientation in the HR state attributable to austen-ite pancaking The ratio of the strength of 112(110)to 554(225) (transformed brass) in the CR stateis about 2 1 (Ref 28) The 001(110) componentis approximately as strong as the 554(225)component
As shown above the 112(110) orientation is thestrongest component in HR Nb stabilised IF steelsbecause of austenite pancaking (Fig lOa) while in
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 139
90 -t-bullbull-bullbullbullbull-I_~~-+-~----~-t--~ bullbull_~~-- bullbullbull~ bullbullbull--1~80 ~3
70 ~2
60
if 50tS~40
30
20
10
O bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull----bullbullbull--l bullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbullbull_ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull- bullbullbullbullbullbull-
i(b)
70 80 90 10 20 30 40 50 60 70 80 908deg
o 10 20 30 40
12 lJ = 45deg sections (Roe notation) of ODFs of rimmed steel cold rolled a 6000and b 80 (L-K compositesamples) (after Ref 26)
HR ordinary Ti stabilised IF steels the strongestorientation is 001 (110) as a result of austeniterecrystallisation (Fig lOb) In a similar manner thetexture of CR ordinary Ti stabilised IF steels differsquantitatively from that of the equivalent Nb steelsThe former can be characterised as having majororientations whose strengths decrease in the order112lt110) 554(225) and 001(110) Howeverthe intensities of these components are appreciablylower than in the comparable Nb steels ODFs arepresented in Fig13a and b for the highly alloyed0middot24Nb and 0middot30 Ti cold rolled IF steels discussedabove The listing of key texture components inTable 3 shows how the strengths of the 112(110)(transformed Cu) orientations increase with the con-centration of Nb in solution which varied from0middot002 to 0middot03 and to 0middot19 in the order given
While cold rolling results in significant strengthen-ing of the Ill (110) in rimmed and AK steels itleads to greater enhancement of the 112(110) in
Nb and Ti stabilised IF steels at comparable coldreductions of 60 These results are explicable interms of the relative strengths of the 112(110)component in the hot bands of these four types ofsteel as shown in the section Effect of hot rolledgrain size on cold rolled and cold rolled and annealedtextures below
Cold rolled extra low carbon Nb and Tistabilised steelsFigure 14a and b shows the ~2 =450 sections (Bungenotation) of the ODFs of an ELC IF steel containingboth Nb and Ti after cold reductions of 70 and 8500(Ref 44) The HR texture of this steel has beendescribed above (see Fig 11) Cold rolling producessharp RDI(110) and NDII(lll) fibres in this steelthe intensities of which increase with the amount ofcold reduction The main component 001(110) ofthe hot rolled texture also sharpens significantly withincreasing cold reduction (see Fig 14) Furthermore
90 ~-1~~~~~~~~IIIIIIIIII bullbullbullbullbullbullbullbull IIIIIII bullbullbullbullbullbullbullbull _
80
70
60
if 50tS
~40
30
20
10
o bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~~~_ bullbullbullbullo 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8 deg (b)
13 tJ = 45deg sections (Roe notation) of ODFs of cold rolled ordinary IF steels containing a 0middot2400Nb andb 0middot30Ti (L-K composite samples) (after Refs 2728)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
140 Ray et al Textures in low and extra low carbon steels
o 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt V 111lt123gt bull 111lt112gt
8
30
60
(a)90
o 30 60CP deg
tnQ)
C
e
11 10
(b)
9090 0 30
CP deg60
14 tP2 = 45deg sections (Bunge notation) of ODFs of ELC IF steel of Fig 11 after cold reductions of a 7000 andb 8500 (sheet samples) (after Ref 44)
the strongest component of the cold rolling texturewhich is located at IV 112(110) after 7000 coldreduction undergoes a perceptible shift to the223(110) position after 8500rolling
The development of cold rolling textures in lowand extra low carbon steels has recently been dealtwith in some detail by T6th et al45 They predictedthe stability of the main rolling texture componentsanalytically using a rate dependent theory for mixed112lt111gt and 110lt111gt slip Both full constraint(Taylor) and relaxed constraint (lath and pancake)grain interaction models46-49 were employed for thispurpose An orientation stability map derived bythem and plotted in the ~2 =45deg section (Bungenotation) is presented in Fig 15 In this figure thenumbers associated with the contour lines refer to anorientation stability parameter S This displays highvalues in regions of Euler space where the orientationsare relatively stable and low values (these can evenbe negative) where the degree of stability is low
A study of the above diagram indicates that theprincipal component inherited from the recrystallisedhot band ie 001(110) is a fairly stable orientationand that is why its intensity increases during sub-sequent cold rolling Of the two major texture com-ponents observed in hot bands processed in the y norecrystallisa tion range the 113 IV 112lt110gt was
found to be highly stable during further deformationwhereas the 332(113) component shifts towards554(225) and then to 111(112) during sub-sequent rolling At large strains there is a net rotationfrom the 111(112) to the 111(110) position Theorientations possessing the highest stability arethe 112(110) and 445(110) followedcloselyby the223(110) The experimental cold rolling texturesof low and extra low carbon steels described aboveagree remarkably well with the above predictionsIn the case of the ELC IF steels however the223(110) appears to be slightly more stable thanthe 112(110) at larger strains (see Fig 14)
Annealing textures in low carbon sheet steelsValid comparisons of the cold rolled and annealed(CRA) textures of various steels should be made forthe same amount of reduction and annealing method(batch v continuous) For some steels heating ratealso has an important effect on the nature of therecrystallisation texture developedAnnealed rimmed steel and drawing qualityAI-killed steelsThe ODFs of the batch annealed rimmed and AKsteels published by Heckler and Granzow (seeTable 2) indicate the following trends During the
Table 3 (J) (IjI 8 tP) intensities of components ( x Random) (Refs 27 28)
111(112) 111(110)Steel Condition 112(110) 001(110) 5541(225)
0073Nb0middot092Nb024Nb0middot30Ti
CRCRCRCR
7middot27middot89middot05middot0
4middot14middot14middot13middot9
4middot64middot44middot24middot1
4middot64middot44middot13middot8
4middot04middot14middot33middot6
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
(001)[110] ~r-----=--~~T---========t(001 )[110]
eo
1 (112)[1~O](223)[110](445)[110] 3 (111)[011] 0
(111)[110] 4 -- --------i-------5~~~(111)[TI2](111)[121] 1 (554)[225]
(332)[113]
(114)[110]
(113)[110] (113)[332]
-1 (112)[111]
o
cp-
15 Orientation stability map for rolling presented intP2=45deg section (Bunge notation) (after Ref 45)
early stages of recrystallisation the RDII(110) andND II lt111) fibres decrease in intensity in both steelsThe ltIll) fibre decreases to a greater degree in therimmed than in the AK steel On further recrystallis-ation and grain growth the (Ill) fibre increases instrength in both steels though to a greater degree inthe AK steel As a result the strongest componentof the texture is the 111(110) at 55 x R in theAK steel (see Fig 16a) because of the trends describedabove the 111(110) is only 30 x R in therimmed steel The CRA rm reported for the AK steelwas 15 while it was reduced to 1middot2 for the rimmedsteel because of the lower intensity of the Ill fibre
The ODF for the CRBA AK steel (03100Mn0018S) of Fig 16a should be compared with thatpertaining to a current low Mn low S AK steel(020Mn 0008S) shown in Fig 16b27 The AKsteel investigated by Heckler and Granzow was of acomposition and processing history typical of its day(1969) Subsequent advances in steelmaking tech-nology which provided for desulphurisation permit-ted reductions in the Mn content This combined
Ray et al Textures in low and extra low carbon steels
with the implementation of somewhat higher coldreductions resulted in stronger CRBA textures in theAK steels as illustrated in Fig 16b this led in turnto higher rm values 1middot8 in this case
For continuous annealing the textures are the samefor both types of steel they essentially correspond tothat of a BA rimmed steel and are perhaps evensomewhat weaker Because of the reduced intensityof the Ill fibre the -laquo values for both types of steelgenerally fall in the range 11-12 The developmentof strong CRA textures and high rm values in conven-tional AK steels requires among other factors theslow heating rate associated with the tight coil boxannealing processAnnealed ordinary interstitial free Nb and Tistabilised steelsThe textures of annealed IF steels are of particularinterest because the plastic properties especially ther-values depend so sensitively on the texture TheCRBA textures and inplane r-value distributions differsignificantly from those for the rimmed and AK steelsIn general both the Nb and Ti IF steels displayCRBA rm values of about 2 or higher At equivalentcold reductions of about 60 the Nb steels usuallyhave an r-value distribution 10 lt 145 lt 190 while theTi steels usually have 10 gt 190 Increasing the amountof reduction results in moderate increases in theCRBA 10 and 190 values and in a more substantialincrease in the 145 values for both steel types The145 values seem to increase more rapidly with coldreduction in the Nb steels so that occasionally10 lt 145 gt 190 These changes in r-value are intimatelyassociated with changes in the volume fractions ofthe individual texture components and in theirrelative contributions to the r-value distributionsshown in Fig 5
ODFs for the two highly alloyed CRBA ordinaryIF steels discussed above 024Nb and 0middot3000Tiare presented in Fig 17a and b At first glance thetextures appear to be equivalent but the planardistribution of r-values in the two steels2728 is quite
90 ~-~~---I-~~~~~amp - -1---80
70
60
~ 50C
~40
30
20
10
O-~---r_bullbullr-- bullbull_t~+_-r-~-p bullbull~~~~__~~ (b)
o 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80908deg
16 tP=45deg sections (Roe notation) of ODFs of a AK steel CR 60 and laboratory BA at 738degC for 10 h (L-Kcomposite sample) (after Ref 26) and b AK steel (low Mn low S) commercially produced 6500CRBA (RDcomposite sample) (after Ref 27)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
142 Ray et at Textures in low and extra low carbon steels
90 -I-~~~~~~~~~~-~~~~~~~80
70
60
if 50C
~ 40
30
20
10
O-Pi bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull-- bullbullbullbullbullbullbullbullbullbullbullbull--p bull - bull - bull - bullbullbullbull
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 909deg
17 iP=45deg sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a Omiddot24Nb and b Omiddot30Ti(L-K composite samples) (after Refs 2728)
different even though the rm values are the same thisis indicated in Table 4
In contrast to the CRBA AK steels in neither ofthese materials does the 111(110) componentdominate the texture Rather 111(112) is moreimportant than 111(110) as are the off 111 axiscomponents such as the 554and 667 orientationswhichare 5deg off the 111 axis as well as the 557which is 10deg off the 111 axis The intensities ofselected texture components in the two steels2728aregiven in Table5
It is evident from Fig 17a and b that both steelscontain a weak 110(113) component (8=90deg tf=25deg)which is stronger in the Nb (23 x R) than inthe Ti (V4 x R) steel This orientation is a character-istic of Nb IF steels even at much reduced Nbcontents but is not a notable feature of Ti IF steelsat reduced Ti contents In fact the textures differsignificantly in Ti IF steels when the Ti content isreduced to much below the 0middot30Ti level discussedhere In many respects they gravitate towards thoseof AK steels while the textures of Nb IF steels donot change much as the Nb content is reduced Thisis because Nb is an effective pancaking agent even atsolute levels as low as 0middot03
An ODF difference map27 for the two steels(024Nb-030Ti) is presented in Fig 18 Positiveregions of the map correspond to locations where theorientation distribution (OD) is stronger in the Nbsteel It should be noted that orientations near112(110) are stronger in the Nb steel while thosenear 111lt 110gt are stronger in the Ti steel Asindicated in Fig 5 the 112(110) component con-tributes high values of r45 while the 111(110) isassociated with ro lt r90bull Thus the differences in the
Table 4 Planar distribution of r-values IF steels(Refs 27 28)
Steel Condition r- 0 45 gO
024Nb CRBA 1middot98 1middot25 2middot30 2middot05O30Ti CRBA 1middot95 2middot03 173 2middot29
International Materials Reviews 1994 Vol 39 No4
planar distribution of r-values shown above are aresult of these texture differences
ODFs for the two more lightly alloyed CRBAordinary IF steels 0095Nb and 013Ti are pre-sented in Fig 19a and b (Refs 27 29 30) The textureof the 0095Nb steel (Fig 19a) looks very muchlike that of the 024Nb steel (Fig 17a) in spite ofthe substantial reduction in alloy content Howeverthe texture of the 013Ti steel (Fig 19b) differssubstantially from that of the 0middot30Ti steel (Fig 17b)Its 111 fibre is very strong and there is less per-turbation with respect to the relative strengths of itscomponents
The difference ODp27 for the latter two steels(0095Nb-013Ti) is reproduced here as Fig 20As before orientations near 112(110) in the0095Nb steel are stronger by up to 4 x R units inthis case Similarly orientations near 111(110) arestronger in the Ti steel (4 x R units) The r-values of
90
80
70
60
~ 50~~40
30
20
10
00 10 20 30 40 50 60 70 80 90
9deg18 tJ = 45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 17(Omiddot24Nb-Omiddot30Ti) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 143
90 ~--~~~~~--l-a--e~~~~~~~~14-
80
70
60
(b)
~50Cl
~40
30
20
10
O bullbullbullbullbull~--r---rbull ~-ro--~ bullbullbullbullbull-- bullbullbullbullbullbullbullbullbull-- bullbullbullbull~ bullbullbullbullbullbullbullbullbull--I~lf-o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
8deg19 tP=4So sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a 009degSNband b 0middot13Ti
(sheet samples) (after Refs 272930)
these two steels and of the low Mn low S AKsteeI27293o mentioned above are listed in Table 6 Asexplained above the high r45 value in the Nb steel isassociated with the increased 112(110) intensityand the high r90 value in the Ti steel with that of the111(110)
For the sake of completeness difference ODFs arepresented below for the (Nb IF - AK) and (TiIF - AK) steels In order to make this possible a013Ti steel ODF (RD composite sample) is firstintroduced in Fig 21 and an AK steel ODF (sheetsample) in Fig 22 The resulting difference ODFs areillustrated in Fig 23
From Fig 23a it is evident that the Nb IF steelcontains higher intensities of the 554(225) (2 x R)110(113) (2 x R) 112(110) (31 x R) and near8= 40deg tJ= 75deg orientations (4 x R) Conversely theAK steel contains more of the 111(112) (42 x R)The difference ODF for (013Ti - AK low Mn lowS) is illustrated in Fig 23b The Ti IF steel containshigher intensities of 554(225) (2 x R) 111(112)(18 x R) and the 557 and 667 components attJ=70deg which are stronger by 2middot2 x Rand 2middot3 x Rrespectively
The differences in texture between these BA steelsand those processed by continuous annealing (CA)are probably small as the r-value differences arequite small It has also been shown27293o38 thatfor ordinary Nb stabilised IF steels annealing con-ditions and heating rates have virtually no effect onr-value
Annealed extra low carbon Nb and Ti stabilisedsteelsDiscussions of ELC IF steels almost always focus onthe factors affecting r-value while texture data aresparse There is a need for a unifying investigation of
the HR CR and CRA textures of this class of steelcarried out in such a way that the results are com-parable The apparent paradox pointed out byHutchinson et al39 between the modest dependenceof rm on Nb content in ELC steels and the sharpdependence observed in ordinary Nb IF steels (seeFig 24) probably arises because of a lack of compar-ability The paradox involves the conclusion thatexcess solute Nb is necessary to ensure a high rmvalue which is not borne out by the ELC (ULC)steel data It appears instead that no paradox existsand that it arose because of an attempt to comparetwo sets of non-comparable data
First it must be recognised that the Mn contentsof sheet steels produced in the 1960s and 1970s weretypically in the 03-04 Mn range The materialsinvestigated by Hook et al28 all had Mn contents inthis range The o values for these steels lay in therange 12-15 The exception was a 0middot1Mn steelthat had a substantially higher ro value of 1middot8 Nowcurrent ELC IF steels have Mn contents of less than0middot2000typically 010-015 The Mn level is knownto have important effects on r-value and texture aswill be shown in the section Effect of substitutionalelements below It can be reasonably inferred thathad the steels studied by Hook et al contained Mnlevels as low as those of the ELC steels referred toby Hutchinson et al their rm values would have beenhigher especially at solute Nb contents below 0middot0300In addition the ordinary IF steels had been coldreduced by 60 whereas the ELC steels receivedreductions in the 75-7900 range Thus the apparentparadox can be resolved on the basis of the combinedeffect of both a reduced Mn content and the use ofsubstantially higher cold reductions on increasing ther-values of ELC Nb IF steels compared with theordinary type of Nb IF steel
Table 5 Strength of selected components CRBA IF steels ( x Random) (Refs 27 28)
Steel 112(110) 554(225) 557(472) 667(121) 111(112) 111(110)
024Nb 4middot6 7middot9 8middot3 8middot4 8middot00middot30Ti 2middot2 8middot5 6middot9 7middot9 7middot6
3middot85middot4
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
144 Ray et al Textures in low and extra low carbon steels
90
80
70
60
~ 50~~ 40
30
20
10
00
1
10 20 30 40 50 60 70 80 90
8deg20 tP=45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 19(0middot095Nb-0middot13Ti) (after Ref 27)
Figure 25a and b represents the annealing texturesof two ELC Nb IF steels containing 0middot02300 and0middot03700 Nb rcspectivelyP These steels were coldrolled 75 and then batch annealed The two texturesare similar and are characterised by nearly perfect111 fibres with intensity maxima located at554(225) (8=60deg tJ=OO) and 667(121) (8=50degtJ = 60deg) There is a perceptible difference between theannealing textures of ELC and ordinary (see Figs 17aand 19a) Nb IF steels In the latter case the generalintensities are lower and the 111(112) component isappreciably less intense than the 111(110) Further-more in the ELC grades off Ill axis orientationssuch as the 554 and 667 which are 5deg off the Illaxis predominate The greater balance between the two111 components leads to lower Ar-values (see Fig 5)and the higher concentration of orientations close tothe Ill fibre axis raises the rm value
Figure 26a and b illustrates the recrystallisationtextures obtained after laboratory salt bath annealingof the Nb + Ti ELC IF stcel for which the HR andCR textures were presented above (see Figs 11 and14) Evidently recrystallisation of this material leadsto general weakening of the RDII(110-) fibre andappreciable strengthening of the ND II(111) fibreThese effects become more prominent when the coldreduction preceding recrystallisation is increasedOverall the intensities of the 223(110) 112(110)and 001(110) components decrease drasticallywhile there is a corresponding sharpening of the111(123) and 111(112) components How-ever the off Ill axis orientations 554 667 and557 dominate the texture
Table 6 Planar distribution of r-values for IF steelsand AK steel (Refs 27 28)
Steel Condition (m (0 (45 (so
0095Nb CRBA 1middot93 149 2middot08 2middot05013Ti CRBA 2middot02 2middot07 173 2middot54AK steel CRBA 1middot77 183 1middot44 2middot35(low Mn low S)
International Materials Reviews 1994 Vol 39 No4
90
80
70
60
~50C
~40
30
20
10
00
(
10 20 30 40 50 60 70 80 908deg
21 tP=45deg section (Roe notation) of ODF of 0middot13TiCRBA IF steel (RO composite sample) (afterRef 27)
Factors controlling the textures of cold rolledand annealed low carbon sheet steelsThe development of textures in cold rolled andannealed low carbon steels is controlled by both steelchemistry and by processing parameters such as thehot band texture and grain size coiling temperatureamount of cold reduction and heating rate duringannealing Of these the effects of hot band textureand grain size will be dealt with in the next sectionwhile those of the interstitial and substitutional sol-utes will be discussed in detail in the sections Effectof interstitial elements and Effect of substitutionalelements respectively below Since the subject hasalready been reviewed by Hutchinson only briefreference will be made here to the effects of theprocessing variables
In a recent conference Hutchinson described howthe various material and process variables are to becontrolled so that the textureanisotropy of cold rolled
9 0 -I--L-a-Ir-~~+-~~+T-r-+--+-
80
70 ~60
~50
~ (~40
30
20
o
10 1O-t-bullbullbullbullbullbullbullbullbull--bullbullbullbullIl~-IIo~bull-
1
o 10 20 30 40 50 60 70 80 908deg
22 tP= 45deg section (Roe notation) of OOF of low Mnlow 5 CRBA AK steel (sheet sample) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 145
9080 070
060~ SO 0 a~40 0
3020100
0 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80 90(a) 8deg (b)
23 Difference ODFs for CRBA steels a Omiddot095Nb IF (Fig 19a) -AK (Fig 22) both sheet samples and b Omiddot13degcJTiIF (Fig 21) - AK (Fig 1Gb) both RD composite samples (after Ref 27)
and annealed sheet steels can be optimised he alsoranked these variables according to their significanceTable 7 reproduced in slightly modified form fromthe above work shows how different and conflictingrequirements can be satisfied to produce the bestpossible results One important such case concernsthe interaction between coiling temperature and heat-ing rate during annealing as can be seen in Fig 27
In Table 7 the term IF steel is used to includeboth ordinary as well as ELC IF steels It willhowever be useful to bring out the differences betweenthese two grades of steel by comparing their responsesto several important material and process variablesfor the purpose of attaining high r-value
Three factors significantly influence the formabilityof ELC IF steel sheet the composition annealingmethod and degree of cold reduction Of these factorsthe effect of cold reduction is the most substantialFor example Fig 28 shows the relationship betweendegree of cold reduction and rm value for two(Nb + Ti) IF steels produced by laboratory coldrolling of rolled hot band 2middot8 mm thick The steelshad the compositions given in Table 8 The rm valuesat 6000 reduction and below are poor relative tothose at 75 reduction and above for these twobatch annealed steels
Table 9 lists r-values for six ELC IF steels two Tialloyed two Nb alloyed and two Nb + Ti alloyedThese results were obtained from mill producedstrand cast slabs that were laboratory hot rolled coldrolled and annealed Batch annealing was conductedat 732degC using a 4 h soak Continuous annealing wassimulated using resistance heating to 843degC for 20 sFigure 29 depicts the relationships between rm valuecold reduction and annealing method It is evidentthat these ELC IF steels require higher coldreductions to achieve equivalent rm values of about2middot0 than the ordinary much more highly alloyed IFsteels Clearly the rm values of the ELC IF steels aresomewhat inferior for continuous compared withbatch annealing However it has been showrr thatheating rate has no measurable effect on the r-valueof the more highly alloyed Nb IF steels
Effect of hot rolled grain size on coldrolled and on cold rolled andannealed texturesHot rolled grain size has been shown to have a verysignificant effect on both CR and the subsequentCRA textures Hot band texture also has a significanteffect on CR and CRA textures When evaluating
Table 7 Control of parameters for optimising textureanisotropy of cold rolled and annealed steel sheets(Ref 50)
Low carbon steels
Parameter SA
Carbon contentManganese contentMicroalloying (AI Nb or Ti)Soaking temperature for hot rollingHot rolling scheduleFinish rolling temperatureCoiling temperature after hot rollingCold rolling reductionHeating rate of annealMaximum temperature of anneal
Low ()Low ()AI ()High ()()gt A3 ()Low lt600DC ()7020-50 K h -1 ()720DC
CA IF steels SA or CA
Low ()Low ()()
Low ()()gt A3 ()High gt700DC ()855-20 K S-1 ()850DC
Low ()Low ()NbfTi ()Low ()()gt A3 or ltA1 ()High ()90()900DC
() not critical () significant () important () vital
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
146 Ray et a Textures in low and extra low carbon steels
Table 8 Compositions of ELC (Nb + Tl) IF steels usedto determine effect of cold reduction onrm value Fig 28 (Ref 31)
Composition wt-
Steel C Mn AI N Nb Ti
3 0middot0036 0middot11 0middot045 0middot0011 0middot009 0middot0304 00033 010 0middot038 0middot0012 0007 0middot026
results concerning the effect of hot band grain size onCR and CRA textures care must therefore be takento ensure that the methods used to vary the grainsize do not also vary the hot band texture
The effect of initial grain size on the cold rolledtexture in a rimming steel was studied by JonesHudd and Dasarathy and reported by DasarathyNo significant difference in the cold rolled texturewas observed when the hot band grain size was variedover the range from ASTM 5-6 to ASTM 12-13However on recrystallisation by means of a rapidanneal at 700degC the annealing textures differedwidely The Ill ND fibre was strengthened appreci-ably in the fine grained material by contrast thellO(OOl) orientation was intensified in the coarsegrained steel
It was shown by Hook29 for a Nb stabilised ordin-ary IF steel that the hot band grain size has a
22
IF
ULC
20
16
14 0 002 004 006 o~ Q1Nb IN SOLID SOLUTION wt-
24 Effect of dissolved Nb on rm values of ELC andordinary IF steels (after Ref 39)
profound effect on the CR texture and thus on thesubsequent CRBA texture In steels of this type it isnot possible to increase the hot band grain size by asubcritical (below the AC3 temperature) anneal A hotband sample was therefore austenitised at 982degC aircooled to 694degC and then held for 1 h to ensurecomplete restabilisation of the steel The anneal pro-duced an increase in the hot band grain size from an
Composition wt-
Table 9 Extra low carbon IF steels compositions and r-values
Steel C Mn
A - ELC (Ti) 0middot0024 010B- ELC (Ti) 0middot0043 016C- ELC (Nb) 0middot0028 0180- ELC (Nb) 0middot0027 016E - ELC (Nb + Ti) 0middot0033 008F- ELC (Nb+ Ti) 00033 015
HR coilingSteel temp DC CR
A - ELC (Tl) 566 65566 75705 75566 80
B- ELC (Ti) 566 65566 75705 75566 80
C- ELC (Nb) 705 65566 75705 75705 80
0- ELC (Nb) 705 65566 75705 75705 80
E - ELC (Nb + Ti) 566 65566 75705 75566 80
F - ELC (Nb + Ti) 566 65566 75705 75566 80
Nb TiS AI N Nb (solute) Ti (solute)
0middot0052 0middot071 00017 lt0middot002 0middot068 0middot0450middot0043 0middot067 00047 lt0middot002 0middot080 0middot0400middot0070 0middot037 0middot0017 0middot023 0middot001 lt00020middot0064 0middot059 0middot0038 0middot037 0middot016 lt0middot0020middot0051 0middot059 0middot0013 0middot028 0middot006 0middot0030middot0080 0middot043 0middot0041 0008 0middot055 0016
Plastic strain ratio
Batch anneal Continuous anneal
0 45 90 r- m 0 45 90
1middot86 1middot81 2middot40 197 1middot64 1middot72 1middot35 2middot122middot01 1middot97 2middot56 213 2middot17 2middot20 1middot86 2middot741middot09 2middot10 2middot54 2middot17 2middot14 2middot03 1middot96 2middot62216 2middot00 2middot62 219 2middot22 2middot34 1middot93 2middot68180 1middot92 246 2middot02 177 1middot65 1middot63 2middot171middot88 2middot00 2middot52 2middot11 1middot85 1middot80 1middot70 2middot221middot86 2middot02 2middot56 2middot11 196 1middot81 1middot82 2middot381middot92 2middot22 2middot55 223 2middot01 1middot98 1middot82 2middot401middot83 1middot72 2middot36 1middot91 1middot79 190 1middot54 2middot201middot66 1middot86 2middot24 1middot90 1middot82 1middot64 170 2middot261middot98 1middot89 244 2middot05 2middot03 212 1middot76 2501middot96 214 258 2middot20 2middot09 2middot10 1middot86 2541middot84 1middot94 2middot64 2middot09 1middot76 1middot78 148 2191middot94 2middot04 2middot61 216 1middot80 1middot66 1middot88 2161middot96 2middot08 2middot67 2middot20 2middot02 2middot02 175 2middot441middot97 2middot20 2middot68 2middot26 1middot98 1middot90 1middot84 2middot451middot69 1middot64 2middot09 1middot76 1middot50 156 1middot32 1middot801middot80 212 255 214 1middot97 1middot83 1middot84 2middot361middot90 2middot06 2middot58 2middot15 2middot10 2middot16 1middot80 2middot63177 2middot06 2middot52 2middot11 2middot04 204 1middot84 2middot431middot64 1middot79 2middot30 1middot88 1middot57 1middot50 148 1middot841middot80 2middot02 2middot55 2middot10 1middot98 1middot80 1middot88 2middot341middot87 2middot02 2middot38 2middot07 1middot97 1middot90 1middot75 2481middot80 2middot08 2middot48 2middot11 1middot99 1middot86 1middot84 240
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 139
90 -t-bullbull-bullbullbullbull-I_~~-+-~----~-t--~ bullbull_~~-- bullbullbull~ bullbullbull--1~80 ~3
70 ~2
60
if 50tS~40
30
20
10
O bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull----bullbullbull--l bullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbullbull_ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull- bullbullbullbullbullbull-
i(b)
70 80 90 10 20 30 40 50 60 70 80 908deg
o 10 20 30 40
12 lJ = 45deg sections (Roe notation) of ODFs of rimmed steel cold rolled a 6000and b 80 (L-K compositesamples) (after Ref 26)
HR ordinary Ti stabilised IF steels the strongestorientation is 001 (110) as a result of austeniterecrystallisation (Fig lOb) In a similar manner thetexture of CR ordinary Ti stabilised IF steels differsquantitatively from that of the equivalent Nb steelsThe former can be characterised as having majororientations whose strengths decrease in the order112lt110) 554(225) and 001(110) Howeverthe intensities of these components are appreciablylower than in the comparable Nb steels ODFs arepresented in Fig13a and b for the highly alloyed0middot24Nb and 0middot30 Ti cold rolled IF steels discussedabove The listing of key texture components inTable 3 shows how the strengths of the 112(110)(transformed Cu) orientations increase with the con-centration of Nb in solution which varied from0middot002 to 0middot03 and to 0middot19 in the order given
While cold rolling results in significant strengthen-ing of the Ill (110) in rimmed and AK steels itleads to greater enhancement of the 112(110) in
Nb and Ti stabilised IF steels at comparable coldreductions of 60 These results are explicable interms of the relative strengths of the 112(110)component in the hot bands of these four types ofsteel as shown in the section Effect of hot rolledgrain size on cold rolled and cold rolled and annealedtextures below
Cold rolled extra low carbon Nb and Tistabilised steelsFigure 14a and b shows the ~2 =450 sections (Bungenotation) of the ODFs of an ELC IF steel containingboth Nb and Ti after cold reductions of 70 and 8500(Ref 44) The HR texture of this steel has beendescribed above (see Fig 11) Cold rolling producessharp RDI(110) and NDII(lll) fibres in this steelthe intensities of which increase with the amount ofcold reduction The main component 001(110) ofthe hot rolled texture also sharpens significantly withincreasing cold reduction (see Fig 14) Furthermore
90 ~-1~~~~~~~~IIIIIIIIII bullbullbullbullbullbullbullbull IIIIIII bullbullbullbullbullbullbullbull _
80
70
60
if 50tS
~40
30
20
10
o bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~ bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull~~~_ bullbullbullbullo 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8 deg (b)
13 tJ = 45deg sections (Roe notation) of ODFs of cold rolled ordinary IF steels containing a 0middot2400Nb andb 0middot30Ti (L-K composite samples) (after Refs 2728)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
140 Ray et al Textures in low and extra low carbon steels
o 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt V 111lt123gt bull 111lt112gt
8
30
60
(a)90
o 30 60CP deg
tnQ)
C
e
11 10
(b)
9090 0 30
CP deg60
14 tP2 = 45deg sections (Bunge notation) of ODFs of ELC IF steel of Fig 11 after cold reductions of a 7000 andb 8500 (sheet samples) (after Ref 44)
the strongest component of the cold rolling texturewhich is located at IV 112(110) after 7000 coldreduction undergoes a perceptible shift to the223(110) position after 8500rolling
The development of cold rolling textures in lowand extra low carbon steels has recently been dealtwith in some detail by T6th et al45 They predictedthe stability of the main rolling texture componentsanalytically using a rate dependent theory for mixed112lt111gt and 110lt111gt slip Both full constraint(Taylor) and relaxed constraint (lath and pancake)grain interaction models46-49 were employed for thispurpose An orientation stability map derived bythem and plotted in the ~2 =45deg section (Bungenotation) is presented in Fig 15 In this figure thenumbers associated with the contour lines refer to anorientation stability parameter S This displays highvalues in regions of Euler space where the orientationsare relatively stable and low values (these can evenbe negative) where the degree of stability is low
A study of the above diagram indicates that theprincipal component inherited from the recrystallisedhot band ie 001(110) is a fairly stable orientationand that is why its intensity increases during sub-sequent cold rolling Of the two major texture com-ponents observed in hot bands processed in the y norecrystallisa tion range the 113 IV 112lt110gt was
found to be highly stable during further deformationwhereas the 332(113) component shifts towards554(225) and then to 111(112) during sub-sequent rolling At large strains there is a net rotationfrom the 111(112) to the 111(110) position Theorientations possessing the highest stability arethe 112(110) and 445(110) followedcloselyby the223(110) The experimental cold rolling texturesof low and extra low carbon steels described aboveagree remarkably well with the above predictionsIn the case of the ELC IF steels however the223(110) appears to be slightly more stable thanthe 112(110) at larger strains (see Fig 14)
Annealing textures in low carbon sheet steelsValid comparisons of the cold rolled and annealed(CRA) textures of various steels should be made forthe same amount of reduction and annealing method(batch v continuous) For some steels heating ratealso has an important effect on the nature of therecrystallisation texture developedAnnealed rimmed steel and drawing qualityAI-killed steelsThe ODFs of the batch annealed rimmed and AKsteels published by Heckler and Granzow (seeTable 2) indicate the following trends During the
Table 3 (J) (IjI 8 tP) intensities of components ( x Random) (Refs 27 28)
111(112) 111(110)Steel Condition 112(110) 001(110) 5541(225)
0073Nb0middot092Nb024Nb0middot30Ti
CRCRCRCR
7middot27middot89middot05middot0
4middot14middot14middot13middot9
4middot64middot44middot24middot1
4middot64middot44middot13middot8
4middot04middot14middot33middot6
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
(001)[110] ~r-----=--~~T---========t(001 )[110]
eo
1 (112)[1~O](223)[110](445)[110] 3 (111)[011] 0
(111)[110] 4 -- --------i-------5~~~(111)[TI2](111)[121] 1 (554)[225]
(332)[113]
(114)[110]
(113)[110] (113)[332]
-1 (112)[111]
o
cp-
15 Orientation stability map for rolling presented intP2=45deg section (Bunge notation) (after Ref 45)
early stages of recrystallisation the RDII(110) andND II lt111) fibres decrease in intensity in both steelsThe ltIll) fibre decreases to a greater degree in therimmed than in the AK steel On further recrystallis-ation and grain growth the (Ill) fibre increases instrength in both steels though to a greater degree inthe AK steel As a result the strongest componentof the texture is the 111(110) at 55 x R in theAK steel (see Fig 16a) because of the trends describedabove the 111(110) is only 30 x R in therimmed steel The CRA rm reported for the AK steelwas 15 while it was reduced to 1middot2 for the rimmedsteel because of the lower intensity of the Ill fibre
The ODF for the CRBA AK steel (03100Mn0018S) of Fig 16a should be compared with thatpertaining to a current low Mn low S AK steel(020Mn 0008S) shown in Fig 16b27 The AKsteel investigated by Heckler and Granzow was of acomposition and processing history typical of its day(1969) Subsequent advances in steelmaking tech-nology which provided for desulphurisation permit-ted reductions in the Mn content This combined
Ray et al Textures in low and extra low carbon steels
with the implementation of somewhat higher coldreductions resulted in stronger CRBA textures in theAK steels as illustrated in Fig 16b this led in turnto higher rm values 1middot8 in this case
For continuous annealing the textures are the samefor both types of steel they essentially correspond tothat of a BA rimmed steel and are perhaps evensomewhat weaker Because of the reduced intensityof the Ill fibre the -laquo values for both types of steelgenerally fall in the range 11-12 The developmentof strong CRA textures and high rm values in conven-tional AK steels requires among other factors theslow heating rate associated with the tight coil boxannealing processAnnealed ordinary interstitial free Nb and Tistabilised steelsThe textures of annealed IF steels are of particularinterest because the plastic properties especially ther-values depend so sensitively on the texture TheCRBA textures and inplane r-value distributions differsignificantly from those for the rimmed and AK steelsIn general both the Nb and Ti IF steels displayCRBA rm values of about 2 or higher At equivalentcold reductions of about 60 the Nb steels usuallyhave an r-value distribution 10 lt 145 lt 190 while theTi steels usually have 10 gt 190 Increasing the amountof reduction results in moderate increases in theCRBA 10 and 190 values and in a more substantialincrease in the 145 values for both steel types The145 values seem to increase more rapidly with coldreduction in the Nb steels so that occasionally10 lt 145 gt 190 These changes in r-value are intimatelyassociated with changes in the volume fractions ofthe individual texture components and in theirrelative contributions to the r-value distributionsshown in Fig 5
ODFs for the two highly alloyed CRBA ordinaryIF steels discussed above 024Nb and 0middot3000Tiare presented in Fig 17a and b At first glance thetextures appear to be equivalent but the planardistribution of r-values in the two steels2728 is quite
90 ~-~~---I-~~~~~amp - -1---80
70
60
~ 50C
~40
30
20
10
O-~---r_bullbullr-- bullbull_t~+_-r-~-p bullbull~~~~__~~ (b)
o 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80908deg
16 tP=45deg sections (Roe notation) of ODFs of a AK steel CR 60 and laboratory BA at 738degC for 10 h (L-Kcomposite sample) (after Ref 26) and b AK steel (low Mn low S) commercially produced 6500CRBA (RDcomposite sample) (after Ref 27)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
142 Ray et at Textures in low and extra low carbon steels
90 -I-~~~~~~~~~~-~~~~~~~80
70
60
if 50C
~ 40
30
20
10
O-Pi bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull-- bullbullbullbullbullbullbullbullbullbullbullbull--p bull - bull - bull - bullbullbullbull
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 909deg
17 iP=45deg sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a Omiddot24Nb and b Omiddot30Ti(L-K composite samples) (after Refs 2728)
different even though the rm values are the same thisis indicated in Table 4
In contrast to the CRBA AK steels in neither ofthese materials does the 111(110) componentdominate the texture Rather 111(112) is moreimportant than 111(110) as are the off 111 axiscomponents such as the 554and 667 orientationswhichare 5deg off the 111 axis as well as the 557which is 10deg off the 111 axis The intensities ofselected texture components in the two steels2728aregiven in Table5
It is evident from Fig 17a and b that both steelscontain a weak 110(113) component (8=90deg tf=25deg)which is stronger in the Nb (23 x R) than inthe Ti (V4 x R) steel This orientation is a character-istic of Nb IF steels even at much reduced Nbcontents but is not a notable feature of Ti IF steelsat reduced Ti contents In fact the textures differsignificantly in Ti IF steels when the Ti content isreduced to much below the 0middot30Ti level discussedhere In many respects they gravitate towards thoseof AK steels while the textures of Nb IF steels donot change much as the Nb content is reduced Thisis because Nb is an effective pancaking agent even atsolute levels as low as 0middot03
An ODF difference map27 for the two steels(024Nb-030Ti) is presented in Fig 18 Positiveregions of the map correspond to locations where theorientation distribution (OD) is stronger in the Nbsteel It should be noted that orientations near112(110) are stronger in the Nb steel while thosenear 111lt 110gt are stronger in the Ti steel Asindicated in Fig 5 the 112(110) component con-tributes high values of r45 while the 111(110) isassociated with ro lt r90bull Thus the differences in the
Table 4 Planar distribution of r-values IF steels(Refs 27 28)
Steel Condition r- 0 45 gO
024Nb CRBA 1middot98 1middot25 2middot30 2middot05O30Ti CRBA 1middot95 2middot03 173 2middot29
International Materials Reviews 1994 Vol 39 No4
planar distribution of r-values shown above are aresult of these texture differences
ODFs for the two more lightly alloyed CRBAordinary IF steels 0095Nb and 013Ti are pre-sented in Fig 19a and b (Refs 27 29 30) The textureof the 0095Nb steel (Fig 19a) looks very muchlike that of the 024Nb steel (Fig 17a) in spite ofthe substantial reduction in alloy content Howeverthe texture of the 013Ti steel (Fig 19b) differssubstantially from that of the 0middot30Ti steel (Fig 17b)Its 111 fibre is very strong and there is less per-turbation with respect to the relative strengths of itscomponents
The difference ODp27 for the latter two steels(0095Nb-013Ti) is reproduced here as Fig 20As before orientations near 112(110) in the0095Nb steel are stronger by up to 4 x R units inthis case Similarly orientations near 111(110) arestronger in the Ti steel (4 x R units) The r-values of
90
80
70
60
~ 50~~40
30
20
10
00 10 20 30 40 50 60 70 80 90
9deg18 tJ = 45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 17(Omiddot24Nb-Omiddot30Ti) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 143
90 ~--~~~~~--l-a--e~~~~~~~~14-
80
70
60
(b)
~50Cl
~40
30
20
10
O bullbullbullbullbull~--r---rbull ~-ro--~ bullbullbullbullbull-- bullbullbullbullbullbullbullbullbull-- bullbullbullbull~ bullbullbullbullbullbullbullbullbull--I~lf-o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
8deg19 tP=4So sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a 009degSNband b 0middot13Ti
(sheet samples) (after Refs 272930)
these two steels and of the low Mn low S AKsteeI27293o mentioned above are listed in Table 6 Asexplained above the high r45 value in the Nb steel isassociated with the increased 112(110) intensityand the high r90 value in the Ti steel with that of the111(110)
For the sake of completeness difference ODFs arepresented below for the (Nb IF - AK) and (TiIF - AK) steels In order to make this possible a013Ti steel ODF (RD composite sample) is firstintroduced in Fig 21 and an AK steel ODF (sheetsample) in Fig 22 The resulting difference ODFs areillustrated in Fig 23
From Fig 23a it is evident that the Nb IF steelcontains higher intensities of the 554(225) (2 x R)110(113) (2 x R) 112(110) (31 x R) and near8= 40deg tJ= 75deg orientations (4 x R) Conversely theAK steel contains more of the 111(112) (42 x R)The difference ODF for (013Ti - AK low Mn lowS) is illustrated in Fig 23b The Ti IF steel containshigher intensities of 554(225) (2 x R) 111(112)(18 x R) and the 557 and 667 components attJ=70deg which are stronger by 2middot2 x Rand 2middot3 x Rrespectively
The differences in texture between these BA steelsand those processed by continuous annealing (CA)are probably small as the r-value differences arequite small It has also been shown27293o38 thatfor ordinary Nb stabilised IF steels annealing con-ditions and heating rates have virtually no effect onr-value
Annealed extra low carbon Nb and Ti stabilisedsteelsDiscussions of ELC IF steels almost always focus onthe factors affecting r-value while texture data aresparse There is a need for a unifying investigation of
the HR CR and CRA textures of this class of steelcarried out in such a way that the results are com-parable The apparent paradox pointed out byHutchinson et al39 between the modest dependenceof rm on Nb content in ELC steels and the sharpdependence observed in ordinary Nb IF steels (seeFig 24) probably arises because of a lack of compar-ability The paradox involves the conclusion thatexcess solute Nb is necessary to ensure a high rmvalue which is not borne out by the ELC (ULC)steel data It appears instead that no paradox existsand that it arose because of an attempt to comparetwo sets of non-comparable data
First it must be recognised that the Mn contentsof sheet steels produced in the 1960s and 1970s weretypically in the 03-04 Mn range The materialsinvestigated by Hook et al28 all had Mn contents inthis range The o values for these steels lay in therange 12-15 The exception was a 0middot1Mn steelthat had a substantially higher ro value of 1middot8 Nowcurrent ELC IF steels have Mn contents of less than0middot2000typically 010-015 The Mn level is knownto have important effects on r-value and texture aswill be shown in the section Effect of substitutionalelements below It can be reasonably inferred thathad the steels studied by Hook et al contained Mnlevels as low as those of the ELC steels referred toby Hutchinson et al their rm values would have beenhigher especially at solute Nb contents below 0middot0300In addition the ordinary IF steels had been coldreduced by 60 whereas the ELC steels receivedreductions in the 75-7900 range Thus the apparentparadox can be resolved on the basis of the combinedeffect of both a reduced Mn content and the use ofsubstantially higher cold reductions on increasing ther-values of ELC Nb IF steels compared with theordinary type of Nb IF steel
Table 5 Strength of selected components CRBA IF steels ( x Random) (Refs 27 28)
Steel 112(110) 554(225) 557(472) 667(121) 111(112) 111(110)
024Nb 4middot6 7middot9 8middot3 8middot4 8middot00middot30Ti 2middot2 8middot5 6middot9 7middot9 7middot6
3middot85middot4
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
144 Ray et al Textures in low and extra low carbon steels
90
80
70
60
~ 50~~ 40
30
20
10
00
1
10 20 30 40 50 60 70 80 90
8deg20 tP=45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 19(0middot095Nb-0middot13Ti) (after Ref 27)
Figure 25a and b represents the annealing texturesof two ELC Nb IF steels containing 0middot02300 and0middot03700 Nb rcspectivelyP These steels were coldrolled 75 and then batch annealed The two texturesare similar and are characterised by nearly perfect111 fibres with intensity maxima located at554(225) (8=60deg tJ=OO) and 667(121) (8=50degtJ = 60deg) There is a perceptible difference between theannealing textures of ELC and ordinary (see Figs 17aand 19a) Nb IF steels In the latter case the generalintensities are lower and the 111(112) component isappreciably less intense than the 111(110) Further-more in the ELC grades off Ill axis orientationssuch as the 554 and 667 which are 5deg off the Illaxis predominate The greater balance between the two111 components leads to lower Ar-values (see Fig 5)and the higher concentration of orientations close tothe Ill fibre axis raises the rm value
Figure 26a and b illustrates the recrystallisationtextures obtained after laboratory salt bath annealingof the Nb + Ti ELC IF stcel for which the HR andCR textures were presented above (see Figs 11 and14) Evidently recrystallisation of this material leadsto general weakening of the RDII(110-) fibre andappreciable strengthening of the ND II(111) fibreThese effects become more prominent when the coldreduction preceding recrystallisation is increasedOverall the intensities of the 223(110) 112(110)and 001(110) components decrease drasticallywhile there is a corresponding sharpening of the111(123) and 111(112) components How-ever the off Ill axis orientations 554 667 and557 dominate the texture
Table 6 Planar distribution of r-values for IF steelsand AK steel (Refs 27 28)
Steel Condition (m (0 (45 (so
0095Nb CRBA 1middot93 149 2middot08 2middot05013Ti CRBA 2middot02 2middot07 173 2middot54AK steel CRBA 1middot77 183 1middot44 2middot35(low Mn low S)
International Materials Reviews 1994 Vol 39 No4
90
80
70
60
~50C
~40
30
20
10
00
(
10 20 30 40 50 60 70 80 908deg
21 tP=45deg section (Roe notation) of ODF of 0middot13TiCRBA IF steel (RO composite sample) (afterRef 27)
Factors controlling the textures of cold rolledand annealed low carbon sheet steelsThe development of textures in cold rolled andannealed low carbon steels is controlled by both steelchemistry and by processing parameters such as thehot band texture and grain size coiling temperatureamount of cold reduction and heating rate duringannealing Of these the effects of hot band textureand grain size will be dealt with in the next sectionwhile those of the interstitial and substitutional sol-utes will be discussed in detail in the sections Effectof interstitial elements and Effect of substitutionalelements respectively below Since the subject hasalready been reviewed by Hutchinson only briefreference will be made here to the effects of theprocessing variables
In a recent conference Hutchinson described howthe various material and process variables are to becontrolled so that the textureanisotropy of cold rolled
9 0 -I--L-a-Ir-~~+-~~+T-r-+--+-
80
70 ~60
~50
~ (~40
30
20
o
10 1O-t-bullbullbullbullbullbullbullbullbull--bullbullbullbullIl~-IIo~bull-
1
o 10 20 30 40 50 60 70 80 908deg
22 tP= 45deg section (Roe notation) of OOF of low Mnlow 5 CRBA AK steel (sheet sample) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 145
9080 070
060~ SO 0 a~40 0
3020100
0 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80 90(a) 8deg (b)
23 Difference ODFs for CRBA steels a Omiddot095Nb IF (Fig 19a) -AK (Fig 22) both sheet samples and b Omiddot13degcJTiIF (Fig 21) - AK (Fig 1Gb) both RD composite samples (after Ref 27)
and annealed sheet steels can be optimised he alsoranked these variables according to their significanceTable 7 reproduced in slightly modified form fromthe above work shows how different and conflictingrequirements can be satisfied to produce the bestpossible results One important such case concernsthe interaction between coiling temperature and heat-ing rate during annealing as can be seen in Fig 27
In Table 7 the term IF steel is used to includeboth ordinary as well as ELC IF steels It willhowever be useful to bring out the differences betweenthese two grades of steel by comparing their responsesto several important material and process variablesfor the purpose of attaining high r-value
Three factors significantly influence the formabilityof ELC IF steel sheet the composition annealingmethod and degree of cold reduction Of these factorsthe effect of cold reduction is the most substantialFor example Fig 28 shows the relationship betweendegree of cold reduction and rm value for two(Nb + Ti) IF steels produced by laboratory coldrolling of rolled hot band 2middot8 mm thick The steelshad the compositions given in Table 8 The rm valuesat 6000 reduction and below are poor relative tothose at 75 reduction and above for these twobatch annealed steels
Table 9 lists r-values for six ELC IF steels two Tialloyed two Nb alloyed and two Nb + Ti alloyedThese results were obtained from mill producedstrand cast slabs that were laboratory hot rolled coldrolled and annealed Batch annealing was conductedat 732degC using a 4 h soak Continuous annealing wassimulated using resistance heating to 843degC for 20 sFigure 29 depicts the relationships between rm valuecold reduction and annealing method It is evidentthat these ELC IF steels require higher coldreductions to achieve equivalent rm values of about2middot0 than the ordinary much more highly alloyed IFsteels Clearly the rm values of the ELC IF steels aresomewhat inferior for continuous compared withbatch annealing However it has been showrr thatheating rate has no measurable effect on the r-valueof the more highly alloyed Nb IF steels
Effect of hot rolled grain size on coldrolled and on cold rolled andannealed texturesHot rolled grain size has been shown to have a verysignificant effect on both CR and the subsequentCRA textures Hot band texture also has a significanteffect on CR and CRA textures When evaluating
Table 7 Control of parameters for optimising textureanisotropy of cold rolled and annealed steel sheets(Ref 50)
Low carbon steels
Parameter SA
Carbon contentManganese contentMicroalloying (AI Nb or Ti)Soaking temperature for hot rollingHot rolling scheduleFinish rolling temperatureCoiling temperature after hot rollingCold rolling reductionHeating rate of annealMaximum temperature of anneal
Low ()Low ()AI ()High ()()gt A3 ()Low lt600DC ()7020-50 K h -1 ()720DC
CA IF steels SA or CA
Low ()Low ()()
Low ()()gt A3 ()High gt700DC ()855-20 K S-1 ()850DC
Low ()Low ()NbfTi ()Low ()()gt A3 or ltA1 ()High ()90()900DC
() not critical () significant () important () vital
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
146 Ray et a Textures in low and extra low carbon steels
Table 8 Compositions of ELC (Nb + Tl) IF steels usedto determine effect of cold reduction onrm value Fig 28 (Ref 31)
Composition wt-
Steel C Mn AI N Nb Ti
3 0middot0036 0middot11 0middot045 0middot0011 0middot009 0middot0304 00033 010 0middot038 0middot0012 0007 0middot026
results concerning the effect of hot band grain size onCR and CRA textures care must therefore be takento ensure that the methods used to vary the grainsize do not also vary the hot band texture
The effect of initial grain size on the cold rolledtexture in a rimming steel was studied by JonesHudd and Dasarathy and reported by DasarathyNo significant difference in the cold rolled texturewas observed when the hot band grain size was variedover the range from ASTM 5-6 to ASTM 12-13However on recrystallisation by means of a rapidanneal at 700degC the annealing textures differedwidely The Ill ND fibre was strengthened appreci-ably in the fine grained material by contrast thellO(OOl) orientation was intensified in the coarsegrained steel
It was shown by Hook29 for a Nb stabilised ordin-ary IF steel that the hot band grain size has a
22
IF
ULC
20
16
14 0 002 004 006 o~ Q1Nb IN SOLID SOLUTION wt-
24 Effect of dissolved Nb on rm values of ELC andordinary IF steels (after Ref 39)
profound effect on the CR texture and thus on thesubsequent CRBA texture In steels of this type it isnot possible to increase the hot band grain size by asubcritical (below the AC3 temperature) anneal A hotband sample was therefore austenitised at 982degC aircooled to 694degC and then held for 1 h to ensurecomplete restabilisation of the steel The anneal pro-duced an increase in the hot band grain size from an
Composition wt-
Table 9 Extra low carbon IF steels compositions and r-values
Steel C Mn
A - ELC (Ti) 0middot0024 010B- ELC (Ti) 0middot0043 016C- ELC (Nb) 0middot0028 0180- ELC (Nb) 0middot0027 016E - ELC (Nb + Ti) 0middot0033 008F- ELC (Nb+ Ti) 00033 015
HR coilingSteel temp DC CR
A - ELC (Tl) 566 65566 75705 75566 80
B- ELC (Ti) 566 65566 75705 75566 80
C- ELC (Nb) 705 65566 75705 75705 80
0- ELC (Nb) 705 65566 75705 75705 80
E - ELC (Nb + Ti) 566 65566 75705 75566 80
F - ELC (Nb + Ti) 566 65566 75705 75566 80
Nb TiS AI N Nb (solute) Ti (solute)
0middot0052 0middot071 00017 lt0middot002 0middot068 0middot0450middot0043 0middot067 00047 lt0middot002 0middot080 0middot0400middot0070 0middot037 0middot0017 0middot023 0middot001 lt00020middot0064 0middot059 0middot0038 0middot037 0middot016 lt0middot0020middot0051 0middot059 0middot0013 0middot028 0middot006 0middot0030middot0080 0middot043 0middot0041 0008 0middot055 0016
Plastic strain ratio
Batch anneal Continuous anneal
0 45 90 r- m 0 45 90
1middot86 1middot81 2middot40 197 1middot64 1middot72 1middot35 2middot122middot01 1middot97 2middot56 213 2middot17 2middot20 1middot86 2middot741middot09 2middot10 2middot54 2middot17 2middot14 2middot03 1middot96 2middot62216 2middot00 2middot62 219 2middot22 2middot34 1middot93 2middot68180 1middot92 246 2middot02 177 1middot65 1middot63 2middot171middot88 2middot00 2middot52 2middot11 1middot85 1middot80 1middot70 2middot221middot86 2middot02 2middot56 2middot11 196 1middot81 1middot82 2middot381middot92 2middot22 2middot55 223 2middot01 1middot98 1middot82 2middot401middot83 1middot72 2middot36 1middot91 1middot79 190 1middot54 2middot201middot66 1middot86 2middot24 1middot90 1middot82 1middot64 170 2middot261middot98 1middot89 244 2middot05 2middot03 212 1middot76 2501middot96 214 258 2middot20 2middot09 2middot10 1middot86 2541middot84 1middot94 2middot64 2middot09 1middot76 1middot78 148 2191middot94 2middot04 2middot61 216 1middot80 1middot66 1middot88 2161middot96 2middot08 2middot67 2middot20 2middot02 2middot02 175 2middot441middot97 2middot20 2middot68 2middot26 1middot98 1middot90 1middot84 2middot451middot69 1middot64 2middot09 1middot76 1middot50 156 1middot32 1middot801middot80 212 255 214 1middot97 1middot83 1middot84 2middot361middot90 2middot06 2middot58 2middot15 2middot10 2middot16 1middot80 2middot63177 2middot06 2middot52 2middot11 2middot04 204 1middot84 2middot431middot64 1middot79 2middot30 1middot88 1middot57 1middot50 148 1middot841middot80 2middot02 2middot55 2middot10 1middot98 1middot80 1middot88 2middot341middot87 2middot02 2middot38 2middot07 1middot97 1middot90 1middot75 2481middot80 2middot08 2middot48 2middot11 1middot99 1middot86 1middot84 240
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
140 Ray et al Textures in low and extra low carbon steels
o 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt V 111lt123gt bull 111lt112gt
8
30
60
(a)90
o 30 60CP deg
tnQ)
C
e
11 10
(b)
9090 0 30
CP deg60
14 tP2 = 45deg sections (Bunge notation) of ODFs of ELC IF steel of Fig 11 after cold reductions of a 7000 andb 8500 (sheet samples) (after Ref 44)
the strongest component of the cold rolling texturewhich is located at IV 112(110) after 7000 coldreduction undergoes a perceptible shift to the223(110) position after 8500rolling
The development of cold rolling textures in lowand extra low carbon steels has recently been dealtwith in some detail by T6th et al45 They predictedthe stability of the main rolling texture componentsanalytically using a rate dependent theory for mixed112lt111gt and 110lt111gt slip Both full constraint(Taylor) and relaxed constraint (lath and pancake)grain interaction models46-49 were employed for thispurpose An orientation stability map derived bythem and plotted in the ~2 =45deg section (Bungenotation) is presented in Fig 15 In this figure thenumbers associated with the contour lines refer to anorientation stability parameter S This displays highvalues in regions of Euler space where the orientationsare relatively stable and low values (these can evenbe negative) where the degree of stability is low
A study of the above diagram indicates that theprincipal component inherited from the recrystallisedhot band ie 001(110) is a fairly stable orientationand that is why its intensity increases during sub-sequent cold rolling Of the two major texture com-ponents observed in hot bands processed in the y norecrystallisa tion range the 113 IV 112lt110gt was
found to be highly stable during further deformationwhereas the 332(113) component shifts towards554(225) and then to 111(112) during sub-sequent rolling At large strains there is a net rotationfrom the 111(112) to the 111(110) position Theorientations possessing the highest stability arethe 112(110) and 445(110) followedcloselyby the223(110) The experimental cold rolling texturesof low and extra low carbon steels described aboveagree remarkably well with the above predictionsIn the case of the ELC IF steels however the223(110) appears to be slightly more stable thanthe 112(110) at larger strains (see Fig 14)
Annealing textures in low carbon sheet steelsValid comparisons of the cold rolled and annealed(CRA) textures of various steels should be made forthe same amount of reduction and annealing method(batch v continuous) For some steels heating ratealso has an important effect on the nature of therecrystallisation texture developedAnnealed rimmed steel and drawing qualityAI-killed steelsThe ODFs of the batch annealed rimmed and AKsteels published by Heckler and Granzow (seeTable 2) indicate the following trends During the
Table 3 (J) (IjI 8 tP) intensities of components ( x Random) (Refs 27 28)
111(112) 111(110)Steel Condition 112(110) 001(110) 5541(225)
0073Nb0middot092Nb024Nb0middot30Ti
CRCRCRCR
7middot27middot89middot05middot0
4middot14middot14middot13middot9
4middot64middot44middot24middot1
4middot64middot44middot13middot8
4middot04middot14middot33middot6
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
(001)[110] ~r-----=--~~T---========t(001 )[110]
eo
1 (112)[1~O](223)[110](445)[110] 3 (111)[011] 0
(111)[110] 4 -- --------i-------5~~~(111)[TI2](111)[121] 1 (554)[225]
(332)[113]
(114)[110]
(113)[110] (113)[332]
-1 (112)[111]
o
cp-
15 Orientation stability map for rolling presented intP2=45deg section (Bunge notation) (after Ref 45)
early stages of recrystallisation the RDII(110) andND II lt111) fibres decrease in intensity in both steelsThe ltIll) fibre decreases to a greater degree in therimmed than in the AK steel On further recrystallis-ation and grain growth the (Ill) fibre increases instrength in both steels though to a greater degree inthe AK steel As a result the strongest componentof the texture is the 111(110) at 55 x R in theAK steel (see Fig 16a) because of the trends describedabove the 111(110) is only 30 x R in therimmed steel The CRA rm reported for the AK steelwas 15 while it was reduced to 1middot2 for the rimmedsteel because of the lower intensity of the Ill fibre
The ODF for the CRBA AK steel (03100Mn0018S) of Fig 16a should be compared with thatpertaining to a current low Mn low S AK steel(020Mn 0008S) shown in Fig 16b27 The AKsteel investigated by Heckler and Granzow was of acomposition and processing history typical of its day(1969) Subsequent advances in steelmaking tech-nology which provided for desulphurisation permit-ted reductions in the Mn content This combined
Ray et al Textures in low and extra low carbon steels
with the implementation of somewhat higher coldreductions resulted in stronger CRBA textures in theAK steels as illustrated in Fig 16b this led in turnto higher rm values 1middot8 in this case
For continuous annealing the textures are the samefor both types of steel they essentially correspond tothat of a BA rimmed steel and are perhaps evensomewhat weaker Because of the reduced intensityof the Ill fibre the -laquo values for both types of steelgenerally fall in the range 11-12 The developmentof strong CRA textures and high rm values in conven-tional AK steels requires among other factors theslow heating rate associated with the tight coil boxannealing processAnnealed ordinary interstitial free Nb and Tistabilised steelsThe textures of annealed IF steels are of particularinterest because the plastic properties especially ther-values depend so sensitively on the texture TheCRBA textures and inplane r-value distributions differsignificantly from those for the rimmed and AK steelsIn general both the Nb and Ti IF steels displayCRBA rm values of about 2 or higher At equivalentcold reductions of about 60 the Nb steels usuallyhave an r-value distribution 10 lt 145 lt 190 while theTi steels usually have 10 gt 190 Increasing the amountof reduction results in moderate increases in theCRBA 10 and 190 values and in a more substantialincrease in the 145 values for both steel types The145 values seem to increase more rapidly with coldreduction in the Nb steels so that occasionally10 lt 145 gt 190 These changes in r-value are intimatelyassociated with changes in the volume fractions ofthe individual texture components and in theirrelative contributions to the r-value distributionsshown in Fig 5
ODFs for the two highly alloyed CRBA ordinaryIF steels discussed above 024Nb and 0middot3000Tiare presented in Fig 17a and b At first glance thetextures appear to be equivalent but the planardistribution of r-values in the two steels2728 is quite
90 ~-~~---I-~~~~~amp - -1---80
70
60
~ 50C
~40
30
20
10
O-~---r_bullbullr-- bullbull_t~+_-r-~-p bullbull~~~~__~~ (b)
o 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80908deg
16 tP=45deg sections (Roe notation) of ODFs of a AK steel CR 60 and laboratory BA at 738degC for 10 h (L-Kcomposite sample) (after Ref 26) and b AK steel (low Mn low S) commercially produced 6500CRBA (RDcomposite sample) (after Ref 27)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
142 Ray et at Textures in low and extra low carbon steels
90 -I-~~~~~~~~~~-~~~~~~~80
70
60
if 50C
~ 40
30
20
10
O-Pi bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull-- bullbullbullbullbullbullbullbullbullbullbullbull--p bull - bull - bull - bullbullbullbull
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 909deg
17 iP=45deg sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a Omiddot24Nb and b Omiddot30Ti(L-K composite samples) (after Refs 2728)
different even though the rm values are the same thisis indicated in Table 4
In contrast to the CRBA AK steels in neither ofthese materials does the 111(110) componentdominate the texture Rather 111(112) is moreimportant than 111(110) as are the off 111 axiscomponents such as the 554and 667 orientationswhichare 5deg off the 111 axis as well as the 557which is 10deg off the 111 axis The intensities ofselected texture components in the two steels2728aregiven in Table5
It is evident from Fig 17a and b that both steelscontain a weak 110(113) component (8=90deg tf=25deg)which is stronger in the Nb (23 x R) than inthe Ti (V4 x R) steel This orientation is a character-istic of Nb IF steels even at much reduced Nbcontents but is not a notable feature of Ti IF steelsat reduced Ti contents In fact the textures differsignificantly in Ti IF steels when the Ti content isreduced to much below the 0middot30Ti level discussedhere In many respects they gravitate towards thoseof AK steels while the textures of Nb IF steels donot change much as the Nb content is reduced Thisis because Nb is an effective pancaking agent even atsolute levels as low as 0middot03
An ODF difference map27 for the two steels(024Nb-030Ti) is presented in Fig 18 Positiveregions of the map correspond to locations where theorientation distribution (OD) is stronger in the Nbsteel It should be noted that orientations near112(110) are stronger in the Nb steel while thosenear 111lt 110gt are stronger in the Ti steel Asindicated in Fig 5 the 112(110) component con-tributes high values of r45 while the 111(110) isassociated with ro lt r90bull Thus the differences in the
Table 4 Planar distribution of r-values IF steels(Refs 27 28)
Steel Condition r- 0 45 gO
024Nb CRBA 1middot98 1middot25 2middot30 2middot05O30Ti CRBA 1middot95 2middot03 173 2middot29
International Materials Reviews 1994 Vol 39 No4
planar distribution of r-values shown above are aresult of these texture differences
ODFs for the two more lightly alloyed CRBAordinary IF steels 0095Nb and 013Ti are pre-sented in Fig 19a and b (Refs 27 29 30) The textureof the 0095Nb steel (Fig 19a) looks very muchlike that of the 024Nb steel (Fig 17a) in spite ofthe substantial reduction in alloy content Howeverthe texture of the 013Ti steel (Fig 19b) differssubstantially from that of the 0middot30Ti steel (Fig 17b)Its 111 fibre is very strong and there is less per-turbation with respect to the relative strengths of itscomponents
The difference ODp27 for the latter two steels(0095Nb-013Ti) is reproduced here as Fig 20As before orientations near 112(110) in the0095Nb steel are stronger by up to 4 x R units inthis case Similarly orientations near 111(110) arestronger in the Ti steel (4 x R units) The r-values of
90
80
70
60
~ 50~~40
30
20
10
00 10 20 30 40 50 60 70 80 90
9deg18 tJ = 45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 17(Omiddot24Nb-Omiddot30Ti) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 143
90 ~--~~~~~--l-a--e~~~~~~~~14-
80
70
60
(b)
~50Cl
~40
30
20
10
O bullbullbullbullbull~--r---rbull ~-ro--~ bullbullbullbullbull-- bullbullbullbullbullbullbullbullbull-- bullbullbullbull~ bullbullbullbullbullbullbullbullbull--I~lf-o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
8deg19 tP=4So sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a 009degSNband b 0middot13Ti
(sheet samples) (after Refs 272930)
these two steels and of the low Mn low S AKsteeI27293o mentioned above are listed in Table 6 Asexplained above the high r45 value in the Nb steel isassociated with the increased 112(110) intensityand the high r90 value in the Ti steel with that of the111(110)
For the sake of completeness difference ODFs arepresented below for the (Nb IF - AK) and (TiIF - AK) steels In order to make this possible a013Ti steel ODF (RD composite sample) is firstintroduced in Fig 21 and an AK steel ODF (sheetsample) in Fig 22 The resulting difference ODFs areillustrated in Fig 23
From Fig 23a it is evident that the Nb IF steelcontains higher intensities of the 554(225) (2 x R)110(113) (2 x R) 112(110) (31 x R) and near8= 40deg tJ= 75deg orientations (4 x R) Conversely theAK steel contains more of the 111(112) (42 x R)The difference ODF for (013Ti - AK low Mn lowS) is illustrated in Fig 23b The Ti IF steel containshigher intensities of 554(225) (2 x R) 111(112)(18 x R) and the 557 and 667 components attJ=70deg which are stronger by 2middot2 x Rand 2middot3 x Rrespectively
The differences in texture between these BA steelsand those processed by continuous annealing (CA)are probably small as the r-value differences arequite small It has also been shown27293o38 thatfor ordinary Nb stabilised IF steels annealing con-ditions and heating rates have virtually no effect onr-value
Annealed extra low carbon Nb and Ti stabilisedsteelsDiscussions of ELC IF steels almost always focus onthe factors affecting r-value while texture data aresparse There is a need for a unifying investigation of
the HR CR and CRA textures of this class of steelcarried out in such a way that the results are com-parable The apparent paradox pointed out byHutchinson et al39 between the modest dependenceof rm on Nb content in ELC steels and the sharpdependence observed in ordinary Nb IF steels (seeFig 24) probably arises because of a lack of compar-ability The paradox involves the conclusion thatexcess solute Nb is necessary to ensure a high rmvalue which is not borne out by the ELC (ULC)steel data It appears instead that no paradox existsand that it arose because of an attempt to comparetwo sets of non-comparable data
First it must be recognised that the Mn contentsof sheet steels produced in the 1960s and 1970s weretypically in the 03-04 Mn range The materialsinvestigated by Hook et al28 all had Mn contents inthis range The o values for these steels lay in therange 12-15 The exception was a 0middot1Mn steelthat had a substantially higher ro value of 1middot8 Nowcurrent ELC IF steels have Mn contents of less than0middot2000typically 010-015 The Mn level is knownto have important effects on r-value and texture aswill be shown in the section Effect of substitutionalelements below It can be reasonably inferred thathad the steels studied by Hook et al contained Mnlevels as low as those of the ELC steels referred toby Hutchinson et al their rm values would have beenhigher especially at solute Nb contents below 0middot0300In addition the ordinary IF steels had been coldreduced by 60 whereas the ELC steels receivedreductions in the 75-7900 range Thus the apparentparadox can be resolved on the basis of the combinedeffect of both a reduced Mn content and the use ofsubstantially higher cold reductions on increasing ther-values of ELC Nb IF steels compared with theordinary type of Nb IF steel
Table 5 Strength of selected components CRBA IF steels ( x Random) (Refs 27 28)
Steel 112(110) 554(225) 557(472) 667(121) 111(112) 111(110)
024Nb 4middot6 7middot9 8middot3 8middot4 8middot00middot30Ti 2middot2 8middot5 6middot9 7middot9 7middot6
3middot85middot4
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
144 Ray et al Textures in low and extra low carbon steels
90
80
70
60
~ 50~~ 40
30
20
10
00
1
10 20 30 40 50 60 70 80 90
8deg20 tP=45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 19(0middot095Nb-0middot13Ti) (after Ref 27)
Figure 25a and b represents the annealing texturesof two ELC Nb IF steels containing 0middot02300 and0middot03700 Nb rcspectivelyP These steels were coldrolled 75 and then batch annealed The two texturesare similar and are characterised by nearly perfect111 fibres with intensity maxima located at554(225) (8=60deg tJ=OO) and 667(121) (8=50degtJ = 60deg) There is a perceptible difference between theannealing textures of ELC and ordinary (see Figs 17aand 19a) Nb IF steels In the latter case the generalintensities are lower and the 111(112) component isappreciably less intense than the 111(110) Further-more in the ELC grades off Ill axis orientationssuch as the 554 and 667 which are 5deg off the Illaxis predominate The greater balance between the two111 components leads to lower Ar-values (see Fig 5)and the higher concentration of orientations close tothe Ill fibre axis raises the rm value
Figure 26a and b illustrates the recrystallisationtextures obtained after laboratory salt bath annealingof the Nb + Ti ELC IF stcel for which the HR andCR textures were presented above (see Figs 11 and14) Evidently recrystallisation of this material leadsto general weakening of the RDII(110-) fibre andappreciable strengthening of the ND II(111) fibreThese effects become more prominent when the coldreduction preceding recrystallisation is increasedOverall the intensities of the 223(110) 112(110)and 001(110) components decrease drasticallywhile there is a corresponding sharpening of the111(123) and 111(112) components How-ever the off Ill axis orientations 554 667 and557 dominate the texture
Table 6 Planar distribution of r-values for IF steelsand AK steel (Refs 27 28)
Steel Condition (m (0 (45 (so
0095Nb CRBA 1middot93 149 2middot08 2middot05013Ti CRBA 2middot02 2middot07 173 2middot54AK steel CRBA 1middot77 183 1middot44 2middot35(low Mn low S)
International Materials Reviews 1994 Vol 39 No4
90
80
70
60
~50C
~40
30
20
10
00
(
10 20 30 40 50 60 70 80 908deg
21 tP=45deg section (Roe notation) of ODF of 0middot13TiCRBA IF steel (RO composite sample) (afterRef 27)
Factors controlling the textures of cold rolledand annealed low carbon sheet steelsThe development of textures in cold rolled andannealed low carbon steels is controlled by both steelchemistry and by processing parameters such as thehot band texture and grain size coiling temperatureamount of cold reduction and heating rate duringannealing Of these the effects of hot band textureand grain size will be dealt with in the next sectionwhile those of the interstitial and substitutional sol-utes will be discussed in detail in the sections Effectof interstitial elements and Effect of substitutionalelements respectively below Since the subject hasalready been reviewed by Hutchinson only briefreference will be made here to the effects of theprocessing variables
In a recent conference Hutchinson described howthe various material and process variables are to becontrolled so that the textureanisotropy of cold rolled
9 0 -I--L-a-Ir-~~+-~~+T-r-+--+-
80
70 ~60
~50
~ (~40
30
20
o
10 1O-t-bullbullbullbullbullbullbullbullbull--bullbullbullbullIl~-IIo~bull-
1
o 10 20 30 40 50 60 70 80 908deg
22 tP= 45deg section (Roe notation) of OOF of low Mnlow 5 CRBA AK steel (sheet sample) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 145
9080 070
060~ SO 0 a~40 0
3020100
0 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80 90(a) 8deg (b)
23 Difference ODFs for CRBA steels a Omiddot095Nb IF (Fig 19a) -AK (Fig 22) both sheet samples and b Omiddot13degcJTiIF (Fig 21) - AK (Fig 1Gb) both RD composite samples (after Ref 27)
and annealed sheet steels can be optimised he alsoranked these variables according to their significanceTable 7 reproduced in slightly modified form fromthe above work shows how different and conflictingrequirements can be satisfied to produce the bestpossible results One important such case concernsthe interaction between coiling temperature and heat-ing rate during annealing as can be seen in Fig 27
In Table 7 the term IF steel is used to includeboth ordinary as well as ELC IF steels It willhowever be useful to bring out the differences betweenthese two grades of steel by comparing their responsesto several important material and process variablesfor the purpose of attaining high r-value
Three factors significantly influence the formabilityof ELC IF steel sheet the composition annealingmethod and degree of cold reduction Of these factorsthe effect of cold reduction is the most substantialFor example Fig 28 shows the relationship betweendegree of cold reduction and rm value for two(Nb + Ti) IF steels produced by laboratory coldrolling of rolled hot band 2middot8 mm thick The steelshad the compositions given in Table 8 The rm valuesat 6000 reduction and below are poor relative tothose at 75 reduction and above for these twobatch annealed steels
Table 9 lists r-values for six ELC IF steels two Tialloyed two Nb alloyed and two Nb + Ti alloyedThese results were obtained from mill producedstrand cast slabs that were laboratory hot rolled coldrolled and annealed Batch annealing was conductedat 732degC using a 4 h soak Continuous annealing wassimulated using resistance heating to 843degC for 20 sFigure 29 depicts the relationships between rm valuecold reduction and annealing method It is evidentthat these ELC IF steels require higher coldreductions to achieve equivalent rm values of about2middot0 than the ordinary much more highly alloyed IFsteels Clearly the rm values of the ELC IF steels aresomewhat inferior for continuous compared withbatch annealing However it has been showrr thatheating rate has no measurable effect on the r-valueof the more highly alloyed Nb IF steels
Effect of hot rolled grain size on coldrolled and on cold rolled andannealed texturesHot rolled grain size has been shown to have a verysignificant effect on both CR and the subsequentCRA textures Hot band texture also has a significanteffect on CR and CRA textures When evaluating
Table 7 Control of parameters for optimising textureanisotropy of cold rolled and annealed steel sheets(Ref 50)
Low carbon steels
Parameter SA
Carbon contentManganese contentMicroalloying (AI Nb or Ti)Soaking temperature for hot rollingHot rolling scheduleFinish rolling temperatureCoiling temperature after hot rollingCold rolling reductionHeating rate of annealMaximum temperature of anneal
Low ()Low ()AI ()High ()()gt A3 ()Low lt600DC ()7020-50 K h -1 ()720DC
CA IF steels SA or CA
Low ()Low ()()
Low ()()gt A3 ()High gt700DC ()855-20 K S-1 ()850DC
Low ()Low ()NbfTi ()Low ()()gt A3 or ltA1 ()High ()90()900DC
() not critical () significant () important () vital
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
146 Ray et a Textures in low and extra low carbon steels
Table 8 Compositions of ELC (Nb + Tl) IF steels usedto determine effect of cold reduction onrm value Fig 28 (Ref 31)
Composition wt-
Steel C Mn AI N Nb Ti
3 0middot0036 0middot11 0middot045 0middot0011 0middot009 0middot0304 00033 010 0middot038 0middot0012 0007 0middot026
results concerning the effect of hot band grain size onCR and CRA textures care must therefore be takento ensure that the methods used to vary the grainsize do not also vary the hot band texture
The effect of initial grain size on the cold rolledtexture in a rimming steel was studied by JonesHudd and Dasarathy and reported by DasarathyNo significant difference in the cold rolled texturewas observed when the hot band grain size was variedover the range from ASTM 5-6 to ASTM 12-13However on recrystallisation by means of a rapidanneal at 700degC the annealing textures differedwidely The Ill ND fibre was strengthened appreci-ably in the fine grained material by contrast thellO(OOl) orientation was intensified in the coarsegrained steel
It was shown by Hook29 for a Nb stabilised ordin-ary IF steel that the hot band grain size has a
22
IF
ULC
20
16
14 0 002 004 006 o~ Q1Nb IN SOLID SOLUTION wt-
24 Effect of dissolved Nb on rm values of ELC andordinary IF steels (after Ref 39)
profound effect on the CR texture and thus on thesubsequent CRBA texture In steels of this type it isnot possible to increase the hot band grain size by asubcritical (below the AC3 temperature) anneal A hotband sample was therefore austenitised at 982degC aircooled to 694degC and then held for 1 h to ensurecomplete restabilisation of the steel The anneal pro-duced an increase in the hot band grain size from an
Composition wt-
Table 9 Extra low carbon IF steels compositions and r-values
Steel C Mn
A - ELC (Ti) 0middot0024 010B- ELC (Ti) 0middot0043 016C- ELC (Nb) 0middot0028 0180- ELC (Nb) 0middot0027 016E - ELC (Nb + Ti) 0middot0033 008F- ELC (Nb+ Ti) 00033 015
HR coilingSteel temp DC CR
A - ELC (Tl) 566 65566 75705 75566 80
B- ELC (Ti) 566 65566 75705 75566 80
C- ELC (Nb) 705 65566 75705 75705 80
0- ELC (Nb) 705 65566 75705 75705 80
E - ELC (Nb + Ti) 566 65566 75705 75566 80
F - ELC (Nb + Ti) 566 65566 75705 75566 80
Nb TiS AI N Nb (solute) Ti (solute)
0middot0052 0middot071 00017 lt0middot002 0middot068 0middot0450middot0043 0middot067 00047 lt0middot002 0middot080 0middot0400middot0070 0middot037 0middot0017 0middot023 0middot001 lt00020middot0064 0middot059 0middot0038 0middot037 0middot016 lt0middot0020middot0051 0middot059 0middot0013 0middot028 0middot006 0middot0030middot0080 0middot043 0middot0041 0008 0middot055 0016
Plastic strain ratio
Batch anneal Continuous anneal
0 45 90 r- m 0 45 90
1middot86 1middot81 2middot40 197 1middot64 1middot72 1middot35 2middot122middot01 1middot97 2middot56 213 2middot17 2middot20 1middot86 2middot741middot09 2middot10 2middot54 2middot17 2middot14 2middot03 1middot96 2middot62216 2middot00 2middot62 219 2middot22 2middot34 1middot93 2middot68180 1middot92 246 2middot02 177 1middot65 1middot63 2middot171middot88 2middot00 2middot52 2middot11 1middot85 1middot80 1middot70 2middot221middot86 2middot02 2middot56 2middot11 196 1middot81 1middot82 2middot381middot92 2middot22 2middot55 223 2middot01 1middot98 1middot82 2middot401middot83 1middot72 2middot36 1middot91 1middot79 190 1middot54 2middot201middot66 1middot86 2middot24 1middot90 1middot82 1middot64 170 2middot261middot98 1middot89 244 2middot05 2middot03 212 1middot76 2501middot96 214 258 2middot20 2middot09 2middot10 1middot86 2541middot84 1middot94 2middot64 2middot09 1middot76 1middot78 148 2191middot94 2middot04 2middot61 216 1middot80 1middot66 1middot88 2161middot96 2middot08 2middot67 2middot20 2middot02 2middot02 175 2middot441middot97 2middot20 2middot68 2middot26 1middot98 1middot90 1middot84 2middot451middot69 1middot64 2middot09 1middot76 1middot50 156 1middot32 1middot801middot80 212 255 214 1middot97 1middot83 1middot84 2middot361middot90 2middot06 2middot58 2middot15 2middot10 2middot16 1middot80 2middot63177 2middot06 2middot52 2middot11 2middot04 204 1middot84 2middot431middot64 1middot79 2middot30 1middot88 1middot57 1middot50 148 1middot841middot80 2middot02 2middot55 2middot10 1middot98 1middot80 1middot88 2middot341middot87 2middot02 2middot38 2middot07 1middot97 1middot90 1middot75 2481middot80 2middot08 2middot48 2middot11 1middot99 1middot86 1middot84 240
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
(001)[110] ~r-----=--~~T---========t(001 )[110]
eo
1 (112)[1~O](223)[110](445)[110] 3 (111)[011] 0
(111)[110] 4 -- --------i-------5~~~(111)[TI2](111)[121] 1 (554)[225]
(332)[113]
(114)[110]
(113)[110] (113)[332]
-1 (112)[111]
o
cp-
15 Orientation stability map for rolling presented intP2=45deg section (Bunge notation) (after Ref 45)
early stages of recrystallisation the RDII(110) andND II lt111) fibres decrease in intensity in both steelsThe ltIll) fibre decreases to a greater degree in therimmed than in the AK steel On further recrystallis-ation and grain growth the (Ill) fibre increases instrength in both steels though to a greater degree inthe AK steel As a result the strongest componentof the texture is the 111(110) at 55 x R in theAK steel (see Fig 16a) because of the trends describedabove the 111(110) is only 30 x R in therimmed steel The CRA rm reported for the AK steelwas 15 while it was reduced to 1middot2 for the rimmedsteel because of the lower intensity of the Ill fibre
The ODF for the CRBA AK steel (03100Mn0018S) of Fig 16a should be compared with thatpertaining to a current low Mn low S AK steel(020Mn 0008S) shown in Fig 16b27 The AKsteel investigated by Heckler and Granzow was of acomposition and processing history typical of its day(1969) Subsequent advances in steelmaking tech-nology which provided for desulphurisation permit-ted reductions in the Mn content This combined
Ray et al Textures in low and extra low carbon steels
with the implementation of somewhat higher coldreductions resulted in stronger CRBA textures in theAK steels as illustrated in Fig 16b this led in turnto higher rm values 1middot8 in this case
For continuous annealing the textures are the samefor both types of steel they essentially correspond tothat of a BA rimmed steel and are perhaps evensomewhat weaker Because of the reduced intensityof the Ill fibre the -laquo values for both types of steelgenerally fall in the range 11-12 The developmentof strong CRA textures and high rm values in conven-tional AK steels requires among other factors theslow heating rate associated with the tight coil boxannealing processAnnealed ordinary interstitial free Nb and Tistabilised steelsThe textures of annealed IF steels are of particularinterest because the plastic properties especially ther-values depend so sensitively on the texture TheCRBA textures and inplane r-value distributions differsignificantly from those for the rimmed and AK steelsIn general both the Nb and Ti IF steels displayCRBA rm values of about 2 or higher At equivalentcold reductions of about 60 the Nb steels usuallyhave an r-value distribution 10 lt 145 lt 190 while theTi steels usually have 10 gt 190 Increasing the amountof reduction results in moderate increases in theCRBA 10 and 190 values and in a more substantialincrease in the 145 values for both steel types The145 values seem to increase more rapidly with coldreduction in the Nb steels so that occasionally10 lt 145 gt 190 These changes in r-value are intimatelyassociated with changes in the volume fractions ofthe individual texture components and in theirrelative contributions to the r-value distributionsshown in Fig 5
ODFs for the two highly alloyed CRBA ordinaryIF steels discussed above 024Nb and 0middot3000Tiare presented in Fig 17a and b At first glance thetextures appear to be equivalent but the planardistribution of r-values in the two steels2728 is quite
90 ~-~~---I-~~~~~amp - -1---80
70
60
~ 50C
~40
30
20
10
O-~---r_bullbullr-- bullbull_t~+_-r-~-p bullbull~~~~__~~ (b)
o 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80908deg
16 tP=45deg sections (Roe notation) of ODFs of a AK steel CR 60 and laboratory BA at 738degC for 10 h (L-Kcomposite sample) (after Ref 26) and b AK steel (low Mn low S) commercially produced 6500CRBA (RDcomposite sample) (after Ref 27)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
142 Ray et at Textures in low and extra low carbon steels
90 -I-~~~~~~~~~~-~~~~~~~80
70
60
if 50C
~ 40
30
20
10
O-Pi bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull-- bullbullbullbullbullbullbullbullbullbullbullbull--p bull - bull - bull - bullbullbullbull
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 909deg
17 iP=45deg sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a Omiddot24Nb and b Omiddot30Ti(L-K composite samples) (after Refs 2728)
different even though the rm values are the same thisis indicated in Table 4
In contrast to the CRBA AK steels in neither ofthese materials does the 111(110) componentdominate the texture Rather 111(112) is moreimportant than 111(110) as are the off 111 axiscomponents such as the 554and 667 orientationswhichare 5deg off the 111 axis as well as the 557which is 10deg off the 111 axis The intensities ofselected texture components in the two steels2728aregiven in Table5
It is evident from Fig 17a and b that both steelscontain a weak 110(113) component (8=90deg tf=25deg)which is stronger in the Nb (23 x R) than inthe Ti (V4 x R) steel This orientation is a character-istic of Nb IF steels even at much reduced Nbcontents but is not a notable feature of Ti IF steelsat reduced Ti contents In fact the textures differsignificantly in Ti IF steels when the Ti content isreduced to much below the 0middot30Ti level discussedhere In many respects they gravitate towards thoseof AK steels while the textures of Nb IF steels donot change much as the Nb content is reduced Thisis because Nb is an effective pancaking agent even atsolute levels as low as 0middot03
An ODF difference map27 for the two steels(024Nb-030Ti) is presented in Fig 18 Positiveregions of the map correspond to locations where theorientation distribution (OD) is stronger in the Nbsteel It should be noted that orientations near112(110) are stronger in the Nb steel while thosenear 111lt 110gt are stronger in the Ti steel Asindicated in Fig 5 the 112(110) component con-tributes high values of r45 while the 111(110) isassociated with ro lt r90bull Thus the differences in the
Table 4 Planar distribution of r-values IF steels(Refs 27 28)
Steel Condition r- 0 45 gO
024Nb CRBA 1middot98 1middot25 2middot30 2middot05O30Ti CRBA 1middot95 2middot03 173 2middot29
International Materials Reviews 1994 Vol 39 No4
planar distribution of r-values shown above are aresult of these texture differences
ODFs for the two more lightly alloyed CRBAordinary IF steels 0095Nb and 013Ti are pre-sented in Fig 19a and b (Refs 27 29 30) The textureof the 0095Nb steel (Fig 19a) looks very muchlike that of the 024Nb steel (Fig 17a) in spite ofthe substantial reduction in alloy content Howeverthe texture of the 013Ti steel (Fig 19b) differssubstantially from that of the 0middot30Ti steel (Fig 17b)Its 111 fibre is very strong and there is less per-turbation with respect to the relative strengths of itscomponents
The difference ODp27 for the latter two steels(0095Nb-013Ti) is reproduced here as Fig 20As before orientations near 112(110) in the0095Nb steel are stronger by up to 4 x R units inthis case Similarly orientations near 111(110) arestronger in the Ti steel (4 x R units) The r-values of
90
80
70
60
~ 50~~40
30
20
10
00 10 20 30 40 50 60 70 80 90
9deg18 tJ = 45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 17(Omiddot24Nb-Omiddot30Ti) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 143
90 ~--~~~~~--l-a--e~~~~~~~~14-
80
70
60
(b)
~50Cl
~40
30
20
10
O bullbullbullbullbull~--r---rbull ~-ro--~ bullbullbullbullbull-- bullbullbullbullbullbullbullbullbull-- bullbullbullbull~ bullbullbullbullbullbullbullbullbull--I~lf-o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
8deg19 tP=4So sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a 009degSNband b 0middot13Ti
(sheet samples) (after Refs 272930)
these two steels and of the low Mn low S AKsteeI27293o mentioned above are listed in Table 6 Asexplained above the high r45 value in the Nb steel isassociated with the increased 112(110) intensityand the high r90 value in the Ti steel with that of the111(110)
For the sake of completeness difference ODFs arepresented below for the (Nb IF - AK) and (TiIF - AK) steels In order to make this possible a013Ti steel ODF (RD composite sample) is firstintroduced in Fig 21 and an AK steel ODF (sheetsample) in Fig 22 The resulting difference ODFs areillustrated in Fig 23
From Fig 23a it is evident that the Nb IF steelcontains higher intensities of the 554(225) (2 x R)110(113) (2 x R) 112(110) (31 x R) and near8= 40deg tJ= 75deg orientations (4 x R) Conversely theAK steel contains more of the 111(112) (42 x R)The difference ODF for (013Ti - AK low Mn lowS) is illustrated in Fig 23b The Ti IF steel containshigher intensities of 554(225) (2 x R) 111(112)(18 x R) and the 557 and 667 components attJ=70deg which are stronger by 2middot2 x Rand 2middot3 x Rrespectively
The differences in texture between these BA steelsand those processed by continuous annealing (CA)are probably small as the r-value differences arequite small It has also been shown27293o38 thatfor ordinary Nb stabilised IF steels annealing con-ditions and heating rates have virtually no effect onr-value
Annealed extra low carbon Nb and Ti stabilisedsteelsDiscussions of ELC IF steels almost always focus onthe factors affecting r-value while texture data aresparse There is a need for a unifying investigation of
the HR CR and CRA textures of this class of steelcarried out in such a way that the results are com-parable The apparent paradox pointed out byHutchinson et al39 between the modest dependenceof rm on Nb content in ELC steels and the sharpdependence observed in ordinary Nb IF steels (seeFig 24) probably arises because of a lack of compar-ability The paradox involves the conclusion thatexcess solute Nb is necessary to ensure a high rmvalue which is not borne out by the ELC (ULC)steel data It appears instead that no paradox existsand that it arose because of an attempt to comparetwo sets of non-comparable data
First it must be recognised that the Mn contentsof sheet steels produced in the 1960s and 1970s weretypically in the 03-04 Mn range The materialsinvestigated by Hook et al28 all had Mn contents inthis range The o values for these steels lay in therange 12-15 The exception was a 0middot1Mn steelthat had a substantially higher ro value of 1middot8 Nowcurrent ELC IF steels have Mn contents of less than0middot2000typically 010-015 The Mn level is knownto have important effects on r-value and texture aswill be shown in the section Effect of substitutionalelements below It can be reasonably inferred thathad the steels studied by Hook et al contained Mnlevels as low as those of the ELC steels referred toby Hutchinson et al their rm values would have beenhigher especially at solute Nb contents below 0middot0300In addition the ordinary IF steels had been coldreduced by 60 whereas the ELC steels receivedreductions in the 75-7900 range Thus the apparentparadox can be resolved on the basis of the combinedeffect of both a reduced Mn content and the use ofsubstantially higher cold reductions on increasing ther-values of ELC Nb IF steels compared with theordinary type of Nb IF steel
Table 5 Strength of selected components CRBA IF steels ( x Random) (Refs 27 28)
Steel 112(110) 554(225) 557(472) 667(121) 111(112) 111(110)
024Nb 4middot6 7middot9 8middot3 8middot4 8middot00middot30Ti 2middot2 8middot5 6middot9 7middot9 7middot6
3middot85middot4
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
144 Ray et al Textures in low and extra low carbon steels
90
80
70
60
~ 50~~ 40
30
20
10
00
1
10 20 30 40 50 60 70 80 90
8deg20 tP=45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 19(0middot095Nb-0middot13Ti) (after Ref 27)
Figure 25a and b represents the annealing texturesof two ELC Nb IF steels containing 0middot02300 and0middot03700 Nb rcspectivelyP These steels were coldrolled 75 and then batch annealed The two texturesare similar and are characterised by nearly perfect111 fibres with intensity maxima located at554(225) (8=60deg tJ=OO) and 667(121) (8=50degtJ = 60deg) There is a perceptible difference between theannealing textures of ELC and ordinary (see Figs 17aand 19a) Nb IF steels In the latter case the generalintensities are lower and the 111(112) component isappreciably less intense than the 111(110) Further-more in the ELC grades off Ill axis orientationssuch as the 554 and 667 which are 5deg off the Illaxis predominate The greater balance between the two111 components leads to lower Ar-values (see Fig 5)and the higher concentration of orientations close tothe Ill fibre axis raises the rm value
Figure 26a and b illustrates the recrystallisationtextures obtained after laboratory salt bath annealingof the Nb + Ti ELC IF stcel for which the HR andCR textures were presented above (see Figs 11 and14) Evidently recrystallisation of this material leadsto general weakening of the RDII(110-) fibre andappreciable strengthening of the ND II(111) fibreThese effects become more prominent when the coldreduction preceding recrystallisation is increasedOverall the intensities of the 223(110) 112(110)and 001(110) components decrease drasticallywhile there is a corresponding sharpening of the111(123) and 111(112) components How-ever the off Ill axis orientations 554 667 and557 dominate the texture
Table 6 Planar distribution of r-values for IF steelsand AK steel (Refs 27 28)
Steel Condition (m (0 (45 (so
0095Nb CRBA 1middot93 149 2middot08 2middot05013Ti CRBA 2middot02 2middot07 173 2middot54AK steel CRBA 1middot77 183 1middot44 2middot35(low Mn low S)
International Materials Reviews 1994 Vol 39 No4
90
80
70
60
~50C
~40
30
20
10
00
(
10 20 30 40 50 60 70 80 908deg
21 tP=45deg section (Roe notation) of ODF of 0middot13TiCRBA IF steel (RO composite sample) (afterRef 27)
Factors controlling the textures of cold rolledand annealed low carbon sheet steelsThe development of textures in cold rolled andannealed low carbon steels is controlled by both steelchemistry and by processing parameters such as thehot band texture and grain size coiling temperatureamount of cold reduction and heating rate duringannealing Of these the effects of hot band textureand grain size will be dealt with in the next sectionwhile those of the interstitial and substitutional sol-utes will be discussed in detail in the sections Effectof interstitial elements and Effect of substitutionalelements respectively below Since the subject hasalready been reviewed by Hutchinson only briefreference will be made here to the effects of theprocessing variables
In a recent conference Hutchinson described howthe various material and process variables are to becontrolled so that the textureanisotropy of cold rolled
9 0 -I--L-a-Ir-~~+-~~+T-r-+--+-
80
70 ~60
~50
~ (~40
30
20
o
10 1O-t-bullbullbullbullbullbullbullbullbull--bullbullbullbullIl~-IIo~bull-
1
o 10 20 30 40 50 60 70 80 908deg
22 tP= 45deg section (Roe notation) of OOF of low Mnlow 5 CRBA AK steel (sheet sample) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 145
9080 070
060~ SO 0 a~40 0
3020100
0 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80 90(a) 8deg (b)
23 Difference ODFs for CRBA steels a Omiddot095Nb IF (Fig 19a) -AK (Fig 22) both sheet samples and b Omiddot13degcJTiIF (Fig 21) - AK (Fig 1Gb) both RD composite samples (after Ref 27)
and annealed sheet steels can be optimised he alsoranked these variables according to their significanceTable 7 reproduced in slightly modified form fromthe above work shows how different and conflictingrequirements can be satisfied to produce the bestpossible results One important such case concernsthe interaction between coiling temperature and heat-ing rate during annealing as can be seen in Fig 27
In Table 7 the term IF steel is used to includeboth ordinary as well as ELC IF steels It willhowever be useful to bring out the differences betweenthese two grades of steel by comparing their responsesto several important material and process variablesfor the purpose of attaining high r-value
Three factors significantly influence the formabilityof ELC IF steel sheet the composition annealingmethod and degree of cold reduction Of these factorsthe effect of cold reduction is the most substantialFor example Fig 28 shows the relationship betweendegree of cold reduction and rm value for two(Nb + Ti) IF steels produced by laboratory coldrolling of rolled hot band 2middot8 mm thick The steelshad the compositions given in Table 8 The rm valuesat 6000 reduction and below are poor relative tothose at 75 reduction and above for these twobatch annealed steels
Table 9 lists r-values for six ELC IF steels two Tialloyed two Nb alloyed and two Nb + Ti alloyedThese results were obtained from mill producedstrand cast slabs that were laboratory hot rolled coldrolled and annealed Batch annealing was conductedat 732degC using a 4 h soak Continuous annealing wassimulated using resistance heating to 843degC for 20 sFigure 29 depicts the relationships between rm valuecold reduction and annealing method It is evidentthat these ELC IF steels require higher coldreductions to achieve equivalent rm values of about2middot0 than the ordinary much more highly alloyed IFsteels Clearly the rm values of the ELC IF steels aresomewhat inferior for continuous compared withbatch annealing However it has been showrr thatheating rate has no measurable effect on the r-valueof the more highly alloyed Nb IF steels
Effect of hot rolled grain size on coldrolled and on cold rolled andannealed texturesHot rolled grain size has been shown to have a verysignificant effect on both CR and the subsequentCRA textures Hot band texture also has a significanteffect on CR and CRA textures When evaluating
Table 7 Control of parameters for optimising textureanisotropy of cold rolled and annealed steel sheets(Ref 50)
Low carbon steels
Parameter SA
Carbon contentManganese contentMicroalloying (AI Nb or Ti)Soaking temperature for hot rollingHot rolling scheduleFinish rolling temperatureCoiling temperature after hot rollingCold rolling reductionHeating rate of annealMaximum temperature of anneal
Low ()Low ()AI ()High ()()gt A3 ()Low lt600DC ()7020-50 K h -1 ()720DC
CA IF steels SA or CA
Low ()Low ()()
Low ()()gt A3 ()High gt700DC ()855-20 K S-1 ()850DC
Low ()Low ()NbfTi ()Low ()()gt A3 or ltA1 ()High ()90()900DC
() not critical () significant () important () vital
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
146 Ray et a Textures in low and extra low carbon steels
Table 8 Compositions of ELC (Nb + Tl) IF steels usedto determine effect of cold reduction onrm value Fig 28 (Ref 31)
Composition wt-
Steel C Mn AI N Nb Ti
3 0middot0036 0middot11 0middot045 0middot0011 0middot009 0middot0304 00033 010 0middot038 0middot0012 0007 0middot026
results concerning the effect of hot band grain size onCR and CRA textures care must therefore be takento ensure that the methods used to vary the grainsize do not also vary the hot band texture
The effect of initial grain size on the cold rolledtexture in a rimming steel was studied by JonesHudd and Dasarathy and reported by DasarathyNo significant difference in the cold rolled texturewas observed when the hot band grain size was variedover the range from ASTM 5-6 to ASTM 12-13However on recrystallisation by means of a rapidanneal at 700degC the annealing textures differedwidely The Ill ND fibre was strengthened appreci-ably in the fine grained material by contrast thellO(OOl) orientation was intensified in the coarsegrained steel
It was shown by Hook29 for a Nb stabilised ordin-ary IF steel that the hot band grain size has a
22
IF
ULC
20
16
14 0 002 004 006 o~ Q1Nb IN SOLID SOLUTION wt-
24 Effect of dissolved Nb on rm values of ELC andordinary IF steels (after Ref 39)
profound effect on the CR texture and thus on thesubsequent CRBA texture In steels of this type it isnot possible to increase the hot band grain size by asubcritical (below the AC3 temperature) anneal A hotband sample was therefore austenitised at 982degC aircooled to 694degC and then held for 1 h to ensurecomplete restabilisation of the steel The anneal pro-duced an increase in the hot band grain size from an
Composition wt-
Table 9 Extra low carbon IF steels compositions and r-values
Steel C Mn
A - ELC (Ti) 0middot0024 010B- ELC (Ti) 0middot0043 016C- ELC (Nb) 0middot0028 0180- ELC (Nb) 0middot0027 016E - ELC (Nb + Ti) 0middot0033 008F- ELC (Nb+ Ti) 00033 015
HR coilingSteel temp DC CR
A - ELC (Tl) 566 65566 75705 75566 80
B- ELC (Ti) 566 65566 75705 75566 80
C- ELC (Nb) 705 65566 75705 75705 80
0- ELC (Nb) 705 65566 75705 75705 80
E - ELC (Nb + Ti) 566 65566 75705 75566 80
F - ELC (Nb + Ti) 566 65566 75705 75566 80
Nb TiS AI N Nb (solute) Ti (solute)
0middot0052 0middot071 00017 lt0middot002 0middot068 0middot0450middot0043 0middot067 00047 lt0middot002 0middot080 0middot0400middot0070 0middot037 0middot0017 0middot023 0middot001 lt00020middot0064 0middot059 0middot0038 0middot037 0middot016 lt0middot0020middot0051 0middot059 0middot0013 0middot028 0middot006 0middot0030middot0080 0middot043 0middot0041 0008 0middot055 0016
Plastic strain ratio
Batch anneal Continuous anneal
0 45 90 r- m 0 45 90
1middot86 1middot81 2middot40 197 1middot64 1middot72 1middot35 2middot122middot01 1middot97 2middot56 213 2middot17 2middot20 1middot86 2middot741middot09 2middot10 2middot54 2middot17 2middot14 2middot03 1middot96 2middot62216 2middot00 2middot62 219 2middot22 2middot34 1middot93 2middot68180 1middot92 246 2middot02 177 1middot65 1middot63 2middot171middot88 2middot00 2middot52 2middot11 1middot85 1middot80 1middot70 2middot221middot86 2middot02 2middot56 2middot11 196 1middot81 1middot82 2middot381middot92 2middot22 2middot55 223 2middot01 1middot98 1middot82 2middot401middot83 1middot72 2middot36 1middot91 1middot79 190 1middot54 2middot201middot66 1middot86 2middot24 1middot90 1middot82 1middot64 170 2middot261middot98 1middot89 244 2middot05 2middot03 212 1middot76 2501middot96 214 258 2middot20 2middot09 2middot10 1middot86 2541middot84 1middot94 2middot64 2middot09 1middot76 1middot78 148 2191middot94 2middot04 2middot61 216 1middot80 1middot66 1middot88 2161middot96 2middot08 2middot67 2middot20 2middot02 2middot02 175 2middot441middot97 2middot20 2middot68 2middot26 1middot98 1middot90 1middot84 2middot451middot69 1middot64 2middot09 1middot76 1middot50 156 1middot32 1middot801middot80 212 255 214 1middot97 1middot83 1middot84 2middot361middot90 2middot06 2middot58 2middot15 2middot10 2middot16 1middot80 2middot63177 2middot06 2middot52 2middot11 2middot04 204 1middot84 2middot431middot64 1middot79 2middot30 1middot88 1middot57 1middot50 148 1middot841middot80 2middot02 2middot55 2middot10 1middot98 1middot80 1middot88 2middot341middot87 2middot02 2middot38 2middot07 1middot97 1middot90 1middot75 2481middot80 2middot08 2middot48 2middot11 1middot99 1middot86 1middot84 240
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
142 Ray et at Textures in low and extra low carbon steels
90 -I-~~~~~~~~~~-~~~~~~~80
70
60
if 50C
~ 40
30
20
10
O-Pi bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull-- bullbullbullbullbullbullbullbullbullbullbullbull--p bull - bull - bull - bullbullbullbull
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 909deg
17 iP=45deg sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a Omiddot24Nb and b Omiddot30Ti(L-K composite samples) (after Refs 2728)
different even though the rm values are the same thisis indicated in Table 4
In contrast to the CRBA AK steels in neither ofthese materials does the 111(110) componentdominate the texture Rather 111(112) is moreimportant than 111(110) as are the off 111 axiscomponents such as the 554and 667 orientationswhichare 5deg off the 111 axis as well as the 557which is 10deg off the 111 axis The intensities ofselected texture components in the two steels2728aregiven in Table5
It is evident from Fig 17a and b that both steelscontain a weak 110(113) component (8=90deg tf=25deg)which is stronger in the Nb (23 x R) than inthe Ti (V4 x R) steel This orientation is a character-istic of Nb IF steels even at much reduced Nbcontents but is not a notable feature of Ti IF steelsat reduced Ti contents In fact the textures differsignificantly in Ti IF steels when the Ti content isreduced to much below the 0middot30Ti level discussedhere In many respects they gravitate towards thoseof AK steels while the textures of Nb IF steels donot change much as the Nb content is reduced Thisis because Nb is an effective pancaking agent even atsolute levels as low as 0middot03
An ODF difference map27 for the two steels(024Nb-030Ti) is presented in Fig 18 Positiveregions of the map correspond to locations where theorientation distribution (OD) is stronger in the Nbsteel It should be noted that orientations near112(110) are stronger in the Nb steel while thosenear 111lt 110gt are stronger in the Ti steel Asindicated in Fig 5 the 112(110) component con-tributes high values of r45 while the 111(110) isassociated with ro lt r90bull Thus the differences in the
Table 4 Planar distribution of r-values IF steels(Refs 27 28)
Steel Condition r- 0 45 gO
024Nb CRBA 1middot98 1middot25 2middot30 2middot05O30Ti CRBA 1middot95 2middot03 173 2middot29
International Materials Reviews 1994 Vol 39 No4
planar distribution of r-values shown above are aresult of these texture differences
ODFs for the two more lightly alloyed CRBAordinary IF steels 0095Nb and 013Ti are pre-sented in Fig 19a and b (Refs 27 29 30) The textureof the 0095Nb steel (Fig 19a) looks very muchlike that of the 024Nb steel (Fig 17a) in spite ofthe substantial reduction in alloy content Howeverthe texture of the 013Ti steel (Fig 19b) differssubstantially from that of the 0middot30Ti steel (Fig 17b)Its 111 fibre is very strong and there is less per-turbation with respect to the relative strengths of itscomponents
The difference ODp27 for the latter two steels(0095Nb-013Ti) is reproduced here as Fig 20As before orientations near 112(110) in the0095Nb steel are stronger by up to 4 x R units inthis case Similarly orientations near 111(110) arestronger in the Ti steel (4 x R units) The r-values of
90
80
70
60
~ 50~~40
30
20
10
00 10 20 30 40 50 60 70 80 90
9deg18 tJ = 45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 17(Omiddot24Nb-Omiddot30Ti) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 143
90 ~--~~~~~--l-a--e~~~~~~~~14-
80
70
60
(b)
~50Cl
~40
30
20
10
O bullbullbullbullbull~--r---rbull ~-ro--~ bullbullbullbullbull-- bullbullbullbullbullbullbullbullbull-- bullbullbullbull~ bullbullbullbullbullbullbullbullbull--I~lf-o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
8deg19 tP=4So sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a 009degSNband b 0middot13Ti
(sheet samples) (after Refs 272930)
these two steels and of the low Mn low S AKsteeI27293o mentioned above are listed in Table 6 Asexplained above the high r45 value in the Nb steel isassociated with the increased 112(110) intensityand the high r90 value in the Ti steel with that of the111(110)
For the sake of completeness difference ODFs arepresented below for the (Nb IF - AK) and (TiIF - AK) steels In order to make this possible a013Ti steel ODF (RD composite sample) is firstintroduced in Fig 21 and an AK steel ODF (sheetsample) in Fig 22 The resulting difference ODFs areillustrated in Fig 23
From Fig 23a it is evident that the Nb IF steelcontains higher intensities of the 554(225) (2 x R)110(113) (2 x R) 112(110) (31 x R) and near8= 40deg tJ= 75deg orientations (4 x R) Conversely theAK steel contains more of the 111(112) (42 x R)The difference ODF for (013Ti - AK low Mn lowS) is illustrated in Fig 23b The Ti IF steel containshigher intensities of 554(225) (2 x R) 111(112)(18 x R) and the 557 and 667 components attJ=70deg which are stronger by 2middot2 x Rand 2middot3 x Rrespectively
The differences in texture between these BA steelsand those processed by continuous annealing (CA)are probably small as the r-value differences arequite small It has also been shown27293o38 thatfor ordinary Nb stabilised IF steels annealing con-ditions and heating rates have virtually no effect onr-value
Annealed extra low carbon Nb and Ti stabilisedsteelsDiscussions of ELC IF steels almost always focus onthe factors affecting r-value while texture data aresparse There is a need for a unifying investigation of
the HR CR and CRA textures of this class of steelcarried out in such a way that the results are com-parable The apparent paradox pointed out byHutchinson et al39 between the modest dependenceof rm on Nb content in ELC steels and the sharpdependence observed in ordinary Nb IF steels (seeFig 24) probably arises because of a lack of compar-ability The paradox involves the conclusion thatexcess solute Nb is necessary to ensure a high rmvalue which is not borne out by the ELC (ULC)steel data It appears instead that no paradox existsand that it arose because of an attempt to comparetwo sets of non-comparable data
First it must be recognised that the Mn contentsof sheet steels produced in the 1960s and 1970s weretypically in the 03-04 Mn range The materialsinvestigated by Hook et al28 all had Mn contents inthis range The o values for these steels lay in therange 12-15 The exception was a 0middot1Mn steelthat had a substantially higher ro value of 1middot8 Nowcurrent ELC IF steels have Mn contents of less than0middot2000typically 010-015 The Mn level is knownto have important effects on r-value and texture aswill be shown in the section Effect of substitutionalelements below It can be reasonably inferred thathad the steels studied by Hook et al contained Mnlevels as low as those of the ELC steels referred toby Hutchinson et al their rm values would have beenhigher especially at solute Nb contents below 0middot0300In addition the ordinary IF steels had been coldreduced by 60 whereas the ELC steels receivedreductions in the 75-7900 range Thus the apparentparadox can be resolved on the basis of the combinedeffect of both a reduced Mn content and the use ofsubstantially higher cold reductions on increasing ther-values of ELC Nb IF steels compared with theordinary type of Nb IF steel
Table 5 Strength of selected components CRBA IF steels ( x Random) (Refs 27 28)
Steel 112(110) 554(225) 557(472) 667(121) 111(112) 111(110)
024Nb 4middot6 7middot9 8middot3 8middot4 8middot00middot30Ti 2middot2 8middot5 6middot9 7middot9 7middot6
3middot85middot4
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
144 Ray et al Textures in low and extra low carbon steels
90
80
70
60
~ 50~~ 40
30
20
10
00
1
10 20 30 40 50 60 70 80 90
8deg20 tP=45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 19(0middot095Nb-0middot13Ti) (after Ref 27)
Figure 25a and b represents the annealing texturesof two ELC Nb IF steels containing 0middot02300 and0middot03700 Nb rcspectivelyP These steels were coldrolled 75 and then batch annealed The two texturesare similar and are characterised by nearly perfect111 fibres with intensity maxima located at554(225) (8=60deg tJ=OO) and 667(121) (8=50degtJ = 60deg) There is a perceptible difference between theannealing textures of ELC and ordinary (see Figs 17aand 19a) Nb IF steels In the latter case the generalintensities are lower and the 111(112) component isappreciably less intense than the 111(110) Further-more in the ELC grades off Ill axis orientationssuch as the 554 and 667 which are 5deg off the Illaxis predominate The greater balance between the two111 components leads to lower Ar-values (see Fig 5)and the higher concentration of orientations close tothe Ill fibre axis raises the rm value
Figure 26a and b illustrates the recrystallisationtextures obtained after laboratory salt bath annealingof the Nb + Ti ELC IF stcel for which the HR andCR textures were presented above (see Figs 11 and14) Evidently recrystallisation of this material leadsto general weakening of the RDII(110-) fibre andappreciable strengthening of the ND II(111) fibreThese effects become more prominent when the coldreduction preceding recrystallisation is increasedOverall the intensities of the 223(110) 112(110)and 001(110) components decrease drasticallywhile there is a corresponding sharpening of the111(123) and 111(112) components How-ever the off Ill axis orientations 554 667 and557 dominate the texture
Table 6 Planar distribution of r-values for IF steelsand AK steel (Refs 27 28)
Steel Condition (m (0 (45 (so
0095Nb CRBA 1middot93 149 2middot08 2middot05013Ti CRBA 2middot02 2middot07 173 2middot54AK steel CRBA 1middot77 183 1middot44 2middot35(low Mn low S)
International Materials Reviews 1994 Vol 39 No4
90
80
70
60
~50C
~40
30
20
10
00
(
10 20 30 40 50 60 70 80 908deg
21 tP=45deg section (Roe notation) of ODF of 0middot13TiCRBA IF steel (RO composite sample) (afterRef 27)
Factors controlling the textures of cold rolledand annealed low carbon sheet steelsThe development of textures in cold rolled andannealed low carbon steels is controlled by both steelchemistry and by processing parameters such as thehot band texture and grain size coiling temperatureamount of cold reduction and heating rate duringannealing Of these the effects of hot band textureand grain size will be dealt with in the next sectionwhile those of the interstitial and substitutional sol-utes will be discussed in detail in the sections Effectof interstitial elements and Effect of substitutionalelements respectively below Since the subject hasalready been reviewed by Hutchinson only briefreference will be made here to the effects of theprocessing variables
In a recent conference Hutchinson described howthe various material and process variables are to becontrolled so that the textureanisotropy of cold rolled
9 0 -I--L-a-Ir-~~+-~~+T-r-+--+-
80
70 ~60
~50
~ (~40
30
20
o
10 1O-t-bullbullbullbullbullbullbullbullbull--bullbullbullbullIl~-IIo~bull-
1
o 10 20 30 40 50 60 70 80 908deg
22 tP= 45deg section (Roe notation) of OOF of low Mnlow 5 CRBA AK steel (sheet sample) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 145
9080 070
060~ SO 0 a~40 0
3020100
0 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80 90(a) 8deg (b)
23 Difference ODFs for CRBA steels a Omiddot095Nb IF (Fig 19a) -AK (Fig 22) both sheet samples and b Omiddot13degcJTiIF (Fig 21) - AK (Fig 1Gb) both RD composite samples (after Ref 27)
and annealed sheet steels can be optimised he alsoranked these variables according to their significanceTable 7 reproduced in slightly modified form fromthe above work shows how different and conflictingrequirements can be satisfied to produce the bestpossible results One important such case concernsthe interaction between coiling temperature and heat-ing rate during annealing as can be seen in Fig 27
In Table 7 the term IF steel is used to includeboth ordinary as well as ELC IF steels It willhowever be useful to bring out the differences betweenthese two grades of steel by comparing their responsesto several important material and process variablesfor the purpose of attaining high r-value
Three factors significantly influence the formabilityof ELC IF steel sheet the composition annealingmethod and degree of cold reduction Of these factorsthe effect of cold reduction is the most substantialFor example Fig 28 shows the relationship betweendegree of cold reduction and rm value for two(Nb + Ti) IF steels produced by laboratory coldrolling of rolled hot band 2middot8 mm thick The steelshad the compositions given in Table 8 The rm valuesat 6000 reduction and below are poor relative tothose at 75 reduction and above for these twobatch annealed steels
Table 9 lists r-values for six ELC IF steels two Tialloyed two Nb alloyed and two Nb + Ti alloyedThese results were obtained from mill producedstrand cast slabs that were laboratory hot rolled coldrolled and annealed Batch annealing was conductedat 732degC using a 4 h soak Continuous annealing wassimulated using resistance heating to 843degC for 20 sFigure 29 depicts the relationships between rm valuecold reduction and annealing method It is evidentthat these ELC IF steels require higher coldreductions to achieve equivalent rm values of about2middot0 than the ordinary much more highly alloyed IFsteels Clearly the rm values of the ELC IF steels aresomewhat inferior for continuous compared withbatch annealing However it has been showrr thatheating rate has no measurable effect on the r-valueof the more highly alloyed Nb IF steels
Effect of hot rolled grain size on coldrolled and on cold rolled andannealed texturesHot rolled grain size has been shown to have a verysignificant effect on both CR and the subsequentCRA textures Hot band texture also has a significanteffect on CR and CRA textures When evaluating
Table 7 Control of parameters for optimising textureanisotropy of cold rolled and annealed steel sheets(Ref 50)
Low carbon steels
Parameter SA
Carbon contentManganese contentMicroalloying (AI Nb or Ti)Soaking temperature for hot rollingHot rolling scheduleFinish rolling temperatureCoiling temperature after hot rollingCold rolling reductionHeating rate of annealMaximum temperature of anneal
Low ()Low ()AI ()High ()()gt A3 ()Low lt600DC ()7020-50 K h -1 ()720DC
CA IF steels SA or CA
Low ()Low ()()
Low ()()gt A3 ()High gt700DC ()855-20 K S-1 ()850DC
Low ()Low ()NbfTi ()Low ()()gt A3 or ltA1 ()High ()90()900DC
() not critical () significant () important () vital
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
146 Ray et a Textures in low and extra low carbon steels
Table 8 Compositions of ELC (Nb + Tl) IF steels usedto determine effect of cold reduction onrm value Fig 28 (Ref 31)
Composition wt-
Steel C Mn AI N Nb Ti
3 0middot0036 0middot11 0middot045 0middot0011 0middot009 0middot0304 00033 010 0middot038 0middot0012 0007 0middot026
results concerning the effect of hot band grain size onCR and CRA textures care must therefore be takento ensure that the methods used to vary the grainsize do not also vary the hot band texture
The effect of initial grain size on the cold rolledtexture in a rimming steel was studied by JonesHudd and Dasarathy and reported by DasarathyNo significant difference in the cold rolled texturewas observed when the hot band grain size was variedover the range from ASTM 5-6 to ASTM 12-13However on recrystallisation by means of a rapidanneal at 700degC the annealing textures differedwidely The Ill ND fibre was strengthened appreci-ably in the fine grained material by contrast thellO(OOl) orientation was intensified in the coarsegrained steel
It was shown by Hook29 for a Nb stabilised ordin-ary IF steel that the hot band grain size has a
22
IF
ULC
20
16
14 0 002 004 006 o~ Q1Nb IN SOLID SOLUTION wt-
24 Effect of dissolved Nb on rm values of ELC andordinary IF steels (after Ref 39)
profound effect on the CR texture and thus on thesubsequent CRBA texture In steels of this type it isnot possible to increase the hot band grain size by asubcritical (below the AC3 temperature) anneal A hotband sample was therefore austenitised at 982degC aircooled to 694degC and then held for 1 h to ensurecomplete restabilisation of the steel The anneal pro-duced an increase in the hot band grain size from an
Composition wt-
Table 9 Extra low carbon IF steels compositions and r-values
Steel C Mn
A - ELC (Ti) 0middot0024 010B- ELC (Ti) 0middot0043 016C- ELC (Nb) 0middot0028 0180- ELC (Nb) 0middot0027 016E - ELC (Nb + Ti) 0middot0033 008F- ELC (Nb+ Ti) 00033 015
HR coilingSteel temp DC CR
A - ELC (Tl) 566 65566 75705 75566 80
B- ELC (Ti) 566 65566 75705 75566 80
C- ELC (Nb) 705 65566 75705 75705 80
0- ELC (Nb) 705 65566 75705 75705 80
E - ELC (Nb + Ti) 566 65566 75705 75566 80
F - ELC (Nb + Ti) 566 65566 75705 75566 80
Nb TiS AI N Nb (solute) Ti (solute)
0middot0052 0middot071 00017 lt0middot002 0middot068 0middot0450middot0043 0middot067 00047 lt0middot002 0middot080 0middot0400middot0070 0middot037 0middot0017 0middot023 0middot001 lt00020middot0064 0middot059 0middot0038 0middot037 0middot016 lt0middot0020middot0051 0middot059 0middot0013 0middot028 0middot006 0middot0030middot0080 0middot043 0middot0041 0008 0middot055 0016
Plastic strain ratio
Batch anneal Continuous anneal
0 45 90 r- m 0 45 90
1middot86 1middot81 2middot40 197 1middot64 1middot72 1middot35 2middot122middot01 1middot97 2middot56 213 2middot17 2middot20 1middot86 2middot741middot09 2middot10 2middot54 2middot17 2middot14 2middot03 1middot96 2middot62216 2middot00 2middot62 219 2middot22 2middot34 1middot93 2middot68180 1middot92 246 2middot02 177 1middot65 1middot63 2middot171middot88 2middot00 2middot52 2middot11 1middot85 1middot80 1middot70 2middot221middot86 2middot02 2middot56 2middot11 196 1middot81 1middot82 2middot381middot92 2middot22 2middot55 223 2middot01 1middot98 1middot82 2middot401middot83 1middot72 2middot36 1middot91 1middot79 190 1middot54 2middot201middot66 1middot86 2middot24 1middot90 1middot82 1middot64 170 2middot261middot98 1middot89 244 2middot05 2middot03 212 1middot76 2501middot96 214 258 2middot20 2middot09 2middot10 1middot86 2541middot84 1middot94 2middot64 2middot09 1middot76 1middot78 148 2191middot94 2middot04 2middot61 216 1middot80 1middot66 1middot88 2161middot96 2middot08 2middot67 2middot20 2middot02 2middot02 175 2middot441middot97 2middot20 2middot68 2middot26 1middot98 1middot90 1middot84 2middot451middot69 1middot64 2middot09 1middot76 1middot50 156 1middot32 1middot801middot80 212 255 214 1middot97 1middot83 1middot84 2middot361middot90 2middot06 2middot58 2middot15 2middot10 2middot16 1middot80 2middot63177 2middot06 2middot52 2middot11 2middot04 204 1middot84 2middot431middot64 1middot79 2middot30 1middot88 1middot57 1middot50 148 1middot841middot80 2middot02 2middot55 2middot10 1middot98 1middot80 1middot88 2middot341middot87 2middot02 2middot38 2middot07 1middot97 1middot90 1middot75 2481middot80 2middot08 2middot48 2middot11 1middot99 1middot86 1middot84 240
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 143
90 ~--~~~~~--l-a--e~~~~~~~~14-
80
70
60
(b)
~50Cl
~40
30
20
10
O bullbullbullbullbull~--r---rbull ~-ro--~ bullbullbullbullbull-- bullbullbullbullbullbullbullbullbull-- bullbullbullbull~ bullbullbullbullbullbullbullbullbull--I~lf-o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90
8deg19 tP=4So sections (Roe notation) of ODFs of CRBA ordinary IF steels containing a 009degSNband b 0middot13Ti
(sheet samples) (after Refs 272930)
these two steels and of the low Mn low S AKsteeI27293o mentioned above are listed in Table 6 Asexplained above the high r45 value in the Nb steel isassociated with the increased 112(110) intensityand the high r90 value in the Ti steel with that of the111(110)
For the sake of completeness difference ODFs arepresented below for the (Nb IF - AK) and (TiIF - AK) steels In order to make this possible a013Ti steel ODF (RD composite sample) is firstintroduced in Fig 21 and an AK steel ODF (sheetsample) in Fig 22 The resulting difference ODFs areillustrated in Fig 23
From Fig 23a it is evident that the Nb IF steelcontains higher intensities of the 554(225) (2 x R)110(113) (2 x R) 112(110) (31 x R) and near8= 40deg tJ= 75deg orientations (4 x R) Conversely theAK steel contains more of the 111(112) (42 x R)The difference ODF for (013Ti - AK low Mn lowS) is illustrated in Fig 23b The Ti IF steel containshigher intensities of 554(225) (2 x R) 111(112)(18 x R) and the 557 and 667 components attJ=70deg which are stronger by 2middot2 x Rand 2middot3 x Rrespectively
The differences in texture between these BA steelsand those processed by continuous annealing (CA)are probably small as the r-value differences arequite small It has also been shown27293o38 thatfor ordinary Nb stabilised IF steels annealing con-ditions and heating rates have virtually no effect onr-value
Annealed extra low carbon Nb and Ti stabilisedsteelsDiscussions of ELC IF steels almost always focus onthe factors affecting r-value while texture data aresparse There is a need for a unifying investigation of
the HR CR and CRA textures of this class of steelcarried out in such a way that the results are com-parable The apparent paradox pointed out byHutchinson et al39 between the modest dependenceof rm on Nb content in ELC steels and the sharpdependence observed in ordinary Nb IF steels (seeFig 24) probably arises because of a lack of compar-ability The paradox involves the conclusion thatexcess solute Nb is necessary to ensure a high rmvalue which is not borne out by the ELC (ULC)steel data It appears instead that no paradox existsand that it arose because of an attempt to comparetwo sets of non-comparable data
First it must be recognised that the Mn contentsof sheet steels produced in the 1960s and 1970s weretypically in the 03-04 Mn range The materialsinvestigated by Hook et al28 all had Mn contents inthis range The o values for these steels lay in therange 12-15 The exception was a 0middot1Mn steelthat had a substantially higher ro value of 1middot8 Nowcurrent ELC IF steels have Mn contents of less than0middot2000typically 010-015 The Mn level is knownto have important effects on r-value and texture aswill be shown in the section Effect of substitutionalelements below It can be reasonably inferred thathad the steels studied by Hook et al contained Mnlevels as low as those of the ELC steels referred toby Hutchinson et al their rm values would have beenhigher especially at solute Nb contents below 0middot0300In addition the ordinary IF steels had been coldreduced by 60 whereas the ELC steels receivedreductions in the 75-7900 range Thus the apparentparadox can be resolved on the basis of the combinedeffect of both a reduced Mn content and the use ofsubstantially higher cold reductions on increasing ther-values of ELC Nb IF steels compared with theordinary type of Nb IF steel
Table 5 Strength of selected components CRBA IF steels ( x Random) (Refs 27 28)
Steel 112(110) 554(225) 557(472) 667(121) 111(112) 111(110)
024Nb 4middot6 7middot9 8middot3 8middot4 8middot00middot30Ti 2middot2 8middot5 6middot9 7middot9 7middot6
3middot85middot4
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
144 Ray et al Textures in low and extra low carbon steels
90
80
70
60
~ 50~~ 40
30
20
10
00
1
10 20 30 40 50 60 70 80 90
8deg20 tP=45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 19(0middot095Nb-0middot13Ti) (after Ref 27)
Figure 25a and b represents the annealing texturesof two ELC Nb IF steels containing 0middot02300 and0middot03700 Nb rcspectivelyP These steels were coldrolled 75 and then batch annealed The two texturesare similar and are characterised by nearly perfect111 fibres with intensity maxima located at554(225) (8=60deg tJ=OO) and 667(121) (8=50degtJ = 60deg) There is a perceptible difference between theannealing textures of ELC and ordinary (see Figs 17aand 19a) Nb IF steels In the latter case the generalintensities are lower and the 111(112) component isappreciably less intense than the 111(110) Further-more in the ELC grades off Ill axis orientationssuch as the 554 and 667 which are 5deg off the Illaxis predominate The greater balance between the two111 components leads to lower Ar-values (see Fig 5)and the higher concentration of orientations close tothe Ill fibre axis raises the rm value
Figure 26a and b illustrates the recrystallisationtextures obtained after laboratory salt bath annealingof the Nb + Ti ELC IF stcel for which the HR andCR textures were presented above (see Figs 11 and14) Evidently recrystallisation of this material leadsto general weakening of the RDII(110-) fibre andappreciable strengthening of the ND II(111) fibreThese effects become more prominent when the coldreduction preceding recrystallisation is increasedOverall the intensities of the 223(110) 112(110)and 001(110) components decrease drasticallywhile there is a corresponding sharpening of the111(123) and 111(112) components How-ever the off Ill axis orientations 554 667 and557 dominate the texture
Table 6 Planar distribution of r-values for IF steelsand AK steel (Refs 27 28)
Steel Condition (m (0 (45 (so
0095Nb CRBA 1middot93 149 2middot08 2middot05013Ti CRBA 2middot02 2middot07 173 2middot54AK steel CRBA 1middot77 183 1middot44 2middot35(low Mn low S)
International Materials Reviews 1994 Vol 39 No4
90
80
70
60
~50C
~40
30
20
10
00
(
10 20 30 40 50 60 70 80 908deg
21 tP=45deg section (Roe notation) of ODF of 0middot13TiCRBA IF steel (RO composite sample) (afterRef 27)
Factors controlling the textures of cold rolledand annealed low carbon sheet steelsThe development of textures in cold rolled andannealed low carbon steels is controlled by both steelchemistry and by processing parameters such as thehot band texture and grain size coiling temperatureamount of cold reduction and heating rate duringannealing Of these the effects of hot band textureand grain size will be dealt with in the next sectionwhile those of the interstitial and substitutional sol-utes will be discussed in detail in the sections Effectof interstitial elements and Effect of substitutionalelements respectively below Since the subject hasalready been reviewed by Hutchinson only briefreference will be made here to the effects of theprocessing variables
In a recent conference Hutchinson described howthe various material and process variables are to becontrolled so that the textureanisotropy of cold rolled
9 0 -I--L-a-Ir-~~+-~~+T-r-+--+-
80
70 ~60
~50
~ (~40
30
20
o
10 1O-t-bullbullbullbullbullbullbullbullbull--bullbullbullbullIl~-IIo~bull-
1
o 10 20 30 40 50 60 70 80 908deg
22 tP= 45deg section (Roe notation) of OOF of low Mnlow 5 CRBA AK steel (sheet sample) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 145
9080 070
060~ SO 0 a~40 0
3020100
0 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80 90(a) 8deg (b)
23 Difference ODFs for CRBA steels a Omiddot095Nb IF (Fig 19a) -AK (Fig 22) both sheet samples and b Omiddot13degcJTiIF (Fig 21) - AK (Fig 1Gb) both RD composite samples (after Ref 27)
and annealed sheet steels can be optimised he alsoranked these variables according to their significanceTable 7 reproduced in slightly modified form fromthe above work shows how different and conflictingrequirements can be satisfied to produce the bestpossible results One important such case concernsthe interaction between coiling temperature and heat-ing rate during annealing as can be seen in Fig 27
In Table 7 the term IF steel is used to includeboth ordinary as well as ELC IF steels It willhowever be useful to bring out the differences betweenthese two grades of steel by comparing their responsesto several important material and process variablesfor the purpose of attaining high r-value
Three factors significantly influence the formabilityof ELC IF steel sheet the composition annealingmethod and degree of cold reduction Of these factorsthe effect of cold reduction is the most substantialFor example Fig 28 shows the relationship betweendegree of cold reduction and rm value for two(Nb + Ti) IF steels produced by laboratory coldrolling of rolled hot band 2middot8 mm thick The steelshad the compositions given in Table 8 The rm valuesat 6000 reduction and below are poor relative tothose at 75 reduction and above for these twobatch annealed steels
Table 9 lists r-values for six ELC IF steels two Tialloyed two Nb alloyed and two Nb + Ti alloyedThese results were obtained from mill producedstrand cast slabs that were laboratory hot rolled coldrolled and annealed Batch annealing was conductedat 732degC using a 4 h soak Continuous annealing wassimulated using resistance heating to 843degC for 20 sFigure 29 depicts the relationships between rm valuecold reduction and annealing method It is evidentthat these ELC IF steels require higher coldreductions to achieve equivalent rm values of about2middot0 than the ordinary much more highly alloyed IFsteels Clearly the rm values of the ELC IF steels aresomewhat inferior for continuous compared withbatch annealing However it has been showrr thatheating rate has no measurable effect on the r-valueof the more highly alloyed Nb IF steels
Effect of hot rolled grain size on coldrolled and on cold rolled andannealed texturesHot rolled grain size has been shown to have a verysignificant effect on both CR and the subsequentCRA textures Hot band texture also has a significanteffect on CR and CRA textures When evaluating
Table 7 Control of parameters for optimising textureanisotropy of cold rolled and annealed steel sheets(Ref 50)
Low carbon steels
Parameter SA
Carbon contentManganese contentMicroalloying (AI Nb or Ti)Soaking temperature for hot rollingHot rolling scheduleFinish rolling temperatureCoiling temperature after hot rollingCold rolling reductionHeating rate of annealMaximum temperature of anneal
Low ()Low ()AI ()High ()()gt A3 ()Low lt600DC ()7020-50 K h -1 ()720DC
CA IF steels SA or CA
Low ()Low ()()
Low ()()gt A3 ()High gt700DC ()855-20 K S-1 ()850DC
Low ()Low ()NbfTi ()Low ()()gt A3 or ltA1 ()High ()90()900DC
() not critical () significant () important () vital
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
146 Ray et a Textures in low and extra low carbon steels
Table 8 Compositions of ELC (Nb + Tl) IF steels usedto determine effect of cold reduction onrm value Fig 28 (Ref 31)
Composition wt-
Steel C Mn AI N Nb Ti
3 0middot0036 0middot11 0middot045 0middot0011 0middot009 0middot0304 00033 010 0middot038 0middot0012 0007 0middot026
results concerning the effect of hot band grain size onCR and CRA textures care must therefore be takento ensure that the methods used to vary the grainsize do not also vary the hot band texture
The effect of initial grain size on the cold rolledtexture in a rimming steel was studied by JonesHudd and Dasarathy and reported by DasarathyNo significant difference in the cold rolled texturewas observed when the hot band grain size was variedover the range from ASTM 5-6 to ASTM 12-13However on recrystallisation by means of a rapidanneal at 700degC the annealing textures differedwidely The Ill ND fibre was strengthened appreci-ably in the fine grained material by contrast thellO(OOl) orientation was intensified in the coarsegrained steel
It was shown by Hook29 for a Nb stabilised ordin-ary IF steel that the hot band grain size has a
22
IF
ULC
20
16
14 0 002 004 006 o~ Q1Nb IN SOLID SOLUTION wt-
24 Effect of dissolved Nb on rm values of ELC andordinary IF steels (after Ref 39)
profound effect on the CR texture and thus on thesubsequent CRBA texture In steels of this type it isnot possible to increase the hot band grain size by asubcritical (below the AC3 temperature) anneal A hotband sample was therefore austenitised at 982degC aircooled to 694degC and then held for 1 h to ensurecomplete restabilisation of the steel The anneal pro-duced an increase in the hot band grain size from an
Composition wt-
Table 9 Extra low carbon IF steels compositions and r-values
Steel C Mn
A - ELC (Ti) 0middot0024 010B- ELC (Ti) 0middot0043 016C- ELC (Nb) 0middot0028 0180- ELC (Nb) 0middot0027 016E - ELC (Nb + Ti) 0middot0033 008F- ELC (Nb+ Ti) 00033 015
HR coilingSteel temp DC CR
A - ELC (Tl) 566 65566 75705 75566 80
B- ELC (Ti) 566 65566 75705 75566 80
C- ELC (Nb) 705 65566 75705 75705 80
0- ELC (Nb) 705 65566 75705 75705 80
E - ELC (Nb + Ti) 566 65566 75705 75566 80
F - ELC (Nb + Ti) 566 65566 75705 75566 80
Nb TiS AI N Nb (solute) Ti (solute)
0middot0052 0middot071 00017 lt0middot002 0middot068 0middot0450middot0043 0middot067 00047 lt0middot002 0middot080 0middot0400middot0070 0middot037 0middot0017 0middot023 0middot001 lt00020middot0064 0middot059 0middot0038 0middot037 0middot016 lt0middot0020middot0051 0middot059 0middot0013 0middot028 0middot006 0middot0030middot0080 0middot043 0middot0041 0008 0middot055 0016
Plastic strain ratio
Batch anneal Continuous anneal
0 45 90 r- m 0 45 90
1middot86 1middot81 2middot40 197 1middot64 1middot72 1middot35 2middot122middot01 1middot97 2middot56 213 2middot17 2middot20 1middot86 2middot741middot09 2middot10 2middot54 2middot17 2middot14 2middot03 1middot96 2middot62216 2middot00 2middot62 219 2middot22 2middot34 1middot93 2middot68180 1middot92 246 2middot02 177 1middot65 1middot63 2middot171middot88 2middot00 2middot52 2middot11 1middot85 1middot80 1middot70 2middot221middot86 2middot02 2middot56 2middot11 196 1middot81 1middot82 2middot381middot92 2middot22 2middot55 223 2middot01 1middot98 1middot82 2middot401middot83 1middot72 2middot36 1middot91 1middot79 190 1middot54 2middot201middot66 1middot86 2middot24 1middot90 1middot82 1middot64 170 2middot261middot98 1middot89 244 2middot05 2middot03 212 1middot76 2501middot96 214 258 2middot20 2middot09 2middot10 1middot86 2541middot84 1middot94 2middot64 2middot09 1middot76 1middot78 148 2191middot94 2middot04 2middot61 216 1middot80 1middot66 1middot88 2161middot96 2middot08 2middot67 2middot20 2middot02 2middot02 175 2middot441middot97 2middot20 2middot68 2middot26 1middot98 1middot90 1middot84 2middot451middot69 1middot64 2middot09 1middot76 1middot50 156 1middot32 1middot801middot80 212 255 214 1middot97 1middot83 1middot84 2middot361middot90 2middot06 2middot58 2middot15 2middot10 2middot16 1middot80 2middot63177 2middot06 2middot52 2middot11 2middot04 204 1middot84 2middot431middot64 1middot79 2middot30 1middot88 1middot57 1middot50 148 1middot841middot80 2middot02 2middot55 2middot10 1middot98 1middot80 1middot88 2middot341middot87 2middot02 2middot38 2middot07 1middot97 1middot90 1middot75 2481middot80 2middot08 2middot48 2middot11 1middot99 1middot86 1middot84 240
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
144 Ray et al Textures in low and extra low carbon steels
90
80
70
60
~ 50~~ 40
30
20
10
00
1
10 20 30 40 50 60 70 80 90
8deg20 tP=45deg section (Roe notation) of difference ODF
for the two CRBA ordinary IF steels of Fig 19(0middot095Nb-0middot13Ti) (after Ref 27)
Figure 25a and b represents the annealing texturesof two ELC Nb IF steels containing 0middot02300 and0middot03700 Nb rcspectivelyP These steels were coldrolled 75 and then batch annealed The two texturesare similar and are characterised by nearly perfect111 fibres with intensity maxima located at554(225) (8=60deg tJ=OO) and 667(121) (8=50degtJ = 60deg) There is a perceptible difference between theannealing textures of ELC and ordinary (see Figs 17aand 19a) Nb IF steels In the latter case the generalintensities are lower and the 111(112) component isappreciably less intense than the 111(110) Further-more in the ELC grades off Ill axis orientationssuch as the 554 and 667 which are 5deg off the Illaxis predominate The greater balance between the two111 components leads to lower Ar-values (see Fig 5)and the higher concentration of orientations close tothe Ill fibre axis raises the rm value
Figure 26a and b illustrates the recrystallisationtextures obtained after laboratory salt bath annealingof the Nb + Ti ELC IF stcel for which the HR andCR textures were presented above (see Figs 11 and14) Evidently recrystallisation of this material leadsto general weakening of the RDII(110-) fibre andappreciable strengthening of the ND II(111) fibreThese effects become more prominent when the coldreduction preceding recrystallisation is increasedOverall the intensities of the 223(110) 112(110)and 001(110) components decrease drasticallywhile there is a corresponding sharpening of the111(123) and 111(112) components How-ever the off Ill axis orientations 554 667 and557 dominate the texture
Table 6 Planar distribution of r-values for IF steelsand AK steel (Refs 27 28)
Steel Condition (m (0 (45 (so
0095Nb CRBA 1middot93 149 2middot08 2middot05013Ti CRBA 2middot02 2middot07 173 2middot54AK steel CRBA 1middot77 183 1middot44 2middot35(low Mn low S)
International Materials Reviews 1994 Vol 39 No4
90
80
70
60
~50C
~40
30
20
10
00
(
10 20 30 40 50 60 70 80 908deg
21 tP=45deg section (Roe notation) of ODF of 0middot13TiCRBA IF steel (RO composite sample) (afterRef 27)
Factors controlling the textures of cold rolledand annealed low carbon sheet steelsThe development of textures in cold rolled andannealed low carbon steels is controlled by both steelchemistry and by processing parameters such as thehot band texture and grain size coiling temperatureamount of cold reduction and heating rate duringannealing Of these the effects of hot band textureand grain size will be dealt with in the next sectionwhile those of the interstitial and substitutional sol-utes will be discussed in detail in the sections Effectof interstitial elements and Effect of substitutionalelements respectively below Since the subject hasalready been reviewed by Hutchinson only briefreference will be made here to the effects of theprocessing variables
In a recent conference Hutchinson described howthe various material and process variables are to becontrolled so that the textureanisotropy of cold rolled
9 0 -I--L-a-Ir-~~+-~~+T-r-+--+-
80
70 ~60
~50
~ (~40
30
20
o
10 1O-t-bullbullbullbullbullbullbullbullbull--bullbullbullbullIl~-IIo~bull-
1
o 10 20 30 40 50 60 70 80 908deg
22 tP= 45deg section (Roe notation) of OOF of low Mnlow 5 CRBA AK steel (sheet sample) (after Ref 27)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 145
9080 070
060~ SO 0 a~40 0
3020100
0 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80 90(a) 8deg (b)
23 Difference ODFs for CRBA steels a Omiddot095Nb IF (Fig 19a) -AK (Fig 22) both sheet samples and b Omiddot13degcJTiIF (Fig 21) - AK (Fig 1Gb) both RD composite samples (after Ref 27)
and annealed sheet steels can be optimised he alsoranked these variables according to their significanceTable 7 reproduced in slightly modified form fromthe above work shows how different and conflictingrequirements can be satisfied to produce the bestpossible results One important such case concernsthe interaction between coiling temperature and heat-ing rate during annealing as can be seen in Fig 27
In Table 7 the term IF steel is used to includeboth ordinary as well as ELC IF steels It willhowever be useful to bring out the differences betweenthese two grades of steel by comparing their responsesto several important material and process variablesfor the purpose of attaining high r-value
Three factors significantly influence the formabilityof ELC IF steel sheet the composition annealingmethod and degree of cold reduction Of these factorsthe effect of cold reduction is the most substantialFor example Fig 28 shows the relationship betweendegree of cold reduction and rm value for two(Nb + Ti) IF steels produced by laboratory coldrolling of rolled hot band 2middot8 mm thick The steelshad the compositions given in Table 8 The rm valuesat 6000 reduction and below are poor relative tothose at 75 reduction and above for these twobatch annealed steels
Table 9 lists r-values for six ELC IF steels two Tialloyed two Nb alloyed and two Nb + Ti alloyedThese results were obtained from mill producedstrand cast slabs that were laboratory hot rolled coldrolled and annealed Batch annealing was conductedat 732degC using a 4 h soak Continuous annealing wassimulated using resistance heating to 843degC for 20 sFigure 29 depicts the relationships between rm valuecold reduction and annealing method It is evidentthat these ELC IF steels require higher coldreductions to achieve equivalent rm values of about2middot0 than the ordinary much more highly alloyed IFsteels Clearly the rm values of the ELC IF steels aresomewhat inferior for continuous compared withbatch annealing However it has been showrr thatheating rate has no measurable effect on the r-valueof the more highly alloyed Nb IF steels
Effect of hot rolled grain size on coldrolled and on cold rolled andannealed texturesHot rolled grain size has been shown to have a verysignificant effect on both CR and the subsequentCRA textures Hot band texture also has a significanteffect on CR and CRA textures When evaluating
Table 7 Control of parameters for optimising textureanisotropy of cold rolled and annealed steel sheets(Ref 50)
Low carbon steels
Parameter SA
Carbon contentManganese contentMicroalloying (AI Nb or Ti)Soaking temperature for hot rollingHot rolling scheduleFinish rolling temperatureCoiling temperature after hot rollingCold rolling reductionHeating rate of annealMaximum temperature of anneal
Low ()Low ()AI ()High ()()gt A3 ()Low lt600DC ()7020-50 K h -1 ()720DC
CA IF steels SA or CA
Low ()Low ()()
Low ()()gt A3 ()High gt700DC ()855-20 K S-1 ()850DC
Low ()Low ()NbfTi ()Low ()()gt A3 or ltA1 ()High ()90()900DC
() not critical () significant () important () vital
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
146 Ray et a Textures in low and extra low carbon steels
Table 8 Compositions of ELC (Nb + Tl) IF steels usedto determine effect of cold reduction onrm value Fig 28 (Ref 31)
Composition wt-
Steel C Mn AI N Nb Ti
3 0middot0036 0middot11 0middot045 0middot0011 0middot009 0middot0304 00033 010 0middot038 0middot0012 0007 0middot026
results concerning the effect of hot band grain size onCR and CRA textures care must therefore be takento ensure that the methods used to vary the grainsize do not also vary the hot band texture
The effect of initial grain size on the cold rolledtexture in a rimming steel was studied by JonesHudd and Dasarathy and reported by DasarathyNo significant difference in the cold rolled texturewas observed when the hot band grain size was variedover the range from ASTM 5-6 to ASTM 12-13However on recrystallisation by means of a rapidanneal at 700degC the annealing textures differedwidely The Ill ND fibre was strengthened appreci-ably in the fine grained material by contrast thellO(OOl) orientation was intensified in the coarsegrained steel
It was shown by Hook29 for a Nb stabilised ordin-ary IF steel that the hot band grain size has a
22
IF
ULC
20
16
14 0 002 004 006 o~ Q1Nb IN SOLID SOLUTION wt-
24 Effect of dissolved Nb on rm values of ELC andordinary IF steels (after Ref 39)
profound effect on the CR texture and thus on thesubsequent CRBA texture In steels of this type it isnot possible to increase the hot band grain size by asubcritical (below the AC3 temperature) anneal A hotband sample was therefore austenitised at 982degC aircooled to 694degC and then held for 1 h to ensurecomplete restabilisation of the steel The anneal pro-duced an increase in the hot band grain size from an
Composition wt-
Table 9 Extra low carbon IF steels compositions and r-values
Steel C Mn
A - ELC (Ti) 0middot0024 010B- ELC (Ti) 0middot0043 016C- ELC (Nb) 0middot0028 0180- ELC (Nb) 0middot0027 016E - ELC (Nb + Ti) 0middot0033 008F- ELC (Nb+ Ti) 00033 015
HR coilingSteel temp DC CR
A - ELC (Tl) 566 65566 75705 75566 80
B- ELC (Ti) 566 65566 75705 75566 80
C- ELC (Nb) 705 65566 75705 75705 80
0- ELC (Nb) 705 65566 75705 75705 80
E - ELC (Nb + Ti) 566 65566 75705 75566 80
F - ELC (Nb + Ti) 566 65566 75705 75566 80
Nb TiS AI N Nb (solute) Ti (solute)
0middot0052 0middot071 00017 lt0middot002 0middot068 0middot0450middot0043 0middot067 00047 lt0middot002 0middot080 0middot0400middot0070 0middot037 0middot0017 0middot023 0middot001 lt00020middot0064 0middot059 0middot0038 0middot037 0middot016 lt0middot0020middot0051 0middot059 0middot0013 0middot028 0middot006 0middot0030middot0080 0middot043 0middot0041 0008 0middot055 0016
Plastic strain ratio
Batch anneal Continuous anneal
0 45 90 r- m 0 45 90
1middot86 1middot81 2middot40 197 1middot64 1middot72 1middot35 2middot122middot01 1middot97 2middot56 213 2middot17 2middot20 1middot86 2middot741middot09 2middot10 2middot54 2middot17 2middot14 2middot03 1middot96 2middot62216 2middot00 2middot62 219 2middot22 2middot34 1middot93 2middot68180 1middot92 246 2middot02 177 1middot65 1middot63 2middot171middot88 2middot00 2middot52 2middot11 1middot85 1middot80 1middot70 2middot221middot86 2middot02 2middot56 2middot11 196 1middot81 1middot82 2middot381middot92 2middot22 2middot55 223 2middot01 1middot98 1middot82 2middot401middot83 1middot72 2middot36 1middot91 1middot79 190 1middot54 2middot201middot66 1middot86 2middot24 1middot90 1middot82 1middot64 170 2middot261middot98 1middot89 244 2middot05 2middot03 212 1middot76 2501middot96 214 258 2middot20 2middot09 2middot10 1middot86 2541middot84 1middot94 2middot64 2middot09 1middot76 1middot78 148 2191middot94 2middot04 2middot61 216 1middot80 1middot66 1middot88 2161middot96 2middot08 2middot67 2middot20 2middot02 2middot02 175 2middot441middot97 2middot20 2middot68 2middot26 1middot98 1middot90 1middot84 2middot451middot69 1middot64 2middot09 1middot76 1middot50 156 1middot32 1middot801middot80 212 255 214 1middot97 1middot83 1middot84 2middot361middot90 2middot06 2middot58 2middot15 2middot10 2middot16 1middot80 2middot63177 2middot06 2middot52 2middot11 2middot04 204 1middot84 2middot431middot64 1middot79 2middot30 1middot88 1middot57 1middot50 148 1middot841middot80 2middot02 2middot55 2middot10 1middot98 1middot80 1middot88 2middot341middot87 2middot02 2middot38 2middot07 1middot97 1middot90 1middot75 2481middot80 2middot08 2middot48 2middot11 1middot99 1middot86 1middot84 240
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et ale Textures in low and extra low carbon steels 145
9080 070
060~ SO 0 a~40 0
3020100
0 10 20 30 40 50 60 70 80 90 10 20 30 40 SO 60 70 80 90(a) 8deg (b)
23 Difference ODFs for CRBA steels a Omiddot095Nb IF (Fig 19a) -AK (Fig 22) both sheet samples and b Omiddot13degcJTiIF (Fig 21) - AK (Fig 1Gb) both RD composite samples (after Ref 27)
and annealed sheet steels can be optimised he alsoranked these variables according to their significanceTable 7 reproduced in slightly modified form fromthe above work shows how different and conflictingrequirements can be satisfied to produce the bestpossible results One important such case concernsthe interaction between coiling temperature and heat-ing rate during annealing as can be seen in Fig 27
In Table 7 the term IF steel is used to includeboth ordinary as well as ELC IF steels It willhowever be useful to bring out the differences betweenthese two grades of steel by comparing their responsesto several important material and process variablesfor the purpose of attaining high r-value
Three factors significantly influence the formabilityof ELC IF steel sheet the composition annealingmethod and degree of cold reduction Of these factorsthe effect of cold reduction is the most substantialFor example Fig 28 shows the relationship betweendegree of cold reduction and rm value for two(Nb + Ti) IF steels produced by laboratory coldrolling of rolled hot band 2middot8 mm thick The steelshad the compositions given in Table 8 The rm valuesat 6000 reduction and below are poor relative tothose at 75 reduction and above for these twobatch annealed steels
Table 9 lists r-values for six ELC IF steels two Tialloyed two Nb alloyed and two Nb + Ti alloyedThese results were obtained from mill producedstrand cast slabs that were laboratory hot rolled coldrolled and annealed Batch annealing was conductedat 732degC using a 4 h soak Continuous annealing wassimulated using resistance heating to 843degC for 20 sFigure 29 depicts the relationships between rm valuecold reduction and annealing method It is evidentthat these ELC IF steels require higher coldreductions to achieve equivalent rm values of about2middot0 than the ordinary much more highly alloyed IFsteels Clearly the rm values of the ELC IF steels aresomewhat inferior for continuous compared withbatch annealing However it has been showrr thatheating rate has no measurable effect on the r-valueof the more highly alloyed Nb IF steels
Effect of hot rolled grain size on coldrolled and on cold rolled andannealed texturesHot rolled grain size has been shown to have a verysignificant effect on both CR and the subsequentCRA textures Hot band texture also has a significanteffect on CR and CRA textures When evaluating
Table 7 Control of parameters for optimising textureanisotropy of cold rolled and annealed steel sheets(Ref 50)
Low carbon steels
Parameter SA
Carbon contentManganese contentMicroalloying (AI Nb or Ti)Soaking temperature for hot rollingHot rolling scheduleFinish rolling temperatureCoiling temperature after hot rollingCold rolling reductionHeating rate of annealMaximum temperature of anneal
Low ()Low ()AI ()High ()()gt A3 ()Low lt600DC ()7020-50 K h -1 ()720DC
CA IF steels SA or CA
Low ()Low ()()
Low ()()gt A3 ()High gt700DC ()855-20 K S-1 ()850DC
Low ()Low ()NbfTi ()Low ()()gt A3 or ltA1 ()High ()90()900DC
() not critical () significant () important () vital
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
146 Ray et a Textures in low and extra low carbon steels
Table 8 Compositions of ELC (Nb + Tl) IF steels usedto determine effect of cold reduction onrm value Fig 28 (Ref 31)
Composition wt-
Steel C Mn AI N Nb Ti
3 0middot0036 0middot11 0middot045 0middot0011 0middot009 0middot0304 00033 010 0middot038 0middot0012 0007 0middot026
results concerning the effect of hot band grain size onCR and CRA textures care must therefore be takento ensure that the methods used to vary the grainsize do not also vary the hot band texture
The effect of initial grain size on the cold rolledtexture in a rimming steel was studied by JonesHudd and Dasarathy and reported by DasarathyNo significant difference in the cold rolled texturewas observed when the hot band grain size was variedover the range from ASTM 5-6 to ASTM 12-13However on recrystallisation by means of a rapidanneal at 700degC the annealing textures differedwidely The Ill ND fibre was strengthened appreci-ably in the fine grained material by contrast thellO(OOl) orientation was intensified in the coarsegrained steel
It was shown by Hook29 for a Nb stabilised ordin-ary IF steel that the hot band grain size has a
22
IF
ULC
20
16
14 0 002 004 006 o~ Q1Nb IN SOLID SOLUTION wt-
24 Effect of dissolved Nb on rm values of ELC andordinary IF steels (after Ref 39)
profound effect on the CR texture and thus on thesubsequent CRBA texture In steels of this type it isnot possible to increase the hot band grain size by asubcritical (below the AC3 temperature) anneal A hotband sample was therefore austenitised at 982degC aircooled to 694degC and then held for 1 h to ensurecomplete restabilisation of the steel The anneal pro-duced an increase in the hot band grain size from an
Composition wt-
Table 9 Extra low carbon IF steels compositions and r-values
Steel C Mn
A - ELC (Ti) 0middot0024 010B- ELC (Ti) 0middot0043 016C- ELC (Nb) 0middot0028 0180- ELC (Nb) 0middot0027 016E - ELC (Nb + Ti) 0middot0033 008F- ELC (Nb+ Ti) 00033 015
HR coilingSteel temp DC CR
A - ELC (Tl) 566 65566 75705 75566 80
B- ELC (Ti) 566 65566 75705 75566 80
C- ELC (Nb) 705 65566 75705 75705 80
0- ELC (Nb) 705 65566 75705 75705 80
E - ELC (Nb + Ti) 566 65566 75705 75566 80
F - ELC (Nb + Ti) 566 65566 75705 75566 80
Nb TiS AI N Nb (solute) Ti (solute)
0middot0052 0middot071 00017 lt0middot002 0middot068 0middot0450middot0043 0middot067 00047 lt0middot002 0middot080 0middot0400middot0070 0middot037 0middot0017 0middot023 0middot001 lt00020middot0064 0middot059 0middot0038 0middot037 0middot016 lt0middot0020middot0051 0middot059 0middot0013 0middot028 0middot006 0middot0030middot0080 0middot043 0middot0041 0008 0middot055 0016
Plastic strain ratio
Batch anneal Continuous anneal
0 45 90 r- m 0 45 90
1middot86 1middot81 2middot40 197 1middot64 1middot72 1middot35 2middot122middot01 1middot97 2middot56 213 2middot17 2middot20 1middot86 2middot741middot09 2middot10 2middot54 2middot17 2middot14 2middot03 1middot96 2middot62216 2middot00 2middot62 219 2middot22 2middot34 1middot93 2middot68180 1middot92 246 2middot02 177 1middot65 1middot63 2middot171middot88 2middot00 2middot52 2middot11 1middot85 1middot80 1middot70 2middot221middot86 2middot02 2middot56 2middot11 196 1middot81 1middot82 2middot381middot92 2middot22 2middot55 223 2middot01 1middot98 1middot82 2middot401middot83 1middot72 2middot36 1middot91 1middot79 190 1middot54 2middot201middot66 1middot86 2middot24 1middot90 1middot82 1middot64 170 2middot261middot98 1middot89 244 2middot05 2middot03 212 1middot76 2501middot96 214 258 2middot20 2middot09 2middot10 1middot86 2541middot84 1middot94 2middot64 2middot09 1middot76 1middot78 148 2191middot94 2middot04 2middot61 216 1middot80 1middot66 1middot88 2161middot96 2middot08 2middot67 2middot20 2middot02 2middot02 175 2middot441middot97 2middot20 2middot68 2middot26 1middot98 1middot90 1middot84 2middot451middot69 1middot64 2middot09 1middot76 1middot50 156 1middot32 1middot801middot80 212 255 214 1middot97 1middot83 1middot84 2middot361middot90 2middot06 2middot58 2middot15 2middot10 2middot16 1middot80 2middot63177 2middot06 2middot52 2middot11 2middot04 204 1middot84 2middot431middot64 1middot79 2middot30 1middot88 1middot57 1middot50 148 1middot841middot80 2middot02 2middot55 2middot10 1middot98 1middot80 1middot88 2middot341middot87 2middot02 2middot38 2middot07 1middot97 1middot90 1middot75 2481middot80 2middot08 2middot48 2middot11 1middot99 1middot86 1middot84 240
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
146 Ray et a Textures in low and extra low carbon steels
Table 8 Compositions of ELC (Nb + Tl) IF steels usedto determine effect of cold reduction onrm value Fig 28 (Ref 31)
Composition wt-
Steel C Mn AI N Nb Ti
3 0middot0036 0middot11 0middot045 0middot0011 0middot009 0middot0304 00033 010 0middot038 0middot0012 0007 0middot026
results concerning the effect of hot band grain size onCR and CRA textures care must therefore be takento ensure that the methods used to vary the grainsize do not also vary the hot band texture
The effect of initial grain size on the cold rolledtexture in a rimming steel was studied by JonesHudd and Dasarathy and reported by DasarathyNo significant difference in the cold rolled texturewas observed when the hot band grain size was variedover the range from ASTM 5-6 to ASTM 12-13However on recrystallisation by means of a rapidanneal at 700degC the annealing textures differedwidely The Ill ND fibre was strengthened appreci-ably in the fine grained material by contrast thellO(OOl) orientation was intensified in the coarsegrained steel
It was shown by Hook29 for a Nb stabilised ordin-ary IF steel that the hot band grain size has a
22
IF
ULC
20
16
14 0 002 004 006 o~ Q1Nb IN SOLID SOLUTION wt-
24 Effect of dissolved Nb on rm values of ELC andordinary IF steels (after Ref 39)
profound effect on the CR texture and thus on thesubsequent CRBA texture In steels of this type it isnot possible to increase the hot band grain size by asubcritical (below the AC3 temperature) anneal A hotband sample was therefore austenitised at 982degC aircooled to 694degC and then held for 1 h to ensurecomplete restabilisation of the steel The anneal pro-duced an increase in the hot band grain size from an
Composition wt-
Table 9 Extra low carbon IF steels compositions and r-values
Steel C Mn
A - ELC (Ti) 0middot0024 010B- ELC (Ti) 0middot0043 016C- ELC (Nb) 0middot0028 0180- ELC (Nb) 0middot0027 016E - ELC (Nb + Ti) 0middot0033 008F- ELC (Nb+ Ti) 00033 015
HR coilingSteel temp DC CR
A - ELC (Tl) 566 65566 75705 75566 80
B- ELC (Ti) 566 65566 75705 75566 80
C- ELC (Nb) 705 65566 75705 75705 80
0- ELC (Nb) 705 65566 75705 75705 80
E - ELC (Nb + Ti) 566 65566 75705 75566 80
F - ELC (Nb + Ti) 566 65566 75705 75566 80
Nb TiS AI N Nb (solute) Ti (solute)
0middot0052 0middot071 00017 lt0middot002 0middot068 0middot0450middot0043 0middot067 00047 lt0middot002 0middot080 0middot0400middot0070 0middot037 0middot0017 0middot023 0middot001 lt00020middot0064 0middot059 0middot0038 0middot037 0middot016 lt0middot0020middot0051 0middot059 0middot0013 0middot028 0middot006 0middot0030middot0080 0middot043 0middot0041 0008 0middot055 0016
Plastic strain ratio
Batch anneal Continuous anneal
0 45 90 r- m 0 45 90
1middot86 1middot81 2middot40 197 1middot64 1middot72 1middot35 2middot122middot01 1middot97 2middot56 213 2middot17 2middot20 1middot86 2middot741middot09 2middot10 2middot54 2middot17 2middot14 2middot03 1middot96 2middot62216 2middot00 2middot62 219 2middot22 2middot34 1middot93 2middot68180 1middot92 246 2middot02 177 1middot65 1middot63 2middot171middot88 2middot00 2middot52 2middot11 1middot85 1middot80 1middot70 2middot221middot86 2middot02 2middot56 2middot11 196 1middot81 1middot82 2middot381middot92 2middot22 2middot55 223 2middot01 1middot98 1middot82 2middot401middot83 1middot72 2middot36 1middot91 1middot79 190 1middot54 2middot201middot66 1middot86 2middot24 1middot90 1middot82 1middot64 170 2middot261middot98 1middot89 244 2middot05 2middot03 212 1middot76 2501middot96 214 258 2middot20 2middot09 2middot10 1middot86 2541middot84 1middot94 2middot64 2middot09 1middot76 1middot78 148 2191middot94 2middot04 2middot61 216 1middot80 1middot66 1middot88 2161middot96 2middot08 2middot67 2middot20 2middot02 2middot02 175 2middot441middot97 2middot20 2middot68 2middot26 1middot98 1middot90 1middot84 2middot451middot69 1middot64 2middot09 1middot76 1middot50 156 1middot32 1middot801middot80 212 255 214 1middot97 1middot83 1middot84 2middot361middot90 2middot06 2middot58 2middot15 2middot10 2middot16 1middot80 2middot63177 2middot06 2middot52 2middot11 2middot04 204 1middot84 2middot431middot64 1middot79 2middot30 1middot88 1middot57 1middot50 148 1middot841middot80 2middot02 2middot55 2middot10 1middot98 1middot80 1middot88 2middot341middot87 2middot02 2middot38 2middot07 1middot97 1middot90 1middot75 2481middot80 2middot08 2middot48 2middot11 1middot99 1middot86 1middot84 240
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 147
I1
90 -li-~-~~~~~~~~~~--a_~~~t--~~~~-~~80
70
60
~ SOtS
~40
30
20
10
0 bullbullbullbullbullbullbullbull- bullbullbullbullbullbullbull - bullbullbullbull
(b)
o 10 20 30 40 SO 60 70 80 90 10 20 30 40 SO 60 70 80 909deg
25 lJ =45deg sections (Roe notation) of ODFs of 75 CRBA ELC IF steels containing a 0middot02300Nb and b 0middot03700Nb(sheet samples) (after Ref 31)
equiaxed 7 urn to 50 urn and substantial coarseningof the NbC precipitates It did not on the other handlead to significant changes in the hot band texturecompare Fig30a and b2729 In the same studyi itwas shown that the NbC precipitates in the hot bandare substantially coarsened by subcritical annealingat 817degC and that this had no measurable effect onthe CR and CRA textures and r-values verifying theearlier results
The subsequent CR textures produced by pro-cessing the two hot bands of different grain size (butof virtually identical texture) differed remarkably asshown in Fig 31a and b2729 The difference ODF inFig 32 shows that the steel with the coarser hot band
grain size had following cold rolling a much weakerpartial (110) fibreF In particular the intensity ofthe 112(110) component in the CR sheet decreasedfrom 11middot3 x R to 7middot2 x R as a result of the increase inhot band grain size
The resulting annealed texture was also signifi-cantly influenced by the initial hot band grain sizeas shown in Fig 33a and b27 As demonstrated by thedifference ODF (Fig 34) the CRA texture associatedwith the increased hot band grain size displayedr (a)a significant reduction in the strength of orientationsnear 223(110) (b) reduced 554(225) and near110(113) and (c) enhanced near 001(110) (()=0deg 1I=10deg 80deg) and 221(110) ((=70deg 1I=900
)
ltgt 001lt110gt bull 112lt110gt 0 223lt110gt
~ 111lt110gt l 111lt123gt bull 111lt112gt
CJ)Q)
0
e
(a)
90 o 9030 60ltP deg
30
60
(b)90
o 30 60ltp deg
90
26 lJ2 =45deg sections (Bunge notation) of ODFs of the Nb + Ti ELC IF steel of Figs 11 and 14 annealed aftercold reductions of a 7000and b 850ftraquo (after Ref 44)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
148 Ray et al Textures in low and extra low carbon steels
20 --- bullbullbull ~igh CT
IF steels ----~ lower bull_18
16 --- -I
IAI-killedand rimming
I steel high~ I coiling
12 Rimmin~ bull temperaturesteelmiddot low CT -- ----
8A
Q)J
cogt~E 14
10 CA
01 1 10 100 1000HEATING RATE K rnin
27 Effect of heating rate during annealing on rm
value of different steel types with varying coilingtemperatures after hot rolling (after Ref 50)
The changes in the eRA texture resulting from coar-sening the hot band grain size also changed boththe magnitude and distribution of r-value to ro = 14r45=12 r90=17 from ro=15 r45=21 r90=2middot1
Hutchinson et al39 also carried out a systematicstudy of the influence of hot band grain size onsubsequent annealing textures in ELe steels For thispurpose samples from a commercially processed lowcarbon steel hot band (02400Mn 000700P 00168and OllAI) were heat treated and decarburised toyield a final carbon content of 0middot001 in four differentgrain sizes 13 18 39 and 94 um They observedsome differences in the weak starting textures in thefour hot rolled materials which gave rise to detectabledifferences in the cold rolled textures These relativelysmall differences were however considerably ampli-fied by recrystallisation in the final annealed texturesThe ODFs of the 70 cold rolled and annealedspecimens with the four different initial grain sizesare illustrated in Fig 35 Annealing was carried outusing a simulated continuous annealing cycle whichinvolved 2 min of holding at a maximum temperatureof 800oe
Figure 35 shows that an intense ND fibre is devel-oped in the finest initial grain size material with onlya weak spread along the RD fibre Even a modestincrease in the initial grain size produces a significantreduction in the intensity of the ND fibre along withsome strengthening of the minor components Withfurther increases in initial grain size a continuedweakening of the ND fibre is observed especially inthe vicinity of 111lt110) together with a notableincrease in the intensity of the Goss component110 lt001)
Hutchinson et al39 also investigated the effect ofcold reduction on the subsequent annealing textureThey studied two hot bands of a commercially pro-cessed lowe steel with grain sizes of 13middot4 and 39 urnrespectively They found that for the finer grainedstarting material the ND fibre becomes sharper andmore intense but does not change in character as the
International Materials Reviews 1994 Vol 39 No4
20
BatchAnnealedat 704degC
22 -t--------Ioo- bull- --------a---1
~ 18~f-l5 16
bull14 o Steel3bull Steel4
12 -t----T------r-------r----r----or-----150 60 70 80
COLD REDUCTION90
28 Effect of amount of cold reduction on rm valuesof two CRBA Nb + Ti ELC IF steels (see Table 8)(after Ref 31)
amount of cold deformation is increased By contrastin the coarser grained steel though some strengthen-ing of the ND fibre takes place with increasing coldwork this is accompanied by a change in the positionof the maximum from 111lt110) to 111lt112)All these features are shown in the texture plotsof Fig 36
The final annealing texture is thus a function ofthe hot band texture hot band grain size and amountof cold rolling before annealing The combined effectsof the last two factors on the r m and I1r values ofvery low C steels are depicted in Fig 37 It is clearfrom these figures that in order to optimise the finaltexture the hot band grain size should be held below15 urn and preferably around 10 urn Thus there seemsto be a very powerful effect of grain size even withinthe limited range (~10 to ~ 30 urn) that is representedby normal industrial practice
Effect of interstitial elementsCarbon - dissolved and precipitatedAlthough high levels of C have been known to beundesirable in deep drawing steels Fukudaf wasperhaps the first to demonstrate convincingly thate has a deleterious effect on plastic anisotropyFigure 38 taken from his work shows the inter-relationship between total carbon amount of coldreduction before annealing and mean plastic strainratio rm in some vacuum melted steels These resultswere obtained on steels that were box annealed andin which the slow heating rates ensured that the Cdistribution throughout the material was close to theequilbrium level
Three different effects of carbon have been iden-tified which all reduce the strength of the Illtexture components in steels These are caused by (a)e present in solid solution during cold rolling 53-56
(b) e present in solid solution during annealing 56-59
and (c) e present in combined form as cementite orpearlite before cold rolling54556o Although there hasbeen substantial progress in understanding the effectof C on annealing textures controversy still existsover the respective contributions of the above fac-tors since they are sometimes difficult to separateexperimentally
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
QJ 20=a
~ 19f-45
18
17
16
QJ
=a 19~5f-4 18
234- __ a-__ L-_-lL--_--I__ ---I~7_t
22
21
ELC Nb IF
Ray et al Textures in low and extra low carbon steels 149
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
23
22
21
QJ 20=a
19~5f-4
18
17
16
1590 60
ELC Nb IF
o Steel D-BAbull Steel D-CA
70 80 COLD REDUCTION
90
o Steel C-BAbull Steel C-CA
(a)154----r---------------------t
60 70 80 COLD REDUCTION
17
16(c)
ELC Ti IF
CT= 566degC
ELC (Ti+Nb) IF23-+-__ 1- 1-_----10 __ ---amp__ -1_-1
o Steel B-BA22 bull Steel B-CA
21
20
15-+------r----------r--------I60 70 80
COLD REDUCTION
o Steel E-BA
bull Steel E-CA
CT= 566degC
(d)
70 80 COLD REDUCTION
90
29 Relationships between rm value cold reduction and annealing method (BA and CAl for a steel C b steelD c steel 8 and d steel E of Table 9 (after Ref 31)
Carbon and cold rolling textureLavigne et al54 have shown that the amount of solutecarbon as well as the size and morphology of cement-ite particles have only a marginal effect on the coldrolling texture They obtained similar (200) polefigures of cold rolling textures in two samples of anAl-killed steel in which soluble C concentrations aswell as the size and distribution of cementite particlesdiffered widely
Although solute C does not produce any visiblechange in the cold rolling texture it is neverthelesslikely to influence crystal rotations during colddeformation C atoms normally occupy octahedralsites in the bee lattice The probability that a C atomlies on a lID plane is 1middot73 times higher than of itlying on a 112 plane both of which are active slipplanes in bee crystals56 During deformation dislo-cations can pile up in the vicinity of grain boundariesThe interaction between dislocations and solute Catoms can then produce more work hardening on thell0(111) slip systems so that further deformationis transferred to the 112(111) systems Althoughcrystal rotations within the grains during cold rollingdo not seem to be heavily influenced by C in solutionthe rotations in the vicinity of grain boundaries may
be significantly affected The local textures producedclose to grain boundaries can therefore be affected bythe solute C level though these differences may notbe readily apparent in the overall macroscopic textureIn view of the important role played by grain bound-aries in the nucleation of new grains during recrystal-lisation it would therefore be of interest to investigatethe microtextures produced near grain boundariesduring cold rolling and in particular to establish howthese are affected by the solute C level
Carbon and annealing textureAnnealing of cold rolled low C steel sheet involves(a) partial dissolution of cementite during heatingliberating some carbon which diffuses into the matrix(b) recovery and (c) recrystallisation of the deformedferrite The level of solute C in the matrix duringannealing depends on the amount of C in solution inthe matrix at the end of cold rolling and on howmuch C is liberated from the cementite particles Abeet a155 contend that C is released from cementiteparticles into the matrix even during cold rolling bya kind of mechanical dissolution process
Ushioda et a161 proposed a quantitative analysisof texture development during the continuous
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
150 Ray et ale Textures in low and extra low carbon steels
90-1
80
70 10
60
~50 0 0CS 2~40
300
20
10
00 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) 8deg (b)
30 tJ =45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR and b HR+austenitisedconditions (sheet samples) (after Refs 2729)
annealing of cold rolled low C steel sheet Theysuggested that the final texture is determined prim-arily by a competition between the dissolutionof cementite and recrystallisation of the deformedferrite matrix
The amount of C that is liberated by the dissolutionof cementite during annealing is a function of hotband coiling temperature annealing temperature andheating rate during annealing When high coilingtemperatures are employed the eutectoid transform-ation occurs during slow cooling so that the carbideconstituents become coarse and widely dispersed(leading to a large interparticle spacing A) In con-trast under low temperature coiling conditions rapidcooling through the transformation produces a moreuniform dispersion of fine carbides (leading to asmaller interparticle spacing) Coarse carbide disper-sions are known to be favourable to the developmentof 111 texture during rapid annealingv This is
because there will be much less C dissolved into theferrite matrix from the widely spaced coarse carbidesduring rapid annealing This effect appears to bestrong enough to counterbalance the detrimentaleffect of the nucleation of grains of random orient-ation around the carbide particles during recrystallis-ation Figure 39 shows how the mean plastic strainratio rm of fully processed steel sheet varies withcoiling temperature
It is now evident that the presence of coarse hotband carbides favours the development of desirableannealing textures This arises because fine carbidesare able to dissolve more rapidly and to diffuse Cinto the ferrite matrix more effectively than coarsecarbides Such a mechanism has the potential to playa role during annealing since the activation energyfor the dissolution of cementite 23 kcal mol-1(Ref 54) is substantially less than that for recrystal-lisation 82 kcal mol-1 (Ref 61) Ushioda et al6163
90
80
70
60 0
~50CS
~40
30
20
10
112
~tl~4
o
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 908deg
31 tJ = 45deg sections (Roe notation) of ODFs of 0middot095Nb ordinary IF steel in a HR + CR 7000and b HR+austenitised + CR conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
90
80
70
60
~500
40
30
20
10
00
-05 -05
10 20 30 40 50 60 70 80 90edeg
32 tJ = 45deg section (Roe notation) of differenceODF [(HR + CR)- (HR+austenitised + CR)] forOmiddot095Nb ordinary IF steel of Fig 31 (afterRef 27)
made a detailed investigation of the kinetics ofcementite dissolution Figure 40 shows calculated Cconcentration profiles in ferrite as a function of dis-tance from the ajFe3C interface for different annealingtemperatures heating rates during annealing andinterparticle spacings
It is evident from the above figure that the dissolvedcarbon content of the ferrite can be minimised byhaving widely spaced cementite particles in the hotband The calculated average C concentration as afunction of heating rate and annealing temperature ispresented in Fig41 for two different interparticlespacings A For lower heating rates C 10-2 to 10-1
Ks-1) the level of solute C is essentially at equi-librium at any temperature irrespective of the finenessor coarseness of the cementite dispersion Figure 42also taken from the work of Ushioda et al61 showsa plot of calculated average C concentration for
Ray et ale Textures in low and extra low carbon steels 151
90
80
70
60
~SO0
40
30
20
10 -1
00 30 40 50 60 70 80 90
edeg34 tJ = 45deg section (Roe notation) of difference ODF
[(HR + CRBA) - (HR+ austenitised + CRBA)] forOmiddot095Nb ordinary IF steel of Fig 33 (afterRef 27)
different heating rates and three different interparticlespacings For batch annealing ( 10-2Ks-1) thedissolved C content of the ferrite is practically inde-pendent of the interparticle spacing and correspondsto the equilibrium value This behaviour changes asthe heating rate is increased beyond about 10-1 K S-l
with the result that coarse widely spaced carbideparticles lead to a reduction in the amount of soluteC because of the long distances and short timesavailable to the C atoms for diffusion
The above research has established the importanceof keeping the solute C level low during continuousannealing If the hot band is coiled at a high enoughtemperature so that coarse and widely spaced carbidescan form and if the steel is heated rapidly after coldrolling the recrystallisation of ferrite will take placebefore any significant re-solution of C can occur Theabsence of solute C seems to be instrumental in the
90
80 gt(70
60 -0) 1~ 50 0
0
~40___ 0
130 rm = 193
rm = 14120
10
o 10 20 30 40 50 60 70 80 90 10 20 30 40 50 60 70 80 90(a) edeg (b)
33 tJ =45deg sections (Roe notation) of ODFs of Omiddot095Nb ordinary IF steel in a HR + CRBA and b HR+austenitised + CRBA conditions (sheet samples) (after Refs 2729)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
152 Ray et al Textures in low and extra low carbon steels
A 111lt112gt Y111lt110gt
t
bull O0 1 lt 110 gt I 11 Olt 00 1gt Gass
21
7
(b)
(d)
35 tP2 =45deg sections (Bunge notation) of ODFs of sheets cold rolled 7000 and annealed for different initialgrain sizes do (after Ref 39)
production of strong Ill textures though theprecise mechanism of this effect is less clear
Research has been carried out to ascertain the stageof the annealing process at which C is influential inchanging the texture Kubotera et al57 suggested thatthe critical stage occurs rather early probably beforerecrystallisation is optically visible Later work byHutchinson and Ushioda64 demonstrated convinc-ingly that the dissolved C is most effective during
a do= 13middot4 urn CR 60 b do=39 urn CR 60 c do= 13middot4 urnCR 80 d do=39 urn CR 80
36 Effect of cold rolling reduction on annealingtexture for two different initial grain sizes do(after Ref 39)
International Materials Reviews 1994 101 39 No4
recovery and the early stages of recrystallisation Asmentioned above during and after cold rolling soluteC as well as C atoms liberated from cementite areexpected to segregate to dislocations this will inhibitrecovery in the early stages of annealing Since themobility of C atoms is so high at the annealingtemperatures involved they are expected to have onlya negligible direct effect on the movement of dislo-cations subboundaries and grain boundaries Ittherefore seems likely that the C atoms interact withsubstitutional atoms such as Mn to form relativelyimmobile complexes which are much more effectivein retarding recovery There is increasing evidencethat such interactions not only between C and Mnbut also between other interstitial-substitutionalpairs are indeed important during annealing Theformation and characteristics of such complexes arediscussed in detail in the next section
The action of the C-Mn complexes in inhibitingrecovery can produce a distinct change in theannealing texture Dillamore et ale65 have shown that
(a) (b) 80
n1 UOn~r raquo
20 30 50 100INITIAL GRAIN SIZE pm
zbulloi=
~~70~i~ o~~ 60 Ju -I10---~20---~30---~S~0--100 60-I1)----L----L--~----
INITIAL GRAIN SIZEJLflllag scale)
a rm values b Sr values
37 Effects of initial grain size and cold rollingreduction on calculated anisotropy of very lowcarbon steels (after Ref 39)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
20 ~---r-----------r----r-----
150001C
002C
10
009C
05 L- __ -L- __ ---- L-- __ ~ __ ___
50 60 70 80 90COLD ROLLING REDUCTION
38 Effects of carbon content and cold rollingreduction on mean plastic strain ratio rm (afterRef 52)
after cold rolling the stored energy in a sampledepends on the local orientation and varies from oneorientation to another These differences in storedenergy provide the driving force for strain inducedboundary migration (SIBM) which can lead to thepreferential formation of recrystallisation nucleiin low stored energy regions such as 001(110)Prolonged recovery will reduce these differences instored energy thereby minimising the driving forcefor SIBM The reduction of the intensity of the 001component can bring about a strengthening of theIll texture
Steels with high solute C contents are prone todynamic strain aging and shear banding during coldrollingt Matrix grains with 111(112) orientationsare the most amenable sites for the formation of shearbands During subsequent annealing grains of theGoss orientation generally nucleate in these heavilydeformed regions The nuclei then grow rapidly atthe expense of the 111(112) with which theGoss has a 35deg (lID) orientation relationship Thisdoes not differ much from the 27deg (110) relationshipwhich is responsible for the fastest growth rate in beemetals and alloys Thus the nucleation and growthof Goss oriented grains in shear bands leads to theweakening of the Ill textureExtra low carbon steelsThe foregoing shows that carbon plays a dominantrole in the development of textures in cold rolled andannealed low carbon steels An idea of the importanceof this role can be gained from Fig 43 taken fromthe work of Hutchinson et al39 This figure wasprepared on the basis of the results obtained bynumerous investigators It demonstrates that a verylow level of carbon (-10 ppm) is sufficient in itselffor the attainment of good deep drawability whichcan be achieved even without the addition of ele-ments such as Ti or Nb These by their getter-ing effects lead to further reductions in the solutecarbon level
Ray et al Textures in low and extra low carbon steels 153
18
16Q)
J~ 14L-
E
12
10
550 600 650 700COILING TEMPERATURE middotC
750
39 Dependence of mean plastic strain ratio rm oncoiling temperature (after Ref 62)
Unlike traditional low C steels the ELC varietiesare relatively insensitive to soaking temperaturebefore hot rolling coiling temperature and rate ofheating during annealing Above all whereas it isimportant to finish roll conventional low C steelswithin the austenite temperature range to avoid adrastic decrease in rm by inadvertently hot rolling inthe ferrite field ELC steels may be successfully warmrolled Hashimoto et al68 have found that in an ELCsteel warm rolling (deforming in the J no recrystallis-ation region) resulted in satisfactory textures in hotrolled sheet Subsequent cold rolling and annealingof this material led to the development of a strongIll fibre texture even after low cold rollingreductions
Recently there has been increased interest in ELCsteels which when warm rolled with or without asubsequent recrystallisation anneal can yield mater-ials with high rm values Hashimoto et al69 made adetailed study of the effects of solute C content ontexture development in an ELC AI-killed grade andin a few IF steels these were warm rolled and thenannealed These authors found that the most import-ant factor which determines the recrystallisation tex-ture is the solute C content of the steel during warmrolling If the solute C content is brought down tonearly zero by the addition of Ti andor Nb andsuitable heat treatment it is possible to attain rm
values of -2middot0 The predominant annealing texturecomponent in these steels is -554(225) which isalso present in the cold rolled and annealed gradesof IF steel From their results Hashimoto et al69
concluded that there is no essential difference intexture and deep drawability between warm rolledand annealed low C steels and cold rolled andannealed sheets In fact desirable annealing texturesand high rm values can be obtained in warm rolledand annealed materials provided rolling is carriedout in a solute C free condition and a good lubricantis used
Finally it should be mentioned here that there hasbeen an attempt to develop deep drawing qualitycold rolled and continuously annealed sheet by usingvacuum degassed extra low carbon and nitrogen
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
154 Ray et al Textures in low and extra low carbon steels
200 r I I I I I I I I (a)A = 20 urn HR = 01 K S-
ala 7Dooe- -
- 650
600- -
550
500 450~lOO I
I I
150
100
50
Ecaca
zC)CDee~ 0~ 200 _---------T-~__r--_r___r- bull---C)en~
2 3 5 6 1 8
150
alaA=80J1m HR=01 Ks-
700 DC
(b)eto A = 20 J1mHR = 10 K s-
7000e
650
600550
4 5 6 7 9 10
A = 80 J1mHR = 10K s- 1
aa(d)
100 6 0
60050
550500
400-- 4500 4 e 12 16 20 24 21 32 36 40 0 4 8 12 16 20 24 28 32 36 4O
o ISTAHtE v-m
40 Results of calculations showing dissolved carbon profiles at various annealing temperatures in steelssubjected to two different heating rates (HR) and containing two different interparticle spacings )(after Ref 61)
Al-killed steel without any microalloying additionIt has been shown that these steels develop a sharp111(112) annealing texture and exhibit an rm valueof about 18 coupled with very high ductility ( rov 5400total elongation) and a work hardening exponent ofaround 02770
Nitrogen - dissolved and precipitatedIt has been reported that solute nitrogen can influencethe development of annealing texture in rimming aswell as in extra low carbon steels71-73 These authorsinvestigated the effect of N on the recrystallisationtextures of these steels by changing the N contentafter cold rolling When uncombined with otherelements N appears to have an effect similar to thatof C Figure 44 taken from the work of Takahashiand Okamoto shows that the best results from theviewpoint of texture formation are obtained whenthe amount of N present is rov 10 ppm The resemb-lance between Figs 44 and 43 (which shows theinfluence of C in steel) is striking and points to thestrong possibility that similar mechanisms areresponsible for the effects of these two interstitialelements
International Materials Reviews 1994 Vol 39 No4
In order to determine the influence of solute N inalmost pure iron Okamoto and Mizui vacuummelted an Fe-05C alloy and then fully decarburisedand denitrided it to produce a high purity Fe with0middot0005C The material was cold rolled 75 andthen controlled amounts of N were introduced afterwhich it was recrystallisation annealed at 650degC for1 h Figure 45 illustrates the effect of solute N presentduring annealing on the intensities of the varioustexture components Here the intensity of the 111texture increases with N content while the 200intensity decreases concurrently The 110and 112components do not seem to be influenced by theamount of N present These results are consistentwith those of Tagashira et al75 who showed that thestrength of the lll component increases with Ncontent in iron alloys not containing any Mn
The discrepancy between the results of Refs 73 and74 is apparently due to the much higher alloyingelement and impurity level (especially that of Mn)present in the steel in the former case In commerciallow and extra low carbon steels some Mn is almostinvariably present The effect of N on the recrystal-lisation texture like that of C varies with the Mn
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et a Textures in low and extra low carbon steels 155
(a) (b)700degC 700degC
150 150
E00
Z0~ 100 650degC 100cdu0w~0enen 600degCCiw 50 50ocdaw 550degC~
O bullbull------~bullbullbull~-10 102 10-2 10-1
HEATING RATE KS-1
10 102
a A=20 urn b A=80 urn
41 Average dissolved carbon as function of heating rate and temperature for two different interparticlespacings) (after Ref 61)
content of the steel It is well known that the profileof the Snoek peak is influenced by the presence ofMn in iron which indicates that there is an interactionbetween Nand Mn atoms This phenomenon isdiscussed in more detail in the next section
Research has been carried out to understand andcontrol the development of annealing textures inAI-killed steels during box annealing Leslie et a177
confirmed that in these steels AIN precipitationsignificantly modifies the recrystallisation textureAfter successful processing these steels exhibit strong
ECoCo
Zozna() 50ow~o(J)en5wolaquoaw~
fr = 001
10-1 1 10
HEATING RATE Ks-1
42 Calculated levels of dissolved carbon expectedto be present at start of recrystallisation asfunction of heating rate for steels with threedifferent interparticle spacings) (after Ref 61)
Ill textures together with relatively weak 001components The AIN reaction and analogous phe-nomena have been discussed in detail by Hutchinsonand therefore only the salient features of this reactionare dealt with here
It is now established that in order to producestrong Ill textures by utilising the AIN reactionprocessing should consist of the following steps
1 To begin with the Al and N must be in solidsolution before cold rolling The required soakingtemperature for a steel with known Al and N contentscan be calculated from the solubility product of theAIN reaction For a typical steel containing000500N and 0middot0300AI the soaking temperatureshould be 1230degC to ensure full decomposition ofthe AIN
2 The precipitation of AIN in the hot band shouldbe prevented during and immediately after hot rollingThis is achieved by the use of water sprays after hotrolling and coiling at temperatures below 600degCthe latter leads to rapid cooling in the temperaturerange for AIN precipitation ie from 900 down to600degC The Al and N held in solution in this way donot seem to play any special roles during subsequentcold rolling (typically to 70 cold reduction)
3 Finally during box annealing slow heatingprovides adequate time for the Al to diffuse to formclusters or precipitates before the commencement ofrecrystallisation Sometimes a two stage heating cycleis employed where a low temperature anneal at 550degC is followed by a second at 700degC Theprecipitation of AIN takes place at the lower temper-ature and this is followed by recrystallisation of thesteel at the higher temperature The AIN precipitates
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
156 Ray et al Textures in low and extra low carbon steels
25 r------~---__r----_r_
20
15
10
10-4 10-3 10-2
CARBON CONTENT wt-10-1
43 Effect of carbon content on rm value as estimatedfrom various sources in literature (after Ref 39)
(or clusters) are known to exert considerable influenceon recovery and recrystallisation They seem to retardthe nucleation of grains with orientations such as001 while not affecting significantly the growth ofthe Ill grains Thus the Ill eventually becomesthe most dominant component of the annealing tex-ture The interaction between the precipitation of AINand recrystallisation in controlling the Ill texturewill be discussed in detail in the section Mechanismsof annealing texture formation below
When Al-killed steels are to be processed via contin-uous annealing the opposite strategy must beemployed That is high coiling temperatures are usedinstead of low ones Under these conditions it isimportant for all the nitrogen to be fully precipitatedin the form of AIN particles When the AIN is presentin the form of a relatively coarse dispersion itspresence does not interfere with grain growth and theassociated texture changes Grain growth is bene-ficial for enhancing the intensity of the Ill texture(see the section Nucleation sites for recrystallisedgrains and their growth below) The addition ofboron to such steels can be advantageous since itforms BN with the N present which is a more stablecompound than AIN moreover the BN particles aresufficiently coarse ( 0middot25 urn in diameter) for themto be almost ineffective in pinning grain boundariesHowever in order to achieve satisfactory normalanisotropy the C content of the steel should beextremely low
Effect of substitutional elementsManganese and its interactions with C and NManganese in low C steels is known to be detrimentalto the development of deep drawing textures It canaffect the annealing texture either as an element insolid solution or by way of interacting with other
International Materials Reviews 1994 Vol 39 No4
20
18Q)~
cogt 16~E
12
100 10 ~ 30 40 50 60 10 f()
NI TROGEN ppm
44 Effect of nitrogen content on rm value of unkilledsteel (after Ref 73)
elements in the steel such as C and N (Refs 62 7582-86) According to Hu and Goodman an rm
value of 2middot5 is obtained at about 002Mn andthis decreases drastically with increase in Mn contentattaining an approximate value of unity when morethan 04Mn is present Again below a Mn levelof 0005 the behaviour has been found to be erraticand there is a drastic decrease in rm It has also beenfound that except for the very lowest Mn concen-trations an increase in Mn content retards the kinetics
141312
Ea 11C
ce~ 14 2110
~ 12 0_0 0a 0~enz 08wf-~ 060w~ 04crCJ 02wf-~ 0
010 110
00500
-0-0
10 20 30NITROGEN ppm
45 Effect of solute nitrogen on intensities ofannealing texture components in high purity iron(after Ref 74)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
16
Annealed 700 - I
18 -
Annealed 830-(
Q)
J~ 14
~E
10
- 01 0 01
K-value (uncombined Mn)
46 Dependence of rm on amount of uncombined Mn(K-value) (after Ref 62)
of recovery and recrystallisation It should bementioned here that the steels studied by Hu andGoodman were laboratory vacuum melted ones anddid not contain AI An explanation for the effect ofMn in solution has been given87bull88 in terms of solutedrag According to this mechanism though the earli-est grains that nucleate during annealing are predomi-nantly of the Ill type the solute drag effect retardstheir growth thereby allowing for the additionalnucleation of less favourably oriented grains
For processing under continuous annealingconditions the effective uncombined Mn level iscommonly defined by the K-value62 whereK = [Mn] -5532[S] -5516[000] The K-value (when positive) is assumed to represent theamount of Mn in solid solution However Tagashiraet ai75 have pointed out that since mixed oxides andsulphides are formed with increasing FeMn ratiosthe dissolved Mn content should necessarily begreater than the K-value Figure 46 taken from thework of Toda et ai62 shows that the highest rm
values are obtained when K lies in the range 0-01 ie when only small amounts of Mn are present insolid solution
(~s mentioned above the degradation of annealingtextures in low C steels has been associated with thesimultaneous presence of solute C and Mn in theferrite Hughes and Page82 who varied both the Mn(0001-0700) and C (0001-008) levels in theirsteels found that an optimum steel composition with0middot0300C and 0middot15Mn led to the highest fmvalue These steels which were vacuum melted in thelaboratory and did not contain any Al addition werecold rolled 85 and annealed using a slow heatingcycle (box annealing) The salient features of theirfindings are summarised in Fig 47
Hutchinson and Ushioda 59 and Osawa et ai89have independently shown that the powerful effect ofC on annealing textures is in fact due to an inter-
Ray et al Textures in low and extra low carbon steels 157
06
05
04~-bullbull~ 03
~lt~
02ltI
01
0
rm=O~
002 004 006 008
CARBON wt-e4
0247 Combined effect of carbon and manganese in
solution on rm value of box annealed steel sheets(after Ref 82)
action between dissolved C and Mn The combinedeffect of these two elements on rm value is presentedin Fig 48 This clearly shows that the detrimentaleffect of Mn can be largely eliminated when the Ccontent is sufficiently reduced
There can be a further kind of interaction betweenMn and C in low C steel In Fe-Mn-C alloys theequilibrium partitioning of Mn between the ferriteand cementite phases is a function of temperatureBy annealing at lower temperatures cementite canbecome further enriched with Mn (Ref 91) Fromtheir study of a low C Al-killed steel Suzuki andAbe92 observed that when the cementite is enrichedwith Mn the intensities of the Ill components areincreased while the 110 intensities are decreased Itis known that during cold rolling C atoms areliberated from the cementite and condense on dislo-cations This occurs because the binding energy ofa carbon atom to a dislocation (05 eV)94 is higherthan that of a carbon atom to the cementite lattice(04 eV)95Again the binding energy of a C atom toa Mn atom is higher than that of a C atom to an Featom As a result the amount of C which can beliberated from cementite during cold rolling isdecreased when the Mn concentration in the cement-ite is increased The enrichment of cementite with Mnalso leads to the depletion of Mn in the ferrite matrixand this will further act to improve the annealingtexture
As mentioned previously there are indications thatN like C can also interact with Mn in steel Tagashiraet ai75 made a detailed study of the effects of Mnand N on the development of annealing texturesTheir results for both box and continuous annealingconditions are summarised in Fig 49 In this figurecontour maps of the 1(111)1(001) intensity ratio havebeen plotted as functions of the Mn and N concentra-tions In general terms box annealing produces rathersharper textures than does rapid annealing thedifference may be partly due to more extensive grain
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
158 Ray et al Textures in low and extra low carbon steels
18
20 rbullbullbullbullbullbullbull -nr- bullbullbullbull __
Q) 16Jcogt
E- 14
12
0~ 0 O007C
lt~04C
010C~ ----
0002C
10
o 02 04 06 08MANGANESE CONTENT wt-
48 Dependence of rm on carbon and manganeseconcentrations of different grades of steel (afterRef 39)
growth during the former process Optimumannealing textures for deep draw ability were obtainedwhen the steel contained a rather low level of Mn(00800) in solid solution in combination withintermediate N concentrations ( 10-20 ppm)
Titanium and niobiumTitanium and Nb bearing ELC steels have assumedgreater importance recently as the new generation ofdeep drawing steels suitable for processing by contin-uous annealing Extensive work has confirmed theconsiderable increase in average plastic strain ratiorm that can be achieved by the addition of sufficientquantities of Ti andor Nb to low carbon steel to fixthe C and N2898-108
Messien and Greday have shown that the CRBArm values increase dramatically with an increase ineither Ti( C + N) or Nb( C + N) ratio and passthrough a maximum in both cases High -laquo valueswere achieved over a restricted range for these ratios
03 Y ~ 03 2rft
lta6rft
~ 02I
~ 02+ +0+
01c~
02 8 120
Nppm2 8 120
Nppm
a 70 cold rolled and box annealed b 70 cold rolled andrapidly annealed
49 Contour maps of 1(111(001) intensity ratio asfunction of Mn and N concentration (after Ref 75)
International Materials Reviews 1994 Vol 39 No4
25-t----------I------L--I------L--L---+
20 0~1ea~e
15
10 +--------r------r--------------r--__--------r--_____+_000 005 010 015 020 025 030 035
Nb (SOLUTE) wt-
o 60 CR SA 746degC Ref 28 bull CR = r SA 700degC Ref 109
50 Effect of Nb (in solid solution) on rm value of aNb IF steel (after Refs 28109)
in each case The rm values exceeded 2middot0 for Ticontents such that 12 lt Ti(C + N)lt 15 and for Nbcontents such that 9 lt Nb(C + N) lt 12 The resultconcerning Nb is totally at odds with the results ofHook et al28 recast and shown in Fig 50 where therm values increase dramatically with increasing Nb(solute) content (increasing NbjC ratio) and reach aplateau but show no maximum The results ofMessien and Gredayl06109 are replotted in the samediagram in order to compare their results with thoseof Hook et al28
In Ref 106 Messien and Greday did not discloseeither the annealing conditions used or the specificcompositions of the steels An obvious reason whythe rm values in Ref 106 decreased beyond someoptimum ratio could be that the laboratory steelswere not fully annealed ie fully recrystallised for thehigher Nb contents because of the conventionalanneals that were used This is quite possible in viewof the demonstrated extremely strong effect that soluteNb has in retarding the recrystallisation of coldworked ferrite38110 Thirteen steel compositions wereinvestigated by Messien and Gredayl for which theNb contents ranged from 0middot034 to 0middot44500 The C + Ncontents were such that 1middot5 ~Nbj(C + N)~28middot6 Ifone assumes that the highest Nb(C + N) ratio corres-ponds to the highest Nb content then C + N =00156and Nb (solute) = 032 wt- This level of Nbwould have a very significant effect in retardingrecrystallisation Support for this proposition is foundnot only in Refs 38 and 110 but also in Gillanderset allos for simulated batch annealing conditions Ina later report Messien and Greday listed thespecific compositions of the steels and noted that theannealing temperature used was 700degC (heating rate20 K h -1 no soak time specified) They disclosed thatthe steels with the higher Nb contents were not fullyannealed The mill processed batch annealed (746degC)steels reported by Hook et al28 were fully recrystal-lised The significant decline in rm values at highersolute Nb (or Ti) levels is then in fact a result ofthe incomplete annealing disclosed by Messien andGreday later This fact is not well recognisedbecause of the limited distribution of the disclosurelIn Fig 50 the more rapid increase in rm value initiallymay be due to the low Mn content (01400Mn)
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
25-t- --I----L------L----L--1----J-
20 i~ amp=-
5J
15
10-t------~-y-------r-~---~-----~000 005 010 015 020 025 030
Ti (SOLUTE) wt-
o 66 CR SA 738degC Ref 27 0 CR = 7 SA 700degC Ref 109
51 Effect of Ti (in solid solution) on rm value of a TiIF steel (after Refs 27109)
of their steel compared with that of Hook et ale(Omiddot3-0middot4Mn)
Figure 51 shows the relation between rm value andincreasing solute Ti content (increasing Ti(C + N)ratio) which was obtained by replotting the datafrom the reports by Messien and Greday Super-posed on these plots are the data for two Ti IF steelscontaining 0middot13 and 0middot30Ti respectively Thi~comparison suggests strongly that the maximum inthe curves which results from a decline in rm valuesfor solute Tigt0middot15 or Ti(C + Nraquo 17 is merely aconsequence of inadequate annealing under labora-tory conditions (at 700degC using a heating rate of20 K h-1) It is suggested that the steel with thehighest Ti content ie 0middot187 Ti (solute) was notcompletely annealed and therefore had a low rm valueThe two steels (0middot13 and 0middot30Ti) investigated byHook7 were fully recrystallised and showed similarrm values
It is well known that very sharp near Ill fibretextures develop during the annealing of heavily coldrolled (75 and above) Nb andor Ti bearing lowcarbon steels Figure 52 taken from the work ofHutchinson et al39 shows that two ELC steels (with~40 ppm C ~ 30 ppm N and ~0middot04AI) contain-ing either 0middot089Ti or 0middot033Ti+0middot028Nb dis-play almost identical textures after processing bycontinuous annealing with the appearance of strongltlllgtIIND fibres of nearly constant intensity Themeasured rm values in the two cases were ~ 2middot5Hutchinson et al39 further observed that removal ofthe elements Ti andor Nb from the steel causes ageneral weakening of the ND fibre which reduces ther-value fairly uniformly In addition several newtexture components appear which further decreasethe r45 value They concluded that the superior tex-tres of the Ti andor Nb bearing steels are prin-cipally the result of the finer hot band grain sizesbrought about by precipitation of the Ti andorNb carbonitride particles
In contrast to the behaviour of box annealedAl-killed steels in continuously annealed IF steelsprecipitation has to occur before cold rolling and notafterwards Whereas the annealing texture of AK
Ray et ale Textures in low and extra low carbon steels 159
52 lJ2 = 45deg sections for two fully processed ELCsteels containing a Ti and b Ti + Nb (after Ref 39)
steels can be characterised as dominated by111lt110) type components textures in the Tiandor Nb IF steels are usually centred on near554(225) and on Ill off axis components in therange of near 667(121) to 557(5 12 5) For thesame processing history and for both over and understoichiometric compositions in relation to the C + Ncontent the Nb steels develop sharper annealingtextures than the Ti steels The processing con-ditions are however less critical in the case of Tisteels because of the higher affinity of Ti than Nb forC and N The development of these characteristicpreferred orientations in Ti-bearing steels has beenattributed to (a) the effects of Ti(CN) precipi-tates112113 (b) Ti in solution102114 and (c) Ti as ascavenger of the interstitial solute atoms Similareffects of Nb in Nb-bearing low carbon steels havealso been suggestedPr
The scavenging effect of both Nb and Ti in remov-ing C and N renders the ferrite matrix almost inter-stitial free leading to the formation of sharper~ Ill annealing textures Sufficient recovery beforerecrystallisation and the retardation of high angleboundary migration by the precipitated particlesfurther helps in the development of this tex-ture2838111116When the amounts of Ti and Nb areinsufficient to fix completely the interstitial solutes110 lt001) oriented grains nucleate along thedeformation bands thereby decreasing the intensityof the Ill texture In the case of Nb steels Nb insolid solution has a greater effect in retarding recrys-tallisation compared with the effect of the Nb(CN)precipitates In fact an excess of solute Nb has beenfound to ensure a high rm value see Figs 24 and 50
PhosphorusLow carbon Al-killed steels with up to 0middot1 P com-monly known as the rephosphorised steels are verypopular for deep drawing purposes In addition to its~ow cost P provides effective solid solution hardeningIn steel Phosphorus additions have been used insteels with both coarse and fine cementite particlesand also in steels that were decarburised before coldrolling Matsudo et al117 made a detailed study ofthe effect of P in a few rimmed and Al-killed steelswhich were cold rolled 75 before recrystallisatio~annealing Both slow and rapid heating rates wereused to simulate box and continuous annealingrespectively Their findings are enumerated below andare also shown in Fig 53
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
160 Ray et al Textures in low and extra low carbon steels
20 r------~----~----__--___
18
--------_-~------
Slow heating bullbullbullbullbull Rapid heatl ng
lt
bull]bullbullbullbull
decarburised -A ---_Y _
CDJrogt~E
14
12 _-----r------------ - - fine carbidest
10
o 004 0$)6002
PHOSPHORUS wt-middot53 Dependence of m on P content for steels with
different carbide spacings and annealed at twodifferent heating rates (after Ref 117)
(i) P like C is detrimental to the formation ofthe 111 annealing texture
(ii) when P and C coexist higher P contents resultin higher rm values though ones which arelower than those of decarburised samples Thissuggests a possible interaction between C andP atoms
(iii) regardless of the P content and carbide morph-ology slow heating during annealing improvesthe rm values this indicates that in order tobe effective P must be able to segregate tograin boundaries or sub boundaries beforerecrystallisa tion
HU86118 has shown that the rm values of rephosphor-ised steels are not adversely affected by increasingthe Mn content to 0middot2500 and the C content to0middot0500 Thus P seems to be beneficial in situationswhere the presence of dissolved Mn andor C mayprove deleterious to the formation of satisfactoryannealing textures
Ohashi et al119 have observed that the effect of Pon annealing texture formation in Ti and Nb stabil-ised steels is similar to that in plain carbon steelsPhosphorus has been found to raise the intensity ofthe 111 component only in insufficiently stabilisedsteels Contrary to the suggestions of Matsudoet ai117 they have not found that the segregation ofP at grain boundaries leads to any beneficial effect
SiliconSilicon is generally used in high strength hot and coldrolled steel sheet as a solid solution strengthener andferrite stabiliser A maximum rm value of 1middot7 wasattained in a high strength low C steel sheet contain-ing about 2Si and the steel showed excellent deepdrawabilityF Silicon affects the texture of steel rightfrom the hot rolling stage producing a marked differ-
International Materials Reviews 1994 Vol 39 No4
ence in the cold rolling and subsequent annealingstages The texture of the annealed sheet changes withSi content from being centred mainly on the111(110) orientation for OSi to the 554(225)for 1 and 200Si steels A slow heating rate duringannealing produces a sharper texture in the 2 Sisteel The differences in the textural features of the 0and 200Si steels at different stages of processing areillustrated in Fig 54
The rm value has been found to vary in a compli-cated way with the Si and Mn levels when both arepresent The rm values of high Mn-containing steelsincrease as the Si content is increased from 0 to 2In OSi steels a significant decrease in rm is encoun-tered beyond a solute Mn content of 0middot1 by con-trast in 2Si steels rm is maintained at a reasonablyhigh value (~ 15) for Mn solute concentrations of upto 1000120 These trends are indicative of some kindof interaction taking place between Si and Mn atomsSilicon seems to have a beneficial or offsettingeffect when the presence of dissolved Mn causes adegradation of the texture
Recently a demand has arisen in the automotiveindustry for high strength sheet steels with excellentdeep drawability and bake hardenability This interestled to the study of the effect of Si on the developmentof recrystallisation textures in a Ti-stabilised sheetsteel containing a small amount of C in solutionPThe addition of Si was found to be effective inproducing a strong 111 annealing texture eventhough solute C was present for both slow and rapidheating rates The main component of the annealingtexture here is again 554(225) It has been sug-gested that Si has a beneficial effect in decreasing thesolute C content at the cold rolling andor annealingstages Silicon is known to lower the limit of solidsolubility of C in et-iron122
SulphurAny study of the effect of S on the deep drawabilityof steel must consider the conditions of sulphideprecipitation in hot bands and clarify the roles ofsoluble S and of MnS during both box and continuousannealing In box annealing deep draw abilityimproves somewhat with decreasing Mn contentrhowever at very low Mn levels deep drawabilitydeteriorates This latter effect is considered to be dueto the presence of dissolved S in the hot bandsP Itshould be mentioned here that the steels investigatedin Ref 81 were laboratory vacuum melted and didnot contain AI In the continuous annealing of low Crimmed steel deep drawability is known to improvewhen a high coiling temperature is used The reasonis that S is able to precipitate out as MnS under theseconditions and thus purify the matrix which thenexhibits improved deep drawabilityF
In a recent study of the effect of S on the deepdrawability of ULC rimmed steel Kobayashi et ai8S
have come to the following conclusions1 During slow annealing the presence of large
amounts of dissolved S before cold rolling improvesthe deep draw ability because the S precipitates outas fine sulphides during recovery and the early stagesof recrystallisation These precipitates act somewhat
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Ray et al Textures in low and extra low carbon steels 161
0 Si Steel 2SI Steel
90 903 2
60 60C) C)Q) Q)
C
~
C
~ ~30 30
00 30 60 90 30 60 90
(a) adeg adeg
Hot Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
30 60 90 30 60 90(b) a deg adeg
Cold Rolled Sheet
OSi Steel 2Si Steel
90 90
60 60C) C)Q) Q)
C C
~ ~30 30
07
30 60 90 0 30 60 90(c) adeg adeg
Annealed Sheet
54 tJ =45deg sections of ODFs of two steels containing 0 and 2005iin a hot rolled b cold rolled and c annealedconditions (after Ref 120)
like the AIN clusters in Al-killed steels By contrastsmall amounts of soluble S degrade the deep draw-ability since the S in this case precipitates out at alater stage of recrystallisation and inhibits growth ofthe desirable Ill component
2 During rapid annealing soluble S deterioratesdeep drawability as the dissolved S precipitates outonly at the later stages of recrystallisation and retardsgrain growth
3 Among the sulphides (X- MnS particles (100-200 nm) have little influence on deep drawability
whereas precipitates of fJ-MnS (20-40 nm) in the hotband are detrimental to deep draw ability during bothslow and rapid annealing
Substitutional-interstitial dipolesThe interaction between substitutional and interstitialatoms in bee alloys has been a subject of speculationfor many investigators concerned with the interpret-ation of internal friction dataP Osawa andKuriharaF prepared two steels with markedlydifferent C levels ie lt0middot002 and 0middot04 wt- and
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
162 Ray et al Textures in low and extra low carbon steels
+-Cgt
~ 20uboL) 1 8~~ 16oz~1I-en~ 1 2 --a-------__------------L-a--r-a--amp--L-L--Jen 0z~ ---a----I-__ -------------r-----amp--L-L--J
o
Q)lcogt 14
E~
N
EE22
20r----------------
18
C wt- lt 0002 004-()-- -e- Mn
--0-- -- Cr
--0-- --- SI--- -t- p
-0----0 Cr-0--0_
--b- - 6
16
12
10 (a)
p-------~pcVmiddotMn
SISi
OOer_----0 Mn0-- --- --
(b)
02 04 06 08 10 12Mn Cr or Si wt-
I I I I
002 004 006 008 010 012p wt-
55 Effects of dissolved Mn Cr Si and P in twoseries of steels containing lt0middot002 and 0middot04Con a rm value and b tensile strength at 500degC1 kgf mm-2==gmiddot8 MN m-2 (after Ref 125)
added different amounts of the substitutional soluteelements Mn Cr Si and P The tensile strengths ofthese alloys at 500aC and the rm values of annealedsheets of these materials are presented in Fig 55 Itis of interest that there is a clear cut difference in theeffect of the substitutional elements at the two differ-ent C levels The difference is large for the additionof Mn and Cr whereas it is marginal for that of Siand P This indicates that Mn and Cr interact morestrongly with C than Si or P This interaction is likelyto involve the formation of complexes or dipolesbetween substitutional and interstitial atoms Thesedipoles in turn can interact more strongly withdislocations than the individual atoms
It was mentioned above that there is a possibilityof a strong interaction between Mn and C atoms insteel which can play an important role in the forma-tion of annealing textures Abe et al126 have sug-gested that complexes or atomic dipoles of Mn andC can exist in ferrite and that the interaction energyof such dipole formation is 0middot4 eV Hutchinson andUshioda64 have proposed a model to describe howsuch dipoles can pin dislocations at elevated temper-atures thus affecting recovery and the nucleation ofrecrystallised grains They assumed that C atoms arebound to dislocations through an elastic interaction(interaction energy 05 eV) and to neighbouring Mnatoms by an electronic interaction (substitutional-interstitial dipole) In order for the dislocation to
International Materials Reviews 1994 Vol 39 No4
()
~ 10t------t-----t-+------F-----I--IoaisuIC
~LLoZ 10-5t----y---t-----+-t----toi=~u~aLL
a~-I~ 1061------t----_-+--t-a c--+-----+--4
56 Equilibrium Mn-C dipole concentration asfunction of temperature for steels containing0middot02 and 0middot30Mn and various C concentrations(after Ref 127)
move it is necessary to break the weakest link of thecomplex or to drag the complex along with it Sincethe latter process involves vacancy migration it canoccur only slowly On the basis of calculations usingtheir model Hutchinson and Ushioda showed thatMn-C dipoles in steels can interact effectively withsubboundary dislocations thereby modifying thenucleation processes that give rise to recrystallisedgrains during annealing
Abe127 also calculated the equilibrium density ofMn-C dipoles as a function of temperature Thecalculated values were plotted for two steels contain-ing 0middot02 and 0middot3000Mn with various C levels asshown in Fig 56 On the basis of a study by Okamotoand Takahashi 128 of a steel containing 0middot18 MnAbe127 concluded that the maximum intensity of theIll component in the annealing texture wasachieved when an optimum Mn-C dipole density waspresent at the onset of recrystallisation This workedout to be 4middot5 x 10-6 mole fraction under the experi-mental conditions of Ref 128 Using this value inconjunction with Fig 56 it should be possible tocalculate at least approximately the optimumamounts of Mn and C which will maximise theintensity of the Ill component This concept indi-cates that if the C concentration is greater than16 ppm by weight the optimum Mn content is about0middot02400 If on the other hand the Mn content is0middot3000 then the steel should be decarburised downto a C level of 2 ppm by weightP
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Abe127 also considered the theoretical possibility ofAI-N and Mn-N dipole formation in view of theobserved interaction between these two pairs ofsubstitutional-interstitial elements He concluded thatthe energy of formation of an AI-N dipole is of thesame order as that of a Mn-C dipole The interactioncoefficient of N with Mn is much higher than withAI hence Mn-N rather than AI-N dipoles areexpected to be formed in solid solutions of Fe contain-ing Mn when these are supersaturated with respectto Nand Al127The pinning of dislocations by Mn-Nand AI-N dipoles will retard recovery in the mannerof the Mn-C dipoles In the former case howeverthe dipoles will decompose into their constituentatoms when heated to high temperatures Thus theAI-N dipoles break down and become free to formAIN clusters (or precipitates) which are known tolead to the formation of a pronounced Ill texturein Al-killed low carbon steels during the batchannealing process
Mechanisms of annealing textureformationDriving force for recrystallisationRecrystallisation textures of low and extra low carbonsteels differ considerably from the corresponding coldrolling textures In general with recrystallisationthere is an increase in the intensities of the Illcomponents while those of the 001 orientationsdecrease drastically This difference can be explainedin part on the basis of the orientation dependence ofthe stored energy of cold work Quantitative electronmicroscopy107129-132 and X-ray line breadth measure-ments107131-135 have shown that the distribution ofstored energy depends on orientation in the coldworked metal The stored energy in the deformedregions of various grains represents the driving forcefor recrystallisation on annealing The Taylor factorscalculated by Urabe and Jonas4144 indicate that thelowest possible value is located near the Goss110(001) and the second lowest at the rotatedcube OOl(llO) position (see Fig 57) This suggeststhat these two specific orientations have in fact thelowest stored energies On the basis of the informationnow available the stored energy of deformation forvarious orientations can be written in the followingsequence
EllO(OOD lt EOOlltl10) lt E1l2(uvwgt lt E1 ll Cuvw)
ltEllO(110)middot
When nucleation occurs by strain induced boundarymigration (SIBM) the Goss and the rotated cubeorientations grow into regions of high energy suchas the 112 or Ill or into the matrix as a wholeThis is a form of oriented nucleation in which theother orientations do not succeed in developing viablenuclei When the nucleation of recrystallised grainstakes place around coarse second phase particlessuch as cementite the nuclei will have no orientationbias and therefore a nearly random texture willevolve from this volume fraction of the material onrecrystallisation Finally when nucleation occurs bycoalescence or subgrain growth essentially in grains
Ray et al Textures in low and extra low carbon steels 163
of high stored energy such as those of the Ill fibrecertain nuclei grow while others do not or grow moreslowly The more successful nuclei appear to be thosethat have orientation relations with respect to thematrix represented by preferred (110) axis rotationsThis leads to the replacement of the RD (rolling ordeformation) fibre by the Ill fibre and related (eg554 (225raquo) orientations
Using back reflection Kossel patterns to determinethe crystallographic orientations of the new grainsappearing in a 2000 recrystallised steel sheet Benoitet al136 found that these are mainly of Ill orient-ation The predominance of Ill oriented grainsduring the early stages of recrystallisation has beenconfirmed by several other workers137-139
The nucleation rate can be plotted againstannealing time on the basis of stored energy consid-erations as illustrated in Fig 58 for the principalorientations According to this view the 110 andIll texture components should nucleate first andhave the longest times available for growth The110 component is unlikely to become strong how-ever because of its relatively low density in the coldworked matrix The 001 will be the least favouredorientation to nucleate and even if present at thebeginning of recrystallisation will decrease in volumefraction because of the more rapid selective growthof favourable orientations such as the Ill
Nucleation sites for recrystallised grains andtheir growthDuring the recrystallisation of cold rolled steel Illoriented grains appear to nucleate adjacent to grainboundarieslP l This observation is consistent withthe view that the Ill fibre forms by selective growthand explains why a sharper Ill fibre texture isachieved when the hot band grain size is finer TheGoss ll0(001) oriented grains nucleate preferen-tially along deformation bandsl As the density ofdeformation bands increases with the concentrationof dissolved carbon present before cold rolling highsolute C levels lead to a decrease in the intensity ofthe Ill texture with a simultaneous increase in theintensity of the 110 component in the finalannealing texture There is some evidence that therotated cube 001(110) oriented recrystallisedgrains also nucleate at deformation bandsP Therates of recovery of the Ill and 112 orientationsare much faster than that of the 001145146Therefore when sufficient recovery takes place beforerecrystallisation and grain growth the stored energydifferences between regions of different orientationsdecreases thereby reducing the driving force forSIBM As a result the 001 component will beweakened and the Ill strengthened in theannealing texture
In general the texture of a cold worked material isexpected to determine its annealing texture In thepast 60 years a large volume of research has beencarried out on the mechanism of formation of recrys-tallisation textures In this connection two theoriesnamely the oriented nucleation147148 and orientedgrowth 149-151 models have been proposed In theformer it is suggested that only specific orientationsof recrystallisation nuclei are formed in the cold
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
164 Ray et al Textures in low and extra low carbon steels
ltPldeg30
(001)( 11 0I0 O----------r--r-~-_r_____r_______r_____r__r__ bull90 (001)[110] PHI2 = 450
MAX 43
LEVELS(114)[110]
(113)(110)
l (112)[110)
tfi (223)[11 OJ
(445)[110)
(111)(110]
(111)[121)
bull
60
26
-------- (113)332]
(112)(1 i I)
22 24
26 2932 3538 41
35
(111)(0111
bull (111)[112)(554)[225](332)[113J
(a) (110) [11 OJ -----------_--I--JI--L-L-L--L-Ll-LL-L-L-~ (110) [00II90
ltP2deg(001)[110]
30 600(001)[100) 0
(013)(100)
30degCIJ~
0
tfi(011)(100]
60deg
(031)(1001
(b) (010)1100190
90 ____~--r-----rr----- ~---rw------rT--____ (001) [01 OJ PH 11 = 0deg
MAX 43
(110)(1101
(101)[010)
LEVELS22 2324 2526 2932 3538 41
(301)1010)
a cent2 = 45deg section b cent = 0deg section
57 Full constraint Taylor factor maps for bee materials (after Refs 41 44)
worked matrix so that the annealing texture ischaracterised by the orientations of these nuclei Thelatter theory advocates that recrystallisation nucleiare formed in a random fashion orientation-wise inthe cold worked matrix however because of theorientation dependence of grain boundary mobilityonly the nuclei possessing the highest growth ratesgrow rapidly The annealing texture in that case isdetermined essentially by the orientations of the fast-est growing nuclei A considerable amount of workcarried out by LuckeY and his associates has demon-strated the extent and effect of the orientation depen-dence of grain boundary mobility and therefore ofgrowth selection during recrystallisation From theirbicrystal experiments Ibe and Lucke found that an
International Materials Reviews 1994 Vol 39 No4
orientation relationship of 27deg lt 110) is applicable tohigh growth rates which allows suitably oriented NDfibre grains to grow into the adjoining RD fibreregion
An important consequence of selective growth inlow carbon steels is an orientation dependence of thegrain size in recrystallised materials This is illustratedin Fig 59 where the average Ill grain size is foundto be larger than the mean grain size in a recrystallisedlow carbon steelP This feature of the recrystallisedstructure where the Ill grains have a clear sizeadvantage over the others explains why rm increasesduring grain growth in different grades of low carbonsteel 153 The beneficial effect of grain growth on rm
for three types of low carbon steels is shown in Fig 60
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
w~zo~dgtz
[111]
ANNEALING TIME --+
58 Schematic representation of nucleation rate vannealing time for recrystallised grains ofdifferent low index orientations (after Ref 3)
LUcke and his associatesY have suggested that theccurrence of selective growth can explain the rapidIncrease during annealing in the intensity of the111(112) component and the simultaneousdepletion of the 112(110) in the deformed matrixThe 111(112) is related to the 112(110) by a32deg (110) relationship which is not far away fromthe ~7deg (110) rel~tionship which confers highmobility to bee grain boundaries This orientationrelation allows growth of the 111(112) componentof t~e ND fibre at the expense of the 112(110)portion of the RD fibre Schlippenbach and Luckesuggested that a similar mechanism plays a role inthe formation of the Goss component 110(001)of the annealing texture The fact that this orientationhas a 30 (110) r~lationship with the 111(112)and their observatIon that in the recrystallisationtexture one of these components is strong when theother is weak has led to the conclusion that onesource of the Goss component is the 111(112)
Lindh et al154 have recently studied texture evol-ution during the recrystallisation of an ELC IF steelcontaining 000300C 0middot0800Mn 0middot041 00AI 0004Nand 0middot082 Ti They could not find any evidence forthe (110) rotational misorientations that are sup-posed to confer exceptionally high mobility to thegrain boundaries at least in their material and in the
25ow 20N
~ 15o~ 10laquo~ 5
10 20 30GRAIN SIZE (0) urn
59 Grain size distribution for all grains and for thosewith 111 orientations in a just recrystallisedlow carbon steel sheet (after Ref 139)
Ray et al Textures in low and extra low carbon steels 165
30 r-r---r---r----r-----I I II
25 - -
Q)
J~ 20 -
gt-E
15 -
10 -
10 20 30GRAI N SIZE urn
40
60 Dependence of rm on grain size for three differentsteels cold rolled and annealed (after Ref 99)
context of their analysis This constitutes evidenceagainst the oriented growth mechanism for the forma-tion of recrystallisation textures Clearly this aspectof recrystallisation theory requires further and morerigorous investigation ~n th~ basis of the knowledge currently availableIt IS possible to summarise the steps that lead to theformation of annealing textures in low and extra lowcarbon steels This is also shown schematically inFig 61145
Step 1 When recrystallisation starts because of thehigh stored energy and therefore the high drivingfor~e for recovery the first nuclei appear in the Illregions and assume this orientation
Step 2 These nuclei initially grow at the expenseof deformed regions of the same orientation
Step 3 Once they have reached a critical size theygrow at the expense of adjoining deformed zones towhich they are related by (110) rotations
Step 4 Nuclei of lower stored energy orientationssuch as the 112 and 100 start appearingRecrystalhsatIon IS essentIally finished when thenu~lei which have now become grains occupy theentire volume of the material
Effect of elements in solid solutionElem~nts in soli~ solution in low carbon steel producesolution hardening The increase in yield stress as a
11001 lt UYW gt 1111111
2111 lt UYW gt 0i~~11111 lt UYW gt 11111111111111
61 Schematic diagram illustrating steps leading toformation of recrystallisation texture in lowcarbon steel sheets (see text) (after Ref 145)
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
166 Ray et al Textures in low and extra low carbon steels
300CoI
Ez~ 225enenw~ 150eno-JWgt= 75z
C and N
wCJzlaquocu
~Si
-75 L- __ L-__ -L__ -ll-- __ L- __ l--J
05 20 25
62 Effect of alloying elements on yield stress of lowcarbon steel sheets (after FB Pickering asquoted in Ref 145)
function of solute content for the most commonalloying elements is illustrated in Fig 62 It is tempt-ing to correlate the solution hardening associatedwith individual elements with effects they may haveon the cold rolling texture Numerous investigationshave shown however that elements in solid solutionhave no visible effect on the cold rolling texture54145though there may be discernible changes in the coldrolled microstructure 54 From a careful study of theresults of investigations at IRSID Meyzaud andParnierel have come to the conclusion that withthe exception of some special situations elements insolid solution affect the annealing textures of low andextra low carbon steels only marginally These specialsituations are
1 When dissolved carbon is present before coldrolling or during annealing the resulting 111 recrys-tallisation texture is significantly weakenedPtSimilar observations apply to the presence of N Mnand P in solution71-7381117
2 Niobium Ti and to some extent Si in solidsolution appear to improve the 111texture282998-108120
Effect of precipitate particlesPrecipitate particles of various kinds such as AINTiC Fe3C MnS etc are formed during the pro-cessing of low carbon steels Some of these havebeen found to have a profound effect on therecrystallisation texture
Precipitates formed before cold rollingInterstitial free steels always contain certain amountsof second phase particles after hot rolling such asTiC TiN Ti(CN) Ti4C2S2 Nb(CN) NbC AINand MnS The precipitates present depend on theparticular composition of the steel considered Theirinfluence on subsequent recrystallisation and theresulting texture is mainly a function of their morph-ology that is of their size volume fraction and meanspaci~g Koster and Doherty and Martin1S7 haveshown that recrystallisation can either be delayed oraccelerated by the presence of small or large particlesrespectively (see Fig 63)
International Materials Reviews 1994 Vol 39 No4
Z --------------------o~enJ-J
~engt-auwaoI)
aouw~
~
acceleration ofrecrystallisation
single phase alloy
retardation ofrecrystallisation
INTERPARTICLE SPACING ~
63 Effect of interparticle spacing on time for 5000recrystallisation (after Ref 156)
When a few large particles are present in the matrixa very heterogeneous deformation structure is pro-duced though the cold rolling texture is not signifi-cantly modified The recrystallisation rate isaccelerated in this case Nuclei form preferentiallyaround the particles without any orientation biasgiving rise to a random recrystallisation texture Thisoccurs when steel contains coarse cementite particleswhich may have precipitated after high temperaturecoiling This deleterious effect of coarse cementiteparticles is more than counterbalanced when becauseof the much higher heating rate prevailing duringcontinuous annealing the dissolution rate of cement-ite is decreased thus releasing less carbon into thematrix
When a large number of small particles is presentin the hot band matrix (as in the case of Nb andorTi containing IF steels) the cold rolling texture againdoes not seem to be modifiedP It has also beenshown2829 that for ordinary Nb stabilised IF steelsthe NbC precipitates present in the hot rolled materialdo not exert any measurable influence on the develop-
11 H t hi 158ment of the recrysta isation texture u c msonhas also suggested that second phase particles suchas NbC or Ti(CN) are largely irrelevant with respectto the formation of the 111 annealing texture
Precipitates formed during annealingWhen precipitation occurs during a recrystallisationanneal there is a possible interaction between thetwo phenomena156159160 This is illustrated sche-matically in Fig 64 The diagram shows that for anytemperature T
(i) if Tgt 1 no precipitation takes place andrecrystallisation occurs with the alloyingelements in solid solution
(ii) if 1 gt Tgt 12 recrystallisation occurs firstfollowed by precipitation Interaction is poss-ible if precipitation starts before the end ofrecrystallisation
(iii) if 12 gt Tgt 7 precipitation will retard theonset of recrystallisation
(iv) if T lt 7 precipitation is cmlleted befo~ethe beginning of recrystallisation In thiscase the precipitates must coarsen beforerecrystallisation can take place
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
B
iE Cwagt~awQ
~w T3-LOGTIME~
64 Schematic diagram illustrating interactionbetween recrystallisation (B) and precipitation(C) (after Ref 159)
Classic examples of the phenomena described aboveare provided by the interaction between AIN particles(and clusters) and recrystallisation during theannealing of low carbon AI-killed steels The bestresults are obtained when annealing is carried outat relatively low temperatures (below 540degC)Recrystallisation is delayed until the precipitation ofAIN is complete and the resulting annealing texturethen contains strong Ill components
During the industrial processing of AI-killed lowcarbon steels the sequence of precipitation and recrys-tallisation is normally controlled by the heating rateduring annealing Low heating rates lead to theprecipitation of AIN during recovery resulting in astrong Ill texture after recrystallisation The heat-ing rates which lead to the highest rm values alsoknown as the peak heating rates (PHRs) can becalculated from the following relationship
10g(PHR) = 18middot3 +2middot7 log ([Al] [N] [Mn]RcR)
(3)
where PHR is the heating rate in K h -1 correspond-ing to the peak in rm value [AI] [N] and [Mn] arethe solute concentrations in weight per cent and RCR
the percentage cold rolling reductionSimilar interactions between precipitation and
recrystallisation have also been observed during theannealing of a low carbon steel containing 1middot2Cu(Refs 162-164) and also in IF steels containingdifferent amounts of Ti (Refs 165 166)
Effect of heating rateLebrun et al146 have carried out a detailed analysisof the influence of heating rate on the recrystallisationof low carbon steel sheets They observed that themain consequence of an increase in heating rate is toraise the temperature of primary recrystallisationMicrostructural observations have indicated that thisis due to the decreased time available for recoveryTo compensate recrystallisation takes place at ahigher temperature and since higher recrystallisationtemperatures give rise to higher nucleation rateslthe resulting grain size will be much finer (seeFig 65)
Ray et al Textures in low and extra low carbon steels 167
Annealingratebull 12Ks-136Kh-1
10EE
co8C3
JC~0 6~W~a 4z0
~ 2wJUgtz
0 10 20 30 40 50 60 70RECRYSTALLISATION FRACTION
65 Influence of heating rate during annealing onnucleation rate of grains in a 7000 cold rolled lowC steel sheet (after Ref 167)
The conventional batch annealing of AI-killed steelsprovides strong Ill textures and correspondinglyhigh rm values In order to produce comparableproperties by continuous annealing it is necessary tomodify some of the processing parameters One ofthe changes requires increasing the grain size becauseexcessively fine microstructures are detrimental toformability This is done by decreasing the nucleationrate which involves lowering the recrystallisationtemperature The former can be achieved by (a)decreasing the carbon and alloying and impuritylevels in the steel and (b) increasing the stored energyof deformation either by resorting to higher coldrolling reductions or through adjustment of the com-positional and hot rolling parameters to obtain thedesired distribution of second phase particles (TiCNb(CN) Fe3C MnS ) in the hot band
Texture control in low carbon steelsA critical assessment of the effects of various compos-itional and processing parameters on the developmentof annealing textures in low and extra low carbonsteels has been presented above An overall view ofthe textures formed during cold rolling and annealingand of the factors that influence their intensities isdepicted schematically in Fig 66 Unlike the coldrolling texture which is affected mainly by the hotband texture and amount of cold reduction theannealing texture is controlled by a host of parameterspertaining to steel chemistry and the entire processinghistory The situation with regard to the formationof cold rolling textures is therefore much simplerand can in fact be satisfactorily modelled by themethods of crystal plasticityP By contrast simu-lation of the development of annealing texturespresents a much greater challenge
Recently the formation of recrystallisation texturesin IF steels has been modelled in terms of a selectivegrowth theory in which those Ill nuclei that pos-sess favourable (110) axis rotation relationships withrespect to the deformed matrix undergo preferentialgrowth By adopting a suitable (110) axis variant
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
168 Ray et a Textures in low and extra low carbon steels
I Y Rolling and recrystallisation texturel
Y -to- a transformation
I Transformed a hot band texturel
Cold rollingSharpened by highercold reductions andsharper hot band
texturesCold rolling texture
Affected a little bysteel chemistry butnot by morphology
of precipitates
-
I
NO fibre lt 111 gt 11NO
I
J
RD fibre lt 110gt lRDMaxima at OO 1 lt 11 0 gt or
at 112 lt 110 gt
IAnnealing
Annealing texture Ir
ND fibre 111 lt uvw gt
sharpens appreciably
I
1RD fibre weakenssignificant decline
in 112 lt 110gt intensity
I
111 sharpened by fine hot band
grain size high cold reductions
low concentrations of C N P and
Mn high annealing tempera-
tures and long holding times
( to promote grain growth)
IIn batch annealing
111 is sharpened by low
coiling temperatures
-and slow heating rates
In continuous annealing
1 11 is sharpened by high
coiling temperatures
and high heating rates
66 Schematic representation of texture formation during cold rolling and annealing and of factors thatinfluence them
selection rule and employing it in conjunction with anucleus availability factor it has been shown thatrecrystallisation textures can be successfully predictedfrom experimental rolling textures Bunge andKohler168 have also suggested a general model forrecrystallisation texture valid for both bee and fccmaterials They have assumed nucleation at randomlydistributed sites and simultaneous growth of thesenuclei into all the components of the deformationtexture The average growth rate was considered tobe a compromise of the local growth rates the latterare given by an orientation dependent driving forceand the local mobility which depends in turn on theorientation difference between growing grains and the
International Materials Reviews 1994 Vol 39 No4
Texture forms by oriented
nucleation of 001 lt 110gt and
11 O lt 001 gt at shear bands or
by SIBM and of 111ltuvwgt at
grain boundaries The latter is
sharpened by selective growth
into deformed matrix grains
related by lt 110gt rotations
matrix However further work is necessary before anacceptable model for the formation of recrystallisationtextures in steels can emerge
Over the years great advances have been made inelucidating the effects of different variables on theformation of the 111 texture For example theinfluence of alloying elements such as C is now welldocumented In addition the way the hot band textureand grain size influence the annealing texture isreasonably well understood It has also been possibleto identify with reasonable accuracy the nuclea-tion sites of the different annealing texture compon-ents in the deformed matrix However in order toachieve a more quantitative understanding of the
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
recrystallisation process further work is necessary onthe following lines
1 The interactions between alloying elements andthe way they affect the annealing texture should beinvestigated in detail This will require working withalloys of strictly controlled chemical compositions
2 The process of recrystallisation itself especiallythe nature and mobility of grain boundaries is stillnot fully understood Also of importance are theprecise effects of second phase particles and the rulesof variant selection during selective growth Experi-ments using bicrystals deformed in channel dies andthe very precise determination of TTT diagrams forrecrystallisation and precipitation will be needed tofurther understanding of these phenomena
3 The ideal orientation relationship of 27deg (110)(and of other CSL or coincidence site lattice relation-ships) suggested for the rapid growth rate of suitablyoriented nuclei into the deformed matrix should belooked into carefully The different manifestations ofthese relationships and their dependence on alloychemistry amount of cold deformation etc shouldalso be properly investigated
4 Perhaps the most promising line of attack willbe to undertake very detailed microstructural studiesof both the cold rolled and annealed states and tocorrelate these observations with crystallographicdata This will pave the way for greater understandingof the overall phenomenon and allow accurate model-ling of the process The sound scientific modelsobtained in this way will lead to the more effectiveindustrial control and optimisation of annealingtextures in low and extra low carbon steels
Summary and conclusionsIn this review the extensive literature on the develop-ment of cold rolling and annealing textures in lowand extra low carbon steels has been summarisedTexture is an important property as it induces plasticanisotropy which can have both beneficial and detri-mental effects on the formability In the precedingsections the effects of different compositional andprocessing variables on texture formation have beenevaluated critically and the complex interactionsbetween the various parameters have been lookedinto carefully Finally efforts were directed towardsincreasing the understanding of the basic mechanismsof texture formation in order to provide a scientificbasis for industrial texture control The majorconclusions of this work are enumerated below
1 The cold rolling texture of low carbon steels ismainly composed of a nearly perfect ND fibre and apeak component situated at or near 001(110) orat or near 112(110) on the RD partial fibre axisdepending on the type of steel and the amount ofcold rolling reduction This texture is affected mostsignificantly by the hot band texture and not partic-ularly by such metallurgical parameters as steelchemistry or the morphology of precipitates
2 The deformation textures predicted theoreticallyby means of the relaxed constraint versions of theTaylor model of crystal plasticity are in reason-ably good agreement with experimental cold rollingtextures Thus the observed textures can be readily
Ray et al Textures in low and extra low carbon steels 169
accounted for by the geometric features ofcrystallographic glide
3 When heavily cold rolled material is recrystallis-ation annealed the ND fibre is strengthened and theorientation density of the RD fibre particularly thatof the 112lt110) component decreases to somedegree ranging between modest and large dependingon the type of steel amount of cold reduction andthe location in the sheet where texture is evaluatedThe annealing texture especially the intensity of theIll component depends critically on the hot bandtexture and grain size certain processing variablessuch as the amount of cold reduction and the alloychemistry
4 During annealing 111ltuvw) grains nucleateat grain boundaries and those that have favourable(110) axis rotation relationships with respect to thedeformed matrix particularly with respect to the RDfibre grow rapidly Oriented nucleation followed bystrain induced boundary migration lead to the forma-tion and growth of the 001(110) oriented grainsOriented nucleation is also responsible for the appear-ance of the 110(001) grains which form preferen-tially in deformation bands Textural changes duringrecrystallisation annealing are also affected by theorientation dependence of the stored energy of coldworking which increases in the order E110ltOOD
lt EOOllt110gt lt E112ltuvwgt lt E111 ltUVWgt ltE110lt110gt5 For conventional steels processed by batch
annealing the optimum amount of cold reduction isaround 70 This leads to the most desirableannealing textures and the correspondingly highestr rn values However in the Nb or Ti stabilised inter-stitial free (IF) steels the optimum reduction can beincreased to 9000In all these steels finer hot bandgrain sizes prod uce sharper Ill textures afterannealing because they are less susceptible to shearband formation during cold rolling
6 Low coiling temperatures and slow heating ratesduring annealing impart high r rn values to Al-killedsteels The rrn values of Nb or Ti stabilised steels donot appear to be particularly sensitive to either coilingtemperature or heating rate
7- Grain growth after recrystallisation generallyleads to sharper Ill fibres and increased rrn valuesThis is why longer annealing cycles and higherannealing temperatures are beneficial In the case ofbox annealing the practical upper limit of annealingtemperature is ~ 720degC The higher heating and cool-ing rates inherent in the continuous annealing processallow temperatures above 720degC to be used Thuscoils can be annealed in the intercritical y + a rangewhich can lead to intensification of the Illcomponents
8 Carbon in solution andor in the form of carbidesis the single most deleterious element in that it retardsthe development of sharp Ill annealing texturesDissolved N P and Mn have effects similar to thatof C Niobium Ti and Si in solid solution enhancethe intensity of the Ill fibre texture
9 The interaction between substitutional and inter-stitial solutes may give rise to the formation ofcomplexes or dipoles of the type Mn-C Mn-Nand AI-N Such complexes can pin dislocations atelevated temperatures thus delaying recovery they
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
170 Ray et al Textures in low and extra low carbon steels
also seem to retard the nucleation and growth of the111 fibre
10 The interaction between precipitation andrecrystallisation can be used to advantage to controlthe annealing texture In Al-killed low carbon steelsthe precipitation of AIN occurs before the onset ofrecrystallisation and this produces a strong 111annealing texture The precipitation before cold roll-ing of fine second phase particles such as TiC andNb( CN) in Ti and Nb IF steels is largely irrelevantto the development of the 111 texture
11 The extra low carbon steels (C + N ~ 0middot006)are remarkably tolerant of many compositional andprocessing variables The very low level of carbonin these steels can in itself enable excellent deepdrawabilities to be attained
AcknowledgmentsThe authors are grateful to the Natural Sciences andEngineering Research Council of Canada (NSERC)the Canadian Steel Industry Research Association(CSIRA) and the Ministry of Education of Quebec(FCAR Program) for financial support They wouldlike to thank Drs J Savoie and M P Button-Guillenof the Department of Metallurgical EngineeringMcGill University for numerous helpful discussionsThanks are also due to T Urabe research student ofthe same department for kindly making availablesome of his unpublished results Appreciation is alsoextended to R P Jesseman Research and TechnologyAK Steel Corp for making available some of hisunpublished results and to AK Steel Corp for per-mission to use the results The extremely able sec-retarial help of Ms Lorraine Mello and Priti Wanjarais also gratefully acknowledged
References1 J F HELD in Mechanical working and steel processing IV
(ed D A Edgecombe) 3 1965New York American Instituteof Mining Metallurgical and Petroleum Engineers
2 s MISHRA and c DARMANN Int Met Rev 1982 27 (6) 3073 w B HUTCHINSON Int Met Rev 1984 29 (1) 254 R K RAY and J J JONAS Int Mater Rev 199035 (1) 15 L G SCHULZ J Appl Phys 1949 20 10306 B F DECKER E T ASP and D HARKER J Appl Phys 1948
19 3887 B D CULLITY Elements of X-ray diffraction 1978 Reading
MA Addison-Wesley8 M HATHERLY and w B HUTCHINSON An introduction to
textures in metals 1979 London The Institution ofMetallurgists
9 K LUCKE in Proc 6th Int Conf on Textures of materialsVol 1 14 1981Tokyo The Iron and Steel Institute of Japan
10 H J BUNGE Z Metallkd 1965 56 87211 R J ROE J Appl Phys 1965 36 2024 206912 H J BUNGE Mathematische Methoden der Texturanalyse
1969 Berlin Akademie Verlag13 H J BUNGE Texture analysis in materials science 1982
London Butterworths14 J HANSEN J POSPIECH and K LUCKE Tables for texture
analysis of cubic crystals 1978 Berlin Springer-Verlag15 D DANIEL and J J JONAS Metall Trans 1990 21A 33116 R K RAY J J JONAS M P BUTRON-GUILLEN and J SAVOIE
ISIJ Int 1994 34 in press17 D DANIEL K SAKATA and J J JONAS ISIJ Int 1991 31
69618 D DANIEL and J J JONAS Textures Microstruct 1991
14-18 116519 R HILL Proc R Soc 1952 A65 349
International Materials Reviews 1994 Vol 39 No4
20 u von SCHLIPPENBACH F EMREN and K LUCKE Acta Metall1986 34 (7) 1289
21 K LUCKE and M HOLSCHER Textures Microstruct 199114-18 585
22 M SHIMIZU K MATSUDA Y SADAMURA N TAKAHASHI andM KAWAHARADAFrench Pat 1511529 Jan 1968 this corres-ponds to Br Pat 1176863 Jan 1970 and US Pat 3522110July 1970
23 J A ELIAS and R E HOOK US Pat 3 761 324 Sept 197324 J A ELIAS and R E HOOK US Pat 3 765 874 Oct 197325 T OBARA S SATOH M NISHIDA and T IRIE Scand J Metall
1984 13 20126 A J HECKLER and w G GRANZOW Metall Trans 1970 1
208927 R E HOOK Unpublished results Armco Inc Research and
Technology Middletown OH28 R E HOOK A J HECKLER and J A ELIAS Metall Trans 1975
6A 168329 R E HOOK in Metallurgy of vacuum-degassed steel products
(ed R Pradhan) 263 1990 Warrendale PA MetallurgicalSociety of AIME
30 R E HOOK Metall Trans 1993 24A 200931 R J JESSEMANUnpublished results AK Steel Corp Research
Center Middletown OH32 s L LOPATAand E B KULA Trans AIME 1962 224 86533 S LEBER Rev Sci Instrum 1965 36 174734 R J HAZEL and R c HUDD A laboratory investigation of the
processing behaviour and properties of niobium bearing EDDsteels Report SM734A British Steel Corp South WalesGroup 1970
35 H INAGAKI Z Metallkd 1984 75 51036 H INAGAKI Z Metallkd 1988 79 71637 M P BUTRON-GUILLEN J J JONAS and R K RAY Acta Metall
Mater 1994 42 in press38 R E HOOK and H NYO Metall Trans 1975 6A 144339 w B HUTCHINSON K-I NILSSON and J lllRSCH in Metallurgy
of vacuum-degassed steel products (ed R Pradhan) 1091990 Warrendale PA Metallurgical Society of AIME
40 O KWON G KIM and R W CHANG in Metallurgy of vacuum-degassed steel products (ed R Pradhan) 215 1990Warrendale PA Metallurgical Society of AIME
41 J J JONAS and T URABE in Proc Int Forum on Physicalmetallurgy of IF steels Tokyo 1994 The Iron and SteelInstitute of Japan 77-94
42 F H SAMUEL S YUE J J JONAS and B A ZBINDEN inMetallurgy of vacuum-degassed steel products (edR Pradhan) 395 1990Warrendale PA Metallurgical Societyof AIME
43 A NAJAFI-ZADEH S YUE and J J JONAS ISIJ Int 19923221344 T URABE and J J JONAS ISIJ Int 1994 34 435-44245 L S TOTH J J JONAS D DANIEL and R K RAYMetall Trans
1990 21A 298546 I L DILLAMORE and H KATOH Met Sci 197482147 J L RAPHANEL and P VANHOUTTE Acta Metall 198533 148148 M ARMINJON Acta Metall 19873561549 P GILORMINI Acta Metall 1989 37 209350 w B HUTCHINSON in Proc 10th Int Conf on Textures of
materials 1917-1928 1994 Aedersmannsdorf SwitzerlandTrans Tech Publications
51 c DASARATHY A review of recent observations on thedeformed recovered and recrystallized states in iron and lowcarbon ferrite steels Report SM668 A British Steel Corp1973
52 M FUKUDA Tetsu-to-Hagane (J Iron Steel Inst Jpn) 196753559
53 S NOMURA T YUTORI and T FUKUTSUKA Tetsu-to-Hagane(J Iron Steel Inst Jpn) 1975 61 3092
54 J J LAVIGNE T SUZUKI and H ABE in Proc 6th Int Confon Textures of materials Vol 2 749 1981 Tokyo The Ironand Steel Institute of Japan
55 H ABE T SUZUKI and K TAKAGI Trans Iron Steel Inst Jpn1981 21 100
56 T SENUMA H YADA R SHIMIZU and J HARASE Acta MetallMater 1990 38 2673
57 H KUBOTERA K NAKAOKA K ANAKI K WATANABE andK IWASE Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197662846
58 K MATSUDO T SHIMOMURA and o NOZOE Texture CrystSolids 1978 3 53
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
59 w B HUTCHINSON and K USHIODA Scand J Metall 19843269
60 D T GAWNE and G T HIGGINS in Textures in research andpractice 319 1969 Berlin Springer-Verlag
61 K USHIODA J AGREN and w B HUTCHINSON in Proc 7thInt Conf on Textures of materials 301 1984Noordwijkerhout Netherlands Society for Materials Science
62 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA andK KOMIYA Trans Iron Steel Inst Jpn 1975 15 305
63 K USHIODA W B HUTCHINSON J AGREN and u von
SCHLIPPENBACH Mater Sci Technol 1986 2 80764 w B HUTCHINSON and K USHIODA in Proc 7th Int Conf on
Textures of materials 409 1984 NoordwijkerhoutNetherlands Society for Materials Science
65 I L DILLAMORE C J E SMITH and T W WATSON Met Sci J1967 149
66 K USHIODA and M ABE Tetsu-to-Hagane (J Iron Steel InstJpn) 1984 70 96
67 G IBE and K LUCKE Arch Eisenhiittenwes 1968 39 69368 S HASHIMOTO T KASHIMA and T INOUE Textures Microstruct
1991 14-18 84169 S HASHIMOTO T YAKUSHIJI T KASHIMA and K HOSOMI in
Proc 8th Int Conf on Textures of materials 673 1988Warrendale PA Metallurgical Society of AIME
70 Y HOSOYA T SUZUKI and A NISHIMOTO in Metallurgy ofvacuum-degassed steel products (ed R Pradhan) 291 1990Warrendale PA Metallurgical Society of AIME
71 M TAKAHASHI and A OKAMOTO in Proc 5th Int Conf onTextures of materials Vol 2 265 1978 Berlin Springer-Verlag
72 M TAKAHASHI A OKAMOTO S INO and T NAKATA Trans IronSteel Inst Jpn 1979 19 144
73 M TAKAHASHI and A OKAMOTO Trans Iron Steel Inst Jpn1979 19 391
74 A OKAMOTO and N MIZUI in Proc 7th Int Conf on Texturesof materials 427 1984 Noordwijkerhout NetherlandsSociety for Materials Science
75 K TAGASHIRA W B HUTCHINSON and I L DILLAMORE inProc 6th Int Conf on Textures of materials Vol 2 7781981 Tokyo The Iron and Steel Institute of Japan
76 J E ENRIETTO Trans AIME 1962 224 43 111977 w C LESLIE R L RICKETT C L DOTSON and c S WATSON
Trans ASM 1954461470 78 P N RICHARDS J Aust Inst Met 1967 12 279 P R MOULD in Metallurgy of continuous-annealed sheet
steel (ed B L Bramfitt and P L Mangonon) 3 1982Warrendale PA Metallurgical Society of AIME
80 N TAKAHASHI M SHIBATA Y FURUNO H HAYAKAWAK KAKUTA and K YAMAMOTOin Metallurgy of continuous-annealed sheet steel (ed B L Bramfitt and P L Mangonon)133 1982 Warrendale PA Metallurgical Society of AIME
81 H HU and s R GOODMAN Metall Trans 1970 1 305782 I F HUGHES and E W PAGE Metall Trans 1971 2 206783 N OHASHI M KONISHI and Y ARIMA Kawasaki Steel Tech
Rep 19735 16484 N TAKAHASHI M ABE O AKISUE and H KATOH in Metallurgy
of continuous-annealed sheet steel (ed B L Bramfitt andP L Mangonon) 51 1982 Warrendale PA MetallurgicalSociety of AIME
85 H KOBAYASHI T SHIMOMURA and K MATSUDO in Proc 6thInt Conf on Textures of materials Vol 2 729 1981 TokyoThe Iron and Steel Institute of Japan
86 H HU Metall Trans 1977 8A 156787 H HU in Proc 5th Int Conf on Textures of materials Vol 2
3 1978 Berlin Springer-Verlag88 w B HUTCHINSON Met Sci 1974 8 18589 K OSAWA K MATSUDO K KURIHARA and T SUZUKI Tetsu-
to-Hagane (J Iron Steel Inst Jpn) Mar 1984 70 S55290 W KOCH and H KELLER Arch Eisenhiittenwes 196435 117391 P PARNIERE Report PA3 2340 IRSID 198092 T SUZUKI and H ABE in Proc 6th Int Conf on Textures of
materials Vol 2 797 1981 Tokyo The Iron and SteelInstitute of Japan
93 H ABE T SUZUKI and J J LAVIGNE Trans Iron Steel InstJpn 1981 21 332
94 J FRIEDEL Dislocations 407 1964 Oxford Pergamon Press95 L S DARKEN and R W GURRY Physical chemistry of metals
Chap 16 1953 New York McGraw-Hill96 T NISHIZAWA Bull Jpn Inst Met 1973 12 401
Ray et al Textures in low and extra low carbon steels 171
97 w B HUTCHINSON T W WATSON and I L DILLAMORE J IronSteel I11St1969 207 1479
98 I S BRAMMAR T R THOMSON and R M HOBBS J Aust I11StMet 1972 17 147
99 D A KARLYN R W VEITH and J L FORAND in Mechanicalworking and steel processing VII 127 1969 New YorkMetallurgical Society of AIME
100 P R V EVANS J C BITCON and I F HUGHES J Iron SteelInst 1969 207 331
101 J A ELIAS and R E HOOK in Mechanical working and steelprocessing IX 348 1970 New York Metallurgical Societyof AIME
102 R H GOODENOW and J F HELD Metall Trans 1970 12507103 I F HUGHES and R c HUDD Br Pat 1 236 598 1971104 P R MOULD and J M GRAY Metall Trans 1972 3 3121105 R GILLANDERS C DASARATHY and R c HUDD in Textures
and the properties of materials 245 1976 London TheMetals Society
106 P MESSlEN and T GREDAY in Textures and the properties ofmaterials 266 1976 London The Metals Society
107 D J WILLIS and M HATHERLY in Textures and the propertiesof materials 48 1976 London The Metals Society
108 U LOTTER W MOSCHENBORN and R KNORR in Proc 5th IntConf on Textures of materials Vol 2 285 1978 BerlinSpringer-Verlag
109 P MESSIENand T GREDAY CRM Metall Rep Dec 1976(49)3110 E P ABRAHAMSON IT and B S BLAKENEY Jr Trans AIME
1960 218 1101111 W BLECK and u LOTTER in Proc 7th Int Conf on Textures
of materials 383 1984Noordwijkerhout Netherland Societyfor Materials Science
112 T MATSUOKA and M TAKAHASHI Tetsu-to-Hagane (J IronSteel I11StJpn) 1971 57 1134
113 N FUKUDA and M SHIMIZU Tetsu-to-Hagane (J Iron SteelI11StJpn) 1975 61 817
114 H ABE and K TAKAGI Tetsu-to-Hagane (J Iron Steel InstJpn) 1975 61 S141
115 I KOKUBO M SUDO K KAMENO S HASHIMOTO I TSUKATANIand T IWAI Tetsu-to-Hagane (J Iron Steel Inst Jpn) 197359469
116 T SUZUKI in Proc 7th Int Conf on Textures of materials439 1984 Noordwijkerhout Netherlands Society forMaterials Science
117 K MATSUDO T SHIMOMURA K OSAWA M SAKOH and s ONOin Proc 6th Int Conf on Textures of materials Vol 2 7591981 Tokyo The Iron and Steel Institute of Japan
118 H HU Texture Cryst Solids 1979 3 215119 N OHASHI M KONISHI A YASUDA S SATO and T IRIE in Proc
6th Int Conf on Textures of materials Vol 1 195 1981Tokyo The Iron and Steel Institute of Japan
120 M SUDO S HASHIMOTO and I TSUKATANI in Proc 6th IntConf on Textures of materials Vol 2 1076 1981 TokyoThe Iron and Steel Institute of Japan
121 M SUDO and I TSUKATANI in Proc 6th Int Conf on Texturesof materials Vol 2 807 1981 Tokyo The Iron and SteelInstitute of Japan
122 D A LEAK and G M LEAK J Iron Steel Inst 1958 189 256123 K TODA H GONDOH H TAKEUCHI M ABE N UEHARA and
K KOMIYA Testu-to-Hagane (J Iron Steel lnst Jpn) 1975612363
124 D F HASSON and R J ARSENAULT in Treatise on materialsscience and technology Vol 1 179 1972 New YorkAcademic Press
125 K OSAWA and K KURIHARA in Memoirs of the researchcommittee of low carbon sheet steels 108 1987 Tokyo TheIron and Steel Institute of Japan
126 H ABE T SUZUKI and s OKADA Testu-to-Hagane (J IronSteel Inst Jpn) 1983 69 S1415
127 H ABE in Proc 8th Int Conf on Textures of materials 6611988 Warrendale PA Metallurgical Society of AIME
128 A OKAMOTO and M TAKAHASHI in Proc 6th Int Conf onTextures of materials Vol 2 739 1981Tokyo The Iron andSteel Institute of Japan
129 c J E SMITH and I L DILLAMORE Met Sci J 1970 4 161130 I L DILLAMORE P L MORRIS C J E SMITH and w B
HUTCHINSON Proc R Soc 1972 A239 405131 R L EVERYand M HATHERLY Texture 1974 1 183132 J BOURGEOT J L LEBRUN Y MEYZAUD P PARNIERE and
B J THOMAS Report RE 770 IRSID Aug 1980
International Materials Reviews 1994 Vol 39 No4
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
172 Ray et al Textures in low and extra low carbon steels
133 H TAKECHI H KATO and s NAGASHIMA Trans AIME 196824256
134 M MATSUO S HAYAMI and s NAGASHIMA in Adv X-ray Anal1974 14 214
135 1 L LEBRUN G MAEDER F MOLIEXE and P PARN-mRE EECTechnical Research on Steel Report No EUR 6652 1980
136 D BENOIT Y MEYZAUD P PARNIERE and R TIXIER in Textureand the properties of materials 13 1976 London TheMetals Society
137 H KUBOTERA and K NAKAOKA in Proc Conf on Mechanicalworking and steel processing 101 1967 Metals Park OHAmerican Society for Metals
138 B J DUGGAN MSc thesis University of Birmingham 1970139 1 L DILLAMORE and w B HUTCHINSON in Proc ICSTIS
(suppl Trans Iron Steel Inst lpn) 1971 11 877140 H INAGAKI Trans Iron Steel Inst Jpn 1984 24 266141 w B HUTCHINSON Acta Metall 1989 37 1047142 K USHIODA H OHSONE and M ABE in Proc 6th Int Conf on
Textures of materials Vol 2 829 1981 Tokyo The Iron andSteel Institute of Japan
143 w B HUTCHINSON in Proc 8th Int Conf on Textures ofmaterials 603 1988 Warrendale PA Metallurgical Societyof AIME
144 u von SCHLIPPENBACH and K LUCKE in Proc 8th Int Confon Textures of materials 861 1988 Warrendale PAMetallurgical Society of AIME
145 P PARNrERE in Proc 6th Int Conf on Textures of materialsVol 1 181 1981 Tokyo The Iron and Steel Institute ofJapan
146 J L LEBRUN G MAEDER and P PARNIERE in Proc 6th IntConf on Textures of materials Vol 2 787 1981Tokyo TheIron and Steel Institute of Japan
147 w G BURGERS and P c LOUWERSE Z Physik 1931 67 605
International Materials Reviews 1994 Vol 39 No4
148 w G BURGERS and T J TIEDEMA Acta Metall 1953 1 234149 P A BECK Adv Phys 1954 3 (11) 245150 P A BECK Acta Metall 1953 1 230151 P A BECK and H HU in Recrystallization grain growth and
textures (ed H Margolin) 393 1966 Metals Park OHAmerican Society for Metals
152 K LUCKE Can Metall Q 1974 13 261153 D J BLICKWEDE Trans ASM 1968 61 653154 E LINDH W B HUTCHINSON and P BATE in Proc 10th Int
Conf on Textures of materials 997-1002 1994Aedersmannsdorf Switzerland Trans Tech Publications
155 Y MEYZAUD and P PARNIERE Report RFP 238 IRSID Jan1975
156 U KOSTER in Recrystallization of metallic materials 2151971 Berlin Dr Riederer Verlag
157 R D DOHERTY and J W MARTIN J Inst Met 1962-6391332158 w B HUTCHINSON Personal communication159 E HORNBOGEN and H KREYE in Textures in research and
practice 274 1969 Berlin Springer-Verlag160 E HORNBOGEN Metall Trans 1979 lOA 947161 M TAKAHASHI and A OKAMOTO Sumitomo Met 19742740162 P AUBRUN and P ROCQUET Mem Sci Rev Metall 1975721163 B J DUGGAN and w B HUTCHINSON in Textures and the
properties of materials 292 1976 London The MetalsSociety
164 w B HUTCHINSON and B J DUGGAN Met Sci 197812372165 Y MEYZAUD P PARNIERE and B J THOMAS Report RE 434
IRSID Mar 1977166 Y MEYZAUD P PARNIERE B J THOMAS and R TIXIER in Proc
5th Int Conf on Textures of materials Vol 2 243 1978Berlin Springer-Verlag
167 E BOMMIER and F MOLIEXE Unpublished results IRSID168 H J BUNGE and u KOHLER Scr Metall Mater 199227 1539