Embed Size (px)
Citation preview
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 1/298
i
6
Oleh
Ade Sumpena
POLITEKNIK NEGERI JAKARTA

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 2/298
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 3/298
iii
DAFTAR ISI
HALAMAN JUDUL .................................................................................... i
PRAKATA .................................................................................................... ii
DAFTAR ISI ................................................................................................. iii
BAB I PENDAHULUAN ........................................................................... 1
1.1 Gambaran Umum Materi Kuliah ............................................. 1
1.2 Tujuan Pembelajaran Umum .................................................... 11.3 Materi Ajar ............................................................................... 1
1.4 Proses Pembelajaran ................................................................. 1
1.5 Petunjuk mempelajari buku ajar ............................................... 2
BAB II MESIN BOR ( Drilling Machine)
2.1 Pendahuluan .............................................................................. 3
2.2 Tujuan Pembelajaran Khusus ................................................... 4
2.3 Kegiatan Belajar ....................................................................... 4
2.3.1 Jenis-Jenis mesin Bor .................................................... 4
2.3.2 Mata Bor (Twist drill) .................................................... 10
2.3.3 Peralatan dan alat bantu Mesin Bor ............................... 15
2.3.4 Pencekaman Benda Kerja ................................................ 18
2.3.5 Langkah-langkah pengeboran .......................................... 20
2.3.6 Proses-proses pemesinan yang ada hubungannya
dengan mesin bor ............................................................ 24
2.3.7 Latihan ………………….……………………………… 28
2.3.8 Tugas ………………………………………………….... 28
2.3.9 Evaluasi/Kunci Jawaban ……………….………………. 29
2.4 Rangkuman …………………………………………………… 30
2.5 Daftar Pustaka ............................................................................ 31
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 4/298
iv
BAB III MESIN SEKRAP (SHAPING MACHINE )
3.1 Pendahuluan .............................................................................. 32
3.2 Tujuan Pembelajaran Khusus ................................................... 32
3.3 Kegiatan Belajar ....................................................................... 32
3.3.1 Definisi dan Prinsip Kerja Mesin Sekrap ....................... 32
3.3.2 Jenis-jenis Mesin Sekrap ................................................ 34
3.3.3 Mekanisme Kerja Mesin Sekrap .................................... 36
3.3.4 Bagian-bagian utama Mesin Sekrap .............................. 38
3.3.5 Alat Potong Mesin Sekrap …………………………….. 38
3.3.6 Proses Kerja Mesin Sekrap ............................................ 40
3.3.7 Perhitungan waktu proses kerja mesin Sekrap ................. 44
3.3.8 Latihan ............................................................................ 46
3.3.9 Tugas .............................................................................. 46
3.3.10 Evaluasi/Kunci Jawaban ............................................... 46
3.4 Rangkuman ................................................................................ 47
3.5 Daftar Pustaka ............................................................................ 48
BAB IV MESIN BUBUT ( LATHE/TURNING MACHINE )
4.1 Pendahuluan .............................................................................. 49
4.2 Tujuan Pembelajaran Khusus ................................................... 51
4.3 Kegiatan Belajar ....................................................................... 51
4.3.1 Definisi dan Prinsip Kerja Mesin Bubut ......................... 51
4.3.2 Bentuk-bentuk dasar benda kerja yang dapat dikerjakan
pada Mesin Bubut ........................................................... 52
4.3.3 Spesifikasi Mesin Bubut ................................................. 53
4.3.4 Jenis-jenis Mesin Bubut .................................................. 54
4.3.5 Bagian-bagian Utama Mesin Bubut Biasa ...................... 59
4.3.6 Sistim Transmisi Mesin Bubut ....................................... 65
4.3.7 Perlengkapan dan Alat Bantu ( Accessories) ................... 66
4.3.8 Pemegang pahat (Tool post ) ......................................... 71
4.3.9 Pendukung ( Rest ) ........................................................... 74
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 5/298
v
4.3.10 Senter ........................................................................... 75
4.3.11 Pembawa (Lathe dog) ......................... ......................... 77
4.3.12 Mandrel ........................................................................ 79
4.3.13 Perlengkapan ( Attachment ) .......................................... 81
4.3.14 Alat Potong (Turning Tools) ........................................ 84
4.3.15 Pemasangan Pahat Bubut ............................................. 90
4.3.16 Pencekaman Benda Kerja ............................................. 92
4.3.17 Perhitungan Proses Bubut ............................................ 92
4.3.18 Waktu Pengerjaan ( Machining Time) .......................... 94
4.3.19 Proses Pembubutan ...................................................... 96
4.3.20 Pengkartelan (Knurling) .............................................. 106
4.3.21 Aspek-Aspek Keselamatan Kerja dalam Proses
Pembubutan .................................................................... 107
4.3.22 Latihan .......................................................................... 108
4.3.23 Tugas ............................................................................ 109
4.3.24 Evaluasi/Kunci Jawaban ............................................... 109
4.4 Rangkuman ................................................................................. 111
4.5 Daftar Pustaka ............................................................................ 113
BAB V MESIN FRAIS ( MILLING MACHINE )
5.1 Pendahuluan ............................................................................. 114
5.2 Tujuan Pembelajaran Khusus ................................................... 115
5.3 Kegiatan Belajar ....................................................................... 115
5.3.1 Prinsip Kerja Mesin Frais ............................................... 1155.3.2 Jenis-jenis Mesin Frais ................................................... 116
5.3.3 Klasifikasi Proses Frais .................................................. 119
5.3.4 Metode Pengefraisan ...................................................... 120
5.3.5 Alat Potong (Cutting Tools) .......................................... 122
5.3.6 Pemegang alat potong dan alat bantu pada mesin frais .. 127
5.3.7 Perhitungan proses pengerjaan pada Mesin Frais .......... 133
5.3.8 Cara pemaangan benda kerja ........................................ 137
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 6/298
vi
5.3.9 Kepala pembagi (Dividing Head) ................................. 138
5.3.10 Pembagian Differential ................................................ 141
5.3.11 Membuat Spiral di mesin Frais .................................... 144
5.3.12 Rumus-rumus roda gigi ............................................... 147
5.3.13 Latihan ....................................................................... 148
5.3.14 Tugas ............................................................................ 148
5.3.15 Evaluasi/Kunci Jawaban .............................................. 149
5.4 Rangkuman ............................................................................... 150
5.5 Daftar Pustaka ........................................................................... 151
BAB VI MESIN GERINDA (GRINDING MACHINE )
6.1 Pendahuluan ............................................................................. 153
6.2 Tujuan Pembelajaran Khusus .................................................... 154
6.3 Kegiatan Belajar ........................................................................ 154
6.3.1 Definisi dan prinsip kerja Gerinda (Grinding) ................ 154
6.3.2 Mesin Gerinda Datar/Muka (Surface Grinding) ............. 155
6.3.3 Mesin Gerinda Silinder (Cylindrical Grinding) .............. 168
6.3.4 Batu Gerinda/Roda Gerinda (Grinding Wheel) .............. 179
6.3.5 Latihan ............................................................................ 193
6.3.6 Tugas .............................................................................. 194
6.3.7 Evaluasi/Kunci Jawaban ................................................. 194
6.4 Rangkuman ............................................................................... 196
6.5 Daftar Pustaka ........................................................................... 198
BAB VII MESIN PERKAKAS CNC DASAR
7.1 Pendahuluan ........................................................................... 199
7.2 Tujuan Pembelajaran Khusus ................................................. 200
7.3 Kegiatan Belajar .................................................................... 200
7.3.1 Mesin Bubut CNC ........................................................ 200
7.3.2 Mesin Frais CNC TU-3A ............................................. 227
7.3.3 Latihan ......................................................................... 269
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 7/298
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 8/298
1
DAFTAR TABEL
Tabel 2.1 Kecepatan potong mata bor dari bahan HSS …………………… 22
Tabel 2.2 Besarnya pemakanan berdasarkan diameter …………………… 22
Tabel 3.1 Kecepatan potong dan feeding untuk mesin sekrap ……………. 45
Tabel 4.1 Sudut-sudut pahat HSS dan Karbida …………………………… 87
Tabel 4.2 Contoh penggolongan pahat karbida dan penggunaannya ……… 90
Tabel 4.3 Kecepatan potong untuk mesin bubut potong ………………….. 93
Tabel 4.4 Kecepatan pemakanan menggunakan HSS untuk mesin bubut …. 95
Tabel 5.1 Kecepatan potong untuk mesin frais ……………………………. 133
Tabel 5.2 Asutan per gigi …………………………………………………. 135
Tabel 6.1 Klasifikasi ukuran butiran asah ………………………………… 181
Tabel 6.2 Tingkat kekerasan roda gerinda ………………………………… 183
Tabel 6.3 Struktur roda gerinda …………………………………………… 185
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 9/298
2
DAFTAR GAMBAR
Gambar 2.1 Proses Pemboran …………………………………………..... 3
Gambar 2.2 Keluarnya beram dari lubang bor ………………………….... 4
Gambar 2.3 Mesin Bor Tangan …………………………………….…….... 4
Gambar 2.4 Mesin Bor Portabel ………………………………………..…. 5
Gambar 2.5 Mesin Bor Bangku ……………………………………………. 5
Gambar 2.6 Mesin Bor Lantai …………………………………………..…. 6
Gambar 2.7 Mesin Bor Radial ………………………………………......... 7
Gambar 2.8 Mesin Bor Jig ………………………………………………… 7
Gambar 2.9 Mesi Bor Spindel Jamak …………………………………….. 8
Gambar 2.10 Mesin Bor Gang …………………………………………….. 9
Gambar 2.11 Mesin Bor Kordinat ………………………………………… 9
Gambar 2.12 Mata bor bilah …………………………………………….... 10
Gambar 2.13 Mata bor alur lurus …………………………………………. 10
Gambar 2.14 Mata bor alur spiral ………………………………………… 10
Gambar 2.15 Bagian- bagian mata bor spiral ……………………………… 11
Gambar 2.16 Kepala mata bor …………………………………………….. 11
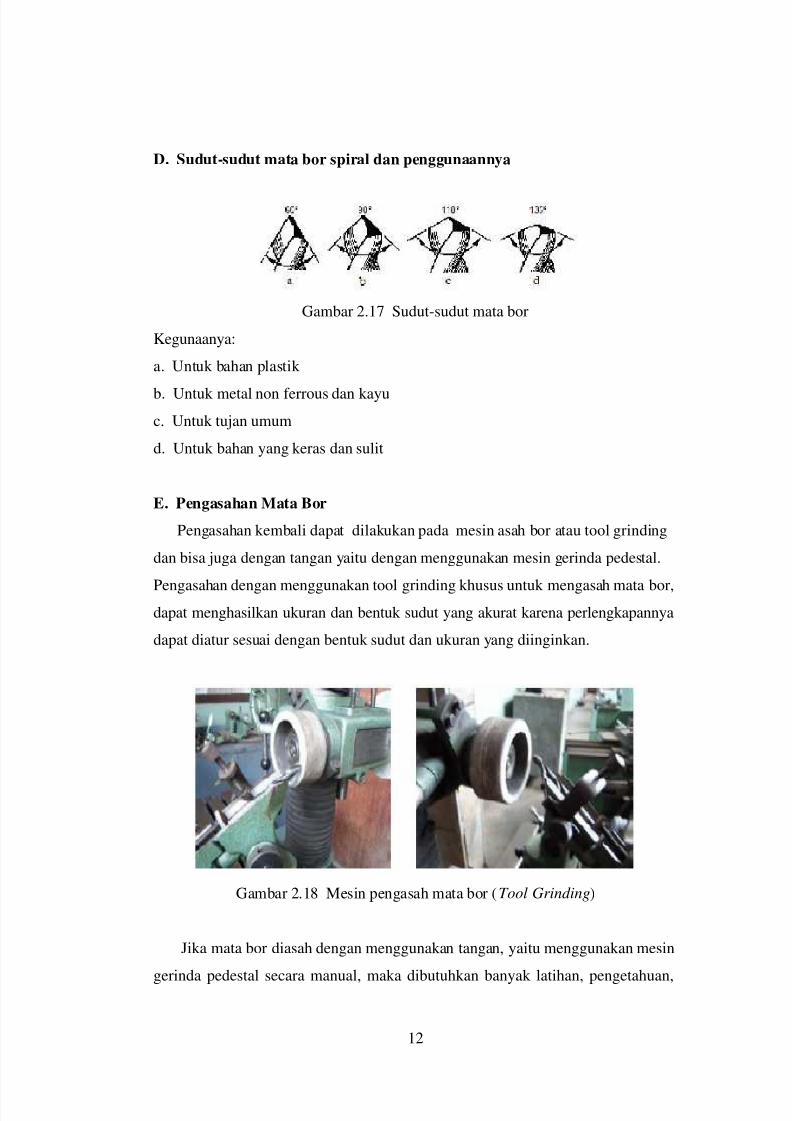
Gambar 2.17 Sudut-sudut mata bor ………………………………………. 12
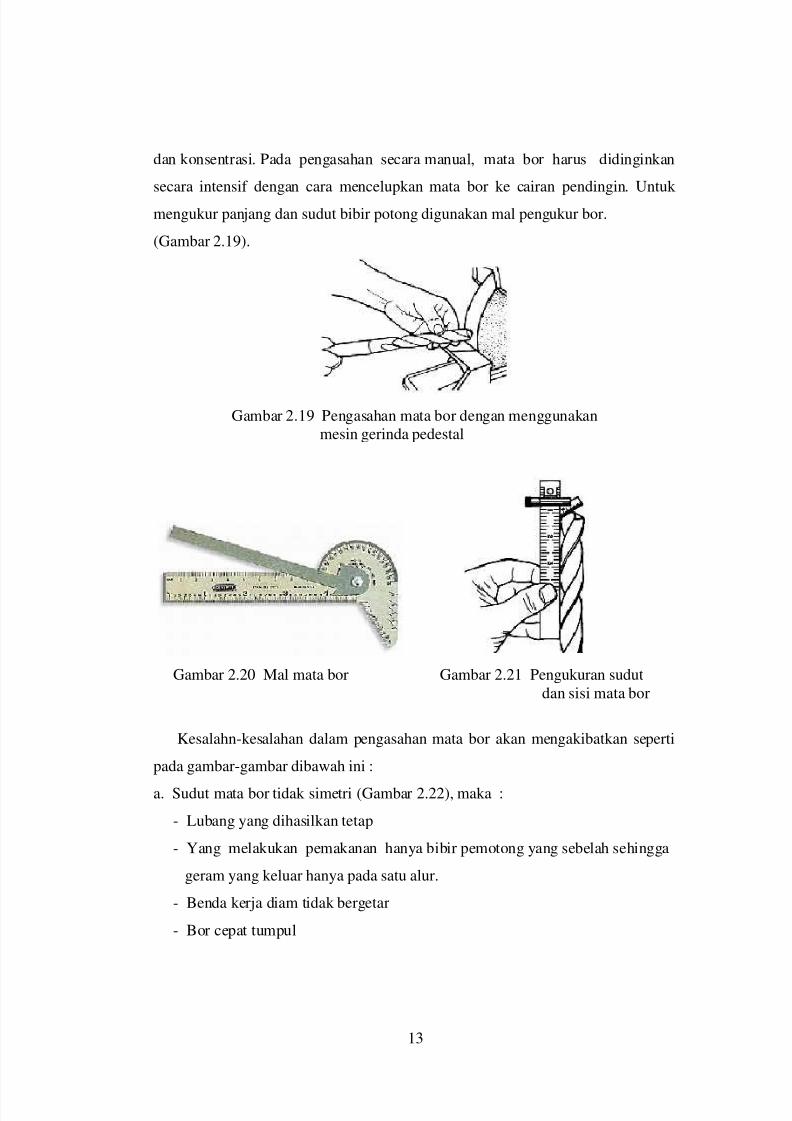
Gambar 2.18 Mesin pengasah mata bor …………………………………… 12
Gambar 2.19 Pengasahan mata bor dengan menggunakan gerinda pedestal . 13
Gambar 2.20 Mal mata bor ………………………………………………... 13
Gambar 2.21 Pengukuran sudut dan sisi mata bor ………………………... 13
Gambar 2.22 Sudut mata bor tidak simetri ……………………………….. 14
Gambar 2.23 Bibir pemotong tidak sama panjang ………………………... 14
Gambar 2.24 Bibir pemotong tidaka sama panjang dan sudut bibir
pemotong tidak sama besar …………………………………. 14
Gambar 2.25 Cekam Bor ( Drill chuck ) …………………………………… 15
Gambar 2.26 Sarung pengurang dan wedge ........................................... 15
Gambar 2.27 Ragum (Vise) ……………………………………………….. 16
Gambar 2.28 Baut T ………………………………………………………. 16
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 10/298
3
Gambar 2.29 Alat-alat bantu penjepit benda kerja ……………………….. 16
Gambar 2.30 Blok sejajar …………………………………………………. 17
Gambar 2.31 Balok bertingkat ……………………………………………. 17
Gambar 2.32 Pengarah Bor ……………………………………………….. 18
Gambar 2.33 Pencekaman benda kerja dengan ragum mesin …………….. 18
Gambar 2.34 Pemegangan benda kerja dengan klem ……………………... 19
Gambar 2.35 Pemegangan benda kerjayang benar ……………………….. 19
Gambar 2.36 Pemegangan benda kerja bulat dengan V- blok …………….. 20
Gambar 2.37 Proses Penitikan …………………………………………….. 20
Gambar 2.38 Pengeboran awal ……………………………………………. 21
Gambar 2.39 Jarak pemakanan mata bor …………………………………. 23
Gambar 2.40 Proses pemesinan yang berhubungan dengan mesin bir …….. 24
Gambar 2.41 Center drill ………………………………………………….. 24
Gambar 2.42 Countersink …………………………………………………. 25
Gambar 2.43 Counterbore …………………………………………………. 25
Gambar 2.44 Reamer (Peluas) …………………………………………….. 26
Gambar 2.45 Jenis- jenis Tap ……………………………………………… 26
Gambar 2.46 Satu set Tap …………………………………………………. 27
Gambar 2.47 Langkah-langkah pengetapan …………………………….… 27
Gambar 2.48 Posisi pengetapan …………………………………………… 28
Gambar 2.49 Soal machining time ………………………………………... 29
Gambar 3.1 Mesin Sekrap ………………………………………………….. 32
Gambar 3.2 Prinsip kerja mesin Sekrap …………………………………… 33
Gambar 3.3 Skema mesin Sekrap …………………………………………. 33
Gambar 3.4 Mesin Sekrap Horizontal …………………………………….. 34
Gambar 3.5 Mesin Sekrap Vertikal ………………………………………... 35
Gambar 3.6 Mesin Sekrap Eretan …………………………………………. 36
Gambar 3..7 Prisip kerja mesin Planner …………………………………. 36
Gambar 3.8 Mekanisme Sistem Mekanik …………………………………. 37
Gambar 3.9 Mekanisme Sistem Hydraulic …………………………….….. 37
Gambar 3.10 Bagian-bagian utama mesin Sekrap ………………………… 38
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 11/298
4
Gambar 3.11 Prinsip dasar pemotongan pada mesin Sekrap ……………… 38
Gambar 3.12 Bentuk- bentuk pahat Sekrap ……………………………….. 39
Gambar 3.13 Sudut pahat sekrap ………………………………………….. 39
Gambar 3.14 Pahat sekrap ………………………………………………… 40
Gambar 3.15 Pahat carbide temple ………………………………………... 40
Gambar 3.16 Pahat carbide insert …………………………………………. 40
Gambar 3.17 Pencekaman benda kerja persegi …………………………… 41
Gambar 3.18 Pencekaman benda kerja yang tidak rata …………………… 41
Gambar 3.19 Penecekaman benda kerja bentuk tabung ………………….. 41
Gambar 3.20 Pencekaman benda kerja dengan klem ……………………... 42
Gambar 3.21 Cara pencekaman benda kerja dengan klem ………………... 42
Gambar 3.22 Pencekaman pahat pada mesin sekrap kecil ………………… 42
Gambar 3.23 Pemasangan pahat yang salah ……………………………… 43
Gambar 3.24 Pemasangan pahat yang benar ……………………………… 43
Gambar 3.25 Proses Sekrap ………………………………………………. 44
Gambar 4.1 Mesin Bubut yang digerakkan dengan batang lentur dan pedal
kaki dibuat pada abad 15 …………………………………….. 49
Gambar 4.2 Mesin bbubut pembuat ulir buatan Harry Moudslay ………… 50
Gambar 4.3 Mesin bubut buatan tahun 1800 ……………………………… 50
Gambar 4.4 Definisi mesin bubut …………………………………………. 51
Gambar 4.5 Prinsip kerja mesin bubut ……………………………………. 51
Gambar 4.6 Bentuk- bentuk dasar pebubutanluar …………………………. 52
Gambar 4.7 Bentuk- bentuk dasar pembubutan dalam ………………….… 53
Gambar 4.8 Ukuran utama mesin Bubut …………………………………… 53
Gambar 4.9 Mesin Bubut Horizontal ……………………………………… 54
Gambar 4.10 Mesin Bubut Vertikal ………………………………………. 55
Gambar 4.11 Mesin Bubut Bangku ……………………………………….. 55
Gambar 4.12 Mesin Bubut Permukaan ……………………………………. 56
Gambar 4.13 Mesin Bubut Copy ………………………………………….. 56
Gambar 4.14 Mesin Bubut Turet Horizontal jenis ram …………………… 57
Gambar 4.15 Turet mesin bubut horizontal ………………………………. 57
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 12/298
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 13/298
6
Gambar 4.46 Senter tetap …………………………………………………. 76
Gam bar 4.47 Half center …………………………………………………… 76
Gambar 4.48 Senter berlubang ……………………………………………. 76
Gambar 4.49 Senter bentuk V …………………………………………….. 76
Gambar 4.50 Senter putar …………………………………………………. 77
Gambar 4.51 Center cekam ……………………………………………….. 77
Gambar 4.52 Pembawa ujung bengkok ( Bent tail lathe dog) …………….. 78
Gambar 4.53 Pembawa ujung lurus (Straight lathe dog) …………………. 78
Gambar 4.54 Pembawa jepit pengaman (safety clamp lathe dog) ……..…. 78
Gambar 4.55 Pembawa jepit (Clamp lathe dog) ………………………….. 79
Gambar 4.56 Mandrel pejal ……………………………………………….. 79
Gambar 4.57 Expanding mandrel …………………………………………. 80
Gambar 4.58 Thread mandrel ……………………………………………... 80
Gambar 4.59 Cone mandrel ……………………………………………….. 80
Gambar 4.60 Taper attachment ……………………………………………. 82
Gambar 4.61 Grinding attachment ………………………………………… 82
Gambar 4.62 Milling attachment ………………………………………….. 83
Gambar 4.63 Copying attachment ………………………………………… 83
Gambar 4.64 Bentuk-bentuk pahat bubut yang umum digunakan pada
mesin bubut ………………………………………………… 86
Gambar 4.65 Ilustrasi table 4.1 ……………………………………………. 87
Gambar 4.66 Pahat bubut HSS untuk pengasaran ………………………. 88
Gambar 4.67 Pahat bubut HSS untuk penghalusan (finishing) ………….. 88
Gambar 4.68 Pahat bubut HSS untuk membuat ulir metric ………………. 89
Gambar 4.69 Pahat bubut sisipan karbida (insert carbide) ………………... 89
Gambar 4.70 Kedudukan ujung pahat diatas senter benda kerja ………….. 90
Gambar 4.71 Kedudukan ujung pahat dibawah senter benda kerja ……….. 91
Gambar 4.72 Kedudukan pahat setinggi senter benda kerja ………………. 91
Gambar 4.73 Beberapa cara pencekaman benda kerja ……………………. 92
Gambar 4.74 Pembubutan memanjang ……………………………………. 96
Gambar 4.75 Pembubutan melintang ……………………………………… 96
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 14/298
7
Gambar 4.76 Pembubutan muka ………………………………………….. 97
Gambar 4.77 Pembubutan memanjang dengan alat bantu pembawa ……… 98
Gambar 4.78 Pembubutan memanjang dengan alat bantu stady rest dan
follow rest …………………………………………………... 98
Gambar 4.79 Pembubutan tirus dengan menggeser eretan atas …………… 99
Gambar 4.80 Pembubutan tirus diantara 2 senter ………………………… 100
Gambar 4.81 Perlengkapan bubut tirus ……………………………………. 101
Gambar 4.82 Membubut bentuk dengan mesin bubut biasa ………………. 102
Gambar 4.83 Membubut bentuk dengan mesin bubut copy ………………. 102
Gambar 4.84 Membubut alur/memotong …………………………………. 102
Gambar 4.85 Peluasan lubang (Boring) …………………………………… 103
Gambar 4.86 Membubut tirus dalam …………………………..………… 103
Gambar 4.87 Proses pengeboran ………………………………………….. 103
Gambar 4.88 Jenis- jenis ulir ………………………………………………. 103
Gambar 4.89 Membuat alur ………………………………………………. 104
Gambar 4.90 Mal ulir metric ……………………………………………… 104
Gambar 4.91 Cara pembuatan ulir ………………………………………… 105
Gambar 4.92 Bentu- bentuk roda kartel …………………………………… 106
Gambar 4.93 Pemegang roda kartel dan hasil kartel silang ………………. 106
Gambar 5.1 Mesin Frais …………….……………………………………. 114
Gambar 5.2 Gerakan-gerakan utama mesin frais …………………………. 116
Gambar 5.3 Bentuk- bentuk dasar pengerjaan mesin frais ………………… 116
Gambar 5.4 Mesin Frais Horizontal ………………………………………. 117
Gambar 5.5 Mesin Frais Vertikal …………………………………………. 118
Gambar 5.6 Mesin Frais Universal ……………………………………….. 118
Gambar 5.7 Plain Milling ………………………………………………... 119
Gambar 5.8 End Milling ………………………………………………….. 119
Gambar 5.9 Gang Milling …………………………………………………. 120
Gambar 5.10 Straddle Milling ……………………………………………. 120
Gambar 5.11 Pengefraisan naik (up cut milling) …………………………. 121
Gambar 5.12 Pengefraisan turun (down cut milling) …………………….. 122
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 15/298
8
Gambar 5.13 Cutter jari (end mill cutter) ……………………………….. 122
Gambar 5.14 .Gambar Shell and mill cutter ……………………………… 123
Gambar 5.15 Plain end mill cutter ……………………………………….. 123
Gambar 5.16 Disk cutter ………………………………………………….. 123
Gambar 5.17 Dove tail cutter ……………………………………………... 124
Gambar 5.18 T-slot cutter …………………………………………………. 124
Gambar 5.19 Double angle cutter …………………………………………. 124
Gambar 5.20 Hobbing cutter ……………………………………………… 125
Gambar 5.21 Cutter modul ………………………………………………... 125
Gambar 5.22 Roughing eng mill cutter …………………………………… 125
Gambar 5.23 Finishing end mill cutter …………………………………… 126
Gambar 5.24 Arah putaran cutter …………………………… ………….. 126
Gambar 5.25 Cutter carbide insert ………………………………………… 126
Gambar 5.26 Chuck drill ………………………………………………….. 127
Gambar 5.27 Collet adaptor ………………………………………………. 127
Gambar 5.28 Short arbor …………………………………………………. 128
Gambar 5.29 Sleeve arbor ………………………………………………… 128
Gambar 5.30 Sleeve arbor for twist drill …………………………………. 128
Gambar 5.31 Stub arbor …………………………………………………… 129
Gambar 5.32 Long arbor ………………………………………………….. 129
Gambar 5.33 Side lock arbor ……………………………………………… 129
Gambar 5.34 Boring head arbor ………………………………………….. 130
Gambar 5.35 Clamp ……………………………………………………….. 130
Gambar 5.36 V- block ……………………………………………………. 131
Gambar 5.37 Fixed Vice (Ragum tetap) ………………………………….. 131
Gambar 5.38 Swivel Vice ………………………………………………… 131
Gambar 5.39 Coumpound Vice …………………………………………… 132
Gambar 5.40 Rotary Table ………………………………………………… 132
Gambar 5.41 Dividing head ………………………………………………. 133
Gambar 5.42 Pencekaman benda kerja dengan batang bulat …………….. 138
Gambar 5.43 Cara pencekaman benda kerja biasa ………………………... 138
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 16/298
9
Gambar 5.44 Mekanisme Dividing Head ………………..……………….. 139
Gambar 5.45 Bagian utama dividing head ……………………………….. 139
Gambar 5.46 Putaran engkol piring pembagi …………………………….. 141
Gambar 5.47 Gigi-gigi diferensial ………………………………………… 142
Gambar 5.48 Sudut helix ………………………………………………….. 144
Gambar 5.49 Perbandingan roda gigi ganti ………………………………. 145
Gambar 6.1 Butiran- butiran asa roda gerinda …………………………….. 153
Gambar 6.2 Mesin Gerinda Datar (Surface Grinding) ………………..….. 155
Gambar 6.3 Mesin gerinda datar horizontal dengan gerak meja berputar … 156
Gambar 6.4 Mesin gerinda datar vertical dengan gerak meja bolak balik … 156
Gambar 6.5 Mesin gerinda datar vertical dengan gerak meja berputar …… 157
Gambar 6.6 Bagian- bagian utama mesin gerinda datar …………………… 157
Gambar 6.7 Gerakan-gerakan utama mesin gerinda datar ………………… 158
Gambar 6.8 Meja magnit ………………………………………………….. 159
Gambar 6.9 Meja magnit permanen ………………………………………. 160
Gambar 6.10 Ragum putar …………………………………..…………… 160
Gambar 6.11 Ragum mesin presisi ……………………………………….. 161
Gambar 6.12 Meja sinus …………………………………………………... 161
Gambar 6.13 V- blok ………………………………………………………. 162
Gambar 6.14 Dresser ……………………………………………………… 163
Gambar 6.15 Busur singgung penggerindaan …………………………….. 163
Gambar 6.16 Pengaturan langkah gerak memanjang …………………….. 164
Gambar 6.17 Pengaturan langkah gerak melintang ………………………. 165
Gambar 6.18 Penggerindaan keliling …………………………………….. 166
Gambar 6.19 Penggerindaan muka ……………………………………….. 167
Gambar 6.20 Mesin gerinda silinder ……………………………………… 168
Gambar 6.21 Gerakan utama mesin gerinda silinder ………………..…… .168
Gambar 6.22 Gerinda silinder luar ……………………………………….. 169
Gambar 6.23 Gerinda silinder luar benda kerja brputar ……………….. 169
Gambar 6.24 Gerinda silinder dalam benda kerja diam ………………….. 169
Gambar 6.25 Mesin gerinda ………………………………………………. 170
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 17/298
10
Gambar 6.26 Mesin gerinda universal ……………………………………. 170
Gambar 6.27 Bagian- bagian utama mesin gerinda silinder ………………. 171
Gambar 6.28 Cekam 3 rahang universal …………………………………. 172
Gambar 6.29 Collet ……………………………………………………….. 172
Gambar 6.30 Pelat pembawa ……………………………………………… 172
Gambar 6.31 Pembawa (Lathe dog) ………………………………………. 173
Gambar 6.32 Center ………………………………………...………………. 173
Gambar 6.33 Cekam magnet ……………………………………………… 173
Gambar 6.34 Dial Indicator ……………………………………………….. 174
Gambar 6.35 Penyangga tetap …………………………………………….. 174
Gambar 6.36 Dresser ………………………………………………………. 174
Gambar 6.37 Geraka pemakanan ………………………………………….. 177
Gambar 6.38 Metode penggerindaan pada mesin gerinda silinder ……….. 177
Gambar 6.39 Struktur roda gerinda diperbesar …………………………… 180
Gambar 6.40 Screen mesh (penyaring) …………………………………… 182
Gambar 6.41 Struktur roda gerinda ………………………………………. 184
Gambar 6.42 Bentuk- bentuk roda gerinda ………………………………… 185
Gambar 6.43 Roda gerinda lurus ………………………………………….. 185
Gambar 6.44 Roda gerinda mangkuk lurus ……………………………….. 186
Gambar 6.45 Roda gerinda silindris ………………………………………. 186
Gambar 6.46 Roda gerinda mangkuk miring ……………………………... 186
Gambar 6.47 Roda gerinda potong ………………………………………... 186
Gambar 6.48 Roda gerinda cekung satu sisi ………………………………. 187
Gambar 6.49 Roda gerinda cekung dua sisi ………………………………. 187
Gambar 6.50 Roda gerinda piring ………………………………………… 187
Gambar 6.51 Contoh bagan roda gerinda …………………………………. 188
Gambar 6.52 Pemeriksaan keretakan batu/roda gerinda ………………….. 189
Gambar 6.53 Pemasangan roda gerinda ……………………………………. 190
Gambar 6.54 Penyeimbangan batu/roda gerinda ………………………….. 191
Gambar 6.55 Peralatan penyeimbang …………………………...………… 191
Gambar 6.56 Penandaan dengan kapur dan pemasangan bobot penyeimbang 192
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 18/298
11
Gambar 6.57 Pemasangan bobot penyeimbang …………………………… 192
Gambar 6.58 Pemasangan bobot penyeimbang kedua ……………………. 192
Gambar 6.59 Pengaturan bobot penyeimbang ……………………………. 193
Gambar 7.1 Sistem persumbuan CNC TU-2A ……………………………. 202
Gambar 7.2 Mesin Bubut CNC TU-2A …………………………………… 202
Gambar 7.3 Motor utama …………………………………………………. 203
Gambar 7.4 Ilustrasi gerakan eretan ………………………………………. 203
Gambar 7.5 Step motor ……………………………………………………. 204
Gambar 7.6 Revolver ……………………………………………………… 204
Gambar 7.7 Chuck 3 rahang universal ……………………………………. 205
Gambar 7.8 Transmisi penggerak …………………………………………. 205
Gambar 7.9 Sliding table ………………………………………………….. 206
Gambar 7.10 Kepala lepas ………………………………………………… 206
Gambar 7.11 Papan pengendali …………………………………………… 207
Gambar 7.12 Contoh pemrograman absolut ……………………………... 209
Gambar 7.13 Contoh pemrograman incremental …………………………. 210
Gambar 7.14 Lembaran Program …………………………………………. 211
Gambar 7.15 Bagian- bagian dari program ………………………………... 212
Gambar 7.16 Struktur Program …………………………………………… 212
Gambar 7.17 Contoh gerakan G00 ……………………………………….. 213
Gambar 7.18 Contoh interpolasi lurus …………………………………….. 213
Gambar 7.19 Interpolasi melingkar ……………………………………….. 214
Gambar 7.20 Interpolasi melingkar G02 ………………………………….. 214
Gambar 7.21 Interpolasi melingkar 2 blok ……………………………….. 215
Gambar 7.22 Skema sub program ………………………………………… 216
Gambar 7.23 Contoh sub program ………………………………………… 216
Gambar 7.24 Siklus ulir G33 ……………………………………………… 217
Gambar 7.25 Silkus ulir G78 ……………………………………………… 218
Gambar 7.26 Siklus G84 ………………………………………………….. 219
Gambar 7.27 Contoh G92 …………………………………………………. 220
Gambar 7.28 Soal pemrograman G01 …………………………………….. 221
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 19/298
12
Gambar 7.29 Seting kedudukan pahat terhadap sumbu X benda kerja ….. 224
Gambar 7.30 Seting kedudukan pahat terhadap sumbu Z benda kerja …… 224
Gambar 7.31 Menempelka pahat ke permukaan benda kerja sumbu Z …… 224
Gambar 7.32 Seting akhir kedudukan pahat terhadap sumbu Z benda kerja 225
Gambar 7.33 Seting kedudukan pahat terhadap sb. X benda kerja absolut 225
Gambar 7.34 Sistem kordinat mesin CNC TU-3A ………………………... 228
Gambar 7.35 Motor utama ………………………………………………… 229
Gambar 7.36 CNC TU-3A posisi vertical …………………………………. 229
Gambar 7.37 CNC TU-3A posisi horizontal ……………………………… 229
Gambar 7.38 Step motor ………………………………………………….. 230
Gambar 7.39 Milling head CNC TU-3A ………………………………….. 230
Gambar 7.40 Pemegang pahat …………………………………………….. 231
Gambar 7.41 Ragum mesin CNC TU-3A …………………………………. 231
Gambar 7.42 Papan control mesin CNC TU-3A ………………………….. 233
Gambar 7.43 Posisi awal pisau frais terhadap titik nol benda kerja ………. 234
Gambar 7.44 Seting sumbu Z ……………………………………………... 235
Gambar 7.45 Seting sumbu X …………………………………………….. 235
Gambar 7.46 Seting sumbu Y …………………………………………….. 235
Gambar 7.47 Pengkodean gerakan eretan …………………………………. 238
Gambar 7.48 Contoh pengkodean gerakan eretan ………………………… 238
Gambar 7.49 Struktur dan lembaran program CNC TU-3A ……………… 239
Gambar 7.50 Kaidah tangan kanan ………………………………………... 240
Gambar 7.51 Metode Pemrograman ………………………………………. 241
Gambar 7.52 Menentukan titik W ………………………………………… 241
Gambar 7.53 Penetapan titik nol benda kerja …………………………….. 242
Gambar 7.54 Penetapan titik nol benda ker ja lebih dari satu …………….. 242
Gambar 7.55 Menentukan titik nol benda kerja absolute …………………. 243
Gambar 7.56 Menentukan titik awal program …………………………….. 243
Gambar 7.57 Data pahat …………………………………………………… 244
Gambar 7.58 Pemasangan benda k erja ……………………………………. 244
Gambar 7.59 Penggoresan tiga permukaan arah X, Y dan Z ……………... 244

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 20/298
13
Gambar 7.60 Hasil program dengan plotter ………………………………. 245
Gambar 7.61 Jarak sumbu yang di program ……………………………… 245
Gambar 7.62 Kontur tidak sejajar ………………………………………… 245
Gambar 7.63 Gambar teknik dari benda kerja ……………………………. 246
Gambar 7.64 Contoh gambar kerja ……………………………………….. 247
Gambar 7.65 Menentukan titik nol benda kerja …………………………... 247
Gambar 7.66 Pemrograman G00 ………………………………………….. 247
Gambar 7.67 Jalannya pisau frais …………………………………………. 248
Gambar 7.68 Pemrograman busur 90o ……………………………………. 249
Gambar 7.69 Contoh G02 Inkremental ……………………………………. 249
Gambar 7.70 Contoh G02 Absolut ………………………………………... 250
Gambar 7.71 Contoh 3 Absolut …………………………………………… 251
Gambar 7.72 Contoh 3 Inkremental ………………………………………. 252
Gambar 7.73 Gerak melingkar kurang dari 90o …………………………… 253
Gambar 7.74 Contoh sub program ……………………………………….. 255
Gambar 7.75 Contoh sub program dengan ukuran lengkap …………….. 256
Gambar 7.76 Contoh lebih dari satu sub program ………………………… 257
Gambar 7.77 Skema pemanggilan sub program ………………………….. 257
Gambar 7.78 Kompensasi radius pisau frais ………………………………. 258
Gambar 7.79 Pengurangan radius pisau …………………………………… 259
Gambar 7.80 Penambahan radius pisau dua kali ………………………… 260
Gambar 7.81 Pengurangan radius pisau frais dua kali ……………………. 261
Gambar 7.82 Siklus pengefraisan kantong ……………………………….. 262
Gambar 7.83 Contoh pembuatan pocket ………………………………….. 263
Gambar 7.84 Pengeboran G81 ……………………………………………. 264
Gambar 7.85 Siklus pengeboran G82 …………………………………….. 264
Gambar 7.86 Siklus pengeboran G83 ……………………………………... 265
Gambar 7.87 Siklus Reamer ………………………………………………. 266
Gambar 7.88 Siklus pereameran tinggal diam ……………………………. 266
Gambar 7.89 Kompensasi panjang alat potong …………………………… 267
Gambar 7.90 Berbagai alat potong ………………………………………… 267
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 21/298
14
Gambar 7.91 Urutan alat potong ………………………………………….. 268
Gambar 7.92 Selisih panjang alat potong ………………………………… 269
Gambar 7.93 Penyetingan alat potong …………………………………… 269
Gambar 7.94 Data alat potong …………………………………………… 270
Gambar 7.95 Soal 1 ……………………………………………………… 271
Gambar 7.96 Soal 2 ……………………………………………………... 271
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 22/298
1
BAB I PENDAHULUAN
1.1 Gambaran Umum Materi Kuliah
Teknik Kerja Mesin Perkakas ini adalah salah satu mata kuliah kompetensi
yang diberikan kepada mahasiswa semester 2, pembahasannya meliputi Mesin
Bor, Mesin Sekrap, Mesin Bubut, Mesin Frais, Mesin Gerinda, dan dasar-dasar
Mesin Perkakas CNC, yang dilaksanakan di ruang teori dan bengkel Jurusan
Teknik Mesin dengan jumlah pertemuan 4 jam/minggu dalam satu semester.
1.2 Tujuan Pembelajaran Umum
Diharapkan setelah selesai mempelajari buku ajar ini para pembaca lebih
memahami tentang mesin-mesin perkakas yang umum digunakan dalam proses
produksi pada industri manufaktur, mulai dari prinsip kerja setiap mesin perkakas
sampai dengan perhitungan-perhitungan waktu proses pemesinannya.
1.3 Materi Ajar
Dalam buku ajar ini terdiri dari beberapa materi, yaitu : Mesin Perkakas Bor,
Mesin Perkakas Sekrap, Mesin Perkakas Bubut, Mesin Perkakas Frais, Mesin
Perkakas Gerinda, dan Mesin Perkakas CNC dasar Frais dan Bubut.
1.4 Proses PembelajaranPembelajaran dilakukan dengan multimetoda dan multimedia, dalam
penerapannya menyesuaikan materi kuliah. Metode yang digunakan : Setiap
materi kuliah, mahasiswa dibawa ke bengkel Jurusan Teknik Mesin untuk melihat
langsung mesin perkakas yang akan dibahas atau sebelum dibahas dari mulai cara
mengoperasikannya, cara memasang alat potong, dan cara mencekam benda kerja
untuk setiap mesin perkakas, kemudian diskusi, latihan mengerjakan soal dan
tugas terstuktur. Media yang digunakan : Papan tulis dan LCD.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 23/298
2
1.5 Petunjuk mempelajari buku ajar
a. Teliti kelengkapan halaman dari buku ajar ini, jika tidak lengkap
konfirmasikan kepada dosen.
b. Pelajari buku ajar ini, dimulai dengan membaca materi 1 terlebih dahulu.
Apabila menemui kesulitan dalam memahaminya bertanyalah kepada
dosen.
c. Cocokkan informasi yang ada dalam buku ajar ini dengan mesin-mesin
perkakas yang ada di bengkel mesin.
d. Kerjakan latihan-latihan dan tugas yang ada dalam buku ajar ini, sampai
anda yakin bahwa tugas tersebut dapat diselesaikan dan dipahami dengan
baik dan benar.
e. Bertanyalah pada dosen apabila anda mengalami kesulitan dalam
memahami buku ajar ini.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 24/298
3
BAB II MESIN BOR ( DRILLING MACHINE)
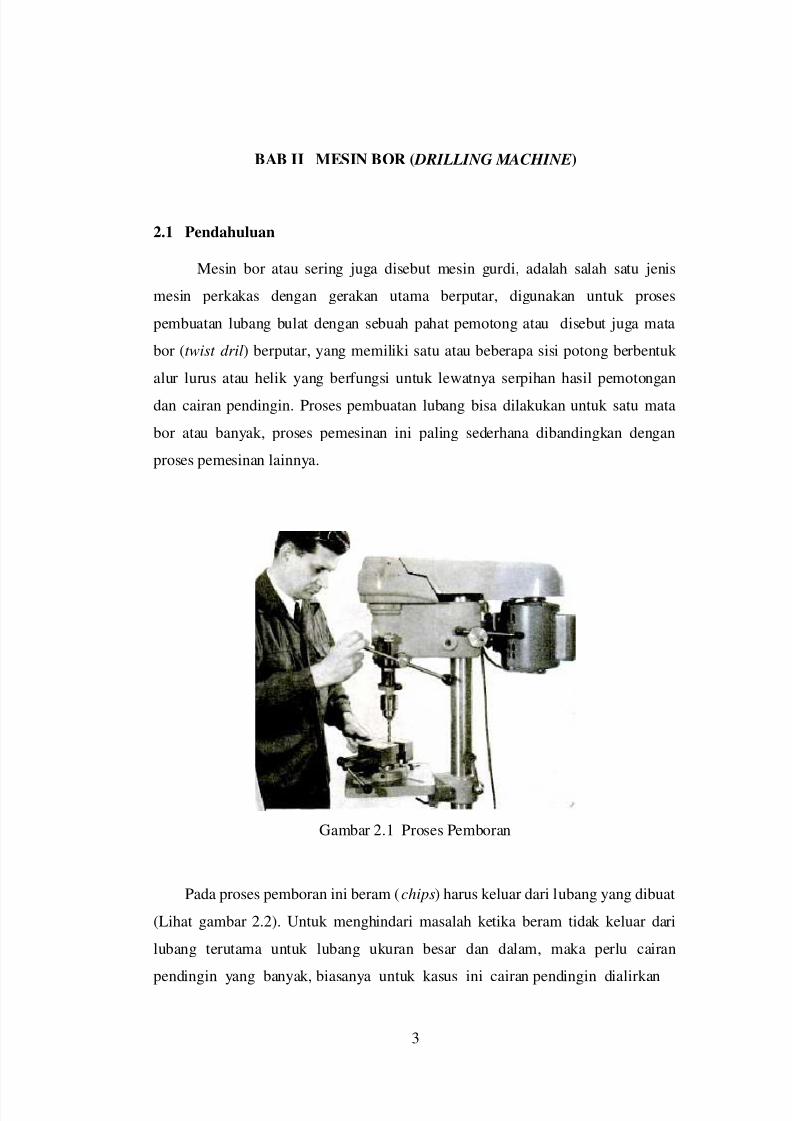
2.1 Pendahuluan
Mesin bor atau sering juga disebut mesin gurdi, adalah salah satu jenis
mesin perkakas dengan gerakan utama berputar, digunakan untuk proses
pembuatan lubang bulat dengan sebuah pahat pemotong atau disebut juga mata
bor (twist dril) berputar, yang memiliki satu atau beberapa sisi potong berbentuk
alur lurus atau helik yang berfungsi untuk lewatnya serpihan hasil pemotongan
dan cairan pendingin. Proses pembuatan lubang bisa dilakukan untuk satu mata
bor atau banyak, proses pemesinan ini paling sederhana dibandingkan dengan
proses pemesinan lainnya.
Gambar 2.1 Proses Pemboran
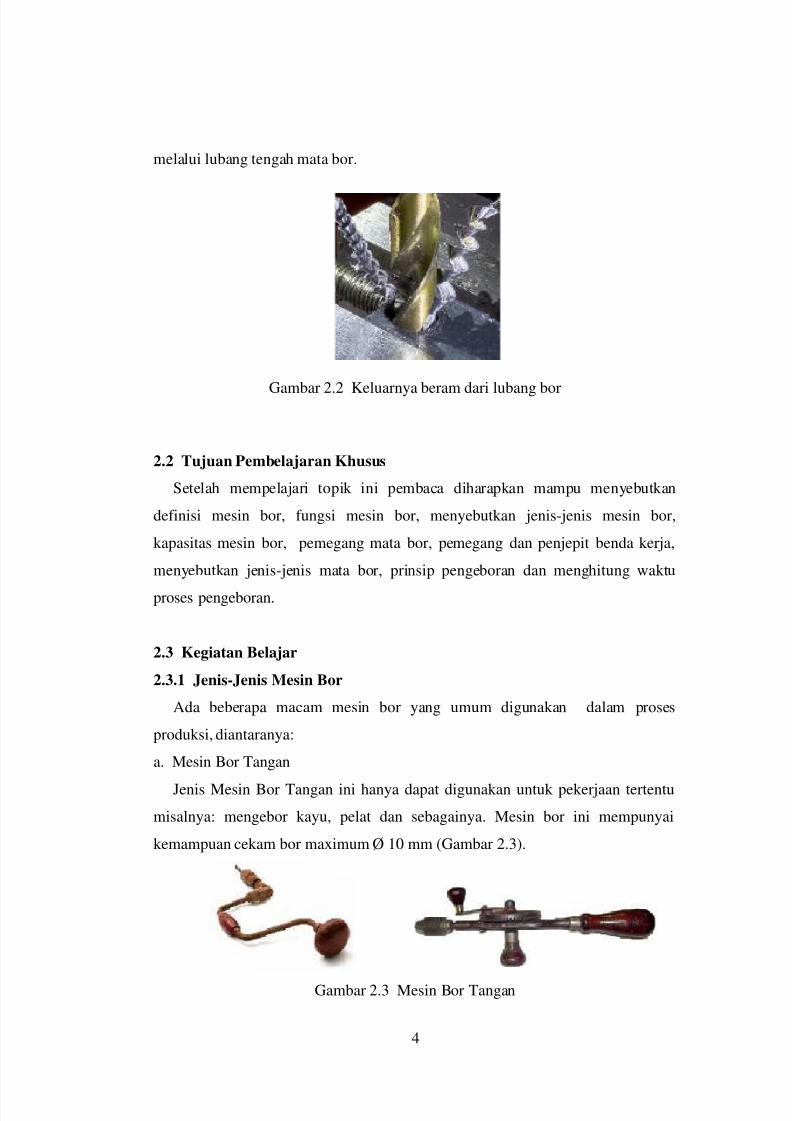
Pada proses pemboran ini beram (chips) harus keluar dari lubang yang dibuat
(Lihat gambar 2.2). Untuk menghindari masalah ketika beram tidak keluar dari
lubang terutama untuk lubang ukuran besar dan dalam, maka perlu cairan
pendingin yang banyak, biasanya untuk kasus ini cairan pendingin dialirkan
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 25/298
4
melalui lubang tengah mata bor.
Gambar 2.2 Keluarnya beram dari lubang bor
2.2 Tujuan Pembelajaran Khusus
Setelah mempelajari topik ini pembaca diharapkan mampu menyebutkan
definisi mesin bor, fungsi mesin bor, menyebutkan jenis-jenis mesin bor,
kapasitas mesin bor, pemegang mata bor, pemegang dan penjepit benda kerja,
menyebutkan jenis-jenis mata bor, prinsip pengeboran dan menghitung waktu
proses pengeboran.
2.3 Kegiatan Belajar
2.3.1 Jenis-Jenis Mesin Bor
Ada beberapa macam mesin bor yang umum digunakan dalam proses
produksi, diantaranya:
a. Mesin Bor Tangan
Jenis Mesin Bor Tangan ini hanya dapat digunakan untuk pekerjaan tertentu
misalnya: mengebor kayu, pelat dan sebagainya. Mesin bor ini mempunyai
kemampuan cekam bor maximum Ø 10 mm (Gambar 2.3).
Gambar 2.3 Mesin Bor Tangan

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 26/298
5
b. Mesin Bor Listrik/Mesin Bor Portable
Jenis mesin bor ini termasuk mesin bor tangan tetapi tenaganya dibantu oleh
tenaga listrik. Mesin bor ini digunakan untuk operasi pengeboran yang tidak dapat
dilakukan dengan mudah pada mesin bor biasa. Kemampuan cekam mata bor
maximum Ø 12 mm.
Gambar 2.4 Mesin Bor Listrik/Mesin Bor Portable
c. Mesin Bor Meja
Mesin bor meja adalah mesin bor yang diletakkan diatas meja. Mesin ini
digunakan untuk membuat lubang benda kerja dengan diameter kecil (terbatas
sampai dengan diameter 16 mm). Prinsip kerja mesin bor meja adalah putaran
motor listrik diteruskan ke poros mesin sehingga poros berputar. Selanjutnya
poros berputar yang sekaligus sebagai pemegang mata bor dapat digerakkan naik
turun dengan bantuan roda gigi lurus dan gigi rack yang dapat mengatur tekanan
pemakanan saat pengeboran.
Gambar 2.5 Mesin Bor Bangku
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 27/298
6
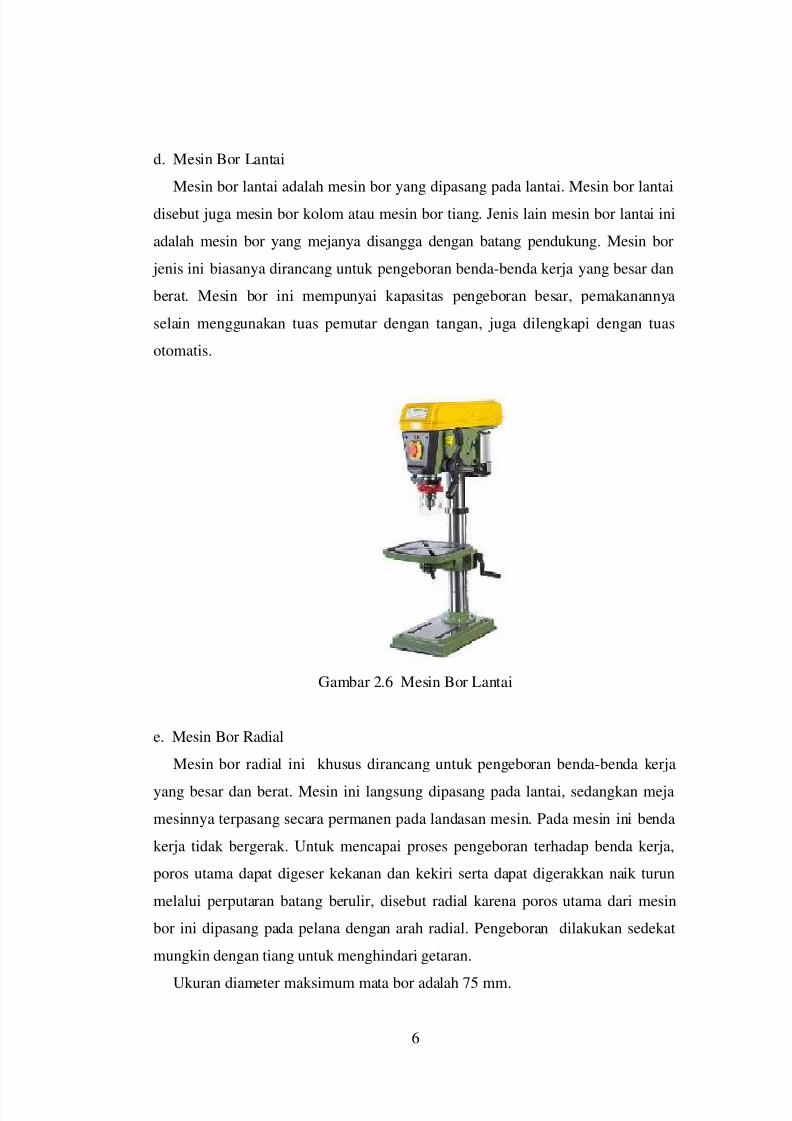
d. Mesin Bor Lantai
Mesin bor lantai adalah mesin bor yang dipasang pada lantai. Mesin bor lantai
disebut juga mesin bor kolom atau mesin bor tiang. Jenis lain mesin bor lantai ini
adalah mesin bor yang mejanya disangga dengan batang pendukung. Mesin bor
jenis ini biasanya dirancang untuk pengeboran benda-benda kerja yang besar dan
berat. Mesin bor ini mempunyai kapasitas pengeboran besar, pemakanannya
selain menggunakan tuas pemutar dengan tangan, juga dilengkapi dengan tuas
otomatis.
Gambar 2.6 Mesin Bor Lantai
e. Mesin Bor Radial
Mesin bor radial ini khusus dirancang untuk pengeboran benda-benda kerja
yang besar dan berat. Mesin ini langsung dipasang pada lantai, sedangkan meja
mesinnya terpasang secara permanen pada landasan mesin. Pada mesin ini benda
kerja tidak bergerak. Untuk mencapai proses pengeboran terhadap benda kerja,
poros utama dapat digeser kekanan dan kekiri serta dapat digerakkan naik turun
melalui perputaran batang berulir, disebut radial karena poros utama dari mesin
bor ini dipasang pada pelana dengan arah radial. Pengeboran dilakukan sedekat
mungkin dengan tiang untuk menghindari getaran.
Ukuran diameter maksimum mata bor adalah 75 mm.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 28/298
7
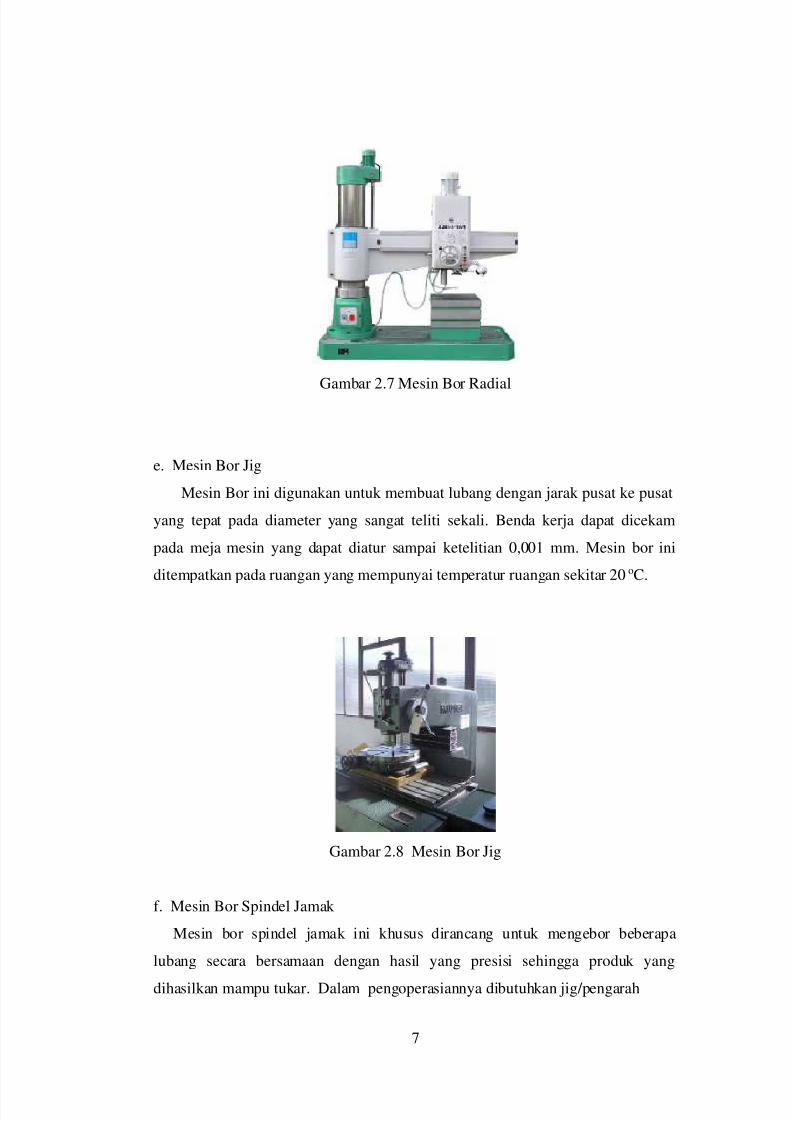
Gambar 2.7 Mesin Bor Radial
e. Mesin Bor Jig
Mesin Bor ini digunakan untuk membuat lubang dengan jarak pusat ke pusat
yang tepat pada diameter yang sangat teliti sekali. Benda kerja dapat dicekam
pada meja mesin yang dapat diatur sampai ketelitian 0,001 mm. Mesin bor ini
ditempatkan pada ruangan yang mempunyai temperatur ruangan sekitar 20oC.
Gambar 2.8 Mesin Bor Jig
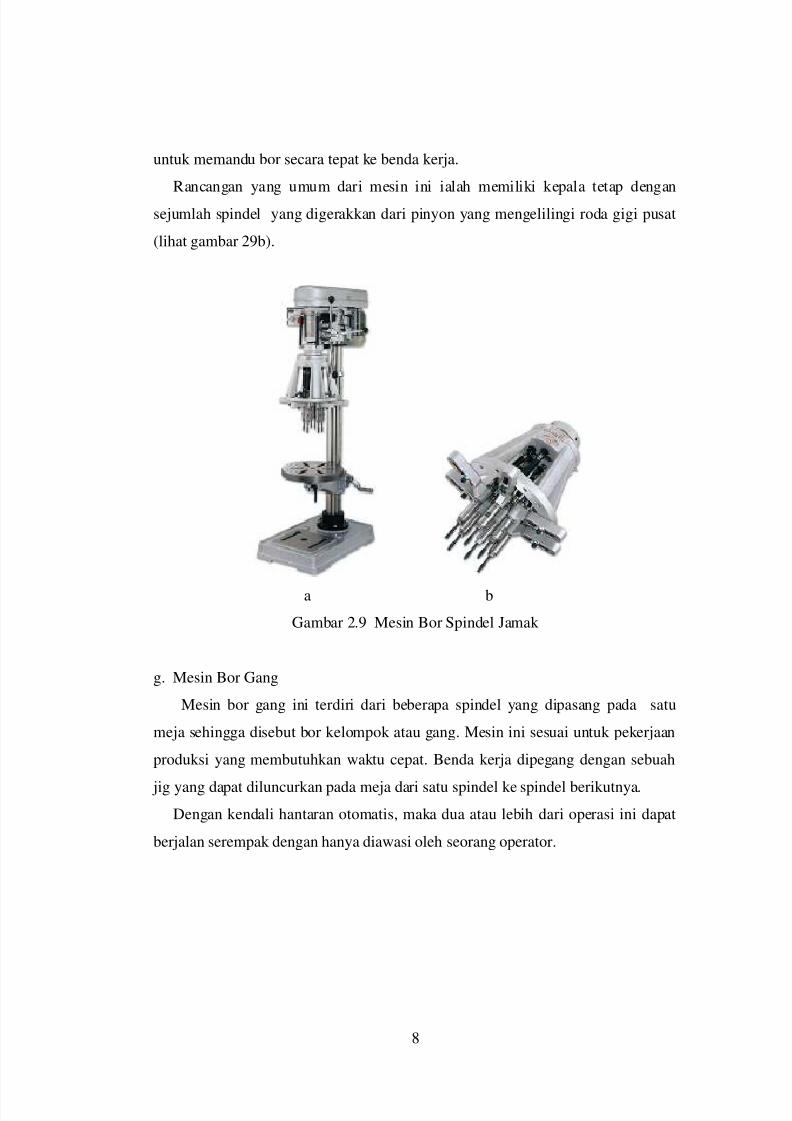
f. Mesin Bor Spindel Jamak
Mesin bor spindel jamak ini khusus dirancang untuk mengebor beberapa
lubang secara bersamaan dengan hasil yang presisi sehingga produk yang
dihasilkan mampu tukar. Dalam pengoperasiannya dibutuhkan jig/pengarah
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 29/298
8
untuk memandu bor secara tepat ke benda kerja.
Rancangan yang umum dari mesin ini ialah memiliki kepala tetap dengan
sejumlah spindel yang digerakkan dari pinyon yang mengelilingi roda gigi pusat
(lihat gambar 29b).
a b
Gambar 2.9 Mesin Bor Spindel Jamak
g. Mesin Bor Gang
Mesin bor gang ini terdiri dari beberapa spindel yang dipasang pada satu
meja sehingga disebut bor kelompok atau gang. Mesin ini sesuai untuk pekerjaan
produksi yang membutuhkan waktu cepat. Benda kerja dipegang dengan sebuah
jig yang dapat diluncurkan pada meja dari satu spindel ke spindel berikutnya.
Dengan kendali hantaran otomatis, maka dua atau lebih dari operasi ini dapat
berjalan serempak dengan hanya diawasi oleh seorang operator.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 30/298
9
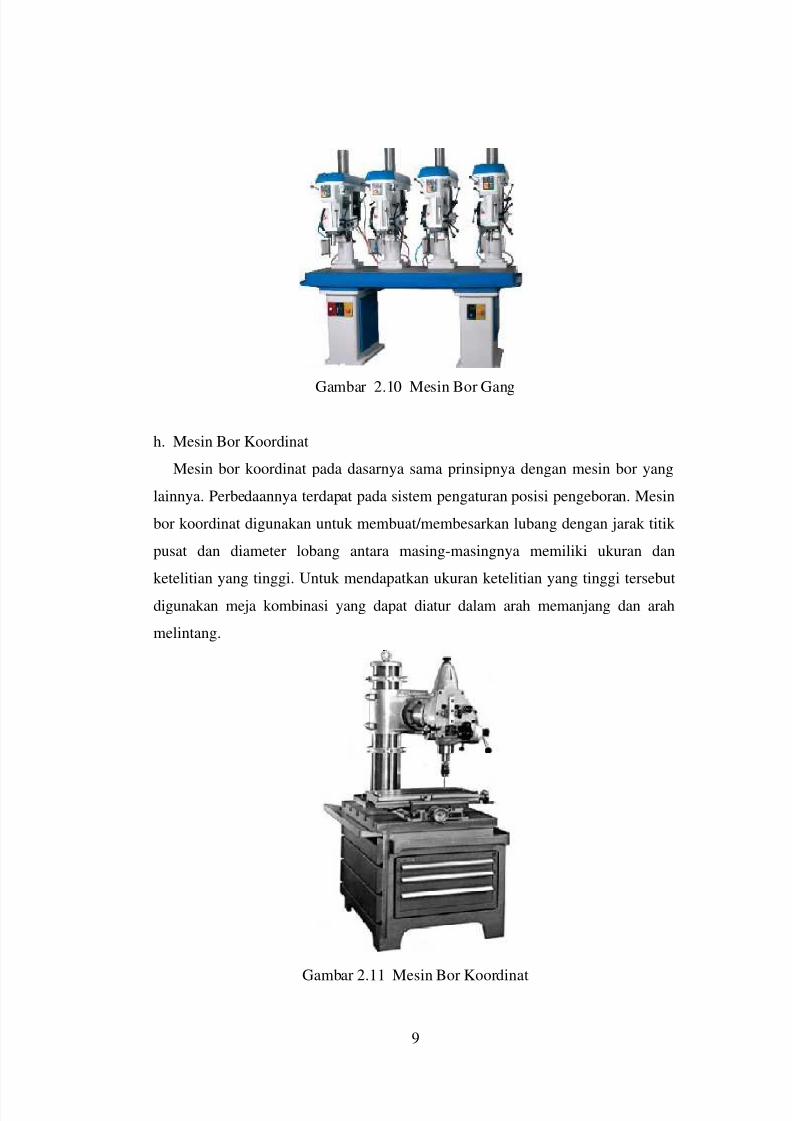
Gambar 2.10 Mesin Bor Gang
h. Mesin Bor Koordinat
Mesin bor koordinat pada dasarnya sama prinsipnya dengan mesin bor yang
lainnya. Perbedaannya terdapat pada sistem pengaturan posisi pengeboran. Mesin
bor koordinat digunakan untuk membuat/membesarkan lubang dengan jarak titik
pusat dan diameter lobang antara masing-masingnya memiliki ukuran dan
ketelitian yang tinggi. Untuk mendapatkan ukuran ketelitian yang tinggi tersebut
digunakan meja kombinasi yang dapat diatur dalam arah memanjang dan arah
melintang.
Gambar 2.11 Mesin Bor Koordinat

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 31/298
10
2.3.2 Mata Bor (Twist drill )
A. Bentuk Mata Bor
Ada 3 jenis bentuk mata bor yang digunakan dalam proses produksi yaitu:
a. Mata bor bilah (spade drill), digunakan untuk pembuatan lubang pada bahan
yang keras tapi rapuh, mata potongnya dapat diganti-ganti.
Gambar 2.12 Mata bor bilah (spade drill)
b. Mata bor pemotong lurus, digunakan untuk pembuatan lubang pada bahan
lunak, seperti kuningan, tembaga, perunggu dan plastik (Gambar 2.14).
Gambar 2.13 Mata bor alur lurus (straight drill)
c. Mata bor alur spiral, digunakan untuk pembuatan lubang yang diameternya
sama dengan diameter mata bor.
Gambar 2.14 Mata bor alur spiral (spiral bor )
Dari ketiga jenis bor tersebut diatas yang paling banyak digunakan adalah
jenis mata bor alur spiral, karena daya hantarnya yang baik, penyaluran serpih
(geram) yang baik karena alur-alurnya yang berbentuk sekrup, sudut-sudut sayat
yang menguntungkan dan bidang potong dapat diasah tanpa mengubah diameter
bor, lubang yang dihasilkan sama dengan diameter mata bornya. Dilihat dari
alurnya mata bor alur spiral ini ada 3 jenis, yaitu dua alur, tiga alur dan 4 alur.
Mata bor spiral dua alur digunakan untuk logam pejal, sedangkan untuk jenis tiga
alur dan empat alur digunakan untuk membesarkan lubang (boring).
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 32/298
11
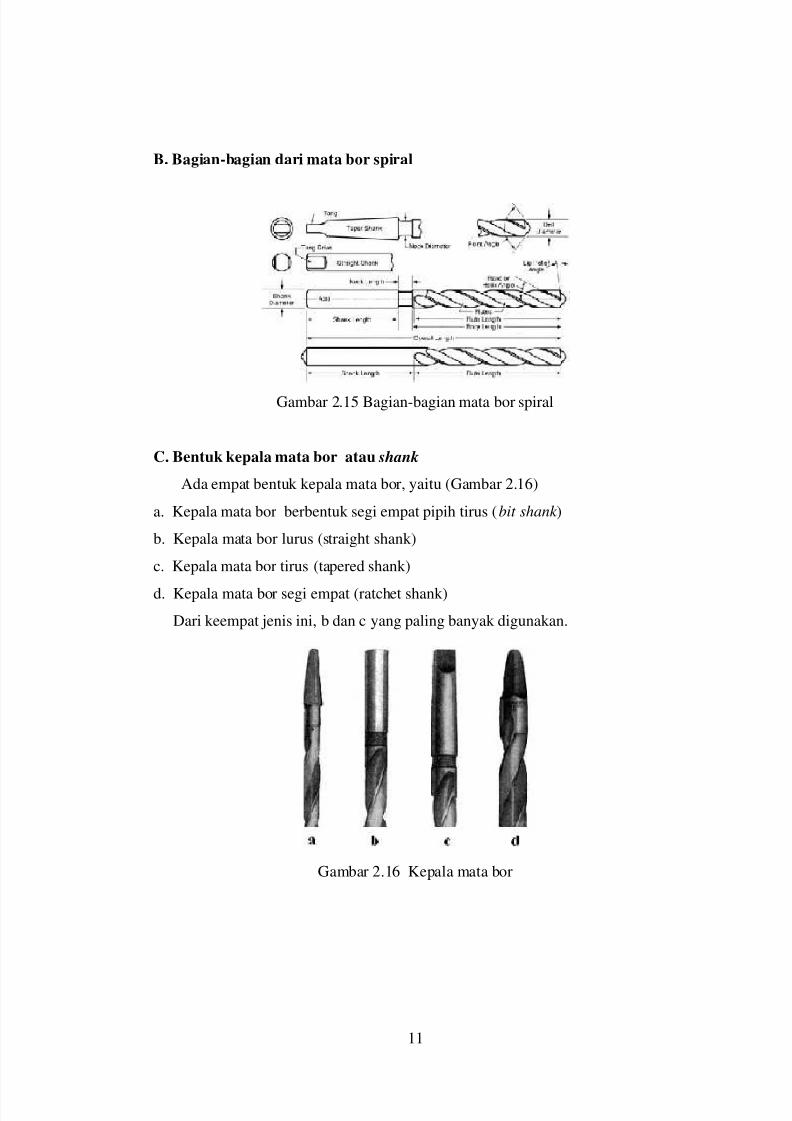
B. Bagian-bagian dari mata bor spiral
Gambar 2.15 Bagian-bagian mata bor spiral
C. Bentuk kepala mata bor atau shank
Ada empat bentuk kepala mata bor, yaitu (Gambar 2.16)
a. Kepala mata bor berbentuk segi empat pipih tirus (bit shank )
b. Kepala mata bor lurus (straight shank)
c. Kepala mata bor tirus (tapered shank)
d. Kepala mata bor segi empat (ratchet shank)
Dari keempat jenis ini, b dan c yang paling banyak digunakan.
Gambar 2.16 Kepala mata bor
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 33/298
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 34/298
13
dan konsentrasi. Pada pengasahan secara manual, mata bor harus didinginkan
secara intensif dengan cara mencelupkan mata bor ke cairan pendingin. Untuk
mengukur panjang dan sudut bibir potong digunakan mal pengukur bor.
(Gambar 2.19).
Gambar 2.19 Pengasahan mata bor dengan menggunakanmesin gerinda pedestal
Gambar 2.20 Mal mata bor Gambar 2.21 Pengukuran sudutdan sisi mata bor
Kesalahn-kesalahan dalam pengasahan mata bor akan mengakibatkan seperti
pada gambar-gambar dibawah ini :
a. Sudut mata bor tidak simetri (Gambar 2.22), maka :
- Lubang yang dihasilkan tetap
- Yang melakukan pemakanan hanya bibir pemotong yang sebelah sehingga
geram yang keluar hanya pada satu alur.
- Benda kerja diam tidak bergetar
- Bor cepat tumpul
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 35/298
14
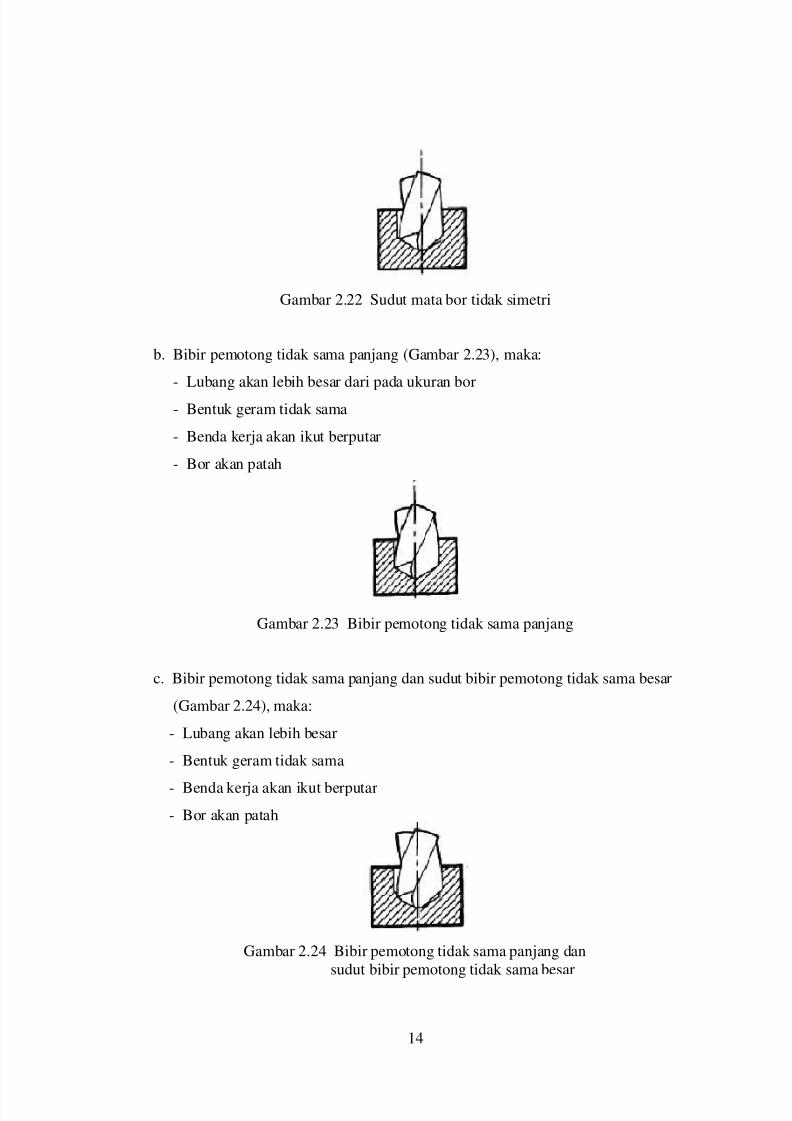
Gambar 2.22 Sudut mata bor tidak simetri
b. Bibir pemotong tidak sama panjang (Gambar 2.23), maka:
- Lubang akan lebih besar dari pada ukuran bor
- Bentuk geram tidak sama
- Benda kerja akan ikut berputar
- Bor akan patah
Gambar 2.23 Bibir pemotong tidak sama panjang
c. Bibir pemotong tidak sama panjang dan sudut bibir pemotong tidak sama besar
(Gambar 2.24), maka:
- Lubang akan lebih besar
- Bentuk geram tidak sama
- Benda kerja akan ikut berputar
- Bor akan patah
Gambar 2.24 Bibir pemotong tidak sama panjang dansudut bibir pemotong tidak sama besar
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 36/298
15
F. Pencekam Mata Bor
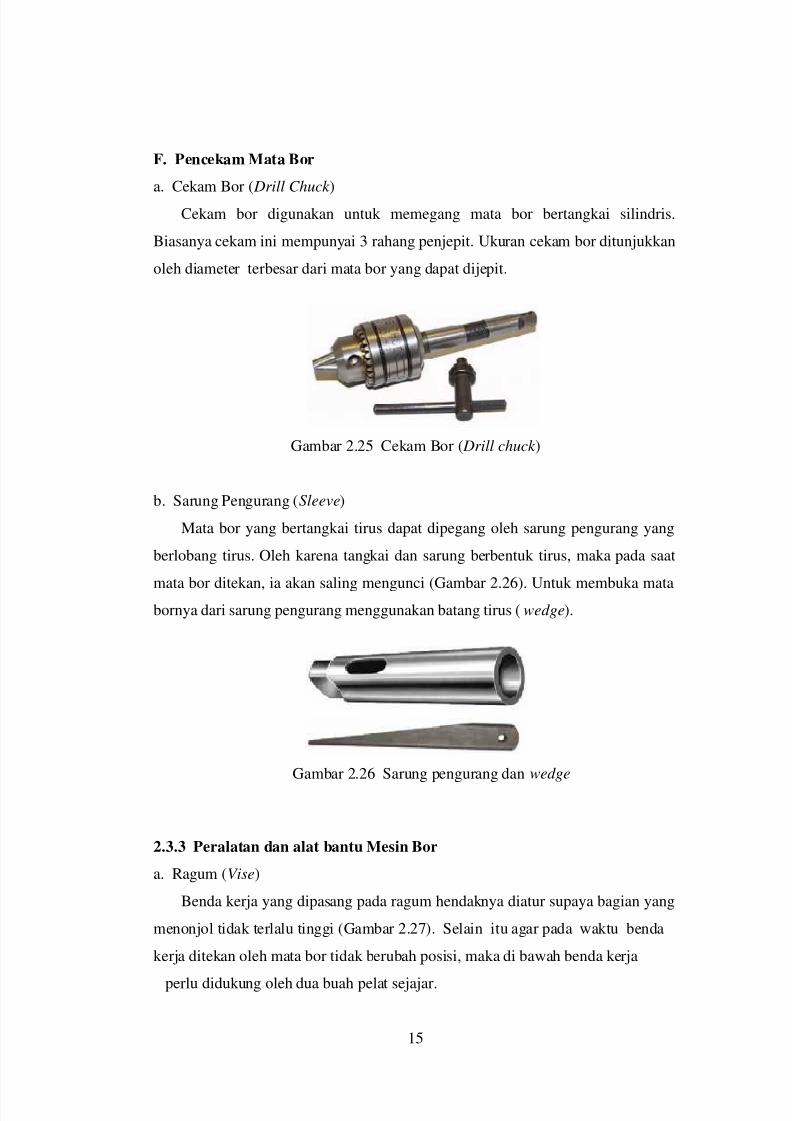
a. Cekam Bor ( Drill Chuck )
Cekam bor digunakan untuk memegang mata bor bertangkai silindris.
Biasanya cekam ini mempunyai 3 rahang penjepit. Ukuran cekam bor ditunjukkan
oleh diameter terbesar dari mata bor yang dapat dijepit.
Gambar 2.25 Cekam Bor ( Drill chuck )
b. Sarung Pengurang (Sleeve)
Mata bor yang bertangkai tirus dapat dipegang oleh sarung pengurang yang
berlobang tirus. Oleh karena tangkai dan sarung berbentuk tirus, maka pada saat
mata bor ditekan, ia akan saling mengunci (Gambar 2.26). Untuk membuka matabornya dari sarung pengurang menggunakan batang tirus (wedge).
Gambar 2.26 Sarung pengurang dan wedge
2.3.3 Peralatan dan alat bantu Mesin Bor
a. Ragum (Vise)
Benda kerja yang dipasang pada ragum hendaknya diatur supaya bagian yang
menonjol tidak terlalu tinggi (Gambar 2.27). Selain itu agar pada waktu benda
kerja ditekan oleh mata bor tidak berubah posisi, maka di bawah benda kerja
perlu didukung oleh dua buah pelat sejajar.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 37/298
16
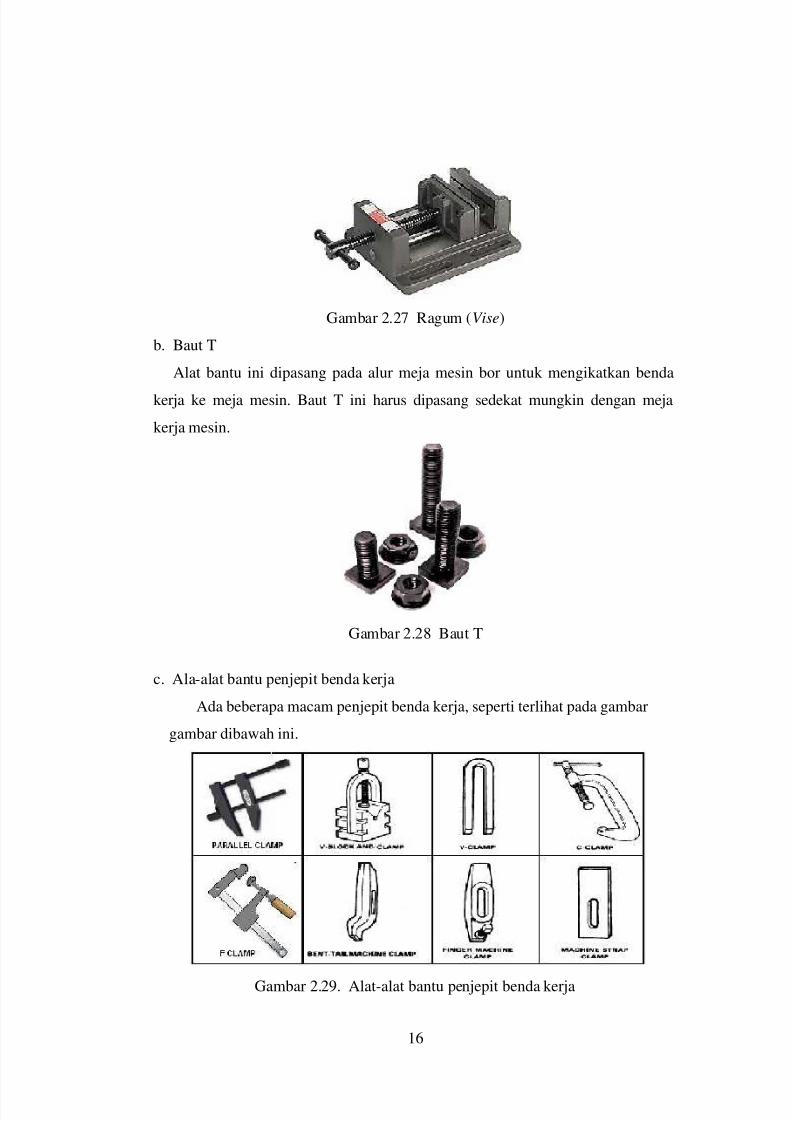
Gambar 2.27 Ragum (Vise)
b. Baut T
Alat bantu ini dipasang pada alur meja mesin bor untuk mengikatkan benda
kerja ke meja mesin. Baut T ini harus dipasang sedekat mungkin dengan meja
kerja mesin.
Gambar 2.28 Baut T
c. Ala-alat bantu penjepit benda kerja
Ada beberapa macam penjepit benda kerja, seperti terlihat pada gambar
gambar dibawah ini.
Gambar 2.29. Alat-alat bantu penjepit benda kerja
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 38/298
17
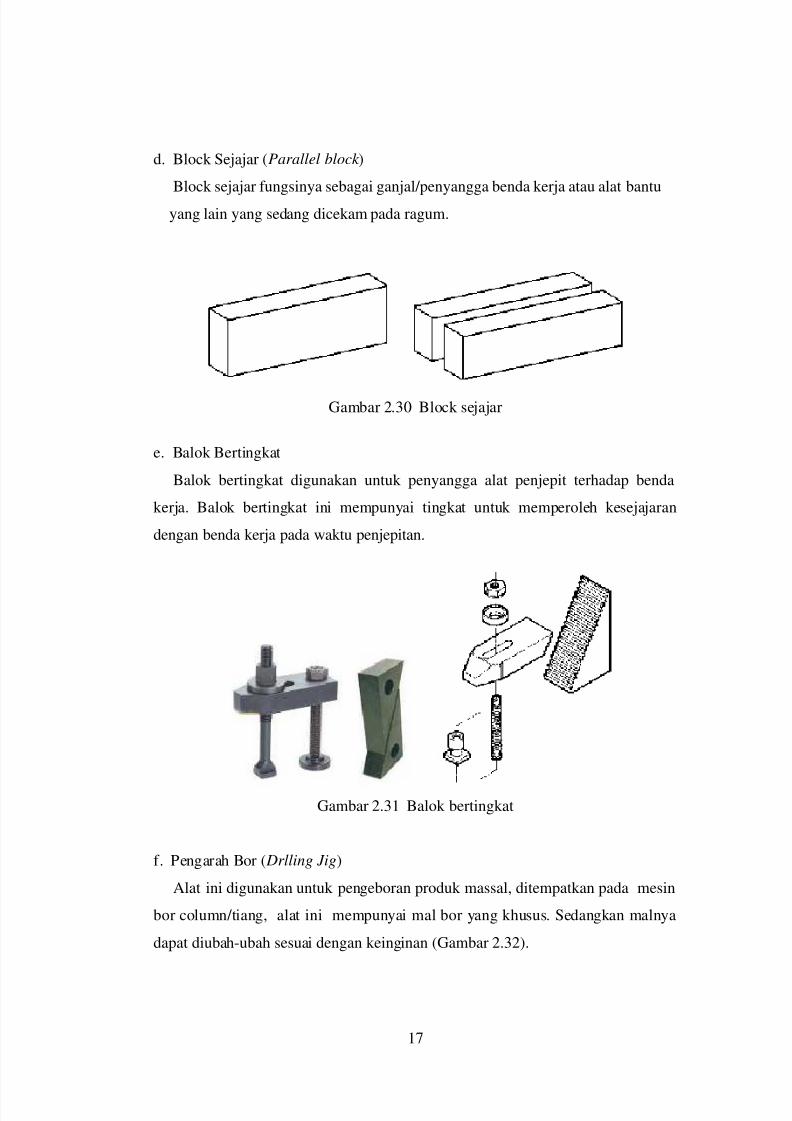
d. Block Sejajar (Parallel block )
Block sejajar fungsinya sebagai ganjal/penyangga benda kerja atau alat bantu
yang lain yang sedang dicekam pada ragum.
Gambar 2.30 Block sejajar
e. Balok Bertingkat
Balok bertingkat digunakan untuk penyangga alat penjepit terhadap benda
kerja. Balok bertingkat ini mempunyai tingkat untuk memperoleh kesejajaran
dengan benda kerja pada waktu penjepitan.
Gambar 2.31 Balok bertingkat
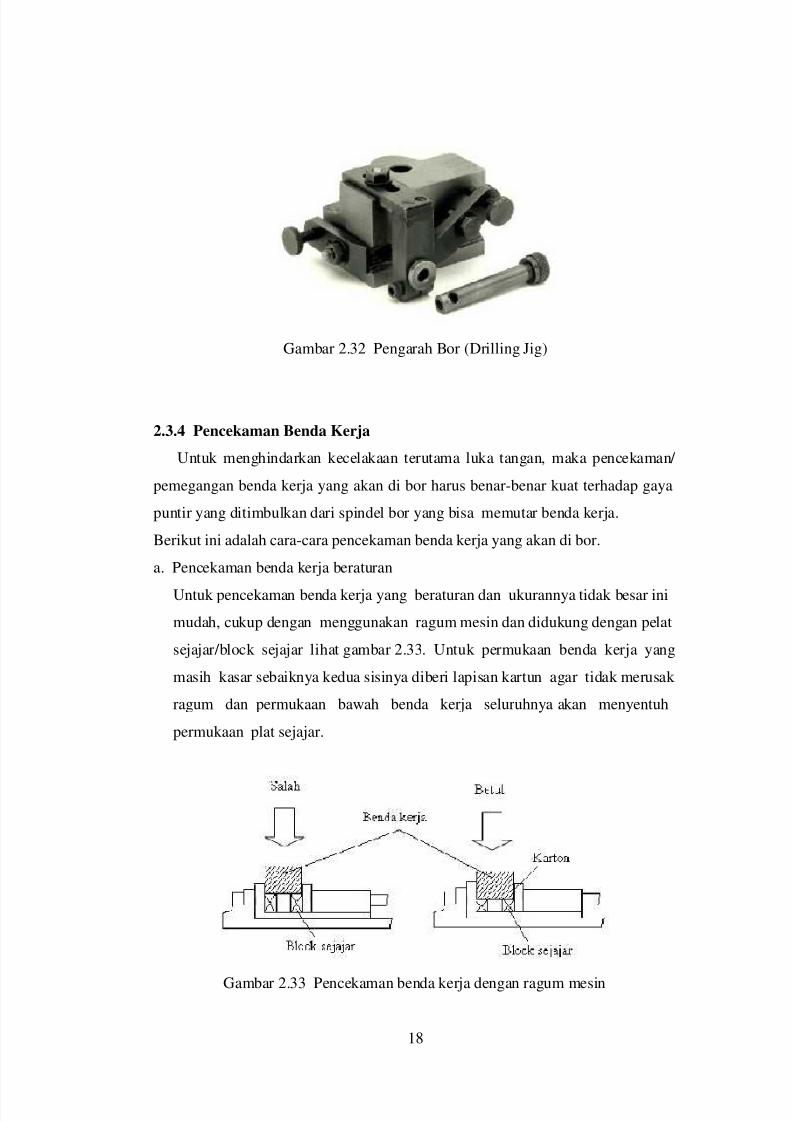
f. Pengarah Bor ( Drlling Jig)
Alat ini digunakan untuk pengeboran produk massal, ditempatkan pada mesin
bor column/tiang, alat ini mempunyai mal bor yang khusus. Sedangkan malnya
dapat diubah-ubah sesuai dengan keinginan (Gambar 2.32).
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 39/298
18
Gambar 2.32 Pengarah Bor (Drilling Jig)
2.3.4 Pencekaman Benda Kerja
Untuk menghindarkan kecelakaan terutama luka tangan, maka pencekaman/
pemegangan benda kerja yang akan di bor harus benar-benar kuat terhadap gaya
puntir yang ditimbulkan dari spindel bor yang bisa memutar benda kerja.
Berikut ini adalah cara-cara pencekaman benda kerja yang akan di bor.
a. Pencekaman benda kerja beraturan
Untuk pencekaman benda kerja yang beraturan dan ukurannya tidak besar ini
mudah, cukup dengan menggunakan ragum mesin dan didukung dengan pelat
sejajar/block sejajar lihat gambar 2.33. Untuk permukaan benda kerja yang
masih kasar sebaiknya kedua sisinya diberi lapisan kartun agar tidak merusak
ragum dan permukaan bawah benda kerja seluruhnya akan menyentuh
permukaan plat sejajar.
Gambar 2.33 Pencekaman benda kerja dengan ragum mesin
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 40/298
19
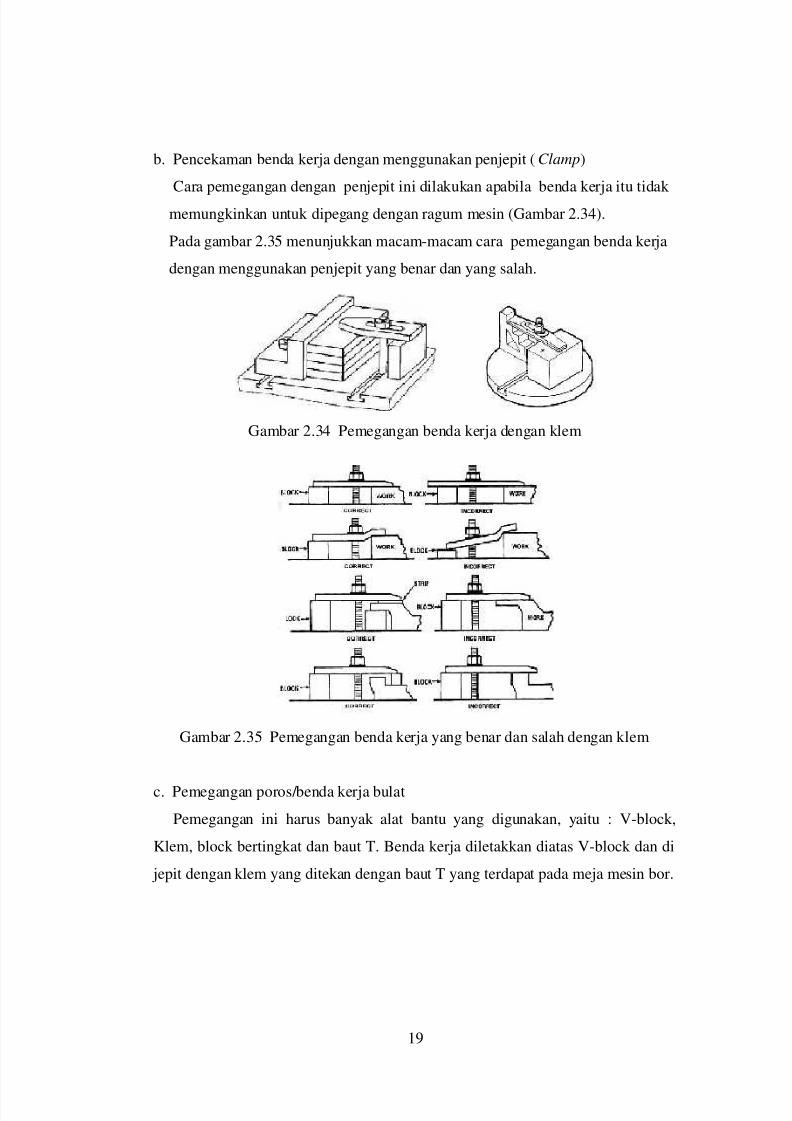
b. Pencekaman benda kerja dengan menggunakan penjepit (Clamp)
Cara pemegangan dengan penjepit ini dilakukan apabila benda kerja itu tidak
memungkinkan untuk dipegang dengan ragum mesin (Gambar 2.34).
Pada gambar 2.35 menunjukkan macam-macam cara pemegangan benda kerja
dengan menggunakan penjepit yang benar dan yang salah.
Gambar 2.34 Pemegangan benda kerja dengan klem
Gambar 2.35 Pemegangan benda kerja yang benar dan salah dengan klem
c. Pemegangan poros/benda kerja bulat
Pemegangan ini harus banyak alat bantu yang digunakan, yaitu : V-block,
Klem, block bertingkat dan baut T. Benda kerja diletakkan diatas V-block dan di
jepit dengan klem yang ditekan dengan baut T yang terdapat pada meja mesin bor.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 41/298
20
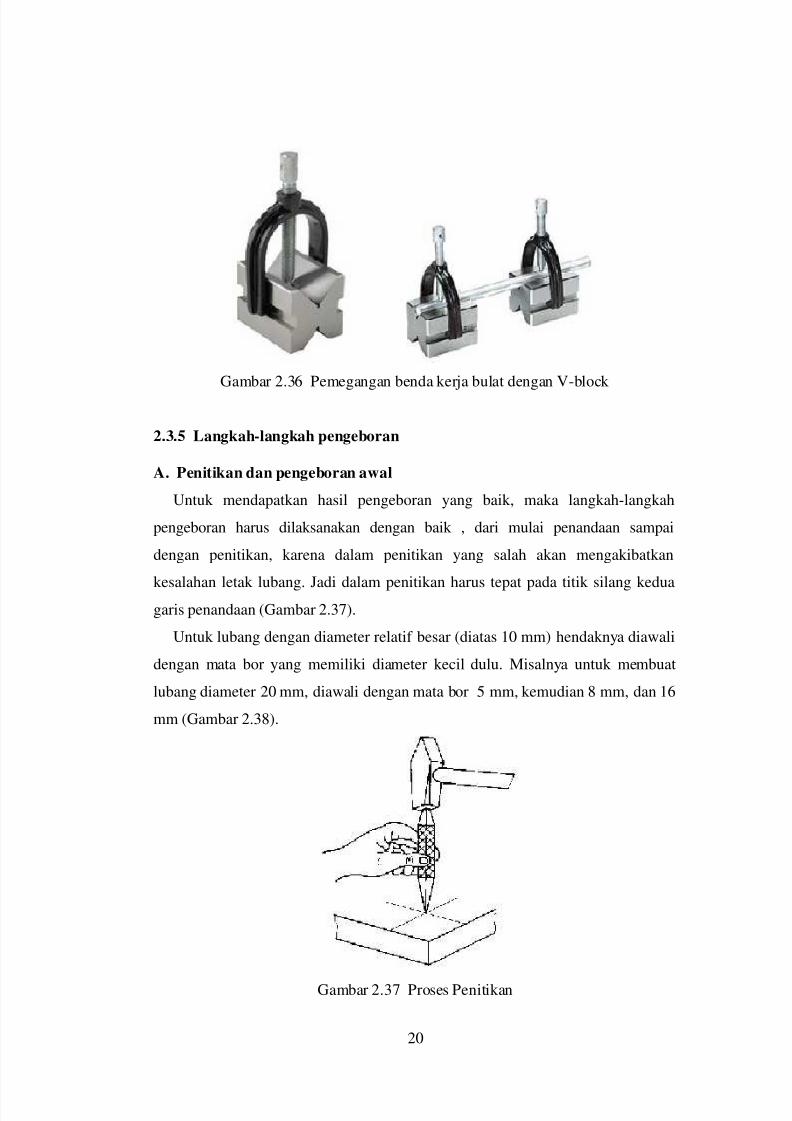
Gambar 2.36 Pemegangan benda kerja bulat dengan V-block
2.3.5 Langkah-langkah pengeboran
A. Penitikan dan pengeboran awal
Untuk mendapatkan hasil pengeboran yang baik, maka langkah-langkah
pengeboran harus dilaksanakan dengan baik , dari mulai penandaan sampai
dengan penitikan, karena dalam penitikan yang salah akan mengakibatkan
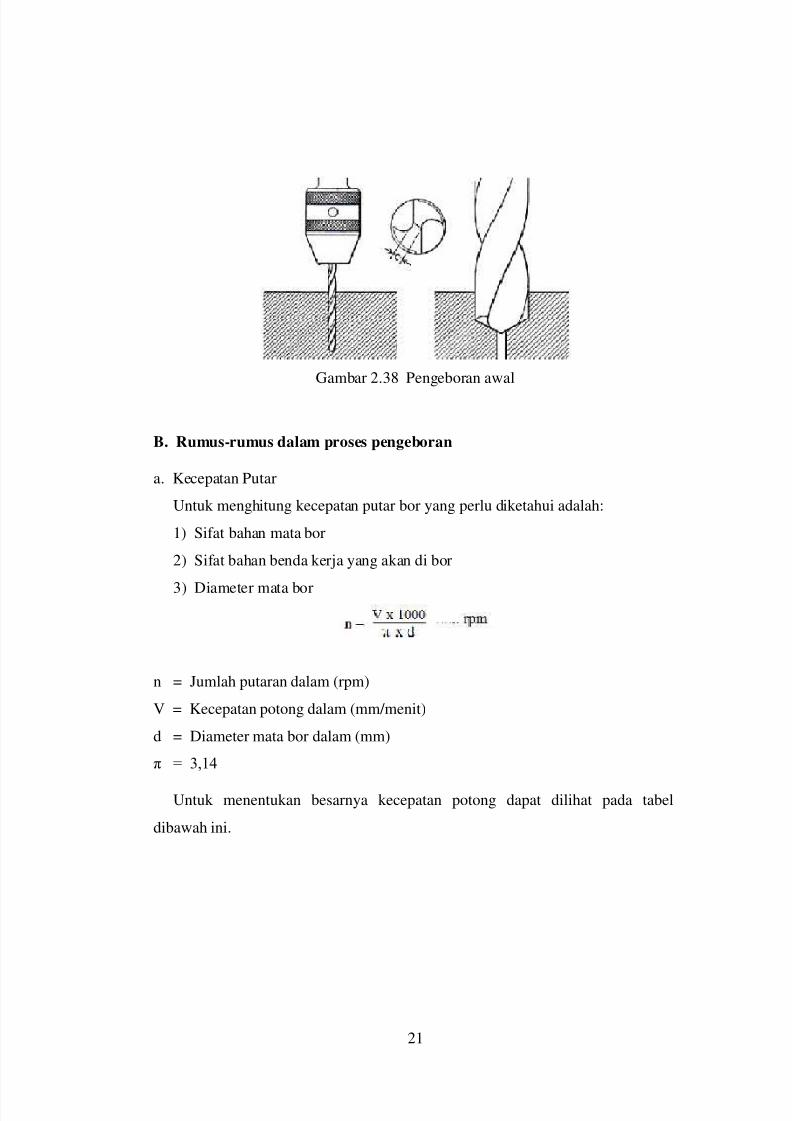
kesalahan letak lubang. Jadi dalam penitikan harus tepat pada titik silang keduagaris penandaan (Gambar 2.37).
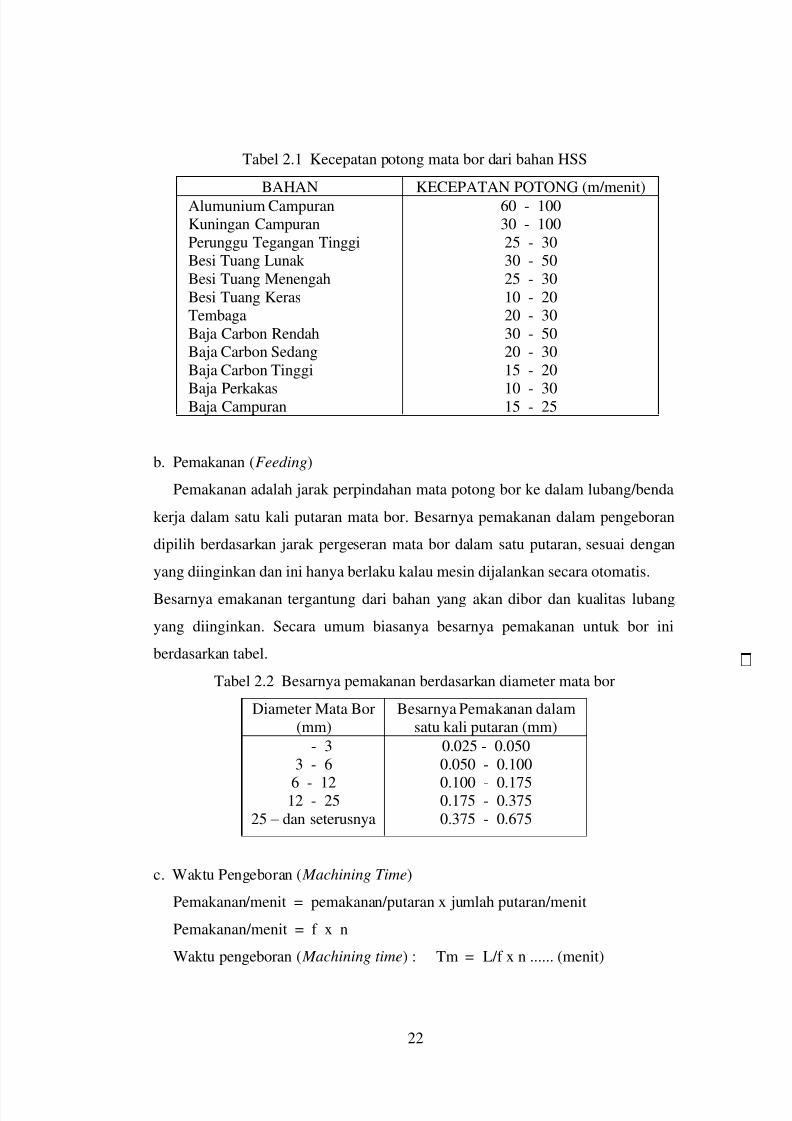
Untuk lubang dengan diameter relatif besar (diatas 10 mm) hendaknya diawali
dengan mata bor yang memiliki diameter kecil dulu. Misalnya untuk membuat
lubang diameter 20 mm, diawali dengan mata bor 5 mm, kemudian 8 mm, dan 16
mm (Gambar 2.38).
Gambar 2.37 Proses Penitikan
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 42/298
21
Gambar 2.38 Pengeboran awal
B. Rumus-rumus dalam proses pengeboran
a. Kecepatan Putar
Untuk menghitung kecepatan putar bor yang perlu diketahui adalah:
1) Sifat bahan mata bor
2) Sifat bahan benda kerja yang akan di bor
3) Diameter mata bor
n = Jumlah putaran dalam (rpm)
V = Kecepatan potong dalam (mm/menit)
d = Diameter mata bor dalam (mm)
π = 3,14
Untuk menentukan besarnya kecepatan potong dapat dilihat pada tabel
dibawah ini.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 43/298
22
Tabel 2.1 Kecepatan potong mata bor dari bahan HSS
BAHAN KECEPATAN POTONG (m/menit)Alumunium CampuranKuningan CampuranPerunggu Tegangan TinggiBesi Tuang Lunak Besi Tuang MenengahBesi Tuang KerasTembagaBaja Carbon RendahBaja Carbon SedangBaja Carbon Tinggi
Baja PerkakasBaja Campuran
60 - 10030 - 10025 - 3030 - 5025 - 3010 - 2020 - 3030 - 5020 - 3015 - 20
10 - 3015 - 25
b. Pemakanan (Feeding)
Pemakanan adalah jarak perpindahan mata potong bor ke dalam lubang/benda
kerja dalam satu kali putaran mata bor. Besarnya pemakanan dalam pengeboran
dipilih berdasarkan jarak pergeseran mata bor dalam satu putaran, sesuai dengan
yang diinginkan dan ini hanya berlaku kalau mesin dijalankan secara otomatis.
Besarnya emakanan tergantung dari bahan yang akan dibor dan kualitas lubang
yang diinginkan. Secara umum biasanya besarnya pemakanan untuk bor ini
berdasarkan tabel.
Tabel 2.2 Besarnya pemakanan berdasarkan diameter mata bor
Diameter Mata Bor(mm)
Besarnya Pemakanan dalamsatu kali putaran (mm)
- 33 - 6
6 - 1212 - 25
25 – dan seterusnya
0.025 - 0.0500.050 - 0.100
0.100 - 0.1750.175 - 0.3750.375 - 0.675
c. Waktu Pengeboran ( Machining Time)
Pemakanan/menit = pemakanan/putaran x jumlah putaran/menit
Pemakanan/menit = f x n
Waktu pengeboran ( Machining time) : Tm = L/f x n ...... (menit)
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 44/298
23
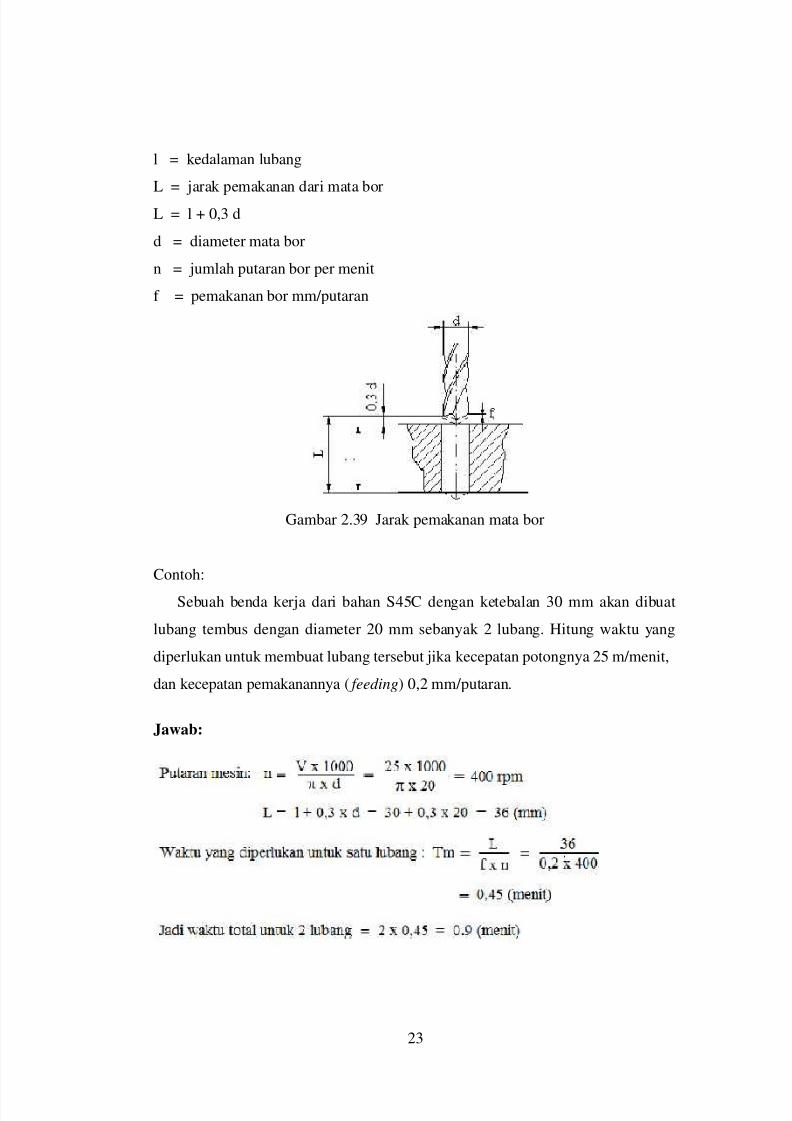
l = kedalaman lubang
L = jarak pemakanan dari mata bor
L = l + 0,3 d
d = diameter mata bor
n = jumlah putaran bor per menit
f = pemakanan bor mm/putaran
Gambar 2.39 Jarak pemakanan mata bor
Contoh:
Sebuah benda kerja dari bahan S45C dengan ketebalan 30 mm akan dibuat
lubang tembus dengan diameter 20 mm sebanyak 2 lubang. Hitung waktu yang
diperlukan untuk membuat lubang tersebut jika kecepatan potongnya 25 m/menit,
dan kecepatan pemakanannya ( feeding) 0,2 mm/putaran.
Jawab:
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 45/298
24
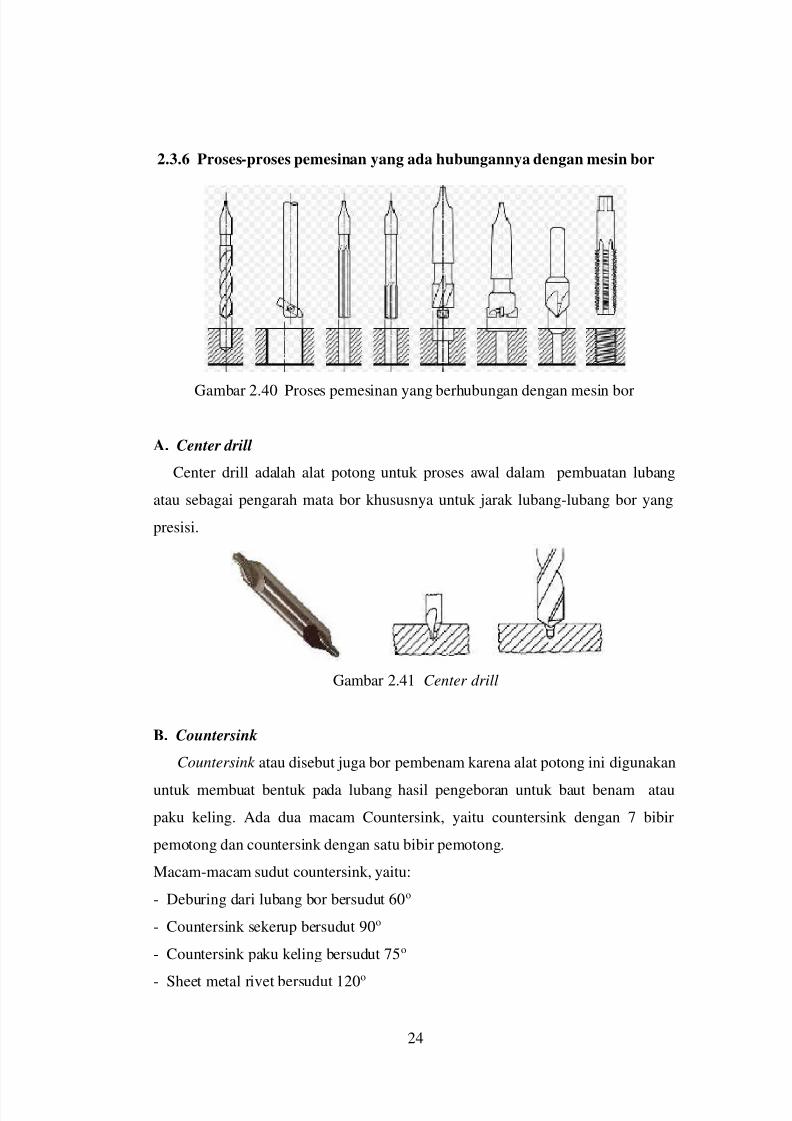
2.3.6 Proses-proses pemesinan yang ada hubungannya dengan mesin bor
Gambar 2.40 Proses pemesinan yang berhubungan dengan mesin bor
A. Center drill
Center drill adalah alat potong untuk proses awal dalam pembuatan lubang
atau sebagai pengarah mata bor khususnya untuk jarak lubang-lubang bor yang
presisi.
Gambar 2.41 Center drill
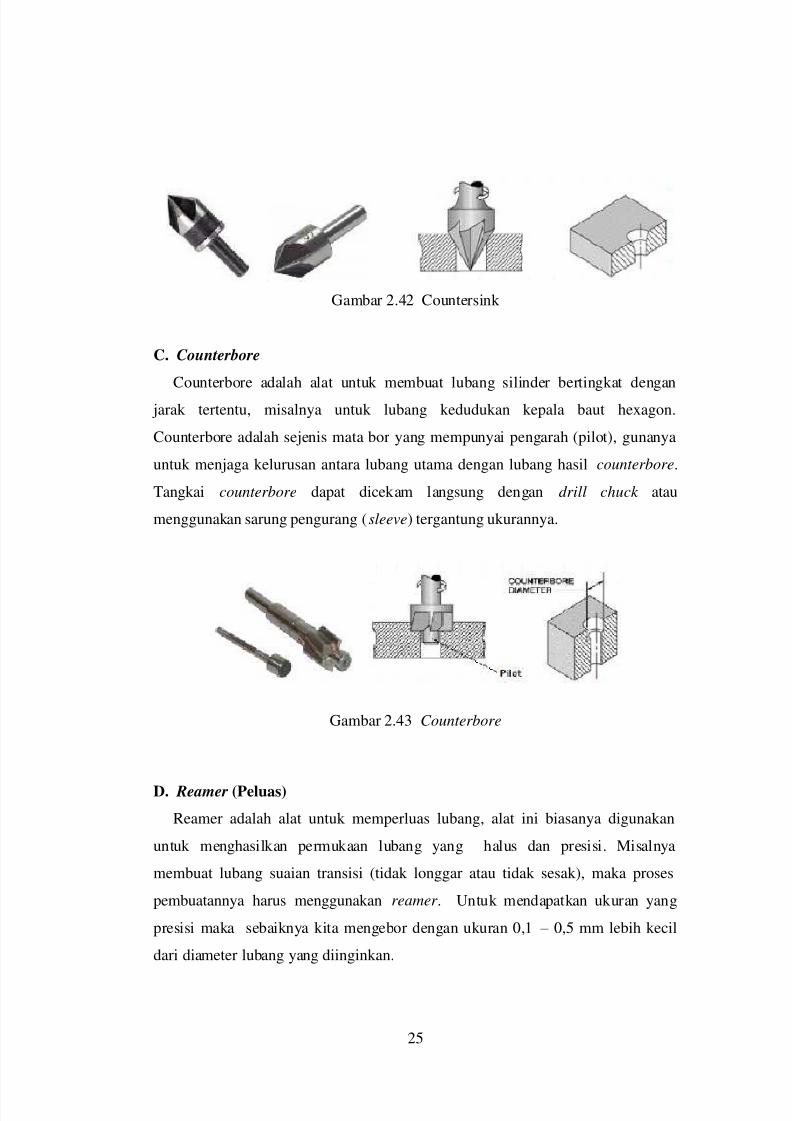
B. Countersink
Countersink atau disebut juga bor pembenam karena alat potong ini digunakan
untuk membuat bentuk pada lubang hasil pengeboran untuk baut benam atau
paku keling. Ada dua macam Countersink, yaitu countersink dengan 7 bibir
pemotong dan countersink dengan satu bibir pemotong.
Macam-macam sudut countersink, yaitu:
- Deburing dari lubang bor bersudut 60o
- Countersink sekerup bersudut 90o
- Countersink paku keling bersudut 75o
- Sheet metal rivet bersudut 120o
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 46/298
25
Gambar 2.42 Countersink
C. Counterbore
Counterbore adalah alat untuk membuat lubang silinder bertingkat dengan
jarak tertentu, misalnya untuk lubang kedudukan kepala baut hexagon.
Counterbore adalah sejenis mata bor yang mempunyai pengarah (pilot), gunanya
untuk menjaga kelurusan antara lubang utama dengan lubang hasil counterbore.
Tangkai counterbore dapat dicekam langsung dengan drill chuck atau
menggunakan sarung pengurang (sleeve) tergantung ukurannya.
Gambar 2.43 Counterbore
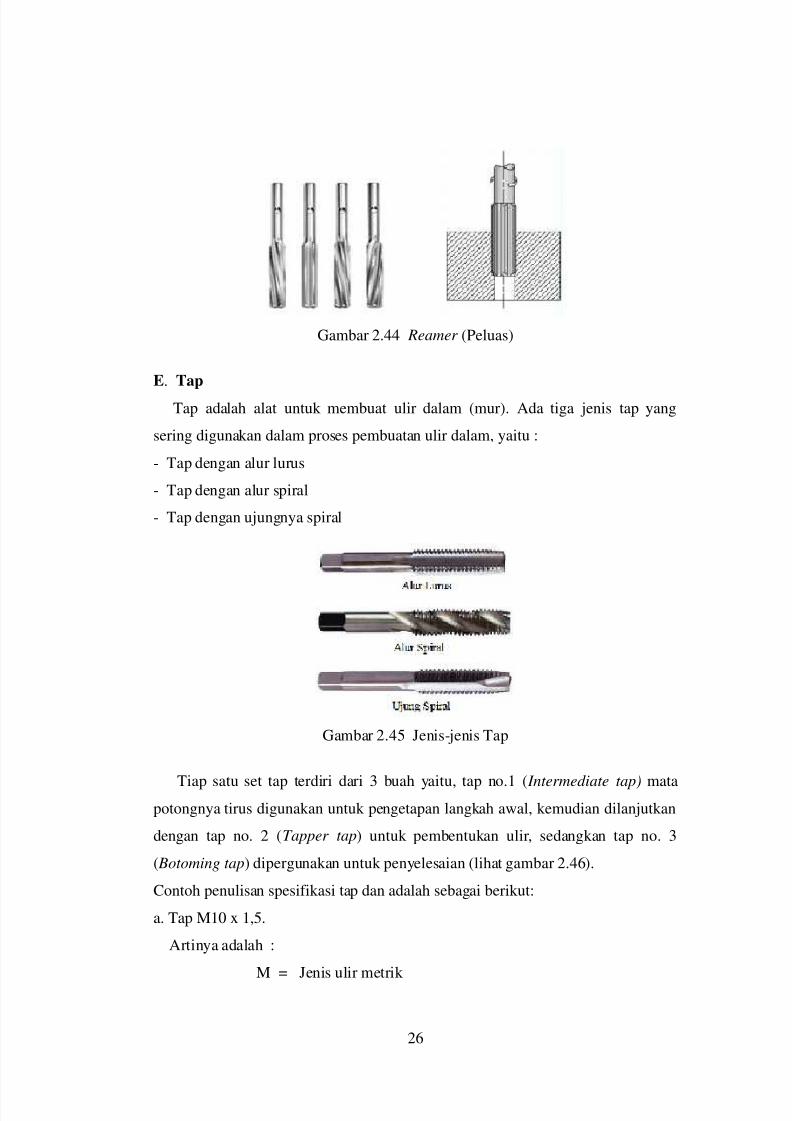
D. Reamer (Peluas)
Reamer adalah alat untuk memperluas lubang, alat ini biasanya digunakan
untuk menghasilkan permukaan lubang yang halus dan presisi. Misalnya
membuat lubang suaian transisi (tidak longgar atau tidak sesak), maka proses
pembuatannya harus menggunakan reamer . Untuk mendapatkan ukuran yang
presisi maka sebaiknya kita mengebor dengan ukuran 0,1 – 0,5 mm lebih kecil
dari diameter lubang yang diinginkan.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 47/298
26
Gambar 2.44 Reamer (Peluas)
E. Tap
Tap adalah alat untuk membuat ulir dalam (mur). Ada tiga jenis tap yang
sering digunakan dalam proses pembuatan ulir dalam, yaitu :
- Tap dengan alur lurus
- Tap dengan alur spiral
- Tap dengan ujungnya spiral
Gambar 2.45 Jenis-jenis Tap
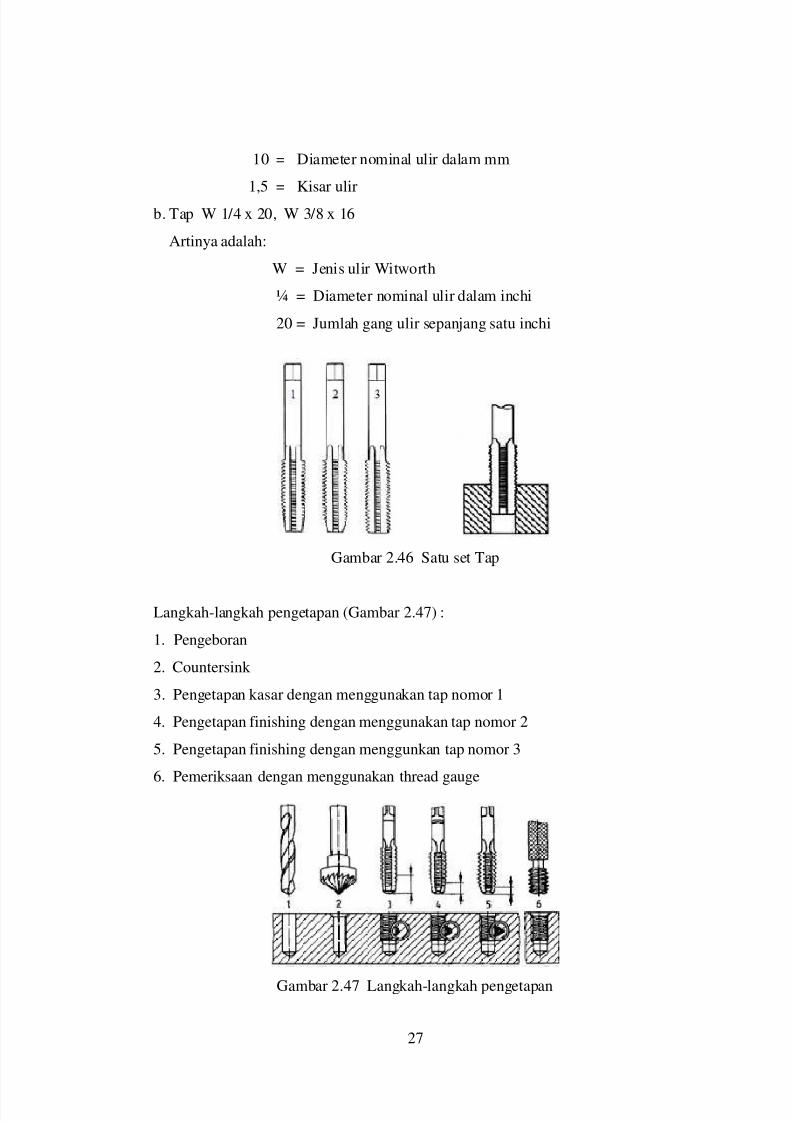
Tiap satu set tap terdiri dari 3 buah yaitu, tap no.1 ( Intermediate tap) matapotongnya tirus digunakan untuk pengetapan langkah awal, kemudian dilanjutkan
dengan tap no. 2 (Tapper tap) untuk pembentukan ulir, sedangkan tap no. 3
( Botoming tap) dipergunakan untuk penyelesaian (lihat gambar 2.46).
Contoh penulisan spesifikasi tap dan adalah sebagai berikut:
a. Tap M10 x 1,5.
Artinya adalah :
M = Jenis ulir metrik
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 48/298
27
10 = Diameter nominal ulir dalam mm
1,5 = Kisar ulir
b. Tap W 1/4 x 20, W 3/8 x 16
Artinya adalah:
W = Jenis ulir Witworth
¼ = Diameter nominal ulir dalam inchi
20 = Jumlah gang ulir sepanjang satu inchi
Gambar 2.46 Satu set Tap
Langkah-langkah pengetapan (Gambar 2.47) :
1. Pengeboran
2. Countersink
3. Pengetapan kasar dengan menggunakan tap nomor 1
4. Pengetapan finishing dengan menggunakan tap nomor 2
5. Pengetapan finishing dengan menggunkan tap nomor 3
6. Pemeriksaan dengan menggunakan thread gauge
Gambar 2.47 Langkah-langkah pengetapan
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 49/298
28
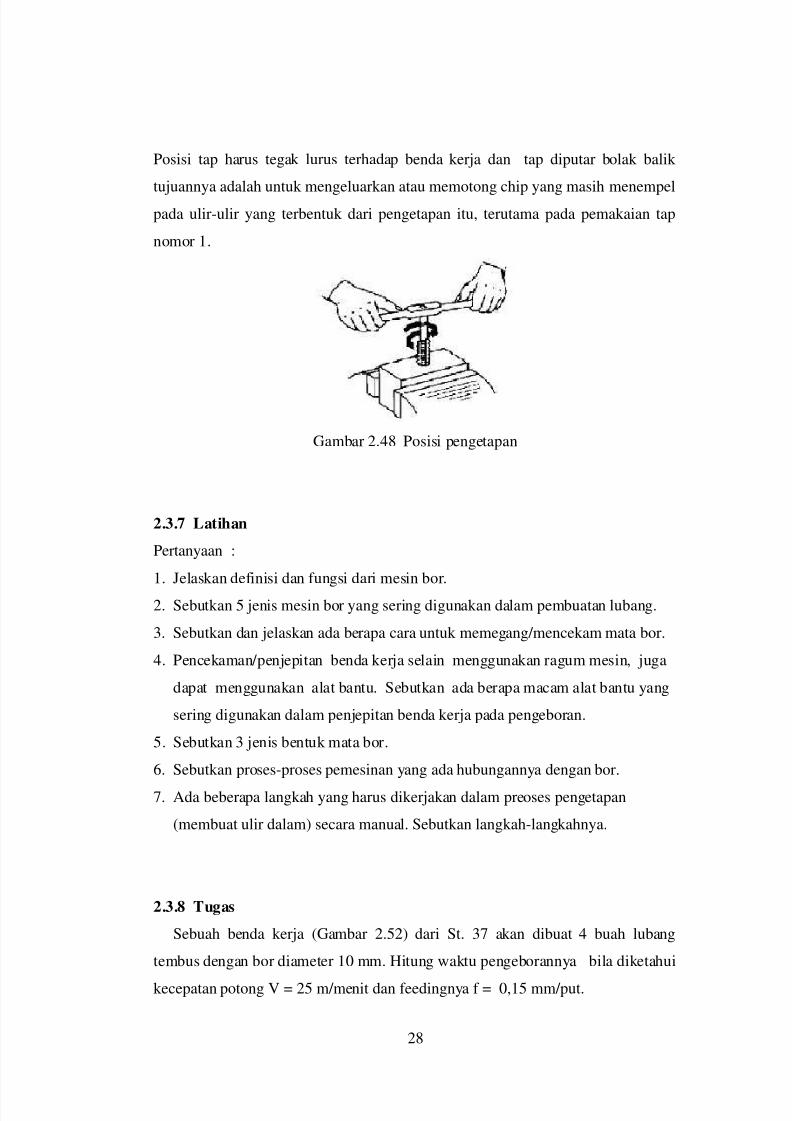
Posisi tap harus tegak lurus terhadap benda kerja dan tap diputar bolak balik
tujuannya adalah untuk mengeluarkan atau memotong chip yang masih menempel
pada ulir-ulir yang terbentuk dari pengetapan itu, terutama pada pemakaian tap
nomor 1.
Gambar 2.48 Posisi pengetapan
2.3.7 Latihan
Pertanyaan :
1. Jelaskan definisi dan fungsi dari mesin bor.
2. Sebutkan 5 jenis mesin bor yang sering digunakan dalam pembuatan lubang.
3. Sebutkan dan jelaskan ada berapa cara untuk memegang/mencekam mata bor.
4. Pencekaman/penjepitan benda kerja selain menggunakan ragum mesin, juga
dapat menggunakan alat bantu. Sebutkan ada berapa macam alat bantu yang
sering digunakan dalam penjepitan benda kerja pada pengeboran.
5. Sebutkan 3 jenis bentuk mata bor.
6. Sebutkan proses-proses pemesinan yang ada hubungannya dengan bor.
7. Ada beberapa langkah yang harus dikerjakan dalam preoses pengetapan
(membuat ulir dalam) secara manual. Sebutkan langkah-langkahnya.
2.3.8 Tugas
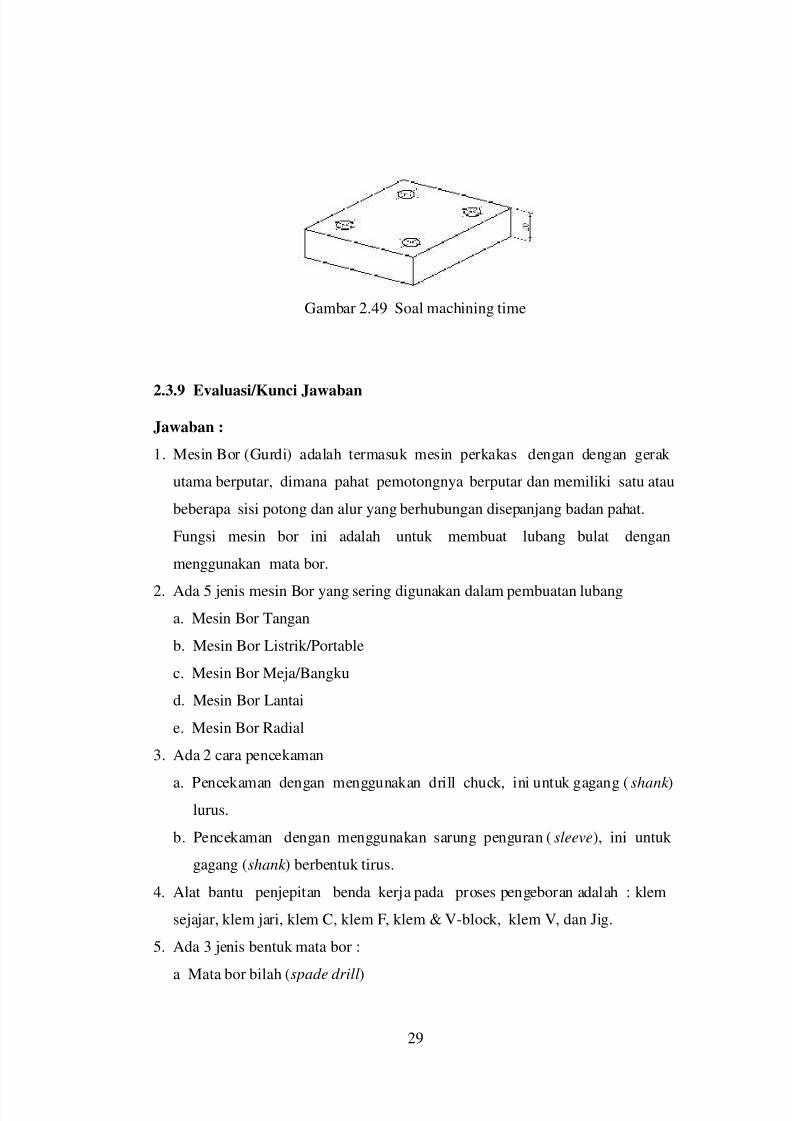
Sebuah benda kerja (Gambar 2.52) dari St. 37 akan dibuat 4 buah lubang
tembus dengan bor diameter 10 mm. Hitung waktu pengeborannya bila diketahui
kecepatan potong V = 25 m/menit dan feedingnya f = 0,15 mm/put.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 50/298
29
Gambar 2.49 Soal machining time
2.3.9 Evaluasi/Kunci Jawaban
Jawaban :
1. Mesin Bor (Gurdi) adalah termasuk mesin perkakas dengan dengan gerak
utama berputar, dimana pahat pemotongnya berputar dan memiliki satu atau
beberapa sisi potong dan alur yang berhubungan disepanjang badan pahat.
Fungsi mesin bor ini adalah untuk membuat lubang bulat dengan
menggunakan mata bor.
2. Ada 5 jenis mesin Bor yang sering digunakan dalam pembuatan lubang
a. Mesin Bor Tangan
b. Mesin Bor Listrik/Portable
c. Mesin Bor Meja/Bangku
d. Mesin Bor Lantai
e. Mesin Bor Radial
3. Ada 2 cara pencekaman
a. Pencekaman dengan menggunakan drill chuck, ini untuk gagang (shank )lurus.
b. Pencekaman dengan menggunakan sarung penguran (sleeve), ini untuk
gagang (shank ) berbentuk tirus.
4. Alat bantu penjepitan benda kerja pada proses pengeboran adalah : klem
sejajar, klem jari, klem C, klem F, klem & V-block, klem V, dan Jig.
5. Ada 3 jenis bentuk mata bor :
a Mata bor bilah (spade drill
)
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 51/298
30
b. Mata bor pemotong lurus (straight cutting)
c. Mata bor alur spiral (spiral flute)
6. Proses-proses pemesinan yang ada hubungannya dengan bor :
Countersink , Tapping, Reamer , dan Counterbore
7. Langkah-langkah pengetapan :
a. Pengeboran
b. Countersink
c. Pengetapan kasar dengan menggunakan tap nomor 1
d. Pengetapan finishing dengan menggunakan tap nomor 2
e. Pengetapan finishing dengan menggunkan tap nomor 3
f. Pemeriksaan dengan menggunakan thread gauge.
2.4 Rangkuman
- Mesin Bor (Gurdi) adalah termasuk mesin perkakas dengan gerak utama
berputar
- Mengebor merupakan kegiatan membuat lubang bulat dengan menggunakan
mata bor.
- Jenis-jenis mesin bor antara lain mesin bor tangan, mesin bor listrik, mesin
bor meja/bangku, mesin bor lantai, mesin bor radial, mesin bor gang, dan lain-
lain.
- Ada tiga jenis bentuk mata bor, yaitu mata bor bilah, mata bor pemotong lurus
dan mata bor alur spiral.
- Ada empat jenis kepala mata bor, yaitu kepala mata bor berbentuk segi empat
tirus (bit shank), kepala mata bor lurus, kepala mata bor tirus dan kepala mata
bor segi empat.
- Yang perlu diperhatikan dalam pengasahan mata bor adalah sudut-sudutnya dan
panjang sisi potongnya.
- Ada 2 cara pencekaman/pemegangan mata bor, yaitu menggunakan drill chuck
untuk mata bor yang mempunyai gagang (shank ) lurus, sedangkan untuk mata
bor yang mempunyai gagang (shank ) tirus menggunakan sarung pengurang.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 52/298
31
- Peralatan dan alat bantu Mesin Bor
a. Ragum (Vise)
b. Baut T
c. Alat bantu penjepit benda kerja (Clamp)
d. Block Sejajar (Parallel block )
f. Pengarah Bor ( Drlling Jig)
- Pencekaman/penjepitan benda kerja selain meggunakan ragum mesin, juga
dapat menggunakan alat bantu klem, khususnya untuk benda kerja yang tidak
memungkinkan menggunakan ragum mesin atau benda kerja yang tidak
beraturanbentuknya. Adapun klem yang sering digunakan adalah : klem
sejajar, klem jari, klem C, klem F, V-block & klem.
- Untuk menghasilkan ukuran yang presisi baik lubang maupun jarak antar
lubang perlu langkah-langkah yang benar dari mulai penandaan, penitikan,
pengeboran awal menggunakan center drill.
- Proses-proses pemesinan yang ada hubungannya dengan bor adalah : center
drill, countersink, counterbore, reamer dan tap.
2.5 Daftar Pustaka
1. Groover, Mikell P, Fundamentals of Modern Manufacturing : Materials,Processes, and Systems 4th ed, John Wiley and Sons, USA, 2010.
2. Moltrecht, Karl Hana,Machine Shop Practice Volume 1, Industrial Press, Inc.,New York, 1981.
3. Krar, Step, Arthur Gill, Pter Smid, "Technology of Machine Tools", McGraw-
Hill, New York, 2007.
4. Suneja, BL, G.S. Sekhon Nitin Seth, "Fundamentals of Metal Cutting andMachine Tools" Second Edition, New Delhi, 2003.
5. http://en.wikipedia.org
6. https://www.flickr.com
7. http://pixabay.com
8. http://www.free-ed.net/free-ed/Resources/Trades/Indust/machinist01
9. http://dealertraining.cat.com/suppliertraining
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 53/298
32
BAB III MESIN SEKRAP (SHAPING MACHINE)
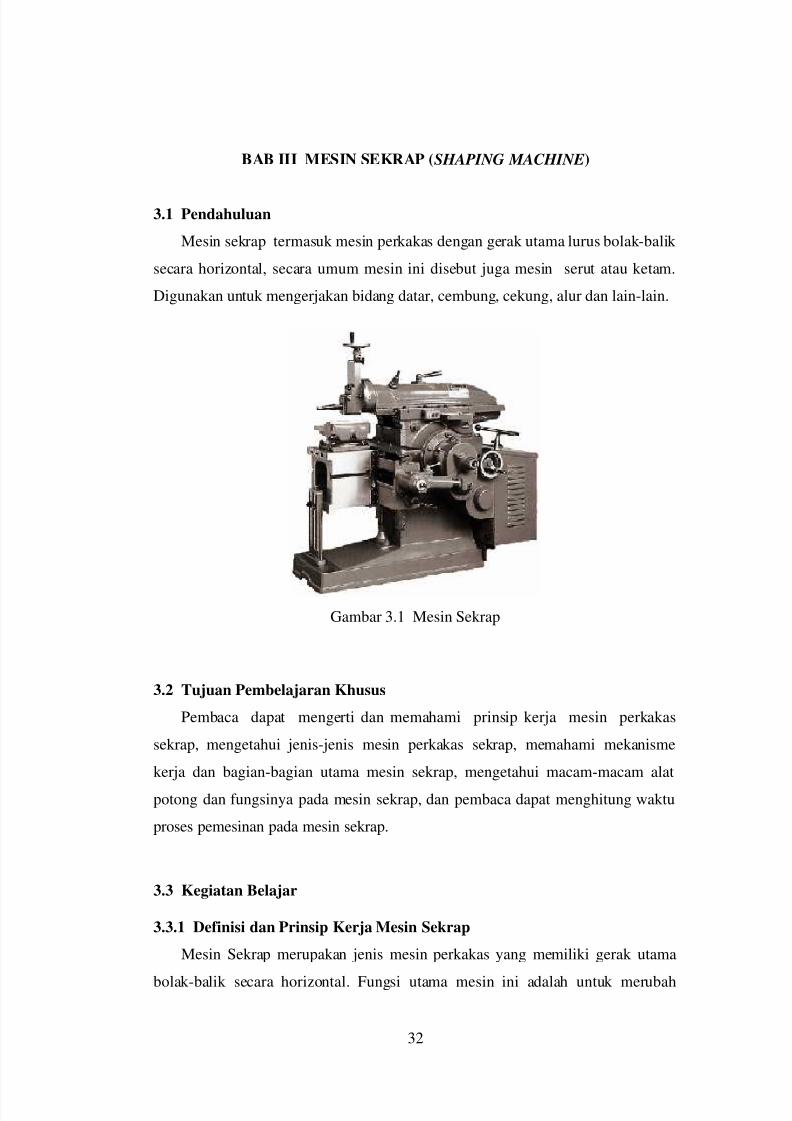
3.1 Pendahuluan
Mesin sekrap termasuk mesin perkakas dengan gerak utama lurus bolak-balik
secara horizontal, secara umum mesin ini disebut juga mesin serut atau ketam.
Digunakan untuk mengerjakan bidang datar, cembung, cekung, alur dan lain-lain.
Gambar 3.1 Mesin Sekrap
3.2 Tujuan Pembelajaran Khusus
Pembaca dapat mengerti dan memahami prinsip kerja mesin perkakas
sekrap, mengetahui jenis-jenis mesin perkakas sekrap, memahami mekanisme
kerja dan bagian-bagian utama mesin sekrap, mengetahui macam-macam alat
potong dan fungsinya pada mesin sekrap, dan pembaca dapat menghitung waktu
proses pemesinan pada mesin sekrap.
3.3 Kegiatan Belajar
3.3.1 Definisi dan Prinsip Kerja Mesin Sekrap
Mesin Sekrap merupakan jenis mesin perkakas yang memiliki gerak utama
bolak-balik secara horizontal. Fungsi utama mesin ini adalah untuk merubah
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 54/298
33
bentuk dan ukuran benda kerja sesuai dengan yang diinginkan, misalnya selain
meratakan bidang datar, tegak maupun bidang miring juga bisa membuat bidang
yang bersudut, alur pasak, alur V dan bentuk lainnya.
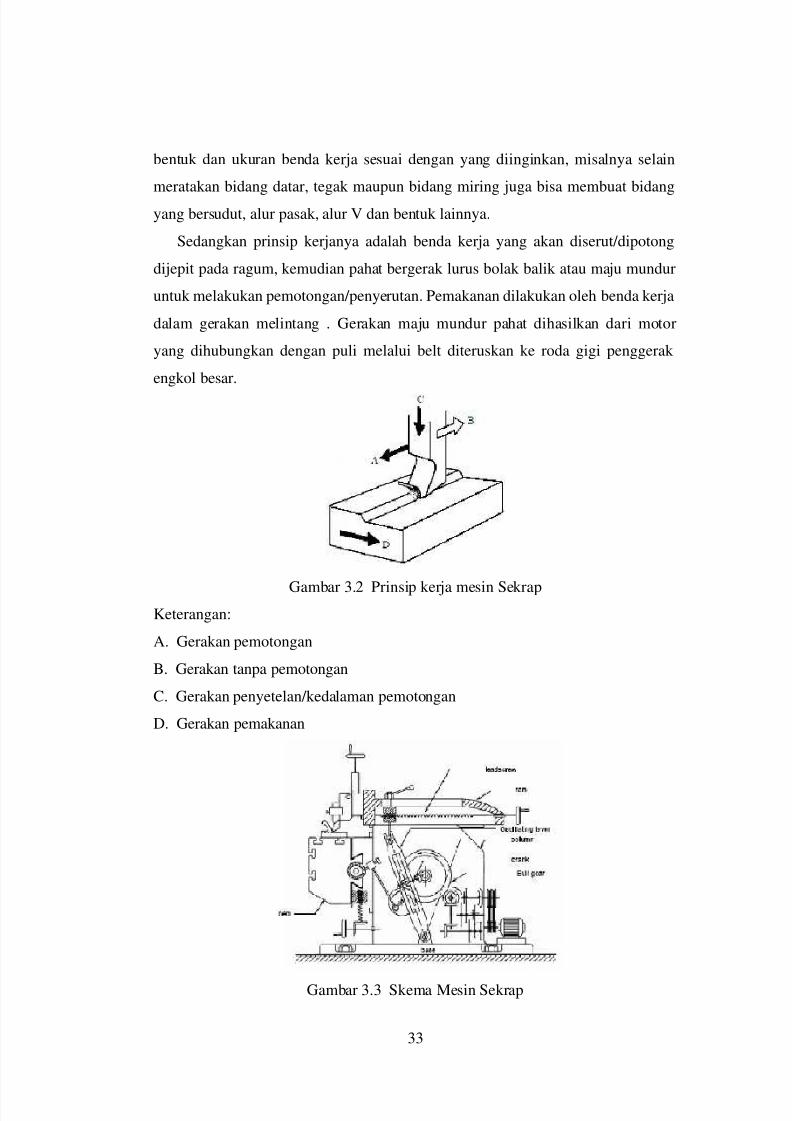
Sedangkan prinsip kerjanya adalah benda kerja yang akan diserut/dipotong
dijepit pada ragum, kemudian pahat bergerak lurus bolak balik atau maju mundur
untuk melakukan pemotongan/penyerutan. Pemakanan dilakukan oleh benda kerja
dalam gerakan melintang . Gerakan maju mundur pahat dihasilkan dari motor
yang dihubungkan dengan puli melalui belt diteruskan ke roda gigi penggerak
engkol besar.
Gambar 3.2 Prinsip kerja mesin SekrapKeterangan:
A. Gerakan pemotongan
B. Gerakan tanpa pemotongan
C. Gerakan penyetelan/kedalaman pemotongan
D. Gerakan pemakanan
Gambar 3.3 Skema Mesin Sekrap
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 55/298
34
3.3.2 Jenis-jenis Mesin Sekrap
Mesin sekrap tidak terlalu memerlukan perhatian khusus bagi operatornya
karena proses pada mesin sekrap tidak memerlukan ketelitian tinggi. Bentuk alat
potongnya single point sama dengan alat potong mesin bubut.
Menurut disainnya mesin sekrap dikelompokkan menjadi:
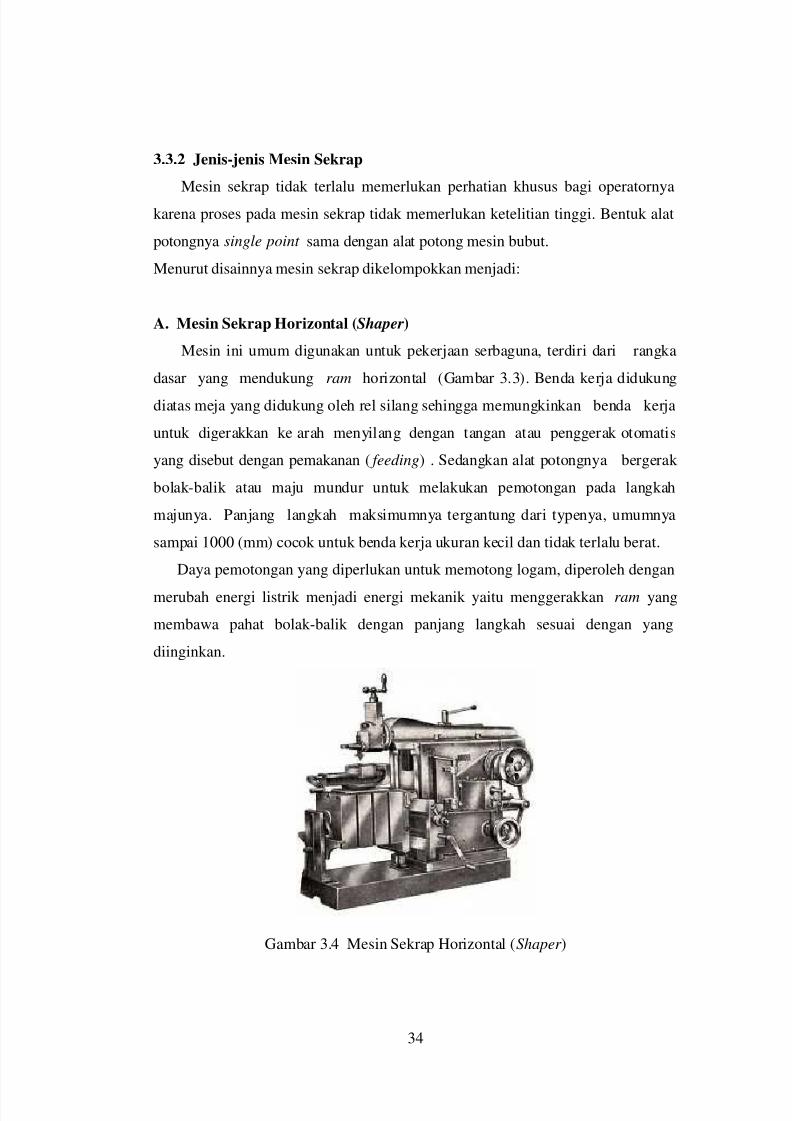
A. Mesin Sekrap Horizontal (Shaper)
Mesin ini umum digunakan untuk pekerjaan serbaguna, terdiri dari rangka
dasar yang mendukung ram horizontal (Gambar 3.3). Benda kerja didukung
diatas meja yang didukung oleh rel silang sehingga memungkinkan benda kerja
untuk digerakkan ke arah menyilang dengan tangan atau penggerak otomatis
yang disebut dengan pemakanan ( feeding) . Sedangkan alat potongnya bergerak
bolak-balik atau maju mundur untuk melakukan pemotongan pada langkah
majunya. Panjang langkah maksimumnya tergantung dari typenya, umumnya
sampai 1000 (mm) cocok untuk benda kerja ukuran kecil dan tidak terlalu berat.
Daya pemotongan yang diperlukan untuk memotong logam, diperoleh dengan
merubah energi listrik menjadi energi mekanik yaitu menggerakkan ram yang
membawa pahat bolak-balik dengan panjang langkah sesuai dengan yang
diinginkan.
Gambar 3.4 Mesin Sekrap Horizontal (Shaper )
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 56/298
35
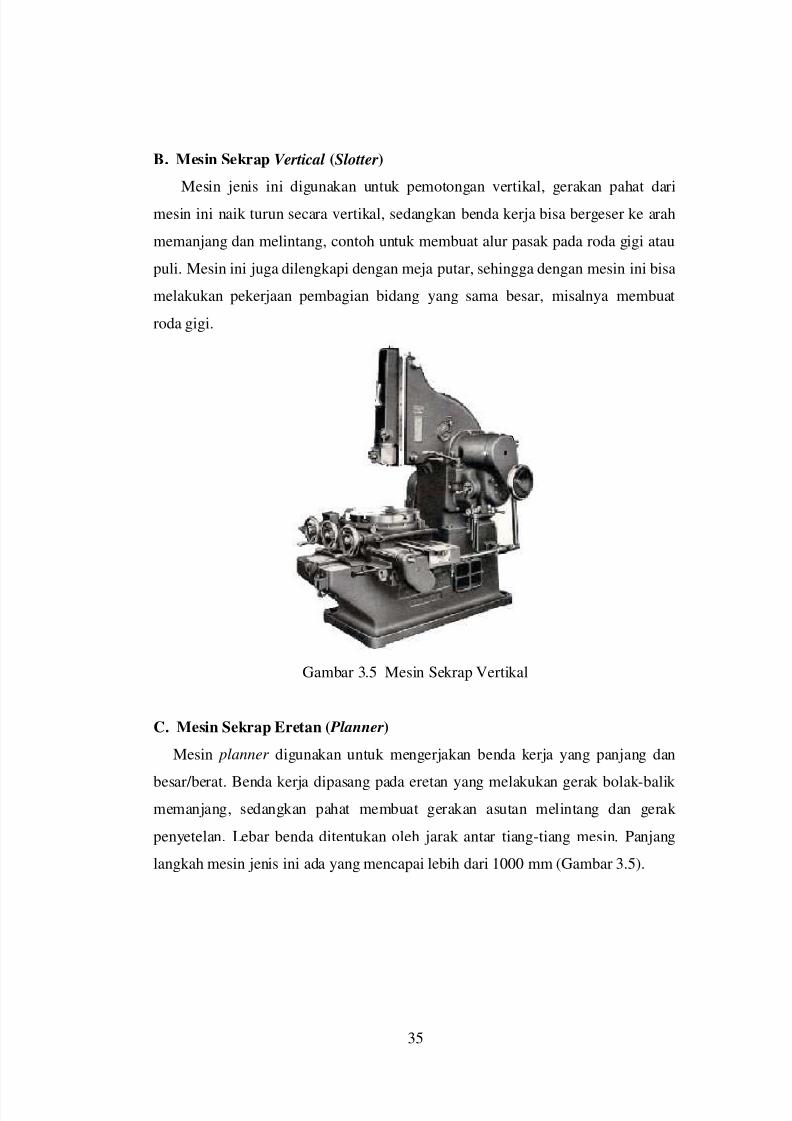
B. Mesin Sekrap Vertical (Slotter)
Mesin jenis ini digunakan untuk pemotongan vertikal, gerakan pahat dari
mesin ini naik turun secara vertikal, sedangkan benda kerja bisa bergeser ke arah
memanjang dan melintang, contoh untuk membuat alur pasak pada roda gigi atau
puli. Mesin ini juga dilengkapi dengan meja putar, sehingga dengan mesin ini bisa
melakukan pekerjaan pembagian bidang yang sama besar, misalnya membuat
roda gigi.
Gambar 3.5 Mesin Sekrap Vertikal
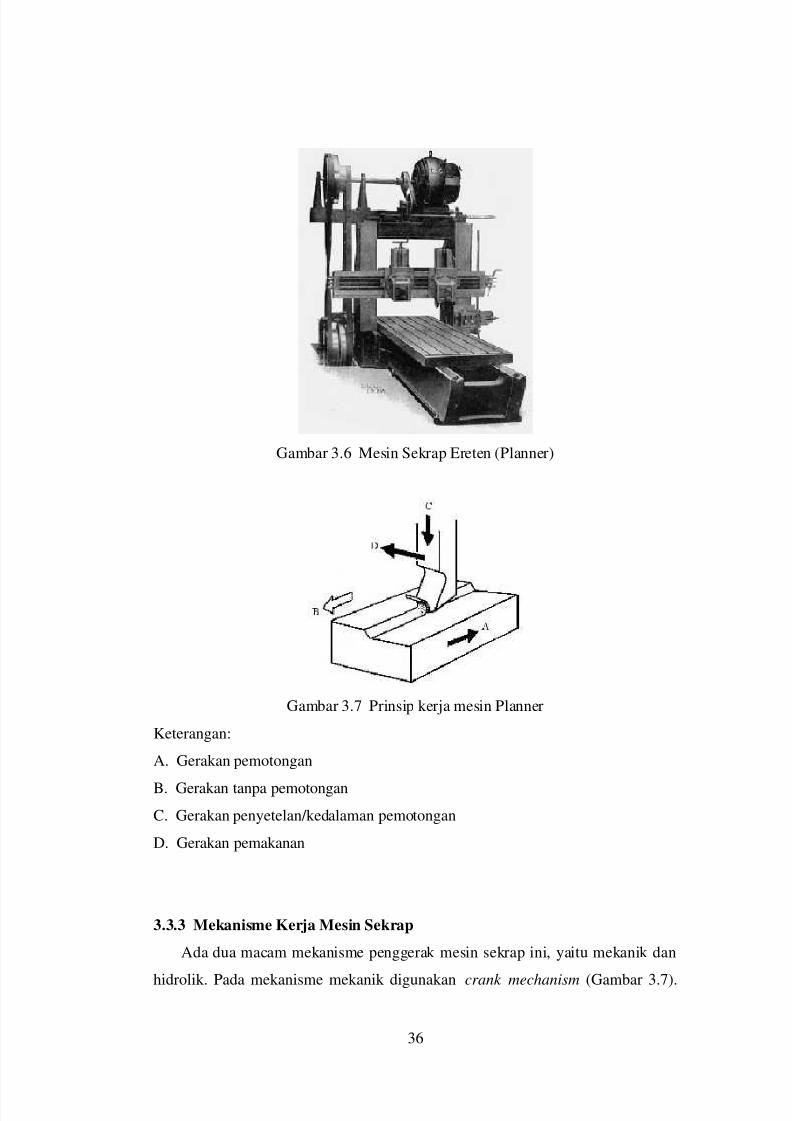
C. Mesin Sekrap Eretan ( Planner)
Mesin planner digunakan untuk mengerjakan benda kerja yang panjang dan
besar/berat. Benda kerja dipasang pada eretan yang melakukan gerak bolak-balik memanjang, sedangkan pahat membuat gerakan asutan melintang dan gerak
penyetelan. Lebar benda ditentukan oleh jarak antar tiang-tiang mesin. Panjang
langkah mesin jenis ini ada yang mencapai lebih dari 1000 mm (Gambar 3.5).
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 57/298
36
Gambar 3.6 Mesin Sekrap Ereten (Planner)
Gambar 3.7 Prinsip kerja mesin Planner
Keterangan:
A. Gerakan pemotongan
B. Gerakan tanpa pemotongan
C. Gerakan penyetelan/kedalaman pemotongan
D. Gerakan pemakanan
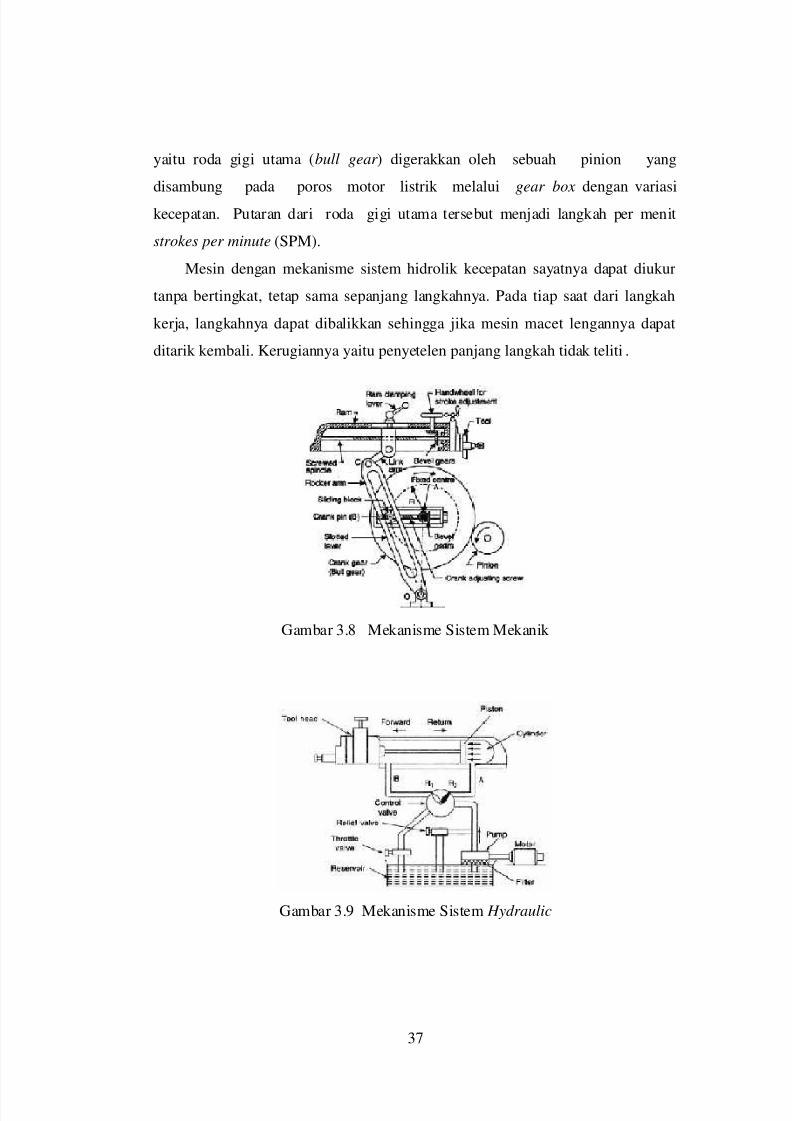
3.3.3 Mekanisme Kerja Mesin Sekrap
Ada dua macam mekanisme penggerak mesin sekrap ini, yaitu mekanik dan
hidrolik. Pada mekanisme mekanik digunakan crank mechanism (Gambar 3.7).
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 58/298
37
yaitu roda gigi utama (bull gear ) digerakkan oleh sebuah pinion yang
disambung pada poros motor listrik melalui gear box dengan variasi
kecepatan. Putaran dari roda gigi utama tersebut menjadi langkah per menit
strokes per minute (SPM).
Mesin dengan mekanisme sistem hidrolik kecepatan sayatnya dapat diukur
tanpa bertingkat, tetap sama sepanjang langkahnya. Pada tiap saat dari langkah
kerja, langkahnya dapat dibalikkan sehingga jika mesin macet lengannya dapat
ditarik kembali. Kerugiannya yaitu penyetelen panjang langkah tidak teliti.
Gambar 3.8 Mekanisme Sistem Mekanik
Gambar 3.9 Mekanisme Sistem Hydraulic
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 59/298
38
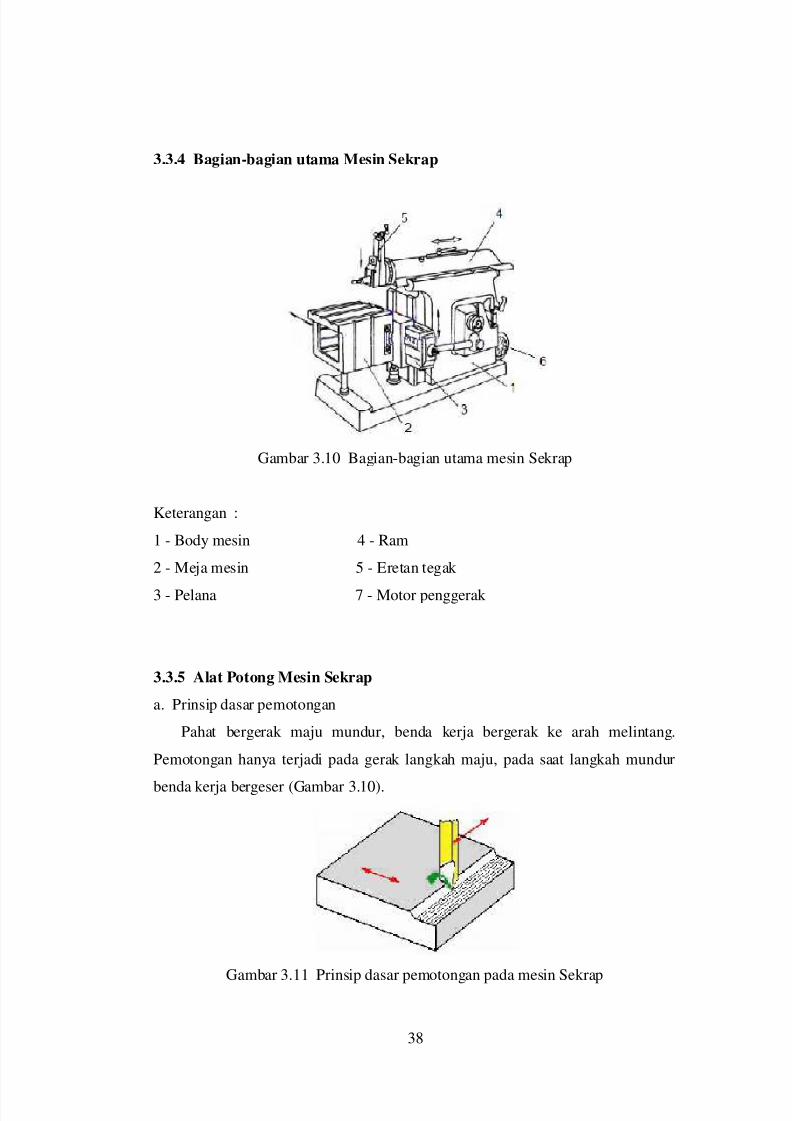
3.3.4 Bagian-bagian utama Mesin Sekrap
Gambar 3.10 Bagian-bagian utama mesin Sekrap
Keterangan :
1 - Body mesin 4 - Ram
2 - Meja mesin 5 - Eretan tegak
3 - Pelana 7 - Motor penggerak
3.3.5 Alat Potong Mesin Sekrap
a. Prinsip dasar pemotongan
Pahat bergerak maju mundur, benda kerja bergerak ke arah melintang.
Pemotongan hanya terjadi pada gerak langkah maju, pada saat langkah mundur
benda kerja bergeser (Gambar 3.10).
Gambar 3.11 Prinsip dasar pemotongan pada mesin Sekrap
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 60/298
39
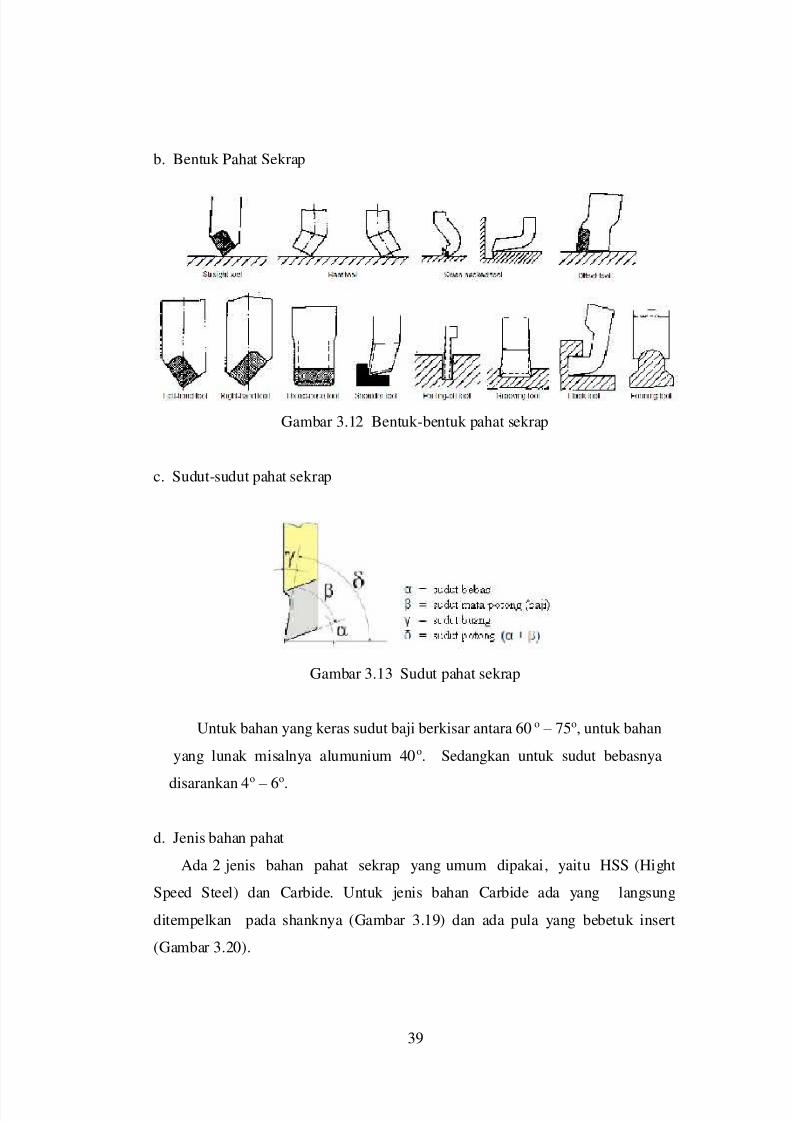
b. Bentuk Pahat Sekrap
Gambar 3.12 Bentuk-bentuk pahat sekrap
c. Sudut-sudut pahat sekrap
Gambar 3.13 Sudut pahat sekrap
Untuk bahan yang keras sudut baji berkisar antara 60o – 75o, untuk bahan
yang lunak misalnya alumunium 40o. Sedangkan untuk sudut bebasnya
disarankan 4o
– 6o
.
d. Jenis bahan pahat
Ada 2 jenis bahan pahat sekrap yang umum dipakai, yaitu HSS (Hight
Speed Steel) dan Carbide. Untuk jenis bahan Carbide ada yang langsung
ditempelkan pada shanknya (Gambar 3.19) dan ada pula yang bebetuk insert
(Gambar 3.20).
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 61/298
40
Gambar 3.14 Pahat sekrap HSS
Gambar 3.15 Pahat carbide tempel
Gambar 3.16 Pahat carbide insert
3.3.6 Proses Kerja Mesin Sekrap
a. Pencekaman benda kerja
Untuk benda kerja persegi dengan ukuran kecil dapat dipasang langsung pada
ragum mesin, tetapi sebelum proses sekrap dilakukan perlu diperiksa kesejajaran
garis ukuran yang akan disekrap dengan mulut ragum, hal ini dapat menggunakan
alat bantu parallel blok/plat sejajar (Gambar 3.21).
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 62/298
41
Gambar 3.17 Pencekaman benda kerja persegi
Untuk pencekaman benda kerja yang tidak beraturan atau tidak rata kita
harus memasang dan mengganjal benda kerja dengan besi bulat yang dapat
menekan pada satu titik.
Gambar 3.18 Pencekaman benda kerja yang tidak rata
Untuk menjepit benda kerja yang berbentuk tabung, ada kalanya di bagian
bawah benda kerja diganjal dengan semacam pelat yang tipis.
Gambar 3.19 Pencekaman benda kerja berbentuk tabung
Untuk benda kerja yang mempunyai dimensi cukup besar dan tidak mungkin
dicekam dengan ragum, dapat dicekam dengan menggunakan klem (Gambar
3.24). Perhatikan posisi pengekleman benda kerja terhadap arah pemotongan.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 63/298
42
Gambar 3.20 Pencekaman benda kerja dengan klem
b. Syarat pengekleman benda kerja
Ada beberapa syarat yang harus dipenuhi ketika kita melakukan
pencekaman benda kerja dengan klem, sepeti terliha pada gambar 3.25 yaitu:
1) Klem harus sejajar
2) Jarak A harus lebih kecil dari B
3) Mur dan baut T harus terpasang dengan ukuran yang sesuai dengan alur meja.
Gambar 3.21 Cara pencekaman benda kerja dengan klem
c. Pencekaman alat potong
Pencekaman alat potong atau pahat pada mesin Sekrap disesuaikan dengan
ukuran mesin dan meja mesin. Gambar 3.26 adalah cara pencekaman pahat pada
mesin sekrap ukuran kecil.
Gambar 3.22 Pencekaman pahat pada mesin sekrap kecil
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 64/298
43
Yang perlu diingat pada saat mencekam pahat pada mesin sekrap adalah pahat
diusahakan dicekam sekuat mungkin. Hal ini dikarenakan pada saat langkah
pemakanan, pahat adalah salah satu bagian yang mengalami benturan (impact )
terbesar dengan benda kerja. Ada beberapa hal yang harus diperhatikan dalam
pemasangan pahat pada mesin sekrap, yaitu:
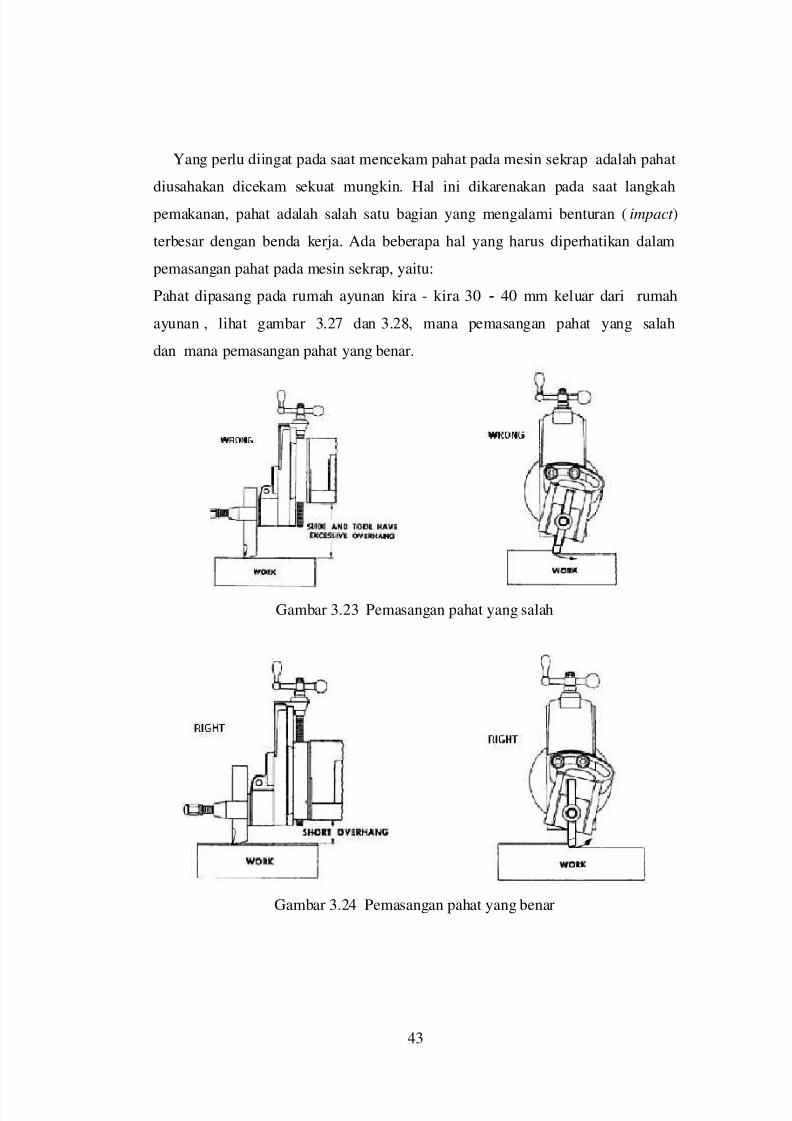
Pahat dipasang pada rumah ayunan kira - kira 30 - 40 mm keluar dari rumah
ayunan , lihat gambar 3.27 dan 3.28, mana pemasangan pahat yang salah
dan mana pemasangan pahat yang benar.
Gambar 3.23 Pemasangan pahat yang salah
Gambar 3.24 Pemasangan pahat yang benar
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 65/298
44
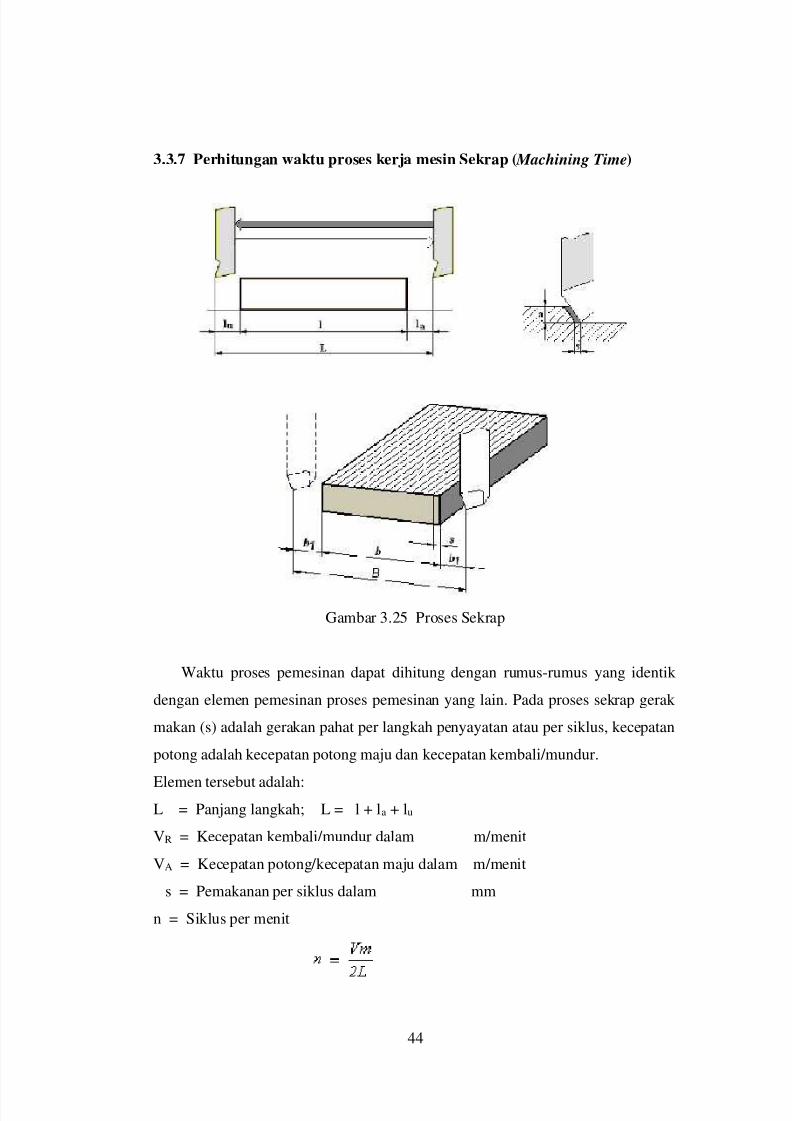
3.3.7 Perhitungan waktu proses kerja mesin Sekrap ( Machining Time)
Gambar 3.25 Proses Sekrap
Waktu proses pemesinan dapat dihitung dengan rumus-rumus yang identik
dengan elemen pemesinan proses pemesinan yang lain. Pada proses sekrap gerak
makan (s) adalah gerakan pahat per langkah penyayatan atau per siklus, kecepatan
potong adalah kecepatan potong maju dan kecepatan kembali/mundur.
Elemen tersebut adalah:L = Panjang langkah; L = l + la + lu
VR = Kecepatan kembali/mundur dalam m/menit
VA = Kecepatan potong/kecepatan maju dalam m/menit
s = Pemakanan per siklus dalam mm
n = Siklus per menit

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 66/298
45
Vm = Kecepatan rata-rata dalam m/menit
Sebagai dasar untuk menghitung waktu pemesinan (machining time) adalah:
Besar kecilnya kecepatan potong tergantung pada jenis material yang
dipotong dan alat potong yang digunakan, besarnya dapat dilihat pada tabel 3.1
dibawah ini
Tabel 3.1 Kecepatan potong dan feeding
Sumber: Manual Book Mesin Sekrap Bengkel Jurusan Teknik Mesin PNJ
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 67/298
46
Kecepatan potong dipengaruhi juga oleh kekuatan penggerak dari mesin dan
ketahanan aus alat potong. Kecepatan potong berubah tidak hanya oleh berbagai
kecepatan yang dapat diatur pada gearing bergigi. Panjang langkah memiliki
pengaruh besar terhadap kecepatan potong. Langkah kerja/pemotongan jauh lebih
pendek dari pada langkah kembali.
3.3.8 Latihan
Pertanyaan :
1. Jelaskan prinsip kerja dari Mesin Sekrap.
2. Terangkan ada berapa macam mesin Sekrap yang umum digunakan dalam
proses produksi.
3. Jelaskan perbedaan antara mesin Sekrap Horizontal dangan mesin Sekrap
Eretan dalam hal gerakan pemakanan.
4. Alat bantu apa yang digunakan apabila akan mencekam benda kerja pada
ragum mesin yang tidak rata/tidak beraturan.
5. Ada beberapa syarat yang harus dipenuhi ketika kita melakukan
pengkleman. Jelaskan.
3.3.9 Tugas
Sebuah benda kerja akan di sekrap dengan pemotongan kasar. Hitung waktu
proses pemesinannya jika diketahui panjang benda kerja 260 mm, lebar 90 mm,
la = 30 mm, lu = 10 mm, V A = 10 m/menit, V R = 20 m/menit, feeding 1 mm/siklus,
allownce dari kiri dan kanan masing-masing 5 mm.
3.3.10 Evaluasi/Kunci Jawaban
Jawaban :
1. Prinsip kerjanya adalah benda kerja yang akan diserut/dipotong dijepit pada
ragum dan bergerak untuk melakukan pemakanan ( feeding), kemudian pahat
bergerak lurus bolak balik atau maju mundur melakukan penyerutan.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 68/298
47
2. Ada 3, yaitu
a. Mesin Sekrap Horizontal (Shaper )
b. Mesin Sekrap Vertical (Slotter)
c. Mesin Sekrap Eretan (Planer)
3. - Mesin Sekrap Horizontal, gerakan pemakanan dilakuakan oleh benda kerja.
- Mesin Sekrap Eretan, gerakan pemakanan dilakukan oleh pahat.
4. Besi bulat/poros pejal
5. 1) Klem harus sejajar
2) Baut pengencangnya harus lebih dekat ke benda kerja yang di cekam
3) Mur dan baut T harus terpasang dengan ukuran yang sesuai dengan alur
meja.
3.4 Rangkuman
- Mesin Sekrap adalah termasuk mesin perkakas dengan gerak utama linier atau
bolak-balik
- Mesin Sekrap digunakan untuk mengerjakan bidang-bidang rata, cekung,
cembung dan beralur.
- Prinsip kerja mesin Sekrap, adalalah pahat bergerak maju mundur untuk
melakukan pemotongan dan benda kerja bergerak melintang untuk melakukan
pemakanan.
- Ada 3 jenis mesin Sekrap, yaitu : Mesin Sekrap Horizontal (Shaper ), Mesin
Sekrap Vertical (Slotter) dan Mesin Sekrap Eretan (Planer ).
- Perbedaan mesin Shaper dengan Mesin Planer adalah dalam hal gerakan
pemakanan. Mesin Shaper gerakan pemakanan dilakuknan oleh benda kerja,
sedangkan mesin Planer gerakan pemakanan dilakukan oleh pahat.
- Kecepatan potong dipengaruhi juga oleh kekuatan penggerak dari mesin dan
ketahanan aus alat potong. Kecepatan potong berubah tidak hanya oleh berbagai
kecepatan yang dapat diatur pada gearing bergigi.
- Panjang langkah memiliki pengaruh besar terhadap kecepatan potong. Langkah
kerja/pemotongan jauh lebih pendek dari pada langkah kembali.

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 69/298
48
3.5 Daftar Pustaka
1. B.L Suneja, G.S. Sekhon Nitin Seth, "Fundamentals of Metal Cutting andMachine Tools" Second Edition, New Age International Limited Publisher,New Delhi, 2005.
2 Bawa, MANUFACTURING PROCESSES - 1 H.S Tata McGraw-HillPublishing Company Limited, New Delhi, 2006
3. Dr.Kesavan, B. Vijaya Ramnath, "MACHINE TOOLS", University SciencePress, New Delhi,2010
4. Groover, Mikell P. Fundamental of Modern Manufacturing, New York John Wiley & Sons, 2002.
5. Widarto, dkk, Teknik Pemesinan, Direktorat Jenderal Manajemen PendidikanDasar dan Menengah Direktorat Pembinaan Sekolah Menengah KejuruanDepartemen Pendidikan Nasional, 2008.
6. www.technologystudent.com/equip1/shape1.htm
7. http://www.lathes.co.uk
8. http://en.wikipedia.org
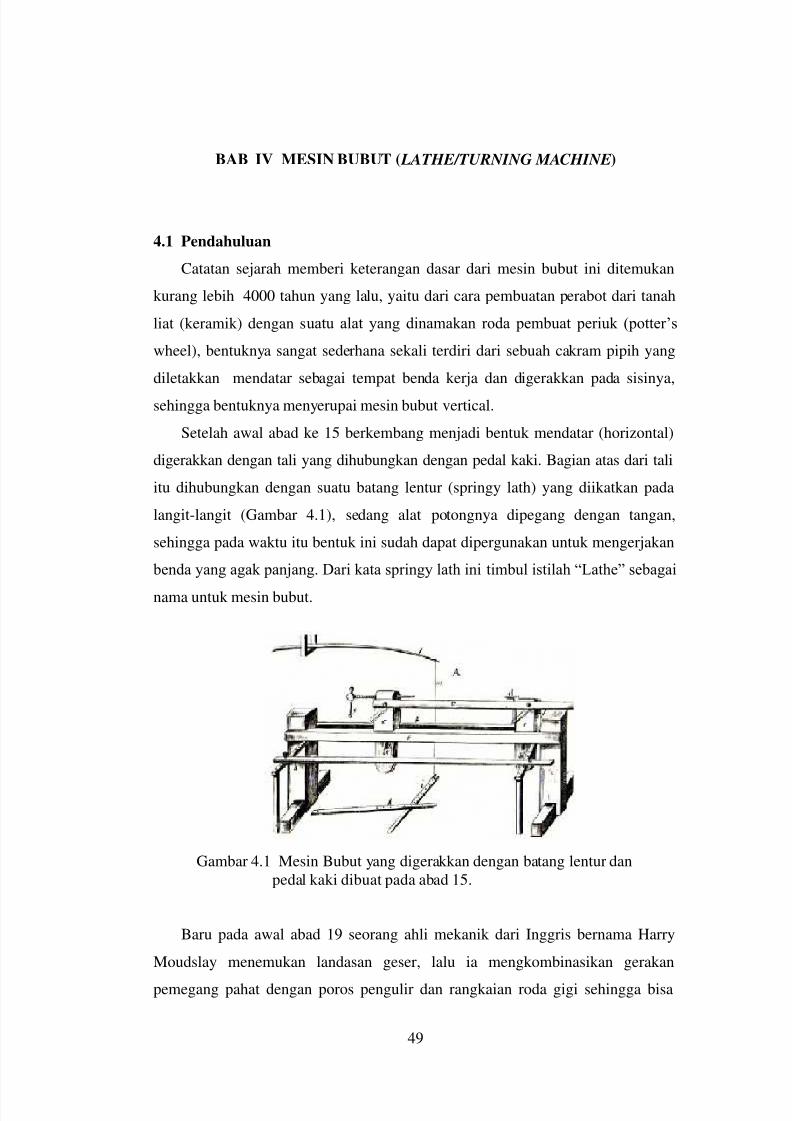
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 70/298
49
BAB IV MESIN BUBUT ( LATHE/TURNING MACHINE)
4.1 Pendahuluan
Catatan sejarah memberi keterangan dasar dari mesin bubut ini ditemukan
kurang lebih 4000 tahun yang lalu, yaitu dari cara pembuatan perabot dari tanah
liat (keramik) dengan suatu alat yang dinamakan roda pembuat periuk (potter’s
wheel), bentuknya sangat sederhana sekali terdiri dari sebuah cakram pipih yang
diletakkan mendatar sebagai tempat benda kerja dan digerakkan pada sisinya,
sehingga bentuknya menyerupai mesin bubut vertical.
Setelah awal abad ke 15 berkembang menjadi bentuk mendatar (horizontal)
digerakkan dengan tali yang dihubungkan dengan pedal kaki. Bagian atas dari tali
itu dihubungkan dengan suatu batang lentur (springy lath) yang diikatkan pada
langit-langit (Gambar 4.1), sedang alat potongnya dipegang dengan tangan,
sehingga pada waktu itu bentuk ini sudah dapat dipergunakan untuk mengerjakan
benda yang agak panjang. Dari kata springy lath ini timbul istilah “Lathe” sebagai
nama untuk mesin bubut.
Gambar 4.1 Mesin Bubut yang digerakkan dengan batang lentur danpedal kaki dibuat pada abad 15.
Baru pada awal abad 19 seorang ahli mekanik dari Inggris bernama Harry
Moudslay menemukan landasan geser, lalu ia mengkombinasikan gerakan
pemegang pahat dengan poros pengulir dan rangkaian roda gigi sehingga bisa
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 71/298
50
menghasilkan berbagai macam kisar ulir (16 – 100 kisar/inch). Dengan ini ia telah
membuat perubahan yang penting di dalam revolusi industri. Sehingga Harry
Moudslay dapat dikatakan sebagai penemu mesin bubut
Gambar 4.2 Mesin bubut pembuat ulir buatan Harry Moudslay
Gambar 4.3 Mesin bubut buatan tahun 1800
4.2 Tujuan Pembelajaran Khusus
Pembaca dapat mengerti dan memahami definisi dan prinsip kerja mesin
bubut, mengetahui jenis-jenis mesin bubut, memahami mekanisme kerja dan
bagian-bagian utama mesin bubut, mengetahui bentuk-bentuk dasar benda kerja
yang dapat dikerjakan pada mesin bubut, mengatahui macam-macam alat potong
dan fungsinya pada mesin bubut , mengetahui alat-alat bantu mesin bubut,
memahami cara pencekaman benda kerja, penyetingan pahat bubut dan benda
kerja, serta pembaca dapat menghitung waktu proses pemesinan pada mesin
bubut.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 72/298
51
4.3 Kegiatan Belajar
4.3.1 Definisi dan Prinsip Kerja Mesin Bubut
Definisi : Mesin bubut adalah salah satu mesin perkakas dengan gerak
utama berputar, dimana benda kerja dicekam dan berputar pada sumbunya
sedang alat potongnya bergerak memotong sepanjang benda kerja sehingga
terjadi serpihan-serpihan yang disebut beram.
Gambar 4.4 Definisi mesin bubut
Prinsip kerja mesin bubut: ada 2 macam gerakan, yaitu:
1. Gerakan benda kerja: Benda kerja berputar pada sumbunya.
2. Gerakan alat potong: a) Sejajar terhadap sumbu utama disebut
pembubutan memanjang.
b) Tegak lurus terhadap sumbu utama disebut
pembubutan muka.
c) Bersudut terhadap sumbu utama disebut
pembubutan konis.
Gambar 4.5 Prinsip kerja mesin bubut
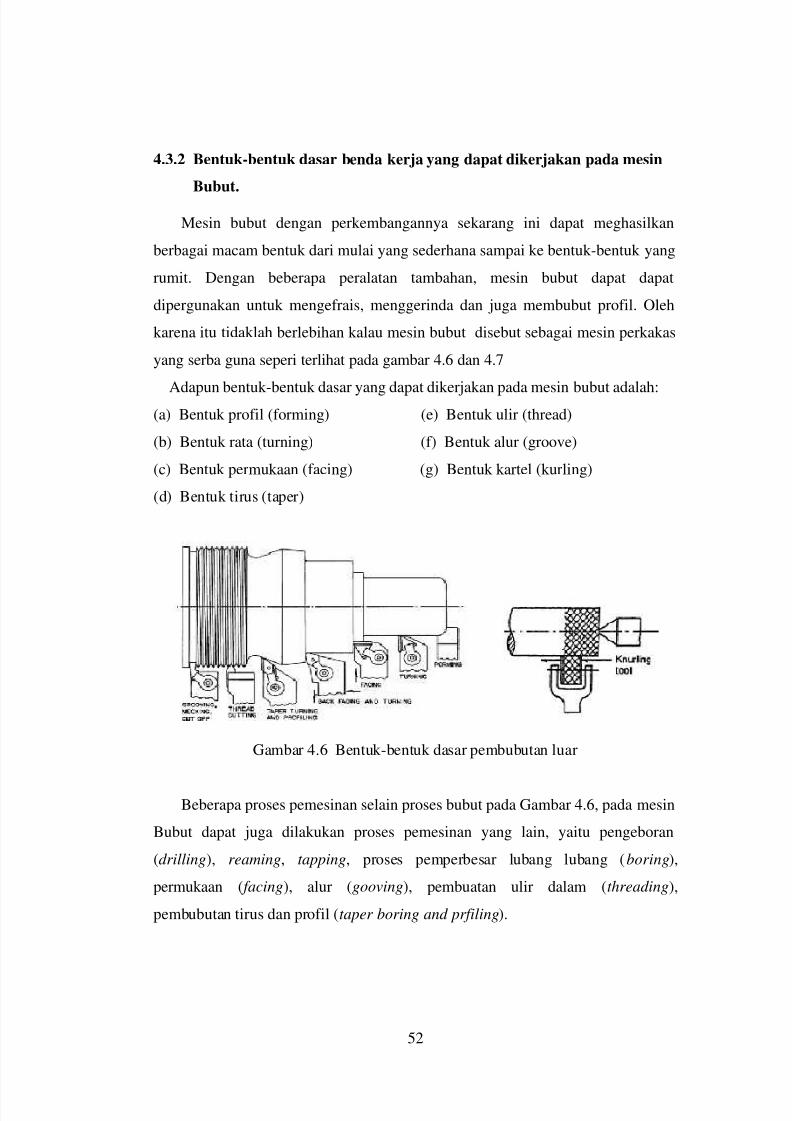
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 73/298
52
4.3.2 Bentuk-bentuk dasar benda kerja yang dapat dikerjakan pada mesin
Bubut.
Mesin bubut dengan perkembangannya sekarang ini dapat meghasilkan
berbagai macam bentuk dari mulai yang sederhana sampai ke bentuk-bentuk yang
rumit. Dengan beberapa peralatan tambahan, mesin bubut dapat dapat
dipergunakan untuk mengefrais, menggerinda dan juga membubut profil. Oleh
karena itu tidaklah berlebihan kalau mesin bubut disebut sebagai mesin perkakas
yang serba guna seperi terlihat pada gambar 4.6 dan 4.7
Adapun bentuk-bentuk dasar yang dapat dikerjakan pada mesin bubut adalah:(a) Bentuk profil (forming) (e) Bentuk ulir (thread)
(b) Bentuk rata (turning) (f) Bentuk alur (groove)
(c) Bentuk permukaan (facing) (g) Bentuk kartel (kurling)
(d) Bentuk tirus (taper)
Gambar 4.6 Bentuk-bentuk dasar pembubutan luar
Beberapa proses pemesinan selain proses bubut pada Gambar 4.6, pada mesin
Bubut dapat juga dilakukan proses pemesinan yang lain, yaitu pengeboran
(drilling), reaming, tapping, proses pemperbesar lubang lubang (boring),
permukaan ( facing), alur (gooving), pembuatan ulir dalam (threading),
pembubutan tirus dan profil (taper boring and prfiling).
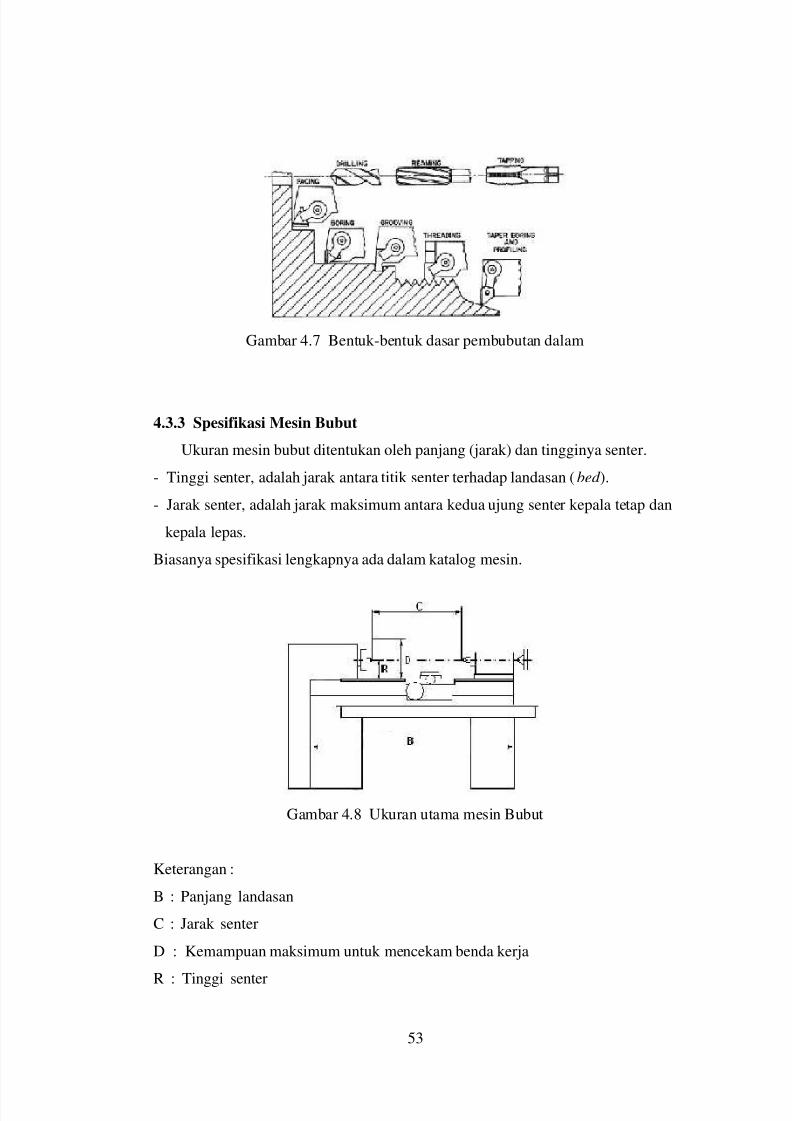
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 74/298
53
Gambar 4.7 Bentuk-bentuk dasar pembubutan dalam
4.3.3 Spesifikasi Mesin Bubut
Ukuran mesin bubut ditentukan oleh panjang (jarak) dan tingginya senter.
- Tinggi senter, adalah jarak antara titik senter terhadap landasan (bed ).
- Jarak senter, adalah jarak maksimum antara kedua ujung senter kepala tetap dan
kepala lepas.
Biasanya spesifikasi lengkapnya ada dalam katalog mesin.
Gambar 4.8 Ukuran utama mesin Bubut
Keterangan :
B : Panjang landasan
C : Jarak senter
D : Kemampuan maksimum untuk mencekam benda kerja
R : Tinggi senter

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 75/298
54
4.3.4 Macam-macam Mesin Bubut
Untuk memenuhi kebutuhan industri maka mesin bubut dibuat dalam
berbagai jenis dan penggunaan yang disesuaikan dengan bentuk pengerjaan yang
diperlukan, karena itu di tinjau dari bentuk dan penggunaannya, mesin bubut
dapat dibagi sebagai berikut:
A. Mesin Bubut Horizontal
Ialah mesin bubut dengan kedudukan sumbu utama mendatar. Bentuk dan
ukurannya bermacam-macam sesuai dengan kebutuhan, salah satu contoh seperti
pada gambar dibawah ini (Gambar 4.9). Jenis mesin bubut ini termasuk mesin
bubut lantai karena pemasangannya langsung pada lantai.
Mesin bubut ini pada umumnya paling banyak digunakan di bengkel-bengkel
mesin dan juga di bengkel-bengkel untuk keperluan latihan dalam pendidikan
seperti dasar-dasar pengerjaan membubut silinder, permukaan dan tirus.
Gambar 4.9. Mesin Bubut Horizontal
B. Mesin Bubut Vertikal
Ialah mesin bubut yang mempunyai kedudukan sumbu utama tegak (vertikal),
benda kerjanya dicekam pada meja yang berfungsi sebagai pencekam. Mesin ini
biasanya dipakai untuk mengerjakan benda-benda yang berat dan berdiameter
besar.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 76/298
55
Gambar 4.10 Mesin Bubut Vertikal
C. Mesin Bubut Bangku
Umumnya mesin bubut jenis bangku ini berukuran kecil dan terpasang diatas
bangku atau pada metal kabinet, digunakan untuk mengerjakan benda-benda yang
berukuran kecil.
Gambar 4.11 Mesin Bubut Bangku
D. Mesin Bubut Permukaan ( Facing lathe)
Mesin ini digunakan untuk mengerjakan benda-benda kerja yang berdiameter
besar dan pipih, misalnya: roda-roda lokomotif, roda-roda gila ( flywheel).
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 77/298
56
Gambar 4.12 Mesin Bubut Permukaan
E. Mesin Bubut Copy (Copy lathe)
Mesin bubut ini bekerja berdasarkan model (master) dari benda kerja yang
akan dikerjakan. Dimana sebuah jarum penunjuk (stylus) akan bergerak mengikuti
bentuk model itu, kemudian gerakan ini diteruskan secara hidrolik ke kotak
pengatur dan menggerakan pisau pemotong. Mesin ini dipakai untuk mengerjakan
bentuk-bentuk yang sederhana sampai yang rumit dalam jumlah yang banyak.
Gambar 4.13 Mesin Bubut Copy
F. Mesin Bubut Turet
Suatu mesin bubut yang dilengkapi dengan turet pada pelananya (sadle).
Turet ini adalah suatu alat yang bisa memegang bermacam-macam alat potong
sekaligus, ada yang berbentuk segi enam dan segi empat. Umumnya mesin bubut
ini untuk mengerjakan benda-benda yang cara pengerjaannya berurutan dan
untuk produksi dalam jumlah banyak.
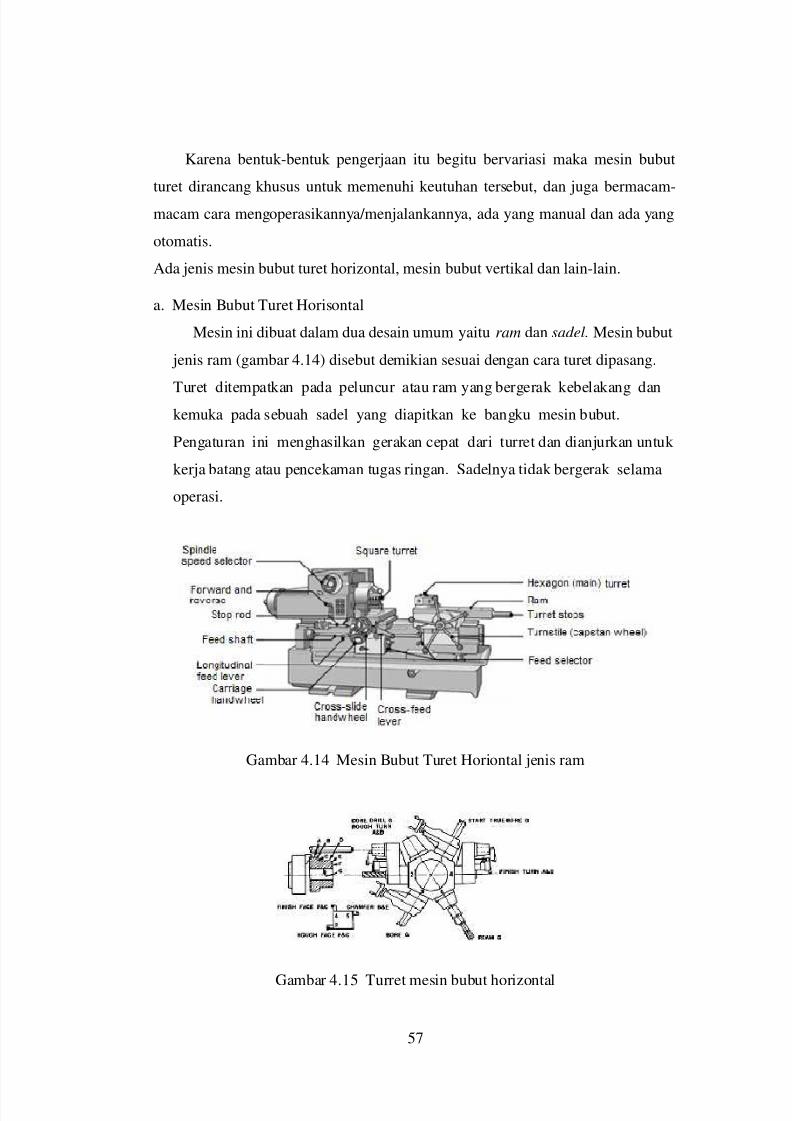
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 78/298
57
Karena bentuk-bentuk pengerjaan itu begitu bervariasi maka mesin bubut
turet dirancang khusus untuk memenuhi keutuhan tersebut, dan juga bermacam-
macam cara mengoperasikannya/menjalankannya, ada yang manual dan ada yang
otomatis.
Ada jenis mesin bubut turet horizontal, mesin bubut vertikal dan lain-lain.
a. Mesin Bubut Turet Horisontal
Mesin ini dibuat dalam dua desain umum yaitu ram dan sadel. Mesin bubut
jenis ram (gambar 4.14) disebut demikian sesuai dengan cara turet dipasang.
Turet ditempatkan pada peluncur atau ram yang bergerak kebelakang dankemuka pada sebuah sadel yang diapitkan ke bangku mesin bubut.
Pengaturan ini menghasilkan gerakan cepat dari turret dan dianjurkan untuk
kerja batang atau pencekaman tugas ringan. Sadelnya tidak bergerak selama
operasi.
Gambar 4.14 Mesin Bubut Turet Horiontal jenis ram
Gambar 4.15 Turret mesin bubut horizontal
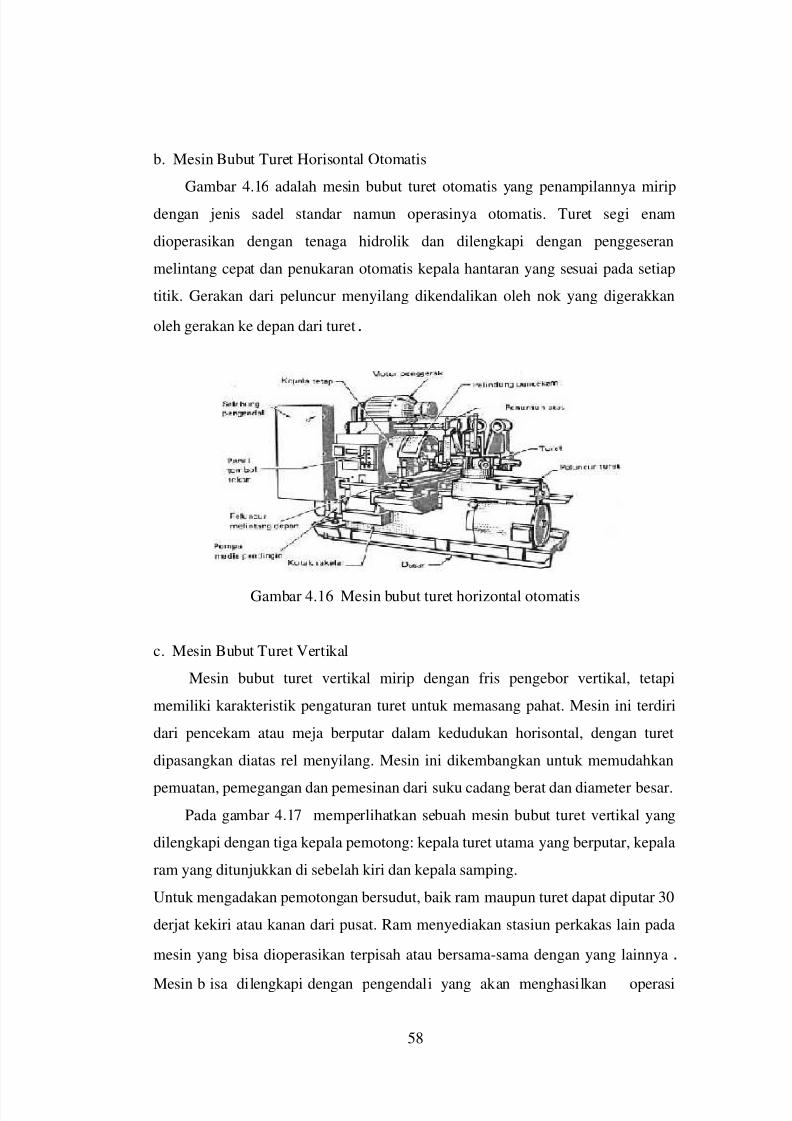
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 79/298
58
b. Mesin Bubut Turet Horisontal Otomatis
Gambar 4.16 adalah mesin bubut turet otomatis yang penampilannya mirip
dengan jenis sadel standar namun operasinya otomatis. Turet segi enam
dioperasikan dengan tenaga hidrolik dan dilengkapi dengan penggeseran
melintang cepat dan penukaran otomatis kepala hantaran yang sesuai pada setiap
titik. Gerakan dari peluncur menyilang dikendalikan oleh nok yang digerakkan
oleh gerakan ke depan dari turet.
Gambar 4.16 Mesin bubut turet horizontal otomatis
c. Mesin Bubut Turet Vertikal
Mesin bubut turet vertikal mirip dengan fris pengebor vertikal, tetapi
memiliki karakteristik pengaturan turet untuk memasang pahat. Mesin ini terdiri
dari pencekam atau meja berputar dalam kedudukan horisontal, dengan turet
dipasangkan diatas rel menyilang. Mesin ini dikembangkan untuk memudahkan
pemuatan, pemegangan dan pemesinan dari suku cadang berat dan diameter besar.
Pada gambar 4.17 memperlihatkan sebuah mesin bubut turet vertikal yang
dilengkapi dengan tiga kepala pemotong: kepala turet utama yang berputar, kepala
ram yang ditunjukkan di sebelah kiri dan kepala samping.
Untuk mengadakan pemotongan bersudut, baik ram maupun turet dapat diputar 30
derjat kekiri atau kanan dari pusat. Ram menyediakan stasiun perkakas lain pada
mesin yang bisa dioperasikan terpisah atau bersama-sama dengan yang lainnya.
Mesin b isa dilengkapi dengan pengendali yang akan menghasilkan operasi
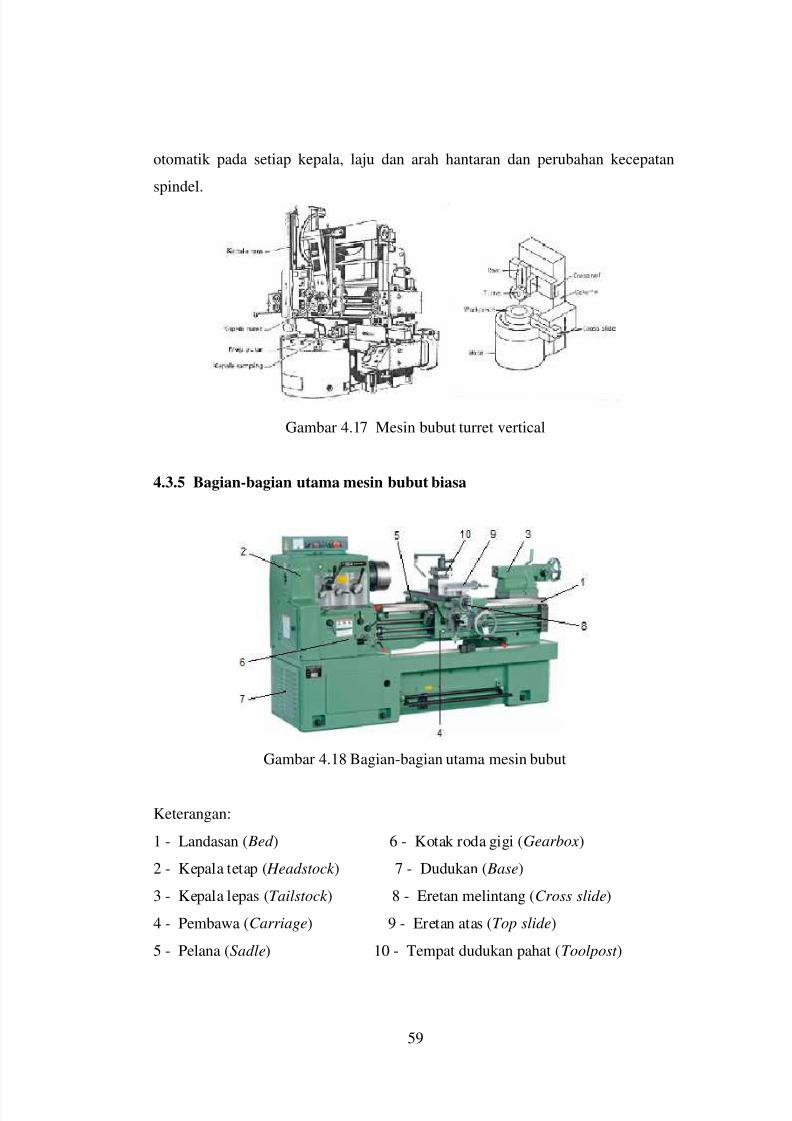
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 80/298
59
otomatik pada setiap kepala, laju dan arah hantaran dan perubahan kecepatan
spindel.
Gambar 4.17 Mesin bubut turret vertical
4.3.5 Bagian-bagian utama mesin bubut biasa
Gambar 4.18 Bagian-bagian utama mesin bubut
Keterangan:
1 - Landasan ( Bed ) 6 - Kotak roda gigi (Gearbox)
2 - Kepala tetap ( Headstock ) 7 - Dudukan ( Base)
3 - Kepala lepas (Tailstock ) 8 - Eretan melintang (Cross slide)
4 - Pembawa (Carriage) 9 - Eretan atas (Top slide)
5 - Pelana (Sadle) 10 - Tempat dudukan pahat (Toolpost )
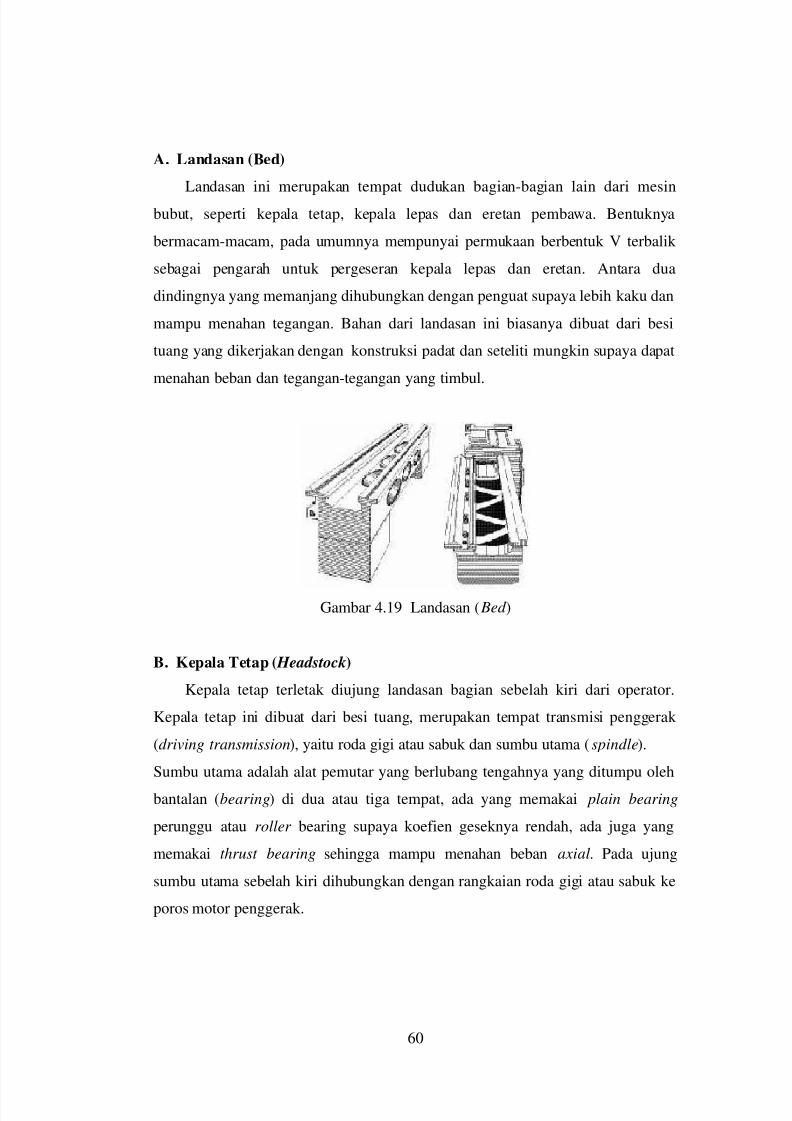
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 81/298
60
A. Landasan (Bed)
Landasan ini merupakan tempat dudukan bagian-bagian lain dari mesin
bubut, seperti kepala tetap, kepala lepas dan eretan pembawa. Bentuknya
bermacam-macam, pada umumnya mempunyai permukaan berbentuk V terbalik
sebagai pengarah untuk pergeseran kepala lepas dan eretan. Antara dua
dindingnya yang memanjang dihubungkan dengan penguat supaya lebih kaku dan
mampu menahan tegangan. Bahan dari landasan ini biasanya dibuat dari besi
tuang yang dikerjakan dengan konstruksi padat dan seteliti mungkin supaya dapat
menahan beban dan tegangan-tegangan yang timbul.
Gambar 4.19 Landasan ( Bed )
B. Kepala Tetap ( Headstock)
Kepala tetap terletak diujung landasan bagian sebelah kiri dari operator.
Kepala tetap ini dibuat dari besi tuang, merupakan tempat transmisi penggerak
(driving transmission), yaitu roda gigi atau sabuk dan sumbu utama (spindle).
Sumbu utama adalah alat pemutar yang berlubang tengahnya yang ditumpu oleh
bantalan (bearing) di dua atau tiga tempat, ada yang memakai plain bearing
perunggu atau roller bearing supaya koefien geseknya rendah, ada juga yang
memakai thrust bearing sehingga mampu menahan beban axial. Pada ujung
sumbu utama sebelah kiri dihubungkan dengan rangkaian roda gigi atau sabuk ke
poros motor penggerak.
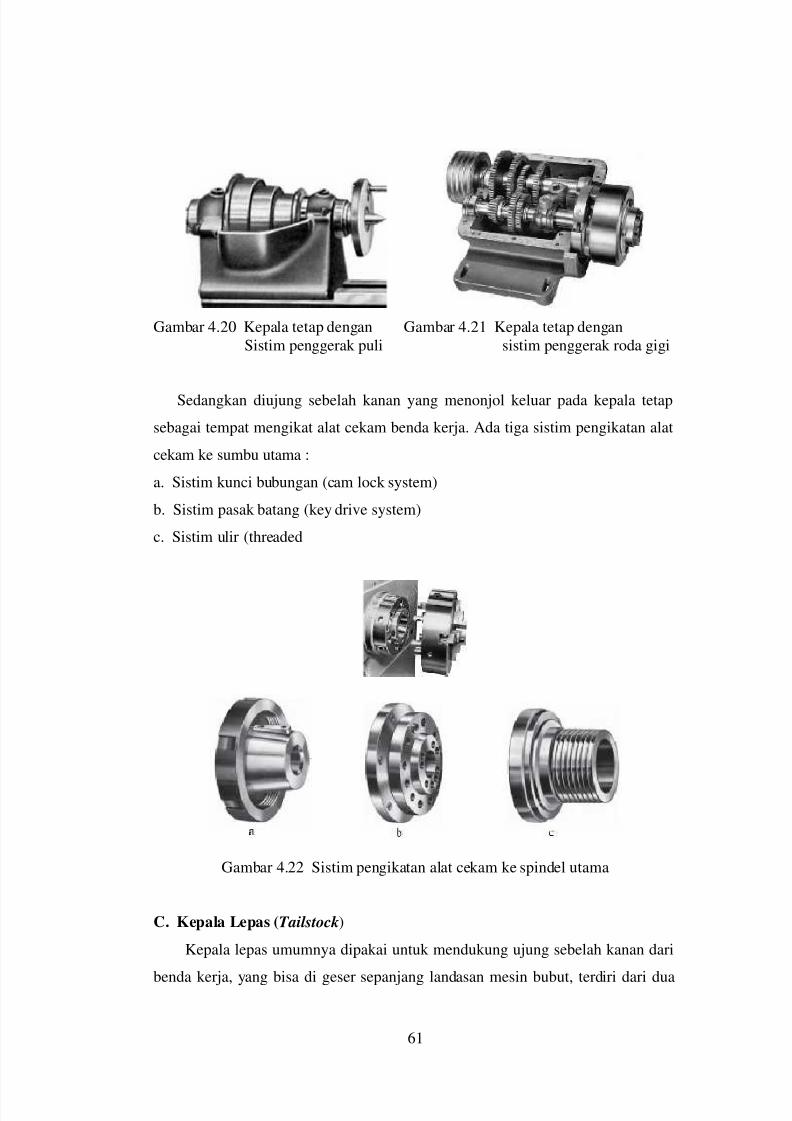
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 82/298
61
Gambar 4.20 Kepala tetap dengan Gambar 4.21 Kepala tetap denganSistim penggerak puli sistim penggerak roda gigi
Sedangkan diujung sebelah kanan yang menonjol keluar pada kepala tetap
sebagai tempat mengikat alat cekam benda kerja. Ada tiga sistim pengikatan alat
cekam ke sumbu utama :
a. Sistim kunci bubungan (cam lock system)
b. Sistim pasak batang (key drive system)
c. Sistim ulir (threaded
Gambar 4.22 Sistim pengikatan alat cekam ke spindel utama
C. Kepala Lepas (Tailstock)
Kepala lepas umumnya dipakai untuk mendukung ujung sebelah kanan dari
benda kerja, yang bisa di geser sepanjang landasan mesin bubut, terdiri dari dua
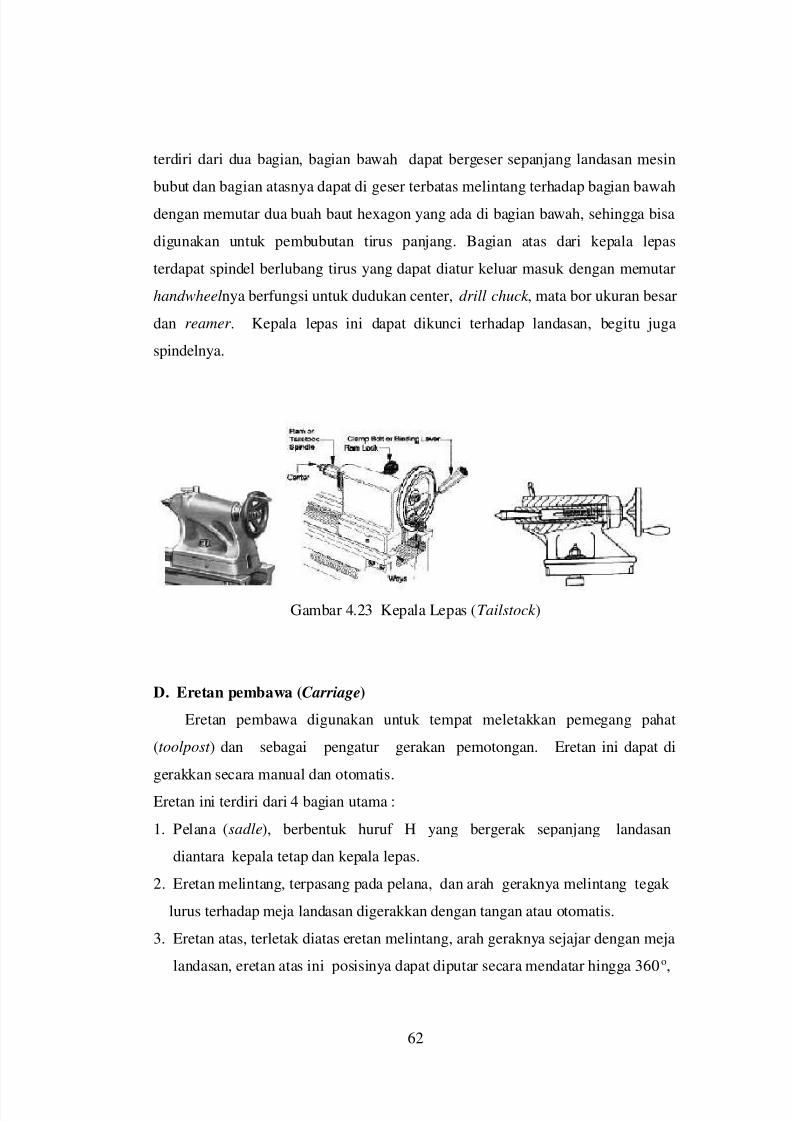
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 83/298
62
terdiri dari dua bagian, bagian bawah dapat bergeser sepanjang landasan mesin
bubut dan bagian atasnya dapat di geser terbatas melintang terhadap bagian bawah
dengan memutar dua buah baut hexagon yang ada di bagian bawah, sehingga bisa
digunakan untuk pembubutan tirus panjang. Bagian atas dari kepala lepas
terdapat spindel berlubang tirus yang dapat diatur keluar masuk dengan memutar
handwheelnya berfungsi untuk dudukan center, drill chuck , mata bor ukuran besar
dan reamer . Kepala lepas ini dapat dikunci terhadap landasan, begitu juga
spindelnya.
Gambar 4.23 Kepala Lepas (Tailstock )
D. Eretan pembawa (Carriage)
Eretan pembawa digunakan untuk tempat meletakkan pemegang pahat
(toolpost ) dan sebagai pengatur gerakan pemotongan. Eretan ini dapat di
gerakkan secara manual dan otomatis.
Eretan ini terdiri dari 4 bagian utama :
1. Pelana (sadle), berbentuk huruf H yang bergerak sepanjang landasan
diantara kepala tetap dan kepala lepas.
2. Eretan melintang, terpasang pada pelana, dan arah geraknya melintang tegak
lurus terhadap meja landasan digerakkan dengan tangan atau otomatis.
3. Eretan atas, terletak diatas eretan melintang, arah geraknya sejajar dengan meja
landasan, eretan atas ini posisinya dapat diputar secara mendatar hingga 360o,
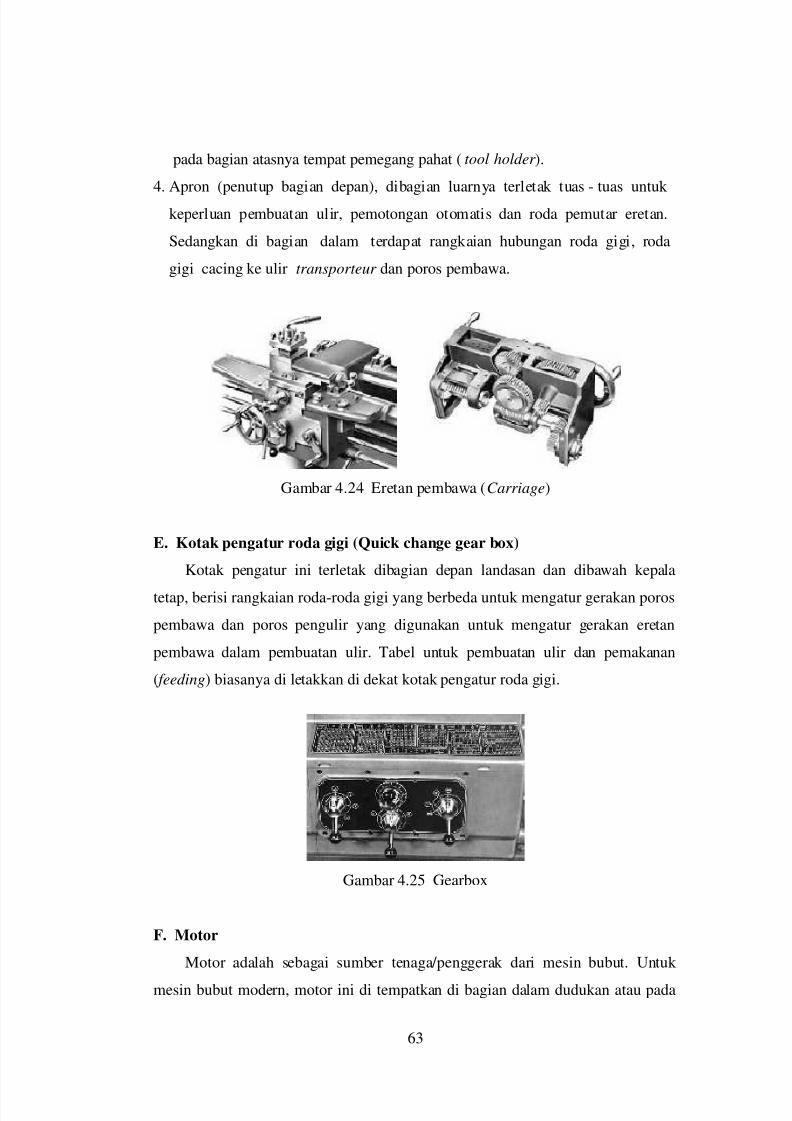
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 84/298
63
pada bagian atasnya tempat pemegang pahat (tool holder ).
4. Apron (penutup bagian depan), dibagian luarnya terletak tuas - tuas untuk
keperluan pembuatan ulir, pemotongan otomatis dan roda pemutar eretan.
Sedangkan di bagian dalam terdapat rangkaian hubungan roda gigi, roda
gigi cacing ke ulir transporteur dan poros pembawa.
Gambar 4.24 Eretan pembawa (Carriage)
E. Kotak pengatur roda gigi (Quick change gear box)
Kotak pengatur ini terletak dibagian depan landasan dan dibawah kepala
tetap, berisi rangkaian roda-roda gigi yang berbeda untuk mengatur gerakan poros
pembawa dan poros pengulir yang digunakan untuk mengatur gerakan eretan
pembawa dalam pembuatan ulir. Tabel untuk pembuatan ulir dan pemakanan
( feeding) biasanya di letakkan di dekat kotak pengatur roda gigi.
Gambar 4.25 Gearbox
F. Motor
Motor adalah sebagai sumber tenaga/penggerak dari mesin bubut. Untuk
mesin bubut modern, motor ini di tempatkan di bagian dalam dudukan atau pada
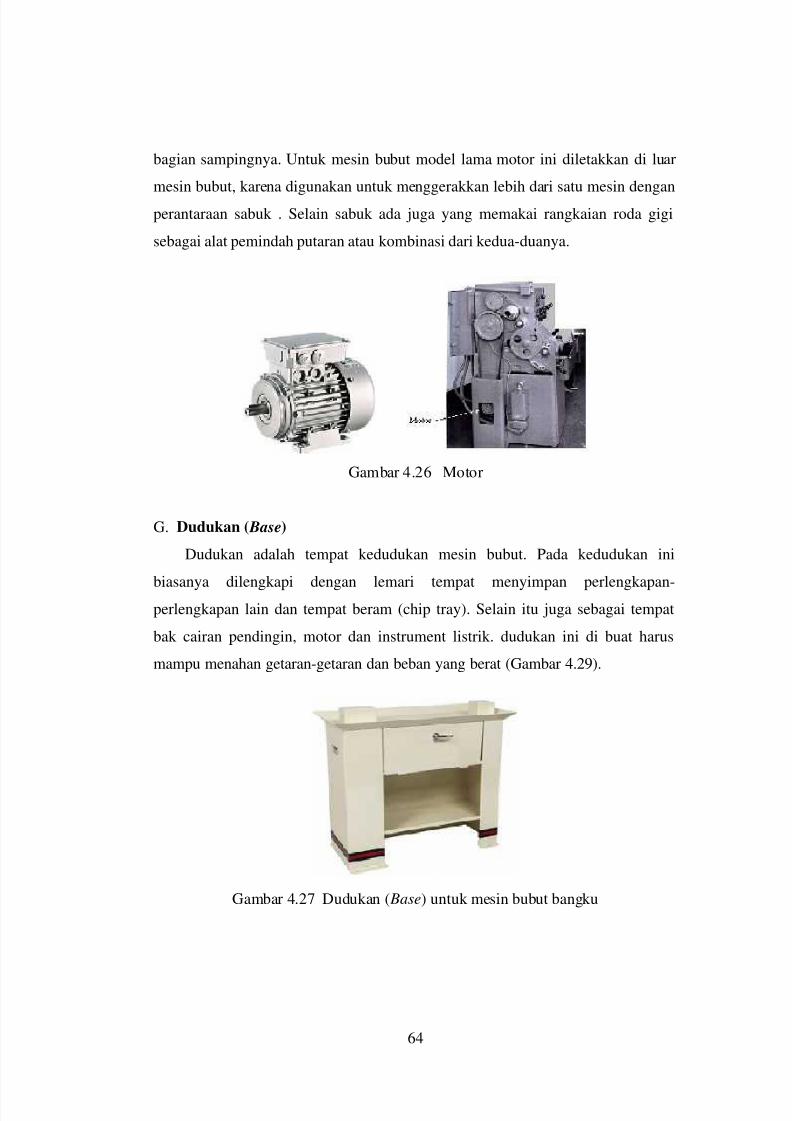
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 85/298
64
bagian sampingnya. Untuk mesin bubut model lama motor ini diletakkan di luar
mesin bubut, karena digunakan untuk menggerakkan lebih dari satu mesin dengan
perantaraan sabuk . Selain sabuk ada juga yang memakai rangkaian roda gigi
sebagai alat pemindah putaran atau kombinasi dari kedua-duanya.
Gambar 4.26 Motor
G. Dudukan ( Base)
Dudukan adalah tempat kedudukan mesin bubut. Pada kedudukan ini
biasanya dilengkapi dengan lemari tempat menyimpan perlengkapan-perlengkapan lain dan tempat beram (chip tray). Selain itu juga sebagai tempat
bak cairan pendingin, motor dan instrument listrik. dudukan ini di buat harus
mampu menahan getaran-getaran dan beban yang berat (Gambar 4.29).
Gambar 4.27 Dudukan ( Base) untuk mesin bubut bangku
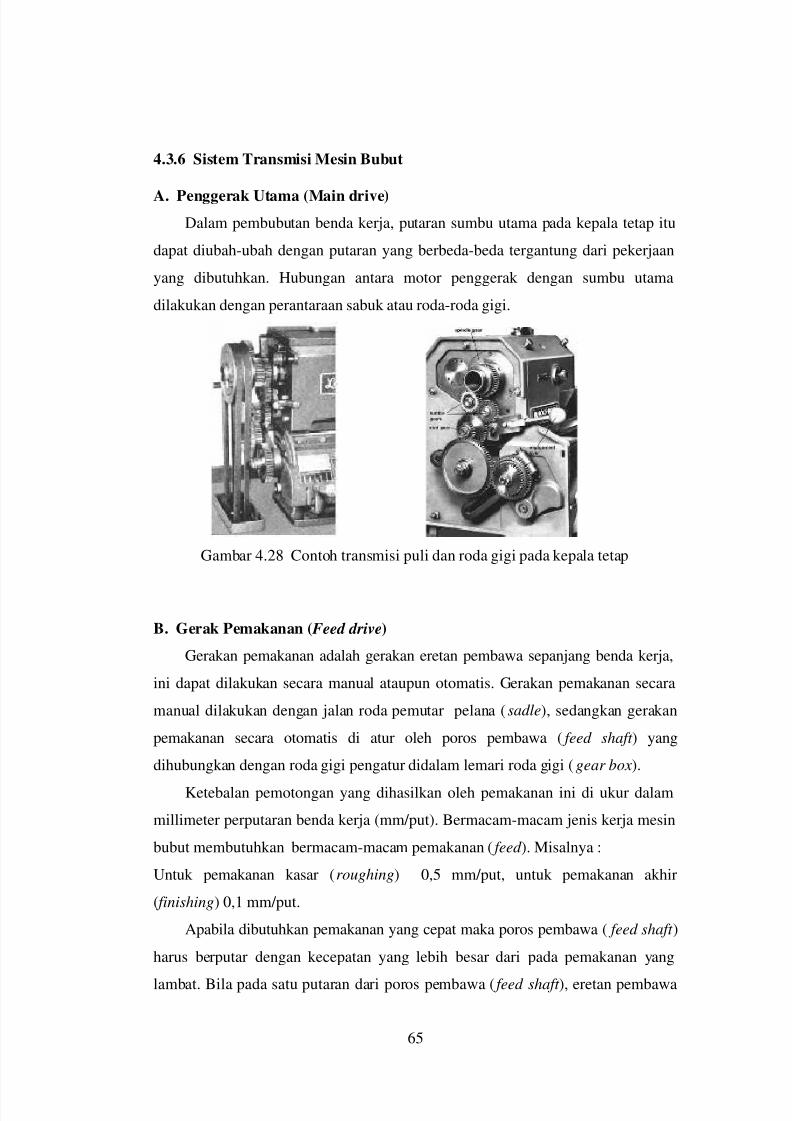
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 86/298
65
4.3.6 Sistem Transmisi Mesin Bubut
A. Penggerak Utama (Main drive)
Dalam pembubutan benda kerja, putaran sumbu utama pada kepala tetap itu
dapat diubah-ubah dengan putaran yang berbeda-beda tergantung dari pekerjaan
yang dibutuhkan. Hubungan antara motor penggerak dengan sumbu utama
dilakukan dengan perantaraan sabuk atau roda-roda gigi.
Gambar 4.28 Contoh transmisi puli dan roda gigi pada kepala tetap
B. Gerak Pemakanan ( Feed drive)
Gerakan pemakanan adalah gerakan eretan pembawa sepanjang benda kerja,
ini dapat dilakukan secara manual ataupun otomatis. Gerakan pemakanan secara
manual dilakukan dengan jalan roda pemutar pelana (sadle), sedangkan gerakan
pemakanan secara otomatis di atur oleh poros pembawa ( feed shaft ) yang
dihubungkan dengan roda gigi pengatur didalam lemari roda gigi (gear box).
Ketebalan pemotongan yang dihasilkan oleh pemakanan ini di ukur dalam
millimeter perputaran benda kerja (mm/put). Bermacam-macam jenis kerja mesin
bubut membutuhkan bermacam-macam pemakanan ( feed ). Misalnya :
Untuk pemakanan kasar (roughing) 0,5 mm/put, untuk pemakanan akhir
( finishing) 0,1 mm/put.
Apabila dibutuhkan pemakanan yang cepat maka poros pembawa ( feed shaft )
harus berputar dengan kecepatan yang lebih besar dari pada pemakanan yang
lambat. Bila pada satu putaran dari poros pembawa ( feed shaft ), eretan pembawa
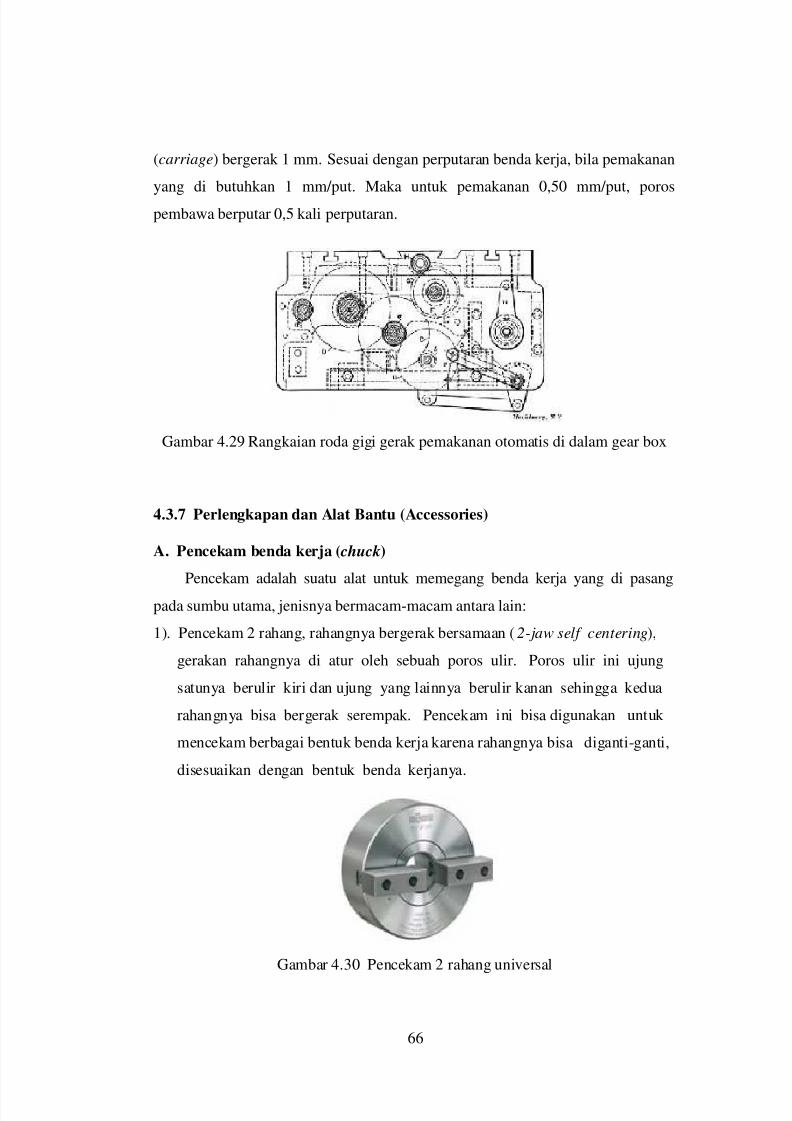
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 87/298
66
(carriage) bergerak 1 mm. Sesuai dengan perputaran benda kerja, bila pemakanan
yang di butuhkan 1 mm/put. Maka untuk pemakanan 0,50 mm/put, poros
pembawa berputar 0,5 kali perputaran.
Gambar 4.29 Rangkaian roda gigi gerak pemakanan otomatis di dalam gear box
4.3.7 Perlengkapan dan Alat Bantu (Accessories)
A. Pencekam benda kerja ( chuck)
Pencekam adalah suatu alat untuk memegang benda kerja yang di pasang
pada sumbu utama, jenisnya bermacam-macam antara lain:
1). Pencekam 2 rahang, rahangnya bergerak bersamaan (2-jaw self centering),
gerakan rahangnya di atur oleh sebuah poros ulir. Poros ulir ini ujung
satunya berulir kiri dan ujung yang lainnya berulir kanan sehingga kedua
rahangnya bisa bergerak serempak. Pencekam ini bisa digunakan untuk
mencekam berbagai bentuk benda kerja karena rahangnya bisa diganti-ganti,
disesuaikan dengan bentuk benda kerjanya.
Gambar 4.30 Pencekam 2 rahang universal
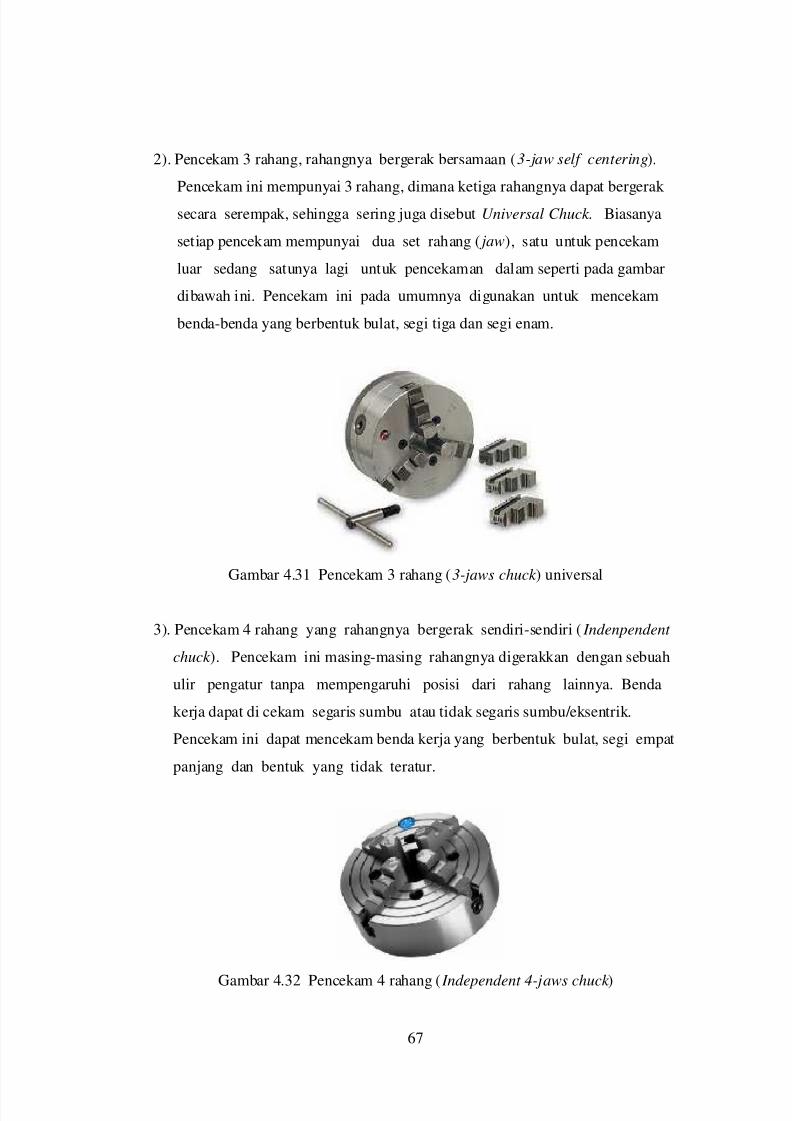
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 88/298
67
2). Pencekam 3 rahang, rahangnya bergerak bersamaan (3-jaw self centering).
Pencekam ini mempunyai 3 rahang, dimana ketiga rahangnya dapat bergerak
secara serempak, sehingga sering juga disebut Universal Chuck. Biasanya
setiap pencekam mempunyai dua set rahang ( jaw), satu untuk pencekam
luar sedang satunya lagi untuk pencekaman dalam seperti pada gambar
dibawah ini. Pencekam ini pada umumnya digunakan untuk mencekam
benda-benda yang berbentuk bulat, segi tiga dan segi enam.
Gambar 4.31 Pencekam 3 rahang (3-jaws chuck ) universal
3). Pencekam 4 rahang yang rahangnya bergerak sendiri-sendiri ( Indenpendent
chuck ). Pencekam ini masing-masing rahangnya digerakkan dengan sebuah
ulir pengatur tanpa mempengaruhi posisi dari rahang lainnya. Benda
kerja dapat di cekam segaris sumbu atau tidak segaris sumbu/eksentrik.
Pencekam ini dapat mencekam benda kerja yang berbentuk bulat, segi empat
panjang dan bentuk yang tidak teratur.
Gambar 4.32 Pencekam 4 rahang ( Independent 4-jaws chuck )
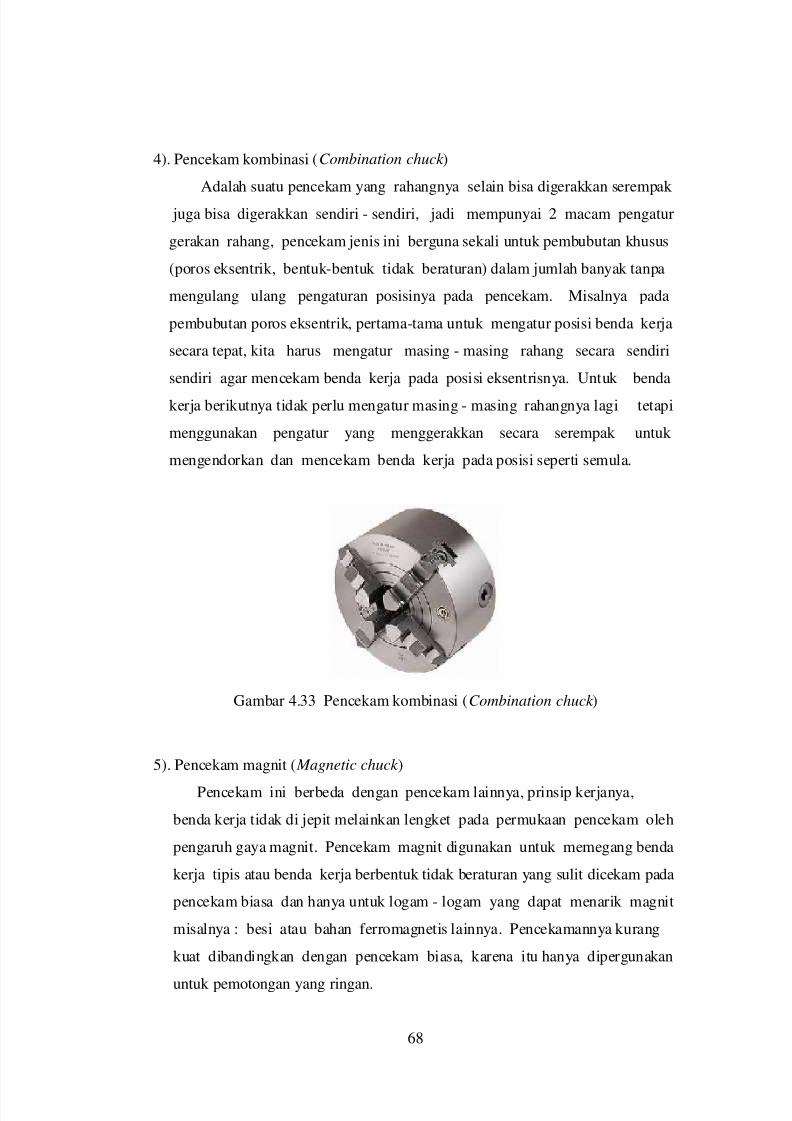
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 89/298
68
4). Pencekam kombinasi (Combination chuck )
Adalah suatu pencekam yang rahangnya selain bisa digerakkan serempak
juga bisa digerakkan sendiri - sendiri, jadi mempunyai 2 macam pengatur
gerakan rahang, pencekam jenis ini berguna sekali untuk pembubutan khusus
(poros eksentrik, bentuk-bentuk tidak beraturan) dalam jumlah banyak tanpa
mengulang ulang pengaturan posisinya pada pencekam. Misalnya pada
pembubutan poros eksentrik, pertama-tama untuk mengatur posisi benda kerja
secara tepat, kita harus mengatur masing - masing rahang secara sendiri
sendiri agar mencekam benda kerja pada posisi eksentrisnya. Untuk benda
kerja berikutnya tidak perlu mengatur masing - masing rahangnya lagi tetapi
menggunakan pengatur yang menggerakkan secara serempak untuk
mengendorkan dan mencekam benda kerja pada posisi seperti semula.
Gambar 4.33 Pencekam kombinasi (Combination chuck )
5). Pencekam magnit ( Magnetic chuck )
Pencekam ini berbeda dengan pencekam lainnya, prinsip kerjanya,
benda kerja tidak di jepit melainkan lengket pada permukaan pencekam oleh
pengaruh gaya magnit. Pencekam magnit digunakan untuk memegang benda
kerja tipis atau benda kerja berbentuk tidak beraturan yang sulit dicekam pada
pencekam biasa dan hanya untuk logam - logam yang dapat menarik magnit
misalnya : besi atau bahan ferromagnetis lainnya. Pencekamannya kurang
kuat dibandingkan dengan pencekam biasa, karena itu hanya dipergunakan
untuk pemotongan yang ringan.
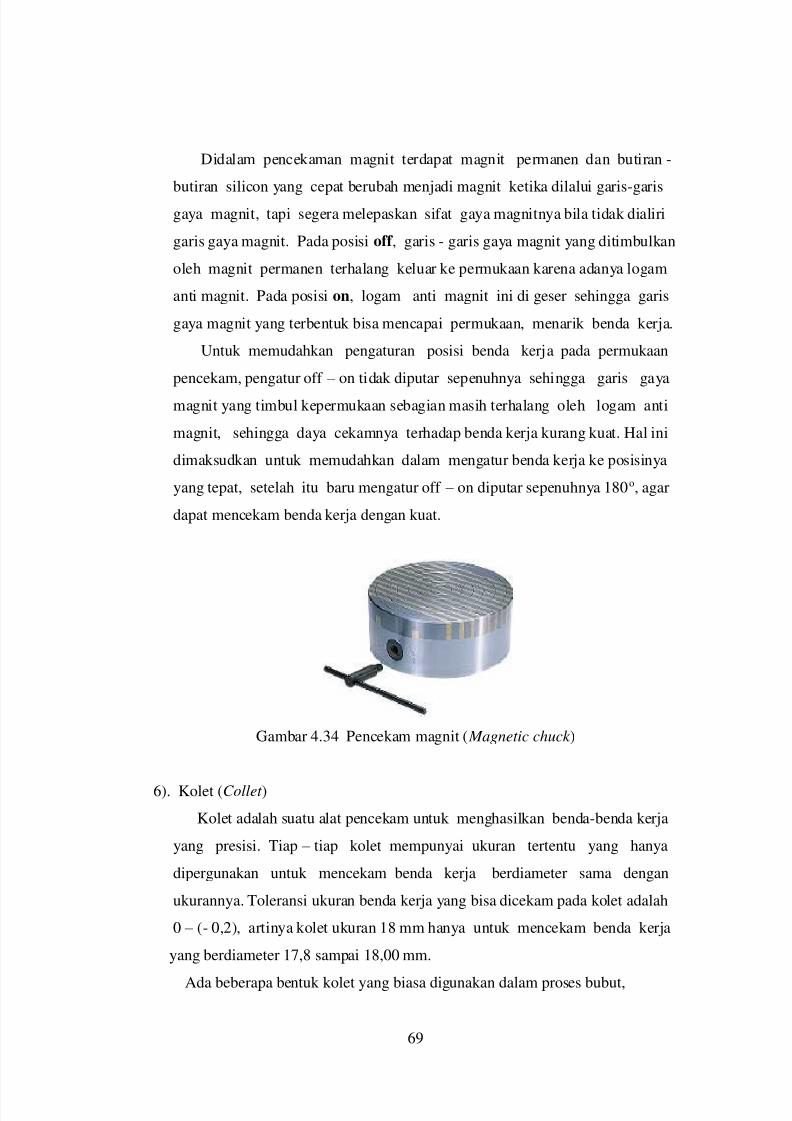
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 90/298
69
Didalam pencekaman magnit terdapat magnit permanen dan butiran -
butiran silicon yang cepat berubah menjadi magnit ketika dilalui garis-garis
gaya magnit, tapi segera melepaskan sifat gaya magnitnya bila tidak dialiri
garis gaya magnit. Pada posisi off , garis - garis gaya magnit yang ditimbulkan
oleh magnit permanen terhalang keluar ke permukaan karena adanya logam
anti magnit. Pada posisi on, logam anti magnit ini di geser sehingga garis
gaya magnit yang terbentuk bisa mencapai permukaan, menarik benda kerja.
Untuk memudahkan pengaturan posisi benda kerja pada permukaan
pencekam, pengatur off – on tidak diputar sepenuhnya sehingga garis gaya
magnit yang timbul kepermukaan sebagian masih terhalang oleh logam anti
magnit, sehingga daya cekamnya terhadap benda kerja kurang kuat. Hal ini
dimaksudkan untuk memudahkan dalam mengatur benda kerja ke posisinya
yang tepat, setelah itu baru mengatur off – on diputar sepenuhnya 180o, agar
dapat mencekam benda kerja dengan kuat.
Gambar 4.34 Pencekam magnit ( Magnetic chuck )
6). Kolet (Collet )
Kolet adalah suatu alat pencekam untuk menghasilkan benda-benda kerja
yang presisi. Tiap – tiap kolet mempunyai ukuran tertentu yang hanya
dipergunakan untuk mencekam benda kerja berdiameter sama dengan
ukurannya. Toleransi ukuran benda kerja yang bisa dicekam pada kolet adalah
0 – (- 0,2), artinya kolet ukuran 18 mm hanya untuk mencekam benda kerja
yang berdiameter 17,8 sampai 18,00 mm.
Ada beberapa bentuk kolet yang biasa digunakan dalam proses bubut,
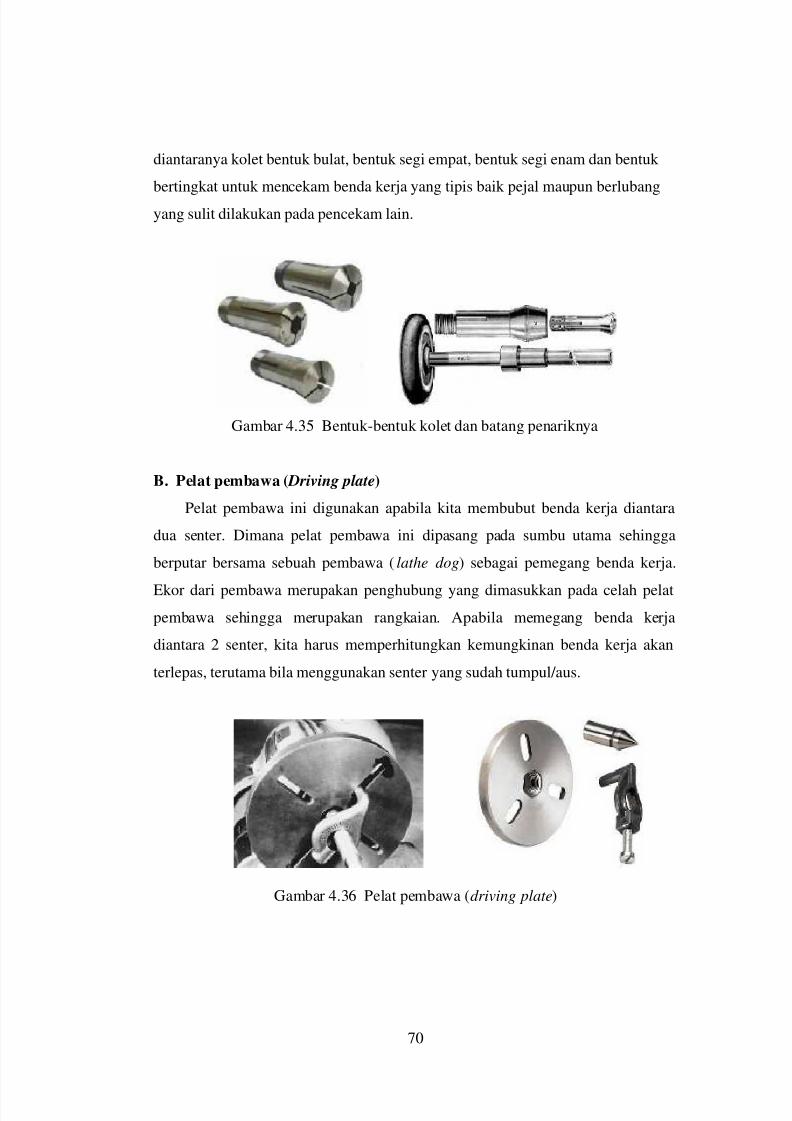
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 91/298
70
diantaranya kolet bentuk bulat, bentuk segi empat, bentuk segi enam dan bentuk
bertingkat untuk mencekam benda kerja yang tipis baik pejal maupun berlubang
yang sulit dilakukan pada pencekam lain.
Gambar 4.35 Bentuk-bentuk kolet dan batang penariknya
B. Pelat pembawa ( Driving plate)
Pelat pembawa ini digunakan apabila kita membubut benda kerja diantara
dua senter. Dimana pelat pembawa ini dipasang pada sumbu utama sehingga
berputar bersama sebuah pembawa (lathe dog) sebagai pemegang benda kerja.
Ekor dari pembawa merupakan penghubung yang dimasukkan pada celah pelat
pembawa sehingga merupakan rangkaian. Apabila memegang benda kerja
diantara 2 senter, kita harus memperhitungkan kemungkinan benda kerja akan
terlepas, terutama bila menggunakan senter yang sudah tumpul/aus.
Gambar 4.36 Pelat pembawa (driving plate)
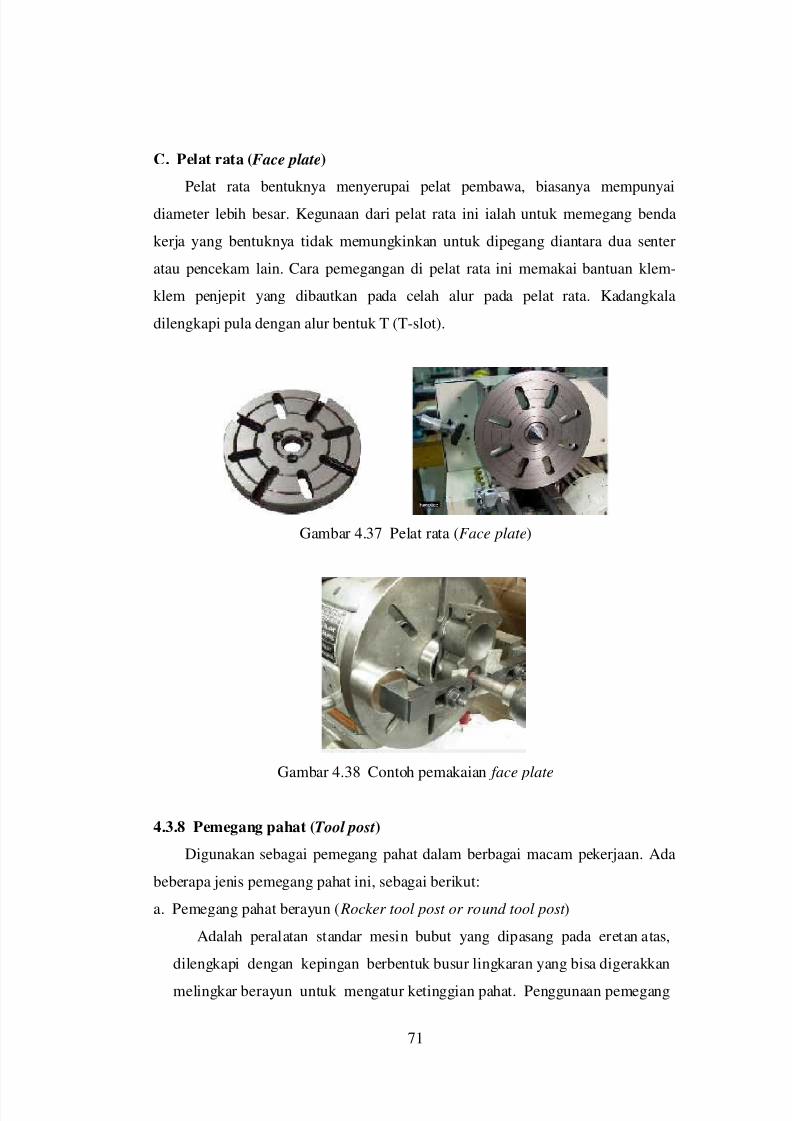
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 92/298
71
C. Pelat rata ( Face plate)
Pelat rata bentuknya menyerupai pelat pembawa, biasanya mempunyai
diameter lebih besar. Kegunaan dari pelat rata ini ialah untuk memegang benda
kerja yang bentuknya tidak memungkinkan untuk dipegang diantara dua senter
atau pencekam lain. Cara pemegangan di pelat rata ini memakai bantuan klem-
klem penjepit yang dibautkan pada celah alur pada pelat rata. Kadangkala
dilengkapi pula dengan alur bentuk T (T-slot).
Gambar 4.37 Pelat rata (Face plate)
Gambar 4.38 Contoh pemakaian face plate
4.3.8 Pemegang pahat (Tool post)
Digunakan sebagai pemegang pahat dalam berbagai macam pekerjaan. Ada
beberapa jenis pemegang pahat ini, sebagai berikut:
a. Pemegang pahat berayun ( Rocker tool post or round tool post )
Adalah peralatan standar mesin bubut yang dipasang pada eretan atas,
dilengkapi dengan kepingan berbentuk busur lingkaran yang bisa digerakkan
melingkar berayun untuk mengatur ketinggian pahat. Penggunaan pemegang
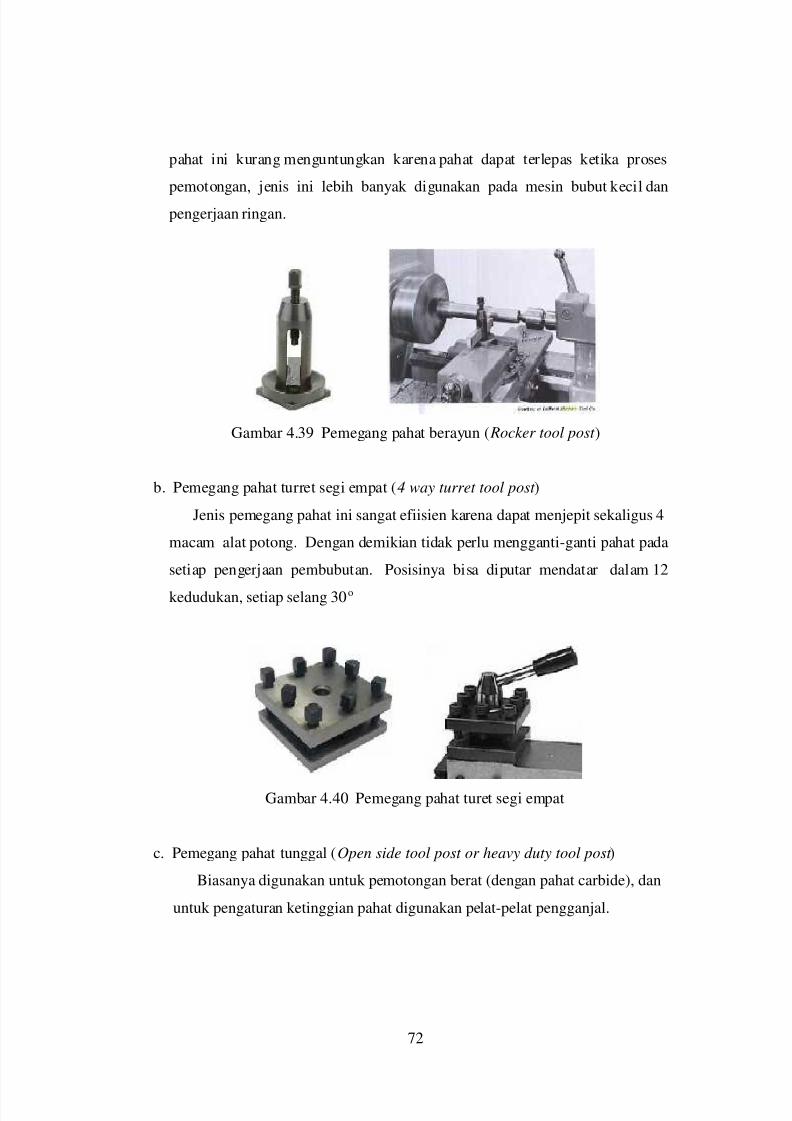
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 93/298
72
pahat ini kurang menguntungkan karena pahat dapat terlepas ketika proses
pemotongan, jenis ini lebih banyak digunakan pada mesin bubut kecil dan
pengerjaan ringan.
Gambar 4.39 Pemegang pahat berayun ( Rocker tool post )
b. Pemegang pahat turret segi empat (4 way turret tool post )
Jenis pemegang pahat ini sangat efiisien karena dapat menjepit sekaligus 4
macam alat potong. Dengan demikian tidak perlu mengganti-ganti pahat pada
setiap pengerjaan pembubutan. Posisinya bisa diputar mendatar dalam 12
kedudukan, setiap selang 30o
Gambar 4.40 Pemegang pahat turet segi empat
c. Pemegang pahat tunggal (Open side tool post or heavy duty tool post )
Biasanya digunakan untuk pemotongan berat (dengan pahat carbide), dan
untuk pengaturan ketinggian pahat digunakan pelat-pelat pengganjal.
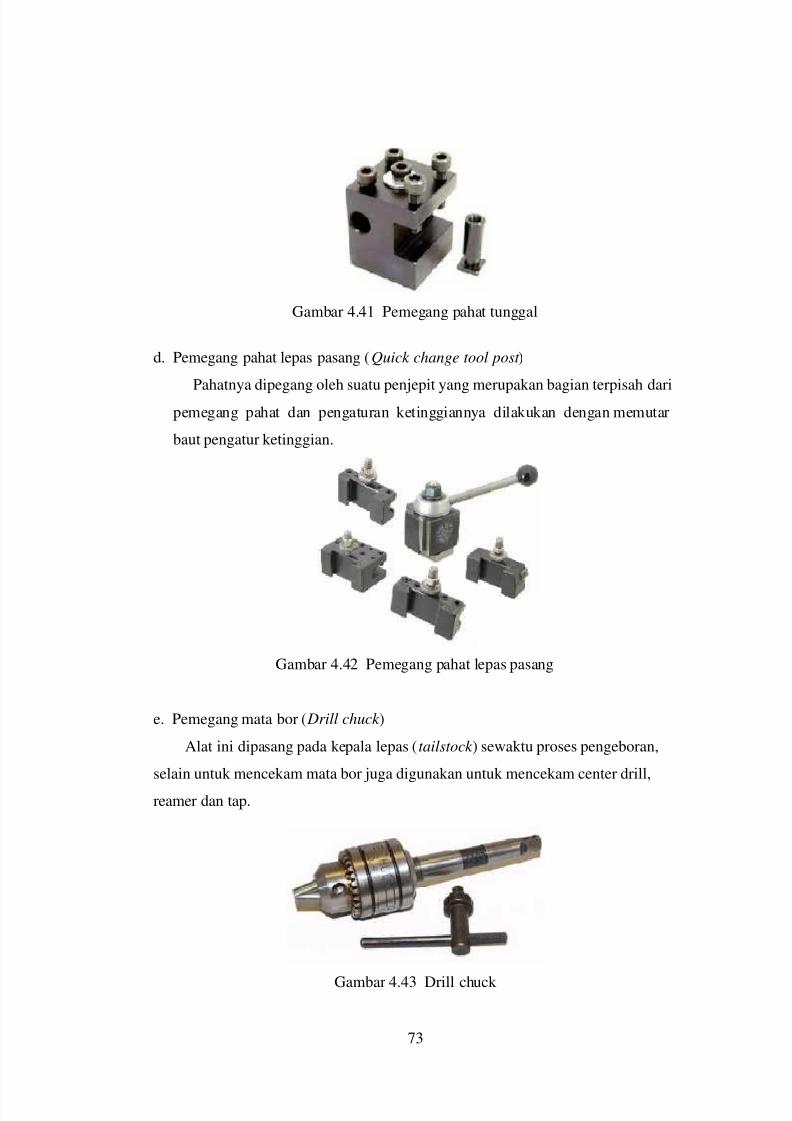
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 94/298
73
Gambar 4.41 Pemegang pahat tunggal
d. Pemegang pahat lepas pasang (Quick change tool post )
Pahatnya dipegang oleh suatu penjepit yang merupakan bagian terpisah daripemegang pahat dan pengaturan ketinggiannya dilakukan dengan memutar
baut pengatur ketinggian.
Gambar 4.42 Pemegang pahat lepas pasang
e. Pemegang mata bor ( Drill chuck )
Alat ini dipasang pada kepala lepas (tailstock ) sewaktu proses pengeboran,
selain untuk mencekam mata bor juga digunakan untuk mencekam center drill,
reamer dan tap.
Gambar 4.43 Drill chuck
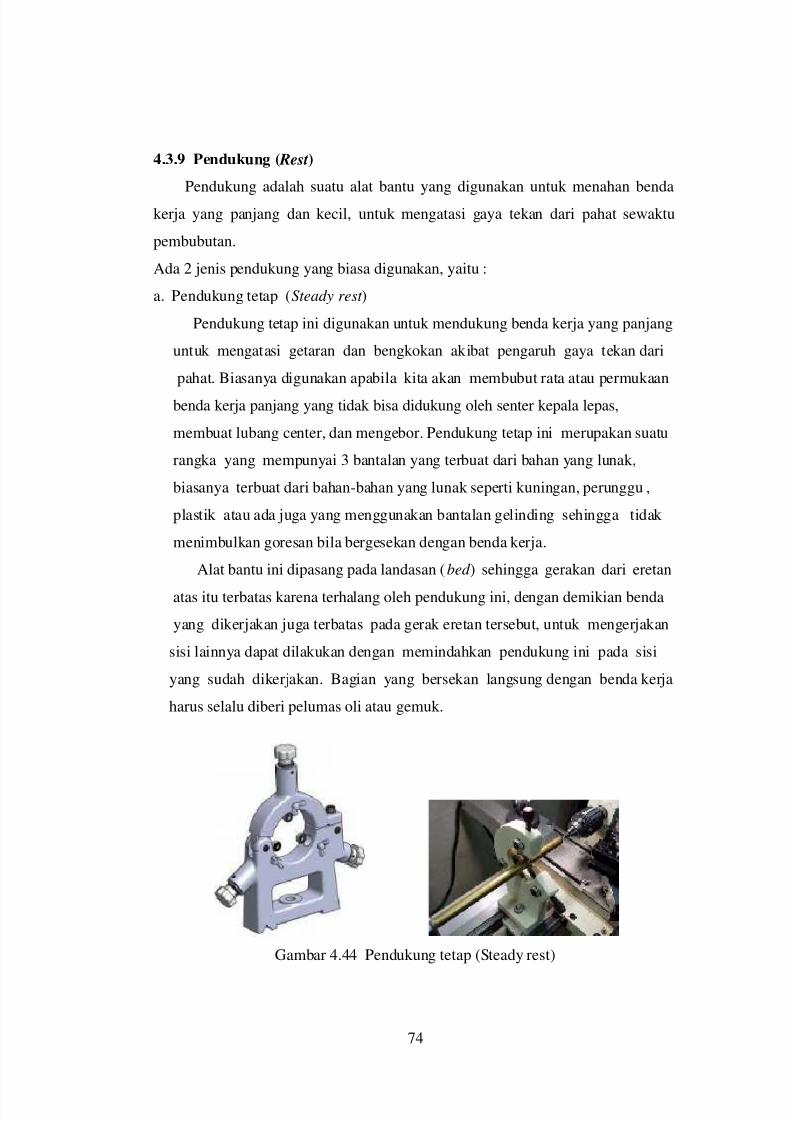
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 95/298
74
4.3.9 Pendukung ( Rest)
Pendukung adalah suatu alat bantu yang digunakan untuk menahan benda
kerja yang panjang dan kecil, untuk mengatasi gaya tekan dari pahat sewaktu
pembubutan.
Ada 2 jenis pendukung yang biasa digunakan, yaitu :
a. Pendukung tetap (Steady rest )
Pendukung tetap ini digunakan untuk mendukung benda kerja yang panjang
untuk mengatasi getaran dan bengkokan akibat pengaruh gaya tekan dari
pahat. Biasanya digunakan apabila kita akan membubut rata atau permukaan
benda kerja panjang yang tidak bisa didukung oleh senter kepala lepas,
membuat lubang center, dan mengebor. Pendukung tetap ini merupakan suatu
rangka yang mempunyai 3 bantalan yang terbuat dari bahan yang lunak,
biasanya terbuat dari bahan-bahan yang lunak seperti kuningan, perunggu ,
plastik atau ada juga yang menggunakan bantalan gelinding sehingga tidak
menimbulkan goresan bila bergesekan dengan benda kerja.
Alat bantu ini dipasang pada landasan (bed ) sehingga gerakan dari eretan
atas itu terbatas karena terhalang oleh pendukung ini, dengan demikian benda
yang dikerjakan juga terbatas pada gerak eretan tersebut, untuk mengerjakan
sisi lainnya dapat dilakukan dengan memindahkan pendukung ini pada sisi
yang sudah dikerjakan. Bagian yang bersekan langsung dengan benda kerja
harus selalu diberi pelumas oli atau gemuk.
Gambar 4.44 Pendukung tetap (Steady rest)
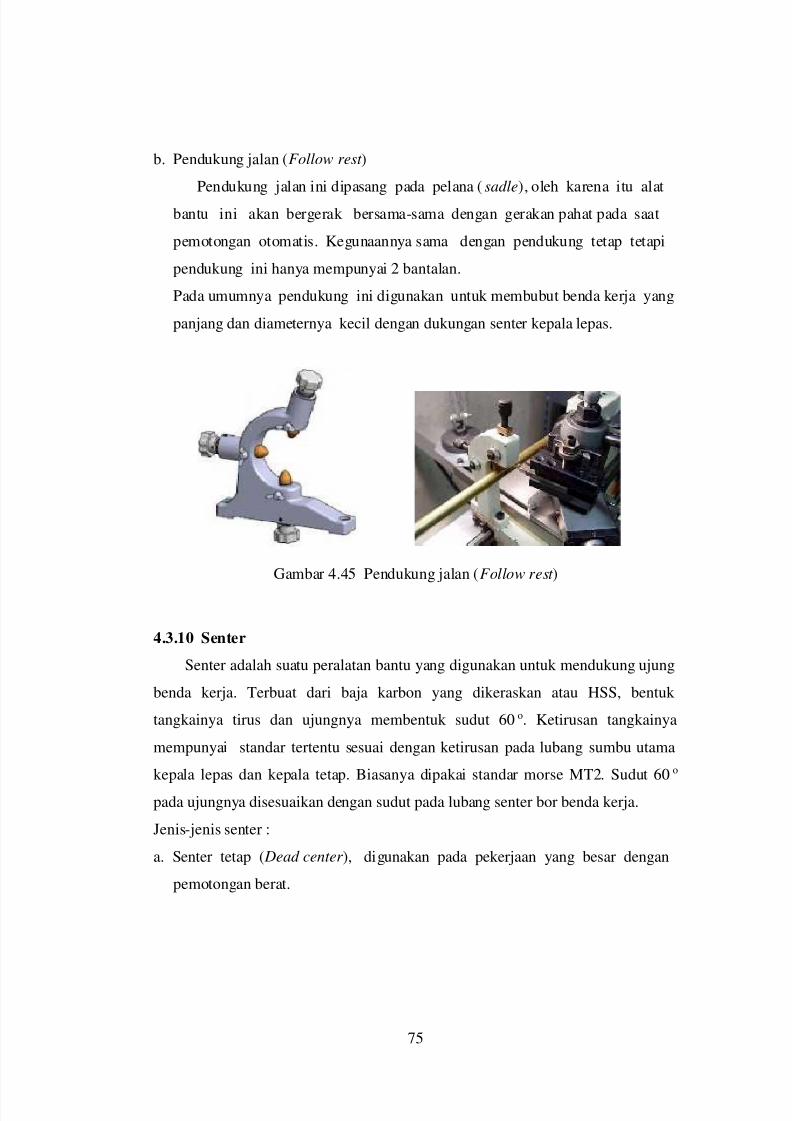
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 96/298
75
b. Pendukung jalan (Follow rest )
Pendukung jalan ini dipasang pada pelana (sadle), oleh karena itu alat
bantu ini akan bergerak bersama-sama dengan gerakan pahat pada saat
pemotongan otomatis. Kegunaannya sama dengan pendukung tetap tetapi
pendukung ini hanya mempunyai 2 bantalan.
Pada umumnya pendukung ini digunakan untuk membubut benda kerja yang
panjang dan diameternya kecil dengan dukungan senter kepala lepas.
Gambar 4.45 Pendukung jalan (Follow rest )
4.3.10 Senter
Senter adalah suatu peralatan bantu yang digunakan untuk mendukung ujung
benda kerja. Terbuat dari baja karbon yang dikeraskan atau HSS, bentuk
tangkainya tirus dan ujungnya membentuk sudut 60o. Ketirusan tangkainya
mempunyai standar tertentu sesuai dengan ketirusan pada lubang sumbu utama
kepala lepas dan kepala tetap. Biasanya dipakai standar morse MT2. Sudut 60o
pada ujungnya disesuaikan dengan sudut pada lubang senter bor benda kerja.
Jenis-jenis senter :
a. Senter tetap ( Dead center ), digunakan pada pekerjaan yang besar dengan
pemotongan berat.
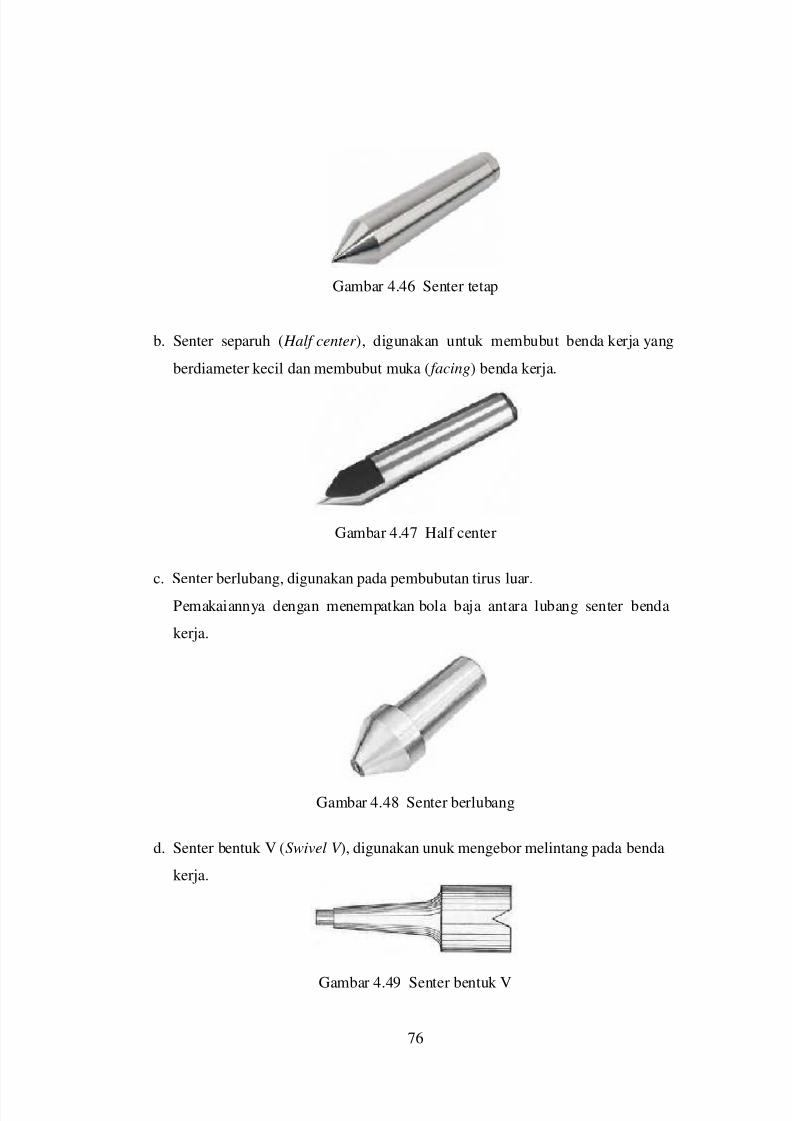
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 97/298
76
Gambar 4.46 Senter tetap
b. Senter separuh ( Half center ), digunakan untuk membubut benda kerja yang
berdiameter kecil dan membubut muka ( facing) benda kerja.
Gambar 4.47 Half center
c. Senter berlubang, digunakan pada pembubutan tirus luar.
Pemakaiannya dengan menempatkan bola baja antara lubang senter benda
kerja.
Gambar 4.48 Senter berlubang
d. Senter bentuk V (Swivel V ), digunakan unuk mengebor melintang pada benda
kerja.
Gambar 4.49 Senter bentuk V
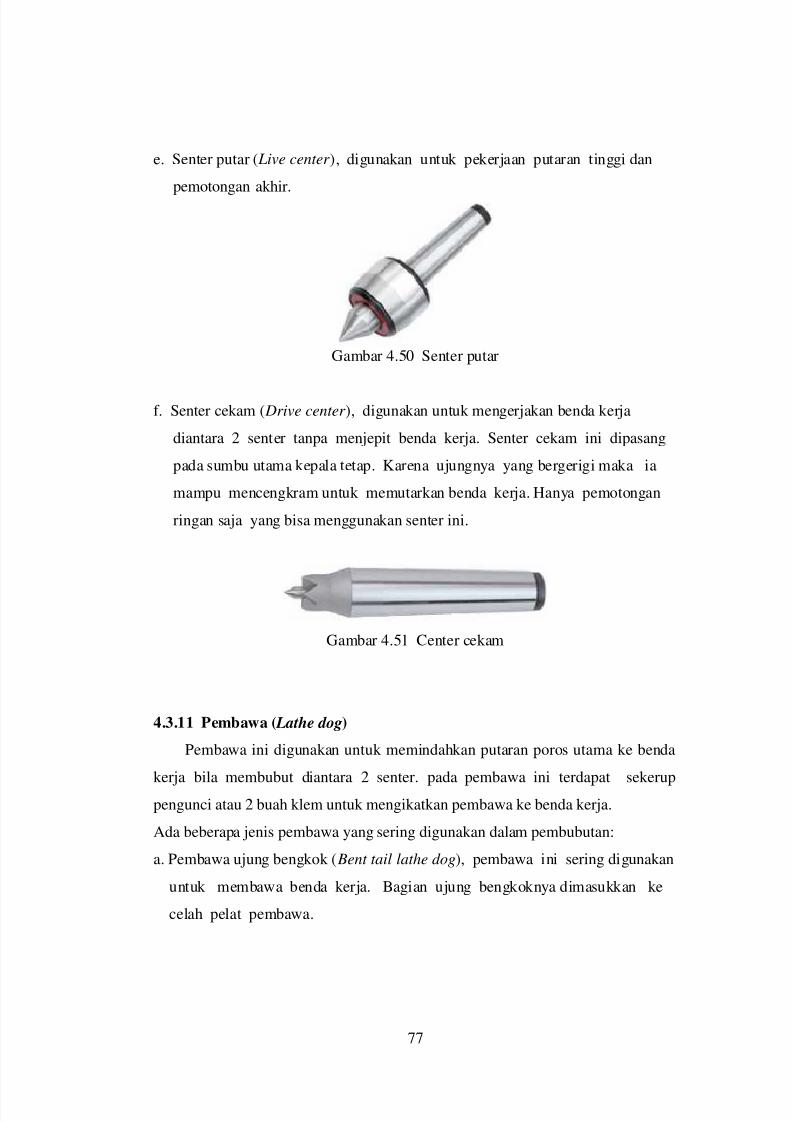
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 98/298
77
e. Senter putar ( Live center ), digunakan untuk pekerjaan putaran tinggi dan
pemotongan akhir.
Gambar 4.50 Senter putar
f. Senter cekam ( Drive center ), digunakan untuk mengerjakan benda kerja
diantara 2 senter tanpa menjepit benda kerja. Senter cekam ini dipasang
pada sumbu utama kepala tetap. Karena ujungnya yang bergerigi maka ia
mampu mencengkram untuk memutarkan benda kerja. Hanya pemotongan
ringan saja yang bisa menggunakan senter ini.
Gambar 4.51 Center cekam
4.3.11 Pembawa ( Lathe dog)
Pembawa ini digunakan untuk memindahkan putaran poros utama ke benda
kerja bila membubut diantara 2 senter. pada pembawa ini terdapat sekerup
pengunci atau 2 buah klem untuk mengikatkan pembawa ke benda kerja.
Ada beberapa jenis pembawa yang sering digunakan dalam pembubutan:
a. Pembawa ujung bengkok ( Bent tail lathe dog), pembawa ini sering digunakan
untuk membawa benda kerja. Bagian ujung bengkoknya dimasukkan ke
celah pelat pembawa.
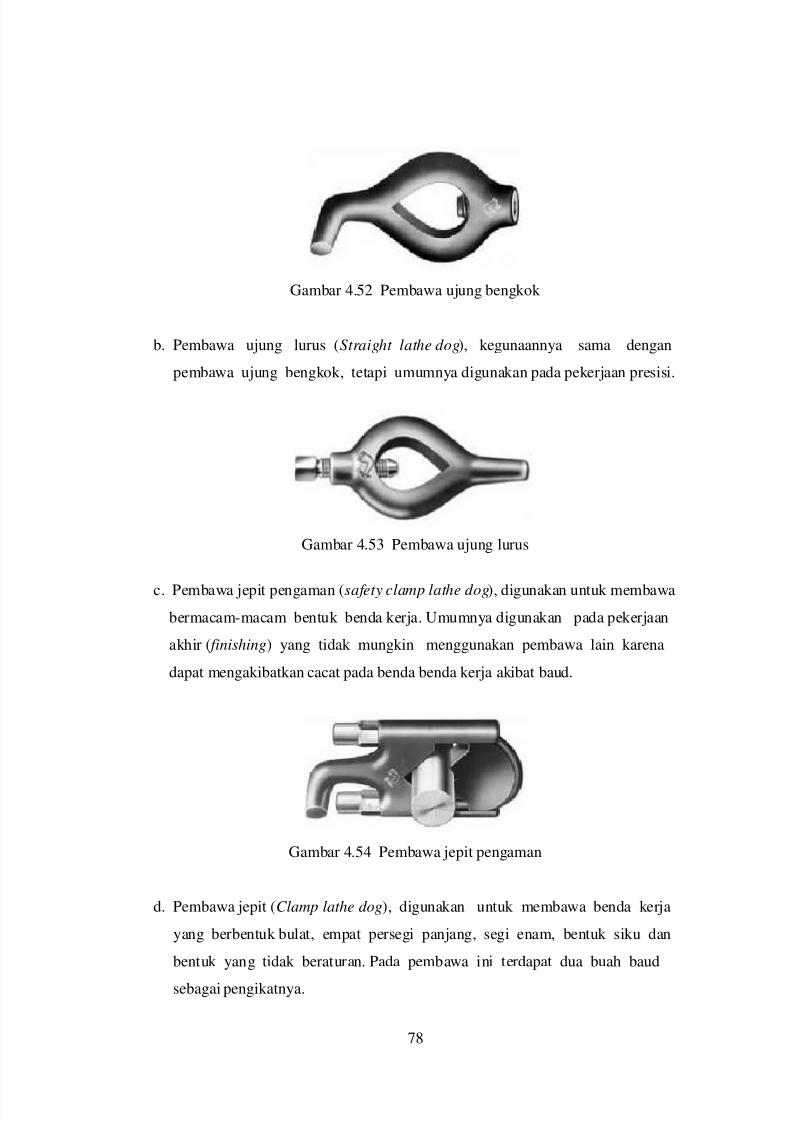
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 99/298
78
Gambar 4.52 Pembawa ujung bengkok
b. Pembawa ujung lurus (Straight lathe dog), kegunaannya sama dengan
pembawa ujung bengkok, tetapi umumnya digunakan pada pekerjaan presisi.
Gambar 4.53 Pembawa ujung lurus
c. Pembawa jepit pengaman (safety clamp lathe dog), digunakan untuk membawa
bermacam-macam bentuk benda kerja. Umumnya digunakan pada pekerjaan
akhir ( finishing) yang tidak mungkin menggunakan pembawa lain karena
dapat mengakibatkan cacat pada benda benda kerja akibat baud.
Gambar 4.54 Pembawa jepit pengaman
d. Pembawa jepit (Clamp lathe dog), digunakan untuk membawa benda kerja
yang berbentuk bulat, empat persegi panjang, segi enam, bentuk siku dan
bentuk yang tidak beraturan. Pada pembawa ini terdapat dua buah baud
sebagai pengikatnya.
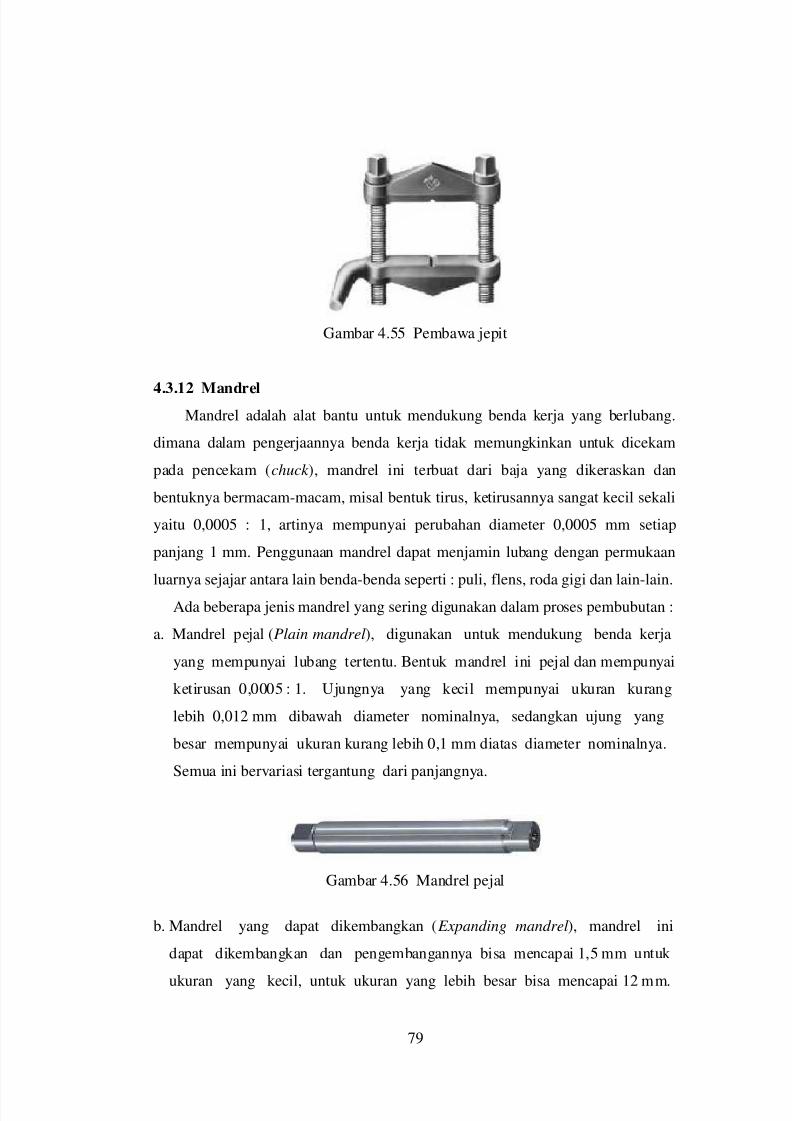
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 100/298
79
Gambar 4.55 Pembawa jepit
4.3.12 MandrelMandrel adalah alat bantu untuk mendukung benda kerja yang berlubang.
dimana dalam pengerjaannya benda kerja tidak memungkinkan untuk dicekam
pada pencekam (chuck ), mandrel ini terbuat dari baja yang dikeraskan dan
bentuknya bermacam-macam, misal bentuk tirus, ketirusannya sangat kecil sekali
yaitu 0,0005 : 1, artinya mempunyai perubahan diameter 0,0005 mm setiap
panjang 1 mm. Penggunaan mandrel dapat menjamin lubang dengan permukaan
luarnya sejajar antara lain benda-benda seperti : puli, flens, roda gigi dan lain-lain.
Ada beberapa jenis mandrel yang sering digunakan dalam proses pembubutan :
a. Mandrel pejal (Plain mandrel), digunakan untuk mendukung benda kerja
yang mempunyai lubang tertentu. Bentuk mandrel ini pejal dan mempunyai
ketirusan 0,0005 : 1. Ujungnya yang kecil mempunyai ukuran kurang
lebih 0,012 mm dibawah diameter nominalnya, sedangkan ujung yang
besar mempunyai ukuran kurang lebih 0,1 mm diatas diameter nominalnya.
Semua ini bervariasi tergantung dari panjangnya.
Gambar 4.56 Mandrel pejal
b. Mandrel yang dapat dikembangkan ( Expanding mandrel), mandrel ini
dapat dikembangkan dan pengembangannya bisa mencapai 1,5 mm untuk
ukuran yang kecil, untuk ukuran yang lebih besar bisa mencapai 12 mm.
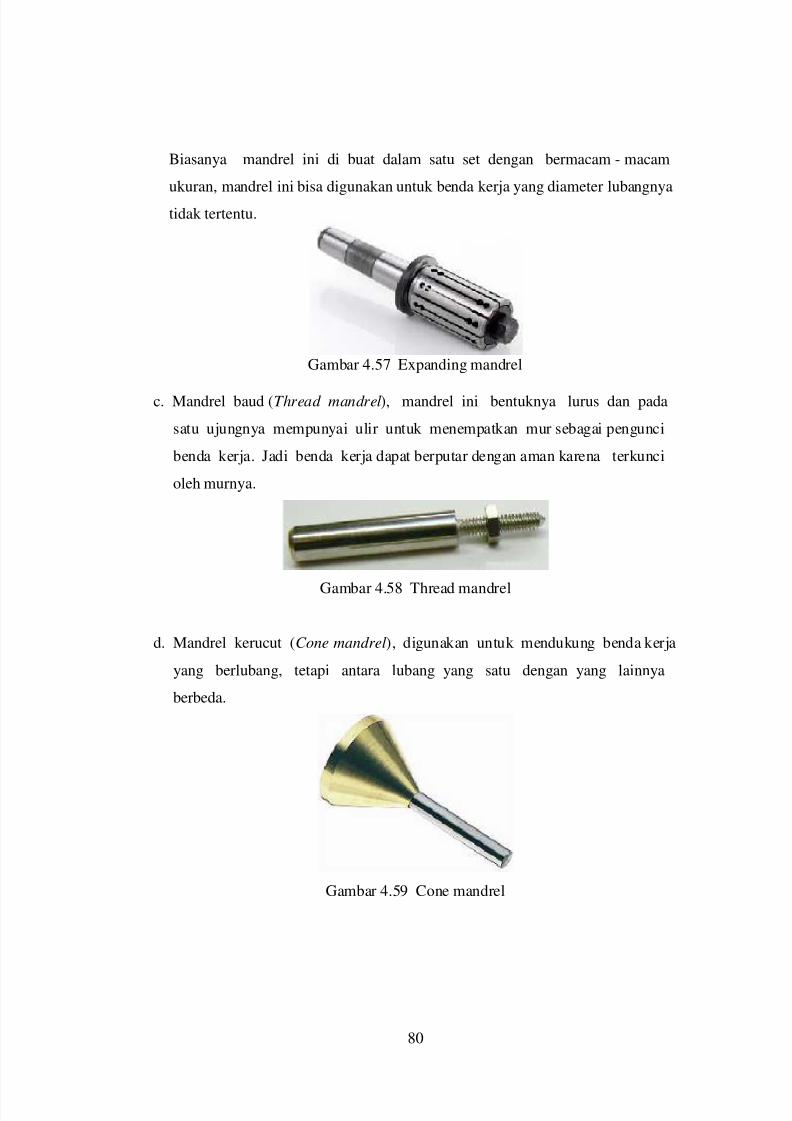
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 101/298
80
Biasanya mandrel ini di buat dalam satu set dengan bermacam - macam
ukuran, mandrel ini bisa digunakan untuk benda kerja yang diameter lubangnya
tidak tertentu.
Gambar 4.57 Expanding mandrel
c. Mandrel baud (Thread mandrel), mandrel ini bentuknya lurus dan pada
satu ujungnya mempunyai ulir untuk menempatkan mur sebagai pengunci
benda kerja. Jadi benda kerja dapat berputar dengan aman karena terkunci
oleh murnya.
Gambar 4.58 Thread mandrel
d. Mandrel kerucut (Cone mandrel), digunakan untuk mendukung benda kerja
yang berlubang, tetapi antara lubang yang satu dengan yang lainnya
berbeda.
Gambar 4.59 Cone mandrel
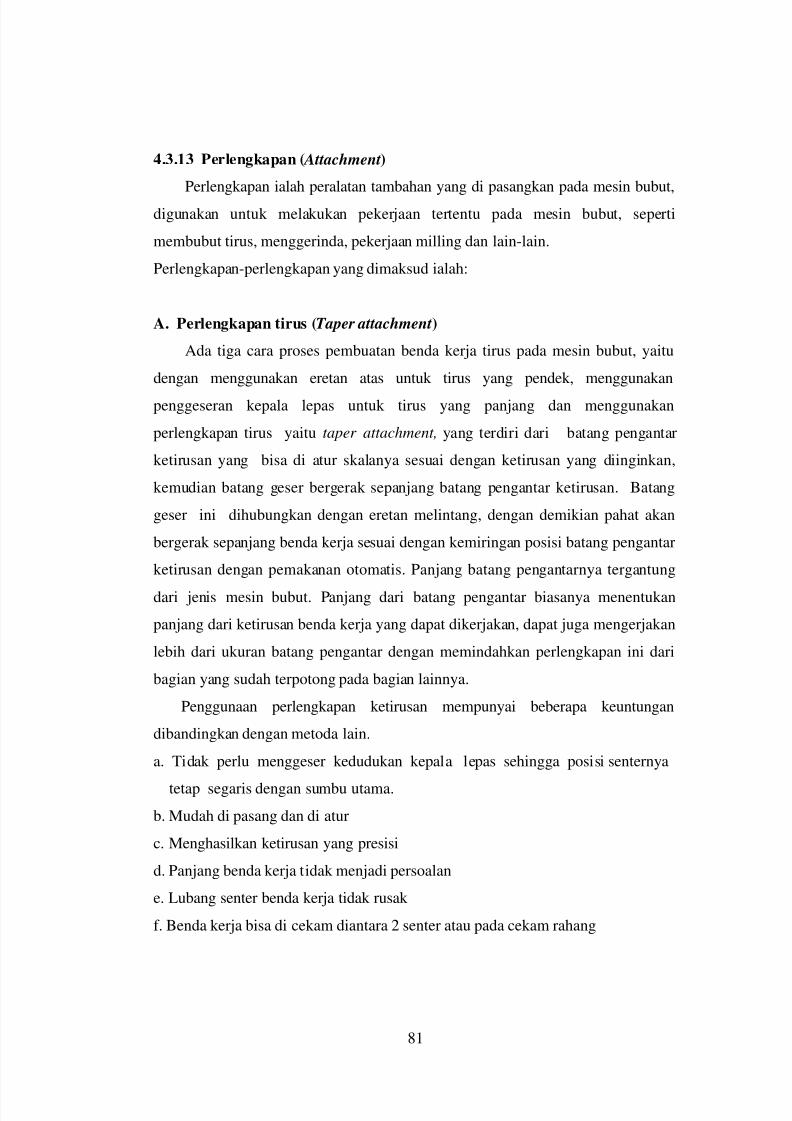
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 102/298
81
4.3.13 Perlengkapan ( Attachment)
Perlengkapan ialah peralatan tambahan yang di pasangkan pada mesin bubut,
digunakan untuk melakukan pekerjaan tertentu pada mesin bubut, seperti
membubut tirus, menggerinda, pekerjaan milling dan lain-lain.
Perlengkapan-perlengkapan yang dimaksud ialah:
A. Perlengkapan tirus (Taper attachment)
Ada tiga cara proses pembuatan benda kerja tirus pada mesin bubut, yaitu
dengan menggunakan eretan atas untuk tirus yang pendek, menggunakan
penggeseran kepala lepas untuk tirus yang panjang dan menggunakan
perlengkapan tirus yaitu taper attachment, yang terdiri dari batang pengantar
ketirusan yang bisa di atur skalanya sesuai dengan ketirusan yang diinginkan,
kemudian batang geser bergerak sepanjang batang pengantar ketirusan. Batang
geser ini dihubungkan dengan eretan melintang, dengan demikian pahat akan
bergerak sepanjang benda kerja sesuai dengan kemiringan posisi batang pengantar
ketirusan dengan pemakanan otomatis. Panjang batang pengantarnya tergantung
dari jenis mesin bubut. Panjang dari batang pengantar biasanya menentukan
panjang dari ketirusan benda kerja yang dapat dikerjakan, dapat juga mengerjakan
lebih dari ukuran batang pengantar dengan memindahkan perlengkapan ini dari
bagian yang sudah terpotong pada bagian lainnya.
Penggunaan perlengkapan ketirusan mempunyai beberapa keuntungan
dibandingkan dengan metoda lain.
a. Tidak perlu menggeser kedudukan kepala lepas sehingga posisi senternya
tetap segaris dengan sumbu utama.
b. Mudah di pasang dan di atur
c. Menghasilkan ketirusan yang presisi
d. Panjang benda kerja tidak menjadi persoalan
e. Lubang senter benda kerja tidak rusak
f. Benda kerja bisa di cekam diantara 2 senter atau pada cekam rahang
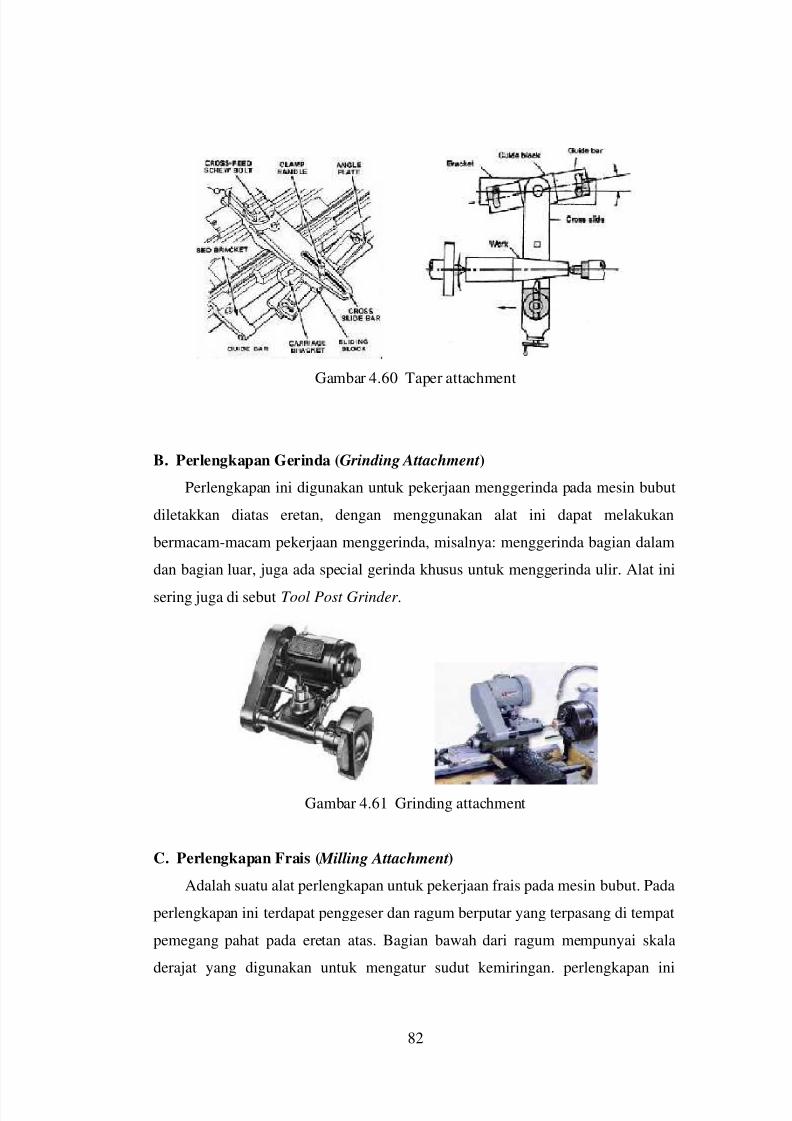
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 103/298
82
Gambar 4.60 Taper attachment
B. Perlengkapan Gerinda (Grinding Attachment)
Perlengkapan ini digunakan untuk pekerjaan menggerinda pada mesin bubut
diletakkan diatas eretan, dengan menggunakan alat ini dapat melakukan
bermacam-macam pekerjaan menggerinda, misalnya: menggerinda bagian dalam
dan bagian luar, juga ada special gerinda khusus untuk menggerinda ulir. Alat ini
sering juga di sebut Tool Post Grinder .
Gambar 4.61 Grinding attachment
C. Perlengkapan Frais ( Milling Attachment)
Adalah suatu alat perlengkapan untuk pekerjaan frais pada mesin bubut. Pada
perlengkapan ini terdapat penggeser dan ragum berputar yang terpasang di tempat
pemegang pahat pada eretan atas. Bagian bawah dari ragum mempunyai skala
derajat yang digunakan untuk mengatur sudut kemiringan. perlengkapan ini
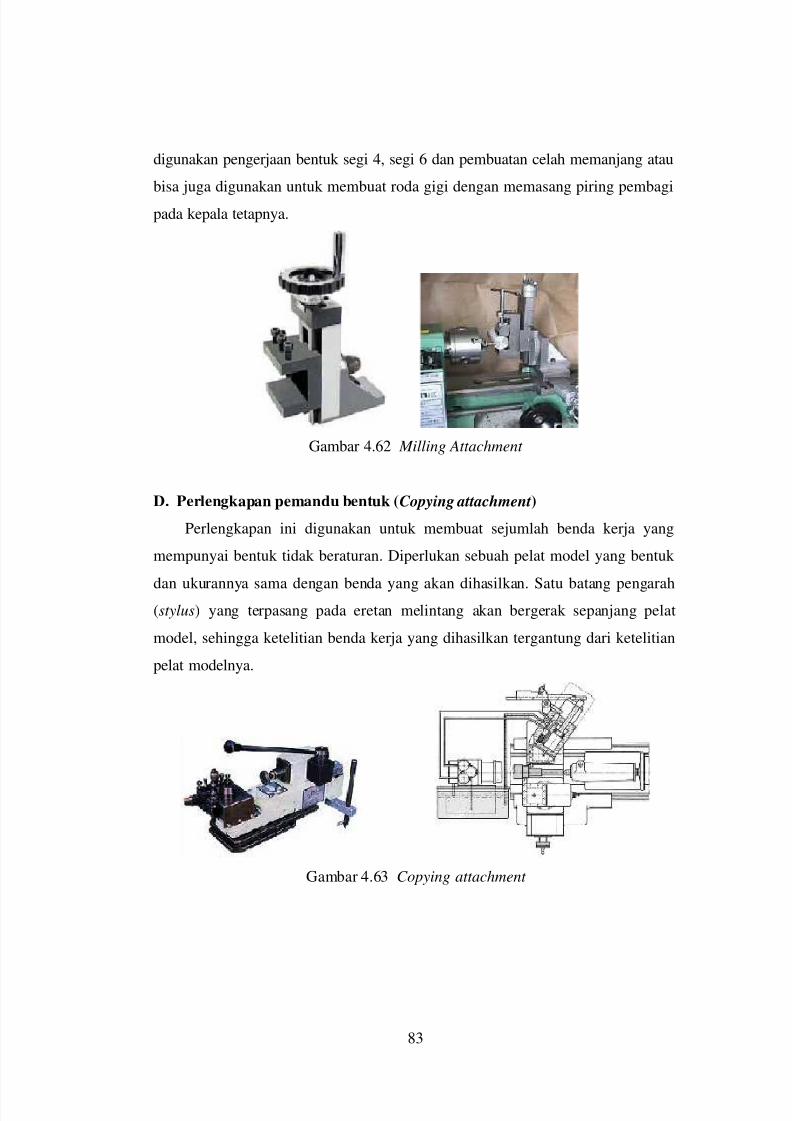
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 104/298
83
digunakan pengerjaan bentuk segi 4, segi 6 dan pembuatan celah memanjang atau
bisa juga digunakan untuk membuat roda gigi dengan memasang piring pembagi
pada kepala tetapnya.
Gambar 4.62 Milling Attachment
D. Perlengkapan pemandu bentuk (Copying attachment)
Perlengkapan ini digunakan untuk membuat sejumlah benda kerja yang
mempunyai bentuk tidak beraturan. Diperlukan sebuah pelat model yang bentuk
dan ukurannya sama dengan benda yang akan dihasilkan. Satu batang pengarah(stylus) yang terpasang pada eretan melintang akan bergerak sepanjang pelat
model, sehingga ketelitian benda kerja yang dihasilkan tergantung dari ketelitian
pelat modelnya.
Gambar 4.63 Copying attachment
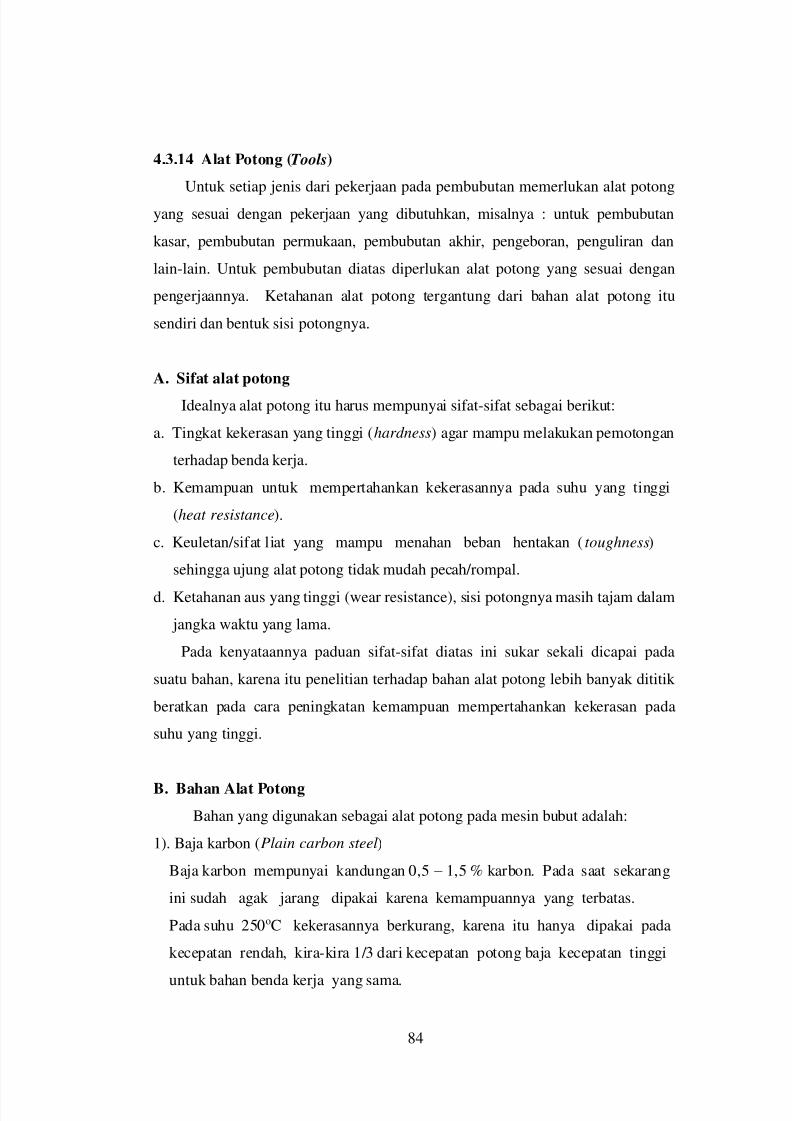
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 105/298
84
4.3.14 Alat Potong (Tools)
Untuk setiap jenis dari pekerjaan pada pembubutan memerlukan alat potong
yang sesuai dengan pekerjaan yang dibutuhkan, misalnya : untuk pembubutan
kasar, pembubutan permukaan, pembubutan akhir, pengeboran, penguliran dan
lain-lain. Untuk pembubutan diatas diperlukan alat potong yang sesuai dengan
pengerjaannya. Ketahanan alat potong tergantung dari bahan alat potong itu
sendiri dan bentuk sisi potongnya.
A. Sifat alat potong
Idealnya alat potong itu harus mempunyai sifat-sifat sebagai berikut:
a. Tingkat kekerasan yang tinggi (hardness) agar mampu melakukan pemotongan
terhadap benda kerja.
b. Kemampuan untuk mempertahankan kekerasannya pada suhu yang tinggi
(heat resistance).
c. Keuletan/sifat liat yang mampu menahan beban hentakan (toughness)
sehingga ujung alat potong tidak mudah pecah/rompal.
d. Ketahanan aus yang tinggi (wear resistance), sisi potongnya masih tajam dalam
jangka waktu yang lama.
Pada kenyataannya paduan sifat-sifat diatas ini sukar sekali dicapai pada
suatu bahan, karena itu penelitian terhadap bahan alat potong lebih banyak dititik
beratkan pada cara peningkatan kemampuan mempertahankan kekerasan pada
suhu yang tinggi.
B. Bahan Alat Potong
Bahan yang digunakan sebagai alat potong pada mesin bubut adalah:
1). Baja karbon (Plain carbon steel)
Baja karbon mempunyai kandungan 0,5 – 1,5 % karbon. Pada saat sekarang
ini sudah agak jarang dipakai karena kemampuannya yang terbatas.
Pada suhu 250oC kekerasannya berkurang, karena itu hanya dipakai pada
kecepatan rendah, kira-kira 1/3 dari kecepatan potong baja kecepatan tinggi
untuk bahan benda kerja yang sama.
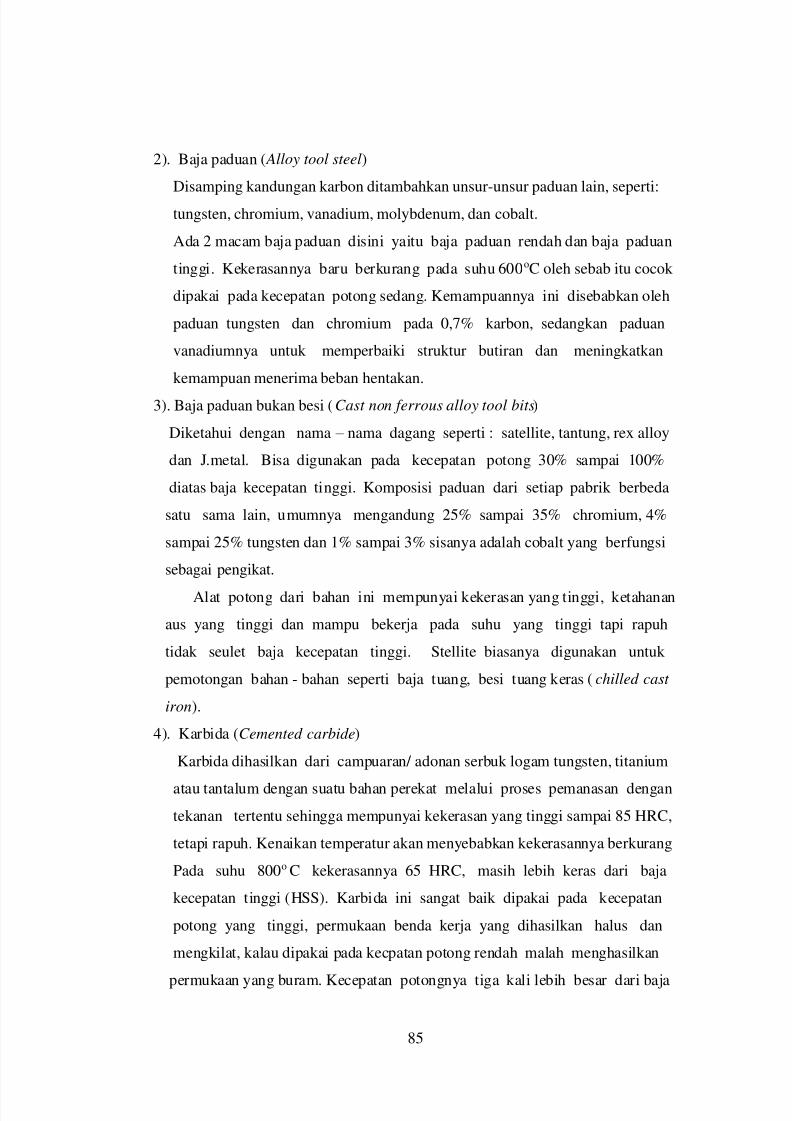
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 106/298
85
2). Baja paduan ( Alloy tool steel)
Disamping kandungan karbon ditambahkan unsur-unsur paduan lain, seperti:
tungsten, chromium, vanadium, molybdenum, dan cobalt.
Ada 2 macam baja paduan disini yaitu baja paduan rendah dan baja paduan
tinggi. Kekerasannya baru berkurang pada suhu 600oC oleh sebab itu cocok
dipakai pada kecepatan potong sedang. Kemampuannya ini disebabkan oleh
paduan tungsten dan chromium pada 0,7% karbon, sedangkan paduan
vanadiumnya untuk memperbaiki struktur butiran dan meningkatkan
kemampuan menerima beban hentakan.
3). Baja paduan bukan besi (Cast non ferrous alloy tool bits)
Diketahui dengan nama – nama dagang seperti : satellite, tantung, rex alloy
dan J.metal. Bisa digunakan pada kecepatan potong 30% sampai 100%
diatas baja kecepatan tinggi. Komposisi paduan dari setiap pabrik berbeda
satu sama lain, umumnya mengandung 25% sampai 35% chromium, 4%
sampai 25% tungsten dan 1% sampai 3% sisanya adalah cobalt yang berfungsi
sebagai pengikat.
Alat potong dari bahan ini mempunyai kekerasan yang tinggi, ketahanan
aus yang tinggi dan mampu bekerja pada suhu yang tinggi tapi rapuh
tidak seulet baja kecepatan tinggi. Stellite biasanya digunakan untuk
pemotongan bahan - bahan seperti baja tuang, besi tuang keras (chilled cast
iron).
4). Karbida (Cemented carbide)
Karbida dihasilkan dari campuaran/ adonan serbuk logam tungsten, titanium
atau tantalum dengan suatu bahan perekat melalui proses pemanasan dengan
tekanan tertentu sehingga mempunyai kekerasan yang tinggi sampai 85 HRC,
tetapi rapuh. Kenaikan temperatur akan menyebabkan kekerasannya berkurang
Pada suhu 800o C kekerasannya 65 HRC, masih lebih keras dari baja
kecepatan tinggi (HSS). Karbida ini sangat baik dipakai pada kecepatan
potong yang tinggi, permukaan benda kerja yang dihasilkan halus dan
mengkilat, kalau dipakai pada kecpatan potong rendah malah menghasilkan
permukaan yang buram. Kecepatan potongnya tiga kali lebih besar dari baja
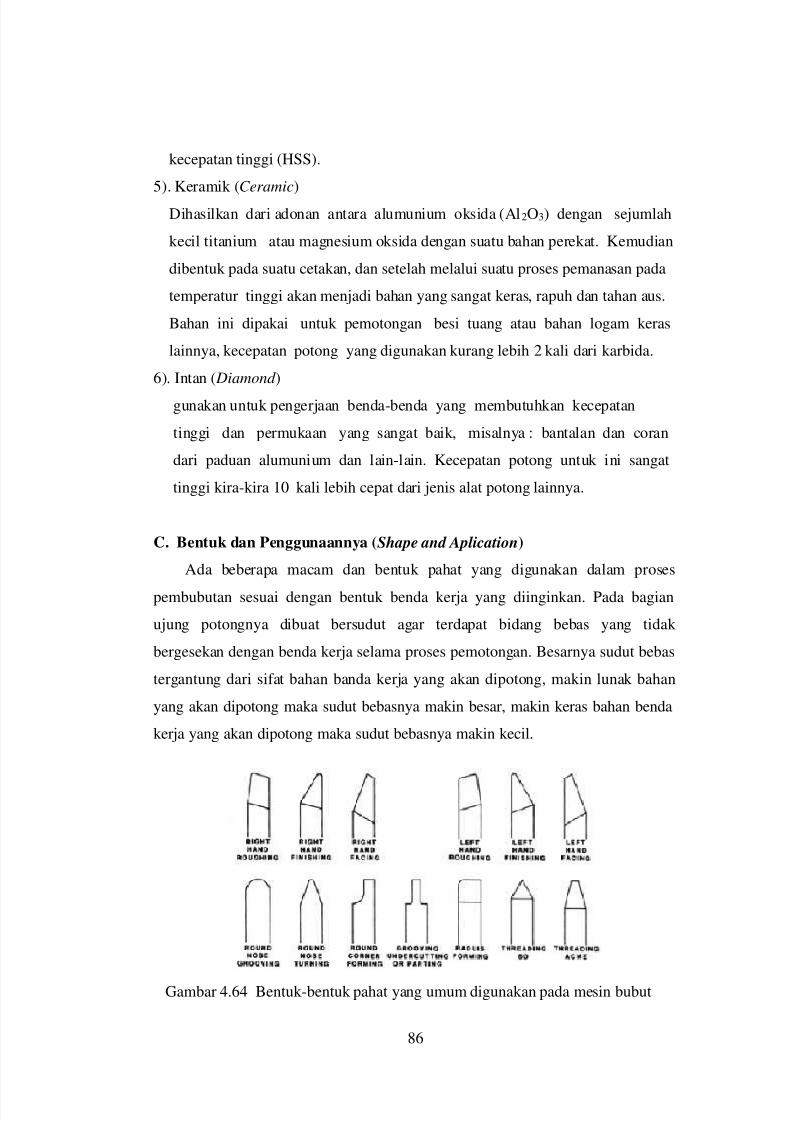
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 107/298
86
kecepatan tinggi (HSS).
5). Keramik (Ceramic)
Dihasilkan dari adonan antara alumunium oksida (Al2O3) dengan sejumlah
kecil titanium atau magnesium oksida dengan suatu bahan perekat. Kemudian
dibentuk pada suatu cetakan, dan setelah melalui suatu proses pemanasan pada
temperatur tinggi akan menjadi bahan yang sangat keras, rapuh dan tahan aus.
Bahan ini dipakai untuk pemotongan besi tuang atau bahan logam keras
lainnya, kecepatan potong yang digunakan kurang lebih 2 kali dari karbida.
6). Intan ( Diamond )
gunakan untuk pengerjaan benda-benda yang membutuhkan kecepatan
tinggi dan permukaan yang sangat baik, misalnya : bantalan dan coran
dari paduan alumunium dan lain-lain. Kecepatan potong untuk ini sangat
tinggi kira-kira 10 kali lebih cepat dari jenis alat potong lainnya.
C. Bentuk dan Penggunaannya (Shape and Aplication)
Ada beberapa macam dan bentuk pahat yang digunakan dalam proses
pembubutan sesuai dengan bentuk benda kerja yang diinginkan. Pada bagian
ujung potongnya dibuat bersudut agar terdapat bidang bebas yang tidak
bergesekan dengan benda kerja selama proses pemotongan. Besarnya sudut bebas
tergantung dari sifat bahan banda kerja yang akan dipotong, makin lunak bahan
yang akan dipotong maka sudut bebasnya makin besar, makin keras bahan benda
kerja yang akan dipotong maka sudut bebasnya makin kecil.
Gambar 4.64 Bentuk-bentuk pahat yang umum digunakan pada mesin bubut
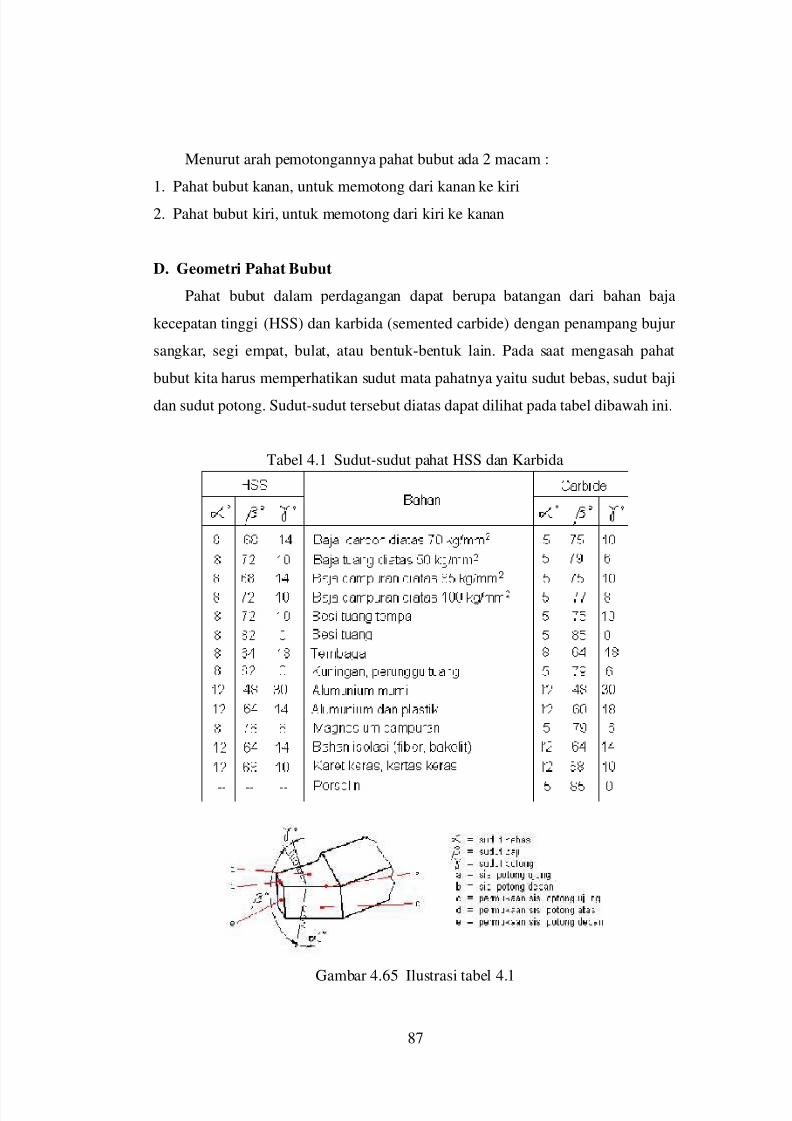
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 108/298
87
Menurut arah pemotongannya pahat bubut ada 2 macam :
1. Pahat bubut kanan, untuk memotong dari kanan ke kiri
2. Pahat bubut kiri, untuk memotong dari kiri ke kanan
D. Geometri Pahat Bubut
Pahat bubut dalam perdagangan dapat berupa batangan dari bahan baja
kecepatan tinggi (HSS) dan karbida (semented carbide) dengan penampang bujur
sangkar, segi empat, bulat, atau bentuk-bentuk lain. Pada saat mengasah pahat
bubut kita harus memperhatikan sudut mata pahatnya yaitu sudut bebas, sudut baji
dan sudut potong. Sudut-sudut tersebut diatas dapat dilihat pada tabel dibawah ini.
Tabel 4.1 Sudut-sudut pahat HSS dan Karbida
Gambar 4.65 Ilustrasi tabel 4.1
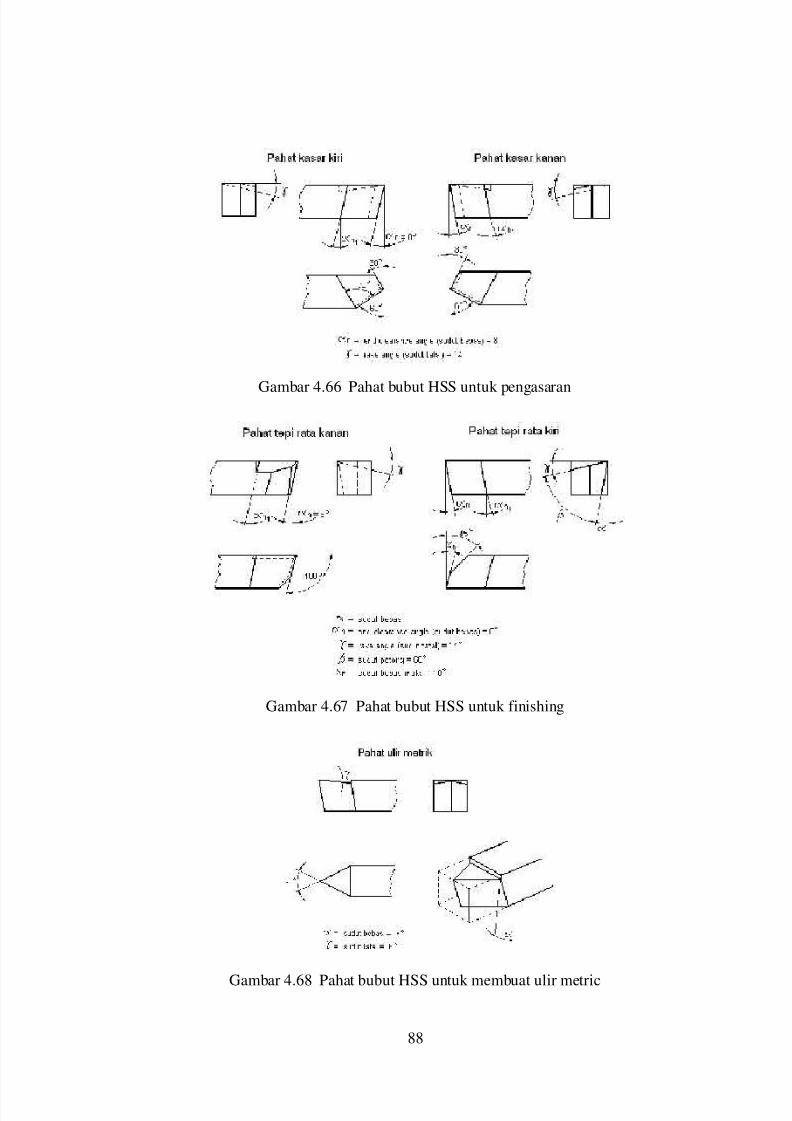
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 109/298
88
Gambar 4.66 Pahat bubut HSS untuk pengasaran
Gambar 4.67 Pahat bubut HSS untuk finishing
Gambar 4.68 Pahat bubut HSS untuk membuat ulir metric

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 110/298
89
Geometri/bentuk pahat bubut terutama tergantung pada bahan benda kerja
dan bahan pahat. Terminologi standarnya ditunjukkan pada gambar-gambar
diatas. Untuk pahat bubut bermata potong tunggal, sudut pahat yang paling pokok
adalah sudut beram (rake angle), sudut bebas (clearance angle), dan sudut sisi
potong (cutting edge angle). Sudut-sudut pahat HSS dibentuk dengan cara diasah
menggunakan mesin gerinda pahat.
Pahat dari HSS biasanya dipilih jika pada proses pemesinan sering terjadi
beban kejut, atau proses pemesinan yang sering dilakukan terputus-putus. Hal
tersebut misalnya membubut benda segi empat menjadi silinder, membubut
bahan benda kerja hasil proses penuangan atau membubut eksentris.
Pahat dari karbida (carbide) biasanya dalam bentuk insert dibagi dalam dua
kelompok tergantung penggunaannya. Bila digunakan untuk benda kerja besi
tuang yang tidak liat dinamakan cast iron cutting grade . Pahat jenis ini diberi
kode huruf K (atau C1 sampai C4) dan kode warna merah. Apabila digunakan
untuk menyayat baja yang liat dinamakan steel cutting grade. Pahat jenis ini
diberi kode huruf P (atau C5 sampai C8) dan kode warna biru. Selain kedua jenis
tersebut ada pahat karbida yang diberi kode huruf M dan kode warna kuning.
Pahat karbida ini digunakan untuk menyayat berbagai jenis baja, besi tuang dan
non ferro yang mempunyai sifat mampu mesin yang baik. Contoh pahat karbida
untuk menyayat berbagai bahan dapat dilihat pada table 4.2.
Gambar 4.69 Pahat bubut sisipan (insert carbide)
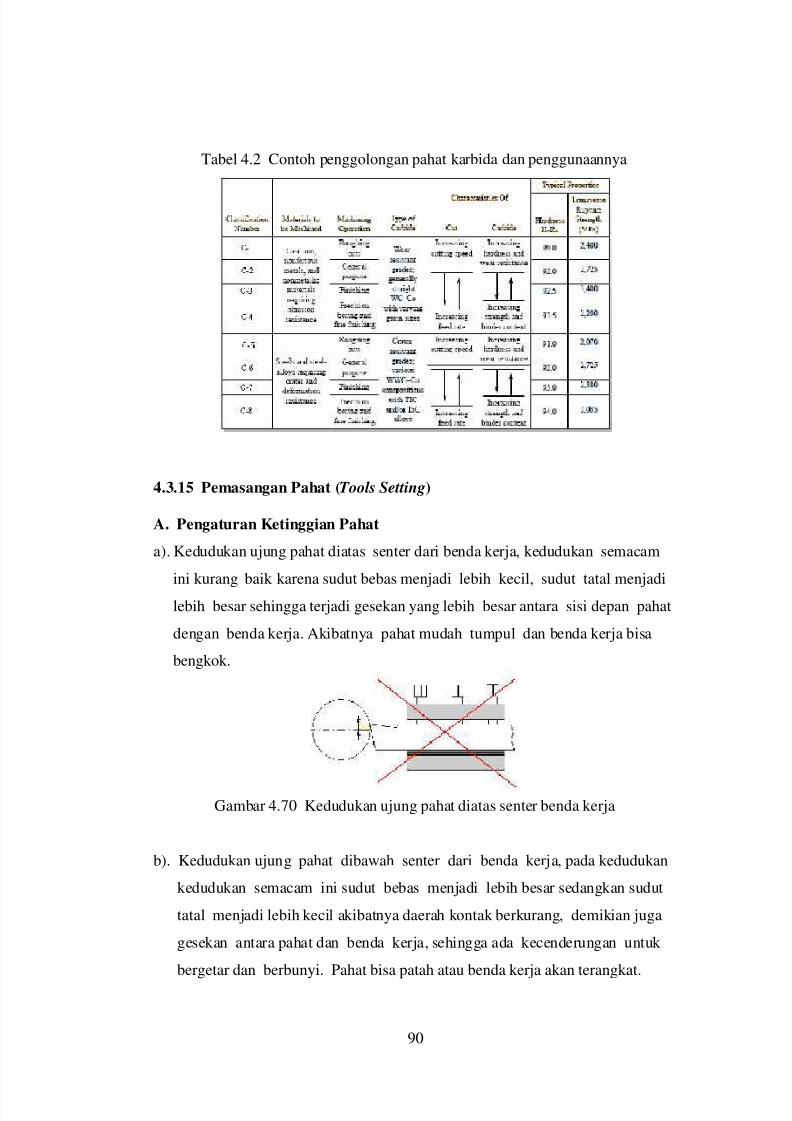
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 111/298
90
Tabel 4.2 Contoh penggolongan pahat karbida dan penggunaannya
4.3.15 Pemasangan Pahat (Tools Setting)
A. Pengaturan Ketinggian Pahat
a). Kedudukan ujung pahat diatas senter dari benda kerja, kedudukan semacam
ini kurang baik karena sudut bebas menjadi lebih kecil, sudut tatal menjadi
lebih besar sehingga terjadi gesekan yang lebih besar antara sisi depan pahat
dengan benda kerja. Akibatnya pahat mudah tumpul dan benda kerja bisa
bengkok.
Gambar 4.70 Kedudukan ujung pahat diatas senter benda kerja
b). Kedudukan ujung pahat dibawah senter dari benda kerja, pada kedudukan
kedudukan semacam ini sudut bebas menjadi lebih besar sedangkan sudut
tatal menjadi lebih kecil akibatnya daerah kontak berkurang, demikian juga
gesekan antara pahat dan benda kerja, sehingga ada kecenderungan untuk
bergetar dan berbunyi. Pahat bisa patah atau benda kerja akan terangkat.
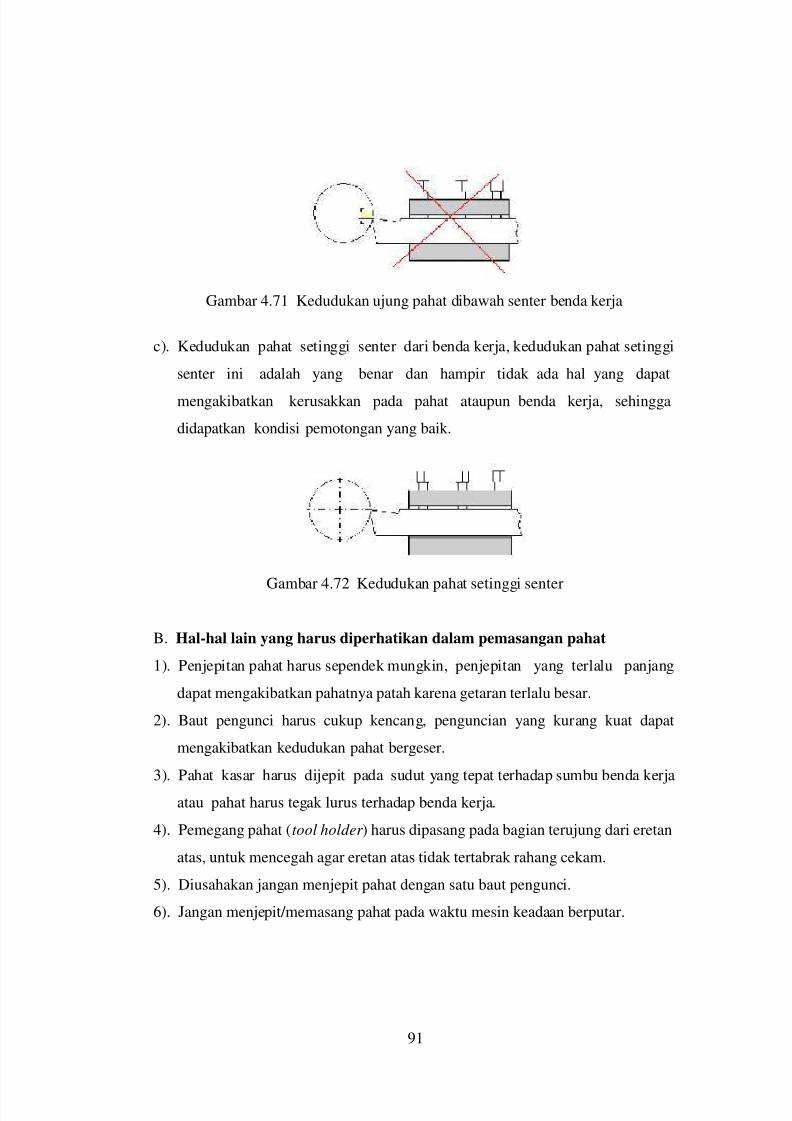
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 112/298
91
Gambar 4.71 Kedudukan ujung pahat dibawah senter benda kerja
c). Kedudukan pahat setinggi senter dari benda kerja, kedudukan pahat setinggi
senter ini adalah yang benar dan hampir tidak ada hal yang dapat
mengakibatkan kerusakkan pada pahat ataupun benda kerja, sehingga
didapatkan kondisi pemotongan yang baik.
Gambar 4.72 Kedudukan pahat setinggi senter
B. Hal-hal lain yang harus diperhatikan dalam pemasangan pahat
1). Penjepitan pahat harus sependek mungkin, penjepitan yang terlalu panjang
dapat mengakibatkan pahatnya patah karena getaran terlalu besar.
2). Baut pengunci harus cukup kencang, penguncian yang kurang kuat dapat
mengakibatkan kedudukan pahat bergeser.
3). Pahat kasar harus dijepit pada sudut yang tepat terhadap sumbu benda kerja
atau pahat harus tegak lurus terhadap benda kerja.
4). Pemegang pahat (tool holder ) harus dipasang pada bagian terujung dari eretan
atas, untuk mencegah agar eretan atas tidak tertabrak rahang cekam.
5). Diusahakan jangan menjepit pahat dengan satu baut pengunci.
6). Jangan menjepit/memasang pahat pada waktu mesin keadaan berputar.
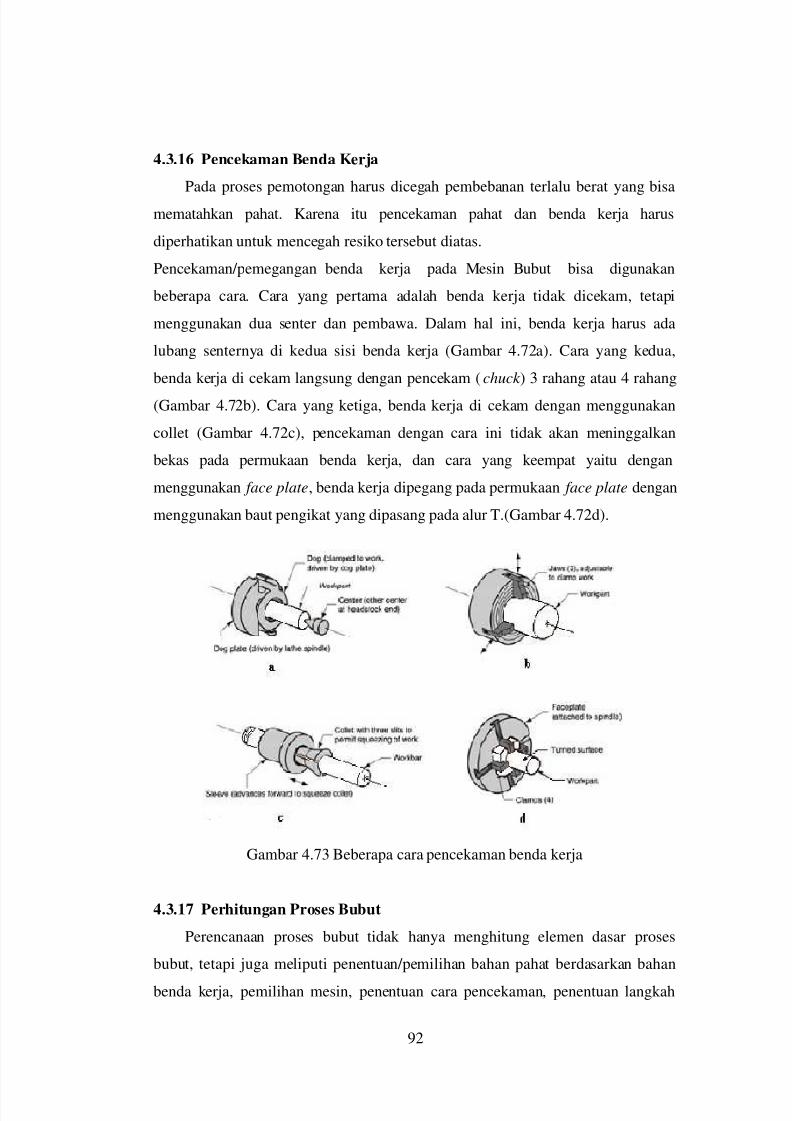
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 113/298
92
4.3.16 Pencekaman Benda Kerja
Pada proses pemotongan harus dicegah pembebanan terlalu berat yang bisa
mematahkan pahat. Karena itu pencekaman pahat dan benda kerja harus
diperhatikan untuk mencegah resiko tersebut diatas.
Pencekaman/pemegangan benda kerja pada Mesin Bubut bisa digunakan
beberapa cara. Cara yang pertama adalah benda kerja tidak dicekam, tetapi
menggunakan dua senter dan pembawa. Dalam hal ini, benda kerja harus ada
lubang senternya di kedua sisi benda kerja (Gambar 4.72a). Cara yang kedua,
benda kerja di cekam langsung dengan pencekam (chuck ) 3 rahang atau 4 rahang
(Gambar 4.72b). Cara yang ketiga, benda kerja di cekam dengan menggunakan
collet (Gambar 4.72c), pencekaman dengan cara ini tidak akan meninggalkan
bekas pada permukaan benda kerja, dan cara yang keempat yaitu dengan
menggunakan face plate, benda kerja dipegang pada permukaan face plate dengan
menggunakan baut pengikat yang dipasang pada alur T.(Gambar 4.72d).
Gambar 4.73 Beberapa cara pencekaman benda kerja
4.3.17 Perhitungan Proses Bubut
Perencanaan proses bubut tidak hanya menghitung elemen dasar proses
bubut, tetapi juga meliputi penentuan/pemilihan bahan pahat berdasarkan bahan
benda kerja, pemilihan mesin, penentuan cara pencekaman, penentuan langkah
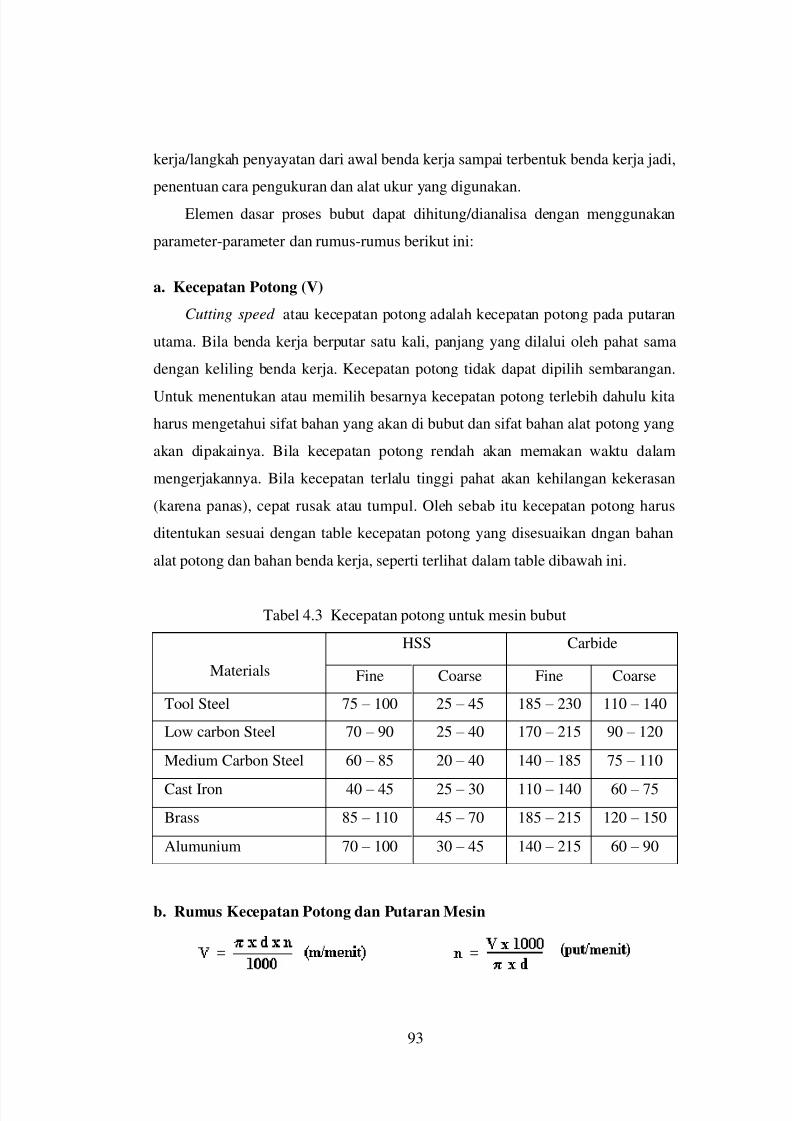
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 114/298
93
kerja/langkah penyayatan dari awal benda kerja sampai terbentuk benda kerja jadi,
penentuan cara pengukuran dan alat ukur yang digunakan.
Elemen dasar proses bubut dapat dihitung/dianalisa dengan menggunakan
parameter-parameter dan rumus-rumus berikut ini:
a. Kecepatan Potong (V)
Cutting speed atau kecepatan potong adalah kecepatan potong pada putaran
utama. Bila benda kerja berputar satu kali, panjang yang dilalui oleh pahat sama
dengan keliling benda kerja. Kecepatan potong tidak dapat dipilih sembarangan.
Untuk menentukan atau memilih besarnya kecepatan potong terlebih dahulu kita
harus mengetahui sifat bahan yang akan di bubut dan sifat bahan alat potong yang
akan dipakainya. Bila kecepatan potong rendah akan memakan waktu dalam
mengerjakannya. Bila kecepatan terlalu tinggi pahat akan kehilangan kekerasan
(karena panas), cepat rusak atau tumpul. Oleh sebab itu kecepatan potong harus
ditentukan sesuai dengan table kecepatan potong yang disesuaikan dngan bahan
alat potong dan bahan benda kerja, seperti terlihat dalam table dibawah ini.
Tabel 4.3 Kecepatan potong untuk mesin bubut
Materials
HSS Carbide
Fine Coarse Fine Coarse
Tool Steel 75 – 100 25 – 45 185 – 230 110 – 140
Low carbon Steel 70 – 90 25 – 40 170 – 215 90 – 120
Medium Carbon Steel 60 – 85 20 – 40 140 – 185 75 – 110
Cast Iron 40 – 45 25 – 30 110 – 140 60 – 75
Brass 85 – 110 45 – 70 185 – 215 120 – 150
Alumunium 70 – 100 30 – 45 140 – 215 60 – 90
b. Rumus Kecepatan Potong dan Putaran Mesin
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 115/298
94
Dimana :
V = Kecepatan potong (Cutting speed) …… (m/menit)
d = Diameter benda kerja ………………… (mm)
n = Jumlah putaran ……………………….. (put/menit)
π = 3,14
c. Kedalaman Pemotongan ( Depth of Cut)
Kedalaman pemotongan adalah dalamnya masuk alat potong menuju sumbu
benda. Dalam proses pembubutan depth of cut dapat diukur dengan menggunakan
persamaan :
4.3.18 Waktu Pengerjaan ( Machining Time)
Yang dimaksud dengan waktu pengerjaan disini adalah durasi waktu
(lamanya waktu) yang digunakan untuk menyelesaikan pekerjaan, durasi ini
sangat penting diperhatikan sehubungan dengan efisiensi pengerjaan.
a. Kecepatan pemakanan/asutan ( feeding)
Kecepatan pemakanan/asutan ( feeding) disingkat f adalah jarak tempuh gerak
maju pisau/benda kerja dalam satuan millimeter permenit atau feet permenit.
Pada mesin bubut kecepatan pemakanan (f) adalah gerak maju alat potong dalam
satu putaran benda kerja (mm/putaran)
Besarnya kecepatan pemakanan dipengaruhi oleh:- Jenis bahan pahat yang digunakan
- Jenis pekerjaan yang dilakukan, misalnya membubut rata, mengulir, memotong
atau mengkartel dan lain-lain.
- Menggunakan pendinginan atau tidak
- Jenis bahan yang akan dibubut, misalnya besi, baja, baja tahan karat (stainless
steel), atau bahan-bahan non fero lainnya
- Kedalaman pemakanan
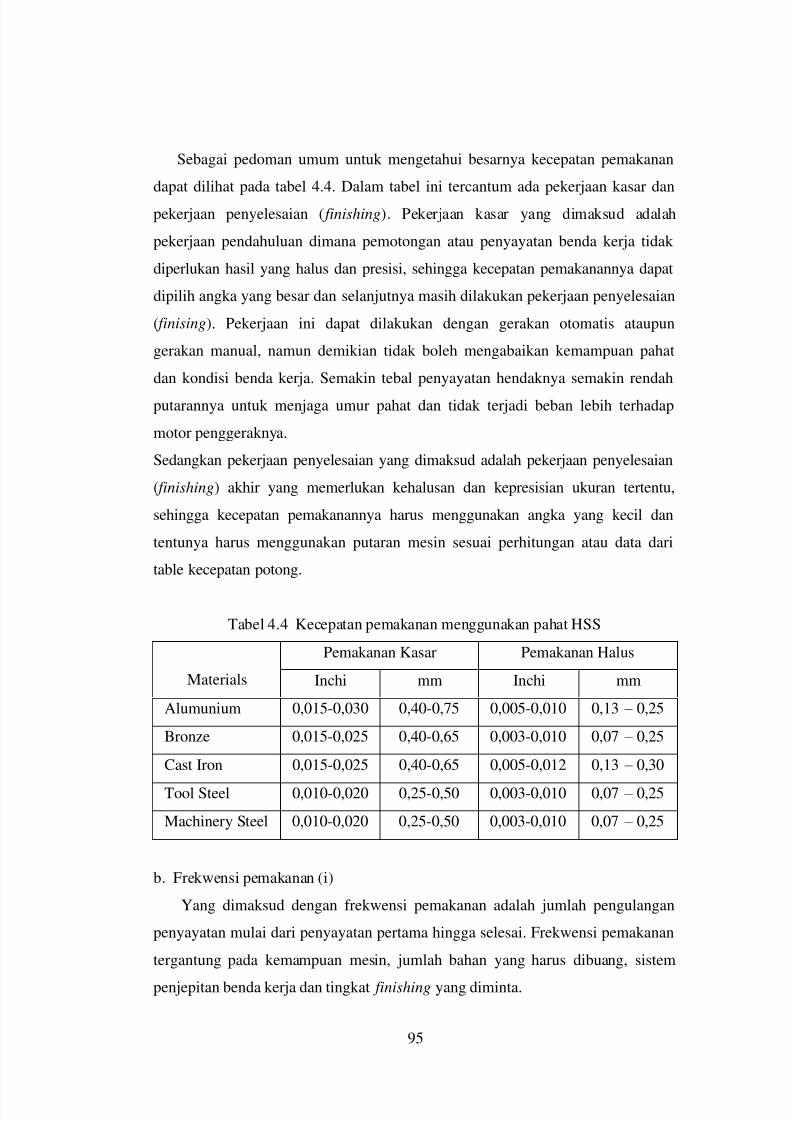
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 116/298
95
Sebagai pedoman umum untuk mengetahui besarnya kecepatan pemakanan
dapat dilihat pada tabel 4.4. Dalam tabel ini tercantum ada pekerjaan kasar dan
pekerjaan penyelesaian ( finishing). Pekerjaan kasar yang dimaksud adalah
pekerjaan pendahuluan dimana pemotongan atau penyayatan benda kerja tidak
diperlukan hasil yang halus dan presisi, sehingga kecepatan pemakanannya dapat
dipilih angka yang besar dan selanjutnya masih dilakukan pekerjaan penyelesaian
( finising). Pekerjaan ini dapat dilakukan dengan gerakan otomatis ataupun
gerakan manual, namun demikian tidak boleh mengabaikan kemampuan pahat
dan kondisi benda kerja. Semakin tebal penyayatan hendaknya semakin rendah
putarannya untuk menjaga umur pahat dan tidak terjadi beban lebih terhadap
motor penggeraknya.
Sedangkan pekerjaan penyelesaian yang dimaksud adalah pekerjaan penyelesaian
( finishing) akhir yang memerlukan kehalusan dan kepresisian ukuran tertentu,
sehingga kecepatan pemakanannya harus menggunakan angka yang kecil dan
tentunya harus menggunakan putaran mesin sesuai perhitungan atau data dari
table kecepatan potong.
Tabel 4.4 Kecepatan pemakanan menggunakan pahat HSS
Materials
Pemakanan Kasar Pemakanan Halus
Inchi mm Inchi mm
Alumunium 0,015-0,030 0,40-0,75 0,005-0,010 0,13 – 0,25
Bronze 0,015-0,025 0,40-0,65 0,003-0,010 0,07 – 0,25
Cast Iron 0,015-0,025 0,40-0,65 0,005-0,012 0,13 – 0,30
Tool Steel 0,010-0,020 0,25-0,50 0,003-0,010 0,07 – 0,25
Machinery Steel 0,010-0,020 0,25-0,50 0,003-0,010 0,07 – 0,25
b. Frekwensi pemakanan (i)
Yang dimaksud dengan frekwensi pemakanan adalah jumlah pengulangan
penyayatan mulai dari penyayatan pertama hingga selesai. Frekwensi pemakanan
tergantung pada kemampuan mesin, jumlah bahan yang harus dibuang, sistem
penjepitan benda kerja dan tingkat finishing yang diminta.
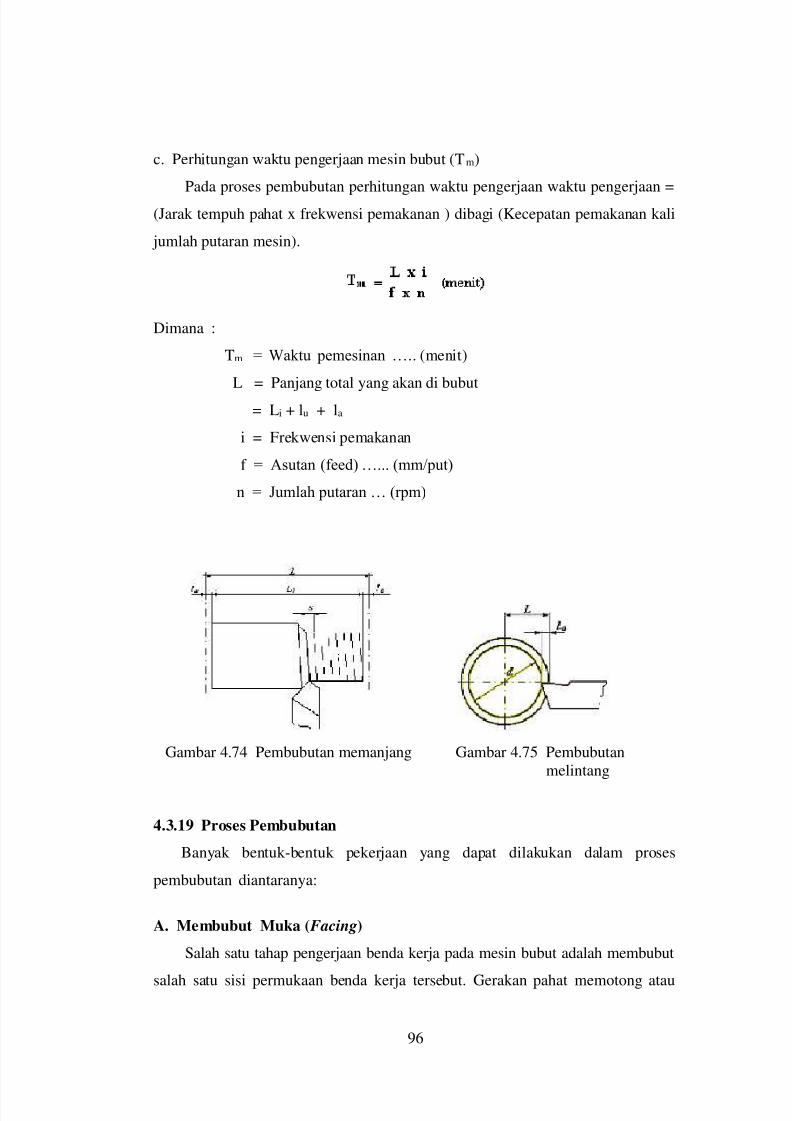
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 117/298
96
c. Perhitungan waktu pengerjaan mesin bubut (Tm)
Pada proses pembubutan perhitungan waktu pengerjaan waktu pengerjaan =
(Jarak tempuh pahat x frekwensi pemakanan ) dibagi (Kecepatan pemakanan kali
jumlah putaran mesin).
Dimana :
Tm = Waktu pemesinan ….. (menit)
L = Panjang total yang akan di bubut
= Li + lu + la
i = Frekwensi pemakanan
f = Asutan (feed) …... (mm/put)
n = Jumlah putaran … (rpm)
Gambar 4.74 Pembubutan memanjang Gambar 4.75 Pembubutanmelintang
4.3.19 Proses Pembubutan
Banyak bentuk-bentuk pekerjaan yang dapat dilakukan dalam proses
pembubutan diantaranya:
A. Membubut Muka ( Facing)
Salah satu tahap pengerjaan benda kerja pada mesin bubut adalah membubut
salah satu sisi permukaan benda kerja tersebut. Gerakan pahat memotong atau
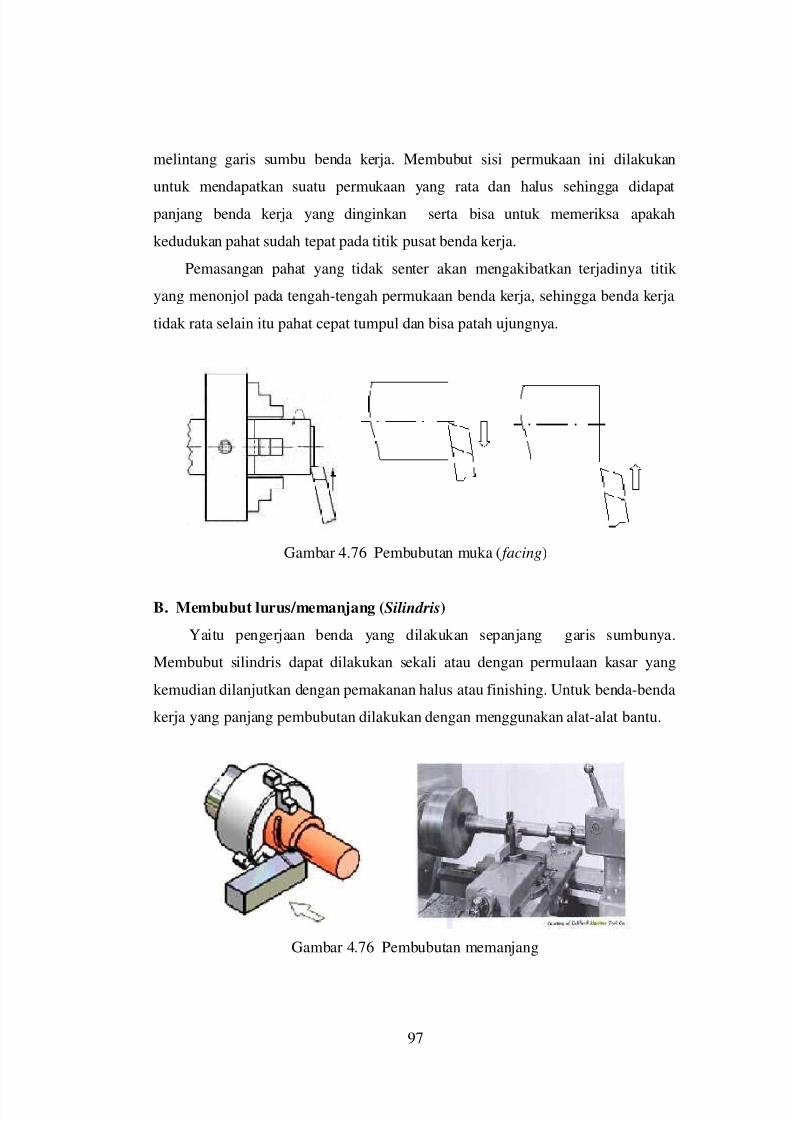
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 118/298
97
melintang garis sumbu benda kerja. Membubut sisi permukaan ini dilakukan
untuk mendapatkan suatu permukaan yang rata dan halus sehingga didapat
panjang benda kerja yang dinginkan serta bisa untuk memeriksa apakah
kedudukan pahat sudah tepat pada titik pusat benda kerja.
Pemasangan pahat yang tidak senter akan mengakibatkan terjadinya titik
yang menonjol pada tengah-tengah permukaan benda kerja, sehingga benda kerja
tidak rata selain itu pahat cepat tumpul dan bisa patah ujungnya.
Gambar 4.76 Pembubutan muka ( facing)
B. Membubut lurus/memanjang (Silindris)
Yaitu pengerjaan benda yang dilakukan sepanjang garis sumbunya.
Membubut silindris dapat dilakukan sekali atau dengan permulaan kasar yang
kemudian dilanjutkan dengan pemakanan halus atau finishing. Untuk benda-benda
kerja yang panjang pembubutan dilakukan dengan menggunakan alat-alat bantu.
Gambar 4.76 Pembubutan memanjang
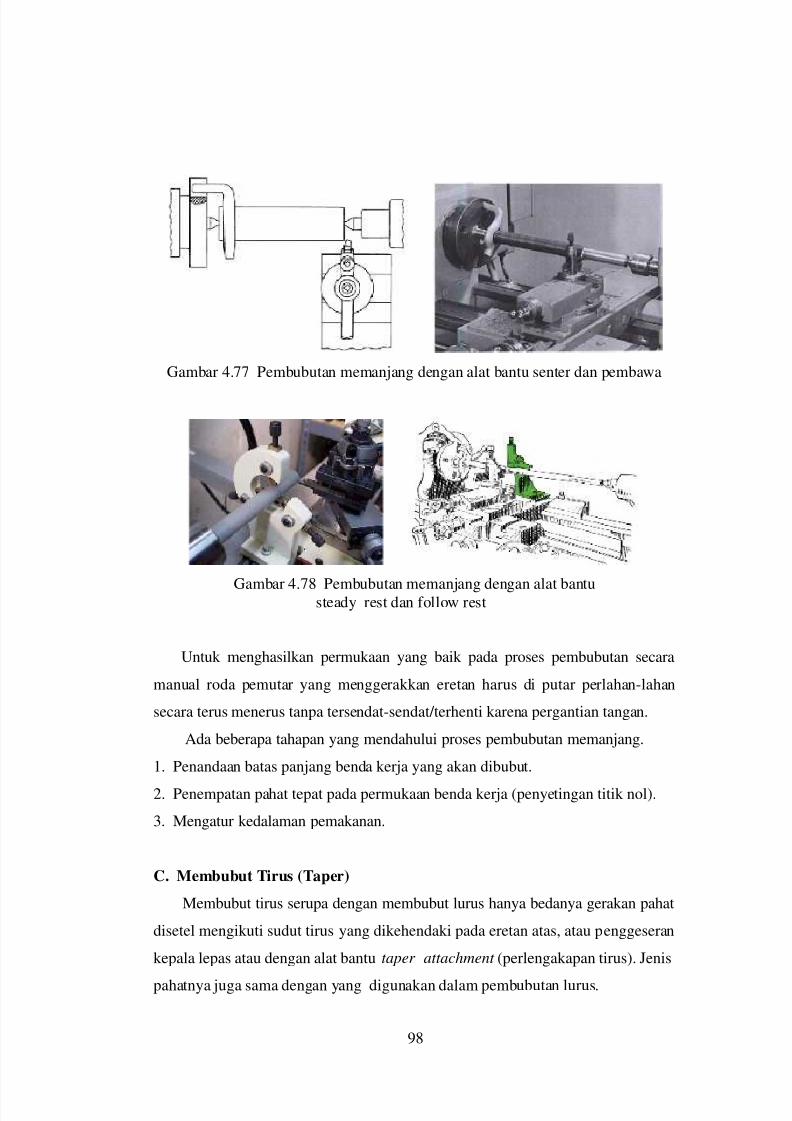
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 119/298
98
Gambar 4.77 Pembubutan memanjang dengan alat bantu senter dan pembawa
Gambar 4.78 Pembubutan memanjang dengan alat bantusteady rest dan follow rest
Untuk menghasilkan permukaan yang baik pada proses pembubutan secara
manual roda pemutar yang menggerakkan eretan harus di putar perlahan-lahan
secara terus menerus tanpa tersendat-sendat/terhenti karena pergantian tangan.
Ada beberapa tahapan yang mendahului proses pembubutan memanjang.
1. Penandaan batas panjang benda kerja yang akan dibubut.
2. Penempatan pahat tepat pada permukaan benda kerja (penyetingan titik nol).
3. Mengatur kedalaman pemakanan.
C. Membubut Tirus (Taper)
Membubut tirus serupa dengan membubut lurus hanya bedanya gerakan pahat
disetel mengikuti sudut tirus yang dikehendaki pada eretan atas, atau penggeseran
kepala lepas atau dengan alat bantu taper attachment (perlengakapan tirus). Jenis
pahatnya juga sama dengan yang digunakan dalam pembubutan lurus.
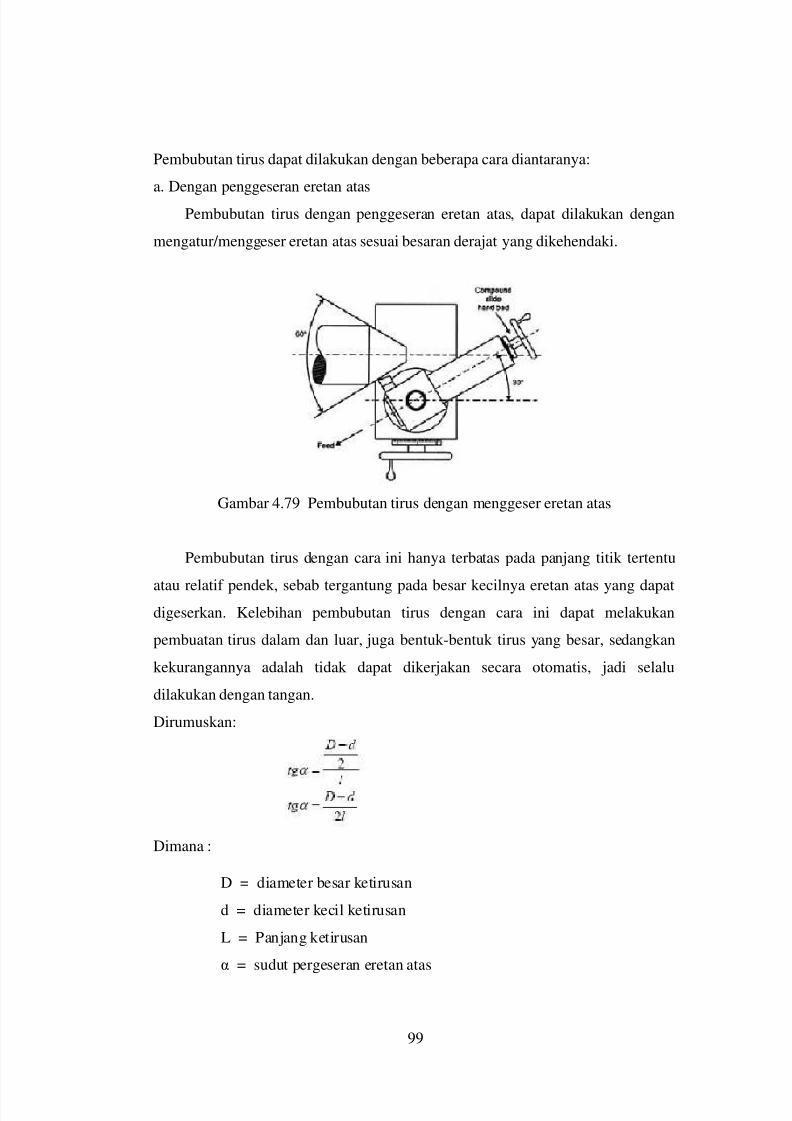
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 120/298
99
Pembubutan tirus dapat dilakukan dengan beberapa cara diantaranya:
a. Dengan penggeseran eretan atas
Pembubutan tirus dengan penggeseran eretan atas, dapat dilakukan dengan
mengatur/menggeser eretan atas sesuai besaran derajat yang dikehendaki.
Gambar 4.79 Pembubutan tirus dengan menggeser eretan atas
Pembubutan tirus dengan cara ini hanya terbatas pada panjang titik tertentu
atau relatif pendek, sebab tergantung pada besar kecilnya eretan atas yang dapatdigeserkan. Kelebihan pembubutan tirus dengan cara ini dapat melakukan
pembuatan tirus dalam dan luar, juga bentuk-bentuk tirus yang besar, sedangkan
kekurangannya adalah tidak dapat dikerjakan secara otomatis, jadi selalu
dilakukan dengan tangan.
Dirumuskan:
Dimana :
D = diameter besar ketirusan
d = diameter kecil ketirusan
L = Panjang ketirusan
α = sudut pergeseran eretan atas

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 121/298
100
Contoh :
Dalam pembubutan tirus diketahui, D = 50 mm ; d = 34 mm, panjang
ketirusan l = 60 mm. Jadi penggeseran eretan atasnya adalah :
Jadi eretan harus digeser sebesar α = 7° 37”
b. Dengan Penggeseran Kepala Lepas
Pembubutan tirus dengan penggeseran eretan atas hanya dapat dilakukan
untuk pembubutan bagian tirus luar saja dan kelebihannya dapat melakukan
pembubutan tirus yang panjang dengan perbandingan ketirusan yang kecil
(terbatas). Cara penyayatannya dapat dilakukan secara manual dengan tangan dan
otomatis.
Gambar 4.80 Pembubutan tirus diantara 2 center
Berdasarkan gambar di atas pembubutan tirus dengan penggeseran kepala
lepas/ offset (X) dapat dihitung dengan rumus:
Dimana :
X = Jarak pengeseran kepala lepas
D = Diameter tirus terbesar
d = Diameter tirus kecil
L = Panjang benda kerja total
l = Panjang tirus yang dibubut (tirus efektif)
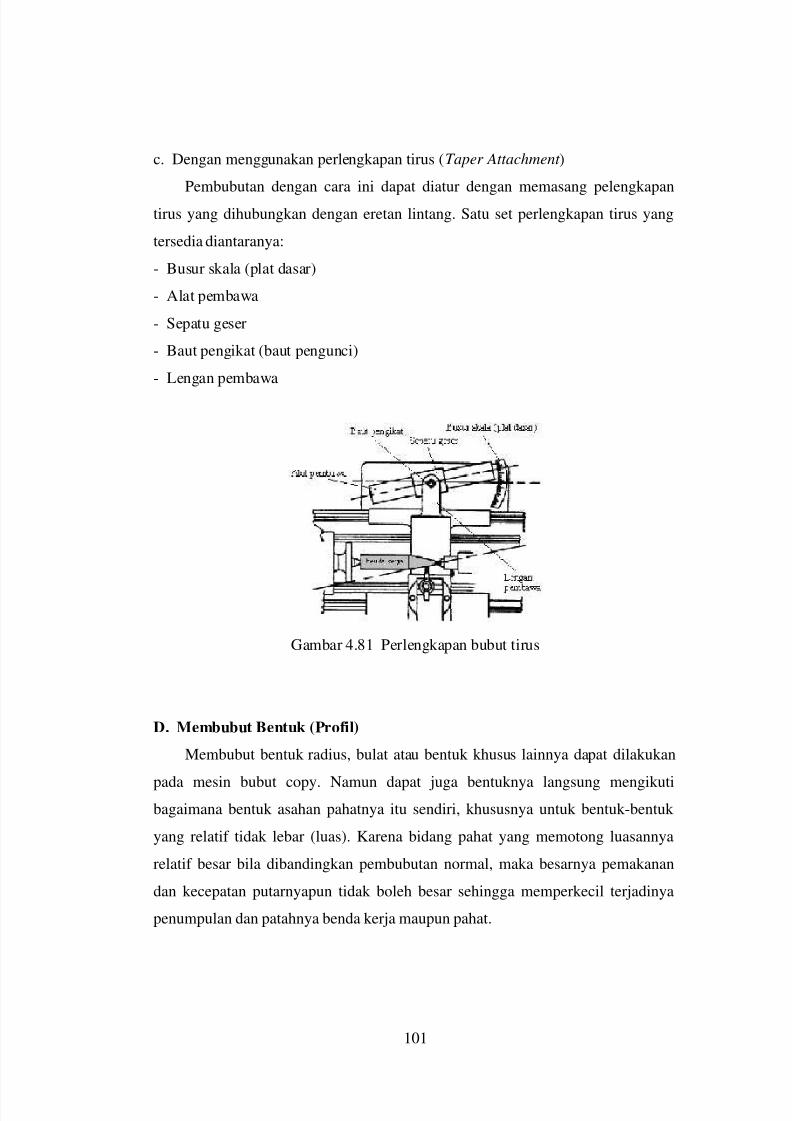
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 122/298
101
c. Dengan menggunakan perlengkapan tirus (Taper Attachment )
Pembubutan dengan cara ini dapat diatur dengan memasang pelengkapan
tirus yang dihubungkan dengan eretan lintang. Satu set perlengkapan tirus yang
tersedia diantaranya:
- Busur skala (plat dasar)
- Alat pembawa
- Sepatu geser
- Baut pengikat (baut pengunci)
- Lengan pembawa
Gambar 4.81 Perlengkapan bubut tirus
D. Membubut Bentuk (Profil)
Membubut bentuk radius, bulat atau bentuk khusus lainnya dapat dilakukan
pada mesin bubut copy. Namun dapat juga bentuknya langsung mengikutibagaimana bentuk asahan pahatnya itu sendiri, khususnya untuk bentuk-bentuk
yang relatif tidak lebar (luas). Karena bidang pahat yang memotong luasannya
relatif besar bila dibandingkan pembubutan normal, maka besarnya pemakanan
dan kecepatan putarnyapun tidak boleh besar sehingga memperkecil terjadinya
penumpulan dan patahnya benda kerja maupun pahat.
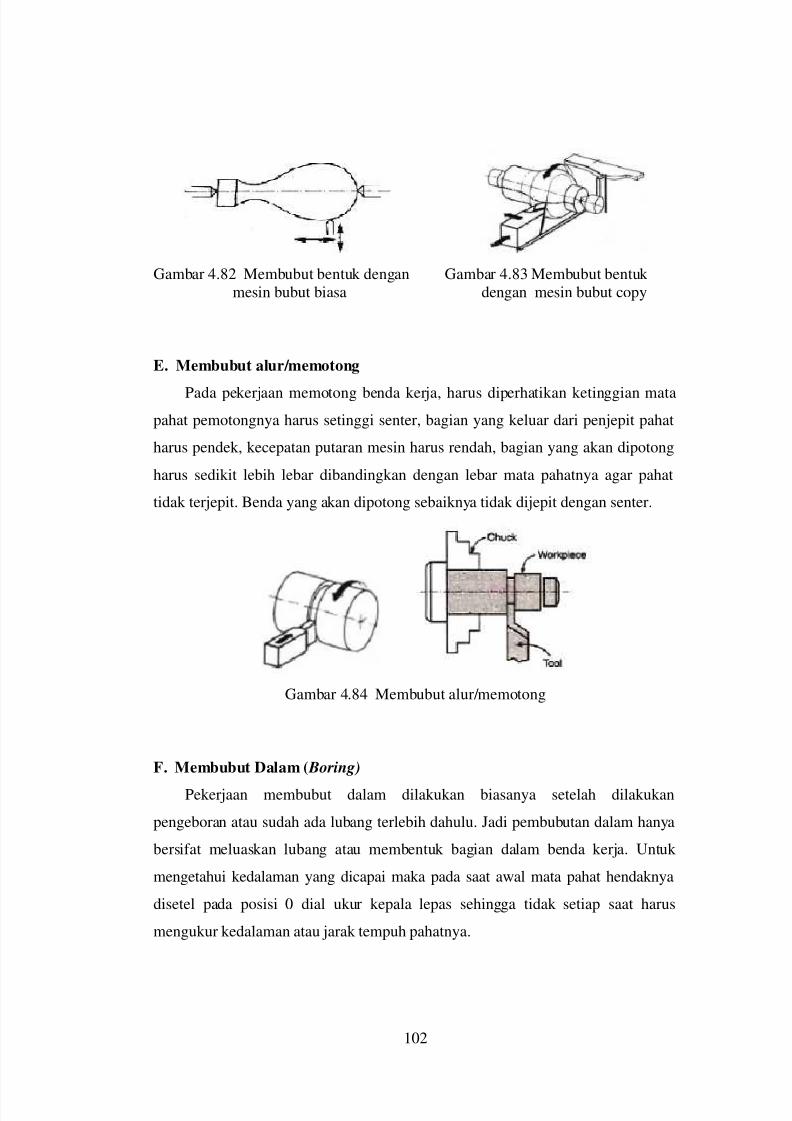
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 123/298
102
Gambar 4.82 Membubut bentuk dengan Gambar 4.83 Membubut bentuk mesin bubut biasa dengan mesin bubut copy
E. Membubut alur/memotong
Pada pekerjaan memotong benda kerja, harus diperhatikan ketinggian mata
pahat pemotongnya harus setinggi senter, bagian yang keluar dari penjepit pahat
harus pendek, kecepatan putaran mesin harus rendah, bagian yang akan dipotong
harus sedikit lebih lebar dibandingkan dengan lebar mata pahatnya agar pahat
tidak terjepit. Benda yang akan dipotong sebaiknya tidak dijepit dengan senter.
Gambar 4.84 Membubut alur/memotong
F. Membubut Dalam ( Boring)
Pekerjaan membubut dalam dilakukan biasanya setelah dilakukan
pengeboran atau sudah ada lubang terlebih dahulu. Jadi pembubutan dalam hanya
bersifat meluaskan lubang atau membentuk bagian dalam benda kerja. Untuk
mengetahui kedalaman yang dicapai maka pada saat awal mata pahat hendaknya
disetel pada posisi 0 dial ukur kepala lepas sehingga tidak setiap saat harus
mengukur kedalaman atau jarak tempuh pahatnya.
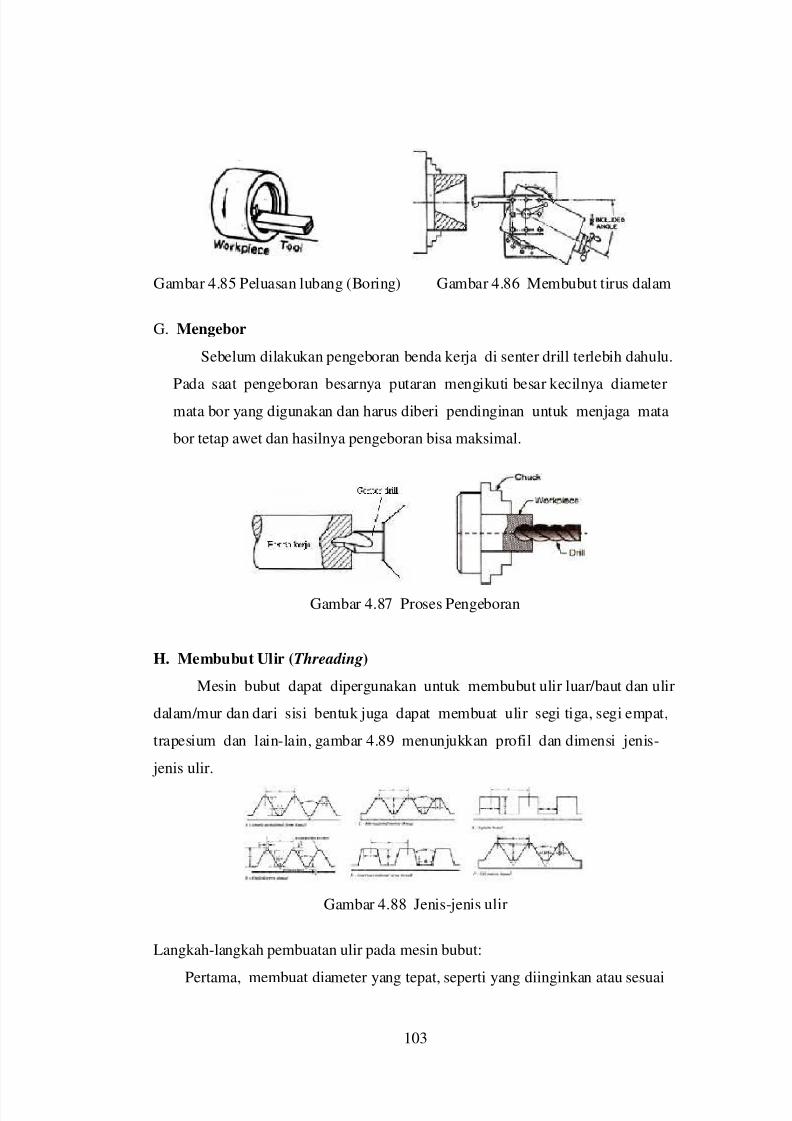
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 124/298
103
Gambar 4.85 Peluasan lubang (Boring) Gambar 4.86 Membubut tirus dalam
G. Mengebor
Sebelum dilakukan pengeboran benda kerja di senter drill terlebih dahulu.
Pada saat pengeboran besarnya putaran mengikuti besar kecilnya diameter
mata bor yang digunakan dan harus diberi pendinginan untuk menjaga mata
bor tetap awet dan hasilnya pengeboran bisa maksimal.
Gambar 4.87 Proses Pengeboran
H. Membubut Ulir (Threading)
Mesin bubut dapat dipergunakan untuk membubut ulir luar/baut dan ulir
dalam/mur dan dari sisi bentuk juga dapat membuat ulir segi tiga, segi empat,
trapesium dan lain-lain, gambar 4.89 menunjukkan profil dan dimensi jenis-
jenis ulir.
Gambar 4.88 Jenis-jenis ulir
Langkah-langkah pembuatan ulir pada mesin bubut:
Pertama, membuat diameter yang tepat, seperti yang diinginkan atau sesuai
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 125/298
104
mur yang akan dipasangkan. Pada bagian akhir, kita membuat alur untuk
pembebas pahat atau sering disebut undercut.
Gambar 4.89 Membuat alur
Kedua, tentukan posisi roda gigi yang sesuai dengan kisar/pitch/gang dari
ulir yang akan dibuat. Perhatikan tabel pada mesin bubut kalau-kalau kita perlu
melakukan pergantian roda gigi. Kalau posisi gear dan tuas-tuas pengaturnya
sudah sesuai bisa dilanjutkan dengan langkah selanjutnya.
Ketiga, persiapkan pahat bubut ulirnya. Bentuknya harus sesuai dengan ulir
yang akan dibuat, untuk ulir metrik memiliki sudut 60 derajat, sedangkan ulir
withworth 55 derajat. Bila perlu gunakan mal pahat ulir, kemudian atur ketinggian
pahat ulir setinggi senter dan posisi pahat ulir harus tegak lurus terhadap sumbu
benda kerja dengan menggunakan mal ulir seperti pada gambar dibawah ini.
Gambar 4.90 Mal ulir metrik
Keempat, atur putaran spindle pada kecepatan yang sesuai dengan kondisi
bahan benda kerja rata-rata 100 rpm. Selanjutnya kita mulai menghidupkan
mesin dan menekan tuas otomatis ulir dan memulai proses pemakanan. Hal-hal
yang perlu diperhatikan adalah jangan melepas tuas ini sebelum proses pembuatan
ulir selesai.
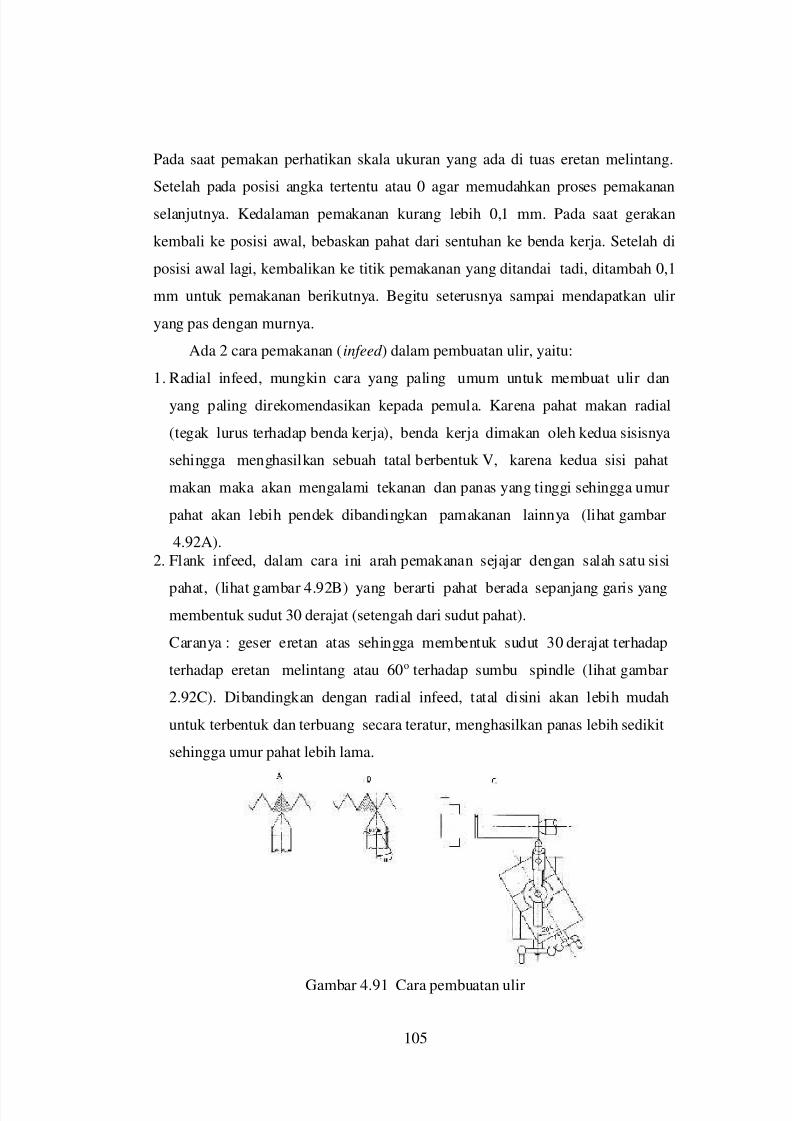
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 126/298
105
Pada saat pemakan perhatikan skala ukuran yang ada di tuas eretan melintang.
Setelah pada posisi angka tertentu atau 0 agar memudahkan proses pemakanan
selanjutnya. Kedalaman pemakanan kurang lebih 0,1 mm. Pada saat gerakan
kembali ke posisi awal, bebaskan pahat dari sentuhan ke benda kerja. Setelah di
posisi awal lagi, kembalikan ke titik pemakanan yang ditandai tadi, ditambah 0,1
mm untuk pemakanan berikutnya. Begitu seterusnya sampai mendapatkan ulir
yang pas dengan murnya.
Ada 2 cara pemakanan (infeed ) dalam pembuatan ulir, yaitu:
1. Radial infeed, mungkin cara yang paling umum untuk membuat ulir dan
yang paling direkomendasikan kepada pemula. Karena pahat makan radial
(tegak lurus terhadap benda kerja), benda kerja dimakan oleh kedua sisisnya
sehingga menghasilkan sebuah tatal berbentuk V, karena kedua sisi pahat
makan maka akan mengalami tekanan dan panas yang tinggi sehingga umur
pahat akan lebih pendek dibandingkan pamakanan lainnya (lihat gambar
4.92A).2. Flank infeed, dalam cara ini arah pemakanan sejajar dengan salah satu sisi
pahat, (lihat gambar 4.92B) yang berarti pahat berada sepanjang garis yang
membentuk sudut 30 derajat (setengah dari sudut pahat).
Caranya : geser eretan atas sehingga membentuk sudut 30 derajat terhadap
terhadap eretan melintang atau 60o terhadap sumbu spindle (lihat gambar
2.92C). Dibandingkan dengan radial infeed, tatal disini akan lebih mudah
untuk terbentuk dan terbuang secara teratur, menghasilkan panas lebih sedikit
sehingga umur pahat lebih lama.
Gambar 4.91 Cara pembuatan ulir

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 127/298
106
4.3.20 Pengkartelan ( Knurling)
Pengartelan adalah suatu proses untuk mencetak suatu pola pada permukan
silindris dengan cara menekan benda kerja berputar dengan alat kartel.
Pola ini ada yang berupa garis-garis lurus, garis silang dan garis kotak dengan
kisar yang berbeda-beda. Tujuan pengartelan antara lain adalah agar benda kerja
penampilannya lebih menarik dan enak dipegang (tidak licin). Pengartelannya
bisa dilakukan secara manual atau secara otomatis dengan tekanan eretan
melintang dan pemakanannya otomatis.
Roda kartel terbuat dari baja perkakas yang dipasang pada pemegang kartel.
Pemegang kartel ini ada yang tetap(kaku) dan ada yang mempunyai rumah yang
dapat bergerak (berayun), sehingga bisa mengatur sendiri posisinya pada sumbu
benda kerja meskipun pemegang kartelnya tidak terpasang pada sumbu benda
kerja.
Gambar 4.92 Bentuk-bentuk roda kartel
Gambar 4.93 Pemegang roda kartel dan hasil kartel silang
A. Proses Pengkartelan
1. Pencekaman benda kerja harus cukup kuat untuk menahan tekanan dari roda
kartel (gaya radial dan gaya aksial) dari pemakanan. Benda kerja harus
dicekam sependek mungkin dan bila perlu didukung oleh senter putar.
2. Pencekaman pemegang kartel pada pemegang pahat.
Pemegang kartel harus diatur pada ketinggian senter benda kerja, agar kedua
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 128/298
107
roda kartel menerima pembebenan yang merata.
3. Atur posisi roda kartel agar permukaannya sejajar dengan sumbu benda kerja.
4. Kecepatan potong diatur seperti pada pembubutan kasar kira-kira 0,5 x kisar
roda kartel.
5. Kedalaman pemakanan yang pertama 0,5 x kisar roda kartel sehingga alur
pertama yang terbentuk mempunyai kedalaman yang cukup sebagai pengarah
pada proses berikutnya.
6. Selama pengartelan dianjurkan menggunakan oli pendingin atau oli pemotong.
7. Benda kerja dan roda kartel harus sering dibersihkan dengan kuas.
B. Perhitungan pengembangan diameter benda kerja
Pengartelan akan menyebabkan diameter benda kerja menjadi lebih besar
dari diameter semula, tergantung dari kisar roda kartel yang dipakai. Pada gambar
kerja, ukuran yang dicantumkan disitu adalah ukuran setelah selesai pengerjaan.
Jadi kita harus menghitung diameter benda kerja yang bakal dikerjakan agar
hasilnya sesuai dengan gambar kerja. Ukuran-ukuran roda kartel ditentukan oleh
kisarnya.
Contoh :
t = 0,8 mm artinya kisar 0,8 mm
t = 1,2 mm artinya kisar 1,2 mm
Perhitungan :
d2 = d1 - 0,67 x t
Dimana :
d2 = diameter nominal (diameter benda kerja yang akan dikerjakan).
d1 = diameter yang diinginkan (yang tertera pada gambar kerja)
t = kisar roda kartel
4.3.21 Aspek-Aspek Keselamatan Kerja dalam Proses Pembubutan
Keselamatan kerja dalam bekerja merupakan aspek penting yang harus diper
hatikan pada saat melaksanakan suatu pekerjaan. Keselamatan kerja tersebut harus
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 129/298
108
menyangkut aspek keselamatan kerja yang terkait dengan manusia
(operator/pekerja), mesin, dan alat. Sehubungan dengan sebelum kita melakukan
suatu pekerjaan, harus diperhatikan instruksi-instruksi yang terkait dengan
keselamatan kerja. Instruksi-instruksi Standar Keselamatan Kerja dalam proses
pembubutan
Ada beberapa instruksi standar keselamatan kerja atau SOP yang terkait
dengan proses pembubutan, diantaranya adalah:
1. Baca dahulu instruksi manual sebelum mengoperasikan mesin
2. Upayakan tempat kerja tetap bersih dengan penerangan yang memadai
3 Gunakan selalu kaca mata pelindung seriap saat bekerja dengan mesin
4 Hindari pengoperasian mesin pada lingkungan yang berbahaya,
5 Yakinkan bahwa switch dalam keadaan OFF sebelum menghubungkan mesin
dengan sumber listrik
6 Pertahankan kebersihan tempat kerja, bebas dari kekacauan (clutter),
7. Tetapkan batas aman untuk pengunjung
8 Ketika membersihkan mesin, upayakan mesin dalam keadaan mati, akan lebih
baik jika hubungan dengan sumber listrik diputus.
9. Gunakan selalu alat dan perlengkapan yang ditentukan.
10. Gunakan selalu alat yang benar
4.3.22 Latihan
1. Terangkan definisi dan prisip kerja mesin bubut.
2. Bentuk-bentuk dasar benda kerja apa saja yang dapat dikerjakan pada mesin
bubut.
3. Spesifikasi utama mesin bubut ditentukan oleh 2 ukuran. Sebutkan.
4. Sebutkan bagian-bagian utama mesin bubut.
5. Jelaskan perbedaan antara indenpendent chuck dengan universal chuck.
6. Terangkan perbedaan antara steady rest dengan follow rest dan untuk apa
kegunaannya.
7. Jelaskan apa yang dimaksud dengan mandrel dan untuk apa kegunaanya pada
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 130/298
109
mesin bubut.
8. Terangkan bagaimana cara memasang pahat bubut yang benar pada tool post.
9. Untuk mementukan/memilh besarnya kecepatan potong faktor-faktor apa saja
yang harus anda ketahui.
10. Jelaskan bagaimana cara menghitung putaran mesin bubut.
4.3.23 Tugas
Sebuah benda kerja dari St.37 dengan ukuran diameter 50 mm, panjang 80
mm akan dibubut menjadi ukuran 30 mm dan panjangnya 50 mm. Hitung waktu
yang diperlukan untuk membubut benda kerja tersebut jika diketahui kecepatang
potong 20 m/menit; asutan (feeding) = 0,25 mm/putaran; kedalaman pemakanan
untuk sekali jalan = 1 mm dan allowance (la) = 3 mm.
4.3.24 Evaluasi/Kunci Jawaban
Jawaban :
Jawaban :
1. - Definisi : Mesin bubut adalah salah satu mesin perkakas dengan gerak
utama berputar, dimana benda kerja dicekam dan berputar pada sumbunya
sedang alat potongnya bergerak memotong sepanjang benda kerja sehingga
terjadi serpihan-serpihan yang disebut beram (chip).
- Prinsip kerja mesin bubut : Pada mesin bubut ada 2 macam gerakan, yaitu
a. Gerakan benda kerja : yaitu benda kerja berputar pada sumbunya.
b. Gerakan alat potong : a) Yang sejajar terhadap sumbu utama disebut
pembubutan memanjang.
b) Yang tegak lurus terhadap sumbu utama
disebut pembubutan muka.
c) Yang bersudut terhadap sumbu utama disebut
pembubutan konis.
2. Bentuk-bentuk yang dapat dikerjakan pada mesin bubut adalah :
(a) Bentuk profil (forming)
(b) Bentuk rata (turning)
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 131/298
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 132/298
111
- Sifat bahan alat potongnya
10. Menghitung putaran mesin adalah dengan rumus sebagai berikut :
Dimana :
V = Kecepatan potong (Cutting speed) …… (m/menit)
d = Diameter benda kerja ………………… (mm)
n = Jumlah putaran ……………………….. (put/menit)
π = 3,14
4.4 Rangkuman
- Definisi : Mesin bubut adalah salah satu mesin perkakas dengan gerak
utama berputar, dimana benda kerja dicekam dan berputar pada sumbunya
sedang alat potongnya bergerak memotong sepanjang benda kerja sehingga
terjadi serpihan-serpihan yang disebut beram.
- Prinsip kerja mesin bubut : Pada mesin bubut ada 2 macam gerakan, yaitu
A. Gerakan benda kerja : yaitu benda kerja berputar pada sumbunya.
B. Gerakan alat potong : a) Yang sejajar terhadap sumbu utama disebut
pembubutan memanjang.
b) Yang tegak lurus terhadap sumbu utama disebut
pembubutan muka.
c) Yang bersudut terhadap sumbu utama disebut
pembubutan konis.
- Bentuk-bentuk dasar benda kerja yang dapat dikerjakan pada Mesin Bubut
adalah:
(a) Bentuk profil (forming)
(b) Bentuk rata (turning)
(c) Bentuk permukaan (facing)
(d) Bentuk tirus (taper)
(f) Bentuk ulir (thread)
(g) Bentuk alur (groove)
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 133/298
112
(f) Bentuk kartel (knurling)
- Spesifikasi Mesin Bubut ditentukan oleh tinggi senter dari landasan, dan
jarak senter antara kepala tetap dengan kepala lepas.
- Bagian-bagian utama mesin bubut adalah : dudukan, landasan, kepala tetap,
kepala lepas, eretan pembawa, gearbox, eretan melintang, eretan melitang,
eretan atas, tool post dan motor.
- Sistim penggerak utama pada mesin bubut adalah menggunakan roda gigi dan
puli.
- Perlengkapan dan alat bantu (Accessories) mesin bubut : chuck 3 rahang dan 4
rahang, face plate, driving plate, lathe dog, collet, pemegang pahat (tool post),
mandrel steady rest, follow rest, taper attachment, copy attachment, grinding
attachment dan milling attachment.
- Bahan Alat Potong : baja karbon kecepatan tinggi (HSS), Stellite, karbida,
keramik dan intan.
- Sudut Mata Pahat Bubut, yang harus diperhatikan untuk pahat bubut ini adalah
sudut bebas, sudut baji dan sudut potong.
- Pemasangan Pahat (Tools Setting): mengatur pahat setinggi senter kepala
lepas/tetap
- Hal-hal lain yang harus diperhatikan dalam pemasangan pahat ialah:
1. Penjepitan pahat harus sependek mungkin, penjepitan yang terlalu panjang
dapat mengakibatkan pahatnya patah karena getaran terlalu besar.
2. Baut pengunci harus cukup kencang, penguncian yang kurang kuat dapat
mengakibatkan kedudukan pahat bergeser.
3. Pahat kasar harus dijepit pada sudut yang tepat terhadap sumbu benda kerja
atau pahat harus tegak lurus terhadap benda kerja.
4. Pemegang pahat (tool holder) harus dipasang pada bagian terujung dari
eretan atas, untuk mencegah agar eretan atas tidak tertabrak rahang cekam.
5. Diusahakan jangan menjepit pahat dengan satu baut pengunci.
6. Jangan menjepit/memasang pahat pada waktu mesin keadaan berputar.
- Pencekaman benda kerja pada mesin bubut bisa menggunakan berbagai cara
pencekaman tergantung dari bentuk dan ukuran benda kerjanya.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 134/298
113
- Perhitungan proses bubut meliputi menentukan besarnya kecepatan potong,
menghitung putaran mesin dan menghitung waktu proses pembubutan.
- Dalam memilih/menentukan besarnya kecepatan potong kita harus mengetahui
terlebih dahulu sifat bahan benda kerja yang akan di bubut dan sifat bahan
alat potongnya.
4.5 Daftar Pustaka
1. B.L Suneja, G.S. Sekhon Nitin Seth, "Fundamentals of Metal Cutting andMachine Tools" Second Edition, New Age International Limited Publisher,
New Delhi, 2005.2 Bawa, HS, MANUFACTURRING PROCESSES – 1H.S Tata McGraw-Hill
Publishing Company Limited, New Delhi, 2006
3. Dr.Kesavan, B. Vijaya Ramnath, "MACHINE TOOLS", University SciencePress Press, New Delhi,2010
4. Groover, Mikell P. Fundamental of Modern Manufacturing, New York John Wiley & Sons, 2002.
5. Sen, Mohan, “Basic Mechanical Engineering”, Laxmi Publications (P) LTD,
Golden House, Daryaganj, New Delhi, 2006.
6. Moltrecht, Karl Hana, Machine Shop Practice Vol. 1, Industrial Press, Inc,New York, 1981.
7. Stephen F. Krar, Arthur Gill, Peter Smid, First Edition Machine ToolTechnology Basics, Printed in the United States of America, 2003.
8. Tschatsch, Heinz, Prof, Dr, Ing, Applied Machining Technology, SpringerDordrecht Heidelberg London, New York, 2009.
9. Widarto, dkk, Teknik Pemesinan, Direktorat Jenderal Manajemen PendidikanDasar dan Menengah Direktorat Pembinaan Sekolah Menengah KejuruanDepartemen Pendidikan Nasional, 2008.
10. www.technologystudent.com/equip1/shape1.htm
11. http://www.lathes.co.uk/index.html
12. http://en.wikipedia.org
13. http://www.carbideanddiamondtooling.com
14. http://www.oldengine.org/members/diesel/ward/machine1.htm
15. http://www.free-ed.net/free-ed/Resources/Trades/Indust/machinist01
16. http://www.lathes.co.uk/volman/page5.html
17. http://www.slideshare.net
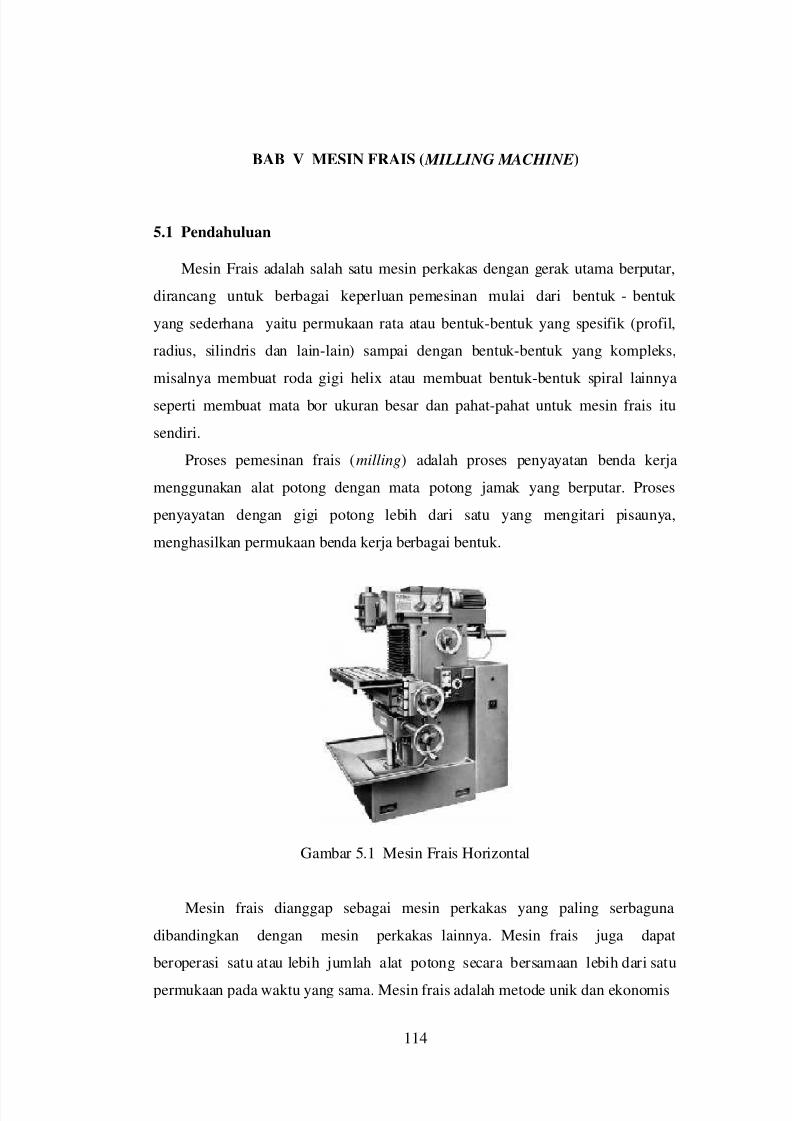
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 135/298
114
BAB V MESIN FRAIS ( MILLING MACHINE)
5.1 Pendahuluan
Mesin Frais adalah salah satu mesin perkakas dengan gerak utama berputar,
dirancang untuk berbagai keperluan pemesinan mulai dari bentuk - bentuk
yang sederhana yaitu permukaan rata atau bentuk-bentuk yang spesifik (profil,
radius, silindris dan lain-lain) sampai dengan bentuk-bentuk yang kompleks,
misalnya membuat roda gigi helix atau membuat bentuk-bentuk spiral lainnya
seperti membuat mata bor ukuran besar dan pahat-pahat untuk mesin frais itu
sendiri.
Proses pemesinan frais (milling) adalah proses penyayatan benda kerja
menggunakan alat potong dengan mata potong jamak yang berputar. Proses
penyayatan dengan gigi potong lebih dari satu yang mengitari pisaunya,
menghasilkan permukaan benda kerja berbagai bentuk.
Gambar 5.1 Mesin Frais Horizontal
Mesin frais dianggap sebagai mesin perkakas yang paling serbaguna
dibandingkan dengan mesin perkakas lainnya. Mesin frais juga dapat
beroperasi satu atau lebih jumlah alat potong secara bersamaan lebih dari satu
permukaan pada waktu yang sama. Mesin frais adalah metode unik dan ekonomis
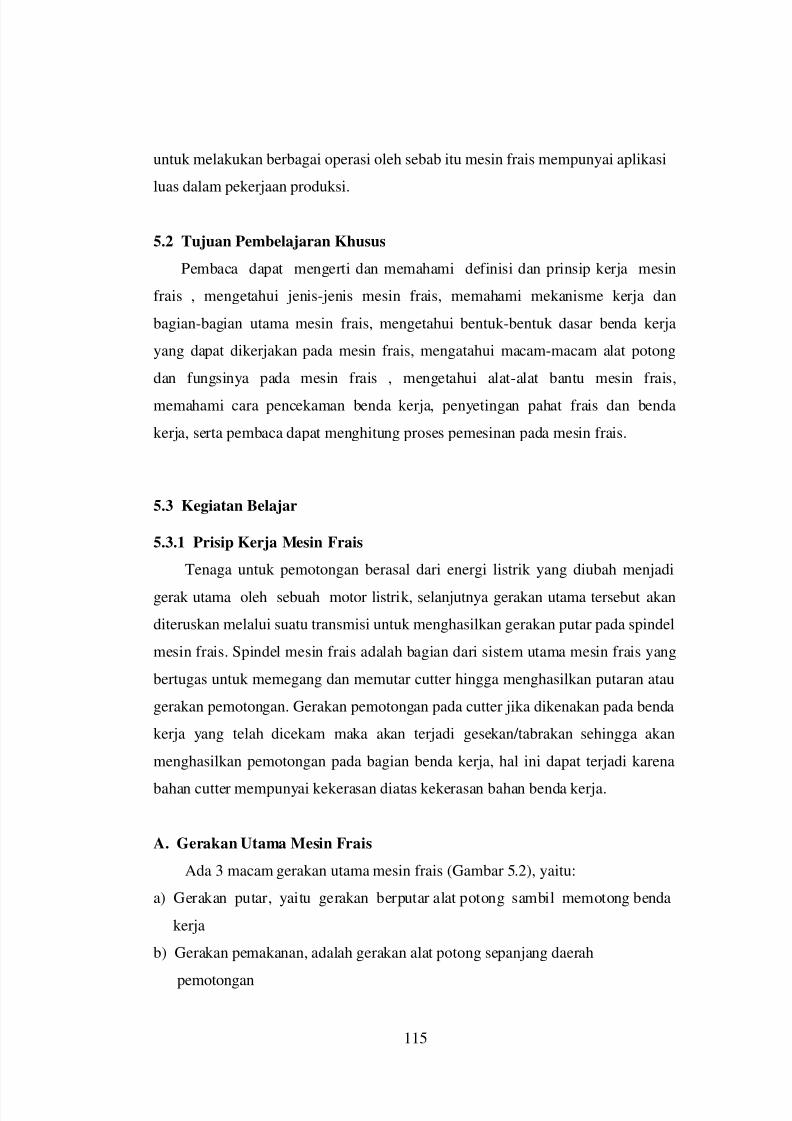
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 136/298
115
untuk melakukan berbagai operasi oleh sebab itu mesin frais mempunyai aplikasi
luas dalam pekerjaan produksi.
5.2 Tujuan Pembelajaran Khusus
Pembaca dapat mengerti dan memahami definisi dan prinsip kerja mesin
frais , mengetahui jenis-jenis mesin frais, memahami mekanisme kerja dan
bagian-bagian utama mesin frais, mengetahui bentuk-bentuk dasar benda kerja
yang dapat dikerjakan pada mesin frais, mengatahui macam-macam alat potong
dan fungsinya pada mesin frais , mengetahui alat-alat bantu mesin frais,
memahami cara pencekaman benda kerja, penyetingan pahat frais dan benda
kerja, serta pembaca dapat menghitung proses pemesinan pada mesin frais.
5.3 Kegiatan Belajar
5.3.1 Prisip Kerja Mesin Frais
Tenaga untuk pemotongan berasal dari energi listrik yang diubah menjadi
gerak utama oleh sebuah motor listrik, selanjutnya gerakan utama tersebut akan
diteruskan melalui suatu transmisi untuk menghasilkan gerakan putar pada spindel
mesin frais. Spindel mesin frais adalah bagian dari sistem utama mesin frais yang
bertugas untuk memegang dan memutar cutter hingga menghasilkan putaran atau
gerakan pemotongan. Gerakan pemotongan pada cutter jika dikenakan pada benda
kerja yang telah dicekam maka akan terjadi gesekan/tabrakan sehingga akan
menghasilkan pemotongan pada bagian benda kerja, hal ini dapat terjadi karena
bahan cutter mempunyai kekerasan diatas kekerasan bahan benda kerja.
A. Gerakan Utama Mesin Frais
Ada 3 macam gerakan utama mesin frais (Gambar 5.2), yaitu:
a) Gerakan putar, yaitu gerakan berputar alat potong sambil memotong benda
kerja
b) Gerakan pemakanan, adalah gerakan alat potong sepanjang daerah
pemotongan

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 137/298
116
c) Gerakan kerja gigi pemotong adalah gerakan untuk mengatur kedalaman
pemakanan, gerakan ini dapat juga disebut juga gerakan penyetelan.
Gambar 5.2 Gerakan-gerakan utama mesin frais (milling)
B. Bentuk-bentuk dasar yang dapat dibuat pada mesin Frais
Jenis perkerjaan yang dapat dikerjakan pada mesin frais adalah diantaranya
Seperti gambar dibawah ini.
Gambar 5.3 Bentuk-bentuk dasar pengerjaan mesin frais
5.3.2 Jenis-jenis Mesin Frais
Jenis-jenis mesin ini semuanya dibentuk dengan susunan yang sama.
Rangkanya berbentuk kolom dan meja kerjanya ditumpu diatas konstruksidari baja cor yang berbentuk lutut yang dapat bergeser naik turun pada kolom.
Kolom dan bentuk lututnya dapat diklasifikasikan menjadi 3 kelompok:
a. Datar (spindel horizontal)
b. Tegak (vertical)
c. Universal (spindel horizontal)
Ketiga kelompok ini yang umum dipakai dibandingkan jenis lain, karena
kelompok ini dapat diterapkan pada daerah kerja yang luas dan ekonomis.
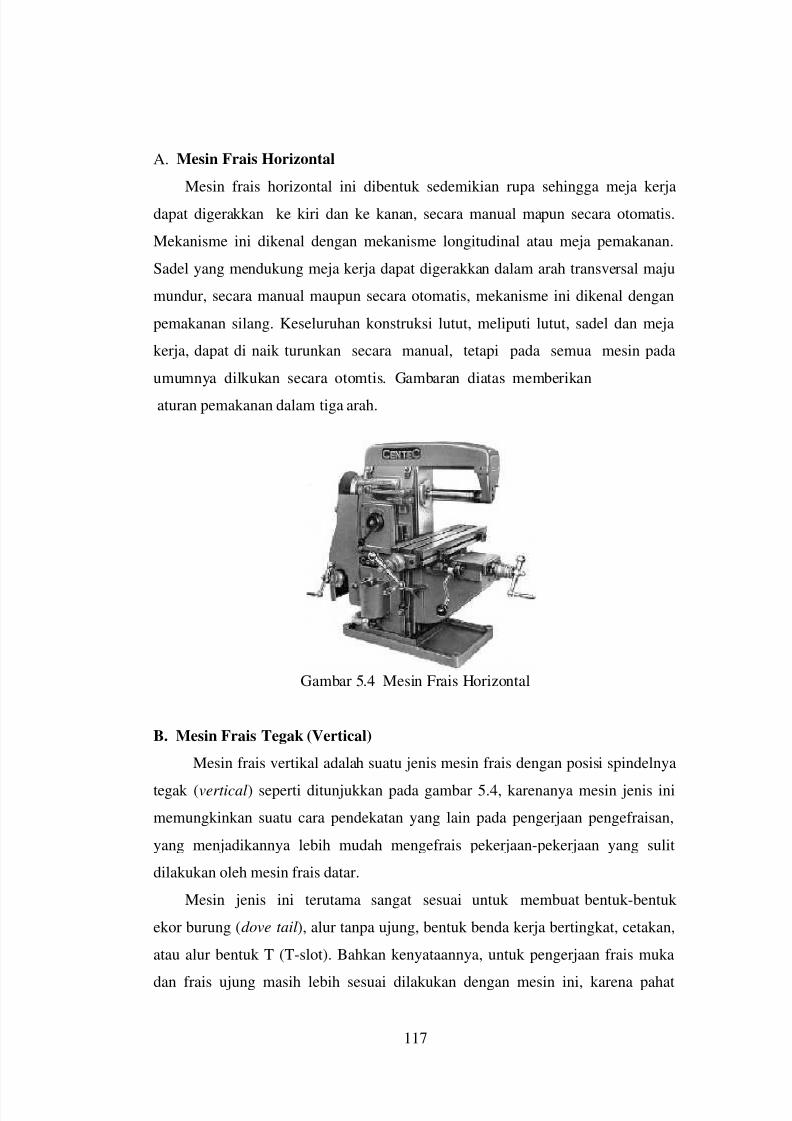
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 138/298
117
A. Mesin Frais Horizontal
Mesin frais horizontal ini dibentuk sedemikian rupa sehingga meja kerja
dapat digerakkan ke kiri dan ke kanan, secara manual mapun secara otomatis.
Mekanisme ini dikenal dengan mekanisme longitudinal atau meja pemakanan.
Sadel yang mendukung meja kerja dapat digerakkan dalam arah transversal maju
mundur, secara manual maupun secara otomatis, mekanisme ini dikenal dengan
pemakanan silang. Keseluruhan konstruksi lutut, meliputi lutut, sadel dan meja
kerja, dapat di naik turunkan secara manual, tetapi pada semua mesin pada
umumnya dilkukan secara otomtis. Gambaran diatas memberikan
aturan pemakanan dalam tiga arah.
Gambar 5.4 Mesin Frais Horizontal
B. Mesin Frais Tegak (Vertical)
Mesin frais vertikal adalah suatu jenis mesin frais dengan posisi spindelnya
tegak (vertical) seperti ditunjukkan pada gambar 5.4, karenanya mesin jenis ini
memungkinkan suatu cara pendekatan yang lain pada pengerjaan pengefraisan,
yang menjadikannya lebih mudah mengefrais pekerjaan-pekerjaan yang sulit
dilakukan oleh mesin frais datar.
Mesin jenis ini terutama sangat sesuai untuk membuat bentuk-bentuk
ekor burung (dove tail), alur tanpa ujung, bentuk benda kerja bertingkat, cetakan,
atau alur bentuk T (T-slot). Bahkan kenyataannya, untuk pengerjaan frais muka
dan frais ujung masih lebih sesuai dilakukan dengan mesin ini, karena pahat
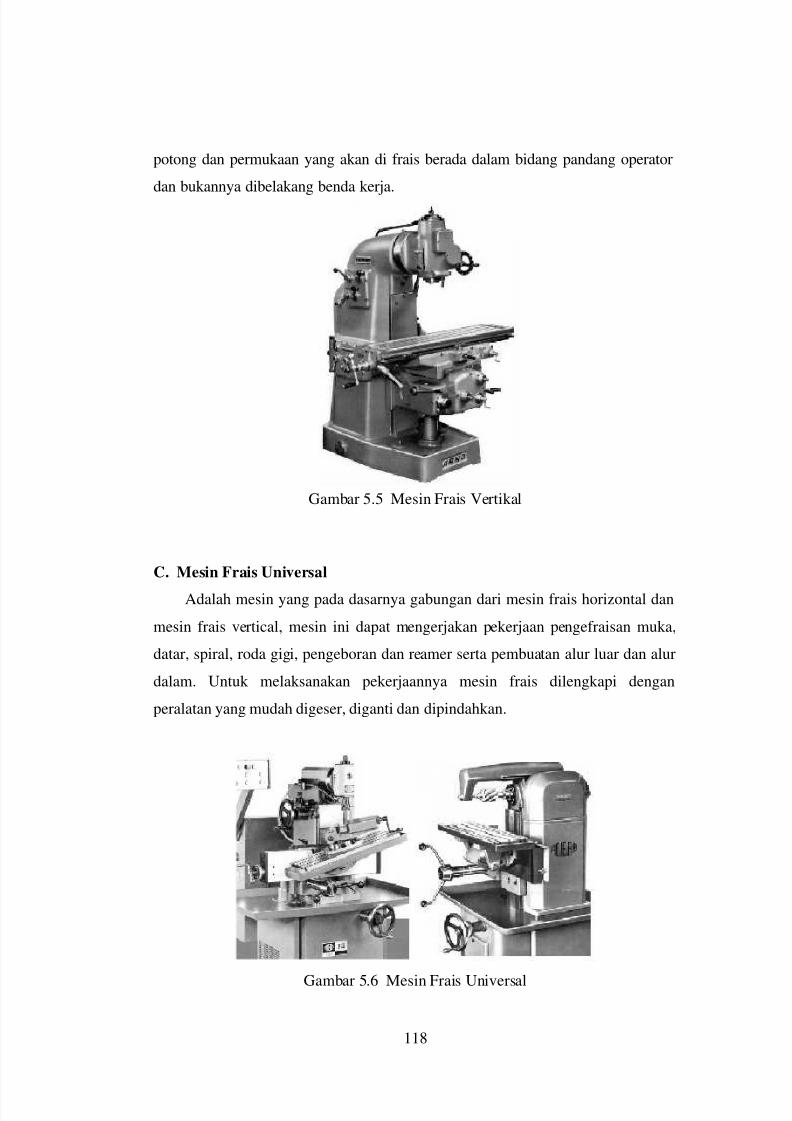
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 139/298
118
potong dan permukaan yang akan di frais berada dalam bidang pandang operator
dan bukannya dibelakang benda kerja.
Gambar 5.5 Mesin Frais Vertikal
C. Mesin Frais Universal
Adalah mesin yang pada dasarnya gabungan dari mesin frais horizontal dan
mesin frais vertical, mesin ini dapat mengerjakan pekerjaan pengefraisan muka,
datar, spiral, roda gigi, pengeboran dan reamer serta pembuatan alur luar dan alur
dalam. Untuk melaksanakan pekerjaannya mesin frais dilengkapi dengan
peralatan yang mudah digeser, diganti dan dipindahkan.
Gambar 5.6 Mesin Frais Universal
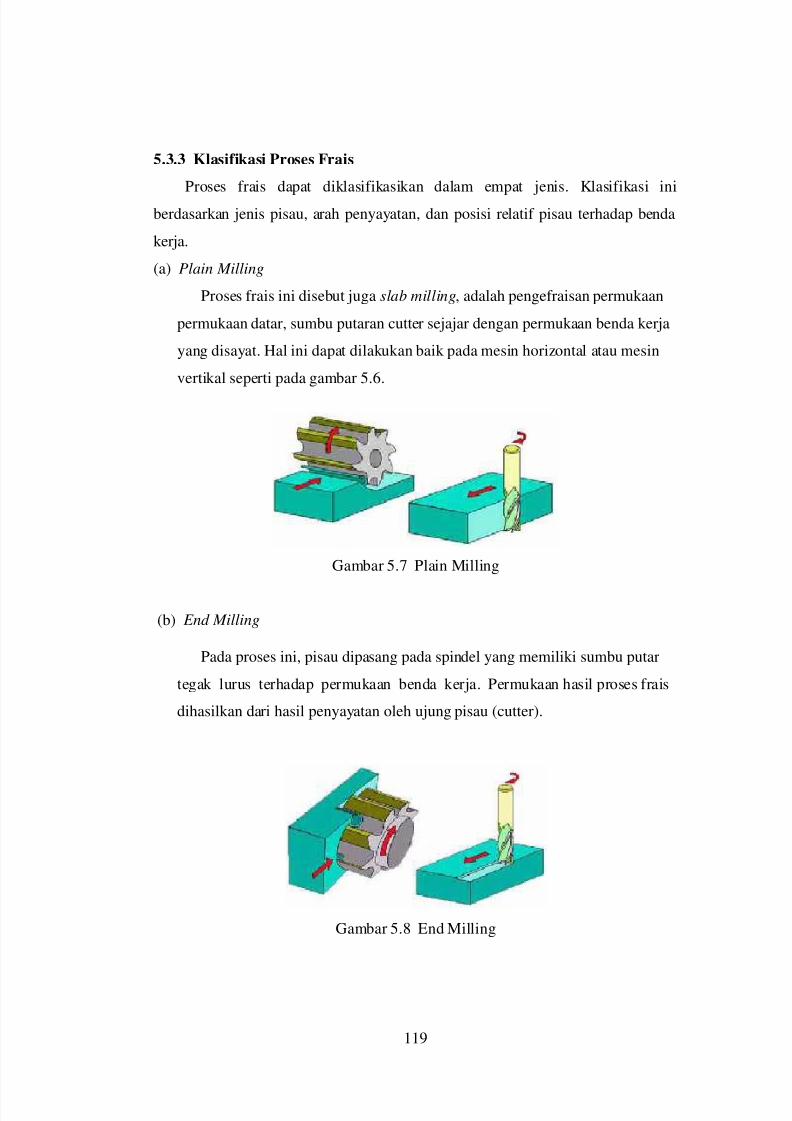
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 140/298
119
5.3.3 Klasifikasi Proses Frais
Proses frais dapat diklasifikasikan dalam empat jenis. Klasifikasi ini
berdasarkan jenis pisau, arah penyayatan, dan posisi relatif pisau terhadap benda
kerja.
(a) Plain Milling
Proses frais ini disebut juga slab milling, adalah pengefraisan permukaan
permukaan datar, sumbu putaran cutter sejajar dengan permukaan benda kerja
yang disayat. Hal ini dapat dilakukan baik pada mesin horizontal atau mesin
vertikal seperti pada gambar 5.6.
Gambar 5.7 Plain Milling
(b) End Milling
Pada proses ini, pisau dipasang pada spindel yang memiliki sumbu putar
tegak lurus terhadap permukaan benda kerja. Permukaan hasil proses frais
dihasilkan dari hasil penyayatan oleh ujung pisau (cutter).
Gambar 5.8 End Milling
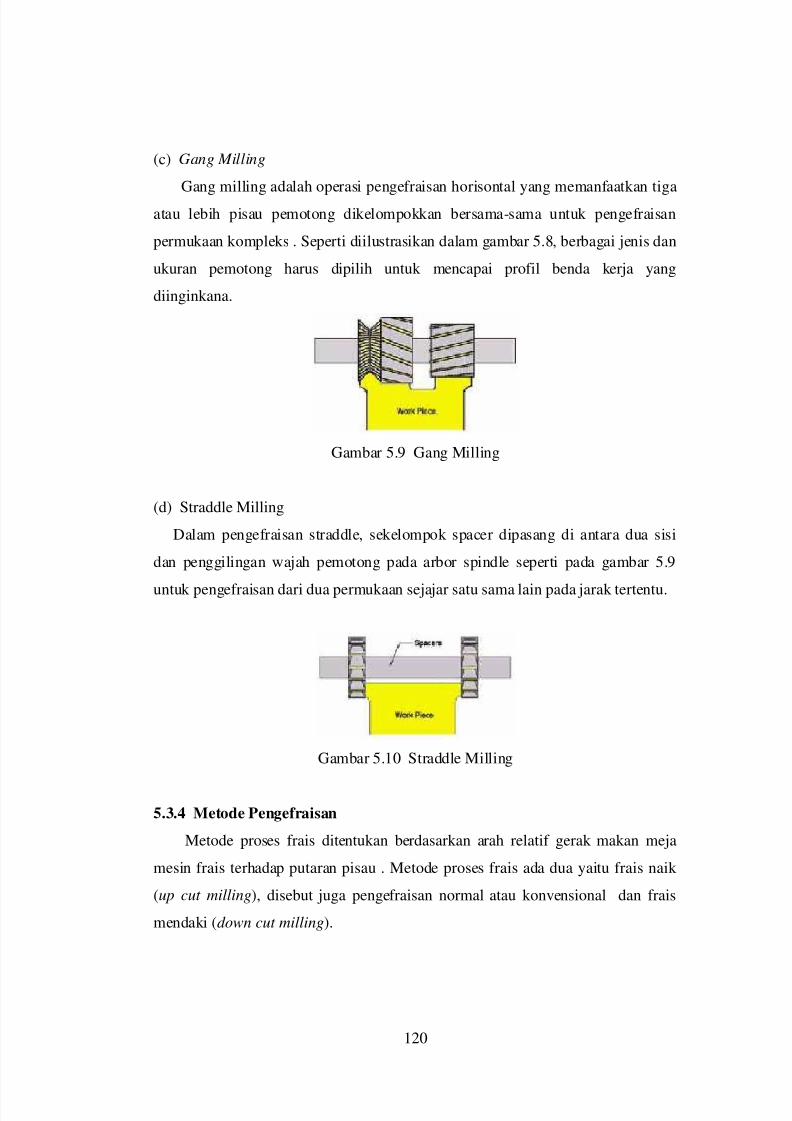
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 141/298
120
(c) Gang Milling
Gang milling adalah operasi pengefraisan horisontal yang memanfaatkan tiga
atau lebih pisau pemotong dikelompokkan bersama-sama untuk pengefraisan
permukaan kompleks . Seperti diilustrasikan dalam gambar 5.8, berbagai jenis dan
ukuran pemotong harus dipilih untuk mencapai profil benda kerja yang
diinginkana.
Gambar 5.9 Gang Milling
(d) Straddle Milling
Dalam pengefraisan straddle, sekelompok spacer dipasang di antara dua sisi
dan penggilingan wajah pemotong pada arbor spindle seperti pada gambar 5.9
untuk pengefraisan dari dua permukaan sejajar satu sama lain pada jarak tertentu.
Gambar 5.10 Straddle Milling
5.3.4 Metode Pengefraisan
Metode proses frais ditentukan berdasarkan arah relatif gerak makan meja
mesin frais terhadap putaran pisau . Metode proses frais ada dua yaitu frais naik
(up cut milling), disebut juga pengefraisan normal atau konvensional dan frais
mendaki (down cut milling).

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 142/298
121
A. Pengefraisan normal (Up Cut Milling)
Frais naik biasanya disebut frais konvensional (conventional milling). Gerak
dari putaran pisau berlawanan arah terhadap gerakan meja mesin frais (Gambar
5.10). Sebagai contoh, pada proses frais naik apabila pisau berputar searah jarum
jam, benda kerja bergerak ke arah kanan. Penampang melintang bentuk beram
(chips) untuk proses frais naik adalah seperti koma diawali dengan ketebalan
minimal kemudian menebal. Proses frais ini sesuai untuk mesin Frais
konvensional/manual, karena pada mesin konvensional backlash ulir
transportirnya relatif besar dan tidak dilengkapi backlash compensation.
Gambar 5.11 Pengefraisan naik (up cut milling)
B. Pengefraisan turun/mendaki ( down cut milling)
Proses frais turun dinamakan juga climb milling. Arah dari putaran pisau
sama dengan arah gerak makan meja mesin frais. Sebagai contoh jika pisau
berputar searah jarum jam, benda kerja bergerak dari kanan ke kiri. Penampang
melintang bentuk beram (chips) untuk proses frais naik adalah seperti koma
diawali dengan ketebalan maksimal kemudian menipis. Proses frais ini sesuai
untuk mesin Frais CNC, karena pada mesin CNC gerakan meja dipandu oleh ulir
dari bola baja, dan dilengkapi backlash compensation. Untuk mesin Frais
konvensional tidak direkomendasikan melaksanakan proses frais turun, karena
meja mesin Frais akan tertekan dan ditarik oleh pisau (Gambar 5.11.)
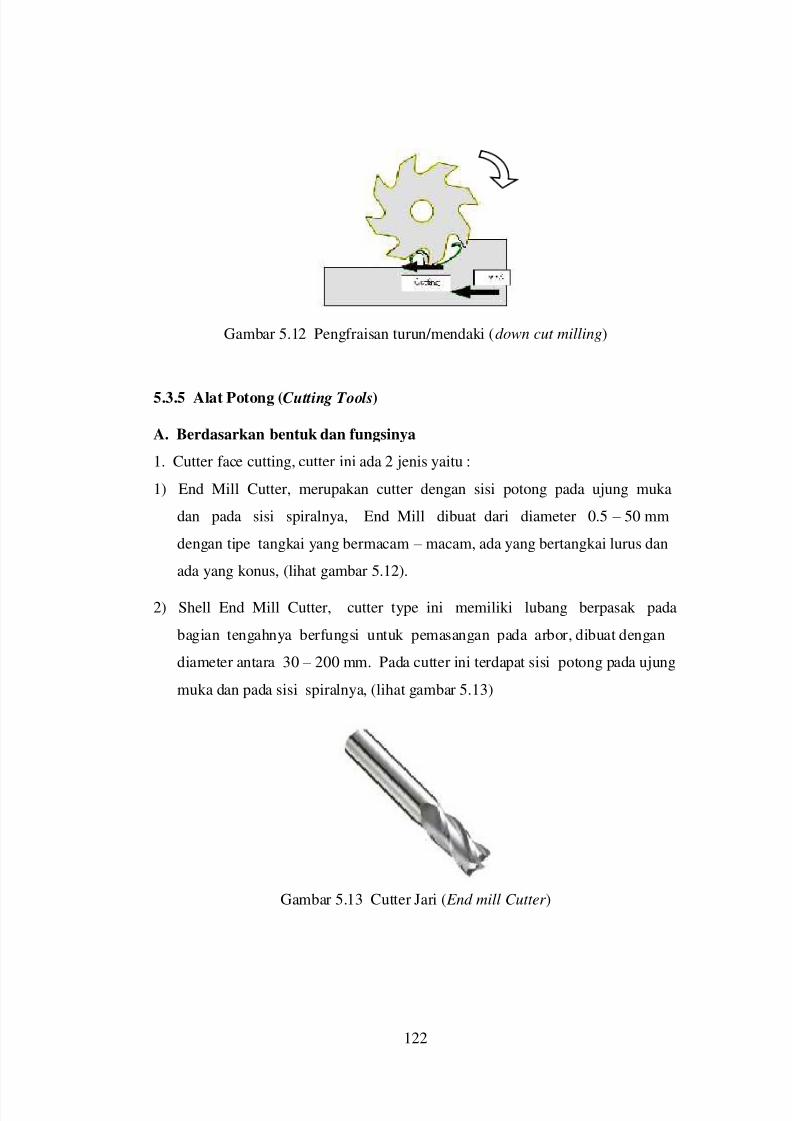
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 143/298
122
Gambar 5.12 Pengfraisan turun/mendaki (down cut milling)
5.3.5 Alat Potong (Cutting Tools)
A. Berdasarkan bentuk dan fungsinya
1. Cutter face cutting, cutter ini ada 2 jenis yaitu :
1) End Mill Cutter, merupakan cutter dengan sisi potong pada ujung muka
dan pada sisi spiralnya, End Mill dibuat dari diameter 0.5 – 50 mm
dengan tipe tangkai yang bermacam – macam, ada yang bertangkai lurus dan
ada yang konus, (lihat gambar 5.12).
2) Shell End Mill Cutter, cutter type ini memiliki lubang berpasak pada
bagian tengahnya berfungsi untuk pemasangan pada arbor, dibuat dengan
diameter antara 30 – 200 mm. Pada cutter ini terdapat sisi potong pada ujung
muka dan pada sisi spiralnya, (lihat gambar 5.13)
Gambar 5.13 Cutter Jari ( End mill Cutter )

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 144/298
123
Gambar 5.14 Shell end mill cutter
2. Cutter side cutting, cutter ini ada 2 jenis yaitu :
1) Plain Mill Cutter, cutter ini digunakan untuk pengefraisan horizontal dari
dari permukaan yang datar. Memiliki bentuk hampir sama dengan shell end
mill cutter tetapi cutter ini hanya memiliki sisi potong spiral pada bagian
melingkarnya, dan memiliki lubang berpasak untuk pemasangan pada arbor.
Gambar 5.15 Plain end mill cutter
2) Disk Cutter, cutter ini memiliki bentuk pipih dan dapat digunakan pada
pembuatan slot maupun slitting, sisi potong dari cutter jenis ini ada yang rata
dan ada juga yang zig-zag.
Gambar 5.16 Disk cutter
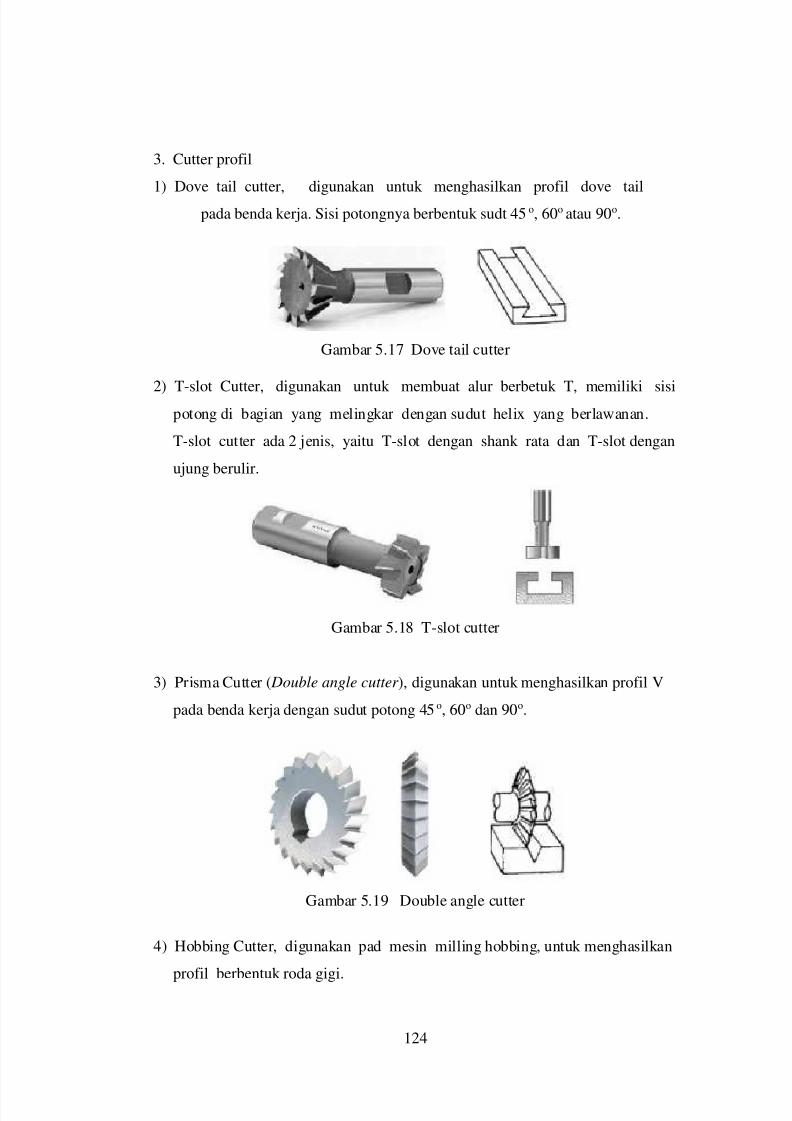
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 145/298
124
3. Cutter profil
1) Dove tail cutter, digunakan untuk menghasilkan profil dove tail
pada benda kerja. Sisi potongnya berbentuk sudt 45o, 60o atau 90o.
Gambar 5.17 Dove tail cutter
2) T-slot Cutter, digunakan untuk membuat alur berbetuk T, memiliki sisipotong di bagian yang melingkar dengan sudut helix yang berlawanan.
T-slot cutter ada 2 jenis, yaitu T-slot dengan shank rata dan T-slot dengan
ujung berulir.
Gambar 5.18 T-slot cutter
3) Prisma Cutter ( Double angle cutter ), digunakan untuk menghasilkan profil V
pada benda kerja dengan sudut potong 45o, 60o dan 90o.
Gambar 5.19 Double angle cutter
4) Hobbing Cutter, digunakan pad mesin milling hobbing, untuk menghasilkan
profil berbentuk roda gigi.
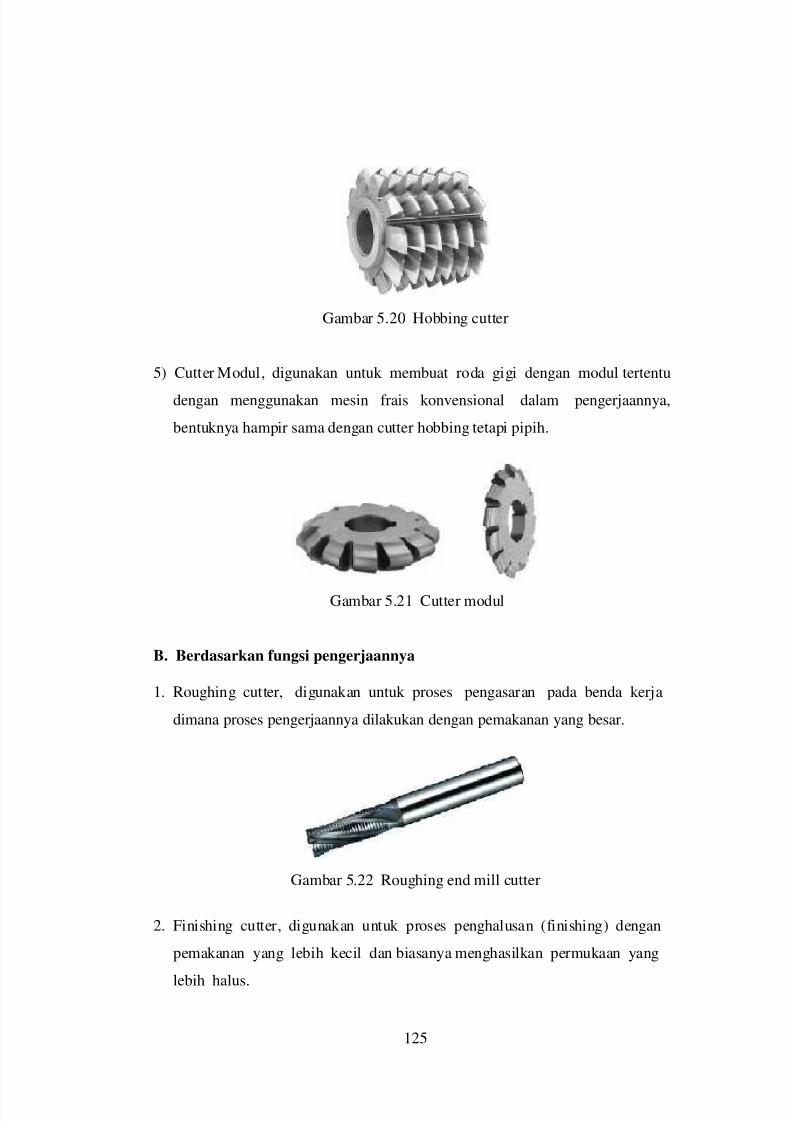
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 146/298
125
Gambar 5.20 Hobbing cutter
5) Cutter Modul, digunakan untuk membuat roda gigi dengan modul tertentu
dengan menggunakan mesin frais konvensional dalam pengerjaannya,
bentuknya hampir sama dengan cutter hobbing tetapi pipih.
Gambar 5.21 Cutter modul
B. Berdasarkan fungsi pengerjaannya
1. Roughing cutter, digunakan untuk proses pengasaran pada benda kerja
dimana proses pengerjaannya dilakukan dengan pemakanan yang besar.
Gambar 5.22 Roughing end mill cutter
2. Finishing cutter, digunakan untuk proses penghalusan (finishing) dengan
pemakanan yang lebih kecil dan biasanya menghasilkan permukaan yang
lebih halus.
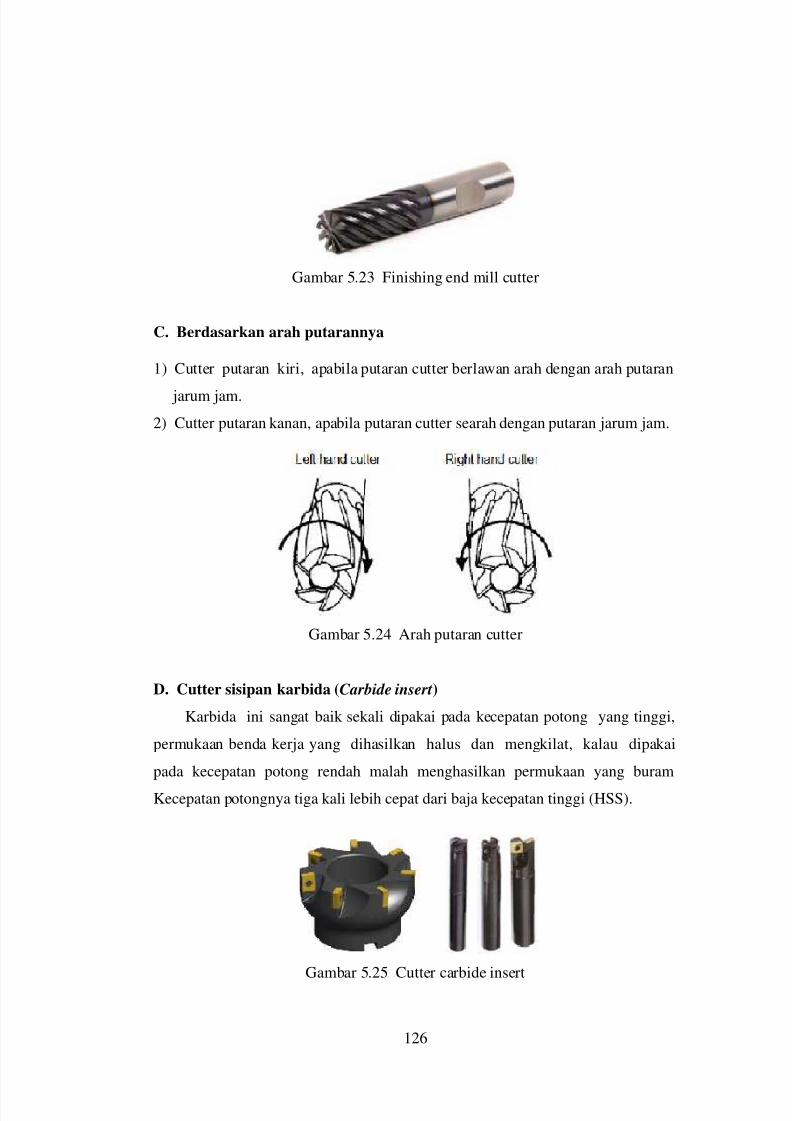
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 147/298
126
Gambar 5.23 Finishing end mill cutter
C. Berdasarkan arah putarannya
1) Cutter putaran kiri, apabila putaran cutter berlawan arah dengan arah putaran
jarum jam.
2) Cutter putaran kanan, apabila putaran cutter searah dengan putaran jarum jam.
Gambar 5.24 Arah putaran cutter
D. Cutter sisipan karbida (Carbide insert)
Karbida ini sangat baik sekali dipakai pada kecepatan potong yang tinggi,
permukaan benda kerja yang dihasilkan halus dan mengkilat, kalau dipakai
pada kecepatan potong rendah malah menghasilkan permukaan yang buram
Kecepatan potongnya tiga kali lebih cepat dari baja kecepatan tinggi (HSS).
Gambar 5.25 Cutter carbide insert
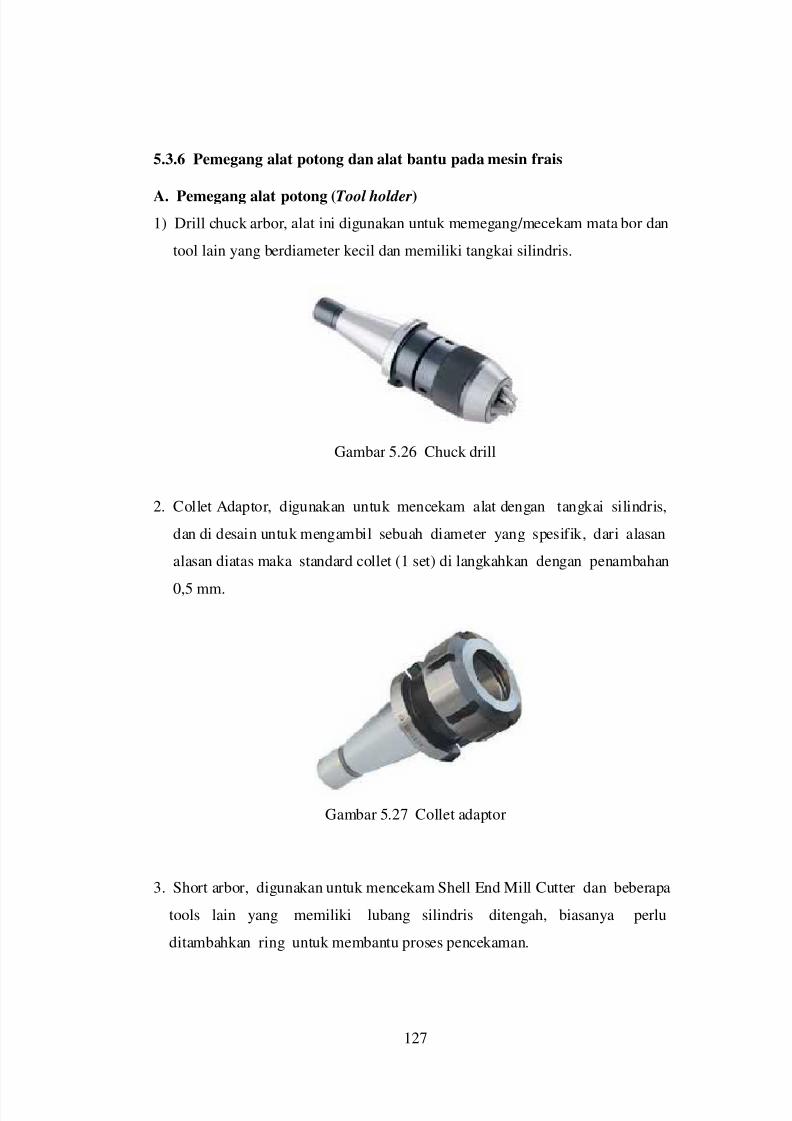
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 148/298
127
5.3.6 Pemegang alat potong dan alat bantu pada mesin frais
A. Pemegang alat potong (Tool holder)
1) Drill chuck arbor, alat ini digunakan untuk memegang/mecekam mata bor dan
tool lain yang berdiameter kecil dan memiliki tangkai silindris.
Gambar 5.26 Chuck drill
2. Collet Adaptor, digunakan untuk mencekam alat dengan tangkai silindris,
dan di desain untuk mengambil sebuah diameter yang spesifik, dari alasan
alasan diatas maka standard collet (1 set) di langkahkan dengan penambahan
0,5 mm.
Gambar 5.27 Collet adaptor
3. Short arbor, digunakan untuk mencekam Shell End Mill Cutter dan beberapa
tools lain yang memiliki lubang silindris ditengah, biasanya perlu
ditambahkan ring untuk membantu proses pencekaman.
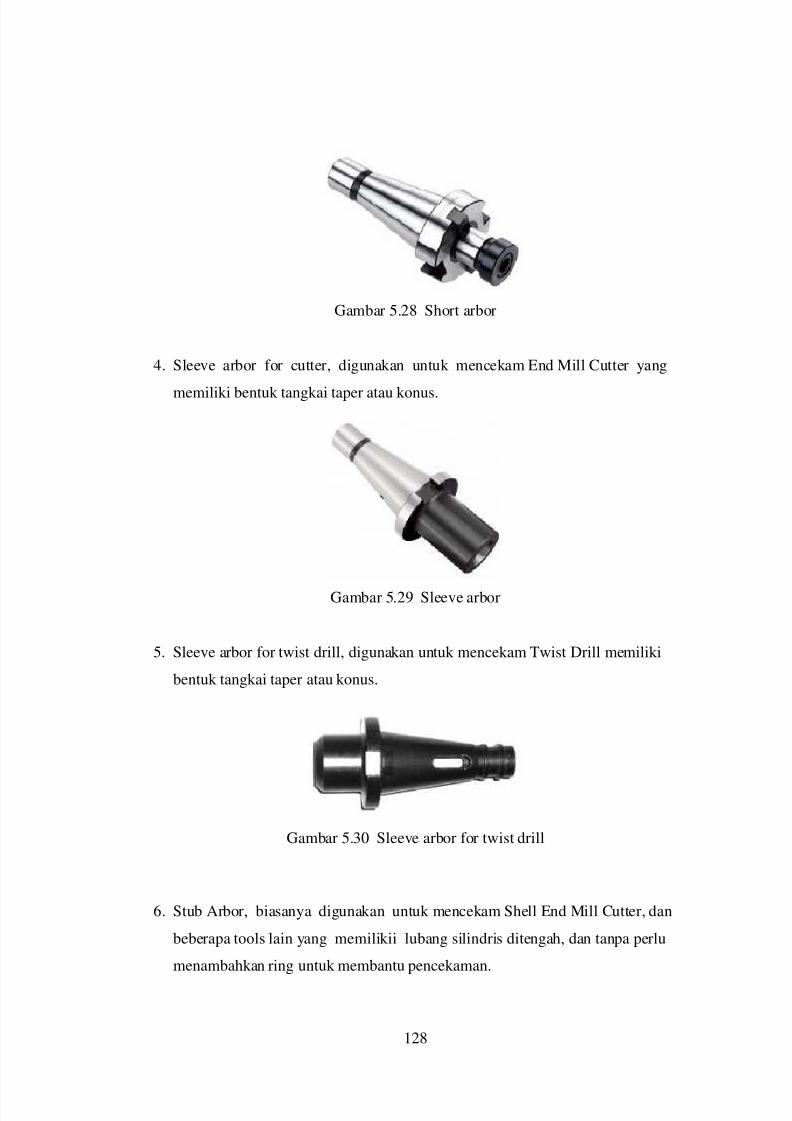
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 149/298
128
Gambar 5.28 Short arbor
4. Sleeve arbor for cutter, digunakan untuk mencekam End Mill Cutter yang
memiliki bentuk tangkai taper atau konus.
Gambar 5.29 Sleeve arbor
5. Sleeve arbor for twist drill, digunakan untuk mencekam Twist Drill memiliki
bentuk tangkai taper atau konus.
Gambar 5.30 Sleeve arbor for twist drill
6. Stub Arbor, biasanya digunakan untuk mencekam Shell End Mill Cutter, dan
beberapa tools lain yang memilikii lubang silindris ditengah, dan tanpa perlu
menambahkan ring untuk membantu pencekaman.
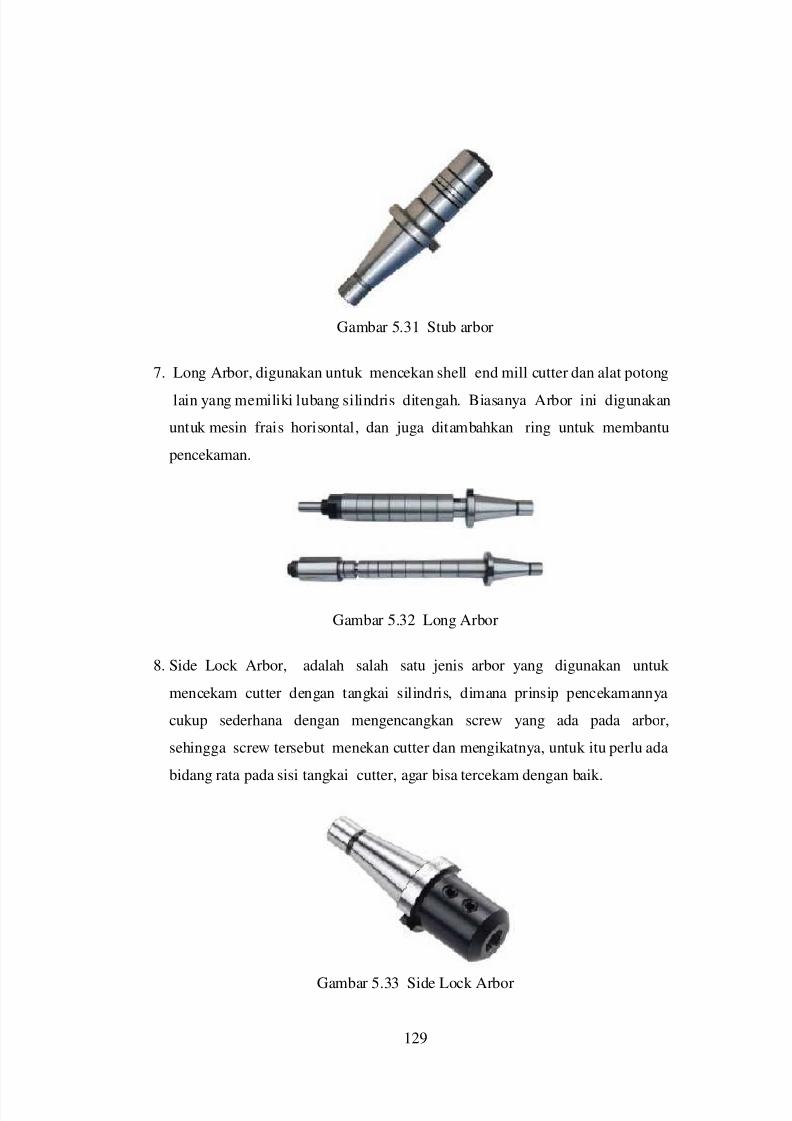
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 150/298
129
Gambar 5.31 Stub arbor
7. Long Arbor, digunakan untuk mencekan shell end mill cutter dan alat potong
lain yang memiliki lubang silindris ditengah. Biasanya Arbor ini digunakan
untuk mesin frais horisontal, dan juga ditambahkan ring untuk membantu
pencekaman.
Gambar 5.32 Long Arbor
8. Side Lock Arbor, adalah salah satu jenis arbor yang digunakan untuk
mencekam cutter dengan tangkai silindris, dimana prinsip pencekamannya
cukup sederhana dengan mengencangkan screw yang ada pada arbor,
sehingga screw tersebut menekan cutter dan mengikatnya, untuk itu perlu ada
bidang rata pada sisi tangkai cutter, agar bisa tercekam dengan baik.
Gambar 5.33 Side Lock Arbor
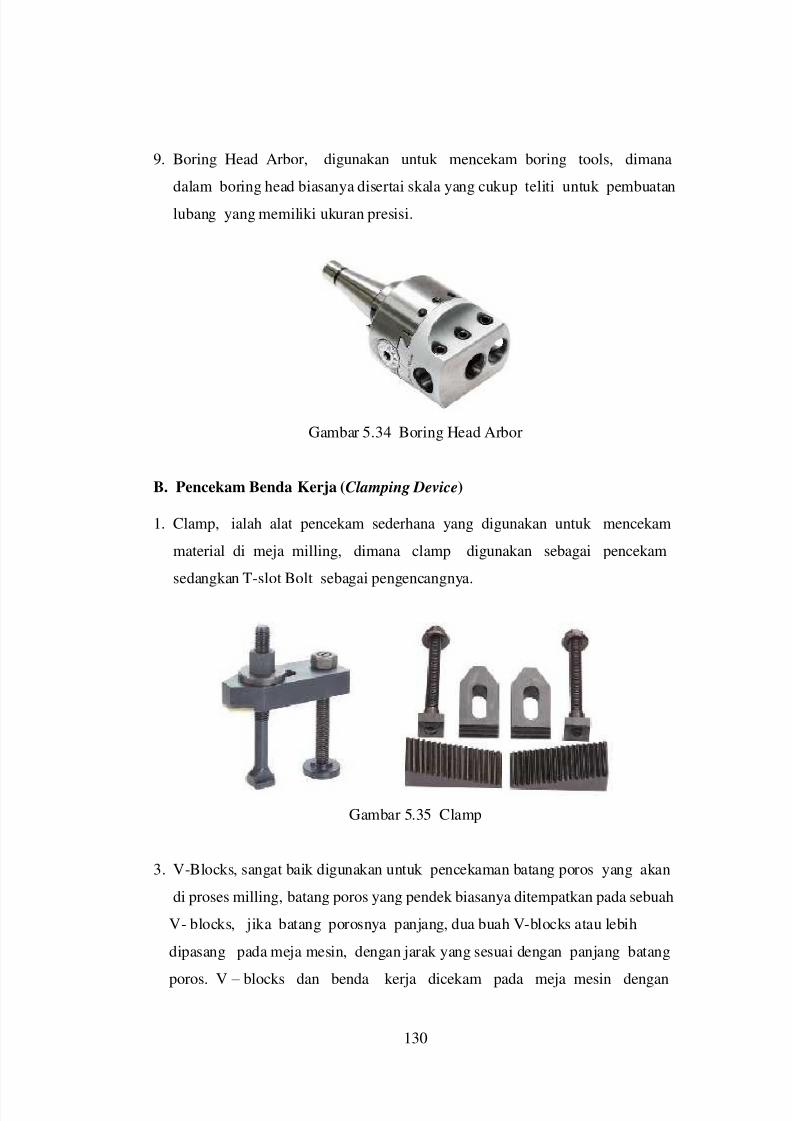
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 151/298
130
9. Boring Head Arbor, digunakan untuk mencekam boring tools, dimana
dalam boring head biasanya disertai skala yang cukup teliti untuk pembuatan
lubang yang memiliki ukuran presisi.
Gambar 5.34 Boring Head Arbor
B. Pencekam Benda Kerja (Clamping Device)
1. Clamp, ialah alat pencekam sederhana yang digunakan untuk mencekam
material di meja milling, dimana clamp digunakan sebagai pencekam
sedangkan T-slot Bolt sebagai pengencangnya.
Gambar 5.35 Clamp
3. V-Blocks, sangat baik digunakan untuk pencekaman batang poros yang akan
di proses milling, batang poros yang pendek biasanya ditempatkan pada sebuah
V- blocks, jika batang porosnya panjang, dua buah V-blocks atau lebih
dipasang pada meja mesin, dengan jarak yang sesuai dengan panjang batang
poros. V – blocks dan benda kerja dicekam pada meja mesin dengan
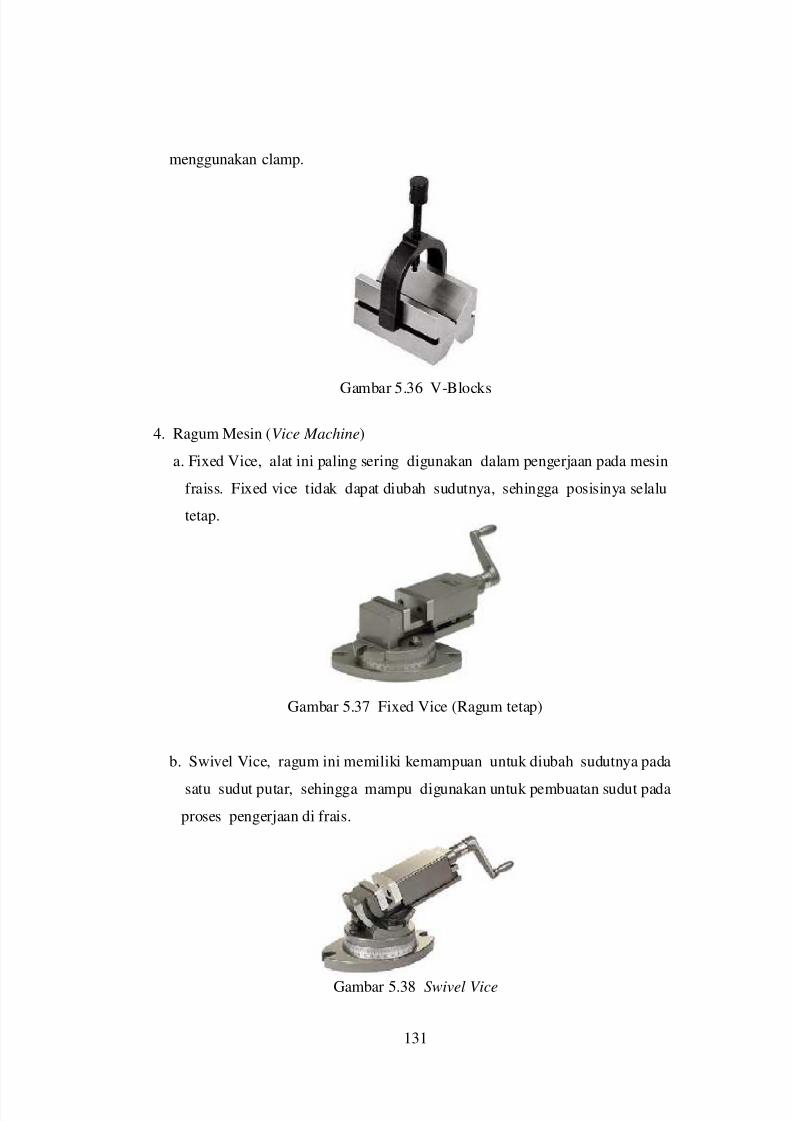
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 152/298
131
menggunakan clamp.
Gambar 5.36 V-Blocks
4. Ragum Mesin (Vice Machine)
a. Fixed Vice, alat ini paling sering digunakan dalam pengerjaan pada mesin
fraiss. Fixed vice tidak dapat diubah sudutnya, sehingga posisinya selalu
tetap.
Gambar 5.37 Fixed Vice (Ragum tetap)
b. Swivel Vice, ragum ini memiliki kemampuan untuk diubah sudutnya pada
satu sudut putar, sehingga mampu digunakan untuk pembuatan sudut pada
proses pengerjaan di frais.
Gambar 5.38 Swivel Vice
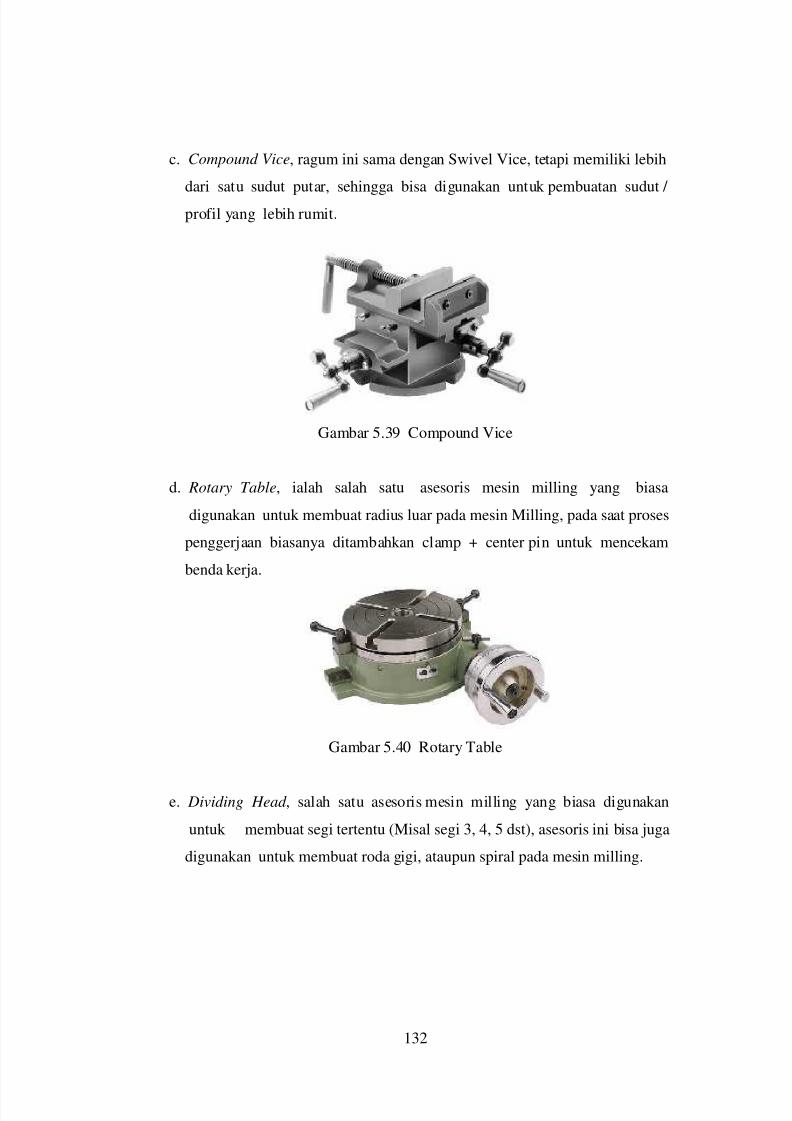
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 153/298
132
c. Compound Vice, ragum ini sama dengan Swivel Vice, tetapi memiliki lebih
dari satu sudut putar, sehingga bisa digunakan untuk pembuatan sudut /
profil yang lebih rumit.
Gambar 5.39 Compound Vice
d. Rotary Table, ialah salah satu asesoris mesin milling yang biasa
digunakan untuk membuat radius luar pada mesin Milling, pada saat proses
penggerjaan biasanya ditambahkan clamp + center pin untuk mencekam
benda kerja.
Gambar 5.40 Rotary Table
e. Dividing Head , salah satu asesoris mesin milling yang biasa digunakan
untuk membuat segi tertentu (Misal segi 3, 4, 5 dst), asesoris ini bisa juga
digunakan untuk membuat roda gigi, ataupun spiral pada mesin milling.
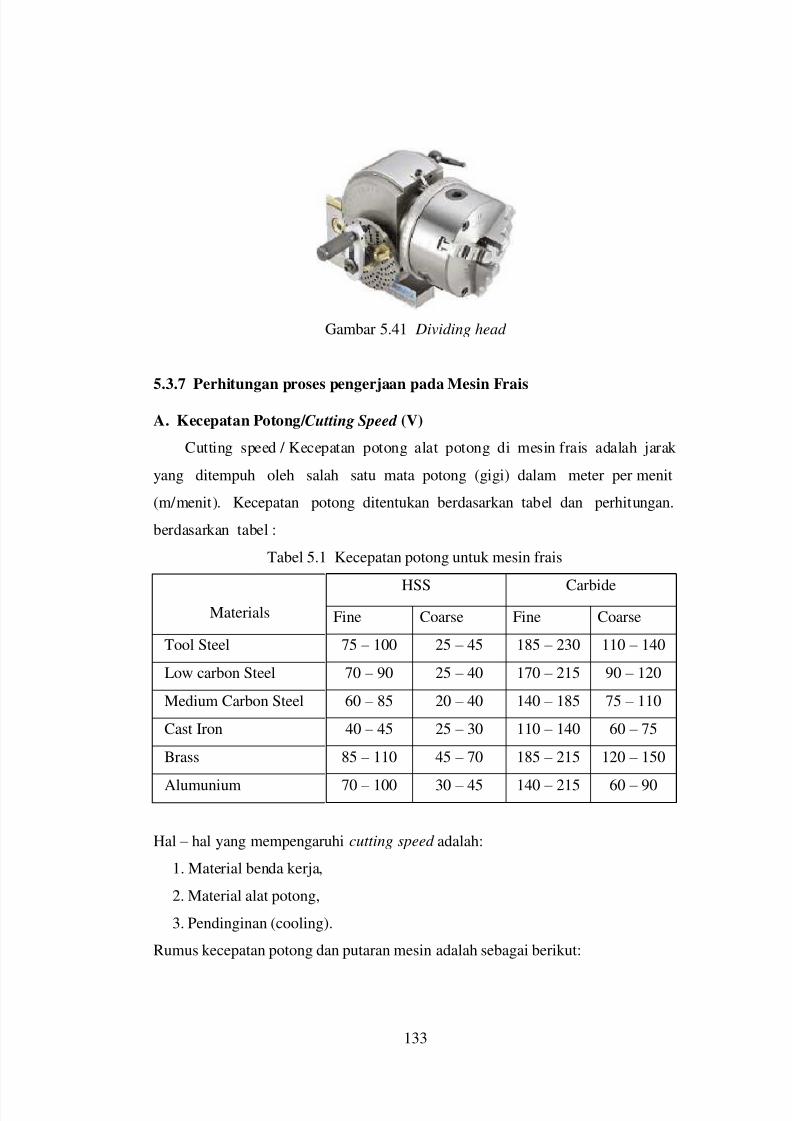
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 154/298
133
Gambar 5.41 Dividing head
5.3.7 Perhitungan proses pengerjaan pada Mesin Frais
A. Kecepatan Potong/ Cutting Speed (V)
Cutting speed / Kecepatan potong alat potong di mesin frais adalah jarak
yang ditempuh oleh salah satu mata potong (gigi) dalam meter per menit
(m/menit). Kecepatan potong ditentukan berdasarkan tabel dan perhitungan.
berdasarkan tabel :
Tabel 5.1 Kecepatan potong untuk mesin frais
MaterialsHSS Carbide
Fine Coarse Fine Coarse
Tool Steel 75 – 100 25 – 45 185 – 230 110 – 140
Low carbon Steel 70 – 90 25 – 40 170 – 215 90 – 120
Medium Carbon Steel 60 – 85 20 – 40 140 – 185 75 – 110
Cast Iron 40 – 45 25 – 30 110 – 140 60 – 75
Brass 85 – 110 45 – 70 185 – 215 120 – 150
Alumunium 70 – 100 30 – 45 140 – 215 60 – 90
Hal – hal yang mempengaruhi cutting speed adalah:
1. Material benda kerja,
2. Material alat potong,
3. Pendinginan (cooling).
Rumus kecepatan potong dan putaran mesin adalah sebagai berikut:
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 155/298
134
Dimana :
V = Kecepatan potong (Cutting speed) …… (m/menit)
d = Diameter benda kerja ………………… (mm)
n = Jumlah putaran ……………………….. (put/menit)
π = 3,14
B. Asutan/Pemakanan ( Feeding)
Feeding untuk proses frais dibedakan menjadi 3 type, yaitu :
1. Feed per minute : Pergerakan meja dalam mm pada waktu 1 menit. Satuannya
mm/menit. Simbolnya : s atau f .
2. Feed per cutter revolution : Pergerakan meja dalam mm pada 1 kali putaran
milling cutter. Satuannya mm /revolution. Simbolnya f atau s
3. Feed per tooth : Pergerakan meja dalam mm selama waktu cutter yang berputar
pada benda kerja dari satu mata potong ke mata potong berikutnya. Satuannya
mm/tooth. Simbolnya f z atau sz.
- Feed per menit :
F = f z x z x n
Dimana :
z = jumlah mata potong cutter
f z = feed/gigi .................... mm/gigi
n = putaran spindel ......... rpm
- Feed per putaran cutter :
Fo = z x f z
Dimana :
z = jumlah mata potong cutter
f z = feed/gigi..........mm/menit
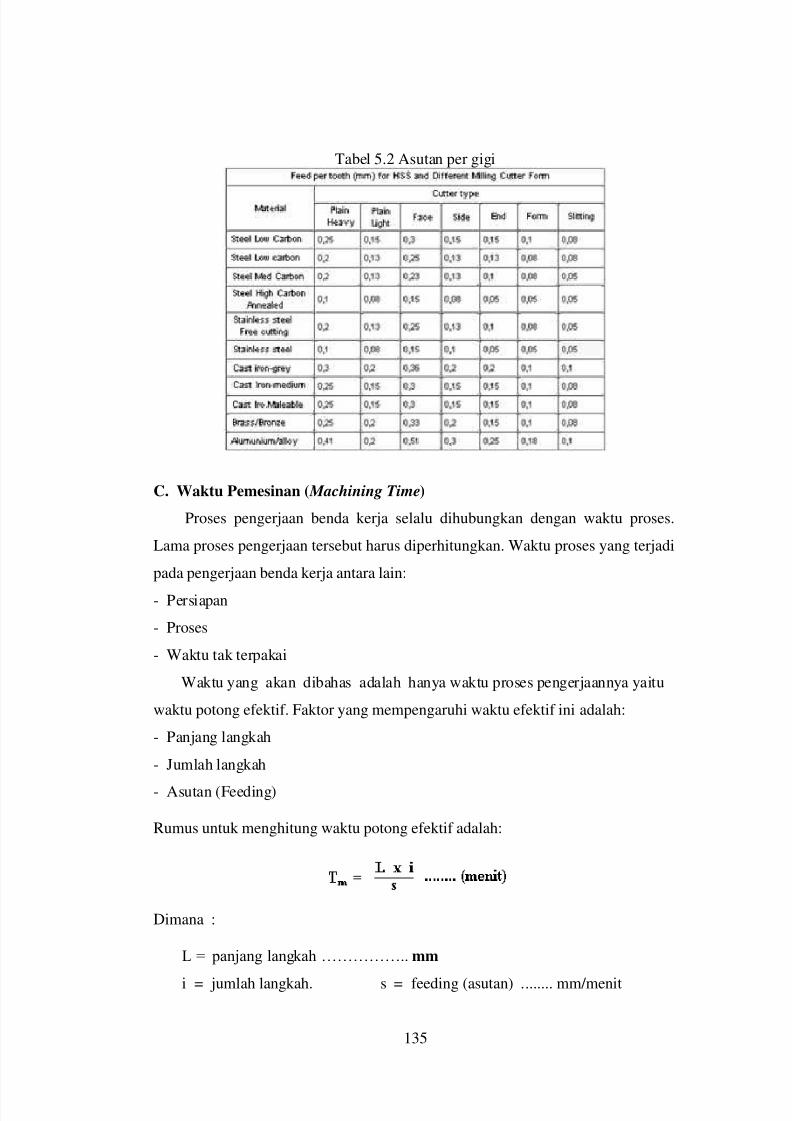
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 156/298
135
Tabel 5.2 Asutan per gigi
C. Waktu Pemesinan ( Machining Time)
Proses pengerjaan benda kerja selalu dihubungkan dengan waktu proses.
Lama proses pengerjaan tersebut harus diperhitungkan. Waktu proses yang terjadi
pada pengerjaan benda kerja antara lain:
- Persiapan
- Proses
- Waktu tak terpakai
Waktu yang akan dibahas adalah hanya waktu proses pengerjaannya yaitu
waktu potong efektif. Faktor yang mempengaruhi waktu efektif ini adalah:
- Panjang langkah
- Jumlah langkah
- Asutan (Feeding)
Rumus untuk menghitung waktu potong efektif adalah:
Dimana :
L = panjang langkah …………….. mm
i = jumlah langkah. s = feeding (asutan) ........ mm/menit
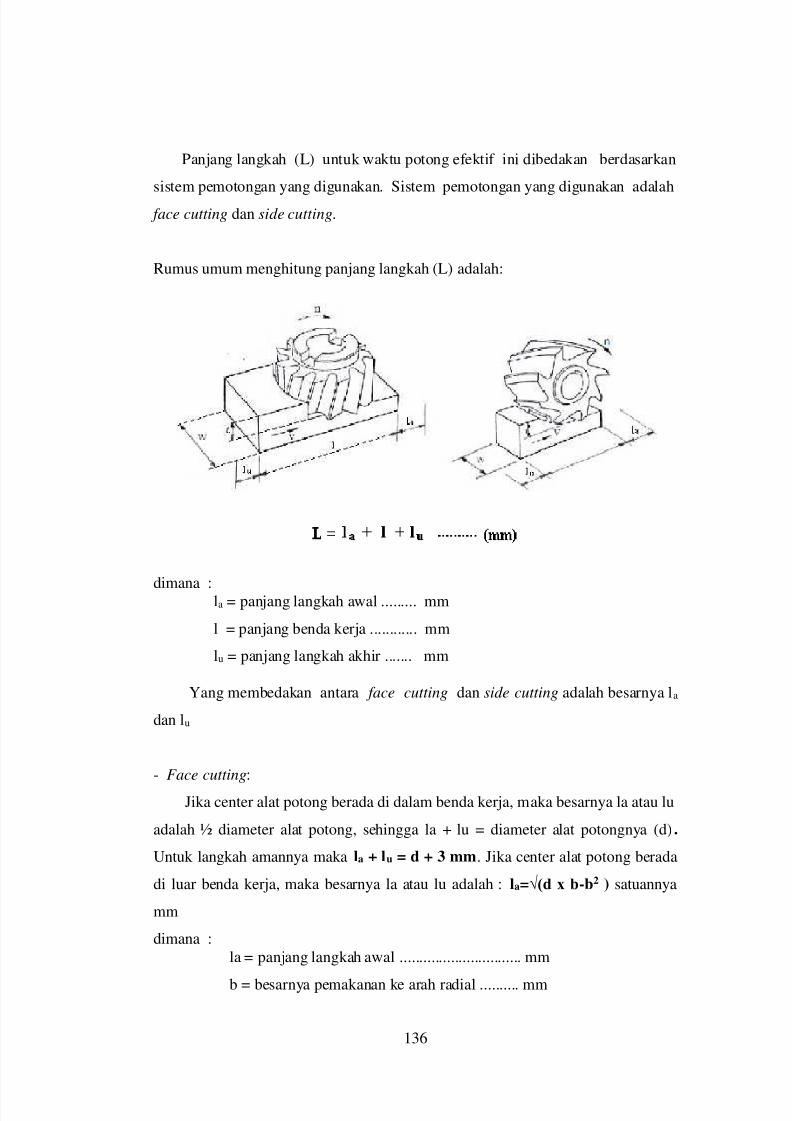
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 157/298
136
Panjang langkah (L) untuk waktu potong efektif ini dibedakan berdasarkan
sistem pemotongan yang digunakan. Sistem pemotongan yang digunakan adalah
face cutting dan side cutting.
Rumus umum menghitung panjang langkah (L) adalah:
dimana :la = panjang langkah awal ......... mm
l = panjang benda kerja ............ mm
lu = panjang langkah akhir ....... mm
Yang membedakan antara face cutting dan side cutting adalah besarnya la
dan lu
- Face cutting:
Jika center alat potong berada di dalam benda kerja, maka besarnya la atau lu
adalah ½ diameter alat potong, sehingga la + lu = diameter alat potongnya (d).
Untuk langkah amannya maka la + lu = d + 3 mm. Jika center alat potong berada
di luar benda kerja, maka besarnya la atau lu adalah : la=√(d x b-b2 ) satuannya
mm
dimana :la = panjang langkah awal ............................... mm
b = besarnya pemakanan ke arah radial .......... mm

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 158/298
137
d = diameter alat potong ................................ mm
Untuk langkah amannya maka la + lu + 3 mm.
- Side cutting :1. Jika W < d, maka besarnya i = 1,
2. Jika W >= d, maka besarnya i > 1.
la = √(d x a – a2 ) .......... mm
dimana :la = panjang langkah awal .............. mm
d = diameter alat potong ............... mm
a = kedalaman pemakanan ……… mm
Untuk besarnya lu diambil 5 mm
Untuk jumlah langkah (i) diambil berdasarkan lebar benda kerja (W) dan
diameter benda kerja. Syarat untuk jumlah langkah adalah:
Jumlah langkah (i) :
dimana :
i = jumlah langkah,
W = lebar benda kerja .................................... mm
b = besarnya pemakanan ke arah radial ....... mm
5.3.8. Cara pemasangan benda kerja
1. Rahang ragum dan benda kerja harus bebas dari kotoran dan burr , chip
dan cutting fluid .
2. Untuk benda kerja yang lebih kecil harus didukung/diganjal dengan pelat
sejajar ( parallel plate) yang diletakan pada dasar ragum.
3. Batang yang bulat harus di tempatkan diantara benda kerja dan bagian
rahang ragum yang bergerak dan yakinkan bahwa benda kerja kontak
dengan bagian rahang tetap (Gambar 5.38).
4. Handel ragum harus dikencangkan dengan tangan untuk menghindari over
over clamping dan yakinkan benda kerja menempel pada kedua pelat sejajar.
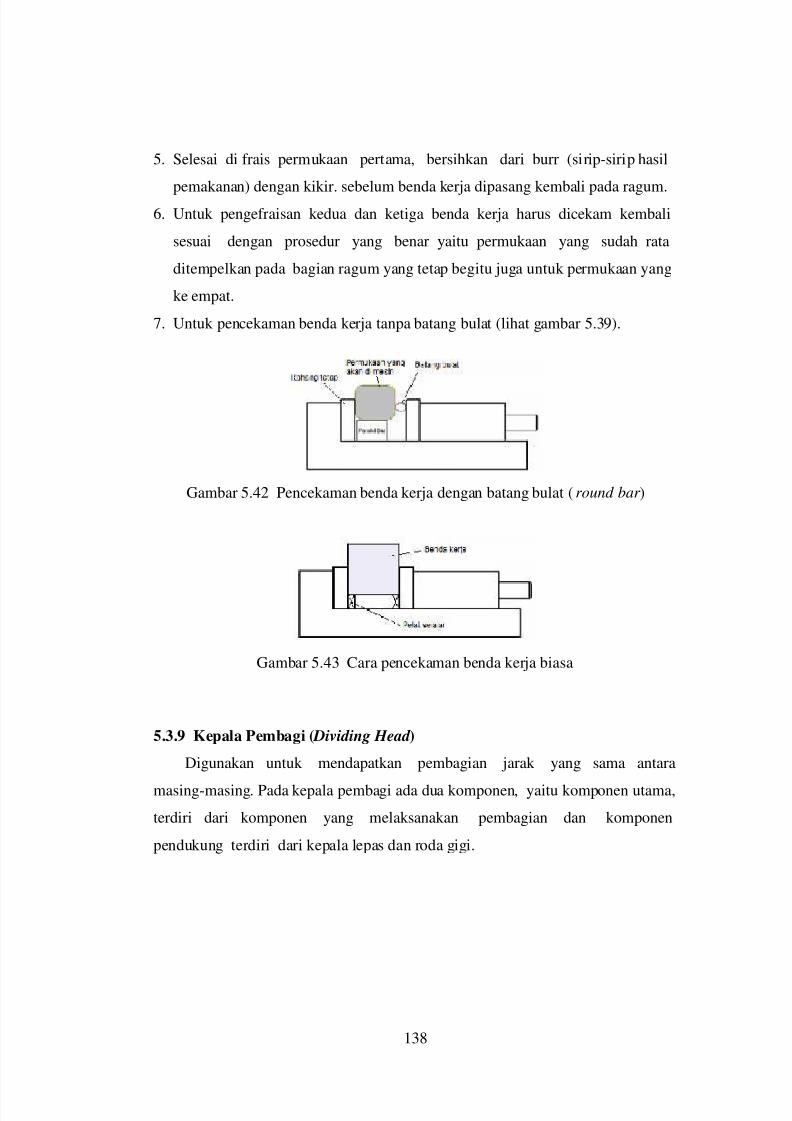
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 159/298
138
5. Selesai di frais permukaan pertama, bersihkan dari burr (sirip-sirip hasil
pemakanan) dengan kikir. sebelum benda kerja dipasang kembali pada ragum.
6. Untuk pengefraisan kedua dan ketiga benda kerja harus dicekam kembali
sesuai dengan prosedur yang benar yaitu permukaan yang sudah rata
ditempelkan pada bagian ragum yang tetap begitu juga untuk permukaan yang
ke empat.
7. Untuk pencekaman benda kerja tanpa batang bulat (lihat gambar 5.39).
Gambar 5.42 Pencekaman benda kerja dengan batang bulat (round bar )
Gambar 5.43 Cara pencekaman benda kerja biasa
5.3.9 Kepala Pembagi ( Dividing Head )
Digunakan untuk mendapatkan pembagian jarak yang sama antara
masing-masing. Pada kepala pembagi ada dua komponen, yaitu komponen utama,
terdiri dari komponen yang melaksanakan pembagian dan komponen
pendukung terdiri dari kepala lepas dan roda gigi.

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 160/298
139
Gambar 5.44 Mekanisme Dividing Head
Bagian unit utama kepala pembagi dilengkapi dengan piring pembagi yangberlobang dan engkol pembagi yang berhubungan langsung dengan poros ulir
cacing yang sekaligus memutar cekam benda kerja dengan perantaraan roda gigi
cacing. Jumlah gigi roda gigi cacing adalah 40 gigi. Perbandingan putaran engkol
pembagi dengan putaran roda gigi cacing (poros pemegang benda kerja) adalah
40 : 1, artinya bila 40 kali putaran engkol piring pembagi diputar, maka poros
roda gigi cacing akan berputar 1 kali putaran penuh.
Gambar 5.45 Bagian utama dividing head
Piring pembagi (index plate) dengan jumlah lubang tertentu sebagai
pembantu dalam pembagian untuk pembuatan segi banyak atau jumlah gigi pada
pembuatan roda gigi. Ada dua piring pembagi pada dividing head ini, yaitu piring
pembagi tetap dan piring pembagi tidak tetap. Piring pembagi tetap yaitu piring
pembagi yang terpasang secara tetap pada alat ini, biasanya mempunyai jumlah
lubang 24 dan di gunakan untuk pembagian langsung, misalnya membuat segi
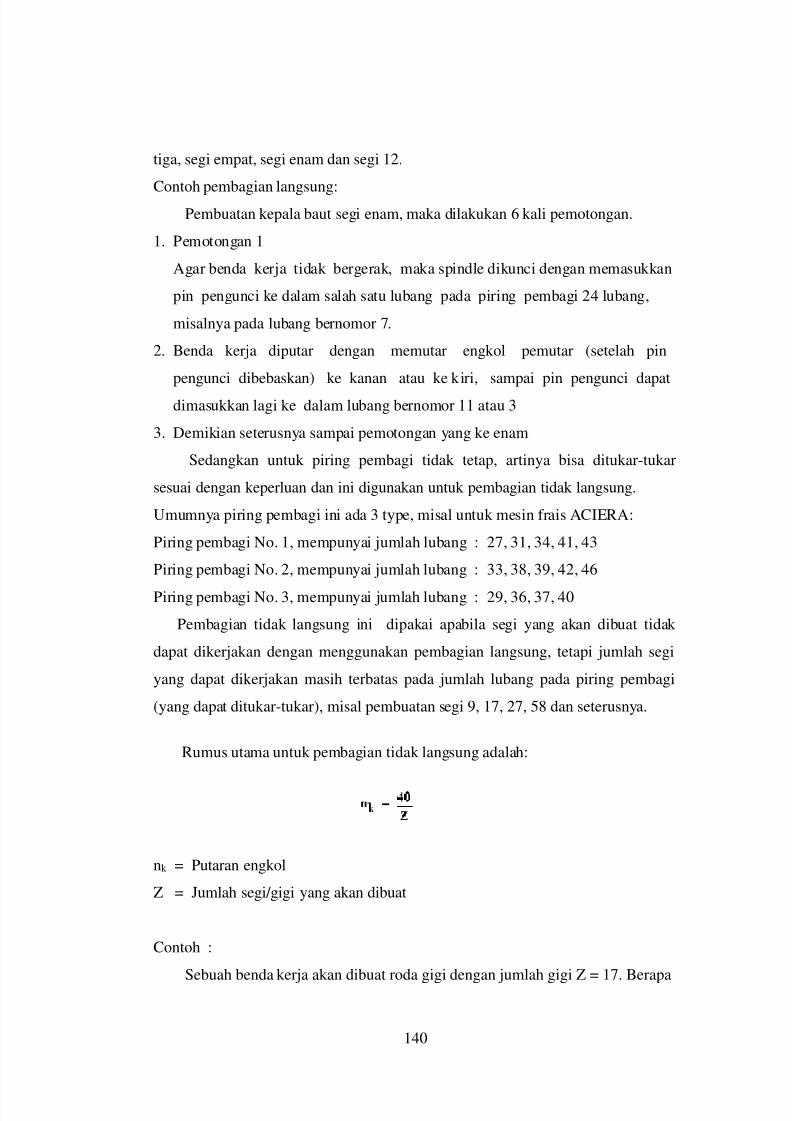
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 161/298
140
tiga, segi empat, segi enam dan segi 12.
Contoh pembagian langsung:
Pembuatan kepala baut segi enam, maka dilakukan 6 kali pemotongan.
1. Pemotongan 1
Agar benda kerja tidak bergerak, maka spindle dikunci dengan memasukkan
pin pengunci ke dalam salah satu lubang pada piring pembagi 24 lubang,
misalnya pada lubang bernomor 7.
2. Benda kerja diputar dengan memutar engkol pemutar (setelah pin
pengunci dibebaskan) ke kanan atau ke kiri, sampai pin pengunci dapat
dimasukkan lagi ke dalam lubang bernomor 11 atau 3
3. Demikian seterusnya sampai pemotongan yang ke enam
Sedangkan untuk piring pembagi tidak tetap, artinya bisa ditukar-tukar
sesuai dengan keperluan dan ini digunakan untuk pembagian tidak langsung.
Umumnya piring pembagi ini ada 3 type, misal untuk mesin frais ACIERA:
Piring pembagi No. 1, mempunyai jumlah lubang : 27, 31, 34, 41, 43
Piring pembagi No. 2, mempunyai jumlah lubang : 33, 38, 39, 42, 46
Piring pembagi No. 3, mempunyai jumlah lubang : 29, 36, 37, 40
Pembagian tidak langsung ini dipakai apabila segi yang akan dibuat tidak
dapat dikerjakan dengan menggunakan pembagian langsung, tetapi jumlah segi
yang dapat dikerjakan masih terbatas pada jumlah lubang pada piring pembagi
(yang dapat ditukar-tukar), misal pembuatan segi 9, 17, 27, 58 dan seterusnya.
Rumus utama untuk pembagian tidak langsung adalah:
nk = Putaran engkol
Z = Jumlah segi/gigi yang akan dibuat
Contoh :
Sebuah benda kerja akan dibuat roda gigi dengan jumlah gigi Z = 17. Berapa
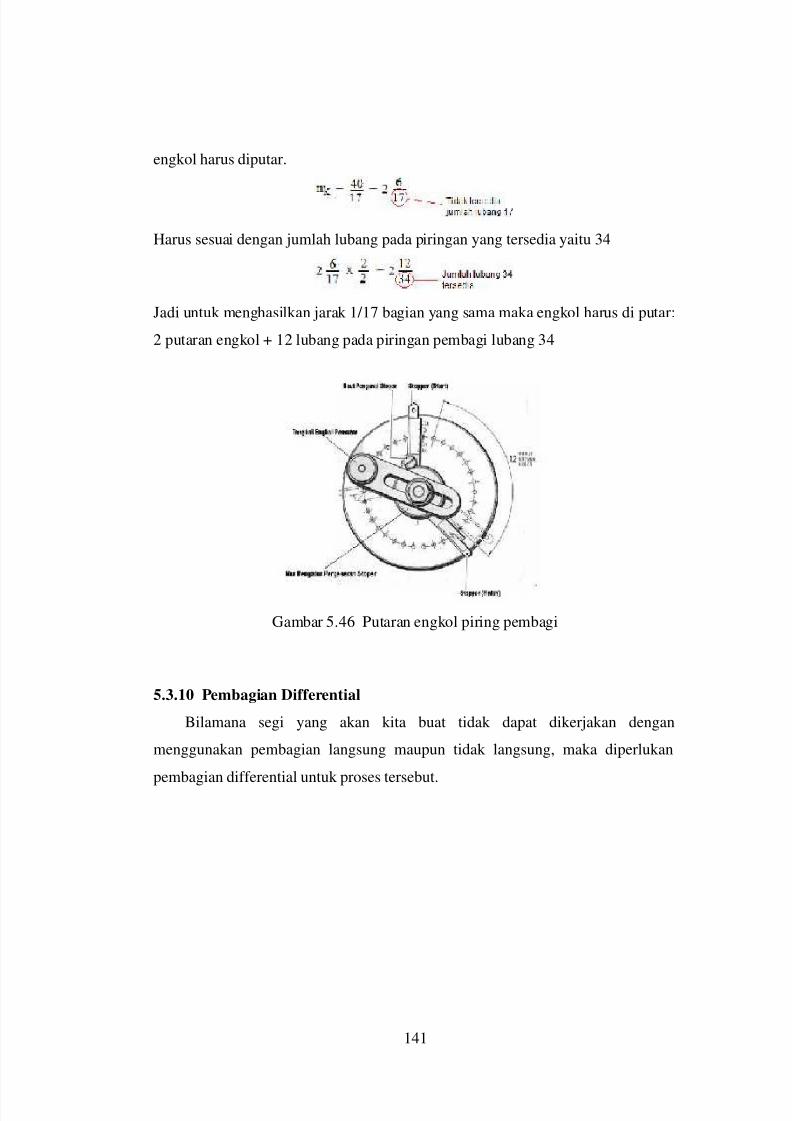
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 162/298
141
engkol harus diputar.
Harus sesuai dengan jumlah lubang pada piringan yang tersedia yaitu 34
Jadi untuk menghasilkan jarak 1/17 bagian yang sama maka engkol harus di putar:
2 putaran engkol + 12 lubang pada piringan pembagi lubang 34
Gambar 5.46 Putaran engkol piring pembagi
5.3.10 Pembagian Differential
Bilamana segi yang akan kita buat tidak dapat dikerjakan dengan
menggunakan pembagian langsung maupun tidak langsung, maka diperlukan
pembagian differential untuk proses tersebut.
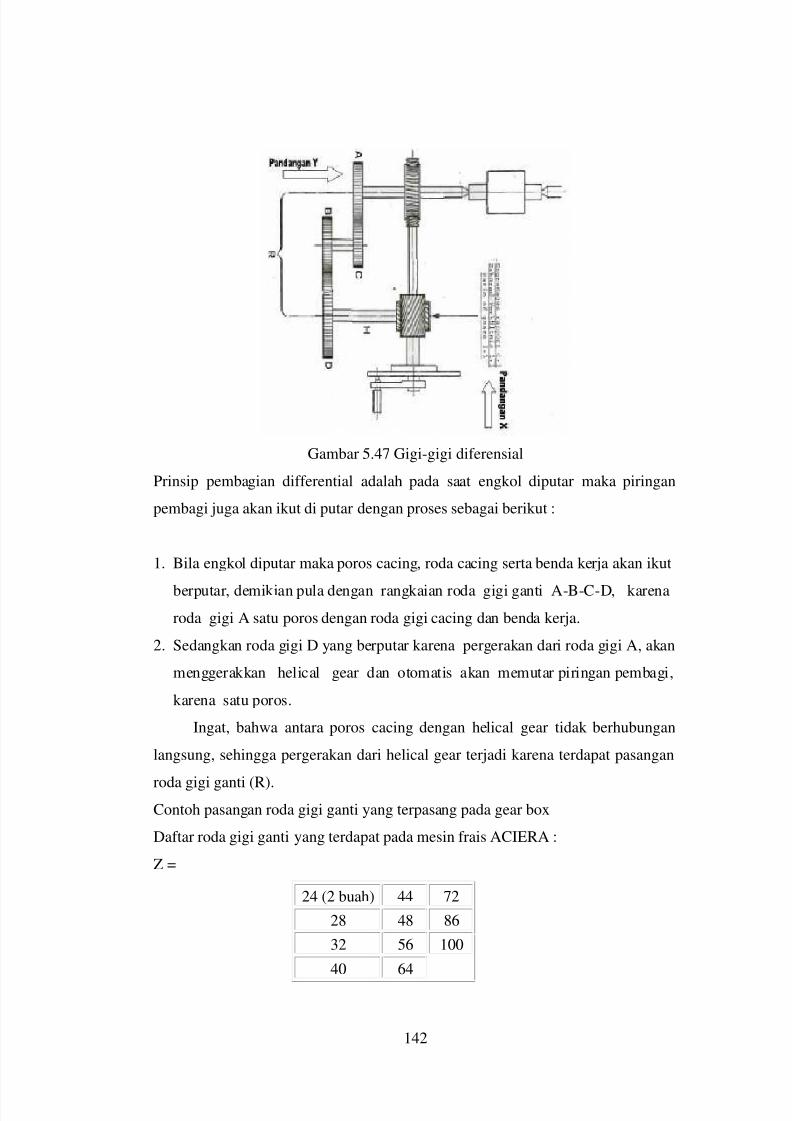
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 163/298
142
Gambar 5.47 Gigi-gigi diferensial
Prinsip pembagian differential adalah pada saat engkol diputar maka piringan
pembagi juga akan ikut di putar dengan proses sebagai berikut :
1. Bila engkol diputar maka poros cacing, roda cacing serta benda kerja akan ikut
berputar, demikian pula dengan rangkaian roda gigi ganti A-B-C-D, karena
roda gigi A satu poros dengan roda gigi cacing dan benda kerja.
2. Sedangkan roda gigi D yang berputar karena pergerakan dari roda gigi A, akan
menggerakkan helical gear dan otomatis akan memutar piringan pembagi,
karena satu poros.
Ingat, bahwa antara poros cacing dengan helical gear tidak berhubungan
langsung, sehingga pergerakan dari helical gear terjadi karena terdapat pasangan
roda gigi ganti (R).Contoh pasangan roda gigi ganti yang terpasang pada gear box
Daftar roda gigi ganti yang terdapat pada mesin frais ACIERA :
Z =
24 (2 buah) 44 72
28 48 86
32 56 100
40 64

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 164/298
143
Rumus untuk pembagian differential :
RRG = i x ( Zo – Z )/Zo
dimana :
RRG = Ratio roda gigi
RRG = B/D (Untuk 2 buah RGG)
RRG = ( A x B )/( C x D) (Untuk 4 buah roda gigi/RRG))
i = Ratio roda gigi cacing ( 40 : 1 ).Z = Jumlah segi yang akan dikerjakan
Zo = Jumlah segi bayangan
Contoh membuat jumlah gigi Z = 53
1. Misal kita kerjakan dengan pembagian tidak langsung :
nk = 40/53 Tidak ditemukan piringan yang sesuai dengan 53
Oleh karena itu kita cari angka terdekat dari 53 yang bisa dikerjakan
dengan pembagian tidak langsung atau biasa disebut Z bayangan ( Zo )
Misal Zo = 54
nk = 40/54 = 20/27
Jadi engkol diputar 0 putaran + 20 lubang pada lubang piringan 27
2. Kemudian di cari pasangan roda gigi ganti :

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 165/298
144
Jadi:
RA = 40RB = 64
RC = 48
RD = 72
5.3.11 Membuat Spiral di mesin Frais
Sama halnya pada mesin turning, pada mesin milling juga dapat digunakan
untuk mengerjakan bentuk – bentuk ulir yang sering dinamakan bentukan spiral,
seperti worm shaft, ulir dengan dua awalan, tiga awalan dan lain sebagainya.
Untuk membuat bentukan tersebut diperlukan dividing head , dividing head
akan dihubungkan dengan pergerakan meja pada mesin milling dengan
menggunakan transmisi roda gigi (gear box), sehingga dapat digunakan untuk
pembuatan spiral tersebut.
Alat potong yang digunakan ada beberapa macam, tergantung dari bentuk
alur yang diinginkan, misalnya single lip, prisma cutter, modul cutter dan lain-
lain. Untuk membuat alur yang berbentuk spiral, maka ada kalanya cutter milling
harus dipasang menyudut (α) terhadap benda kerja.
Gambar 5.48 Sudut helix
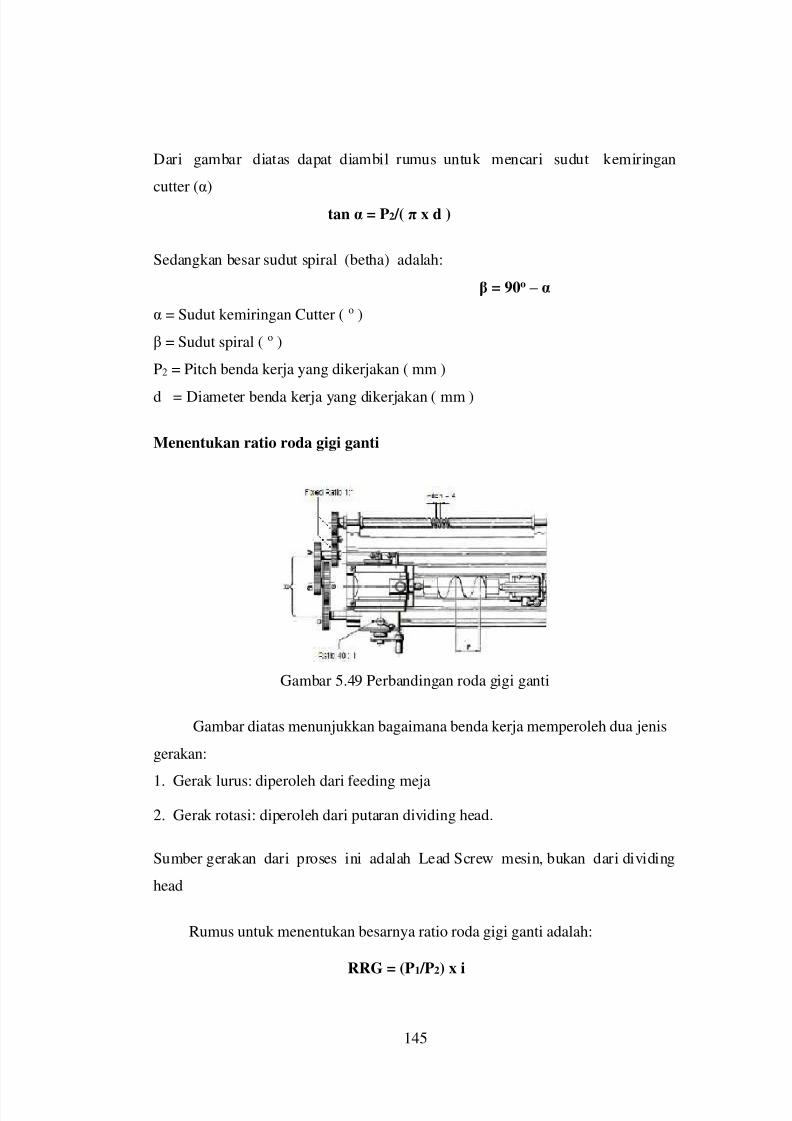
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 166/298
145
Dari gambar diatas dapat diambil rumus untuk mencari sudut kemiringan
cutter (α)
tan α = P2 /( π x d )
Sedangkan besar sudut spiral (betha) adalah:
β = 90o – α
α = Sudut kemiringan Cutter ( o )
β = Sudut spiral ( o )
P2 = Pitch benda kerja yang dikerjakan ( mm )
d = Diameter benda kerja yang dikerjakan ( mm )
Menentukan ratio roda gigi ganti
Gambar 5.49 Perbandingan roda gigi ganti
Gambar diatas menunjukkan bagaimana benda kerja memperoleh dua jenis
gerakan:
1. Gerak lurus: diperoleh dari feeding meja
2. Gerak rotasi: diperoleh dari putaran dividing head.
Sumber gerakan dari proses ini adalah Lead Screw mesin, bukan dari dividing
head
Rumus untuk menentukan besarnya ratio roda gigi ganti adalah:
RRG = (P1 /P2) x i

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 167/298
146
P1 = Pitch Lead Screw ( 4 )
P2 = Pitch benda kerja yang dikerjakan
i = Ratio roda gigi cacing ( 40 : 1 )
Contoh soal :
Sebuah Spiral dengan pitch 800 mm pada benda kerja diameter 80 mm
akan dibuat dengan mesin milling yang memiliki pitch lead screw 4 mm dan
menggunakan kepala pembagi dengan ratio roda gigi cacing 40 : 1, hitunglah
besar :
1. Sudut kemiringan cutter
2. Sudut Spiral
3. Rangkaian roda gigi ganti yang digunakan
Jawab :
Roda gigi ganti yang digunakan :
RA : 40 RC : 100
RB : 32 RD : 64
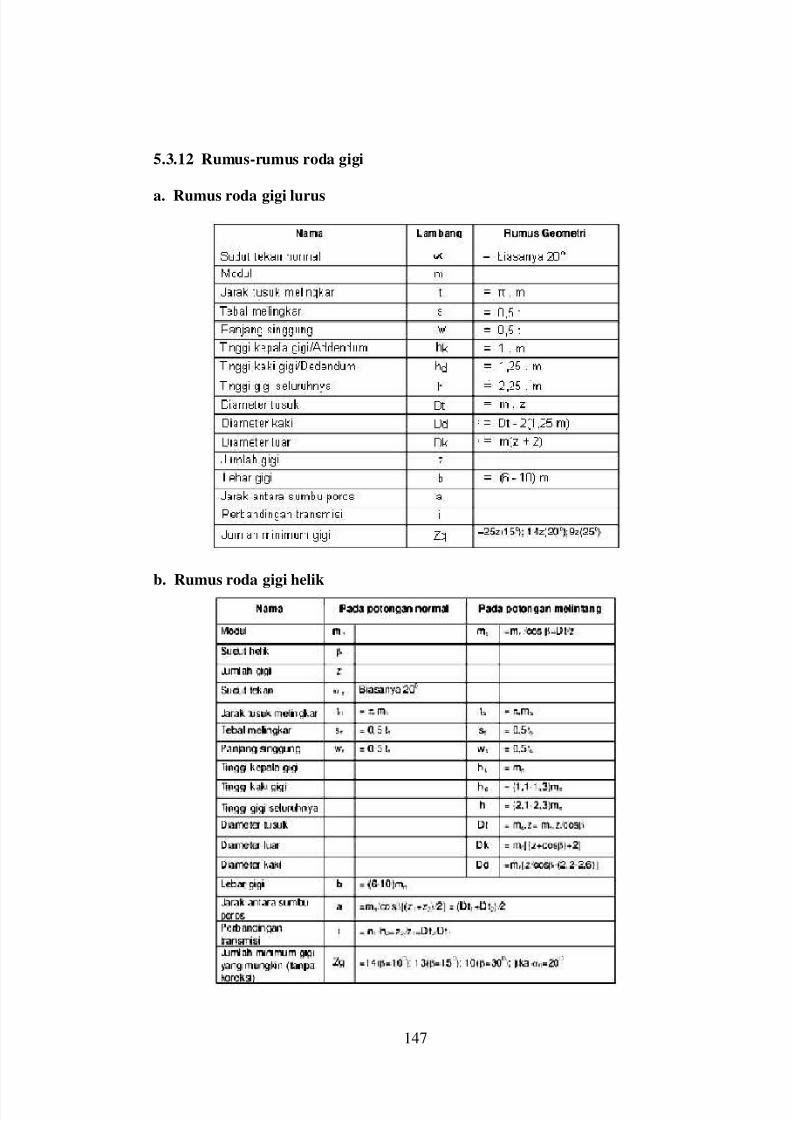
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 168/298
147
5.3.12 Rumus-rumus roda gigi
a. Rumus roda gigi lurus
b. Rumus roda gigi helik

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 169/298
148
5.3.13 Latihan
1. Sebutkan defenisi dari mesin frais.
2. Sebutkan jenis pekerjaan yang dapat dilakukan dengan mesin frais.
3. Sebutkan jenis-jenis mesin frais.
4. Sebutkan dan jelaskan gerakan-gerakan utama mesin frais.
5. Sebutkan dan jelaskan metode/teknik dalam pengefraisan.
6. Sebutkan kegunaan dividing head.
7. Proses frais dapat diklasifikasikan dalam tiga jenis. Sebutkan.
8. Hal – hal yang mempengaruhi Cutting speed adalah ......
9. Sebutkan type-type pemakanan/asutan (feeding) dalam mesin frais.
10. Sebutkan faktor-faktor yang mempengaruhi waktu efektif dalam perhitungan
waktu pemesinan.
5.3.14 Tugas
Sebuah benda kerja dari bahan St. 37 akan dibuat roda gigi dengan jumlah
gigi Z = 21 dengan modul m = 1,5. Hitung diameter luar sebelum dibentuk gigi,
tinggi gigi seluruhnya, lebar gigi dan putaran poros engkol untuk mendapatkan
pembagian yang sama yaitu 1/21 bagian.
5.3.15 Evaluasi/Kunci Jawaban
Jawaban :
1. Mesin frais adalah salah satu mesin perkakas dengan gerak utama berputar,
alat potong berputar pada sumbu head milling dan benda kerja diumpankan.
2. - Permukaan rata dan datar - Roda gigi
- Permukaan siku dan sejajar - Benda-benda persegi
- Permukaan bersudut - Beralur dan berbentuk
3. - Mesin Frais Horizontal
- Mesin Frais Vertikal
- Mesin Frais Universal
4. Gerakan Utama Mesin Frais
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 170/298
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 171/298
150
berikutnya. Satuannya mm/tooth. Simbolnya f z atau sz.
10. Faktor yang mempengaruhi waktu efektif ini adalah :
- Panjang langkah. Satuannya mm. Simbolnya L.
- Jumlah langkah. Simbolnya i.
- Feeding per minute. Satuannya mm/menit. Simbolnya f atau s.
5.4 Rangkuman
- Mesin Frais adalah termasuk mesin perkakas dengan gerak utama berputar
dirancang untuk berbagai keperluan mulai dari bentuk - bentuk yang
sederhana sampai ke bentuk-bentuk yang kompleks, misalnya membuat roda
gigi.
- Proses pemesinan frais (milling) adalah proses penyayatan benda kerja
menggunakan alat potong dengan mata potong jamak yang berputar.
- Ada 3 macam gerakan utama mesin frais (milling), yaitu:
1. Gerakan putar, yaitu gerakan berputar alat potong sambil memotong benda
kerja.
2. Gerakan pemakanan, adalah gerakan alat potong sepanjang daerah
pemotongan.
3. Gerakan pengikatan adalah gerakan untuk mengatur posisi pemakanan,
kedalaman pemakanan, dan pengembalian, untuk memungkinkan benda
kerja masuk ke dalam sisi potong cutter, gerakan ini dapat juga disebut
gerakan penyetelan.
- Ada 3 jenis mesin frais, yaitu mesin frais horizontal, mesin frais vertical dan
mesin frais universal.
- Proses frais dapat diklasifikasikan dalam tiga jenis, yaitu:
(a) Frais Periperal (Slab Milling)
(b) Frais Muka (Face Milling)
(c) Frais Jari ( End Milling)
- Metode proses frais ada dua yaitu frais naik (up cut milling), disebut juga
pengefraisan normal atau konvensional dan frais mendaki (down cut milling).
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 172/298
151
- Hal – hal yang mempengaruhi Cutting speed adalah : material benda kerja,
material alat potong, dan pendinginan (cooling).
- Feeding untuk proses frais dibedakan menjadi 3 type, yaitu:
1. Feed per minute : Pergerakan meja dalam mm pada waktu 1 menit.
satuannya mm/menit, simbolnya : s atau f.
2. Feed per cutter revolution : Pergerakan meja dalam mm pada 1 kali putaran
milling cutter. Satuannya mm/revolution. Simbolnya f atau s.
3. Feed per tooth : Pergerakan meja dalam mm selama waktu cutter yang
berputar pada benda kerja dari satu mata potong ke mata potong berikutnya.
Satuannya mm/gigi. Simbolnya f z atau sz.
5.5 Daftar Pustaka
1. B.L Suneja, G.S. Sekhon Nitin Seth, "Fundamentals of Metal Cutting andMachine Tools" Second Edition, New Age International Limited Publisher,New Delhi, 2005.
2 Bawa, HS, MANUFACTURRING PROCESSES – 1H.S Tata McGraw-HillPublishing Company Limited, New Delhi, 2006.
3. Dr.Kesavan, B. Vijaya Ramnath, "MACHINE TOOLS", University SciencePress, New Delhi,2010.
4. Groover, Mikell P. Fundamental of Modern Manufacturing, New York John Wiley & Sons, 2002.
5. Moltrecht, Karl Hana, Machine Shop Practice Vol. 1, Industrial Press, Inc,New York, 1981.
6. Stephen F. Krar, Arthur Gill, Peter Smid, First Edition Machine Tool
Technology Basics, Printed in the United States of America, 2003.7. Tschatsch, Heinz, Prof, Dr, Ing, Applied Machining Technology, Springer
Dordrecht Heidelberg London, New York, 2009.
8. Widarto, dkk, Teknik Pemesinan, Direktorat Jenderal Manajemen PendidikanDasar dan Menengah Direktorat Pembinaan Sekolah Menengah KejuruanDepartemen Pendidikan Nasional, 2008.
9. http://commons.wikimedia.org
10. http://mmu.ic.polyu.edu.hk/handout/0103/0103.htm#2.1
11. http://www.lathes.co.uk
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 173/298
152
12. http://www.carbideanddiamondtooling.com/lathe.chuck.accessories
13. http://www.gutenberg.org
14. www.technologystudent.com/equip1/shape1.htm

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 174/298
153
BAB VI MESIN GERINDA (GRINDING MACHINE)
6.1 Pendahuluan
Kemampuan menajamkan alat potong dengan mengasahnya dengan pasir
atau batu telah ditemukan oleh manusia primitive sejak beberapa abad yang lalu.
Alat pengikis digunakan untuk membuat batu gerinda pertama kali pada jaman
besi, dan pada perkembangannya dibuat lebih bagus untuk proses penajaman. Di
awal tahun 1900-an, penggerindaan mengalami perkembangan yang sangat cepat
seiring dengan kemampuan manusia membuat butiran abrasive seperti silikon
karbida dan aluminium karbida. Selanjutnya dikembangkan mesin pengasah yang
lebih efektif yang disebut Mesin Gerinda. Mesin ini dapat mengikis permukaan
logam dengan cepat dan mempunyai tingkat akurasi yang tinggi sesuai dengan
bentuk yang diinginkan.
Penggerindaan atau grinding adalah proses pemotongan logam seperti halnya
milling, planning, drilling, sawing dan turning. Roda gerinda sebagai pemotong
mempunyai beribu-ribu sisi pemotong. Benda kerja berupa logam lunak atau
logam yang telah dikeraskan.
Prinsip kerja pemotongan sama dengan pemotongan pada proses frais, hanya
bentuk pemotongnya yang berbeda. Jika dilihat dengan microscope akan terlihat
butiran-butiran asah pada batu gerinda (lihat gambar 6.1).
Gambar 6.1 Butiran-butiran asah roda gerinda

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 175/298
154
6.2 Tujuan Pembelajaran Khusus
Pembaca dapat mengerti dan memahami definisi dan prinsip kerja mesin
gerinda , mengetahui jenis-jenis mesin gerinda, memahami mekanisme kerja dan
bagian-bagian utama mesin gerinda, mengetahui metode-metode penggerindaan
datar/muka dan silinder, mengatahui bentuk-bentuk roda gerinda dan jenis-jenis
butiran asah dan sifatnya, mengetahui alat-alat bantu mesin gerinda datar dan
silinder, serta mahasiswa dapat menghitung waktu proses pemesinan pada mesin
gerinda.
6.3 Kegiatan Belajar
6.3.1 Definisi dan prinsip kerja mesin gerinda
Definisi :
Grinding adalah proses pemesinan dimana partikel abrasive dalam batu
gerinda yang diputar pada kecepatan permukaan sangat tinggi. Batu gerinda
biasanya berbentuk piring (disk), dan dibuat dengan kesetimbangan yang
baik karena kecepatan putarnya tinggi. Penggerindaan banyak digunakan untuk
pengerjaan akhir ( finishing operation) dari pengerjaan mesin milling, turning dan
planning dengan ketelitian sampai 0,001 mm.
Prinsip Kerja :
Grinding mirip dengan proses milling, dimana pemotongan terjadi
pada permukaan keliling luar batu gerinda serupa dengan proses peripheral dan
face milling. Peripheral grinding lebih banyak digunakan dibanding face grinding.
Dalam sebuah batu gerinda yang berputar terdapat banyak sekali ujung potong
(partikel abrasive), dan benda kerja diumpankan relatif terhadap batu gerinda
sehingga terjadi proses pemotongan. Disamping beberapa kemiripan tadi, terdapat
perbedaan besar antara grinding dan milling, yaitu:
1. Butiran pengasah (abrasive) pada batu gerinda jauh lebih kecil dan
berjumlah banyak dibandingkan sisi-sisi potong pada pahat milling
2. Kecepatan potong pada grinding jauh lebih tinggi dibanding milling.
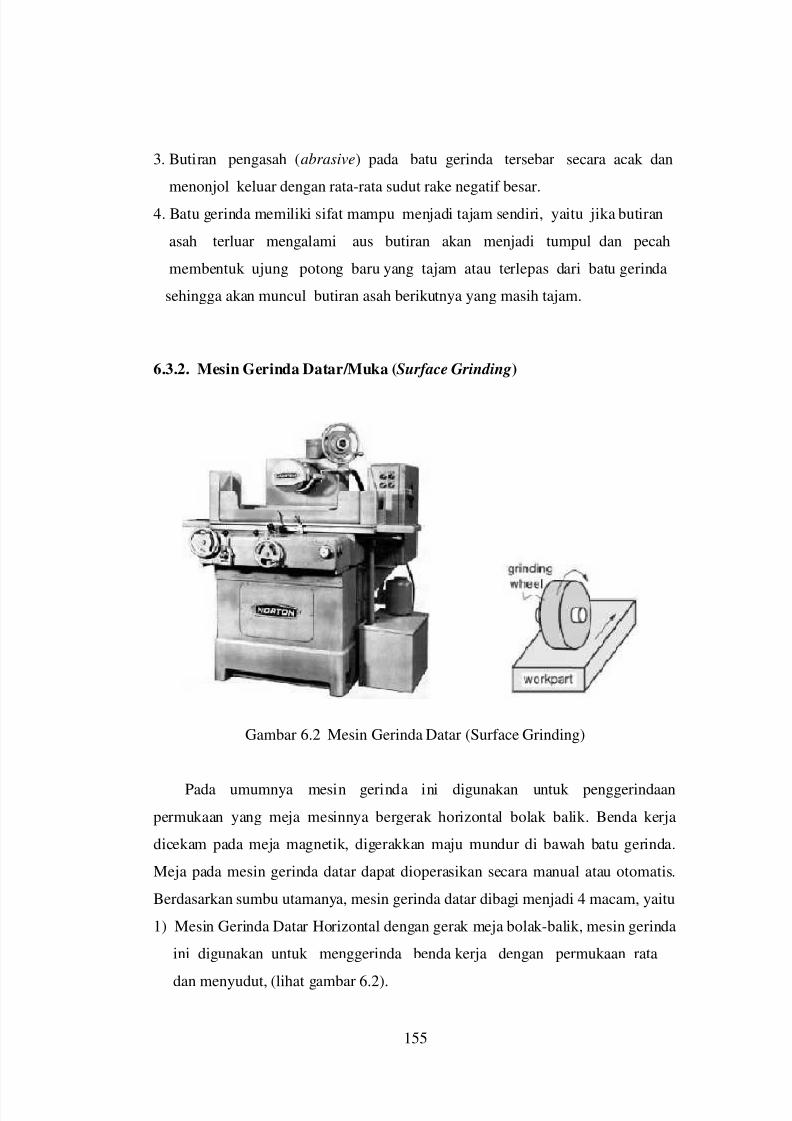
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 176/298
155
3. Butiran pengasah (abrasive) pada batu gerinda tersebar secara acak dan
menonjol keluar dengan rata-rata sudut rake negatif besar.
4. Batu gerinda memiliki sifat mampu menjadi tajam sendiri, yaitu jika butiran
asah terluar mengalami aus butiran akan menjadi tumpul dan pecah
membentuk ujung potong baru yang tajam atau terlepas dari batu gerinda
sehingga akan muncul butiran asah berikutnya yang masih tajam.
6.3.2. Mesin Gerinda Datar/Muka (Surface Grinding)
Gambar 6.2 Mesin Gerinda Datar (Surface Grinding)
Pada umumnya mesin gerinda ini digunakan untuk penggerindaan
permukaan yang meja mesinnya bergerak horizontal bolak balik. Benda kerja
dicekam pada meja magnetik, digerakkan maju mundur di bawah batu gerinda.
Meja pada mesin gerinda datar dapat dioperasikan secara manual atau otomatis.
Berdasarkan sumbu utamanya, mesin gerinda datar dibagi menjadi 4 macam, yaitu
1) Mesin Gerinda Datar Horizontal dengan gerak meja bolak-balik, mesin gerinda
ini digunakan untuk menggerinda benda kerja dengan permukaan rata
dan menyudut, (lihat gambar 6.2).
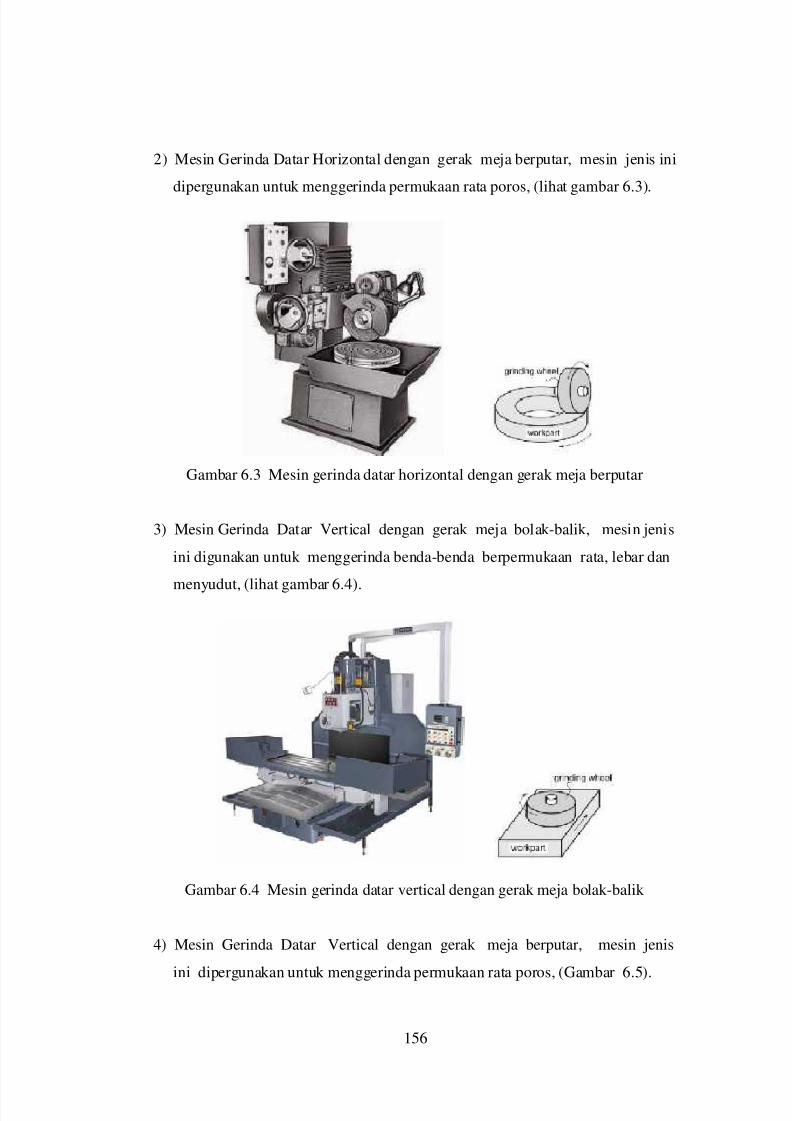
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 177/298
156
2) Mesin Gerinda Datar Horizontal dengan gerak meja berputar, mesin jenis ini
dipergunakan untuk menggerinda permukaan rata poros, (lihat gambar 6.3).
Gambar 6.3 Mesin gerinda datar horizontal dengan gerak meja berputar
3) Mesin Gerinda Datar Vertical dengan gerak meja bolak-balik, mesin jenis
ini digunakan untuk menggerinda benda-benda berpermukaan rata, lebar dan
menyudut, (lihat gambar 6.4).
Gambar 6.4 Mesin gerinda datar vertical dengan gerak meja bolak-balik
4) Mesin Gerinda Datar Vertical dengan gerak meja berputar, mesin jenis
ini dipergunakan untuk menggerinda permukaan rata poros, (Gambar 6.5).
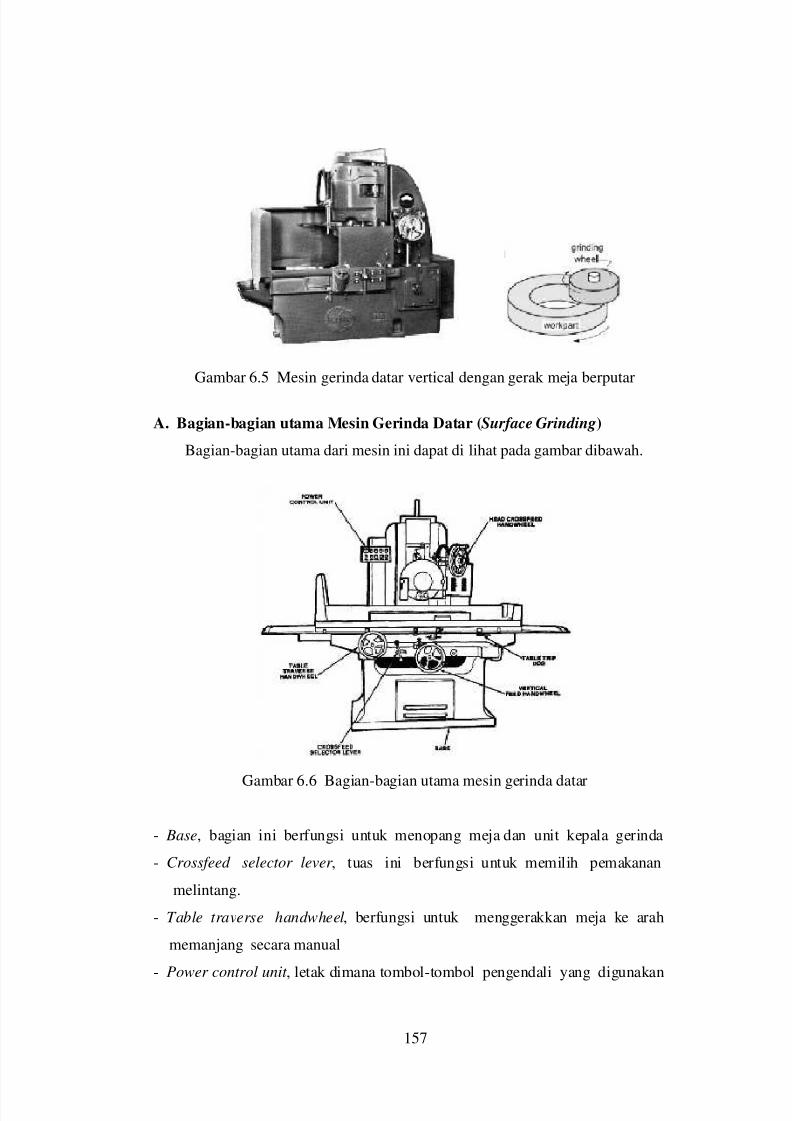
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 178/298
157
Gambar 6.5 Mesin gerinda datar vertical dengan gerak meja berputar
A. Bagian-bagian utama Mesin Gerinda Datar (Surface Grinding)
Bagian-bagian utama dari mesin ini dapat di lihat pada gambar dibawah.
Gambar 6.6 Bagian-bagian utama mesin gerinda datar
- Base, bagian ini berfungsi untuk menopang meja dan unit kepala gerinda
- Crossfeed selector lever , tuas ini berfungsi untuk memilih pemakanan
melintang.
- Table traverse handwheel, berfungsi untuk menggerakkan meja ke arah
memanjang secara manual
- Power control unit , letak dimana tombol-tombol pengendali yang digunakan
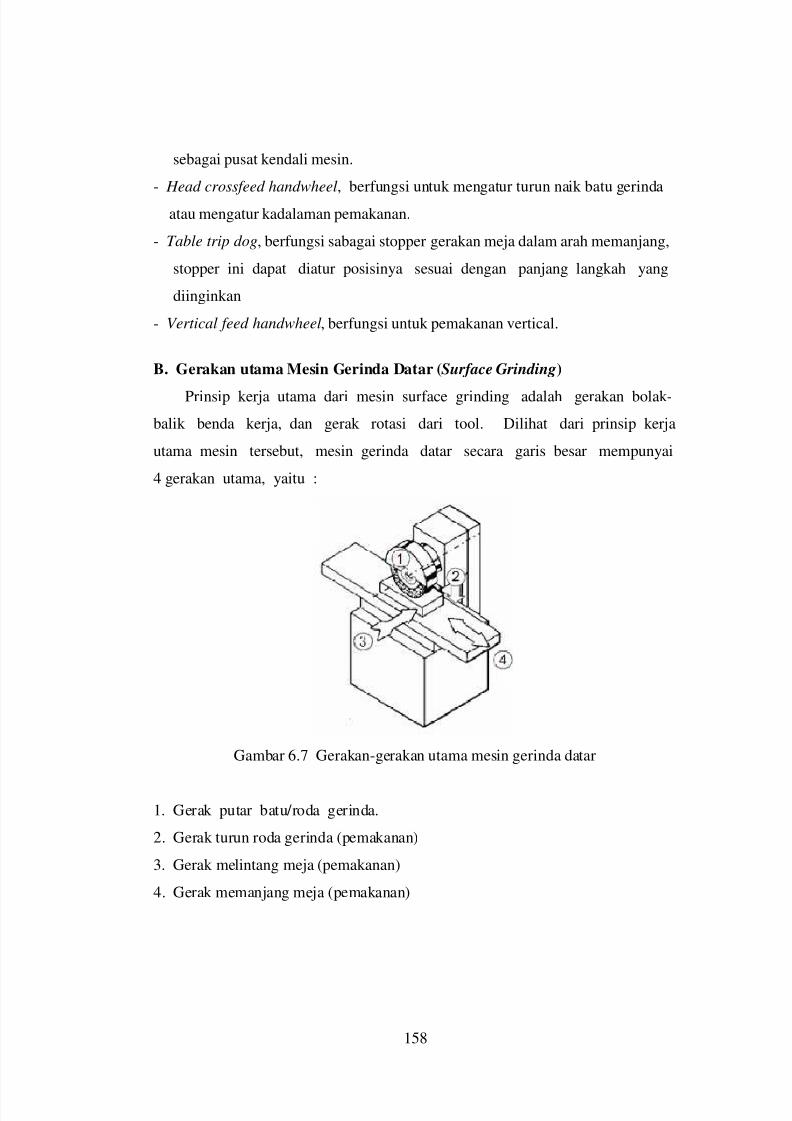
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 179/298
158
sebagai pusat kendali mesin.
- Head crossfeed handwheel, berfungsi untuk mengatur turun naik batu gerinda
atau mengatur kadalaman pemakanan.
- Table trip dog, berfungsi sabagai stopper gerakan meja dalam arah memanjang,
stopper ini dapat diatur posisinya sesuai dengan panjang langkah yang
diinginkan
- Vertical feed handwheel, berfungsi untuk pemakanan vertical.
B. Gerakan utama Mesin Gerinda Datar (Surface Grinding)
Prinsip kerja utama dari mesin surface grinding adalah gerakan bolak-
balik benda kerja, dan gerak rotasi dari tool. Dilihat dari prinsip kerja
utama mesin tersebut, mesin gerinda datar secara garis besar mempunyai
4 gerakan utama, yaitu :
Gambar 6.7 Gerakan-gerakan utama mesin gerinda datar
1. Gerak putar batu/roda gerinda.
2. Gerak turun roda gerinda (pemakanan)
3. Gerak melintang meja (pemakanan)
4. Gerak memanjang meja (pemakanan)
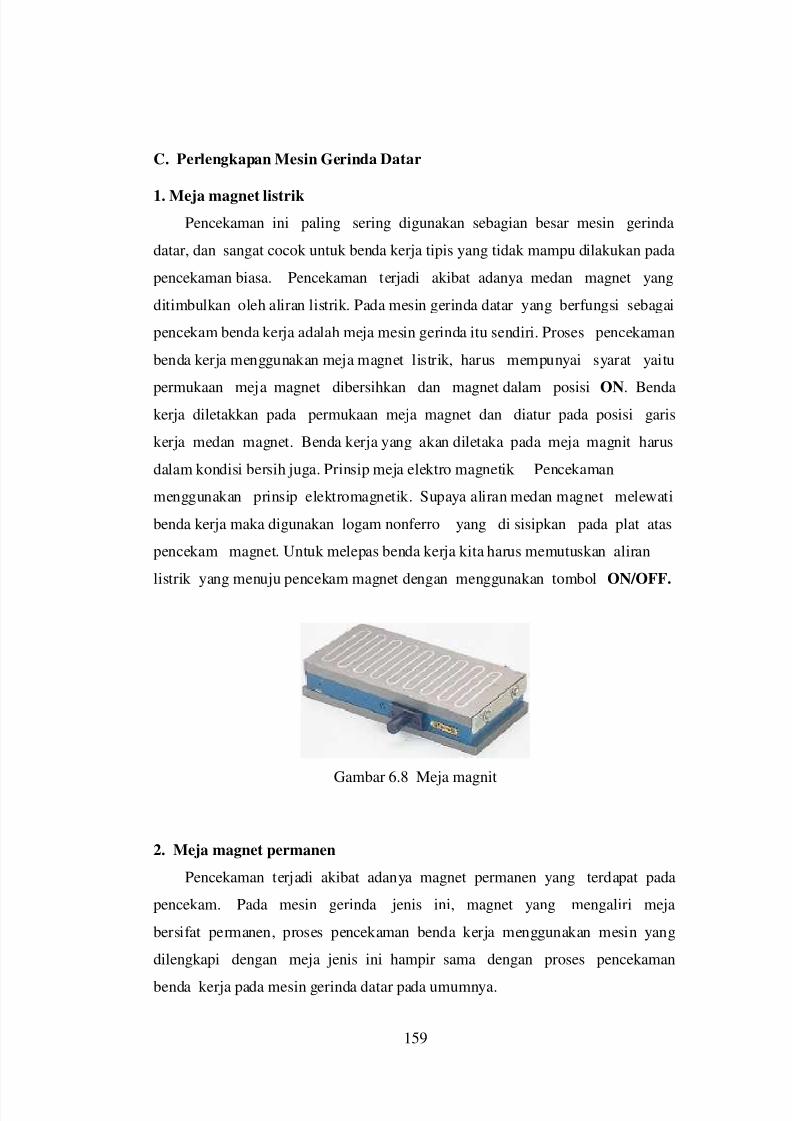
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 180/298
159
C. Perlengkapan Mesin Gerinda Datar
1. Meja magnet listrik
Pencekaman ini paling sering digunakan sebagian besar mesin gerinda
datar, dan sangat cocok untuk benda kerja tipis yang tidak mampu dilakukan pada
pencekaman biasa. Pencekaman terjadi akibat adanya medan magnet yang
ditimbulkan oleh aliran listrik. Pada mesin gerinda datar yang berfungsi sebagai
pencekam benda kerja adalah meja mesin gerinda itu sendiri. Proses pencekaman
benda kerja menggunakan meja magnet listrik, harus mempunyai syarat yaitu
permukaan meja magnet dibersihkan dan magnet dalam posisi ON. Bendakerja diletakkan pada permukaan meja magnet dan diatur pada posisi garis
kerja medan magnet. Benda kerja yang akan diletaka pada meja magnit harus
dalam kondisi bersih juga. Prinsip meja elektro magnetik Pencekaman
menggunakan prinsip elektromagnetik. Supaya aliran medan magnet melewati
benda kerja maka digunakan logam nonferro yang di sisipkan pada plat atas
pencekam magnet. Untuk melepas benda kerja kita harus memutuskan aliran
listrik yang menuju pencekam magnet dengan menggunakan tombol ON/OFF.
Gambar 6.8 Meja magnit
2. Meja magnet permanen
Pencekaman terjadi akibat adanya magnet permanen yang terdapat pada
pencekam. Pada mesin gerinda jenis ini, magnet yang mengaliri meja
bersifat permanen, proses pencekaman benda kerja menggunakan mesin yang
dilengkapi dengan meja jenis ini hampir sama dengan proses pencekaman
benda kerja pada mesin gerinda datar pada umumnya.

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 181/298
160
Gambar 6.9 Meja magnit permanen
3. Ragum putar (Swivel vice)
Pencekaman digunakan ketika benda kerja yang semua bidang telah
di gerinda, dimana antara satu dengan yang lainnya saling tegak lurus dan
sejajar. Adapun proses pencekaman benda kerja menggunakan ragum ini sebagai
berikut :
Gambar 6.10 Ragum putar
- Permukaan benda kerja yang dijepit oleh ragum ini menghasilkan bidang
yang akan tergerinda mempunyai kesikuan dan kesejajaran yang baik
dengan syarat ragum sudah di setting kesikuan dan kerataannya.- Ragum diletakan dengan pada pencekam magnet dalam posisi yang
bisa dirubah rubah sesuai dengan penggerindaan yang diinginkan. Bidang-
bidang dari ragum digunakan sebagai bidang dasar dan penahan.
- Permukaan bidang pencekam dan yang tercekam harus bersih dari kotoran-
kotoran yang mengganggu pencekaman dan ketelitian penggerindaan.
- Untuk menggerinda benda kerja tegak lurus, vice diputar 90° tanpa harus
membuka penjepitan benda kerja, dengan syarat permukaan benda kerja

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 182/298
161
lebih tinggi dari permukaan rahang ragum. Untuk sudut kemiringan yang lain
juga bisa dilakukan dengan menyeting sebelumnya kedudukan benda
kerja menggunakan bevel transfer yang sudah di setel pada bevel protactor.
4. Ragum mesin presisi
Pencekaman menggunakan ragum mesin presisi adalah benda kerja yang
semua bidang digerinda, di mana antara satu dengan yang lainnya saling tegak
lurus dan sejajar.
Gambar 6.11 Ragum mesin presisi
Adapun proses pengikatan/pencekaman benda kerja menggunakan ragum
presisi sebagai berikut:
a) Permukaan benda kerja yang dijepit oleh ragum ini menghasilkan bidang yang
akan tergerinda dengan kesikuan dan kesejajaran yang baik.
b) Ragum diletakan pada pada meja magnet dalam posisi yang bisa dirubah-
rubah sesuai dengan penggerindaan yang diinginkan. Bidang-bidang dari
ragum digunakan sebagai bidang dasar dan penahan.
c) Permukaan bidang pencekam dan yang tercekam harus bersih dari kotoran-
kotoran yang mengganggu pencekaman dan ketelitian penggerindaan.
5. Meja Sinus
Gambar 6.12 Meja sinus
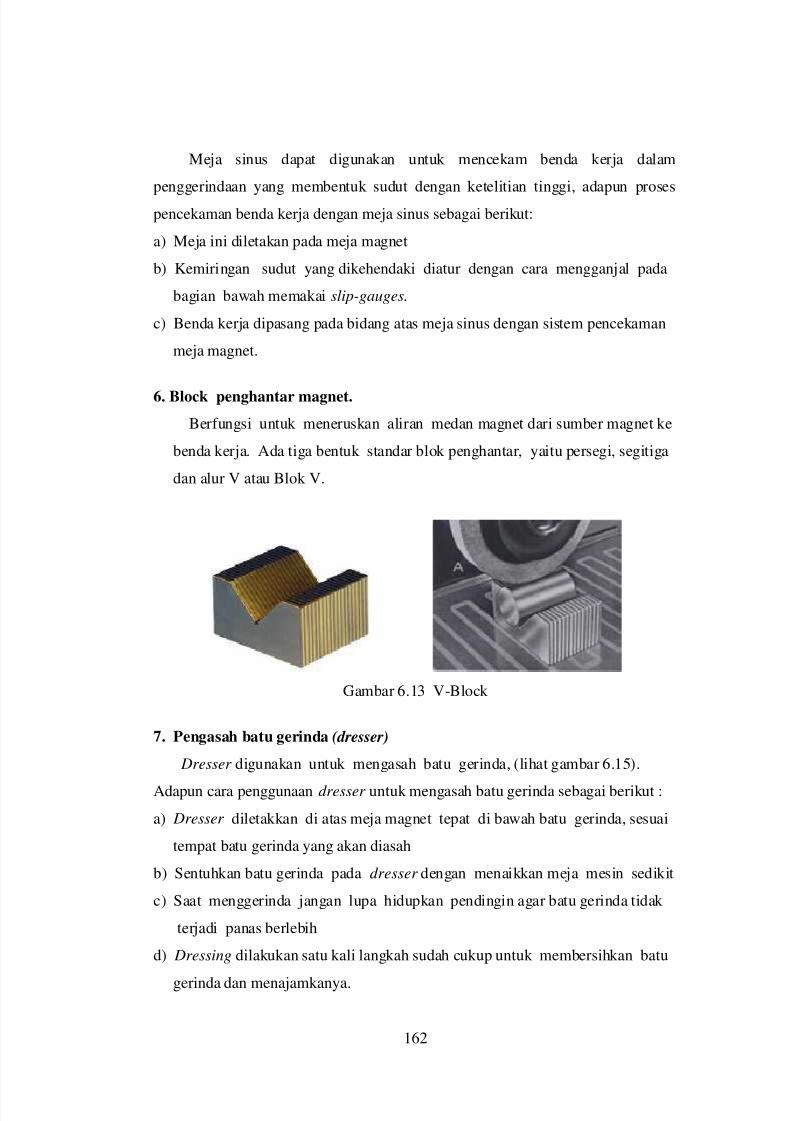
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 183/298
162
Meja sinus dapat digunakan untuk mencekam benda kerja dalam
penggerindaan yang membentuk sudut dengan ketelitian tinggi, adapun proses
pencekaman benda kerja dengan meja sinus sebagai berikut:
a) Meja ini diletakan pada meja magnet
b) Kemiringan sudut yang dikehendaki diatur dengan cara mengganjal pada
bagian bawah memakai slip-gauges.
c) Benda kerja dipasang pada bidang atas meja sinus dengan sistem pencekaman
meja magnet.
6. Block penghantar magnet.
Berfungsi untuk meneruskan aliran medan magnet dari sumber magnet ke
benda kerja. Ada tiga bentuk standar blok penghantar, yaitu persegi, segitiga
dan alur V atau Blok V.
Gambar 6.13 V-Block
7. Pengasah batu gerinda (dresser)
Dresser digunakan untuk mengasah batu gerinda, (lihat gambar 6.15).
Adapun cara penggunaan dresser untuk mengasah batu gerinda sebagai berikut :
a) Dresser diletakkan di atas meja magnet tepat di bawah batu gerinda, sesuai
tempat batu gerinda yang akan diasah
b) Sentuhkan batu gerinda pada dresser dengan menaikkan meja mesin sedikit
c) Saat menggerinda jangan lupa hidupkan pendingin agar batu gerinda tidak
terjadi panas berlebih
d) Dressing dilakukan satu kali langkah sudah cukup untuk membersihkan batu
gerinda dan menajamkanya.
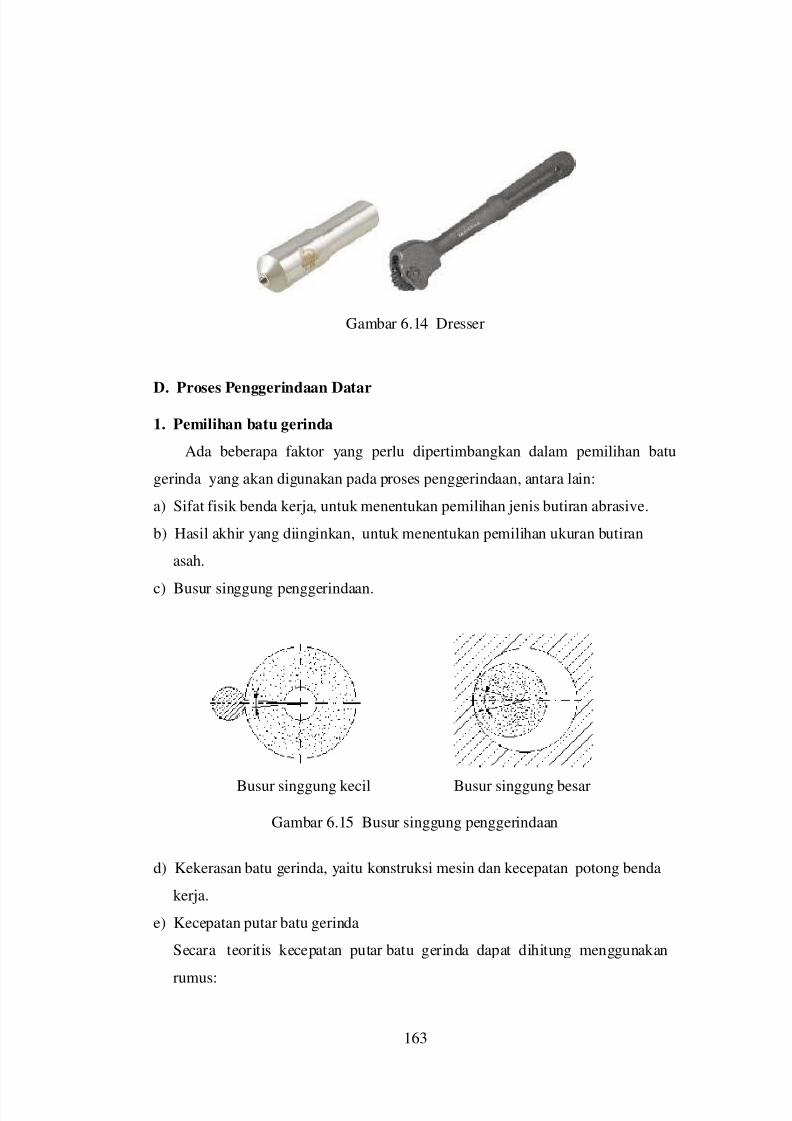
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 184/298
163
Gambar 6.14 Dresser
D. Proses Penggerindaan Datar
1. Pemilihan batu gerinda
Ada beberapa faktor yang perlu dipertimbangkan dalam pemilihan batu
gerinda yang akan digunakan pada proses penggerindaan, antara lain:
a) Sifat fisik benda kerja, untuk menentukan pemilihan jenis butiran abrasive.
b) Hasil akhir yang diinginkan, untuk menentukan pemilihan ukuran butiran
asah.
c) Busur singgung penggerindaan.
Busur singgung kecil Busur singgung besar
Gambar 6.15 Busur singgung penggerindaan
d) Kekerasan batu gerinda, yaitu konstruksi mesin dan kecepatan potong benda
kerja.
e) Kecepatan putar batu gerinda
Secara teoritis kecepatan putar batu gerinda dapat dihitung menggunakan
rumus:

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 185/298
164
dimana :
n = kecepatan putar (rpm)
V = kecepatan potong (m/det)
d = diameter batu gerinda (mm)
Contoh :
Sebuah batu gerinda berdiameter 120 mm, akan bekerja dengan kecepatan potong
20 m/det. Hitung berapa kecepatan putar batu gerinda mesin tersebut!
Jawab :
E. Metode Penggerindaan Datar
a). Penggerindaan keliling (pheriperal)
Metode penggerindaan ini sangat cocok untuk penggerindaan permukaan, alur
dan pasak. Dengan metode penggerindaan keliling ini, sebelum mesin kita
jalankan, kita perlu mengatur langkah pergerakan mesin.
Langkah pergerakan mesin bisa kita atur dengan cara sebagai berikut:
(1) Mengatur langkah meja pada penggerindaan keliling.
Gambar 6.16 Pengaturan langkah gerak memanjang
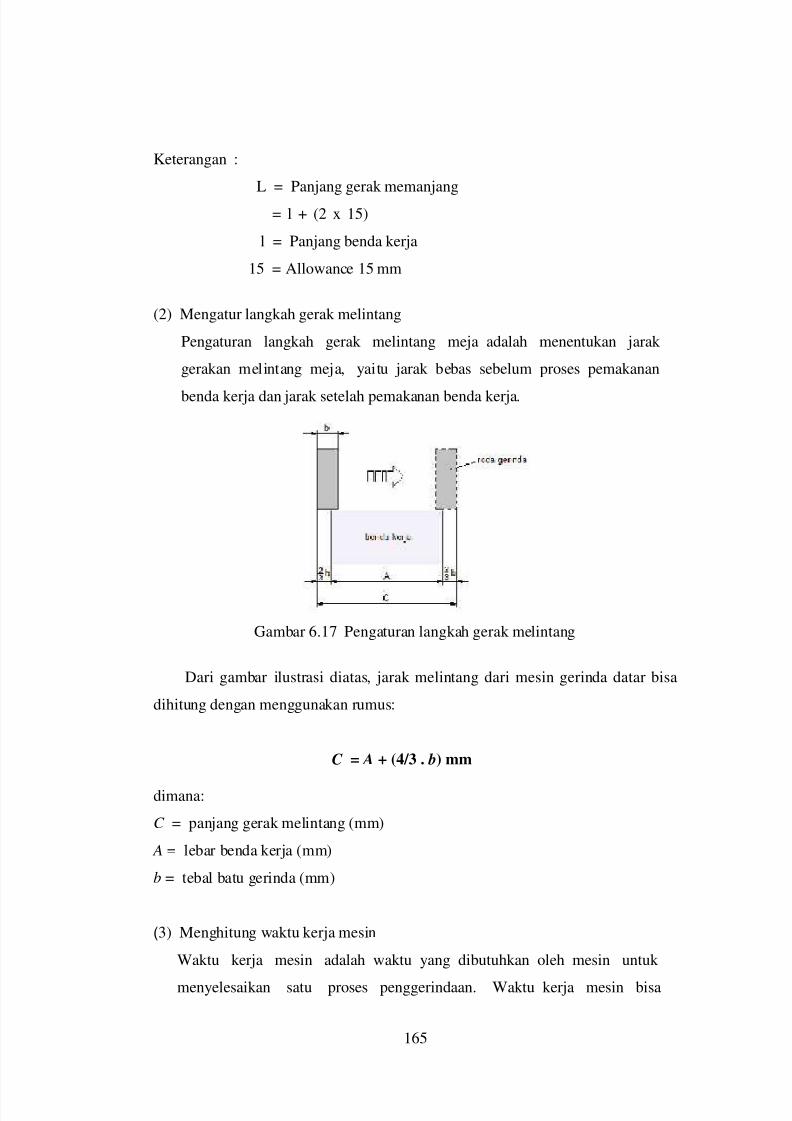
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 186/298
165
Keterangan :
L = Panjang gerak memanjang
= l + (2 x 15)
l = Panjang benda kerja
15 = Allowance 15 mm
(2) Mengatur langkah gerak melintang
Pengaturan langkah gerak melintang meja adalah menentukan jarak
gerakan melintang meja, yaitu jarak bebas sebelum proses pemakanan
benda kerja dan jarak setelah pemakanan benda kerja.
Gambar 6.17 Pengaturan langkah gerak melintang
Dari gambar ilustrasi diatas, jarak melintang dari mesin gerinda datar bisa
dihitung dengan menggunakan rumus:
C = A + (4/3 . b) mm
dimana:
C = panjang gerak melintang (mm)
A = lebar benda kerja (mm)
b = tebal batu gerinda (mm)
(3) Menghitung waktu kerja mesin
Waktu kerja mesin adalah waktu yang dibutuhkan oleh mesin untuk
menyelesaikan satu proses penggerindaan. Waktu kerja mesin bisa

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 187/298
166
dihitung dengan menggunakan rumus :
- Waktu penggerindaan tanpa pemakanan ke samping :
- Waktu penggerindaan dengan pemakanan ke samping :
dimana :
l = panjang benda kerja (mm)
L = panjang penggerindaan (mm)
i = jumlah pemakanan
v = kecepatan gerak meja (m/menit)
b = tebal benda kerja (mm)B = tebal penggerindaan /B = b (mm)
s = pemakanan menyamping (mm/langkah)
Contoh:
Sebuah besi kotak, panjang 190 mm dan lebar 150 mm yang akan digerinda
dengan jumlah pemakanan 4 kali, lebar batu gerinda 20 mm, pemakanan ke
samping 6 mm/langkah, kecepatan gerak meja 2 m/menit. Hitung waktu yang
diperlukan untuk proses penggerindaannya.
Gambar 6.18 Penggerindaan keliling

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 188/298
167
Jawab:
B = b = 150 mm;
L = l + 2 X 5 mm = 190 + 10 mm = 200 mm
b) Penggerindaan muka (depan)
Penggerindaan muka memiliki keuntungan lebih jika dibandingkan dengan
penggerindaan keliling. Penggerindaan muka secara teoritis memiliki waktu
yang lebih cepat dibandingkan dengan penggerindaan keliling. Hal ini dapat
dibuktikan dengan contoh dibawah ini.
Gambar 6.19 Penggerindaan muka
Contoh:
Sebuah besi kotak memiliki panjang 750 mm yang akan digerinda dengan 4
kali pemakanan. Kecepatan gerak meja 2 m/menit. Hitung waktu
penggerindaannya.
Jawab:
L = l + diameter batu gerinda
L = 750 mm + 150 mm = 900 mm
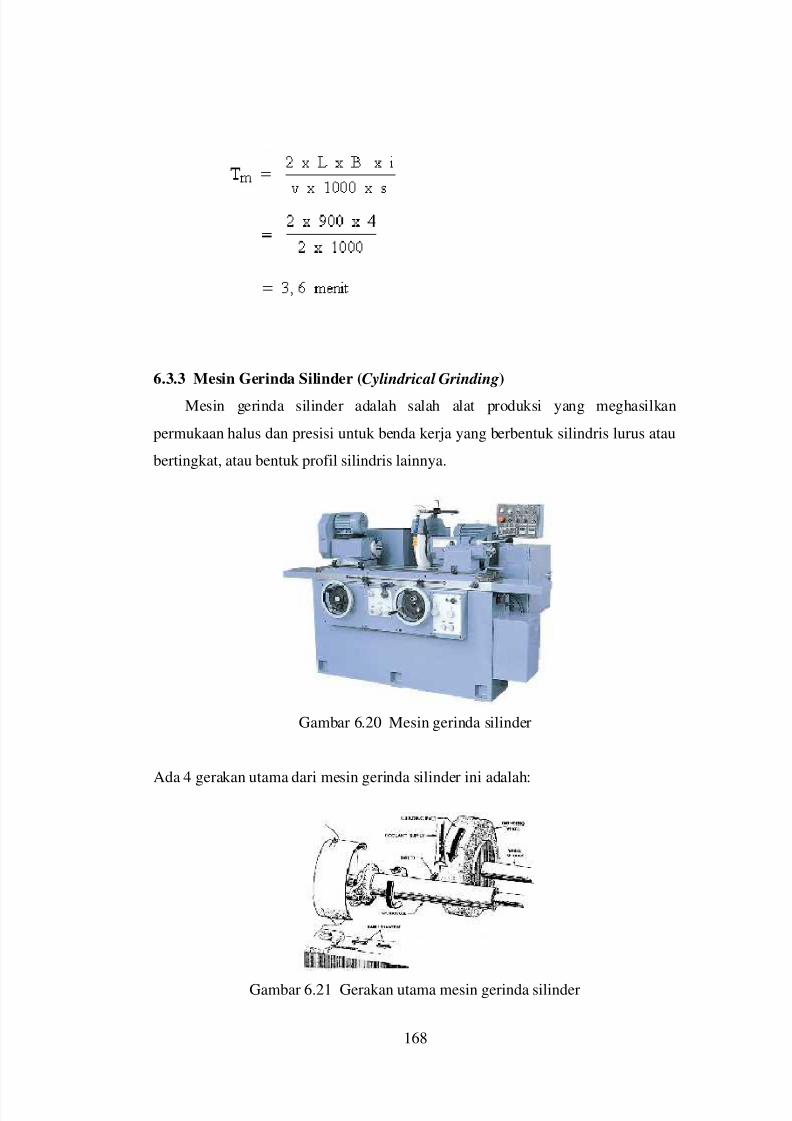
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 189/298
168
6.3.3 Mesin Gerinda Silinder (Cylindrical Grinding)
Mesin gerinda silinder adalah salah alat produksi yang meghasilkan
permukaan halus dan presisi untuk benda kerja yang berbentuk silindris lurus atau
bertingkat, atau bentuk profil silindris lainnya.
Gambar 6.20 Mesin gerinda silinder
Ada 4 gerakan utama dari mesin gerinda silinder ini adalah:
Gambar 6.21 Gerakan utama mesin gerinda silinder
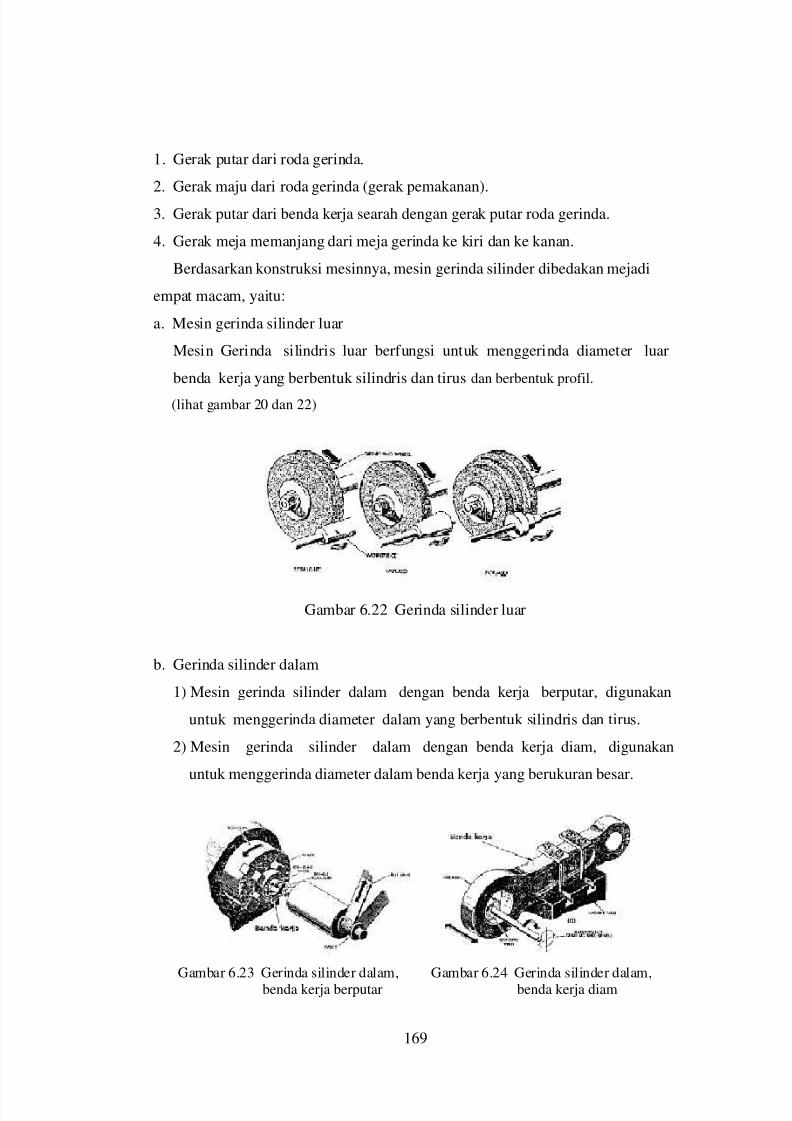
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 190/298
169
1. Gerak putar dari roda gerinda.
2. Gerak maju dari roda gerinda (gerak pemakanan).
3. Gerak putar dari benda kerja searah dengan gerak putar roda gerinda.
4. Gerak meja memanjang dari meja gerinda ke kiri dan ke kanan.
Berdasarkan konstruksi mesinnya, mesin gerinda silinder dibedakan mejadi
empat macam, yaitu:
a. Mesin gerinda silinder luar
Mesin Gerinda silindris luar berfungsi untuk menggerinda diameter luar
benda kerja yang berbentuk silindris dan tirus dan berbentuk profil.
(lihat gambar 20 dan 22)
Gambar 6.22 Gerinda silinder luar
b. Gerinda silinder dalam
1) Mesin gerinda silinder dalam dengan benda kerja berputar, digunakan
untuk menggerinda diameter dalam yang berbentuk silindris dan tirus.
2) Mesin gerinda silinder dalam dengan benda kerja diam, digunakan
untuk menggerinda diameter dalam benda kerja yang berukuran besar.
Gambar 6.23 Gerinda silinder dalam, Gambar 6.24 Gerinda silinder dalam,benda kerja berputar benda kerja diam
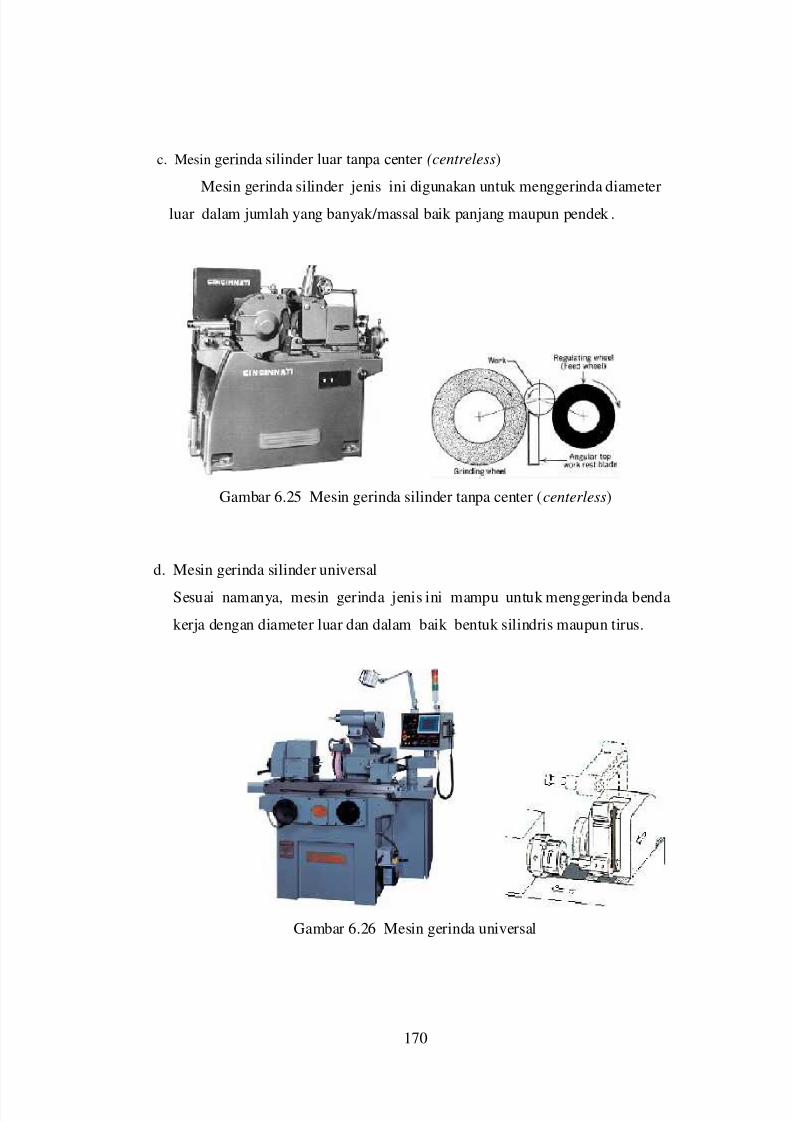
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 191/298
170
c. Mesin gerinda silinder luar tanpa center (centreless)
Mesin gerinda silinder jenis ini digunakan untuk menggerinda diameter
luar dalam jumlah yang banyak/massal baik panjang maupun pendek .
Gambar 6.25 Mesin gerinda silinder tanpa center (centerless)
d. Mesin gerinda silinder universal
Sesuai namanya, mesin gerinda jenis ini mampu untuk menggerinda benda
kerja dengan diameter luar dan dalam baik bentuk silindris maupun tirus.
Gambar 6.26 Mesin gerinda universal
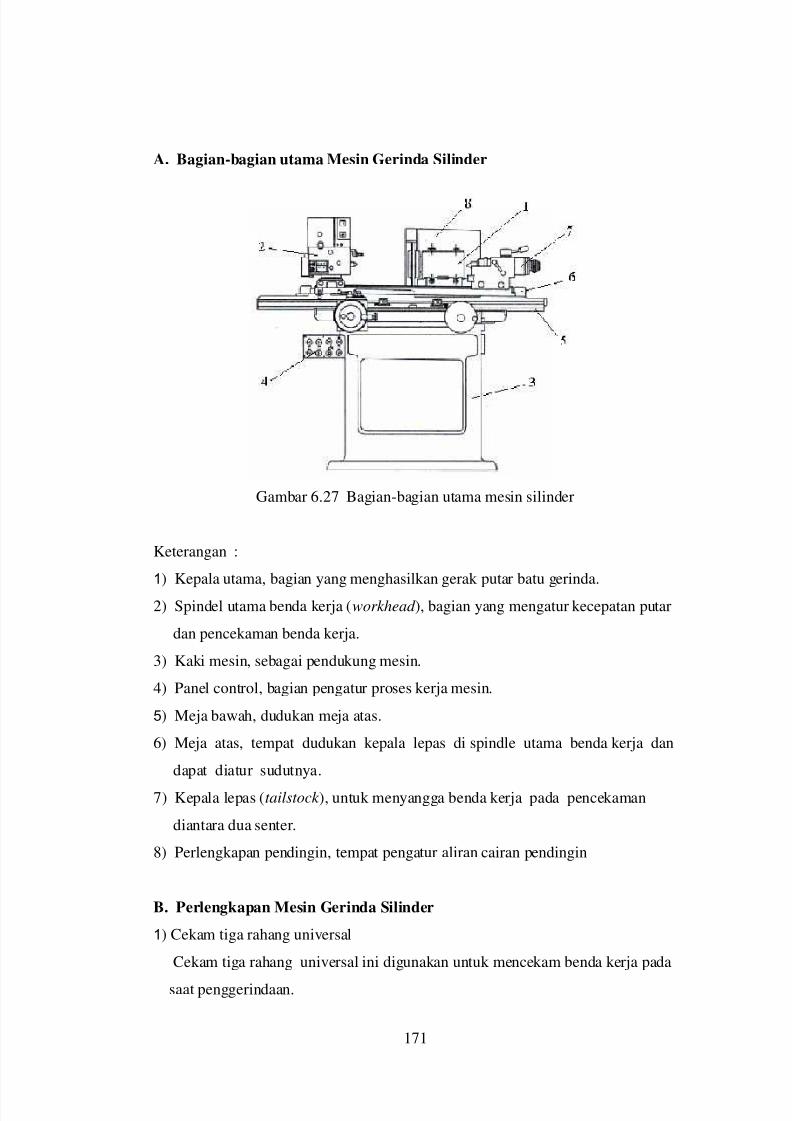
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 192/298
171
A. Bagian-bagian utama Mesin Gerinda Silinder
Gambar 6.27 Bagian-bagian utama mesin silinder
Keterangan :
1) Kepala utama, bagian yang menghasilkan gerak putar batu gerinda.
2) Spindel utama benda kerja (workhead ), bagian yang mengatur kecepatan putar
dan pencekaman benda kerja.
3) Kaki mesin, sebagai pendukung mesin.
4) Panel control, bagian pengatur proses kerja mesin.
5) Meja bawah, dudukan meja atas.
6) Meja atas, tempat dudukan kepala lepas di spindle utama benda kerja dan
dapat diatur sudutnya.
7) Kepala lepas (tailstock ), untuk menyangga benda kerja pada pencekaman
diantara dua senter.
8) Perlengkapan pendingin, tempat pengatur aliran cairan pendingin
B. Perlengkapan Mesin Gerinda Silinder
1) Cekam tiga rahang universal
Cekam tiga rahang universal ini digunakan untuk mencekam benda kerja pada
saat penggerindaan.
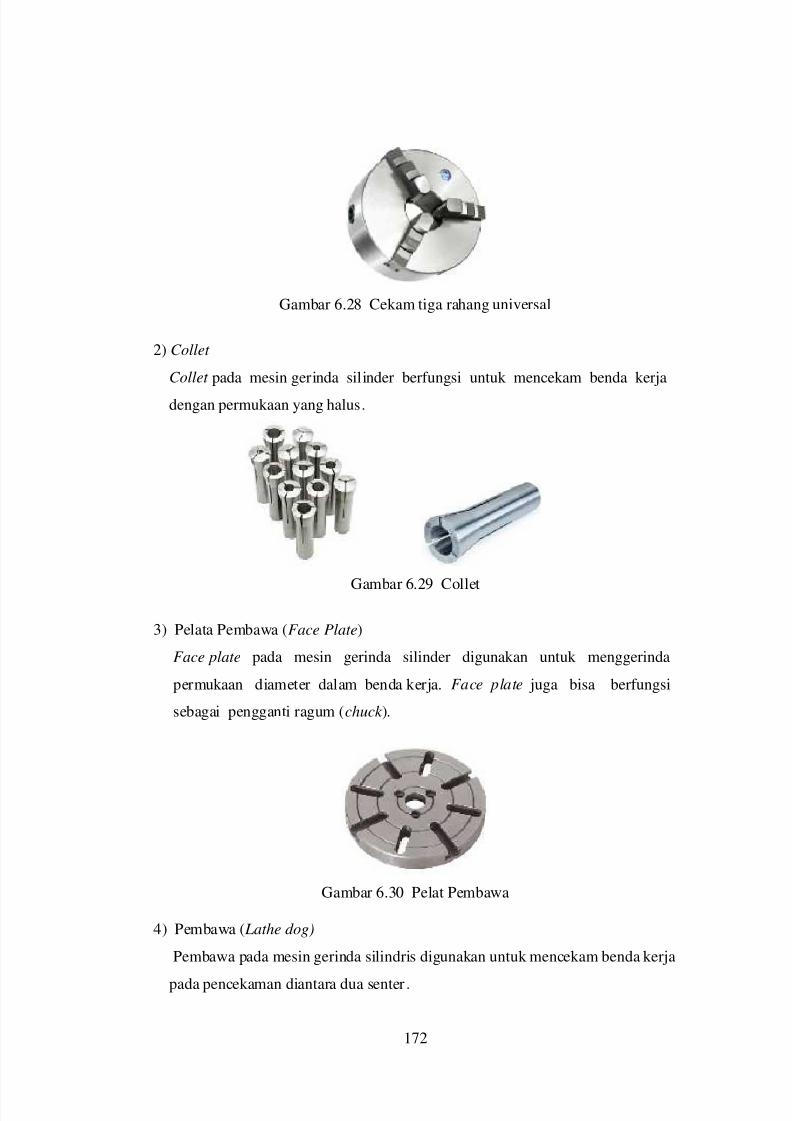
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 193/298
172
Gambar 6.28 Cekam tiga rahang universal
2) Collet
Collet pada mesin gerinda silinder berfungsi untuk mencekam benda kerja
dengan permukaan yang halus.
Gambar 6.29 Collet
3) Pelata Pembawa (Face Plate)
Face plate pada mesin gerinda silinder digunakan untuk menggerinda
permukaan diameter dalam benda kerja. Face plate juga bisa berfungsi
sebagai pengganti ragum (chuck ).
Gambar 6.30 Pelat Pembawa
4) Pembawa ( Lathe dog)
Pembawa pada mesin gerinda silindris digunakan untuk mencekam benda kerja
pada pencekaman diantara dua senter.
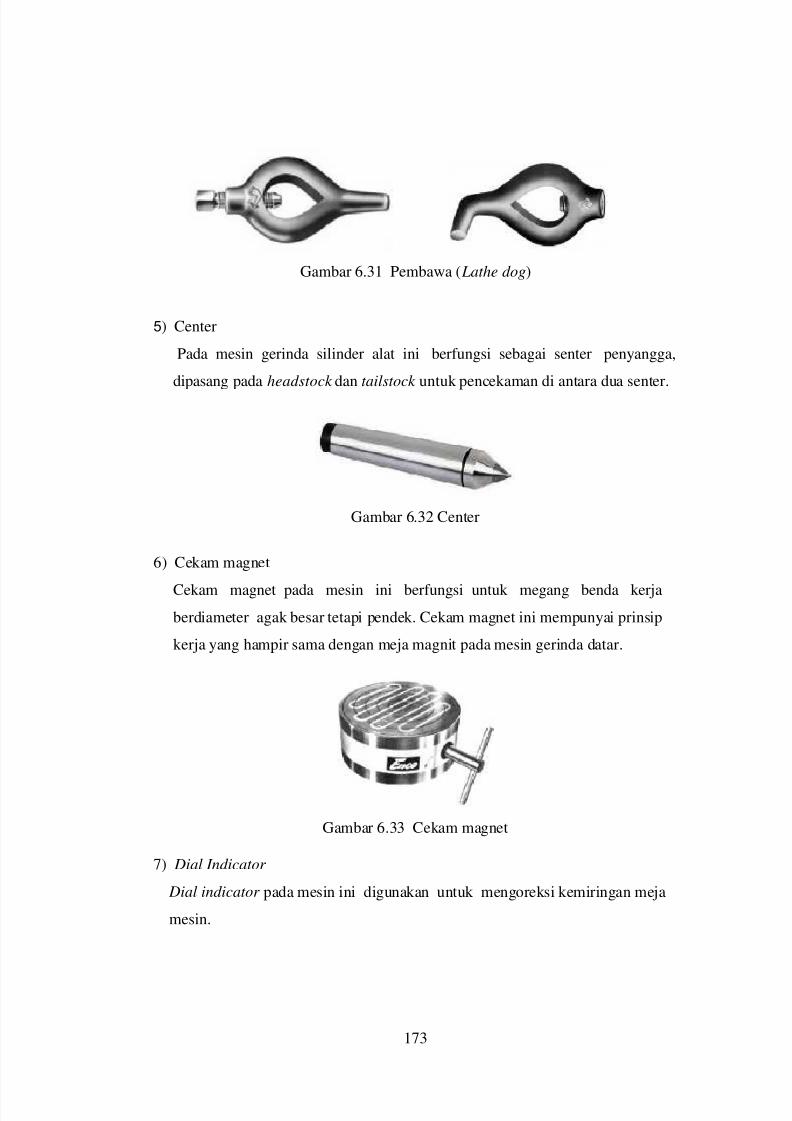
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 194/298
173
Gambar 6.31 Pembawa ( Lathe dog)
5) Center
Pada mesin gerinda silinder alat ini berfungsi sebagai senter penyangga,
dipasang pada headstock dan tailstock untuk pencekaman di antara dua senter.
Gambar 6.32 Center
6) Cekam magnet
Cekam magnet pada mesin ini berfungsi untuk megang benda kerja
berdiameter agak besar tetapi pendek. Cekam magnet ini mempunyai prinsip
kerja yang hampir sama dengan meja magnit pada mesin gerinda datar.
Gambar 6.33 Cekam magnet
7) Dial Indicator
Dial indicator pada mesin ini digunakan untuk mengoreksi kemiringan meja
mesin.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 195/298
174
Gambar 6.34 Dial Indicator
8) Penyangga tetap (Fix Steady)
Penyangga tetap ini berfungsi untuk menumpu benda kerja yang cukup
panjang, pada saat proses penggerindaan.
Gambar 6.35 Penyangga tetap
9) Pengasah batu gerinda (dresser )
Dresser digunakan untuk mengasah batu gerinda. Dresser ada dua macam,
yaitu dresser dengan intan tunggal dan dresser dengan butiran intan yang
disatukan.
Gambar 6.36 Dresser

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 196/298
175
C. Proses Penggerindaan Silinder dan Perhitungannya
1) Pemilihan batu gerinda
Ada beberapa faktor yang perlu dipertimbangkan dalam pemilihan batu
gerinda yang akan digunakan, antara lain :
a) Sifat fisik benda kerja, untuk menentukan pemilihan jenis butiran abrasive.
b) Hasil akhir yang diinginkan, untuk menentukan pemilihan ukuran butiran
abrasive.
c) Busur singgung penggerindaan.
2) Faktor yang mempengaruhi tingkat kekerasan batu gerinda:
a) Kecepatan putar batu gerinda
b) Kecepatan potong benda kerja
c) Konstruksi mesin
3) Perhitungan
a. Menghitung kecepatan putar batu gerinda
Kecepatan putar batu gerinda secara teoritis dapat dihitung dengan rumus:
dimana :
n = kecepatan putar (rpm)
V = kecepatan potong (m/det)
d = diameter batu gerinda (mm)
Contoh:
Sebuah batu gerinda dengan diameter 100 mm, kecepatan potong 10 m/det.
Hitung kecepatan putar batu gerinda.
Jawab:

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 197/298
176
b. Menghitung kecepatan putar benda kerja.
Kecepatan putar benda kerja secara teoritis dapat dihitung dengan rumus :
dimana :
nw = kecepatan putar benda kerja (rpm)
Vw = kecepatan potong benda kerja (m/mnt).
d = diamter benda kerja (mm)
Contoh:
Sebuah poros dengan diameter 50 mm akan digerinda dengan kecepatan
potong 15 m/menit. Hitung kecepatan putar batu gerinda.
Jawab :
c. Menghitung kecepatan gerak meja (feeding) pada mesin gerinda silinder.
Kecepatan gerak meja mesin gerinda silinder secara teoritis dapat dihitung
dengan rumus:
Ls = nw x s
Dimana :
Ls = kec. gerak meja ….. (m/mnt)
nw = kec. putar benda kerja ….. (rpm)
s = kec. pemotongan setiap putaran benda kerja ….. (m/putaran).

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 198/298
177
Gambar 6.37 Gerak pemakanan
Contoh:Sebuah poros akan digerinda dengan kecepatan putar benda kerja 250 rpm,
kecepatan pemotongan setiap putaran 0,02 m/putaran. Hitung kecepatan gerak
meja.
Jawab :
Ls = nw x s
= 250rpm x 0,02 m/putaran
= 5 m/menit
D. Metode penggerindaan pada mesin gerinda silinder
Gambar 6.38 Metode penggerindaan pada mesin gerinda silinder
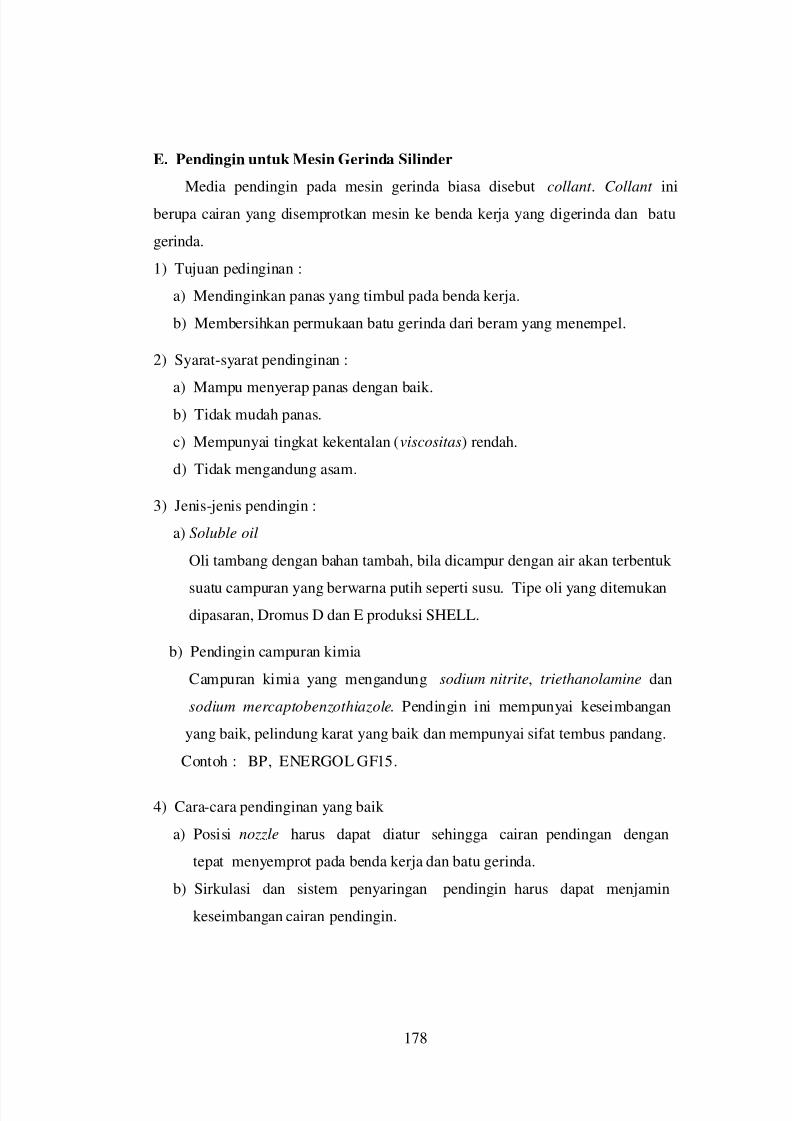
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 199/298
178
E. Pendingin untuk Mesin Gerinda Silinder
Media pendingin pada mesin gerinda biasa disebut collant . Collant ini
berupa cairan yang disemprotkan mesin ke benda kerja yang digerinda dan batu
gerinda.
1) Tujuan pedinginan :
a) Mendinginkan panas yang timbul pada benda kerja.
b) Membersihkan permukaan batu gerinda dari beram yang menempel.
2) Syarat-syarat pendinginan :
a) Mampu menyerap panas dengan baik.b) Tidak mudah panas.
c) Mempunyai tingkat kekentalan (viscositas) rendah.
d) Tidak mengandung asam.
3) Jenis-jenis pendingin :
a) Soluble oil
Oli tambang dengan bahan tambah, bila dicampur dengan air akan terbentuk
suatu campuran yang berwarna putih seperti susu. Tipe oli yang ditemukan
dipasaran, Dromus D dan E produksi SHELL.
b) Pendingin campuran kimia
Campuran kimia yang mengandung sodium nitrite, triethanolamine dan
sodium mercaptobenzothiazole. Pendingin ini mempunyai keseimbangan
yang baik, pelindung karat yang baik dan mempunyai sifat tembus pandang.
Contoh : BP, ENERGOL GF15.
4) Cara-cara pendinginan yang baik
a) Posisi nozzle harus dapat diatur sehingga cairan pendingan dengan
tepat menyemprot pada benda kerja dan batu gerinda.
b) Sirkulasi dan sistem penyaringan pendingin harus dapat menjamin
keseimbangan cairan pendingin.
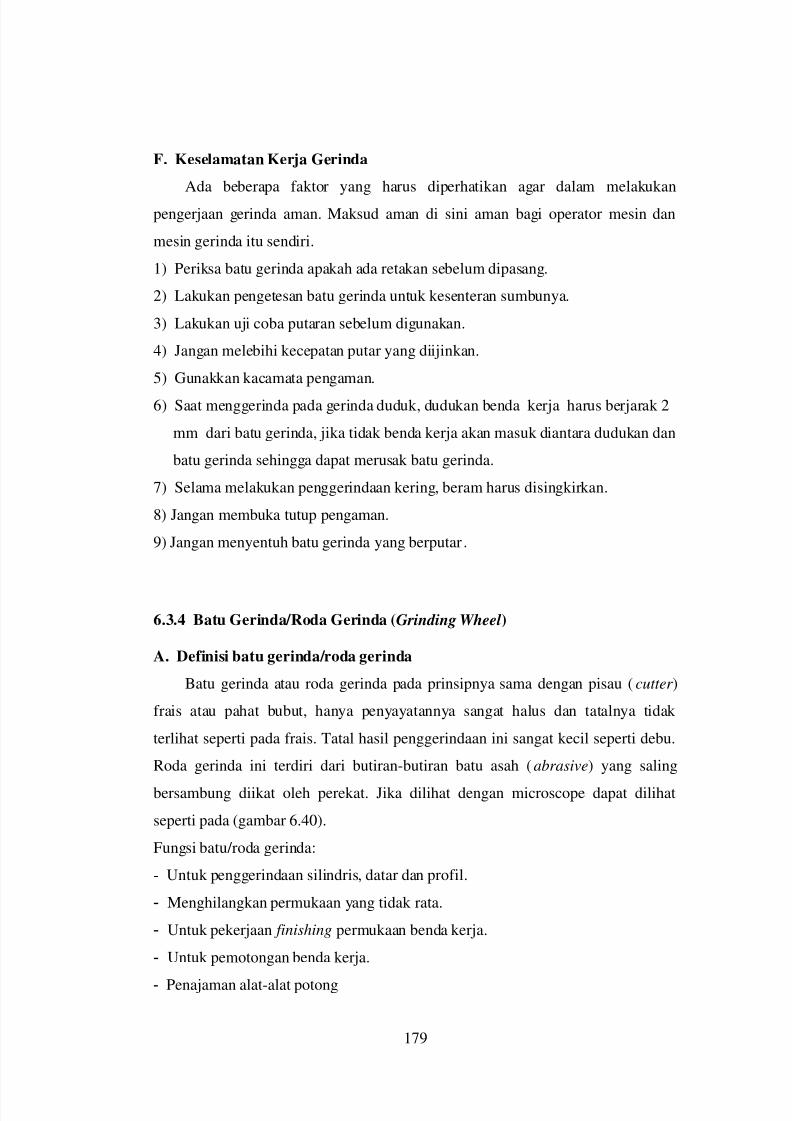
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 200/298
179
F. Keselamatan Kerja Gerinda
Ada beberapa faktor yang harus diperhatikan agar dalam melakukan
pengerjaan gerinda aman. Maksud aman di sini aman bagi operator mesin dan
mesin gerinda itu sendiri.
1) Periksa batu gerinda apakah ada retakan sebelum dipasang.
2) Lakukan pengetesan batu gerinda untuk kesenteran sumbunya.
3) Lakukan uji coba putaran sebelum digunakan.
4) Jangan melebihi kecepatan putar yang diijinkan.
5) Gunakkan kacamata pengaman.
6) Saat menggerinda pada gerinda duduk, dudukan benda kerja harus berjarak 2
mm dari batu gerinda, jika tidak benda kerja akan masuk diantara dudukan dan
batu gerinda sehingga dapat merusak batu gerinda.
7) Selama melakukan penggerindaan kering, beram harus disingkirkan.
8) Jangan membuka tutup pengaman.
9) Jangan menyentuh batu gerinda yang berputar.
6.3.4 Batu Gerinda/Roda Gerinda (Grinding Wheel )
A. Definisi batu gerinda/roda gerinda
Batu gerinda atau roda gerinda pada prinsipnya sama dengan pisau (cutter )
frais atau pahat bubut, hanya penyayatannya sangat halus dan tatalnya tidak
terlihat seperti pada frais. Tatal hasil penggerindaan ini sangat kecil seperti debu.
Roda gerinda ini terdiri dari butiran-butiran batu asah (abrasive) yang saling
bersambung diikat oleh perekat. Jika dilihat dengan microscope dapat dilihat
seperti pada (gambar 6.40).
Fungsi batu/roda gerinda:
- Untuk penggerindaan silindris, datar dan profil.
- Menghilangkan permukaan yang tidak rata.
- Untuk pekerjaan finishing permukaan benda kerja.
- Untuk pemotongan benda kerja.
- Penajaman alat-alat potong

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 201/298
180
Ada 3 elemen pada roda gerinda, yaitu :
1) Grain (Butiran): sangat keras, berfungsi sebagai ujung pemotong dalam kerja
gerinda.
2) Bond (Perekat): sebagai pengikat/pemegang butiran-butiran
3) Pore (Pori-pori): berfungsi sebagai "chip pocket " dan membantu pendinginan
batu gerinda.
Gambar 6.39 Struktur roda gerinda/batu gerinda diperbesar
B. Jenis-jenis butiran asah/abrasive
a) Alumunium Oxide (Al2O3),
Merupakan jenis yang paling banyak digunakan sebagai bahan pembuatan
roda/batu gerinda. Bahan ini dipergunakan untuk menggerinda benda kerja
yang mempunyai tegangan tarik tinggi. Misalnya baja carbon, baja paduan,
dan HSS. Simbol: A
b) Silicon Carbida (SiC )
Merupakan bahan yang sangat keras, kekerasannya mendekati intan.
Digunakan untuk menggerinda benda kerja bertegangan tarik rendah.
Misalnya, besi tuang kelabu, grafit, aluminium, kuningan dan carbida.
Simbol: C
c) Diamond/intan
Bahan asah yang sangat keras, digunakan untuk menggerinda benda kerja
dengan kekerasan sangat tinggi. Contohnya carbida semen, keramik, kaca,
granit, marmer, batu permata. Simbol: D
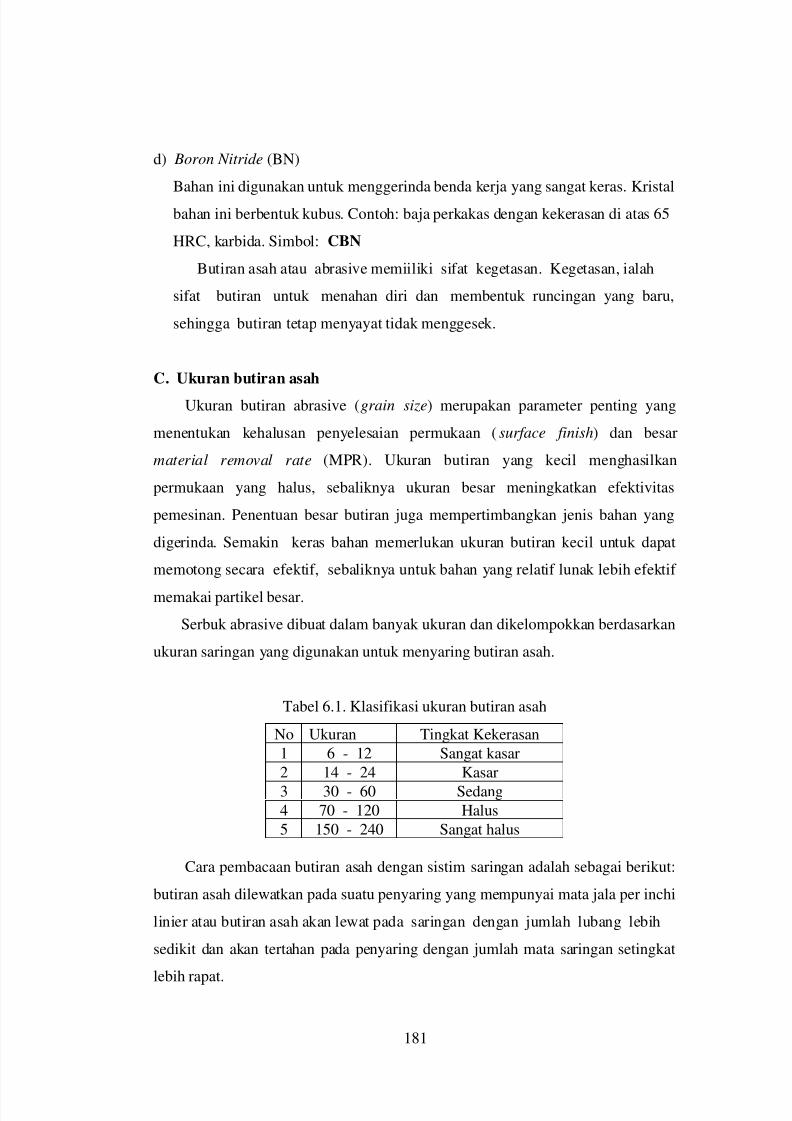
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 202/298
181
d) Boron Nitride (BN)
Bahan ini digunakan untuk menggerinda benda kerja yang sangat keras. Kristal
bahan ini berbentuk kubus. Contoh: baja perkakas dengan kekerasan di atas 65
HRC, karbida. Simbol: CBN
Butiran asah atau abrasive memiiliki sifat kegetasan. Kegetasan, ialah
sifat butiran untuk menahan diri dan membentuk runcingan yang baru,
sehingga butiran tetap menyayat tidak menggesek.
C. Ukuran butiran asah
Ukuran butiran abrasive (grain size) merupakan parameter penting yang
menentukan kehalusan penyelesaian permukaan (surface finish) dan besar
material removal rate (MPR). Ukuran butiran yang kecil menghasilkan
permukaan yang halus, sebaliknya ukuran besar meningkatkan efektivitas
pemesinan. Penentuan besar butiran juga mempertimbangkan jenis bahan yang
digerinda. Semakin keras bahan memerlukan ukuran butiran kecil untuk dapat
memotong secara efektif, sebaliknya untuk bahan yang relatif lunak lebih efektif
memakai partikel besar.
Serbuk abrasive dibuat dalam banyak ukuran dan dikelompokkan berdasarkan
ukuran saringan yang digunakan untuk menyaring butiran asah.
Tabel 6.1. Klasifikasi ukuran butiran asah
No Ukuran Tingkat Kekerasan
1 6 - 12 Sangat kasar
2 14 - 24 Kasar
3 30 - 60 Sedang4 70 - 120 Halus
5 150 - 240 Sangat halus
Cara pembacaan butiran asah dengan sistim saringan adalah sebagai berikut:
butiran asah dilewatkan pada suatu penyaring yang mempunyai mata jala per inchi
linier atau butiran asah akan lewat pada saringan dengan jumlah lubang lebih
sedikit dan akan tertahan pada penyaring dengan jumlah mata saringan setingkat
lebih rapat.
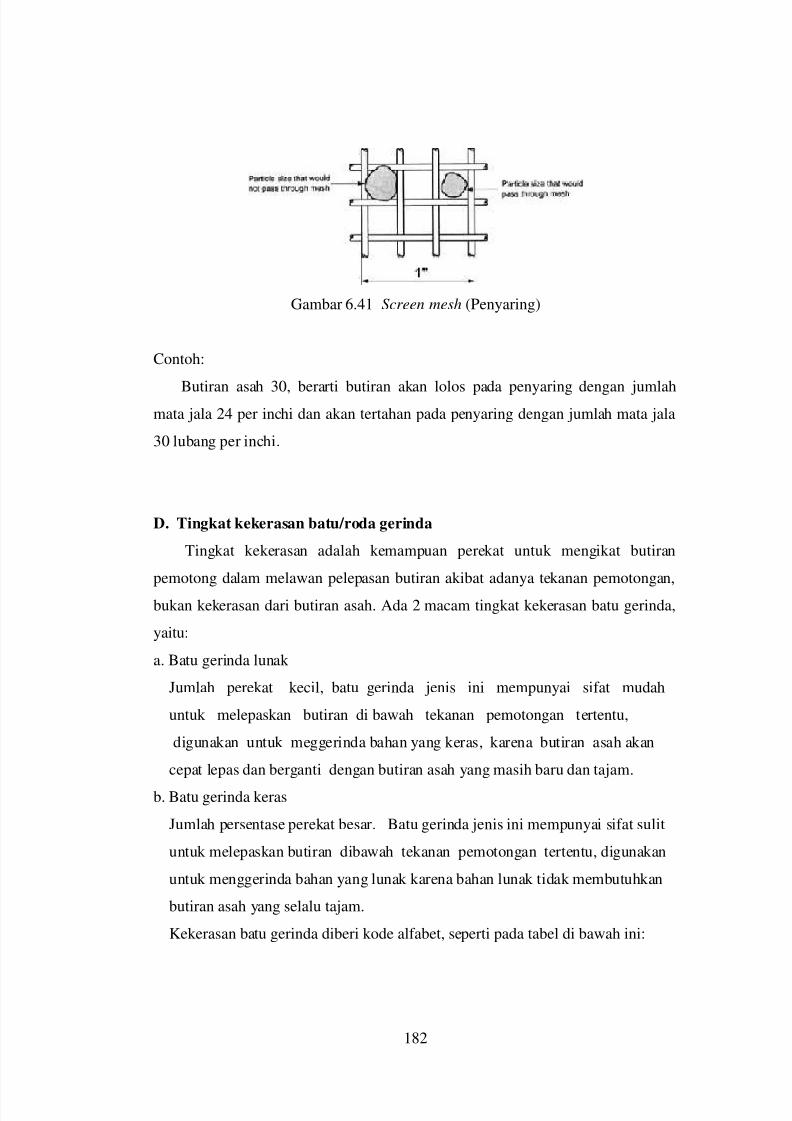
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 203/298
182
Gambar 6.41 Screen mesh (Penyaring)
Contoh:
Butiran asah 30, berarti butiran akan lolos pada penyaring dengan jumlahmata jala 24 per inchi dan akan tertahan pada penyaring dengan jumlah mata jala
30 lubang per inchi.
D. Tingkat kekerasan batu/roda gerinda
Tingkat kekerasan adalah kemampuan perekat untuk mengikat butiran
pemotong dalam melawan pelepasan butiran akibat adanya tekanan pemotongan,
bukan kekerasan dari butiran asah. Ada 2 macam tingkat kekerasan batu gerinda,
yaitu:
a. Batu gerinda lunak
Jumlah perekat kecil, batu gerinda jenis ini mempunyai sifat mudah
untuk melepaskan butiran di bawah tekanan pemotongan tertentu,
digunakan untuk meggerinda bahan yang keras, karena butiran asah akan
cepat lepas dan berganti dengan butiran asah yang masih baru dan tajam.
b. Batu gerinda keras
Jumlah persentase perekat besar. Batu gerinda jenis ini mempunyai sifat sulit
untuk melepaskan butiran dibawah tekanan pemotongan tertentu, digunakan
untuk menggerinda bahan yang lunak karena bahan lunak tidak membutuhkan
butiran asah yang selalu tajam.
Kekerasan batu gerinda diberi kode alfabet, seperti pada tabel di bawah ini:
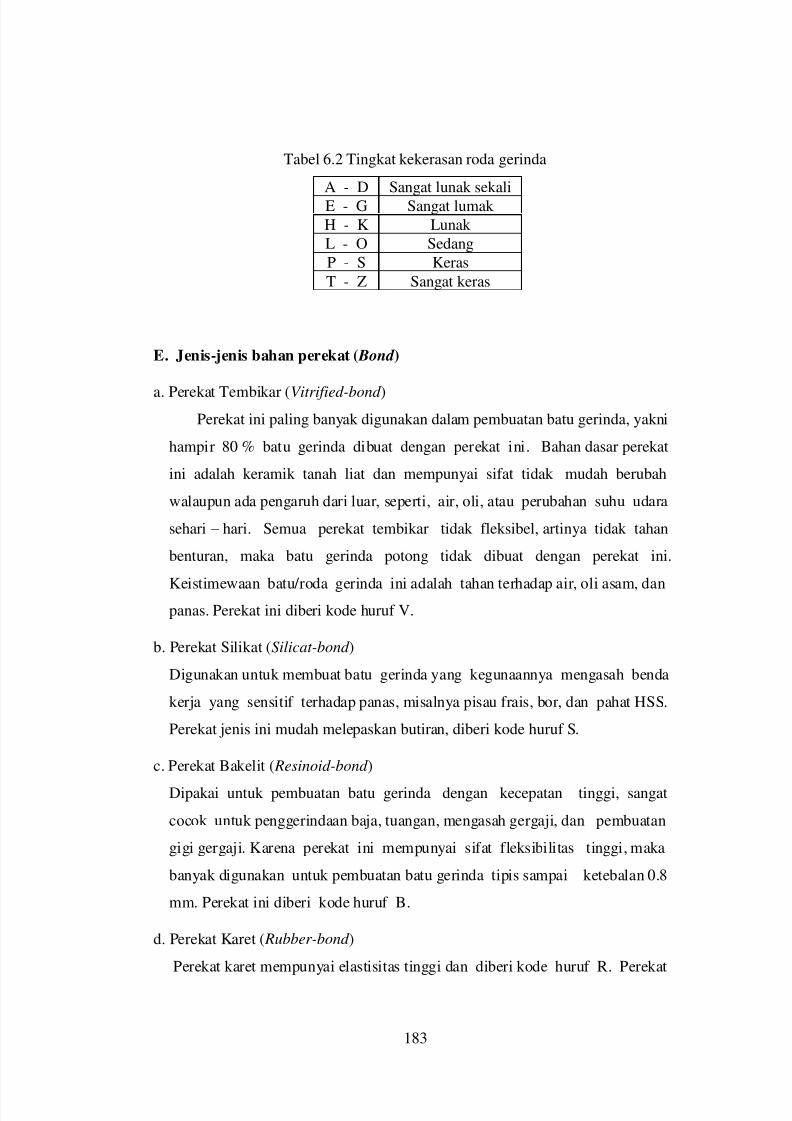
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 204/298
183
Tabel 6.2 Tingkat kekerasan roda gerinda
A - D Sangat lunak sekaliE - G Sangat lumak H - K Lunak L - O SedangP - S Keras
T - Z Sangat keras
E. Jenis-jenis bahan perekat ( Bond )
a. Perekat Tembikar (Vitrified-bond )
Perekat ini paling banyak digunakan dalam pembuatan batu gerinda, yakni
hampir 80 % batu gerinda dibuat dengan perekat ini. Bahan dasar perekat
ini adalah keramik tanah liat dan mempunyai sifat tidak mudah berubah
walaupun ada pengaruh dari luar, seperti, air, oli, atau perubahan suhu udara
sehari – hari. Semua perekat tembikar tidak fleksibel, artinya tidak tahan
benturan, maka batu gerinda potong tidak dibuat dengan perekat ini.
Keistimewaan batu/roda gerinda ini adalah tahan terhadap air, oli asam, danpanas. Perekat ini diberi kode huruf V.
b. Perekat Silikat (Silicat-bond )
Digunakan untuk membuat batu gerinda yang kegunaannya mengasah benda
kerja yang sensitif terhadap panas, misalnya pisau frais, bor, dan pahat HSS.
Perekat jenis ini mudah melepaskan butiran, diberi kode huruf S.
c. Perekat Bakelit ( Resinoid-bond )
Dipakai untuk pembuatan batu gerinda dengan kecepatan tinggi, sangat
cocok untuk penggerindaan baja, tuangan, mengasah gergaji, dan pembuatan
gigi gergaji. Karena perekat ini mempunyai sifat fleksibilitas tinggi, maka
banyak digunakan untuk pembuatan batu gerinda tipis sampai ketebalan 0.8
mm. Perekat ini diberi kode huruf B.
d. Perekat Karet ( Rubber-bond )
Perekat karet mempunyai elastisitas tinggi dan diberi kode huruf R. Perekat
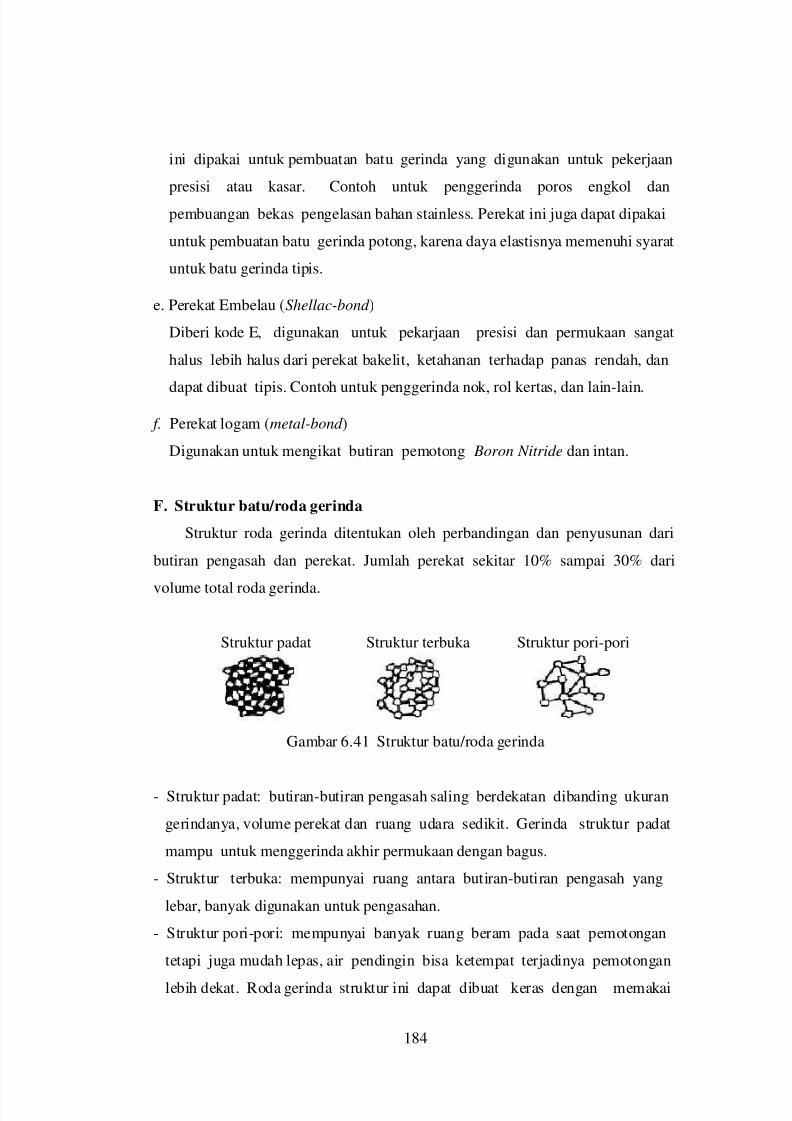
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 205/298
184
ini dipakai untuk pembuatan batu gerinda yang digunakan untuk pekerjaan
presisi atau kasar. Contoh untuk penggerinda poros engkol dan
pembuangan bekas pengelasan bahan stainless. Perekat ini juga dapat dipakai
untuk pembuatan batu gerinda potong, karena daya elastisnya memenuhi syarat
untuk batu gerinda tipis.
e. Perekat Embelau (Shellac-bond )
Diberi kode E, digunakan untuk pekarjaan presisi dan permukaan sangat
halus lebih halus dari perekat bakelit, ketahanan terhadap panas rendah, dan
dapat dibuat tipis. Contoh untuk penggerinda nok, rol kertas, dan lain-lain.
f. Perekat logam (metal-bond )
Digunakan untuk mengikat butiran pemotong Boron Nitride dan intan.
F. Struktur batu/roda gerinda
Struktur roda gerinda ditentukan oleh perbandingan dan penyusunan dari
butiran pengasah dan perekat. Jumlah perekat sekitar 10% sampai 30% dari
volume total roda gerinda.
Struktur padat Struktur terbuka Struktur pori-pori
Gambar 6.41 Struktur batu/roda gerinda
- Struktur padat: butiran-butiran pengasah saling berdekatan dibanding ukuran
gerindanya, volume perekat dan ruang udara sedikit. Gerinda struktur padat
mampu untuk menggerinda akhir permukaan dengan bagus.
- Struktur terbuka: mempunyai ruang antara butiran-butiran pengasah yang
lebar, banyak digunakan untuk pengasahan.
- Struktur pori-pori: mempunyai banyak ruang beram pada saat pemotongan
tetapi juga mudah lepas, air pendingin bisa ketempat terjadinya pemotongan
lebih dekat. Roda gerinda struktur ini dapat dibuat keras dengan memakai
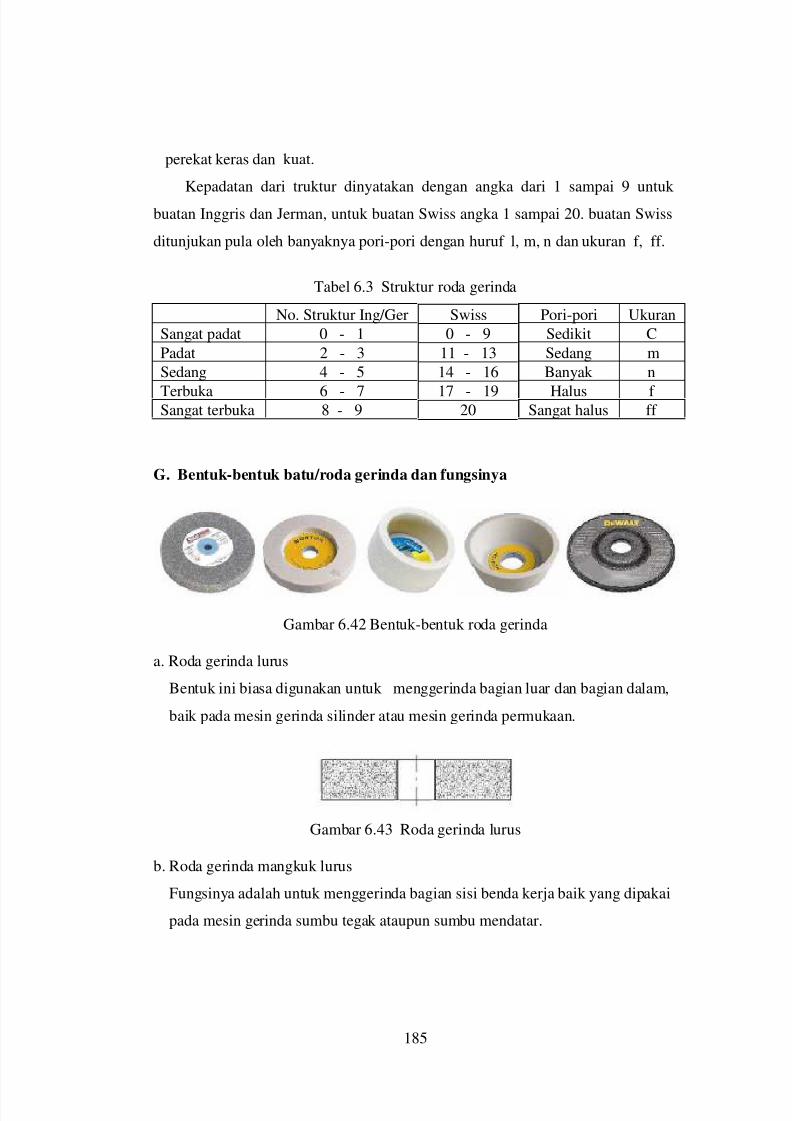
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 206/298
185
perekat keras dan kuat.
Kepadatan dari truktur dinyatakan dengan angka dari 1 sampai 9 untuk
buatan Inggris dan Jerman, untuk buatan Swiss angka 1 sampai 20. buatan Swiss
ditunjukan pula oleh banyaknya pori-pori dengan huruf l, m, n dan ukuran f, ff.
Tabel 6.3 Struktur roda gerinda
No. Struktur Ing/Ger Swiss Pori-pori Ukuran
Sangat padat 0 - 1 0 - 9 Sedikit C
Padat 2 - 3 11 - 13 Sedang m
Sedang 4 - 5 14 - 16 Banyak n
Terbuka 6 - 7 17 - 19 Halus f Sangat terbuka 8 - 9 20 Sangat halus ff
G. Bentuk-bentuk batu/roda gerinda dan fungsinya
Gambar 6.42 Bentuk-bentuk roda gerinda
a. Roda gerinda lurus
Bentuk ini biasa digunakan untuk menggerinda bagian luar dan bagian dalam,
baik pada mesin gerinda silinder atau mesin gerinda permukaan.
Gambar 6.43 Roda gerinda lurus
b. Roda gerinda mangkuk lurus
Fungsinya adalah untuk menggerinda bagian sisi benda kerja baik yang dipakai
pada mesin gerinda sumbu tegak ataupun sumbu mendatar.
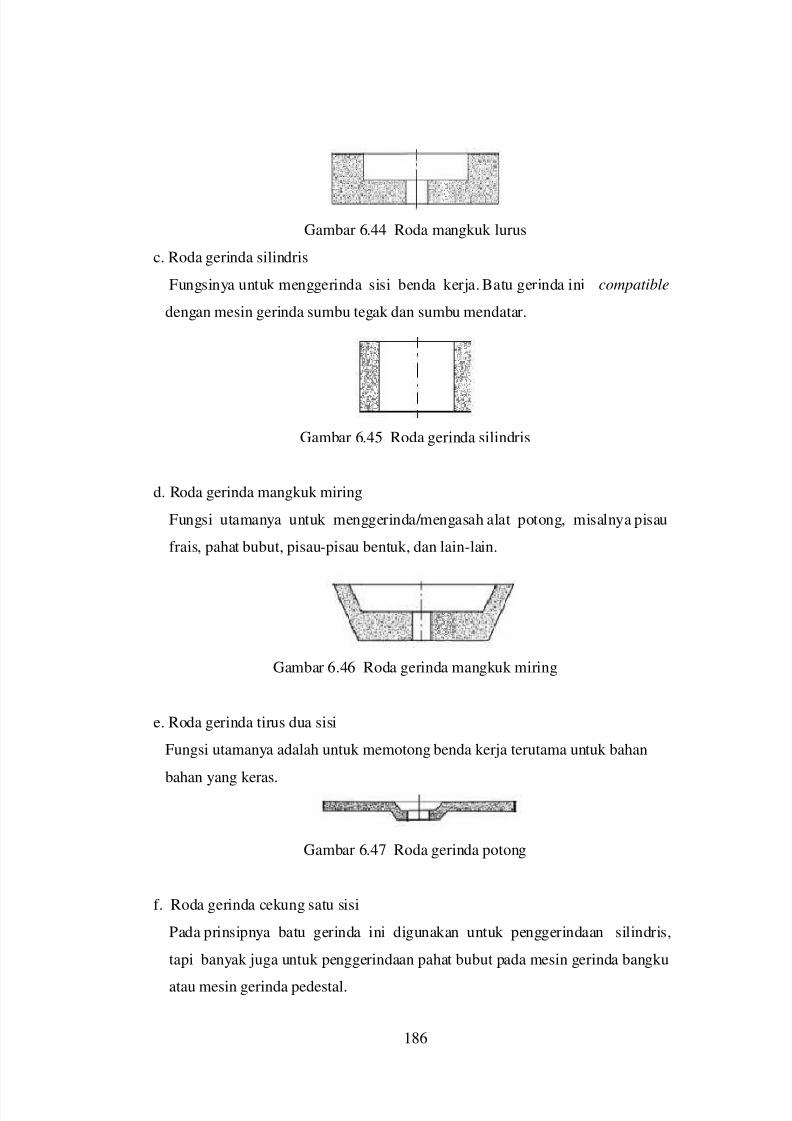
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 207/298
186
Gambar 6.44 Roda mangkuk lurus
c. Roda gerinda silindris
Fungsinya untuk menggerinda sisi benda kerja. Batu gerinda ini compatible
dengan mesin gerinda sumbu tegak dan sumbu mendatar.
Gambar 6.45 Roda gerinda silindris
d. Roda gerinda mangkuk miring
Fungsi utamanya untuk menggerinda/mengasah alat potong, misalnya pisau
frais, pahat bubut, pisau-pisau bentuk, dan lain-lain.
Gambar 6.46 Roda gerinda mangkuk miring
e. Roda gerinda tirus dua sisi
Fungsi utamanya adalah untuk memotong benda kerja terutama untuk bahan
bahan yang keras.
Gambar 6.47 Roda gerinda potong
f. Roda gerinda cekung satu sisi
Pada prinsipnya batu gerinda ini digunakan untuk penggerindaan silindris,
tapi banyak juga untuk penggerindaan pahat bubut pada mesin gerinda bangku
atau mesin gerinda pedestal.
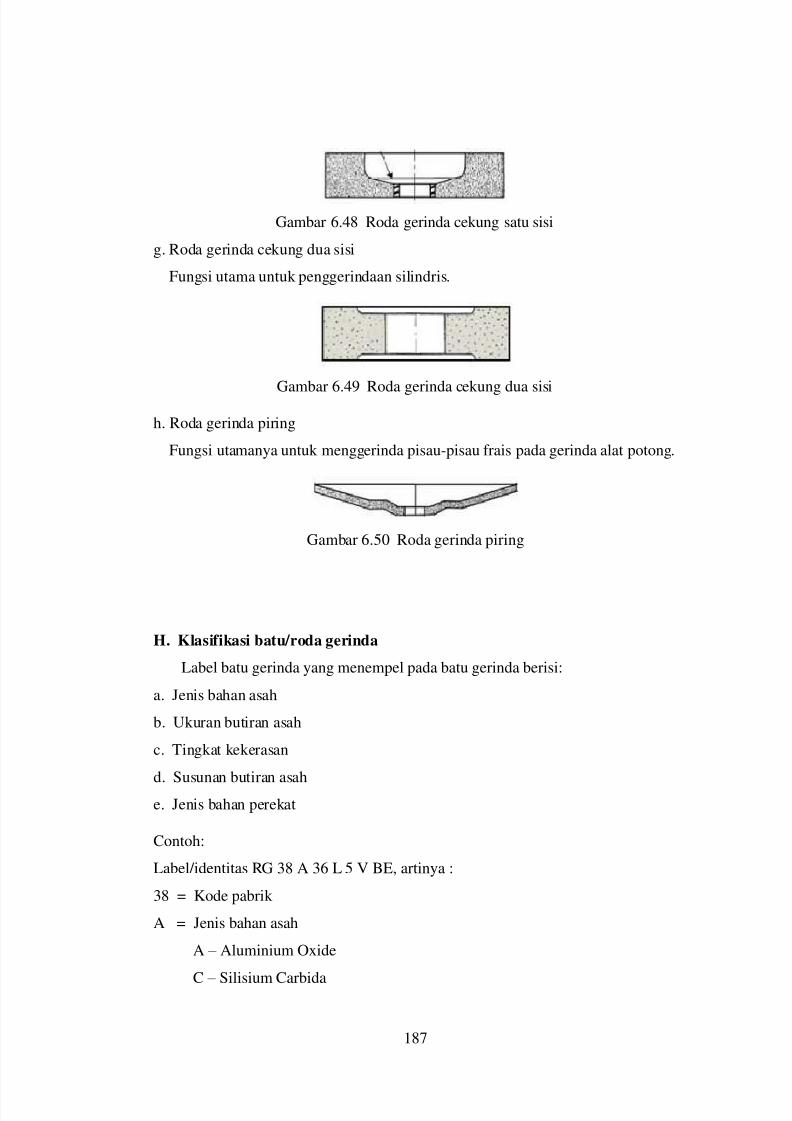
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 208/298
187
Gambar 6.48 Roda gerinda cekung satu sisi
g. Roda gerinda cekung dua sisi
Fungsi utama untuk penggerindaan silindris.
Gambar 6.49 Roda gerinda cekung dua sisi
h. Roda gerinda piring
Fungsi utamanya untuk menggerinda pisau-pisau frais pada gerinda alat potong.
Gambar 6.50 Roda gerinda piring
H. Klasifikasi batu/roda gerinda
Label batu gerinda yang menempel pada batu gerinda berisi:
a. Jenis bahan asah
b. Ukuran butiran asah
c. Tingkat kekerasan
d. Susunan butiran asah
e. Jenis bahan perekat
Contoh:
Label/identitas RG 38 A 36 L 5 V BE, artinya :
38 = Kode pabrik
A = Jenis bahan asah
A – Aluminium Oxide
C – Silisium Carbida
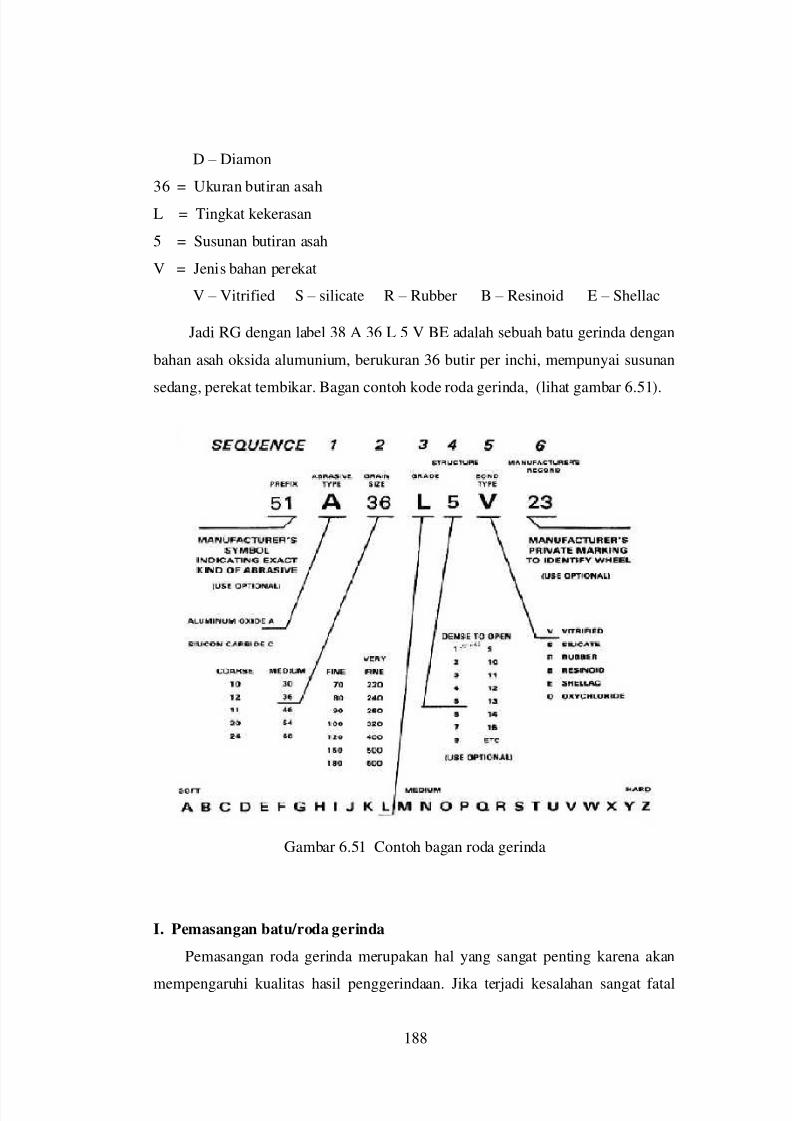
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 209/298
188
D – Diamon
36 = Ukuran butiran asah
L = Tingkat kekerasan
5 = Susunan butiran asah
V = Jenis bahan perekat
V – Vitrified S – silicate R – Rubber B – Resinoid E – Shellac
Jadi RG dengan label 38 A 36 L 5 V BE adalah sebuah batu gerinda dengan
bahan asah oksida alumunium, berukuran 36 butir per inchi, mempunyai susunan
sedang, perekat tembikar. Bagan contoh kode roda gerinda, (lihat gambar 6.51).
Gambar 6.51 Contoh bagan roda gerinda
I. Pemasangan batu/roda gerinda
Pemasangan roda gerinda merupakan hal yang sangat penting karena akan
mempengaruhi kualitas hasil penggerindaan. Jika terjadi kesalahan sangat fatal
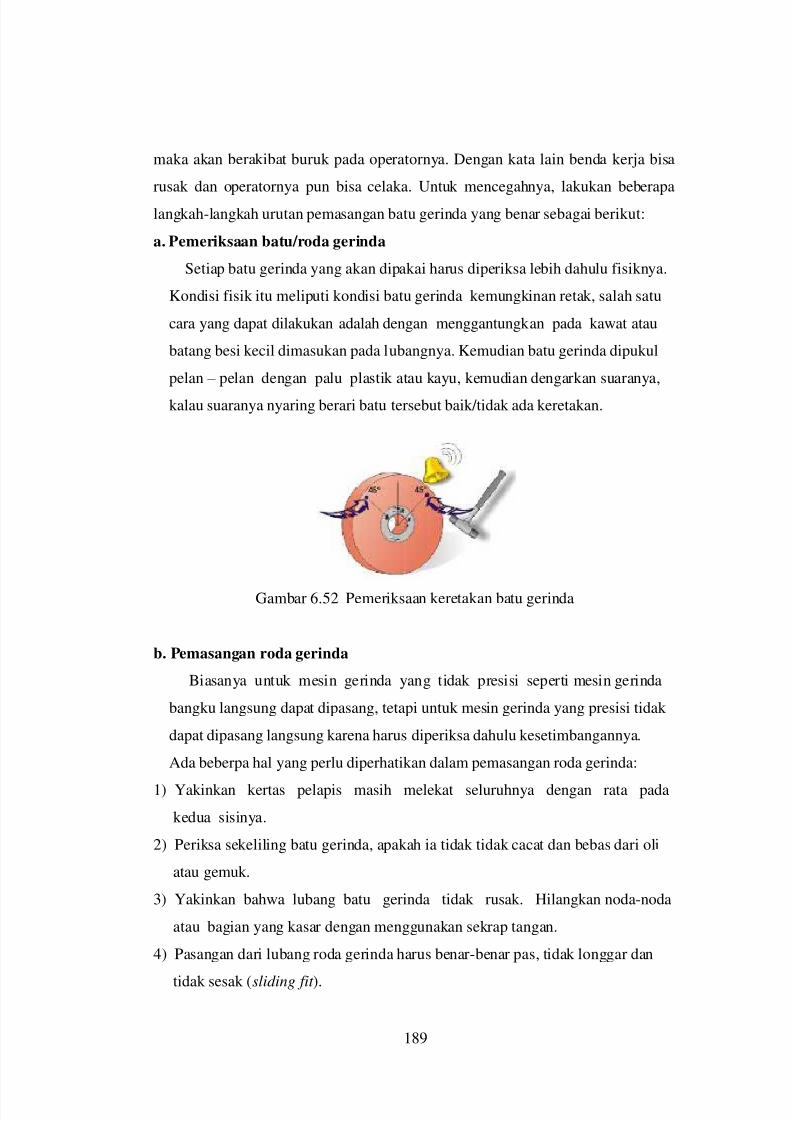
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 210/298
189
maka akan berakibat buruk pada operatornya. Dengan kata lain benda kerja bisa
rusak dan operatornya pun bisa celaka. Untuk mencegahnya, lakukan beberapa
langkah-langkah urutan pemasangan batu gerinda yang benar sebagai berikut:
a. Pemeriksaan batu/roda gerinda
Setiap batu gerinda yang akan dipakai harus diperiksa lebih dahulu fisiknya.
Kondisi fisik itu meliputi kondisi batu gerinda kemungkinan retak, salah satu
cara yang dapat dilakukan adalah dengan menggantungkan pada kawat atau
batang besi kecil dimasukan pada lubangnya. Kemudian batu gerinda dipukul
pelan – pelan dengan palu plastik atau kayu, kemudian dengarkan suaranya,
kalau suaranya nyaring berari batu tersebut baik/tidak ada keretakan.
Gambar 6.52 Pemeriksaan keretakan batu gerinda
b. Pemasangan roda gerinda
Biasanya untuk mesin gerinda yang tidak presisi seperti mesin gerinda
bangku langsung dapat dipasang, tetapi untuk mesin gerinda yang presisi tidak
dapat dipasang langsung karena harus diperiksa dahulu kesetimbangannya.
Ada beberpa hal yang perlu diperhatikan dalam pemasangan roda gerinda:
1) Yakinkan kertas pelapis masih melekat seluruhnya dengan rata pada
kedua sisinya.
2) Periksa sekeliling batu gerinda, apakah ia tidak tidak cacat dan bebas dari oli
atau gemuk.
3) Yakinkan bahwa lubang batu gerinda tidak rusak. Hilangkan noda-noda
atau bagian yang kasar dengan menggunakan sekrap tangan.
4) Pasangan dari lubang roda gerinda harus benar-benar pas, tidak longgar dan
tidak sesak (sliding fit ).
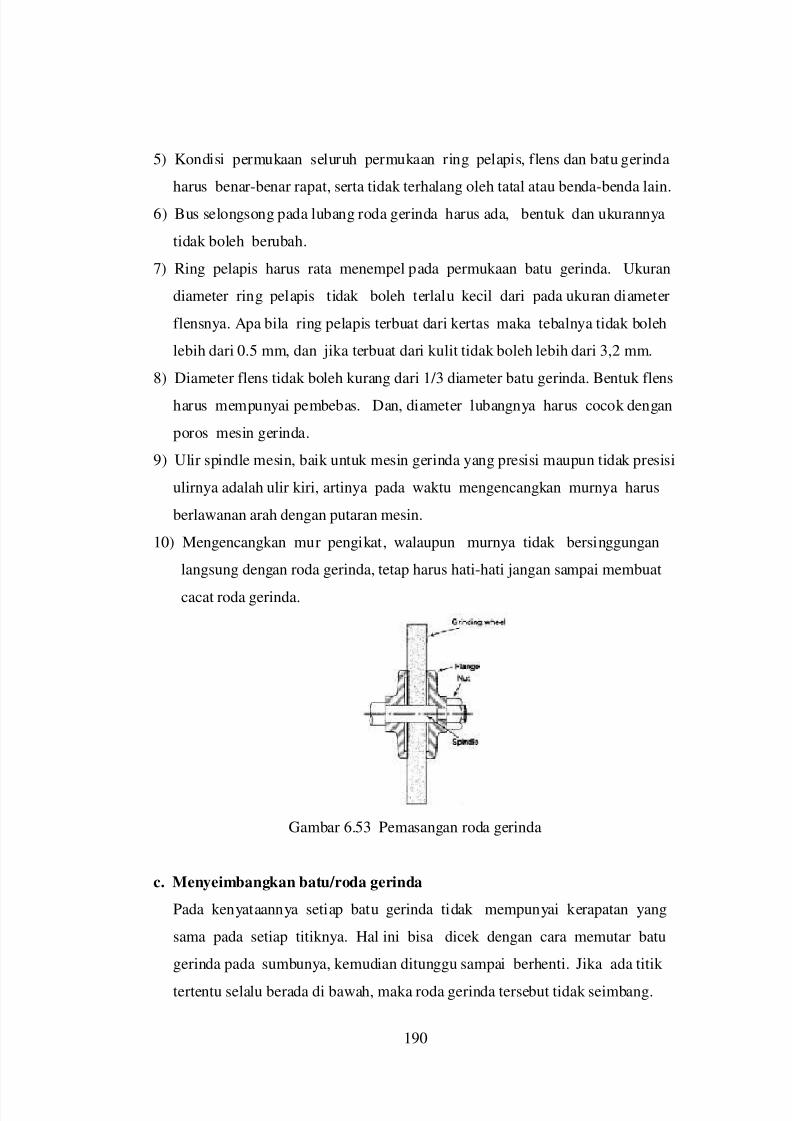
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 211/298
190
5) Kondisi permukaan seluruh permukaan ring pelapis, flens dan batu gerinda
harus benar-benar rapat, serta tidak terhalang oleh tatal atau benda-benda lain.
6) Bus selongsong pada lubang roda gerinda harus ada, bentuk dan ukurannya
tidak boleh berubah.
7) Ring pelapis harus rata menempel pada permukaan batu gerinda. Ukuran
diameter ring pelapis tidak boleh terlalu kecil dari pada ukuran diameter
flensnya. Apa bila ring pelapis terbuat dari kertas maka tebalnya tidak boleh
lebih dari 0.5 mm, dan jika terbuat dari kulit tidak boleh lebih dari 3,2 mm.
8) Diameter flens tidak boleh kurang dari 1/3 diameter batu gerinda. Bentuk flens
harus mempunyai pembebas. Dan, diameter lubangnya harus cocok dengan
poros mesin gerinda.
9) Ulir spindle mesin, baik untuk mesin gerinda yang presisi maupun tidak presisi
ulirnya adalah ulir kiri, artinya pada waktu mengencangkan murnya harus
berlawanan arah dengan putaran mesin.
10) Mengencangkan mur pengikat, walaupun murnya tidak bersinggungan
langsung dengan roda gerinda, tetap harus hati-hati jangan sampai membuat
cacat roda gerinda.
Gambar 6.53 Pemasangan roda gerinda
c. Menyeimbangkan batu/roda gerinda
Pada kenyataannya setiap batu gerinda tidak mempunyai kerapatan yang
sama pada setiap titiknya. Hal ini bisa dicek dengan cara memutar batu
gerinda pada sumbunya, kemudian ditunggu sampai berhenti. Jika ada titik
tertentu selalu berada di bawah, maka roda gerinda tersebut tidak seimbang.
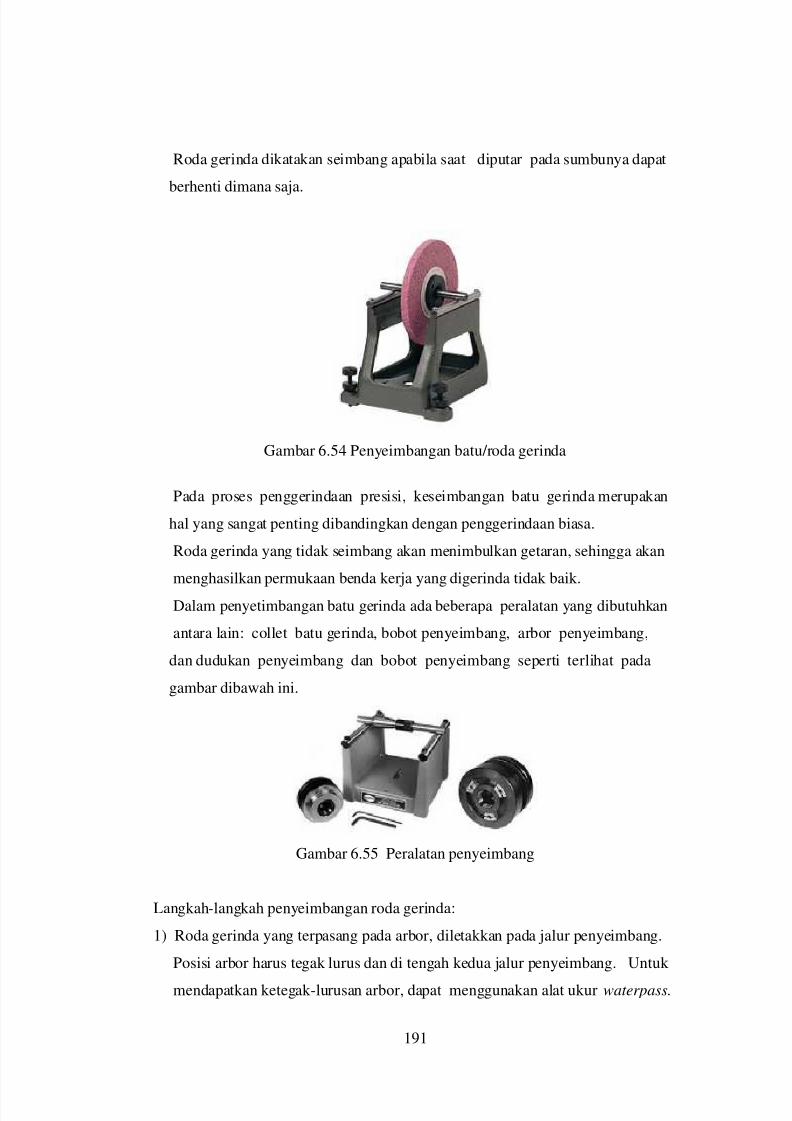
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 212/298
191
Roda gerinda dikatakan seimbang apabila saat diputar pada sumbunya dapat
berhenti dimana saja.
Gambar 6.54 Penyeimbangan batu/roda gerinda
Pada proses penggerindaan presisi, keseimbangan batu gerinda merupakan
hal yang sangat penting dibandingkan dengan penggerindaan biasa.
Roda gerinda yang tidak seimbang akan menimbulkan getaran, sehingga akan
menghasilkan permukaan benda kerja yang digerinda tidak baik.
Dalam penyetimbangan batu gerinda ada beberapa peralatan yang dibutuhkan
antara lain: collet batu gerinda, bobot penyeimbang, arbor penyeimbang,
dan dudukan penyeimbang dan bobot penyeimbang seperti terlihat pada
gambar dibawah ini.
Gambar 6.55 Peralatan penyeimbang
Langkah-langkah penyeimbangan roda gerinda:
1) Roda gerinda yang terpasang pada arbor, diletakkan pada jalur penyeimbang.
Posisi arbor harus tegak lurus dan di tengah kedua jalur penyeimbang. Untuk
mendapatkan ketegak-lurusan arbor, dapat menggunakan alat ukur waterpass.
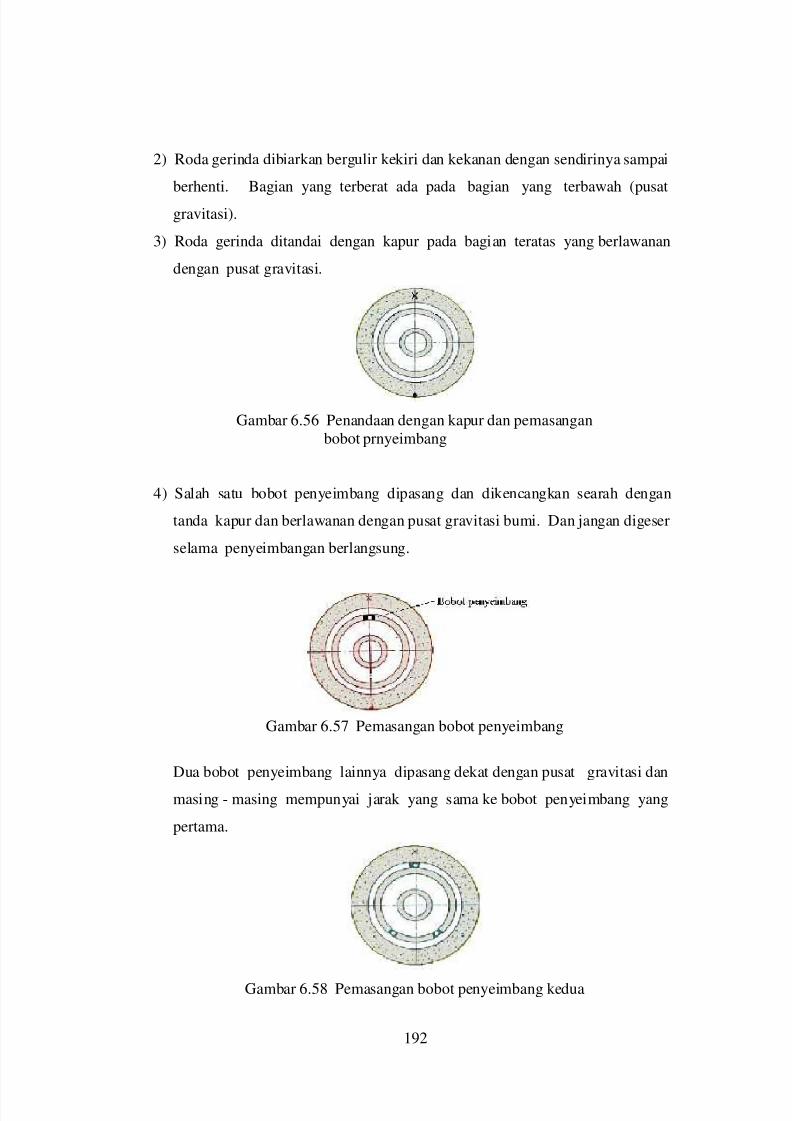
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 213/298
192
2) Roda gerinda dibiarkan bergulir kekiri dan kekanan dengan sendirinya sampai
berhenti. Bagian yang terberat ada pada bagian yang terbawah (pusat
gravitasi).
3) Roda gerinda ditandai dengan kapur pada bagian teratas yang berlawanan
dengan pusat gravitasi.
Gambar 6.56 Penandaan dengan kapur dan pemasanganbobot prnyeimbang
4) Salah satu bobot penyeimbang dipasang dan dikencangkan searah dengan
tanda kapur dan berlawanan dengan pusat gravitasi bumi. Dan jangan digeser
selama penyeimbangan berlangsung.
Gambar 6.57 Pemasangan bobot penyeimbang
Dua bobot penyeimbang lainnya dipasang dekat dengan pusat gravitasi dan
masing - masing mempunyai jarak yang sama ke bobot penyeimbang yang
pertama.
Gambar 6.58 Pemasangan bobot penyeimbang kedua
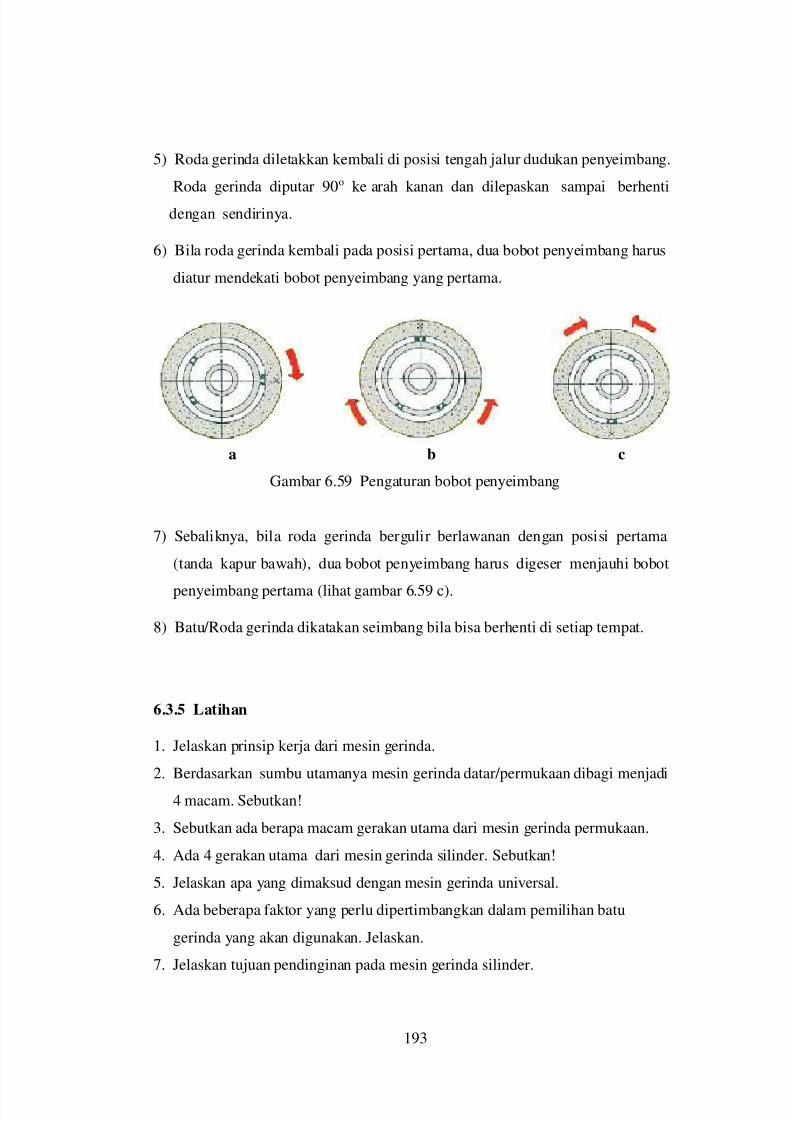
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 214/298
193
5) Roda gerinda diletakkan kembali di posisi tengah jalur dudukan penyeimbang.
Roda gerinda diputar 90o ke arah kanan dan dilepaskan sampai berhenti
dengan sendirinya.
6) Bila roda gerinda kembali pada posisi pertama, dua bobot penyeimbang harus
diatur mendekati bobot penyeimbang yang pertama.
a b c
Gambar 6.59 Pengaturan bobot penyeimbang
7) Sebaliknya, bila roda gerinda bergulir berlawanan dengan posisi pertama
(tanda kapur bawah), dua bobot penyeimbang harus digeser menjauhi bobot
penyeimbang pertama (lihat gambar 6.59 c).
8) Batu/Roda gerinda dikatakan seimbang bila bisa berhenti di setiap tempat.
6.3.5 Latihan
1. Jelaskan prinsip kerja dari mesin gerinda.
2. Berdasarkan sumbu utamanya mesin gerinda datar/permukaan dibagi menjadi
4 macam. Sebutkan!
3. Sebutkan ada berapa macam gerakan utama dari mesin gerinda permukaan.
4. Ada 4 gerakan utama dari mesin gerinda silinder. Sebutkan!
5. Jelaskan apa yang dimaksud dengan mesin gerinda universal.
6. Ada beberapa faktor yang perlu dipertimbangkan dalam pemilihan batu
gerinda yang akan digunakan. Jelaskan.
7. Jelaskan tujuan pendinginan pada mesin gerinda silinder.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 215/298
194
8. Ada 3 elemen yang terdapat pada roda gerinda sebutkan dan jelaskan.
9. Terangkan apa yang dimaksud dengan batu gerinda lunak dan batu gerinda
keras
10. Jelaskan apa yang dimaksud dengan struktur padat pada roda gerinda.
6.3.6 Tugas
1. Sebuah besi kotak memiliki panjang 750 mm yang akan digerinda dengan 4
kali pemakanan. Kecepatan gerak meja 2 m/men. Hitung waktu pemesinannya
2. Sebuah besi kotak, panjang 190 mm dan lebar 150 mm yang akan digerinda.
Dengan jumlah pemakanan 4 kali, lebar batu gerinda 20 mm, pemakanan ke
samping 6 mm/langkah, kecepatan gerak meja 2 m/menit. Hitung waktu
penggerindaannya,
6.3.7 Evaluasi/Kunci Jawaban
Jawab :
1. Mesin gerinda mirip dengan mesin frais, dimana pemotongan terjadi pada
permukaan keliling luar batu gerinda, benda kerja diumpankan relatif terhadap
batu gerinda yang berputar sehingga terjadi proses pemotongan.
2. Ada 4 macam mesin gerinda datar berdasarkan sumbu utamanya, yaitu :
1) Mesin Gerinda datar horizontal dengan gerak meja bolak-balik
2) Mesin Gerinda datar horizontal dengan gerak meja berputar
3) Mesin Gerinda datar vertical dengan gerak meja bolak-balik
4) Mesin Gerinda datar vertical dengan gerak meja berputar
3. Ada 4 gerakan utama pada mesin gerinda datar/muka
a. Gerak putar batu gerinda.
b. Gerak meja memanjang
c. Gerak melintang meja (pemakanan)
d. Gerak turun (pemakanan)
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 216/298
195
4. Ada 4 gerakan utama pada mesin gerinda silinder, yaltu
a. Gerak putar dari roda gerinda.
b. Gerak maju maju dari roda gerinda (gerak pemakanan).
c. Gerak putar dari benda kerja searah dengan gerak putar roda gerinda.
d. Gerak meja dari meja gerinda,
5. Sesuai namanya, mesin gerinda jenis ini mampu untuk menggerinda benda
kerja dengan diameter luar dan dalam baik bentuk silindris maupun tirus.
6. a) Sifat fisik benda kerja, untuk menentukan pemilihan jenis butiran abrasive.
b) Hasil akhir yang diinginkan, untuk menentukan pemilihan ukuran butiran
abrasive.
c) Busur singgung penggerindaan
7. Tujuan pedinginan :
a) Mendinginkan panas yang timbul pada benda kerja.
b) Membersihkan permukaan batu gerinda dari kotoran yang menempel.
8. Ada 3 elemen pada roda gerinda, yaitu :
1) Grain (Butiran) : sangat keras, berfungsi sebagai ujung pemotong dalam
kerja gerinda
2) Bond (Perkat) : sebagai pengikat/pemegang butiran-butiran
3) Pore (Pori-pori): berfungsi sebagai "chip pocket" dan membantu
pendinginan batu/roda gerinda.
9. - Roda gerinda lunak, jumlah perekat kecil, batu gerinda jenis ini
mempunyai sifat mudah untuk melepaskan butiran di bawah tekanan
pemotongan tertentu. Digunakan untuk meggerinda material yang keras,
karena butiran asah akan cepat lepas dan berganti dengan butiran asah yang
masih baru dan tajam.
- Batu gerinda keras, jumlah persentase perekat besar. Batu gerinda jenis
ini mempunyai sifat sulit untuk melepaskan butiran dibawah tekanan
pemotongan tertentu. Digunakan untuk menggerinda material yang lunak,
karena material lunak, tidak membutuhkan butiran asah yang selalu tajam.
10. Struktur padat adalah butiran-butiran pengasah saling berdekatan dibanding
ukuran gerindanya, volume perekat dan ruang udara sedikit. Gerinda struktur
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 217/298
196
padat mampu untuk menggerinda akhir permukaan dengan bagus.
6.4 Rangkuman
- Mesin gerinda mirip dengan mesin frais, dimana pemotongan terjadi pada
permukaan keliling luar batu gerinda serupa dengan proses peripheral dan face
milling, benda kerja diumpankan relatif terhadap batu gerinda sehingga terjadi
proses pemotongan.
- Ada 4 macam mesin gerinda datar/muka, yaitu:
1) Mesin gerinda datar horizontal dengan gerak meja bolak-balik 2) Mesin gerinda datar horizontal dengan gerak meja berputar
3) Mesin gerinda datar vertical dengan gerak meja bolak-balik
4) Mesin gerinda datar vertical dengan gerak meja berputar
- Mesin gerinda datar secara garis besar mempunyai 4 gerakan utama, yaitu:
a. Gerak putar batu gerinda.
b. Gerak meja memanjang
c. Gerak melintang meja (pemakanan)
d. Gerak turun (pemakanan)
- Ada beberapa faktor yang perlu dipertimbangkan dalam pemilihan batu gerinda
yang akan dipergunakan pada proses penggerindaan, antara lain:
a) Sifat fisik benda kerja, untuk menentukan pemilihan jenis butiran abrasive.
b) Hasil akhir yang diinginkan, untuk menentukan pemilihan ukuran butiran
abrasive.
c) Busur singgung penggerindaan
d) Kekerasan batu gerinda
- Ada 4 gerakan utama utama dari mesin gerinda silinder ini adalah :
1. Gerak putar dari roda gerinda.
2. Gerak maju maju dari roda gerinda (gerak pemakanan).
3. Gerak putar dari benda kerja searah dengan gerak putar roda gerinda.
4. Gerak meja dari meja gerinda,
- Berdasarkan konstruksi mesinnya, mesin gerinda silindris dibedakan mejadi
empat macam, yaitu:
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 218/298
197
a. Gerinda silindris luar
b. Gerinda silindris dalam
c. Gerinda silinder luar tanpa center (centreless)
d. Gerinda silindris universal
- Tujuan pedinginan pada proses penggerindaan adalah :
a) Mendinginkan panas yang timbul pada benda kerja.
b) Membersihkan permukaan batu gerinda dari kotoran yang menempel.
- Batu gerinda atau roda gerinda pada prinsipnya sama dengan pisau (cutter )
frais, atau pahat bubut hanya penyayatannya sangat halus, dan tatalnya tidak
terlihat seperti pada milling. Tatal hasil penggerindaan ini sangat kecil seperti
debu.
- Ada 3 elemen pada roda gerinda, yaitu:
1) Grain (Butiran): sangat keras, berfungsi sebagai ujung pemotong dalam
kerja gerinda.
2) Bond (Perkat): sebagai pengikat/pemegang butiran-butiran.
3) Pore (Pori-pori): berfungsi sebagai "chip pocket" dan membantu
pendinginan batu gerinda.
- Ukuran butiran abrasive (grain size) merupakan parameter penting yang
menentukan kehalusan penyelesaian permukaan (surface finish) dan besar
material removal rate (MPR).
- Tingkat kekerasan adalah kemampuan perekat untuk mengikat butiran
pemotong dalam melawan pelepasan butiran akibat adanya tekanan
pemotongan.
- Label batu gerinda yang menempel pada batu gerinda berisi:
a. Jenis bahan asah
b. Ukuran butiran asah
c. Tingkat kekerasan
d. Susunan butiran asah
e. Jenis bahan perekat
- Langkah-langkah urutan pemasangan batu gerinda sebagai berikut:
a. Pemeriksaan roda gerinda
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 219/298
198
b. Pemasangan roda gerinda
c. Menyetimbangkan batu gerinda
6.5 Daftar Pustaka
1. B.L Suneja, G.S. Sekhon Nitin Seth, "Fundamentals of Metal Cutting andMachine Tools" Second Edition, New Age International Limited Publisher,New Delhi, 2005.
2 Bawa, HS, MANUFACTURRING PROCESSES – 1H.S Tata McGraw-HillPublishing Company Limited, New Delhi, 2006.
3. Dr.Kesavan, B. Vijaya Ramnath, "MACHINE TOOLS", University SciencePress, New Delhi, 2010.
4. Groover, Mikell P. Fundamental of Modern Manufacturing, New York,John Wiley & Sons, 2002.
5. Moltrecht, Karl Hana, Machine Shop Practice Vol. 1, Industrial Press, Inc,New York, 1981.
6. Stephen F. Krar, Arthur Gill, Peter Smid, First Edition Machine ToolTechnology Basics, Printed in the United States of America, 2003.
7. Todd, Robert H.,Dell K. Allen, Manufacturing Processes Reference Guide,Industrial Press Inc, New York, 1994.
8. Tschatsch, Heinz, Prof, Dr, Ing, Applied Machining Technology, SpringerDordrecht Heidelberg London, New York, 2009.
9. Widarto, dkk, Teknik Pemesinan, Direktorat Jenderal Manajemen Pendidikan
Dasar dan Menengah Direktorat Pembinaan Sekolah Menengah KejuruanDepartemen Pendidikan Nasional, 2008.
10. http://www.thesurfacegrinder.com/2010/06/01/surface-grinder-parts/
11. http://www.ozarkwoodworker.com/BLANCHARD-11-Surface-Grinder
12. http://www.indiamart.com/acetradingco/bonded-abrasive-wheels.html
13. http://www.wmsopko.com/balancing2.htm
14. http://its.foxvalleytech.com/MachShop5/Surfgrind/ISSurGrind.htm
15. http://www.smithy.com/machining-handbook/chapter-8/page/4
16. https://engineerharry.wordpress.com/category/education/machine- theory/
17. http://www.mcspt.com/shop/CINCINNATI_CENTERLESS
18. http://4mechtech.blogspot.com/2013/11/types-of-surface-grinders.html
19. http://www.ajax-mach.co.uk/grinders_cylindrical.htm
20. http://www.famasa.com/product.php?id=2517
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 220/298
199
21. http://www.keihin-kogyo.co.jp/en/products/006_toishi_kousei.html
22. https://www.penntoolco.com/catalog/products

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 221/298
200
BAB VII MESIN PERKAKAS CNC DASAR
7.1 Pendahuluan
Mesin perkakas otomatis dengan program elektronik pertama kali sukses
dibuat pada pertengahan tahun 1950 an oleh proyek gabungan antara
Massachusetts Institute of Technology dan US Air Force. Mesin itu adalah mesin
3 axis yaitu mesin frais, yang dikontrol oleh seperangkat elektronik yang
dinamakan NC (Numerical Control). The Electronics Industry Association (EIA)
mendefinisikan NC sebagai "Sebuah sistem dimana gerakan-gerakan mesin di
kontrol dengan cara memasukkan langsung data numerik di beberapa titik".
Disebut kontrol numerik karena pemrograman yang digunakan menggunakan
kode alfanumerik (terdiri dari alfabet/huruf dan numerik/bilangan) yang
digunakan untuk menuliskan instruksi-instruksi beserta posisi relatif tool dengan
benda kerjanya. Mesin NC dikontrol secara elektronis, tanpa menggunakan
computer tapi menggunakan pita berlubang dalam bentuk bilangan biner.
Sesuai dengan perkembangan teknologi komputer, maka pada tahun 1960 an
dikembangkan untuk pengendali gerakannya menggunakan computer, dan
pertama kali dikembangkan adalah mesin bubut CNC (Computer Numerical
Control), yaitu mesin bubut yang dikendalikan secara numeric dengan
menggunakan komputer. Mesin perkakas CNC lebih teliti, lebih tepat, lebih
fleksibel dan cocok untuk produksi masal. Dengan dirancangnya mesin perkakas
CNC dapat menunjang produksi yang membutuhkan tingkat kerumitan yangtinggi dan dapat mengurangi campur tangan operator selama mesin beroperasi.
Mesin CNC tingkat dasar ini dibagi menjadi dua kelompok, yaitu mesin CNC
Training Unit-2Axis (CNC TU-2A) mesin bubut dan mesin CNC Training Unit-
3Axis (CNC TU-3A) mesin frais.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 222/298
201
7.2 Tujuan Pembelajaran Khusus
Dengan membaca bab ini pembaca diharapkan dapat mengerti dan
memahami arti dari mesin CNC dasar Training Unit 2-axis (CNC TU-2A) dan
CNC Training Unit 3-axis (CNC TU-3A) secara umum mengenai data-data
teknologi, data geometris, dan cara pemrogramannya dengan menggunakan
bahasa standar G-code.
7.3 Kegiatan Belajar
7.3.1 Mesin Bubut CNC
Mesin Bubut CNC secara garis besar dapat digolongkan menjadi dua, yaitu :
a). Mesin Bubut CNC Training Unit (TU-2A)
b). Mesin Bubut CNC Production Unit (PU-2A)
Kedua mesin tersebut mempunyai prinsip kerja yang sama, akan tetapi yang
membedakan kedua tipe mesin tersebut adalah penggunanaanya dilapangan. CNC
Frais Training Unit dipergunakan untuk pelatihan dasar pemrograman dan
pengoperasian CNC yang dilengkapi dengan EPS (External Programming
System). Mesin CNC jenis Training Unit hanya mampu digunakan untuk
pekerjaan-pekerjaan ringan dengan bahan yang relatif lunak, sedangkan mesin
CNC Production Unit digunakan untuk produksi massal, sehingga mesin ini
dilengkapi dengan asesoris tambahan seperti sistem pembuka otomatis yang
menerapkan prinsip kerja hidrolis, automatic tool change (ATC) dan sebagainya.
Karena mesin CNC ini dikontrol oleh komputer, maka semua gerakan
yang berjalan sesuai dengan program yang diberikan, keuntungannya adalah
mesin dimungkinkan untuk diperintah mengulang gerakan yang sama secara
terus menerus dengan ketelitian yang sama, baik bentuk maupun ukurannya.
A. Prinsip kerja mesin Bubut CNC TU-2A
Mesin Bubut CNC TU-2A mempunyai prinsip gerakan dasar seperti halnya
mesin bubut konvensional yaitu gerakan ke arah melintang dan memanjang
dengan sistem koordinat sumbu X dan Z. Prinsip kerja Mesin Bubut CNC TU-2A
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 223/298
202
juga sama dengan mesin bubut konvensional, yaitu proses pemakanan benda kerja
yang sayatannya dilakukan dengan cara memutar benda kerja kemudian
dikenakan pada pahat yang digerakkan secara translasi. Gerakan putar dari benda
kerja disebut gerak potong relative dan gerakkan translasi dari pahat disebut gerak
umpan atau asutan.
Untuk arah gerakan pada Mesin Bubut diberi lambang sebagai berikut:
a. Sumbu X untuk arah gerakan melintang tegak lurus terhadap sumbu putar.
b. Sumbu Z untuk arah gerakan memanjang yang sejajar dengan sumbu putar.
Gambar 7.1 Sistem persumbuan CNC TU-2A
B. Bagian-bagian Utama Mesin Bubut CNC TU-2A
Gambar 7.2 Mesin Bubut CNC TU-2A
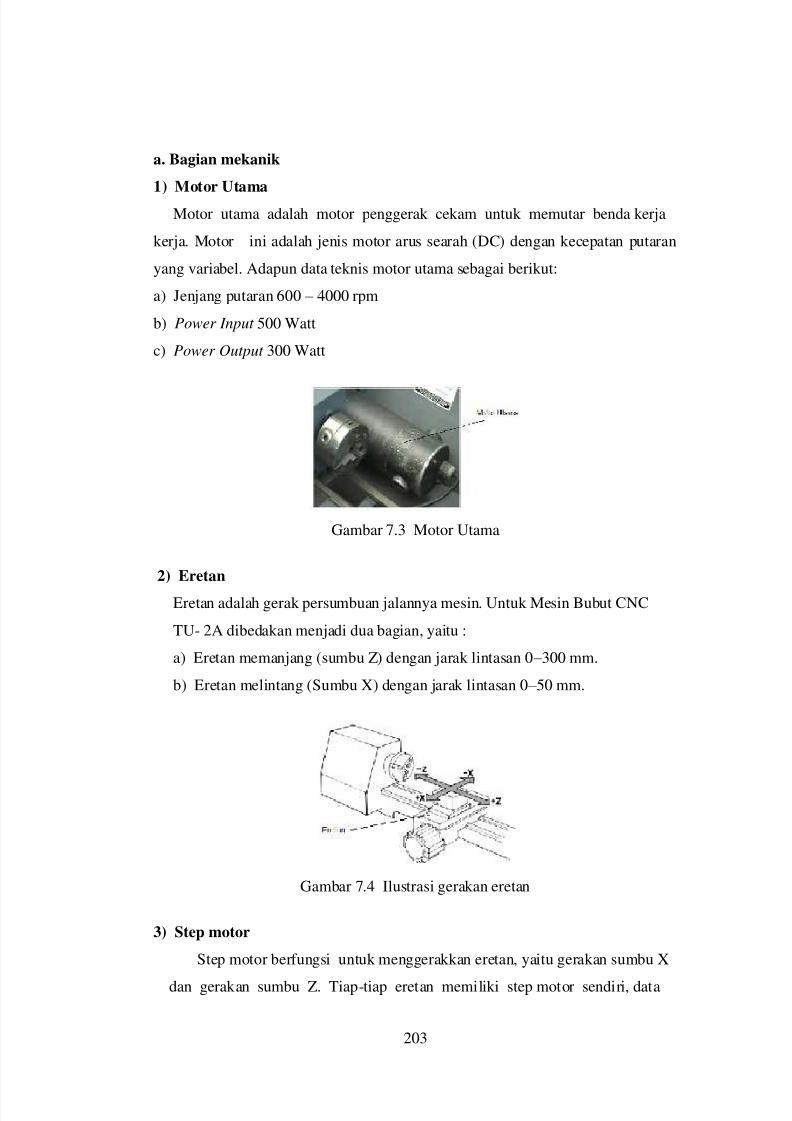
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 224/298
203
a. Bagian mekanik
1) Motor Utama
Motor utama adalah motor penggerak cekam untuk memutar benda kerja
kerja. Motor ini adalah jenis motor arus searah (DC) dengan kecepatan putaran
yang variabel. Adapun data teknis motor utama sebagai berikut:
a) Jenjang putaran 600 – 4000 rpm
b) Power Input 500 Watt
c) Power Output 300 Watt
Gambar 7.3 Motor Utama
2) Eretan
Eretan adalah gerak persumbuan jalannya mesin. Untuk Mesin Bubut CNC
TU- 2A dibedakan menjadi dua bagian, yaitu :
a) Eretan memanjang (sumbu Z) dengan jarak lintasan 0 – 300 mm.
b) Eretan melintang (Sumbu X) dengan jarak lintasan 0 – 50 mm.
Gambar 7.4 Ilustrasi gerakan eretan
3) Step motor
Step motor berfungsi untuk menggerakkan eretan, yaitu gerakan sumbu X
dan gerakan sumbu Z. Tiap-tiap eretan memiliki step motor sendiri, data
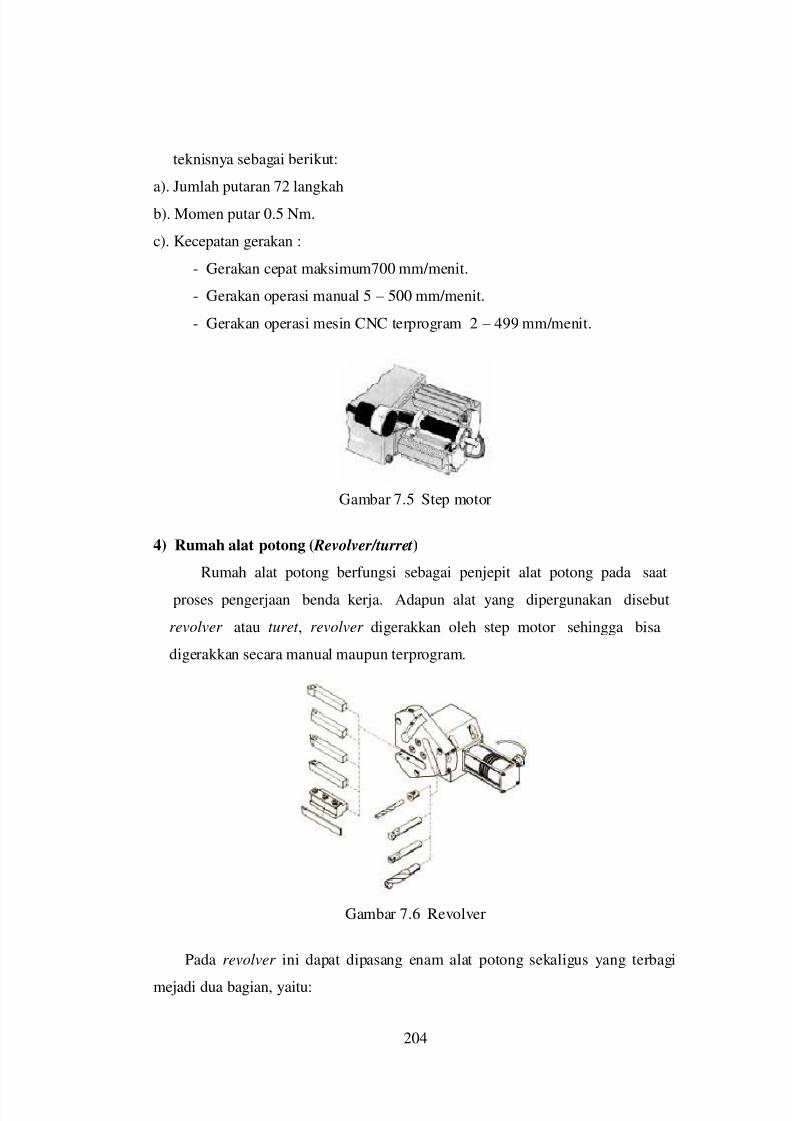
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 225/298
204
teknisnya sebagai berikut:
a). Jumlah putaran 72 langkah
b). Momen putar 0.5 Nm.
c). Kecepatan gerakan :
- Gerakan cepat maksimum700 mm/menit.
- Gerakan operasi manual 5 – 500 mm/menit.
- Gerakan operasi mesin CNC terprogram 2 – 499 mm/menit.
Gambar 7.5 Step motor
4) Rumah alat potong ( Revolver/turret)
Rumah alat potong berfungsi sebagai penjepit alat potong pada saat
proses pengerjaan benda kerja. Adapun alat yang dipergunakan disebut
revolver atau turet , revolver digerakkan oleh step motor sehingga bisa
digerakkan secara manual maupun terprogram.
Gambar 7.6 Revolver
Pada revolver ini dapat dipasang enam alat potong sekaligus yang terbagi
mejadi dua bagian, yaitu:

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 226/298
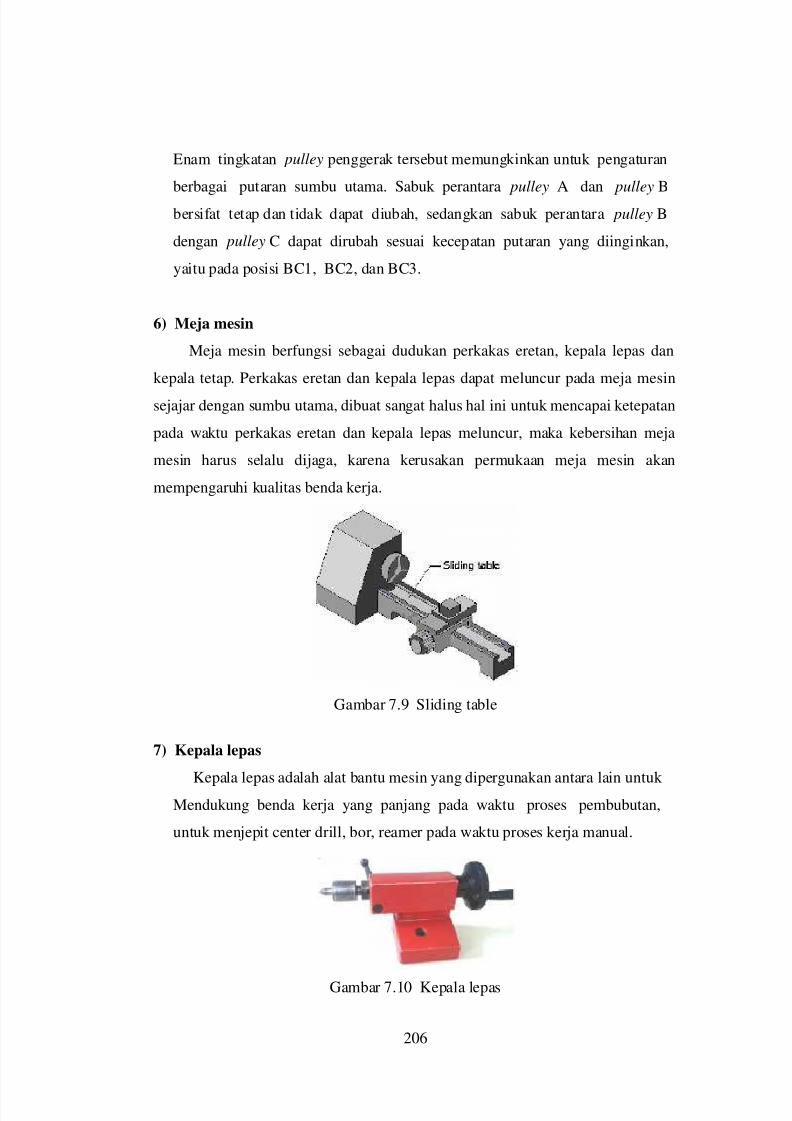
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 227/298
206
Enam tingkatan pulley penggerak tersebut memungkinkan untuk pengaturan
berbagai putaran sumbu utama. Sabuk perantara pulley A dan pulley B
bersifat tetap dan tidak dapat diubah, sedangkan sabuk perantara pulley B
dengan pulley C dapat dirubah sesuai kecepatan putaran yang diinginkan,
yaitu pada posisi BC1, BC2, dan BC3.
6) Meja mesin
Meja mesin berfungsi sebagai dudukan perkakas eretan, kepala lepas dan
kepala tetap. Perkakas eretan dan kepala lepas dapat meluncur pada meja mesin
sejajar dengan sumbu utama, dibuat sangat halus hal ini untuk mencapai ketepatan
pada waktu perkakas eretan dan kepala lepas meluncur, maka kebersihan meja
mesin harus selalu dijaga, karena kerusakan permukaan meja mesin akan
mempengaruhi kualitas benda kerja.
Gambar 7.9 Sliding table
7) Kepala lepas
Kepala lepas adalah alat bantu mesin yang dipergunakan antara lain untuk Mendukung benda kerja yang panjang pada waktu proses pembubutan,
untuk menjepit center drill, bor, reamer pada waktu proses kerja manual.
Gambar 7.10 Kepala lepas
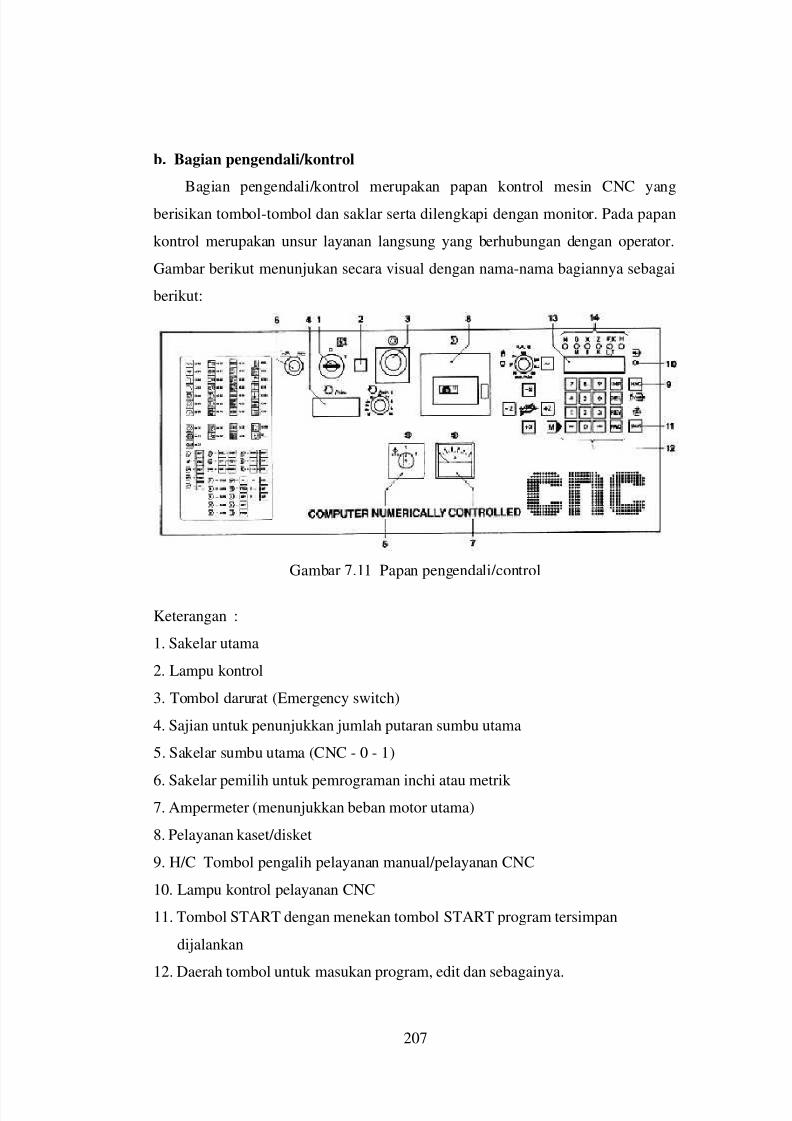
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 228/298
207
b. Bagian pengendali/kontrol
Bagian pengendali/kontrol merupakan papan kontrol mesin CNC yang
berisikan tombol-tombol dan saklar serta dilengkapi dengan monitor. Pada papan
kontrol merupakan unsur layanan langsung yang berhubungan dengan operator.
Gambar berikut menunjukan secara visual dengan nama-nama bagiannya sebagai
berikut:
Gambar 7.11 Papan pengendali/control
Keterangan :
1. Sakelar utama
2. Lampu kontrol
3. Tombol darurat (Emergency switch)
4. Sajian untuk penunjukkan jumlah putaran sumbu utama
5. Sakelar sumbu utama (CNC - 0 - 1)
6. Sakelar pemilih untuk pemrograman inchi atau metrik 7. Ampermeter (menunjukkan beban motor utama)
8. Pelayanan kaset/disket
9. H/C Tombol pengalih pelayanan manual/pelayanan CNC
10. Lampu kontrol pelayanan CNC
11. Tombol START dengan menekan tombol START program tersimpan
dijalankan
12. Daerah tombol untuk masukan program, edit dan sebagainya.

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 229/298
208
13. sajian untuk penunjukan masukan dan alarm.
14. Penunjukan untuk huruf adres masukan N/G, M/X, I/Z, K/F, K, L, H
C. Data Teknologi dan Data Geometris
- Data Teknologi
a. Kecepatan potong
Besarnya kecepatan potong tergantung dari sifat bahan benda kerja dan sifat
bahan alat potongnya. Semakin besar kekuatan bahan benda kerja yang akan
dipotong, maka semakin kecil harga kecepatan potongnya. Semakin besarkekuatan bahan alat potongnya, maka semakin besar kecepatan potongnya.
Adapun rumus dasar untuk menentukan kecepatan potong adalah:
dimana :
V = Kecepatan potong (m/menit).
d = Diameter benda kerja (mm).
n = Jumlah putaran tiap menit.
b. Jumlah putaran
Jumlah putaran sumbu utama dapat ditentukan dengan menggunakan rumus:
dimana :
V = Kecepatan potong (m/menit).
d = Diameter benda kerja (mm).
n = Jumlah putaran tiap menit.
π = 3,14
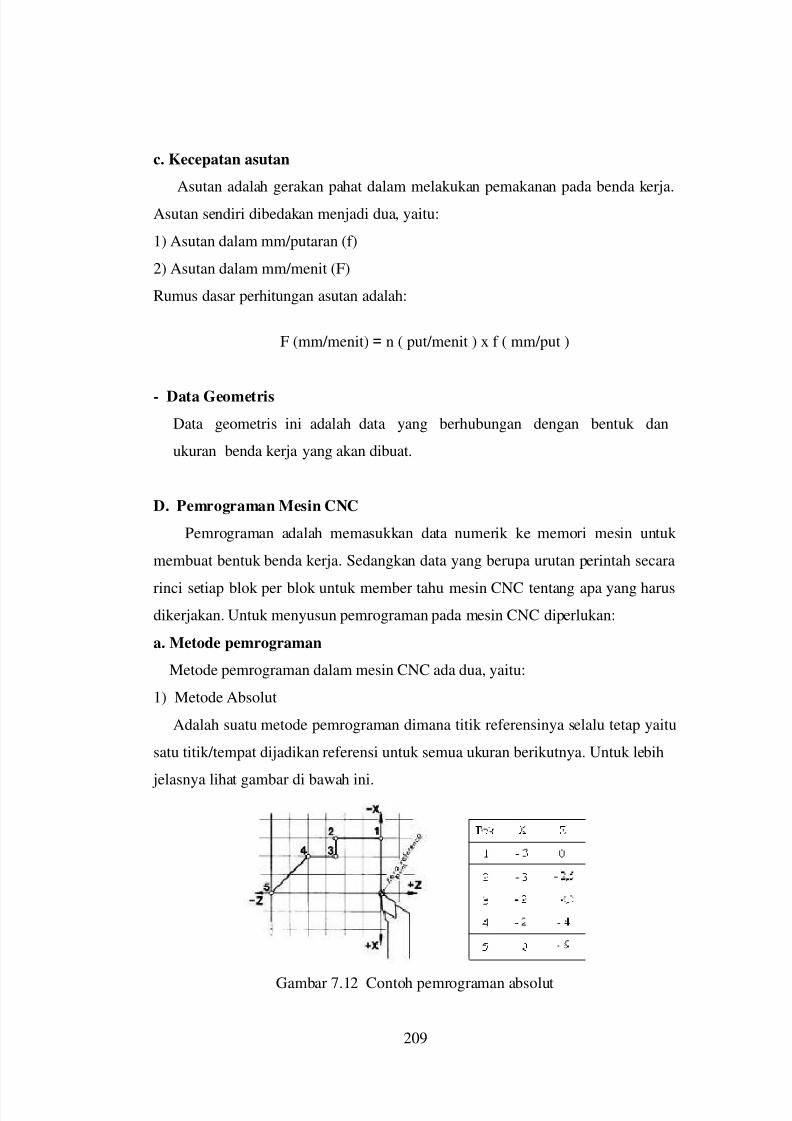
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 230/298
209
c. Kecepatan asutan
Asutan adalah gerakan pahat dalam melakukan pemakanan pada benda kerja.
Asutan sendiri dibedakan menjadi dua, yaitu:
1) Asutan dalam mm/putaran (f)
2) Asutan dalam mm/menit (F)
Rumus dasar perhitungan asutan adalah:
F (mm/menit) = n ( put/menit ) x f ( mm/put )
- Data Geometris
Data geometris ini adalah data yang berhubungan dengan bentuk dan
ukuran benda kerja yang akan dibuat.
D. Pemrograman Mesin CNC
Pemrograman adalah memasukkan data numerik ke memori mesin untuk
membuat bentuk benda kerja. Sedangkan data yang berupa urutan perintah secara
rinci setiap blok per blok untuk member tahu mesin CNC tentang apa yang harus
dikerjakan. Untuk menyusun pemrograman pada mesin CNC diperlukan:
a. Metode pemrograman
Metode pemrograman dalam mesin CNC ada dua, yaitu:
1) Metode Absolut
Adalah suatu metode pemrograman dimana titik referensinya selalu tetap yaitu
satu titik/tempat dijadikan referensi untuk semua ukuran berikutnya. Untuk lebih
jelasnya lihat gambar di bawah ini.
Gambar 7.12 Contoh pemrograman absolut
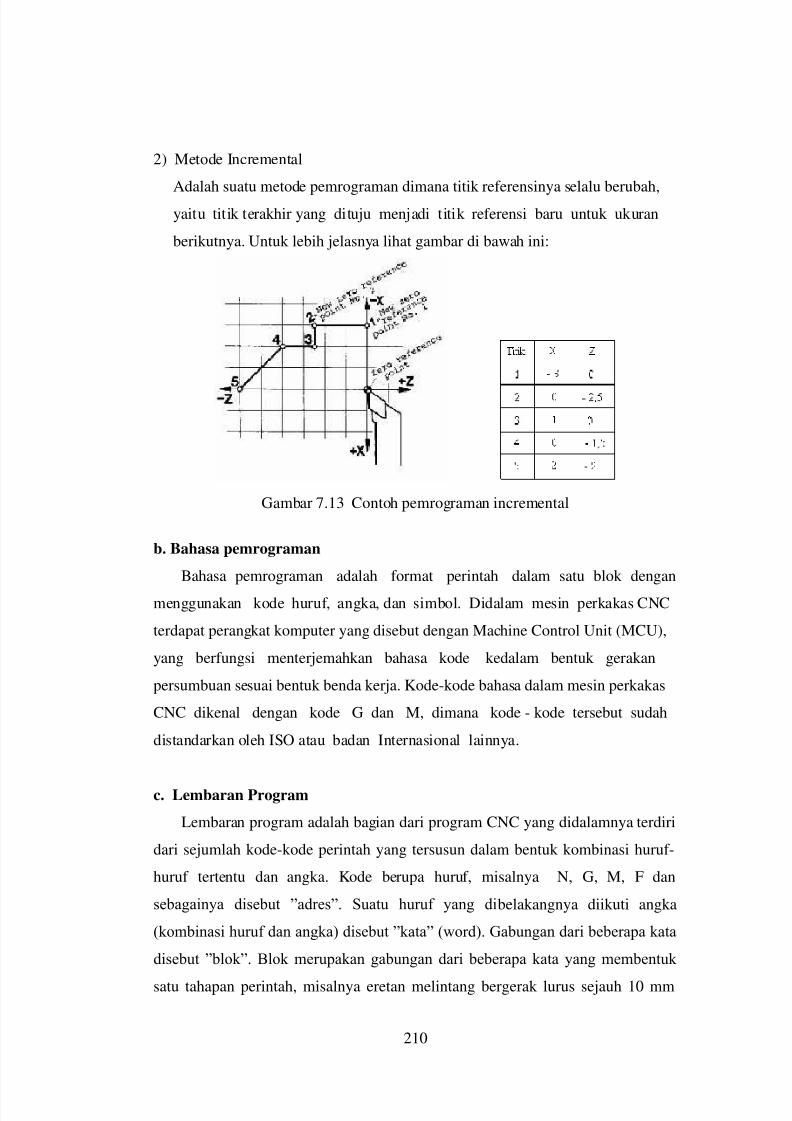
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 231/298
210
2) Metode Incremental
Adalah suatu metode pemrograman dimana titik referensinya selalu berubah,
yaitu titik terakhir yang dituju menjadi titik referensi baru untuk ukuran
berikutnya. Untuk lebih jelasnya lihat gambar di bawah ini:
Gambar 7.13 Contoh pemrograman incremental
b. Bahasa pemrograman
Bahasa pemrograman adalah format perintah dalam satu blok dengan
menggunakan kode huruf, angka, dan simbol. Didalam mesin perkakas CNC
terdapat perangkat komputer yang disebut dengan Machine Control Unit (MCU),
yang berfungsi menterjemahkan bahasa kode kedalam bentuk gerakan
persumbuan sesuai bentuk benda kerja. Kode-kode bahasa dalam mesin perkakas
CNC dikenal dengan kode G dan M, dimana kode - kode tersebut sudah
distandarkan oleh ISO atau badan Internasional lainnya.
c. Lembaran Program
Lembaran program adalah bagian dari program CNC yang didalamnya terdiri
dari sejumlah kode-kode perintah yang tersusun dalam bentuk kombinasi huruf-
huruf tertentu dan angka. Kode berupa huruf, misalnya N, G, M, F dan
sebagainya disebut ”adres”. Suatu huruf yang dibelakangnya diikuti angka
(kombinasi huruf dan angka) disebut ”kata” (word). Gabungan dari beberapa kata
disebut ”blok”. Blok merupakan gabungan dari beberapa kata yang membentuk
satu tahapan perintah, misalnya eretan melintang bergerak lurus sejauh 10 mm
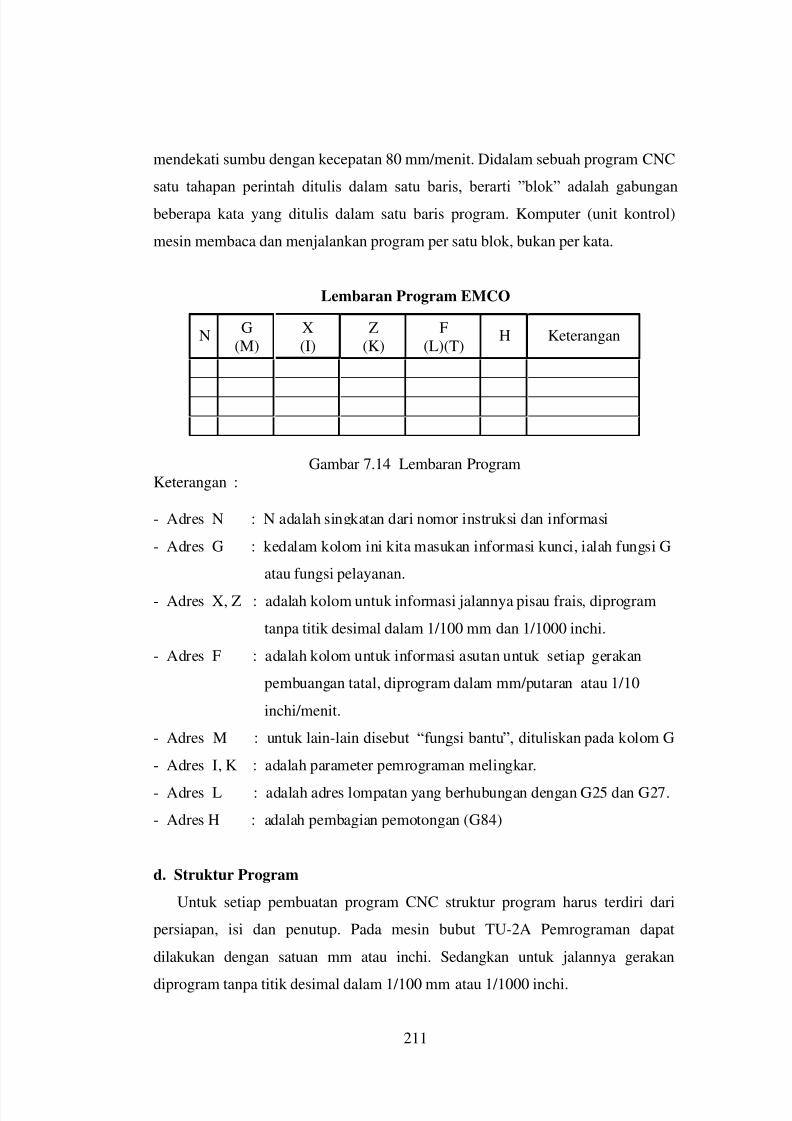
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 232/298
211
mendekati sumbu dengan kecepatan 80 mm/menit. Didalam sebuah program CNC
satu tahapan perintah ditulis dalam satu baris, berarti ”blok” adalah gabungan
beberapa kata yang ditulis dalam satu baris program. Komputer (unit kontrol)
mesin membaca dan menjalankan program per satu blok, bukan per kata.
Lembaran Program EMCO
NG
(M)X(I)
Z(K)
F(L)(T)
H Keterangan
Gambar 7.14 Lembaran ProgramKeterangan :
- Adres N : N adalah singkatan dari nomor instruksi dan informasi
- Adres G : kedalam kolom ini kita masukan informasi kunci, ialah fungsi G
atau fungsi pelayanan.
- Adres X, Z : adalah kolom untuk informasi jalannya pisau frais, diprogram
tanpa titik desimal dalam 1/100 mm dan 1/1000 inchi.
- Adres F : adalah kolom untuk informasi asutan untuk setiap gerakan
pembuangan tatal, diprogram dalam mm/putaran atau 1/10
inchi/menit.
- Adres M : untuk lain-lain disebut “fungsi bantu”, dituliskan pada kolom G
- Adres I, K : adalah parameter pemrograman melingkar.
- Adres L : adalah adres lompatan yang berhubungan dengan G25 dan G27.
- Adres H : adalah pembagian pemotongan (G84)
d. Struktur Program
Untuk setiap pembuatan program CNC struktur program harus terdiri dari
persiapan, isi dan penutup. Pada mesin bubut TU-2A Pemrograman dapat
dilakukan dengan satuan mm atau inchi. Sedangkan untuk jalannya gerakan
diprogram tanpa titik desimal dalam 1/100 mm atau 1/1000 inchi.
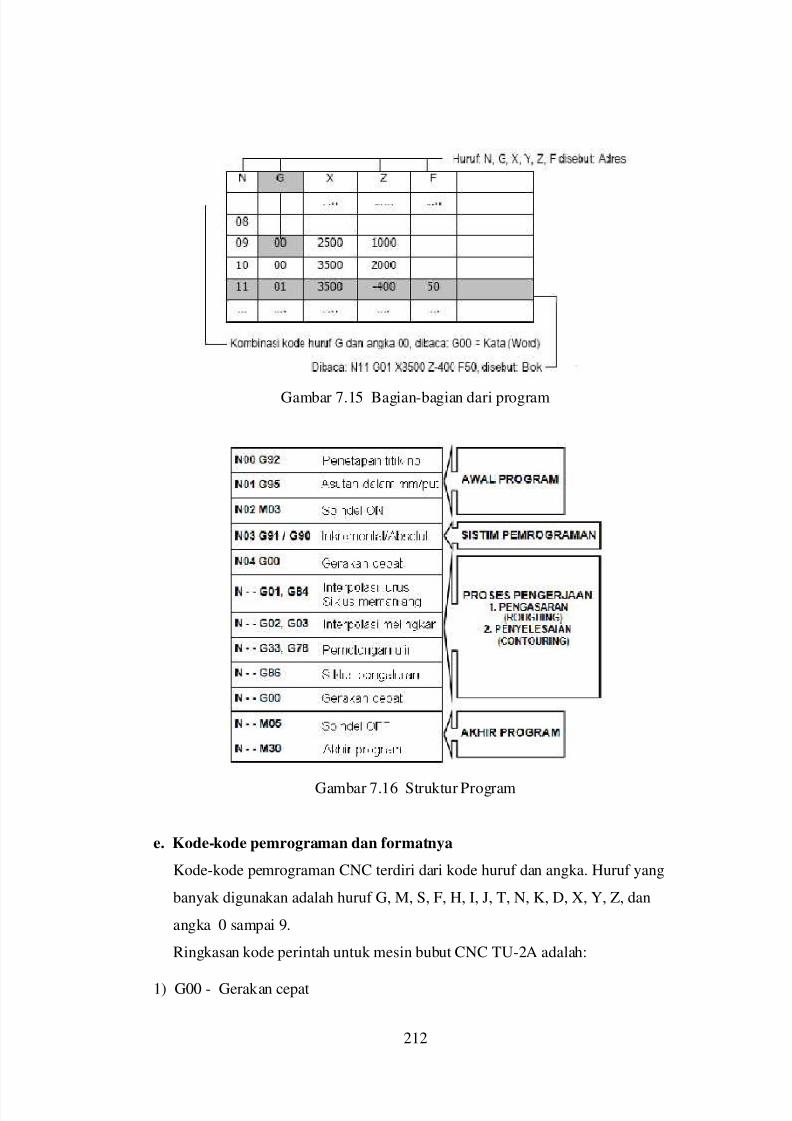
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 233/298
212
Gambar 7.15 Bagian-bagian dari program
Gambar 7.16 Struktur Program
e. Kode-kode pemrograman dan formatnya
Kode-kode pemrograman CNC terdiri dari kode huruf dan angka. Huruf yang
banyak digunakan adalah huruf G, M, S, F, H, I, J, T, N, K, D, X, Y, Z, dan
angka 0 sampai 9.
Ringkasan kode perintah untuk mesin bubut CNC TU-2A adalah:
1) G00 - Gerakan cepat
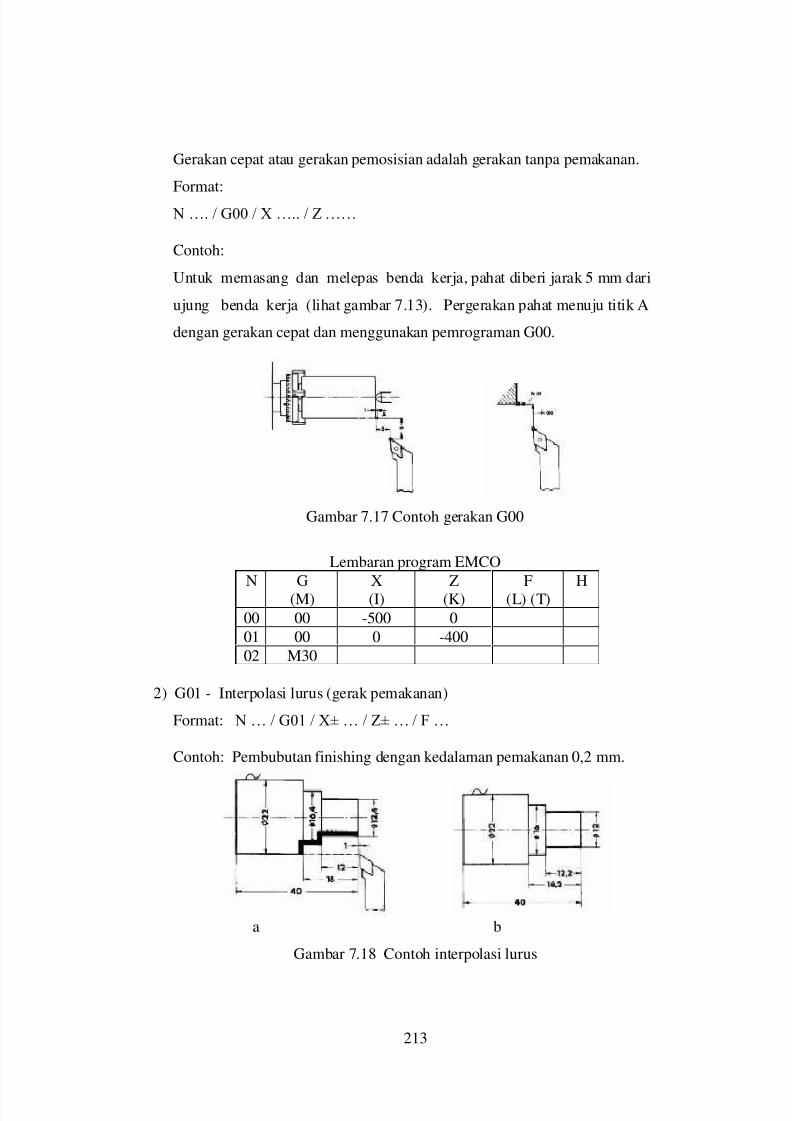
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 234/298
213
Gerakan cepat atau gerakan pemosisian adalah gerakan tanpa pemakanan.
Format:
N …. / G00 / X ….. / Z ……
Contoh:
Untuk memasang dan melepas benda kerja, pahat diberi jarak 5 mm dari
ujung benda kerja (lihat gambar 7.13). Pergerakan pahat menuju titik A
dengan gerakan cepat dan menggunakan pemrograman G00.
Gambar 7.17 Contoh gerakan G00
Lembaran program EMCON G
(M)X(I)
Z(K)
F(L) (T)
H
00 00 -500 001 00 0 -40002 M30
2) G01 - Interpolasi lurus (gerak pemakanan)
Format: N … / G01 / X± … / Z± … / F …
Contoh: Pembubutan finishing dengan kedalaman pemakanan 0,2 mm.
a b
Gambar 7.18 Contoh interpolasi lurus
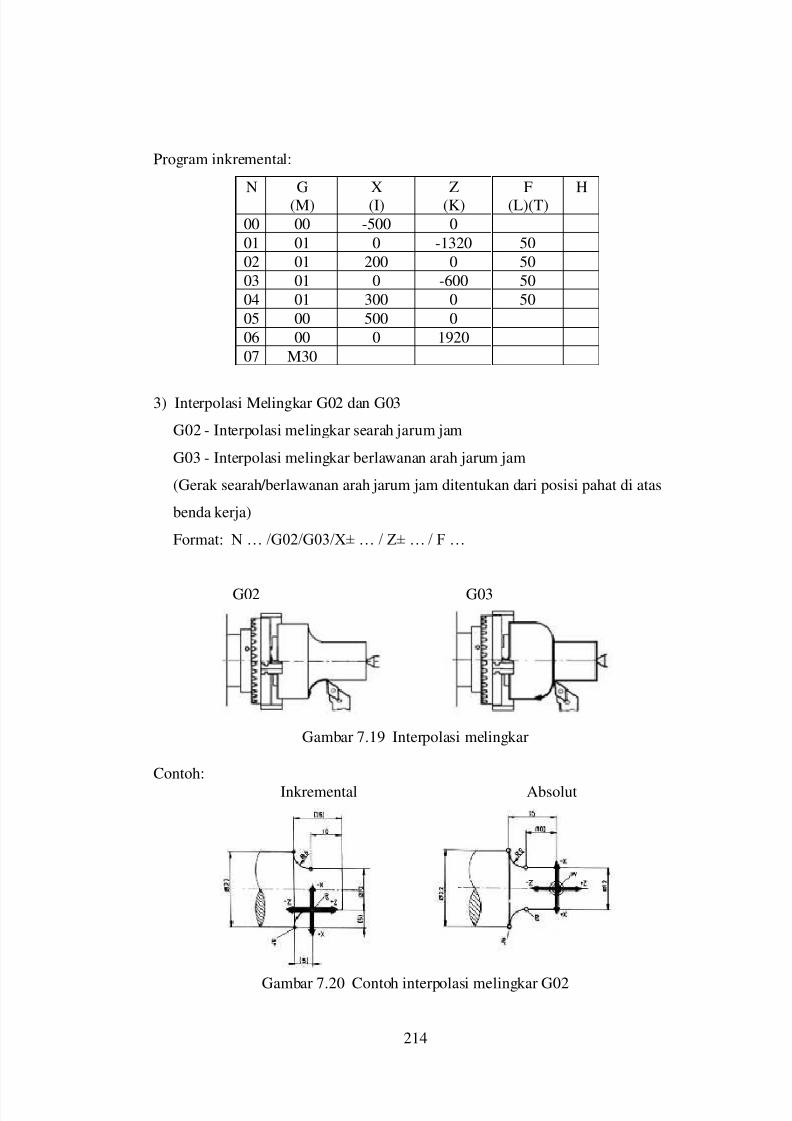
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 235/298
214
Program inkremental:
N G(M)
X(I)
Z(K)
F(L)(T)
H
00 00 -500 0
01 01 0 -1320 5002 01 200 0 5003 01 0 -600 5004 01 300 0 50
05 00 500 006 00 0 1920
07 M30
3) Interpolasi Melingkar G02 dan G03
G02 - Interpolasi melingkar searah jarum jam
G03 - Interpolasi melingkar berlawanan arah jarum jam
(Gerak searah/berlawanan arah jarum jam ditentukan dari posisi pahat di atas
benda kerja)
Format: N … /G02/G03/X± … / Z± … / F …
G02 G03
Gambar 7.19 Interpolasi melingkar
Contoh:
Inkremental Absolut
Gambar 7.20 Contoh interpolasi melingkar G02
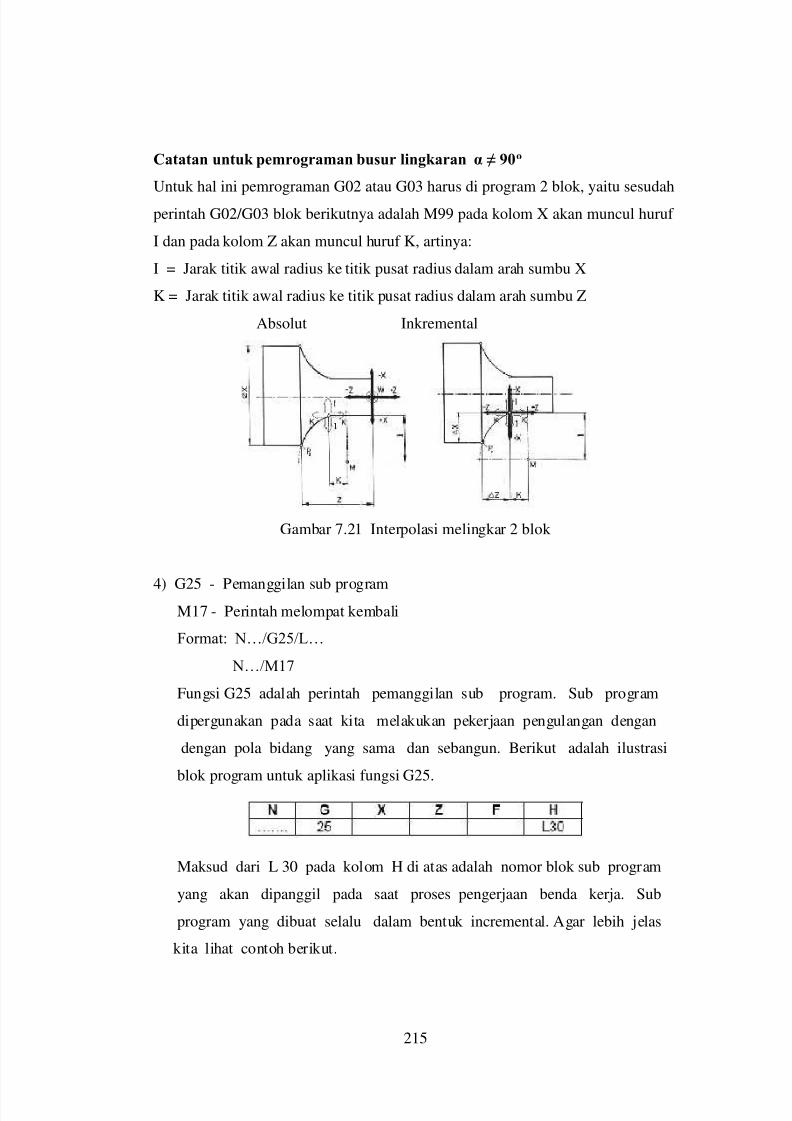
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 236/298
215
Catatan untuk pemrograman busur lingkaran α ≠ 90o
Untuk hal ini pemrograman G02 atau G03 harus di program 2 blok, yaitu sesudah
perintah G02/G03 blok berikutnya adalah M99 pada kolom X akan muncul huruf
I dan pada kolom Z akan muncul huruf K, artinya:
I = Jarak titik awal radius ke titik pusat radius dalam arah sumbu X
K = Jarak titik awal radius ke titik pusat radius dalam arah sumbu Z
Absolut Inkremental
Gambar 7.21 Interpolasi melingkar 2 blok
4) G25 - Pemanggilan sub programM17 - Perintah melompat kembali
Format: N…/G25/L…
N…/M17
Fungsi G25 adalah perintah pemanggilan sub program. Sub program
dipergunakan pada saat kita melakukan pekerjaan pengulangan dengan
dengan pola bidang yang sama dan sebangun. Berikut adalah ilustrasi
blok program untuk aplikasi fungsi G25.
Maksud dari L 30 pada kolom H di atas adalah nomor blok sub program
yang akan dipanggil pada saat proses pengerjaan benda kerja. Sub
program yang dibuat selalu dalam bentuk incremental. Agar lebih jelas
kita lihat contoh berikut.
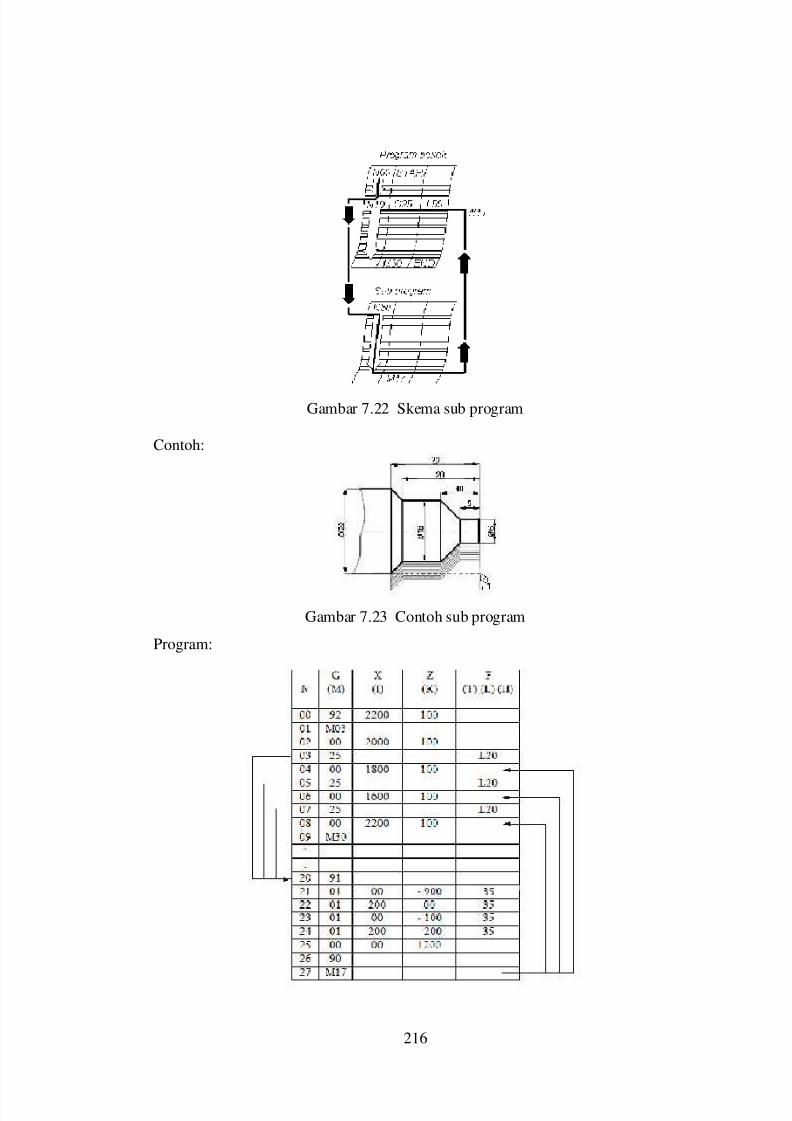
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 237/298
216
Gambar 7.22 Skema sub program
Contoh:
Gambar 7.23 Contoh sub program
Program:
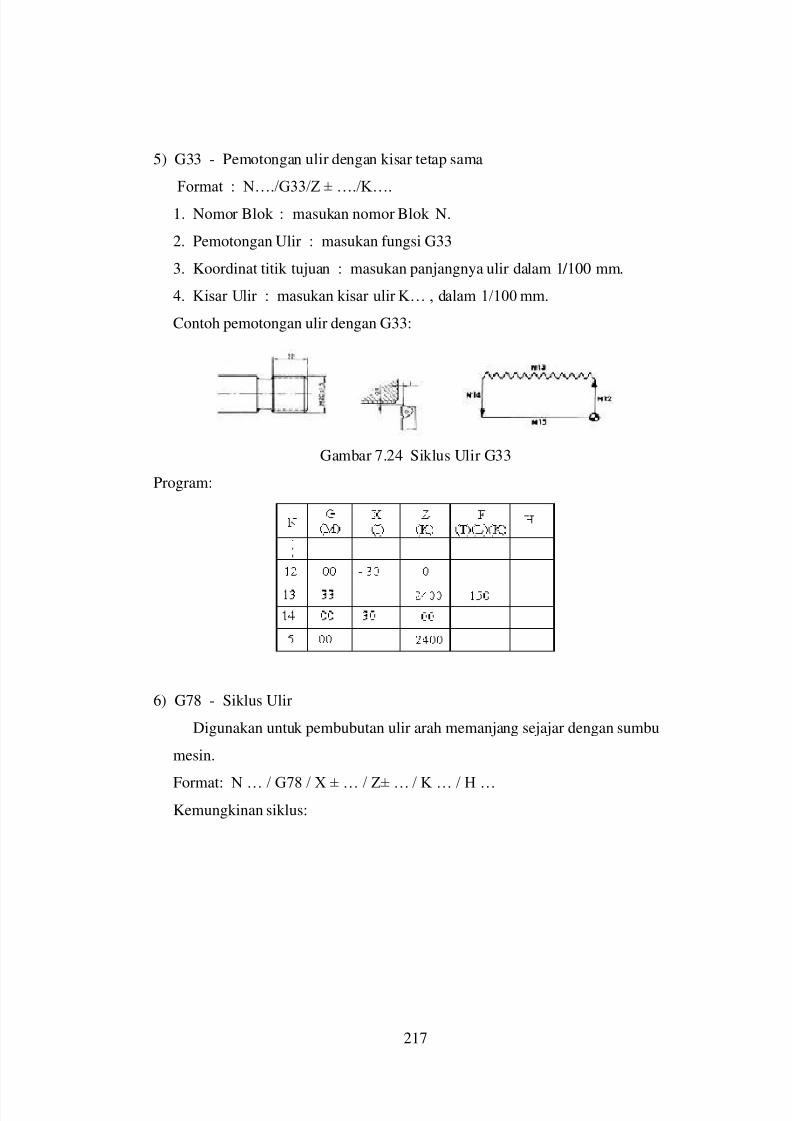
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 238/298
217
5) G33 - Pemotongan ulir dengan kisar tetap sama
Format : N…./G33/Z ± …./K….
1. Nomor Blok : masukan nomor Blok N.
2. Pemotongan Ulir : masukan fungsi G33
3. Koordinat titik tujuan : masukan panjangnya ulir dalam 1/100 mm.
4. Kisar Ulir : masukan kisar ulir K… , dalam 1/100 mm.
Contoh pemotongan ulir dengan G33:
Gambar 7.24 Siklus Ulir G33
Program:
6) G78 - Siklus Ulir
Digunakan untuk pembubutan ulir arah memanjang sejajar dengan sumbu
mesin.
Format: N … / G78 / X ± … / Z± … / K … / H …
Kemungkinan siklus:
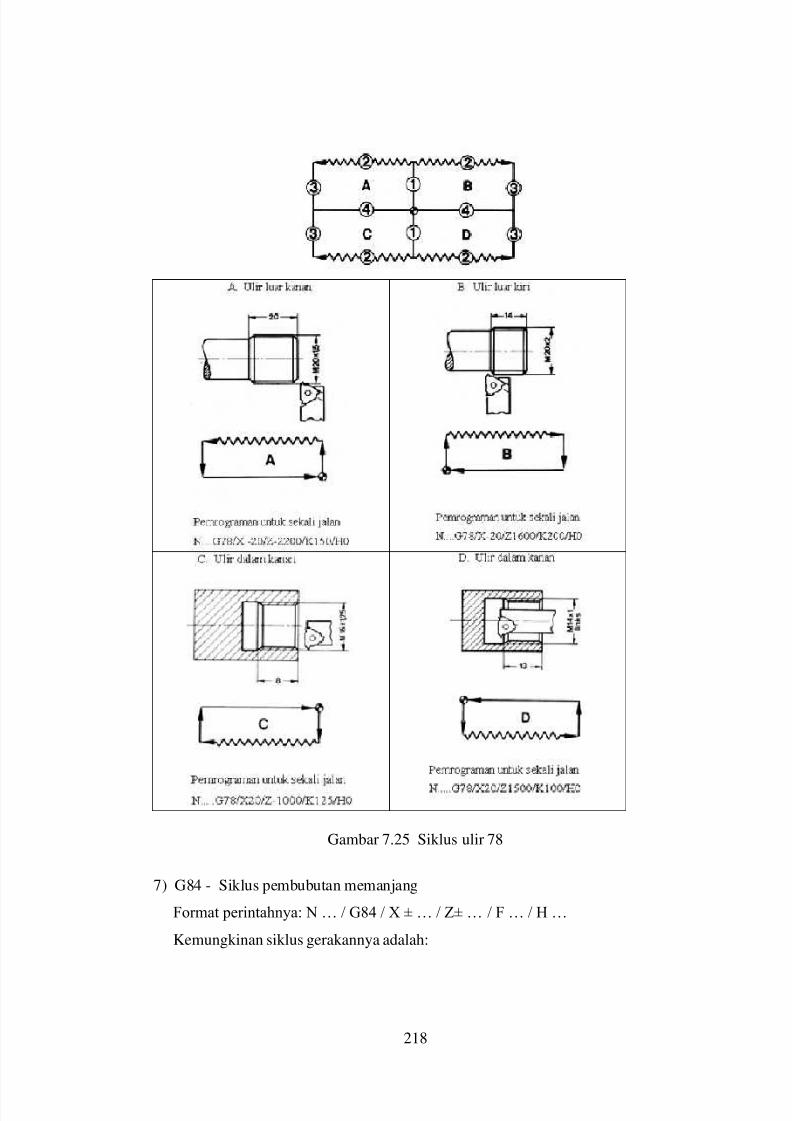
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 239/298
218
Gambar 7.25 Siklus ulir 78
7) G84 - Siklus pembubutan memanjang
Format perintahnya: N … / G84 / X ± … / Z± … / F … / H …
Kemungkinan siklus gerakannya adalah:
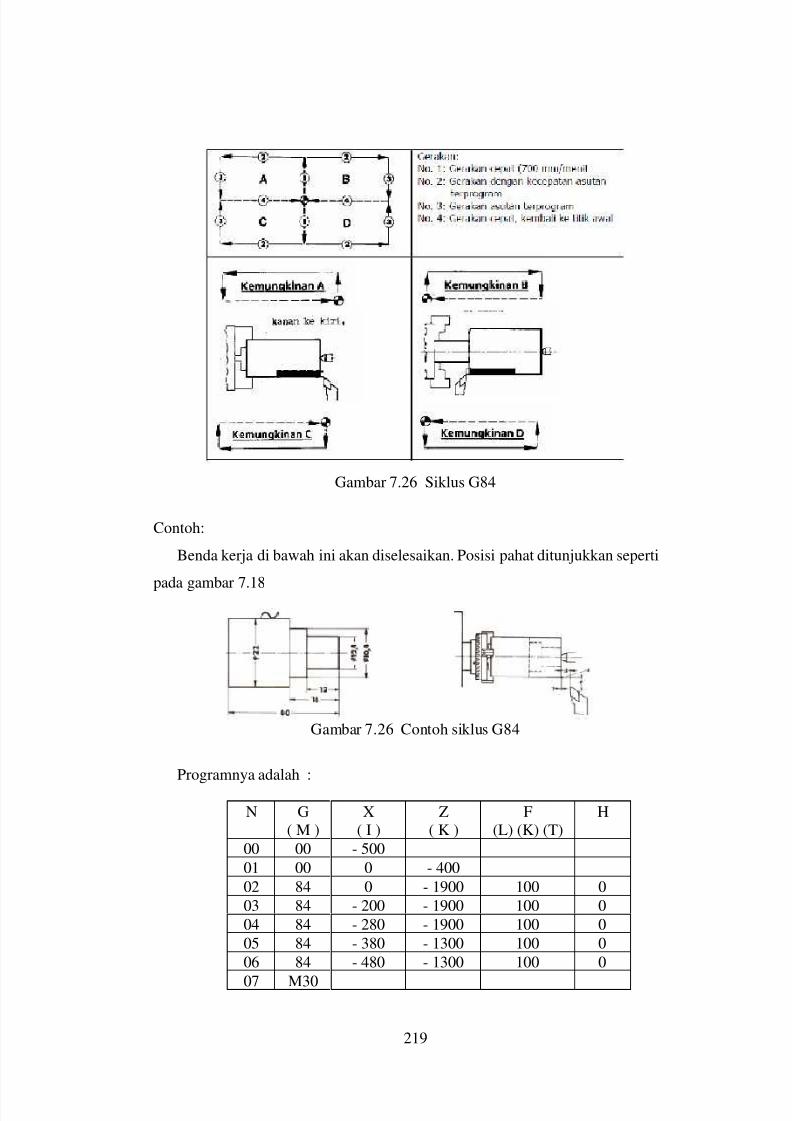
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 240/298
219
Gambar 7.26 Siklus G84
Contoh:
Benda kerja di bawah ini akan diselesaikan. Posisi pahat ditunjukkan seperti
pada gambar 7.18
Gambar 7.26 Contoh siklus G84
Programnya adalah :
N G( M )
X( I )
Z( K )
F(L) (K) (T)
H
00 00 - 500
01 00 0 - 400
02 84 0 - 1900 100 003 84 - 200 - 1900 100 004 84 - 280 - 1900 100 005 84 - 380 - 1300 100 006 84 - 480 - 1300 100 0
07 M30
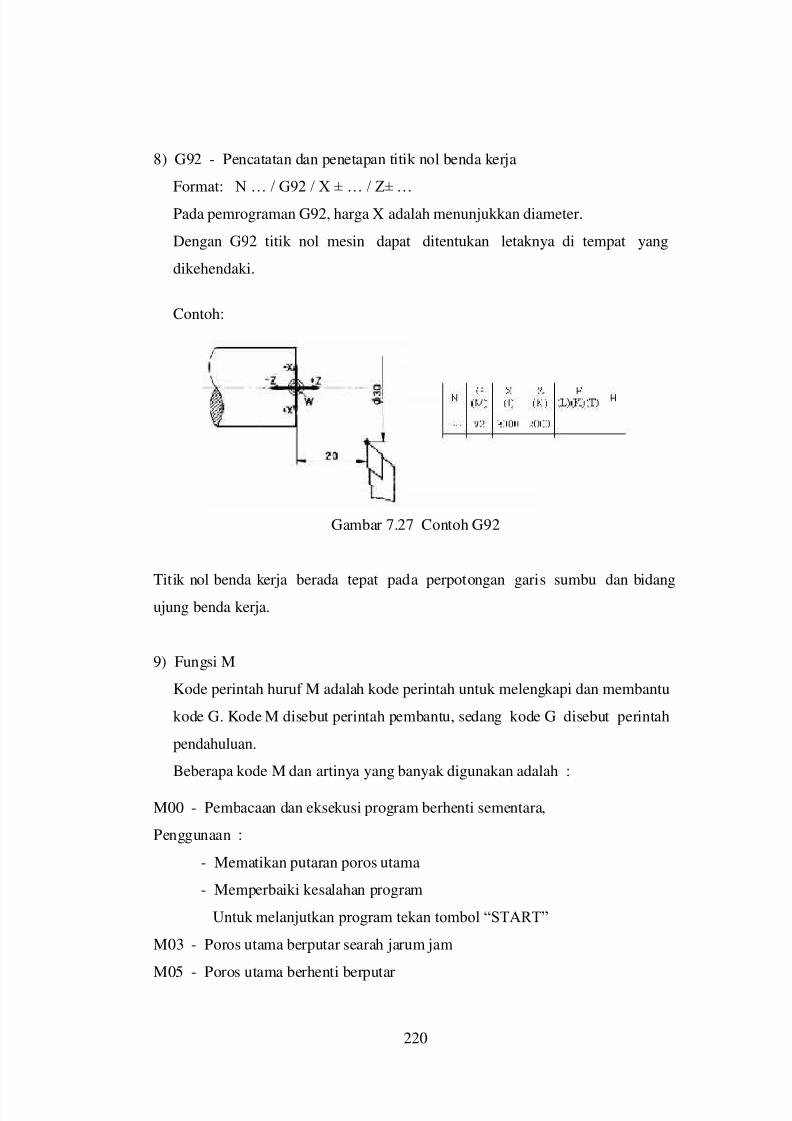
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 241/298
220
8) G92 - Pencatatan dan penetapan titik nol benda kerja
Format: N … / G92 / X ± … / Z± …
Pada pemrograman G92, harga X adalah menunjukkan diameter.
Dengan G92 titik nol mesin dapat ditentukan letaknya di tempat yang
dikehendaki.
Contoh:
Gambar 7.27 Contoh G92
Titik nol benda kerja berada tepat pada perpotongan garis sumbu dan bidang
ujung benda kerja.
9) Fungsi M
Kode perintah huruf M adalah kode perintah untuk melengkapi dan membantu
kode G. Kode M disebut perintah pembantu, sedang kode G disebut perintah
pendahuluan.
Beberapa kode M dan artinya yang banyak digunakan adalah :
M00 - Pembacaan dan eksekusi program berhenti sementara,
Penggunaan :
- Mematikan putaran poros utama
- Memperbaiki kesalahan program
Untuk melanjutkan program tekan tombol “START”
M03 - Poros utama berputar searah jarum jam
M05 - Poros utama berhenti berputar
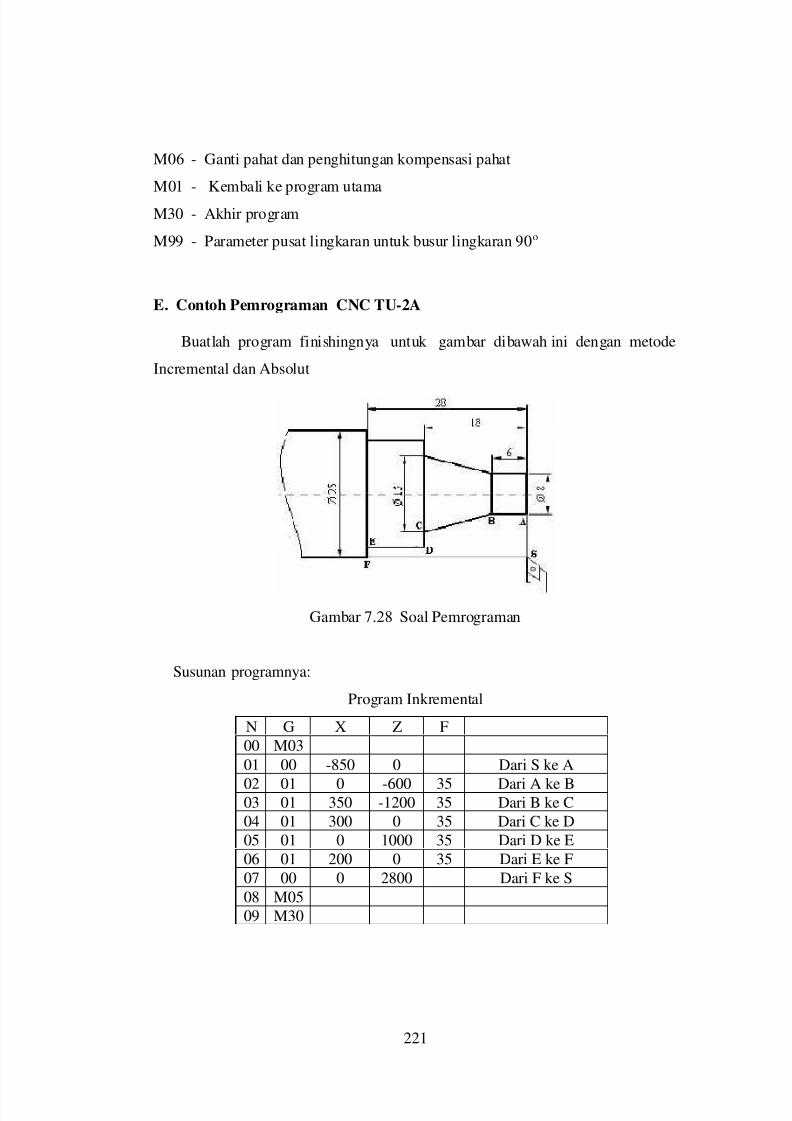
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 242/298
221
M06 - Ganti pahat dan penghitungan kompensasi pahat
M01 - Kembali ke program utama
M30 - Akhir program
M99 - Parameter pusat lingkaran untuk busur lingkaran 90o
E. Contoh Pemrograman CNC TU-2A
Buatlah program finishingnya untuk gambar dibawah ini dengan metode
Incremental dan Absolut
Gambar 7.28 Soal Pemrograman
Susunan programnya:
Program Inkremental
N G X Z F00 M03
01 00 -850 0 Dari S ke A
02 01 0 -600 35 Dari A ke B03 01 350 -1200 35 Dari B ke C04 01 300 0 35 Dari C ke D05 01 0 1000 35 Dari D ke E06 01 200 0 35 Dari E ke F
07 00 0 2800 Dari F ke S
08 M0509 M30

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 243/298
222
Program Absolut
N G X Z F00 92 2500 001 M03 Dari S ke A02 00 800 0 35 Dari A ke B03 01 800 -600 35 Dari B ke C
04 01 1500 -1800 35 Dari C ke D
05 01 2100 -1800 35 Dari D ke E06 01 2100 -2800 35 Dari E ke F07 01 2500 -2800 Dari F ke S08 00 2500 009 M05
10 M30
F. Pelayanan Disket
Mesin Bubut CNC-TU2A ini dilengkapi dengan penggerak disket atau disk
drive yang berfungsi untuk pengoperasian disket. Dengan sistem layanan disket
ini semua program CNC dapat disimpan ke dalam disket atau dapat memindahkan
pogram CNC dari disket ke dalam memori mesin. Jenis disket yang digunakan
dalam pengoperasian mesin adalah disket DS, DD (double side, double density)
dengan ukuran disket 3,5 inch. Cara pengoperasiannya dapat dilihat dibawah ini.
a. Memformat disket
1) Masukkan disket pada disk drive maka lampu led akan menyala.
2) Pindahkan cursor pada kolom G dengan menekan tombol [ ]
3) Tulis G65 kemudian tekan tombol [INP].
4) Tekan tombol [ ] + [DEL] secara bersamaan, maka pada monitor
akan tampil pita hapus dan tertulis C er (erase), tunggu sampai format selesai.
b. Menyimpan program dari mesin ke dalam disket
1) Masukkan disket pada disk drive maka lampu led akan menyala.
2) Pindahkan cursor pada kolom G dengan menekan tombol [ ]
3) Tulis G65 kemudian tekan tombol [INP] (pada monitor tertayang fungsi pita )
4) Tekan tombol [FWD] (pada monitor tertayang menyimpan program no P….)
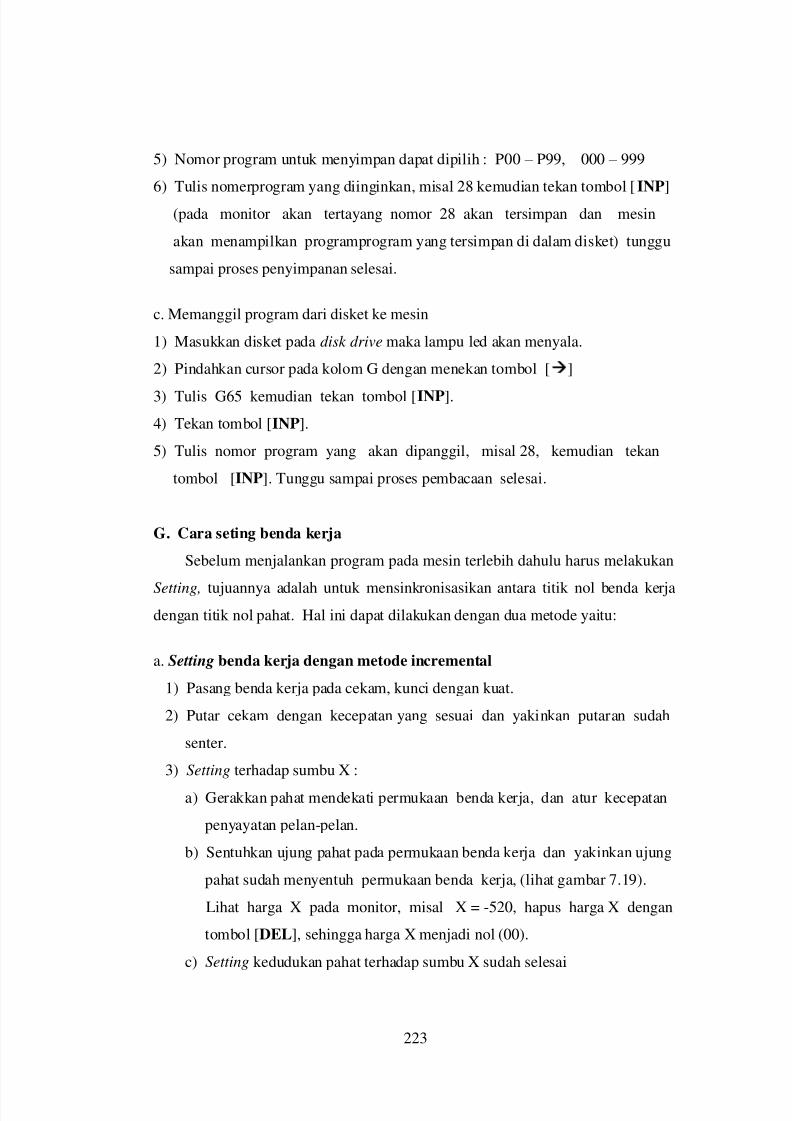
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 244/298
223
5) Nomor program untuk menyimpan dapat dipilih : P00 – P99, 000 – 999
6) Tulis nomerprogram yang diinginkan, misal 28 kemudian tekan tombol [INP]
(pada monitor akan tertayang nomor 28 akan tersimpan dan mesin
akan menampilkan programprogram yang tersimpan di dalam disket) tunggu
sampai proses penyimpanan selesai.
c. Memanggil program dari disket ke mesin
1) Masukkan disket pada disk drive maka lampu led akan menyala.
2) Pindahkan cursor pada kolom G dengan menekan tombol [
]
3) Tulis G65 kemudian tekan tombol [INP].
4) Tekan tombol [INP].
5) Tulis nomor program yang akan dipanggil, misal 28, kemudian tekan
tombol [INP]. Tunggu sampai proses pembacaan selesai.
G. Cara seting benda kerja
Sebelum menjalankan program pada mesin terlebih dahulu harus melakukan
Setting, tujuannya adalah untuk mensinkronisasikan antara titik nol benda kerja
dengan titik nol pahat. Hal ini dapat dilakukan dengan dua metode yaitu:
a. Setting benda kerja dengan metode incremental
1) Pasang benda kerja pada cekam, kunci dengan kuat.
2) Putar cekam dengan kecepatan yang sesuai dan yakinkan putaran sudah
senter.
3) Setting terhadap sumbu X :
a) Gerakkan pahat mendekati permukaan benda kerja, dan atur kecepatan
penyayatan pelan-pelan.
b) Sentuhkan ujung pahat pada permukaan benda kerja dan yakinkan ujung
pahat sudah menyentuh permukaan benda kerja, (lihat gambar 7.19).
Lihat harga X pada monitor, misal X = -520, hapus harga X dengan
tombol [DEL], sehingga harga X menjadi nol (00).
c) Setting kedudukan pahat terhadap sumbu X sudah selesai
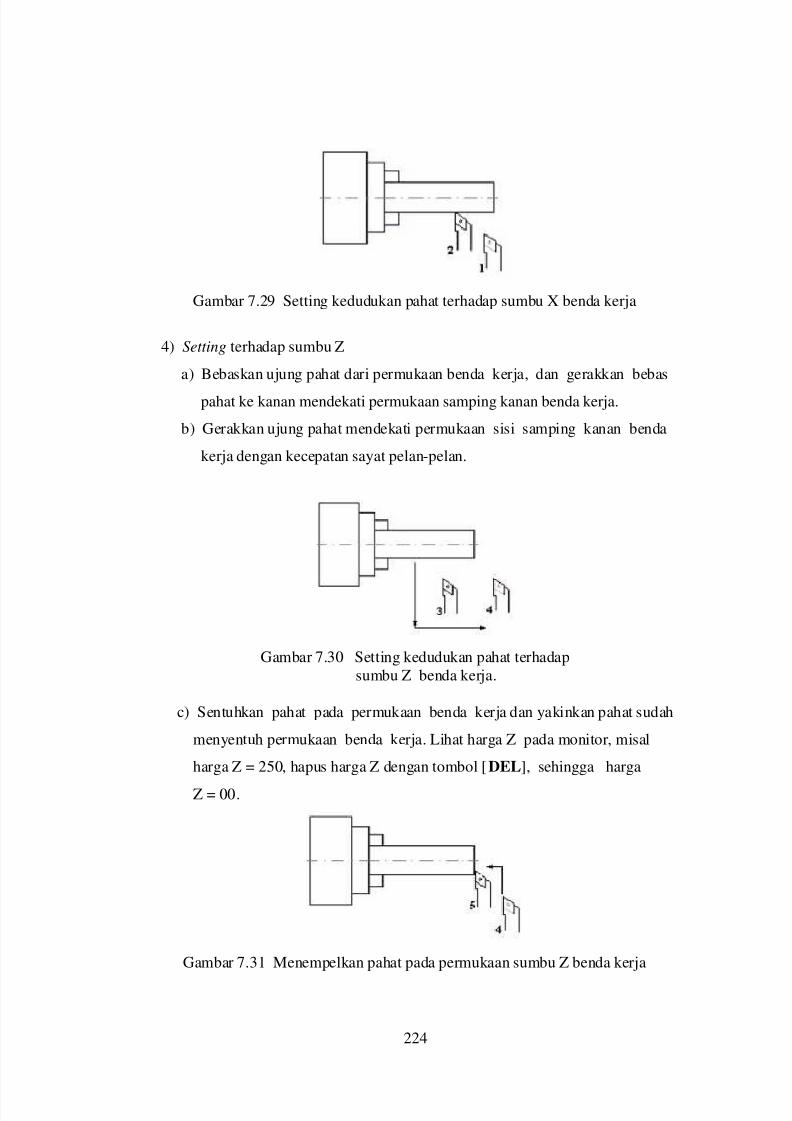
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 245/298
224
Gambar 7.29 Setting kedudukan pahat terhadap sumbu X benda kerja
4) Setting terhadap sumbu Z
a) Bebaskan ujung pahat dari permukaan benda kerja, dan gerakkan bebas
pahat ke kanan mendekati permukaan samping kanan benda kerja.
b) Gerakkan ujung pahat mendekati permukaan sisi samping kanan benda
kerja dengan kecepatan sayat pelan-pelan.
Gambar 7.30 Setting kedudukan pahat terhadapsumbu Z benda kerja.
c) Sentuhkan pahat pada permukaan benda kerja dan yakinkan pahat sudah
menyentuh permukaan benda kerja. Lihat harga Z pada monitor, misal
harga Z = 250, hapus harga Z dengan tombol [DEL], sehingga harga
Z = 00.
Gambar 7.31 Menempelkan pahat pada permukaan sumbu Z benda kerja
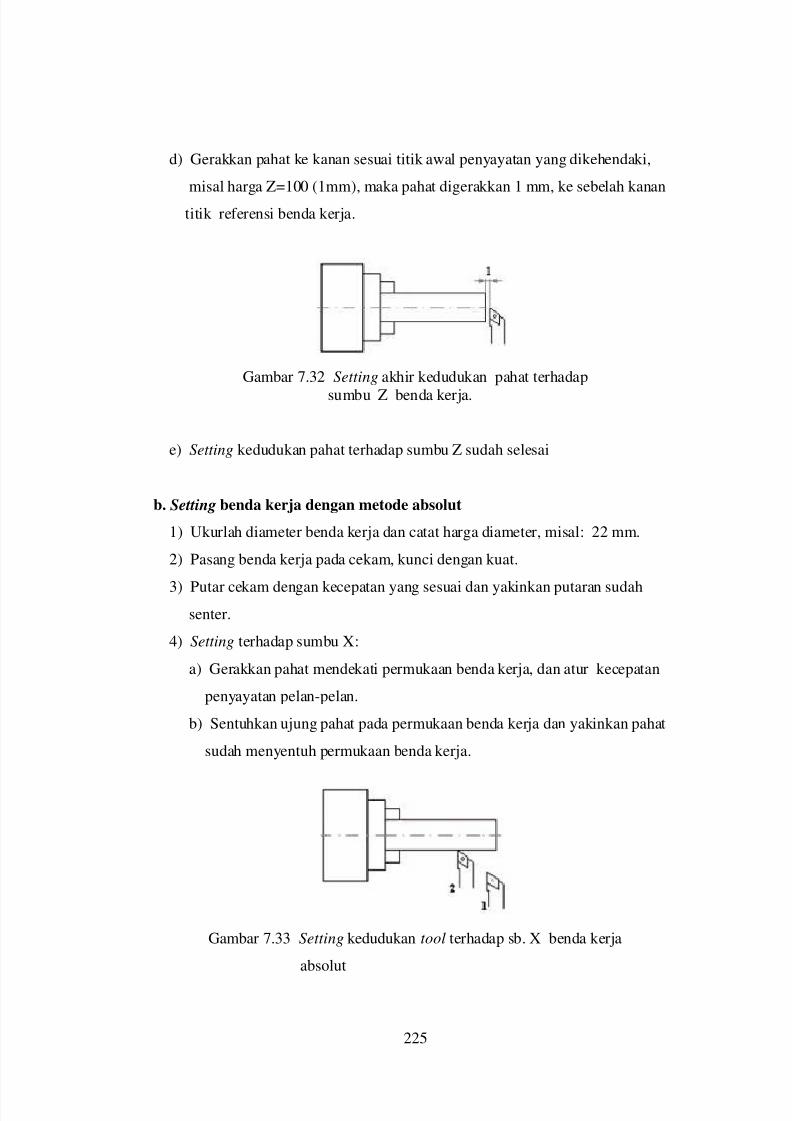
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 246/298
225
d) Gerakkan pahat ke kanan sesuai titik awal penyayatan yang dikehendaki,
misal harga Z=100 (1mm), maka pahat digerakkan 1 mm, ke sebelah kanan
titik referensi benda kerja.
Gambar 7.32 Setting akhir kedudukan pahat terhadap
sumbu Z benda kerja.
e) Setting kedudukan pahat terhadap sumbu Z sudah selesai
b. Setting benda kerja dengan metode absolut
1) Ukurlah diameter benda kerja dan catat harga diameter, misal: 22 mm.
2) Pasang benda kerja pada cekam, kunci dengan kuat.
3) Putar cekam dengan kecepatan yang sesuai dan yakinkan putaran sudahsenter.
4) Setting terhadap sumbu X:
a) Gerakkan pahat mendekati permukaan benda kerja, dan atur kecepatan
penyayatan pelan-pelan.
b) Sentuhkan ujung pahat pada permukaan benda kerja dan yakinkan pahat
sudah menyentuh permukaan benda kerja.
Gambar 7.33 Setting kedudukan tool terhadap sb. X benda kerja
absolut
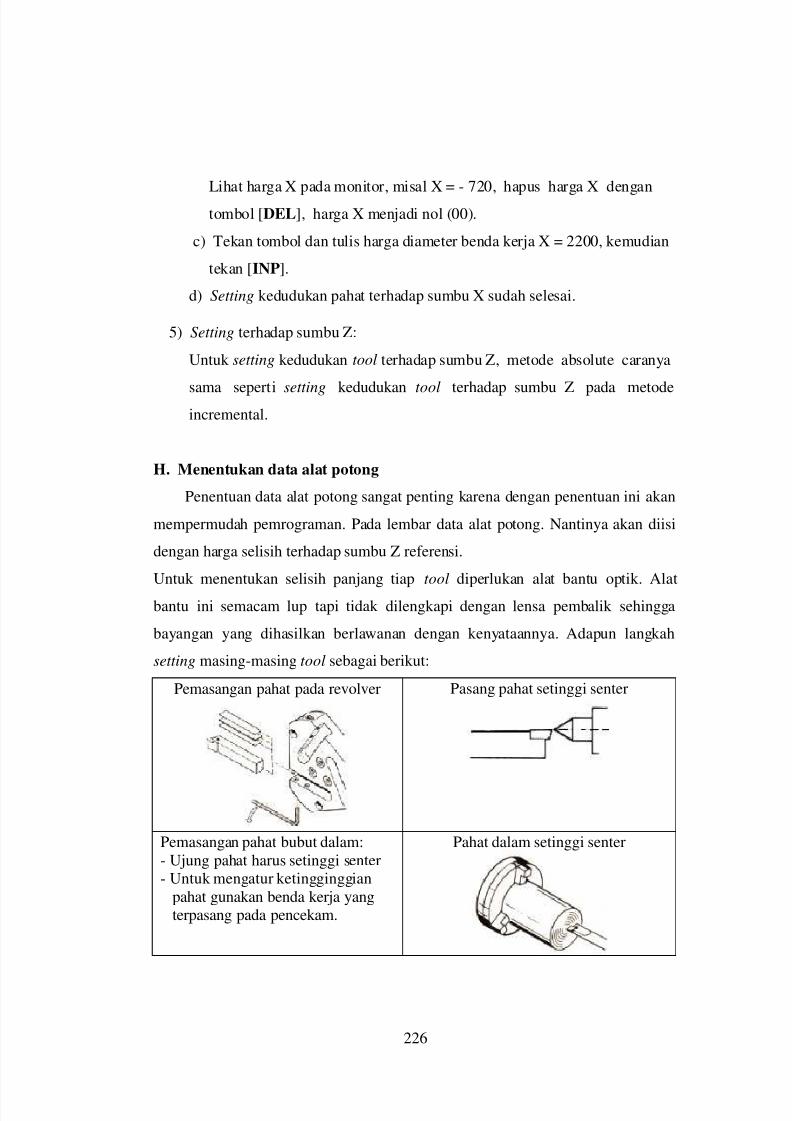
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 247/298
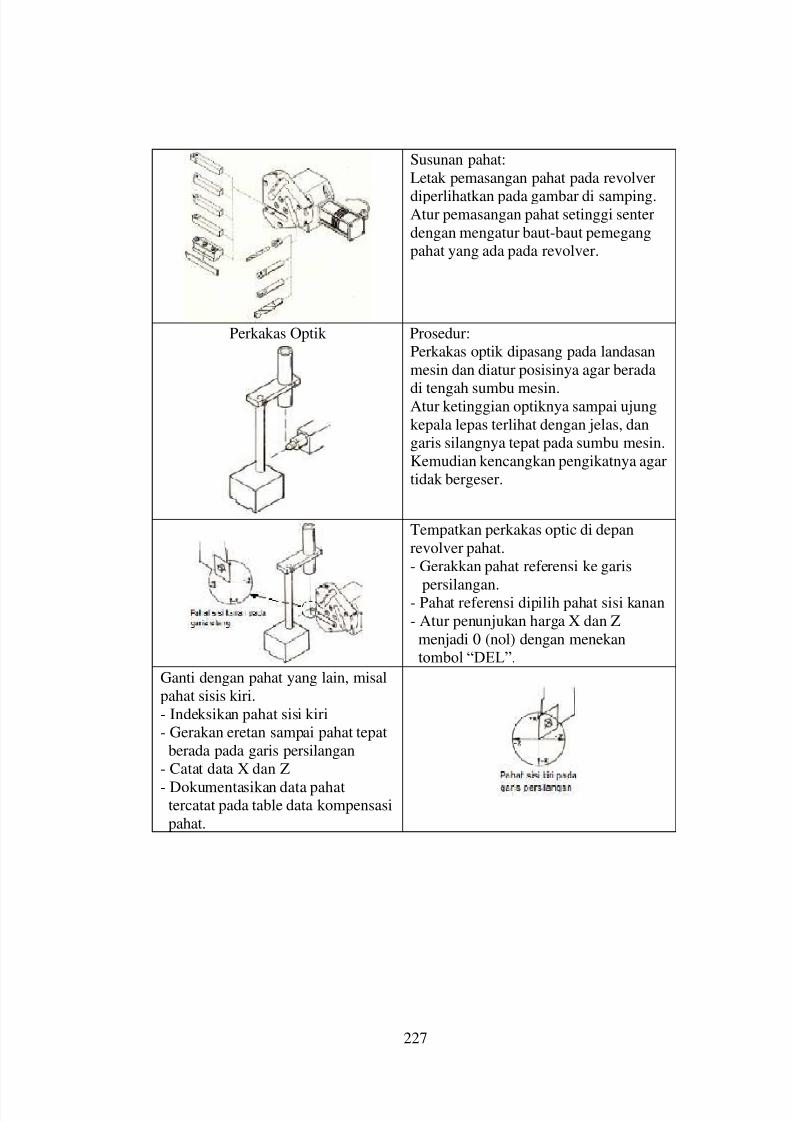
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 248/298
227
Susunan pahat:Letak pemasangan pahat pada revolver
diperlihatkan pada gambar di samping.Atur pemasangan pahat setinggi senterdengan mengatur baut-baut pemegangpahat yang ada pada revolver.
Perkakas Optik Prosedur:Perkakas optik dipasang pada landasanmesin dan diatur posisinya agar berada
di tengah sumbu mesin.Atur ketinggian optiknya sampai ujungkepala lepas terlihat dengan jelas, dangaris silangnya tepat pada sumbu mesin.Kemudian kencangkan pengikatnya agartidak bergeser.
Tempatkan perkakas optic di depanrevolver pahat.- Gerakkan pahat referensi ke garis
persilangan.- Pahat referensi dipilih pahat sisi kanan- Atur penunjukan harga X dan Z
menjadi 0 (nol) dengan menekantombol “DEL”.
Ganti dengan pahat yang lain, misalpahat sisis kiri.- Indeksikan pahat sisi kiri- Gerakan eretan sampai pahat tepat
berada pada garis persilangan- Catat data X dan Z
- Dokumentasikan data pahattercatat pada table data kompensasipahat.
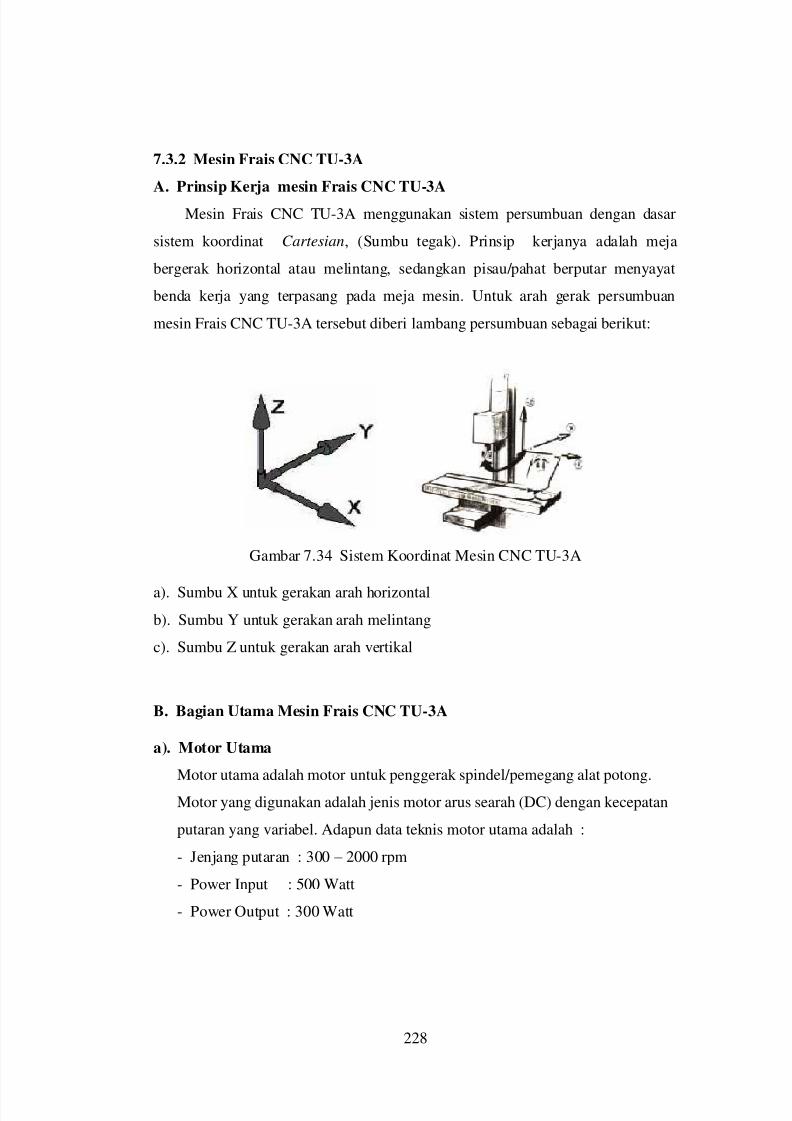
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 249/298
228
7.3.2 Mesin Frais CNC TU-3A
A. Prinsip Kerja mesin Frais CNC TU-3A
Mesin Frais CNC TU-3A menggunakan sistem persumbuan dengan dasar
sistem koordinat Cartesian, (Sumbu tegak). Prinsip kerjanya adalah meja
bergerak horizontal atau melintang, sedangkan pisau/pahat berputar menyayat
benda kerja yang terpasang pada meja mesin. Untuk arah gerak persumbuan
mesin Frais CNC TU-3A tersebut diberi lambang persumbuan sebagai berikut:
Gambar 7.34 Sistem Koordinat Mesin CNC TU-3A
a). Sumbu X untuk gerakan arah horizontal
b). Sumbu Y untuk gerakan arah melintang
c). Sumbu Z untuk gerakan arah vertikal
B. Bagian Utama Mesin Frais CNC TU-3A
a). Motor Utama
Motor utama adalah motor untuk penggerak spindel/pemegang alat potong.
Motor yang digunakan adalah jenis motor arus searah (DC) dengan kecepatan
putaran yang variabel. Adapun data teknis motor utama adalah :
- Jenjang putaran : 300 – 2000 rpm
- Power Input : 500 Watt
- Power Output : 300 Watt
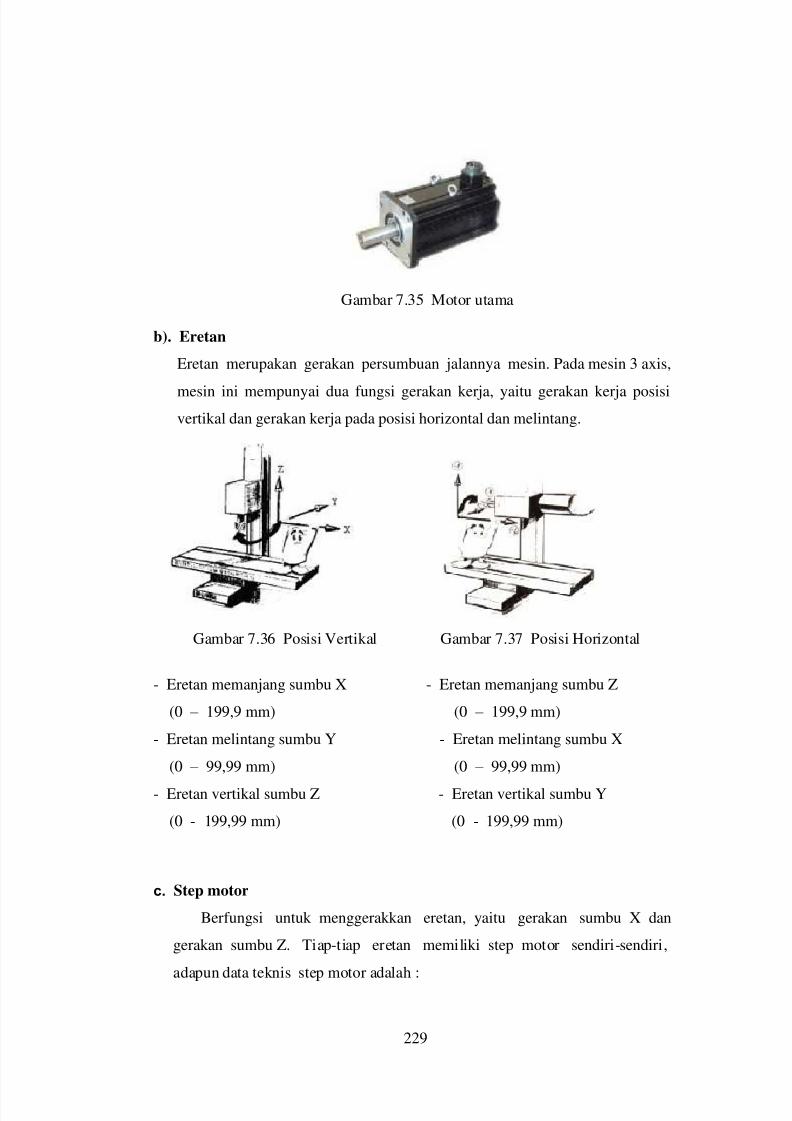
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 250/298
229
Gambar 7.35 Motor utama
b). Eretan
Eretan merupakan gerakan persumbuan jalannya mesin. Pada mesin 3 axis,
mesin ini mempunyai dua fungsi gerakan kerja, yaitu gerakan kerja posisi
vertikal dan gerakan kerja pada posisi horizontal dan melintang.
Gambar 7.36 Posisi Vertikal Gambar 7.37 Posisi Horizontal
- Eretan memanjang sumbu X - Eretan memanjang sumbu Z
(0 – 199,9 mm) (0 – 199,9 mm)
- Eretan melintang sumbu Y - Eretan melintang sumbu X
(0 – 99,99 mm) (0 – 99,99 mm)
- Eretan vertikal sumbu Z - Eretan vertikal sumbu Y
(0 - 199,99 mm) (0 - 199,99 mm)
c. Step motor
Berfungsi untuk menggerakkan eretan, yaitu gerakan sumbu X dan
gerakan sumbu Z. Tiap-tiap eretan memiliki step motor sendiri-sendiri,
adapun data teknis step motor adalah :
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 251/298
230
a) Jumlah putaran 72 langkah.
b) Momen putar 0.5 Nm.
c) Kecepatan gerakan :
- Gerakan cepat maksimum 700 mm/menit.
- Gerakan operasi manual 5 - 500 mm/menit.
- Gerakan operasi mesin CNC terprogram 2 - 499 mm/menit.
Gambar 7.38 Step motor
d). Milling Head
Milling head atau rumah spindel utama untuk memegang alat potong
(tool holder ), putarannya dihasilkan dari motor utama. Milling head darimesin CNC TU-3A ini hanya memungkinkan memegang satu alat potong,
berbeda dengan jenis CNC Produksi yang dilengkapi dengan unit ATC
( Automatic Tool Change) yang bisa memuat lebih dari satu alat potong yang
dipasang pada magazin atau revolver, Gambar dibawah ini adalah milling
head untuk mesin milling jenis training unit .
Gambar 7.39 Milling head CNC TU-3A
e) Pemegang Alat Potong (Tool Holder)
Pemegang alat potong (tool holder ) adalah alat bantu untuk memegang
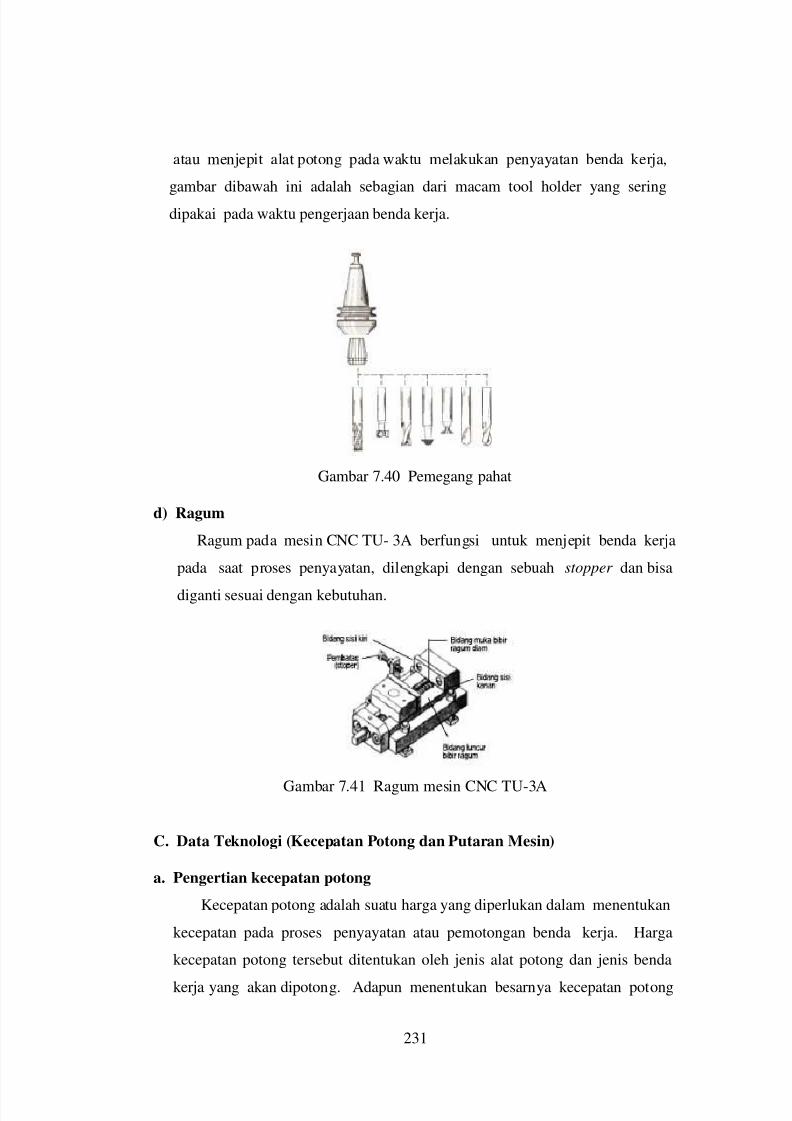
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 252/298
231
atau menjepit alat potong pada waktu melakukan penyayatan benda kerja,
gambar dibawah ini adalah sebagian dari macam tool holder yang sering
dipakai pada waktu pengerjaan benda kerja.
Gambar 7.40 Pemegang pahat
d) Ragum
Ragum pada mesin CNC TU- 3A berfungsi untuk menjepit benda kerja
pada saat proses penyayatan, dilengkapi dengan sebuah stopper dan bisa
diganti sesuai dengan kebutuhan.
Gambar 7.41 Ragum mesin CNC TU-3A
C. Data Teknologi (Kecepatan Potong dan Putaran Mesin)
a. Pengertian kecepatan potong
Kecepatan potong adalah suatu harga yang diperlukan dalam menentukan
kecepatan pada proses penyayatan atau pemotongan benda kerja. Harga
kecepatan potong tersebut ditentukan oleh jenis alat potong dan jenis benda
kerja yang akan dipotong. Adapun menentukan besarnya kecepatan potong
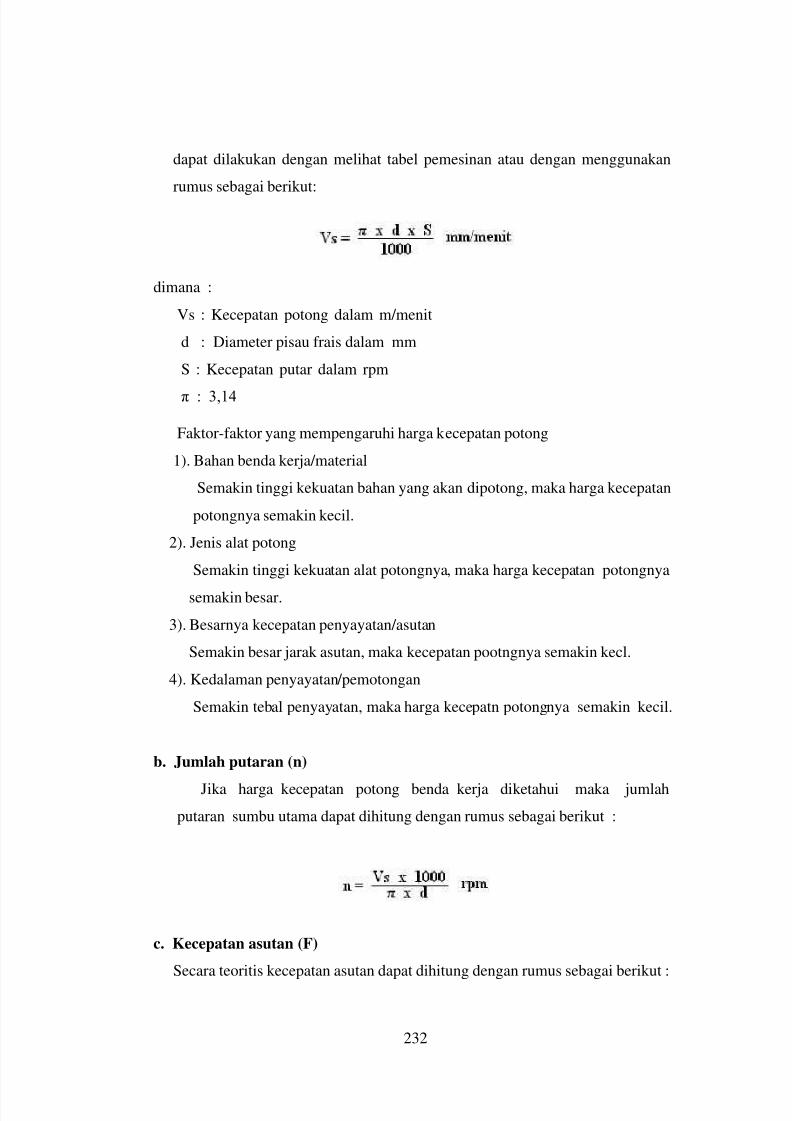
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 253/298
232
dapat dilakukan dengan melihat tabel pemesinan atau dengan menggunakan
rumus sebagai berikut:
dimana :
Vs : Kecepatan potong dalam m/menit
d : Diameter pisau frais dalam mm
S : Kecepatan putar dalam rpm
π : 3,14
Faktor-faktor yang mempengaruhi harga kecepatan potong
1). Bahan benda kerja/material
Semakin tinggi kekuatan bahan yang akan dipotong, maka harga kecepatan
potongnya semakin kecil.
2). Jenis alat potong
Semakin tinggi kekuatan alat potongnya, maka harga kecepatan potongnya
semakin besar.
3). Besarnya kecepatan penyayatan/asutan
Semakin besar jarak asutan, maka kecepatan pootngnya semakin kecl.
4). Kedalaman penyayatan/pemotongan
Semakin tebal penyayatan, maka harga kecepatn potongnya semakin kecil.
b. Jumlah putaran (n)
Jika harga kecepatan potong benda kerja diketahui maka jumlah
putaran sumbu utama dapat dihitung dengan rumus sebagai berikut :
c. Kecepatan asutan (F)
Secara teoritis kecepatan asutan dapat dihitung dengan rumus sebagai berikut :
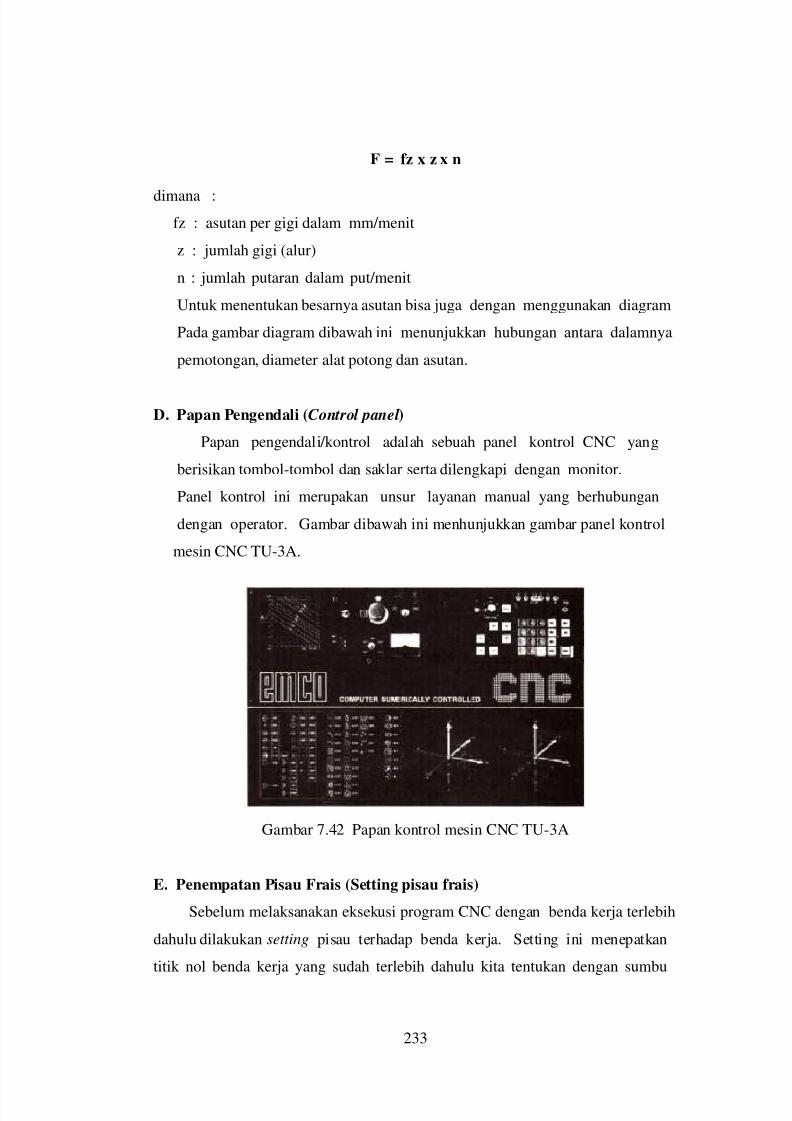
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 254/298
233
F = fz x z x n
dimana :
fz : asutan per gigi dalam mm/menit
z : jumlah gigi (alur)
n : jumlah putaran dalam put/menit
Untuk menentukan besarnya asutan bisa juga dengan menggunakan diagram
Pada gambar diagram dibawah ini menunjukkan hubungan antara dalamnya
pemotongan, diameter alat potong dan asutan.
D. Papan Pengendali (Control panel )
Papan pengendali/kontrol adalah sebuah panel kontrol CNC yang
berisikan tombol-tombol dan saklar serta dilengkapi dengan monitor.
Panel kontrol ini merupakan unsur layanan manual yang berhubungan
dengan operator. Gambar dibawah ini menhunjukkan gambar panel kontrol
mesin CNC TU-3A.
Gambar 7.42 Papan kontrol mesin CNC TU-3A
E. Penempatan Pisau Frais (Setting pisau frais)
Sebelum melaksanakan eksekusi program CNC dengan benda kerja terlebih
dahulu dilakukan setting pisau terhadap benda kerja. Setting ini menepatkan
titik nol benda kerja yang sudah terlebih dahulu kita tentukan dengan sumbu
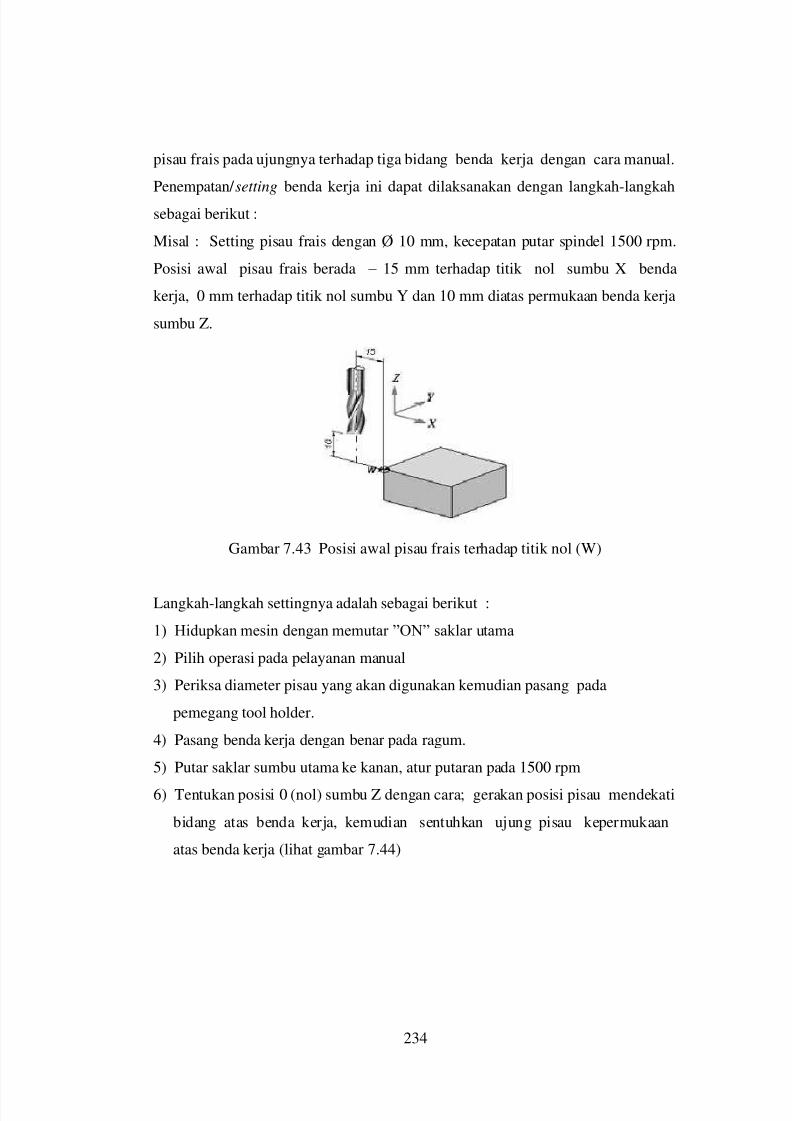
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 255/298
234
pisau frais pada ujungnya terhadap tiga bidang benda kerja dengan cara manual.
Penempatan/ setting benda kerja ini dapat dilaksanakan dengan langkah-langkah
sebagai berikut :
Misal : Setting pisau frais dengan Ø 10 mm, kecepatan putar spindel 1500 rpm.
Posisi awal pisau frais berada – 15 mm terhadap titik nol sumbu X benda
kerja, 0 mm terhadap titik nol sumbu Y dan 10 mm diatas permukaan benda kerja
sumbu Z.
Gambar 7.43 Posisi awal pisau frais terhadap titik nol (W)
Langkah-langkah settingnya adalah sebagai berikut :
1) Hidupkan mesin dengan memutar ”ON” saklar utama
2) Pilih operasi pada pelayanan manual
3) Periksa diameter pisau yang akan digunakan kemudian pasang pada
pemegang tool holder.
4) Pasang benda kerja dengan benar pada ragum.
5) Putar saklar sumbu utama ke kanan, atur putaran pada 1500 rpm
6) Tentukan posisi 0 (nol) sumbu Z dengan cara; gerakan posisi pisau mendekati
bidang atas benda kerja, kemudian sentuhkan ujung pisau kepermukaan
atas benda kerja (lihat gambar 7.44)
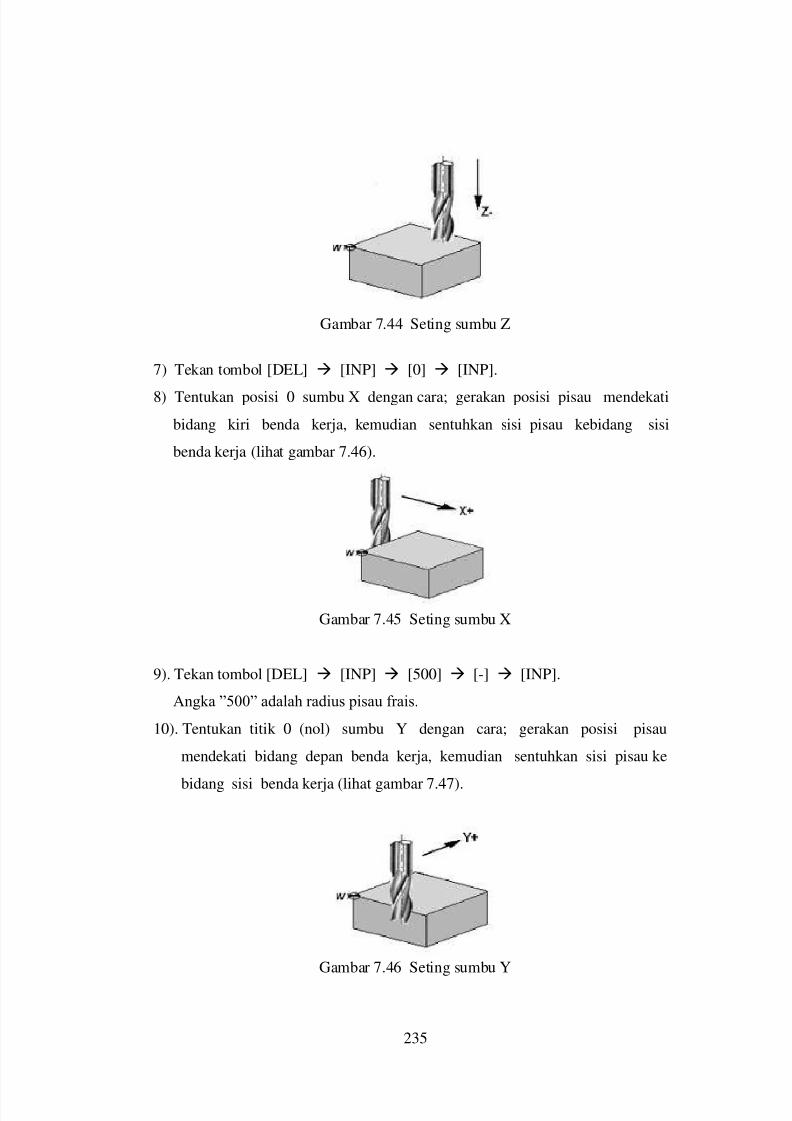
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 256/298
235
Gambar 7.44 Seting sumbu Z
7) Tekan tombol [DEL] [INP] [0] [INP].
8) Tentukan posisi 0 sumbu X dengan cara; gerakan posisi pisau mendekati
bidang kiri benda kerja, kemudian sentuhkan sisi pisau kebidang sisi
benda kerja (lihat gambar 7.46).
Gambar 7.45 Seting sumbu X
9). Tekan tombol [DEL] [INP] [500] [-] [INP].
Angka ”500” adalah radius pisau frais.
10). Tentukan titik 0 (nol) sumbu Y dengan cara; gerakan posisi pisau
mendekati bidang depan benda kerja, kemudian sentuhkan sisi pisau ke
bidang sisi benda kerja (lihat gambar 7.47).
Gambar 7.46 Seting sumbu Y

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 257/298
236
11). Tekan tombol [DEL] [INP] [500] [-] [INP].
12). Setelah itu gerakkan pisau ke posisi awal dari titik nol benda kerja, yaitu
sumbu X = - 1500, sumbu Y = 0, dan sumbu Z = 1000 (lihat gambar 7.43).
F. Fungsi G dan M dan fungsi pelayanan CNC
a. Fungsi G
G00 : Gerakan cepat
G01 : Interpolasi lurus
G02 : Interpolasi melingkar searah jarum jam
G03 : Interpolasi melingkar berlawanan arah jarun jam
G04 : Lamanya tinggal diam
G21 : Blok kosong
G25 : Memanggil sub program
G40 : Kompensasi radius pisau frais
G45 : Penambahan radius pisau
G46 : Pengurangan radius pisau
G47 : Penambahan radius pisau frais 2 kali
G48 : Pengurangan radius pisau frais 2 kali
G64 : Motor asutan tanpa arus
G65 : Pelayanan pita magnet
G66 : Pelaksanaan antar aparat dengan RS 232
G72 : Siklus pengefraisan kantong
G73 : Siklus pengeboran dengan tatal putus
G74 : Siklus penguliran
G81 : Siklus pengeboran tetap
G82 : Siklus pengeboran tetap dengan tinggal diam
G83 : Siklus pengeboran tetap dengan pembuangan tatal
G84 : Siklus penguliran
G85 : Siklus pereameran tetap
G89 : Siklus mereamer tetap dengan tinggal diam
G90 : Pemrograman nilai absolut
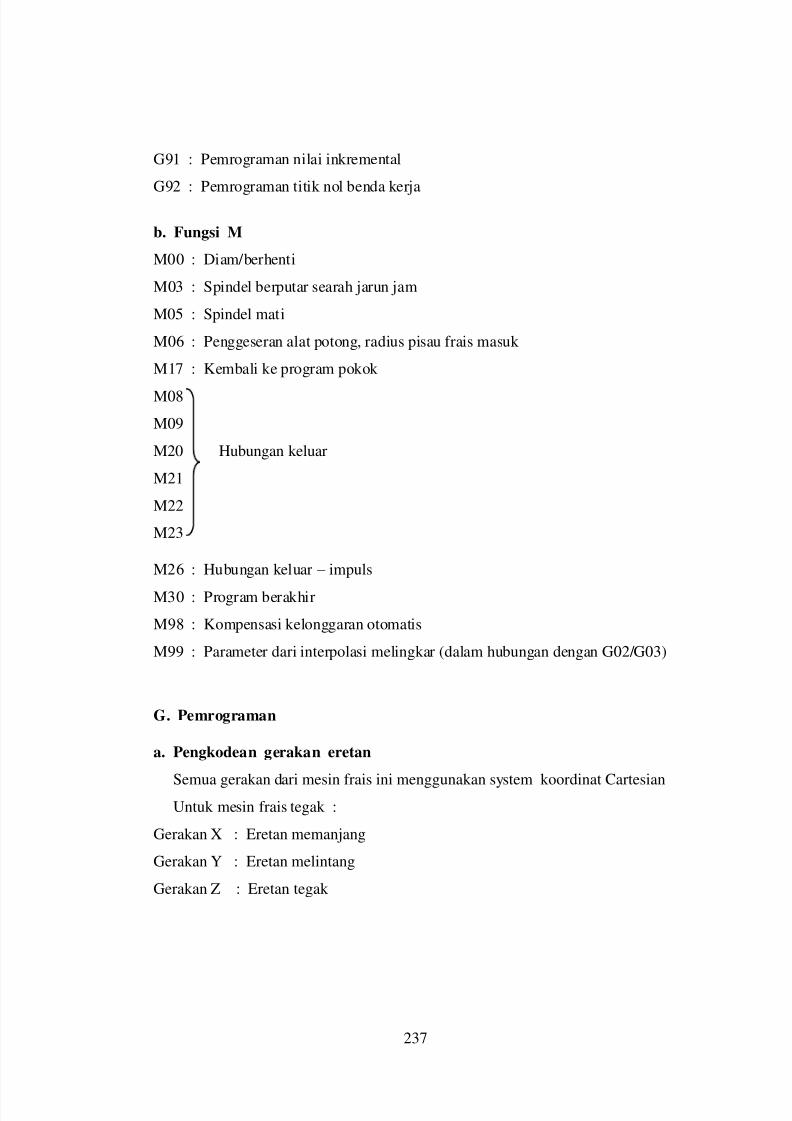
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 258/298
237
G91 : Pemrograman nilai inkremental
G92 : Pemrograman titik nol benda kerja
b. Fungsi M
M00 : Diam/berhenti
M03 : Spindel berputar searah jarun jam
M05 : Spindel mati
M06 : Penggeseran alat potong, radius pisau frais masuk
M17 : Kembali ke program pokok
M08
M09
M20 Hubungan keluar
M21
M22
M23
M26 : Hubungan keluar – impuls
M30 : Program berakhir
M98 : Kompensasi kelonggaran otomatis
M99 : Parameter dari interpolasi melingkar (dalam hubungan dengan G02/G03)
G. Pemrograman
a. Pengkodean gerakan eretan
Semua gerakan dari mesin frais ini menggunakan system koordinat CartesianUntuk mesin frais tegak :
Gerakan X : Eretan memanjang
Gerakan Y : Eretan melintang
Gerakan Z : Eretan tegak
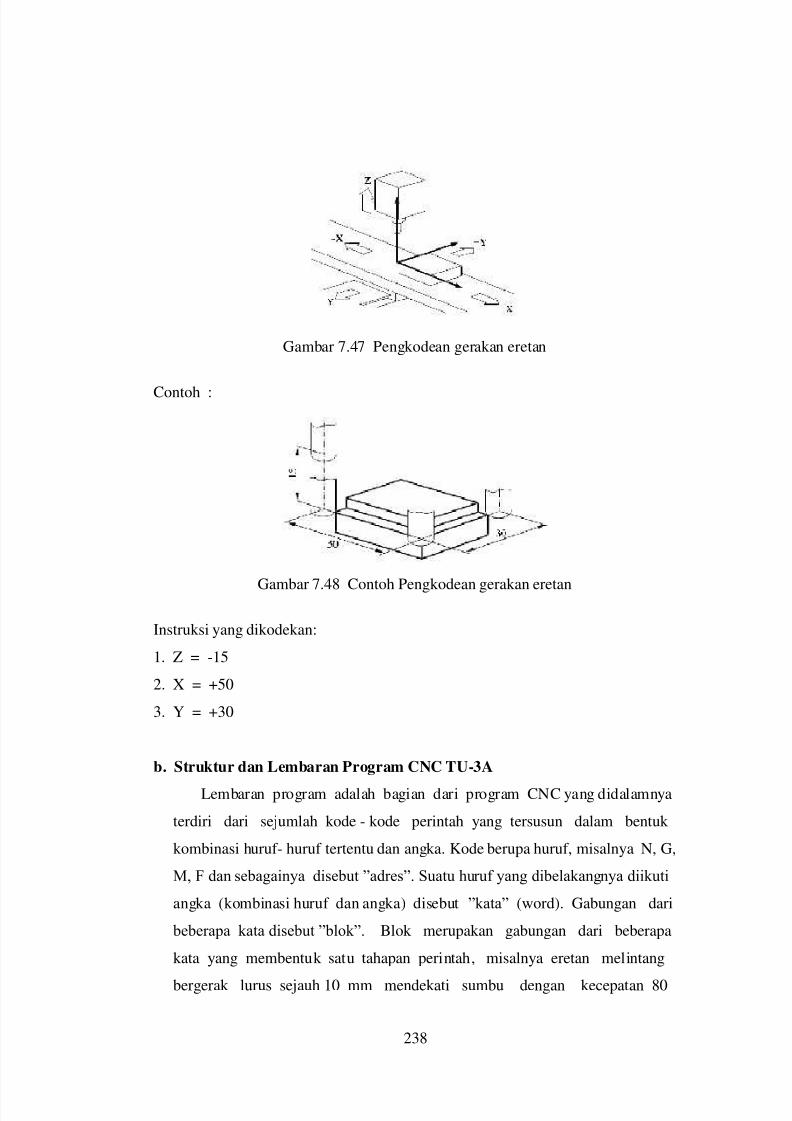
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 259/298
238
Gambar 7.47 Pengkodean gerakan eretan
Contoh :
Gambar 7.48 Contoh Pengkodean gerakan eretan
Instruksi yang dikodekan:
1. Z = -15
2. X = +50
3. Y = +30
b. Struktur dan Lembaran Program CNC TU-3A
Lembaran program adalah bagian dari program CNC yang didalamnya
terdiri dari sejumlah kode - kode perintah yang tersusun dalam bentuk
kombinasi huruf- huruf tertentu dan angka. Kode berupa huruf, misalnya N, G,
M, F dan sebagainya disebut ”adres”. Suatu huruf yang dibelakangnya diikuti
angka (kombinasi huruf dan angka) disebut ”kata” (word). Gabungan dari
beberapa kata disebut ”blok”. Blok merupakan gabungan dari beberapa
kata yang membentuk satu tahapan perintah, misalnya eretan melintang
bergerak lurus sejauh 10 mm mendekati sumbu dengan kecepatan 80
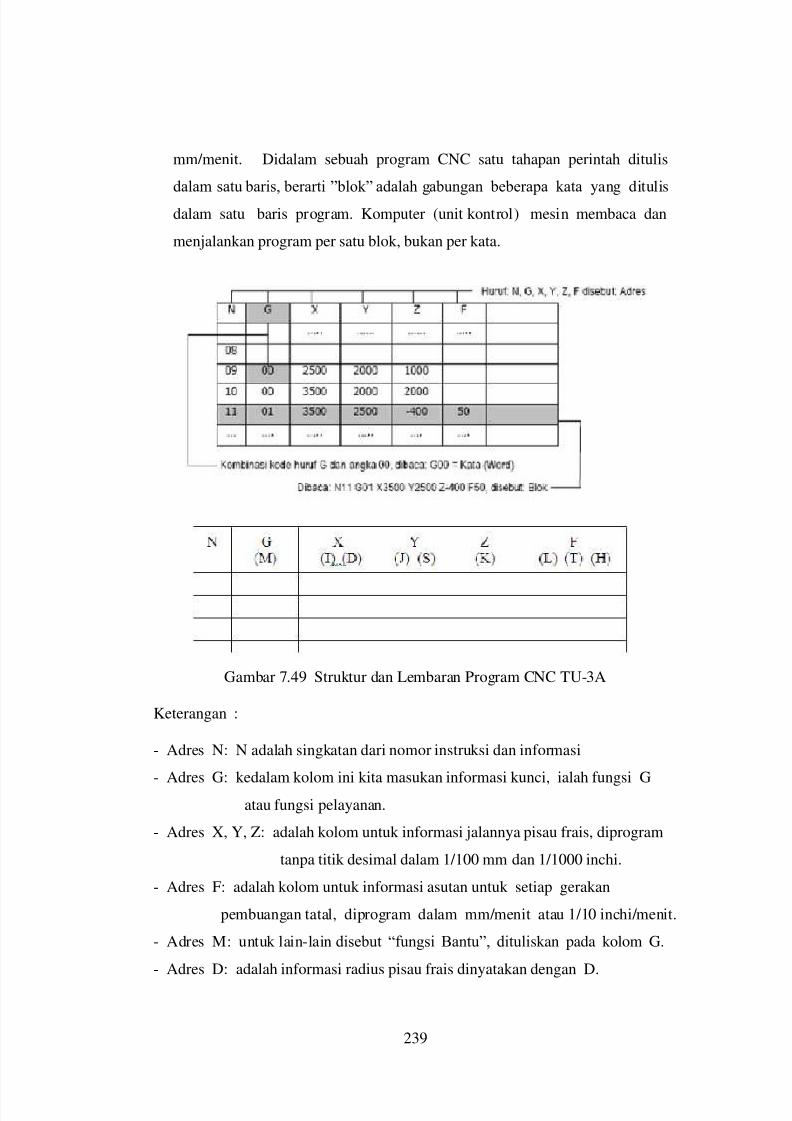
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 260/298
239
mm/menit. Didalam sebuah program CNC satu tahapan perintah ditulis
dalam satu baris, berarti ”blok” adalah gabungan beberapa kata yang ditulis
dalam satu baris program. Komputer (unit kontrol) mesin membaca dan
menjalankan program per satu blok, bukan per kata.
Gambar 7.49 Struktur dan Lembaran Program CNC TU-3A
Keterangan :
- Adres N: N adalah singkatan dari nomor instruksi dan informasi
- Adres G: kedalam kolom ini kita masukan informasi kunci, ialah fungsi G
atau fungsi pelayanan.
- Adres X, Y, Z: adalah kolom untuk informasi jalannya pisau frais, diprogram
tanpa titik desimal dalam 1/100 mm dan 1/1000 inchi.
- Adres F: adalah kolom untuk informasi asutan untuk setiap gerakan
pembuangan tatal, diprogram dalam mm/menit atau 1/10 inchi/menit.
- Adres M: untuk lain-lain disebut “fungsi Bantu”, dituliskan pada kolom G.
- Adres D: adalah informasi radius pisau frais dinyatakan dengan D.
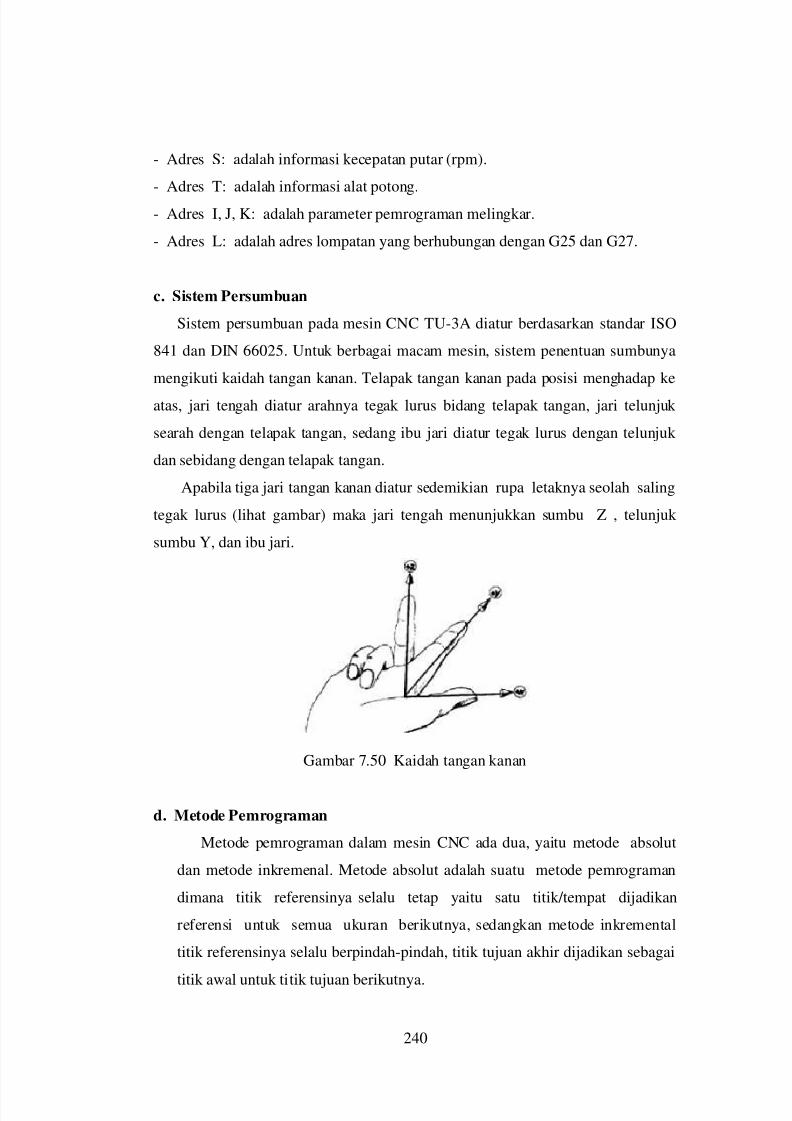
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 261/298
240
- Adres S: adalah informasi kecepatan putar (rpm).
- Adres T: adalah informasi alat potong.
- Adres I, J, K: adalah parameter pemrograman melingkar.
- Adres L: adalah adres lompatan yang berhubungan dengan G25 dan G27.
c. Sistem Persumbuan
Sistem persumbuan pada mesin CNC TU-3A diatur berdasarkan standar ISO
841 dan DIN 66025. Untuk berbagai macam mesin, sistem penentuan sumbunya
mengikuti kaidah tangan kanan. Telapak tangan kanan pada posisi menghadap ke
atas, jari tengah diatur arahnya tegak lurus bidang telapak tangan, jari telunjuk
searah dengan telapak tangan, sedang ibu jari diatur tegak lurus dengan telunjuk
dan sebidang dengan telapak tangan.
Apabila tiga jari tangan kanan diatur sedemikian rupa letaknya seolah saling
tegak lurus (lihat gambar) maka jari tengah menunjukkan sumbu Z , telunjuk
sumbu Y, dan ibu jari.
Gambar 7.50 Kaidah tangan kanan
d. Metode Pemrograman
Metode pemrograman dalam mesin CNC ada dua, yaitu metode absolut
dan metode inkremenal. Metode absolut adalah suatu metode pemrograman
dimana titik referensinya selalu tetap yaitu satu titik/tempat dijadikan
referensi untuk semua ukuran berikutnya, sedangkan metode inkremental
titik referensinya selalu berpindah-pindah, titik tujuan akhir dijadikan sebagai
titik awal untuk titik tujuan berikutnya.

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 262/298
241
Dalam pemrograman, metode absolut dinyatakan dengan komando G90
dan inkremental dinyatakan dengan G91.
G90 G91
Titik Absolut InkrementalA X= 1; Y= 3 X= 1; Y= 4
B X= 3; Y= 4 X= 4; Y= 0
C X= 5; Y= 1 X= 1; Y= -4
Gambar 7.51 Metode Pemrograman
e. Menentukan koordinat untuk pemrograman absolut
Dalam gambar teknik ukurannya sering diambil dari satu titik referensi
atau disebut ukuran paralel, seperti terlihat pada gambar dibawah ini.
Gambar 7.52 Menentukan titik W
f. Penetapan koordinat titik nol benda kerja dengan G92
G92 adalah disamping menetapkan titik nol benda kerja, juga pengganti
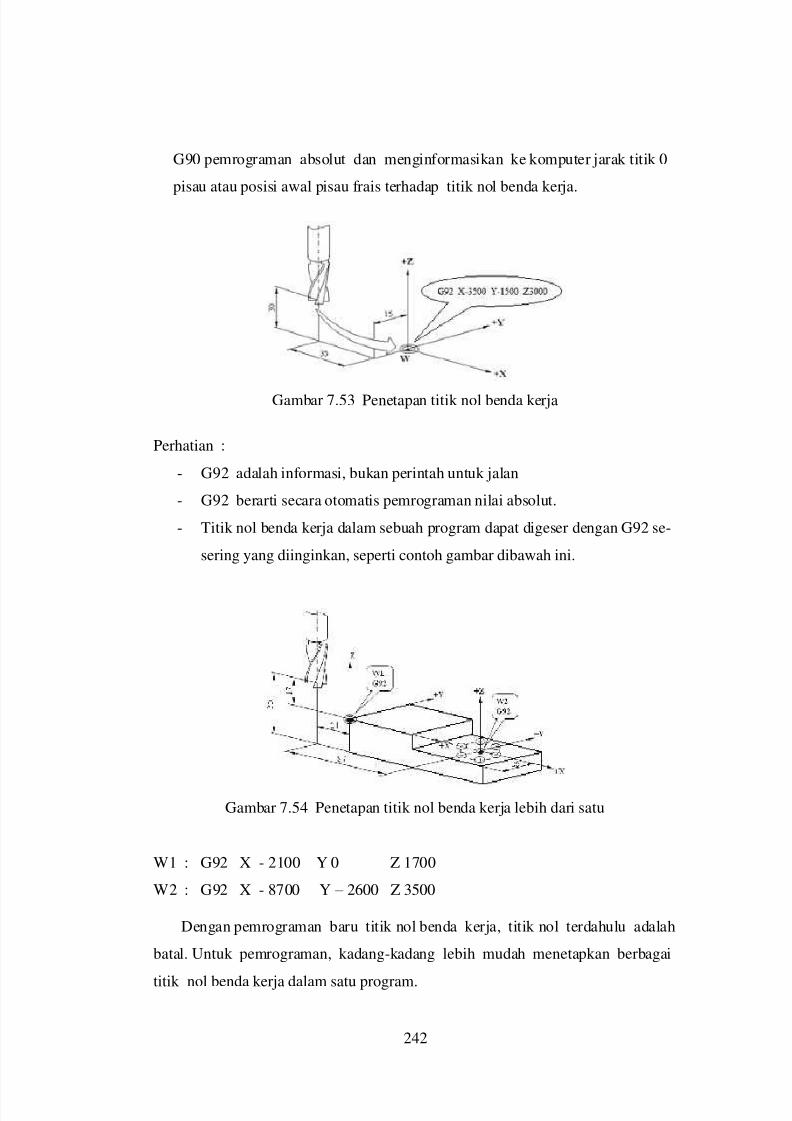
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 263/298
242
G90 pemrograman absolut dan menginformasikan ke komputer jarak titik 0
pisau atau posisi awal pisau frais terhadap titik nol benda kerja.
Gambar 7.53 Penetapan titik nol benda kerja
Perhatian :
- G92 adalah informasi, bukan perintah untuk jalan
- G92 berarti secara otomatis pemrograman nilai absolut.
- Titik nol benda kerja dalam sebuah program dapat digeser dengan G92 se-
sering yang diinginkan, seperti contoh gambar dibawah ini.
Gambar 7.54 Penetapan titik nol benda kerja lebih dari satu
W1 : G92 X - 2100 Y 0 Z 1700
W2 : G92 X - 8700 Y – 2600 Z 3500
Dengan pemrograman baru titik nol benda kerja, titik nol terdahulu adalah
batal. Untuk pemrograman, kadang-kadang lebih mudah menetapkan berbagai
titik nol benda kerja dalam satu program.
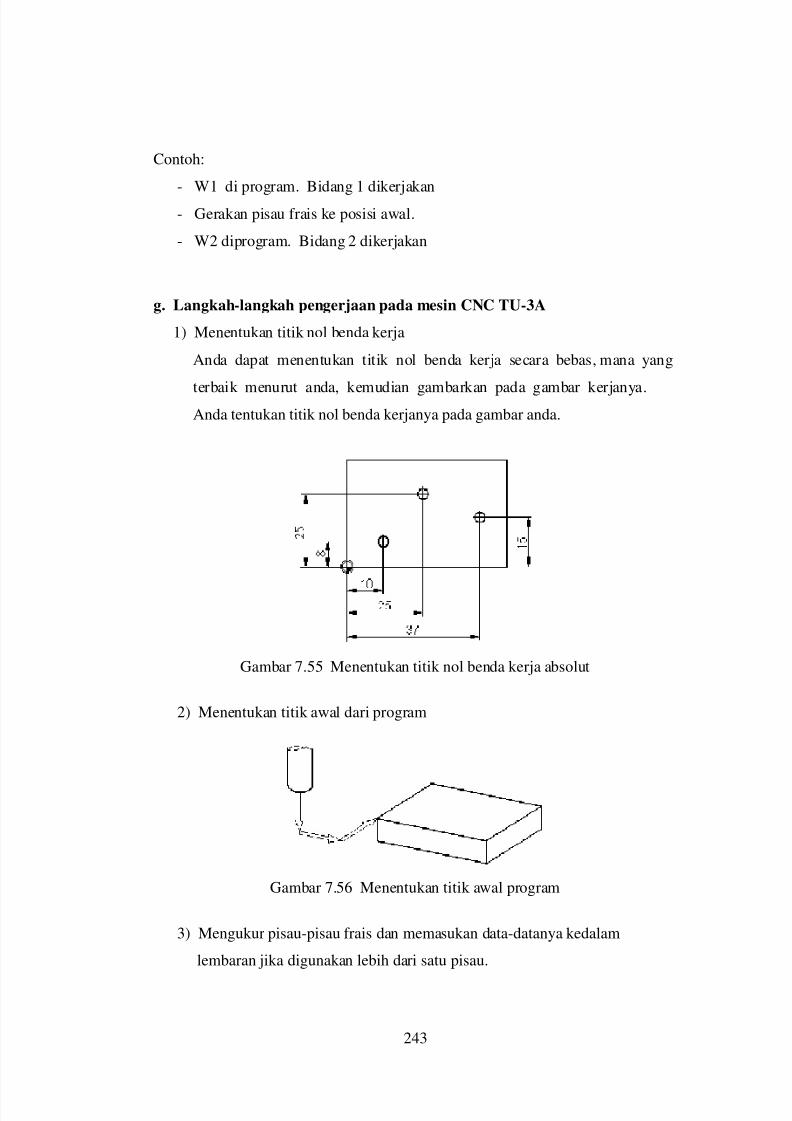
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 264/298
243
Contoh:
- W1 di program. Bidang 1 dikerjakan
- Gerakan pisau frais ke posisi awal.
- W2 diprogram. Bidang 2 dikerjakan
g. Langkah-langkah pengerjaan pada mesin CNC TU-3A
1) Menentukan titik nol benda kerja
Anda dapat menentukan titik nol benda kerja secara bebas, mana yang
terbaik menurut anda, kemudian gambarkan pada gambar kerjanya.Anda tentukan titik nol benda kerjanya pada gambar anda.
Gambar 7.55 Menentukan titik nol benda kerja absolut
2) Menentukan titik awal dari program
Gambar 7.56 Menentukan titik awal program
3) Mengukur pisau-pisau frais dan memasukan data-datanya kedalam
lembaran jika digunakan lebih dari satu pisau.
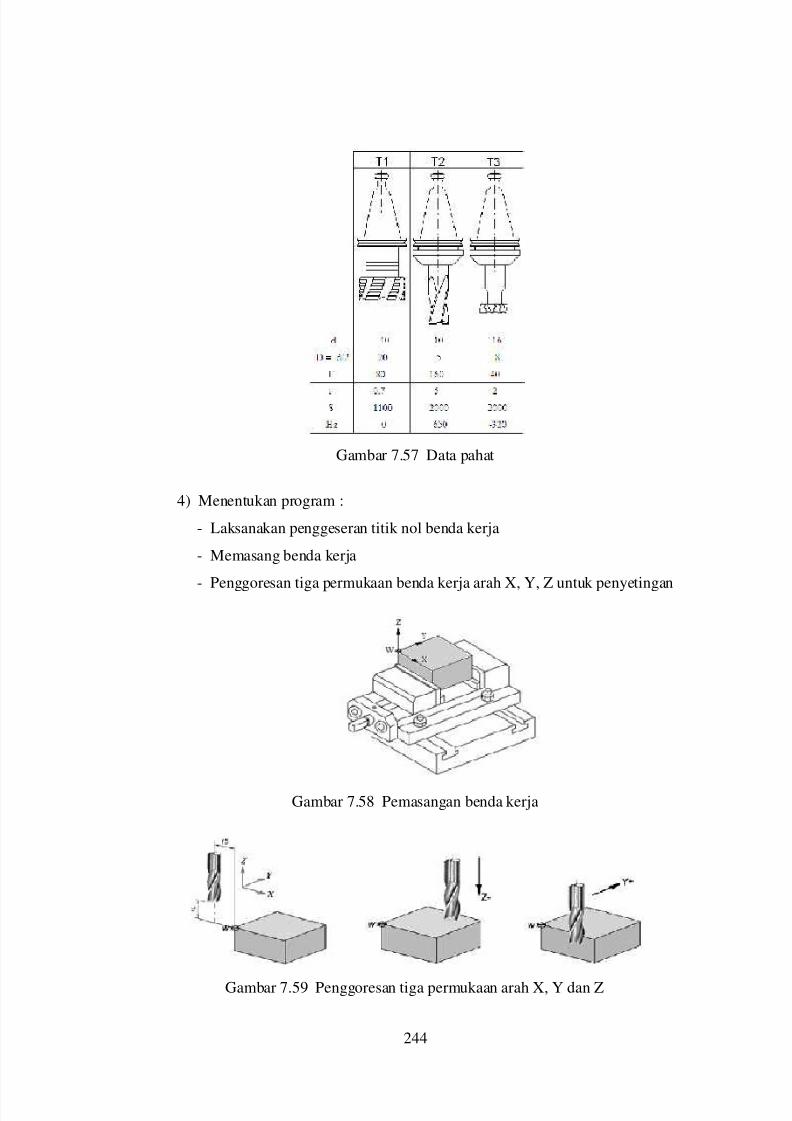
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 265/298
244
Gambar 7.57 Data pahat
4) Menentukan program :
- Laksanakan penggeseran titik nol benda kerja
- Memasang benda kerja
- Penggoresan tiga permukaan benda kerja arah X, Y, Z untuk penyetingan
Gambar 7.58 Pemasangan benda kerja
Gambar 7.59 Penggoresan tiga permukaan arah X, Y dan Z
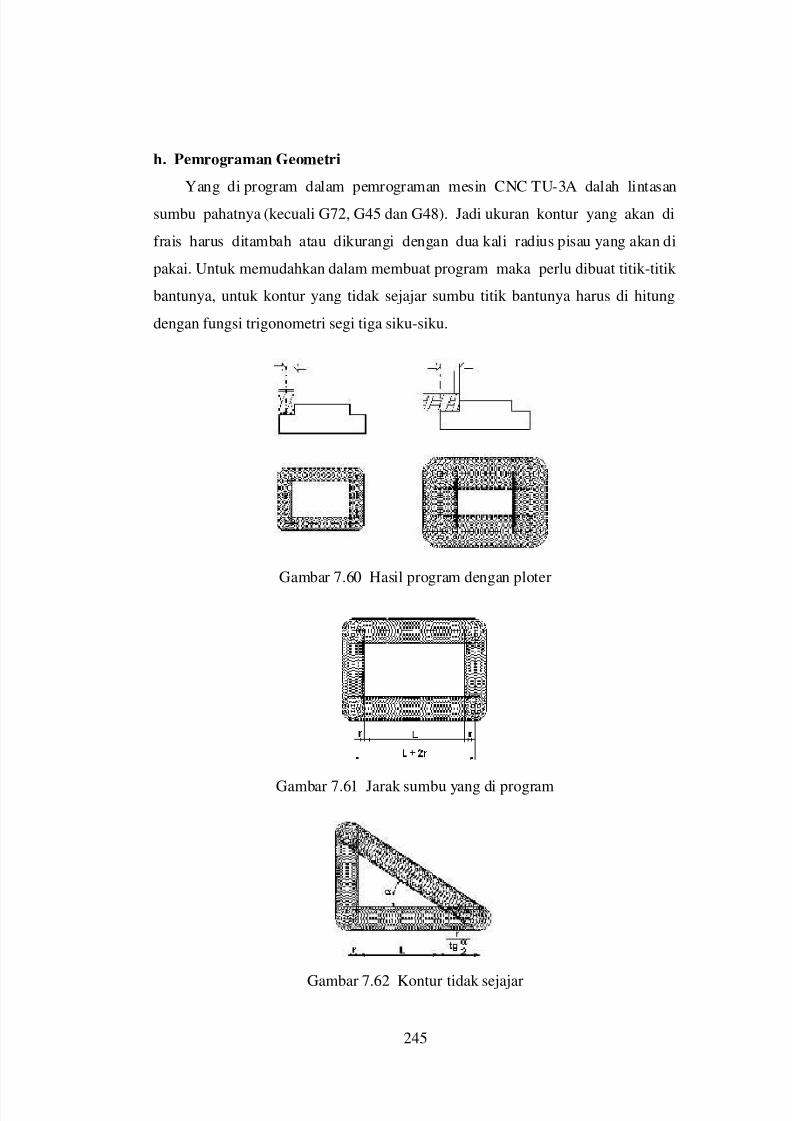
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 266/298
245
h. Pemrograman Geometri
Yang di program dalam pemrograman mesin CNC TU-3A dalah lintasan
sumbu pahatnya (kecuali G72, G45 dan G48). Jadi ukuran kontur yang akan di
frais harus ditambah atau dikurangi dengan dua kali radius pisau yang akan di
pakai. Untuk memudahkan dalam membuat program maka perlu dibuat titik-titik
bantunya, untuk kontur yang tidak sejajar sumbu titik bantunya harus di hitung
dengan fungsi trigonometri segi tiga siku-siku.
Gambar 7.60 Hasil program dengan ploter
Gambar 7.61 Jarak sumbu yang di program
Gambar 7.62 Kontur tidak sejajar
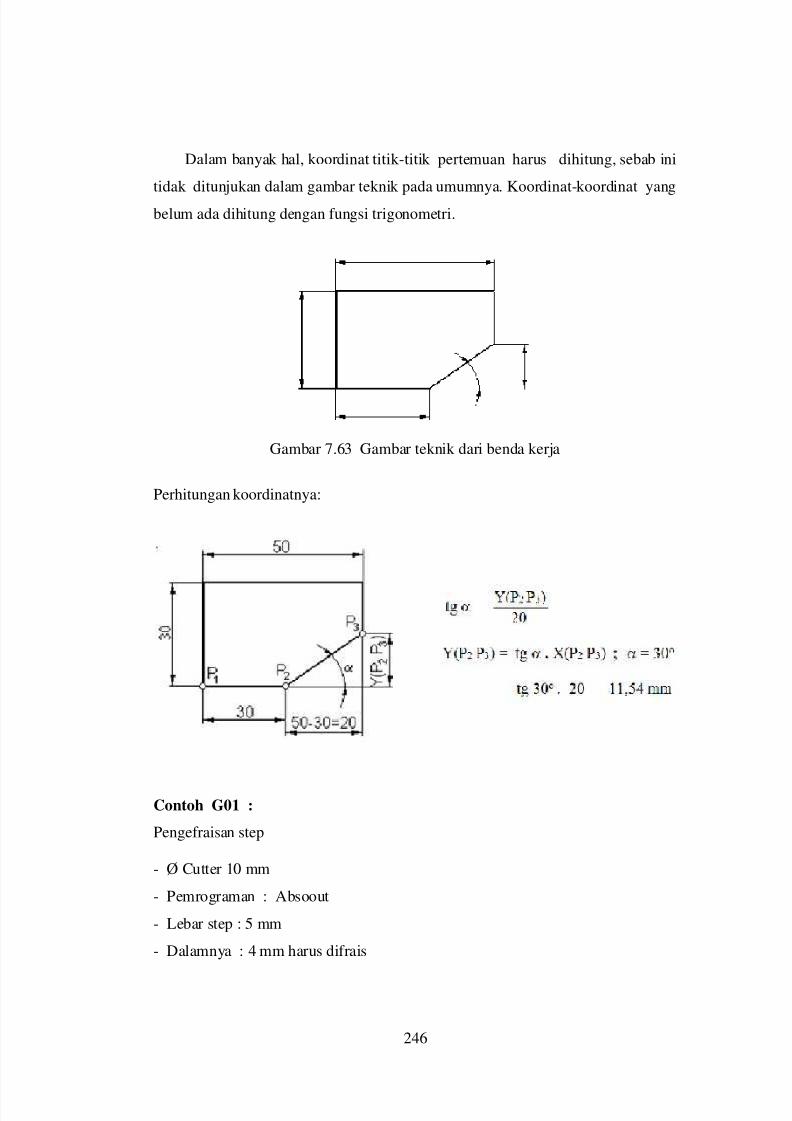
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 267/298
246
Dalam banyak hal, koordinat titik-titik pertemuan harus dihitung, sebab ini
tidak ditunjukan dalam gambar teknik pada umumnya. Koordinat-koordinat yang
belum ada dihitung dengan fungsi trigonometri.
Gambar 7.63 Gambar teknik dari benda kerja
Perhitungan koordinatnya:
Contoh G01 :
Pengefraisan step
- Ø Cutter 10 mm
- Pemrograman : Absoout
- Lebar step : 5 mm
- Dalamnya : 4 mm harus difrais
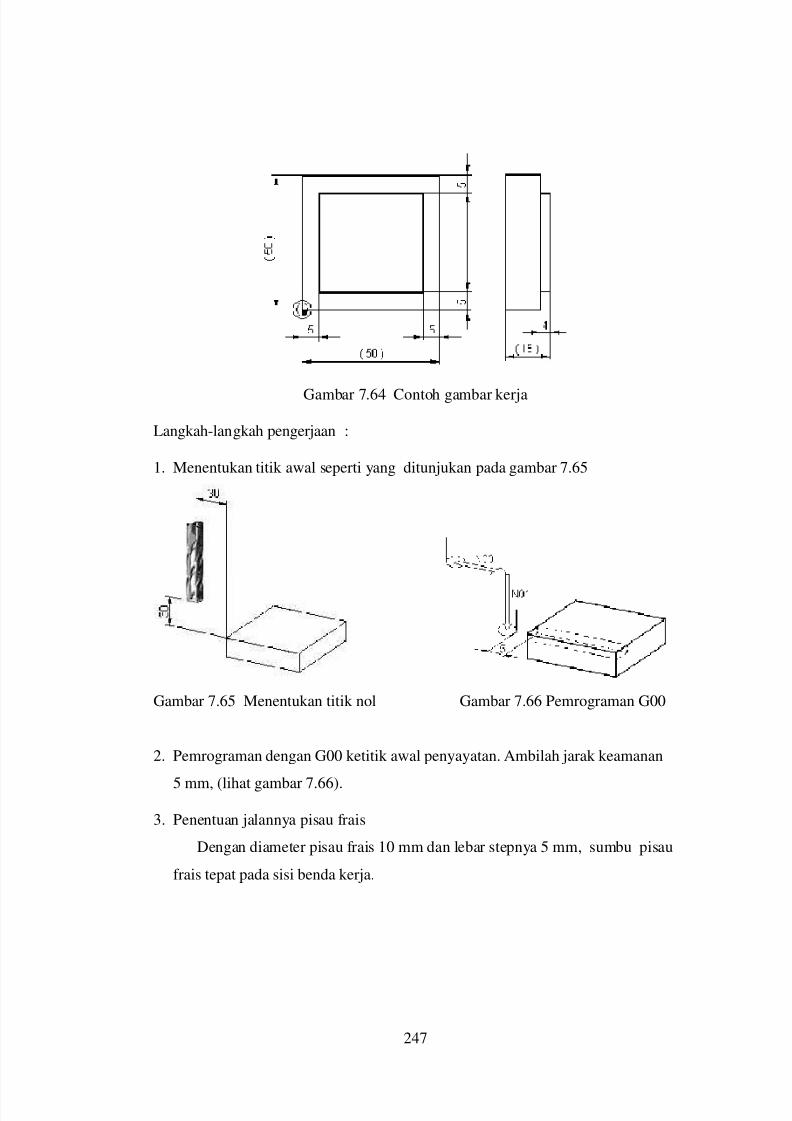
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 268/298
247
Gambar 7.64 Contoh gambar kerja
Langkah-langkah pengerjaan :
1. Menentukan titik awal seperti yang ditunjukan pada gambar 7.65
Gambar 7.65 Menentukan titik nol Gambar 7.66 Pemrograman G00
2. Pemrograman dengan G00 ketitik awal penyayatan. Ambilah jarak keamanan
5 mm, (lihat gambar 7.66).
3. Penentuan jalannya pisau frais
Dengan diameter pisau frais 10 mm dan lebar stepnya 5 mm, sumbu pisau
frais tepat pada sisi benda kerja.
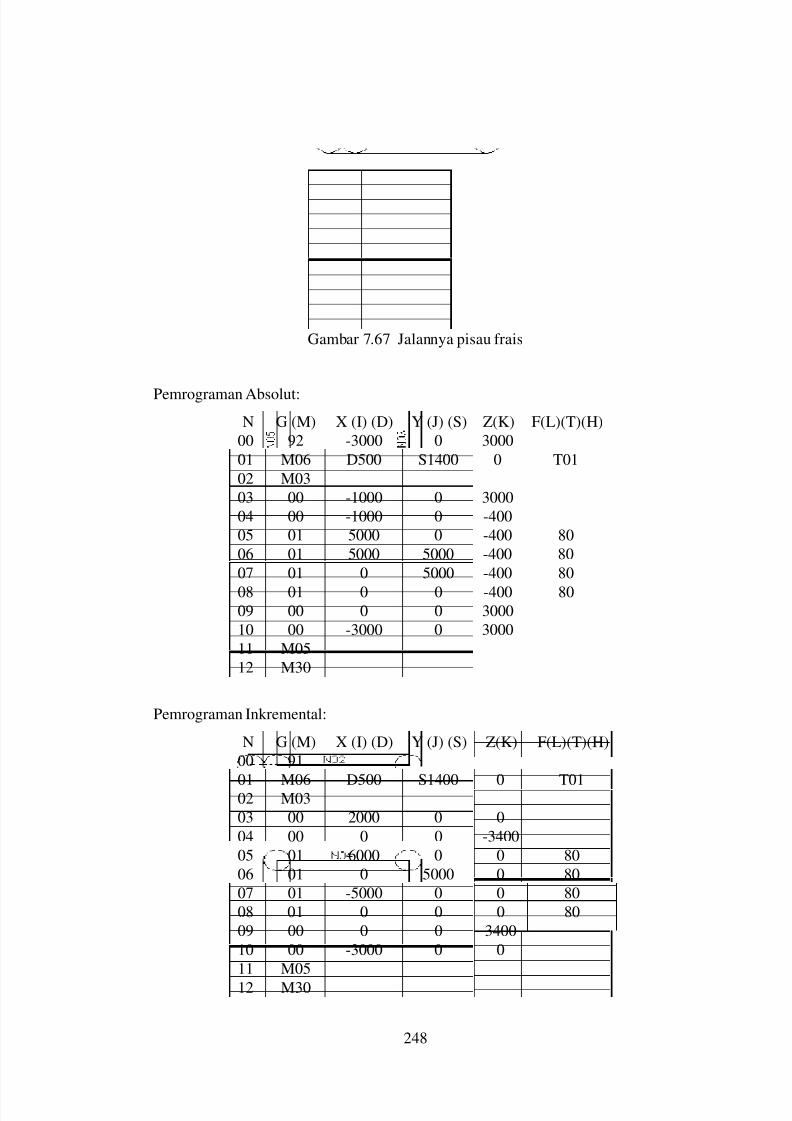
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 269/298
248
Gambar 7.67 Jalannya pisau frais
Pemrograman Absolut:
N G (M) X (I) (D) Y (J) (S) Z(K) F(L)(T)(H)00 92 -3000 0 3000
01 M06 D500 S1400 0 T01
02 M0303 00 -1000 0 300004 00 -1000 0 -40005 01 5000 0 -400 8006 01 5000 5000 -400 80
07 01 0 5000 -400 80
08 01 0 0 -400 8009 00 0 0 300010 00 -3000 0 300011 M0512 M30
Pemrograman Inkremental:
N G (M) X (I) (D) Y (J) (S) Z(K) F(L)(T)(H)00 91
01 M06 D500 S1400 0 T0102 M0303 00 2000 0 0
04 00 0 0 -3400
05 01 6000 0 0 8006 01 0 5000 0 8007 01 -5000 0 0 8008 01 0 0 0 8009 00 0 0 3400
10 00 -3000 0 011 M05
12 M30
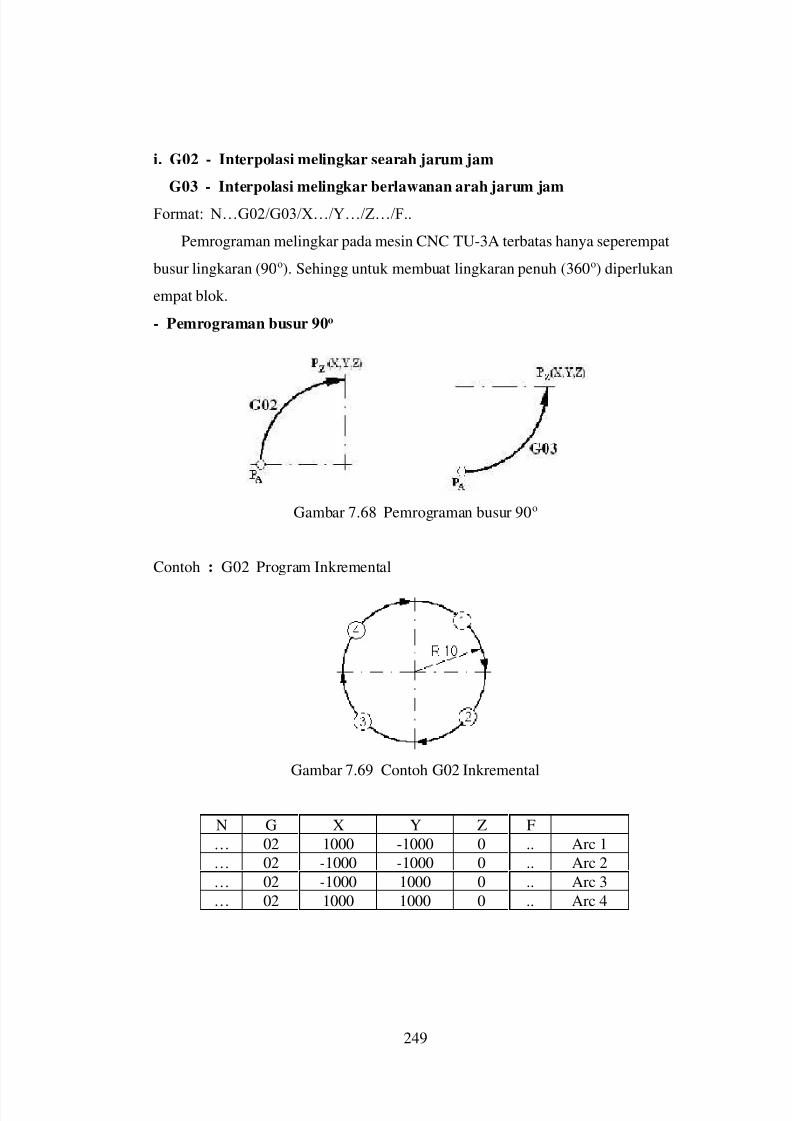
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 270/298
249
i. G02 - Interpolasi melingkar searah jarum jam
G03 - Interpolasi melingkar berlawanan arah jarum jam
Format: N…G02/G03/X…/Y…/Z…/F..
Pemrograman melingkar pada mesin CNC TU-3A terbatas hanya seperempat
busur lingkaran (90o). Sehingg untuk membuat lingkaran penuh (360o) diperlukan
empat blok.
- Pemrograman busur 90o
Gambar 7.68 Pemrograman busur 90o
Contoh : G02 Program Inkremental
Gambar 7.69 Contoh G02 Inkremental
N G X Y Z F… 02 1000 -1000 0 .. Arc 1… 02 -1000 -1000 0 .. Arc 2
… 02 -1000 1000 0 .. Arc 3… 02 1000 1000 0 .. Arc 4
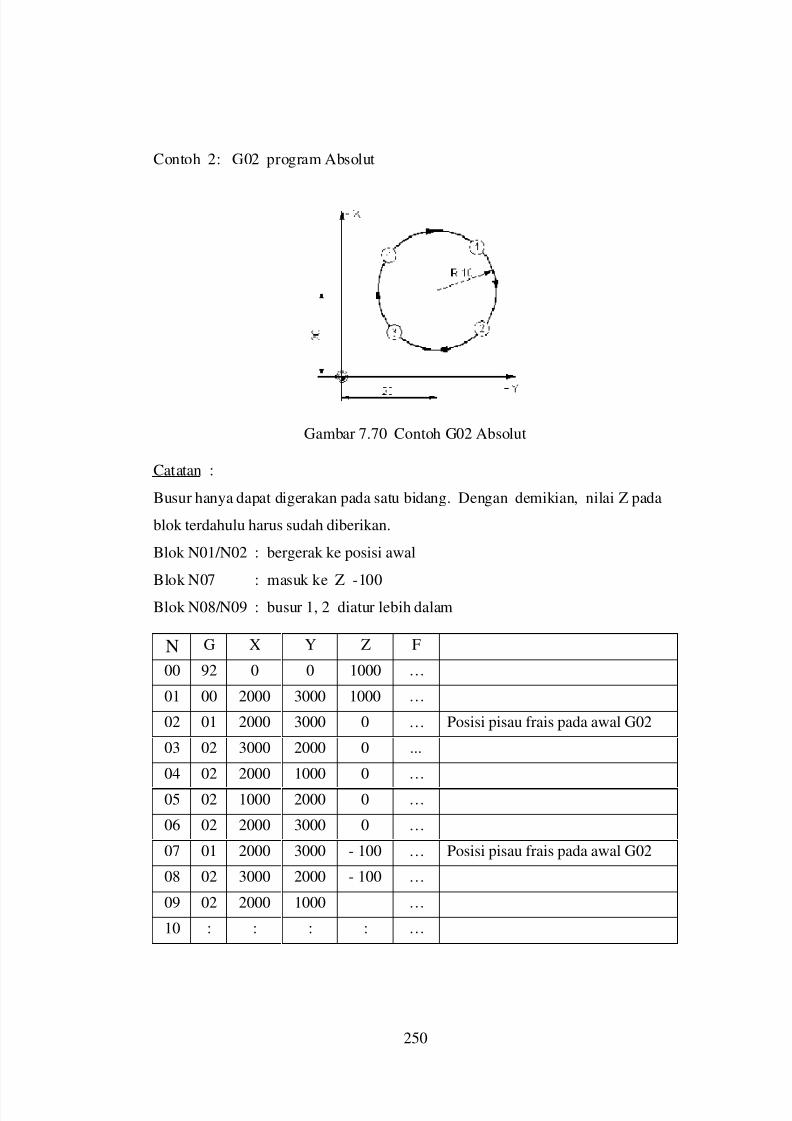
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 271/298
250
Contoh 2: G02 program Absolut
Gambar 7.70 Contoh G02 Absolut
Catatan :
Busur hanya dapat digerakan pada satu bidang. Dengan demikian, nilai Z pada
blok terdahulu harus sudah diberikan.
Blok N01/N02 : bergerak ke posisi awal
Blok N07 : masuk ke Z -100
Blok N08/N09 : busur 1, 2 diatur lebih dalam
N G X Y Z F
00 92 0 0 1000 …
01 00 2000 3000 1000 …
02 01 2000 3000 0 … Posisi pisau frais pada awal G02
03 02 3000 2000 0 ...
04 02 2000 1000 0 …
05 02 1000 2000 0 …
06 02 2000 3000 0 …
07 01 2000 3000 - 100 … Posisi pisau frais pada awal G02
08 02 3000 2000 - 100 …
09 02 2000 1000 …
10 : : : : …
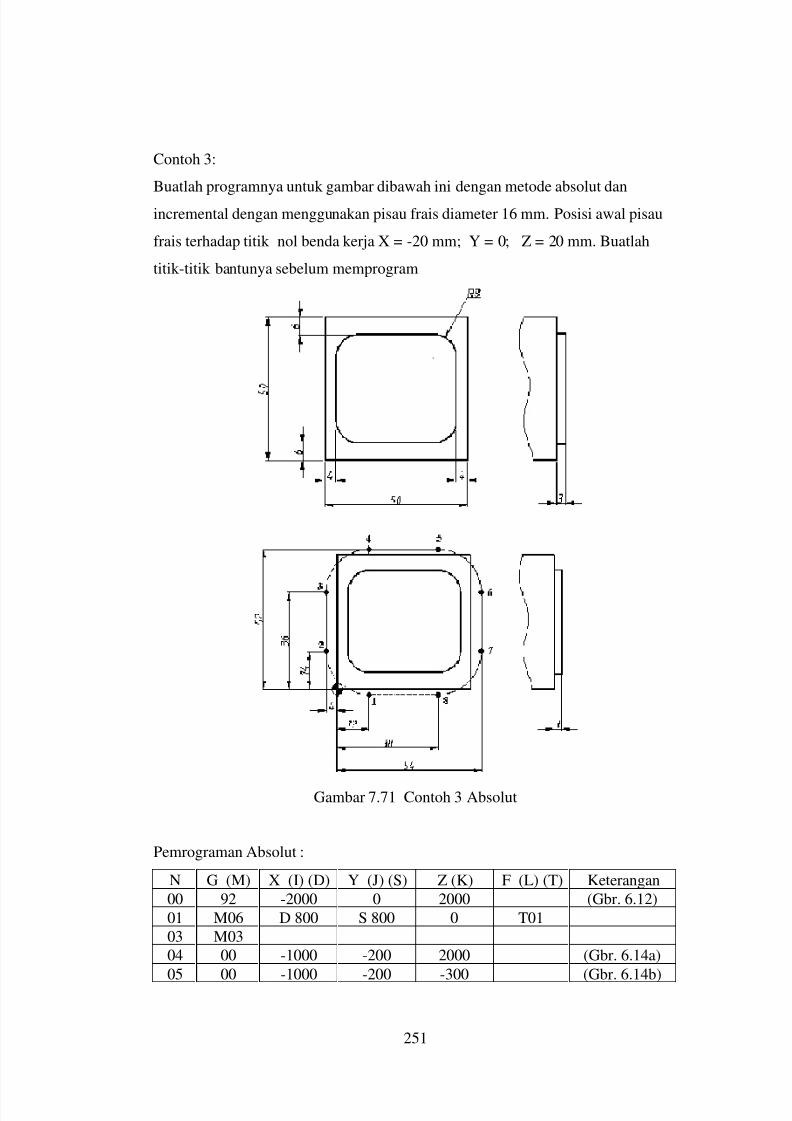
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 272/298
251
Contoh 3:
Buatlah programnya untuk gambar dibawah ini dengan metode absolut dan
incremental dengan menggunakan pisau frais diameter 16 mm. Posisi awal pisau
frais terhadap titik nol benda kerja X = -20 mm; Y = 0; Z = 20 mm. Buatlah
titik-titik bantunya sebelum memprogram
Gambar 7.71 Contoh 3 Absolut
Pemrograman Absolut :
N G (M) X (I) (D) Y (J) (S) Z (K) F (L) (T) Keterangan00 92 -2000 0 2000 (Gbr. 6.12)01 M06 D 800 S 800 0 T0103 M0304 00 -1000 -200 2000 (Gbr. 6.14a)
05 00 -1000 -200 -300 (Gbr. 6.14b)
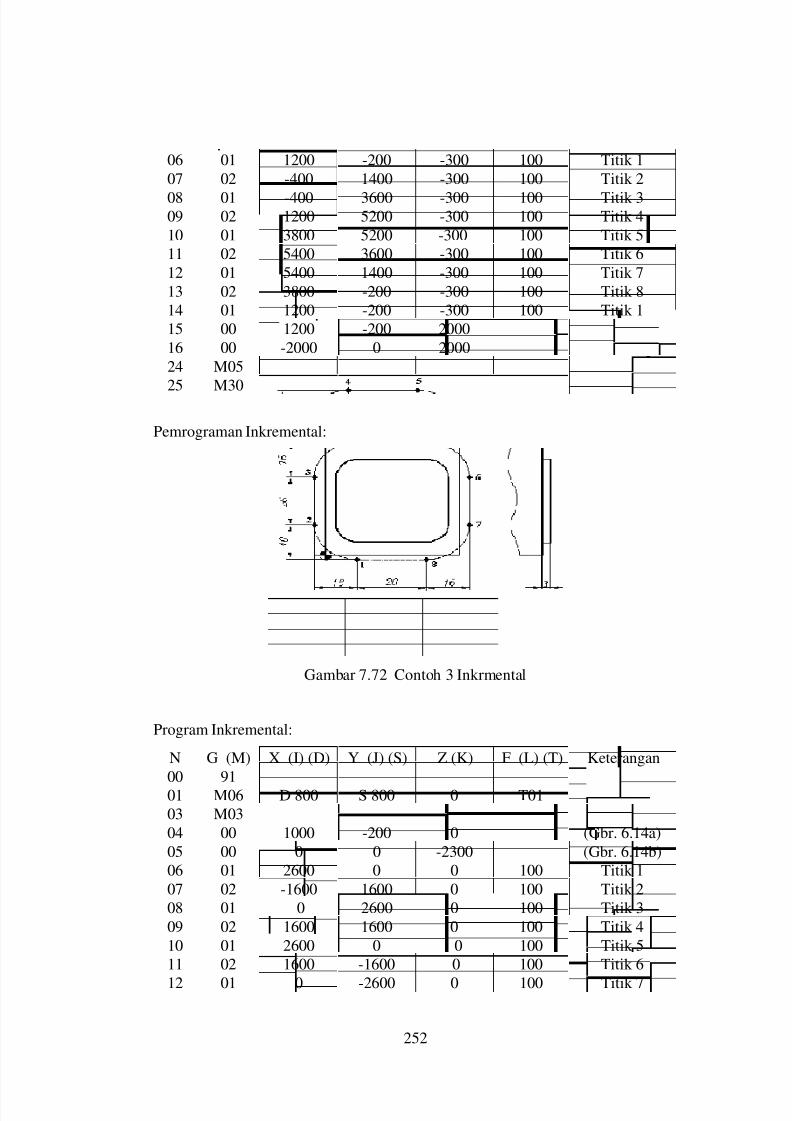
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 273/298
252
06 01 1200 -200 -300 100 Titik 107 02 -400 1400 -300 100 Titik 2
08 01 -400 3600 -300 100 Titik 309 02 1200 5200 -300 100 Titik 410 01 3800 5200 -300 100 Titik 511 02 5400 3600 -300 100 Titik 612 01 5400 1400 -300 100 Titik 713 02 3800 -200 -300 100 Titik 814 01 1200 -200 -300 100 Titik 115 00 1200 -200 200016 00 -2000 0 200024 M05
25 M30
Pemrograman Inkremental:
Gambar 7.72 Contoh 3 Inkrmental
Program Inkremental:
N G (M) X (I) (D) Y (J) (S) Z (K) F (L) (T) Keterangan00 9101 M06 D 800 S 800 0 T0103 M0304 00 1000 -200 0 (Gbr. 6.14a)05 00 0 0 -2300 (Gbr. 6.14b)06 01 2600 0 0 100 Titik 107 02 -1600 1600 0 100 Titik 208 01 0 2600 0 100 Titik 309 02 1600 1600 0 100 Titik 410 01 2600 0 0 100 Titik 511 02 1600 -1600 0 100 Titik 6
12 01 0 -2600 0 100 Titik 7
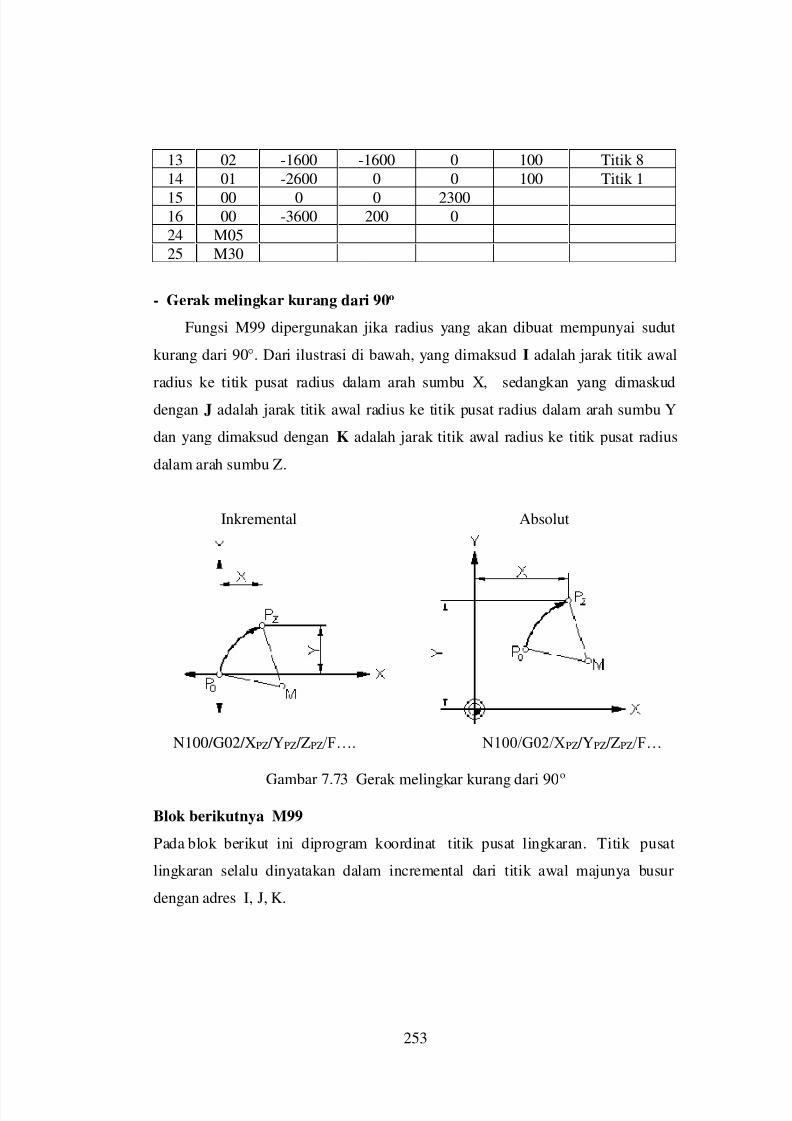
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 274/298
253
13 02 -1600 -1600 0 100 Titik 814 01 -2600 0 0 100 Titik 1
15 00 0 0 230016 00 -3600 200 024 M0525 M30
- Gerak melingkar kurang dari 90o
Fungsi M99 dipergunakan jika radius yang akan dibuat mempunyai sudut
kurang dari 90°. Dari ilustrasi di bawah, yang dimaksud I adalah jarak titik awal
radius ke titik pusat radius dalam arah sumbu X, sedangkan yang dimaskud
dengan J adalah jarak titik awal radius ke titik pusat radius dalam arah sumbu Y
dan yang dimaksud dengan K adalah jarak titik awal radius ke titik pusat radius
dalam arah sumbu Z.
Inkremental Absolut
N100/G02/XPZ /YPZ /ZPZ/F…. N100/G02/XPZ /YPZ /ZPZ/F…
Gambar 7.73 Gerak melingkar kurang dari 90
o
Blok berikutnya M99
Pada blok berikut ini diprogram koordinat titik pusat lingkaran. Titik pusat
lingkaran selalu dinyatakan dalam incremental dari titik awal majunya busur
dengan adres I, J, K.
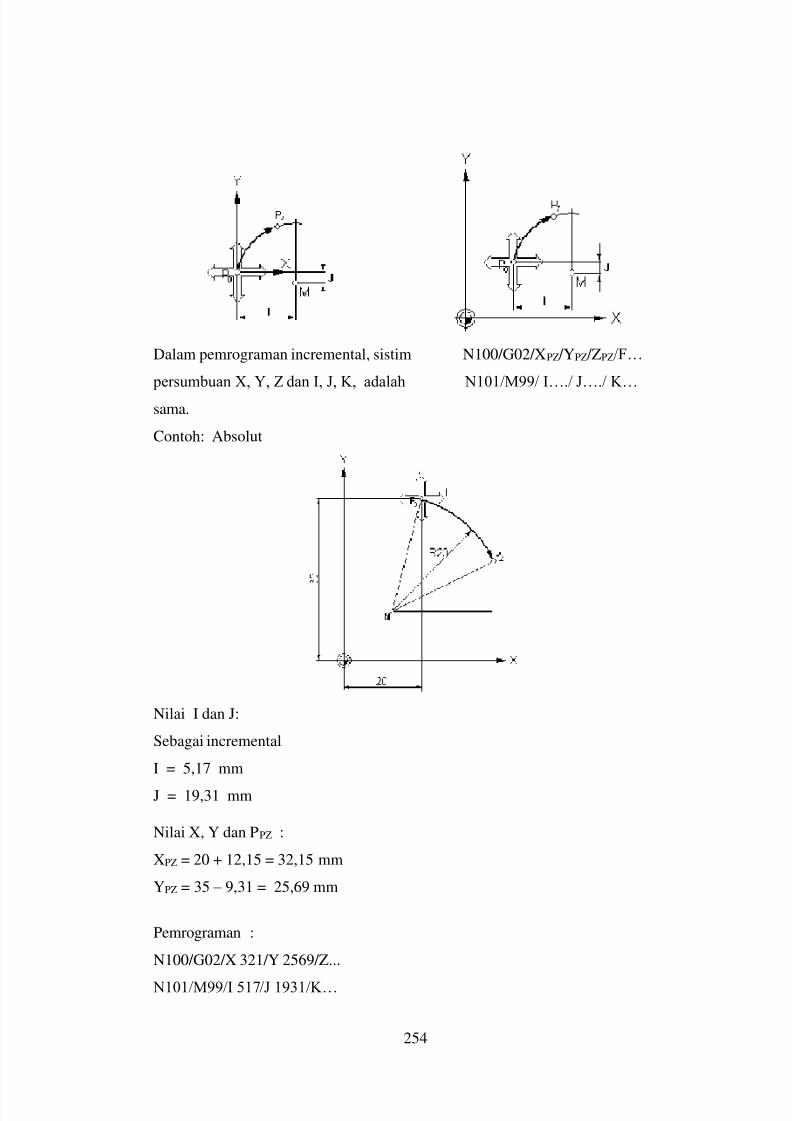
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 275/298
254
Dalam pemrograman incremental, sistim N100/G02/XPZ /YPZ /ZPZ/F…
persumbuan X, Y, Z dan I, J, K, adalah N101/M99/ I…./ J…./ K…
sama.
Contoh: Absolut
Nilai I dan J:
Sebagai incremental
I = 5,17 mm
J = 19,31 mm
Nilai X, Y dan PPZ :
XPZ = 20 + 12,15 = 32,15 mm
YPZ = 35 – 9,31 = 25,69 mm
Pemrograman :
N100/G02/X 321/Y 2569/Z...
N101/M99/I 517/J 1931/K…
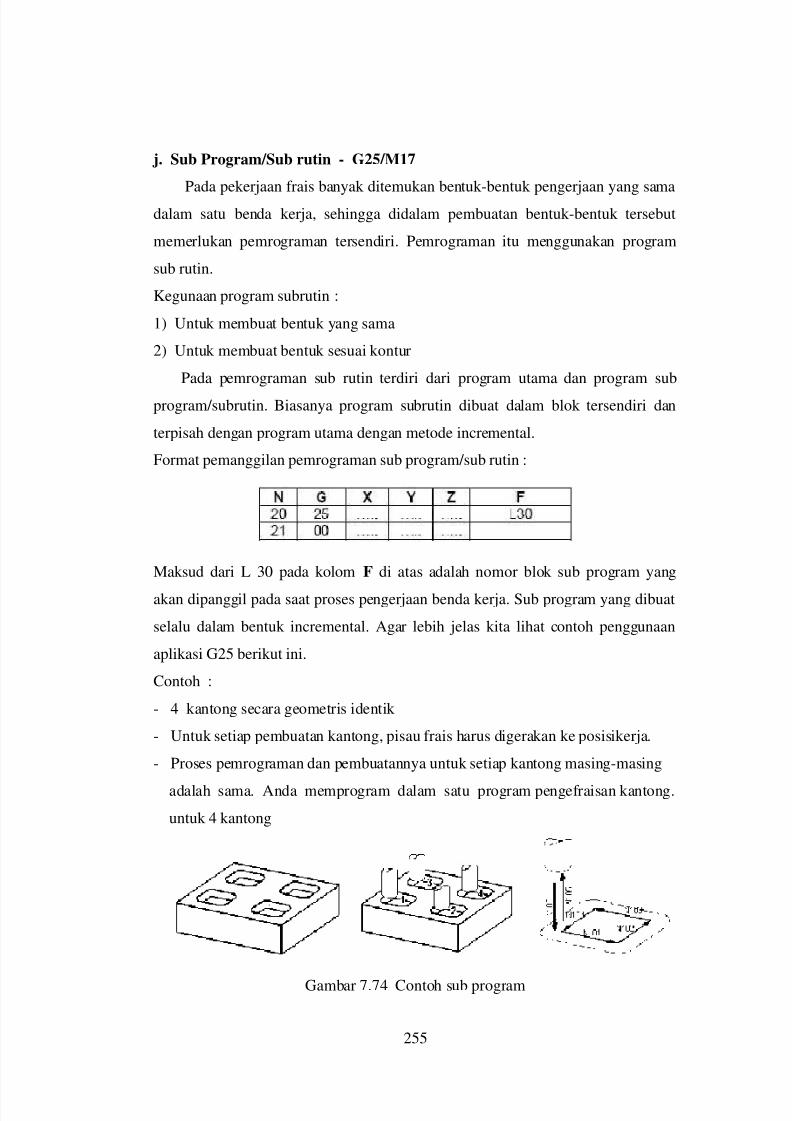
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 276/298
255
j. Sub Program/Sub rutin - G25/M17
Pada pekerjaan frais banyak ditemukan bentuk-bentuk pengerjaan yang sama
dalam satu benda kerja, sehingga didalam pembuatan bentuk-bentuk tersebut
memerlukan pemrograman tersendiri. Pemrograman itu menggunakan program
sub rutin.
Kegunaan program subrutin :
1) Untuk membuat bentuk yang sama
2) Untuk membuat bentuk sesuai kontur
Pada pemrograman sub rutin terdiri dari program utama dan program sub
program/subrutin. Biasanya program subrutin dibuat dalam blok tersendiri dan
terpisah dengan program utama dengan metode incremental.
Format pemanggilan pemrograman sub program/sub rutin :
Maksud dari L 30 pada kolom F di atas adalah nomor blok sub program yang
akan dipanggil pada saat proses pengerjaan benda kerja. Sub program yang dibuat
selalu dalam bentuk incremental. Agar lebih jelas kita lihat contoh penggunaan
aplikasi G25 berikut ini.
Contoh :
- 4 kantong secara geometris identik
- Untuk setiap pembuatan kantong, pisau frais harus digerakan ke posisikerja.
- Proses pemrograman dan pembuatannya untuk setiap kantong masing-masing
adalah sama. Anda memprogram dalam satu program pengefraisan kantong.
untuk 4 kantong
Gambar 7.74 Contoh sub program
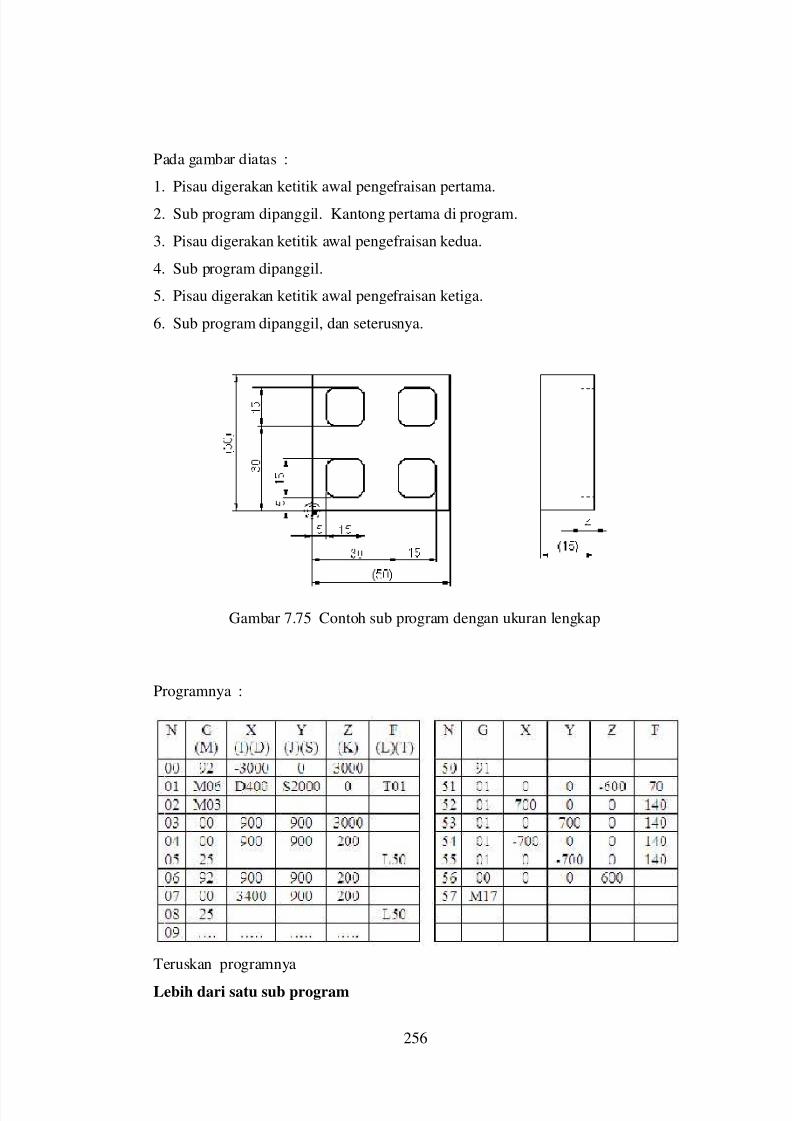
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 277/298
256
Pada gambar diatas :
1. Pisau digerakan ketitik awal pengefraisan pertama.
2. Sub program dipanggil. Kantong pertama di program.
3. Pisau digerakan ketitik awal pengefraisan kedua.
4. Sub program dipanggil.
5. Pisau digerakan ketitik awal pengefraisan ketiga.
6. Sub program dipanggil, dan seterusnya.
Gambar 7.75 Contoh sub program dengan ukuran lengkap
Programnya :
Teruskan programnya
Lebih dari satu sub program
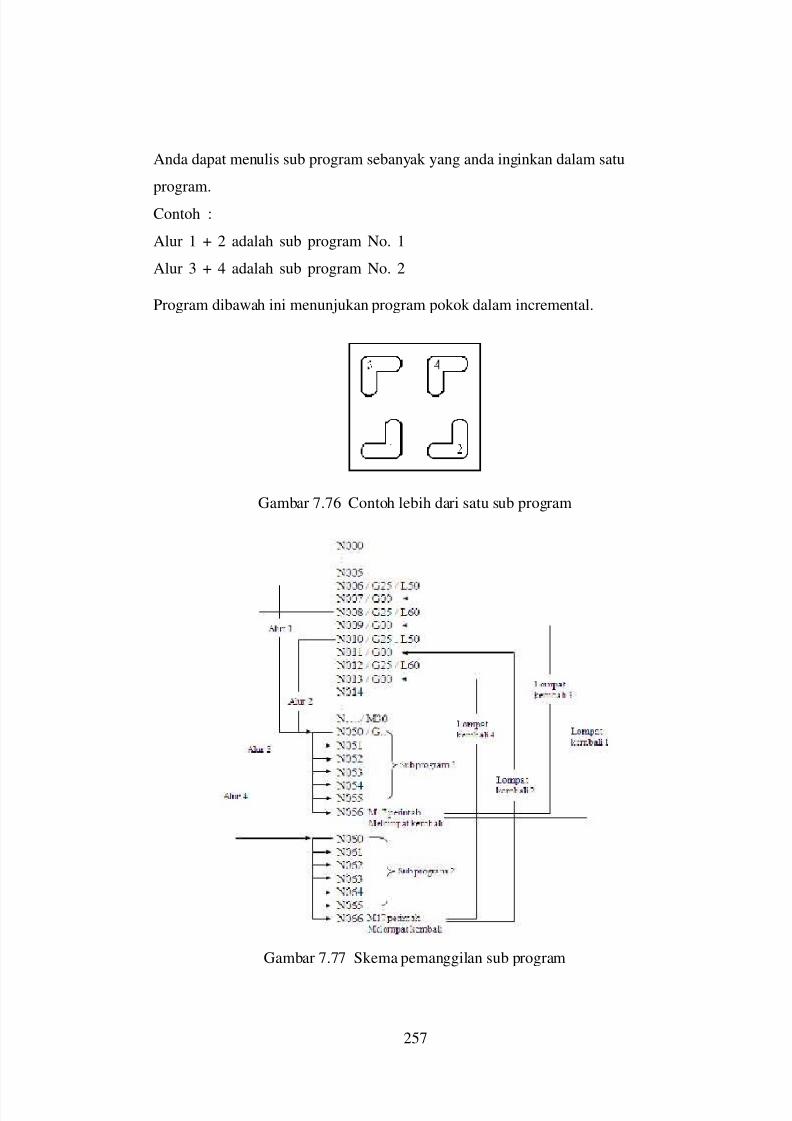
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 278/298
257
Anda dapat menulis sub program sebanyak yang anda inginkan dalam satu
program.
Contoh :
Alur 1 + 2 adalah sub program No. 1
Alur 3 + 4 adalah sub program No. 2
Program dibawah ini menunjukan program pokok dalam incremental.
Gambar 7.76 Contoh lebih dari satu sub program
Gambar 7.77 Skema pemanggilan sub program
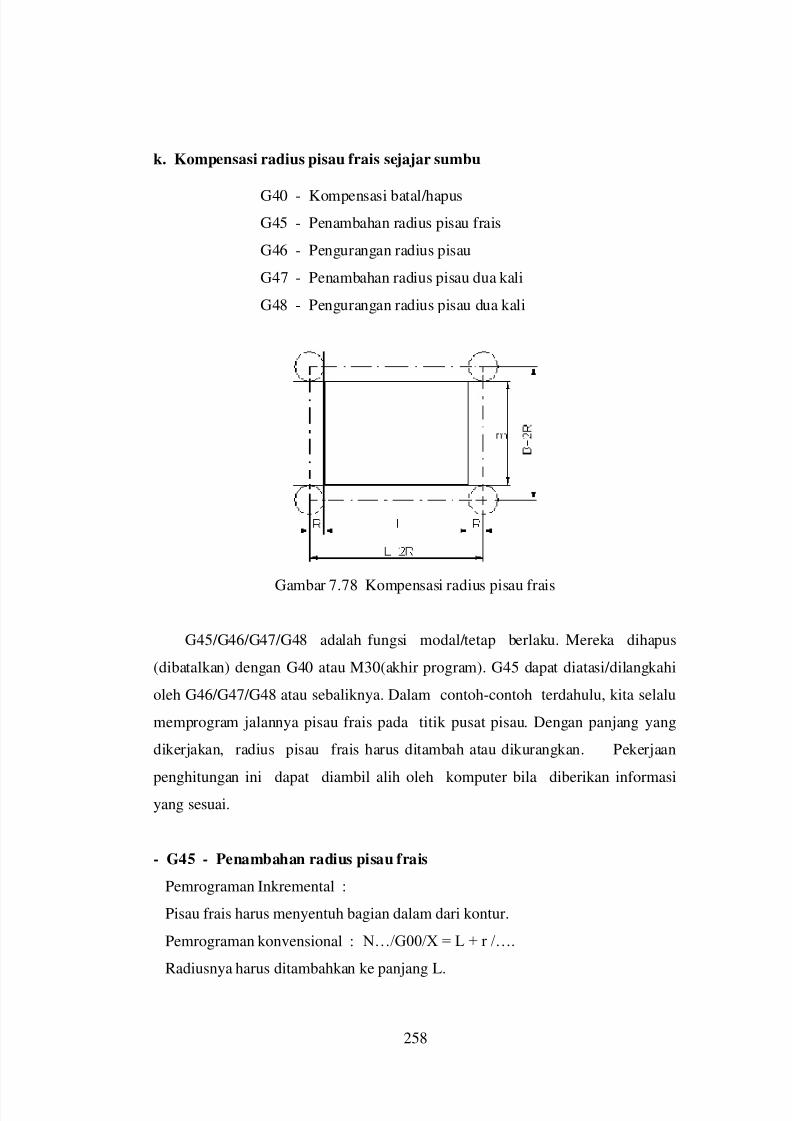
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 279/298
258
k. Kompensasi radius pisau frais sejajar sumbu
G40 - Kompensasi batal/hapus
G45 - Penambahan radius pisau frais
G46 - Pengurangan radius pisau
G47 - Penambahan radius pisau dua kali
G48 - Pengurangan radius pisau dua kali
Gambar 7.78 Kompensasi radius pisau frais
G45/G46/G47/G48 adalah fungsi modal/tetap berlaku. Mereka dihapus
(dibatalkan) dengan G40 atau M30(akhir program). G45 dapat diatasi/dilangkahi
oleh G46/G47/G48 atau sebaliknya. Dalam contoh-contoh terdahulu, kita selalu
memprogram jalannya pisau frais pada titik pusat pisau. Dengan panjang yang
dikerjakan, radius pisau frais harus ditambah atau dikurangkan. Pekerjaan
penghitungan ini dapat diambil alih oleh komputer bila diberikan informasi
yang sesuai.
- G45 - Penambahan radius pisau frais
Pemrograman Inkremental :
Pisau frais harus menyentuh bagian dalam dari kontur.
Pemrograman konvensional : N…/G00/X = L + r /….
Radiusnya harus ditambahkan ke panjang L.
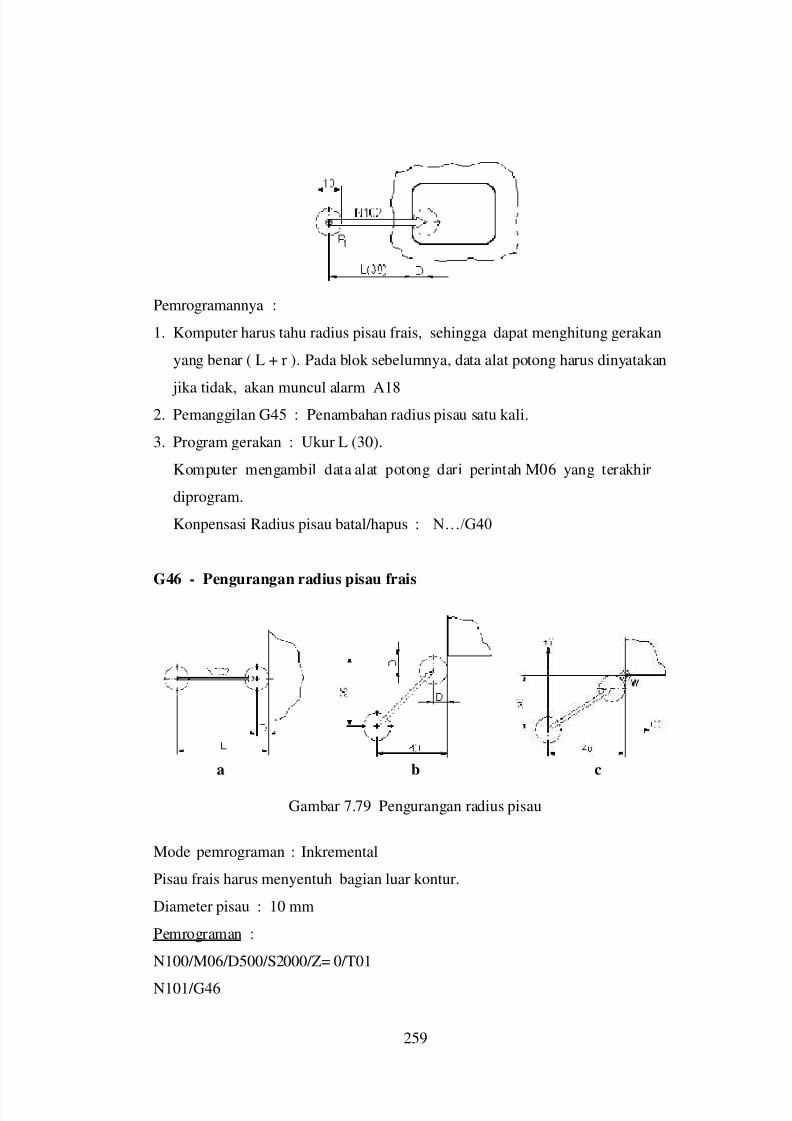
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 280/298
259
Pemrogramannya :
1. Komputer harus tahu radius pisau frais, sehingga dapat menghitung gerakan
yang benar ( L + r ). Pada blok sebelumnya, data alat potong harus dinyatakan
jika tidak, akan muncul alarm A182. Pemanggilan G45 : Penambahan radius pisau satu kali.
3. Program gerakan : Ukur L (30).
Komputer mengambil data alat potong dari perintah M06 yang terakhir
diprogram.
Konpensasi Radius pisau batal/hapus : N…/G40
G46 - Pengurangan radius pisau frais
a b c
Gambar 7.79 Pengurangan radius pisau
Mode pemrograman : Inkremental
Pisau frais harus menyentuh bagian luar kontur.
Diameter pisau : 10 mm
Pemrograman :
N100/M06/D500/S2000/Z= 0/T01
N101/G46
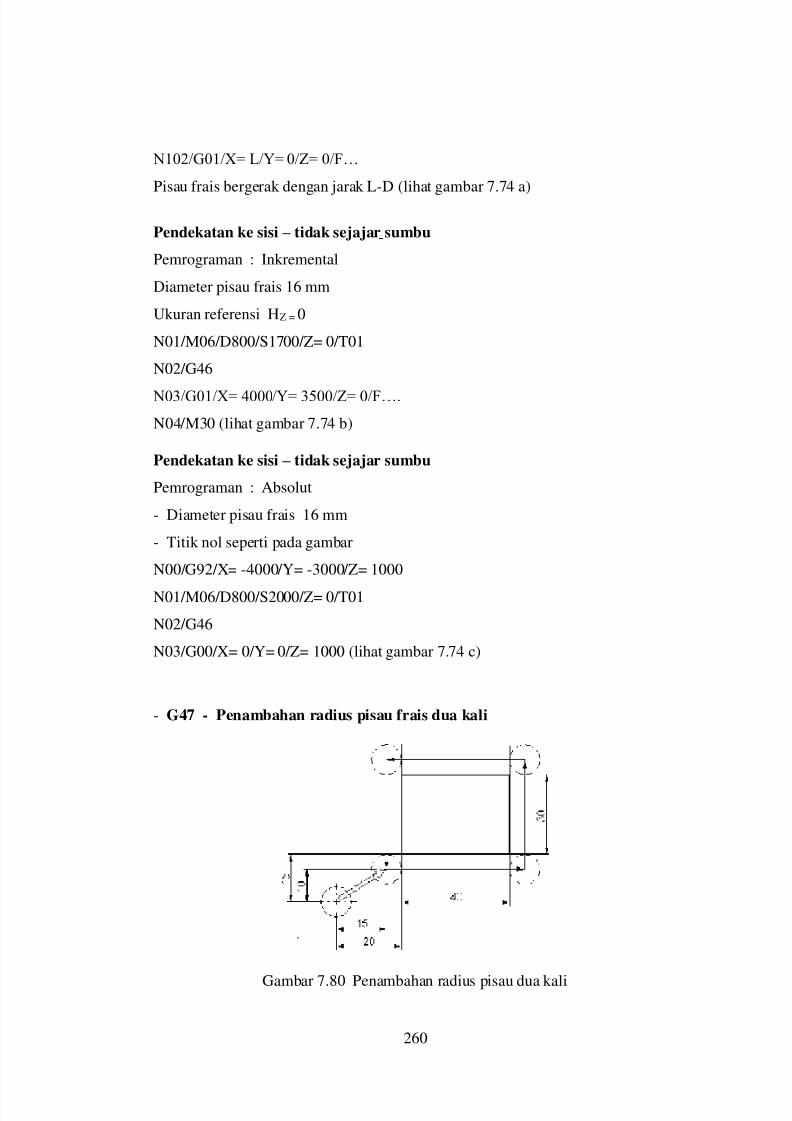
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 281/298
260
N102/G01/X= L/Y= 0/Z= 0/F…
Pisau frais bergerak dengan jarak L-D (lihat gambar 7.74 a)
Pendekatan ke sisi – tidak sejajar sumbu
Pemrograman : Inkremental
Diameter pisau frais 16 mm
Ukuran referensi HZ = 0
N01/M06/D800/S1700/Z= 0/T01
N02/G46
N03/G01/X= 4000/Y= 3500/Z= 0/F….
N04/M30 (lihat gambar 7.74 b)
Pendekatan ke sisi – tidak sejajar sumbu
Pemrograman : Absolut
- Diameter pisau frais 16 mm
- Titik nol seperti pada gambar
N00/G92/X= -4000/Y= -3000/Z= 1000
N01/M06/D800/S2000/Z= 0/T01
N02/G46
N03/G00/X= 0/Y= 0/Z= 1000 (lihat gambar 7.74 c)
- G47 - Penambahan radius pisau frais dua kali
Gambar 7.80 Penambahan radius pisau dua kali
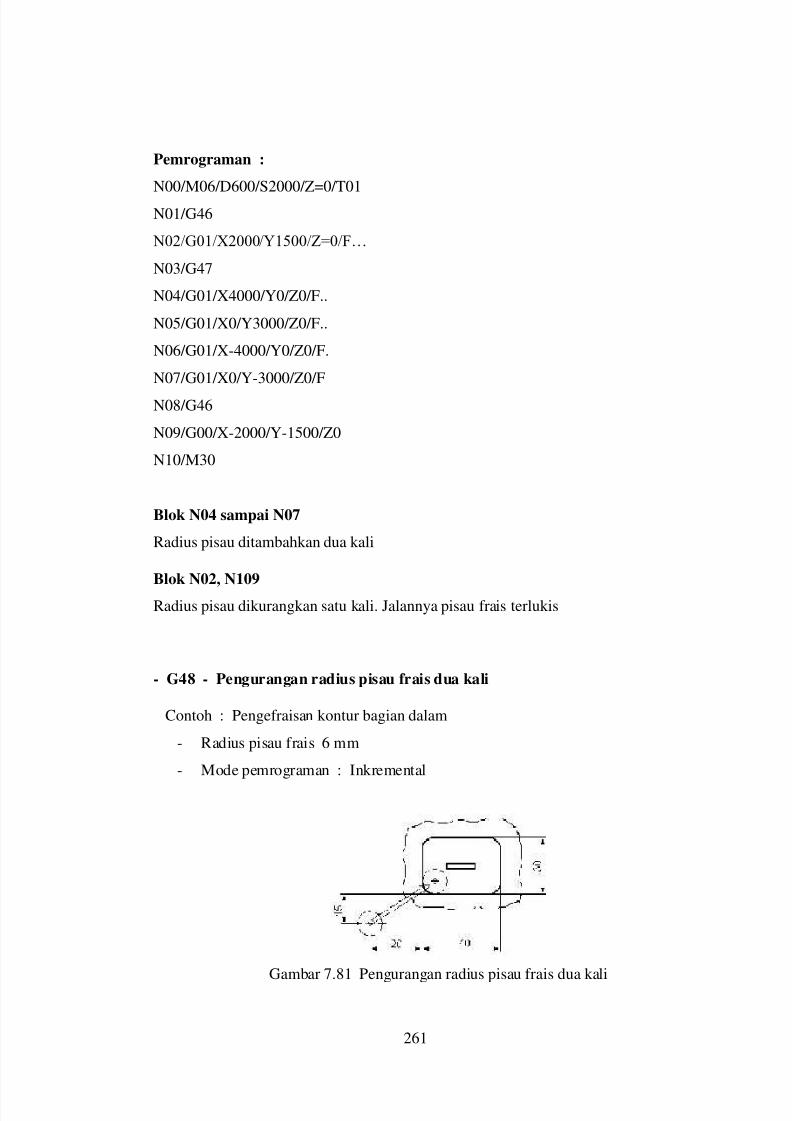
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 282/298
261
Pemrograman :
N00/M06/D600/S2000/Z=0/T01
N01/G46
N02/G01/X2000/Y1500/Z=0/F…
N03/G47
N04/G01/X4000/Y0/Z0/F..
N05/G01/X0/Y3000/Z0/F..
N06/G01/X-4000/Y0/Z0/F.
N07/G01/X0/Y-3000/Z0/F
N08/G46
N09/G00/X-2000/Y-1500/Z0
N10/M30
Blok N04 sampai N07
Radius pisau ditambahkan dua kali
Blok N02, N109
Radius pisau dikurangkan satu kali. Jalannya pisau frais terlukis
- G48 - Pengurangan radius pisau frais dua kali
Contoh : Pengefraisan kontur bagian dalam
- Radius pisau frais 6 mm
- Mode pemrograman : Inkremental
Gambar 7.81 Pengurangan radius pisau frais dua kali
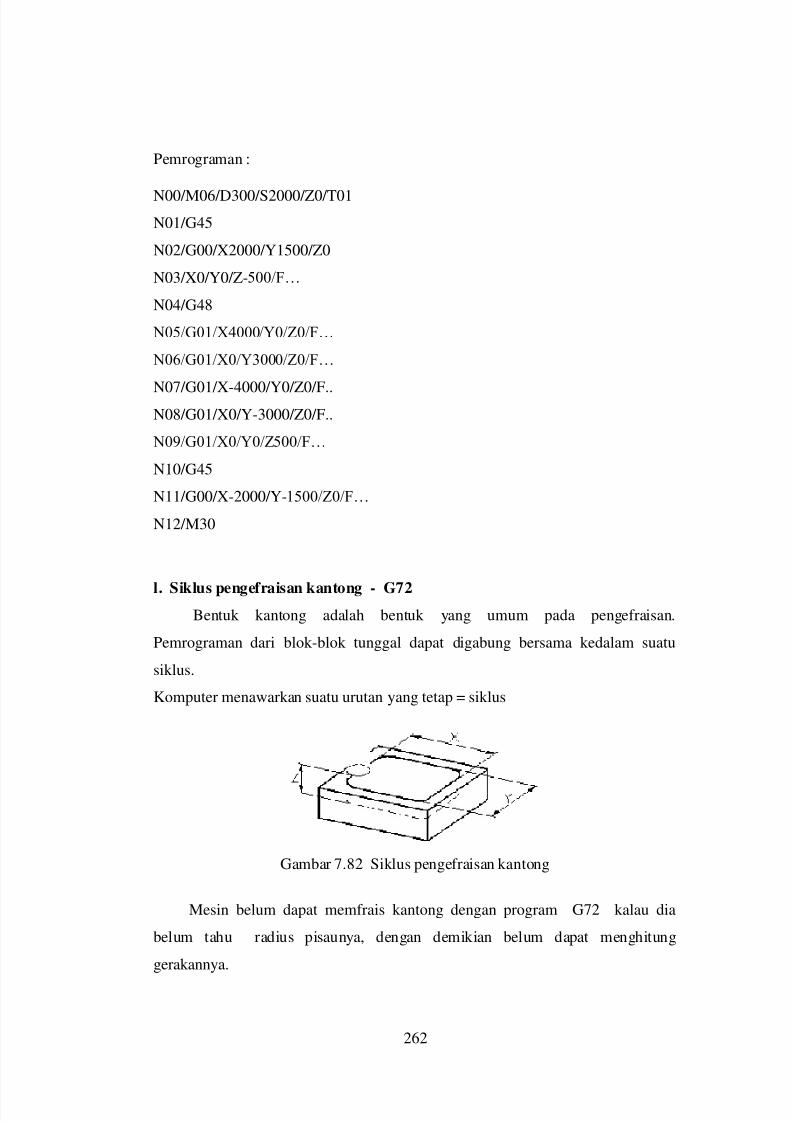
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 283/298
262
Pemrograman :
N00/M06/D300/S2000/Z0/T01
N01/G45
N02/G00/X2000/Y1500/Z0
N03/X0/Y0/Z-500/F…
N04/G48
N05/G01/X4000/Y0/Z0/F…
N06/G01/X0/Y3000/Z0/F…
N07/G01/X-4000/Y0/Z0/F..N08/G01/X0/Y-3000/Z0/F..
N09/G01/X0/Y0/Z500/F…
N10/G45
N11/G00/X-2000/Y-1500/Z0/F…
N12/M30
l. Siklus pengefraisan kantong - G72
Bentuk kantong adalah bentuk yang umum pada pengefraisan.
Pemrograman dari blok-blok tunggal dapat digabung bersama kedalam suatu
siklus.
Komputer menawarkan suatu urutan yang tetap = siklus
Gambar 7.82 Siklus pengefraisan kantong
Mesin belum dapat memfrais kantong dengan program G72 kalau dia
belum tahu radius pisaunya, dengan demikian belum dapat menghitung
gerakannya.
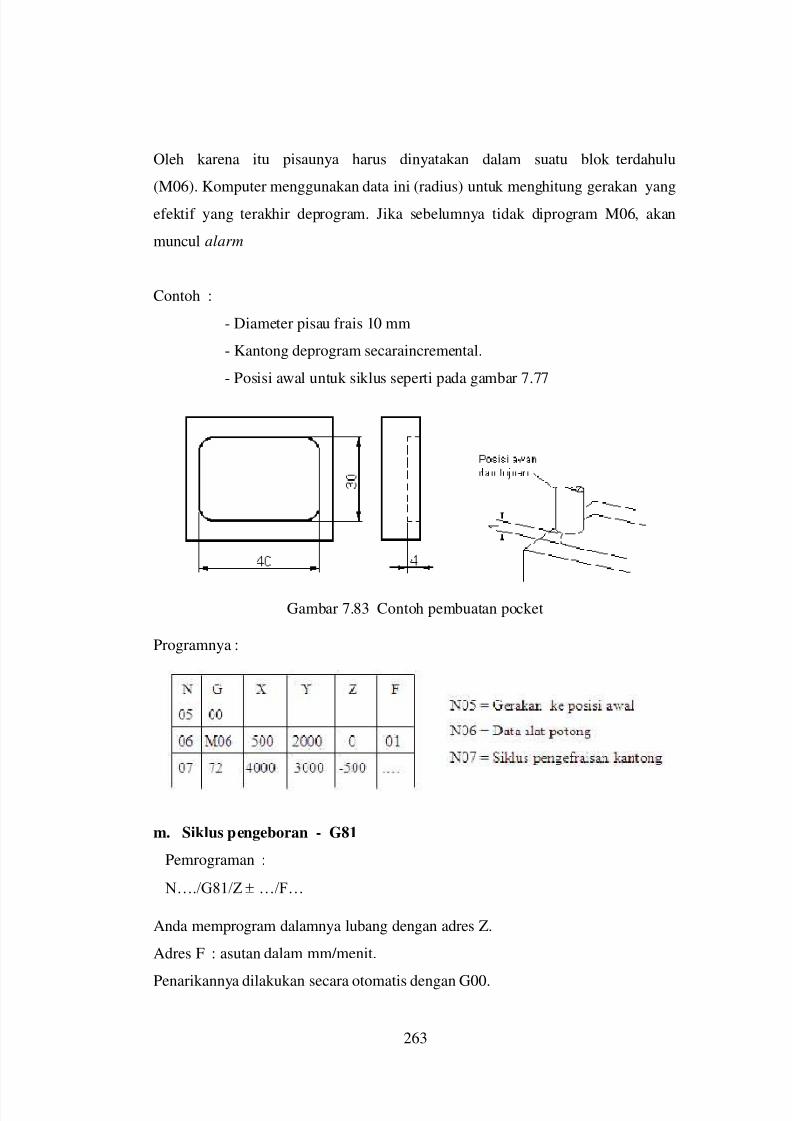
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 284/298
263
Oleh karena itu pisaunya harus dinyatakan dalam suatu blok terdahulu
(M06). Komputer menggunakan data ini (radius) untuk menghitung gerakan yang
efektif yang terakhir deprogram. Jika sebelumnya tidak diprogram M06, akan
muncul alarm
Contoh :
- Diameter pisau frais 10 mm
- Kantong deprogram secaraincremental.
- Posisi awal untuk siklus seperti pada gambar 7.77
Gambar 7.83 Contoh pembuatan pocket
Programnya :
m. Siklus pengeboran - G81
Pemrograman :
N…./G81/Z …/F…
Anda memprogram dalamnya lubang dengan adres Z.
Adres F : asutan dalam mm/menit.
Penarikannya dilakukan secara otomatis dengan G00.
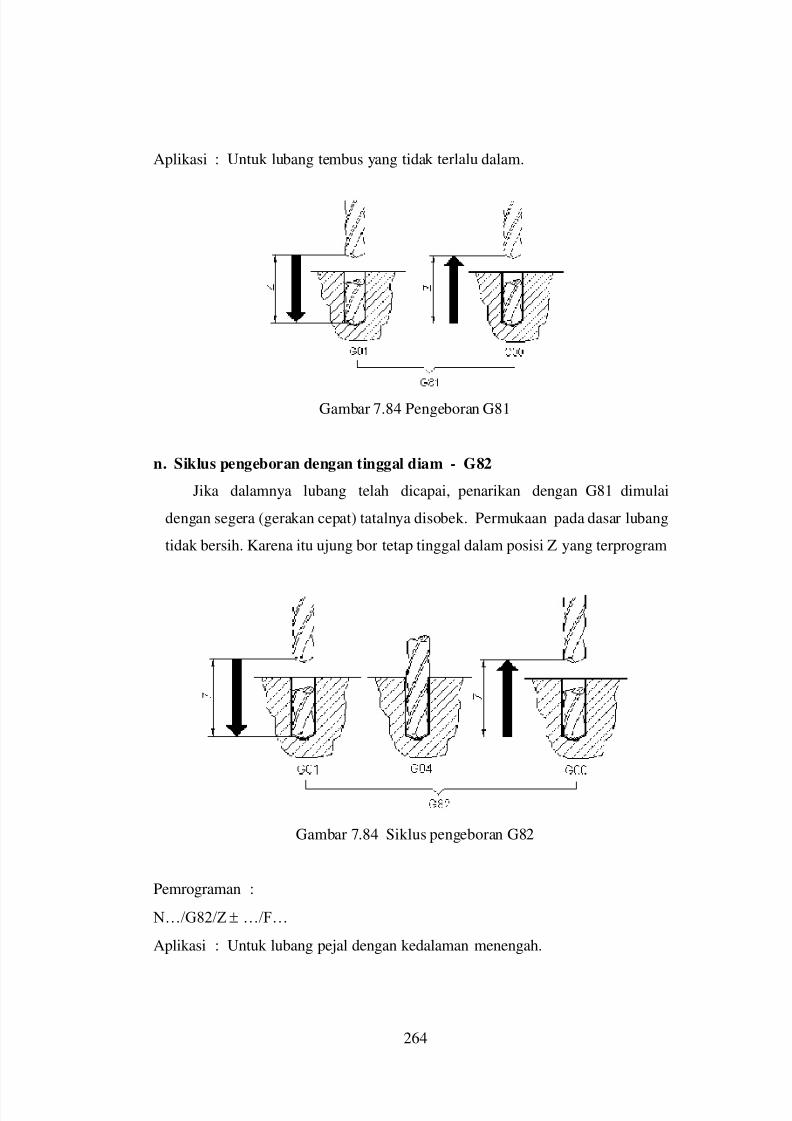
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 285/298
264
Aplikasi : Untuk lubang tembus yang tidak terlalu dalam.
Gambar 7.84 Pengeboran G81
n. Siklus pengeboran dengan tinggal diam - G82
Jika dalamnya lubang telah dicapai, penarikan dengan G81 dimulai
dengan segera (gerakan cepat) tatalnya disobek. Permukaan pada dasar lubang
tidak bersih. Karena itu ujung bor tetap tinggal dalam posisi Z yang terprogram
Gambar 7.84 Siklus pengeboran G82
Pemrograman :
N…/G82/Z …/F…
Aplikasi : Untuk lubang pejal dengan kedalaman menengah.
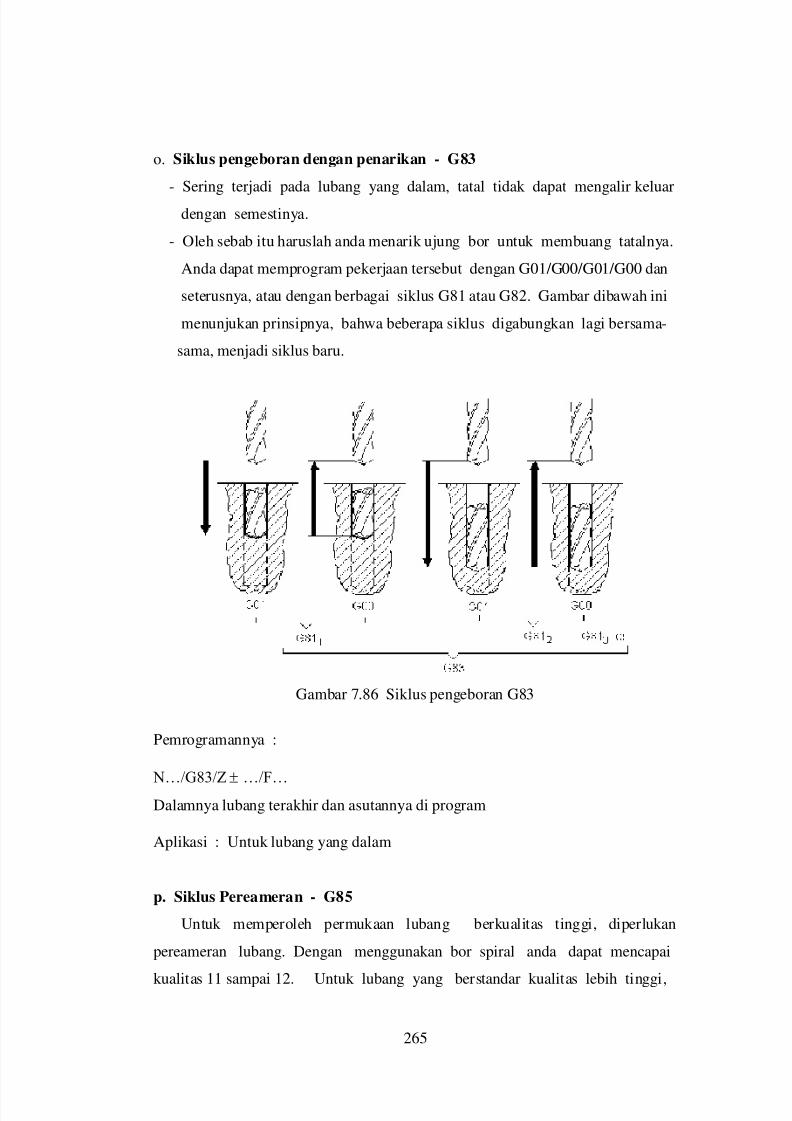
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 286/298
265
o. Siklus pengeboran dengan penarikan - G83
- Sering terjadi pada lubang yang dalam, tatal tidak dapat mengalir keluar
dengan semestinya.
- Oleh sebab itu haruslah anda menarik ujung bor untuk membuang tatalnya.
Anda dapat memprogram pekerjaan tersebut dengan G01/G00/G01/G00 dan
seterusnya, atau dengan berbagai siklus G81 atau G82. Gambar dibawah ini
menunjukan prinsipnya, bahwa beberapa siklus digabungkan lagi bersama-
sama, menjadi siklus baru.
Gambar 7.86 Siklus pengeboran G83
Pemrogramannya :
N…/G83/Z …/F…
Dalamnya lubang terakhir dan asutannya di program
Aplikasi : Untuk lubang yang dalam
p. Siklus Pereameran - G85
Untuk memperoleh permukaan lubang berkualitas tinggi, diperlukan
pereameran lubang. Dengan menggunakan bor spiral anda dapat mencapai
kualitas 11 sampai 12. Untuk lubang yang berstandar kualitas lebih tinggi,

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 287/298
266
kualitas lebih tinggi, harus direamer. Dengan pereameran, anda dapat mencapai
kualitas 6.
Gambar 7.86 Siklus Reamer
q. Siklus pereameran dengan tinggal diam - G89
Urutannya sama dengan G85. Ujung reamernya tetap tinggal diam 0,5 detik
pada posisi titik mati, bila dalamnya lubang yang diprogram dicapai.
Urutannya :
Gambar 7.88 Siklus peremeran tinggal diam
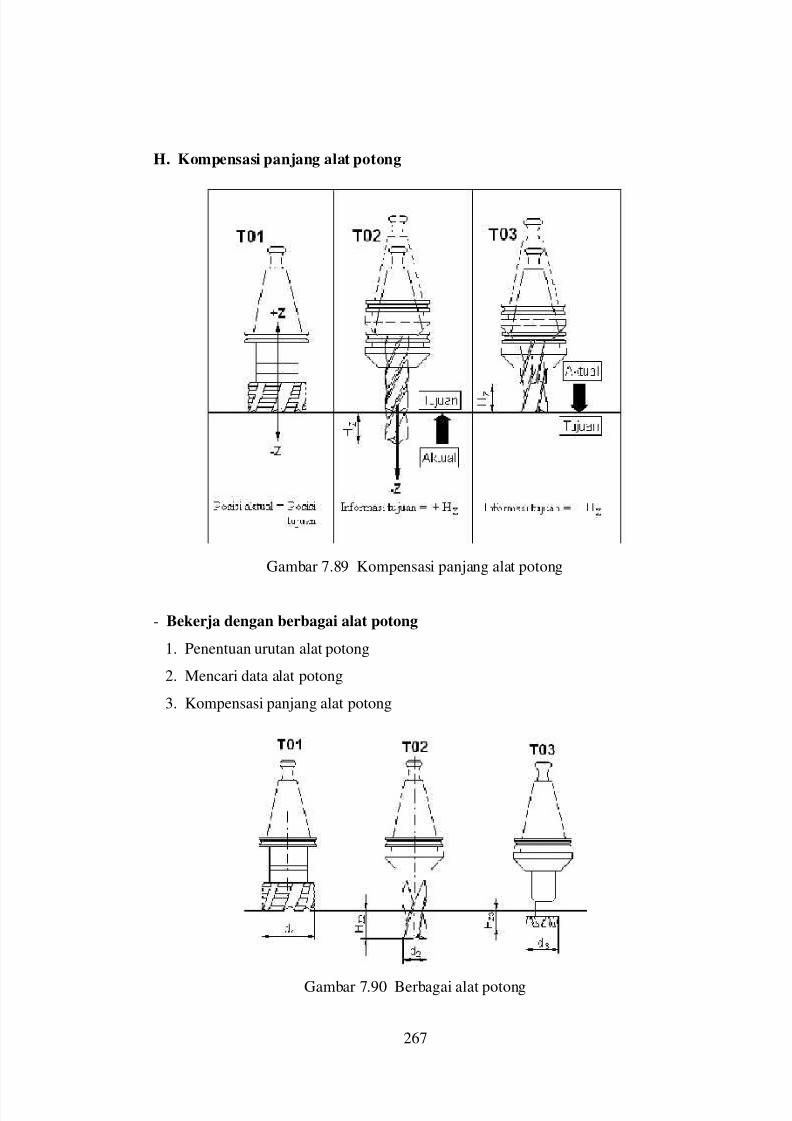
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 288/298
267
H. Kompensasi panjang alat potong
Gambar 7.89 Kompensasi panjang alat potong
- Bekerja dengan berbagai alat potong
1. Penentuan urutan alat potong
2. Mencari data alat potong
3. Kompensasi panjang alat potong
Gambar 7.90 Berbagai alat potong
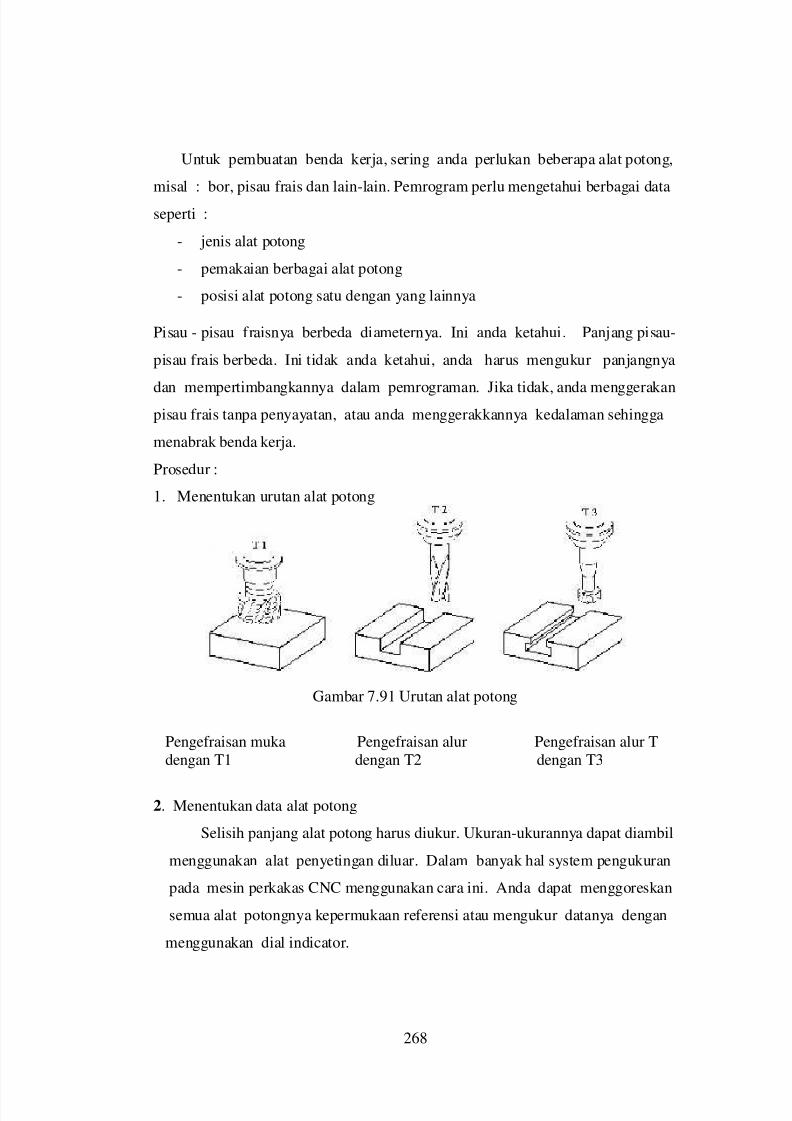
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 289/298
268
Untuk pembuatan benda kerja, sering anda perlukan beberapa alat potong,
misal : bor, pisau frais dan lain-lain. Pemrogram perlu mengetahui berbagai data
seperti :
- jenis alat potong
- pemakaian berbagai alat potong
- posisi alat potong satu dengan yang lainnya
Pisau - pisau fraisnya berbeda diameternya. Ini anda ketahui. Panjang pisau-
pisau frais berbeda. Ini tidak anda ketahui, anda harus mengukur panjangnya
dan mempertimbangkannya dalam pemrograman. Jika tidak, anda menggerakanpisau frais tanpa penyayatan, atau anda menggerakkannya kedalaman sehingga
menabrak benda kerja.
Prosedur :
1. Menentukan urutan alat potong
Gambar 7.91 Urutan alat potong
Pengefraisan muka Pengefraisan alur Pengefraisan alur Tdengan T1 dengan T2 dengan T3
2. Menentukan data alat potong
Selisih panjang alat potong harus diukur. Ukuran-ukurannya dapat diambil
menggunakan alat penyetingan diluar. Dalam banyak hal system pengukuran
pada mesin perkakas CNC menggunakan cara ini. Anda dapat menggoreskan
semua alat potongnya kepermukaan referensi atau mengukur datanya dengan
menggunakan dial indicator.
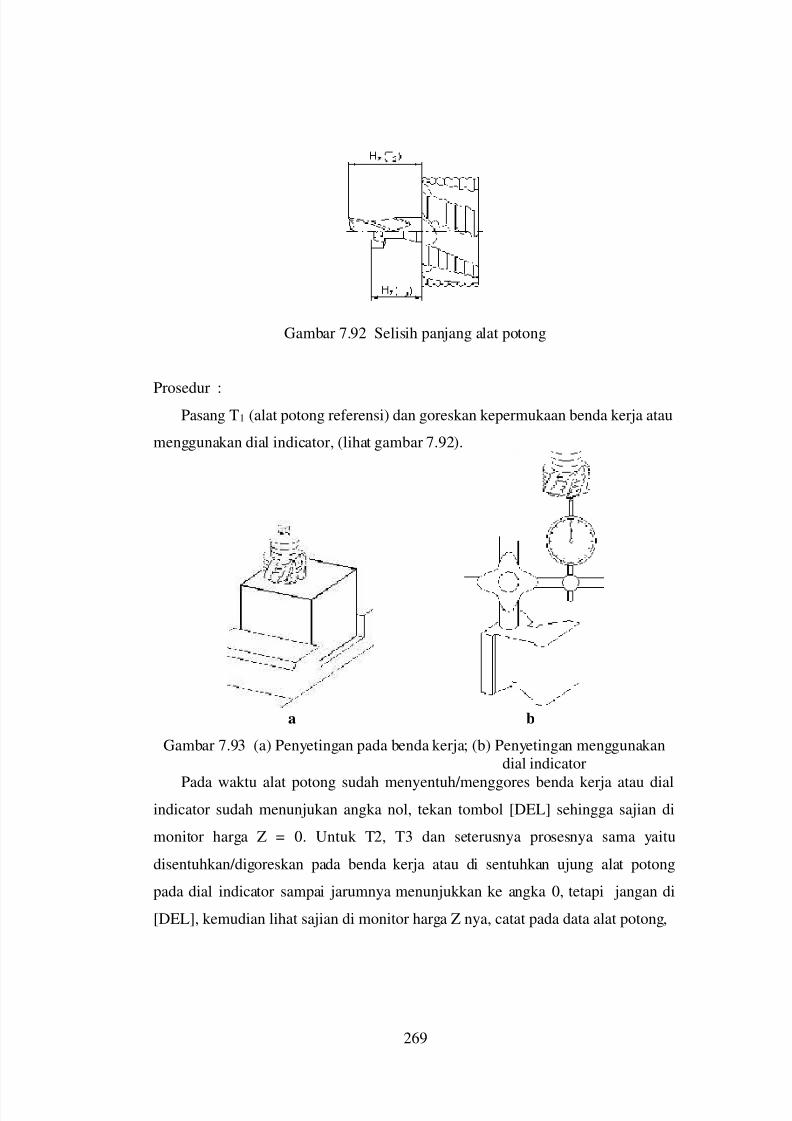
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 290/298
269
Gambar 7.92 Selisih panjang alat potong
Prosedur :Pasang T1 (alat potong referensi) dan goreskan kepermukaan benda kerja atau
menggunakan dial indicator, (lihat gambar 7.92).
a b
Gambar 7.93 (a) Penyetingan pada benda kerja; (b) Penyetingan menggunakandial indicator
Pada waktu alat potong sudah menyentuh/menggores benda kerja atau dialindicator sudah menunjukan angka nol, tekan tombol [DEL] sehingga sajian di
monitor harga Z = 0. Untuk T2, T3 dan seterusnya prosesnya sama yaitu
disentuhkan/digoreskan pada benda kerja atau di sentuhkan ujung alat potong
pada dial indicator sampai jarumnya menunjukkan ke angka 0, tetapi jangan di
[DEL], kemudian lihat sajian di monitor harga Z nya, catat pada data alat potong,
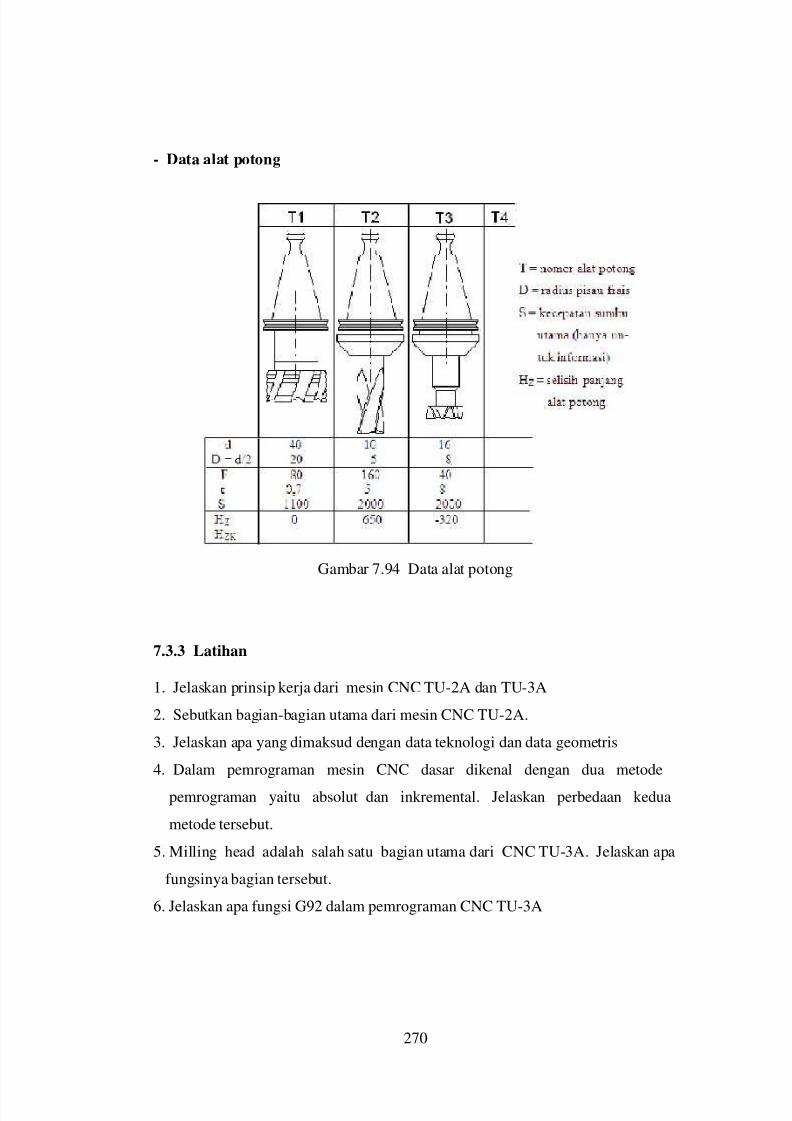
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 291/298
270
- Data alat potong
Gambar 7.94 Data alat potong
7.3.3 Latihan
1. Jelaskan prinsip kerja dari mesin CNC TU-2A dan TU-3A
2. Sebutkan bagian-bagian utama dari mesin CNC TU-2A.
3. Jelaskan apa yang dimaksud dengan data teknologi dan data geometris
4. Dalam pemrograman mesin CNC dasar dikenal dengan dua metode
pemrograman yaitu absolut dan inkremental. Jelaskan perbedaan kedua
metode tersebut.
5. Milling head adalah salah satu bagian utama dari CNC TU-3A. Jelaskan apa
fungsinya bagian tersebut.
6. Jelaskan apa fungsi G92 dalam pemrograman CNC TU-3A
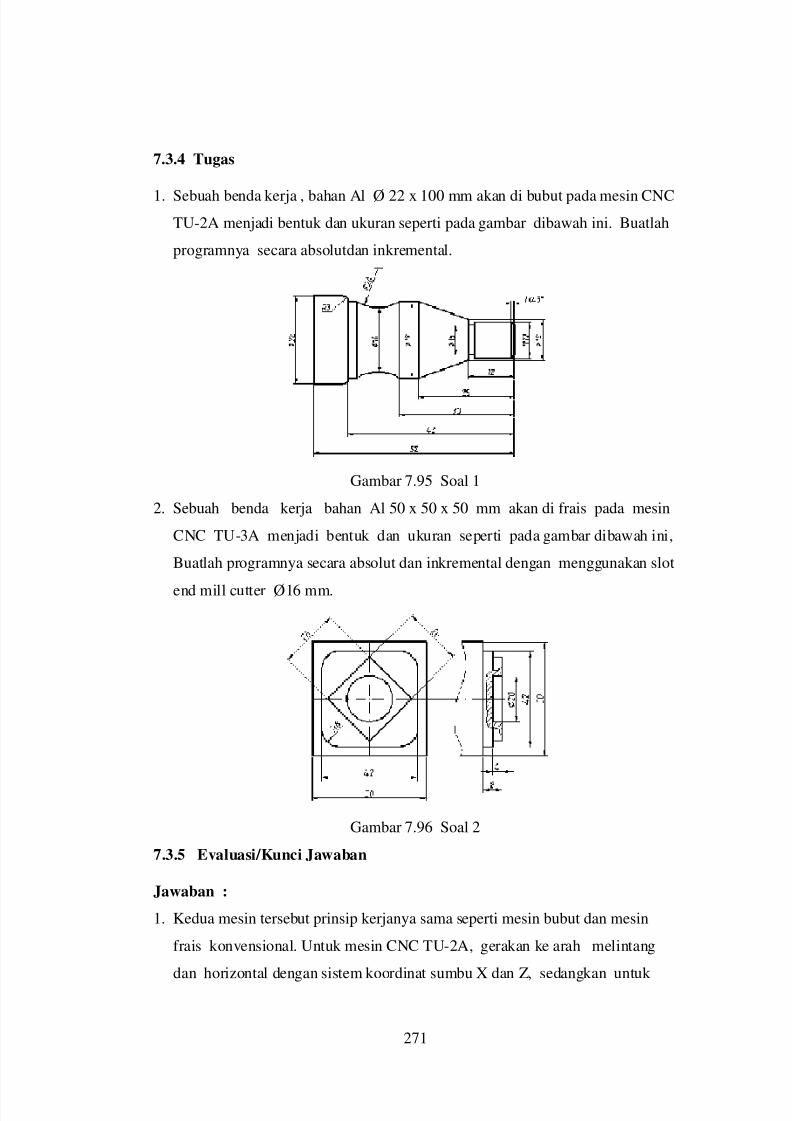
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 292/298
271
7.3.4 Tugas
1. Sebuah benda kerja , bahan Al Ø 22 x 100 mm akan di bubut pada mesin CNC
TU-2A menjadi bentuk dan ukuran seperti pada gambar dibawah ini. Buatlah
programnya secara absolutdan inkremental.
Gambar 7.95 Soal 1
2. Sebuah benda kerja bahan Al 50 x 50 x 50 mm akan di frais pada mesin
CNC TU-3A menjadi bentuk dan ukuran seperti pada gambar dibawah ini,
Buatlah programnya secara absolut dan inkremental dengan menggunakan slot
end mill cutter Ø16 mm.
Gambar 7.96 Soal 2
7.3.5 Evaluasi/Kunci Jawaban
Jawaban :
1. Kedua mesin tersebut prinsip kerjanya sama seperti mesin bubut dan mesin
frais konvensional. Untuk mesin CNC TU-2A, gerakan ke arah melintang
dan horizontal dengan sistem koordinat sumbu X dan Z, sedangkan untuk
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 293/298
272
mesin CNC TU-3A gerakan memanjang, melintang dan gerakan vertikal
dengan sistem koordinat X, Y dan Z
2. A. Bagian mekanis :
1) Motor Utama
2) Eretan/support
3) Step motor
4) Rumah alat potong (revolver/tool turret)
5) Chuck (Pencekam)
6) Meja mesin
7) Kepala lepas
B. Bagian pengendali/kontrol
3. - Data teknologi adalah data yang berhubungan dengan kecepatan potong,
putaran mesin, pemakanan, kedalaman pemotongan dan alat potong.
- Data geometris adalah data yang berhubungan dengan bentuk dan ukuran
benda kerja yang akan di buat.
4. - Metode absolut : Titik referensinya tetap, tidak berpindah-pindah artinya
untuk menghitung titik-titik berikut dihitung dari satu titik referensi/titik nol.
- Metode inkremental : Titik refernsinya berpindah-pindah, artinya titik akhir
dari satu titik tujuan merupakan titik awal untuk titik tujuan berikutnya.
5. Fungsinya adalah untuk memegang atau menjepit tool holder pada saat
proses pengerjaan benda kerja berlangsung.
6. G92 adalah disamping menetapkan titik nol benda kerja, juga menetapkan
pemrograman absolut dan menginformasikan ke komputer jarak letak titik
nol/posisi awal pisau frais ke titik nol benda kerja.
7.4 Rangkuman
- Mesin Bubut CNC secara garis besar dapat digolongkan menjadi dua, yaitu :
a) Mesin Bubut CNC Training Unit (TU-2A)
b) Mesin Bubut CNC Production Unit (PU-2A)
- Mesin Bubut CNC TU-2A mempunyai prinsip gerakan dasar seperti halnya
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 294/298
273
mesin bubut konvensional yaitu gerakan eretan ke arah melintang dan
memanjang dengan sistem koordinat cartesian, ke arah melintang sumbu X dan
ke arah memanjang sumbu Z.
- Mesin Frais CNC TU-3A, ke arah memanjang summbu X, ke arah melintang
sumbu Y dan ke arah vertikal sumbu Z.
- Bagian utama dari mesin CNC TU-2A dan CNC TU-3A adalah bagian mekanik
dan bagian pengendali
- Yang di program dalam mesin CNC itu dua data, yaitu data teknologi data
geometris. Data teknologi yaitu yang berhubungan dengan kecepatan potong,
putaran mesin, kecepatan pemakanan, kedalaman pemotongan dan alat potong.
Sedangkan data geometris yang berhubungan dengan bentuk dan ukuran benda
kerja yang akan di kerjakan pada mesin CNC.
- Yang dimaksud dengan pemrograman pada mesin CNC adalah suatu urutan
perintah yang disusun secara rinci tiap blok per blok untuk memberikan
masukan ke mesin perkakas CNC tentang apa yang harus dikerjakan.
- Metode pemrograman pada mesin CNC TU-2A dan TU-3A ada 2 metode, yaitu
absolut dan inkremental.
- Bahasa pemrograman adalah format perintah dalam satu blok dengan
menggunakan kode huruf, angka, dan simbol.
- Kode-kode pemrograman CNC TU-2A dan TU-3A terdiri dari kode huruf
dan angka. Huruf yang banyak digunakan adalah huruf G, M, S, F, H, I, J, T,
N, K, D, X, Y, Z, dan angka 0 sampai 9.
7.5 Daftar Pustaka
1. EMCO MAIER & CO. 1998. Petunjuk Pemrograman CNC TU-2A, HelleinAustria : Friedmann-Maier Co.
2. EMCO MAIER & CO. 1998. Petunjuk Pemrograman CNC TU-3A, HelleinAustria : Friedmann-Maier Co.
3. Hollebrandse, J.J.M. 1993. Teknik Pemrograman dan Aplikasi CNC.Bandung : Remaja Rosdakarya Offset.
4. Rehg, James A. 1994. Computer-Integrated Manufacturing. Englewood

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 295/298
274
Cliffs USA : Prentice Hall, Inc.
5. Smid, Peter, CNC Programming Handbook Second Edition, Industrial Press.Inc, 200 Madison Avenue, New York, NY 10016-4078, 2003
6. Widarto, Teknik Pemesinan untuk SMK, Direktorat Jenderal ManajemenPendidikan Dasar dan Menengah Kejuruan Departemen Pendidikan Nasional,2008.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 296/298
275
DAFTAR PUSTAKA
1. Bawa, HS, MANUFACTURRING PROCESSES – 1H.S Tata McGraw-Hill
Publishing Company Limited, New Delhi, 2006.
2. EMCO MAIER & CO. 1998. Petunjuk Pemrograman CNC TU-2A, Hellein
Austria : Friedmann-Maier Co.
3. EMCO MAIER & CO. 1998. Petunjuk Pemrograman CNC TU-3A, Hellein
Austria : Friedmann-Maier Co.
4. Groover, Mikell P, Fundamentals of Modern Manufacturing : Materials,
Processes, and Systems 4th ed, John Wiley and Sons, USA, 2010.
5. Hollebrandse, J.J.M. 1993. Teknik Pemrograman dan Aplikasi CNC.
Bandung : Remaja Rosdakarya Offset.
6. Kesavan. Dr, B. Vijaya Ramnath, "MACHINE TOOLS", University Science
Press, New Delhi,2010
7. Krar, Step, Arthur Gill, Pter Smid, "Technology of Machine Tools", McGraw-
Hill, New York, 2007.
8. Moltrecht, Karl Hana,Machine Shop Practice Volume 1, Industrial Press, Inc.,
New York, 1981.
9. Rehg, James A, Computer-Integrated Manufacturing. Englewood Cliffs USA :
Prentice Hall, Inc, New York, 1994.
10. Smid, Peter, CNC Programming Handbook Second Edition, Industrial Press.
Inc, 200 Madison Avenue, New York, NY 10016-4078, 2003
11. Stephen F. Krar, Arthur Gill, Peter Smid, First Edition Machine Tool
Technology Basics, Printed in the United States of America, 2003.
12. Suneja, BL, G.S. Sekhon Nitin Seth, "Fundamentals of Metal Cutting and
Machine Tools" Second Edition, New Age International Limited Publisher,
New Delhi, 2005.
13. Todd, Robert H.,Dell K. Allen, Manufacturing Processes Reference Guide,
Industrial Press Inc, New York, 1994.
8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 297/298
276
14. Tschatsch, Heinz, Prof, Dr, Ing, Applied Machining Technology, Springer
Dordrecht Heidelberg London, New York, 2009.
15. Widarto, dkk, Teknik Pemesinan untuk SMK, Direktorat Jenderal Manajemen
Pendidikan Dasar dan Menengah Kejuruan Departemen Pendidikan Nasional,
2008.
16. www.technologystudent.com/equip1/shape1.htm
17. http://www.thesurfacegrinder.com/2010/06/01/surface-grinder-parts/
18. http://commons.wikimedia.org
19. http://mmu.ic.polyu.edu.hk/handout/0103/0103.htm#2.1
20. http://www.lathes.co.uk/index.html
21. http://www.carbideanddiamondtooling.com/lathe.chuck.accessories
22. http://www.gutenberg.org
23. www.technologystudent.com/equip1/shape1.htm
24. http://www.oldengine.org/members/diesel/ward/machine1.htm
25. http://www.free-ed.net/free-ed/Resources/Trades/Indust/machinist01
26. http://www.slideshare.net

8/16/2019 Buku Ajar Tkm Ber Isbn
http://slidepdf.com/reader/full/buku-ajar-tkm-ber-isbn 298/298




























