Embed Size (px)
Citation preview

2008:144 CIV
E X A M E N S A R B E T E
Produktionsteknisk utvecklingavseende nyckelkomponent vid
renovering av vattenturbiner
Mika Tuuliainen
Luleå tekniska universitet
Civilingenjörsprogrammet Maskinteknik
Institutionen för Tillämpad fysik, maskin- och materialteknik
2008:144 CIV - ISSN: 1402-1617 - ISRN: LTU-EX--08/144--SE

Sammanfattning
Dagens ökade miljökrav driver energibolagen till effektivisering av vattenkraftverken. En turbinrenovering är en omfattande process. Vid renoveringen effektiviseras turbinen och behovet av miljöfarliga smörjmedel minimeras. Genom att förse ledskenor med en rostfri motyta möjliggörs användandet av självsmörjande lager, vilket förutom minimering av miljöfarliga smörjmedel, leder till minskat underhållsbehov
Målet med det här examensarbetet är att dokumentera och analysera befintligt förfarande vid renovering och uppgradering av ledskenor som ofta blir tidskrävande och komplicerade. Syftet är att presentera en produktionstekniskt förbättrad metod för modifiering av ledskenor. Ledskenan är en nyckelkomponent vid renoveringen då dess komplexa geometri bidrar till att bearbetningen tar lång tid.
Examensarbetet inleds med en analys av nuläget inom modifiering och uppgradering av ledskenan. Problemet med den rostfria motytan består i att den är svår att bearbeta, svårigheten hos ledskenorna består i att ledskenans form inte är rotationssymmetriskt samt ledskenans varierande böjstyvhet leder till ovala lagerytor.
Examensarbetet har visat att det är mer ekonomiskt att köpa färdiga hylsor än att tillverka själv. För att kunna köpa färdiga hylsor krävs en leverantör som klarar av att tillverka mot den tolerans som är satt för diameter och koncentricitet. Tidsvinsten med att använda färdiga hylsor vid uppgraderingen av ledskenor är upp till 90 timmar kortare ledtid.
För att simulera bearbetning samt beräkna ovaliteten efter bearbetning av ledskenan, beskrivs ledskenan med en balkmodell. Ledskenan beskrivs med ett antal element sammankopplade i nodpunkter. Balkmodellen implementeras i mjukvaran Octave.
Simuleringen ger oss en bild av hur ledskenan beter sig under bearbetning. Det har för ledskenorna framkommit att obalanskraft och skärkraft inte påverkar resultatet. Genom att simulera olika stödlager fås en uppfattning om hur stödlagret ska vara utformat för bästa möjliga funktion.
Genom att använda det Excel‐blad som arbetats fram är det möjligt att undersöka om man kan tillåta en tolerans som är att föredra ur bearbetningssynpunkt.

Abstract
To days increased environmental requirements operates the energy companies to efficiency improvements of the hydroelectric power plants. During the refurbishment the turbines efficiency is improved and the need of environment dangerous lubricants is eliminated
Through providing the wicket gates with a stainless counter face it is possible to use self lubricated bearings, which eliminates the need of environment dangerous lubricants and reduce maintenance.
The aim of this Masters Degree thesis is about documenting and analysing existing procedure with renovating and upgrading of the wicket gates that often becomes the most time consuming process at a turbine refurbishment. The purpose is to present an improved production method for modification of the wicket gates.
The Masters Degree thesis is initiated with an analysis of the present situation within modification and upgrading of the key components. The problem with the stainless counter face is that it is difficult to machine. Also for the wicket gates machining is difficult. The low bending stiffness perpendicular to the blade leads to an oval bearing surface.
This Masters Degree thesis has shown that it is more economical to buy shells that are finish‐machined. A supplier that manages to machined the shells towards the tolerances that have been set for diameter and concentricity. By using finish‐machined shells the win in time is up to 90 hours.
In order to simulate processing and to calculate the eccentric running faulty after processing the wicket gate, the wicket gate is described with a simplified beam model. The wicket gate is described with a number of elements connected with nodes. The simplified beam model is applied in the software Octave.
The simulation makes us understand the behaviour of the wicket gate during machining. It has for the wicket gates emerged that the shearing force and the bias thrust does not affect the result. By simulating the machining of the wicket gate the influence of the wicket gate properties and different collar bearings can be understood.
To investigate the possibility to allow a tolerance that is preferred from machining point of view, the Microsoft Excel‐sheet can be used as help.

Innehållsförteckning
1 Inledning.......................................................................................................................................... 1
1.1 ANDRITZWAPLANS................................................................................................................. 1
1.2 Vattenturbinen....................................................................................................................... 2
2 Analys .............................................................................................................................................. 5
2.1 Rostfria Hylsan ....................................................................................................................... 5
2.1.1 Bearbetning ....................................................................................................................... 5
2.1.2 Problem ............................................................................................................................. 6
2.2 Ledskena ................................................................................................................................ 7
2.2.1 Bearbetning ....................................................................................................................... 7
2.2.2 Mätning ............................................................................................................................. 7
2.2.3 Balansering ........................................................................................................................ 7
2.2.4 Stödlager............................................................................................................................ 8
2.2.5 Problem ............................................................................................................................. 8
2.3 Orkot ...................................................................................................................................... 9
2.3.1 Glidlager............................................................................................................................. 9
2.4 Toleranser ............................................................................................................................ 10
3 Teori............................................................................................................................................... 11
3.1 Krympförband ...................................................................................................................... 11
3.2 Balkmodell ........................................................................................................................... 13
3.3 Skärdata ............................................................................................................................... 15
4 Resultat.......................................................................................................................................... 16
4.1 Rostfria hylsan...................................................................................................................... 16
4.1.1 Bearbetning ..................................................................................................................... 17
4.2 Ledskenor............................................................................................................................. 18
4.3 Orkot .................................................................................................................................... 23

5 Diskussion/Slutsats........................................................................................................................ 24
5.1 Rostfria hylsan...................................................................................................................... 24
5.2 Ledskena .............................................................................................................................. 25
5.3 Orkot .................................................................................................................................... 26
6 Fortsatt arbete .............................................................................................................................. 27
7 Referenser ..................................................................................................................................... 28
8 Bilagor............................................................................................................................................ 29
8.1 Bilaga 1................................................................................................................................. 29
8.2 Bilaga 2................................................................................................................................. 30
8.3 Bilaga 3................................................................................................................................. 32
8.4 Bilaga 4................................................................................................................................. 33
8.5 Bilaga 5................................................................................................................................. 34

1 Inledning
1.1 ANDRITZWAPLANS ANDRITZWAPLANS är ett teknikinriktat verkstadsföretag med mer än 160‐åriga anor. Företaget är beläget 30 km väster om Östersund, nära den Jämtländska fjällvärlden. Företagets huvudprodukter är vattenturbiner och barkningstrummor. Dessutom arbetar de med kvalificerat tyngre lego. Företagets affärsidé är att marknadsföra och leverera kvalificerade tekniska lösningar till kunder i första hand inom cellulosa‐ och kraftindustrin över hela världen.
På vattenturbinområdet hör ANDRITZWAPLANS till pionjärerna. Beroende på fallhöjd, vattenföring, reglerings‐ och driftsförhållanden tillverkas turbiner i Propeller‐, Kaplan‐ eller Francisutförande anpassade till olika uppställnings‐ och regleringsalternativ, med eller utan växellåda. Deras Kaplanturbiner är idag världens mest miljövänliga. Standardlösningen omfattar ett oljefritt nav (med självsmörjande bussningar), vattensmort turbinstyrlager samt biologiskt nedbrytbar olja i hydraulsystemet. Med denna lösning elimineras risken för oljeläckage. Förutom nytillverkning utgör renovering, ombyggnad och modernisering av äldre turbiner en stor del av verksamheten. Även kompletterande utrustning står på programmen. Till exempel intags‐ och regleringsluckor, tilloppstuber samt styr‐ och kontrollutrustning.
ANDRITZWAPLANS levererar även barkningstrummor till pappers‐ och cellulosaindustrin över hela världen. Detta leder till unik erfarenhet och kompetens. Den nya generationen av ANDRITZWAPLANS vattenhydrostatiskt lagrade barkningstrummor är baserade på omfattande kunskap som ackumulerats genom åren. Dagens barkningstrummor kännetecknas av modern teknologi och utomordentligt yrkeskunnande när det gäller tillverkning, installation och service[1].
1

1.2 Vattenturbinen Vattenturbinen är en turbin som utvinner energi ur vatten i rörelse. Turbinen har som funktion att omvandla den lägesenergi som lagrats i det uppdämda vattnet till mekanisk energi. Den mekaniska energin tillvaratas genom att löphjulet via en turbinaxel roterar en generator som i sin tur producerar el.
Det finns flera olika typer av vattenturbiner. De vanligaste konstruktionerna i Sverige är Kaplanturbin och Francisturbin som båda har utmärkande egenskaper som gör att de passar vid olika vattenflöden och fallhöjder.
Kaplanturbinen liknar en båtpropeller med ställbara blad och är utformad för att fås i rotation av en vattenström som passerar i propelleraxelns längdriktning. Propellern och andra typer av roterande skovlar kallas på turbinspråk för löphjul. Kaplanturbiner används vid lägre fallhöjder, upp till 70m, med stora vattenflöden.
Figur 1‐1, Kaplanturbin
2

Kaplanturbinen (figur 1‐1) är en vidareutveckling av Francisturbinen (figur 1‐2).
Figur 1‐2, Francisturbin
Francisturbinen används vid högre fallhöjder upp 450m, turbinen har fasta blad till skillnad från Kaplanturbinen. Båda turbintyperna har ledkrans. I ledkransen ingår reglerring, vevar och länkar mellan reglerring och ledskenor. Ledskenan (figur 1‐3) har till uppgift att reglera och styra in vattnet mot löphjulet samt att vid stoppad maskin åstadkomma så litet vattenläckage som möjligt.
Figur 1‐3, Ledskena
3

Dagens ökade miljökrav driver energibolagen till effektivisering av vattenkraftverken. En turbinrenovering är en omfattande process. Processen varierar beroende på vilken typ av turbin som ska renoveras. Kaplanlöphjulet med rörliga skovlar anpassas till högtryckshydraulik och förses med smörjfria glidlager.
Gemensamt för båda turbinerna är att regleringen av ledkransen anpassas till högtryckshydraulik samt att de ursprungliga fettsmorda bronslagren byts ut mot smörjfria glidlager. Innan renoveringen regleras turbinen med hjälp av lågtryckshydraulik. Det innebär ett lågt tryck (lägre än 40bar) och stor mängd hydraulolja. Efter renoveringen regleras turbinen med hjälp av högtryckshydraulik, vilket innebär ett högre tryck (100‐150bar) och mindre en tredjedel av den ursprungliga mängden olja.
Vid renoveringen effektiviseras turbinen och behovet av miljöfarliga smörjmedel minimeras. Ledskenorna har som regel fettsmorda bronslager, genom att byta ut dessa med en rostfri motyta möjliggörs användandet av självsmörjande lager, vilket leder till eliminering av miljöfarliga smörjmedel samt minskat underhållsbehov.
Renovering och uppgradering av ledskenor blir ofta tidskrävande och komplicerad. Målet med examensarbetet är att dokumentera och analysera befintligt förfarande vid renovering samt att presentera en produktionstekniskt förbättrad metod.
Examensarbetet inleds med en analys av nuläget inom modifiering och uppgradering av ledskenan. Vid modifiering av en ledskena genom svarvning, gör dess geometri att ledskenan är svår att bearbeta. Nedböjningen orsakad av egenvikten varierar med bladvinkeln då ledskenan roterar. Eventuell inverkan av obalans och skärkrafter utreds i rapporten. Vid bearbetning används oftast ett stödlager som ska motverka utböjningen vid rotation. Placeringen av stödlagret är för närvarande godtyckligt. Utformningen av stödet är inte optimalt.
Ledskenorna förses med en rostfri motyta som monteras på respektive ledskenetapp. Den rostfria motytan utgörs av en tunnväggig hylsa. Hylsan bearbetas invändigt och monteras därefter på ledskenan. Därefter bearbetas motytan till rätt diameter, vilket innebär en ny uppspänning av ledskenan i svarven. Den andra uppspänningen är tidsödande vilket innebär lång ledtid för varje ledskena, eventuell eliminering av den andra uppspänningen utreds i rapporten. De ledskenor som i huvudsak analyseras i det här examensarbetet är exceptionella, de är stora, långa och tunga med smala tappar.
I examensarbetet ingår analys av de ingående toleranserna för att se hur de adderas.
4

2 Analys Kapitlet beskriver tillvägagångssättet i dagsläget.
2.1 Rostfria Hylsan Lagermaterialet kräver en rostfri motyta. Denna utgörs av en centrifugalgjuten tunnväggig hylsa i materialet EN 1.4418. Materialet är ett härdbart höghållfast lågkolhaltigt martensit‐austenitiskt rostfritt stål. Det kombinerar hög styrka och seghet med god svetsbarhet. Hylsorna är härdade till en hårdhet på 270‐300 HB. Den miljö där hylsorna ska användas är sådan att mycket goda korrosionsbeständiga egenskaper krävs av materialet. Materialet ska även klara av de höga påfrestningar som applikationen utsätts för. De rostfria hylsorna (figur 2‐1) beställs grovbearbetade in‐ och utvändigt. Figuren (figur 2‐1) nedan visar en typisk hylsa som är beställd färdigbearbetad.
Figur 2‐1, Rostfria hylsan färdigbearbetad.
Hanteringen av hylsan sker enligt nedan.
2.1.1 Bearbetning Innan montering på ledskena svarvas hylsan invändigt enligt ritning. Därefter krymps hylsan på motsvarande tapp på ledskenan. Den utvändiga bearbetningen av hylsan görs då hylsan är monterad på ledskenan. De tunnväggiga hylsorna spänns upp i svarven med mjuka backar som täcker hylsans hela ytter diameter. Mjuka backar är utbytbara backar i svarvchucken, de mjuka backarna anpassas till arbetsstycket. Sedan svarvas hylsan rund invändigt till det mått som finns angivet på ritningen. Det finns även ett krav på ytfinhet, vilket också kontrolleras. Sedan alla mått är kontrollerade tas hylsan ner ur svarven. Sedan bearbetas nästa hylsa likadant. Mätresultaten protokollförs allt eftersom hylsorna blir färdiga [Bilaga 1]. Ingen utvändig bearbetning utförs förrän efter påkrympning av hylsan på ledskenan.
5

Efter bearbetning invändigt värms hylsan för att möjliggöra montering på respektive tapp. Efter montering ska hylsan bearbetas vilket innebär en ny uppspänning av ledskena. Hylsan bearbetas till färdigmått efter ritning. Alla skarpa kanter bryts för att inte skada lagret vid montering.
2.1.2 Problem Efter den invändiga bearbetningen är det önskvärt att bearbeta hylsan utvändigt. Den utvändiga bearbetningen är svår att utföra utan rätt verktyg. Test har gjorts med mjuka backar vilka är anpassade till hylsan innediameter. Resultatet blir en konisk hylsa eftersom de mjuka backarna inte klarar av skärtrycket under svarvningen. Ett annat problem är att godstjockleken varierar över diametern och längden på hylsan, då det vid uppspänning används en trebackschuck som koncentrerar sin spännkraft i tre riktningar vilket leder till en något trekantig hylsa.
6

2.2 Ledskena Ledskenorna demonteras och transporteras till verkstaden där uppgraderingen ska ske. Efter det att ledskenorna rengjorts påbörjas bearbetningen. Ledskenan spänns upp i en svarv där tapparna mäts och bearbetas enligt ritning. En ledskena har en kort och en lång tapp vilket leder till att ledskenan måste vändas för att båda tapparna ska kunna bearbetas. Resultatet får variera 0,03mm. Det leder till att lagerläget kan vara ovalt inom 0,03mm.
2.2.1 Bearbetning Ledskenan är uppspänd mellan dubbar, vilket leder till att innan uppspänning i svarv måste de gamla dubbhålen rensas. Bearbetningen av ledskenorna sker genom att nya lagerlägen svarvas på den långa och den korta tappen. Det är två lagerlägen på den långa tappen. Först grovsvarvas tapparna, läget mäts innan finskäret. Efter finskäret mäts lagerläget och måttet kontrolleras mot utsatt tolerans enligt ritning. På grund av ledskenans geometri går det inte att använda sig av optimal skärhastighet eftersom det skulle betyda en alltför stor risk för både haveri och personskada. Det skärdjup som används är väldigt litet (1mm) samt att matningen ligger mellan 0,1‐0,2mm per varv vilket också är väldigt lågt. Av erfarenhet innebär en för hög skärhastighet vibrationer vilket leder till ett sämre resultat.
Efter första bearbetningen förses tapparna med de rostfria hylsorna som ska fungera som motyta till de självsmörjande bussningarna. Sedan hylsorna monterats spänns ledskenan upp i svarven ännu en gång och lagerlägena svarvas färdiga.
Efter bearbetning är lagerläget något orunt vilket orsakar problem. Det är dock osäkert hur orunt lagerläget blir. Efter svarvning mäts lagerläget genom kryssmätning, om då resultatet är inom toleransen så anges endast ett värde.
2.2.2 Mätning För att bestämma rundheten hos det nya lagerläget mäts läget genom kryssmätning med mikrometer. Resultatet protokollförs [bilaga 2]. Det är dock inte säkert hur ledskenans profil påverkar mätresultatet med tanke på ledskenans varierande böjstyvhet.
2.2.3 Balansering På grund av ledskenans utseende måste en balanseringsvikt användas för att balansera ledskenan. Ett kritiskt moment vid svarvning är balanseringen då det är viktigt för resultatet att ledskenan är i balans. Obalans leder till bl.a. orundhet. Eftersom profilen från gjutningen på ledskenorna skiljer sig åt från varandra innebär det svårigheter med balanseringen. Detta då olikheterna leder till skillnad i vikt. Balanseringsvikten har beroende på åtkomlighet placerats antingen direkt på ledskenans blad eller på svarvchucken. Utformningen av vikten är inte optimal. Det tar lång tid att skifta vikten från en ledskena till en annan.
7
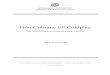
2.2.4 Stödlager Oftast används inget stödlager. Det beror på storleken och åtkomlighet hos ledskenan. Behovet av stödlager varierar och beror mycket på tapparnas dimension samt storleken på själva ledskenan. Stor och tung ledskena med smala och veka tappar kräver stödlager, medan mindre ledskenor med grövre tappar inte kräver stödlager. Det stödlager som användes för de ledskenor som analyseras i examensarbetet har tre stödrullar(figur 2‐3). Den tredje stödrullens infästning är något vekare relativt de två andra. På detta sätt kan man anse att den tredje rullen säkrar anliggningen mot de två andra rullarna. Vid användning av stödlager måste ett läge för stödlagret svarvas. Det gamla lagerläget används då som yta för stödlagret.
Figur 2‐2, Stödlager
2.2.5 Problem Problemet består i att ledskenans form inte är rotationssymmetriskt samt ledskenans varierande böjstyvhet leder till ovala lagerytor. För att motverka ovala lagerlägen används stödlager. Det kan förekomma rostskador på lagerläget. Då måste lagerläget bearbetas mer vilket leder till en mindre diameter än förväntat. Placering och utformning av stödlagret är inte optimalt.
8

2.3 Orkot Orkot marinlager tillverkas ur en ny syntetmaterialsammansättning som innehåller fasta smörjmedel för torr drift, detta för att säkerställa hög slitstyrka. Materialet sväller praktiskt taget ingenting och har väldigt låg termisk utvidgning jämfört med andra härdplaster vilket ger god dimensionell stabilitet. Vid jämförelse med stål har Orkot ungefär 10 gånger högre utvidgning. Materialet korroderar inte, motverkar korrosion av lagerhuset och tolererar både kanttryck och snedställning.
Vatten, fett, eller olja kan användas som smörjmedel beroende på applikationen. Inga smörjspår krävs för smorda lager. Vid användande av vatten som smörjmedel måste motytan som är i kontakt med orkoten vara av korrosionsbeständigt material så som rostfritt stål.
Vid renovering av lager där det gamla lagret byts ut mot nytt, styrs väggtjockleken på lagret av dimensionerna på den gamla axeln och lagerhuset. Vid nytillverkning av axel och lagerhus beräknas tjockleken på följande sätt 0.04 x axeldiameter plus 2 mm. Detta för att erhålla en optimal tjocklek på lagret. Vid för tjock väggtjocklek blir frigången i lagret mindre än beräknat på grund av materialet inte kan expandera tillräcklig i lagerhuset.
Generellt så är Orkot lättbearbetat med konventionella maskiner. De metoder som används för bearbetning av mässing och aluminium fungerar även för Orkot.
Svarvstål av tungstenkarbid och en skärhastighet på 5,5 meter per sekund rekommenderas av tillverkaren. Skärvätska får inte användas.
Vid bearbetning av små volymer och tillverkning av faser och radier ger verktyg av snabbstål ett gott resultat dock är livslängden på verktygen betydligt kortare än med verktyg av tungsten. [2]
2.3.1 Glidlager Till grund för lagerspelet ligger till stor del erfarenhetsvärden från tidigare beprövade lösningar. Efter uppgraderingen eftersträvas ett lagerspel lika som innan uppgraderingen[3].
9

2.4 Toleranser De toleranser som samverkar i systemet är för ledskenan, tolerans på tappen och hylsan. För bussningen är det tolerans på bussningens inner‐ och ytterdiameter. Dessa måste adderas för att se det slutliga lagerspelet. Med nuvarande metod för uppgradering svarvas inte hylsan utvändigt förrän efter montering vilket gör att toleransen för axel före montering av hylsan samt toleransen för hylsan invändigt, kan var något vidare. Ett exempel på hur toleranser adderas visas i (tabell 2‐1).
Tabell 2‐1, Toleranser
Diametermått +/‐ Toleranser
Variation
Axel 0,01mm 0,02mm
Hylsa 0,01mm 0,02mm
Bussning 0,01mm 0,02mm
Max 0,06mm
Min 0,00mm
I (tabell 2‐1) ses några antagna toleranser, variationen på diametern samt den största och minsta variationen.
10

3 Teori I det här avsnittet beskrivs den teori som tillämpats under examensarbetet.
3.1 Krympförband Genom att använda konstitutionella och geometri samband fås det samband mellan axelns diameter och hylsans innerdiameter som bestämmer greppet mellan axel och hylsa samt det yttryck, vilken axeln påverkar hylsan med. De konstitutionella sambanden har implementerats i Microsoft Excel. Med hjälp av sambanden fås även den slutliga diametern efter påkrympning av hylsan. [4]
)()( rr Erru υσσϕ −= (1)
2rBA +
=ϕσ (2)
2rBA
r−
=σ (3)
( )22
22
abbpap
A yi
−
×−×= (4)
22
22)(ab
bappB yi
−
××−= (5)
Ekvation (1) anger förskjutningen som funktion av radien. Ekvation (2) och (3) anger spänningarna i materialet enligt (figur 3‐1). Ekvationerna (4) och (5) är integrationskonstanter som bestäms med randvillkoren pi och py. Index i anger det inre trycket och index y det yttre trycket.
Figur 3‐1, Spänningar [5]
11

Kopplingsvillkoret (ekvation (6)) ger oss sambandet mellan greppet ha dD −=Δ och
kontakttrycket. Index a innebär axel och index h betyder hylsa
222Δ
=⎟⎠⎞
⎜⎝⎛−⎟
⎠⎞
⎜⎝⎛ a
ah
hD
ud
u (6)
( ) ( )( )22 11
122 aaaa
a
a
aa k
kD
EpD
u υυ ++−−
×−=⎟⎠⎞
⎜⎝⎛
(7)
( ) (( )hhhh
h
h
hh k
kD
EpD
u υυ ++−−
×=⎟⎠⎞
⎜⎝⎛ 11
1222
2 ) (8)
⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛−
−+
+⎟⎟⎠
⎞⎜⎜⎝
⎛+
−+Δ
= aa
a
ah
h
h
hh kk
Ekk
Edp υυ 2
2
2
2
111
111
(9)
h
hh D
dk = (10)
a
aa D
dk = (11)
Ekvationerna (6), (7) och (8) tillsammans ger ekvation (9). Ekvationerna (10) och (11) är konstanter.
Temperaturens inverkan på lagerspelet beräknas med ekvation (12)
00 TDDD Δ+= α (12)
12

3.2 Balkmodell För beräkning av ovalitet vid bearbetning används en balkmodell av ledskenan med samband från finita element modellering [5]. Implementeringen har gjorts i mjukvaran Octave. Enligt (figur 3‐2)så delas ledskenan upp i fyra element sammankopplade i fem stycken nodpunkter. Nod 1 är fastspänning i chuck, nod 2 masscentrum, nod 3 bearbetningsläget, nod 4 är stödlagret och nod 5 är svarvdubben. I balkmodellen får noderna randvillkor som lämpligast anpassar modellen till verkligheten. För de olika noderna anges tillhörande lastfall. Lastfallen varierar med påverkan av gravitation i de olika noderna, i nod 1, nod 5 och nod 4 verkar endast gravitation. I nod 2 verkar förutom gravitation även en obalanskraft. I nod 3 verkar gravitation och skärkraften (Tabell 3‐1).
Figur 3‐2, Element och Noder
Obalanskraften beräknas med ekvation (13)
2ωmeFO = (13)
602 nπω = (14)
Förskjutningen e av masscentrum från rotationscentrum samt ledskenans egenfrekvens fås med en CAD‐modell av ledskenan i Solidworks(Tabell 3‐1). Det varvtal som ledskenan roteras med ligger långt under ledskenans egenfrekvens.
Gravitationskraften beräknas med ekvation (15).
(15) mgFG =
13

De olika indata till beräkningsprogrammet Octave [6] ses i (Tabell 3‐1).
Tabell 3‐1, Tvärsnittsegenskaper och indata
Sollefteå G2 Gulsele Hela Bladet Tapp Hela Bladet Tapp
Area [m2] 0,051600 0,061700 0,381000 0,021100
Böjstyvhet Ix [m4] 0,000237 0,000027 0,00009150 0,003550
Böjstyvhet Iy [m4] 0,006400 0,000027 0,001260 0,003550
Massa [Kg] 2250 580
Obalans mått e [m] 0,0398 0,025
Avstånd till masscentrum [m]
1,703
1,071
Varvtal [rpm] 50 55
Egenfrekvens ledskena [Hz] 33,61 ‐
Frekvens vid rotation [Hz] 0,79 0,92
Gravitationskraft [N] 22072,5 5689,8
Obalanskraft [N] 468,9 83,5
Skärkraft [N] 599 599
Figuren (figur 3‐3) nedan visar hur koordinatsystemet är definierat samt rotationsriktning under bearbetning. Genom att tänka sig vridning runt y‐axel inses det att ledskenans böjstyvhet är som störst i den riktningen. Vinkeln β anger i vilken riktning den tänkta ovaliteten är riktad.
Figur 3‐3, Definition av koordinatsystem samt rotationsriktning
14

3.3 Skärdata För att bestämma den tangentiella skärkraften vid bearbetning av axeln används ekvation (16).
Med ekvation (17) bestäms den nominella spånarean.
Dcc AkF ∗= (16)
(17) faA pD ∗=
I (figur 7) ses uppdelningen av skärkrafterna, där Fc är den mest dominerande, de andra försummas då deras bidrag till resultanten är små. [7]
Figur 3‐4, Skärkrafter [7]
15

4 Resultat
4.1 Rostfria hylsan Den invändiga bearbetningen ger en rund hylsa invändigt. Så fort hylsan tas ur svarven ändrar den form. För att nå den utvändiga toleransen samt koncentricitetskravet, bör ett verktyg som klarar av att spänna hylsan rund invändigt (figur 4‐1) användas. Genom att utreda olika möjligheter att tillverka hylsan så har det kommit fram att det verktyg som borde användas är dyrt och kan endast användas till en specifik diameter. Det krävs en maskin som är stabil och som klarar av att prestera inom den satta toleransen för att använda verktyget.
Figur 4‐1, Spännverktyg [8]
Istället för att köpa in ett dyrt verktyg lönar det sig att leta efter underleverantörer som har kunnandet och erfarenheten av att svarva tunnväggiga hylsor. Laholms Stål [9] levererar materialet, de har även möjlighet att leverera färdiga hylsor enligt [bilaga 3] med en leveranstid mellan 8‐12 veckor. Att köpa färdiga hylsor istället för att tillverka själv är betydligt billigare (tabell 4‐1) samt att den tänkta svarven är ledig för andra jobb. Kostnaden är beräknad vid en tillverkning av 20st hylsor. Kostnaden för att tillverka de färdiga hylsorna själv fås genom att addera kostnaden för verktyget med den totala kostnaden för hylsorna. I summan för bearbetning för färdiga hylsor ingår både den utvändiga och den invändiga bearbetningen.
16

Tabell 4‐1, Sammanställning kostnad
Sammanställning kostnad
Storfinnforsen Pris verktyg Köpa färdiga hylsor
Material 34000 60000 31000
Invändigbearbetning 8400
Bearbetning 26000
Total kostnad 42000
Kostnad per hylsa 2100 3000 2400
4.1.1 Bearbetning Excel‐arket ger en möjlighet att undersöka de ingående toleransernas inverkan på det slutliga lagerspelet vid olika temperatur [Bilaga 4]. Genom att ange materialdata för axel, hylsa och lagerhus, bussning samt diameter och tolerans på färdigmått beräknas det slutgiltiga lagerspelet för systemet. Det önskade lagerspelet för applikationen fås genom att ändra toleranserna för axel, hylsa och lagerhus, bussning. Med hjälp av Excel‐filen kan konstruktören prova olika toleranser för att hitta den optimala ur både kostnads‐ och tillverkningsavseende.
Vid bearbetning av hylsan till färdigmått finns det flera faktorer som måste tas med i beräkningarna. Ändringen i diameter hos hylsan efter montering, hylsan ökar motsvarande greppet i diameter, vilket leder till en ökad osäkerhet på den slutliga diametern. Denna ökning i diameter måste tas med i beräkningarna.
Påkrympning av hylsan leder till en diameterökning, vilken måste tas med i bestämning av tolerans för bearbetning.
Verifiering av rundheten görs med hjälp av en mikrometer. Mätning av godstjockleken på flera ställen på hylsan diameter i båda ändar av hylsan visar om kravet på rundhet är uppfyllt. Om värdet på tjockleken överensstämmer i båda ändar så är hylsan koncentrisk. Genom att mäta båda ändar behövs ingen mätning på mitten.
17

4.2 Ledskenor För att simulera bearbetning samt beräkna ovaliteten efter bearbetning av ledskenan, tillämpas den tidigare beskrivna balkmodellen för simuleringar.
För att få en grundovalitet att utgå ifrån påbörjas simuleringen med att först svarva i nod 4 där stödet ska vara, gravitation skärkraft och obalans inkopplad. Med värdet på ovaliteten efter bearbetning av stödlagerytan, kan simuleringen fortsätta med att prova olika konfigurationer på placering av själva stödlagret samt olika vinklar på stödhjul.
En stödyta kan vara oval i olika riktningar [Bilaga 5]. Även detta simulerades, det visar sig för några olika vinklar på stödhjulen att det spelar stor roll åt vilket håll grundovaliteten är. Dock finns det en konfiguration som inte alls är känslig för åt vilket håll ovaliteten ligger (figur 4‐3).
Simulering har gjorts med gravitation, obalans och skärkrafter inkopplad, det visar sig att extremvärdena inte påverkas av obalans eller inverkan av skärkraften (tabell 4‐2). Skärkraften och obalanskraften är väldigt låga i jämförelse med gravitationen (tabell 4‐3). Simuleringen ger oss en bild av hur ledskenan beter sig under bearbetning.
Tabell 4‐2, Inverkan av kraftvariabler
Inverkan kraftvariabler Resultat simulering Procentuell skillnad mellan före och efter
Gravitation, obalanskraft och skärkraft
0.00043903m 0.98199
Gravitation och skärkraft 0.00043903m 0.98199
Gravitation och obalanskraft
0.00043903m 0.98199
Gravitation 0.00043903m 0.98199
18

Tabell 4‐3, Kraftvariabler
Kraftvariabler Sollefteå G2
Gulsele
Gravitationskraft 22072N 5690N
Obalanskraft 469N 84N
Skärkraft 599N 599N
Vinkeln för stödrullarna utgår från lodlinjen för ledskenan, 0 grader i (figur 4‐2).
Figur 4‐2, Lodlinje för ledskenan
Genom att ändra vinklarna på stödrullarna fås den konfiguration som ger jämnast och bäst resultat (figur 4‐3).
Figur 4‐3 Stödrullar
19

Simuleringar med olika konfiguration på stödrullar har provats (figur 4‐4 och figur4‐5) visar två olika uppställningar där stödrullarna är placerade i 0 och 45 grader respektive ‐45 och 45 grader med utgång från lodlinjen enligt (figur 4‐2). Den bruna ellipsen visar ovalitet före bearbetning samt i vilken riktning ovaliteten ligger. Den röda ellipsen visar resultatet av simuleringen samt i vilken riktning ovaliteten ligger efter svarvningen. Det gröna i mitten symboliserar mittpunktens rörelse.
Figur 4‐4, Placering av stödrullar 0 och 45 grader
Ur (figur 4‐4) ses att med aktuell konfiguration på stödrullar fås ett resultat som är vriden 90 grader från ovaliteten samt att mittpunkten rör sig i en elliptisk bana.
Figur 4‐5, Stödrullar i ‐45 och 45 grader
Ur (figur 4‐5) ses det att med aktuell konfiguration fås ett resultat som är vriden 45 grader från ovaliteten samt att mittpunkten endast rör sig efter en vertikal linje.
20

Nedanstående tabell visar variationen mellan de olika konfigurationerna på stödrullarna (tabell4‐4).
Tabell 4‐4, Simulering av olika konfiguration av stödrullar
Simulering av olika konfiguration på stödrullarna
Resultat Simulering
Procentuell skillnad mellan före och efter
45 och 135 grader 6.6001e‐05m 0.14763
0 och 45 grader 0.00074289m 1.6616
‐45 och 45 grader 0.00061931m 1.3852
I ovanstående tabell (tabell 4‐4) var ursprungsovaliteten den samma under alla simuleringar. Det enda som varierades var vinkeln på stödrullarna.
Inverkan av ett stödlager är tydligt. Vid bearbetning utan stödlager blir ytan oftast orundare än vad den var innan bearbetning. Med stödlagret på plats och vinklarna på stödhjulen i ett gynnsamt läge blir ytan acceptabelt rund.
Stödlagrets placering påverkar resultatet. Simuleringar visar att då stödlagret är så nära svarvstålet som möjligt, har stödet störst inverkan på resultatet, vilket verkar helt rimligt. Desto längre ifrån svarvstålet ju mindre påverkas på resultatet.
Det stödlager som använts vid svarvning har tre stödhjul vilket leder till ett överbestämt system. Med det menas att vid en oval yta måste något ge med sig vid rotation, antingen deformeras stödytan eller så ger sig det överfall med den tredje stödrullen. Det har visat sig att det är överfallet som ger sig på grund av att det är vekare. I simuleringarna har stödlager med två stödrullar simulerats, detta för att ett överbestämt system inte är att föredra.
21

För att verifiera balkmodellen, uppmättes ett antal ledskenor efter bearbetning (tabell 4‐5). Tabell 4‐5, Mätresultat
Mätresultat
Gulsele Ledskena 0 45 90 135 Ovalitet
1 164,07 164,1 164,07 164,04 0,06
3 164,09 164,11 164,11 164,06 0,05
6 164,09 164,11 164,1 164,08 0,03
21 164,1 164,13 164,11 164,07 0,06
24 164,09 164,12 164,1 164,06 0,06
Simulering 0,05
Tabell 4‐5 visar resultatet från mätningen samt en jämförelse med resultat från simulering, graderna anger mätpunkterna på axeln (figur 4‐6). Även den antagna riktningen på ovalitet bekräftas med mätningen. Ledskenorna är bearbetade utan stödlager vilket eliminerar en variabel i simuleringen. Mätningen visar att balkmodellen fungerar tillfredställande.
Figur 4‐6, Vinklar för mätning
22

4.3 Orkot Lagerbussningarna beställs färdigbearbetade det vill säga bussningarna är färdiga för montering vid leverans. Dock händer det, att vid montering förändras innerdiametern hos bussningen, på ett sådant sätt att det inte alltid går att förutse. Denna förändring innebär att innerdiametern blir för liten och det i sin tur leder till att bussningen måste bearbetas för att klara toleransen.
Svårigheten med att mäta bussningarna som är av materialet Orkot, är att materialet är mjukt. Det är då lätt att mätningen ger ett värde som inte stämmer med det verkliga värdet. Efter kontakt med leverantören av bussningarna som har erfarenhet av att mäta bussningarna, framkom det hur de gör vid mätning av bussningarna. Deras tips är att mäta med en mikrometersticka och vidta extra noggrann känslighet vid mätning.
23

5 Diskussion/Slutsats
5.1 Rostfria hylsan Poängen med att köpa färdiga hylsor eller på annat sätt tillverka hylsor med bra precision är möjligheten att eliminera den andra uppspänningen av ledskenan. Det är dock inte säkert att det alltid går att använda sig av färdiga hylsor på hela ledskenan. Det kan bero på storleken hos ledskenan och därmed hur bra tolerans som kan uppnås vid bearbetning av denna. Det kan finnas andra bearbetningstekniska skäl till att svarva hylsan monterad. Även om det endast går att använda en färdig bearbetad hylsa per ledskena så är det en förbättring av ledtiden. I de fall där färdiga hylsor ska användas måste konstruktören ta med den diameterförändring i beräkningarna som sker hos hylsan efter montering. Den diametertolerans som används i dagsläget gäller för bearbetning efter montering. Till sin hjälp att bestämma nya mått samt toleranser kan konstruktören använda det Excel‐blad som arbetats fram under examensarbetet. Genom att ange de parametrar som krävs fås ett värde på det slutliga lagerspelet vilken måste kontrolleras mot det tänkta lagerspelet. Excel‐bladet tar även hänsyn till den temperatur som applikationen omges av.
För att kunna köpa färdiga hylsor krävs en leverantör som klarar av att tillverka mot den tolerans som är satt för diameter och koncentricitet.
Efter kontakt med Laholm Stål i Laholm, vilka är leverantör av grovbearbetade hylsor i dagsläget, visar det sig att de har möjlighet att leverera färdiga hylsor. De använder sig av ett verktyg liknande det som beskrivits tidigare i rapporten (figur 4‐1), samt att de ofta tillverkar tunnväggiga hylsor åt andra kunder. Med andra ord så har Laholms Stål kunnandet och erfarenheten av att bearbetad tunnväggiga hylsor, vilket gör dem till en lämplig underleverantör av de rostfria hylsorna.
Kostnaden för att köpa färdiga hylsor jämfört med att tillverka själv blir betydligt lägre. Eftersom det i kostnaden för tillverkning av hylsorna ingår förutom materialet och verktyget en mycket viktigt post nämligen maskintiden (figur 4‐2). Bearbetningen kan dra ut på tiden då den typen av bearbetning inte utförs så ofta samt att den nödvändiga erfarenheten som krävs inte alltid finns att tillgå. Vid köp av färdiga hylsor frigörs den tänkta svarven till att göra andra jobb.
På grund av lång leveranstid (8‐12v), beställs hylsorna i förväg innan bearbetningen av ledskenorna påbörjats. I de fall där det förkommer rostskador på lagerläget måste en hylsa med mindre innerdiameter användas. Den långa leveranstiden medför svårigheter med att ordna en ny hylsa i tid.
24

5.2 Ledskena Simuleringarna har gett en uppfattning om hur ledskenan beter sig under bearbetning. Genom att jämföra resultat (tabell 4‐5) från verklig bearbetning med resultat av simulering av en likadan ledskena, beskriven med en balkmodell kan man avgöra om balkmodellen stämmer. Jämförelsen visar att balkmodellen stämmer bra överens med de verkliga resultaten.
Antagandena om att obalansen och skärkraften inte inverkar på resultatet verkar stämma. Då förskjutningen av masscentrum från rotationscentrum är så liten, i simuleringarna har avståndet varierat mellan 0,025‐0,0398m samt att varvtalet vid bearbetning är långt under ledskenans egenfrekvens inses det att inverkan av obalans är försumbar (tabell 3‐1). Dessutom verkar obalanskraften i ledskenans styva riktning.
Vid beräkning av skärkraften tas hänsyn till materialets egenskaper, skärdjup och matning av svarvstålet. Det skärdjup som används vid svarvningen är väldigt litet (1 mm) samt en matning mellan 0,1‐0,2mm per varv vilket också är väldigt lågt. Även här inses att inverkan av skärkraften är försumbar (tabell 3‐1).
Den kraft som har störst inverkan är gravitationskraften. Den är till storleken betydligt större än obalanskraften och skärkraften. Kraften ökar vid balansering vilket leder till en större utböjnad av ledskenan. På grund av detta kan balanseringen till och med vara ogynnsam.
Utformningen på det stödlager som användes vid bearbetning av de ledskenor som låg till grund för det här examensarbetet är inte optimalt enligt simuleringarna (figur 2‐2). Resultaten har visat att ett stödlager med utformning enligt (figur 4‐3) ger det bästa och jämnaste resultatet. Samt att placering så nära svarvstålet som möjligt ger bästa inverkan av stödlagret.
Genom att använda det Excel‐blad som finns till hjälp är det möjligt att undersöka om det finns möjlighet att tillåta en tolerans som är att föredra ur bearbetningssynpunkt. En snäv tolerans är svårare att uppnå än en tolerans som tillåter större variation. Dock måste toleransen vara tillräckligt snäv för att säkerställa användandet av färdiga hylsor.
Eliminering av den andra uppspänningen av ledskenan ger en kortare ledtid. Ledtiden för 24st ledskenor varierar mellan 70‐90 timmar, vilket blir ungefär en timme per hylsa. Ledtiden kan variera beroende på hur många färdiga hylsor som ska användas. En hylsa ger en något kortare ledtid medan det vid färdiga hylsor på alla tre lagerlägen medför en betydligt kortare ledtid.
25

5.3 Orkot Excel‐bladet kan även användas för att bestämma bussningarnas diameter efter montering. Eftersom det i många fall är tvunget att bearbeta bussningen efter monteringen så kan det löna sig att köpa bussningar som inte är bearbetade och därigenom korta ner leveranstiden av bussningarna. Vid bearbetning av en omonterad bussning är det svårt att nå en snäv tolerans eftersom materialet har en låg elasticitetsmodul. Det är därför bättre att bearbeta en monterad bussning. Det är dock inte alltid det finns möjlighet till att svarva bussningarna efter montering då lagerhuset inte alltid går att demontera från kraftstationen.
I de fall där bussningarna kan bearbetas invändigt kan toleransen på själva hylsan vara något större, eftersom det slutliga lagerspelet kan styras vid bearbetning av bussningens innerdiameter.
26

6 Fortsatt arbete För att verkligen utvärdera tidsvinsten av färdiga hylsor bör metoderna för tidrapportering ändras. I dagsläget är både förbearbetningen av ledskenorna och bearbetning av hylsan till färdigt mått efter montering med i summan av antal timmar som finns rapporterat.
Jämförelse mellan simulering och verklighet genom att svarva och mäta resultatet på ledskenor som är obalanserade och balanserade för att se vilken inverkan obalanskraften verkligen har.
Inköp av stödlager, undersöka alternativ och leverantörer av stödlager. Eventuell omkonstruktion av befintligt stödlager enligt (figur 4‐4).
Enligt leverantören av bussningarna finns det möjlighet att köpa bussningarna obearbetade. Leverantören använder ett kalkylprogram för att beräkna diameter, grepp, spänningar i bussningen efter montering samt ett värde på lagerspelet. Det finns möjlighet att få tillgång till programmet efter utbildning.
27

7 Referenser [1] www.waplans.se
[2] http://www.orkot.com/literature/Marine%20Bearings%20Engineering%20Manual.pdf
[3] Ingvar Essinger (1989), Glidlager fettsmorda och självsmörjande, Örebro: Johnson Metall AB
[4] Bengt Sundström (1988), allmänna tillstånd och dimensioneringskriteria, Stockholm: Fingraf Tryckeri AB. Upplaga 6.
[5] Niels Ottosen & Hans Petersson (1992) Introduction to the finite element method, Wiltshire: Redwood Books. ISBN 0‐13‐473877‐2.
[6] www.octave.org
[7] http://www.oru.se/oru‐upload/Institutioner/Teknik/Dokument/Kurssidor/Tillverkningsteknik/F%C3%B6rel%C3%A4sning1Skarande.pdf
[8] http://www.roehm‐spannzeuge.com
[9] http://www.laholmstal.se/swe.htm
28

8 Bilagor
8.1 Bilaga 1 Mätprotokoll Rostfri hylsa
29

8.2 Bilaga 2 Mätprotokoll Ledskena
30

31

8.3 Bilaga 3 Ritning på rostfria hylsan
32
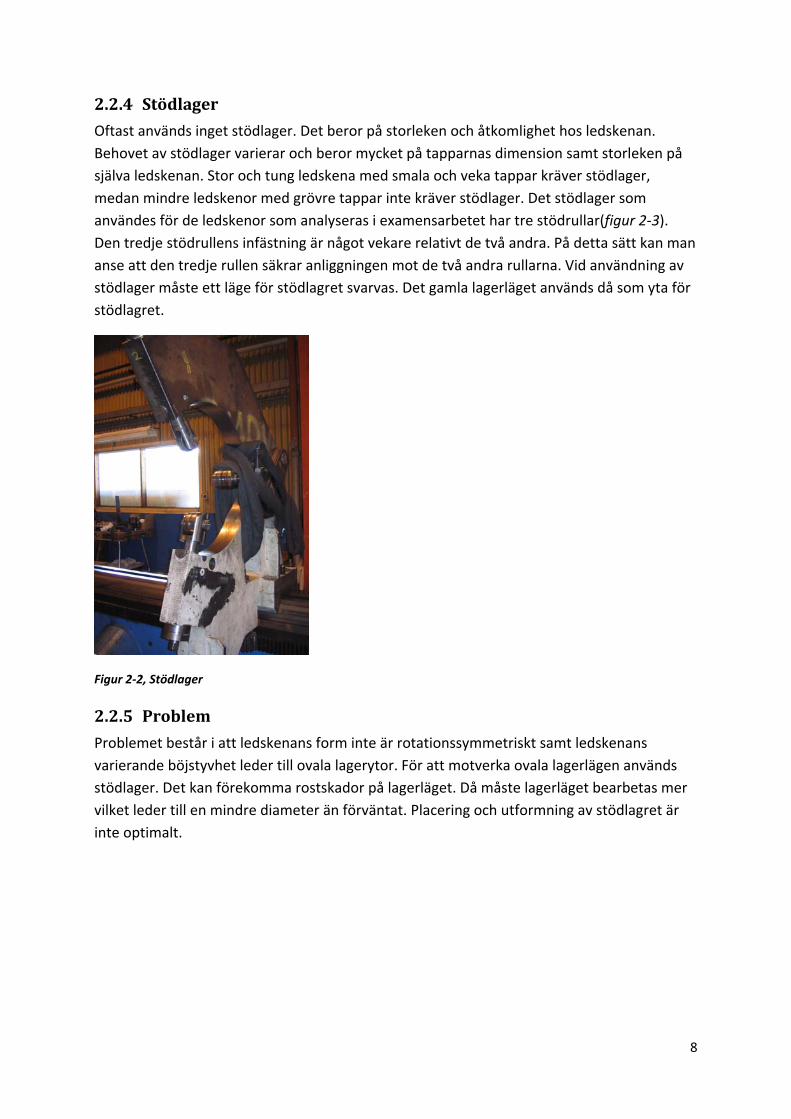
8.4 Bilaga 4 Excel‐bladet
33

8.5 Bilaga 5 Sammanställning ovalitet i olika riktningar
34