Embed Size (px)
Citation preview

Nº
2.27
4-75
F
EB-A
MR
201
3
www.auto-revista.com
/ FEB-MAR 2013 / 23 €Nº 2.274-75
LA PUBLICACIÓN DE LA INDUSTRIA DE AUTOMOCIÓN
@auto_revista
Las líneas aman las curvas Las pinturas y recubrimientos dan al coche más que una protección duradera. El brillo y los colores innovadores transforman los contornos en dinamismo y el diseño en emoción. Líneas y curvas se unen y los bordes y contornos cobran vida. Cuando el color y la forma se unen, y la pintura evoca pasión es porque en BASF creamos química. www.basf-coatings.com
Coatings Solutions
���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� ��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
TOYOTA
MERCEDES-BENZ Vitoria
PSA Vigo
LA ESTRATEGIA EUROPEA DEL LÍDER MUNDIAL / OVERVIEW OF THE WORLD LEADER’S EUROPEAN STRATEGY
VIGO SE REVITALIZA CON DOS MODELOS GLOBALES / TWO GLOBAL MODELS INJECT NEW LIFE INTO VIGO
SE PREPARA PARA ACOMETEREL PROYECTO VS20 / GETS READY FOR THE
VS20 VEHICLE PROGRAMME

������������������������������������ ���������������������������������������������������������������������������������
��������������������
�������������������������������
������������
���������
���������
������������������������������������
����������
�������
����������������
����
����
���
�����������������
�����
��������������������������
���������
����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
���������������������������������
����������������
��������������������������������������
��������
�
�
������������������������������������������������������
��������������
���������������������������������
������������������������������������������������������������������������������������������������������������
�������������������������������������������������������������������������
��������������
�����������������
����������������
����������������
��������������������
������������� ��������� ����
���������
�������
����
��������������������������
���
����
����
������������������������������
�����������������������������
����������������
����������������������������
����������������������������
������������������������
���������������������������
�����������������������������
�������������������������
�����������������
��������������������������������������
��������������������
��������
����������
�����
������������
�������������
����������������
��������
�������
��������
�������
��������
������
��������
��������
�
���
����������������
����������
���������������������
�����������������������������
����������������

AutoRevista • 3
Nº 2.274-75FEB-MAR. 2013IN THIS ISSUE...
SUMARIO
1.6 TDI 105 CV Style
SEAT TOLEDO88
OVERVIEW OF THE WORLD LEADER’S EUROPEAN STRATEGY
LA ESTRATEGIA EUROPEA DEL LÍDER MUNDIAL
TOYOTA
ACTUALIDAD06. España, segundo productor
de vehículos de la UE en 2012
08. Volkswagen aumentará su capacidad productiva en China en 2016
09. Contenidos de valor añadido en www.auto-revista.com
10. La inversión tecnológica de BMWse justifica con beneficios históricos
11. LCI Engineering implanta su nueva división en el mercado español
12. Mann+Hummel Ibérica desarrolla productos con proyección global
14. Oportunidades para los proveedores de automoción en Techtextil
15. Citroën DS3: Urbanita “Ultra-chic”
16. Nissan Juke Nismo: sello deportivo japonés
INFORME / REPORT74. Marruecos: una creciente integración
refuerza su atractivo/Burgeoning integration reinforeces Morocco’s appeal
PROVEEDORES / SUPPLIERS76. Aumentan los suministros a plantas
españolas desde Marruecos/Supply to Spanish plants from Morocco increases
EMPRESAS82. Coventya se adelanta a los nuevos
retos en automoción/One step ahead of automotive industry requirements
EQUIPAMIENTO Y SERVICIOS96. El Grupo PSA elige a GEFCO El Grupo PSA elige a GEFCO El Grupo PSA
para su expansión en China
97. Sandvik Coromant investiga en composites
17
MERCEDES-BENZ VITORIA
35
TWO GLOBAL MODELS INJECT NEW LIFE INTO PSA VIGO
SE REVITALIZA CON DOS MODELOS GLOBALES
PSA VIGO45
METROLOGY CONTINUES ITS QUEST FOR PERFECTION
CONTINÚA SU CAMINO DE PERFECCIÓN
METROLOGÍA53
ALMOST LIMITLESS PLASTICS SOLUTIONS
LAS SOLUCIONES DEL MUNDO DEL PLÁSTICO ROZAN LO ILIMITADO
PLÁSTICOS63
GETS READY FOR THE VS20 VEHICLE PROGRAMME
SE PREPARA PARA ACOMETEREL PROYECTO VS20
PRUEBAS
1.0 Ecoboost 120 CV Titanium
FORD B-MAX92

Director General Editorial: Francisco Moreno / Director: Luis Miguel González. ([email protected]) / Redacción y Colaboradores: Julio Arroyo Toledo, Pedro Berrio, Manuel Antolínez y Oliver Miranda / Documentación: [email protected]. / Diseño, Producción y Fotografía: Departamentos propios /Dirección de Arte: José Manuel González / Maquetación: Angel Laguna / Director General Comercial: Ramon Segon / Ejecutivos de Cuentas: Madrid: Charo Moreno. ([email protected]). Tel.: 91 297 20 00 / Fax: 91 297 21 55. Cataluña: Eduardo Eito ([email protected]). Avda. Josep Tarradelles, 8 - 08029 Barcelona.Tel: 932 431 040 / Fax: 933 492 350. / Coordinadora de Publicidad: Ana Peinado. / Foto portada: Toyota
NAC. INT.
EJEMPLAR 23€ 33€
SUSCRIPCIÓN PAPEL (11 REVISTAS + Guia Proveedores papel)
250€ 273€
SUSCRIPCIÓN DIGITAL (Pdf + newsletter + otros servicios digitales)
60€ 60€
SUSCRIPCIÓN PAPEL + DIGITAL 260€ 295€
Copyright: El material informativo, tanto gráfico como literario que incluye la revista AutoRevista no podrá ser utilizado ni en todo ni en parte por ningún otro medio informativo, salvo autorización escrita de la dirección de la misma. Tampoco se podrá utilizar este material como base de anuncios o cualquier otra publicidad, sin la mencionada autorización.
Filmación e Impresión: VA Impresores. Depósito Legal: M-13.832-1959ISSN: 0005-1691Solicitud de control aceptada por OJD
SUSCRIPCIONESOficinas centrales: Avda. Cuarta, Bloque 1, 2ª Planta. 28022 Madrid.Tel.: 91 297 20 00 Fax: 91 297 21 52 Fax Administración: 91 297 21 55Avda. Josep Tarradelles, 8 entr. 4ª 08029 Barcelona
En el plazo de cinco años se conocerá si el Grupo Volkswagen, tercer mayor constructor, En el plazo de cinco años se conocerá si el Grupo Volkswagen, tercer mayor constructor, ha logrado cumplir su objetivo de ser el primer fabricante de automóviles con mayor volu-men y más rentable en el mundo. Mientras, Toyota reafirma su liderazgo global, acercándo-se progresivamente al formidable techo de los diez millones de unidades en un solo año. En medio de ambos, General Motors logra mantener una segunda plaza mientras se reduce el capital público de su accionariado.En esta épica batalla por alcanzar la cumbre mundial, con otros contendientes de la talla de Ford, Grupo Hyundai, Renault-Nissan o Fiat-Chrysler, surge la cuestión sobre el papel de una Europa debilitada frente a otras regiones en alza. En esta edición, Toyota plasma su compro-miso con el Viejo Continente, mientras buena parte de las próximas inversiones de Volks-wagen servirán para fortalecer su base innovadora y productiva en suelo europeo.En otros ámbitos, habrá que ver qué puede aportar la alianza entre General Motors y PSA, así como si la singular estrategia global de Renault Nissan sigue dando frutos. En cualquier caso, signos esperanzadores para que, con independencia del basculamiento a las regiones mundiales al alza, Europa siga teniendo mucho que decir en esta industria.
El peso de Europa en la batalla mundial
MIEMBROS DEL CLUB DIRIGENTES DE LA
AUTOMOCIÓN CREADO POR AUTOREVISTA EN 1991
Honorio Pertejo, José Ignacio López de Arriortúa, Alfredo García-García Blanco, Juan Llorens, Juan
Manuel Eguiagaray, Juan José Sanz, José María Pujol, Francisco
García Sanz, Miguel Friol, José Ignacio Murillo, Juan José Ubaghs,
Josep Torné, Pierre-Alain de Smedt, José Ramón Sanz, Magda
Salarich, Félix Pérez, Carlos Ghosn, Antonio Da Silva Rodrigues, José María Alapont, David Thursfield, José Antonio Marcotegui, Walter de´Silva, Juan Antonio Fernández de Sevilla, Herminio Navalón, José Vicente de los Mozos, Manuel Ron, Antonio Pérez Bayona, Francisco Riberas Mera, Andreas Schleef, Pierre Humbert, Luis Carbonero (BASF), José Manuel Machado,
Fernando Fornos, Juan José Díaz Ruiz, Conrado Torras, Federico Comajuán (Bayer), Pierre Ianni,
Javier Valero, Mariluz Barreiros, Luis Puyuelo, Martin Sattler (ZF), Martin
Winterkorn, Franz Georg Geiger, Carlos Espinosa de los Monteros, José María Nadal, Vicenç Aguilera
(Adasens), Nick Reilly, Javier Colmenares, Mario Lobato Guerra,
Pablo Nieto-Aliseda (Atotech), Antonio Adés, Ernesto Lauzirika, Juan Miguel Antoñanzas, Walter Bosch y Ricardo Olalla (Bosch),
Frank Torres, Luis Carbonero, Juan Antonio Moral, Jorge Arasa
e Inés Anitua (AIC-Automotive Intelligence Center).
EDITORIAL
In five years’ time we will know whether Volkswagen Group, currently the world’s third-biggest automaker, has achieved its goal of becoming the highest-volume and most profit-able vehicle manufacturer on the planet. In the meantime, Toyota is strengthening its grip on the top spot and is moving inexorably towards the milestone of building 10 million units in a single year. Between the two sits General Motors, which has managed to hold on to sec-ond place in the ranking whilst reducing the amount of publicly owned capital stock in its shareholder mix.In this epic battle to become world leader, in which contenders of the stature of Ford, Hy-undai, Renault–Nissan and Fiat–Chrysler will also have plenty to say, the question of what role a weakened Europe will play in a global scenario in which other regions are growing in strength, comes to the fore.In this issue, we look at how Toyota is putting into practice its commitment to the Old World at a time when Volkswagen is investing further in strength-ening its innovation and production resources on European soil.Meanwhile, it will be interesting to see what the alliance between General Motors and PSA will produce, and to see if the unique global strategy applied by Renault and Nissan will continue to bear fruit. Whatever the case, these are all encouraging signs that, irrespective of the growing influence of other rising global regions, Europe still has a major role to play in this industry.
Europe’s role in the global battle
Edita:
Atención al cliente: 902 999 829 (09:00 h. a 14:00 h.)

ACTUALIDAD
6 • AutoRevista
ESPAÑA, SEGUNDO PRODUCTOR DE VEHÍCULOS DE LA UE EN 2012
A pesar de la profunda crisis del sec- A pesar de la profunda crisis del sec-tor en Europa y de la caída de ventas en en el mercado local, España se mantuvo como segundo productor de vehículos de la Unión Europea en 2012. No obstante, a nivel mundial es otra cuestión, puesto que tanto los mercados de Asía, Nortea-mérica y Rusia han tenido un mejor com-portamiento el año pasado. Tailandia, Canadá y Rusia adelantan a España, que ya no está entre los diez países principa-les del ranking mundial de constructores de vehículos.En opinión de Mario Armero, vicepresi-dente de ANFAC: “Es necesario tanto converger en competitividad, como la necesidad imperiosa de atraer capital productivo para volver a crecer de for-ma sostenida. No podemos caer en la autocomplacencia. Debemos seguir tra-bajando en aumentar la competitividad de nuestras factorías, el futuro no está asegurado”.La producción mundial de vehículos superó, en el año 2012, los 84 millones de vehículos, un 5,3% más que en el año anterior, según desveló ayer la patronal española de constructores de vehículos. Por regiones, el mayor crecimiento lo ob-
España logró en 2012 un total de 1,9 millones de vehículos producidos , prácticamente la misma cifra que Francia, que se sitúa como tercer país productor europeo.
tuvo América con un 12,5% de incremen-to, seguida de Asia-Oceanía (+7,7%) y África (+5,5%). En la UE la producción se mantuvo en los mismos volúmenes que el año anterior (+0,7%).Por su parte, España mantuvo la segunda posición en el ranking de países productores dentro de la UE, con un total de 1,9 millones de vehículos producidos, prácticamente la misma cifra que Francia, que se sitúa como tercer país
productor europeo. Alemania sigue liderando el ranking europeo con más de cinco millones de vehículos producidos en 2012.La lucha mundial por atraer inversiones productivas e industriales es constante, asegura ANFAC y por eso, a pesar de las nuevas inversiones anunciadas por la industria del automóvil en España re-cientemente, se debe seguir trabajando
en aumentar la competitividad y ejecutar imprescindibles reformas industriales de calado.En lo que respecta a la evolución del mer-cado interno, en febrero, se matricularon un total de 58.373 unidades en España, lo que significa un descenso del 9,8% res-pecto al año anterior. En los dos primeros meses del año, se han matriculado un to-tal de 108.048 unidades, es decir un 9,7% menos que en 2012. Peugeot volvió a liderar el mercado por marcas con 7.719 matriculaciones de turismos y vehículos comerciales en febrero, de acuerdo a sus datos. Representa una cuota de mercado del 12,05%. En el acumulado anual de 2013, la marca del león también ocupa el primer puesto en España con un total de
11.879 matriculaciones y una cuota del 10,03%.Por modelos, el C4 de Ci-troën, marca del Grupo PSA Peugeot Citroën, encabezó el mercado tanto en febrero, 2.995 unidades matriculadas, como en el acumulado anual,
4.280 unidades, según datos de ANFAC. El Grupo francés informó que sus dos marcas tienen ahora una cuota de mer-cado del 21,9% en España.Según estimaciones de ANIACAM, los 150 millones de euros del PIVE 2 repre-sentarán cerca de 45.000-50.000 vehí-culos adicionales, lo que produciría un mercado en 2013 de 680.000-700.000 uni-dades.
Tailandia, Canadá y Rusia adelantan a España, que ya no está entre los diez países principales del ranking mundial de constructores de vehículos
› Se fabricaron 84 millones de vehículos en el mundo
AutoRevista • 7
noticiasACTUALIDAD

8 • AutoRevista
noticiasACTUALIDAD
› Presenta su primer modelo 100% eléctrico, el e-up!
VOLKSWAGEN AUMENTARÁ SU CAPACIDAD PRODUCTIVA EN CHINA EN 2016
Martin Winterkorn, presidente del Martin Winterkorn, presidente del Consejo de Dirección del Grupo Volkswa-gen, se mostró cautelosamente confiado sobre la posibilidad de que el consorcio automovilístico mejore este año por en-cima del resto del sector e incremente ventas durante la presentación de los resultados financieros correspondientes a 2012. El grupo germano, líder del mer-cado europeo, ha comenzado este año con ventas mundiales de 1,4 millones de unidades en dos meses, un 8,3% de incre-mento, un ritmo por encima del mercado mundial, que permitiría a sus principales ejecutivos conseguir el anhelado objeti-vo de ser el primer constructor global en 2018.Winterkorn anunció que el Consejo de Supervisión ha aprobado la construcción de una planta adicional en China, que es-pera fabricar 300.000 unidades a partir de 2016. En Changchun y Foshan, se abrirán instalaciones de componentes a lo largo de este año. La factoría de cajas de cam-bios de Tianjin estará lista en 2014. Este año también comenzará la producción
en las plantas de Urumqi, Foshan y Ning-bo. En cuanto a modelos, Skoda lanzará la versión china del Rapid y se trabaja en un cupé del segmento A, más apropiado para el consumidor joven y afluente de un país en pleno boom económico.Los planes faraónicos del Grupo Volks-
wagen alcanzan a todas sus marcas y a todos los continentes sin descuidar Euro-pa, donde proyectan invertir 33.000 millo-nes de euros en los próximos tres años.En cuanto a lanzamientos, Volkswagen ha desvelado,en marzo, el modelo e-up!, nombre de su primer vehículo totalmen-te eléctrico de cuatro asientos, pionero del segmento según Volkswagen, que se presentó en el transcurso de su Con-ferencia Anual de resultados financieros en Wolfsburg.
Martin Winterkorn junto al nuevo
modelo eléctrico e-up! en Wolfsburg./
Volkswagen
Este automóvil opera prácticamente sin ningún ruido y tiene una autonomía de hasta 150 kilómetros. Después puede recargarse hasta el 80% de su capacidad energética en 30 minutos. Incorpora un motor de 60kw. Acelera de 0 a 100 kilómetros por hora en 14 segundos y puede alcanzar la máxima velocidad de 135 km/h. Integra una batería de Li-ion con una capacidad de almacenaje de 18,7 kw/h. El peso del vehículo es 1.185 kilogramos.Por otro lado, el Grupo anunció cambios en su filial en India. Desde este mes, Gerasimos Dorizas, 52, director general de Volkswagen Group Sales India, ha pasado a ocupar el puesto de principal representantes del Grupo en este país. Por su parte, Mahesh Kodumudi, 47, ha sido nombrado nuevo presidente y di-rector general de Volkswagen India, con responsabilidad sobre la planta de Pune. John Chacko, previamente responsable de las operaciones indias de Volkswa-gen, ocupará un puesto dentro de Audi, desde el próximo 1 de abril.
El Grupo Volkswagen proyectan invertir en Europa 33.000 millones de euros en los próximos tres años
www.auto-revista.com
Consulte contenidos de valor añadido en
Los perfiles profesionales más demandados en automociónACTUALIDAD. Perfiles profesionales técnicos con idiomas son las características básicas de los candi-datos que busca el sector de automoción en España, según la multinacional de selección de personal cuali-ficado Hays. Los profesionales más demandados son los relacionados con la optimización de procesos pro-ductivos, como expertos en lean manufacturing, y es-pecialistas en I+D+i, además de todos los profesiona-les relacionados con el diseño y fabricación de vehícu-los eléctricos, cuyo auge ha provocado el crecimiento de la demanda de ingenieros electrónicos, ingenieros en automatismos, en lugar de los tradicionales del sec-tor, los ingenieros mecánicos.
1,6 millones de vehículos de hidrógeno en Reino Unido en 2030DOSSIERS/INFORMES. En torno a 1,6 millones de vehículos propulsados por hidrógeno podrían llegar a circular en las carreteras del Reino Unido para el año 2030, según un informe publicado por el proyecto UKH2 Mobility. Las ventas anuales de automóviles de estas características podrían alcanzar las 300.000 unidades. El estudio también indica que una red de 65 estaciones de recarga podría ser suficiente para dar cobertura a las ventas iniciales de estos vehículos de pila de combustible (FCEV siglas en inglés).
Nuevo Logan MCV en Ginebra 2013SHOWROOM/LANZAMIENTOS. El nuevo Logan MCV es la fase final de renovación de la familia Lo-gan/Sandero de Dacia, según explicó Jeróme Stoll, principal directivo de la marca del Grupo Renault, durante su presentación en el Salón del Automóvil de Ginebra esta semana. En su opinión es un station wagon ̈ máximo¨ por un precio mínimo para familias que buscan el máximo espacio a un coste reducido. Ofrece el maletero de mayor capacidad de su segmen-to, en palabras de Stoll, y un estilo lleno de vitalidad y calidad. Pero sobre todo, aseguró el directivo en su discurso ofrece a los conductores más y mejor por el mismo precio.
Caja de cambios de 9 velocidades de ZF para Land RoverNOVEDADES TECNOLÓGICAS/EQUIPAMIEN-TOS. ZF Friedrichshafen ofrece la primera transmisión automática de 9 velocidades del mundo, desarrollada para automóviles con motor transversal. Destaca por un diseño muy compacto y un sistema inteligente de módulos además de una gran rapidez de cambio.

101010 • A • A • AutoRevistautoRevistautoRevista
noticiasACTUALIDAD
RENAULT FIRMA UN CONVENIO DE CRECIMIENTO SOSTENIBLE CON LOS SINDICATOS FRANCESES
El acuerdo firmado por Carlos Ghosn, presidente del Grupo El acuerdo firmado por Carlos Ghosn, presidente del Grupo Renault, y los representantes de los trabajadores en Francia, costará al directivo también un recorte de sus futuros ingresos debido a su compromiso de reducir un 30% su compensación variable durante la duración del convenio.El contrato para una nueva dinámica de crecimiento de Renault y de desarrollo social en Francia, que ha sido negociado durante nueve meses, permitirá reducir 7.500 empleos hasta 2016, ade-más de la congelación de salarios y el incremento de las horas trabajadas en la semana hasta 35, según Bloomberg. Este me-dio recogió las declaraciones de Gerard Leclercq, responsable de las operaciones francesas de Renault, que apuntan un objeti-vo de ahorro anual de 500 millones de euros.El constructor se ha comprometido a producir al menos 710.000 vehículos en Francia hasta 2016. El año pasado, sólo se fabrica-ron 530.000 unidades en las plantas galas del Grupo. El objetivo
› Anuncia acuerdos con especialistas en TIC y medio ambiente
LA INVERSIÓN TECNOLÓGICA DE BMW SE JUSTIFICA CON BMW SE JUSTIFICA CON BMWBENEFICIOS HISTÓRICOS
Norbert Reithofer, presidente del Consejo de Dirección de BMW, decla-ró en la presentación de resultados del Grupo BMW en Múnich, Alemania, que el constructor bávaro pretende continuar en su camino de crecimiento este año. La facturación del constructor alemán en 2012 se incrementó un 11,7%, respecto al año anterior, y alcanzó la cifra récord de 76.848 millones de euros. ¨Una vez más, tenemos el objetivo de aumentar aún más nuestro volumen de ventas mundiales en 2013 y, por tanto, obtener un nuevo récord de
entregas. Sin embargo, las condiciones económicas muy probablemente seguirán siendo desafiantes en muchos mercados¨, añadió Reithofer.A pesar de las fuertes inversiones en nuevas tecnologías, los beneficios del Grupo BMW alcanzaron niveles históricos el año pasado. El beneficio antes de impuestos fue de 7.819 millones de euros, es decir casi un 6% más que en 2011. ̈ El Grupo BMW se está preparando para los desafíos tec-nológicos del mañana, siguiendo una senda de mayor crecimiento y rentabi-
lidad¨, subrayó el directivo alemán. El constructor bávaro anunció el acuerdo con el proveedor tecnológico de origen estonio Now! Innovations, como socio estratégico para proveer soluciones móviles de facturación y pago. BMW amplia así el alcance de su servicio ParkNow más allá de los garajes para llevarlo también al aparcamiento en vías públicas.En el frente medioambiental, BMW también informó de que su planta de Carolina del Sur, EEUU, ha completado la expansión de las instalaciones para la utilización de pilas de combustible. El sistema podrá generar 400 kg de hidró-geno diariamente. Desde 2010, cuando se comenzó la instalación de almacenes para la distribución de hidrógeno cerca de la planta energética del complejo, se han duplicado el número de unidades de la flota que funcionan con hidrógeno hasta 230. El objetivo es conseguir una producción sostenible añadiendo más tecnologías alternativas y eficientes, se-gún Josef Kerscher, presidente de BMW Manufacturing.
es aumentar la capacidad hasta el 85%, así como permitir visibi-lidad sobre la actividad de Renault en estas instalaciones hasta esta fecha, e incluso hasta 2020, según la empresa. Tendrá un efecto en cadena para las factorías que producen componentes mecánicos como sistemas de suspensión, motores y transmi-siones, además de la plataforma logística.¨Quisiera reconocer el trabajo que se ha desarrollado durante los últimos meses con vista a producir un acuerdo tan ejemplar. Además, quisiera agradecer a todos los sindicatos, que han aceptado completamente su papel como socios. Gracias a su esfuerzo, además de nuestra determinación común para llegar a un acuerdo y mirar al futuro, hemos sido capaces de superar con éxito el reto de generar un convenio, que no sólo se ajusta a las normas de negociación colectiva, sino que además es justo para la plantilla y proveerá unos cimientos solidos para el creci-miento sostenible de la empresa¨, añadió Ghosn.
La planta de BMW en Carolina del Sur, EEUU, ha completado la expansión de las instalaciones para la utilización de pilas de combustible.

AutoRevista • 11
LCI ENGINEERINGIMPLANTA SU NUEVA DIVISIÓN EN EL MERCADO ESPAÑOL
El pasado 2012, por indicación de uno de los mayo- El pasado 2012, por indicación de uno de los mayo-res fabricantes europeos, LCI Engineering se instaló en España, explica a AutoRevista su director general, Dieter Boje, ubicando su sede principal en Martorell, Barcelona, para proporcionar sus servicios a medida, a la industria de la automoción y auxiliares en toda la península. LCI Engineering es una compañía global fundada en 1990 con sede en Europa y presencia in-ternacional, que presta sus servicios para la industria del automóvil, fabricantes y proveedores.
Boje, destaca: ̈ De la mano de grandes compa-ñías fabricantes de auto-moción, LCI Engineering ha sabido ganar su con-fianza, por el valor añadido aportado en todas y cada una de sus actuaciones, convirtiéndose así en su partner estratégico, en cualquier lugar del mun-do¨. De ahí que, ya en el nuevo milenio, ha facilita-do que su crecimiento se dirigiera más allá del terre-no europeo, desarrollando
su negocio en zonas estratégicas del sector en Asia y Suramérica (China, India, México y otros países).Con un equipo de 200 profesionales especialistas distribuidos por su red mundial, y capaces de comuni-carse en más de 30 idiomas¨, subraya Boje. ̈ Además, proporciona la eficiencia requerida en cada situación, de manera proactiva y aprovechando tanto sus con-tactos y relaciones internacionales, como todo su co-nocimiento de base¨, añade el directivo.Tras un año de recorrido en nuestro país, la nueva división española, cuenta con diversos proyectos y servicios en marcha, que evolucionan favorablemen-te, según nos cuenta Boje. Sus líneas de actividad se dirigen hacia la Gestión de la Calidad, Gestión de Pro-yectos, Asistencia Técnica, Formación especializada y, en general, a la aportación de soluciones estratégi-cas individualizadas para cada caso/cliente.Aparte de su sede corporativa de Martorell, el perso-nal experto de LCI realiza sus actividades dentro de las instalaciones del cliente, así como en un espa-cio, ubicado en una importante zona industrial de la provincia de Barcelona, donde tiene organizado un centro para el procesamiento de materiales, piezas y componentes.

12 • AutoRevista
noticiasACTUALIDAD
TEKNIA SE EXPANDE A ESTADOS UNIDOSTEKNIA SE EXPANDE A ESTADOS UNIDOSTEKNIA Con la apertura recientemente de Con la apertura recientemente de
la nueva oficina comercial del Grupo Teknia en Michigan, EEUU, la compañía continúa con su expansión mundial, según ha informado la dirección de la empresa que tiene ocho centros de producción y desarrollo en España. Con esta nueva localización en el centro de decisión norteamericano y del mercado NAFTA, Teknia busca su crecimiento en la zona. Hasta el momento, la multinacional posee una planta de producción en México, dentro de la División Plástico. El objetivo es ampliar
› Sus ventas en primer equipo crecieron un 15% en 2012
MANN+HUMMEL IBÉRICA MANN+HUMMEL IBÉRICA MANN+HUMMELDESARROLLA PRODUCTOS CON PROYECCIÓN GLOBAL
Las filiales de los grandes proveedo-res multinacionales suelen ser vistas, en muchas ocasiones, como meras correas de transmisión de sus casas matrices. Sin embargo, a partir de enfoques más abiertos como el de la multinacional alemana Mann+Hummel, que son aprovechados por subsidiarias como la
española Mann+Hummel Ibérica, ese juicio de valor resulta prematuro. Así se deriva de las declaraciones en exclu-siva de José Ángel Bolea, responsable de Ventas y Gestión de Proyectos para Primeros Equipos de esta compañía, a AutoRevista en el marco de la feria Mo-tortec Automechanika Ibérica.Bolea destacó la capacidad de desa-rrollo de la factoría de Mann+Hummel Ibérica, en colaboración con Alemania, “por ejemplo aportando nuestro conoci-miento para el sistema de admisión de
Es un desarrollo con una importante participación desde España para un componente que equipa a los modelos de la plataforma B y C de Ford
ejemplo, en el caso de Ford a 32 plantas, incluida la de Australia”.Además del constructor del óvalo, Mann+Hummel Ibérica sirve en primer equipo a la organización de Compras RNPO (Renault, Nissan y Dacia), Grupo PSA, General Motors, Daimler y Volks-wagen, entre otros constructores.
la oferta a las divisiones de Mecanizado y Metal para conseguir completar la presencia de Teknia Automotive.Esta iniciativa es, en parte, motivada por la caída de las ventas de vehículos en el mercado europeo en los últimos años, asegura la compañía, ya que el 82% de las ventas del Grupo se realizan en este continente. Con su expansión, Teknia prevé que para el 2016 esta cifra se reduz-ca al 65% y que el resto dependa de los mercados de Brasil y NAFTA.Actualmente en Brasil, el Grupo Teknia posee tres plantas de fabricación, que
ya están operativas, y han supuesto una inversión de 13 millones de euros en los últimos cuatro años. Entre las dos plan-tas representan aproximadamente el 14% de la facturación de 2012, y se espera que llegue a ser del 22% en 2016 con una facturación de 290 millones de euros en todo el Grupo.Teknia ha logrado en 2012 una factura-ción en 2012 de unos 200 millones de euros, a falta de los datos auditados. Con más de 1.900 empleados y presencia en cuatro continentes fabrica componentes para el sector de la automoción.
José Ángel Bolea, responsable de Ventas y Gestión de Proyectos para Primeros Equipos de Mann+Hummel Ibérica.
aire para el motor Fox Ecobo-ost 1.0 de Ford. Es un desarro-llo con una importante parti-cipación desde España para un componente que equipa a los modelos de la plataforma B y C de Ford, los que corres-ponden a los modelos Fiesta y Focus, los de mayor volu-men de este fabricante”.En plena coordinación con otras filiales en el mundo, a las que Mann+Hummel aprovisiona y de la que recibe componentes, la filial española incrementó sus ventas de primer equipo en un 15%. “Nuestras expectativas se centraban en un mayor crecimiento, pero no ha sido posible por el descenso de las ventas de coches en Europa Occidental y la consiguiente reducción de volúmenes de producción”, indica Bolea. Con una cuota del mercado de sistemas de filtración de aire superior al 50% en España, y un alto nivel de exportacio-nes, los productos fabricados en Espa-ña llegan a los cinco continentes. “Por
LOGÍSTICA PROFESIONAL,revista con quince años de experiencia,
organiza esta jornada y entrega de premios. El objetivo es que destacados ponentes expliquen y asesoren sobre
cómo a lo largo de toda la cadena logística es posible conseguir respetar
el medio ambiente y a la vez ser eficientes, ahorrar, satisfacer a los
clientes y crear un ambiente de trabajo más agradable y seguro para los
empleados.
I PremiosI Premios
Una GESTIÓN RESPONSABLEde los recursos y la reducción
de las emisiones contaminantes pasan por la implantación de soluciones y tecnologías que
compaginen el respeto al medio natural con el ahorro de costes
y la eficiencia logística.
ha dejado de ser únicamente una cuestión de solidaridad
con el planeta para convertirse en una actitud ante un modo
de vida y de trabajo.
EL RESPETO AL MEDIO AMBIENTE
EFICIENCIA LOGÍSTICAY SOSTENIBILIDADEN LA PRIMERA EDICIÓN DE ESTA JORNADA SE HABLARÁ DE PROYECTOS Y REALIDADES YA IMPLANTADOS QUE UTILIZAN ENERGÍAS ALTERNATIVAS EN UN TRANSPORTE LIMPIO Y EFICAZ, NAVES Y ALMACENES SOSTENIBLES, MAQUINARIA Y NUEVAS TECNOLOGÍAS QUE AHORRAN ENERGÍA Y COSTES, ADEMÁS DE REDUCIR LAS EMISIONES, ETC.
INNOVACIÓN TECNOLÓGICA. Al producto que más contribuya a la eficiencia y la sostenibilidad.
OPERADOR MÁS ECOLÓGICO. Que invierta en mejorar sus procesos respetando el medio ambiente.
RESPONSABILIDAD SOCIAL CORPORATIVA.A empresas que hayan emprendido acciones solidarias hacia el medio ambiente. Además, en esta categoría habrá un Accesit que premiará actos humanitarios.
I Jornada

LOGÍSTICA PROFESIONAL,revista con quince años de experiencia,
organiza esta jornada y entrega de premios. El objetivo es que destacados ponentes expliquen y asesoren sobre
cómo a lo largo de toda la cadena logística es posible conseguir respetar
el medio ambiente y a la vez ser eficientes, ahorrar, satisfacer a los
clientes y crear un ambiente de trabajo más agradable y seguro para los
empleados.
I Premios
EFICIENCIA LOGÍSTICAY RESPONSABILIDAD SOCIAL
ENTIDADES COLABORADORAS
COLABORACIÓN ESPECIAL
ORGANIZA
I Premios
www.logisticaprofesional.com/eventos/E-mail: [email protected]
912 972 000 Grupo TecniPublicaciones
Una GESTIÓN RESPONSABLEde los recursos y la reducción
de las emisiones contaminantes pasan por la implantación de soluciones y tecnologías que
compaginen el respeto al medio natural con el ahorro de costes
y la eficiencia logística.
ha dejado de ser únicamente una cuestión de solidaridad
con el planeta para convertirse en una actitud ante un modo
de vida y de trabajo.
EL RESPETO AL MEDIO AMBIENTE
EFICIENCIA LOGÍSTICAY SOSTENIBILIDADEN LA PRIMERA EDICIÓN DE ESTA JORNADA SE HABLARÁ DE PROYECTOS Y REALIDADES YA IMPLANTADOS QUE UTILIZAN ENERGÍAS ALTERNATIVAS EN UN TRANSPORTE LIMPIO Y EFICAZ, NAVES Y ALMACENES SOSTENIBLES, MAQUINARIA Y NUEVAS TECNOLOGÍAS QUE AHORRAN ENERGÍA Y COSTES, ADEMÁS DE REDUCIR LAS EMISIONES, ETC.
deabril
de 201311
TRAS LA JORNADA SE CELEBRARÁ UNA COMIDA EN EL QUE SE HARÁ ENTREGA DE LOS PREMIOS EN TRES CATEGORÍAS:
INNOVACIÓN TECNOLÓGICA. Al producto que más contribuya a la eficiencia y la sostenibilidad.
OPERADOR MÁS ECOLÓGICO. Que invierta en mejorar sus procesos respetando el medio ambiente.
RESPONSABILIDAD SOCIAL CORPORATIVA.A empresas que hayan emprendido acciones solidarias hacia el medio ambiente. Además, en esta categoría habrá un Accesit que premiará actos humanitarios.
123
I Jornada Hotel Silken Puerta Castilla
Pº Castellana, 191
28046 - Madrid

14 • AutoRevista
noticiasACTUALIDAD
› La cita en paralelo con Texprocess es en Fráncfort del 10 al 13 de junio
OPORTUNIDADES PARA LOS PROVEEDORES DE AUTOMOCIÓN EN TECHTEXTIL
Messe Frankfurt, entidad que organiza Messe Frankfurt, entidad que organiza más de un centenar de ferias por todo el mundo, presentó recientemente en Barcelona la próxima edición de la feria Techtextil, dedicada al mundo de los textiles técnicos y materiales no tejidos. Este evento tendrá lugar del 11 al 13 de junio en Fráncfort, en paralelo con Texprocess, que comenzará un día antes y aglutinará a empresas del ámbito de procesamiento de textiles y materiales flexibles.En la presentación de ambas citas, Michael Jänecke, director de la División de Textiles Técnicos de Messe Frankfurt,
SE AMPLÍA EL ESPECTRO DE AUTOMOCIÓN EN NUEVOS PAÍSES ASIÁTICOS
El Grupo francés PSA Peugeot Citroën ha firmado un acuer- El Grupo francés PSA Peugeot Citroën ha firmado un acuer-do con Agromash Holding, empresa de Kazajistán, uno de los países transcontinentales con territorios a caballo entre Europa y Asía. Este proyecto empresarial contempla el montaje, a partir del próximo junio, y la comercialización de vehículos Peugeot (turismos y vehículos industriales ligeros) en este país.Bernd Schantz, director de PSA Peugeot Citroën para Rusia, Ucrania y la CEI declaró que “este proyecto en Kazajistán re-presenta una importante etapa en el desarrollo de la actividad de PSA Peugeot Citroën en la Comunidad de Estados Indepen-dientes. En efecto, la CEI, como Asia y América Latina, es una de las regiones de desarrollo prioritario para el Grupo”. A finales del mes pasado, Eurobrand Distributors, el importador del Gru-po PSA, anunciaba los dos primeros concesionarios en Filipi-
Las exigencias de reciclabilidad
se debatirán en TechTextil 2013.
en respuesta a una pregunta de AutoRevista, declaró que el doble evento no es sólo de interés para los fabricantes de vehículos. Nos consta que a empresas como Johnson Controls, Recaro o Autoflug les sirve para conocer nuevas tendencias y el desarrollo de materiales avanzados. Esperamos a empresas relacionadas con el diseño y fabricación de asientos, salpicaderos y distintos tipos de revestimientos y puertas para la industria del automóvil”.Janecke añadió que entre 2015 y 2020, los nuevos vehículos deberán ser reciclables en un 95%. Esta exigencia, así como los
nuevos requerimientos de aligeramiento de peso generarán nuevas oportunidades para los textiles técnicos”.En la presentación, se puso de manifiesto que Techtextil trabaja en la difusión de información sobre la tendencias futuras y la sostenibilidad en el interior del automóvil. Al igual que en otras ferias de Messe Frankfurt, Techtextil se celebra también en otras localizaciones en el mundo. En este caso, cuenta con réplicas en Estados Unidos (con dos citas en Anaheim, California, y Atlanta, Georgia), China, India y Rusia.
nas, tras el lanzamiento de la marca en el año pasado. El objeti-vo de Peugeot en este país es conseguir una cuota de mercado del 5% en cinco años.Por otro lado, ContiTech ha abierto su primer Centro de Inves-tigación y Desarrollo en China. En Changshu, se han invertido ocho millones de euros y, entre otros proyectos, se desarrolla-rán los motores para la plataforma global del nuevo constructor Qoros que, precisamente, ha realizado su puesta de largo en Ginebra estos días. Kai Uwe Frühauf, jefe de la unidad de nego-cios ContiTech’s Vibration Control, destacó: “Tomamos una de-cisión muy clara para desarrollar en regiones donde hay cons-tructores globales clave activos. Ahora, por supuesto, en Asía también”. El nuevo centro de I+D a 100 kilómetros de Shanghai servirá también a los mercados de Corea, Japón e India.

pesar de su denominación no es un verdadero cabrio, ya que mantiene todo el contorno
lateral de la carrocería y las ventanillas, casi como en un 2CV (salvando las distancias, claro está). El techo de chapa y los refuerzos transversales del techo se han sustituido por una estructura formada por los carriles y un techo de lona plegable, que incluye la luneta trasera, todo ello desarrollado junto con la firma Webasto, especialista en todo tipo de techos practicables. La lona está compuesta por cinco capas y se ofrece en tres acabados exteriores, negro, azul y con el logo DS en tonos camel y marrón. Los refuerzos de la estructura de la carrocería, situados detrás de los asientos traseros, y el nuevo techo con sus mecanismos sólo suponen 25 kilos extra de peso con respecto al DS3 cerrado.El accionamiento de este techo de lona es totalmente eléctrico y tiene tres
El DS3 se descubre con un techo corredizo de lona que, como no podía ser de otra manera, añade nuevas posibilidades de personalización a este urbanita “ultra-chic”.
CITROËN DS3 CABRIO, URBANITA
“ULTRA-CHIC”
posiciones prefijadas: una que deja al descubierto las plazas delanteras, otra que abre todo el habitáculo y una tercera que pliega todo el techo y la luneta trasera sobre la tapa del maletero. Al desaparecer el portón del maletero, el acceso se realiza ahora por una tapa de apertura vertical que deja un espacio algo pequeño para acceder a la zona de carga; el volumen que destina al equipaje
también se ha reducido con respecto al DS3 cerrado en 40 litros y queda en 245, pero la posición del techo no afecta a su capacidad. El accionamiento del techo puede realizarse hasta una velocidad de 120 km/h, tanto para abrir como para cerrar la lona.
A
LA PRESENTACIÓN, MATERIALES Y POSIBILIDADES DE PERSONALIZACIÓN DEL DS3 SE MANTIENEN EN EL CABRIO, CON UN CARÁCTER TODAVÍA MÁS LÚDICO Y EXCLUSIVO
AAAutoRevistautoRevistautoRevista • • • 151515
MODELOS
› Llama la atención por la estética de su lona plegable
El techo de chapa y los refuerzos transversales
del techo se han sustituido por una
estructura formada por los carriles y un techo
de lona plegable.
El habitáculo mantiene las cinco plazas El habitáculo mantiene las cinco plazas con las mismas cotas, sólo se ha redu-cido menos de un centímetro la altura libre hasta el techo en las plazas traseras, debido a la forma del propio techo de lona. En el interior no hay más cambios, tan sólo el interruptor para accionar el techo, situado sobre el retrovisor interior. La excelente presentación, materiales y posibilidades de personalización del DS3 se mantienen en el Cabrio, con un carác-ter todavía más lúdico y exclusivo. Una novedad que incorpora el DS3 Cabrio de serie y que será opcional en el resto de la gama son los pilotos traseros tridi-mensionales que gracias a una serie de espejos y pilotos led ofrecen una curiosa sensación de profundidad cuando están encendidos.La gama de motores está compuesta por tres gasolina con potencias de 82, 120 y 155 CV, además de un diésel de 90 CV.
La novedad de la gama es el gaso-lina 1.2 litros de tres cilindros y 82 CV que también se estrenará en el resto de los DS3 y que consigue un
consumo de 4,9 litros. El resto de pro-pulsores ya son conocidos dentro de la gama. Los precios del DS3 Cabrio no han sido notificados a la hora de cerrar este número pero la estimación es que será alrededor de 3.000 euros superior al DS3 equivalente en motor y acabado.

ismo es la abreviatura de Nissan Motorsport y este es el apellido que, desde hace años llevan en
Japón, los Nissan más radicales de la gama. Y el primer Nissan Nismo que se pone a la venta en España es el Juke, con algunas variaciones de motor, estética y suspensión con respecto al modelo más potente de la gama. Comenzando por el aspecto exterior, el Juke Nismo tiene nuevos paragolpes delanteros y traseros, estribos laterales y pasos de rueda ensanchados, además de un alerón en la luneta trasera, elementos que además de ofrecer una estética más agresiva tienen una función aerodinámi-ca. Las llantas son de 18 pulgadas con neumáticos en medida 225/45 y la sus-pensión se ha rebajado, además de ser un 10% más dura que la del Juke de serie.
de tracción delantera como total; en el Juke Nismo ese mismo motor ofrece 10 CV más hasta llegar a los 200, pero sólo se comercializa en tracción delantera y con cambio manual de seis velocidades con un manejo realmente agradable y rápido. La dirección también se ha reca-librado y ahora es algo más rápida, con menos vueltas de volante entre topes. Aparte de los cambios en la suspensión y la dirección no hay más diferencias me-cánicas, ya que los frenos siguen siendo los mismos que los de la variante de 190 CV. Con este nuevo nivel de potencia, el Juke alcanza los 100 km/h en 7,8 segun-dos, alcanza los 215 km/h y su consumo medio homologado es de 6,9 litros. El equipamiento de serie es realmente completo, con seis airbags, control de estabilidad, cámara de visión trasera, sistema de apertura y arranque sin llave, climatizador, navegador con pantalla táctil y programador de velocidad, aun-que no puede tener, por ejemplo, faros de xenón, un elemento más necesario en un
vehículo de carácter deportivo como este llamativo Juke Nis-mo. El precio es de 26.480 euros y la úni-ca opción posible es la pintura negra.
En el interior también hay algunos cambios como un volante forrado en Alcantara.
NISMO ES LA ABREVIATURA DE NISSAN MOTORSPORT Y ESTE ES EL APELLIDO QUE, DESDE HACE AÑOS LLEVAN EN JAPÓN, LOS NISSAN MÁS RADICALES DE LA GAMA
16 • AutoRevista
modelosACTUALIDAD
La División Deportiva de Nissan acaba de poner a la venta en España su primer modelo, el Juke Nismo, al que seguirán nuevas variantes con mucho carácter.
NISSAN JUKE NISMO: SELLO DEPORTIVO JAPONÉS
En el interior también hay algunos cam-bios como un volante forrado en Alcan-tara (símil de ante artificial), asientos de-portivos con un excelente agarre lateral y pequeños cambios en los paneles de las puertas, pedales con acabado metálico y la consola central. De serie, la pintura exterior es en blanco perlado metalizado, pero también puede ser negro metaliza-do, los dos únicos colores disponibles.El motor es el gasolina 1.6 con turbo que en la gama Juke ofrece una potencia de 190 CV y está disponible tanto en versión
N
El equipamiento de serie es muy completo, con seis airbags, cámara de visión
trasera y sistema de apertura y arranque sin llave.
› A este lanzamiento le seguirán nuevas variantes
OVERVIEW OF THE WORLD LEADER’S EUROPEAN STRATEGY
LA ESTRATEGIA EUROPEA DEL LÍDER MUNDIAL
TOYOTA
INFORME • REPORTUn crecimiento rentable sin sobrecapacidadProfi table growth without overcapacity
18
AutoRevista • 17
ESTRATEGIA • STRATEGYEl fl ujo de valor de Toyota a través de las ComprasToyota Using purchasing to drive value creation
26
PROVEEDORES • SUPPLIERSLa importancia de un vínculo de valor mutuo cliente-proveedorThe importance of creating mutual client–supplier value
32

REPORT
18 • AutoRevista
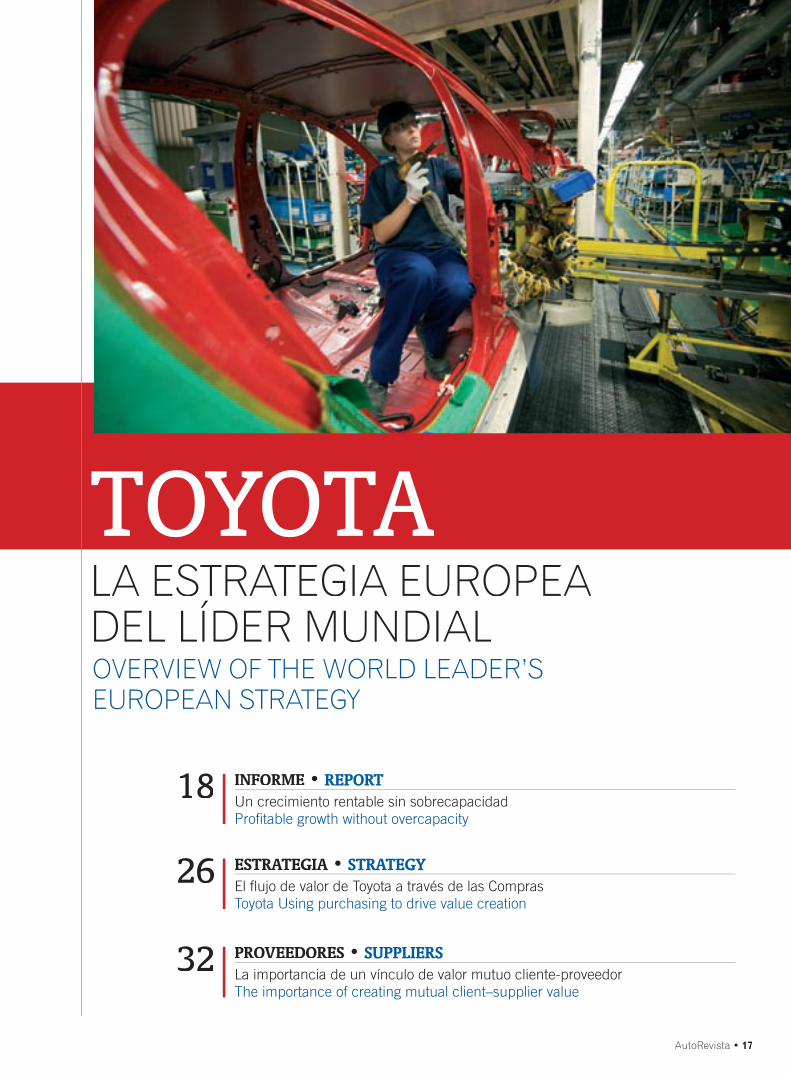
UN CRECIMIENTORENTABLERENTABLE SIN SIN SOBRECAPACIDADProfitable growth without overcapacity
TOYOTA CRECE ADECUANDO SUS ESTRUCTURAS AL CONTEXTO EUROPEO TOYOTA IS EXPANDING WHILST ADJUSTING TO THE EUROPEAN CONTEXT
De cara al actual curso, las expectativas sitúan a Toyota nuevamente en el primer puesto del ranking mundial de constructores al final del ejercicio, con un crecimiento de ventas globales para 2013 del 2%./According to the consultant’s analysts, this year’s forecasts indicate that Toyota will once again head the table, recording an expected 2% increase in global sales by the end of 2013.
TOYOTA

AutoRevista • 19
TOYOTA: OVERVIEW OF THE WORLD LEADER’S EUROPEAN STRATEGYTOYOTA, LA ESTRATEGIA EUROPEA DEL LÍDER MUNDIAL
as ventas internacionales de Toyota se incrementaron en un 19% hasta los 7,34 millones de unidades, mientras en Japón
el volumen superó los 2,41 millones de vehículos, según información difundida por la multinacio-nal. De esta forma, Toyota recupera la posición de número uno mundial de los constructores por delante de General Motors (9,29 millones de vehí-culos) y Volkswagen (9,1 millones de unidades), de acuerdo a datos de los constructores recogidos por la consultora IHS Automotive.De cara al actual curso, las expectativas sitúan a Toyota nuevamente en el primer puesto del ran-king mundial de constructores al final del ejerci-cio, con un crecimiento de ventas globales para
ccording to data provided by the multi-national, its international sales rose by 19% to 7.34 million units, whilst in Japan
it sold over 2.41 million vehicles. As a result, and according to figures published by consultancy firm IHS Automotive, Toyota has reclaimed the number one spot among the world’s automakers, ahead of General Motors (9.29 million vehicles) and Volks-wagen (9.1 million units).According to the consultant’s analysts, this year’s forecasts indicate that Toyota will once again head the table, recording an expected 2% increase in global sales by the end of 2013. Meanwhile, Gene-ral Motors and Volkswagen are both expected to follow close on the Japanese automaker’s heels.
L A
El constructor japonés vendió un total de 9,75 millones de vehículos a nivel mundial en 2012, lo que representa un récord histórico, con un incremento superior al 22% con respecto a 2011. Este formidable registro le ha permitido recuperar el trono mundial del mundo del automóvil. En Europa, el fabricante nipón avanza con incesante progresión que mantiene de forma continuada en las vertientes comercial e industrial. In 2012, Toyota sold a total of 9.75 million vehicles worldwide. This fi gure set a new record for the Japanese vehicle manufacturer and represented growth of over 22% on 2011, putting it back at the top of the world ranking. In Europe, Toyota continues to advance relentlessly in both the sales and industrial fi elds.
POR LUIS MIGUEL GONZÁLEZ / TRANSLATION: VERITAS TRADUCCIÓN Y COMUNICACIÓN / FOTOS/PHOTOS: TOYOTA
TOYOTA CRECE ADECUANDO SUS ESTRUCTURAS AL CONTEXTO EUROPEO TOYOTA IS EXPANDING WHILST ADJUSTING TO THE EUROPEAN CONTEXT

INFORMEREPORT
20 • AutoRevista
2013 del 2%, según los analistas de IHS Automo-tive. Respecto a General Motors y Volkswagen, se espera que ambas continúen su persecución del constructor japonés y lancen agresivas campañas comerciales en Estados Unidos, donde el mercado del automóvil está en recuperación, y en China, donde Toyota podría verse afectado, de alguna ma-nera, por la delicada y tensa situación que atravie-san las relaciones diplomáticas entre Japón y el gi-gante continental asiático. Estos expertos también consideran que el Grupo Volkswagen quizás tenga a su favor, en 2013, el incremento de capacidad productiva global anunciado de 600.000 unidades.En esta dinámica, eficaz e inexorable a partes iguales, Toyota sigue desplegando una estrategia en Europa a través de la que afianza su posición adecuándose a la actual coyuntura. En este senti-do, fuentes de Toyota Motor Europe, han declara-do a AutoRevista que uno de los principales retos de Toyota en Europa “es un crecimiento sostenible y rentable. Para ello, en primer lugar, nos hemos centrado en que los niveles de calidad y de pro-ductividad en los procesos de fabricación de las fábricas europeas sean los más elevados. En se-gundo lugar, hemos adaptado la capacidad de pro-
The two groups are launching aggressive sales campaigns in the United States, where the auto-mobile market is recovering, and China, where Toyota could be affected by the diplomatic tensio-ns between the two Asian countries. Experts at IHS Automotive also believe that the 600,000-unit increase in global production capacity recently announced by Volkswagen is likely to work in the German consortium’s favour in 2013.Toyota’s inexorable advance is driven by a strategy in Europe designed to underpin its position whilst adjusting to the current economic climate. In this regard, sources at Toyota Motor Europe told Auto-Revista that one of the brand’s key goals in Europe is to achieve “sustainable and profitable growth. To achieve this, the first thing we have done is make sure that quality standards and productivity at our European factories are optimal. Secondly, we have adapted our production capacity to real demand, which means that we are not producing more units than we need. We have enhanced the-se plants’ efficiency and have adjusted the shifts where required. As a result, overcapacity is not an issue for us in Europe at present.”Referring to sales for both the Toyota and Lexus
La reciente incorporación de Toyota a la asociación española de constructores con implantación en España plasma el compro-miso y la sensibilidad del fabricante japo-nés hacia el conjunto del sector en España. Jacques Pieraerts, presidente y consejero delegado de Toyota España, afirma que “aunque Toyota no fabrica en España, sí cuenta con varias fábricas en toda Europa, siendo uno de los principales fabricantes y miembro pleno de la Asociación de Cons-tructores Europeos de Automóviles (ACEA). Actualmente tres de cada cuatro coches que vendemos en España proviene de fábri-cas europeas, por lo que en este escenario de integración comunitaria consideramos que nuestra aportación es relevante en el seno de ANFAC”.Pieraerts considera que para la economía española “siempre es una buena noticia la adjudicación a fábricas españolas de la
MAYOR COMPROMISO CON ESPAÑA
producción de nuevos modelos, bien sea para su venta local o para su exportación al exterior. Aquello que beneficia la economía española es positivo para todos. El Plan 3 Millones de ANFAC fue presentado el pasa-do mes de noviembre, y Toyota España se incorpora oficialmente a ANFAC en enero de 2013, suscribiendo su contenido y obje-tivos transversales que benefician a todo el sector de la automoción”.En referencia a la proyección comercial de su compañía, el presidente del constructor japonés remarca que España “es, y seguirá siendo, un mercado importante para Toyota. En un escenario de extrema competitividad entre las marcas, en el último ejercicio 2012 hemos aumentado nuestra cuota de merca-do un 0,3% respecto al año anterior, alcan-zando un 5,3%, la cuota más alta dentro de los cinco grandes países que son Francia, Italia, Alemana y Reino Unido. Antes del
HEMOS MEJORADO LA EFICIENCIA DE ESTAS FÁBRICAS Y AJUSTADO LOS TURNOS DE TRABAJO DONDE HA SIDO NECESARIO, POR LO QUE, ACTUALMENTE, NO TENEMOS UNA SOBRECAPACIDAD DE PRODUCCIÓN EN EUROPA
TOYOTA MOTOR EUROPE
plan PIVE 2, planificamos un mercado por debajo de 2012. El plan PIVE 2 supone un nuevo impulso para animar el mercado, y estimamos que las ventas en 2013 supera-ran las del año anterior”.Tras la noticia de la comercialización de me-dio millón de híbridos en Europa, Pieraerts también manifestó “La tecnología híbrida se está consolidado en el mercado español como la opción de compra más inteligen-te, al alcance de cada vez más tipos de clientes. Con la gama de modelos híbridos más completa tanto en el mercado genera-lista como el premium, en Toyota España seguimos avanzando en la accesibilidad de esta tecnología que ya supone casi uno de cada cuatro modelos que vendemos en España”. En el mercado español, las ma-triculaciones acumuladas de los modelos híbridos de Toyota y Lexus superan ya las 37.000 unidades.

AutoRevista • 21
TOYOTA: OVERVIEW OF THE WORLD LEADER’S EUROPEAN STRATEGY
ducción a la demanda real, de forma que evitemos un exceso de producción. Para ello, hemos mejo-rado la eficiencia de estas fábricas y ajustado los turnos de trabajo donde ha sido necesario, por lo que, actualmente, no tenemos una sobrecapacidad de producción en Europa”.Desde el punto de vista comercial tanto para la marca Toyota como para Lexus, las mismas fuentes afirman que “nuestra estrategia de creci-miento se apoya en los modelos ubicados en los segmentos de mayor volumen así como en los fa-bricados en Europa, en el caso de Toyota. Así pues, debemos destacar Yaris, Yaris Hibrido, Auris, Auris Hibrido, Verso y Avensis en Toyota y CT200 y el nuevo IS en el caso de Lexus.
ComprasDesde la dirección de Toyota en Europa, exponen la enorme importancia de la cadena suministra-dora. “Las compras a proveedores suponen casi el 80% del coste de producción, de ahí que la estrate-gia y relación con los mismos sea absolutamente fundamental. Por eso esperamos que sean verda-deros ‘socios’ de negocio, compartiendo nuestra política de Responsabilidad Social Corporativa,
brands, the same sources stated, “Our growth stra-tegy is based on models positioned in the biggest-volume segments and, in the case of Toyota, on the units made in Europe. This means in particular the Toyota Yaris, Yaris Hybrid, Auris, Auris Hybrid, Verso and Avensis, as well as the Lexus CT200 and the new IS.
PurchasingRepresentatives from Toyota’s European manage-ment underline the enormously important role played by the supply chain. “Purchases from su-ppliers account for almost 80% of our production costs, which means that our strategy and relatio-nship with these firms is vital to our business. This is why we expect them to be genuine business
WE HAVE ENHANCED THESE PLANTS’ EFFICIENCY AND HAVE ADJUSTED THE SHIFTS WHERE REQUIRED. AS A RESULT, OVERCAPACITY IS NOT AN ISSUE FOR US IN EUROPE AT PRESENT
TOYOTA MOTOR EUROPE
La unidad medio millón, un Yaris color plata producido en su planta de Valenciennes, se entregó a a Pierre Schilder en el concesionario GTA Noisy, en Noisy-le-Grand, cerca de París./Its 500,000th unit, a silver Yaris built at the plant in Valenciennes, was delivered to Pierre Schilder at the GTA Noisy dealership in Noisy-le-Grand near Paris.

INFORMEREPORT
22 • AutoRevista
además de los requisitos de seguridad y calidad de producción. El proceso de selección contem-pla calidad, tecnología, competitividad, procesos, ubicación, situación financiera y compromiso en la relación. La decisión final se toma en un comité multifuncional tras un análisis comparativo de los candidatos”El 5% de las compras realizadas en Europa corres-ponde a proveedores establecidos en territorio español, aunque no necesariamente sean de na-cionalidad española (caso de Denso en Barcelona). “De los de origen español, los principales provee-dores son Gestamp, Maier, Ficosa, Grupo Antolin y Zanini, y trabajamos con ellos dentro y fuera de España. Buscamos una gestión de proveedores que sea responsable y ética, que ofrezca sus productos y servicios a precios competitivos, utilizando la mejor tecnología y cumpliendo los más estrictos estándares de calidad y plazos de suministro”.
HíbridosToyota ha conseguido un predominio excepcional en la tecnología de vehículos híbridos que se sigue dejando sentir con especial intensidad en Europa. En sus declaraciones a AutoRevista, el fabricante japonés recuerda que “actualmente Toyota es líder
BUSCAMOS UNA GESTIÓN DE PROVEEDORES QUE SEA RESPONSABLE Y ÉTICA, QUE OFREZCA SUS PRODUCTOS Y SERVICIOS A PRECIOS COMPETITIVOS, CUMPLIENDO LOS MÁS ESTRICTOS ESTÁNDARES DE CALIDAD Y PLAZOS DE SUMINISTRO
DIRECCIÓN DE TOYOTA EN EUROPA
Toyota’s recent membership of the AN-FAC (Asociación Nacional de Fabricantes de Automóviles y Camiones – National Association of Automobile and Truck Ma-nufacturers) underlines the Japanese manufacturer’s commitment to the sector here and its sensitivity to the issues affec-ting it. Jacques Pieraerts, President and CEO of Toyota España, states, “Although To-yota, one of the world’s leading automakers and a full member of the ACEA (European Automobile Manufacturers Association), does not manufacture in Spain, it does have several factories in Europe. At present, three out of every four cars we sell in Spain is made at a European factory. As a result, given that the operating environment is characterised by European integration, we believe that we can make a valuable contri-bution to the ANFAC.”Mr Pieraerts considers that, for the Spanish
GREATER COMMITMENT TO SPAIN
economy, “award of manufacture of new models to Spanish factories, whether for local sale or export, is always good news. Anything that benefits Spain’s economy is good for all of us. ANFAC’s 3 Million Plan was announced in November and, when To-yota España officially joined the association in January 2013, it undertook to adhere to the Plan’s content and to support its cross-sector objectives designed to benefit the entire automotive industry.”Referring to his company’s sales pros-pects, the President and CEO remarks that Spain “is, and will remain, a major market for Toyota. In a climate characterised by extremely ferocious competition between brands, in 2012 we increased our market share by 0.3% on the previous year to take 5.3% overall, the biggest proportion that we hold in any of the big five European coun-tries (France, Italy, Germany, England and
partners and to share our Corporate Social Res-ponsibility policy and meet all of our production quality and safety requirements. In the selection process, we assess quality, technology, competiti-veness, processes, location, financial position and commitment to the relationship. The final decision is made by a multi-disciplinary committee after we have carried out comparative analysis of all of the candidates.”In total, 5% of Toyota’s purchases in Europe are made from suppliers established in Spain, al-though they may not necessarily be Spanish com-panies (Denso Barcelona being a case in point). The same sources continue, “Our main Spanish suppliers are Gestamp, Maier, Ficosa, Grupo Anto-lin and Zanini, and we work with them both in and outside Spain. We adopt a responsible and ethical approach to supplier management and we expect them to provide their products and services at competitive prices whilst using the best technolo-gy and meeting the strictest quality standards and lead times.”
HybridsToyota has established an exceptionally strong po-sition in the hybrid vehicle segment and continues
Spain). Before the PIVE 2 plan was announ-ced, we had forecast that the market would be smaller than in 2012. However, the PIVE 2 programme will give it a significant boost and we now expect sales in 2013 to be hig-her than they were last year.”Referring to the news that Toyota has now sold half a million hybrids in Europe, Mr Pieraerts says, “Hybrid technology is increasingly acknowledged in the Spanish market as the smartest option and it is coming within reach of a growing range of customers. Selling the widest range of hybrid models in both the volume and pre-mium markets, Toyota España continues to make this technology ever-more accessible to buyers and it now accounts for almost one in four models that we sell in Spain. Aggregate sales of Toyota and Lexus hy-brids in the Spanish market now stand at over 37,000 units.”
AutoRevista • 23
TOYOTA: OVERVIEW OF THE WORLD LEADER’S EUROPEAN STRATEGYTOYOTA, LA ESTRATEGIA EUROPEA DEL LÍDER MUNDIAL
to wield a particularly powerful influence in Euro-pe. When speaking to AutoRevista, representatives from the Japanese manufacturer underlined, “To-yota is currently Europe’s biggest hybrid vehicle brand in terms of both manufacture and sales. We have sold over 500,000 units to date. We currently build these models at two production centres — Burnaston, in the United Kingdom, where we make the Auris hybrid, and Valenciennes, in France, whe-re we manufacture the Yaris hybrid.” So far, the brand has sold 375,000 Full Hybrid Toyota vehicles and 125,000 Lexus hybrid models. Its 500,000th unit, a silver Yaris built at the plant in Valencien-nes, was delivered to Pierre Schilder at the GTA Noisy dealership in Noisy-le-Grand near Paris.Karl Schlicht, Executive Vice-President of Sales and Marketing at Toyota Motor Europe, stated,
WE ADOPT A RESPONSIBLE AND ETHICAL APPROACH TO SUPPLIER MANAGEMENT AND WE EXPECT THEM TO PROVIDE THEIR PRODUCTS AND SERVICES AT COMPETITIVE PRICES
TOYOTA MOTOR EUROPE
en fabricación y venta de vehículos híbridos en Europa con más de 500.000 unidades comerciali-zadas. Actualmente contamos con dos centros de producción para estos modelos. El primero en Bur-naston, en Reino Unido, donde se fabrica el Auris hibrido y el segundo en Valenciennes, Francia, con el Yaris hibrido”.Se han vendido 375.000 vehículos híbridos combinados Full Hybrid Toyota y 125.000 Lexus hasta la fecha. La unidad medio millón, un Yaris color plata producido en Valenciennes, se entregó a a Pierre Schilder en el concesionario GTA Noisy, en Noisy-le-Grand, cerca de París. Karl Schlicht, vicepresidente ejecutivo de Ventas y Marketing de Toyota Motor Europe, declaró: “Con cada lanzamiento de un nuevo modelo híbrido, especialmente en los importantes segmentos

INFORMEREPORT
24 • AutoRevista
TOYOTA: OVERVIEW OF THE WORLD LEADER’S EUROPEAN STRATEGYTOYOTA, LA ESTRATEGIA EUROPEA DEL LÍDER MUNDIAL
EL CONSTRUCTOR NIPÓN LANZARÁ 21 NUEVOS MODELOS HÍBRIDOS EN TODO EL MUNDO PARA 2015, QUE SEGUIRÁN LOS PASOS DEL PRIUS, CON 15 AÑOS DE HISTORIA
BETWEEN NOW AND 2015, THE JAPANESE AUTOMAKER WILL LAUNCH 21 NEW HYBRID MODELS WORLDWIDE, ALL OF WHICH WILL STAND ON THE SHOULDERS OF THE PRIUS, WHICH HAS NOW BEEN ON THE MARKET FOR 15 YEARS
“With each new hybrid model launch, especially in the important supermini and lower-medium segments, represented by the Yaris hybrid and the new Auris hybrid, we believe that hybrid technology has reached a new milestone in Europe. We remain committed to leading the democratisation of hybrids within the automotive sector.”Speaking to AutoRevista, sources at the company’s European headquarters underlined, “We plan to concentrate on continuing to increase sales of our hybrid models in line with our aim of introducing hybrid technology into all of the market segments in which we are present. We estimate that in 2013 hybrid models will account for almost 30% of Toyota’s overall sales in Spain.”Ever since the European launch of the pioneering Prius in 2000, sales of Toyota and Lexus hybrids have climbed steadily and now represent around 15% of the brand’s total sales volume.Between now and 2015, the Japanese automaker will launch 21 new hybrid models worldwide, all of which will stand on the shoulders of the Prius, which has now been on the market for 15 years.
B y C, con el Yaris hybrid y ahora con el nuevo Auris hybrid, creemos que la tecnología híbrida ha alcanzado el punto de inflexión en Europa. Estamos decididos a seguir liderando el sector de la automoción hacia la democratización de los híbridos”. En declaraciones a AutoRevista, la central de la compañía en Europa subraya que “nuestra previsión se centra en continuar aumentando los niveles de ventas de nuestros modelos híbridos en línea con el objetivo de continuar incorporando la tecnología híbrida en todos los segmentos de mercado donde tenemos gama. Estimamos que el volumen de vehículos Toyota Híbridos en España en 2013 será cerca del 30% del total de las ventas en este país”.Desde el lanzamiento pionero del Prius en Europa en el año 2000, las ventas de vehículos híbridos Toyota y Lexus han crecido constantemente, y en la actualidad representan alrededor del 15% del volumen total de ventas de Toyota.El constructor nipón lanzará 21 nuevos modelos híbridos en todo el mundo para 2015, que seguirán los pasos del Prius, con 15 años de historia.
“Nos hemos centrado en que los niveles de calidad y de productividad en los procesos de fabricación de las fábricas europeas sean los más elevados”./“The first thing we have done is make sure that quality standards and productivity at our European factories are optimal”.
AutoRevista • 25
ESTRATEGIASTRATEGY
26 • AutoRevista
omo premisa fundamental en la gestión de la cadena de suministro y en la función de Compras, Toyota recalca un concepto
extensible a todas sus áreas de actividad: el valor del respeto. El respeto en las relaciones internas con los integrantes de la compañía y con los representantes de entidades externas, que de una u otra forma mantienen una relación transcendente con la compañía. Dentro de la filosofía de mejora continua, Toyota sintetiza su proyección hacia las empresas externas con las que trabaja a través de una frase: “Respetamos a los otros,hacemos todos los esfuerzos para comprender a cada uno, asumimos la responsabilidad y damos lo mejor de nosotros para construir una confianza mutua”.De forma específica, Toyota considera que el papel de las compras se centra en establecer excelentes relaciones con “sus compañías socias” y apoyar
ne of the fundamental premises of Toyota’s supply chain and purchasing management is applicable to every area
of its business — respect. This respect encompas-ses all its relationships, both internal ones with company staff and external ones with organisatio-ns that work with the company in one respect or another. To channel its focus on continual improve-ment, Toyota encapsulates its relationship with the external companies with which it works in a single sentence: “We respect others, make every effort to understand each other, take responsibility and do our best to build mutual trust.”Specifically, Toyota believes that purchasing’s role should be to establish excellent relationships with its partners and support co-operation agreements. It is also convinced that, bearing in mind that pur-chasing accounts for 80% of vehicle production
Una mirada al capítulo de Desarrollo de la Cadena de Suministro en el Informe Anual de Sostenibilidad de Toyota ayuda a comprender cómo una singular gestión de Compras se revela como una de las claves del éxito del constructor japonés. En determinados aspectos, la fi losofía en este campo guarda similitudes con otros constructores, pero el líder mundial sigue aportando unas peculiaridades inequívocas. Reading through the chapter entitled Supply Chain Development in Toyota’s Annual Sustainability Report helps explain how the Japanese automaker’s unique approach to purchasing management has been one of the keys to its success. The philosophy adopted by the brand in this fi eld shares several things in common with the measures put in place by other vehicle manufacturers but, equally, several of the world leader’s practices are genuinely unique.
EL FLUJO DE VALORDE TOYOTA A TRAVÉS
FLUJO DE VALORDE TOYOTA A TRAVÉS
FLUJO DE VALOR
DE LAS COMPRASToyota using purchasing to drive value creationHABLA DE RESPETO Y TRANSPARENCIA EN LA RELACIÓN CON SUS PROVEEDORES RESPECT AND TRANSPARENCY IN ITS RELATIONSHIPS WITH SUPPLIERS
POR JULIO ARROYO TOLEDO / TRANSLATION: VERITAS TRADUCCIÓN Y COMUNICACIÓN / FOTOS/PHOTOS: TOYOTA
C O

AutoRevista • 27
TOYOTA: OVERVIEW OF THE WORLD LEADER’S EUROPEAN STRATEGY
acuerdos de colaboración. Añade que teniendo en cuenta que las compras representan el 80% de los costes de fabricación de un vehículo, constituyen una función crítica en relación con la rentabilidad corporativa. El constructor subraya que depende de la cooperación de un determinado número de proveedores para garantizar la eficiencia en su proveedores para garantizar la eficiencia en su cadena de suministro y entregar los productos de mejor calidad. La misión que persigue la Dirección de Compras consiste en diseñar una cadena de suministro que opere de forma ética y responsable, proporcionando productos y servicios al precio más competitivo y empleando la mejor tecnología. Naturalmente, ofreciendo los más altos estándares de calidad y entrega de los mejores proveedores globales.Sin embargo, desde Toyota recalcan que los responsables de esta función deben ir más allá, pues esperan que sus equipos de compras entiendan y prevean de forma holística el aprovisionamiento de materiales y servicios, manteniendo una responsabilidad social y
costs, this function has a critical impact on com-pany profitability. Sources at the automaker un-derline that it depends on supplier co-operation to guarantee supply chain efficiency and deliver high-quality products.The Purchasing Department’s mission is to design a supply chain that operates ethically and respon-sibly whilst delivering products and services at the most competitive price possible and with the best technology. That also means working with the best global suppliers to achieve the highest standards of quality and the shortest lead times.Nevertheless, sources at Toyota emphasise that the managers responsible for this function need to go even further, as Toyota expects its purchasing teams to view material and service supply from a holistic perspective and understand and anticipate requirements. They are also expected to maintain social and environmental accountability, which is extensible to the entire supply chain.According to the same representatives, the purcha-sing function is based on four cornerstones: com-

ESTRATEGIASTRATEGY
28 • AutoRevista
LAS COMPRAS ACTÚAN COMO EL PUNTO CENTRAL DE INFORMACIÓN ENTRE CADA FUNCIÓN DE TOYOTA EN TODOS LOS ESTADIOS DE LA PRODUCCIÓN
TOYOTA MOTOR EUROPE
medioambiental extensible a toda la cadena de suministro.La función de Compras se desdobla, según afirman desde Toyota, en cuatro vertientes: adquisición de materiales y componentes competitivos a proveedores locales; accesibilidad e incorporación de la mejor tecnología existente en la Unión Europea; establecimiento de marcos de cooperación sostenibles con los proveedores; y aseguramiento de los mejores índices de calidad y entrega a tiempo, a través del incremento de oportunidades educativas a nuestros proveedores y el apoyo a la hora de compartir las mejores prácticas a través de las asociaciones de proveedores.Fuentes de la compañía añaden que se trata de una actividad de funcionalidad transversal en la que se implica a los proveedores desde las fases más tempranas de diseño y desarrollo hasta la preparación para la producción y el suministro continuo una vez se ha producido el lanzamiento de cada modelo. Subrayan que las compras actúan como el punto central de información entre cada función de Toyota en todos los estadios de la producción.
Los pilares de la política de ComprasEn la búsqueda de un crecimiento sostenible, Toyota contempla una serie de pilares sobre los que se sustenta la actividad de Compras. El constructor habla, en primer término, de la Responsabilidad Social Corporativa (RSC), como elemento para la valoración y elección de proveedores. Toyota Motor Europe se compromote activamente y promueve la RSC entre sus proveedores. En 2010 y 2011, junto
petitive materials and components procurement from local suppliers; access to and incorporation of the best technology available in the European Union; creation of sustainable co-operation fra-meworks with suppliers; and assurance of the best quality and on-time delivery indices by increasing training opportunities for suppliers and by provi-ding support and sharing best practice via supplier associations.Sources at the company add that purchasing is a cross-cutting function which involves suppliers in the process from the earliest stages of design and development right through to preparation for production and ongoing supply following the laun-ch of the model in question. They underline that purchasing acts as the information nexus between each of Toyota’s business functions at every stage of production.
Cornerstones of the purchasing policyIn its quest for sustainable growth, Toyota bases its purchasing operations on five key areas. Firstly, the automaker focuses on Corporate Social Res-ponsibility, highlighting it as one of the elements taken into account when assessing and selecting suppliers. Toyota Motor Europe is actively commit-ted to this and encourages CSR among its supply panel. In 2010 and 2011, along with several other vehicle manufacturers belonging to the Automo-tive Industry Action Group (AIAG), it provided training in this field to suppliers in Turkey. It now plans to extend this initiative to other regions.The second aspect on which the Japanese auto-maker focuses is safety. The objective in this case
2.- Toyota considera que el papel de las compras se centra en establecer excelentes relaciones con “sus compañías socias” y apoyar acuerdos de colaboración./Toyota believes that purchasing’s role should be to establish excellent relationships with its partners and support co-operation agreements.
1.- El Sistema de Producción Toyota (TPS en sus siglas en inglés) constituye otro punto clave en la política de compras./The purchasing policy is underpinned by the Toyota Production System (TPS).
1 2
AutoRevista • 29
TOYOTA: OVERVIEW OF THE WORLD LEADER’S EUROPEAN STRATEGYTOYOTA, LA ESTRATEGIA EUROPEA DEL LÍDER MUNDIAL
PURCHASING ACTS AS THE INFORMATION NEXUS BETWEEN EACH OF TOYOTA’S BUSINESS FUNCTIONS AT EVERY STAGE OF PRODUCTION.
TOYOTA MOTOR EUROPE
a otros constructores en el Automotive Industry Action Group (AIAG) proporcionaron formación en este terreno a sus proveedores en Turquía. El propósito se centra en extender esta iniciativa a otras regiones. El segundo aspecto en el que incide el fabricante japonés es la seguridad con el objetivo de los cero accidentes tanto en la propia compañía como en toda la cadena de suministro. Para ello, se ha introducido una actividad piloto entre los proveedores, que incluyen una comunicación mensual para compartir medidas de seguridad aplicadas e información sobre accidentes; auditorías de seguridad para revisar las estrategias de cada proveedor en este campo y seminarios anuales.Por supuesto, en tercer lugar, la calidad se mide según el criterio de partes defectuosas por millón (PPM). Se fija un objetivo anual y en caso de incumplimiento, el proveedor debe implementar planes de mejora. Todos los suministradores tienen acceso a los datos de calidad a través de aplicaciones seguras en Internet.Por otro lado, el Sistema de Producción Toyota (TPS en sus siglas en inglés) constituye otro punto clave en la política
is to eliminate accidents both within the company itself and within the supply chain as a whole. To achieve this, it has launched a pilot programme among its suppliers that includes monthly updates to share the safety measures applied and information about accidents. It also performs safety audits to assess each supply firm’s strategy in this field and holds annual seminars on the subject.Quality is the third key area and is measured in terms of number of defective parts per million. The company sets an annual target and, if this is not met, the supplier has to implement improvement plans. All of the brand’s supply panel have access to the quality data via secure Internet-enabled applications.The purchasing policy is underpinned by the Toyota Production System (TPS). Under this, the firm works to ensure that its just-in-time manufacturing and delivery objectives are met. Performance is measured in terms of number of delays per million parts. Naturally, cost is also an absolute priority. Supplier performance in this regard is measured during the marque’s annual price review, which

ESTRATEGIASTRATEGY
30 • AutoRevista
de compras, pues se trabaja para asegurar que se logran los objetivos en términos de producción just in time en fabricación y entregas. El rendimiento se mide en retrasos por cada millón de piezas. Por supuesto, el coste supone una prioridad absoluta. El rendimiento de los proveedores en este concepto contempla una revisión anual de precios, que analiza los costes y diferencia entre los costes reales y los objetivos.
Criterios de selecciónToyota cuida escrupulosamente el modo de elegir a sus proveedores hasta el punto de que ha definido una guía de toma de decisiones basada en la transparencia y en la competencia limpia entre candidatos a convertirse en suministradores. Según el constructor asiático, los criterios de selección incluyen calidad, capacidad tecnológica, competitividad en coste, ubicación, compromiso con la RSC, solvencia financiera y compromiso de gestión en la relación de negocio. La selección final se consensua entre divisiones en un análisis comparativo (benchmarking) de las cualidades y rendimiento del potencial proveedor. Todo el proceso se somete a un Código de Conducta que garantiza que no pueda haber trato de favor para ninguna compañía.El fabricante alberga expectativas de sus proveedores y les demanda compromisos como el de ejercer como abogados de Toyota ante sus compañías, al tiempo que el Departamento de Compras del constructor puede actuar como abogado del proveedor ante la Dirección del fabricante. Toyota asegura que despliega equipos multidisciplinares para proporcionar apoyo en etapas de crisis e invierte en programas de desarrollo a largo plazo con el fin de ayudar a sus socios estratégicos a crecer en paralelo a la compañía. “Nuestros proveedores tienen acceso a nuestra experiencia y a nuestros estándares de proceso, lo que revierte en el desarrollo de su negocio”, aseguran.
analyses costs and differentiates actual against target cost.
Selection criteriaToyota pays meticulous attention to the supplier selection process, even going so far as to draw up a decision-making guide to ensure transparency and fair competition between candidates looking to join the supply panel. According to the Asian au-tomaker, these selection criteria include quality, te-chnology capacity, cost competitiveness, location, commitment to RSC, financial solvency and mana-gement commitment to the business relationship.The final choice is made consensually between divisions after benchmarking each potential supplier’s qualities and performance. The entire process is subject to a Code of Conduct that gua-rantees that none of the candidates receive prefe-rential treatment.The manufacturer has significant expectations of its suppliers and demands commitments from them such as acting as advocates of Toyota when dealing with their companies. At the same time, the vehicle manufacturer’s Purchasing Department undertakes to advocate the supplier when dealing with the brand’s senior management. Toyota sour-ces say that the firm sets up multi-disciplinary tea-ms to provide support in times of crisis and invests in long-term development programmes to help its strategic partners grow alongside the company. “Our suppliers have access to our experience and our process standards, which has an impact on the development of their businesses,” they state.As regards the environment, Toyota urges its su-ppliers to gain ISO 14001 certification and makes it obligatory for them to inform the vehicle ma-nufacturer about the environmental management system implemented.This ongoing interaction with suppliers is epito-mised by the Annual Business Meeting (ABM) that gives supply firms the opportunity to describe and share the benefits of their best and most effective
NUESTROS PROVEEDORES TIENEN ACCESO A NUESTRA EXPERIENCIA Y ESTÁNDARES DE PROCESO, LO QUE REVIERTE EN EL DESARROLLO DE SU NEGOCIO
TOYOTA MOTOR EUROPE

AutoRevista • 31
TOYOTA: OVERVIEW OF THE WORLD LEADER’S EUROPEAN STRATEGYTOYOTA, LA ESTRATEGIA EUROPEA DEL LÍDER MUNDIAL
Desde el punto de vista medioambiental, Toyota insta a sus proveedores a certificarse con la norma ISO 14001 y establece la condición de requerir al proveedor para compartir detalles del sistema de gestión que implemente. La interacción se plasma, asimismo, en el evento Annual Business Meeting (ABM), que da a los proveedores la oportunidad de exponer y compartir experiencias sobre sus mejores prácticas. Por otro lado, se ha creado una asociación de proveedores europeos del constructor japonés, Toyota in Europe Association of Manufacturers (TEAM), con el fin de mejorar el rendimiento individual y colectivo, a través de la ayuda mutua, la comunicación entre empresas y la acción de compartir ideas y técnicas. Cerca de 70 compañías se dieron cita en la última reunión del TEAM, la Annual Review Meeting (ARM).En suma, Toyota diferencia a sus proveedores, según el nivel de esfuerzo requerido por parte de TME para minimizar la cantidad, la criticidad y la frecuencia de las problemáticas. El programa de desarrollo de proveedores identifica a los proveedores estratégicos con mayor potencial y concentra esfuerzos en el desarrollo de acuerdos de cooperación a largo plazo.
practices. At the same time, the brand has created an association for its European suppliers, Toyota in Europe Association of Manufacturers (TEAM) to foster improvement of individual and collective performance. This is achieved through mutual aid, communication between companies and by openly sharing ideas and techniques. The last TEAM An-nual Review Meeting was attended by almost 70 companies.In short, Toyota differentiates between suppliers based on the level of effort required from TME in order to minimise number, criticality and recurren-ce of concerns. The supplier development progra-mme identifies those strategic partners that offer greatest potential and concentrates on developing long-term co-operation agreements.
OUR SUPPLIERS HAVE ACCESS TO OUR EXPERIENCE AND OUR PROCESS STANDARDS, WHICH HAS AN IMPACT ON THE DEVELOPMENT OF THEIR BUSINESSES
TOYOTA MOTOR EUROPE
PROVEEDORESSUPPLIERS
32 • AutoRevista
anini Auto Grup trabaja para Toyota desde el año 2007. En primer lugar logró el proyecto de los embellecedores de rueda
para el modelo Aygo, fabricado en la planta de Kolin (República Checa) junto con los modelos Citröen C1 y Peugeot 107, suministrados desde la planta checa Zanini CZ en Kadañ. Posteriormente este proveedor se adjudicó el suministro de los embellecedores de rueda del modelo Yaris, suministrado desde Zanini Francia (localizada en Oyonnax) a Toyota en Valenciennes. “Para esta misma planta también suministramos el embellecedor de rueda exclusivo para el modelo híbrido. Asimismo, desde la planta Zanini Tennessee se suministran embellecedores de rueda para los modelos Corolla, Sienna y Highlander, fabricados por Toyota en Estados Unidos para el mercado americano”, señala Alejandro Roca-Umbert, director de Ventas y Marketing.
anini Auto Grup began working with To-yota in 2007. It started with production of wheel trim for the Aygo made at the Kolin
plant in the Czech Republic (which also builds the Citröen C1 and Peugeot 107), delivering to the factory from the Zanini CZ site in Kadañ. The re-lationship deepened when the firm was awarded supply of wheel trim for the Yaris. In this case, the component is manufactured by Zanini France (in Oyonnax) and delivered to Toyota in Valenciennes. “We are also the exclusive suppliers of the whe-el trim for the hybrid model built at that plant. Likewise, Zanini Tennessee supplies wheel trim for the Corolla, Sienna and Highlander made by Toyota in the United States for the American market,” Ale-jandro Roca-Umbert, Zanini Auto Group’s Sales & Marketing Director explains.Mr. Roca-Umbert goes on to explain that Toyota “is also an industry leader in the way it establis-hes ties with its suppliers. For Zanini Auto Grup,
Z Z
En un periodo de cinco años, la multinacional española Zanini ha construido una sólida relación con Toyota. Con un arranque en la República Checa, al que siguió un trabajo específi co para el constructor en Francia, la cooperación se ha extendido a escala continental con un proyecto en Estados Unidos. La fi rma catalana valora, en gran medida, su relación con el fabricante nipón. Over the last fi ve years, Spanish multinational Zanini has developed a solid relationship with Toyota. Beginning with the start-up of operations in the Czech Republic and followed by a specifi c project for the automaker in France, the supplier’s work with the automaker has since led it to cross the Atlantic and launch a programme in the United States. In this article, the Catalonian fi rm underlines just how highly it values its relationship with the Japanese vehicle manufacturer.
POR JULIO ARROYO TOLEDO / TRANSLATION: VERITAS TRADUCCIÓN Y COMUNICACIÓN / FOTOS/PHOTOS: ZANINI AUTO GRUP
LA IMPORTANCIA DE UN VÍNCULO DE VALOR MUTUO VALOR MUTUO VALORCLIENTE-PROVEEDORThe importance of creating mutual client–supplier valueZANINI DESTACA LAS CARACTERÍSTICAS DE LA FORMA DE TRABAJAR CON TOYOTA ZANINI OUTLINES TOYOTA’S WAY OF WORKING WITH SUPPLY FIRMS

AutoRevista • 33
TOYOTA: OVERVIEW OF THE WORLD LEADER’S EUROPEAN STRATEGYTOYOTA, LA ESTRATEGIA EUROPEA DEL LÍDER MUNDIAL
ZANINI DESTACA LAS CARACTERÍSTICAS DE LA FORMA DE TRABAJAR CON TOYOTA ZANINI OUTLINES TOYOTA’S WAY OF WORKING WITH SUPPLY FIRMS
FROM PROJECT DEVELOPMENT THROUGH TO SERIES DELIVERY, COMMUNICATION AND MUTUAL VALUE CREATION BASED ON TRUST AND THE QUEST FOR TOTAL PRODUCT QUALITY ARE CONSTANT
ALEJANDRO ROCA-UMBERT,ZANINI AUTO GRUP´S SALES & MARKETING DIRECTOR
Roca-Umbert considera que Toyota “es una marca líder también en el vínculo que establece con sus proveedores. Para Zanini Auto Grup, formar parte de la base de proveedores de Toyota ha sido un hito no sólo por el volumen de negocio que repre-senta, sino también por el modo en que la relación cliente–proveedor se convierte en más que una relación meramente comercial. Desde el desarro-llo de los proyectos hasta el suministro en serie, existe un proceso de comunicación y de aporta-ción de valor mutuo que se basa en la confianza y en la búsqueda de la calidad total del producto completo. Las herramientas de mejora continua son utilizadas día a día para ofrecer productos in-novadores y estrechar los lazos entre Toyota y el proveedor”. El reconocimiento de Zanini Auto Grup como pro-veedor cualificado a escala global por parte de Toyota “supone un reto en cuanto al cumplimiento de las expectativas exigentes de este constructor
joining the Toyota supply panel was a milestone, not only because of the amount of business it re-presents, but also because of the way in which the client–supplier relationship there is based on something more than merely commercial transac-tions. From project development through to series delivery, communication and mutual value crea-tion based on trust and the quest for total product quality are constant. Continual improvement tools are used on a daily basis to develop innovative pro-ducts and strengthen ties between Toyota and its suppliers.”Zanini Auto Grup’s recognition as a world-class supplier by Toyota, “represented a challenge both as regards meeting the automaker’s stringent de-mands and the possibility of supplying for models built worldwide in huge volumes.”Referring to the fact that Toyota likes to establish long-term relationships with its suppliers, Mr. Roca-Umbert explain, “When the development,
DESDE EL DESARROLLO DE LOS PROYECTOS HASTA EL SUMINISTRO EN SERIE, EXISTE UN PROCESO DE COMUNICACIÓN Y DE APORTACIÓN DE VALOR MUTUO
ALEJANDRO ROCA-UMBERT,DIRECTOR DE VENTAS Y MARKETING DE ZANINI AUTO GRUP
Embellecedor de rueda para llanta de acero Corolla./Corolla steel wheel trim.

PROVEEDORESSUPPLIERS
34 • AutoRevista
y la posibilidad de acceder a modelos que se fabri-can a escala mundial en volúmenes elevados”.Desde la perspectiva de que Toyota establece rela-ciones a largo plazo con sus proveedores, “cuando el nivel de desarrollo, calidad y suministro respon-de a sus expectativas, el proveedor es considerado como una parte más de Toyota, no como un mero eslabón en la Supply Chain. La productividad es también un factor importante para Toyota, sin em-bargo el modo de lograrla se basa en mejoras obje-tivas que impactan el producto o el proceso tanto del proveedor como de Toyota. La transparencia y la honestidad en las relaciones entre las dos com-pañías constituyen un factor muy positivo que po-tencia el nivel de colaboración en la búsqueda de objetivos comunes”, indica el directivo.Para Alejandro Roca-Umbert, Toyota está en un Para Alejandro Roca-Umbert, Toyota está en un
proceso de afianzamiento en el mercado proceso de afianzamiento en el mercado europeo. “La adaptación a los están-europeo. “La adaptación a los están-
dares técnicos y de diseño apli-dares técnicos y de diseño apli-cables a Europa fundamenta el cables a Europa fundamenta el
progreso en este mercado. Este progreso en este mercado. Este hecho se refleja en el tipo de producto y especificación que se solicita a los proveedores de cada familia de productos”.“La introducción de vehícu-“La introducción de vehícu-
los híbridos ha impactado de-los híbridos ha impactado de-finitivamente en los diseños de finitivamente en los diseños de
embellecedores de rueda con pesos embellecedores de rueda con pesos mínimos y condiciones de diseño aero-mínimos y condiciones de diseño aero-
dinámico que reducen el consumo de energía en la propulsión. Esto ha permitido a Toyota gozar de las últimas innovaciones realizadas por Zanini Auto Grup en cuanto a materiales y desarrollos de embellecedores orientados al bajo consumo”. En relación la progresión de la industria proveedo-ra española en la cadena de suministro de Toyota, el director de Ventas y Marketing considera que Toyota siempre busca las fuentes de suministro más fiables y competitivas en todos los merca-dos. “Zanini Auto Grup ya tomó ventaja de esta orientación de Toyota proporcionando soluciones que se adaptaran a las necesidades y exigencias de Toyota. La base de proveedores española está en posición puntera en muchos tipos de producto tanto a nivel de calidad como de capacidades de innovación y coste, lo cual va a permitir una ma-yor penetración de proveedores nacionales en el panel de Toyota”.
quality and supply standards meet expectations, the supplier is considered a part of Toyota, not just a link in the supply chain. Productivity is another major factor for Toyota. However, the way it achie-ves it is based on making objective improvements that have an impact on the product or process for both the supplier and Toyota. Transparency and honesty in the relationship between the two com-panies are extremely positive factors that encoura-ge ever-greater co-operation in the quest to achie-ve common goals.” For Zanini’s Sales & Marketing Director, Toyota is in the process of consolidating its position in the European market. “Adaptation to engineering and design standards applicable to Europe is the driving force behind its progress in this market. This fact is reflected in the type of component ordered from suppliers of each product family and the specifications set for them.The arrival of hybrid vehicles has had a huge im-pact on wheel trim design, placing greater empha-sis than ever on minimising weight and maximi-sing aerodynamics to reduce fuel consumption. This has enabled Toyota to fit Zanini Auto Grup’s latest innovations in energy-saving wheel trim de-sign and materials on its models.”Referring to the Spanish components industry’s position in Toyota’s supply chain, manager at Za-nini believes that the Japanese brand always seeks each market’s most reliable and competitive su-pply sources. “Zanini Auto Grup has already taken advantage of this approach by Toyota to deliver so-lutions that meet the manufacturer’s requirements and demands. When it comes to quality, innova-tion capacity and cost, Spain’s supply base opera-tes at the cutting edge in many product types. This means that an increasing number of Spanish firms is likely to join Toyota’s supply panel.”
TOYOTA: OVERVIEW OF THE WORLD LEADER’S EUROPEAN STRATEGYTOYOTA, LA ESTRATEGIA EUROPEA DEL LÍDER MUNDIAL
THE WAY TOYOTA ACHIEVES PRODUCTIVITY IS BASED ON MAKING OBJECTIVE IMPROVEMENTS THAT HAVE AN IMPACT ON THE PRODUCT OR PROCESS FOR BOTH THE SUPPLIER AND TOYOTA
ALEJANDRO ROCA-UMBERT,ZANINI AUTO GRUP´S SALES & MARKETING DIRECTOR
LA PRODUCTIVIDAD ES TAMBIÉN UN FACTOR IMPORTANTE PARA TOYOTA, SIN EMBARGO EL MODO DE LOGRARLA SE BASA EN MEJORAS OBJETIVAS QUE IMPACTAN EL PRODUCTO O EL PROCESO TANTO DE PROVEEDOR COMO DE TOYOTA
ALEJANDRO ROCA-UMBERT, DIRECTOR DE VENTAS Y MARKETING DE ZANINI AUTO GRUP
Embellecedor de rueda para llanta de aleación Sienna y Highlander./Sienna and Highlander alloy wheel trim.
AutoRevista • 35
GETS READY FOR THE VS20 VEHICLE PROGRAMME
SE PREPARA PARA ACOMETER EL PROYECTO VS20
MERCEDES-BENZ Vitoria
INFORME • REPORTUna transición ajustada para un ilusionante lanzamiento Tightly managed transition for an exciting launch
36
PROVEEDORES • SUPPLIERSEjemplos de valor añadido en procesos críticosAdding value to critical processes
40

INFORMEREPORT
36 • AutoRevista
ercedes-Benz en Vitoria ha vuelto a demostrar la capacidad de perfecciona-miento de sus estructuras para garanti-
zar su competitividad en el organigrama industrial de Daimler. Emilio Titos, director general de Ope-raciones Industriales del constructor en España, indica que “los criterios que se han seguido y se continúan aplicando en la factoría son una mejor gestión del conocimiento dentro de las organiza-ciones a través de la Formación Profesional; un for-talecimiento de las estructuras productivas desde las universidades y los centros tecnológicos, un aumento de la flexibilidad y la adaptación continua a los mercados; la facilitación de financiación y un reparto equitativo de las cargas sociales”.
he Mercedes-Benz plant in Vitoria has once again demonstrated its abi-lity to fine-tune its resources and un-
derpin its competitiveness within Daimler’s industrial structure. Emilio Titos, the German automaker’s Director of Industrial Operations in Spain, explains, “The criteria that the centre has followed, and continues to apply, focus on improving knowledge management within the organisation by fostering vocational training; strengthening production structures with the support of universities and technology centres; increasing flexibility and adapting continually to market demand; facilitating financing; and sha-ring social costs equitably.”
M T
La factoría de Daimler en Vitoria ha logrado resistir en los últimos años los embates de un entorno económico extremadamente delicado. En esa coyuntura ha lanzado la versión eléctrica del modelo que le ha otorgado una posición exclusiva a nivel mundial. Tras un año difícil y en un 2013 de transición, se prepara con ilusión y esfuerzo para un nuevo reto. The Daimler factory in Vitoria has managed to weather the storm that has been wreaking havoc throughout the economy in recent years. Moreover, despite the current climate, it has launched the electric version of the model that has given it an exclusive position worldwide. After a tough year, 2013 will be a period of transition as the factory works enthusiastically on its latest challenge.
POR L.M.G. / TRANSLATION: VERITAS TRADUCCIÓN Y COMUNICACIÓN / FOTOS/PHOTOS: MERCEDES-BENZ VITORIA
DESDE VITORIA RECLAMAN MAYOR APOYO A LAS VENTAS DE VEHÍCULOS ELÉCTRICOS EXECUTIVES IN VITORIA CALL FOR MORE SUPPORT FOR ELECTRIC VEHICLE SALES
MERCEDES-BENZ VITORIA
UNA TRANSICIÓNAJUSTADA PARA UN ILUSIONANTE LANZAMIENTOTightly managed transition for an exciting launch

AutoRevista • 37
MERCEDES-BENZ VITORIA GETS READY FOR THE VS20 VEHICLE PROGRAMME
DESDE VITORIA RECLAMAN MAYOR APOYO A LAS VENTAS DE VEHÍCULOS ELÉCTRICOS EXECUTIVES IN VITORIA CALL FOR MORE SUPPORT FOR ELECTRIC VEHICLE SALES
All of this was done in 2012, a year that Mr Titos describes as “a very intense 12 months, but that is something we are used to. We have been working simultaneously on the series, on producing vans and MPVs to meet market demand, and on our VS20 vehicle programme, which is the key to our short- and medium-term future.”The executive underlines that for the factory, 2012 “was a year of two very different halves. In the first, our production forecasts were fairly optimistic, but in the second we were forced to cut our manufacturing volume. We are still below the level we were at before the start of the crisis. However, as far as our work on the new vehicle programme is concerned, we are making good progress.”Investment is now being made in the factory and most of the spending will be completed by the end of this year. Mr Titos says, “We are working on the facilities in all three of our production areas — Body-in-White Assembly, Paint and Final Assembly — to get the centre ready for the new vehicle. We are also adapting our intralogistics to handle the new internal and external materials flows. Provided the market develops as expected, we will create the new jobs announced. Naturally, we are working hard and are confident that our new model will become the undisputed market
Todo ese despliegue se ha llevado a cabo durante un ejercicio 2012 que Titos describe como “un año muy intenso, pero estamos acostumbrados a ello. Hemos trabajado en la serie, en producir las uni-dades de furgonetas y monovolúmenes que nos ha demandado el mercado y en trabajar para nuestro proyecto VS20, que es nuestro futuro a corto y me-dio plazo”. El directivo apunta que el año 2012 tuvo, en El directivo apunta que el año 2012 tuvo, en nuestra factoría, “dos partes ampliamente diferenciadas. La primera mitad, más optimista en nuestras previsiones de producción y la segunda mitad, donde nos vimos obligados a reducir nuestro plan de producción. Aún no hemos recuperado nuestras cifras anteriores al inicio de la crisis. En cuanto a nuestro trabajo en el proyecto, sigue en buen curso”.Las inversiones en fábrica ya se están realizando y la mayor parte de ellas concluirá este año. Titos señala que “estamos trabajando en las instalacio-nes de las tres áreas de producción: Montaje Bruto, Pintura y Montaje Final para adecuarlas al nuevo proyecto, adaptando la infraestructura logística tanto en los flujos externos como en los internos. Dependiendo de la evolución del mercado creare-mos los puestos de trabajo acordados. Por supues-to, trabajamos y confiamos en que nuestro nuevo modelo será líder indiscutible del mercado y esto tenga su traducción en la creación de muchos puestos de trabajo”. Por otro lado, la producción del modelo eléctri-co Vito E-Cell se ha integrado plenamente en los procesos de serie de la factoría. “Fue un reto muy

INFORMEREPORT
38 • AutoRevista
bonito”, explica Titos, que “con la implicación de diferentes áreas de Mercedes-Benz conseguimos ponerlo en marcha en un tiempo récord. ¡La fábri-ca de Vitoria ha producido la primera furgoneta eléctrica fabricada en serie del mundo! Este hito es un orgullo para todos los empleados y para Daimler. Fue un reto en I+D, fue un reto en forma-ción, un gran reto en producción”. Sin embargo, el director de Operaciones Industria-les de Daimler en España confiesa que “el eslabón que está fallando es la venta. Los clientes no pue-den pagar su precio si no ven una compensación en su negocio. Las administraciones públicas son las que tiene que hacer aquí sus deberes. He leído que Londres está estudiando la posibilidad de per-mitir únicamente la entrada a vehículos eléctricos e híbridos al centro de la ciudad. Esa es una medi-da que haría despegar los vehículos eléctricos”.
Proyección globalActualmente los productos Vito y Viano se produ-cen en exclusiva en la planta de Vitoria para todo el mundo con la única excepción del mercado chi-no. Titos explica que en China “tenemos otra fábri-
ca que produce Vitos y Vianos para su mercado interno. Nosotros hemos sido fábrica cabecera para el NCV2 (nombre interno del proyecto Vito y Viano) y esperamos serlo para el VS20, ya que somos los dueños del know-how de pro-ducción”.El enlace con la estrategia mundial de la multinacional alemana también se plas-ma en la función de Compras. En este sentido, el máximo responsable indus-trial del constructor germano en Espa-ña expone que Daimler, como empresa global, hace una gestión de compras a nivel mundial. “Todos los proveedores que estén presentes a nivel mundial pueden participar en nuestros proyec-
tos presentes y futuros. Lo que prevalece es el ni-vel de competitividad que cada empresa presenta. El área de compras productivas para la fábrica de Vitoria está incluido en la nueva estructura de Compras del grupo y se realiza desde Alemania”.Respecto a la gestión de la cadena de aprovisiona-miento, Emilio Titos señala que “trabajamos ac-
leader, and that will create lots of new jobs.”Meanwhile, manufacture of the Vito E-Cell elec-tric model has been fully integrated into the factory’s series production processes. “It was a nice challenge,” explains Mr Titos, who goes on to say, “it involved various areas of Mercedes-Benz and, between us, we managed to get the project up and running in record time. That was no mean feat, as it was the world’s first mass-produced electric van! That achievement is a source of pride for all of the staff here and, of course, for Daimler. It represented an R&D challenge, a training challenge and a major manufacturing challenge.”Nevertheless, Daimler’s Director of Industrial Operations in Spain acknowledges, “The weak link in the chain is sales. Customers cannot pay that price if they do not see a payback in their business. This is where the various levels of government need to shoulder their share of the responsibility. I have read that London is considering restricting access to the city centre solely to electric and hybrid vehicles. That, for example, is a measure that would give electric vehicles a major boost.”
Global reachAt present, the Vito and Viano models are built exclusively at the Vitoria plant for every market in the world except China. Mr Titos explains, “In China we have another factory that makes the Vito and Viano for the domestic market. We were the lead plant for the NCV2 (internal name of the Vito and Viano vehicle programme) and we expect to be given the same responsibility for the VS20, as we are the centre with all of the production know-how.”The Spanish facility’s links with the German multinational’s worldwide strategy is also manifested in the brand’s purchasing operations. In this regard, the head of the automaker’s Spanish facility explains that, as a global company, Daimler manages its purchasing globally as well. “All of the suppliers that work with the brand worldwide are also eligible to work on our present and future programmes. The overriding factor is each company’s degree of competitiveness. Pro-duction purchasing for the Vitoria factory comes under the group’s new procurement structure,
Las inversiones en fábrica ya se están realizando y la mayor parte de ellas concluirá este año./Investment is now being made in the factory and most of the spending will be completed by the end of this year.
TRABAJAMOS Y CONFIAMOS EN QUE NUESTRO NUEVO MODELO SERÁ LÍDER INDISCUTIBLE DEL MERCADO Y ESTO TENGA SU TRADUCCIÓN EN LA CREACIÓN DE MUCHOS PUESTOS DE TRABAJO
EMILIO TITOS

AutoRevista • 39
MERCEDES-BENZ VITORIA GETS READY FOR THE VS20 VEHICLE PROGRAMMEMERCEDES-BENZ VITORIA SE PREPARA PARA ACOMETER EL PROYECTO VS20
tualmente con un volumen del 75% de suministro JIS (just in sequence)/JIT (just in time) sin almace-nes. Este porcentaje esperamos subirlo en breve al 85% y ampliar el radio de suministro JIS para llegar a los 1.000 Km”. Finalmente, el director general de Operaciones Industriales de Daimler en España declara que la compañía se siente concernida por los planes para garantizar la continuidad de una industria de im-portancia crucial para la economía española. En este sentido, Emilio Tiitos manifiesta que “como industrial creo que tenemos que trabajar de la mano con las Administraciones Públicas y sindica-tos para que podamos mantener el coste de nues-tra sociedad. Y sólo con productos competitivos y personas cualificadas podemos conseguirlo. Ahí está el reto de todos”.
which is managed from Germany,” he explains.Referring to supply chain management, Mr Titos states, “We are currently receiving 75% of our supplies on a warehouse-less JIS/JIT (just-in-se-quence/just-in-time) basis. We expect to raise that to 85% in the near future and to extend the JIS su-pply radius to 1000 km.”Finally, Daimler’s Director of Industrial Ope-rations in Spain states that the company is concerned about plans that could affect the continuance of an industry of such crucial importance to Spain’s economy. Mr Titos says, “As an industrialist, I believe we have to work hand-in-hand with government and unions. The only way to maintain our position is with competitive products and skilled personnel. That is the challenge we all face.”
WE ARE WORKING HARD AND ARE CONFIDENT THAT OUR NEW MODEL WILL BECOME THE UNDISPUTED MARKET LEADER, AND THAT WILL CREATE LOTS OF NEW JOBS
EMILIO TITOS
Respecto a la gestión de la cadena de aprovisionamiento, Emilio Titos señala que “trabajamos actualmente con un volumen del 75% de suministro JIS (just in sequence)/JIT (just in time) sin almacenes”./osto ent iriliqui tin eriusci te vulput ullandre min hendrem aliquat aut volore faccum alis adio eugait loreet diam, core magnisl ilisi.
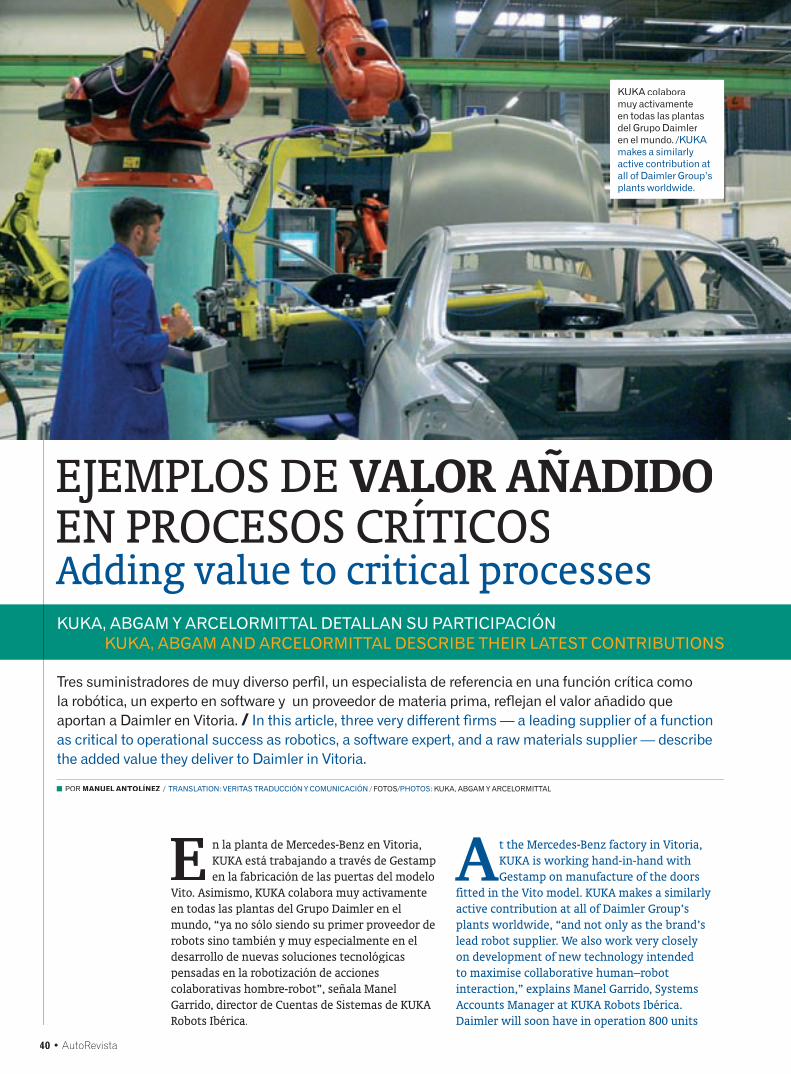
REPORT
40 • AutoRevista
n la planta de Mercedes-Benz en Vitoria, KUKA está trabajando a través de Gestamp en la fabricación de las puertas del modelo
Vito. Asimismo, KUKA colabora muy activamente en todas las plantas del Grupo Daimler en el mundo, “ya no sólo siendo su primer proveedor de robots sino también y muy especialmente en el desarrollo de nuevas soluciones tecnológicas pensadas en la robotización de acciones colaborativas hombre-robot”, señala Manel Garrido, director de Cuentas de Sistemas de KUKA Robots Ibérica.
t the Mercedes-Benz factory in Vitoria, KUKA is working hand-in-hand with Gestamp on manufacture of the doors
fitted in the Vito model. KUKA makes a similarly active contribution at all of Daimler Group’s plants worldwide, “and not only as the brand’s lead robot supplier. We also work very closely on development of new technology intended to maximise collaborative human–robot interaction,” explains Manel Garrido, Systems Accounts Manager at KUKA Robots Ibérica.Daimler will soon have in operation 800 units
AE
Tres suministradores de muy diverso perfi l, un especialista de referencia en una función crítica como la robótica, un experto en software y un proveedor de materia prima, refl ejan el valor añadido que aportan a Daimler en Vitoria. In this article, three very different fi rms — a leading supplier of a function as critical to operational success as robotics, a software expert, and a raw materials supplier — describe the added value they deliver to Daimler in Vitoria.
POR MANUEL ANTOLÍNEZ / TRANSLATION: VERITAS TRADUCCIÓN Y COMUNICACIÓN / FOTOS/PHOTOS: KUKA, ABGAM Y ARCELORMITTAL
KUKA, ABGAM Y ARCELORMITTAL DETALLAN SU PARTICIPACIÓN KUKA, ABGAM AND ARCELORMITTAL DESCRIBE THEIR LATEST CONTRIBUTIONS
EJEMPLOS DE VALOR AÑADIDOEN PROCESOS CRÍTICOSEJEMPLOS DE EN PROCESOS CRÍTICOSEJEMPLOS DE
Adding value to critical processes
KUKA colabora muy activamente en todas las plantas del Grupo Daimler en el mundo. /KUKA makes a similarly active contribution at all of Daimler Group’s plants worldwide.

AutoRevista • 41
MERCEDES-BENZ VITORIA GETS READY FOR THE VS20 VEHICLE PROGRAMMEMERCEDES-BENZ VITORIA SE PREPARA PARA ACOMETER EL PROYECTO VS20
of the KUKA LWR (Light Weight Robot), a model the manufacturer’s headquar-ters in Germany has been developing for the last few years. Following a lengthy trial phase at the firm’s fac-tories, these units will be put to work on the lines at the assembly plant in Stuttgart. “With this robot, operators are able to remain within the unit’s work area and do not need to be segregated by fencing or safety measures other than the Safe Robot system fitted in the model. This system interacts with the array of sensors fitted on each of the robot’s seven axes and complies with all applicable machine safety le-gislation.”Mercedes-Benz’s new VS20 vehicle programme has gi-ven this specialist firm the opportunity “to deliver our most advanced robot technology. In this case, we have combined KUKA Systems’ know-how with the huge advantages offered by our robots. These are essentially energy savings and grea-ter movement speed, which makes it possible to optimise the number of robots deployed. This partnership has helped to underpin our present and future strategic position as one of the leading Spanish suppliers to the global automotive indus-try in general and to Mercedes-Benz worldwide in particular.”Mr Garrido goes on to explain, “Our work on the VS20 programme consists of supplying the ro-botised production lines used to make the Vito model’s doors. Our new KUKA Quantec robots fit-ted with KRC4 technology provide the movement precision needed to implement remote laser wel-ding technology. Other technologies used in the process include sealant application, spot welding and door hemming.”Mr.Garrido remarks that being able to work hand-in-hand with one of the Vitoria plant’s tier-one suppliers “is generating, and will continue to ge-nerate, major work opportunities both during ini-tial product development and during the model’s production life. By this I mean robotised line deve-lopment, assembly, fine-tuning, training and the after-sales service demanded by a project of these characteristics. This latter aspect is vitally impor-tant to the client and has an influence on the deci-sion of which supplier to select.”
Daimler dispondrá de 800 unidades del robot KUKA LWR (Light Weight Robot) desarrollado du-rante los últimos años por la central de KUKA en Alemania. Tras una larga temporada en fase de pruebas en las factorías del fabricante, estas unida-des trabajarán en las líneas de montaje de la fábri-ca de Stuttgart. “Este robot permite que un opera-rio esté en el área de trabajo del dispositivo sin va-llados o cualquier elemento de seguridad adicional al sistema Safe Robot que dicho modelo incorpora y que le permite, interactuando con la sensórica dispuesta en cada uno de los siete ejes del robot, cumplir con la normativa vigente de seguridad de maquinaria”. El nuevo proyecto de Mercedes VS20 ha dado a este especialista la posibilidad de “proveer nuestra más alta tecnología en soluciones robotizadas. En este caso hemos unido el know-how que posee KUKA know-how que posee KUKA know-howSystems con las grandes ventajas que aporta el ro-bot KUKA como son el ahorro energético, la mayor velocidad de movimientos que optimiza el número de robots a utilizar, etc. Esta colaboración nos ha permitido afianzar nuestra relación estratégica de presente y futuro con uno de los principales pro-veedores españoles de la industria automovilística mundial y especial proveedor de Mercedes en el mundo.Garrido detalla que “concretamente, nuestro traba-jo en el proyecto VS20 consiste en el suministro de las líneas robotizadas de fabricación de las puertas del modelo Vito. Nuestros nuevos robots KUKA Quantec con tecnología KRC4 desarrollan los movi-mientos más precisos, necesarios para la aplicación de la tecnología láser remota en la unión soldada de las diferentes partes. Otras tecnologías utiliza-das en el proceso son la aplicación de sellantes, sol-dadura por puntos o el hemming para el engatilla-hemming para el engatilla-hemmingdo de las puertas”.Garrido remarca que el hecho de poder colaborar con un proveedor de primer nivel de la planta de Vitoria, “está generando y generará grandes posi-bilidades de trabajo tanto durante la vida de desa-rrollo del proyecto en su fase inicial como en el tiempo de fabricación del modelo. Nos referimos, tanto al desarrollo de las líneas robotizadas con su posterior montaje y puesta a punto, formación, etc. como al posterior servicio post-venta que exi-ge un proyecto de estas características y que tan importante e influyente es para el cliente incluso en el momento de su elección de proveedores”. En cuanto a la internacionalización de la fabrica-ción del modelos, el responsable de Sistemas en KUKA Robots Ibérica opina que “la generación de oportunidades que se pueden producir debido a este trasplante de localizaciones es muy atractiva para el parque de proveedores que estamos traba-jando en el proyecto de la nueva Vito, especialmen-
KUKA, ABGAM Y ARCELORMITTAL DETALLAN SU PARTICIPACIÓN KUKA, ABGAM AND ARCELORMITTAL DESCRIBE THEIR LATEST CONTRIBUTIONS
NUESTRO TRABAJO EN EL PROYECTO VS20 CONSISTE EN EL SUMINISTRO DE LAS LÍNEAS ROBOTIZADAS DE FABRICACIÓN DE LAS PUERTAS DEL MODELO VITO
MANEL GARRIDO, DIRECTOR DE CUENTAS DE SISTEMAS DE KUKA ROBOTS IBÉRICA
OUR WORK ON THE VS20 PROGRAMME CONSISTSOF SUPPLYING THE ROBOTISED PRODUCTION LINES USED TO MAKE THE VITO MODEL’S DOORS
MANEL GARRIDO, SYSTEMS ACCOUNTS
MANAGER AT KUKA ROBOTS IBÉRICA

INFORMEREPORT
42 • AutoRevista
te para todos aquellos que ofre-cemos nuestros productos y ser-vicios de una forma global”.
Integración de sistemasAbgam, firma englobada en el grupo francés Segula, es provee-dor de soluciones de software Dassault Systèmes tanto de ser-vicios de consultoría como de soporte de dichas soluciones desde hace más de 15 años. Des-de el Departamento de PLM de la compañía, señalan que la fac-
toría de Mercedes Vitoria ha sido pionera en el grupo Daimler en implantar una solución de simu-lación y programación off-line para las líneas de ro-bots de Montaje Bruto (Body in White). Asímismo, se implantaron soluciones adicionales de automa-tización y personalización específicas para otras líneas del entorno de la Fábrica Digital, ya sean so-luciones de ergonomía como de aplicaciones espe-cíficas para la planificación de los procesos de fa-bricación automáticos”.Actualmente, Abgam está inmersa, junto con pro-veedores de primer nivel de líneas robotizadas, en trabajos para el nuevo modelo VS20 desarrollando labores de simulación y planificación. Opera direc-tamente en el proyecto de desarrollo, simulación de robots y programación off-line de las nuevas lí-neas robotizadas como parte de un equipo liderado por los proveedores de líneas (Aritex, MB Sistemas, ARM, ABB….) así como en el re-use de aquellas lí-neas que se van a reutilizar, “lo que conllevara un trabajo importante y de gran complejidad al nece-sitar validar para ambos modelos (NCV2 y VS20) cualquier cambio o trabajo que se realice”.Desde el departamento de PLM de este compañía consideran que el desarrollo del nuevo modelo que se producirá en Vitoria ha traído la necesidad de integrar en los sistemas de Mercedes nuevas tecnologías que permitan desarrollar las simulacio-nes y análisis ergonómicos en toda la factoría. “La parte de Final Assembly no estaba cubierta, y con el Final Assembly no estaba cubierta, y con el Final Assemblylanzamiento del modelo VS20, las simulaciones y análisis predictivos de los puestos de montaje en la línea de acabado serán estudiados con las herra-mientas de Delmia. Esto nos permitirá aportar el conocimiento de Abgam en estas tecnologías y de-sarrollar futuros proyectos de mejora que ayuden a Mercedes a optimizar dichos trabajos de montaje”.En cuanto a la contribución para fabricar el nuevo modelo en otras localizaciones, desde Abgam ex-plican que se han desarrollado una serie de auto-matizaciones en el ámbito del diseño de recursos y medios (utillajes de soldadura), por lo que los im-plantadores de líneas actuales tienen el know-how
Referring to internationalisation of model ma-nufacture, the KUKA Robots Ibérica executive believes, “The opportunities likely to be created by transplanting operations elsewhere are very attractive to the supply panel working on the new Vito vehicle programme. It is especially appealing to firms that offer their products and services on a global scale.”
Systems integrationAbgam, which forms part of French group Segula, has been supplying the Dassault Systèmes soft-ware solutions and providing related consultancy services and support for over 15 years. Sources in the company’s PLM Department say that the Mercedes-Benz factory in Vitoria has been a pio-neer within Daimler Group in implementing an off-line simulation and programming solution for its robotised body-in-white lines. The factory has also deployed a series of additional customised automation solutions on other lines within the Di-gital Factory environment. These range from ergo-nomics software through to specific applications used to plan automated manufacturing processes.At present, Abgam is working alongside tier-one robotised line suppliers on applications for the new VS20 model and is carrying out simulation and planning tasks. It is directly involved in the development, robot simulation and off-line pro-gramming projects for the new automated lines as part of a team led by the production facility suppliers (Aritex, MB Sistemas, ARM, ABB, etc.). It is also working on the project to re-use several lines, “which is a major task and a highly complex one as we need to validate the systems for both models (NCV2 and VS20) whenever we change or create something.”Members of the firm’s PLM Department believe that development of the new model due to be built in Vitoria has made it necessary to integrate new technology into Mercedes’ systems and that this in turn will drive further development of si-mulation and ergonomic analysis throughout the factory. “The Final Assembly stage was not cove-red and, with the launch of the VS20, the simula-tion and predictive analysis data for the works-
ARCELORMITTAL IS SUPPLYING STEEL TO THE FIRMS THAT PROVIDE MERCEDES VITORIA WITH STAMPED PARTS (THE VITORIA SITE IS NOT EQUIPPED WITH A STAMPING LINE) USED TO TEST AND ADJUST NEW COMPONENTS
ArcelorMittal está trabajando en el desarrollo de nuevos aceros para dar respuesta a las expectativas de Daimler en términos de seguridad y optimización de peso. / ArcelorMittal is developing new steel grades designed to meet Daimler’s safety and weight optimisation criteria.

AutoRevista • 43

REPORT
44 • AutoRevista
para desarrollar los proyectos conforme a la meto-dología de Mercedes en cualquier lugar del mundo.dología de Mercedes en cualquier lugar del mundo.
Altas prestacionesPrincipal proveedor de acero para la industria del automóvil en España y en Europa, ArcelorMittal trabaja en colaboración con el Grupo Daimler en su centro de I+D en Stuttgart y, “por supuesto”, de-clara Ignacio Agreda, director de Comunicación, RR.EE y Responsabilidad Corporativa de la compa-ñía en España, “trabaja para el nuevo modelo que Mercedes producirá en Vitoria. Este modelo se en-cuentra actualmente en fase de pre-serie, y Arcelor-Mittal suministra el acero necesario a los provee-
dores de estampación de Mercedes Vito-ria (la planta de Vitoria no tiene línea de estampación) para las pruebas y puesta a punto de nuevas piezas. Asimismo, Ar-celorMittal aporta su asistencia técnica para la elección de los aceros”.En su estrategia enfocada a la industria de automoción, esta multinacional ha realizado una sustancial inversión en una línea de recocido en el sur de Fran-cia, “dotada de las más modernas tecno-logías, que producirá aceros eléctricos de altas prestaciones, destinados a la fa-bricación de motores para las versiones
eléctricas e híbridas, tanto de vehículos existentes como de nuevos modelos”, subraya Ágreda.ArcelorMittal está trabajando en el desarrollo de nuevos aceros para dar respuesta a las expectati-vas de Daimler en términos de seguridad y optimi-zación de peso, así como en la optimización de la cadena de suministro (por ejemplo, mediante una mayor flexibilidad en los suministros). “La labor desarrollada en colaboración con el fabricante de automóviles genera ahorros de costes que han con-tribuido a la consecución del objetivo de competiti-vidad establecido por Mercedes Vitoria”, destaca Ignacio Agreda.El director de Comunicación de esta corporación en España se felicita porque la producción del nuevo modelo en Vitoria “es una excelente oportunidad para las plantas de producción de acero de ArcelorMittal en España, y nos permitirá consolidar nuestra posición de líderes en este sector”.
kstations on the finishing line will now be analysed
using Delmia tools. This will allow Abgam to
contribute its knowledge of these technologies and to
develop future improvement pro-jects that will help Mercedes optimise the-
se assembly tasks.”Referring to the contribution made towards ma-nufacturing the new model in other locations, Abgam sources explain, “In fact, as the team has developed a series of automated systems emplo-yed in welding tool design and process planning, the staff responsible for implementing the current lines have the know-how to put the project into practice in line with Mercedes methodology an-ywhere in the world.”
High performanceArcelorMittal, the automotive industry’s leading steel supplier in both Spain and Europe, works in hand-in-hand with Daimler Group’s R&D centre in Stuttgart. Ignacio Ágreda, the company’s Di-rector of Communications, External Relations and Corporate Social Responsibility in Spain, states, “And of course, it is working on the new model to be produced by Mercedes in Spain. This model is currently at the pre-series stage and ArcelorMittal is supplying steel to the firms that provide Mer-cedes Vitoria with stamped parts (the Vitoria site is not equipped with a stamping line) used to test and adjust new components. ArcelorMittal also provides technical advice on the steel grades to be used.”As part of its automotive industry strategy, this multinational has invested heavily in the south of France in a “state-of-the-art annealing line that will produce high-performance electrical steels used to build engines for electric and hybrid ver-sions of existing and future vehicles,” underlines Mr Ágreda.ArcelorMittal is developing new steel grades de-signed to meet Daimler’s safety and weight op-timisation criteria, as well as to optimise supply chain operations (for example, by increasing su-pply flexibility). “The work done in partnership with the vehiclemaker has generated cost savings that have contributed towards achieving the level of competitiveness set by Mercedes Vitoria,” sta-tes Mr Ágreda.The Director of Communications at this corpo-ration in Spain ends on a positive note, stating, “Production of the new model in Vitoria is an excellent opportunity for ArcelorMittal’s steelma-king operations in Spain and will enable us to re-inforce our leading position in the sector.”
ARCELORMITTAL SUMINISTRA EL ACERO NECESARIO A LOS PROVEEDORES DE ESTAMPACIÓN DE MERCEDES VITORIA PARA LAS PRUEBAS Y PUESTA A PUNTO DE NUEVAS PIEZAS
Abgam está Abgam está inmersa en labores inmersa en labores de simulación y de simulación y planificación. planificación. / Abgam is carrying out simulation and planning tasks.
AutoRevista • 45
INFORME • REPORTEl Centro de PSA Vigo da el máximo en versatilidad/PSA’s Vigo Centre demonstrates maximum versatility
46
PSA VIGOTWO GLOBAL MODELS INJECTNEW LIFE INTO VIGO
VIGO SE REVITALIZA CON DOS MODELOS GLOBALES
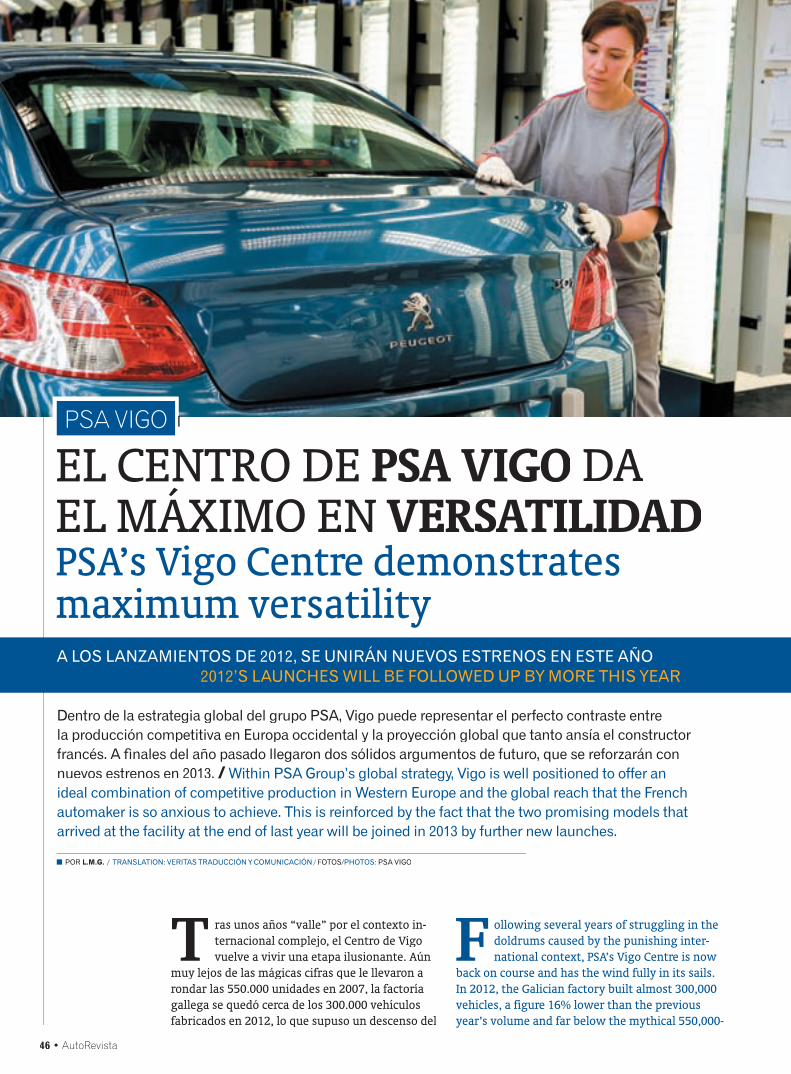
REPORT
46 • AutoRevista
ollowing several years of struggling in the doldrums caused by the punishing inter-national context, PSA’s Vigo Centre is now
back on course and has the wind fully in its sails. In 2012, the Galician factory built almost 300,000 vehicles, a figure 16% lower than the previous year’s volume and far below the mythical 550,000-
ras unos años “valle” por el contexto in-ternacional complejo, el Centro de Vigo vuelve a vivir una etapa ilusionante. Aún
muy lejos de las mágicas cifras que le llevaron a rondar las 550.000 unidades en 2007, la factoría gallega se quedó cerca de los 300.000 vehículos fabricados en 2012, lo que supuso un descenso del
T F
Dentro de la estrategia global del grupo PSA, Vigo puede representar el perfecto contraste entre la producción competitiva en Europa occidental y la proyección global que tanto ansía el constructor francés. A fi nales del año pasado llegaron dos sólidos argumentos de futuro, que se reforzarán con nuevos estrenos en 2013. Within PSA Group’s global strategy, Vigo is well positioned to offer an ideal combination of competitive production in Western Europe and the global reach that the French automaker is so anxious to achieve. This is reinforced by the fact that the two promising models that arrived at the facility at the end of last year will be joined in 2013 by further new launches.
POR L.M.G. / TRANSLATION: VERITAS TRADUCCIÓN Y COMUNICACIÓN / FOTOS/PHOTOS: PSA VIGO
A LOS LANZAMIENTOS DE 2012, SE UNIRÁN NUEVOS ESTRENOS EN ESTE AÑO 2012’S LAUNCHES WILL BE FOLLOWED UP BY MORE THIS YEAR
EL CENTRO DE PSA VIGO DA EL MÁXIMO EN VERSATILIDADPSA’s Vigo Centre demonstrates maximum versatility
PSA VIGO

AutoRevista • 47
TWO GLOBAL MODELS INJECT NEW LIFE INTO VIGOVIGO SE REVITALIZA CON DOS MODELOS GLOBALES
A LOS LANZAMIENTOS DE 2012, SE UNIRÁN NUEVOS ESTRENOS EN ESTE AÑO 2012’S LAUNCHES WILL BE FOLLOWED UP BY MORE THIS YEAR
16% respecto al año anterior, con un volumen de exportación del 87%. También cayeron, en un 20% en comparación con el ejercico precedente, las ex-portaciones en CKD.Se abre la expectativa para que el actual curso confirme el repunte de la planta viguesa, con 11 millones de unidades a sus espaldas, gracias a lanzamientos como un un nuevo monovolumen pequeño basado en el concept car Technospace, presentado en el Salón del Automóvil De Ginebra y cuya comercialización se iniciará en el segundo trimestre de este año. Fuentes de Citroën realzan un diseño que “marcará un cambio de época”.Antes, el Centro de Vigo producirá los nuevos Berlingo y Partner Eléctricos. Ambos modelos ma-terializan el acuerdo de colaboración para el de-sarrollo de una cadena de tracción eléctrica adap-tada a un vehículo comercial ligero firmado por el grupo PSA Peugeot Citroën y Mitsubishi Motors Corporation en 2010. La producción de estos vehí-culos cuenta con el apoyo económico de la Xunta de Galicia, colaboración por la cual ambos mode-los portarán el distintivo “Galicia” en sus carroce-rías. Su comercialización comenzará a lo largo del primer semestre de 2013.
unit output achieved in 2007. Of the vehicles made at the plant in the last 12-month period, 87% were exported. CKD exports were likewise 20% lower than the year before.However, everything points towards a change of trend this year at the plant that has built 11 mi-llion units since it first went into operation. This will be driven by launches like the new compact MPV based on the Technospace concept car un-veiled at the Geneva Motor Show and due to go on sale in the second quarter of this year. Citroën sources highlight that the model’s design “ushers in a new era.”Before starting on that project, the Vigo Centre will begin production of the new electric versions of the Berlingo and Partner. Both models benefit from a partnership agreement signed in 2010 bet-ween PSA Peugeot Citroën and Mitsubishi Motors Corporation to develop an electric drive train spe-cifically for light commercial vehicles. Manufac-ture of these models also benefits from economic support from the Regional Government of Galicia, as a result of which both of them will bear the ‘Ga-licia’ mark on their bodywork. They will go on sale in the first half of 2013.

INFORMEREPORT
48 • AutoRevista
Apuestas globalesLa dinámica en la que ahora se encuentra el Cen-tro se gestó hace cuatro años. Fue en 2009 cuando se anunció la decisión de que el Centro de Vigo se encargaría de los proyectos M3 y M4, corres-pondientes a los modelos Peugeot 301 y Citroën C-Élysée, como punta de lanza para la mayor pe-netración del Grupo PSA en mercados emergentes. Desde la factoría gallega citan como claves para la adjudicación la capacidad de respuesta de las ins-talaciones, la ubicación estratégica para el trans-porte de vehículos y un nutrido panel de provee-dores en el entorno de la factoría.Tras las sucesivas etapas de diseño y desarrollo de los modelos así como la realización de las pri-meras inversiones a comienzos de 2011, es en el primer trimestre de este año cuando el equipo de
Ferraje de la planta de Vigo se traslada a Vélizy, en Francia, para tomar con-tacto directo con la génesis del nuevo proyecto. A finales de ese año, todo el equipo de la factoría implicado ya había acudido a la casa matriz para aquilatar todos los aspectos del nuevo desafío. La Planta Piloto de Vigo comenzó su activi-dad en el mes de noviembre.La incorporación de dos modelos, desti-nados a las clases medias de los merca-dos en mayor crecimiento (el punto de partida ha estado en Turquía, aunque el Citroën Élysée también se comercia-liza en España), ha introducido a Vigo en la denominada Plataforma 1. Sobre esta base, se fabrican los modelos Ci-troën C3 y Peugeot 208. Este paso, con las consiguientes modificaciones en las instalaciones y medios técnicos, ha re-querido una inversión de 180 millones de euros.En el Taller de Embutición, se llevó a cabo una ampliación de 3.000 m2 en el taller 9 para facilitar el almacenamien-to de 80 nuevos útiles necesarios para la industrialización de ambos modelos. El taller acogió una línea de prensas de simple efecto, equipada con cojín, con una potencia de embutido de 1.400 toneladas. Esta instalación se comple-menta con un sistema de desapilado, equipado con cuatro robots.
En el almacenamiento de piezas se ha mejorado la ergonomía de los operarios gracias a 24 tipos de contenedores y plataformas polivalentes. La flexi-bilidad de la línea se ha mejorado gracias al desa-rrollo de troqueles específicos que permiten inter-cambiar útiles de tamaño grande y mediano.En el Área de Ferraje, se ha incorporado un taller
Global modelsThe decision that resulted in the work now under way at the Centre was made four years ago. It was in 2009 that the automaker announced that the Vigo Centre would take on the M3 and M4 vehicle programmes (Peugeot 301 and Citroën C-Élysée). These models are intended to help PSA Group gain a greater share of emerging markets. Sources at the Galician factory state that the key factors that won them award of the programme were the Centre’s response capacity, its strategic location for vehicle transport and the strength and depth of the suppliers based in the factory’s vicinity.In the first quarter of 2011, once the models’ de-sign and development phases had been comple-ted and following the initial wave of investment in the plant, the body-in-white team travelled to Vélizy in France to participate directly in the new vehicle programme’s genesis. By the end of that year, the entire team involved in the project at the factory had visited the group’s headquarters to receive instructions and training on every aspect related to the new challenge. Meanwhile, the pilot plant in Vigo went into operation in November.The incorporation of these two models aimed at middle-class buyers in the fastest-growing emer-ging markets (Turkey was chosen for the sales launch, though the Citroën Élysée will also be available in Spain) means that Vigo now also wor-ks with the automaker’s Platform 1. This is the base on which the Citroën C3 and Peugeot 208 are built. This upgrade, which brought with it a series of modifications to the centre’s facilities and equi-pment, required investment of €180 million.In the Press Shop, work area number 9 was exten-ded by 3,000 m2 to house the 80 new tools needed
SE ABRE LA EXPECTATIVA PARA QUE EL ACTUAL CURSO CONFIRME EL REPUNTE DE LA PLANTA VIGUESA, GRACIAS A LANZAMIENTOS COMO UN UN NUEVO MONOVOLUMEN PEQUEÑO BASADO EN EL CONCEPT CAR TECHNOSPACE
EVERYTHING POINTS TOWARDS A CHANGE OF TREND THIS YEAR AT THE PLANT. THIS WILL BE DRIVEN BY LAUNCHES LIKE THE NEW COMPACT MPV BASED ON THE TECHNOSPACE CONCEPT CAR
En el Área de Ferraje, se ha incorporado un taller específico de 13.000 m2 con 205 robots, si bien se ha tendido a recuperar medios ya existentes. /The Body-in-White Shop has been altered to include a 13,000-m2 workshop equipped with 205 robots. Not all of these are new, as the plant’s managers have tended to re-use existing systems where possible.


INFORMEREPORT
50 • AutoRevista
específico de 13.000 m2 con 205 robots, si bien se ha tendido a recuperar medios ya existentes. En este conjunto de procesos, destaca la conforma-ción del denominado panel multipieza, integrado por cinco elementos. La ejecución de este módulo se realiza mediante una soldadura específica (Cold Metal Transfer, CMT), que minimiza el aporte tér-mico necesario, evitando deformaciones.No es la única novedad en materia de soldadura, pues la unión continua entre el techo y el panel de lado se consigue gracias al sistema Plasmatrón. Con este método, un arco eléctrico funde el hilo de cobre depositado en la unión entre ambas partes, sobre la que luego se aplica un cordón de aspecto
en el Taller de Pintura. Precisamente en esta área, la definición numérica ha reem-plazado a la presencia física del vehículo a la hora de programar las estaciones de pintura. La implmentación de las líneas es-pecíficas para los Peugeot 301 y Citroën C-Élysée requirió equi-par con una doble sujeción a los 1.600 patines sobre los que se desplazan las carrocerías, para
hacer compatible el pintado de vehículos proce-dentes de plataformas diferentes.Las mejoras en el Taller de Pintura también se en-cuentran en la incorporación de cuatro robots de estanqueidad, en los que se transformaron sus ele-mentos portadores, haciéndo móviles sus apoyos traseros para permitir la circulación de las diferen-tes siluetas que se producen en Vigo.
PoliplataformaLa versatilidad de Vigo se vuelve a poner de mani-fiesto en la cohabitación de los modelos de recien-te lanzamiento con los Citroën Berlingo y Peugeot Partner, lo que se ha plasmado en una poliplata-
to manufacture the two models. It also received a line of single-action presses fitted with draw cushions and capable of exerting a press force of 1,400 tonnes. This facility is now equipped with a four-robot destacking system.Meanwhile, part storage ergonomics have been improved for operators by employing 24 different crates and multi-purpose platforms. The line’s flexibility has also been enhanced thanks to ins-tallation of new toolholders that make it possible to switch easily between large- and medium-sized tools.The Body-in-White Shop has been altered to inclu-de a 13,000-m2 workshop equipped with 205 ro-bots. Not all of these are new, as the plant’s mana-gers have tended to re-use existing systems where possible. Among these processes, one of the most noteworthy is the procedure used to form what the automaker calls multi-part panels, which are made up of five separate elements. These modules are welded using the cold metal transfer (CMT) te-chnique that minimises heat input and so reduces the possibility of deformation.It is not the only new feature in the welding field, as the joins between the roof and the side panels are made using the Plasmatrón system. Under this method, an electric arc melts a copper wire depo-sited along the join between the two parts. This is later sealed with a finishing join applied in the Paint Shop.In this latter production area, digital precision has replaced analogue methods in the paint booths. Deployment of separate lines for the Peugeot 301 and Citroën C-Élysée, which has meant adapting the paint facility to work with vehicles built on the two different platforms, has made it necessary to install a dual retaining system on the 1,600 ro-llers along which the autobodies travel.Improvements in the Paint Shop also include in-corporation of four sealing robots. These have been made mobile to facilitate circulation on the lines of the various body shapes now made in Vigo.
Multi-platformThe Vigo Centre’s versatility is once again de-monstrated by the fact that the recently launched
LA VERSATILIDAD DE VIGO SE VUELVE A PONER DE MANIFIESTO EN LA COHABITACIÓN DE LOS MODELOS DE RECIENTE LANZAMIENTO CON LOS CITROËN BERLINGO Y PEUGEOT PARTNER
THE VIGO CENTRE’S VERSATILITY IS ONCE AGAIN DEMONSTRATED BY THE FACT THAT THE RECENTLY LAUNCHED MODELS CO-EXIST IN THE SAME PLANT WITH THE CITROËN BERLINGO AND PEUGEOT PARTNER
Se ha alcanzado un potencial de fabricación de 55 unidades por hora./The Vigo Centre’s maximum output now stands at 55 units per hour.

INFORMEREPORT
52 • AutoRevista
El adjetivo clásico se adecúa perfecta-mente al especialista en vidrio para el au-tomóvil Saint-Gobain Sekurit en lo que se refiere a su relación con el Grupo PSA. En el caso concreto del Centro de Vigo, Iván Gar-cía Varas, responsable de Marketing en Es-paña, declara que “es , sin duda, una planta vital para el sector de automoción nacional, así como una de las más importantes de Eu-ropa y, por ello, también para Saint-Gobain Sekurit, dado que entrega piezas de vidrio para todos sus modelos”.En “toda una vida” de colaboración, subra-ya García Varas, “se han dado ejemplos de colaboración que han revolucionado tanto los segmentos del automóvil como el vidrio para esta industria”.El responsable de Saint-Gobain Sekurit toma como referencia el C4 Picasso de Citroën, cuyo concepto nación en el “poli-facético Xsara bautizado con el apellido del universal artista malagueño. “Con el B58 se dio un paso más. Ambas partes colaboraron hasta desarrollar un modelo, cuyo vidrio tendría tanta influencia en este vehículo que hasta su nombre hace referencia a él: el Visiospace.Saint-Gobain Sekurit suministra el 90% del acristalamiento del C4 Picasso, en el que sobrsale el complejo parabrisas. El provee-dor de vidrio también ofrecerá lo mejor de su capacidad innovadora en la nueva gene-ración del citado modelo, que tardará unos meses en iniciar su industrialización. García Varas no olvida que “nuestra compañía su-
“TODA UNA VIDA” DE COLABORACIÓN / ‘LIFE-LONG’ PARTNERSHIP
ministra vidrios para todos los modelos que se fabrican en el Centro de Vigo, lo que hace que nuestra cuota de mercado total en acris-talamiento en la facto-ría gallega se mueve en torno al 75%”.
Though oft-used, this adjective none-theless epitomises the relationship between automotive glazing specialist Saint-Gobain Sekurit and PSA Group. In the specific case of the Vigo Centre, Iván García Varas, Mar-keting Manager in Spain, states, “There is no doubt that the plant is vitally important to the country’s automotive sector. It is also one of the most important in Europe and, because of this, it is likewise important to Saint-Gobain Sekurit, which delivers gla-zing parts fitted in all of the models built there.”During this ‘life-long’ partnership, García Varas underlines, “we have developed ways of working together that have revolutionised both the automobile and glazing segments in this industry.”The Saint-Gobain Sekurit executive cites as a benchmark the Citroën C4 Picasso develo-ped from the “multi-faceted Xsara and chris-tened with the surname of Malaga’s univer-
sally acclaimed artist. With the B58, we took things a step further. Both parties worked to develop a model in which the glazing was so influential that it was even made part of the vehicle’s name — the Visiospace.”Saint-Gobain Sekurit supplies 90% of the glazing fitted in the C4 Picasso, in which the complex-geometry windscreen stands out particularly. The glass manufacturer will also demonstrate the best of its innovation capacity in the aforementioned model’s latest generation, which is due to go into industrial-scale production within the next few months. Mr García Varas concludes by underlining, “Our company supplies glass for every model manufactured at the Vigo Centre, which means that we deliver around 75% of all of the glazing used by the Gali-cian factory.”
forma que integra las plataformas 1 y 2 en las lí-neas de Montaje Final. La instalación ha requerido una profunda transformación, a través del reequ-librado de todos los puestos para incorporar las operaciones de los nuevos vehículos con la consi-guiente reconfiguración de espacios.Así se ha alcanzado un potencial de fabricación de 55 unidades por hora, gracias a modificaciones en el montaje de las puertas, el desdoblamiento de la instalación de apriete automático bajo caja y la creación de medios de manutención para los ele-mentos mecánicos. Además, se introdujeron modificaciones en los talleres del tren trasero, elementos de suspensión y preparación de motores. También se han habilitado espacios próximos al borde de la línea de fabricación para el suministro pieza a pieza de algunas referencias. El perfeccionamiento de la logística se ha reflejado en el desarrollo de 124 embalajes específicos adaptados a las nuevas referencias.
models co-exist in the same plant with the Citroën Berlingo and Peugeot Partner, making the facility a multi-platform factory capable of working with PSA platforms 1 and 2 in the Final Assembly lines. The factory has had to undergo a major upgrade and all of the work stations and work areas have been modified to cater for the operations required by the new vehicles.By modifying the door-hanging process, extending the automated underbody tightening facility and installing new equipment to handle the mechani-cal parts, the Vigo Centre’s maximum output now stands at 55 units per hour.Improvements have also been made to the rear axle assembly, suspension and engine preparation areas. In parallel, space has been made next to the production line to allow part-by-part delivery of selected components. The fine-tuning done to the centre’s logistics is reflected in the fact that 124 new packaging units have been created specifica-lly for the new part references.
AutoRevista • 53
METROLOGY CONTINUES ITS QUEST FOR PERFECTION
CONTINÚA SU CAMINO DE PERFECCIÓN
Metrología
INFORME • REPORTIntensa competición en el mundo de la medición dimensional industrialCompetition intensifi es in the industrial dimensional measurement sector
54
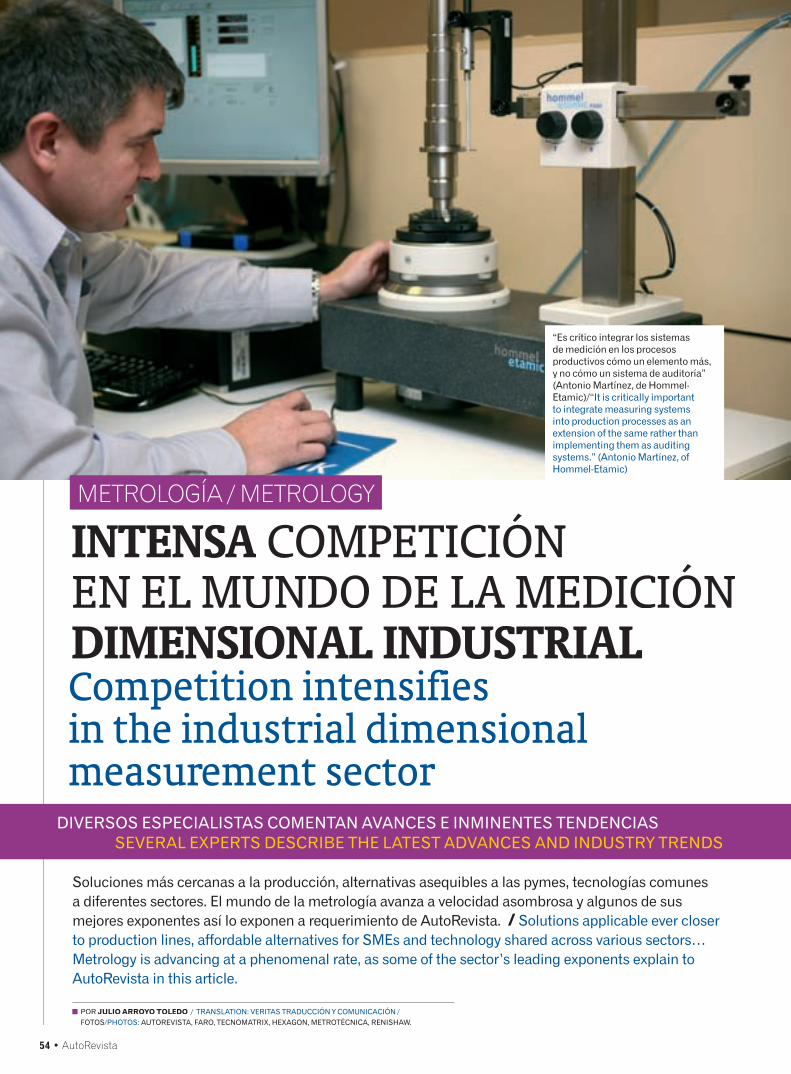
COMPANIES
54 • AutoRevista
INTENSA COMPETICIÓN EN EL MUNDO DE LA MEDICIÓN DIMENSIONAL INDUSTRIALCompetition intensifies in the industrial dimensional measurement sector
Soluciones más cercanas a la producción, alternativas asequibles a las pymes, tecnologías comunes a diferentes sectores. El mundo de la metrología avanza a velocidad asombrosa y algunos de sus mejores exponentes así lo exponen a requerimiento de AutoRevista. Solutions applicable ever closer to production lines, affordable alternatives for SMEs and technology shared across various sectors… Metrology is advancing at a phenomenal rate, as some of the sector’s leading exponents explain to AutoRevista in this article.
POR JULIO ARROYO TOLEDO / TRANSLATION: VERITAS TRADUCCIÓN Y COMUNICACIÓN / FOTOS/PHOTOS: AUTOREVISTA, FARO, TECNOMATRIX, HEXAGON, METROTÉCNICA, RENISHAW.
DIVERSOS ESPECIALISTAS COMENTAN AVANCES E INMINENTES TENDENCIAS SEVERAL EXPERTS DESCRIBE THE LATEST ADVANCES AND INDUSTRY TRENDS
“Es crítico integrar los sistemas de medición en los procesos productivos cómo un elemento más, y no cómo un sistema de auditoría” (Antonio Martínez, de Hommel-Etamic)/“It is critically important to integrate measuring systems into production processes as an extension of the same rather than implementing them as auditing systems.” (Antonio Martínez, of Hommel-Etamic)
METROLOGÍA / METROLOGY

AutoRevista • 55
METROLOGY CONTINUES ITS QUEST FOR PERFECTIONLA METROLOGÍA CONTINÚA SU CAMINO DE PERFECCIÓN
os especialistas en el mundo de la metrolo-gía cada vez llevan a cabo más iniciativas con el fin de difundir su evolución tecnoló-
gica a muy diversos sectores, entre los que suele despuntar el de automoción. Dentro de esta tendencia, FARO Spain organizó el pasado 14 de febrero, su primera Jornada de Me-trología 3D y Control de Calidad en el Colegio de Ingenieros Industriales de Barcelona. Axular Etxa-be, principal directivo de FARO en España y Portu-gal, comentó a AutoRevista los productos que esta firma ofrecen para la industria de automoción. Este proveedor está especializado en soluciones portátiles de medición y captura de imágenes. Los asistentes al encuentro pudieron conocer las aplicaciones en metrología industrial, a través de herramientas de última generación, que facilitan el proceso de metrología y control de calidad en determinadas áreas industriales.Etxabe comentó que las soluciones Edge ScanArm y Vantage son las más utilizadas en su especiali-dad, ya sea de modo independiente o combinado, pues cubren un amplio rango de necesidades en cuanto a metrología y digitalización, tanto para constructores como para proveedores. ¨Desde una llanta, asiento o cockpit, hasta la carrocería com-pleta, interior/exterior¨, subraya.Edge es un brazo de medición portátil que, con un ordenador de a bordo integrado en su pantalla táctil permite a los fabricantes verificar fácilmente la calidad de sus productos llevando a cabo inspec-ciones, certificaciones de herramientas, análisis CAD con pieza e ingeniería inversa mediante pal-pado directo y escaneado láser sin contacto.En cuanto a previsiones a corto plazo, Etxabe opi-na que ¨las nuevas inversiones previstas en varias de las plantas españolas nos permitirán ayudar a mejorar los procesos mediante nuestros modelos más modernos. Hay una clara tendencia en la in-dustria de automoción para medir los componen-tes con tecnologías sin contacto, y FARO está reali-zando una apuesta clara en éste sentido¨.
Inspección al 100%Otra firma reconocida en el ámbito de la metro-logía industrial, Hommel-Etamic ofrece su pers-pectiva, a través de su director general en España, Antonio Martínez, quien señala que el mercado demanda tecnologías y soluciones que trasladen el control de calidad desde el laboratorio (con ope-radores especializados) a las líneas de producción (con operadores de menor cualificación), para lo-gísticamente ser más efectivos. También es un he-cho, que la tendencia es la inspección 100% de la producción, incluso con una corrección automáti-ca de los programas de fabricación, a partir de los resultados de medición”.
etrology specialists are involved in an increasing number of initiatives de-signed to raise awareness about their
technology in a host of sectors, among which the automotive industry is one of the foremost.As part of this trend, on 14 February FARO Spain held its first 3-D Metrology and Quality Control Se-minar at the headquarters of Barcelona’s College of Industrial Engineers. Axular Etxabe, Chief Exe-cutive of FARO in Spain and Portugal, described to AutoRevista the products that the firm offers the automotive industry. This supplier specialises in portable measurement and imaging solutions. At-tendees at the event were given a first-hand look at its industrial metrology applications and latest-generation tools designed to facilitate metrology and quality control processes in specific industrial areas.
Mr Etxabe said that the company’s Edge ScanArm and Vantage solutions are the most widely used in their field of specialisation and are implemented both independently and in combination with other technologies. Their popularity derives from the fact that they cover a wide range of metrology and digitisation needs common to both automakers and supply firms. These range from inspecting “a wheel, seat or cockpit through to checking the entire vehicle body both inside and out,” he under-lined.The Edge portable measuring arm comes with an onboard computer and touchscreen that provide manufacturers with an easy way of checking pro-duct quality. It allows them to carry out inspectio-ns, certify tools and perform CAD analysis and re-verse engineering on parts using either direct con-tact measurement or non-contact laser scanning.Referring to the sector’s short-term prospects, Mr Etxabe said, “The new investment made in several
L M
DIVERSOS ESPECIALISTAS COMENTAN AVANCES E INMINENTES TENDENCIAS SEVERAL EXPERTS DESCRIBE THE LATEST ADVANCES AND INDUSTRY TRENDS
El sector de la metrología “está saliendo cada vez más de las salas blancas para irse imponiendo en todos los rincones de las fábricas” (Xavier Conesa, de Tecnomatrix)/The metrology sector “is increasingly moving out of the clean room and into just about every corner of the factory.” (Xavier Conesa, of Tecnomatrix)

EMPRESASCOMPANIES
56 • AutoRevista
Martínez considera “crítico inte-grar los sistemas de medición en los procesos productivos cómo un elemento más, y no cómo un sistema de auditoría. Por ello, los sistemas de medición deben ser to-talmente compatibles e integrables con los automatismos de las líneas de producción, los sistemas SCADA de monitorización de procesos, o los sistemas de control estadístico del proceso (SPC)”.Respecto a la extrapolación de estas herramientas al conjunto de la cadena de valor de la industria, el director general de Hommel-Etamic, manifiesta que “los OEM actuaban en el pasado como prescriptores tanto a nivel de requerimientos de aseguramiento de calidad como de tecnologías a implementar en los procesos de fabricación de los componentes que subcontrataban. Esta tendencia ha cambiado en los últimos años, tomando un papel más activo los proveedores sobre todo de primer nivel (Tier1) que tienen gran parte del know-how de los subconjuntos que suministran al OEM, y a su vez, trasladan el mismo nivel de exigencia, a los siguientes niveles dentro de la cadena de suministro”.
“Automoción ha sido y es un referente dentro de la industria”, subraya An-tonio Martínez, “y así ha sido tomado por otros sec-tores cómo el aeronáutico o eólico. En este sentido, en los últimos años, estos últimos sectores han evo-lucionado notablemente incrementando, para con-seguir competitividad,
sus requerimientos a nivel interno, y también a nivel externo dentro de su cadena de suministro. Este hecho ha sido posible por varios motivos, entre ellos, la migración de técnicos cualificados de unos sectores a otros, además del papel impor-tante que han tenido los proveedores de servicios, transfiriendo de unos sectores a otros soluciones”.
Por toda la fábricaPara Xavier Conesa, director general de Tecnoma-trix, el sector de la metrología “está saliendo cada vez más de las salas blancas para irse imponiendo en todos los rincones de las fábricas. Los sistemas de medición portátil y los sistemas de visión ar-tificial están facilitando esta tarea. Por otro lado, la crisis no lo pone fácil porque es un freno muy grande para todo tipo de inversiones. Obliga a agudizar el ingenio y a extraer el máximo partido
Spanish plants will give us the opportunity to help improve processes by deploying our latest-gene-ration models. There is a clear trend in the auto-motive industry towards measuring components using non-contact technology, and FARO is making a clear commitment in this direction.”
Inspecting 100% of outputAntonio Martínez, Managing Director in Spain of another acknowledged industrial metrology ex-pert, Hommel-Etamic, provides his take on the situation, saying, “The market demands techno-logy and solutions that move quality control out of the laboratory (where it requires specialist sta-ff) and onto the production line (where it can be performed by lower skilled operators). It wants this because it will make the logistics much more efficient. It is also a fact that the trend is towards inspection of 100% of output. Likewise, there is demand for automatic correction of manufacturing programs based on the results of measurement.”Mr Martínez believes, “It is critically important to integrate measuring systems into production processes as an extension of the same rather than implementing them as auditing systems. To achieve this, measuring systems need to be fully compatible with the automated equipment on the production line, as well as with the SCADA process monitoring systems and statistical process control (SPC).”Referring to extrapolation of these tools to the value chain as a whole, the Managing Director of Hommel-Etamic states, “In the past, OEMs pres-cribed both the quality assurance requirements and the technology implemented in the processes used to manufacture the components that they subcontracted. This trend has changed in recent years and suppliers, particularly on tier one, play a more active role. They possess a large part of the know-how about the subassemblies that they deliver to OEMs and, at the same time, pass on the same demands to the tiers below them in the su-pply chain.”“The automotive sector has always been and re-mains a point of reference for industry in general,” underlines Mr Martínez. He continues by saying,
“EN TIEMPOS DE CRISIS, CUESTA MÁS JUSTIFICAR LAS GRANDES INVERSIONES, PERO LOS PEQUEÑOS CAMBIOS QUE APORTAN RECOMPENSAS INMEDIATAS SON BIEN RECIBIDOS”
XAVIER CONESA, TECNOMATRIX
“Metrología y control de calidad avanzan de la mano, y la tendencia de futuro es una traslación del control de calidad al control de los procesos” (Jordi Edo, de Hexagon Metrology)./“Metrology and quality control are advancing hand-in-hand and the trend is towards a shift from controlling quality to controlling processes.” (Jordi Edo, of Hexagon Metrology).

METROLOGY CONTINUES ITS QUEST FOR PERFECTIONLA METROLOGÍA CONTINÚA SU CAMINO DE PERFECCIÓN
de las inversiones ya realizadas o a adoptar solu-ciones que permitan una máxima flexibilidad”.Conesa remarca que “los cambios son lentos pero se suceden a paso firme y sin pausa. Cuesta un poco romper las formas de trabajar de toda la vida, pero la obsesión por mejorar la productivi-dad obliga a adoptar mejoras constantemente.En tiempos de crisis, cuesta más justificar las grandes inversiones, pero los pequeños cambios que aportan recompensas inmediatas son bien recibidos. Tecnomatrix está revolucionando la medición mediante útiles de control, porque con el lanzamiento de CAPTOR-S y CAPTOR-C, ha conseguido reducir los tiempo dedicados a medición con reloj comparador hasta en un 70%, a la vez que se mejora considerablemente la fiabilidad en la toma de datos y la trazabilidad en los controles de calidad de las plantas”.Conesa añade que los medios de control son más inteligentes y miden más piezas en menos tiem-po, incluidos los medios de control que ya llevan tiempo fabricados sin importar su procedencia ni fabricante”.El directivo de Tecnomatrix asegura que las gran-des ventajas que aportan la trazabilidad y la fia-
“That is precisely how it has been viewed by other sectors like the aerospace and wind power indus-tries. In this respect, in recent years these latter sectors have evolved considerably and, to become more competitive, have increased their internal requirements. This has had the knock-on effect of increasing the external demands placed on their supply chain. This has been made possible by se-veral developments, one of which has been migra-tion of qualified engineers between sectors. It has also been facilitated by the role played by service providers, who have transferred solutions applied in one sector to others.”
Factory-wide applicationFor Xavier Conesa, Managing Director of Tecnoma-trix, the metrology sector “is increasingly moving
“IN TIMES OF CRISIS, IT IS HARDER TO JUSTIFY MAJOR INVESTMENT, BUT SMALL CHANGES THAT GENERATE IMMEDIATE RETURNS ARE WELL RECEIVED”
XAVIER CONESA, TECNOMATRIX

EMPRESASCOMPANIES
58 • AutoRevista
out of the clean room and into just about every corner of the factory. Portable measuring systems and machine vision technology are facili-tating this change. At the same time, the crisis is making things difficult because it is acting as a major brake on investment. It is forcing firms to be more inventive than ever, to squeeze the utmost out of invest-ment already made, and to adopt so-
lutions that allow them maximum flexibility.”Mr Conesa went on to say, “Change is slow but steady. It takes a bit of effort to alter life-long ways of doing things, but the obsession with improving productivity forces companies to enhance their processes constantly.In times of crisis, it is harder to justify major in-vestment, but small changes that generate im-mediate returns are well received. Tecnomatrix is revolutionising measurement using inspection tools. With the launch of its CAPTOR-S and CAPTOR-C products it has managed to cut dial indicator measuring time by as much as 70% while simultaneously considerably improving both data capture reliability and traceability in quality con-trol processes.”Mr Conesa adds that the firm’s products “make inspection equipment more intelligent and capable of measuring more parts in less time. This includes older inspection tools, irrespective of manufacturer.”The Tecnomatrix executive states that the major advantages gained from enhanced traceability and reliability mean that use of products like CAPTOR is spreading rapidly. “Automakers are requiring tier-one firms to use them, and these are passing the requirement down to tier two and below. As implementation costs are so low and the product range is so scalable, adopting the system does not involve major expenditure for anybody. Payback is achieved in less than six months and, for that rea-son alone, the investment is justified,” he explains.
Point cloudsJordi Edo, General Manager at Hexagon Metrology remarks, “Metrology is a key part of the quality control process applied to automobile manufac-ture. Metrology and quality control are advancing hand-in-hand and the trend is towards a shift from controlling quality to controlling processes. The talk now is less about whether an individual part meets the specified criteria and more about whe-ther the process is right or not. In the future, auto-motive industry assembly plants will switch from corrective to preventive quality control.”For Mr. Edo, development in the three-dimensional measuring system segment “is focusing especially
bilidad hacen que se extienda rápidamente el uso de productos como CAPTOR. Se imponen como sistema de control de los constructores (OEM) a los TIER1, y de éstos a los TIER2, etc…. Siendo el coste de implantación tan bajo y con una gama de productos escalable, la adopción de este sistema no está costando a nadie. El tiempo de amortiza-ción es inferior a los seis meses y sólo por este mo-tivo ya queda justificado”.
Nubes de puntosJordi Edo, director general de Hexagon Metrology en España, remarca que “la metrología es un pro-ceso clave en el control de calidad de la fabricación de automóviles. Metrología y control de calidad avanzan de la mano, y la tendencia de futuro es una traslación del control de calidad al control de los procesos. Cada vez se habla menos de que una pieza está bien ó está mal y se habla más de que determinado proceso es correcto o no. El futuro de las plantas de ensamblaje del sector de la automo-ción dará un giro de la calidad correctora a la cali-dad preventiva”. Para Edo, la evolución tecnológica de los sistemas de medición tridimensional “va en la dirección de desarrollar de forma especial todo lo que hace referencia a la medición sin contacto: sistemas de medición por fotogrametría-luz blanca, brazos de medición portátil con escáner integrado, laser-trackers, y también las máquinas de medición por coordenadas con cabezal láser, que ahora, gracias a cabezales como el CMS, pueden medir piezas de chapa en entornos de producción con un avance de velocidad de medición entre el 30 y el 50%. Los constructores valoran mucho que un mismo proveedor pueda ofrecer soluciones en todos los sistemas de medición tridimensional, opción que hoy en día únicamente puede ofrecer Hexagon Metrology”.Según Edo, la acción repercute a toda la cadena de valor porque “hoy en día hablamos de control de calidad como control de las piezas correspondien-tes a un determinado proyecto, cada proveedor envía un informe de puntos discretos de cada una de sus piezas para validación de éstas. Luego, en las plantas de ensamblaje se fabrican y se ponen a punto las líneas de producción también con una
FARO Spain organizó el pasado 14 de febrero, su primera Jornada de Metrología 3D y Control de Calidad en el Colegio de Ingenieros Industriales de Barcelona./On 14 February FARO Spain held its first 3-D Metrology and Quality Control Seminar at the headquarters of Barcelona’s College of Industrial Engineers.

AutoRevista • 59
METROLOGY CONTINUES ITS QUEST FOR PERFECTIONLA METROLOGÍA CONTINÚA SU CAMINO DE PERFECCIÓN
serie de puntos discretos, los puntos de referencia. ¿Qué ocurre si hay aspectos de la pieza que no se controlan y pueden suponer problemas en el montaje?, se preguntan en Hexagon. La respuesta es que “surgen problemas y retrasos que implican pérdidas de tiempo en la puesta a punto, aumento de costes y disminución de la productividad. Esto se soluciona con una tecnología de captación de nubes de puntos masiva, con la cual conseguimos un control no solo de unos puntos discretos sino de todo el volumen, de la geometría y del corte de la pieza, asegurando que cada una de las piezas de un proyecto está correcta en su totalidad. A partir de este concepto, la relación de las grandes facto-rías de automoción con sus proveedores cambia, ya que la información generada por esa captación de nubes masiva se deposita en un servidor del fabricante de automoción y ésta puede realizar diferentes análisis con toda esa información, no ya sobre cada una de las piezas individuales, sino que el fabricante puede realizar el análisis de ensam-blajes virtuales de todas las piezas de un determi-nado proyecto analizando interferencias y otros diversos aspectos en dichos análisis”.Por otro lado, con la nueva Leitz PMM-Xi, Hexagon Metrology se dirige específicamente a empresas de pequeño y mediano tamaño para las que hasta ahora las máquinas de medición de coordenadas altamente precisas Leitz PMM-C y Leitz Infinity no eran asequibles. Como los modelos Leitz ya existentes, esta nueva incorporación ofrece “una seguridad de medición muy elevada y estable en el tiempo, tiempos de medición cortos y elevado ren-dimiento”, destacan desde la compañía.
Cerca de la producciónLa firma Metrotécnica Servicios y Equipos de Me-trología Dimensional representa en España a las marcas OGP, Wenzel, Steinbichler y Dk. Fernando Serrano, director comercial, manifiesta que “ve-mos, cada vez más a menudo, la necesidad de tra-bajar con los equipos cerca del área de producción, integrando los sistemas, resultados y correcciones en tiempo real. También detectamos una mayor necesidad de sistemas multisensor, con más de una tecnología de medición, con equipos que al integrar varias soluciones en sólo sistema propor-cionan ahorro de tiempo, espacio, dinero, mante-nimiento, etc”. Según Serrano, los avances más significativos “se están produciendo, sin duda, en la tomografía por Rayos X, o en los sistemas de digitalización óptica, medios que cada vez aportan mayor resolución y precisión, permitiendo obtener mucha más infor-mación de la pieza que con los medios tradiciona-les punto a punto, y la posibilidad de analizar o medir interiores de pieza o conjuntos sin desmon-
“EL FUTURO DE LAS PLANTAS DE ENSAMBLAJE DEL SECTOR DE LA AUTOMOCIÓN DARÁ UN GIRO DE LA CALIDAD CORRECTORA A LA CALIDAD PREVENTIVA”
“IN THE FUTURE, AUTOMOTIVE INDUSTRY ASSEMBLY PLANTS WILL SWITCH FROM CORRECTIVE TO PREVENTIVE QUALITY CONTROL”
JORDI EDO, HEXAGON
“Detectamos una mayor necesidad de sistemas multisensor, con más de una tecnología de medición” (Fernando Serrano, de Metrotécnica)/“We have also detected a greater need for multi-sensor systems featuring more than one measuring technology.” (Fernando Serrano, of Metrotécnica)
on non-contact measurement. This comprises photogrammetry and white-light sys-tems, portable measuring arms with integrated scanners, laser trackers and co-ordinate measuring machi-nes with laser scanning heads. For example, scanner heads such as the CMS are able to measure sheet-metal parts in production environments at speeds 30 to 50% faster than in the past. Automakers place enormous va-lue on the fact that a single supplier can provide solutions for all of their three-dimensional measuring syste-ms. At present, the only firm that can do that is Hexagon Metrology.”According Mr. Edo, this new approach will have repercussions throughout the value chain: “We currently talk about quality control as a way of monitoring parts made for a particular project. Each supplier submits a report detailing a series of discrete points on each of its parts for validation. Later, these are employed in assembly plants and the production lines are fine-tuned using a series of discrete points that provide the system’s points of reference.”What happens if some of the part’s features are not inspected and these cause problems during assembly? This is the question Hexagon asks. The answer is that “problems arise and delays occur. These mean time is lost during fine-tuning, costs rise and productivity falls. These issues are resol-ved by using mass point-cloud technology. With this, we not only control all of the discrete points, but also the part’s volume and geometry, thereby ensuring that every part in a project is 100% right. When this approach is adopted, the relationship between the big automakers and their suppliers changes, as the information generated by mass point-cloud capture is held in a server belonging to the vehicle manufacturer. Using this information, the brand can carry out analyses that encompass not just each of the individual parts, but the whole

EMPRESASCOMPANIES
60 • AutoRevista
assembly. It is therefore possible to examine virtual assemblies comprising every part in a project and analyse interference between them and other simi-lar issues.”Meanwhile, Hexagon Metrology’s new Leitz PMM-Xi product is aimed specifically at small and medium-sized companies for which, until now, the high-precision Leitz PMM-C and Leitz Infinity co-ordinate measuring machines were simply not affordable. Like existing models in the Leitz range, this new addition to the family offers “very high measuring certainty and stability over time, fast measuring times and high performance,” explain company representatives.
Closer to the production lineMetrotécnica Servicios y Equipos de Metrología Dimensional represents the OGP, Wenzel, Steinbi-chler and Dk brands in Spain. Fernando Serrano, the firm’s Sales Manager, states, “We are seeing an increasing need to use the equipment close to the production area and to integrate systems, results and corrections in real time. We have also detected a greater need for multi-sensor systems featuring
more than one measuring te-chnology. By integrating va-rious solutions into a single system it is possible to save time, space, money, mainte-nance costs, etc.”According to Mr Serrano, ”The most significant advan-ces are undoubtedly being made in x-ray tomography and optical digitisation. Both of these technologies are offering increasingly high resolution and precision and
generate much more information about the part measured than is possible with traditional point-to-point equipment. X-ray tomography also allows us to analyse and measure the interior of the workpiece or assembly without dismantling it.”Referring to these tools’ use throughout the supply chain, Metrotécnica’s Sales Manager acknowledges, “There is no doubt that innovative hi-tech systems are expensive to begin with, but as they are developed in partnership with the major automotive industry manufacturers, their use is extended first to the big components suppliers and then to SMEs. Really, it is only a question of econo-mies of scale and time. As more units are made, the cost comes down. We have our own example with OGP’s multi-sensor systems, or the Steinbichler digitisation equipment. These are being bought by increasing numbers of SMEs when just a few years ago they were virtually unknown and a lot more
tar, por medio de la tomografía por Rayos X”. Respecto a la proyección de estas herramientas en toda la cadena proveedora, el director comercial de Metrotécnica reconoce que “sin duda, los sis-temas novedosos con alta carga tecnológica son costosos al principio, pero al desarrollarse junto a los grandes fabricantes de automoción, se extien-den primero a los grandes proveedores de compo-nentes, y después a las pymes. En realidad es sólo una cuestión de economía de escala y de tiempo, según se van fabricando más unidades se va aba-ratando el coste. Nosotros tenemos el ejemplo de los sistemas multisensor de nuestra marca OGP, o los de Digitalización de la marca Steinbichler, que cada vez son más comprados por las pymes, cuando hace años eran des-conocidos y mucho más cos-tosos. En cambio, todavía quedan unos años para que las pymes puedan comprar sistemas de tomografía por Rayos X”.
Transformando el rendi-mientoIñaki de Paz, director de Producto de la División MCC de Renishaw, afirma que el control dimensional en el sector de automoción ha tendido en los últimos diez años, aproximadamente, a mantener un equi-pamiento de medición en tres ejes por contacto y aprovechar la evolución espectacular que han experimentado las herramientas de software para optimizar los procesos de control dimensional. En los últimos dos años la evolución del las apli-caciones no es tan representativa y han aparecido nuevos equipos y equipamientos para las MMC tradicionales, que realmente implican un salto considerable en la medición tanto a nivel de tiem-pos como de precisión”. De Paz puntualiza que aunque han aparecido so-luciones de inspección sin contacto, “las limita-ciones en precisión asociadas a estas tecnologías impiden su empleo en la mayoría de los procesos de control. La inspección por contacto, por su par-te, ha experimentado una evolución considerable con la aparición de nuevos cabezales que suponen
METROLOGY CONTINUES ITS QUEST FOR PERFECTIONLA METROLOGÍA CONTINÚA SU CAMINO DE PERFECCIÓN
“THE EFFORT THAT MANY FIRMS ARE MAKING TO ADAPT AND EQUIP THEIR MACHINES WITH NEW TECHNOLOGY IS COMMENDABLE AND NECESSARY. IN FACT, SOME ARE EVEN ONE STEP AHEAD OF THE MAJOR BRANDS”
IÑAKI DE PAZ, RENISHAW
“ES MERITORIO Y NECESARIO EL ESFUERZO QUE MUCHAS EMPRESAS ESTÁN HACIENDO PARA ADAPTAR Y EQUIPAR SUS MÁQUINAS CON NUEVA TECNOLOGÍA, LLEGANDO ALGUNAS A IR POR DELANTE EN SU APUESTA DE LAS GRANDES MARCAS”
IÑAKI DE PAZ, RENISHAW

AutoRevista • 61

COMPANIES
62 • AutoRevista
el salto de la medición tradicional en tres ejes a la medición en cinco ejes, así como inspección en continuo a alta velocidad y precisión”.En cuanto a la tipología de empresas que emplea estas soluciones, el responsable de Renishaw sos-tiene que “la implementación de sistemas avan-zados en las etapas previas tiene siempre cierto retardo, pero adaptado al nivel de cada empresa, el sector tiende a seguir los pasos de los grandes fabricantes y converger al uso de las mismas he-rramientas. Es meritorio y necesario el esfuerzo que muchas empresas están haciendo para adap-tar y equipar sus máquinas con nueva tecnología, llegando algunas a ir por delante en su apuesta de las grandes marcas”.El directivo de Renishaw añade que siempre es di-fícil asumir inversiones y más en los tiempos que corren, pero nadie duda ya de que es más arries-gado estancarse tecnológicamente que apostar por herramientas que optimicen tanto nuestro proceso productivo como nuestro producto y la garantía que ofrecemos a nuestros clientes”.Recientememte Renishaw ha presentado el siste-ma de disparo por contracto de cinco ejes PH20, “un innovador producto de medición”, según esta compañía, “que transforma el rendimiento de las máquinas de medición de coordenadas (MMC). Por primera vez, la tecnología de cinco ejes desarrolla-da para el galardonado sistema de medición Revo puede utilizarse en aplicaciones de disparo por contacto en MMC de cualquier tamaño”. Desde Renishaw señalan que los “exclusivos to-ques de cabezal del sistema PH20 permiten obte-ner los puntos de edición moviendo únicamente el cabezal, en vez de toda la estructura de la MMC. Utilizando únicamente el desplazamiento rota-torio rápido del cabezal, los puntos pueden obte-nerse más rápidamente, mejorando la precisión y la repetibilidad. Además, con los movimientos de cinco ejes, se ahorra el tiempo empleado en el indexado del cabezal. Esta velocidad combinada produce generalmente in aumento de la produc-ción hasta tres veces mayor que en los sistemas convencionales”.
expensive. That said, it will still be a few years before SMEs are able to buy x-ray tomography sys-tems.”
Transforming performanceIñaki de Paz, Product Manager in Renishaw’s CMM Division affirms, “Over the last 10 years or so, di-mensional control departments in the automotive sector have tended to maintain their three-axis contact-based measuring equipment and instead take advantage of the spectacular development seen in the software used to optimise dimensional control processes. However, in the last two years application development has slowed and new equipment for traditional CMMs has emerged. These have brought a considerable leap forward in measuring in terms of both process time and pre-cision.”Mr de Paz points out that although non-contact inspection solutions have appeared, “the restric-tions on precision associated with this techno-logy prevents its use in most control processes. Conversely, contact-based inspection has evolved significantly with the emergence of new measu-ring heads. This has driven a shift from traditional three-axis measurement to five-axis measurement and continual high-speed and high-precision ins-pection.”As regards the type of company that employs these solutions, the Renishaw executive says, “Imple-mentation of advanced systems is always slow to begin with. However, the sector does tend to fo-llow the lead of the major manufacturers and use the same tools, adapting them to the circumstan-ces found in each individual company. The effort that many firms are making to adapt and equip their machines with new technology is commen-dable and necessary. In fact, some are even one step ahead of the major brands.”Recently Renishaw unveiled its PH20 five-axis touch-trigger system, “another innovative mea-surement product,” state company sources, “that transforms co-ordinate measuring machine (CMM) performance. For the first time, five-axis techno-logy developed for the multi-award winning Revo measurement system is available for touch-trigger applications on all sizes of CMM.”Sources at Renishaw underline, “PH20’s unique ‘head touches’ allow measurement points to be taken by moving only the head rather than the CMM structure. Using only the rapid rotary motion of the head, points can be taken faster, and with improved accuracy and repeatability. Furthermore, five-axis motion eliminates time spent indexing the head. Together these speed increases typically result in a three-fold improvement in throughput over conventional systems.”
“La inspección por contacto, por su parte, ha experimentado una evolución considerable con la aparición de nuevos cabezales” (Iñaki de Paz, de Renishaw)/“Contact-based inspection has evolved significantly with the emergence of new measuring heads.” (Iñaki de Paz, of Renishaw)
AutoRevista • 63
ALMOST LIMITLESS PLASTICS SOLUTIONS
LAS SOLUCIONES DEL MUNDO DEL PLÁSTICO ROZAN LO ILIMITADO
INFORME • REPORTTecnologías muy avanzadas para el procesamiento de plásticos Highly advanced plastic-processing technologies
64
PROVEEDORES • SUPPLIERSEl plástico aumenta su infl uencia en la forma de fabricar vehículosPlastic’s infl uence on vehicle manufacture grows
70
Plásticos/Plastics

REPORT
64 • AutoRevista
Tecnologías que aún parecen formar parte de escenarios más próximos a la fi cción que a la realidad han encontrado un campo que va mucho más allá del campo de la experimentación. Las alternativas micro y la fabricación aditiva muestran sus avances para el mundo del plástico, con aplicaciones en automoción como referencia. Technologies that still seem closer to science fi ction than reality have found a fi eld that is putting them to uses that go way beyond experimentation. Micro and additive manufacturing are advancing at an enormous rate in the plastics industry and, as is so often the case, applications for the automotive sector are leading the way.
POR L.M.G. / TRANSLATION: VERITAS TRADUCCIÓN Y COMUNICACIÓN / FOTOS/PHOTOS: 123 RF Y PRODINTEC
DOS EJEMPLOS DE LAS MÁS VANGUARDISTAS TENDENCIAS EN ESTE CAMPO TWO EXAMPLES FROM THE FIELD’S CUTTING EDGE
PLÁSTICOS / PLASTICS
Highly advanced plastic-processing technologies
TECNOLOGÍASMUY AVANZADAS PARA MUY AVANZADAS PARA EL EL PROCESAMIENTOPROCESAMIENTODE PLÁSTICOSDE PLÁSTICOS

AutoRevista • 65
n las últimas décadas, los polímeros han surgido como una solución rentable y flexible para numerosas aplicaciones en
las industrias dedicadas al procesamiento de ma-teriales y sustancias químicas.Por su bajo peso, su resistencia a los impactos y su idoneidad para el procesado a temperaturas relati-vamente bajas, la demanda de piezas de plástico y caucho ha experimentado un enorme incremento pese al precio cada vez más elevado del petróleo y a la competencia que plantean alternativas como ciertos metales y el vidrio. Al mismo tiempo, la competencia que existe a nivel mundial no deja de ejercer presión en los márgenes de beneficios y en los tiempos de comercialización, situación que obliga a los fabricantes a innovar constantemente
n recent decades, polymers have emerged as a cost-effective and flexible solution for nu-merous applications in industries involved in
processing materials and chemicals.Their low weight, resistance to impact and proces-sability at relatively low temperatures have meant that demand for plastic and rubber parts has risen enormously despite the increasingly high price of oil and competition from metal and glass alterna-tives. At the same time, global competition conti-nues to exert pressure on profit margins and time to market. This situation forces manufacturers to innovate constantly to en-hance product performance and manufacturing process efficiency.The latest trend is towards smaller products with speci-fications and features mea-sured in submicrons and nanometres. This situation is evolving constantly and is driving demand for poly-mer-based micro-mechanical systems that require com-plex-geometry components, often made from multiple materials, which cannot yet be produced with the tech-nology available.Sources at Cordis, the EU’s R&D information service, say that in order to support European manufacturers, existing micro-manufactu-ring techniques and tools need to be adapted to this new context. This means significantly impro-ving micro-replication technologies such as mi-cro-injection moulding and hot embossing. Other areas requiring development are automated part assembly and highly sophisticated quality control techniques.All of this has been achieved through a co-opera-tion project entitled Converging Technologies for Microsystems Manufacturing (COTECH). Partici-
E
I
DOS EJEMPLOS DE LAS MÁS VANGUARDISTAS TENDENCIAS EN ESTE CAMPO TWO EXAMPLES FROM THE FIELD’S CUTTING EDGE
Los polímeros han surgido como una solución rentable y flexible para numerosas aplicaciones en las industrias dedicadas al procesamiento de materiales y sustancias químicas./Polymers have emerged as a cost-effective and flexible solution for numerous applications in industries involved in processing materials and chemicals.
THE LATEST TREND IS TOWARDS SMALLER PRODUCTS WITH SPECIFICATIONS AND FEATURES MEASURED IN SUBMICRONS AND NANOMETRES
UNA DE LAS ÚLTIMAS TENDENCIAS SE ORIENTA HACIA PRODUCTOS MÁS PEQUEÑOS CON CARACTERÍSTICAS MÁS DIMINUTAS, DEL RANGO DE LAS SUBMICRAS Y LOS NANÓMETROS
ALMOST LIMITLESS PLASTICS SOLUTIONSLAS SOLUCIONES DEL MUNDO DEL PLÁSTICO ROZAN LO ILIMITADOLAS SOLUCIONES DEL MUNDO DEL PLÁSTICO ROZAN LO ILIMITADO

INFORMEREPORT
66 • AutoRevista
en los planos del rendimiento de los productos y la eficiencia de la producción. La última tendencia se orienta hacia productos más pequeños con características más diminu-tas, del rango de las submicras y los nanómetros. Esta situación evoluciona constantemente y está conduciendo a una demanda de sistemas micro-mecánicos basados en polímeros que requerirán componentes de formas complejas e incluso de múltiples materiales que no se pueden producir con las técnicas disponibles. Si se quiere apoyar a los fabricantes europeos, señalan desde Cordis, servicio de información en I+D en la UE, es necesario adaptar las técnicas y las herramientas existentes de microfabricación. Esto significa mejorar notablemente tecnologías
de microrreplicación como el moldeado por inyección a microescala y el estam-pado en caliente. También está pendiente el desarrollo de sistemas de ensamblaje automatizado de piezas y técnicas muy sofisticadas de control de la calidad. Todo ello se ha conseguido a través de un proyecto en colaboración, Converging Te-
chnologies for Microsystems Manufacturing, (CO-TECH). Por medio de este proyecto se realizó una labor de reunión y combinación de técnicas com-plementarias mediante la convergencia de tec-nologías y el desarrollo de soluciones híbridas en toda la cadena de procesado dedicada a la micro-producción. Esto ha servido para acortar el tiempo de comercialización y reducir costes e impulsar la evolución del concepto de mesa de trabajo modu-lar o microfábrica. COTECH ha conseguido desarrollar y demostrar nuevas técnicas de microrreplicación que combi-nan las capacidades de diferentes procesos y téc-nicas que se basan en el moldeado por inyección a microescala. Se ha implementado una cadena de procesado global que introduce pasos de ensam-blaje automatizado para la fabricación de com-ponentes y sistemas micromecánicos basados en polímeros.El proceso se sustenta en nuevos modelos avanza-dos de simulación y un sistema de metrología de alta velocidad para integrar un control de calidad en todos los pasos de la cadena de procesado. Ya se ha desarrollado una nueva generación de ma-quinaria de moldeado por microinyección que ya está a la venta. La tecnología salida de este proyecto podrá uti-lizarse en los sectores sanitarios y de la automo-ción. El proyecto ha demostrado la posibilidad de
LA FABRICACIÓN ADITIVA COMPRENDE UNA FAMILIA DE TECNOLOGÍAS DE FABRICACIÓN EN LAS QUE EL PRINCIPAL ALICIENTE ES LA CARENCIA DE ÚTILES COMO EL CASO DE LOS MOLDES DE INYECCIÓN
Esta situación evoluciona
constantemente y está conduciendo
a una demanda de sistemas
micromecánicos basados en
polímeros./ This situation is evolving
constantly and is driving demand
for polymer-based micro-mechanical
systems.
pants in this project pooled and combined comple-mentary techniques by converging technologies and developing hybrid solutions throughout the micro-manufacturing process chain. This has ser-ved to cut the time to market and reduce costs, as well as encouraging development of the modular workbench or micro-factory concept.COTECH has developed and demonstrated new mi-cro-replication techniques that combine the featu-res of various injection-moulding processes and te-chnologies on a miniature scale. Under the project, a full process chain has been implemented that incorporates automated assembly into the process used to manufacture polymer-based micro-mecha-nical components and systems.It is based on new advanced simulation models and a high-speed metrology system that integrates quality control into every step of the process. Mo-reover, participants in the project have developed a new generation of micro-injection-moulding ma-chinery, which is already on sale.The technology developed by COTECH could be used in the health and automotive sectors. The project has demonstrated that it is possible to ma-nufacture high-performance microdevices with enormous value-added content in a minimal num-ber of steps. Examples of these are self-ligating dental brackets, microscopic sockets used to trans-mit signals in hearing aids and lenses for torches built into mobile telephones.The project was financed under the NMP-NMP2-LA-2009-214491 – Nanosciences, Nanotechnologies,

AutoRevista • 67
ALMOST LIMITLESS PLASTICS SOLUTIONSLAS SOLUCIONES DEL MUNDO DEL PLÁSTICO ROZAN LO ILIMITADO
producir, siguiendo un número reducido de pasos, microdispositivos de gran valor añadido con pres-taciones avanzadas. Algunos ejemplos son orto-doncias de autoligado, tomas microscópicas para la transmisión de la señal de un instrumento de audición y lentes para las linternas integradas en teléfonos móviles. Este proyecto fue financiado en virtud del área temática ‘NMP - NMP2-LA-2009-214491: Nano-ciencias, nanotecnologías, materiales y nuevas tecnologías de producción’ del Séptimo Programa Marco de la UE. El proyecto se inició en octubre de 2008 y el consorcio responsable se compone de 25 organizaciones europeas (PYME, líderes de la industria, centros de investigación, universidades y organizaciones de servicios) procedentes de diez países europeos.
Fabricación aditivaDesde el centro tecnológico Prodintec, especiali-zado en diseño y procesos industriales exponen que las tecnologías de Fabricación Aditiva (AM), basadas en procesos de fabricación por adición de capas a partir de un diseño CAD, están ya encon-trando nichos de aplicación en todos los sectores industriales. La fabricación aditiva comprende una familia de tecnologías de fabricación en las que el principal aliciente es la carencia de útiles como el caso de los moldes de inyección o fundición, o de los elementos de amarre necesarios en mecaniza-do o torno. Por otro lado, se trata de sistemas de una elevada flexibilidad en el campo geométrico,
Materials and New Production Technologies cate-gory of the EU’s Seventh Framework Programme. It was launched in October 2008 and the project consortium comprises 25 European organisations (SMEs, industry leaders, research centres, univer-sities and service organisations) from 10 European countries.
Additive manufacturingSources at the Prodintec technology centre, which specialises in industrial process design, state that additive manufacturing, in which successive layers of material are deposited to create a three-dimen-sional shape based on a CAD design, is already finding application niches in just about every in-dustrial sector. Additive manufacturing embraces a family of production technologies in which the key characteristic is the absence of dies, such as those used in injection moulding and casting, and the re-taining fixings required in machining and turning. These systems offer enormous geometrical flexibi-lity and allow designers an unprecedented degree of freedom.One example of application of this te-chnology is provided by a large-size injection-moulded plastic part made for the highly demanding automo-tive industry. Prodintec representa-tives highlight that using additive technology in combination with tra-ditional techniques made it possible to resolve all of the quality and di-mensional issues encountered.One of the fields in which additi-ve manufacturing is achieving the best and most spectacular results is injection moulding. The main rea-son for this is that the technology allows manufacturers to create hig-hly complex cooling channels that are fully optimised to the part’s geometry and that would be impossible to achieve using con-ventional methods. Moreover, the timescale and budget are similar to those required by traditional approaches.The case in question was a large (750 cm3) high-value part with very strict tolerances, high dimensional and aesthetic requirements and areas that featured very thin walls between large masses of material connected by very narrow channels.Failure to cool a mould properly is likely to create quality defects in the part, such as unwanted sheen, marked colouring differences, non-filled areas, localised fragility and unacceptable twisting and deformation. To avoid this, one solution is to leave the part in the mould for longer and wait un-til all of the plastic has solidified.
ADDITIVE MANUFACTURING EMBRACES A FAMILY OF PRODUCTION TECHNOLOGIES IN WHICH THE KEY CHARACTERISTIC IS THE ABSENCE OF DIES, SUCH AS THOSE USED IN INJECTION MOULDING

INFORMEREPORT
68 • AutoRevista
ya que elevan las cotas de libertad de diseño a lí-mites no conocidos hasta ahora.Un ejemplo de esta aplicación se encuentra en una pieza de grandes dimensiones fabricada por in-yección de plástico, en el exigente sector de auto-moción, subrayan desde Prodintec, donde las ven-tajas de las tecnologías aditivas en colaboración con técnicas tradicionales ayudaron a solventar problemas de calidad y dimensionales.El campo del moldeo por inyección es uno de los que mejores y más espectaculares resultados está obteniendo con la aplicación de las tecnologías aditivas. La principal razón para ello es que permi-ten fabricar canales conformales de refrigeración muy complejos y perfectamente optimizados a la geometría de la pieza, que de otro modo serían imposibles de conseguir con tecnologías conven-cionales, en unos plazos de tiempo similares y con unos presupuestos del mismo ordenEl caso en cuestión correspondía a una pieza de grandes dimensiones y alto valor /750 cm3), con tolerancias muy estrechas, altos requisitos dimen-sionales y estéticos, con zonas de paredes muy finas entre grandes masas de material conectadas por zonas de paso muy estrecho.Cuando un molde no se enfría de la forma correcta pueden producirse en la pieza defectos de calidad como visos, líneas de diferente color, zonas sin lle-nar, zonas frágiles o retorcimientos y deformacio-nes inaceptables. Para ello hay una solución que consiste en esperar más tiempo con la pieza den-tro del molde hasta que todo al plástico se haya solidificado, solución que encarece tremendamen-te el proceso.Mediante un diseño optimizado de los canales de refrigeración –creando canales conformales- se consigue suministrar la cantidad adecuada de flui-do refrigerante a la distancia óptima de la pieza en relación con la cantidad de material a enfriar (espesor de material) y al flujo deseado de calor (velocidad de enfriamiento en cada punto). Con ello mejora mucho el rendimiento del proceso por-que se pueden conseguir disminuciones muy im-portantes del tiempo de ciclo de entre el 20% y el 60% (abaratando el coste por pieza) a la vez que se mejora mucho la calidad del producto final, en es-
However, this option makes the process slower and hugely more costly.By optimising cooling channel design it is possible to deliver the required amount of coolant at an optimal distance from the part in relation to the amount of material requiring cooling (material thickness) and the desired heat flow (cooling rate at each particular point). This greatly improves process performance as it reduces cycle times by between 20 and 60%, thereby reducing the cost per part. At the same time, it also raises end pro-duct quality and guarantees the part’s appearance and mechanical and dimensional features, explain managers at Prodintec.
Moulds and softwareA company specialising in injection mould design was closely involved in this project. The process was simulated using software specifically designed to recreate the effect that cooling channel geome-try has on the injection process.With the mould design produced before turning to additive manufacturing (made in the traditional way based on straight drilled channels and plugs), some areas of the part had an overly high tempe-rature at the end of the 56-second injection cycle. Material density distribution was not as desired and the temperature gradient between zones was too high. As a result, the parts produced suffered twisting (geometric defect) as the cooling process was completed outside the mould. Moreover, they also showed surface defects.The solution adopted consisted of making an in-sert that achieved the cooling efficiency required in each of the part’s three problematic areas. Addi-tive manufacturing techniques make it possible to create geometries with an unprecedented level of complexity. However, it ought to be said that this technology is not an efficient way of making sim-ple or large shapes, for which standard metal-cut-ting technology is the best option.According to sources at Prodintec, in this case a lar-ge part of the success was attributable to selecting the right combination of new and conventional technologies to obtain a highly effective product — the inserts – at a very competitive price.
El campo del moldeo por inyección es uno de los que mejores y más espectaculares resultados está obteniendo con la aplicación de las tecnologías aditivas./One of the fields in which additive manufacturing is achieving the best and most spectacular results is injection moulding.
Cuando un molde no se enfría de la forma correcta pueden producirse en la pieza defectos de calidad./Failure to cool a mould properly is likely to create quality defects in the part.

AutoRevista • 69
ALMOST LIMITLESS PLASTICS SOLUTIONSLAS SOLUCIONES DEL MUNDO DEL PLÁSTICO ROZAN LO ILIMITADO
Managers at the technology centre underline that the results obtained when making the part are similar to those obtained in finite-element simulation of the injection process. They were able to reduce injection time from 56 seconds to begin with to just 35 (a 37% decrease), whilst simultaneously improving material density and lowering average temperature. When the part was ejected, no area of it was above the solidification temperature. In fact, the temperature was 20 °C below the target, which practically reduced twisting to zero and notably improved the component’s appearance.The production rate increased from one part per minute (and a high number of quality defects) to almost two good parts per minute. The increase in cost generated by the inserts was a little over 20%, which included both engineering and simulation of the additive manufacturing process, conclude Prodintec representatives.
tética, características mecánicas y dimensionales, aseguran desde Prodintec.
Moldes y softwareEn este proyecto, participó, en estrecha colabora-ción, una empresa especializada en el diseño de moldes de inyección. La simulación del proceso contó con la ayuda de software específico para si-mular el efecto que sobre el proceso de inyección tiene la geometría de los canales de refrigeración.El diseño del molde existente antes de la aplicación de fabricación aditiva -con la tecnología tradicional de canales rectos a base de taladros y tapones- dejaba ciertas zonas con una temperatura demasiado alta al final de los 56 segundos que duraba el ciclo de inyección. La distribución de densidad de material no era adecuada y el gradiente de temperaturas entre unas zonas y otras también era demasiado alto. Esto hacía que las piezas se retorcieran (defecto geométrico) al acabar de enfriar fuera del molde y presentaran defectos superficiales.La solución adoptada consistió en construir un inserto con una eficiencia de refrigeración adaptada a las necesidades de cada una de las tres zonas problemáticas. Las tecnologías de fabricación por adición de capas (AM) permiten fabricar estas geometrías complejas hasta límites nunca vistos hasta ahora. En su contra se debe indicar que resultan muy ineficientes para fabricar formas simples y masivas, para lo que las tecnologías de arranque de viruta están perfectamente adaptadas y optimizadas.Según Prodintec, en este caso gran parte del éxito se ha debido a la adecuada combinación de ambas para obtener un producto –los insertos- muy efica-ces y a un precio muy competitivo.Desde el centro técnico, destacan que los resulta-dos obtenidos para la inyección de la pieza se co-rrespondieron con los obtenidos en la simulación por elementos finitos (FEA) del proceso de inyec-ción. Se pudo reducir el tiempo de inyección desde los 56 segundos iniciales hasta tan solo 35 (reduc-ción del 37%), a la vez que se mejoró la densidad del material y la temperatura media disminuyó. En el momento de la eyección de la pieza ya no se generó ningún punto por encima de la temperatu-ra de solidificación, sino unos 20ºC más abajo, lo que reduce virtualmente a cero el retorcimiento y mejora notablemente la calidad visual.El ritmo de producción ha pasado de una pieza por minuto con defectos de calidad a casi dos piezas buenas por minuto, con un incremento del coste de los insertos de poco más del 20% incluyendo tanto la ingeniería y simulación como la fabricación por tecnología aditiva, concluyen desde Prodintec.
70 • AutoRevista
PROVEEDORESSUPPLIERS
on la adquisición de Peguform por parte del Grupo Samvardhana Motherson, se ha configurado, desde 2011, un proveedor de
referencia en componentes elaborados en mate-riales plásticos para el exterior e interior del vehí-culo. En efecto, SMP diseña y fabrica parachoques y módulos front-end y diversas piezas exteriores, cockpits, paneles de instrumentos y paneles de puertas, en otros productos.Para Antonio Vidal, ingeniero de Materiales de SMP Automotive Technology Ibérica, el polipro-pileno “en todas sus variantes o modificaciones”, sigue siendo el material preferido para las piezas transformadas por inyección.Para la reducción de peso, “la tendencia es, por un lado, el empleo de materiales con menor densi-dad (bajando el contenido en carga por ejemplo). Por otro lado, hay también tendencia a reducir los espesores generales de las piezas (lo que implica
hen the Samvardhana Motherson group took over Peguform in 2011 the opera-tion created a new industry benchmark
in plastic vehicle interior and exterior components manufacture. SMP designs and makes bumpers, front-end modules, cockpits, instrument panels, door panels and a host of other automobile parts.For Antonio Vidal, Materials engineer of SMP Automotive Technology Ibérica, polypropylene “in all its variants and versions, is still the material of choice for injected plastic components. To cut vehicle weight, one tendency is to use materials with a lower density (by lowering the content, for example). The other current option is to reduce part thickness, which means working with materials with greater fluidity and a higher bending modulus to offset the lack of thickness and still be able to process them.” Referring to the research and development process in the
C W
Determinados materiales como polipropilenos o poliuretanos seguirán marcando la pauta en el empleo de materiales plásticos en automoción. Los composites y nano-composites van penetrando paulatinamente. De una u otra forma, los plásticos no dejan de ganar terreno en el vehículo, como exponen dos fi rmas de la talla de SMP Automotive y Grupo Teknia. Materials like polypropylene and polyurethane will continue to be the plastics most widely used in automobile manufacture, though composites and nano-composites are gradually expected to increase their market share. In this article, two renowned sector experts, SMP Automotive and Grupo Teknia, explain that, one way or another, plastics use will continue to gain ground in vehicle production.
POR MANUEL ANTOLÍNEZ / TRANSLATION: VERITAS TRADUCCIÓN Y COMUNICACIÓN / FOTOS/PHOTOS: SMP AUTOMOTIVE Y TEKNIA
SMP Y TEKNIA EXPONEN SU VISIÓN DE LA SITUACIÓN Y LA PROYECCIÓN DE FUTURO SMP AND TEKNIA PROVIDE THEIR VIEWS ON CURRENT AND FUTURE TRENDS
Plastic’s influence on vehicle manufacture grows
EL PLÁSTICO AUMENTA SU INFLUENCIA EN LA FORMA DE FABRICAR VEHÍCULOSFABRICAR VEHÍCULOSFABRICAR

AutoRevista • 71
SMP Y TEKNIA EXPONEN SU VISIÓN DE LA SITUACIÓN Y LA PROYECCIÓN DE FUTURO SMP AND TEKNIA PROVIDE THEIR VIEWS ON CURRENT AND FUTURE TRENDS
plastics value chain, Mr Vidal explains, “Once the concept has been defined, the task of producing the part begins. The next step is to carry out trials to determine whether or not the component is viable. We try to involve the automaker in the process at this stage and encourage it to carry out complementary tests at its end. Once the vehicle manufacturer is convinced that we have a viable part, we look at possible applications for it in subsequent vehicle programmes. We have found that if we do not work this way, it is very difficult to get new products accepted.”The SMP Automotive Technology Ibérica executi-ve underlines, “There is a trend to build more and more variants of a single model. The end result is that manufacturing volumes for each version are lower. The problem is that this is largely incompa-tible with production processes that are designed for long series and that require major investment.
tener materiales de mayor fluidez y con mayor módulo de flexión para compensar la diferencia de grueso y poderlos transformar)”.A la hora de trabajar en el campo de la investiga-ción y la innovación con el conjunto de la cadena de fabricación de elementos de plásticos, Vidal ex-plica que “una vez se ha plasmado la idea, se lleva a cabo la tarea de obtener unas piezas. Después se realizan una serie de ensayos previos y para comprobar que puede ser factible. Posteriormen-comprobar que puede ser factible. Posteriormen-te, tratamos de involucrar al fabricante de auto-móviles, ya en esta fase, el cual realiza también ensayos complementarios por su parte. Una vez Wque el constructor se convence también de que es factible, se mira la posibilidad de aplicación en el siguiente vehículo. De otra forma vemos que es muy difícil de entrar con algún tipo de producto nuevo”.El responsable de SMP Automotive Technology Ibé-rica subraya la tendencia de tener cada vez mas variantes dentro de un mismo modelo, es decir, “diferentes gamas de vehículo con cantidades de fabricación más bajas, lo que va en contra de los procesos de producción pensados para series lar-gas y con grandes inversiones. Por ello, también se estudian los procesos empleados en piezas simila-res de otros sectores”.
El polipropileno “en todas sus variantes o modificaciones”, sigue siendo el material preferido para las piezas transformadas por inyección” (Antonio Vidal, de SMP Automotive Technology Ibérica) / Polypropylene “in all its variants and versions, is still the material of choice for injected plastic components.” (Antonio Vidal, of SMP Automotive Technology Ibérica)

72 • AutoRevista
PROVEEDORESSUPPLIERS
De cara a la evolución en la aplicación de plásticos a medio plazo, Vidal no cree que “haya cambios sustanciales, al menos en breve plazo. El polipro-pileno (PP) seguirá siendo el producto principal en las piezas realizadas por inyección tanto en exterior como en interior. Y en el interior seguirá
habiendo también buena parte de piezas espumadas de poliuretano (PUR) en sus diferentes variantes. Por otro lado, siguen quedando algunas piezas metálicas que irán transformándose en plásticos técnicos progresivamente”.
Nano-compositesEl Grupo Teknia, multinacional española especializada en la fabricación de produc-tos plásticos, metálicos y mecanizados para el sector de automoción (además de actividades en el ámbito de las energías renovables) aporta una visión diferenciada en el ámbito de los plásticos.Fuentes de la compañía señalan que “en estos momentos, la industria de automo-ción se está moviendo en el área de incor-poración de composites, de forma que se permitan nuevas formulaciones con las mismas funciones que las piezas existentes fabricadas en materiales convencionales.El uso de los nano-composites está permi-tiendo conseguir mejoras mecánicas y es-tructurales, que de otra manera sería difícil de conseguir. Esto afecta también a la geo-metría de las piezas lo que, en determina-dos casos, lleva a una reducción de pesos”.Desde Teknia puntualizan que estos prime-ros pasos no conllevan inicialmente una re-ducción de los costes finales, pero se sigue investigando estas líneas de actividad. Por otro lado, también se está trabajando en los espumados de los materiales durante el proceso de trabajo”.
La labor de investigación se desdobla a lo largo de la cadena de valor y los objetivos se diferencian. En ese sentido, según el grupo Teknia, “desde el punto de vista de los moldistas, la innovación se consigue reduciendo el tiempo de desarrollo, uti-lizando la tecnología de prototipos en una fase preliminar del desarrollo, tratando de evaluar y corregir deficiencias con anterioridad”. “Por otro lado”, comentan desde la compañía, “en el mundo del tratamiento superficial, la normativa del pintado en base al agua, menos dañino para el medioambiente, no se ha llevado a cabo con total normalidad. Esta circunstancia ha sido provocada, en parte, por los OEM [constructores] y el gran desembolso económico que supone cambiar todas sus cabinas y procesos. Este paso depende exclu-
As a result, the industry is looking at the processes used in other sectors to make similar parts.”Referring to possible changes in plastics’ appli-cations in the medium term, Mr Vidal does not believe “we will see any major changes, at least not in the immediate future. Polypropylene (PP) will continue to be the main material used in in-jected exterior and interior parts. Vehicle interiors will also continue to contain a large proportion of components made of polyurethane (PUR) foam va-riants. In parallel, some parts still made of metal will gradually be replaced by equivalents made of engineering plastics.”
Nano-compositesGrupo Teknia, a Spanish multinational specialising in the manufacture of plastic, metal and machined components for the automotive sector (as well as working in the renewable energy industry) offers another view of the future for plastics.Company sources say, “At present, the automotive industry is using an increasing volume of composites. These new formulas are able to perform the same functions as conventional materials. Use of nano-composites is producing mechanical and structural improvements that it would be very difficult to achieve otherwise. This also affects part geometry which, in some cases, results in weight reductions.”Managers at Teknia point out, “These early advances are not translating into cost reductions yet, but research into these lines of business
USE OF NANO-COMPOSITES IS PRODUCING MECHANICAL AND STRUCTURAL IMPROVEMENTS THAT IT WOULD BE VERY DIFFICULT TO ACHIEVE OTHERWISE
GRUPO TEKNIA
EL USO DE LOS NANO-COMPOSITES ESTÁ PERMITIENDO CONSEGUIR MEJORAS MECÁNICAS Y ESTRUCTURALES, QUE DE OTRA MANERA SERÍA DIFÍCIL DE CONSEGUIR
GRUPO TEKNIA
AutoRevista • 73
sivamente de ellos”. Los responsables del provee-dor añaden que “el uso de un proceso de pintura electrostático mejoraría el consumo y, en conse-cuencia, la incorporación de menores emisiones al medioambiente”.En el momento de valorar los cambios en el futu-ro, en Teknia contrastan su visión con el pasado, al exponer que “hace unos años, ya se comenzó con el uso de materiales plásticos en el mun-do del cristal, hasta entonces área prohibida, y ahora ya son muchos los cristales que han sido reemplazados por plástico. En ese mismo sentido se está trabajando con las aletas exteriores de los coches, y en el diseño de diversos componentes del motor, así como los distintos pedales de embrague y aceleración”.
continues apace nonetheless. Work is also being done on applying foaming processes during the work cycle.”Research is being carried out throughout the value chain, though each link’s objectives vary. According to Teknia managers, “From the mould manufacturers’ standpoint, innovation means cutting development time, using prototyping technology in the preliminary phases and assessing and correcting any shortcomings as early as possible in the process.”They continue by saying, “On the other hand, in the surface treatment sector, implementation of standards governing use of water-based paints, which are less damaging to the environment, has not gone as smoothly as hoped. This situation is largely attributable to the OEMs, who are reluctant to switch because of the huge amount of money it would cost them to change all of their booths and processes — fulfilling this step depends exclusively on them.” The supplier’s managers add, “Use of electrostatic paint processes would cut consumption and, as a consequence, reduce the number of pollutant emissions.”Referring to future trends, Teknia representatives make a comparison with the past, saying, “Use of plastics to perform glazing functions was prohibited until a few years ago, but now plastics have replaced glass in lots of applications. The same thing is happening with vehicle wings and with design of various engine components, as well as with the brake and accelerator pedals.”
El Grupo Teknia, multinacional española especializada en la fabricación de productos plásticos, metálicos y mecanizados para el sector de automoción./ Grupo Teknia, a Spanish multinational specialising in the manufacture of plastic, metal and machined components for the automotive sector.
INFORMEREPORT
74 • AutoRevista
n la rueda de prensa previa al evento, presidido por el rey Mohamed VI, Ab-delkader Amara, ministro de Industria,
Comercio y Nuevas Tecnologías, afirmó que el atractivo de la industria de Marruecos “empieza a residir en la integración de la cadena de valor más que en la disponibilidad de mano de obra de bajo coste. Este factor puede impulsar la llegada de un nuevo constructor a medio plazo”. No obstante, AutoRevista ha podido constatar que los proveedores de primer nivel siguen buscando desarrollar el tejido de proveedores locales para reducir los costes logísticos de importación de piezas desde Europa, que impiden un mejor nivel de competitividad.Como visión general, Amara subrayó que la industria había tomado la delantera en cuanto a la captación de inversiones extranjeras en
uring the press session held prior to the event, which was presided over by King Mohammed VI, Abdelkader Amara, Minis-
ter of Industry, Trade and New Technology, stated that the Moroccan automotive industry’s appeal “is starting to stem more from value chain integra-tion than from the availability of low-cost labour. This factor could usher in the arrival of another automaker within a medium-term horizon.” Never-theless, AutoRevista was able to confirm first-hand that tier-one suppliers are still working to develop the local supply base to reduce the logistics costs associated with importing parts from Europe, a practice that is preventing them maximising their competitiveness.Providing an overview of the current situation, Mr Amara underlined that the industry has set the pace when it comes to attracting foreign invest-ment to Morocco, accounting for 27% of the total (over €700 million). Between 2009 and 2012, the automotive sector grew by 125%, and last year ex-ports were worth over €2.4 billion. It was also the first full year to benefit directly from the start-up of the Renault–Nissan Alliance’s plant that builds Dacia models in Mellousa, a town approximately 25 km outside Tangier.
E D
Con motivo de la tercera edición del más importante encuentro industrial de Marruecos, Les Assises de l’Industrie, el ministro de Industria, Comercio y Nuevas Tecnologías, Abdelkader Amara, atendió a medios de comunicación internacionales y locales. En el encuentro se puso de manifi esto la enorme relevancia de la industria de automoción.
At Morocco’s biggest industrial event, Les Assises de l’Industrie, recently held for the third time, the Minister of Industry, Trade and New Technology, Abdelkader Amara, gave a press conference attended by local and international media. During the event, he underlined just how important the automotive industry is to the country’s economy.
POR L.M.G. / TRANSLATION: VERITAS TRADUCCIÓN Y COMUNICACIÓN / FOTOS/PHOTOS: MARCO DE COMUNICACIÓN
MÁS ALLÁ DEL BAJO COSTE / MORE THAN JUST LOW COSTS
EL ATRACTIVO DE LA INDUSTRIA DE MARRUECOS “EMPIEZA A RESIDIR EN LA INTEGRACIÓN DE LA CADENA DE VALOR QUE EN EL BAJO COSTE. ESTE FACTOR PUEDE IMPULSAR LA LLEGADA DE UN NUEVO CONSTRUCTOR A MEDIO PLAZO”
Burgeoning integration reinforces Morocco’s appeal
UNA CRECIENTE INTEGRACIÓN REFUERZA SU ATRACTIVO
MARRUECOS / MOROCCO

AutoRevista • 75
MOROCCO: GEOMETRIC INDUSTRIAL GROWTH
THE MOROCCAN AUTOMOTIVE INDUSTRY’S APPEAL “IS STARTING TO STEM MORE FROM VALUE CHAIN INTEGRATION THAN FROM THE AVAILABILITY OF LOW-COST LABOUR. THIS FACTOR COULD USHER IN THE ARRIVAL OF ANOTHER AUTOMAKER WITHIN A MEDIUM-TERM HORIZON”
Amara subrayó que la industria había tomado la delantera en cuanto a la captación de inversiones extranjeras en Marruecos./Mr Amara underlined that the industry has set the pace when it comes to attracting foreign investment to Morocco.
This Renault–Nissan project, which cost €1 billion and aims to manufacture 400,000 vehicles per year, is expected to create around 36,000 direct and in-direct jobs. Morocco principally exports the units produced at the new plant in Tangier, as well as those built by SOMACA in Casablanca, to Europe, Tunisia and Egypt.According to Moroccan government sources, the automotive industry has the potential to add about €1.1 billion to the country’s GDP and to create around 70,000 new jobs by 2015. At present, the sector comprises about 150 companies, among which the number of multinationals is growing. This indus-trial base employs approximately 55,000 people and in 2011 generated export sa-les worth €1.9 billion.The Moroccan Minister of Industry re-ferred to the Renault project in Tangier by saying, “It has directly brought with it 15 new suppliers, it has raised our profile on the international stage enor-mously, and it opens up the opportunity to increase the volume of local content, which currently stands at around 50%.” Mr Amara emphasised that the automo-tive industry strategy being implemen-ted by the Moroccan government, “will strengthen the value chain and attract new automakers. Our plan is to bring in another manufacturer in the near future. Companies will not only be attracted here by our low costs and cheap labour, but also by the country’s stability and the amount of value created here.”Mr Abdelkader Amara also referred to the recent signature of an industrial co-location partnership agreement with France. This approach is intended to prevent offshore relocation by firms in investor countries. When questioned by the Spanish media, Mr Amara said he did not dismiss the possibility of signing a similar draft agreement with Spain, which he said has shown interest in sectors like re-newable energy.
Marruecos, copando un 27% de las mismas por valor de más de 700 millones de euros. En lo que respecta a la industria de automoción creció un 125 % entre 2009 y 2012, con unas exportaciones que alcanzaron los 2.417 millones de euros el año pasado. Ha sido el primer ejercicio que se ha beneficiado directamente del arranque de la planta la Alianza de Renault Nissan para producir modelos de la marca Dacia en Mellousa, localidad situada a unos 25 kilómetros de Tánger.Cabe recordar que el proyecto de Renault Nissan, que ha supuesto mil millones de euros de inversión con el objetivo de fabricar 400.000 vehículos al año, prevé generar unos 36.000 puestos de trabajo directos e indirectos. Marruecos exporta su producción, tanto la de la nueva planta de Tánger como la de SOMACA en Casablanca, a Europa, Túnez y Egipto, fundamentalmente. La estimación del impacto del potencial de la industria del automóvil se calcula, según fuentes del Gobierno marroquí, en unos 1.100 millones de euros de PIB adicionales, acompañados de la creación de unos 70 000 puestos de trabajo en 2015. Actualmente, el sector está formado por unas 150 empresas, con creciente presencia de firmas multinacionales, da empleo a unas 55.000 personas y generó un valor de exportación de 1.900 millones de euros en 2011.El titular de Industria marroquí valoró la evolución del proyecto de Renault en Tánger, “que ha supuesto la implantación de 15 proveedores de forma directa, nos ha aportado una enorme visibilidad internacional y abre una oportunidad de incrementar el grado de integración local que actualmente se mueve en un 50%”. Amara insistió en que la estrategia sobre la industria de automoción que está desplegando la administración marroquí se traducirá en la consolidación de la cadena de valor, lo que nos permitirá atraer a nuevos constructores. Nuestra perspectiva se centra en poder incorporar un fabricante a corto plazo. Las empresas no vendrán atraídas solo por el bajo coste o el nivel de los salarios, sino por la creación de valor y por la estabilidad del país”.El ministro Abdelkader Amara hizo referencia a la firma de un reciente acuerdo de cooperación con Francia en materia de co-localización industrial, concepto que subraya el Gobierno de Marruecos. Se trata de una fórmula que persigue evitar la deslocalización en los países inversores de origen. A requerimiento de los medios españoles, Amara no descartó firma un borrador de acuerdo similar con España, que ha mostrado interés en sectores como el de energías renovables.
PROVEEDORESSUPPLIERS
76 • AutoRevista
Junto a la magnifi ca progresión de la industria de componentes en Marruecos que suministra a las factorías de Renault en Tánger y Casablanca, diversas multinacionales han aumentado el volumen de actividad de sus bases en el país norteafricano para abastecer a plantas españolas y europeas de producción de vehículos. While the Moroccan components industry supplying to the Renault factories in Tangier and Casablanca has grown spectacularly, many multinationals with facilities in the North African country have similarly raised the volume of parts delivered to vehicle production plants in Spain and the rest of Europe.
POR L.M.G. / TRANSLATION: VERITAS TRADUCCIÓN Y COMUNICACIÓN / FOTOS/PHOTOS: MARCO DE COMUNICACIÓN
VARIAS EMPRESAS ESPAÑOLAS MANTIENEN SU FIRME APUESTA FIRM COMMITMENT FROM SPANISH COMPANIES
Supply to Spanish plants from Morocco increases
AUMENTAN LOS SUMINISTROSA PLANTAS ESPAÑOLASDESDE MARRUECOSDESDE MARRUECOS

AutoRevista • 77
MOROCCO: GEOMETRIC INDUSTRIAL GROWTH
oncebido, entre otros objetivos, para ubi-car empresas que atendieran a la industria de automoción, el complejo Tanger Free
Zone, creado en 1999, alberga proveedores tanto con alto contenido local como con una intensa capacidad exportadora. Aunque la razón de su presencia en Tánger obedece a servir a la factoría de la Alianza Renault Nissan en Mellousa, la plan-ta de la multinacional francesa SNOP suministra desde Marruecos diversas piezas estampadas para funciones de soporte que equipan al modelo Renault Captur, de reciente lanzamiento en la fac-toría del constructor galo en Valladolid.Englobada en el grupo FSD, SNOP cuenta 26 plan-tas en el mundo, tres de ellas en España (dos en la provincia de Barcelona y una en Nigrán, Ponteve-
reated in 1999 to host companies su-pplying to the automotive industry, among other aims, the Tanger Free Zone is home
to both suppliers that deliver to the local indus-try and firms that focus mainly on exports. Al-though it set up operations in Tangier to serve the Renault–Nissan Alliance factory in Mellousa, Fren-ch multinational SNOP’s plant in Morocco delivers several stamped bracket-type parts fitted in the Renault Captur that recently went into production at the Gallic automaker’s centre in Valladolid.Forming part of the FSD group, SNOP operates 26 plants worldwide, three of which are in Spain (two in the province of Barcelona and one in Nigrán, Pontevedra). The company’s business revolves around various metal-working processes,
C CFIRM COMMITMENT FROM SPANISH COMPANIES
Desde marzo de este año, SNOP abastece también al proyecto X52 (nueva generación del Dacia Logan), que se ha comenzado a fabricar en Casablanca. / In March of this year SNOP began delivering components for the X52 vehicle programme (the new generation of the Dacia Logan) under way in Casablanca.

PROVEEDORESSUPPLIERS
78 • AutoRevista
dra). Realiza diferentes actividades vinculadas a la transformación metálica como estampación, per-filado, embutición, utillajes, mecanismos e incluso fabricación de prensas.Su implantación en Marruecos, que ha requeri-do de una inversión de 30 millones de euros, se remonta a abril de 2010. Desde el arranque de la factoría de Renault en Tánger, suministra compo-nentes para los modelos Lodgy y Dokker, de Dacia. Desde marzo de este año, abastece también al
proyecto X52 (nueva genera-ción del Dacia Logan), que se ha comenzado a fabricar en Casablanca, donde también entrega componentes para el modelo Sandero Stepway. La planta trabaja a dos turnos más un miniturno comple-mentario para atender de-mandas adicionales. El director de la planta, Ta-jeddine Bennis, destaca que “que en nuestro personal se combina personal expe-rimentado con jóvenes em-
pleados a los que formamos nosotros. Contamos con expatriados y también envíamos a operarios para que reciban formación en Francia, desde don-de recibimos transferencia tecnológica”. En el mismo complejo industrial, el megaprovee-dor japonés Denso, que al igual que SNOP atien-de las necesidades de la factoría de la Alianza Renault Nissan en Tánger, suministra tubos de aluminio desde esa ciudad a la planta de Denso en Vigo. Ya en Galicia, se completan los sistemas térmicos para calefacción y aire acondicionado que se envían a la factoría del Grupo PSA Peugeot Citroën también en Vigo.En la planta de Denso Sistemas Térmicos en Tánger se fabrican los módulos de completos de calefacción y aire acondicionado (HVAC) que se suministran de forma secuenciada a la factoría de Renault en Mellousa.
including stamping, forming and drawing. It also manufactures tools and mechanisms and even makes presses.In began operations in Morocco, in which it has invested €30 million, in April 2010. Since the start-up of production at the Renault factory in Tangier it has supplied components for the Dacia Lodgy and Dokker. In addition, in March of this year it began delivering components for the X52 vehicle programme (the new generation of the Dacia Logan) under way in Casablanca. It also supplies components for the Sandero Stepway built at the same site. The factory works two shifts plus a supplementary mini shift when demand requires. Plant Manager Tajeddine Bennis states, “Our workforce combines experienced staff with younger employees that we train ourselves. We have some expatriates here and also send operators for training in France, which transfers technology to our site.” Japanese mega-supplier Denso also has a facility on the industrial complex. Like SNOP, it delivers to the Renault–Nissan Alliance factory in Tangier, as well as supplying aluminium tubes to the Denso plant in Vigo. When they reach Galicia, these parts are fitted in heating and air-conditioning systems that are subsequently delivered to the PSA Peugeot Citroën factory in the same city.The Denso Sistemas Térmicos facility in Tangier makes complete heating and air-conditioning mo-dules. It delivers them in sequenced form to the Renault factory in Mellousa.
SNOP SUMINISTRA DESDE MARRUECOS DIVERSAS PIEZAS ESTAMPADAS PARA FUNCIONES DE SOPORTE QUE EQUIPAN AL MODELO RENAULT CAPTUR, DE RECIENTE LANZAMIENTO EN LA FACTORÍA DEL CONSTRUCTOR GALO EN VALLADOLID
En la planta de Denso Sistemas Térmicos en Tánger se fabrican
los módulos de completos de calefacción y aire acondicionado
(HVAC) que se suministran de forma secuenciada a la factoría de
Renault en Mellousa./The Denso Sistemas Térmicos facility in
Tangier makes complete heating and air-conditioning modules. It
delivers them in sequenced form to the Renault factory in Mellousa.

AutoRevista • 79
MOROCCO: GEOMETRIC INDUSTRIAL GROWTHMARRUECOS: CRECIMIENTO INDUSTRIAL EN PROGRESIÓN GEOMÉTRICA
Desde hace más tiempo, la planta de SumitomoElectric Systems también en Tánger, y en joint venture con la alemana Bornedtze desde 2006, entrega el cableado completo del modelo Polo, que se fabrica en la planta de Volkswagen Navarra. Esta planta marroquí de Sumitomo trabaja en exclusiva para el Grupo Volkswagen. Suministra cableado, de diferente tipo (completo en determinados casos) para los modelos Audi A1 y Q7, además de los Eos; Scirocco y Sharan de la marca Volkswagen.Sumitomo es la multinacional que mayor número empleado, en torno a 16.000, emplea en el sector de automoción en Marruecos, con localizaciones en Tánger, Casablanca y Kenitra.
Empresas españolasLa proyección de empresas españolas en suelo marroquí se ha incrementado en los últimos años. A las que acumulan años de implantación como Grupo Antolin o EPP Natur, se han ido uniendo otras como Viza Automoción o BAMESA y algunas ya anunciaron el año pasado su aterrizaje a lo largo de 2013.En el 2º Congreso: Marruecos, Polo de Competitividad para la Industria de Automoción, organizado por AutoRevista y la Agencia Marroquí de Desarrollo de Inversiones (AMDI), el 11 de diciembre de 2002, José Pablo Rivadulla, director general de BAMESA, ya manifestó que “viendo el proyecto del Grupo Renault, del que somos proveedor en España (a través de Nissan),
The Sumitomo Electric Systems plant in Tan-gier, which has operated as a joint-venture with Germany’s Bornedtze since 2006, has been de-livering complete wiring harnesses for the Polo manufactured at the Volkswagen plant in Navarre for several years now. In fact, this Moroccan fac-tory belonging to Sumitomo works exclusively for Volkswagen Group. It supplies various types of cabling (including complete wiring harnesses) for the Audi A1 and Q7 and for the VW Eos, Scirocco and Sharan.Sumitomo is the biggest multinational employer in Morocco’s automotive sector. It has a workforce of around 16,000 people spread across sites in Tan-gier, Casablanca and Kenitra.
Spanish firmsThe number of Spanish companies with bases in Morocco has risen in recent years. Firms with a long history in the country, like Grupo Antolin and EPP Natur, have recently been joined by others like Viza Automoción and BAMESA, while last year se-veral more announced plans to deploy resources there in 2013.At the 2nd Morocco — Automotive Industry Com-petitiveness Hub Congress organised jointly by AutoRevista and the AMDI (Moroccan Investment Development Agency) on 11 December 2012, José Pablo Rivadulla, General Manager of BAMESA, said, “When we looked at the project being developed by Renault Group, with which we work in Spain (via Nissan), France, Romania and Turkey, and we saw its growth potential, we decided that the time was right for us.”Gecoinsa, a firm specialising in logistics and packa-ging design and manufacture, is also preparing its imminent arrival in Tangier. It will set up operatio-ns there in 2013 and will mainly deliver packaging- and CKD-related services to the Renault–Nissan Alliance’s new factory on the outskirts of the aforementioned Moroccan city, as well as to its su-ppliers in the vicinity.One example of a medium-sized company that has made a strong commitment to Morocco as its first
SNOP’S PLANT IN MOROCCO DELIVERS SEVERAL STAMPED BRACKET-TYPE PARTS FITTED IN THE RENAULT CAPTUR THAT RECENTLY WENT INTO PRODUCTION AT THE GALLIC AUTOMAKER’S CENTRE IN VALLADOLID

PROVEEDORESSUPPLIERS
80 • AutoRevista
Francia, Rumanía y Turquía, así como el potencial de crecimiento, consideramos que era nuestro momento”.Otra próxima incoporación será la de Gecoinsa, empresa especializada en logística así como en di-seño y fabricación de embalajes se concreta en su próxima implantación en Tánger, donde se insta-lará en 2013, para dar servicio, fundamentalmen-
te, en la línea de embalaje y CKD, a la factoría de la Alian-za Renault Nissan próxima a la ciudad marroquí y a los proveedores allí instalados.Como ejemplo de empresa mediana que ha postado de forma directa por Marruecos como su primer paso inter-
nacional, Procesos Industriales del Sur (Proinsur) ha visto una clara oportunidad de futuro para su compañía. Fundada en 1993, esta firma andaluza, con sede central en Martos (Jaén), fabrica compo-nentes para automoción a partir de la inyección de termoplásticos. Como ejemplo fabrica compo-nentes como carcasas, reflectores, transparencias o tapones de reglaje para módulos de iluminación.Desde la compañía remiten al mensaje corpo-
SUMITOMO ENTREGA EL CABLEADO COMPLETO DEL MODELO POLO, QUE SE FABRICA EN LA PLANTA DE VOLKSWAGEN NAVARRA
La planta de Sumitomo en Tánger trabaja en exclusiva para el Grupo Volkswagen./The Sumitomo Electric Systems plant in Tangier, works exclusively for Volkswagen Group.
step beyond Spanish borders is Procesos Industria-les del Sur (Proinsur), which has spotted a major opportunity in the country. Founded in 1993, this Andalusian firm, which has its headquarters in Martos (Jaén), makes injected thermoplastic parts for the automotive sector. Its product range inclu-des housings, reflectors, transparent covers and blanking components for lighting modules.Referring to the decision to establish a base in Morocco, company sources explain, “It represents a step forward for a leading company that is well established in Spain and wants to expand beyond national borders. Proinsur is a strong firm that continues to grow despite the tough economic climate”. The North African subsidiary Proinsur Maroc was founded in 2010. It started trading the following year and was the first company funded by Andalusian capital to go into operation in Mo-rocco. Company sources state that the plant in Tan-gier currently has a workforce of 70 staff and the firm expects to invoice between €2.5 and 3 million in 2013.The same sources say, “We do not work for Renault, but we do make parts for it via tier-one supplier Valeo. We do not work directly with automakers; rather we supply components to intermediaries. Our client portfolio includes companies like Bosch, Clarton-Horn, Delphi Faurecia, GMD, Grupo Antolin and Tucker.” Managers at the firm from Jaén believe, “Morocco’s industrial base is expanding rapidly, but greatest growth is needed in the service sector, which is where we have had most difficulty finding what we need. Other automakers like Nissan and perhaps Citroën (PSA Group) could well set up operations in Morocco in the future.”

AutoRevista • 81
MOROCCO: GEOMETRIC INDUSTRIAL GROWTH
SUMITOMO HAS BEEN DELIVERING COMPLETE WIRING HARNESSES FOR THE POLO MANUFACTURED AT THE VOLKSWAGEN PLANT IN NAVARRE
rativo sobre la implantación de Marruecos en el que aseguran que “se trata de un paso adelante de una compañía líder, que ya está consolidada en España, pero quiere crecer más allá de sus fronteras. Una empresa fuerte que continúa creciendo en estos tiempos de dificultad económica”.En lo que respecta a la filial en el país norteafricano, Proinsur Maroc se constituyó en el año 2010. El ini-cio de la actividad tuvo lugar al año siguiente y se trata de la primera empresa de capital andaluz en ins-talarse en Marruecos. Actualmente la plantilla de la planta de Tánger esta formada por 70 trabajadores y la facturación prevista para 2013, oscila entre los 2,5 y los tres millones de euros, según fuentes de la compañía.Las mismas fuentes señalan que “no trabajamos para Renault, pero sí ha-cemos piezas para este constructor a través de un proveedor de primer nivel como Valeo. No operamos de forma directa con los constructores sino que suministramos piezas a clientes intermediarios”.Otros clientes a los que Proinsur son Bosch, Clarton-Horn, Delphi Faurecia, GMD, Grupo Antolin y Tucker. Desde la firma jiennense, consideran que la evolución del tejido industrial en Marruecos está “en pleno auge y en el sector servicios es donde más debe crecer porque actualmente es donde encon-tramos más escasez. Es posible que nuevos constructores se instalen en Marruecos, tales como Nissan y qui-zás Citroën (Grupo PSA)”.
Proinsur es la primera empresa de capital andaluz en instalarse en Marruecos./ Proinsur was the first company funded by Andalusian capital to go into operation in Morocco.
MARRUECOS: CRECIMIENTO INDUSTRIAL EN PROGRESIÓN GEOMÉTRICAMARRUECOS: CRECIMIENTO INDUSTRIAL EN PROGRESIÓN GEOMÉTRICA
EMPRESASCOMPANIES
82 • AutoRevista
a actual Coventya tiene sus raíces en la Société Continental Parker, fundada en Francia en 1927 y adquirida en la década
de los 60 por la firma alemana Metallgesellschaft. A finales de los 60 se produce la implantación en España, Portugal y Benelux y no es hasta la década de los 90 cuando se inicia el proceso de internacio-nalización con la compra de empresas líderes en Italia y Alemania que permiten configurar, tras el cambio de nombre a finales de los 90, la División de Galvanotecnia de Chemetall. En el año 2000 surge lo que hoy es Coventya de un MBO de esta División de Galvanotecnia y es entonces cuando realmente comienza un progresivo y continuo pro-ceso de globalización que se ha ido traduciendo en implantaciones directas en Suecia, México, Brasil, China, Finlandia, India, Corea y Reino Unido, estas tres últimas en el pasado 2012.
oventya’s origins date back to the crea-tion in France in 1927 of the firm Société Continental Parker, an organisation taken
over in the 1960s by German company Metallge-sellschaft. At the end of that decade the company expanded and set up operations in Spain, Portugal and Benelux. In the 1990s it entered a new phase of internationalisation when it took over several industry leaders in Italy and Germany. Drawing on these acquired resources, just before the turn of the century it changed its name to become the Electroplating Division of Chemetall. Coventya emerged from that division in 2000 following an MBO and it was from that point on that it began the inexorable process of globalisation that has re-sulted in it directly deploying resources in Sweden, Mexico, Brazil, China, Finland, India, Korea and the United Kingdom (the latter locations in 2012).
L C
El mundo de los recubrimientos y tratamientos superfi ciales se transforma en profundidad y es necesario anticiparse a los cambios. Coventya es una de las compañías que ha tomado la delantera para atender los requerimientos del mundo del automóvil y asegura que ya está preparada ante los nuevos retos que atañen a su especialidad. The surface treatment and coatings sector is undergoing extensive change and members need to keep one step ahead of clients’ requirements. Coventya is one of the companies anticipating the automotive industry’s future needs and is well prepared to deal with whatever challenges its fi eld of specialisation places before it.
POR L.M.G. / TRANSLATION: VERITAS TRADUCCIÓN Y COMUNICACIÓN / FOTOS/PHOTOS: NACHO VAQUERO
LA COMPAÑÍA ASEGURA LA CALIDAD COMO NEXO EN LA CADENA DE VALOR THE COMPANY ASSURES QUALITY STANDARDS THROUGHOUT THE VALUE CHAINS
One step ahead of automotive industry requirements
SE ADELANTA A LOS NUEVOS RETOS EN AUTOMOCIÓN
COVENTYA

AutoRevista • 83
LA COMPAÑÍA ASEGURA LA CALIDAD COMO NEXO EN LA CADENA DE VALOR THE COMPANY ASSURES QUALITY STANDARDS THROUGHOUT THE VALUE CHAINS
Actualmente Coventya, de forma directa o a través de distribuidores, ofrece asistencia técnica y su-ministra especialidades químicas en 40 países de cuatro continentes.Tanto en lo que se refiere al grupo a escala glo-bal como a la implantación en España, J.Daniel Bou, director general en la filial, señala que “en torno al 50% de nuestro beneficio está aso-ciado a la industria de automoción. Dentro de nuestras siete líneas de actividad, la de Pro-tección y la de Metalizado de Plásticos están dedicadas fundamentalmente a automoción. También trabajamos en los ámbitos de Aluminio para aeronáutica y automoción; Decoración para sectores como el del mueble; Funcional con recubrimientos funcionales para modificar propiedades técnicas de materiales; Metales preciosos para aplicaciones técnicas y decorativas y Watercare para el tratamiento de aguas”.Respecto a esta última vertiente, Bou indica que ha sido “introducida hace cinco años con el fin de ofrecer a los clientes una ayuda global. Desde el conocimiento de la formulación, diseñamos una gama de productos para el tratamiento de aguas, ofreciendo soluciones técnicas, así como solución de vertidos, aportando el servicio global a nues-tros clientes”.En España, la labor de Coventya se reparte entre la distribución logística de sus productos y la asistencia técnica a los clientes. El director general indica que “no fabricamos y tampoco tenemos I+D, pues en este último aspecto contamos con el apoyo de seis centros de I+D, cada uno
Today, Coventya provides technical support and supplies specialty chemicals, either directly or through distributors, in 40 countries on four continents.J. Daniel Bou, Managing Director of the Spanish subsidiary, says that both globally and in Spain, “Around 50% of our profits are associated with our automotive industry business. Of our seven busi-ness lines, Protection and Plating on Plastics focus almost exclusively on the automotive sector. Our other lines include Aluminium treatments for the aerospace and automotive industries; Decoration for sectors like furniture; Functional coatings used to modify materials’ technical properties; Precious Metals used for both engineering and decorative applications; and Watercare water treatment.”Referring to the latter area, Mr Bou says, “We created it five years ago to offer our clients a full
WE GENERATE AROUND 4% OF THE GROUP’S REVENUE, THOUGH OUR ROLE WITHIN THE ORGANISATION IS STRONGLY LINKED TO THE SIZE OF THE AUTOMOTIVE INDUSTRY IN SPAIN.
J.DANIEL BOU, DIRECTOR GENERAL / MANAGING DIRECTOR
REPRESENTAMOS EN TORNO A UN 4% DEL VOLUMEN DEL GRUPO, SI BIEN NUESTRA RELEVANCIA ESTÁ LIGADA AL PESO DE LA INDUSTRIA DE AUTOMOCIÓN EN ESPAÑA
EMPRESASCOMPANIES
84 • AutoRevista
de los cuales está especializado en líneas de productos y a los que destinamos en promedio el 4% de nuestros ingresos anuales. Protección y Metalizado de Plásticos están localizados en
Alemania, Francia e Italia”. Además de la central en Cataluña, Co-ventya cuenta con implantaciones en País Vasco, Valencia y Madrid en España. “Nuestro productos a través de nuestros clientes terminan en múltiples desti-nos en las plantas de producción de los constructores. Por supuesto, atendemos de forma inmediata los requerimientos de los fabricantes y proveedores de pri-mer nivel con atención inicial a distan-cia y con desplazamientos a sus instala-ciones en caso de que sea necesario”.En España, el equipo de Coventya está formado por 14 personas, de las que nueve realizan funciones técnico-comer-ciales. “Cualquier otro servicio que no se refiera a nuestros cometidos esen-ciales, asistencia técnica o gestión de
productos, está subcontratado, aunque gestionado directamente por nosotros. Representamos en tor-no a un 4% del volumen del grupo, si bien nuestra relevancia está ligada al peso de la industria de automoción en España”.
Más de 150 validacionesDe los 500 procesos de tratamientos de superficies con los que Coventya cuenta aproximadamente, un considerable número son aplicables a automo-ción. La relevancia estratégica de este sector es de
service. Based on our knowledge of the formulas used, we design a range of water treatment products that resolve the associated engineering and waste issues to offer our clients a complete service package.”In Spain, Coventya’s work is divided between dis-tributing its products and providing its clients with technical support. The Managing Director explains, “We do not manufacture or have R&D re-sources here. When we need the latter, we receive support from six R&D centres, each of which spe-cialises in a product line and in which we invest an average of 4% of our annual revenue. Protection and Plating on Plastics are located in Germany, France and Italy.”In addition to the headquarters in Catalonia, Co-ventya has facilities in Spain in the Basque Coun-try, Valencia and Madrid. “Via our clients, our pro-ducts eventually end up in automakers’ production plants worldwide. We respond immediately to ve-hicle manufacturers’ and tier-one suppliers’ needs, providing remote support initially and then sen-ding staff to the client’s premises if necessary.”Coventya’s workforce in Spain is made up of 14 people, of which number nine work in the engi-neering sales area. “All other services not related to our core business, i.e. everything other than tech-nical support and product management, are sub-contracted, though we do manage them directly ourselves. We generate around 4% of the group’s revenue, though our role within the organisation is strongly linked to the size of the automotive in-dustry in Spain.”
Over 150 type approvalsA considerable number of the over 500 surface treatments provided by Coventya are applicable to the automotive sector. The industry has such stra-tegic significance to the company that it has set up a separate network of highly qualified specialists to serve it. These are known internally as Key In-dustry Managers (KIMs) and their sole remit is to work with automotive sector clients, “in real time and deal with automakers’ and tier-one suppliers’ requirements.” Coventya’s European operations are certified at group level in accordance with the ISO TS 16949 and ISO 9001 standards.Mr Bou explains that Coventya has received type approval from European, American and Japanese manufacturers for over 150 products, and adds that the number is constantly increasing. He says, “By working directly with them, we gain input that we use to define the company’s R&D stra-tegies. These need to focus on real and clearly achievable business opportunities and have to avoid wasteful use of resources.” The firm’s elec-troplating products are applied to thousands of
Coventya ha anunciado, recientemente que General Motors ha validado su producto Coventec P7755B, un recubrimiento de ZnNi 12-15% alcalino Performa. Desde la compañía subrayan que este producto “sobrepasa todos los estrictos requerimientos definidos en el estándar de GM para re-cubrimientos de ZnNi 12-15% alcalino negro cosmético multicapas”.
Coventec P7755B reúne un conjunto de procesos formado por el conjunto de procesos: ZnNi 12-15% alcalino (Performa 285), pasivación trivalen-te negra (Finidip 728.2) y acabado orgánico-mineral (Finigard 113). Esta validación de GM se une a las previamente obtenidas para Volkswagen, Renault, PSA, Audi, Toyota, Fiat, GM, Honda, Ford, Volvo y Nissan.
Coventya fue una de las primeras empresas en introducir, ya en 1997, las pasivaciones trivalentes en la industria de automoción. Lanthane 310 fue el primer pasivado exento de cromo hexavalente validado por Renault y por Opel. Este fue seguido por el Lanthane TR 175, actualmente el pasiva-do trivalente con nanopartículas más reconocido a nivel mundial. Ambos productos tienen alta resistencia a la corrosión. Por otro lado, Tristar es el nombre de una innovadora gama de procesos de cromado decorativo tri-valente para la metalización de plásticos (POP) particularmente adaptada a las piezas del automóvil.
De forma más reciente, Coventya también ha ratificado una validación de Volvo para la aplicación del Finigard 109 sobre tornillos autorroscantes.
CONTINUO FLUJO DE VALIDACIONES
LA RELEVANCIA ESTRATÉGICA DEL SECTOR DE AUTOMOCIÓN ES DE TAL TRANSCENDENCIA PARA LA COMPAÑÍA, QUE HA CREADO UNA RED DE ESPECIALISTAS ALTAMENTE CUALIFICADOS, LOS KIM MANAGERS

AutoRevista • 85
COVENTYA
tal transcendencia para la compañía, que ha crea-do una red de especialistas altamente cualifica-dos. Se trata de los KIM (Key Industry Managers), con el único objetivo de asistir a la industria de automoción, “para colaborar en tiempo real atendiendo las necesidades de constructores y proveedores de primer nivel”. Coventya está certificada a nivel de grupo en Europa con la norma ISO TS 16949/ISO 9001.Bou señala que Coventya cuenta con más de 150 validaciones de producto con los diferentes fabri-cantes europeos, americanos y japoneses y que las mismas se incrementan constantemente. “A través de nuestro trabajo directo con ellos, intentamos definir las estrategias de I+D de la empresa, que deben enfocarse a posibilidades de negocio reales y claras, que eviten malgastar recursos”.Las aplicaciones en galvanotecnia se extienden a miles de componentes metálicos y plásticos existentes en los vehículos. Coventya aporta desa-rrollos como depósitos de cinc o de aleaciones de cinc, pasivados trivalentes para proteger compo-nentes en entornos de corrosión severa; top coatsadicionales que permiten incrementar la resisten-cia a la corrosión al prevenir la deshidratación de la capa de pasivación y establecer un preciso coefi-ciente de fricción; depósitos de níquel químico que permiten incrementar la resistencia a la corrosión y al desgaste; y sistemas decorativos como los pro-cesos cobre-níquel-cromo que permiten mejorar la resistencia a la corrosión así como el aspecto esté-tico de componentes metálicos y plásticos.Por otro lado, el director general de Coventya en España destaca la realización de auditorías de pro-ceso, “una exigencia que recibimos, a mediados de los años 90, por parte de la automoción francesa, y más en concreto, de Renault. Este constructor quiso dar un paso adelante y nos involucró como especialistas en formulación y aplicación para au-ditar la aplicación de nuestros productos en los proveedores de tratamientos de superficies, con
metal and plastic vehicle components. Coventya’s developments include zinc and zinc-alloy coatings; trivalent passivates used to protect components in severely corrosive environments; additional top coats that increase corrosion resistance by preventing passivation layer dehydration and es-tablishing an optimal friction coefficient; chemi-cal nickel coatings used to increase corrosion and wear resistance; and decorative treatments like the firm’s copper-nickel-chrome processes that enhan-ce corrosion resistance and appearance in metal and plastic components.Furthermore, the Managing Director of Coventya in Spain emphasises that it also carries out process audits, “a requirement established in the mid-1990s in the French automo-tive industry, by Renault to be precise. This automaker wanted to take things a step further and involved us, as application and formulation experts, to audit application of our products by surface treatment suppliers. The aim was to establish corrective action plans wherever requi-red.”Since then, and following type approval by Ford in 2012 under the S450 stan-dard, Coventya has reinforced the services it offers in this field to ensure correct application of its products and to guarantee that the results obtai-ned meet the specifications established. Mr Bou explains that this function, “means we are able to work hand-in-hand with components suppliers and applicators to find joint solutions to problems, doing so with a greater degree of transparency than would otherwise be possible. As the issues encountered are resolved, the two sides become less reticent and an atmosphere of mutual trust
THE AUTOMOTIVE INDUSTRY HAS SUCH STRATEGIC SIGNIFICANCE TO THE COMPANY THAT IT HAS SET UP A SEPARATE NETWORK OF HIGHLY QUALIFIED SPECIALISTS TO SERVE IT. THESE ARE KNOWN INTERNALLY AS KEY INDUSTRY MANAGERS (KIMS)
Coventya ha reforzado su actividad en auditorías para asegurar la correcta aplicación de los productos y que los resultados obtenidos estén de acuerdo con las especificaciones establecidas./Coventya has reinforced the services it offers in audits to ensure correct application of its products and to guarantee that the results obtained meet the specifications established.

EMPRESASCOMPANIES
86 • A
el fin de establecer planes de acción correctivos cuando sea necesario”.Durante estos años y tras la validación por Ford en 2012, con la norma S450, Coventya ha reforzado su actividad en este terreno para asegurar la correcta aplicación de los productos
y que los resultados obtenidos estén de acuerdo con las especificaciones establecidas. Bou señala que esta función “nos ha permitido desarrollar una dinámica de trabajo en equipo con los proveedores de componentes y los aplicadores para la resolución de problemas de forma conjunta y con mayor transparencia. A medida que los problemas
se solucionan, las partes implicadas vencen reticencias y se genera un clima de confianza mutua. Anteriormente, no se resolvían muchos problemas por falta de colaboración”.
Nuevos desafíosCoventya ha construido, a lo largo de los años, una sólida reputación a la hora de afrontar los profundos cambios que en su especialidad se han ido produciendo en el sector de automoción. Bou recuerda que “el basculamiento del cromo hexavalente al trivalente supuso tal impacto que removió los cimientos del mundo del tratamiento
develops. In the past, many problems were not addressed because of a lack of co-operation.”
New challengesOver the years that it has been in business, Co-ventya has built up a solid reputation for dealing successfully with the profound changes seen in its field of specialisation within the automotive indus-try. Mr Bou recalls, “The switch from hexavalent to trivalent chromium had such a huge impact that it shook the foundations of the surface treatment sector and every single supplier had to update its strategy to continue providing maximum service. Likewise, the move from pure zinc to zinc alloy brought about a conceptual revolution in both en-gineering and professional terms.“In addition, applications focusing on friction co-efficients and on improving corrosion resistance, not to mention more stringent specifications from automakers, have shaken up and segmented the market, creating a significant gap between the best surface treatment specialists and the rest,” ex-plains the Managing DirectorThe head of Coventya in Spain adds, “If cobalt were to be banned in passivation tomorrow, we would be prepared for it as we are already one step ahead and have an alternative range available. The au-tomotive industry has not fully made the change yet and it is not expressly prohibited, but we have to be ready so that, if a ban is announced, we are in a position to provide an immediate response. Meanwhile, we are already carrying out industrial-scale trials on solutions that meet all of the auto-
YA ESTAMOS ENSAYANDO, A NIVEL INDUSTRIAL, SOLUCIONES QUE PERMITEN CUMPLIR TODAS LAS EXIGENCIAS DE LA INDUSTRIA DE AUTOMOCIÓN EN EL TERRENO DEL METALIZADO DE PLÁSTICOS
J.DANIEL BOU, DIRECTOR GENERAL
De los 500 procesos de tratamientos de superficies con los que Coventya cuenta aproximadamente, un considerable número son aplicables a automoción./A considerable number of the over 500 surface treatments provided by Coventya are applicable to the automotive sector.

AutoRevista • 87
COVENTYA
Coventya recently announced that General Motors has type-approved its Coventec P7755B 12–15% alkaline ZnNi coating. Company sources un-derline that the product “surpasses all of the strict requirements defined within GM’s cosmetic black multi-layer 12–15% ZnNi standard.”
Coventec P7755B covers the firm’s Performa 285 12–15% alkaline ZnNi product, its Finidip 728.2 black trivalent passivate and its Finigard 113 organic-mineral finish. This approval from GM joins the ones previously obtained from Volkswagen, Renault, PSA, Audi, Toyota, Fiat, GM, Honda, Ford, Volvo and Nissan.
In 1997, Coventya was one of the first companies to use trivalent passi-vation in the automotive industry. Lanthane 310 was the first hexavalent chromium-free passivate approved by Renault and Opel. It was followed by Lanthane TR 175, currently the world’s most renowned nanoparticle trivalent-chromium passivate. Both products provide very high levels of corrosion resistance. Meanwhile, Tristar is the name of an innovative ran-ge of decorative trivalent-chromium coating processes used in plating on plastics (POP) that is particularly suited to automotive components.
More recently, Coventya has also received approval from Volvo to apply the Finigard 109 coating to self-tapping screws.
CONTINUAL STREAM OF TYPE APPROVALSde superficies y todos los especialistas tuvieron que revisar su estrategia para volver a dar el máximo. Asimismo, el paso del zinc puro al zinc aleado ha significado una revolución conceptual que ha obligado a una nueva evolución técnica y profesional”. “También las aplicaciones en coeficientes de fricción y la mejora de resistencia a la corrosión, con mayores especificaciones por parte de los constructores ha hecho una criba y segmentación del mercado, creando diferencias entre los mejores especiawlistas en tratamientos de superficie y el resto”, señala el director general.El máximo responsable de Coventya en España añade que “si ahora se produjera la prohibición del cobalto en las pasivaciones, nosotros ya nos hemos adelantado con una gama alternativa disponible. Automoción no termina de realizar el cambio y no existe una prohibición expresa, pero ya estamos obligados a estar preparados para, en caso de que se produzca la prohibición, dar una respuesta inmediata. Por otro lado, ya estamos ensayando, a nivel industrial, soluciones que permiten cumplir todas las exigencias de la industria de automoción en el terreno del metalizado de plásticos basadas en el cromado trivalente decorativo blanco y negro que permiten eliminar el empleo de cromo hexavalente. En esta industria, hay una fuerte presión medioambiental para llegar al usuario final. Los fabricantes de automóviles marcan esa tendencia y obligan a que todo funcione muy rápido en este sentido”.Toda la estrategia ‘verde’ de Coventya se condensa en la filosofía EcoLine, “una conciencia colectiva que comprende eco-calificación de productos, I+D ecológico, formación continua a los clientes en uso responsable y prácticas comerciales, que incluyen el ya citado Watercare”. Este conjunto de tendencias requiere, según J.Daniel Bou, “cambios en los hábitos de trabajo y manejo de nuevos procesos. Se trata de novedades no excesivamente complejas, pero sí que requieren personal más especializado. Coventya realiza un continuo esfuerzo en formación, que se plasma en la revalorización de los empleados y la mejora de su sensibilidad ante los cambios y la conciencia ecológica”.
motive sector’s demands for plating on plastics based on decorative black and white trivalent chromium, whi-ch means we can eliminate use of hexavalent chromium. In this indus-try, there is a lot of pressure to bring environmentally friendly solutions to end users. The trend is set by the au-tomakers and they want everything put into place very quickly.”Coventya’s green strategy is epito-mised by its EcoLine approach, “a co-llective awareness that includes pro-duct eco-qualification, environmen-tally friendly R&D and continuing client training in responsible use and commercial practice, which include our Watercare service mentioned earlier.”According to Mr Bou, these trends “require chan-ges in working habits and application of new pro-cesses. These new approaches are not overly com-plicated, but they do require greater staff speciali-sation. Coventya provides its employees with con-tinual training to enhance their skill sets and raise their awareness about current and future changes and the importance of the environment.”
WE ARE ALREADY CARRYING OUT INDUSTRIAL-SCALE TRIALS ON SOLUTIONS THAT MEET ALL OF THE AUTOMOTIVE SECTOR’S DEMANDS FOR PLATING ON PLASTICS
J.DANIEL BOU, MANAGING DIRECTOR
J.Daniel Bou, director general en la filial, señala que “en torno al 50% de nuestro beneficio está asociado a la industria de automoción”./J. Daniel Bou, Managing Director of the Spanish subsidiary, says that both globally and in Spain, “Around 50% of our profits are associated with our automotive industry business.”

EL TOLEDO RECUPERA EL FORMATO ORIGINAL DE LA PRIMERA GENERACIÓN, UNA BERLINA DE CINCO PUERTAS CON IMAGEN DE MALETERO SEPARADO, AUNQUE TAMBIÉN SE HA VUELTO AL PASADO EN ALGUNOS ASPECTOS TÉCNICOS.
Vuelta al pasado
l diseño no es tan seductor como lo fue en su momento y parece que se ha buscado
ir “a lo seguro” tras la controverti-da imagen del anterior Toledo. En menos de 4,5 metros, este SEAT consigue un habitáculo muy bien aprovechado para los pasajeros y un extraordinario maletero de 550 litros, realmente sorprendente, a lo que hay que añadir que los asientos
E POR PEDRO BERRIO / FOTOS: JAVIER JIMÉNEZ
SEAT Toledo 1.6 TDI 105 CV Style
88 • AutoRevista
PRUEBA

seros también se pueden abatir. El aspecto interior es muy sobrio, sin lujos de ningún tipo ni alardes de diseño, realizado con materiales de tacto duro y la imagen de un coche asequible pero sólido y que parece hecho para durar en el tiempo por sus buenos ajustes y la sensación de robustez que transmite.El 1.6 TDI de 105 CV es el diésel más potente de la reducida gama del
nuevo Toledo y parece que no habrá muchas más motorizaciones en el futuro. Es un motor ya conocido que tiene un excelente funcionamiento y un consumo realmente sorprenden-te. A pesar de la imagen de coche asequible que transmite el Toledo, en el apartado de la insonorización del motor parece que no se ha esca-timado mucho, pues el motor está bien aislado. Es un propulsor alegre,
EL ASPECTO INTERIOR ES MUY SOBRIO, SIN LUJOS DE NINGÚN TIPO NI ALARDES DE DISEÑO, REALIZADO CON MATERIALES DE TACTO DURO Y LA IMAGEN DE UN COCHE ASEQUIBLE PERO SÓLIDO
SUS
CARA
CTER
ÍSTI
CAS
EQUIPAMIENTO DE SEGURIDAD
ABS: SI
Control de tracción: SI
Control dinámico estabilidad: SI
Airbag de conductor: SI
Airbag de pasajero: SI
Airbags laterales delanteros: SI
Airbags laterales traseros: NO
Airbags de cabeza: SI
Faros delanteros antiniebla: SI
Faros de xenón: NO
EQUIPAMIENTO DE CONFORT
Aire acondicionado: SI
Climatizador: SI
Asientos del. eléctricos: NO
Asientos del. calefactables: 410 €
Cierre centralizado: SI
Mando a distancia: SI
Elevalunas eléctr. delanteros: SI
Elevalunas eléctr. traseros: SI
Retrovisores ext. manuales: NO
Retrovisores ext. eléctricos: SI
Retrovisores ext. térmicos: SI
Equipo de audio: SI
Cargador de CD: NO
Volante regulable en altura: SI
Volante regulable en prof.: SI
Dirección asistida: SI
Control de crucero: SI
Tapicería de cuero: NO
Techo solar eléctrico: NO
EQUIPAMIENTO ADICIONAL
Inmovilizador: SI
Alarma: 420 €
Cuentarrevoluciones: SI
Termómetro de aceite: NO
Termómetro de agua: SI
Termómetro exterior: SI
Ordenador de viaje: SI
Navegador: 769 €
Transmisión automática: NO
Lavafaros: NO
Limpia-lavaluneta trasero: SI
Limpiaparabrisas automá-tico:
SI
Antena eléctrica: SI
Llantas de aleación: SI
Pintura metalizada: 461 €
21.300 euros
AutoRevista • 89
1.6 TDI 105 CV StyleSEAT TOLEDO
SUS
CARA
CTER
ÍSTI
CAS
Materiales duros, Materiales duros, Materiales duros, diseño muy básico
y terminaciones sólidas en todo el
habitáculo.
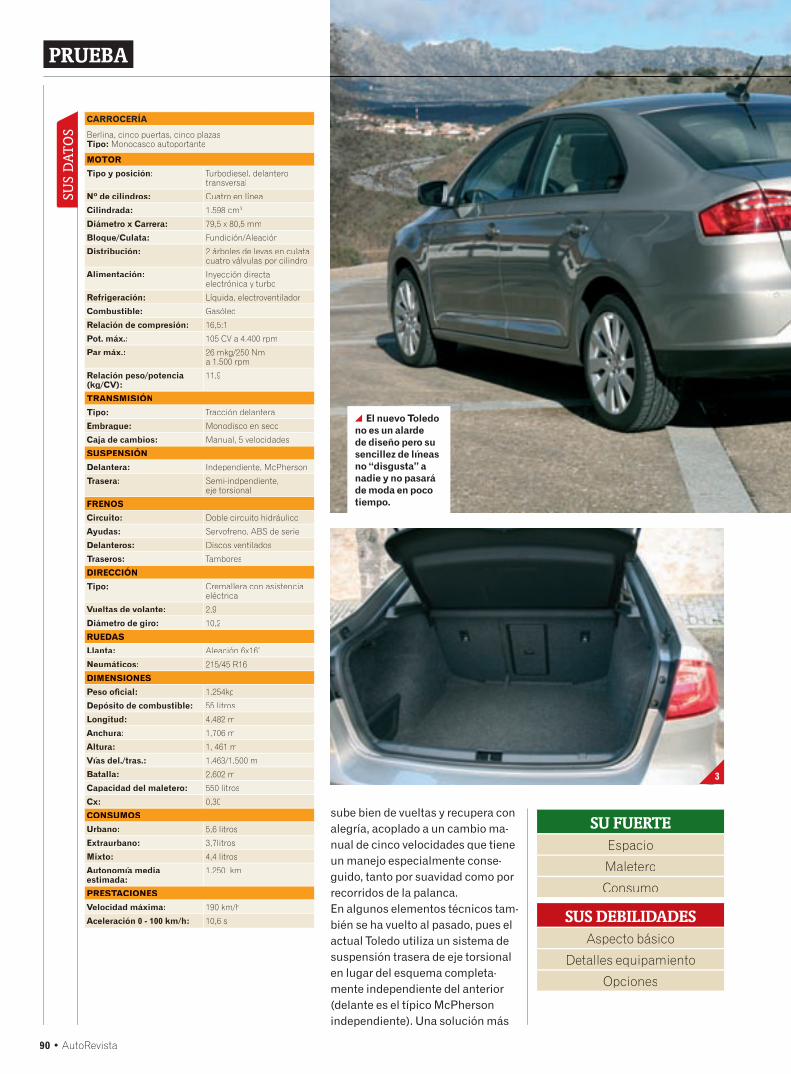
SU FUERTEEspacio
Maletero
Consumo
sube bien de vueltas y recupera con alegría, acoplado a un cambio ma-nual de cinco velocidades que tiene un manejo especialmente conse-guido, tanto por suavidad como por recorridos de la palanca.En algunos elementos técnicos tam-bién se ha vuelto al pasado, pues el actual Toledo utiliza un sistema de suspensión trasera de eje torsional en lugar del esquema completa-mente independiente del anterior (delante es el típico McPherson independiente). Una solución más
El nuevo Toledo no es un alarde de diseño pero su sencillez de líneas no “disgusta” a nadie y no pasará de moda en poco tiempo.
SUS DEBILIDADESAspecto básico
Detalles equipamiento
Opciones
SUS
DAT
OS
3
CARROCERÍA
Berlina, cinco puertas, cinco plazasTipo: Monocasco autoportante
MOTOR
Tipo y posición: Turbodiesel, delantero transversal
Nº de cilindros: Cuatro en línea
Cilindrada: 1.598 cm3
Diámetro x Carrera: 79,5 x 80,5 mm
Bloque/Culata: Fundición/Aleación
Distribución: 2 árboles de levas en culata cuatro válvulas por cilindro
Alimentación: Inyección directaelectrónica y turbo
Refrigeración: Líquida, electroventilador
Combustible: Gasóleo
Relación de compresión: 16,5:1
Pot. máx.: 105 CV a 4.400 rpm
Par máx.: 26 mkg/250 Nm a 1.500 rpm
Relación peso/potencia (kg/CV):
11,9
TRANSMISIÓN
Tipo: Tracción delantera
Embrague: Monodisco en seco
Caja de cambios: Manual, 5 velocidades
SUSPENSIÓN
Delantera: Independiente, McPherson
Trasera: Semi-indpendiente,eje torsional
FRENOS
Circuito: Doble circuito hidráulico
Ayudas: Servofreno, ABS de serie
Delanteros: Discos ventilados
Traseros: Tambores
DIRECCIÓN
Tipo: Cremallera con asistencia eléctrica
Vueltas de volante: 2,9
Diámetro de giro: 10,2
RUEDAS
Llanta: Aleación 6x16”
Neumáticos: 215/45 R16
DIMENSIONES
Peso ofi cial: 1.254kg
Depósito de combustible: 55 litros
Longitud: 4,482 m
Anchura: 1,706 m
Altura: 1, 461 m
Vías del./tras.: 1,463/1,500 m
Batalla: 2,602 m
Capacidad del maletero: 550 litros
Cx: 0,30
CONSUMOS
Urbano: 5,6 litros
Extraurbano: 3,7litros
Mixto: 4,4 litros
Autonomía media estimada:
1.250 km
PRESTACIONES
Velocidad máxima: 190 km/h
Aceleración 0 - 100 km/h: 10,6 s
90 • AutoRevista
PRUEBA

táctil y un precio asequible y pocos elementos más, porque no hay ni faros de xenón, ni cuero, ni techo solar. Lo que resulta realmente sor-prendente es que a estas alturas el Toledo utilice frenos de tambor traseros y sean opcionales los de disco por 51,27 euros. Choca que en la decisión de compra de un coche de más de 21.000 euros influyan los 50 euros más o menos de los discos de freno traseros, cuando este ele-mento es una opción y de serie sería todavía más barato.
1.- Las plazas delanteras son amplias y los asientos cómodos, con una sujeción lateral que cuando se utilizan es mejor de lo que parece.
2.- El espacio en el asiento trasero es generoso teniendo en cuenta su longitud. Sólo la altura al techo no resulta tan amplia.
3.- El espacio de carga es impresionante; con 550 litros hay pocos coches que consigan ese volumen, incluso de mayor longitud que el Toledo.
4.- El motor turbodiésel de 1.6 litros y 105 CV es la turbodiésel de 1.6 litros y 105 CV es la turbodiésel de 1.6 litros y 105 CVmotorización Diesel más potente del Toledo, suficiente por empuje, prestaciones y consumo.
1 2
4
sencilla y barata que utilizan la ma-yor parte de sus competidores y que se está imponiendo en la mayoría de modelos compactos del Grupo Volkswagen para abaratar costes. El resultado en cuanto a comporta-miento no merece ningún reproche, pues el Toledo ofrece un tacto ge-neral muy agradable, con unas sus-pensiones ligeramente duras que en algunos firmes muy quebrados pueden resultar algo secas, pero con un buen nivel de comodidad. La dirección tiene un tacto excelente
tanto por desmultiplicación como por asistencia, El equipamiento del acabado Style es bastante completo, con todos los elementos de seguridad impres-cindibles de serie, pero aún así hay cosas curiosas, como que el con-ductor no disponga de mandos para los elevalunas traseros; si alguna ventanilla trasera se queda abierta deberá hacer de “contorsionista” o bajarse y abrir la puerta trasera para subir el cristal. Entre las opciones tenemos el navegador con pantalla
AutoRevista • 91
1.6 TDI 105 CV StyleSEAT TOLEDO

FORD COMPLETA SU AMPLIA GAMA DE MONOVOLUMEN CON UN MODELO MÁS COMPACTO, URBANITA E INNOVADOR EN TODOS LOS ASPECTOS, DESDE LA CONCEPCIÓN DE SU CARROCERÍA HASTA EL MOTOR.
Pequeñas grandes ideas
a silueta del B-Max no ade-lanta todo lo que esconde en su interior. Podría decirse
que en un C-MAX, ya muy conocido, pero algo más pequeño, aunque desde algunos ángulos resulta difí-cil diferenciarlos. Con 4,08 metros de largo, es realmente compacto, pues no hay que olvidar que está realizado sobre la base del Fiesta, un excelente punto de partida. La innovación empieza cuando quere-mos acceder a su interior, ya que las puertas delanteras se abren de la
L POR PEDRO BERRIO / FOTOS: JAVIER JIMÉNEZ
FORD B-MAX 1.0 Ecoboost 120 CV Titanium
92 • AutoRevista
PRUEBA

Pequeñas grandes ideas
Una vez más se repiten las similitudes entre los modelos
Ford con un salpicadero de excelente calidad y con una
consola algo aparatosa.
forma normal, pero las traseras con correderas y entre ellas no hay pilar central. Esto permite dejar un hueco de nada menos que 1,5 metros de ancho para acceder al habitáculo. Ningún otro vehículo del mercado ofrece un espacio tan amplio y esta ventaja está especialmente bien pensada para colocar a los niños en su sillita o si hay que acomodar a personas mayores con un movilidad limitada en los asientos traseros.Los técnicos de Ford han solucio-nado la supresión del pilar central
colocándolo en las propias puertas, con unos anclajes especiales en la parte superior e inferior. Los cintu-rones de seguridad delanteros van sujetos al propio asiento y el único inconveniente de este sistema es que las puertas correderas restan achura en la parte trasera, algo jus-ta, y que cerrarlas desde dentro es algo complicado y exige fuerza, por lo que no hubiera estado de más un sistema eléctrico para moverlas, al menos opcional. En cuanto a la posición de los pasa-jeros de la zona trasera es tan agra-dable como delante, situados altos y con buena visibilidad. El maletero tampoco es demasiado generoso, pero tiene unas formas regulares y cuenta con un sistema que permite regular el piso a varias altura, para crear varios “niveles”. Además, se pueden abatir los asientos traseros (que no son deslizantes) pero tam-bién se puede plegar hacia delante el asiento del acompañante, con lo
SUS
CARA
CTER
ÍSTI
CAS
AutoRevista • 93
1.0 Ecoboost 120 CV TitaniumFORD B-MAX
Una vez más se repiten las
SUS
CARA
CTER
ÍSTI
CAS
EQUIPAMIENTO DE SEGURIDAD
ABS: SI
Control de tracción: SI
Control dinámico estabilidad: SI
Airbag de conductor: SI
Airbag de pasajero: SI
Airbags laterales delanteros: SI
Airbags laterales traseros: NO
Airbags de cabeza: SI
Faros delanteros antiniebla: SI
Faros de xenón: NO
EQUIPAMIENTO DE CONFORT
Aire acondicionado: SI
Climatizador: pack 1.300 €
Asientos del. eléctricos: NO
Asientos del. calefactables: con cuero
Cierre centralizado: SI
Mando a distancia: SI
Elevalunas eléctr. delanteros: SI
Elevalunas eléctr. traseros: SI
Retrovisores ext. manuales: NO
Retrovisores ext. eléctricos: SI
Retrovisores ext. térmicos: SI
Equipo de audio: SI
Cargador de CD: NO
Volante regulable en altura: SI
Volante regulable en prof.: SI
Dirección asistida: SI
Control de crucero: SI
Tapicería de cuero: pack 600 €
Techo solar eléctrico: 600 €
EQUIPAMIENTO ADICIONAL
Inmovilizador: SI
Alarma: 150 €
Cuentarrevoluciones: SI
Termómetro de aceite: NO
Termómetro de agua: SI
Termómetro exterior: SI
Ordenador de viaje: SI
Navegador: pack 1.300 €
Transmisión automática: NO
Lavafaros: NO
Limpia-lavaluneta trasero: SI
Limpiaparabrisas automá-tico:
SI
Antena eléctrica: SI
Llantas de aleación: SI
Pintura metalizada: 375 €
19.050 euros
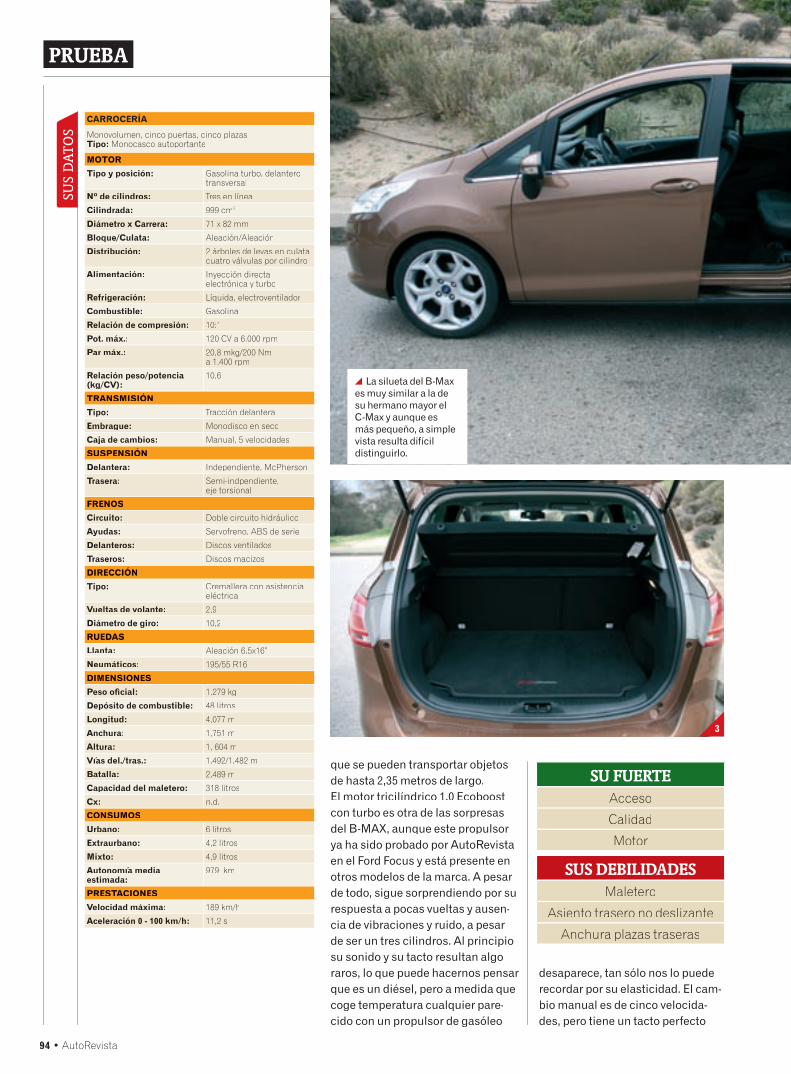
SU FUERTEAcceso
Calidad
Motor
que se pueden transportar objetos de hasta 2,35 metros de largo.El motor tricilíndrico 1.0 Ecoboost con turbo es otra de las sorpresas del B-MAX, aunque este propulsor ya ha sido probado por AutoRevista en el Ford Focus y está presente en otros modelos de la marca. A pesar de todo, sigue sorprendiendo por su respuesta a pocas vueltas y ausen-cia de vibraciones y ruido, a pesar de ser un tres cilindros. Al principio su sonido y su tacto resultan algo raros, lo que puede hacernos pensar que es un diésel, pero a medida que coge temperatura cualquier pare-cido con un propulsor de gasóleo
La silueta del B-Max es muy similar a la de su hermano mayor el C-Max y aunque es más pequeño, a simple vista resulta difícil distinguirlo.
SUS DEBILIDADESMaletero
Asiento trasero no deslizante
Anchura plazas traseras
SUS
DAT
OS
3
94 • AutoRevista
PRUEBA
desaparece, tan sólo nos lo puede recordar por su elasticidad. El cam-bio manual es de cinco velocida-des, pero tiene un tacto perfecto
CARROCERÍA
Monovolumen, cinco puertas, cinco plazasTipo: Monocasco autoportante
MOTOR
Tipo y posición: Gasolina turbo, delantero transversal
Nº de cilindros: Tres en línea
Cilindrada: 999 cm3
Diámetro x Carrera: 71 x 82 mm
Bloque/Culata: Aleación/Aleación
Distribución: 2 árboles de levas en culata cuatro válvulas por cilindro
Alimentación: Inyección directaelectrónica y turbo
Refrigeración: Líquida, electroventilador
Combustible: Gasolina
Relación de compresión: 10:1
Pot. máx.: 120 CV a 6.000 rpm
Par máx.: 20,8 mkg/200 Nm a 1.400 rpm
Relación peso/potencia (kg/CV):
10,6
TRANSMISIÓN
Tipo: Tracción delantera
Embrague: Monodisco en seco
Caja de cambios: Manual, 5 velocidades
SUSPENSIÓN
Delantera: Independiente, McPherson
Trasera: Semi-indpendiente,eje torsional
FRENOS
Circuito: Doble circuito hidráulico
Ayudas: Servofreno, ABS de serie
Delanteros: Discos ventilados
Traseros: Discos macizos
DIRECCIÓN
Tipo: Cremallera con asistencia eléctrica
Vueltas de volante: 2,9
Diámetro de giro: 10,2
RUEDAS
Llanta: Aleación 6,5x16”
Neumáticos: 195/55 R16
DIMENSIONES
Peso ofi cial: 1.279 kg
Depósito de combustible: 48 litros
Longitud: 4,077 m
Anchura: 1,751 m
Altura: 1, 604 m
Vías del./tras.: 1,492/1,482 m
Batalla: 2,489 m
Capacidad del maletero: 318 litros
Cx: n.d.
CONSUMOS
Urbano: 6 litros
Extraurbano: 4,2 litros
Mixto: 4,9 litros
Autonomía media estimada:
979 km
PRESTACIONES
Velocidad máxima: 189 km/h
Aceleración 0 - 100 km/h: 11,2 s

tanium es realmente completo e incluye siete airbags (con el de rodillas del conductor), además del control de estabilidad y tracción. También existe la po-sibilidad de montar opciones muy intere-
santes a precios asequibles, como el Active City Stop capaz de frenar el coche para evitar colisiones por alcance a menos de 30 km/h (300 euros), cámara de visión trasera en un paquete que incluye los sensores de parking y retrovisores plegables (450 euros).
1.- La postura de conducción es excelente, con una buena visibilidad y una posición elevada. El cinturón va anclado al propio asiento.
2.- Al no existir pilar central el acceso a las plazas traseras es muy cómodo. La anchura de la banqueta no es muy generosa, pero tiene buen espacio para las piernas.
3.- Los 318 litros de capacidad del maletero se quedan un poco justos para un vehículo de vocación familiar y pensado para llevar niños
4.- El sorprendente motor 1.0 Ecoboost de tres cilindros encaja a la perfección con el compacto B-Max. Su respuesta es excelente y no parece un tricilíndrico.
1
4
por recorridos y suavidad, aunque en algunos momentos se echa de menos una sexta relación.La excelente plataforma de partida hace que el comportamiento del B-MAX sea realmente agradable. Las suspensiones son firmes, pero sin perjudicar en ningún momento la comodidad. Apenas balancea en curvas y transmite una confianza que muchos de sus rivales no dan al conductor ni a los pasajeros, ya que la carrocería se mantiene firme en todo tipo de carreteras. No pa-rece que vayamos conduciendo un pequeño monovolumen más que por la mayor altura a la que vamos
situados, perfecta para gozar de una mayor visibilidad. La direc-ción tiene un tacto que también resulta excelente, con menos de tres vueltas de volante entre topes y un radio de giro que le permite moverse perfectamente en ciudad. El equipamiento del acabado Ti-
AutoRevista • 95
2
EL CAMBIO MANUAL ES DE CINCO VELOCIDADES, PERO TIENE UN TACTO PERFECTO POR RECORRIDOS Y SUAVIDAD
1.0 Ecoboost 120 CV TitaniumFORD B-MAX

96 • AutoRevista
EQUIPAMIENTO Y SERVICIOS
› Colabora con 200 proveedores en el Centro y Norte del país
EL GRUPO PSA ELIGE A GEFCOPARA SU EXPANSIÓN EN CHINA
Dongfeng Peugeot-Citroën Automo- Dongfeng Peugeot-Citroën Automo-tive (DPCA) ha seleccionado reciente-mente a Dongfeng GEFCO como socio logístico para agilizar las operaciones logísticas en el nuevo almacén de piezas que el fabricante de automóviles tiene en Pekín, China. El grupo automovilístico francés lleva a cabo una incisiva estrate-gia en este país impulsada con el lanza-
miento el pasado enero de su nuevo vehí-culo Peugeot 3008, que se construye en la planta de Wuhan, provincia de Hubei. El año pasado, la marca Peugeot vendió 216.000 unidades, un 24,5% más que en 2011, aunque el mercado chino sólo cre-ció un 7%, según fuentes del constructor.Gregoire Olivier, director general de las Operaciones Asiáticas de PSA, declaró
NUEVA GENERACIÓN DE FOTOCÉLULAS CILÍNDRICAS E3FA/E3FB DE OMRON
Basándose en la experiencia que le otorga fabricar más de un millón de Basándose en la experiencia que le otorga fabricar más de un millón de fotocélulas al año, Omron ha creado una nueva generación de fotocélulas en formato cilíndrico M18 que combinan fácil selección e instalación, junto con la más alta fiabilidad, versatilidad, construcción robusta y la mejor relación cali-dad-precio.Los nuevos E3FA/E3FB en plástico y metálicas presentan una construcción muy compacta, permitiendo que se instalen en aplicaciones donde el espacio es muy reducido. Utilizan una fuente de luz LED roja que es fácilmente visible in-cluso a largas distancias que facilitan el alineamiento.
en una entrevista con la agencia Bloom-berg que China será el mercado más grande del constructor por delante de Francia en 2015. Para ese año, Peugeot estima contar con una red de 500 con-cesionarios con el objetivo de vender 450.000 unidades anuales. Olivier espera aumentar ventas en China este año en un 22%.Según informa GEFCO, el nuevo almacén para PSA es el complejo de almacena-miento para piezas de automóviles más grande en China y provee a 200 concesio-narios de Peugeot y Citroën en el norte y noreste del país. Con este nuevo acuer-do, Andrea Ambrogio, director general de GEFCO China, explicó: ̈ GEFCO se com-promete a ofrecer a sus clientes las so-luciones logísticas más eficientes con el fin de mejorar la gestión de su cadena de suministro y reducir sus costes. GEFCO ya ha trabajado como socio con DPCA en otros proyectos en China y estamos encantados de poder ampliar nuestra co-laboración en Pekín¨.En opinión de John Zeng, director ge-neral de la consultora LMC Automotive Consulting en Shanghai: ̈ El mercado chino de turismos está en una fase ini-cial. La densidad de automóviles por cada 1.000 habitantes era sólo de 50 en 2010, y el porcentaje de nuevos com-pradores fue del 82% en 2011. Muchos chinos están deseando conseguir su primer coche, y el mercado de turismos podría llegar a 25 millones de unidades en 2019¨.
Montaje en la planta de Wuhan, China/PSA Peugeot Citröen

AutoRevista • 97
noticiasEQUIPAMIENTO Y SERVICIO
› Presentó su más recientes avances en la feria JEC Europe
Composites para maquinaria consti- Composites para maquinaria consti-tuyen el eje central de la labor de investi-gación del Centro avanzado de investiga-ción Advanced Manufacturing Research Centre (AMRC) de la Universidad de Sheffield, Inglaterra, con el que Sandvik Coromant colabora desde hace años y al que ofrece apoyo esencial. En esta área de I+D, se trabaja con resinas y materia-les con base de fibra, además de compo-nentes híbridos que combinan metales de alto rendimiento y composites en una sola estructura.En esta instalación y en este terreno de investigación, el equipo del proveedor multinacional puede probar sus últimas herramientas de taladrado y fresado, además de aquellas fabricadas por su so-cio Precorp, con el objetivo de encontrar soluciones específicas y a la medida de las características del material composi-te que se desea cortar.Dentro de su línea de acción en el ámbito de los composites, Sandvik Coromant ha presentado, en el marco de la feria JEC composites, celebrada en parís del 12 al 14 de marzo, la nueva fresa de ranurado de compresión para composites, Coro-Mill Plura, enfocada fabricantes dedi-cados al mecanizado de CFRP (plástico reforzado con fibra de carbono). Según la firma sueca, esta innovadora herramien-ta combina un diseño de hélice positiva y negativa que “comprime” el extremo superior e inferior del componente y re-duce así al mínimo cualquier posibilidad de deshilachado: un defecto frecuente al
mecanizar CFRP y muchos otros tipos de composites especiales. Adecuada para las aplicaciones de can-teado en materiales de un grosor mínimo de 6 mm, la fresa de ranurado de compre-sión CoroMill Plura presenta una micro-
geometría optimizada con seis filos de corte efectivos que ofrecen un acabado superficial (Ra) muy por debajo de 4 µm y altas velocidades de arranque de metal. Asimismo, para reducir las vibraciones, se recomienda su uso con estrategias convencionales de fresado en contrapo-
sición. Esta nueva herra-mienta está basada en la calidad GC1630, que ofrece una prolongada vida útil, y está disponible en diá-metros de 6.0 a 16.0 mm, y longitudes (total) de 76 a 100 mm. Además, la nueva
herramienta de fresado también está dis-ponible con recubrimiento de diamante.Por otro lado, Sandvik Coromant ha pre-sentado CoroMill 357, la nueva y robusta fresa de varios filos para sus operaciones de planeado en desbaste y premecaniza-
CoroMill Plura está basada en la calidad GC1630, que ofrece una prolongada vida útil, y está disponible en diámetros de 6.0 a 16.0 mm, y longitudes (total) de 76 a 100 mm
do de referencias en materiales de acero y fundición, con una gran seguridad de plaquita.Utilizar la fresa CoroMill 357 en aplica-ciones típicas como el premecanizado de referencias y el planeado en desbaste, en figuraciones de componentes intermi-tentes, componentes con creces irregula-res o forjas, soldaduras o moldes, propor-ciona una alta velocidad de arranque de metal y una excelente productividad.El diseño de varios filos de CoroMill 357 supone una solución de gran rentabili-dad, segun Sandvik Coromant. La buena economía de fabricación y el rendimiento fiable de la herramienta son el resultado de las gruesas plaquitas pentagonales de doble cara, alojadas en los asientos de punta con protección de la placa de apoyo.
SANDVIK COROMANTSANDVIK COROMANTSANDVIK COROMANTINVESTIGA EN COMPOSITES INVESTIGA EN COMPOSITES
CoroMill Plura presenta una microgeometría optimizada con seis
filos de corte efectivos que ofrecen un acabado
superficial (Ra) muy por debajo de 4 µm y altas velocidades de
arranque de metal.

98 • AutoRevista
Índice de Anunciantes23 Atotech www.atotech.com
43 BAMESA www.bamesa.com
Contraportada BASF Coatings www.basf-coatings.com
73 CGR www.cgr.fr
47 CLR www.clr.es
29 Coventya www.coventya.com
39 Egui www.egui.com
9 Estampaciones Mayo www.emayo.com
81 Gecoinsa www.gecoinsa.es
57 Hommel-Etamic www.jenoptik.com
31 Intecsa www.intecsa.com
49 KUKA www.kuka.com
51 Nagares www.nagares.com
25 NOF Metal Coatings Europe www.nofmetalcoatings.com
69 Pepperl+Fuchs www.pepperl-fuchs.com
4 Polk www.eu.polk.com
61 Renishaw www.renishaw.com
7 Salón del Automóvil de Barcelona www.salonautomovil.com
Interior de Portada Siemens Industry Software www.siemens.es/plm
11 TechTextil www.techtextil.com

������������������������������������ ���������������������������������������������������������������������������������
��������������������
�������������������������������
������������
���������
���������
������������������������������������
����������
�������
����������������
����
����
���
�����������������
�����
��������������������������
���������
����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
���������������������������������
����������������
��������������������������������������
��������
�
�
������������������������������������������������������
��������������
���������������������������������
������������������������������������������������������������������������������������������������������������
�������������������������������������������������������������������������
��������������
�����������������
����������������
����������������
��������������������
������������� ��������� ����
���������
�������
����
��������������������������
���
����
����
������������������������������
�����������������������������
����������������
����������������������������
����������������������������
������������������������
���������������������������
�����������������������������
�������������������������
�����������������
��������������������������������������
��������������������
��������
����������
�����
������������
�������������
����������������
��������
�������
��������
�������
��������
������
��������
��������
�
���
����������������
����������
���������������������
�����������������������������
����������������
Nº
2.27
4-75
F
EB-A
MR
201
3
www.auto-revista.com
/ FEB-MAR 2013 / 23 €Nº 2.274-75
LA PUBLICACIÓN DE LA INDUSTRIA DE AUTOMOCIÓN
@auto_revista
Las líneas aman las curvas Las pinturas y recubrimientos dan al coche más que una protección duradera. El brillo y los colores innovadores transforman los contornos en dinamismo y el diseño en emoción. Líneas y curvas se unen y los bordes y contornos cobran vida. Cuando el color y la forma se unen, y la pintura evoca pasión es porque en BASF creamos química. www.basf-coatings.com
Coatings Solutions
���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� ��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
TOYOTA
MERCEDES-BENZ Vitoria
PSA Vigo
LA ESTRATEGIA EUROPEA DEL LÍDER MUNDIAL / OVERVIEW OF THE WORLD LEADER’S EUROPEAN STRATEGY
VIGO SE REVITALIZA CON DOS MODELOS GLOBALES / TWO GLOBAL MODELS INJECT NEW LIFE INTO VIGO
SE PREPARA PARA ACOMETEREL PROYECTO VS20 / GETS READY FOR THE
VS20 VEHICLE PROGRAMME





























