Embed Size (px)
Citation preview

Objetivo generales del sistema de producción Toyota
Eliminar todos los elementos innecesarios en el área de producción, utilizado para alcanzar reducciones de costos, cumpliendo con las necesidades de los clientes a los costos más bajos posibles reduciendo el desperdicio (Muda) y aplicando la herramienta Justo a Tiempo (Just in time) en el proceso de producción.
Introducción
Occidente se dio cuenta que había una manera diferente de hacer las cosas y los autores acuñaron y/o introdujeron el concepto Lean Manufacturing para referirse, desde luego, al Sistema de Producción Toyota (los japoneses no le llaman Manufactura Esbelta, para ellos la técnica que desarrollaron en la industria automotriz y que compartieron al mundo es el Sistema de Producción Toyota).
La investigación igualmente arrojó como resultado que no todas esas herramientas constituían innovaciones, sino que eran principalmente utilizaciones efectivas de muchas otras herramientas ya existentes, orientales y occidentales, que seadaptaban al tipo de industria y de cultura en la que debía ser implantada. Las herramientas cobijadas bajo el concepto de Lean Manufacturing van desde aquellas enfocadas a la organización del puesto de trabajo (5 S´s, nacida en Japón y adaptada ya por occidente) hasta las que buscan casi el 100% de calidad en los procesos (6 Sigma, nacida en EUA y desarrollada por Motorola) pero buscando igualar los índices de calidad impuestos por Japón, pasando por aquellas que concentran su atención en la búsqueda de la eficiencia en el manejo de otros recursos del aparato productivo (inventarios y maquinaria), pero siempre buscando eliminar cualquier vestigio de desperdicio (MUDA) generado por la ineficiencia existente en los procesos de producción (Justo a Tiempo,
Kanban, Mantenimiento Productivo Total –TPM-, Producción Nivelada –Heijunka-, Verificación de proceso –Jidoka-, Dispositivos para prevenir errores -Poka Yoke- , Mejora continua -Kaizen).
SISTEMA DE PRODUCCION TOYOTA
Este sistema ha sido definido como una metodología - filosofía de excelencia y mejora continua orientada a eliminar el desperdicio y actividades que no le dan valor agregado a los procesos para la fabricación, distribución y comercialización de productos y/o servicios, aumentando el valor de cada actividad realizada y eliminando aquellas actividades y subprocesos que no se requieren, permitiendo a las empresas reducir costos, mejorar procesos, eliminar desperdicios, aumentar la satisfacción de los clientes y mantener el margen de utilidad. A lo largo de los años también se le ha llamado: Manufactura de flujo, Producción Justo a Tiempo (Just in Time) y Tecnología del flujo de la demanda
LEAN MANUFACTURING A LEAN ENTERPRISE
¿Por qué? Porque Lean Manufacturing es una filosofía de gestión parte del principio de eliminar el desperdicio, y siempre que se hace una actividad, sea lo que sea, hay desperdicio implícito. La idea de Lean Enterprise es reducirlo o eliminarlo. Lean Enterprise es una nueva manera de pensar en las organizaciones para eliminar e l desperdicio, la MUDA, actividades que consumen recursos pero no agregan valor. . Las herramientas “lean” (en inglés, “sin grasa” o “ágil”) incluyen procesos continuos de análisis (Kaizen), producción “pull” (en el sentido de Kanban), y elementos y procesos “a prueba de fallos” (Poka yoke).
Las bases de la nueva filosofía son:-Reducir la porción de actividades que no aportan valor-Incrementar el valor del output a través de consideraciones sistemáticas de los requerimientos del consumidor-Reducir la variabilidad-Reducir el tiempo del ciclo-Simplificar, minimizando el número de pasos, partes y uniones-Incrementar la flexibilidad del output-Incrementar la transparencia del proceso-Enfocar el control en la totalidad del proceso-Aplicar un mejoramiento continuo en el proceso-Balancear el mejoramiento del flujo con el mejoramiento de la conversión-Benchmarking (
La única forma de eliminar los defectos y buscar la optimización de los procesos era operar a través de un diseñoflexible, buscando tres aspectos fundamentales: Un producto
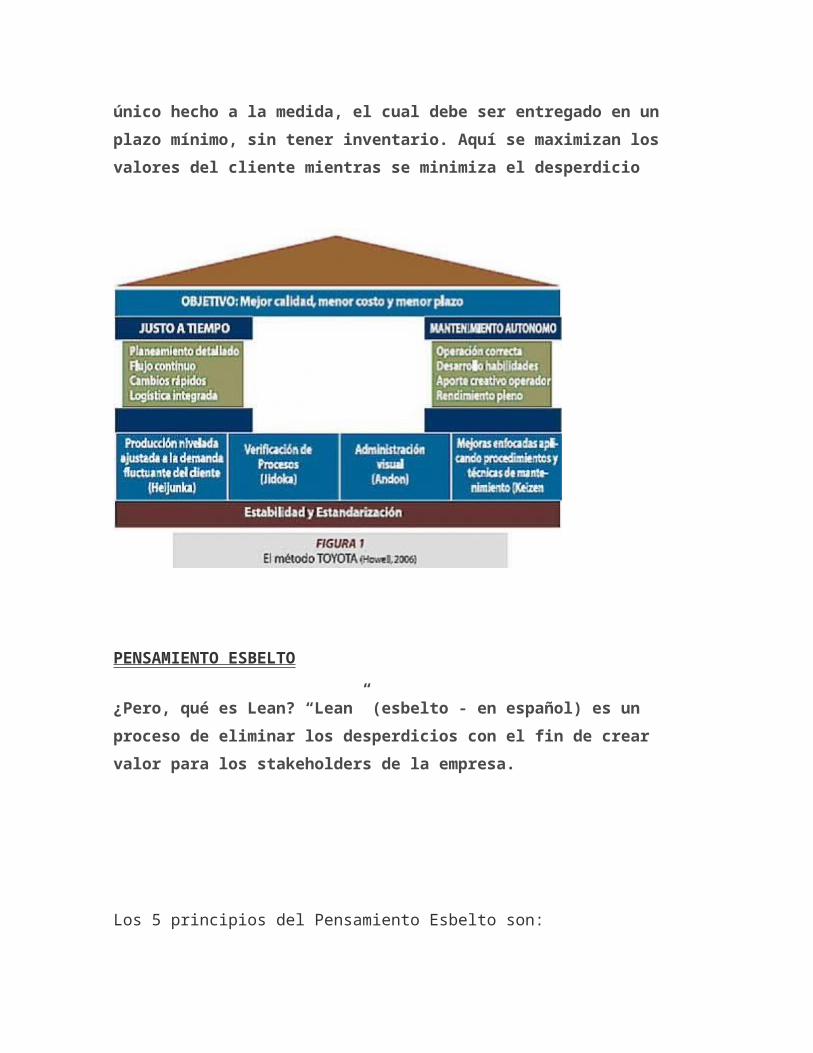
único hecho a la medida, el cual debe ser entregado en un plazo mínimo, sin tener inventario. Aquí se maximizan los valores del cliente mientras se minimiza el desperdicio
PENSAMIENTO ESBELTO
¿Pero, qué es Lean? “Lean” (esbelto - en español) es un proceso de eliminar los desperdicios con el fin de crear valor para los stakeholders de la empresa.
Los 5 principios del Pensamiento Esbelto son:
1. Definir el valor desde el punto de vista del cliente: La mayoría de los clientes quieren comprar una solución, no un producto o servicio.
2. Identificar la corriente de valor: Eliminar desperdicios encontrando pasos que no agregan valor, algunos son inevitables y otros son eliminados inmediatamente.
3. Crear flujo: Hacer que todo el proceso fluya suave y directamente de un paso que agregue valor a otro, desde la materia prima hasta el consumidor final.
4. Producir el “jale” del cliente: Una vez hecho el flujo, sees capaz de producir por órdenes de los clientes en vez de producir basado en pronósticos de ventas a largo plazo.
5. Perseguir la perfección: Una vez que una empresa consigue los primeros cuatro pasos, se vuelve claro para aquellos que están involucrados que añadir eficiencia siempre es posible.
La parte fundamental en el proceso de desarrollo de una estrategia esbelta es la que respecta al personal, ya que muchas veces implica cambios radicales en la manera de trabajar, algo que por naturaleza causa desconfianza y temor.Lo que descubrieron los japoneses es que más que una técnica,se trata de un buen régimen de relaciones humanas. En el pasado se ha desperdiciado la inteligencia y creatividad del trabajador, a quien se le contrata como si fuera una máquina.Es muy común que, cuando un empleado de los niveles bajos delorganigrama se presenta con una idea o propuesta, se le critique e incluso se le calle. A veces los directores no comprenden que cada vez que le ‘apagan el foquito’ a un
trabajador, están desperdiciando dinero. El concepto de Lean Enterprise implica la anulación de los mandos y su reemplazo por el liderazgo. La palabra líder es la clave.
Cómo hacerlo
De acuerdo a Womack et al., los principios del pensamiento esbelto incluyen:
1. Uso eficiente de recursos y eliminación del desperdicio.2. Trabajo en equipo.3. Comunicación.4. Mejora continua.
La meta es la eliminación total del desperdicio a través de:
1. Definir desperdicio (Muda).2. Identificar el origen.3. Planear la eliminación del desperdicio.4. Establecer PERMANENTEMENTE un control para prevenir la recurrencia.
2. Para eliminar el desperdicio, primero debe ser identificado. Existen siete tipos de MUDA principales, según la clasificación desarrollada por Ohno (Padre del Just in Time):
3. 1. Muda de sobreproducción. 2. Muda de inventario. 3. Muda de reparaciones / rechazo de productos defectuosos. 4. Muda de movimiento. 5. Muda de procesamiento.
6. Muda de espera.7. Muda de transporte.
4. Una vez identificados qué tipo de desperdicios se tienenhay que atacarlos para eliminarlos
El pensamiento Lean o Lean Enterprise es la evolución lógica de Lean Manufacturing; es decir, es la aplicación de los principios del Sistema de Producción Toyota a una empresa vista de manera integral, trátese de una compañía manufacturera, comercial o de servicios de cualquier naturaleza. Una empresa gestionada bajo la filosofía de Empresa Ligera puede lograr beneficios tales como:
1. Reducir la cadena de desperdicios dramáticamente.2. Reducir costos de producción.3. Reducir inventario y el espacio en el piso de producción, almacenaje y puntos de venta.4. Crea sistemas de producción más robustos.5. Crea sistemas de entrega de materiales apropiados.6. Mejora la distribución de plantas para aumentar la flexibilidad.7. Reduce el tiempo de entrega (lead time).8. Mejora la calidad.9. Optimiza la mano de obra.10. Garantiza mayor eficiencia de equipo.11. Minimiza tiempos de espera (los retrasos).
Frente a este panorama, la implantación de los conceptos del pensamiento Lean Manufacturing o Lean Enterprise es una alternativa altamente factible para las Mi pymes mexicanas y latinoamericanas, la gran base de nuestra estructura
industrial y empresarial, y en su mayoría proveedoras de los grandes fabricantes transnacionales.
Los principios de Lean Enterprise son viables para la gestiónde una nación como la nuestra, donde el desperdicio es constante en cada una de nuestras actividades cotidianas.
El pensamiento Lean ofrece una completa y real alternativa para los profesionales, empresas, organismos, instituciones ynaciones latinoamericanas de implementar hacia su interior una filosofía-cultura enfocada a mejorar su posición competitiva, lograr alta eficiencia, disminución de desperdicios y mejora continua.
Sin lugar a dudas, una aproximación al pensamiento Lean es una posibilidad y/o el camino Hacia las Empresas y Naciones Esbeltas, donde se dé un mejor aprovechamiento y administración de los recursos financieros, materiales y humanos, y se haga uso, al igual que en la Manufactura
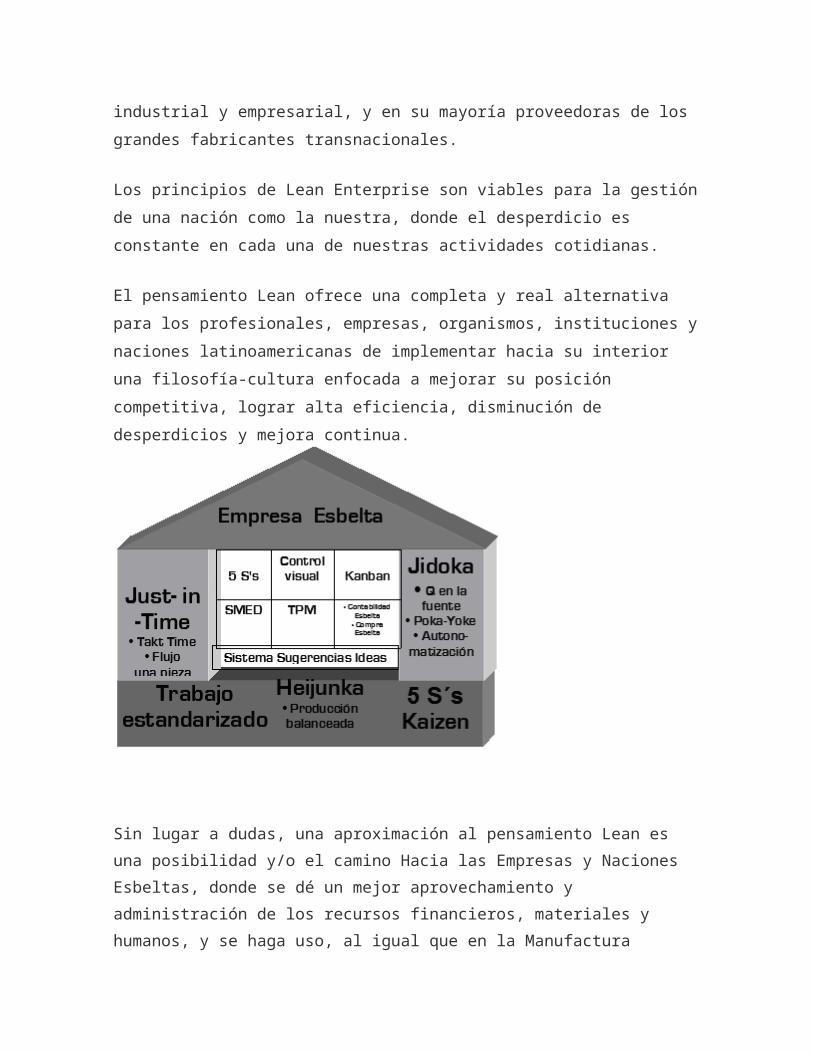
Esbelta, todas las herramientas de producción existentes hoy en día como pueden ser 5’S, Teoría de Restricciones, Kanban, Just in Time, Certificación ISO de Calidad, Mantenimiento Productivo Total (TPM), Producción Nivelada (Heijunka), Verificación de Proceso (Jidoka), Dispositivos para prevenir errores (Poka Yoke) , Mejora continua (Kaizen), que se integran en la nueva forma de pensamiento empresarial diferente, al ser parte de un concepto global, más no holístico como es el caso de Lean Enterprise.
El sistema de producción Toyota, es un revolucionario sistemaadoptado por las compañías Japonesas después de la crisis petrolera de 1973, la compañía Toyota lo empezó a utilizar a principios de los años 50´s y el propósito principal de este sistema es eliminar todos los elementos innecesarios en el área de producción (que incluye desde el departamento de compras de materias primas, hasta el de servicio al cliente, pasando por recursos humanos, finanzas, etc.) y es utilizado para alcanzar reducciones de costos nunca imaginados y cumpliendo con las necesidades de los clientes a los costos más bajos posibles.
Para lograr los objetivos anteriores el sistema debe cumplir con las metas de tres subsistemas, los cuales son:
Control de Calidad, que diseña y desarrolla un sistema que seadapte a las fluctuaciones de la demanda diaria o mensual en términos de la cantidad y variedad de productos.
Aseguramiento de la calidad, este componente asegura que cadaproceso podrá únicamente fabricar artículos buenos (de calidad) para los procesos siguientes. El manufacturero de
clase mundial busca principalmente técnicas de prevención y la solución de problemas es responsabilidad de todo el mundo,desde el empleado que acaba de ingresar a la compañía hasta el director general.
Respeto por el personal, que necesita ser capacitado y entrenado, durante el tiempo que el sistema utilice personas para alcanzar los objetivos, las personas constituyen el activo más importante de toda la compañía. Los empleados son capacitados para desempeñar un mayor número de operaciones y son capaces de tomar diferentes y mayores responsabilidades yse les paga basándose en la flexibilidad individual, la participación del empleado, el conocimiento, las habilidades,la capacidad de resolver problemas y por la disposición para trabajar en equipos.
Existen varios conceptos del sistema de producción Toyota y acontinuación se mencionan
MANUFACTURA JUSTO A TIEMPO
Manufactura Justo a Tiempo, que significa producir el tipo deunidades requeridas, en el tiempo requerido y en las cantidades requeridas. Justo a Tiempo elimina inventarios innecesarios tanto en proceso, como en productos terminados ypermite rápidamente adaptarse a los cambios en la demanda.
AUTONOMATIZACION JIDOKA
Autonomatización (Jidoka) cuyo significado en japonés es control de defectos autónomo. La autonomatizacion nunca
permite que las unidades con defecto de un proceso fluya al siguiente proceso, deben de existir dispositivos que automáticamente detengan las maquinas y no se produzcan mas defectos. Lo peor no es parar el proceso, lo peor es producirartículos con defectos.
Fuerza de trabajo flexible (shojinka) que significa variar elnúmero de trabajadores para ajustarse a los cambios de demanda y los empleados cuando menos deben de conocer las operaciones, anterior y posterior a la que están realizando ydeben de ser capaces y estar dispuestos a realizar diferentestipos de actividades en cualquier área de la compañía. Si la compañía se preocupa por la familia del trabajador, el trabajador se preocupara por la compañía.
Pensamiento creativo o ideas creativas (Soikufu) que significa capitalizar las sugerencias de los trabajadores para lo cual se necesita tener recursos disponibles para responder a esas sugerencias. Es mejor no tener un programa de participación de los empleados que tener uno al cual no sele presta la atención debida. Si estamos pidiendo sugerenciaspara mejorar la compañía debemos de tener un sistema de respuesta a esas sugerencias.
Objetivos para alcanzar el Sistema de Producción Toyota
El sistema de producción Toyota establece varios puntos para hacer que los objetivos de los cuatro conceptos anteriores sealcancen y que son la base del sistema de producción Toyota.
LEAN CONSTRUCTION
Project Management y Producción
El enfoque del Project Management está basado en el proceso de conversión o transformación (de actividades) y no en el flujo o en el proceso de generación del valor.En el Project Management, no se hace mención de estructurar el trabajo como un flujo o de definir las actividades de manera tal que puedan facilitar la ejecución del trabajo. Portanto, por lo que concierne al Project Management, la pregunta es: ¿Quién maneja la producción y cómo?En el Project Management, el control del proyecto consiste enel monitoreo del progreso hacia los objetivos del proyecto. El concepto del control del proyecto es muy diferente del Control de la Producción.El Control de la Producción, concibe la producción como un flujo de materiales e información entre especialistas que cooperan, para generar valor para el Cliente.(internos o externos)El fin del Control del Proyecto es detectar las variaciones del objetivo planeado, así que se puedan tomar acciones correctivas. Esto es diferente del concepto del Control de laproducción.
-En el Control del Proyecto tradicional, los objetos del control son el tiempo y los recursos. -El objetivo del control del tiempo es el avance, no la productividad.-Avance y productividad vienen formalmente relacionadas por la teoría del Valor Ganado (Earned Value Theory).
-Otro instrumento utilizado en el Control del Proyecto tradicional es la Work Breakdown Structure (WBS). El objetivo de la WBS es dividir el trabajo del proyecto en partes de manera tal que pueda ser monitoreado y controlado. También en este caso, no se hace mención del proceso de producción.-Todas estas técnicas utilizadas en el Control del Proyecto tradicional quieren evidenciar las eventuales variaciones quese pueden presentar durante la ejecución de un proyecto en relación a lo programado y presupuestado.-Una vez aprendido a determinar las variaciones, todos los expertos en este campo nos invitan a tomar las acciones correctivas para solucionar los problemas.Ahora sabemos que hay un problema. -¿Pero cuáles han sido las causas que han determinado el problema? -El Control del Proyecto tradicional no suministra ninguna indicación.
El Project Management necesita evolucionar. El resultado de la evolución es la Lean Construcción
LEAN CONSTRUCTION
La industria de la construcción ha rechazado muchas ideas delsector manufacturero debido a la opinión que la construcción es diferente de los otros sectores.Por tanto, hemos siempre llegado a la conclusión que lo que es bueno para ellos no es bueno para “nosotros”. Parece que esta máxima se ha vuelto un postulado de la construcción.
Entonces, ¿Qué está pasando en la construcción? , o es que acaso ¿nos hemos vuelto perezosos? Los estudios de L. Koskelay H. G. Ballard (los “padres” de la Lean Construction) entre otros, parecen confirmar la última afirmación.
La aplicación de los conceptos de la Lean Production en la construcción (denominada Lean Construction) se ha concretizado a través de la teoría del Last Planner (el Último Planificador).
Los proyectos de construcción pueden ser concebidos de tres maneras:-Como un proceso de conversión que transforma los inputs en outputs.-Como un flujo de materiales e información a través del tiempo y del espacio.-Como un proceso para generar valor para el Cliente.Como ya sabemos, en la construcción se utiliza el modelo de conversión. El modelo de conversión se basa en la suposición que el trabajo que se debe ejecutar, pueda ser dividido en partes y manejado como si estas partes fueran independientes una de la otra. Esta manera de enfrentar el problema revela un enfoque contractual, que facilita la gestión de los contratos más bien que la gestión de la producción o de un flujo de trabajo. Si cada parte interesada cumple con sus obligaciones, el proyecto tendrá éxito. Desafortunadamente, es muy difícil queesto se realice y por tanto, el sistema tiende a colapsar.Además, los proyectos de construcción están repletos de
desperdicios, que contribuyen a la disminución de la productividad.Por tanto, necesitamos de herramientas diferentes. ¿Entonces, por qué no pensar en integrar los tres modelos: conversión, flujo y valor, utilizando los procesos de desarrollo del producto, adoptados en la industria manufacturera? La implementación del proceso de construcción como un flujo de materiales e información tiende a disminuir el desperdicio.
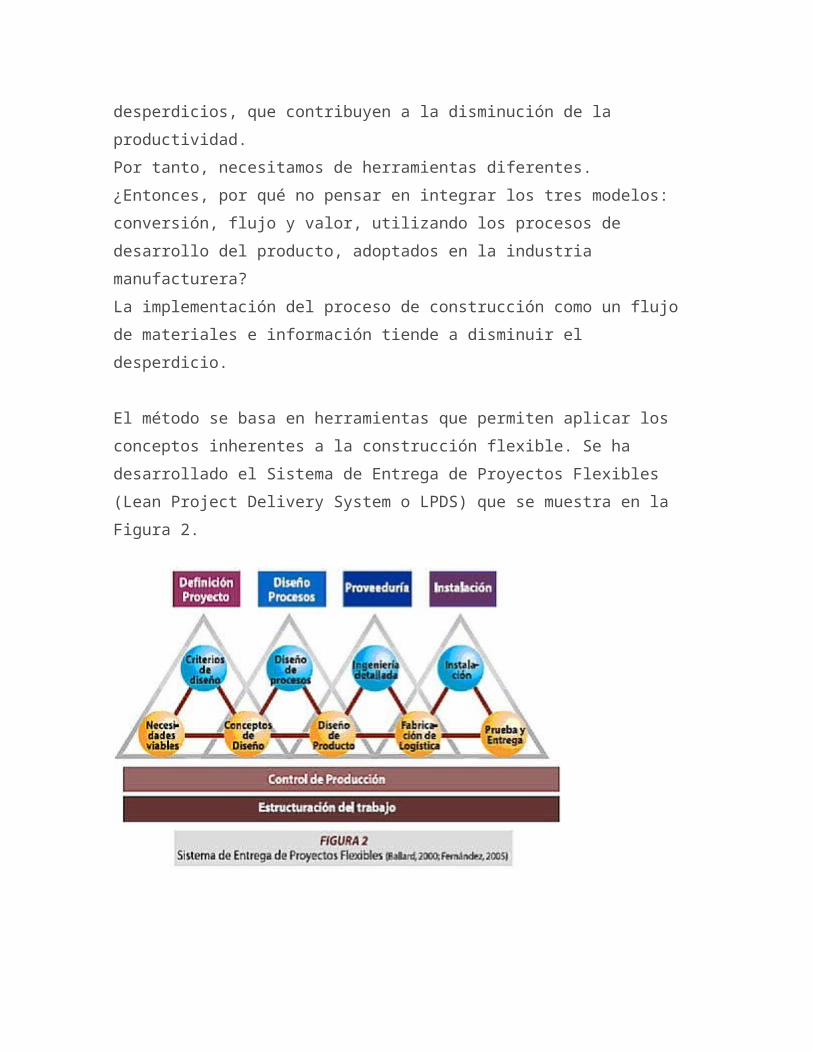
El método se basa en herramientas que permiten aplicar los conceptos inherentes a la construcción flexible. Se ha desarrollado el Sistema de Entrega de Proyectos Flexibles (Lean Project Delivery System o LPDS) que se muestra en la Figura 2.
TEORÍA DEL ÚLTIMO PLANIFICACDOREl diseño y la construcción necesitan de planeamiento y control realizado por diferentes personas, en lugares diferentes de la organización y en tiempos diferentes durantela vida del proyecto.-La planificación general tiende a enfocar los objetivos globales y las restricciones que guían el proyecto. -Estos objetivos impulsan procesos de planeamiento más detallados que especifican los medios para lograr los objetivos.-Siguiendo este proceso, por último, alguien (individuo o grupo) decide el plan de trabajo específico que vendrá ejecutado mañana. -Las actividades de este plan vienen denominadas asignaciones(assignements).Estos tipos de planes no impulsan la producción de planes sucesivos, más bien llevan a la ejecución directa del trabajo. La persona (o grupo) que realiza estas asignaciones se denomina el Último Planificador.
En este sistema, la secuencia de implementación que se muestra en la Figura 3, determina una serie de ventajas, entre las cuales se encuentran:
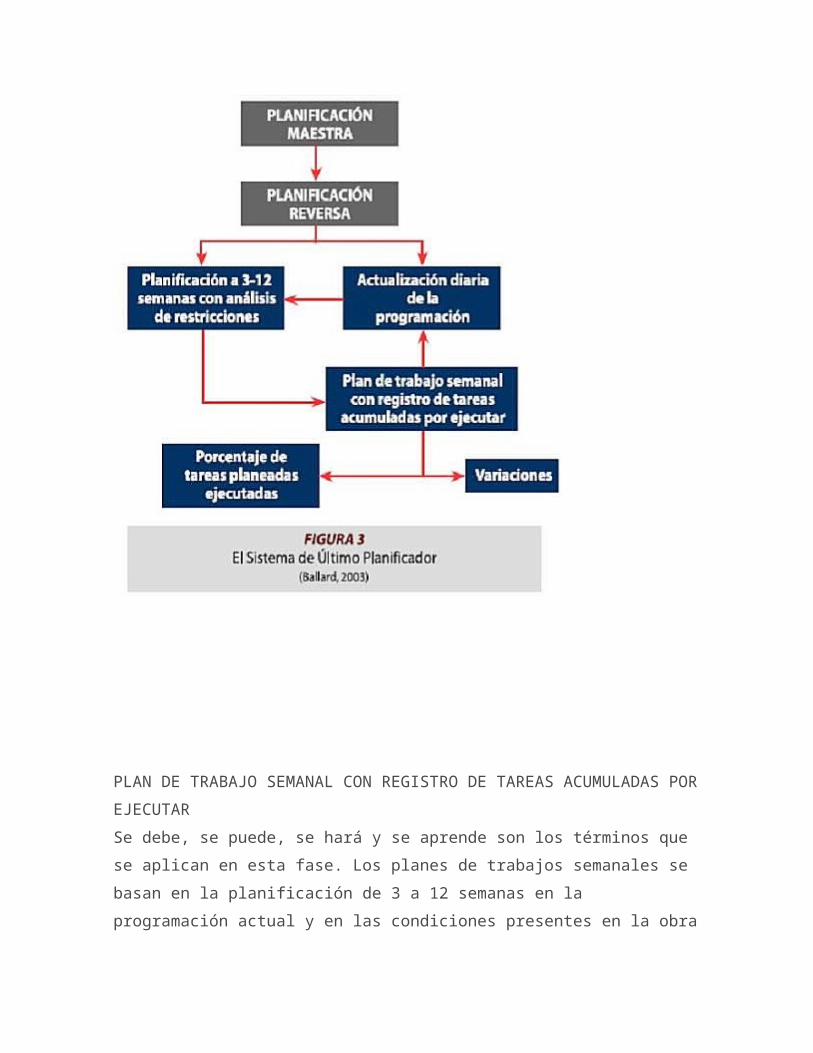
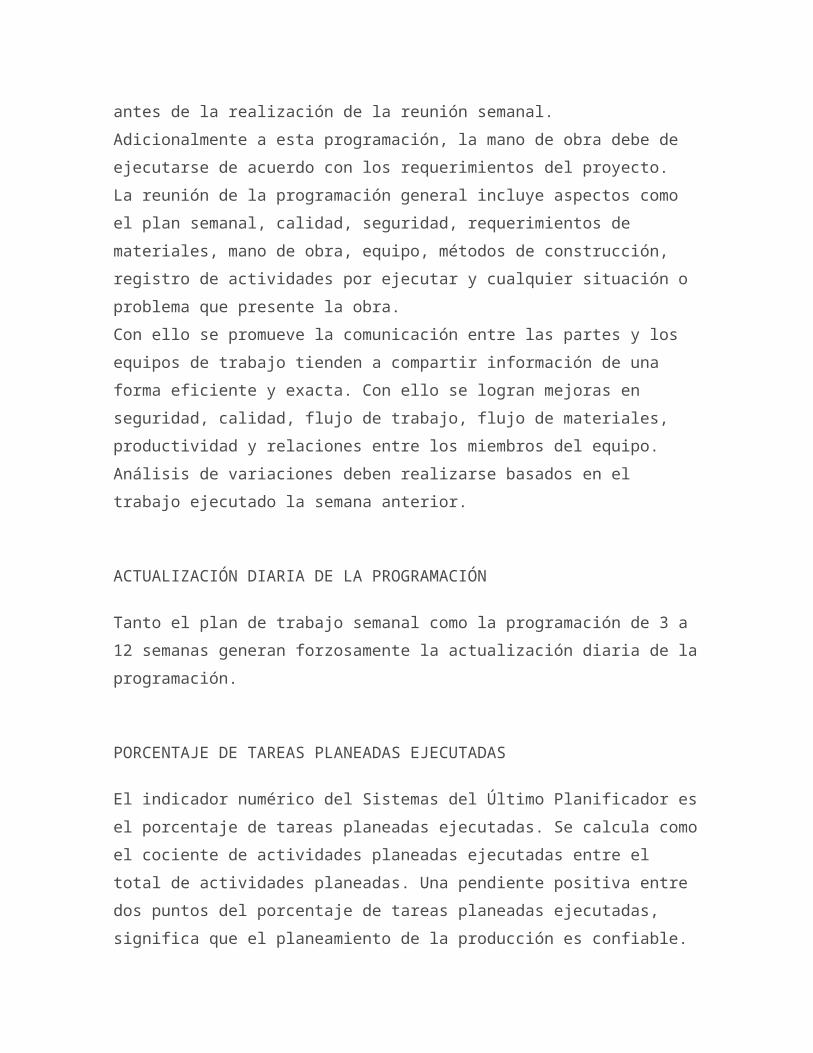
PLAN DE TRABAJO SEMANAL CON REGISTRO DE TAREAS ACUMULADAS POREJECUTAR Se debe, se puede, se hará y se aprende son los términos que se aplican en esta fase. Los planes de trabajos semanales se basan en la planificación de 3 a 12 semanas en la programación actual y en las condiciones presentes en la obra
antes de la realización de la reunión semanal.Adicionalmente a esta programación, la mano de obra debe de ejecutarse de acuerdo con los requerimientos del proyecto.La reunión de la programación general incluye aspectos como el plan semanal, calidad, seguridad, requerimientos de materiales, mano de obra, equipo, métodos de construcción, registro de actividades por ejecutar y cualquier situación o problema que presente la obra.Con ello se promueve la comunicación entre las partes y los equipos de trabajo tienden a compartir información de una forma eficiente y exacta. Con ello se logran mejoras en seguridad, calidad, flujo de trabajo, flujo de materiales, productividad y relaciones entre los miembros del equipo.Análisis de variaciones deben realizarse basados en el trabajo ejecutado la semana anterior.
ACTUALIZACIÓN DIARIA DE LA PROGRAMACIÓN
Tanto el plan de trabajo semanal como la programación de 3 a 12 semanas generan forzosamente la actualización diaria de laprogramación.
PORCENTAJE DE TAREAS PLANEADAS EJECUTADAS
El indicador numérico del Sistemas del Último Planificador esel porcentaje de tareas planeadas ejecutadas. Se calcula comoel cociente de actividades planeadas ejecutadas entre el total de actividades planeadas. Una pendiente positiva entre dos puntos del porcentaje de tareas planeadas ejecutadas, significa que el planeamiento de la producción es confiable.
VARIACIONES
Se deben analizar aquellos aspectos que provocan variaciones entre lo planeado y lo realmente ejecutado. Puede incluir aspectos como el clima, coordinación, programación, prerrequisitos del trabajo entre otros. De existir variaciones, se deben realizar acciones correctivas para no caer en estos errores nuevamente.
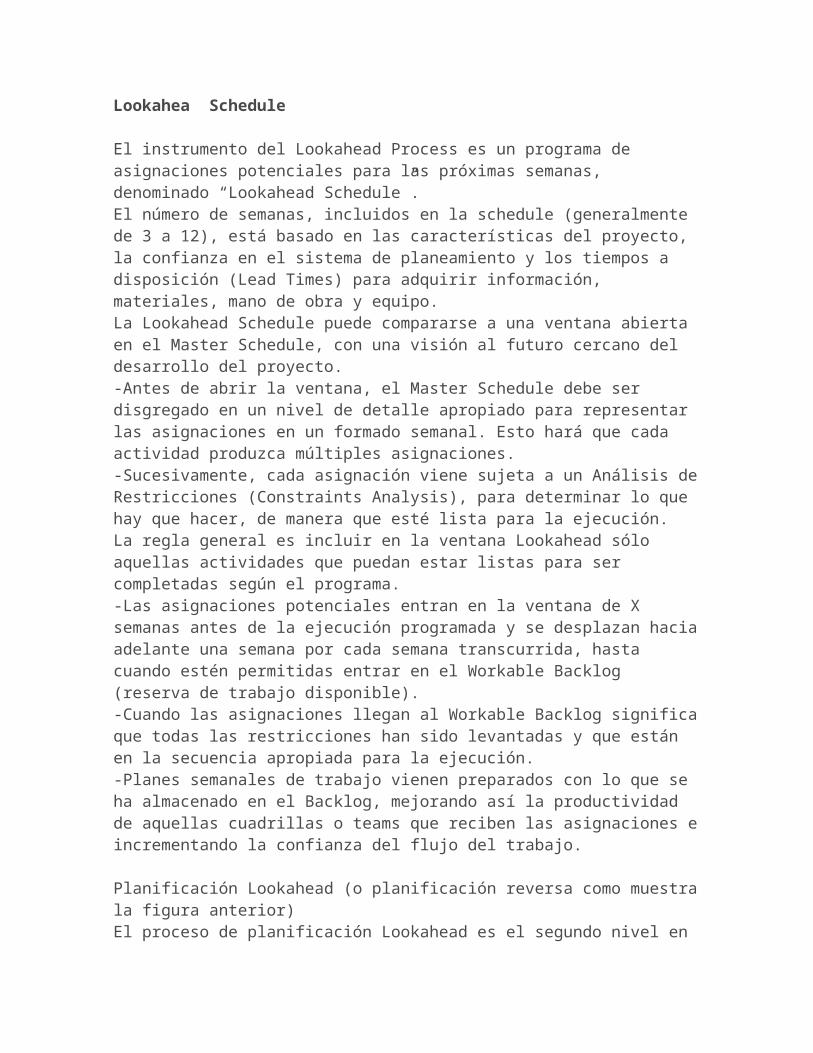
Lookahea Schedule
El instrumento del Lookahead Process es un programa de asignaciones potenciales para las próximas semanas, denominado “Lookahead Schedule”. El número de semanas, incluidos en la schedule (generalmente de 3 a 12), está basado en las características del proyecto, la confianza en el sistema de planeamiento y los tiempos a disposición (Lead Times) para adquirir información, materiales, mano de obra y equipo.La Lookahead Schedule puede compararse a una ventana abierta en el Master Schedule, con una visión al futuro cercano del desarrollo del proyecto.-Antes de abrir la ventana, el Master Schedule debe ser disgregado en un nivel de detalle apropiado para representar las asignaciones en un formado semanal. Esto hará que cada actividad produzca múltiples asignaciones.-Sucesivamente, cada asignación viene sujeta a un Análisis deRestricciones (Constraints Analysis), para determinar lo que hay que hacer, de manera que esté lista para la ejecución.La regla general es incluir en la ventana Lookahead sólo aquellas actividades que puedan estar listas para ser completadas según el programa.-Las asignaciones potenciales entran en la ventana de X semanas antes de la ejecución programada y se desplazan haciaadelante una semana por cada semana transcurrida, hasta cuando estén permitidas entrar en el Workable Backlog (reserva de trabajo disponible).-Cuando las asignaciones llegan al Workable Backlog significaque todas las restricciones han sido levantadas y que están en la secuencia apropiada para la ejecución.-Planes semanales de trabajo vienen preparados con lo que se ha almacenado en el Backlog, mejorando así la productividad de aquellas cuadrillas o teams que reciben las asignaciones eincrementando la confianza del flujo del trabajo.
Planificación Lookahead (o planificación reversa como muestrala figura anterior)El proceso de planificación Lookahead es el segundo nivel en
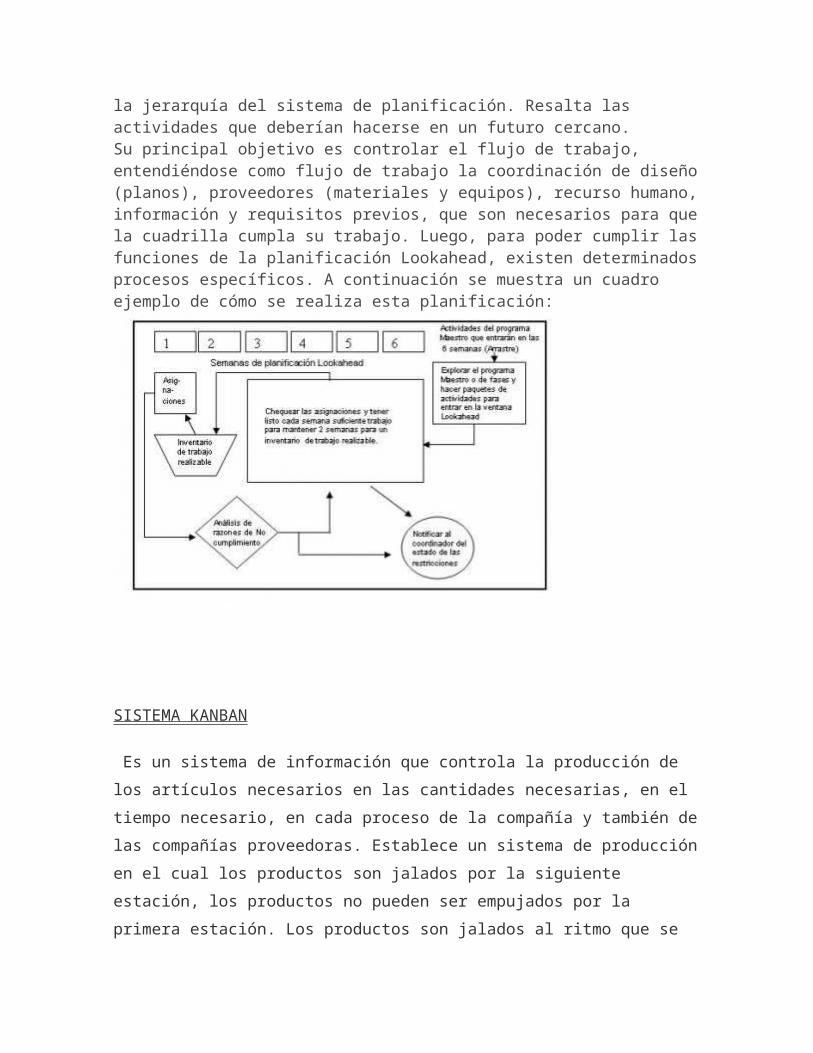
la jerarquía del sistema de planificación. Resalta las actividades que deberían hacerse en un futuro cercano.Su principal objetivo es controlar el flujo de trabajo, entendiéndose como flujo de trabajo la coordinación de diseño(planos), proveedores (materiales y equipos), recurso humano,información y requisitos previos, que son necesarios para quela cuadrilla cumpla su trabajo. Luego, para poder cumplir lasfunciones de la planificación Lookahead, existen determinadosprocesos específicos. A continuación se muestra un cuadro ejemplo de cómo se realiza esta planificación:
SISTEMA KANBAN
Es un sistema de información que controla la producción de los artículos necesarios en las cantidades necesarias, en el tiempo necesario, en cada proceso de la compañía y también delas compañías proveedoras. Establece un sistema de producciónen el cual los productos son jalados por la siguiente estación, los productos no pueden ser empujados por la primera estación. Los productos son jalados al ritmo que se
necesitan (sistema llamado PULL). La última estación es la que marca el ritmo de producción.
Producción constante, Que significa que la línea de producción ya no está comprometida a manufacturar un solo tipo de producto en grandes lotes. En cambio, la línea produce una gran variedad de productos cada día en respuesta a la variación de la demanda del cliente. La producción es lograda adaptando los cambios de la demanda diariamente y mensualmente.
Reducción del tiempo de set-up (S.M.E.D.), El tiempo de set-up es la cantidad de tiempo necesario en cambiar un dispositivo de un equipo y preparar ese equipo para producir un modelo diferente, pero producirlo con la calidad requeridapor el cliente y sin incurrir en costos para la compañía y lograr con esto, reducir el tiempo de producción en todo el proceso. El producto que llega primero al mercado goza de un alto porcentaje de ganancias asociadas con la introducción inicial del producto.
ESTANDARIZACIÓN DE OPERACIONES
Se trata de minimizar el número de trabajadores, balanceandolas operaciones en la línea. Asegurando que cada operación requiera del mismo tiempo para producir una unidad. El trabajador tiene una rutina de operación estándar y mantiene un inventario en constante en proceso.
Distribución de maquinas y trabajadores multifuncionales, quepermiten tener una fuerza de trabajo muy flexible, los cuales
deben de ser bien entrenados y tener una gran versatilidad que se logra a través de la rotación del trabajo y continuamente se evalúan y revisan los estándares y rutinas de operación, y las maquinas podrán ser colocadas en distribuciones en forma de "U" donde la responsabilidad de cada trabajador será aumentada o disminuida dependiendo del trabajo a realizar en cada producto.
Mejoramiento de actividades, Las cuales son enfocadas a reducir costos, mejorar productividad, reducir la fuerza de trabajo, mejorar la moral de los empleados. Este mejoramientose realiza a través de equipos de trabajo y sistemas de sugerencias.
Sistemas de control visual, que monitorean el estado de la línea y el flujo de la producción. Con sistemas muy sencillos, por ejemplo, algunas luces de diferentes colores que indiquen algunas anormalidades en la línea de producción.Algunos otros controles visuales como hojas de operaciones, tarjetas de KANBAN, displays digitales, etc.
CONTROL DE CALIDAD
En toda la compañía, que promueve mejoras en todos los departamentos, por medio de la acción de un departamento y reforzado por otros departamentos de la misma compañía. Teniendo especial atención en la junta de directores para asegurar que la comunicación y cooperación se dé en toda la compañía.
CONCLUCIONES
La increíble consistencia de la eficiencia de Toyota es el resultado directo de su excelencia operacional. Toyota ha vuelto la excelencia operacional en un arma estratégica. Estaexcelencia operacional está basada en parte en herramientas ymétodos de mejora de la calidad, hechos famosos por Toyota enel mundo de la manufactura, como el Just-in-time, Kaizen, Flujo de una sola pieza, poke-yoke, jidoka y heijunka. Estas técnicas ayudaron a esparcir lo que hoy conocemos como "Manufactura Esbelta". Pero las herramientas y técnicas no son herramientas secretas para transformar un negocio. El éxito del uso de estas herramientas se basa en una filosofía de negocio, basado en el entendimiento de la gente y la motivación humana. Su éxito se basa en su habilidad de cultivar liderazgo, equipos, y cultura, inventar estrategias,el construir las relaciones con el proveedor y el mantener una organización que aprende.
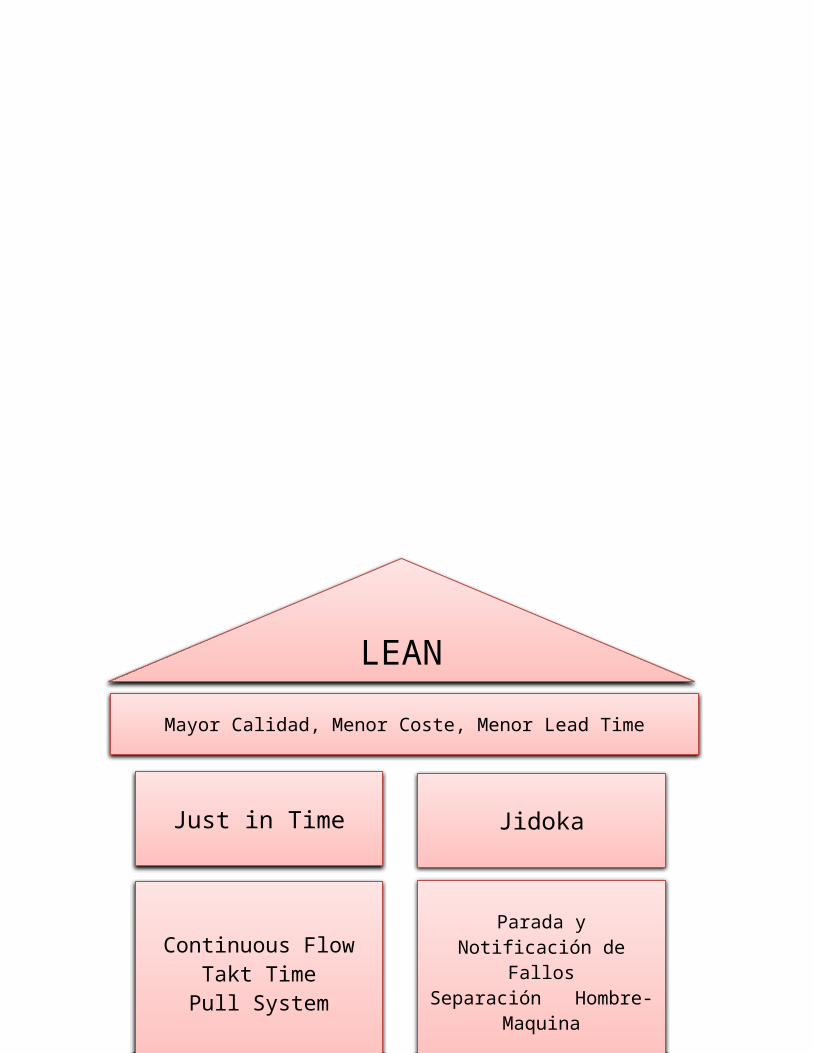
LEANMayor Calidad, Menor Coste, Menor Lead Time
Just in Time Jidoka
Continuous FlowTakt Time
Pull System
Parada y Notificación de
FallosSeparación Hombre-
Maquina





























